pista simples pg rev 2 - attrak.com.br · pg automação manual de operaÇÃo pista simples...
TRANSCRIPT

1
PG Automação
MANUAL DE OPERAÇÃO Pista Simples
CONTROLADOR PARA CORTE E SOLDA Memória P21CS070 em diante 6.4.2007
OPERAÇÃO INICIAL
Ao energizar o controlador, o display da IHM fará a apresentação da máquina, indicando o nome do fabricante e /ou o número da máquina. Nesse instante, todos os leds piscarão três vezes para o teste dos mesmos. Mensagem indicando versão e data do programa:
' *** PG *** ' 'Automação Industrial' 'P21CS0__ (Data) ' 'Corte & Solda FR__'
A apresentação dessa mensagem vale lembrar, indica que os seguintes dispositivos do CLP estão em funcionamento:
1. Fonte de alimentação (na própria CPU ou PG200 ou PG210 no caso da CPU ser uma 2041),
2. O processador da CPU do equipamento 3. O display da IHM e boa parte dos cabos que ligam a CPU a IHM. Vale lembrar que essa mensagem esta gravada dentro da memória da Memória
Básica. Para se transferir um novo programa de usuário através de um computador
externo, faz-se necessário manter-se a primeira tecla do canto superior esquerdo após energizar o equipamento. Procedendo-se dessa forma aparecerá a seguinte tela:
'RX=00000000000000000' '000000000000000000 ' 'TX=00000000000000000' '000000000000000000 '
Somente nessa fase do programa, a porta serial (COM1) (RS232 ou 485) fica apta a receber um novo programa de usuário (usando-se programa PGLADDER no protocolo MODBUS). . Enquanto se está carregando, à direita do campo RX= encontra-se os dados recebidos pelo CLP e à direita do campo TX= encontra-se os dados respondidos pelo CLP. Após o fim da transferência, deve-se “clicar” no campo SALVA E2PROM, fazendo-se com que o CLP salve na Memória Eeprom (24C128).
2
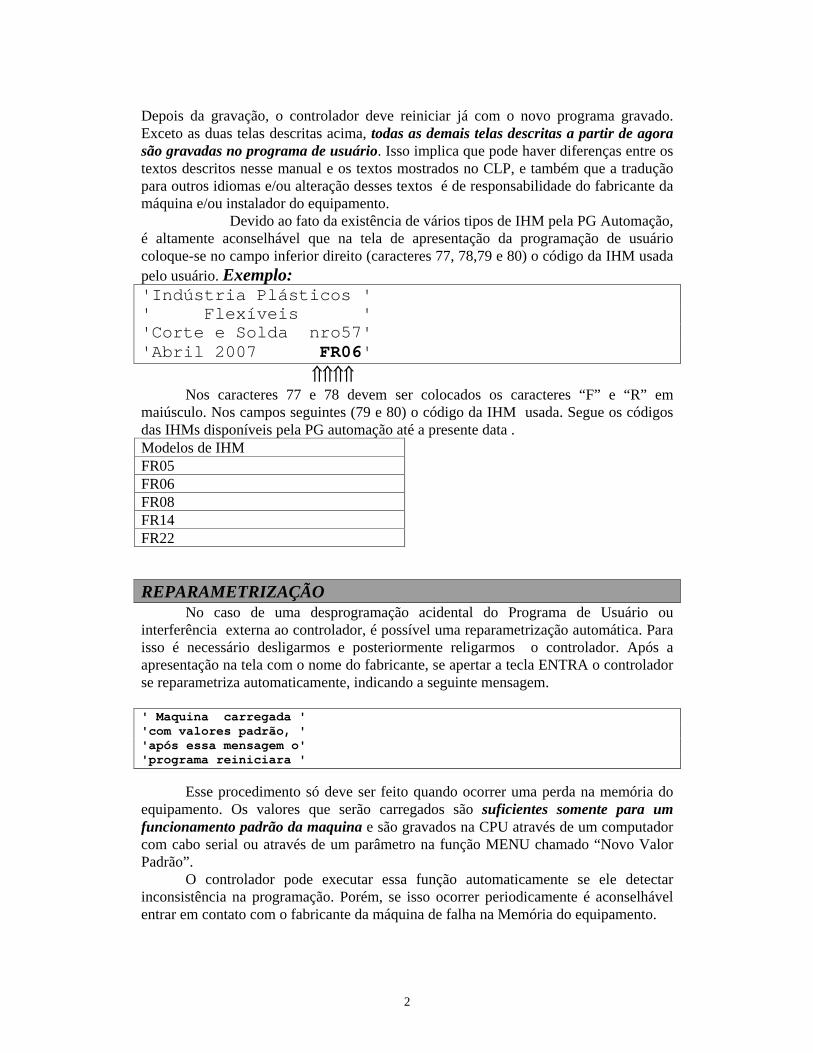
Depois da gravação, o controlador deve reiniciar já com o novo programa gravado. Exceto as duas telas descritas acima, todas as demais telas descritas a partir de agora são gravadas no programa de usuário. Isso implica que pode haver diferenças entre os textos descritos nesse manual e os textos mostrados no CLP, e também que a tradução para outros idiomas e/ou alteração desses textos é de responsabilidade do fabricante da máquina e/ou instalador do equipamento.
Devido ao fato da existência de vários tipos de IHM pela PG Automação, é altamente aconselhável que na tela de apresentação da programação de usuário coloque-se no campo inferior direito (caracteres 77, 78,79 e 80) o código da IHM usada pelo usuário. Exemplo: 'Indústria Plásticos ' ' Flexíveis ' 'Corte e Solda nro57' 'Abril 2007 FR06'
Nos caracteres 77 e 78 devem ser colocados os caracteres “F” e “R” em maiúsculo. Nos campos seguintes (79 e 80) o código da IHM usada. Segue os códigos das IHMs disponíveis pela PG automação até a presente data . Modelos de IHM FR05 FR06 FR08 FR14 FR22
REPARAMETRIZAÇÃO No caso de uma desprogramação acidental do Programa de Usuário ou
interferência externa ao controlador, é possível uma reparametrização automática. Para isso é necessário desligarmos e posteriormente religarmos o controlador. Após a apresentação na tela com o nome do fabricante, se apertar a tecla ENTRA o controlador se reparametriza automaticamente, indicando a seguinte mensagem.
' Maquina carregada ' 'com valores padrão, ' 'após essa mensagem o' 'programa reiniciara '
Esse procedimento só deve ser feito quando ocorrer uma perda na memória do equipamento. Os valores que serão carregados são suficientes somente para um funcionamento padrão da maquina e são gravados na CPU através de um computador com cabo serial ou através de um parâmetro na função MENU chamado “Novo Valor Padrão”.
O controlador pode executar essa função automaticamente se ele detectar inconsistência na programação. Porém, se isso ocorrer periodicamente é aconselhável entrar em contato com o fabricante da máquina de falha na Memória do equipamento.
3
Programação
TEMPERATURA
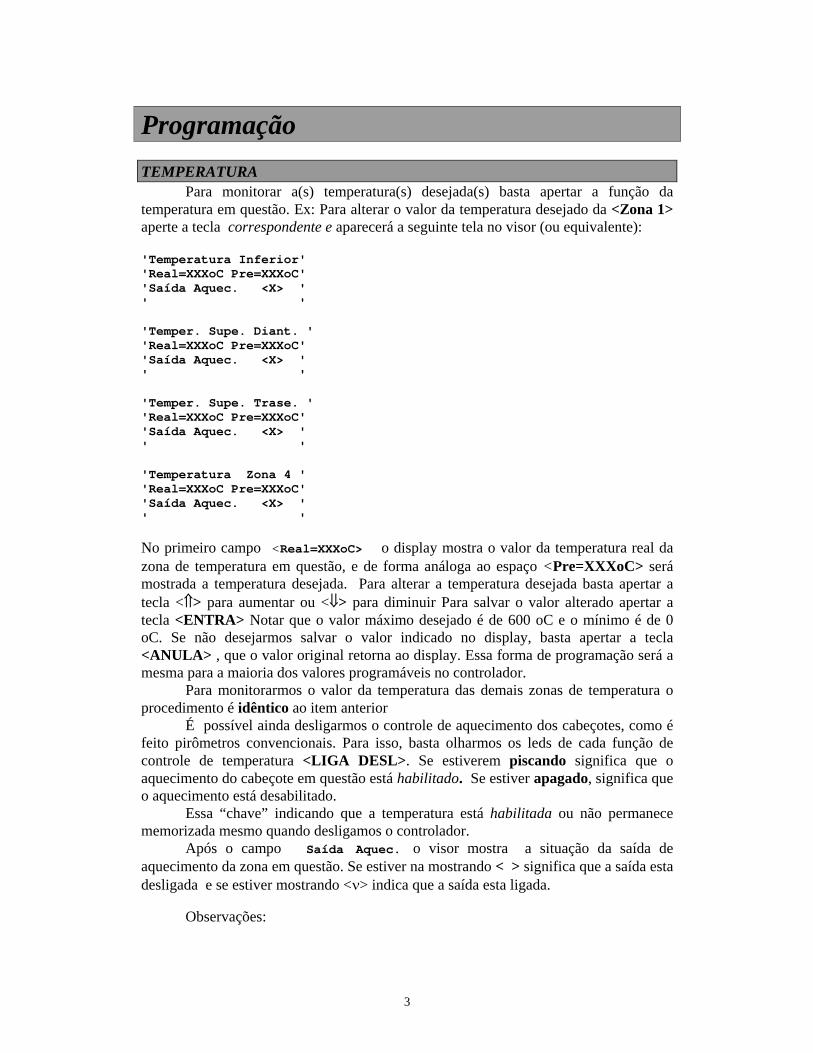
Para monitorar a(s) temperatura(s) desejada(s) basta apertar a função da temperatura em questão. Ex: Para alterar o valor da temperatura desejado da <Zona 1> aperte a tecla correspondente e aparecerá a seguinte tela no visor (ou equivalente):
'Temperatura Inferior' 'Real=XXXoC Pre=XXXoC' 'Saída Aquec. <X> ' ' '
'Temper. Supe. Diant. ' 'Real=XXXoC Pre=XXXoC' 'Saída Aquec. <X> ' ' '
'Temper. Supe. Trase. ' 'Real=XXXoC Pre=XXXoC' 'Saída Aquec. <X> ' ' '
'Temperatura Zona 4 ' 'Real=XXXoC Pre=XXXoC' 'Saída Aquec. <X> ' ' '
No primeiro campo <Real=XXXoC> o display mostra o valor da temperatura real da zona de temperatura em questão, e de forma análoga ao espaço <Pre=XXXoC> será mostrada a temperatura desejada. Para alterar a temperatura desejada basta apertar a tecla < > para aumentar ou < > para diminuir Para salvar o valor alterado apertar a tecla <ENTRA> Notar que o valor máximo desejado é de 600 oC e o mínimo é de 0 oC. Se não desejarmos salvar o valor indicado no display, basta apertar a tecla <ANULA> , que o valor original retorna ao display. Essa forma de programação será a mesma para a maioria dos valores programáveis no controlador.
Para monitorarmos o valor da temperatura das demais zonas de temperatura o procedimento é idêntico ao item anterior
É possível ainda desligarmos o controle de aquecimento dos cabeçotes, como é feito pirômetros convencionais. Para isso, basta olharmos os leds de cada função de controle de temperatura <LIGA DESL>. Se estiverem piscando significa que o aquecimento do cabeçote em questão está habilitado. Se estiver apagado, significa que o aquecimento está desabilitado.
Essa “chave” indicando que a temperatura está habilitada ou não permanece memorizada mesmo quando desligamos o controlador.
Após o campo Saída Aquec. o visor mostra a situação da saída de aquecimento da zona em questão. Se estiver na mostrando < > significa que a saída esta desligada e se estiver mostrando < > indica que a saída esta ligada.
Observações:

4
1. Se nenhuma zona de temperatura estiver habilitada o controlador não
executa a leitura das zonas O software não aceita uma variação brusca na leitura de temperatura, ou seja, ao ligar o equipamento, na falta de conexão adequada dos termoelementos ou mesmo num ruído na leitura, a nova leitura de temperatura levará alguns segundos.
COMPRIMENTO Para alterar e/ou visualizar o comprimento (em mm) do material aperta-se a
tecla < COMPR. (mm)> , aparecerá a seguinte tela:
'Avanco=XXXXXmm V=XX%' ' ' '<XXXX> <XX> <XXXXXX>' '<XXX,X>mpm <XXX>gpm'
À direita do campo Avanço aparecerá o comprimento atual programado para o avanço da máquina (em mm ). Se o avanço programado estiver de acordo com o desejado para a operação nada deve ser feito. Para alterar o valor desejado, o processo é similar ao item TEMPERATURA. Na parte inferior da tela, aparecerá um seqüencial indicando a velocidade do servomotor do avanço e na parte superior da tela no campo V=__%, indicará a porcentagem dessa mesma velocidade (0 a 99%).
Se o comprimento for reprogramado com a máquina em funcionamento, o novo comprimento só será alterado no término do transporte atual. Se o comprimento novo for maior que o atual, o próximo transporte – já com o novo valor – terá sua velocidade de regime aumentada. Se o comprimento for menor ou igual ao anterior à velocidade de regime também acompanhará a diminuição.
O Controlador executa o transporte baseado nos seguintes fatores: Ângulo Inicial de Avanço; Ângulo Final de Avanço; Velocidade da Máquina (em gpm) e logicamente o Comprimento do filme. I
Toda vez que a Máquina está parada e a partimos através da tecla Parte Máquina, o primeiro transporte é feito com o Servomotor desenvolvendo a Velocidade de Regime que foi armazenada (este item se encontra dentro da função Menu). No término desse primeiro transporte, O controlador verifica se o Ângulo Final de Avanço (item que se encontra na função Ângulos) se encontra antes ou depois do término do transporte. Se o transporte foi feito antes do Ângulo Final de Avanço o próximo ciclo será feito com uma velocidade menor no filme. Porém, se o transporte foi feito depois do Ângulo Final de Avanço o próximo ciclo será feito com uma velocidade maior no filme. Esses ajustes são feitos automaticamente pelo Controlador e servem para adequar a velocidade do filme com a velocidade da máquina, evitando movimentos bruscos e desnecessários no filme quando a máquina está em velocidade lenta ou enroscar o filme no Cabeçote quando aumentarmos a velocidade. No entanto se a Máquina estiver transportando um determinado comprimento e a Velocidade de Regime estiver em “99” significa que o controlador está no limite do controle, o que pode acarretar um comprimento menor que o desejado, perda da marca de foto-célula, alarme de filme em velocidade máxima, etc. Quando as velocidades estão em saturação, o que pode ser feito é:
1. Aumentar o Ângulo de Avanço (exemplo de 45 – 15) para (43 – 18) 2. Se tratar de um reforma ou de um projeto novo, pode-se ainda:

5
2.1. Aumentar a rotação do servo motor 2.2. Diminuir a relação de polias entre o servomotor e o rolo puxador 2.3. Aumentar o diâmetro do rolo puxador
'Vel. Regime XX'
Indica Velocidade de Regime calculada pelo controlador e que
deve ser observada.
Habilitação do transporte Na tecla abaixo da tecla Comprimento existe a tecla Inibe Transporte (Frontal
FR06). Toda vez que se energiza o controlador, o transporte vem habilitado, e isso é observado pelo led existente nessa tecla (piscando = inibido, apagado=liberado). Toda vez que se inibe o transporte o filme sofre uma retração e permanece assim até volte a ser liberado.
VELOCIDADE CABEÇOTE Nessa função, determinamos a velocidade do motor do Cabeçote. Ao apertar a
tecla PARTE MÁQUINA, aparecerá a seguinte tela:
'Velocidade <XX> % ' ' ' '<XXXX> XX Eixo XXX' '<XXX,X>mpm <XXX>gpm'
Para alterar a velocidade do Cabeçote, procede-se de forma idêntica ao ajuste de temperatura desejada, com a utilização das teclas
, . No entanto não é necessário confirmar através da tecla ENTRA. Também de forma análoga à velocidade do servomotor do avanço, na tela inferior é mostrado um seqüencial proporcional à velocidade do Cabeçote e no campo “__%”.
A velocidade do Cabeçote, praticamente, corresponde à velocidade da máquina, pois o avanço, o corte e a solda do material são estágios que se repetem na mesma freqüência do Cabeçote.
Toda vez que aumentamos ou diminuirmos a velocidade da Máquina a mesma é armazenada pelo controlador para que possa ser retomada após uma parada e uma posterior partida, ou até mesmo quando desligarmos o Controlador.
A velocidade do Cabeçote pode sofrer uma variação no caso da Função VELOC. SOLDA estiver ligada. Nesse caso a Velocidade do Cabeçote é igualada a Veloc. Solda dentro do ângulo de Velocidade de Solda.
VELOCIDADE DA ESTEIRA Nessa função, determinamos a Velocidade da Esteira. O ajuste da velocidade da
esteira é feito também de forma análoga à do Cabeçote - teclas
, . No entanto, a esteira só será acionada se o led da tecla ESTEIRA LIG estiver aceso. A tela da função VELOC. ESTEIRA é mostrada abaixo, e a indicação da velocidade é idêntica à da função VELOC. CABEÇ.
O controlador ainda diminui automaticamente a Velocidade da Esteira quando a máquina é parada através da tecla PARA MAQUINA (o led da mesma tecla

6
mantêm-se aceso) e existe alguma zona de temperatura habilitada. Isso é feito para que não exista desperdício de energia quando a máquina sofre uma parada eventual e também os cordões de algodão ou nylon não sejam expostos a uma temperatura alta se a Esteira sofrer uma parada. Fora dessas condições descritas acima, a Velocidade da Esteira volta à velocidade programada. É bom lembrar que nas condições de redução automática descritas acima, não é possível alterar a velocidade através das teclas de incremento e decremento. 'Vel. Esteira XX%' ' ' '<XXXX> <XX> <XXXXXX>' '<XXX,X>mpm <XXX>gpm'
PARTIDA / PARADA PARTIDA: Ao apertar a tecla PARTIDA à máquina é habilitada ao
funcionamento de produção normal e aparecerá a mesma tela da função VELOCIDADE CABEÇOTE. Se a máquina estava em funcionamento e foi desligada através da tecla PARADA, esta voltará com a mesma velocidade de antes da parada ( ou desligamento) e recomeçará com a rampa determinada pelo parâmetro RAMPA DO CABEÇOTE (veremos a seguir). Se após apertar essa tecla todos os parâmetros estiverem certos (Emergência, Desbobinador, Material Enroscado, etc.) o led correspondente à mesma ficará piscando, indicando máquina em ciclo de funcionamento. Alguns dispositivos como esteira, antiestática, desbobinador(es) e habilitação dos servomotores são forçosamente ligados se os mesmos já não o estavam .
PARADA: A função PARADA interrompe o funcionamento da máquina momentaneamente. Ao apertar essa tecla, o CLP salva na memória a velocidade atual da máquina, aguarda o fim do transporte do filme e pára com o Cabeçote na posição superior. Após apertar essa tecla a máquina só irá interromper seu funcionamento após o término do transporte do filme, piscando assim o led correspondente a essa tecla.
Obs: É possível alterar a velocidade com a maquina ira trabalhar mesmo com ela parada. Para isso, aperta-se a tecla PARA MAQUINA e, da mesma forma que se faz com ela em funcionamento, ajusta-se através da tecla INCREMENTA ou DECREMENTA. O controlador também , nesse estagio, calcula a provável velocidade em gpm (golpes por minuto) com a qual a maquina retornara.
CICLO MANUAL Ao apertar a tecla MANUAL (símbolo de uma mão) a máquina é habilitada ao
funcionamento manual somente para as funções avanço manual e Cabeçote manual. Se a máquina estiver nesse ciclo, (led ciclo manual piscando), ao apertarmos o botão avança filme ou recuo filme o servomotor do transporte desenvolverá a velocidade programada através do MENU: 'Veloc Manual Filme XX’. Da mesma forma, ao apertarmos o botão Cabeçote manual o Cabeçote desenvolverá a velocidade programada através do MENU: 'Veloc Cabec. Manual XX’.
Essa tecla tem também a função de EMERGÊNCIA interrompendo todo o processo que estiver executando de velocidades.

7
Ainda, se o led correspondente a essa tecla estiver piscando, significa que o
servomotor responsável pelo transporte do filme esta desabilitado podendo os rolos ser movimentados manualmente (se houver manoplas presas nos eixos puxadores). Já, se o led correspondente a essa tecla estiver aceso sem piscar, significa que o servomotor responsável pelo transporte do filme esta travado evitando que o filme volte devido à mola do desbobinador, peso, etc. A troca dessa condição é feita através da própria TECLA MANUAL.
SACOS POR PACOTE Ao apertar a tecla < SACOS POR PACOTE> , o display apresentará a seguinte
tela:
'Pecas= XXXX Esp.= XX' 'p/lote XXXX (seg) XX' '<XXXX> <XX> <XXXXXX>' '<XXX,X>mpm <XXX>gpm'
Essa função determina quantos sacos a máquina fará por pacote e quanto tempo irá esperar para o operador retirar o pacote da máquina. Por exemplo: Deseja-se produzir pacotes com 150 sacos cada um, e 10 segundos de espera para retirada do material . Para isso, basta apertar a tecla <SACOS POR PACOTE> e programar a quantidade de sacos por ciclo, apertar a tecla <ESPERA ENTRE PACOTES> e programar o tempo de espera ( de forma semelhante à programação de TEMPERATURA). A partir daí, se a máquina estiver em operação, a mesma fará a quantidade de pacotes programadas pela função <SACOS POR PACOTE>, o servomotor do transporte para o processo de transporte , espera-se o tempo (em seg.) programados pela função <ESPERA ENTRE PACOTES> sem avançar com o filme (para a retirada do material), e repetirá este ciclo até que seja desligada . No campo inferior será mostrado o valor efetivo dos sacos por pacote e o tempo de espera. O valor máximo programado para sacos por pacote é de 9999 sacos e o tempo de espera é de 99 seg.
TOTALIZADOR Ao apertar a tecla TOTALIZ. aparecerá a seguinte tela:
'Numero Lotes= <XXXX>' 'Totalizador <XXXXXX>' '<XXXX> <XX> <XXXXXX>' '<XXX,X>mpm <XXX>gpm'
Para determinar a quantidade de sacos determinados para o fim da produção, é só digitar a tecla <TOTAL> e posteriormente programar a quantidade de sacos desejados (a programação dos sacos desejados é de forma análoga à programação da TEMPERATURA, no entanto a cada teclada de incremento, serão incrementados cem (100) sacos). No campo direito na segunda linha o mostrador indicará a quantidade de sacos produzidos até o momento, no campo superior direito apresentará a quantidade de lotes e, no campo inferior direito, a velocidade da máquina em pacotes por minuto (rpm).

8
Para zerar a quantidade desejada, basta apertar seta pra cima ou pra baixo e,
quando o campo indicando a contagem predeterminada estiver piscando, aperte a tecla anula .
Quando a contagem do totalizador real se iguala ao valor programado (Total = XXXXXX), o alarme correspondente é acionado (ver item ALARMES) e a máquina é desligada.
FOTO CÉLULA Ao apertar a tecla <FOTO LIGA ou DESL> a Fotocélula é habilitada ou não .
O led da tecla <FOTO LIGA > indica que o controlador acionou a saída que energiza a Fotocélula e ao mesmo tempo habilita a parada do transporte pela mesma . A habilitação da parada por fotocélula é acionada alguns milímetros antes da parada prevista do avanço determinado pela função <COMPR. (mm)> . O ajuste dessa “Janela” é feito através da função <JANELA FOTO (mm)> . No entanto se não houver sinal de fotocélula, a parada será feita normalmente pelo comprimento definido.
'Janela fotocélula' '<XX>mm Estado <X>' 'Numero de Erros = XX' '<XXX,X>mpm <XXX>gpm'
É possível ainda programarmos o número de erros de foto admissível pelo programa . Isso é feito no parâmetro (MENU) 'Nro Erros FOTO XX'
Exemplo :
Suponhamos que o filme a ser cortado seja de material impresso e a distância média entre impressões seja de 300mm . Nesse caso é aconselhável que se programe o Comprim. Filme em torno de 310mm (para que se compense uma eventual variação de impressão) . Após isso programamos a Janela de Foto em 20mm .Quando o Controlador iniciar o transporte do filme, será desprezado qualquer sinal de Foto (ou impressão) entre 0 e 290mm (ou seja, 310mm – 20mm) . A partir de 290mm o transporte será interrompido no primeiro sinal de foto encontrado .
Obviamente esse exemplo citado acima é apenas hipotético, pois a variedade de impressão é muito grande e para cada tipo de corte com impressão deve-se estudar a melhor maneira de trabalho .
Na tela da função Janela de Foto além de programar o valor em milímetros dessa janela é possível também observarmos a atuação da Foto .
'Janela Fotocélula' '<XX>mm Estado <X>' 'Numero de Erros = XX' '<XXX,X>mpm <XXX>gpm'
Se a Foto estiver energizada e estiver em cima da marca de parada (ou numa área com impressão da mesma cor da marca de parada) após o campo Estado <X> , aparece o código <¦>. Se a Foto mesmo energizada estiver fora da marca de parada (ou numa área fora de impressão) esse campo deve exibir <_> . Se isso não ocorrer, o ajuste é feito nos potenciômetros existentes na própria Fotocélula.

9
A tecla <BUSCAFOTO> tem como função posicionar a Fotocélula
automaticamente em cima da marca de corte . Para executarmos essa função, é necessário que o Cabeçote esteja na posição superior e a máquina não esteja em ciclo de funcionamento . Nessas condições, quando se aperta a tecla <BUSCAFOTO> o filme é transportado em velocidade baixa até a presença de uma marca . Se a foto já estiver em cima da marca, nada acontece . Se a foto não encontrar a marca em 2 segundos essa função é desativada .
ANTIESTÁTICA Essa tecla liga ou desliga o faiscador de antiestática . O led aceso indica ligado
e apagado indica desligado. É bom lembrar que o controlador desliga a Anti-Estática toda vez que a máquina
sofre uma parada .
DESBOBINADOR Essa tecla liga ou desliga o desbobinador . O led aceso indica ligado e apagado
indica desligado. O Desbobinador é desligado quando paramos a máquina através da tecla Para Máquina ou pela Emergência e é religado quando acionamos a tecla Parte Máquina ou quando avançamos o filme no modo manual .
SKIP Essa função serve para transporte de filme com comprimento muito longo, onde
o controlador trava o Cabeçote na posição superior até que o filme termine seu transporte .
Para habilitar essa função é necessário apertar a tecla SKIP. Ao apertar a tecla SKIP à velocidade do Cabeçote e a velocidade de regime do filme são alteradas para o mesmo valor percentual do parâmetro Veloc. Man. Cabeçote Isso não significa que não se possa aumentá-la .
Algumas considerações devem ser feitas para se trabalhar continuamente em modo skip . Em modo skip o controlador exige que o dispositivo que controla o motor do Cabeçote (inversor ou driver de servomotor) acelere e desacelere muitas vezes num espaço de tempo pequeno . Assim sendo, segue algumas características e/ou dicas para o melhor desempenho dessa função .
1. O controlador envia para o motor a velocidade de Cabeçote até que o mesmo chegue ao Ângulo de Cabeçote Cima .
2. Chegando dentro desse ângulo , o controlador retira o sinal analógico de velocidade (colocando-o em zero) juntamente com o sinal digital que habilita o inversor (ou driver de servo) .
3. Após retirar esse sinal o inversor deve injetar no motor, um sinal de corrente contínua para que o mesmo pare instantaneamente ou num curto espaço de tempo – aconselha-se algo em torno de 0,1 segundos . (O inversor deve ser programado para executar essa operação) .
4. Quando o Cabeçote entra no Ângulo Inicial de Avanço o filme é transportado e o Cabeçote é travado e deve se manter assim até que o filme desenvolva todo seu transporte . Muitas vezes, porém , o Cabeçote não

10
consegue se manter em cima , descendo e cortando o filme no meio do transporte . Nesse caso, devem-se observar os seguintes aspectos :
4.1. Ângulo de Cabeçote Cima muito estreito . Por exemplo, inicio em “58” e final em “3” . Pede-se tentar aumentar esse ângulo , para inicio em “50” e final em “10” (ainda dentro do exemplo) .
4.2. Rampa de Desaceleração do Inversor (ou driver) muito alta . Pede-se para colocar o menor valor admissível pelo equipamento .
4.3. Falta de resistor de regeneração no Inversor . 4.4. No caso de uso contínuo da função skip pede-se equipar o motor do
Cabeçote com moto-freio e aconselha-se o uso de ventilador externo. 5. Nessa função o Ângulo de Velocidade de Solda deve ser programado com um valor entre “20”e “40” (início e final) .
MENU
Essa função juntamente com a Função Ângulos é protegida por senha . Se um numero de senha diferente de zero for programado na Flash-Eprom de
Usuário, ao apertar uma das teclas de <MENU> ou <ANGULOS> o controlador pedirá a Senha e a continuidade do processo só se dará se, logicamente a senha digitada se igualar ‘à programada .
' ' ' *** Senha *** ' ' <XXXX> ' ' '
As teclas referentes ao menu da máquina alteram os seguintes parâmetros:
'Vel. Regime XX'
Ganho de Velocidade (saída analógica responsável pela velocidade do servomotor) que o CLP calcula automaticamente em função dos parâmetros referentes ao transporte , ou seja, comprimento , velocidade da máquina, rampas de aceleração e desaceleração , ângulos inicial e final de transporte . Se esse valor se mantiver fixo em 99 , significa que o comprimento do filme não está sendo respeitado , sendo necessários ajustes nos parâmetros descritos acima . Maiores detalhes já descritos no item COMPRIMENTO .
A partir das versões P2FCS549 e P23CS510 esse parâmetro é somente para leitura . 'Vel. Manual Filme XX'
Velocidade que o servomotor desenvolve:
no transporte manual,
na retração após uma parada ,
na busca de foto
'Ret. Ciclo Ciclo XX'

11
Recurso usado quando necessitamos “descolar” o material antes de ser
transportado . Se habilitado, (habilita-se em “1”) o filme é recuado toda vez que o CAME sai da posição do Angulo de Solda (ver ângulos) . A retração do filme é a mesma executada numa parada normal ou no ciclo de espera . Essa retração depende de dois fatores:
'Vel. Manual Filme XX' 'Tempo Reversão XXXX'
'Parada com Ret. XX'
Existem duas formas de parada da máquina após ela completar um lote programado (vide item - Sacos por Pacote) . Se desejarmos que o cabeçote pare em cima a cada ciclo completado e o filme não recue em cima do cabeçote, colocamos este parâmetro em “0” . Caso contrário, se quiser que o cabeçote não pare e o filme recue colocamos esse parâmetro em “1”.
'Sentido Botão XX'
Determina o sentido dos botões de <AVANCA FILME> e <RECUA FILME> .
'Inv. Saída Limit XX'
A saída digital no controlador chamada Limite que é acionada quando o valor da saída analógica for diferente de zero . Esse recurso é uma proteção para evitar que o motor do avanço se desloque quando a máquina estiver parada e necessitarmos de torque . No entanto existem controladores que essa saída possui funcionamento inverso, ou seja, quando acionada garante a parada da máquina . Se esse parâmetro for zero ('Inv. Saída Lim. 0'), a saída Limite é acionada para habilitar o movimento do servo; Se esse parâmetro for um ('Inv. Saída Lim. 1'), a saída Limite é acionada para parar o movimento do servo;
'Correc Compr. XXXX'
Converte os pulsos do servomotor do transporte em milímetros . Exemplo :
Encoder do servomotor = 512 pulsos (numero de pulsos obrigatórios a partir das versões com rampas automáticas)
Multiplicação do Hardware = 4 >> 4 * 512 = 2048 Polia do rolo puxador = 53 dentes Polia presa ao servomotor do transporte = 24 Relação de polias = 52 dividido por 24 = 2,166 Numero de pulsos por volta do cilindro = 2,166 * 2048 = 4437,33 Diâmetro do cilindro = 60mm , ou seja perímetro = 60 * 3,14 = 188,49mm Logo o FATOR DE MULTIPLICAÇÃO = 4437,33 dividido por 188,49 =
23,54146 arredondando para 2354. Esse recurso pode ser alterado quando existe um desgaste no revestimento do
cilindro ou qualquer outra variação em seu diâmetro ou no tamanho real do filme . No caso de uma variação no comprimento do material verificar antes se os rolos responsáveis pelo transporte do filme estão com atrito suficiente e se não há folgas na transmissão entre o servomotor e os rolos ou até mesmo quebra de chavetas .
Exemplo para alteração nesse valor :

12
O comprimento digitado no visor está em 876mm . O valor real do material está em 864mm . O parâmetro Fator de Multiplicação esta em 2138 .
O novo fator deve ser então = (876 por 864) * 2138 = 2167 . Obs : Após algum tempo de uso , o filme plástico pode depositar deslizante no rolo tracionador acarretando perdas de atrito e conseqüentemente diminuição no tamanho da embalagem com o aumento da velocidade .
'Tempo Reversão XXXX'
Ajusta o tempo (em milisegundos) de reversão do servo na parada entre pacotes e na função retração ciclo a ciclo . Obviamente esse tempo é diretamente proporcional ao quanto em milímetros o servo recua .
'Nro Erros FOTO XX'
Quantidade de transportes que a máquina pode produzir com erro de leitura na fotocélula (ou seja, a Máquina está programada para parada com Fotocélula, mas por algum motivo o sinal de Foto não foi encontrado dentro da janela) . Se for programado, por exemplo, o número “3”, o filme será transportado três vezes somente pelo comprimento desejado e , se a foto não encontrar a impressão no filme em qualquer um desses transportes, a máquina irá parar exibindo no visor a mensagem :
'* Erro Fotocélula *'
Para desabilitar essa função bastar programarmos ”0” .
'Rampa Cabeçote XX'
Rampa de Aceleração e desaceleração para o servomotor ou inversor do cabeçote . Varia de 0 a 99, sendo que 0 corresponde a uma rampa mais suave (= devagar) e em 99 a rampa mais brusca (= rápido) . Determina o tempo em que o cabeçote atingira a velocidade que foi armazenada após partirmos a maquina . Essa rampa também determina o tempo em que o cabeçote irá desacelerar após uma parada de máquina .
'Veloc Man. Cabec XX'
É a velocidade que o motor do cabeçote desenvolve quando : 1.Em modo manual, aperta-se a tecla e também é a velocidade que a máquina desenvolve quando se aperta a tecla <ANULA> após apertar a tecla <PARTE MAQUINA> .
'Cames Interno XX'
Para cabeçote movimentado por motor coloca-se esse parâmetro em “0”. Para cabeçote com movimento através de pistão pneumático esse parâmetro deve ser programado em “1”, dispensando o uso de encoder e inversor de freqüência no cabeçote.
'Pulsos Encoder XXXX'
Determina o número de pulsos do Encoder acoplado ao eixo principal da máquina. Esse valor também não dever ser alterado , pois já vem programado pelo fabricante .

13
'Ganho Temperatura XX'
É usado para ajustar o ganho de temperatura dos pirômetros . Seu valor usual está entre 15 e 35 .
'Junta Fria XXXX'
É usado para calibrar a compensação de junta fria dos termoelementos . Para termoelemento do tipo “J”, usa-se um valor entre 18 e 237 .
'Desbobin. Espera XX'
Quando em “0” desliga a Saída desbobinador na espera entre pacotes Quando em “1 mantém ligada a Saída desbobinador na espera entre pacotes”.
'Atraso Parte Maq. XX'
Quando em “0” o Cabeçote Parte Imediatamente após a tecla <PARTE MAQUINA> ser acionada. Quando em “1” o Cabeçote aguarda três segundos após a tecla <PARTE MAQUINA> ser acionada, a saída de Alarme é Acionada, e a partir daí a Maquina Parte.
'Sacos Pac 1/5 XX'
Quando em “0” o incremento de sacos por pacote é feito de 5 em 5 Quando em “1” o incremento de sacos por pacote é feito de 1 em 1
'Numero Maquina XX'
Se o controlador estiver habilitado para gerenciamento, este parâmetro determina o numero da máquina a ser reconhecida pelo Software de Gerenciamento ( 1 a 99) . O protocolo usado pela PG Automação é o MODBUS-RTU e o BAUD-RATE de 9600bps .
'Encoder Cabec XXXXXX' 'Encoder Filme XXXXXX' 'Erro Calc. XXXXXX' ' '
Tela usada para monitorar a contagem efetiva dos encoders do cabeçote e do servo de transporte .
REDUCAO DE SOLDA É a velocidade que o motor responsável pelo cabeçote desenvolverá quando
estiver dentro do ângulo de redução de solda e o led da tecla <VELOC SOLDA LIGA> for acionada .
Esse recurso é aconselhável quando se necessita de um tempo maior de solda devida a uma espessura maior do filme . No entanto, a performance desse recurso depende da resposta V/F do inversor de freqüência ou driver do motor do cabeçote .

14
O ajuste da velocidade de solda é feito através das teclas de incremento e
decremento que estão anexas as teclas LIGA e DESL Velocidade de Solda .
'Veloc. Solda V=XX%' ' ' '<XXXX> <XX> <XXXXXX>' '<XXX,X>mpm <XXX>gpm'
ÂNGULOS
Programa o início e o fim dos acionamentos das válvulas principais ou acionamentos da máquina . Em todas as telas referentes a ângulos é exibida no campo inferior esquerdo a posição efetiva do Cabeçote, chamado de CAME (Encoder acoplado ao eixo principal ) .
Sobre a programação dos ângulos, é bom salientar alguns aspectos : 1. A posição angular da máquina é obtida através da leitura de um sensor de
posição que se encontra acoplado ,através de correia dentada ou engrenagem , ao eixo principal da máquina . Este sensor é chamado de Encoder .
2. O Encoder , na maioria dos casos, foi especificado para gerar sessenta (60) pulsos por volta e o ponto zero foi convencionado com o cabeçote na posição máxima superior (esse ponto zero é determinado por um sensor indutivo de proximidade conectado à entrada E4 do CLP). Esse procedimento ficou assim convencionado para facilitar o entendimento do usuário na programação dos Ângulos, pois assim a posição do cabeçote assemelha-se ao ponteiro de minutos de um relógio analógico .
Dessa forma, o ângulo que corresponde ao cabeçote em cima deve estar compreendido entre 55 e 5 min; o ângulo onde o cabeçote solda o filme entre 20 e 40 min; o ângulo de início para transporte entre 42 e 55min ; etc.
Os ângulos de avanço são aqueles que determinam o início e o fim do transporte do filme . Geralmente estão compreendidos entre 42 e 18 min . Um ângulo inicial de avanço muito adiantado pode fazer com que o filme “enrosque” no cabeçote no início do transporte, assim como um ângulo inicial de avanço muito atrasado faz com que o transporte tenha “pouco tempo” para ser executado gerando velocidades muito altas no servomotor . Já um ângulo final de avanço muito atrasado pode fazer com que o filme enrosque no fim do transporte (filme transportado com cabeçote embaixo) e um ângulo final de avanço muito adiantado tem o mesmo efeito de um ângulo inicial atrasado, conforme descrito acima .
'Inicio Avanço XXXX' 'Final Avanço XXXX'
Os ângulos para velocidade de solda são aqueles que indicam o momento em que o cabeçote “encosta” no filme para soldar . É bom lembrar que as máquinas que possuem motor para movimentar o eixo principal (o que é a maioria dos casos) não dependem desse ângulo para executar a solda .
Este ângulo é usado quando habilitamos a Função Veloc. de Solda . Nesse caso quando o cabeçote estiver dentro desse ângulo, a Velocidade de Solda ajustada passa s ser a velocidade do motor principal .
Exemplo : É necessário soldar um filme muito espesso (Material Co-extrudado, por exemplo) e mesmo a excentricidade natural do eixo principal não é suficiente para garantir uma boa qualidade de solda . Assim , deve-se ajustar um Ângulo de Veloc. de

15
Solda entre 20 e 40 min, ajustar uma Veloc. de Solda em torno de 5% e ligar a Função Veloc. de Solda .
Se ao ligarmos a máquina nessas condições à mesma tiver uma velocidade de cabeçote memorizada em 40% , quando o cabeçote estiver entre 20 e 40 min ele irá desenvolver uma velocidade de 5% , voltando a 40% entre os ângulos 41 e 19 min.
'Ini Veloc Sold XXXX' 'Fin Veloc Sold XXXX'
Observação Importante : O fim desse Ângulo é usado para determinar o início da reversão ciclo a ciclo quando a mesma é habilitada no MENU .
Os ângulos para Cabeçote em Cima são utilizados pelo Controlador nas seguintes ocasiões :
Posicionar a máquina quando a mesma sofre uma parada convencional (tecla Para Máquina, por exemplo),
Parar a Máquina na espera entre lotes (quando o parâmetro Parada com Reversão é habilitado (MENU);
Manter o cabeçote parado na Função “Skip” . Um ângulo aconselhável para a o Cabeçote em Cima é entre 55 e 5 min. Esse
ângulo pode ser mais estreito , dependendo da rampa de desaceleração do inversor , existência de freio motor, etc. .
'Ini Parada Maq XXXX' 'Fin Parada Maq XXXX'
Todos os ângulos disponíveis pelo Controlador estão descritos no item PGLADDER .
'Inicio Disp 1 XXXX' 'Final Disp 1 XXXX' 'Inicio Disp 2 XXXX' 'Final Disp 2 XXXX' 'Inicio Disp 3 XXXX' 'Final Disp 3 XXXX' 'Inicio Disp 4 XXXX' 'Final Disp 4 XXXX'
No caso de dispositivos não se pode indicar valores aproximados devido ao número muito grande de utilizações .
ALARMES O Controlador monitora ainda possíveis erros ou ocorrências existentes no
processo . Esse monitoramento é exibido no display na forma de alarmes . Toda vez que uma tecla é acionada é disparado internamente um relógio de 5 (cinco) segundos onde, no término desse tempo, são verificadas as seguintes ocorrências :
' Totalizador Sacos '
Toda vez que o número de sacos do totalizador excede o número pré-determinado . Vide item 10 (Totalizador) .
' Contador Parado '
Toda vez que o contador da máquina é inibido . Notar que quando isso ocorre, o campo destinado ao valor efetivo do totalizador alterna uma mensagem escrito “PARADO”, a velocidade da máquina ( em R.P.M.) é zerada e o contador parcial de

16
pacotes também é inibido . No campo “PARADO” é exibido o número de refugo de material .
'Alta Cabec Inferior'
Toda vez que a temperatura da Zona 1 exceder em 30 graus o valor desejado desde que a mesma esteja habilitada .
'Alta Cabec Sup Diant'
Toda vez que a temperatura da Zona 2 exceder em 30 graus o valor desejado desde que a mesma esteja habilitada .
'Alta Cabec Sup Tras.'
Toda vez que a temperatura da Zona 3 exceder em 30 graus o valor desejado desde que a mesma esteja habilitada .
'* Temp. Alta Zona 4 '
Toda vez que a temperatura da Zona 4 exceder em 30 graus o valor desejado desde que a mesma esteja habilitada .
'Baixa Cabec Inferior'
Toda vez que a temperatura da Zona 1 for inferior em 30 graus o valor desejado desde que a mesma esteja habilitada .
'Baixa Cabec Sup Dian'
Toda vez que a temperatura da Zona 2 for inferior em 30 graus o valor desejado desde que a mesma esteja habilitada .
'Baixa Cabec Sup Tras'
Toda vez que a temperatura da Zona 3 for inferior em 30 graus o valor desejado desde que a mesma esteja habilitada .
'* Temp Baixa Zona 4 '
Toda vez que a temperatura da Zona 4 for inferior em 30 graus o valor desejado desde que a mesma esteja habilitada .
'**** Emergência ****'
Alarme acionado quando o Botão Emergência o painel é acionado . Seu comando é normalmente fechado (NF) . Enquanto a entrada de emergência estiver acionada, o Controlador não libera a Esteira, a Partida da Máquina só habilitando as funções em manual .
'* Erro Fotocélula *'
Alarme acionado toda vez que a Maquina estiver habilitada para trabalhar com fotocélula e o Controlador não encontrar a marca durante um determinado número de transportes . Esse número é ajustado dentro da Função MENU e já foi explicado anteriormente .
'Filme em veloc. max.'

17
Alarme ativado quando o servo atingir sua velocidade máxima . ë bom lembrar que quando isso ocorre, a máquina se encontra em seu limite de funcionamento e pode haver variação no comprimento do filme transportado .
'* Fim de Material *'
Alarme acionado quando a bobina de filme esta chegando ao fim . Seu comando é normalmente aberto (NA)
'*** Desbobinador ***'
Alarme acionado quando o eixo do desbobinador atinge sua posição máxima superior, indicando uma falha na alimentação do filme . Seu comando é normalmente aberto (NA) OBS.: Os alarmes de Desbobinador, Filme enroscado e Falta de Material quando acionados desligam o ciclo da máquina (led tecla DESLIGA MÁQUINA) piscando e desabilitam o servo motor do transporte . O Alarme de Emergência desabilita os motores principal, servo do transporte e desliga a esteira .
'Conex placas eletron'
Alarme acionado quando houver uma falha na leitura da unidade posicionadora de eixo
Transporte Inibido '
Alarme acionado quando houver o transporte do filme foi inibido pela tecla (INIBE)
Falha inver ou Servo'
Alarme acionado quando houver a entrada responsável pelo sinal proveniente dos reles (NF) dos inversores e/ou dos servoconversores estiver aberto e o Alarme e esse alarme for habilitado na função (MENU)
FUNÇÃO GRAVA RECEITA/RECUPERA RECEITA
A Função Grava e Recupera Receita permite o armazenamento de dados para uma posterior utilização quando houver uma repetição de pedido de material e não se quer reprogramar a máquina novamente .
Exemplo : Suponha que para se cortar um determinado tipo de material , a máquina foi ajustada com valores específicos de temperatura para cada zona, velocidades de Motor Principal, Esteira, Regime de Avanço, Modo Fotocélula, Pré-determinação no comprimento do filme, Alarmes, etc. Nesse meio tempo, houve uma mudança de pedido e precise-se reprogramar toda a máquina . Para isso, bastar apertar a tecla Grava Receita , escolher um número entre 1 e 8 (teclas de incremento e decremento) e guardar para essa programação (tecla ENTRA) .
' Salvar ' ' os Parâmetros ' 'atuais para a Pasta ' ' de numero <XX>'
Ao apertar a tecla ENTRA aparecerá no display a seguinte mensagem :

18
'Atenção, ... os ' 'Parâmetros atuais ' 'foram armazenados ' 'na Pasta numero<XX>'
indicando assim que a programação atual foi armazenada e o seu número para eventual recuperação consta no campo superior direito do visor .
Nesse instante a máquina continua com sua programação atual, mas já pode ser alterada para uma nova programação.
Para recuperar uma programação basta apertar a tecla Recupera Receita ,
' Recuperar ' ' os Parâmetros ' 'contidos na Pasta ' ' de numero <XX>'
escolher o número do programa armazenado e apertar a tecla ENTRA , aparecendo assim a seguinte tela:
'Atenção ... os ' 'Parâmetros contidos ' 'na Pasta numero<XX>' ' foram recuperados '
Nesse instante a máquina foi carregada com o programa armazenado na receita correspondente .
AUXILIO MANUTENCAO
Essa Função nos permite visualizar os pontos de entrada e saídas digitais do controlador . O CLP possui 1024 estados internos em seu decodificador de programa de Usuário (000 à 3FF), alguns deles são fixos usados pelo programa da Memória Básica .Segue a descrição deles :
ENTRADAS DIGITAIS (E000 a E01F) versão atual 0000 ENTRADA_FOTOCELULA 0003 ENTRADA_EMERGENCIA 0004 ENTRADA_ZERO_CABECOTE
Os estados internos das entradas , são atualizados pelo programa através da leitura das unidades de entrada (exemplo 202 ,232 , 2032 ,2132 , 2042 , etc) . Na versão atual (P10CS053) atualiza a leitura de até 32 entradas (ou seja de 000h a 01Fh) . Exemplo :
Foi colocado um sensor para detectar fim de material na entrada 6 da primeira unidade de uma PG2032 (ou seja entrada 006) .Para sabermos se o mesmo está atuado, basta apertar a tecla de AUXILIO MANUTENCAO e posicionar o ponteiro para lermos a primeira linha (linha 0 ) . Se o mesmo estiver desligado , o campo referente a essa entrada ficará apagado .
' 0123456789ABCDEF' '0 ________________' '1 ______ _________' '2 ________________'
Quando o sensor for acionado , o campo referente a essa entrada ficará preenchido .

19
' 0123456789ABCDEF' '0 ______¦_________' '1 ______ _________' '2 ________________'
SAIDAS DIGITAIS (080 a 09F) versão atual 32 saídas (S080 à S09F)
Todas as saídas estão liberadas . Ou seja , nenhuma saída é usada pelo programa principal . Exemplo :
A saída do aquecimento do cabeçote superior foi programada como S85 .Da mesma forma que o item anterior ,para sabermos se a mesma está atuado basta apertar a tecla de AUXILIO MANUTENCAO e posicionar o ponteiro para lermos a linha “8” . Quando a mesma estiver desligada, o campo 085 (= linha “8” coluna “5” ficará apagado ).
' 0123456789ABCDEF' '8 ________________' '9 _____ __________' 'A ________________'
Quando a saída for acionada , o campo referente à mesma ficará preenchido .
' 0123456789ABCDEF' '8 _____¦__________' '9 _____ __________' 'A ________________'
BOTOES (versão atual 64 botões (B100 à B13F) . A versão atual de software para pista simples possui reconhecimento para quatro tipos distintos de IHM : FR005, FR006, FR008 e FR014*. Segue descrição de TODOS os botões utilizados pelo programa ):
FR006 0100 BOTAO_FR006_ZONA_Z1 0101 BOTAO_FR006_ZONA_Z2 0102 BOTAO_FR006_ZONA_Z3 0103 BOTAO_FR006_ZONA_Z4 0104 BOTAO_FR006_SACOS_PAC 0105 BOTAO_FR006_ESPERA 0106 BOTAO_FR006_ESTEIRA_LIGA 0107 BOTAO_FR006_ESTEIRA_INCR 0108 BOTAO_FR006_LIG_DESL_ZONA_Z1 0109 BOTAO_FR006_LIG_DESL_ZONA_Z2 010A BOTAO_FR006_LIG_DESL_ZONA_Z3 010B BOTAO_FR006_LIG_DESL_ZONA_Z4 010C BOTAO_FR006_TOTALIZA 010D BOTAO_FR006_INIBE_CONTADOR 010E BOTAO_FR006_ESTEIRA_DESL 010F BOTAO_FR006_ESTEIRA_DECR 0110 BOTAO_FR006_SETA_PRA_CIMA 0112 BOTAO_FR006_ENTRA

20
0117 BOTAO_FR006_PARTE_MAQUINA 0118 BOTAO_FR006_SETA_PRA_BAIXO 011A BOTAO_FR006_ANULA 011F BOTAO_FR006_PARA_MAQUINA 0120 BOTAO_FR006_TRANSPORTE 0121 BOTAO_FR006_JANELA_FOTO 0122 BOTAO_FR006_FOTO_LIGA 0123 BOTAO_FR006_VELOC_SOLDA_INCR 0124 BOTAO_FR006_VELOC_SOLDA_LIG 0125 BOTAO_FR006_MAUTENCAO 0126 BOTAO_FR006_GRAVA_RECEITA 0127 BOTAO_FR006_RECUP_RECEITA 0128 BOTAO_FR006_INIBE_TRANSPORTE 0129 BOTAO_FR006_BUSCA_FOTO 012A BOTAO_FR006_FOTO_DESL 012B BOTAO_FR006_VELOC_SOLDA_DECR 012C BOTAO_FR006_VELOC_SOLDA_DESL 012D BOTAO_FR006_L_D_DESBOBINADOR 012E BOTAO_FR006_L_D_ANTI_ESTATICA 012F BOTAO_FR006_L_D_SKIP_TECLADO 0130 BOTAO_FR006_CABECOTE_MANUAL 0131 BOTAO_FR006_FILME_MANUAL_TRAS 0132 BOTAO_FR006_FILME_MANUAL_FRENTE 0133 BOTAO_FR006_MANUAL 0134 BOTAO_FR006_LIGA_DESL_DISPOS_1 0135 BOTAO_FR006_LIGA_DESL_DISPOS_2 0136 BOTAO_FR006_LIGA_DESL_DISPOS_3 0137 BOTAO_FR006_LIGA_DESL_DISPOS_4 0138 BOTAO_FR006_DEC_FUNCAO_MENU 0139 BOTAO_FR006_INC_FUNCAO_MENU 013A BOTAO_FR006_INC_FUNCAO_ANGULO 013B BOTAO_FR006_DEC_FUNCAO_ANGULO 013C BOTAO_FR006_INIBE_DISPOS_1 013D BOTAO_FR006_INIBE_DISPOS_2 013E BOTAO_FR006_INIBE_DISPOS_3 013F BOTAO_FR006_INIBE_DISPOS_4
FR008 0106 BOTAO_FR008_SETA_PRA_CIMA 0107 BOTAO_FR008_ENTRA 0110 BOTAO_FR008_CABECOTE_MANUAL 0126 BOTAO_FR008_SETA_PRA_BAIXO 0127 BOTAO_FR008_ANULA 0130 BOTAO_FR008_FILME_MANUAL_FRENTE 0131 BOTAO_FR008_FILME_MANUAL_TRAS 0136 BOTAO_FR008_PARA_MAQUINA 0137 BOTAO_FR008_PARTE_MAQUINA
FR005 0100 BOTAO_FR005_LIGA_DESL_FOTO 0101 BOTAO_FR005_FUNCAO_TRANSPORTE 0102 BOTAO_FR005_FUNCAO_TOTALIZ 0103 BOTAO_FR005_SETA_PRA_CIMA 0104 BOTAO_FR005_ENTRA 0105 BOTAO_FR005_ANULA 0106 BOTAO_FR005_MANUAL

21
0107 BOTAO_FR005_INIBE_TRANSPORTE 010F BOTAO_FR005_SEM_FUNCAO_8 0110 BOTAO_FR005_LIGA_DESL_SKIP 0111 BOTAO_FR005_FILME_MANUAL_FRENTE 0112 BOTAO_FR005_FILME_MANUAL_TRAS 0113 BOTAO_FR005_SETA_PRA_BAIXO 0114 BOTAO_FR005_CABECOTE_MANUAL 0115 BOTAO_FR005_PARA_MAQUINA 0116 BOTAO_FR005_PARTE_MAQUINA
FR014 0100 BOTAO_FR014_LIGA_DESL_FOTO 0101 BOTAO_FR014_MENU_ANGULOS 0102 BOTAO_FR014_FILME_MANUAL_TRAS 0103 BOTAO_FR014_SETA_PRA_ESQUERDA 0104 BOTAO_FR014_PARA_MAQUINA 0105 BOTAO_FR014_SETA_PRA_DIREITA 0106 BOTAO_FR014_ENTRA 0107 BOTAO_FR014_TEMPERATURAS 0110 BOTAO_FR014_ESTEIRA 0111 BOTAO_FR014_COMPRIMENTOS 0120 BOTAO_FR014_MANUAL 0122 BOTAO_FR014_FILME_MANUAL_FRENTE 0123 BOTAO_FR014_SETA_BAIXO 0124 BOTAO_FR014_CABECOTE_MANUAL 0125 BOTAO_FR014_ANULA 0126 BOTAO_FR014_PARTE_MAQUINA 0127 BOTAO_FR014_SETA_PRA_CIMA
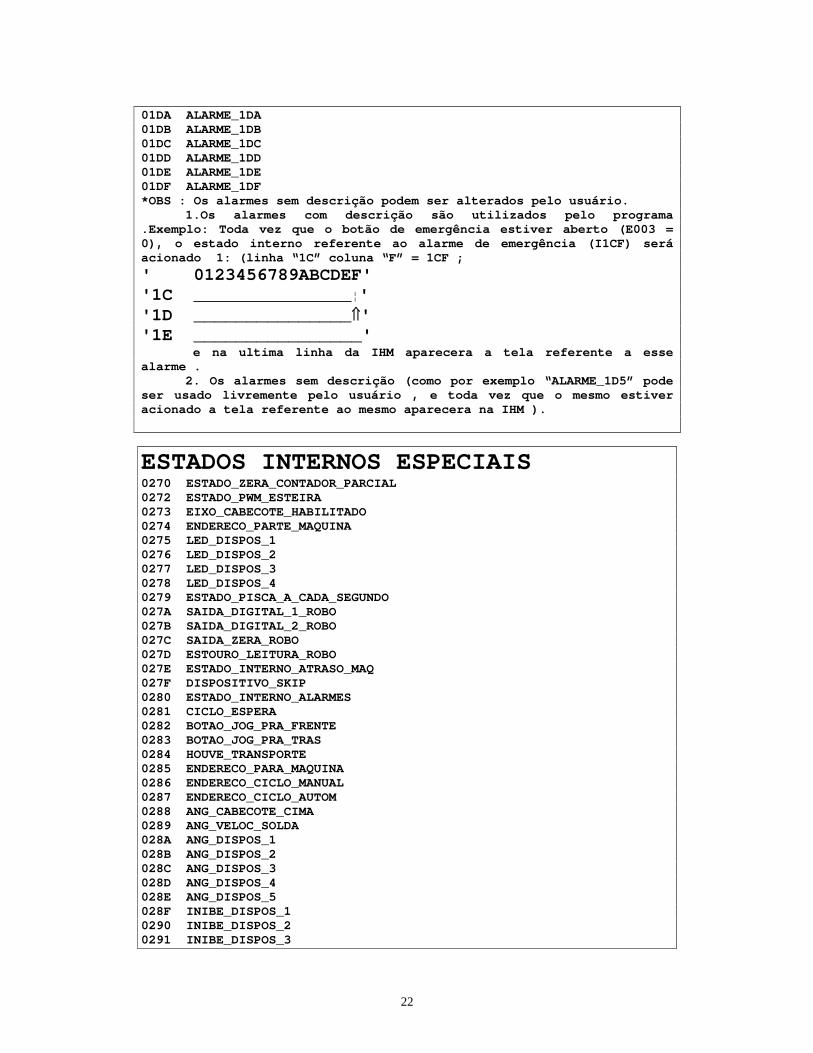
ALARMES 01C0 ALARME_CONTA_METRO 01C1 ALARME_CONTADOR_PARADO 01C2 ALARME_TEMP_ALTA_Z1 01C3 ALARME_TEMP_ALTA_Z2 01C4 ALARME_TEMP_ALTA_Z3 01C5 ALARME_TEMP_ALTA_Z4 01C6 ALARME_TEMP_BAIXA_Z1 01C7 ALARME_TEMP_BAIXA_Z2 01C8 ALARME_TEMP_BAIXA_Z3 01C9 ALARME_TEMP_BAIXA_Z4 01CA ALARME_ERRO_FOTO 01CB ALARME_TRANSPORTE_MAX 01CC ALARME_FALTA_CONEXAO 01CD ALARME_1CD 01CE ALARME_1CE 01CF ALARME_EMERGENCIA 01D0 ALARME_1D0 01D1 ALARME_1D1 01D2 ALARME_TRANSPORTE_INIBIDO 01D3 ALARME_1D3 01D4 ALARME_PARA_POR_LOTES 01D5 ALARME_1D5 01D6 ALARME_1D6 01D7 ALARME_1D7 01D8 ALARME_1D8 01D9 ALARME_1D9
22
01DA ALARME_1DA 01DB ALARME_1DB 01DC ALARME_1DC 01DD ALARME_1DD 01DE ALARME_1DE 01DF ALARME_1DF *OBS : Os alarmes sem descrição podem ser alterados pelo usuário.
1.Os alarmes com descrição são utilizados pelo programa .Exemplo: Toda vez que o botão de emergência estiver aberto (E003 = 0), o estado interno referente ao alarme de emergência (I1CF) será acionado 1: (linha “1C” coluna “F” = 1CF ;
' 0123456789ABCDEF' '1C _______________¦' '1D _______________ ' '1E ________________'
e na ultima linha da IHM aparecera a tela referente a esse alarme .
2. Os alarmes sem descrição (como por exemplo “ALARME_1D5” pode ser usado livremente pelo usuário , e toda vez que o mesmo estiver acionado a tela referente ao mesmo aparecera na IHM ).
ESTADOS INTERNOS ESPECIAIS 0270 ESTADO_ZERA_CONTADOR_PARCIAL 0272 ESTADO_PWM_ESTEIRA 0273 EIXO_CABECOTE_HABILITADO 0274 ENDERECO_PARTE_MAQUINA 0275 LED_DISPOS_1 0276 LED_DISPOS_2 0277 LED_DISPOS_3 0278 LED_DISPOS_4 0279 ESTADO_PISCA_A_CADA_SEGUNDO 027A SAIDA_DIGITAL_1_ROBO 027B SAIDA_DIGITAL_2_ROBO 027C SAIDA_ZERA_ROBO 027D ESTOURO_LEITURA_ROBO 027E ESTADO_INTERNO_ATRASO_MAQ 027F DISPOSITIVO_SKIP 0280 ESTADO_INTERNO_ALARMES 0281 CICLO_ESPERA 0282 BOTAO_JOG_PRA_FRENTE 0283 BOTAO_JOG_PRA_TRAS 0284 HOUVE_TRANSPORTE 0285 ENDERECO_PARA_MAQUINA 0286 ENDERECO_CICLO_MANUAL 0287 ENDERECO_CICLO_AUTOM 0288 ANG_CABECOTE_CIMA 0289 ANG_VELOC_SOLDA 028A ANG_DISPOS_1 028B ANG_DISPOS_2 028C ANG_DISPOS_3 028D ANG_DISPOS_4 028E ANG_DISPOS_5 028F INIBE_DISPOS_1 0290 INIBE_DISPOS_2 0291 INIBE_DISPOS_3

23
0292 INIBE_DISPOS_4 0293 SAIDA_AQUEC_01 0294 SAIDA_AQUEC_02 0295 SAIDA_AQUEC_03 0296 SAIDA_AQUEC_04 0297 HABILITA_ZONA_Z1 0298 HABILITA_ZONA_Z2 0299 HABILITA_ZONA_Z3 029A HABILITA_ZONA_Z4 029B ESTADO_ANTI_ESTATICA 029C ESTADO_FOTOCELULA 029D ESTADO_DESBOBINADOR 029E ENDERECO_INIBE_TRANSPORTE 029F ENDERECO_ESTEIRA_LIGADA 02A0 ESTADO_PARADA_POR_FOTO 02A1 ESTADO_DISVINCULA_FOTO_DE_E0 02A2 ESTADO_PARTE_MOTOR_PASSO 02A3 ESTADO_TORQUE_MOTOR_PASSO 02A4 TROCA_MULTI_AVANCO 02A5 ENDERECO_MODO_SKIP 02A6 MANTEM_LEITURA_ENCODER 02A7 FORCA_ENCODER_BORDA 02A8 ESPERA_POR_100ms 02A9 ERRO_ENCODER 02AA (sem uso) 02AB CHEGANDO CONTAGEM 02AC ESTADO JOG CABECOTE 02AD INIBE CONTADOR DE CICLOS 02AE CICLO DE ESPERA EM ZERO

This document was created with Win2PDF available at http://www.win2pdf.com.The unregistered version of Win2PDF is for evaluation or non-commercial use only.This page will not be added after purchasing Win2PDF.