patrício josé moreira pires utilização de cascalho de ... petróleo para a produção de...
TRANSCRIPT
Patrício José Moreira Pires
Utilização de Cascalho de Perfuração de Poços de
Petróleo para a Produção de Cerâmica Vermelha
TESE DE DOUTORADO
Tese apresentada ao Programa de Pós-graduação em Engenharia Civil da PUC-Rio como requisito parcial para a obtenção do título de Doutor em Engenharia Civil.
Orientador: José Tavares Araruna Júnior
Rio de Janeiro, Julho de 2009
Patrício José Moreira Pires
Utilização de Cascalho de Perfuração de Poços de
Petróleo para a Produção de Cerâmica Vermelha
Tese apresentada ao Programa de Pós-graduação em Engenharia Civil da PUC-Rio como requisito parcial para a obtenção do título de Doutor em Engenharia Civil. Aprovada pela Comissão Examinadora abaixo assinada.
Prof. José Tavares Araruna Júnior Presidente/Orientador
Departamento de Engenharia Civil - PUC-Rio
Prof. Tácio Mauro Pereira de Campos Departamento de Engenharia Civil - PUC-Rio
Prof. Gustavo Ferreira Simões Departamento de Engenharia Civil - UFMG
Prof. Jonas Alexandre Departamento de Engenharia Civil - UENF
Prof. Paulo César de Almeida Maia Departamento de Engenharia Civil - UENF
Prof. José Eugênio Leal Coordenador Setorial do Centro Técnico Científico – PUC-Rio
Rio de Janeiro, 03 de julho de 2009
Todos os direitos reservados. É proibida a reprodução total ou parcial do trabalho sem autorização da universidade, do autor e do orientador.
Patrício José Moreira Pires
Engenheiro Civil formado pela UFPB. Concluiu o mestrado em Engenharia Civil em 2004, com o Desenvolvimento de um sistema de Dessorção Térmica In Situ para Remediação de Materiais Contaminados por Hidrocarbonetos de Petróleo pela PUC-Rio. Atua na área de Geotecnia Ambiental como engenheiro de pesquisas da PUC-Rio.
Ficha Catalográfica
CDD: 624
Pires, Patrício José Moreira
Utilização de cascalho de perfuração de poços
de petróleo para a produção de cerâmica vermelha /
Patrício José Moreira Pires ; orientador: José Tavares
Araruna Júnior. – 2009.
173 f. ; 30 cm
Tese (Doutorado em Engenharia Civil)–
Pontifícia Universidade Católica do Rio de Janeiro, Rio
de Janeiro, 2009.
Inclui bibliografia
1. Engenharia civil – Teses. 2. Cascalho de
Agradecimentos
Ao Professor Araruna pela valiosa orientação deste trabalho. Meu muito obrigado
por sua amizade, confiança e pela agradável convivência ao longo dos últimos
sete anos.
Ao incentivo financeiro da PUC-Rio, Petrobrás e a Agência Nacional do Petróleo.
Aos professores Franklin Antunes e Cláudio Amaral por estarem sempre presentes
e dispostos a ajudar.
Agradeço ao professor Tácio por poder utilizar da estrutura do laboratório de
Geotecnia e Meio Ambiente no desenvolvimento deste trabalho e por sua
amizade.
Aos professores da UENF, Jonas Alexandre e Paulo Maia pela fundamental ajuda
na condução deste trabalho.
Aos funcionários do Laboratório de Geotecnia e Meio Ambiente: Amaury, Josué,
Willian, David e “Seu José”.
Aos amigos das repúblicas: Aelington, Laerte, Júlio Holtz, Diego Orlando, Pecin,
Zé Silvestre, Magnus, Anderson Rezende e Erblai. A esses meu respeito e
agradecimento pela tão fundamental companhia.
Aos amigos de pós-graduação Rafael Gerard, Hugo Marcato, Saliba, Joabson,
Guilherme Slongo, Mônica, Taíse, Tonho, Hugo Portocarrero, Saré, Ataliba, Ciro,
Leonardo Bello, Michelle, Álvaro, Gisele, Débora, Patrícia Carla e Leandro.
Impossível citar todos que igualmente tiveram sua importância no desenvolver
deste trabalho.
Aos amigos da minha terrinha. Leonardo Andrade, Uraíto, Wibergson, Airton,
Aroldo, Jairo Pontes, Paulo Márcio, Reno, Luis, Junior, Messias, Jussara Sibele e
Renata. Mesmo distantes tiveram sua contribuição.
A Camilla, Gabriella, Tito Lívio e Ciro José, por existirem e me motivarem a ir
em frente.
A Ranieri, meu irmão e meu grande amigo e a Leda, minha doce cunhada, grandes
incentivadores deste trabalho. A vocês minha admiração e um muitíssimo
obrigado.
A minha querida irmã Lisieux, e Tito Lívio, meu cunhado e grande amigo, pelo
acolhimento, por acreditarem e pela força. Sem vocês não teria chegado aqui.
A Romero, meu irmão do coração e a sua esposa Tecla. Pela torcida e pelas
grandes risadas e momentos de descontração.
Meu muitíssimo obrigado a Dé (Neta). A sua contribuição em minha formação faz
com que você também seja responsável por mais esse degrau em minha vida.
A minha doce mãe Dona Terezinha. A mulher mais linda do mundo. O maior
amor da minha vida. Dizer obrigado é muito pouco por tudo que a senhora e meu
pai me deram. Meu eterno agradecimento e respeito.
A Juliana, meu amor. Não resta dúvida que você foi à melhor parte desta pesquisa.
Obrigado pela paciência, ajuda e companhia. A nossa estória está apenas
começando.
A Deus por ter colocado toda essa gente em minha vida e por iluminar o meu
caminho.

Resumo
Pires, Patrício José Moreira Pires; Araruna Jr., Jose Tavares. Utilização de
Cascalho de Perfuração de Poços de Petróleo para a Produção de Cerâmica Vermelha. Rio de Janeiro, 2009. 173p. Tese de Doutorado – Departamento de Engenharia Civil, Pontifícia Universidade Católica do Rio de Janeiro.
O presente trabalho sugere uma alternativa inovadora para o tratamento e
disposição do cascalho de perfuração, um dos mais complexos resíduos da
indústria de petróleo contendo, em geral, altas taxas de sais solúveis e
hidrocarbonetos. Estas características o tornam um resíduo nocivo ao meio
ambiente. Neste trabalho é avaliada a incorporação de cascalho de perfuração na
massa argilosa para produção de cerâmica vermelha. O método consiste no
processamento industrial, realizado a elevadas temperaturas, a fim de se obter um
material sólido, resistente e inerte. A incorporação de cascalho de perfuração na
produção de cerâmica vermelha apresentou-se como uma alternativa
economicamente viável e tecnicamente segura para o tratamento e destinação final
deste resíduo. Uma vez que o processo de queima, inerente a produção de peças
cerâmicas, encapsula e reduz a baixos teores os constituintes perigosos do
cascalho de perfuração. Os resultados obtidos neste trabalho serviram de subsídios
para a concessão de licença ambiental para utilização da técnica desenvolvida na
remediação de cascalho de perfuração no Estado da Bahia.
Palavras-chave
Cascalho de perfuração; encapsulamento; cerâmica vermelha.

Abstract
Pires, Patrício José Moreira Pires; Araruna Jr., Jose Tavares (advisor). The
use of Drilling cutting for Red Ceramics Production . Rio de Janeiro, 2009. 173p. Doctorate Thesis – Departamento de engenharia Civil, Pontifícia Universidade Católica do Rio de Janeiro.
This thesis presents an innovative treatment technique for drilling cuttings,
one of the most complex wastes of the oil industry. This waste is considered
hazardous due to its high salt and hydrocarbons content and poses serious threats
to the environment. The treatment process involves the incorporation of drilling
cuttings to the clayey soil mass used for making bricks. It consists on applying
high temperatures, over 8000C, to the clayey soil mass in order to obtain a solid,
resistant and inert material. The results of the experimental programme have
shown that this innovative process is technical safe and economical viable. As a
result, Petrobras obtained an environmental license in the city of Mata de São
João , State of Bahia, to produce in a large scale red bricks using drilling cuttings
incorporated to the clayey soil mass.
Keywords
Drilling cutting; solidification/stabilization; red ceramic.

Sumário
1.Introdução 19
1.1. Organização da tese 21
2 Revisão Bibliográfica 23
2.1. A perfuração de poços de petróleo 23
2.1.1. Um sistema de força 24
2.1.2. Sistema de suspensão 25
2.1.3. Sistema rotativo 26
2.1.4. Sistema de circulação 26
2.2. Fluido de perfuração 27
2.2.1. Os fluidos de perfuração à base de água 28
2.2.2. Os fluidos de perfuração à base de óleo 29
2.2.3. Os fluidos de perfuração sintéticos 30
2.3. Cascalho de perfuração 30
2.3.1. Propriedades físicas e mineralógicas 31
2.3.2. Propriedades químicas 33
2.3.3. Técnicas utilizadas na disposição e tratamento do cascalho de
perfuração 36
2.4. Incorporação de resíduos na produção de cerâmica vermelha 43
3 Programa Experimental - Coleta e Caracterização dos Materiais 50
3.1. Trabalho de campo – coleta de materiais 51
3.1.1. Primeira Etapa - Materiais provenientes do Recôncavo Baiano
para produção de peças cerâmicas 51
3.1.2. Segunda Etapa - Materiais provenientes de Alagoas e Sergipe
para produção de peças cerâmicas 54
3.1.3. Terceira Etapa – Material do Recôncavo Baiano para teste de
degradação acelerada 58
3.1.4. Quarta Etapa – Material do Recôncavo Baiano para
incorporação em pavimentos. 59
3.1.5. Resumo dos materiais estudados 60

3.2. Caracterização dos materiais destinados a produção de peças
cerâmicas 61
3.2.1. Caracterização física 62
3.2.2. Caracterização Química 66
3.2.3. Caracterização mineralógica 73
4 Programa Experimental – Produção de Cerâmica Vermelha 74
4.1. Metodologia para modelagem das peças cerâmicas 74
4.2. Propriedades tecnológicas 76
4.2.1. Absorção de água 76
4.2.2. Porosidade aparente 77
4.2.3. Retração linear 77
4.2.4. Massa específica aparente 78
4.2.5. Tensão de ruptura à flexão 78
4.3. Modelagem das peças cerâmicas 79
4.3.1. Peças confeccionadas com materiais do Recôncavo Baiano 79
4.3.2. Peças confeccionadas com materiais de Alagoas e Sergipe 81
4.3.3. Propriedades tecnológicas das peças confeccionadas 82
4.3.4. Comparativo dos resultados obtidos com dados da Indústria
Cerâmica 88
4.3.5. Classificação de resíduos NBR-10.004. 90
4.3.6. Degradação acelerada das peças cerâmicas para avaliação de
sua durabilidade 93
4.3.7. Teste de Queima 102
5 Conclusões e Sugestões 107
5.1. Conclusões 107
5.2. Sugestões 109
Referências Bibliográficas 110
I Anexo 116
I.I. Resultados das análises do extrato lixiviado e solubilizado para os
cascalhos de perfuração utilizados. 116
I.II. Resultados das análises do extrato lixiviado e solubilizado para
os solo utlizados. 130
I.III. Resultados das análises do extrato lixiviado e solubilizado para
as peças cerâmicas incorporadas com cascalho de perfuração 137
II Anexo 164
II.I. Difratogramas 164
III Anexo 172
Licença de operação para produção de cerâmica vermelha com
incorporação de cascalho de perfuração a massa argilosa. 172

Lista de Figuras
Figura 1 1 – Dique de armazenamento temporário no Campo de
Carmópolis (SE) 20
Figura 2 1 – Sonda 108 da Petrobras em operação no Recôncavo
Baiano. 24
Figura 2 2 – Desenho esquemático de uma sonda rotativa, (Thomas,
2001). 25
Figura 2 3 – Cascalho de perfuração estocado após processo de
perfuração do poço MG-112, Campo de Miranga, Pojuca-Ba. 32
Figura 2 4 – Composição mineralógica do Cascalho do Mar Vermelho
(Al-Ansary et al. 2007). 32
Figura 2 5 – Central de Resíduos do Alto Jericó - Sergipe. 37
Figura 2 6 – Sistema de controle de sólidos da MI-Swaco. 38
Figura 2 7 - Cascalho de perfuração produzido após o processo de
recuperação do fluido de perfuração. 39
Figura 2 8 – Fase líquida destilada do cascalho de perfuração. 39
Figura 2 9 – Aterro controlado de Mabruk, Líbia (Morillon, 2002). 40
Figura 2 10 – Gráfico de percentagem de substituição da areia por
cascalho de perfuração versus resistência a compressão uniaxial
simples e perca de resistência de peças cerâmicas. Chen (2007). 41
Figura 2 11 - Peças cerâmicas produzidas por Chen (2007). 42
Figura 2 12 – Resultados de degradação de peças cerâmicas
incorporadas com resíduo de granito (Xavier, 2005). 45
Figura 2 13 – Tensão de ruptura a flexão para peças cerâmicas
incorporadas com resíduo galvânicas. Balaton et al.(2002). 48
Figura 3 1 – Dique de disposição do cascalho de perfuração do poço
FGA 2. 51
Figura 3 2 - Detalhe da exploração na Cerâmica FEDERBA. 52
Figura 3 3 - Matéria-prima da cerâmica FEDERBA. 53

Figura 3 4 - Talude de corte onde foram coletadas as amostras de
solos argilosos. 54
Figura 3 5 - Dique de armazenamento de cascalho de perfuração no
Campo de Carmópolis - SE. 55
Figura 3 6 - Depósito de matéria prima na Cerâmica INCELT. 56
Figura 3 7 - Coleta de amostra na Cerâmica INCELT. 57
Figura 3 8 - Vista do Poço ANB-03. 57
Figura 3 9 - Depósito de material argiloso. 58
Figura 3 10 – Jazida no Município de Candeias – Formação Barreiras. 59
Figura 3 11 – Escória de Aciaria (CST,2009). 60
Figura 3 12 - Organograma das fases de caracterização dos materiais 62
Figura 3 13 – Curvas de distribuição granulométrica dos materiais
provenientes do Recôncavo Baiano. 63
Figura 3 14 – Curvas de distribuição granulométrica dos materiais
provenientes de Alagoas e Sergipe. 64
Figura 4 1 - Preparação, moldagem e queima de peças cerâmicas. 75
Figura 4 2 – Peças após processo de secagem, Materiais Santo
Amaro Verde e Vermelho. 80
Figura 4 3– Peças após processo de queima, Materiais Santo Amaro
Verde e Vermelho. 80
Figura 4 4– Peças após processo de secagem e queima, Material
FEDERBA. 81
Figura 4 5 – Peças após a queima confeccionadas com materiais de
INCELT e Bandeira. 82
Figura 4 6 - Prensa servo-controlada INSTRON modelo 5500R. 85
Figura 4 7 – Ensaio de tensão de ruptura a flexão das peças cerâmicas.85
Figura 4 8 – Gráfico de Tensão de ruptura a flexão versus
deslocamento – Material FEDERBA. 87
Figura 4 9 – Gráfico de Tensão de ruptura a flexão versus
deslocamento – Material Bandeira. 87
Figura 4 10 – Gráfico de Tensão de ruptura a flexão versus
deslocamento – Material INCELT. 88

Figura 4 11 – Equipamento de Degradação da UENF. Laboratório de
engenharia Civil – LECIV. 94
Figura 4 12 – Amostras dentro da câmara de degradação. 95
Figura 4 13 – Distribuição das propriedades tecnologias das peças
cerâmicas produzidas com o material FEDERBA após processo de
degradação. 97
Figura 4 14 – Histogramas de tensão de ruptura a flexão das peças
cerâmicas. 98
Figura 4 15 – Histogramas da porosidade das peças cerâmicas. 99
Figura 4 16 – Histogramas da absorção de água das peças
cerâmicas. 100
Figura 4 17 – Histograma da massa específica aparente das peças
cerâmicas. 101
Figura 4 18 - Estrutura do 2,3,7,8 tetraclorodibenzodioxina e furano 103
Figura 4 19 – Sistema instalado para teste de queima. 103
Figura 4 20 – Resina XAD-2 para amostragem de Dioxina e Furanos. 104
Lista de Tabelas
Tabela 2 1 – Composição Química do Cascalho de Perfuração
produzido no Mar do Norte (Page et al., 2003). 34
Tabela 2 2 – Comparação entre o cascalho produzido no Mar do norte
e no Mar Vermelho Al-Ansary et al. ( 2007). 35
Tabela 2 3 – Valores determinados no extrato solubilizado por Alves
et al. (2005). 46
Tabela 3 1 – Materiais coletados no Recôncavo Baiano e nos estados
de Alagoas e Sergipe 60
Tabela 3 2– Densidade dos Grãos dos Materiais Estudados 63
Tabela 3 3 - Quadro de distribuição granulométrica dos materiais
estudados. 64
Tabela 3 4 - Limites de Consistência 65
Tabela 3 5 – Classificação dos solos estudados 66
Tabela 3 6 - Valores de pH 67
Tabela 3 7 – Composição química dos materiais provenientes do
Recôncavo Baiano. 67
Tabela 3 8 - Composição química dos materiais provenientes de
Alagoas e Sergipe. 68
Tabela 3 9 – Compostos extraídos no Extrato Sulfúrico (g/kg) 69
Tabela 3 10 - Resultado dos ensaios de complexo sortivo. 70
Tabela 3 11 - Dados de percentagem de saturação de bases e
percentagem de saturação com alumínio para os materiais estudados 70
Tabela 3 12 - Resultado do ensaio de Sais solúveis. 71
Tabela 3 13 – Resumos dos parâmetros com valores acima do valor
máximo permitido. 72
Tabela 3 14 – Resumos dos parâmetros com valores acima do valor
máximo permitido. 73
Tabela 3 15 - Caracterização mineralógica 73
Tabela 4 1 – Peças cerâmicas confeccionadas. 79
Tabela 4 2 – Valores Obtidos nas Determinações dos Parâmetros
Físicos das Peças Cerâmicas. 83
Tabela 4 3 – Desvios Padrões das Determinações dos Parâmetros
Físicos das Peças Cerâmicas. 84
Tabela 4 4 - Valores de Tensão de Ruptura a Flexão das Peças
Cerâmicas. 86
Tabela 4 5 – Comparativo dos resultados obtidos com as principais
propriedades tecnológicas do processamento cerâmico Industrial –
Peças confeccionadas com o material FEDERBA. 89
Tabela 4 6 – Comparativo dos resultados obtidos com as principais
propriedades tecnológicas do processamento cerâmico Industrial –
Peças confeccionadas com o material Bandeira. 89
Tabela 4 7 – Comparativo dos resultados obtidos com as principais
propriedades tecnológicas do processamento cerâmico Industrial –
Peças confeccionadas com o Material INCELT. 90
Tabela 4 8 - Valores obtidos no extrato solubilizado que suplantaram
o valor máximo permitido. 91
Tabela 4 9 – Comparativo entre os valores determinados para o
material FEDERBA, cascalho de perfuração e peças cerâmicas
produzidas. 92
Tabela 4 10 - Comparativo entre os valores determinados para o
material INCELT, cascalho de perfuração e peças cerâmicas
produzidas. 92
Tabela 4 11 - Comparativo entre os valores determinados para o
material Bandeira, cascalho de perfuração e peças cerâmicas
produzidas. 93
Tabela 4 12 – Propriedades Tecnológicas das Peças Cerâmicas
produzidas com o material FEDERBA 96
Tabela 4 13 - Propriedades Tecnológicas das Peças Cerâmicas
produzidas com o material FEDERBA puro após processo de
degradação 96
Tabela 4 14 - Tensão de ruptura a flexão antes e após processo de
degradação 98
Tabela 4 15 - Porosidade antes e após processo de degradação 99
Tabela 4 16 - Absorção antes e após processo de degradação 100
Tabela 4 17 - Massa específica aparente antes e após processo de
degradação 101
Tabela 4 18 – Valores da concentração de dioxinas e furanos
determinados no teste de queima 105
Tabela I 1 – Análise de lixiviação do Cascalho de perfuração 129. 116
Tabela I 2 - Análise de solubilização do Cascalho de perfuração 129. 118
Tabela I 3 – Análise de lixiviação do Cascalho de perfuração 1459. 119
Tabela I 4 - Análise de solubilização do Cascalho de perfuração 1459. 121
Tabela I 5 - Análise de lixiviação do Cascalho de perfuração 223D. 122
Tabela I 6 - Análise de solubilização do Cascalho de perfuração
223D. 124
Tabela I 7 - Análise de lixiviação do Cascalho de perfuração ANB 03. 125
Tabela I 8 - Análise de solubilização do Cascalho de perfuração
ANB 03. 127
Tabela I 9 - Análise de solubilização do Cascalho de perfuração
CP 01 129
Tabela I 10 - Análise de lixiviação do Solo INCELT. 130
Tabela I 11 – Análise de solubilização do Solo INCELT 132
Tabela I 12 - Análise de lixiviação do Solo Bandeira. 133
Tabela I 13– Análise de solubilização do Solo INCELT 135
Tabela I 14- Análise de solubilização do Solo FEDERBA. 136
Tabela I 15 - – Análise de lixiviação das peças cerâmicas
produzidas com 30% de CP01 e solo FEDERBA. 137
Tabela I 16 – Análise de solubilização das peças cerâmicas
produzidas com 30% de CP01 e solo FEDERBA. 138
Tabela I 17 – Análise de lixiviação das peças cerâmicas
produzidas com 05% de CP 129 e solo INCELT. 139
Tabela I 18 – Análise de solubilização das peças cerâmicas
produzidas produzidas com 05% de CP 129 e solo INCELT. 141
Tabela I 19 – Análise de lixiviação das peças cerâmicas produzidas
com 10% de CP 129 e solo INCELT. 142

Tabela I 20 – Análise de solubilização das peças cerâmicas
produzidas produzidas com 10% de CP 129 e solo INCELT. 144
Tabela I 21 – Análise de lixiviação das peças cerâmicas produzidas
com 05% de CP 1549 e solo INCELT. 145
Tabela I 22 – Análise de solubilização das peças cerâmicas
produzidas com 05% de CP 1549 e solo INCELT. 147
Tabela I 23 – Análise de lixiviação das peças cerâmicas produzidas
com 10% de CP 1549 e solo INCELT. 148
Tabela I 24 – Análise de solubilização das peças cerâmicas
produzidas com 10% de CP 1549 e solo INCELT. 150
Tabela I 25 – Análise de lixiviação das peças cerâmicas produzidas
com 05% de CP ANB e solo Bandeira. 151
Tabela I 26 – Análise de solubilização das peças cerâmicas
produzidas com 05% de CP ANB e solo Bandeira. 153
Tabela I 27 – Análise de lixiviação das peças cerâmicas produzidas
com 10% de CP ANB e solo Bandeira. 154
Tabela I 28 – Análise de solubilização das peças cerâmicas
produzidas com 10% de CP ANB e solo Bandeira. 156
Tabela I 29 – Análise de lixiviação das peças cerâmicas produzidas
com 05% de CP 223D e solo Bandeira. 157
Tabela I 30 – Análise de solubilização das peças cerâmicas
produzidas com 05% de CP 223D e solo Bandeira. 159
Tabela I 31 – Análise de lixiviação das peças cerâmicas produzidas
com 10% de CP 223D e solo Bandeira. 160
Tabela I 32 – Análise de solubilização das peças cerâmicas
produzidas com 10% de CP 223D e solo Bandeira. 162
Tabela I 33 Análise de dioxinas e furanos realizado na resina XAD –
Teste de queima realizado para as peças produzidas com o solo
FEDERBA incorporado de cascalho de perfuração CP 01-. 163
Reduza, reuse, recicle e reinvente...

1. Introdução
Um dos mais complexos resíduos da indústria de petróleo é o cascalho de
perfuração oriundo do processo de perfuração de poços de petróleo. Segundo
informações colhidas junto a empresa MI Swaco (2009), a estimativa média de
produção de cascalho de perfuração em poços perfurados em terra, on-shore, no Brasil é
de 13m3 a cada 100m de avanço da perfuração. De acordo com informações da
Petrobras (2009), no Recôncavo Baiano são produzidos em média de 200 a 250 m3 por
poço. No entanto, a produção de cascalho de perfuração é um processo complexo, no
qual está envolvida uma série de fatores, que podem fazer variar o volume de resíduo
produzido bem como o seu grau de contaminação.
No Brasil o cascalho produzido off-shore é destinado ao mar, embora haja um
entendimento em nível mundial, ciceroneado pela OSPAR (2000), de que cascalho de
perfuração contendo mais de 1% de hidrocarboneto não deva ser lançado no mar.
Já em relação ao cascalho originado on shore no Brasil, a prática, relatada pela MI
Swaco (2009), constitui em um pré-tratamento a fim de reduzir o teor total de
hidrocarbonetos a um teor máximo de 10% da massa de cascalho de perfuração para
depois dispô-los em diques ou aterros. Os aterros industriais disponíveis para disposição
final do cascalho ficam distantes dos campos de petróleo, reduzindo a sua atratividade
econômica. Assim, as companhias têm preferido dispor o cascalho, de uma forma
temporária ou permanente, em diques. Em geral, os diques são construídos nas
proximidades dos campos de petróleo e nem sempre apresentam impermeabilização de
base e um sistema de cobertura adequado, conforme ilustra a Figura 1-1.
Face ao exposto, o presente trabalho buscou desenvolver uma alternativa
sustentável para tratamento do cascalho de perfuração. Onde foi avaliada a sua
reciclagem para a confecção de peças cerâmicas. O objetivo seria oferecer um material
de boa qualidade a indústria da construção civil, onde o produto final poderia ser
utilizado pelo gerador do resíduo em seus processos construtivos em substituição as
peças cerâmicas normalmente utilizadas por um produto ambientalmente correto.
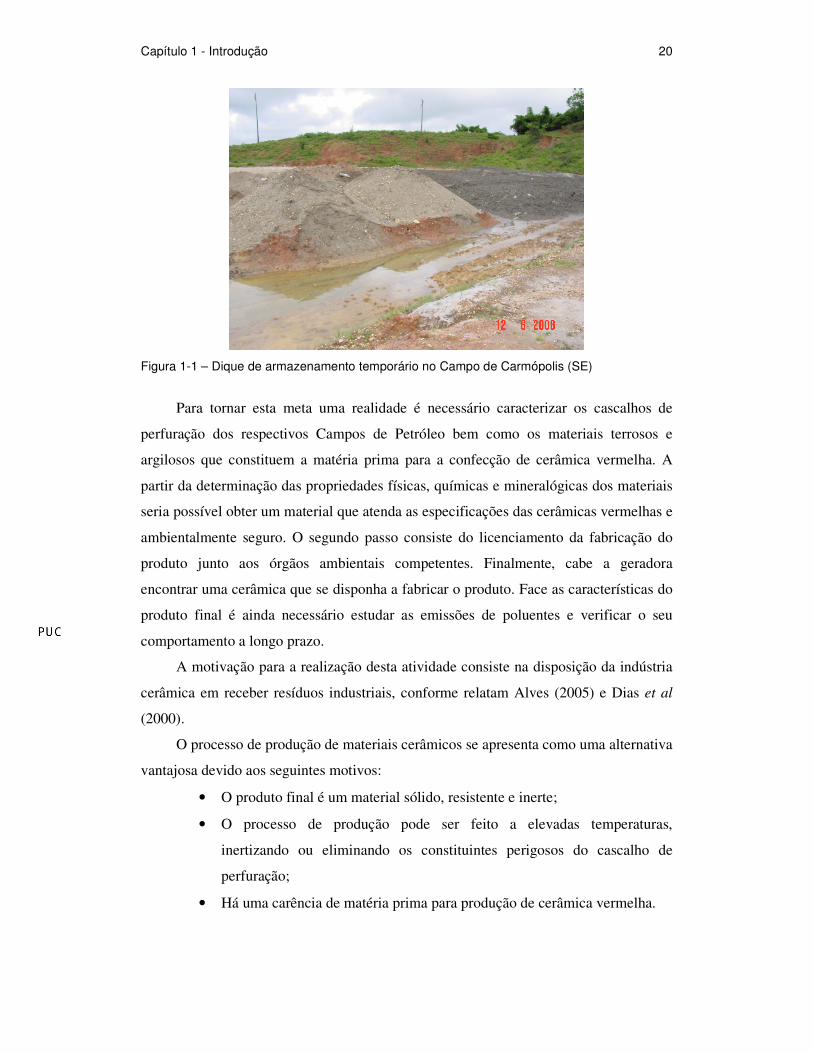
Capítulo 1 - Introdução 20
Figura 1-1 – Dique de armazenamento temporário no Campo de Carmópolis (SE)
Para tornar esta meta uma realidade é necessário caracterizar os cascalhos de
perfuração dos respectivos Campos de Petróleo bem como os materiais terrosos e
argilosos que constituem a matéria prima para a confecção de cerâmica vermelha. A
partir da determinação das propriedades físicas, químicas e mineralógicas dos materiais
seria possível obter um material que atenda as especificações das cerâmicas vermelhas e
ambientalmente seguro. O segundo passo consiste do licenciamento da fabricação do
produto junto aos órgãos ambientais competentes. Finalmente, cabe a geradora
encontrar uma cerâmica que se disponha a fabricar o produto. Face as características do
produto final é ainda necessário estudar as emissões de poluentes e verificar o seu
comportamento a longo prazo.
A motivação para a realização desta atividade consiste na disposição da indústria
cerâmica em receber resíduos industriais, conforme relatam Alves (2005) e Dias et al
(2000).
O processo de produção de materiais cerâmicos se apresenta como uma alternativa
vantajosa devido aos seguintes motivos:
• O produto final é um material sólido, resistente e inerte;
• O processo de produção pode ser feito a elevadas temperaturas,
inertizando ou eliminando os constituintes perigosos do cascalho de
perfuração;
• Há uma carência de matéria prima para produção de cerâmica vermelha.
Capítulo 1 - Introdução 21
Segundo Xavier (2007), existem várias pesquisas nacionais e internacionais com
incorporações de resíduos sólidos inertes em massas cerâmicas para fabricação de peças
cerâmicas vermelhas. Entretanto, foi observado no decorrer deste trabalho que a
incorporação de resíduo contaminado, como o cascalho de perfuração, nos processos da
indústria cerâmica é ainda inovador e que carece de uma investigação profunda para
torná-lo passível de licenciamento ambiental.
O tema desta tese se encaixam na linha de pesquisa de Geotecnia Ambiental do
Programa de Pós-Graduação em Engenharia Civil. A pesquisa aqui desenvolvida
emprega conceitos de mecânica dos solos, pavimentos e ciências dos materiais e busca
viabilizar ferramentas seguras e ambientalmente sãs economicamente viável para
minimizar o problema do destino do Cascalho de Produção em áreas de Exploração de
Produção de Petróleo da Região Nordeste.
1.1. Organização da tese
Esta tese apresenta-se subdividida em seis capítulos. O Capítulo Introdutório
busca abordar de forma resumida o enfoque geral deste trabalho, os seus objetivos e as
motivações para a condução deste trabalho.
O Capítulo 2 apresenta uma breve revisão do processo de exploração de petróleo
enfocando um dos seus principais resíduos: o cascalho de perfuração. Este Capítulo
apresenta a descrição das características do cascalho, bem como os métodos atuais de
tratamento e destino final.
O Capítulo 3 apresenta inicialmente a investigação geológica que foi conduzida
para a escolha dos materiais que compõe este estudo. Em seguida são apresentados a
metodologia e os resultados dos processos de caracterização física, química,
mineralógica destes materiais.
O Capítulo 4 se atém na primeira alternativa para o tratamento do cascalho de
perfuração: a confecção de peças de cerâmica vermelha. Nele é apresentada a
metodologia para a sua confecção bem como as suas propriedades físicas, químicas e
mecânicas das peças produzidas. O Capítulo ainda traz a descrição e os resultados do
programa experimental que estudou o comportamento das peças produzidas a longo
prazo.

Capítulo 1 - Introdução 22
O Capítulo 5 apresenta as principais conclusões deste trabalho como também,
aponta sugestões para trabalhos futuros.
Por fim são apresentadas as referências bibliográficas que auxiliaram na
elaboração deste trabalho, e também apresentados os anexos pertinentes a esta tese.

2 Revisão Bibliográfica
O presente capítulo apresenta os processos envolvidos na geração do
cascalho de perfuração, objeto deste trabalho. Aqui são apresentadas todas as
variantes envolvidas na produção deste complexo resíduo da indústria de petróleo.
Faz-se uma abordagem da fase de perfuração do poço, dos fluidos de perfuração
utilizados até a geração dos grandes volumes de cascalho de perfuração. É
apresentado o estado da arte com respeito às técnicas utilizadas para tratamento e
destinação final deste resíduo. Em particular, é feita uma abordagem sobre a
utilização de resíduos industriais na produção de cerâmica vermelha bem como a
utilização de resíduo incorporado a massa de solo para construção de bases de
pavimentos de rodagem.
2.1. A perfuração de poços de petróleo
Em linhas gerais, a perfuração de um poço de petróleo ocorre em duas fases:
a de exploração e a de desenvolvimento. As atividades de exploração são as que
envolvem a perfuração de um poço para localizar reservas de hidrocarbonetos,
bem como suas dimensões e potencial produtivo. A fase de desenvolvimento
ocorre uma vez que as reservas de hidrocarbonetos já foram descobertas,
delineadas e confirmada a sua viabilidade comercial. Entretanto, independente da
natureza do poço, ambas geram resíduo de perfuração.
O método de perfuração rotativa é o mais empregado pela indústria do
petróleo, embora atualmente exista a combinação do rotativo e percussão. Nele
uma torre de perfuração fica apoiada sobre uma superestrutura, onde localiza-se a
chamada mesa rotativa. Esta mesa sustenta e comunica um torque à coluna de
perfuração, formada por diversos tubos conectados entre si com uma broca
cortante em sua extremidade, o avanço da broca perfura as formações geológicas
sobrejacentes em direção aos potenciais reservatórios. Ao avanço da perfuração, a
coluna de perfuração é aumentada a partir da superfície. Durante a perfuração a
Capítulo 2 - Revisão Bibliográfica 24
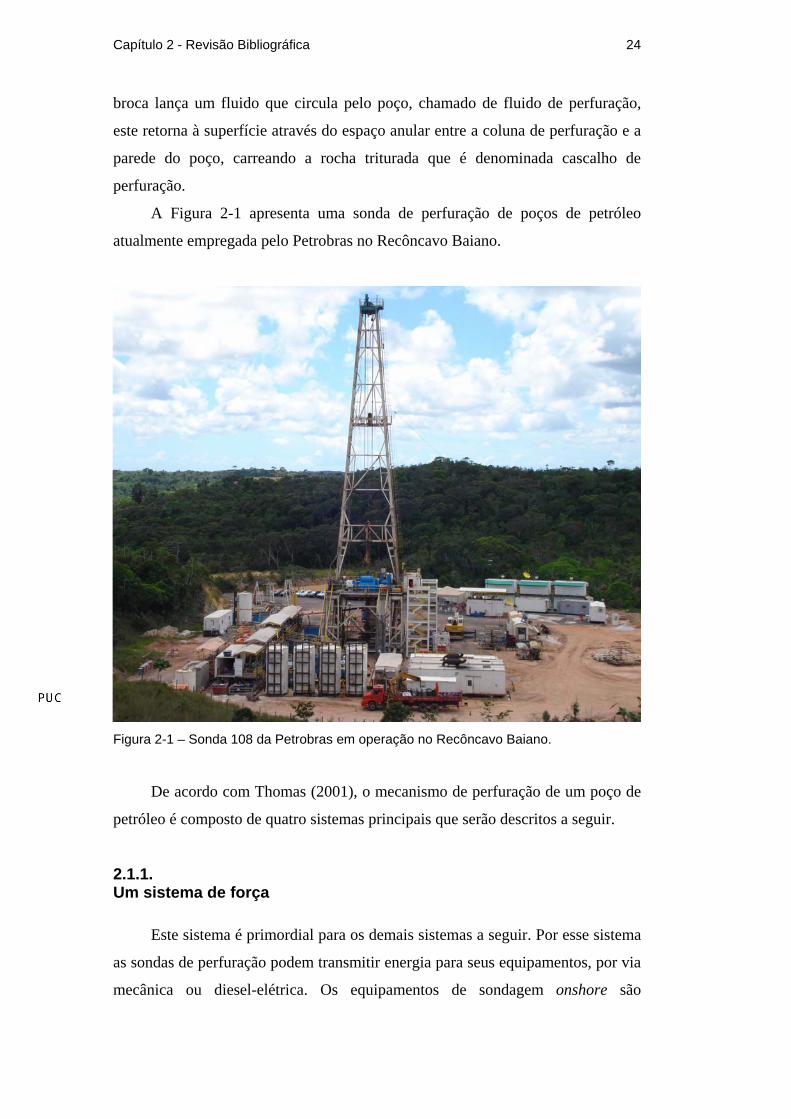
broca lança um fluido que circula pelo poço, chamado de fluido de perfuração,
este retorna à superfície através do espaço anular entre a coluna de perfuração e a
parede do poço, carreando a rocha triturada que é denominada cascalho de
perfuração.
A Figura 2-1 apresenta uma sonda de perfuração de poços de petróleo
atualmente empregada pelo Petrobras no Recôncavo Baiano.
Figura 2-1 – Sonda 108 da Petrobras em operação no Recôncavo Baiano.
De acordo com Thomas (2001), o mecanismo de perfuração de um poço de
petróleo é composto de quatro sistemas principais que serão descritos a seguir.
2.1.1. Um sistema de força
Este sistema é primordial para os demais sistemas a seguir. Por esse sistema
as sondas de perfuração podem transmitir energia para seus equipamentos, por via
mecânica ou diesel-elétrica. Os equipamentos de sondagem onshore são
Capítulo 2 - Revisão Bibliográfica 25
geralmente movidos a motores diesel. As sondas marítimas costumam se
aproveitar da geração de gás para acionar turbinas e gerar energia para a
plataforma.
2.1.2. Sistema de suspensão
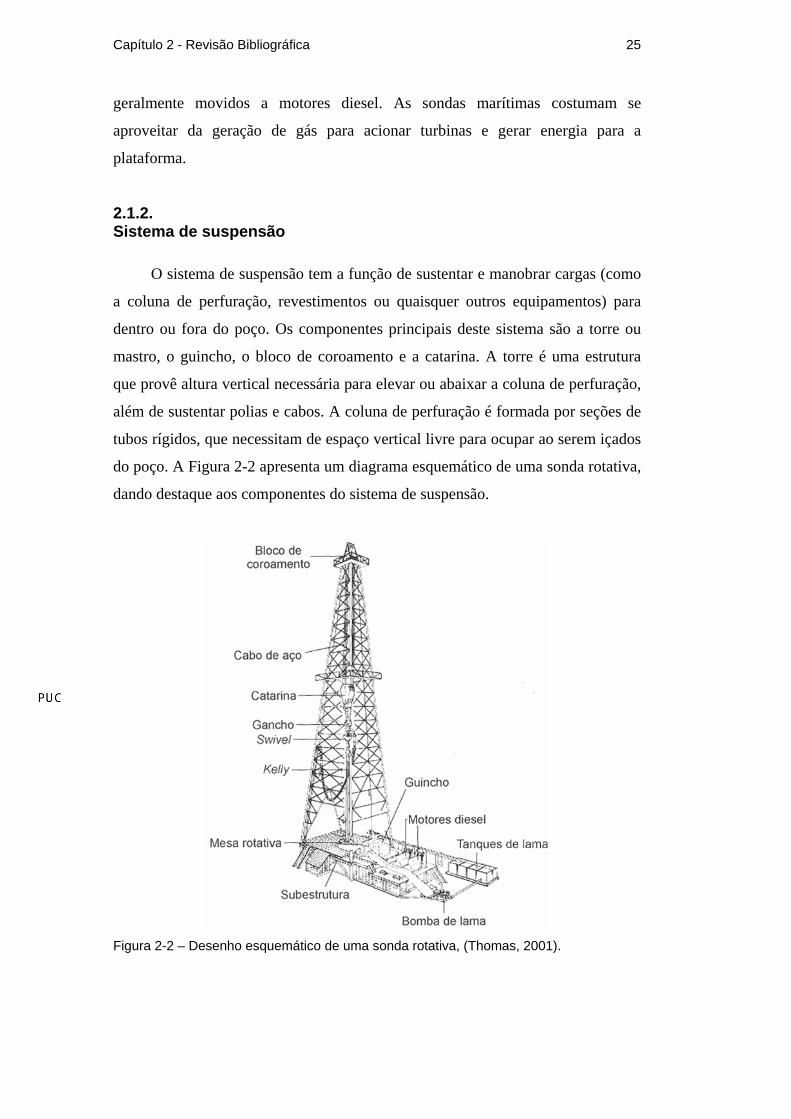
O sistema de suspensão tem a função de sustentar e manobrar cargas (como
a coluna de perfuração, revestimentos ou quaisquer outros equipamentos) para
dentro ou fora do poço. Os componentes principais deste sistema são a torre ou
mastro, o guincho, o bloco de coroamento e a catarina. A torre é uma estrutura
que provê altura vertical necessária para elevar ou abaixar a coluna de perfuração,
além de sustentar polias e cabos. A coluna de perfuração é formada por seções de
tubos rígidos, que necessitam de espaço vertical livre para ocupar ao serem içados
do poço. A Figura 2-2 apresenta um diagrama esquemático de uma sonda rotativa,
dando destaque aos componentes do sistema de suspensão.
Figura 2-2 – Desenho esquemático de uma sonda rotativa, (Thomas, 2001).

Capítulo 2 - Revisão Bibliográfica 26
A movimentação pelo poço da coluna de perfuração e demais equipamentos
é realizada com o auxílio de um guincho, que compreende basicamente o bloco de
coroamento (polias fixas) e a catarina (polias móveis), com a função de içar e
deslocar cargas pesadas.
2.1.3. Sistema rotativo
O sistema rotativo é o responsável pela rotação da coluna de perfuração,
compreendendo todos os equipamentos utilizados para girar a coluna de
perfuração.
Na sonda convencional os principais componentes deste sistema são a mesa
rotativa, a haste quadrada (kelly) e a cabeça de injeção (swivel). A mesa rotativa é
o equipamento que transmite o movimento de rotação à coluna de perfuração. A
haste quadrada é a parte da coluna de perfuração localizada na superfície que
transmite o torque da mesa rotativa ao resto da coluna. A cabeça de injeção é o
equipamento que sustenta o peso da coluna de perfuração e permite seu giro,
constituindo elemento de ligação entre a parte rotativa abaixo da haste quadrada e
a fixa.
2.1.4. Sistema de circulação
O sistema de circulação é responsável pela circulação e tratamento do fluido
de perfuração na sonda. Sua função principal é remover do interior do poço o
cascalho de perfuração triturados pela broca, transportando-o para a superfície
junto com a lama de perfuração, desobstruindo a passagem da broca. O cascalho
que chega à superfície traz informações importantes sobre as formações
perfuradas, sendo objeto de análise de geólogos que acompanham o processo de
perfuração em tempo real.
Os principais componentes deste sistema são as bombas de lama, tanques de
fluido e os diversos equipamentos de controle de sólidos. Estes se destinam à
reciclagem do fluido de perfuração.
As bombas de lama bombeiam o fluido de perfuração para dentro do poço.
Descendo pela coluna de perfuração, o fluido é expelido pela broca e retorna pelo

Capítulo 2 - Revisão Bibliográfica 27
espaço anular. O sistema é fechado, quando o fluido chega à superfície é
acondicionado e tratado nos tanques de fluido. Os equipamentos de controle de
sólidos são peneiras, decantadores, desareiadores, dessiltadores, desgaseificadores
e centrífugas. Podem existir variações no sistema de controle de sólidos de acordo
com as exigências de cada legislação ambiental ou o rigor de cada operador, como
quantidade de peneiras ou eficiência de cada equipamento.
2.2. Fluido de perfuração
O fluido de perfuração, a depender de sua natureza, é o agente que confere
toda possível contaminação a cascalho de perfuração. Para compreender melhor a
complexidade do cascalho de perfuração é fundamental que se entenda a
influência do fluido utilizado na perfuração de um poço.
Os fluidos de perfuração são misturas de sólidos, líquidos, aditivos químicos
e/ou gases. Eles podem assumir o aspecto de suspensões, emulsões ou dispersões
coloidais, dependendo do estado físico de seus componentes. Na perfuração dos
primeiros poços de petróleo se utilizava a própria argila da formação misturada à
água formando uma espécie de lama, motivo do fluido também ser denominado
lama de perfuração como descreve Veiga (1998).
Segundo van Dyke (2000), as principais funções dos fluidos de perfuração
são:
• Lubrificar e resfriar a broca - o peso e a rotação sobre a broca são muito
elevados gerando atrito e, conseqüentemente, calor necessitando de
resfriamento oferecido pelo fluido de perfuração. A fricção entre a broca e
as paredes do poço também é muito elevada, exigindo lubrificação
também proporcionada pelo fluido;
• Limpar o poço e transportar o cascalho à superfície - o fluido de
perfuração tem a função de “limpar” o poço, ou seja, abrir passagem para a
broca retirando os pedaços de rocha já triturados;
• Proteger e suportar as paredes do poço - o fluido de perfuração fornece a
pressão hidrostática necessária para evitar o colapso das paredes do poço.
O controle das pressões no interior do poço é feito pelo fluido através da
geração de uma pressão hidrostática. Uma parcela penetra nos poros da
Capítulo 2 - Revisão Bibliográfica 28
formação que grudam nas paredes do poço formando uma fina camada
impermeável que estabiliza as formações. Esta camada além de estabilizar
as paredes do poço reduz a absorção de fluido de perfuração pelas
formações;
• Trazer à superfície informações a respeito das formações perfuradas - o
cascalho e o fluido de perfuração que chegam à superfície constituem
fontes de informações sobre as formações que estão sendo perfuradas.
É um desafio para a indústria do petróleo a busca por um ponto ideal, entre
custo e desempenho do fluido de perfuração. A partir da década de 80 o
atendimento as exigências ambientais passou também a influenciar na escolha do
fluido de perfuração que é utilizado no processo de perfuração.
Os fluidos de perfuração se diferenciam quanto à sua base, que pode ser à
base de água, óleo e ainda os chamados fluidos sintéticos. Podem ser utilizados
fluidos de perfuração de diferentes bases para cada fase de perfuração de um
mesmo poço.
2.2.1. Os fluidos de perfuração à base de água
A grande maioria dos fluidos de perfuração utilizados no mundo são
formados por líquidos à base de água. O fluido à base de água consiste numa
mistura de sólidos, líquidos e aditivos químicos tendo a água como a fase
contínua. À base pode ser de água salgada, água doce ou água salgada saturada
conforme mencionam Economides et al. (1998).
De acordo com Veiga (1998), os principais tipos de fluidos à base de água
são os fluidos convencionais, os fluidos naturais, os fluidos dispersos tratados
com lignosulfonados, os fluidos tratados com cal, os fluidos tratados com gesso,
os fluidos não dispersos tratados com cal e polímeros, os fluidos salgados tratados
com polímeros, os fluidos à base de KCl, os fluidos isentos de sólidos e os fluidos
biopoliméricos.
Os fluidos de perfuração à base de água possuem um baixo custo comparado
aos demais, são biodegradáveis e se dispersam facilmente na coluna d’água como
menciona Durrieu et al (2000). Infelizmente, os fluidos de perfuração à base de
Capítulo 2 - Revisão Bibliográfica 29
água possuem algumas desvantagens. Algumas formações possuem
argilominerais que reagem quimicamente com a água do fluido de perfuração, e
provocando expansão da argila e dispersando partículas pelo fluido e por todo o
poço. Este é um grave problema causado pela utilização de lamas à base de água,
provocando também instabilidade ao poço e perda de fluido para as formações.
Isto também provoca uma geração de volume extra de cascalho de perfuração.
A solução para os problemas apontados anteriormente é “inibir” o fluido
através da adição de substâncias químicas que impeçam ou diminuam sua reação
com a água, são os denominados “inibidores” como o sódio, potássio e íons de
cálcio, que reduzem a atividade dos sólidos ativos minimizando a hidratação da
argila e dos folhelhos.
2.2.2. Os fluidos de perfuração à base de óleo
Os fluidos de perfuração à base de óleo foram desenvolvidos para situações
em que os à base de água apresentavam limitações técnicas e operacionais. As
lamas à base de óleo são similares em composição à base de água, exceto pela
fase contínua que passa a ser o óleo. A água está presente na lama à base de óleo
sob a forma de uma emulsão, onde as gotas de água ficam suspensas no óleo
caracterizando uma emulsão de água em óleo, o que torna necessário adicionar um
emulsionante químico para impedir que as gotas d’água coalesçam.
Os fluidos à base de óleo são muito utilizados, apesar de custarem de 2 a 4
vezes mais do que os de base aquosa. Friedheim e Shinnie (1991) justificam que o
seu uso está relacionado a um desempenho superior para determinadas e
freqüentes situações, como na perfuração de formações com folhelhos altamente
reativos com lamas à base de água, na perfuração de poços sujeitos a altas
pressões e temperaturas, em poços direcionais, de poços que requisitassem uma
maior lubrificação entre a coluna e as formações ou quando as condições
geológicas requisitassem uma maior estabilização do furo do poço.
Vários autores, entre eles Hall (2001), Veiga (1998); Bleier et al. (1992),
relacionaram uma série de vantagens da perfuração com lamas à base de óleo em
comparação com as de base aquosa, incluindo:
• Compatibilidade com as formações sensíveis à água;
Capítulo 2 - Revisão Bibliográfica 30
• Minimização da corrosão e desgaste de equipamentos de perfuração;
• Maior estabilidade térmica e estrutural na perfuração de poços profundos e
com altas temperaturas;
• Melhor lubrificação, facilitando a perfuração de poços direcionais;
• O fluido à base de óleo pode ser reaproveitado após tratamento adequado;
• A perfuração é feita mais rapidamente, proporcionando um aumento das
taxas de avanço.
Infelizmente, ao mesmo tempo em que ganham em desempenho, as lamas à
base de óleo são mais prejudiciais ao meio ambiente. Durrieu et al. (2000)
assinalam que a toxicidade é uma desvantagem insuperável das lamas a base de
óleo, posto que elas são altamente tóxicas e se biodegradam lentamente.
2.2.3. Os fluidos de perfuração sintéticos
Os fluidos de perfuração sintéticos foram desenvolvidos como uma
alternativa às limitações de desempenho dos à base de água em resposta às
restrições ambientais impostas aos fluidos à base de óleo. Utilizando como fluido
à base de substâncias químicas sintéticas, os fluidos sintéticos são também
chamados “pseudo-lamas à base de óleo”, pois na prática as substituem,
oferecendo menor toxicidade e produção de volume, de resíduos e de perfuração.
De acordo com Schaffel (2002), os fluidos sintéticos são muito utilizados
em áreas marítimas onde é proibido o descarte de cascalho quando se perfura com
lamas à base de óleo. Os fluidos sintéticos são mais caros do que os oleosos, não
deixando de serem economicamente compensadores, pois o descarte marítimo dos
fluidos de perfuração à base de óleo está proibido em diversas partes do mundo,
implicando em custos e riscos extras a serem assumidos com o transporte dos
resíduos para descarte em terra.
2.3. Cascalho de perfuração
Al-Tabbaa (2006) sugere que o cascalho de perfuração possa ser
classificado como um material heterogêneo, perigoso, com concentrações
significantes de hidrocarbonetos, metais pesados e sais solúveis em água. No
Capítulo 2 - Revisão Bibliográfica 31
entanto, há que se ressaltar que as características físicas e químicas do cascalho
são muito variáveis, uma vez que são dependentes da geologia local, do fluido de
perfuração utilizado, da técnica de escavação e do tipo de broca utilizado na
perfuração.
O volume de cascalho de perfuração produzido durante uma escavação de
um poço de petróleo é variável posto que a quantidade produzida é proporcional a
profundidade do poço perfurado, diâmetro do poço e das características
geológicas das formações perfuradas. Teoricamente o volume de cascalho gerado
durante a perfuração de um poço é o volume geométrico do cilindro perfurado, ou
também chamado volume nominal do poço. Contudo neste processo é adicionado
o fluido de perfuração, o que faz aumentar o volume de resíduo produzido.
A estimativa média de produção de cascalho de perfuração em poços
perfurados em terra no Brasil, on-shore, é de 13 m3 a cada 100 metros de avanço
da perfuração (MI Swaco, 2009). No Recôncavo Baiano são produzidos em média
de 200 a 250 m3 por poço (Petrobras, 2009).
Mundialmente a quantidade de cascalho produzido é cada vez maior, haja
vista a constante perfuração de novos poços a fim de suprir a necessidade mundial
por derivados do petróleo. Page et al. (2003) mencionam que somente no Reino
Unido seja produzida cerca de 80 mil toneladas anualmente.
2.3.1. Propriedades físicas e mineralógicas
As propriedades físicas do cascalho são muito variáveis uma vez que são
dependentes da geologia do local no qual se faz a perfuração. Observa-se ainda
que para um mesmo poço de petróleo perfurado, dada as grandes profundidades
que se atinge o poço, o cascalho produzido pode apresentar diferentes
características a depender do extrato perfurado. Destaca-se que em uma mesma
perfuração de um poço são utilizados diferentes tipos de fluido, o que confere ao
cascalho de perfuração produzido uma maior heterogeneidade. Para o cascalho de
perfuração produzido não há nenhuma segregação para separar o cascalho com
diferentes graus de contaminação e para as diferentes composições mineralógicas.
No Recôncavo Baiano, o cascalho é muitas vezes estocados em um mesmo local à
medida que se avança o processo de perfuração, conforme mostra a Figura 2-3.

Capítulo 2 - Revisão Bibliográfica 32
Figura 2-3 – Cascalho de perfuração estocado após processo de perfuração do poço
MG-112, Campo de Miranga, Pojuca-Ba.
Tendo em vista as variáveis envolvidas no processo de perfuração a
distribuição granulométrica do cascalho bem como a sua composição mineralogia
é muito variável.
No Mar Vermelho, como descreve Al-Ansary e Al-Tabbaa (2007), o
cascalho tinha a sua composição granulométrica distribuída entre 50% de silte,
40% de argila e 10% de areia fina, apresentando limite de liquidez de 51% e
índice de plasticidade de 26%. A sua composição mineralógica, determinada
através da análise de difração de raios X, vista na Figura 2-4, consistia de
caulinita, motmorilonita, ilita, quartzo e cloreto de sódio.
I = ilita; K = Caulinita; Mo= Motmorilonita; Q= Quartzo; NaCL = Cloreto de Sódio
Figura 2-4 – Composição mineralógica do Cascalho do Mar Vermelho (Al-Ansary et al.
2007).

Capítulo 2 - Revisão Bibliográfica 33
Já no Recôncavo Baiano, Vaqueiro et al. (2006) descrevem um cascalho
composto granulometricamente por 45% de silte, 25% de argila, 20% de areia fina
e 10% de areia média. De acordo com os autores, este material possui 39% de
limite de liquidez e 12% de índice de plasticidade e a composição mineralógica de
suas partículas é constituída basicamente de caulinita, ilita, quartzo e barita.
Page et al. (2003) mencionam que o peso específico normalmente
considerado pela indústria de petróleo para o cascalho de perfuração é de
21kN/m3. Porém pode-se encontrar cascalho de perfuração com peso específico
variando entre 13 KN/m3 e 27 kN/m3. Os mesmos autores citam que a resistência
ao cisalhamento de pilhas de cascalho de perfuração podem variar entre 10kPa e
40kPa, para os materiais avaliados no seu trabalho. No entanto, há de admitir que
esses valores são influenciados pelo teor de umidade e de fluido presente no
cascalho de perfuração.
Chen et al. (2007) avaliaram técnicas de tratamento de cascalho de
perfuração produzido pela companhia chinesa de petróleo em campos de produção
de petróleo em Taiwan. Em seus experimentos, Chen determinou a composição
mineralógica dos cascalhos de perfuração através da técnica da difração de Raios
X e verificaram que a maioria dos minerais presentes nesses materiais eram barita
e quartzo, seguidos de muscovita, calcita, caulinita e cloretos. Segundo os autores,
a presença de barita e cloretos é decorrência do fluido de perfuração.
2.3.2. Propriedades químicas
O cascalho de perfuração possui elevadas concentrações de óleo, sais
solúveis em água e metais pesados.
Os sais inorgânicos são adicionados em elevadas concentrações a lama de
perfuração para impedir a migração do sal da formação rochosa para o poço,
minimizando o colapso hidráulico das paredes do poço. No processo, a salmoura é
emulsificada na fase óleo do fluido e impede a reação do fluido de perfuração com
a argila da formação rochosa.
A lama de perfuração a base óleo possui geralmente em sua composição de
10% a 50% de sais inorgânicos. Os sais normalmente adicionados as lamas de
perfuração são cloreto de cálcio, cloreto de magnésio, cloreto de potássio e cloreto
Capítulo 2 - Revisão Bibliográfica 34
de sódio. Segundo Page et al. (2003), o cloreto de cálcio é o sal mais utilizado
pela indústria de perfuração de poços de petróleo e chega a representar 30% do
fluido de perfuração à base óleo. Os mesmos autores mencionam que em fluidos
de perfuração a base água usa-se a água do mar.
A presença de vários tipos e concentrações elevadas de metais pesados no
cascalho de perfuração é devido às impurezas no sulfato de bário (Barita). A
barita tem a finalidade de aumentar a densidade da lama de perfuração para
manter a pressão hidrostática do poço evitando o colapso da parede do poço. Page
et al. (op. cit.) menciona que entre as impurezas mais encontradas na Barita
incluem-se: arsênio, bário, cádmio, cromo, ferro, cobre, manganês, mercúrio,
níquel, selênio, vanádio e zinco. No entanto, há que se ressaltar que esses metais
podem estar naturalmente presentes na formação geológica.
A Barita é bastante empregada por ser muito estável, não estando livre para
reagir ou lixiviar o cascalho de perfuração de seus constituintes, sendo possível
através de técnicas de reaproveitamento do fluido de perfuração separá-la do
cascalho de perfuração e poder reutilizá-la novamente no processo de perfuração.
As técnicas de reuso do fluido de perfuração favorecem a redução da
contaminação do cascalho de perfuração favorecendo o tratamento do resíduo em
questão.
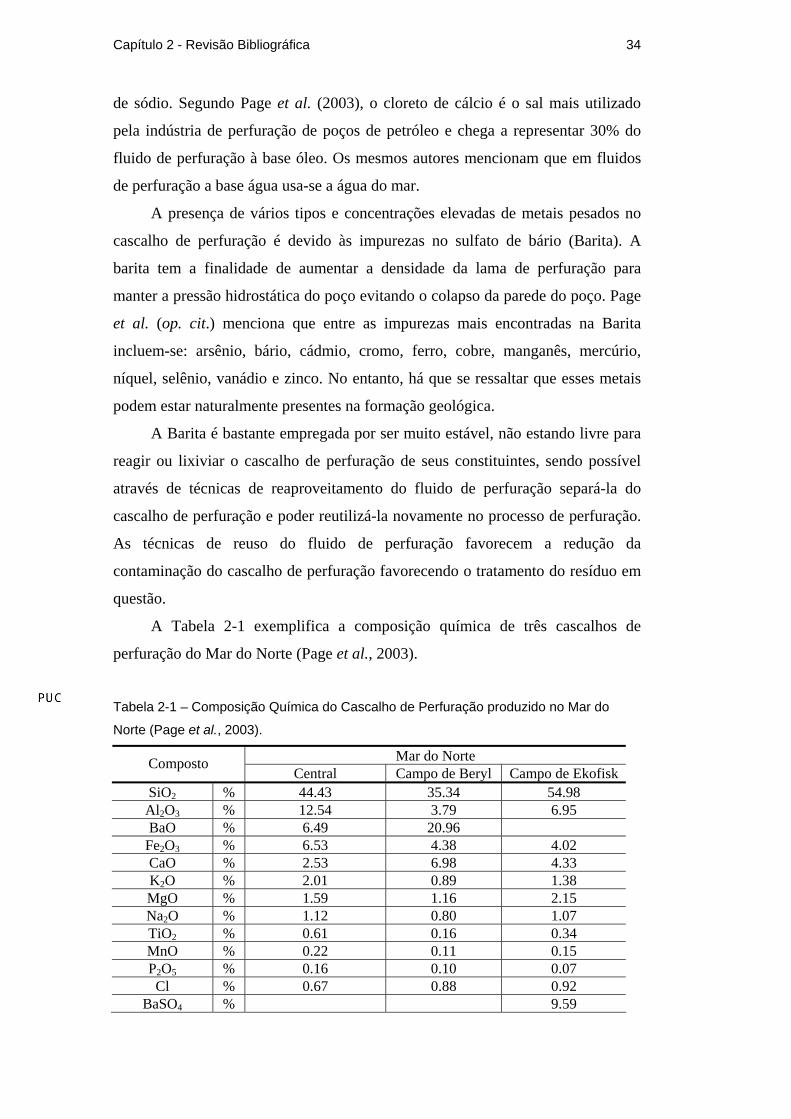
A Tabela 2-1 exemplifica a composição química de três cascalhos de
perfuração do Mar do Norte (Page et al., 2003).
Tabela 2-1 – Composição Química do Cascalho de Perfuração produzido no Mar do
Norte (Page et al., 2003).
Mar do Norte Composto Central Campo de Beryl Campo de Ekofisk
SiO2 % 44.43 35.34 54.98 Al2O3 % 12.54 3.79 6.95 BaO % 6.49 20.96
Fe2O3 % 6.53 4.38 4.02 CaO % 2.53 6.98 4.33 K2O % 2.01 0.89 1.38 MgO % 1.59 1.16 2.15 Na2O % 1.12 0.80 1.07 TiO2 % 0.61 0.16 0.34 MnO % 0.22 0.11 0.15 P2O5 % 0.16 0.10 0.07 Cl % 0.67 0.88 0.92
BaSO4 % 9.59
Capítulo 2 - Revisão Bibliográfica 35
SrO % 0.14
A presença de óleo no fluido de perfuração é de até 40% do peso total do
fluido. Na utilização de fluido a base óleo em processos de perfuração haverá a
presença de compostos hidrocarbonetos policíclicos aromáticos (HPA’s) no
cascalho de perfuração.
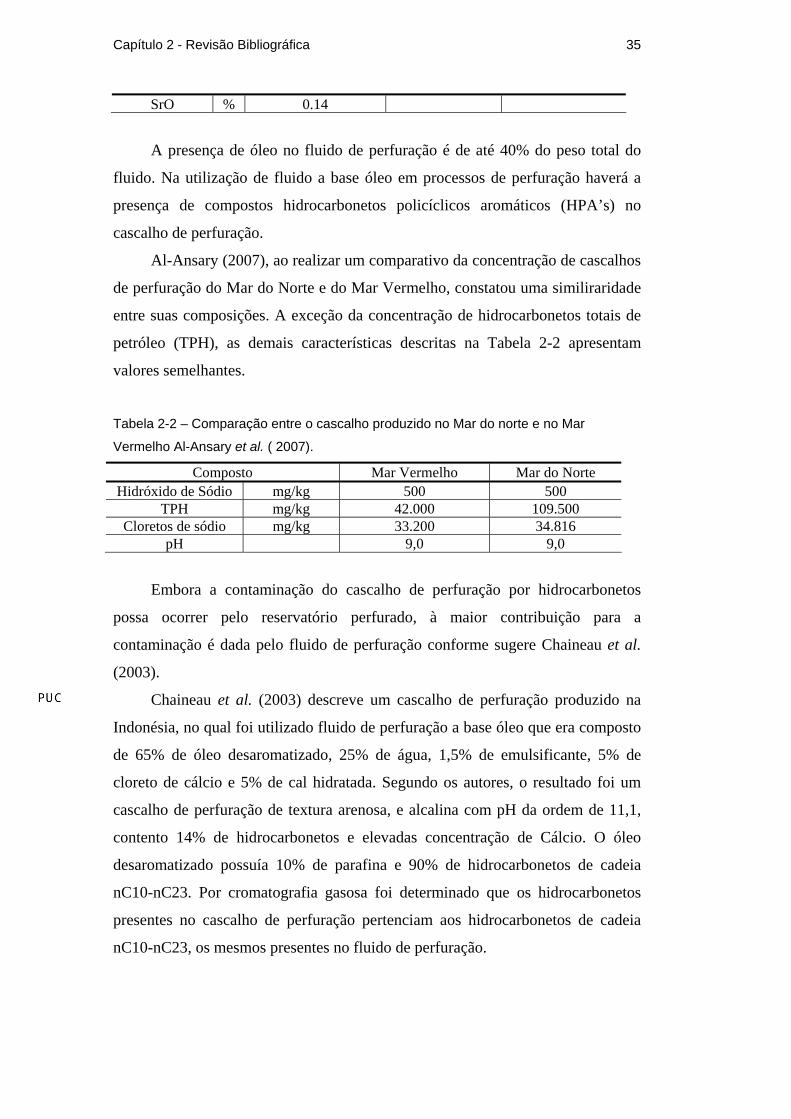
Al-Ansary (2007), ao realizar um comparativo da concentração de cascalhos
de perfuração do Mar do Norte e do Mar Vermelho, constatou uma similiraridade
entre suas composições. A exceção da concentração de hidrocarbonetos totais de
petróleo (TPH), as demais características descritas na Tabela 2-2 apresentam
valores semelhantes.
Tabela 2-2 – Comparação entre o cascalho produzido no Mar do norte e no Mar
Vermelho Al-Ansary et al. ( 2007).
Composto Mar Vermelho Mar do Norte Hidróxido de Sódio mg/kg 500 500
TPH mg/kg 42.000 109.500 Cloretos de sódio mg/kg 33.200 34.816
pH 9,0 9,0
Embora a contaminação do cascalho de perfuração por hidrocarbonetos
possa ocorrer pelo reservatório perfurado, à maior contribuição para a
contaminação é dada pelo fluido de perfuração conforme sugere Chaineau et al.
(2003).
Chaineau et al. (2003) descreve um cascalho de perfuração produzido na
Indonésia, no qual foi utilizado fluido de perfuração a base óleo que era composto
de 65% de óleo desaromatizado, 25% de água, 1,5% de emulsificante, 5% de
cloreto de cálcio e 5% de cal hidratada. Segundo os autores, o resultado foi um
cascalho de perfuração de textura arenosa, e alcalina com pH da ordem de 11,1,
contento 14% de hidrocarbonetos e elevadas concentração de Cálcio. O óleo
desaromatizado possuía 10% de parafina e 90% de hidrocarbonetos de cadeia
nC10-nC23. Por cromatografia gasosa foi determinado que os hidrocarbonetos
presentes no cascalho de perfuração pertenciam aos hidrocarbonetos de cadeia
nC10-nC23, os mesmos presentes no fluido de perfuração.
Capítulo 2 - Revisão Bibliográfica 36
2.3.3. Técnicas utilizadas na disposição e tratamento do cascalho de perfuração
Veil (2002) menciona que as técnicas mais utilizadas para destinação final
do cascalho de perfuração usada pela indústria de petróleo são:
• Aterros controlados;
• Pavimentação de rodovias;
• Diques enterrados próximos a poços perfurados;
• Re-injeção em poços de petróleo inativos;
• Armazenamentos em cavernas de sal;
• Tratamento Térmico;
• Re-uso após tratamento prévio;
• Métodos de Inertização.
Em concordância com Veil et al. (op. cit.), Chen et al. (2007) menciona que
a prática de tratamento mais utilizada para cascalhos produzidos on-shore em
quase todos os países produtores de petróleo, é a sua disposição em diques ou em
aterros para resíduos sólidos perigosos.
No Brasil, por muito tempo era comum a adoção de diques enterrados para
destinação final do cascalho na proximidade do poço perfurado. O cascalho não
recebia nenhum tratamento prévio para reduzir seu grau de contaminação. Esses
diques enterrados podem hoje serem considerados com um passivo da indústria de
petróleo nacional, sendo que não há registro exato sobre a localização nem a
quantidade existente destes materiais enterrados.
Para o cascalho produzido off-shore ainda é largamente utilizado o descarte
do cascalho produzido diretamente no mar. No Brasil, conforme menciona
Schaffel (2002), a Petrobras considera como “boa prática” em águas brasileiras o
descarte de cascalho com até 10% de fluido aderido. Isto se dá por não haver no
Brasil uma regulamentação que limite o uso de fluidos de perfuração em
perfuração off-shore, embora se tenha um grupo de trabalho formado por
profissionais do IBP (Instituto Brasileiro de Petróleo) e da Coordenação Geral de
Petróleo e Gás do IBAMA (CGOEG/IBAMA) que esteja tratando da sua criação.
Esta será a primeira norma legal no país sobre o assunto. Segundo a revista TN

Capítulo 2 - Revisão Bibliográfica 37
Petróleo (2009), a minuta desenvolvida pelo Instituto, foi apresentada ao IBAMA
em dezembro de 2008.
Atualmente em atividades de perfuração on-shore no Brasil, adota-se como
solução principal a destinação do resíduo de perfuração para aterro de resíduos
perigosos. A Figura 2-5 apresenta a central de resíduos de Alto Jericó, onde são
lançados resíduos oriundos de poços escavados pela Petrobrás no Campo de
Carmópolis - SE.
Figura 2-5 – Central de Resíduos do Alto Jericó - Sergipe.
Algumas sondas de perfuração de poços de petróleo utilizam um sistema de
controle de sólidos, que têm a finalidade principal de reduzir o custo da
perfuração pelo reaproveitamento do fluido de perfuração.
Conforme descreve Schaffel (2002), um sistema típico de controle de
sólidos é composto inicialmente de uma peneira vibratória onde são separados do
fluido os sólidos mais grosseiros. Em seguida o fluido passa por um conjunto de
dois a quatro hidrociclones de cerca de 20 a 50 cm de diâmetro. A função de um
hidrociclone, também chamado de desareiador, é acelerar o processo natural de
decantação de partículas de um fluido, nesse caso, basicamente a areia. Em
seguida a lama de perfuração passa por outro hidrociclone onde ocorre separação
de partículas da faixa silte do fluido. Segundo o autor, a depender do poço podem
haver de oito a doze hidrociclones que separam partículas da faixa granulométrica
silte.
Capítulo 2 - Revisão Bibliográfica 38
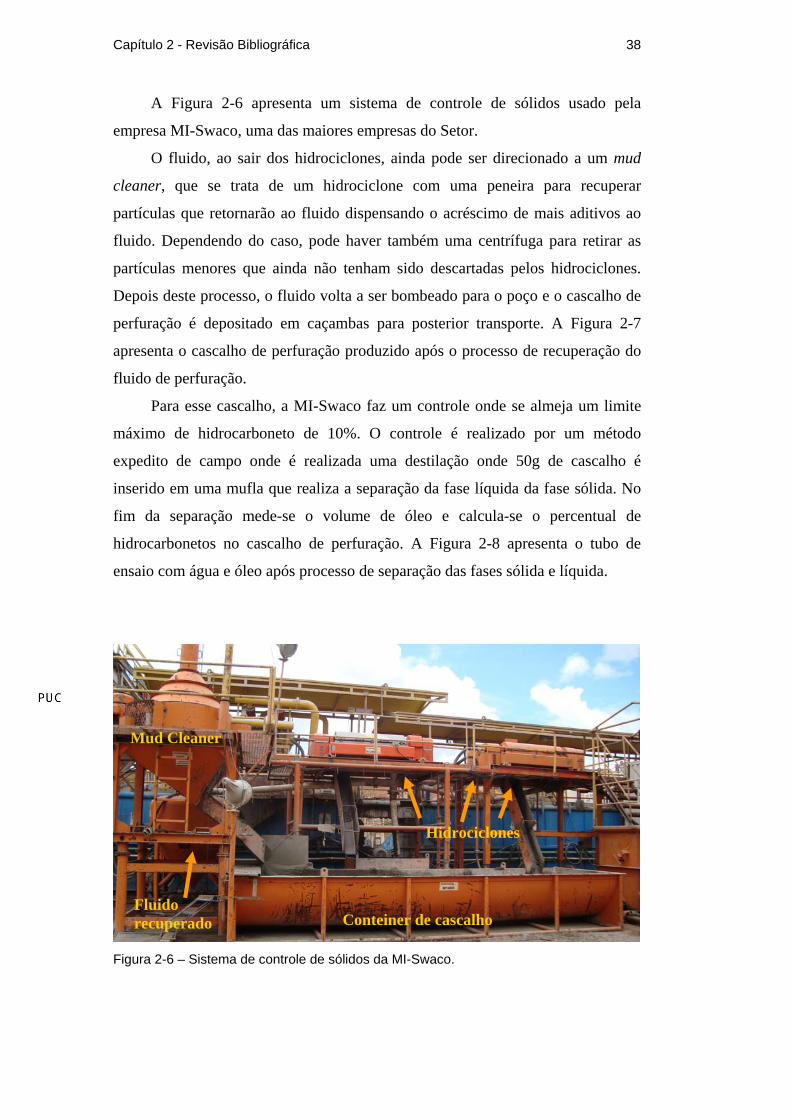
A Figura 2-6 apresenta um sistema de controle de sólidos usado pela
empresa MI-Swaco, uma das maiores empresas do Setor.
O fluido, ao sair dos hidrociclones, ainda pode ser direcionado a um mud
cleaner, que se trata de um hidrociclone com uma peneira para recuperar
partículas que retornarão ao fluido dispensando o acréscimo de mais aditivos ao
fluido. Dependendo do caso, pode haver também uma centrífuga para retirar as
partículas menores que ainda não tenham sido descartadas pelos hidrociclones.
Depois deste processo, o fluido volta a ser bombeado para o poço e o cascalho de
perfuração é depositado em caçambas para posterior transporte. A Figura 2-7
apresenta o cascalho de perfuração produzido após o processo de recuperação do
fluido de perfuração.
Para esse cascalho, a MI-Swaco faz um controle onde se almeja um limite
máximo de hidrocarboneto de 10%. O controle é realizado por um método
expedito de campo onde é realizada uma destilação onde 50g de cascalho é
inserido em uma mufla que realiza a separação da fase líquida da fase sólida. No
fim da separação mede-se o volume de óleo e calcula-se o percentual de
hidrocarbonetos no cascalho de perfuração. A Figura 2-8 apresenta o tubo de
ensaio com água e óleo após processo de separação das fases sólida e líquida.
Figura 2-6 – Sistema de controle de sólidos da MI-Swaco.
Hidrociclones
Conteiner de cascalho
Mud Cleaner
Fluido recuperado

Capítulo 2 - Revisão Bibliográfica 39
Figura 2-7 - Cascalho de perfuração produzido após o processo de recuperação do fluido
de perfuração.
Figura 2-8 – Fase líquida destilada do cascalho de perfuração.
A Petrobras adota também como alternativa para tratamento do cascalho de
perfuração a queima em fornos de clinquer de cimenteiras, a um custo de R$
350,00 por tonelada de cascalho de perfuração (Petrobras, 2009). Neste processo
os resíduos industriais alimentam, junto com o combustível, o maçarico do forno,
que opera a 2000°C, temperatura que destrói o resíduo de forma integral. A fração
mineral do resíduo vira matéria-prima, sem gerar novos resíduos ou alterar a
qualidade do produto final.
De acordo com Chen (2007), o custo para tratamento do cascalho em
Taiwan é da ordem de $ 300.000 por poço perfurado. O autor menciona, que a
Saídas do Hidrociclones
Cascalho de perfuração

Capítulo 2 - Revisão Bibliográfica 40
quantidade média de resíduo produzido por poço é cerca de 4.500 toneladas, o que
resulta em quase US$ 67,00 por tonelada de cascalho gerada.
Morillon (2002) apresenta a experiência de destinação de cascalho de
perfuração em aterros controlados no Campo de Mabruk, Líbia. Em geral esse
resíduo sofre um pré-tratamento físico ou térmico. No campo de Mabruk o aterro
controlado, visto na Figura 2-9, foi projetado com uma impermeabilização de
fundo para evitar a contaminação do solo e da água subterrânea. O topo do aterro
controlado também era impermeabilizado mesmo durante a sua fase de operação,
recebendo uma cobertura final ao término de sua capacidade. Este aterro ainda era
dotado de um sistema de drenagem superficial para minimizar a contaminação do
meio físico.
Figura 2-9 – Aterro controlado de Mabruk, Líbia (Morillon, 2002).
Em relação ao tema deste trabalho, Page et al. (2004) sugere que 30% dos
programas de remediação da Agência de Proteção Ambiental dos Estados Unidos
envolvem técnicas de solidificação e estabilização. Essa técnica, denominada no
Brasil de encapsulamento, consiste em produzir uma estrutura sólida monolítica
inerte e dessa forma prover a imobilização de compostos perigosos ou reduzir o
potencial de lixiviação desses compostos. O processo de encapsulamento é a
combinação de dois processos. A solidificação a qual produz uma estrutura sólida
a partir do resíduo incorporado a uma massa cimentante e a estabilização que
consiste em uma reação química a qual torna os componentes perigosos menos
Capítulo 2 - Revisão Bibliográfica 41
susceptível ao processo de lixiviação e solubilização. Segundo o autor, o uso
dessa técnica no tratamento de cascalho de perfuração é ainda muito limitado.
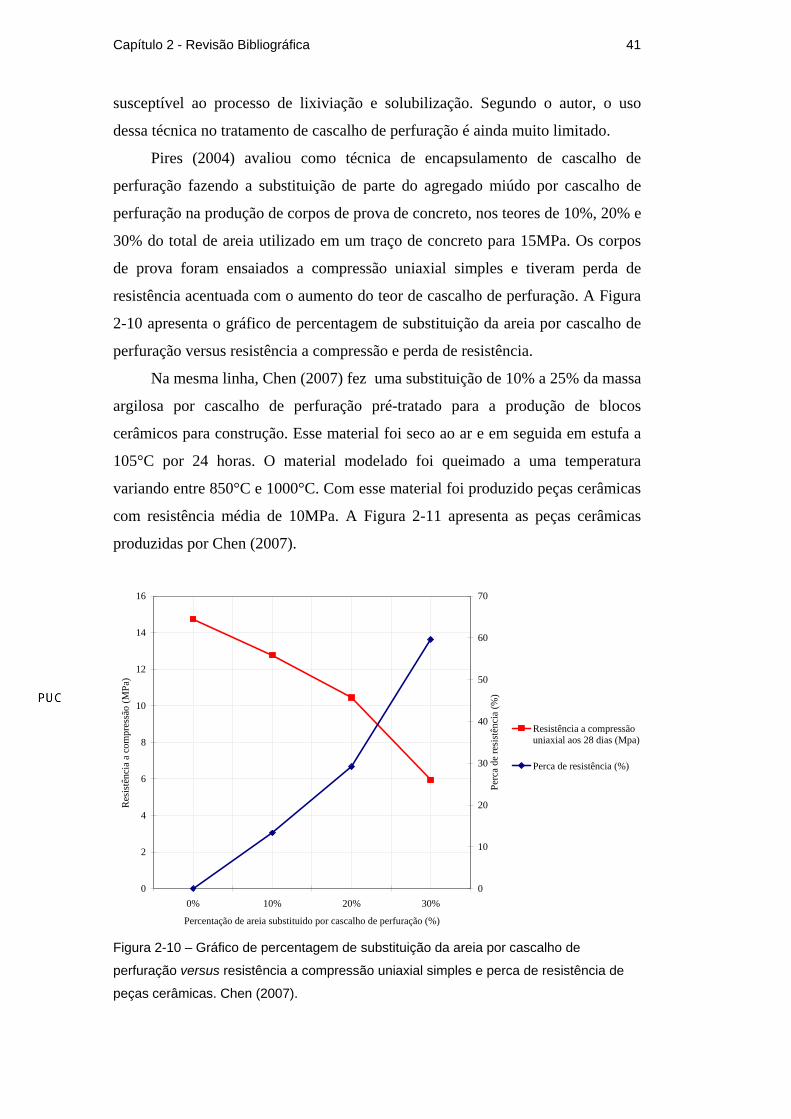
Pires (2004) avaliou como técnica de encapsulamento de cascalho de
perfuração fazendo a substituição de parte do agregado miúdo por cascalho de
perfuração na produção de corpos de prova de concreto, nos teores de 10%, 20% e
30% do total de areia utilizado em um traço de concreto para 15MPa. Os corpos
de prova foram ensaiados a compressão uniaxial simples e tiveram perda de
resistência acentuada com o aumento do teor de cascalho de perfuração. A Figura
2-10 apresenta o gráfico de percentagem de substituição da areia por cascalho de
perfuração versus resistência a compressão e perda de resistência.
Na mesma linha, Chen (2007) fez uma substituição de 10% a 25% da massa
argilosa por cascalho de perfuração pré-tratado para a produção de blocos
cerâmicos para construção. Esse material foi seco ao ar e em seguida em estufa a
105°C por 24 horas. O material modelado foi queimado a uma temperatura
variando entre 850°C e 1000°C. Com esse material foi produzido peças cerâmicas
com resistência média de 10MPa. A Figura 2-11 apresenta as peças cerâmicas
produzidas por Chen (2007).
0
2
4
6
8
10
12
14
16
0% 10% 20% 30%
Percentação de areia substituido por cascalho de perfuração (%)
Res
istê
ncia
a c
ompr
essã
o (M
Pa)
0
10
20
30
40
50
60
70
Perc
a de
resi
stên
cia
(%)
Resistência a compressãouniaxial aos 28 dias (Mpa)
Perca de resistência (%)
Figura 2-10 – Gráfico de percentagem de substituição da areia por cascalho de
perfuração versus resistência a compressão uniaxial simples e perca de resistência de
peças cerâmicas. Chen (2007).

Capítulo 2 - Revisão Bibliográfica 42
Figura 2-11 - Peças cerâmicas produzidas por Chen (2007).
Depois da disposição em aterros, as técnicas de tratamento térmico são as
mais utilizadas para tratamento do cascalho de perfuração, conforme atesta
Morilon (2002). No campo de Canadon na Argentina o cascalho de perfuração é
tratado por meio do processo de incineração. Esse processo consiste em eliminar
compostos orgânicos adsorvidos a fase sólida. Um incinerador rotativo que opera
numa temperatura entre 1200°C a 1500°C tem a capacidade de tratar várias
toneladas de cascalho por dia produzindo apenas cinzas, tratando ainda as
emissões produzidas durante o processo de oxidação.
A dessorção térmica também é muito utilizada para remediação de cascalho
de perfuração. Essa técnica é menos destrutiva que a incineração uma vez que tem
uma temperatura de operação em torno de 400°C. Na dessorção térmica o
aquecimento do resíduo promove a sua descontaminação como também pode
favorecer a recuperação do óleo adsorvido ao resíduo. Em muitos os casos após
processo de dessorção térmica o resíduo tratado pode ser destinado a um aterro ou
ser reutilizado.
Alba (2007) considera a tecnologia de tratamento mais inovadora para o
cascalho de perfuração seja a re-injeção. O processo de re-injeção de cascalho de
perfuração é feito pela injeção hidráulica da lama de perfuração numa formação
subsuperficial o qual ficará permanentemente isolado e a uma profundidade
segura onde uma camada selante impende a propagação do resíduo injetado a
superfície. Esta técnica garante que nenhum resíduo de perfuração seja depositado
Capítulo 2 - Revisão Bibliográfica 43
na superfície e reduz o risco de contaminação durante o transporte. É ideal para
exploração off-shore, porém ainda possui um custo elevado em comparação com
as outras técnicas existentes.
2.4. Incorporação de resíduos na produção de cerâmica vermelha
A indústria de cerâmica vermelha como se refere o próprio nome é o setor
da indústria cerâmica responsável pela produção de materiais de coloração
avermelhada empregados na construção civil. Esta indústria é a responsável pela
produção de tijolos, blocos, telhas, elementos vazados, lajes, tubos cerâmicos,
argilas expandidas e também de utensílios de uso doméstico e de adorno. Segundo
os dados da Associação Brasileira de Cerâmica (ABC) de 2003, essa indústria
possui no Brasil 7 mil unidades produtoras, as quais geram diretamente 214 mil
empregos, com um faturamento de R$ 4,2 bilhões. Essa indústria é a segunda
maior consumidora de massas argilosas, perdendo apenas para a construção civil,
e em 2003 consumiu 82 bilhões de toneladas de massa argilosa.
Da natureza deste setor, a qual tem uma demanda por grandes volumes de
materiais, essa indústria se apresenta com uma forte potencial de utilização de
resíduos incorporados a sua matéria prima, promovendo a reciclagem de resíduos
e reduzindo o consumo de sua matéria prima básica. E assim, aumentando a vida
útil das jazidas de massas argilosas e a redução do volume de resíduos, os quais
muitas vezes são dispostos em aterros.
A matéria-prima utilizada na produção de cerâmica vermelha é bastante
heterogênea, essa possui uma variedade de minerais e argilominerais que produz
um aspecto e propriedades tecnológicas diferenciadas do produto acabado. A
incorporação de resíduos no processo produtivo de cerâmica vermelha, a depender
das características desses, é de fácil implementação, e sendo introduzida na planta
industrial, não modificaria a estrutura do processo cerâmico.
Neste cenário, estão disponíveis na literatura diversos trabalhos a respeito de
incorporação de resíduos na produção industrial cerâmica. Entretanto a
incorporação desses resíduos, em quase toda a sua totalidade se dá pela adição de
resíduos inertes. A utilização de resíduos não inertes ou até mesmo resíduos
perigosos ainda é restrito.
Capítulo 2 - Revisão Bibliográfica 44
De acordo com Xavier et al (2005) é importante ressaltar que a massa
cerâmica consegue absorver vários tipos de materiais, sendo que cada material
pode ter variações no produto final, esses devem ser cuidadosamente avaliados e
tratados para fins de aceitação na comunidade científica e comercial.
Xavier et al. (2005) utilizou resíduo de granito incorporado a massa argilosa
para produção de cerâmica vermelha. Onde experimentalmente foi simulada a
degradação para avaliação da durabilidade das peças cerâmicas produzidas. Para
isso, foram realizados ensaios de lixiviação acelerada, ensaios de ciclagem de
umedecimento e secagem, e ambos ensaios comparados a degradação natural.
Neste trabalho foram utilizados 5% e 10% de resíduo adicionado a massa argilosa,
e foram avaliados para diferentes temperaturas de queima. Os resultados foram
satisfatórios, sendo que os materiais incorporados com 5% de resíduo tiveram
maior durabilidade que os materiais produzidos sem a incorporação de resíduo,
para a temperatura de queima de 900°C. A Figura 2-12 apresenta os resultados de
tensão de ruptura a flexão com o tempo de degradação para as peças cerâmicas
produzidas com adição de resíduo de granito. Onde na Figura 2-12(a) apresenta os
resultados sem adição de resíduo, e as Figuras 2-12(b) e 2-12(c) mostram os
resultados das peças produzidas com 5% e 10% de resíduo de granito.
Mothé Filho et al. (2001) também estudaram as propriedades térmicas e
mecânicas da incorporação de resíduo de granito em 5% e 10% na massa
cerâmica. Os resultados mostraram que a resistência mecânica da peça comercial
foi de 1,4 MPa, enquanto que com 5% e 10% de rejeito incorporado foi de 2,5
MPa e 2,1 MPa respectivamente.
Domínguez (1996) atesta a viabilidade de utilização de resíduos sólidos
gerados por fábricas de pelotização de minério de ferro. Estas fábricas produzem
cerca de 27 mil toneladas de resíduo por ano na Argentina, e empregam este
resíduo incorporado na massa cerâmica a 20%. Segundo o autor, o processo
produz “tijolos ecológicos” de boa qualidade com emissão de gases perigosos
dentro dos limites aceitáveis.

Capítulo 2 - Revisão Bibliográfica 45
(a)
(b) (c)
Figura 2-12 – Resultados de degradação de peças cerâmicas incorporadas com resíduo
de granito (Xavier, 2005).
A utilização de resíduos da indústria de petróleo adicionados a massa
argilosa para produção de cerâmica vermelha foi estudada por Alves (2005). Em
seus experimentos foram utilizados solos já utilizados na indústria cerâmica no
estado de Sergipe, onde as borras foram adicionadas à massa para confecção dos
blocos cerâmicos nos percentuais de 0% (testemunha), 5%, 10%, 15%, 20% e
25% em relação ao peso total da massa de argila.
As análises realizadas nos blocos cerâmicos produzidos com incorporação
de borra oleosa em teores variando de 0 a 25% em peso mostraram que a
resistência mecânica é inversamente proporcional ao aumento do teor de borra
incorporada. O estudo ainda constatou que o aumento da absorção de água é
diretamente proporcional ao aumento do teor de borra incorporada, que há
Capítulo 2 - Revisão Bibliográfica 46
formação de eflorescência nos blocos para todos os níveis de incorporação e que o
aumento do teor de sais solúveis no material resultante é diretamente proporcional
ao aumento do teor de borra incorporada limitando a incorporação de borra oleosa
em até 20% em peso.
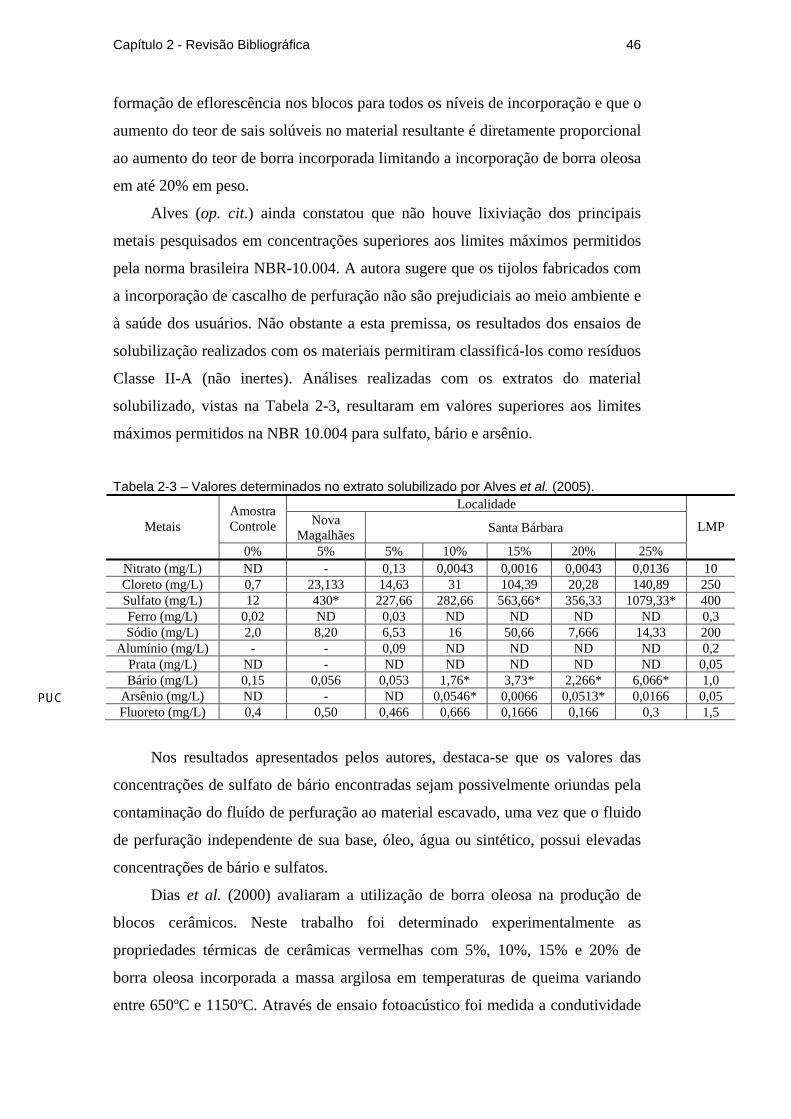
Alves (op. cit.) ainda constatou que não houve lixiviação dos principais
metais pesquisados em concentrações superiores aos limites máximos permitidos
pela norma brasileira NBR-10.004. A autora sugere que os tijolos fabricados com
a incorporação de cascalho de perfuração não são prejudiciais ao meio ambiente e
à saúde dos usuários. Não obstante a esta premissa, os resultados dos ensaios de
solubilização realizados com os materiais permitiram classificá-los como resíduos
Classe II-A (não inertes). Análises realizadas com os extratos do material
solubilizado, vistas na Tabela 2-3, resultaram em valores superiores aos limites
máximos permitidos na NBR 10.004 para sulfato, bário e arsênio.
Tabela 2-3 – Valores determinados no extrato solubilizado por Alves et al. (2005).
Localidade Amostra Controle Nova
Magalhães Santa Bárbara Metais
0% 5% 5% 10% 15% 20% 25%
LMP
Nitrato (mg/L) ND - 0,13 0,0043 0,0016 0,0043 0,0136 10 Cloreto (mg/L) 0,7 23,133 14,63 31 104,39 20,28 140,89 250 Sulfato (mg/L) 12 430* 227,66 282,66 563,66* 356,33 1079,33* 400 Ferro (mg/L) 0,02 ND 0,03 ND ND ND ND 0,3 Sódio (mg/L) 2,0 8,20 6,53 16 50,66 7,666 14,33 200
Alumínio (mg/L) - - 0,09 ND ND ND ND 0,2 Prata (mg/L) ND - ND ND ND ND ND 0,05 Bário (mg/L) 0,15 0,056 0,053 1,76* 3,73* 2,266* 6,066* 1,0
Arsênio (mg/L) ND - ND 0,0546* 0,0066 0,0513* 0,0166 0,05 Fluoreto (mg/L) 0,4 0,50 0,466 0,666 0,1666 0,166 0,3 1,5
Nos resultados apresentados pelos autores, destaca-se que os valores das
concentrações de sulfato de bário encontradas sejam possivelmente oriundas pela
contaminação do fluído de perfuração ao material escavado, uma vez que o fluido
de perfuração independente de sua base, óleo, água ou sintético, possui elevadas
concentrações de bário e sulfatos.
Dias et al. (2000) avaliaram a utilização de borra oleosa na produção de
blocos cerâmicos. Neste trabalho foi determinado experimentalmente as
propriedades térmicas de cerâmicas vermelhas com 5%, 10%, 15% e 20% de
borra oleosa incorporada a massa argilosa em temperaturas de queima variando
entre 650ºC e 1150ºC. Através de ensaio fotoacústico foi medida a condutividade
Capítulo 2 - Revisão Bibliográfica 47
térmica das amostras padrão e com adição de borra de petróleo. Os resultados
mostraram maior condutividade térmica na amostra com 5% de resíduo por
apresentar fases metálicas encapsuladas envolvidas pela massa cerâmica.
A adição de Resíduo perigoso Classe I, de acordo com a NBR 10.004 –
Classificação de Resíduos, na adição a massas argilosas para produção de
cerâmica vermelha foi estuda por Balaton et al.(2002). Em seu trabalho foi
avaliado a adição de resíduos sólidos galvânicos na produção de cerâmica
vermelha. Os resíduos sólidos galvânicos representam um encargo vultuoso para
empresas responsáveis por sua geração e disposição. Os resíduos galvânicos
possuem componentes em altas concentrações que trazem riscos ao meio
ambiente quando estocados ou descartados inadequadamente. O resíduo é
composto por metais utilizados no processo de galvanização, decantados por um
aditivo a base de ferro. Para que os componentes constituintes desta lama
galvânica fossem inertizados, a lama foi introduzida em massa de cerâmica
vermelha. O estudo apresenta a influência desta lama galvânica nas propriedades
físicas dos produtos cerâmicos, realizando-se ensaios nos produtos secos e
queimados. Avaliaram-se os riscos ambientais da incorporação desta lama, rica
em metais pesados, mediante testes de lixiviação e solubilização nos produtos
cerâmicos após serem submetidos à queima. Os resultados demonstraram a
viabilidade técnica para a incorporação de resíduo sólido galvânico em massas de
cerâmica vermelha.
Balaton et al. (2002) sugere que a capacidade de troca catiônica dos
materiais argilosos favorece a inertização de resíduos. As propriedades coloidais
destes materiais faz com que os metais, encontrados na forma de íons, sejam
adsorvidos pela camada dupla das partículas de argila. No entanto, este processo
não garante a imobilização dos íons, fazendo-se necessária à realização dos
ensaios de lixiviação e solubilização no produto após a adição do resíduo ao
material argiloso e sua posterior queima. Ressalta-se ainda que o processo térmico
pode potencializar as reações químicas entre os metais da lama e os demais
componentes da massa, gerando novos sub-produtos (e.g., dioxinas e furanos).
Em seu programa experimental, Balaton et al.(2002) realizou uma série de
testes de lixiviação e solubilização na massa argilosa com 2% de resíduo lavado,
após a sua queima a 900°C. Os resultados mostraram que houve inertização dos
metais, pois as concentrações dos extratos do solubilizado e do lixiviado
Capítulo 2 - Revisão Bibliográfica 48
apresentaram valores dos elementos e compostos listados nos Anexos F e G da
norma NBR-10.0004 abaixo do limite máximo permitido. No entanto, a
quantidade de óxido de ferro encontrada nos extratos ficou acima do valor
máximo permitido. Ressalta-se que este composto apresenta uma alta
concentração na matéria prima.
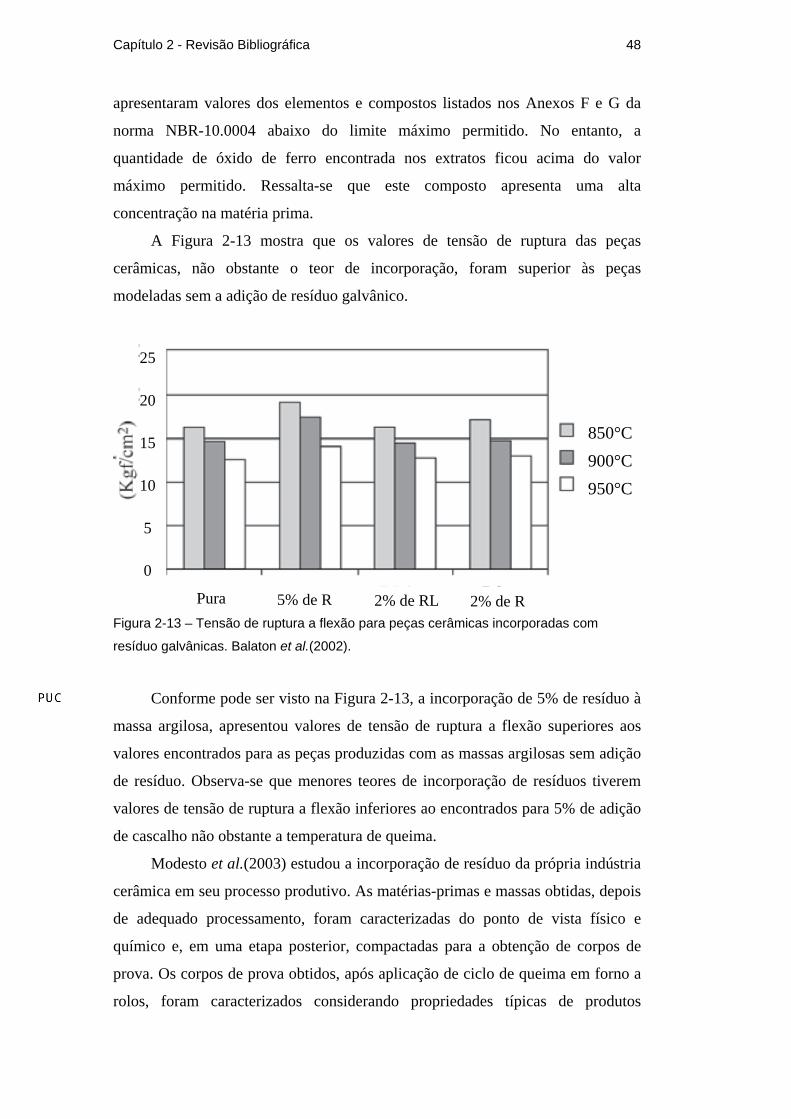
A Figura 2-13 mostra que os valores de tensão de ruptura das peças
cerâmicas, não obstante o teor de incorporação, foram superior às peças
modeladas sem a adição de resíduo galvânico.
Figura 2-13 – Tensão de ruptura a flexão para peças cerâmicas incorporadas com
resíduo galvânicas. Balaton et al.(2002).
Conforme pode ser visto na Figura 2-13, a incorporação de 5% de resíduo à
massa argilosa, apresentou valores de tensão de ruptura a flexão superiores aos
valores encontrados para as peças produzidas com as massas argilosas sem adição
de resíduo. Observa-se que menores teores de incorporação de resíduos tiverem
valores de tensão de ruptura a flexão inferiores ao encontrados para 5% de adição
de cascalho não obstante a temperatura de queima.
Modesto et al.(2003) estudou a incorporação de resíduo da própria indústria
cerâmica em seu processo produtivo. As matérias-primas e massas obtidas, depois
de adequado processamento, foram caracterizadas do ponto de vista físico e
químico e, em uma etapa posterior, compactadas para a obtenção de corpos de
prova. Os corpos de prova obtidos, após aplicação de ciclo de queima em forno a
rolos, foram caracterizados considerando propriedades típicas de produtos
Pura 5% de R 2% de RL 2% de R
850°C 900°C 950°C
25
20
15
10
5
0
Capítulo 2 - Revisão Bibliográfica 49
cerâmicos acabados. Segundo os autores, os resultados mostram que as massas
consideradas neste trabalho atendem os requisitos das normas de certificação de
produtos cerâmicos acabados sendo potenciais candidatas a obtenção de
pavimentos cerâmicos “ecológicos” com propriedades e custos reduzidos.
3 Programa Experimental - Coleta e Caracterização dos Materiais
O programa das atividades práticas experimentais teve como finalidade
avaliar a viabilidade do processo de solidificação e estabilização como alternativa
para remediação do cascalho de perfuração produzidos nas referidas regiões.
Neste sentido, todo o programa experimental teve como objetivo principal, avaliar
o uso do cascalho de perfuração como material de construção. Para isso, o
cascalho foi incorporado a materiais terrosos com a finalidade de reutilizá-lo
como: produção de cerâmica vermelha e como material para base de pavimentos.
No desenvolvimento do programa experimental, realizadas neste trabalho,
foram utilizados solos e cascalhos de perfuração do Recôncavo Baiano e dos
estados de Alagoas e Sergipe.
A primeira etapa dos testes para tratamento do cascalho de perfuração foi
realizada com materiais proveniente dos campos de produção da Petrobras, no
Recôncavo Baiano. Foram coletados em campo inicialmente quatro solos de
diferentes regiões, e utilizado um único cascalho de perfuração para incorporação
a massa de solo.
A segunda etapa foi realizada com materiais provenientes dos campos de
produção da Petrobras, localizados nos Estados de Alagoas e Sergipe. Para essa
etapa de avaliação foram utilizados dois tipos de solos argilosos aos quais foram
incorporados quatro diferentes cascalhos de perfuração.
Na terceira etapa de experimentos foi escolhido um material do recôncavo
Baiano para ser utilizado como padrão nos testes de durabilidade e degradação
acelerada das peças cerâmicas produzidas.
Na realização do programa experimental foi avaliada a incorporação do
cascalho de perfuração a solos da região onde o cascalho de perfuração é
disponível e produzido. Tomou-se esse cuidado, devido à utilização dos solos da
região ser uma alternativa mais econômica.
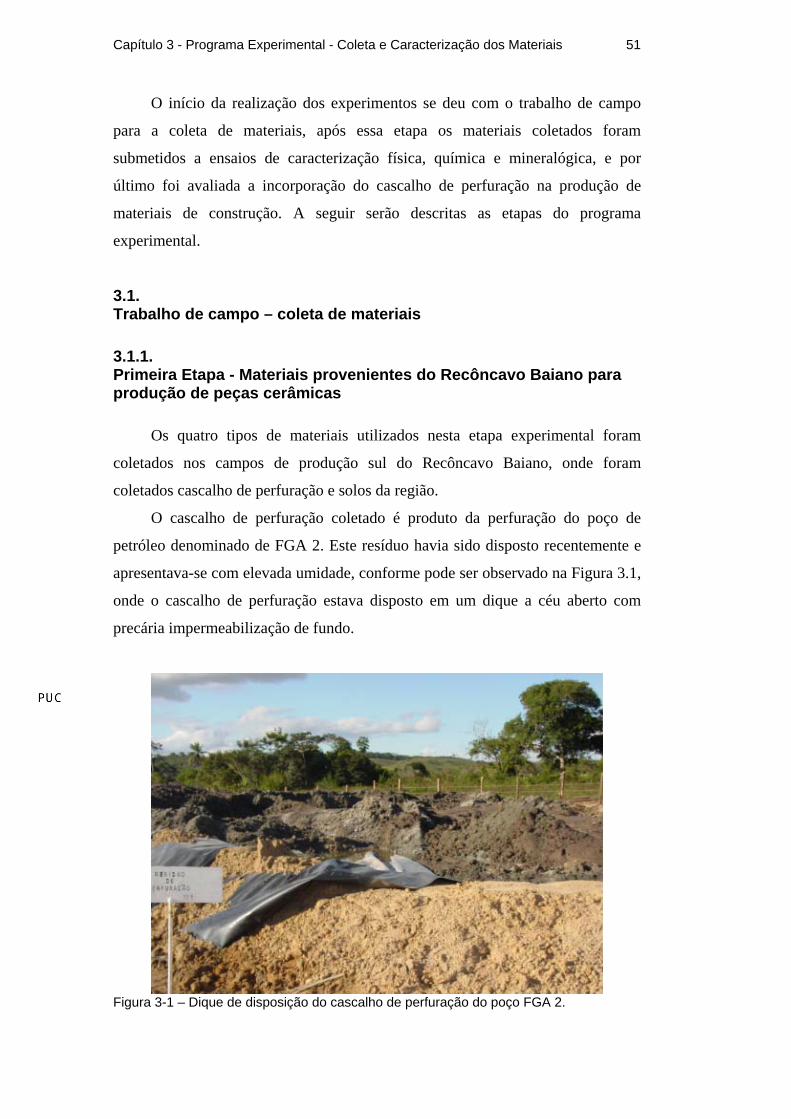
Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 51
O início da realização dos experimentos se deu com o trabalho de campo
para a coleta de materiais, após essa etapa os materiais coletados foram
submetidos a ensaios de caracterização física, química e mineralógica, e por
último foi avaliada a incorporação do cascalho de perfuração na produção de
materiais de construção. A seguir serão descritas as etapas do programa
experimental.
3.1. Trabalho de campo – coleta de materiais
3.1.1. Primeira Etapa - Materiais provenientes do Recôncavo Baiano para produção de peças cerâmicas
Os quatro tipos de materiais utilizados nesta etapa experimental foram
coletados nos campos de produção sul do Recôncavo Baiano, onde foram
coletados cascalho de perfuração e solos da região.
O cascalho de perfuração coletado é produto da perfuração do poço de
petróleo denominado de FGA 2. Este resíduo havia sido disposto recentemente e
apresentava-se com elevada umidade, conforme pode ser observado na Figura 3.1,
onde o cascalho de perfuração estava disposto em um dique a céu aberto com
precária impermeabilização de fundo.
Figura 3-1 – Dique de disposição do cascalho de perfuração do poço FGA 2.
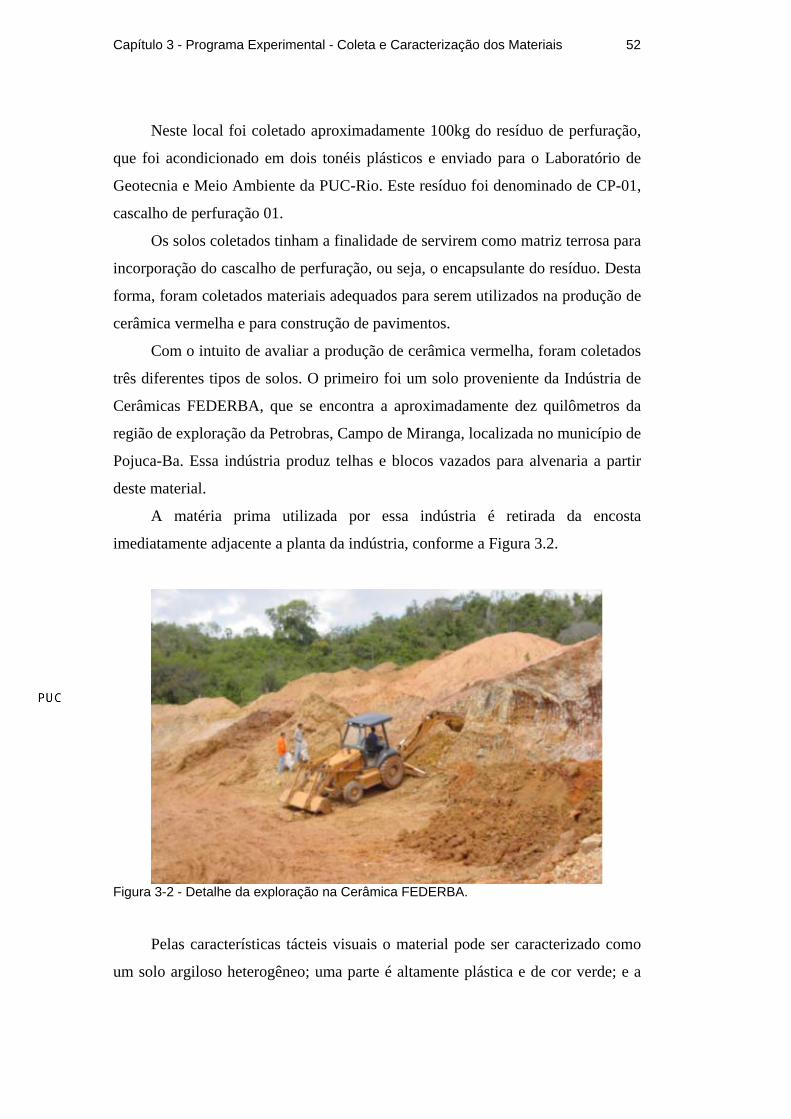
Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 52
Neste local foi coletado aproximadamente 100kg do resíduo de perfuração,
que foi acondicionado em dois tonéis plásticos e enviado para o Laboratório de
Geotecnia e Meio Ambiente da PUC-Rio. Este resíduo foi denominado de CP-01,
cascalho de perfuração 01.
Os solos coletados tinham a finalidade de servirem como matriz terrosa para
incorporação do cascalho de perfuração, ou seja, o encapsulante do resíduo. Desta
forma, foram coletados materiais adequados para serem utilizados na produção de
cerâmica vermelha e para construção de pavimentos.
Com o intuito de avaliar a produção de cerâmica vermelha, foram coletados
três diferentes tipos de solos. O primeiro foi um solo proveniente da Indústria de
Cerâmicas FEDERBA, que se encontra a aproximadamente dez quilômetros da
região de exploração da Petrobras, Campo de Miranga, localizada no município de
Pojuca-Ba. Essa indústria produz telhas e blocos vazados para alvenaria a partir
deste material.
A matéria prima utilizada por essa indústria é retirada da encosta
imediatamente adjacente a planta da indústria, conforme a Figura 3.2.
Figura 3-2 - Detalhe da exploração na Cerâmica FEDERBA.
Pelas características tácteis visuais o material pode ser caracterizado como
um solo argiloso heterogêneo; uma parte é altamente plástica e de cor verde; e a
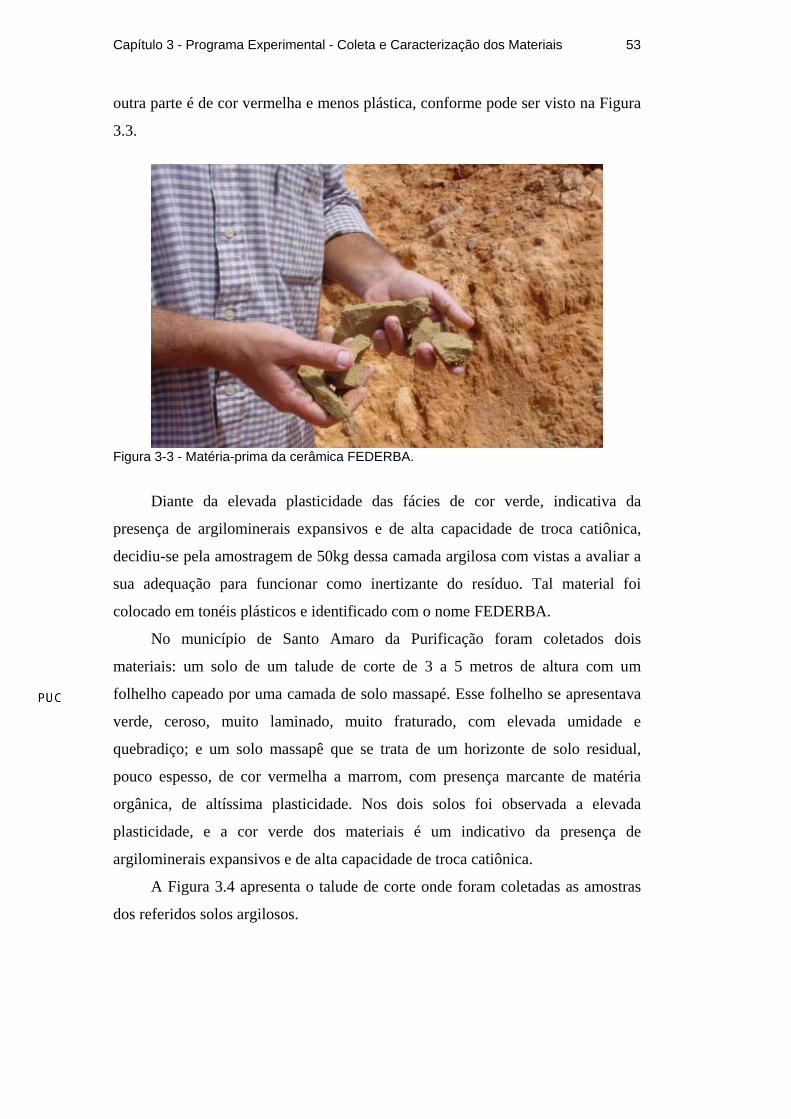
Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 53
outra parte é de cor vermelha e menos plástica, conforme pode ser visto na Figura
3.3.
Figura 3-3 - Matéria-prima da cerâmica FEDERBA.
Diante da elevada plasticidade das fácies de cor verde, indicativa da
presença de argilominerais expansivos e de alta capacidade de troca catiônica,
decidiu-se pela amostragem de 50kg dessa camada argilosa com vistas a avaliar a
sua adequação para funcionar como inertizante do resíduo. Tal material foi
colocado em tonéis plásticos e identificado com o nome FEDERBA.
No município de Santo Amaro da Purificação foram coletados dois
materiais: um solo de um talude de corte de 3 a 5 metros de altura com um
folhelho capeado por uma camada de solo massapé. Esse folhelho se apresentava
verde, ceroso, muito laminado, muito fraturado, com elevada umidade e
quebradiço; e um solo massapê que se trata de um horizonte de solo residual,
pouco espesso, de cor vermelha a marrom, com presença marcante de matéria
orgânica, de altíssima plasticidade. Nos dois solos foi observada a elevada
plasticidade, e a cor verde dos materiais é um indicativo da presença de
argilominerais expansivos e de alta capacidade de troca catiônica.
A Figura 3.4 apresenta o talude de corte onde foram coletadas as amostras
dos referidos solos argilosos.

Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 54
Figura 3-4 - Talude de corte onde foram coletadas as amostras de solos argilosos.
Nesse talude foram coletados 50kg de cada material denominados de Santo
Amaro Verde e Santo Amaro Vermelho. Nesses solos se buscava incorporar
cascalhos de perfuração com vista à produção de materiais cerâmicos.
3.1.2. Segunda Etapa - Materiais provenientes de Alagoas e Sergipe para produção de peças cerâmicas
A segunda fase do programa experimental foi realizada com materiais
provenientes de campos produtores da Unidade Sergipe-Alagoas da Petrobrás. Em
Sergipe, foram visitados os campos de Carmópolis e Siriri. Em Alagoas, as visitas
foram realizadas nos campos de Anambé e Pilar.
Nos materiais provenientes desta região, pretendia-se incorporar o cascalho
de perfuração na produção de cerâmica vermelha. Para isso, foram realizadas
visitas nas proximidades dos campos de petróleo para observar as indústrias
cerâmicas locais. Essas visitas tiveram o objetivo de avaliar a matéria-prima
empregada na confecção de peças cerâmicas.
No Estado de Sergipe, no campo de produção de Carmópolis, se visitou a
central de Resíduos de Jericó, localizada no Alto Jericó. A Central conta com uma
série de diques nos quais são dispostos os resíduos oleosos. Os resíduos estocados
Folhelho
Massapê
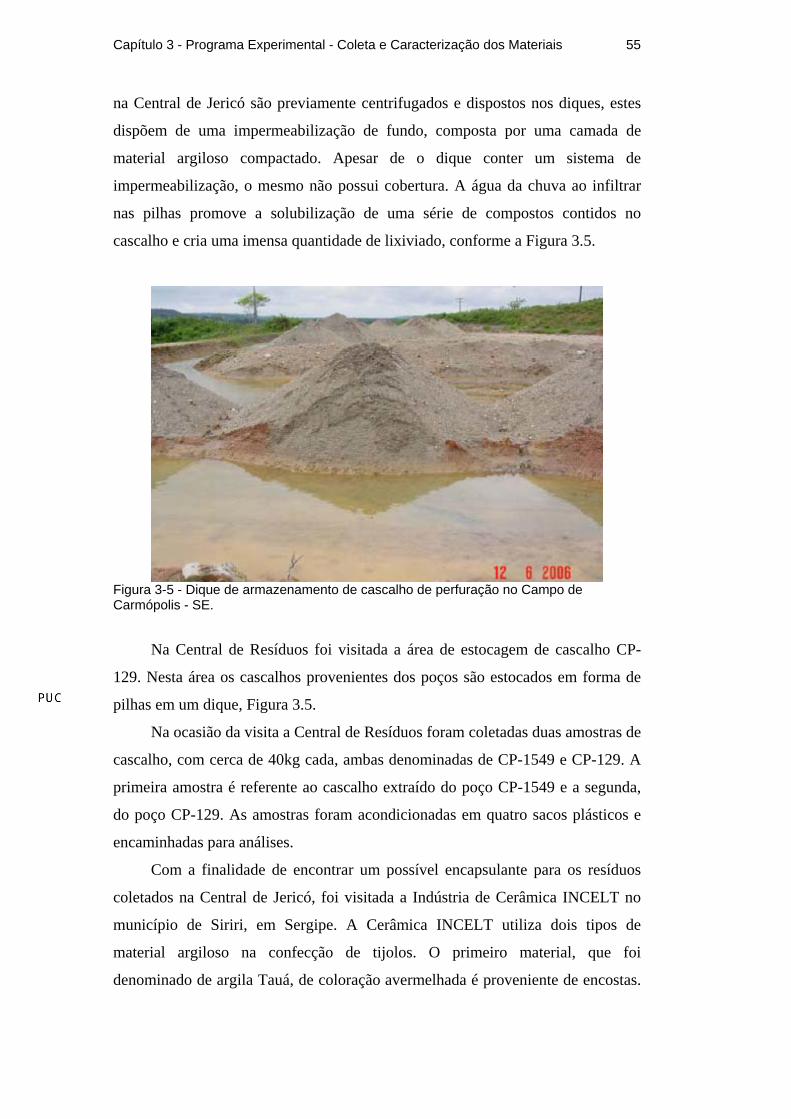
Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 55
na Central de Jericó são previamente centrifugados e dispostos nos diques, estes
dispõem de uma impermeabilização de fundo, composta por uma camada de
material argiloso compactado. Apesar de o dique conter um sistema de
impermeabilização, o mesmo não possui cobertura. A água da chuva ao infiltrar
nas pilhas promove a solubilização de uma série de compostos contidos no
cascalho e cria uma imensa quantidade de lixiviado, conforme a Figura 3.5.
Figura 3-5 - Dique de armazenamento de cascalho de perfuração no Campo de Carmópolis - SE.
Na Central de Resíduos foi visitada a área de estocagem de cascalho CP-
129. Nesta área os cascalhos provenientes dos poços são estocados em forma de
pilhas em um dique, Figura 3.5.
Na ocasião da visita a Central de Resíduos foram coletadas duas amostras de
cascalho, com cerca de 40kg cada, ambas denominadas de CP-1549 e CP-129. A
primeira amostra é referente ao cascalho extraído do poço CP-1549 e a segunda,
do poço CP-129. As amostras foram acondicionadas em quatro sacos plásticos e
encaminhadas para análises.
Com a finalidade de encontrar um possível encapsulante para os resíduos
coletados na Central de Jericó, foi visitada a Indústria de Cerâmica INCELT no
município de Siriri, em Sergipe. A Cerâmica INCELT utiliza dois tipos de
material argiloso na confecção de tijolos. O primeiro material, que foi
denominado de argila Tauá, de coloração avermelhada é proveniente de encostas.

Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 56
Já o segundo, denominado argila Siriri, de coloração marrom escura é proveniente
de várzeas, Figura 3.6.
Figura 3-6 - Depósito de matéria prima na Cerâmica INCELT.
A Cerâmica INCELT emprega uma mistura de três partes da argila Siriri
para uma parte da argila Tauá na fabricação de suas peças. A maior presença da
argila Siriri deve-se a sua maior plasticidade. A argila Tauá é empregada para
minimizar os efeitos de variação de volume durante os processos de secagem e
queima.
Durante a visita foram coletados cerca de 50kg da mistura empregada na
extrusão das peças. A amostra foi coletada na esteira rolante que recebe o material
proveniente do laminador e o leva para a extrusora, conforme pode ser visto na
Figura 3.7. A amostra foi acondicionada em dois sacos plásticos e levada para
realização das análises.
Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 57
Figura 3-7 - Coleta de amostra na Cerâmica INCELT.
No Estado de Alagoas foram visitados os campos de Anambé e de Pilar. Em
Anambé se visitou a perfuração do Poço ANB-03, no município de São Miguel
dos Campos. Nesse poço ( Figura 3.8) emprega-se tanto fluido à base água,
quanto fluido à base óleo para perfuração.
Figura 3-8 - Vista do Poço ANB-03.
Neste poço foram extraídas duas amostras de cascalho, uma onde foi
empregada um fluido á base água e em outra um fluido á base óleo. As amostras
foram acondicionadas em sacos plásticos, e denominadas de CP-ANB 03 Base
água e CP-ANB 03 Base óleo.
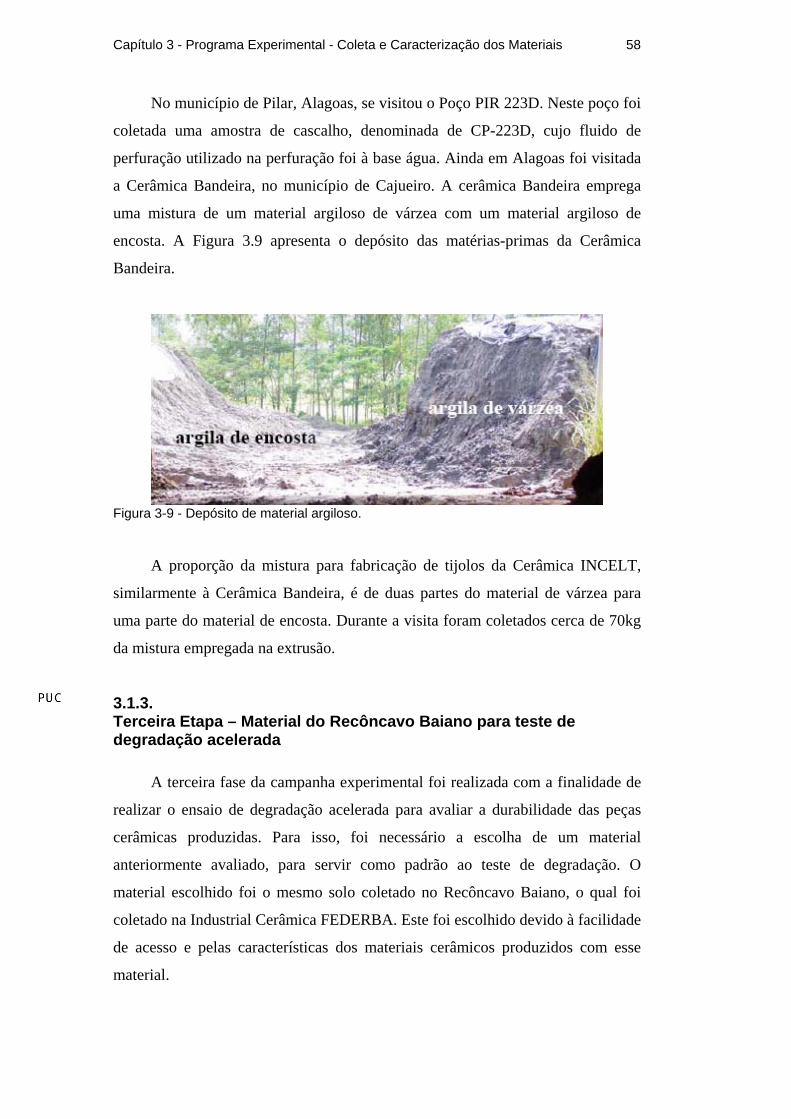
Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 58
No município de Pilar, Alagoas, se visitou o Poço PIR 223D. Neste poço foi
coletada uma amostra de cascalho, denominada de CP-223D, cujo fluido de
perfuração utilizado na perfuração foi à base água. Ainda em Alagoas foi visitada
a Cerâmica Bandeira, no município de Cajueiro. A cerâmica Bandeira emprega
uma mistura de um material argiloso de várzea com um material argiloso de
encosta. A Figura 3.9 apresenta o depósito das matérias-primas da Cerâmica
Bandeira.
Figura 3-9 - Depósito de material argiloso.
A proporção da mistura para fabricação de tijolos da Cerâmica INCELT,
similarmente à Cerâmica Bandeira, é de duas partes do material de várzea para
uma parte do material de encosta. Durante a visita foram coletados cerca de 70kg
da mistura empregada na extrusão.
3.1.3. Terceira Etapa – Material do Recôncavo Baiano para teste de degradação acelerada
A terceira fase da campanha experimental foi realizada com a finalidade de
realizar o ensaio de degradação acelerada para avaliar a durabilidade das peças
cerâmicas produzidas. Para isso, foi necessário a escolha de um material
anteriormente avaliado, para servir como padrão ao teste de degradação. O
material escolhido foi o mesmo solo coletado no Recôncavo Baiano, o qual foi
coletado na Industrial Cerâmica FEDERBA. Este foi escolhido devido à facilidade
de acesso e pelas características dos materiais cerâmicos produzidos com esse
material.
Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 59
3.1.4. Quarta Etapa – Material do Recôncavo Baiano para incorporação em pavimentos.
Para a incorporação do cascalho de perfuração na construção de pavimentos
foi realizada apenas a incorporação deste resíduo em materiais já utilizados nas
obras de pavimentação realizadas pela Petrobras no Recôncavo Baiano. Com essa
finalidade foram avaliados sete diferentes tipos de solo e três diferentes cascalhos
de perfuração.
O material areno-argiloso, apresentado na Figura 3.10 exemplifica um dos
materiais mais utilizados na obras de pavimentação locais, é original da Formação
Barreiras característica da região, sendo este extraído de uma jazida localizada no
município de Candeias-Ba.
Figura 3-10 – Jazida no Município de Candeias – Formação Barreiras.
Nas obras de pavimentação realizadas pela Petrobrás, dada a escassez de
material adequado, é também adicionado ao material terroso escória de aciaria.
A escória de aciaria, mostrada na Figura 3.11 é o resíduo da produção de
aço da companhia siderúrgica FERBASA, localizada no município de Pojuca-Ba,
Recôncavo Baiano. A escória de aciaria também é um resíduo industrial, sendo
este inerte, o qual pode ser adquirido facilmente na região a preços acessíveis. A
Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 60
escória tem características semelhantes à pedra britada. Porém a escória de aciaria,
devido à expansão volumétrica causada pelos teores de CaO e MgO livres que, em
contato com a água sofrem reações de hidratação, podem apresentar restrições
para algumas aplicações.
Figura 3-11 – Escória de Aciaria (CST,2009).
3.1.5. Resumo dos materiais estudados
A
Tabela 3-1 apresenta todos os solos e cascalhos de perfuração que foram
estudados, nela é mostrada a região procedente dos materiais, bem como as
finalidades para as quais esses materiais foram avaliados. Na Tabela 3.1 a sigla
AG e MG referem-se ao campo de produção de petróleo no qual foi coletado o
material. MG é o campo de produção de Miranga e AG é o campo de produção de
Santiago, ambos no Recôncavo Baiano.
Tabela 3-1 – Materiais coletados no Recôncavo Baiano e nos estados de Alagoas e
Sergipe
Procedência Solo Cascalho de Perfuração Finalidade
Recôncavo FEDERBA CP-01 Produção de

Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 61
Santo Amaro Vermelho Santo Amaro Verde
peças cerâmicas
Avermelhado MG Rosa MG
Cinza Escuro MG Cinza Claro AG
Baiano
MG 782 + Escória de aciaria
Cascalho - MG
Pavimentação -Construção de
bases e acessos à poços de petróleo
CP-129 INCELT CP-1549 CP-223D
Alagoas / Sergipe Bandeira CP-ANB Base Água
Produção de peças cerâmicas
3.2. Caracterização dos materiais destinados a produção de peças cerâmicas
Os materiais coletados na área de produção Sul do Recôncavo Baiano, bem
como os materiais coletados nos Estados de Alagoas e Sergipe, foram submetidos
a uma série de testes, a fim de determinar suas propriedades físicas, químicas e
mineralógicas. Os ensaios foram realizados em laboratórios da PUC-Rio, da
Universidade Federal da Bahia-UFBA, no Centro Nacional de Pesquisas de Solos
da EMBRAPA e no Laboratório Analytical Solutions.
A Figura 3-12 apresenta um organograma das fases de caracterização dos
materiais avaliados a produção de peças cerâmicas.
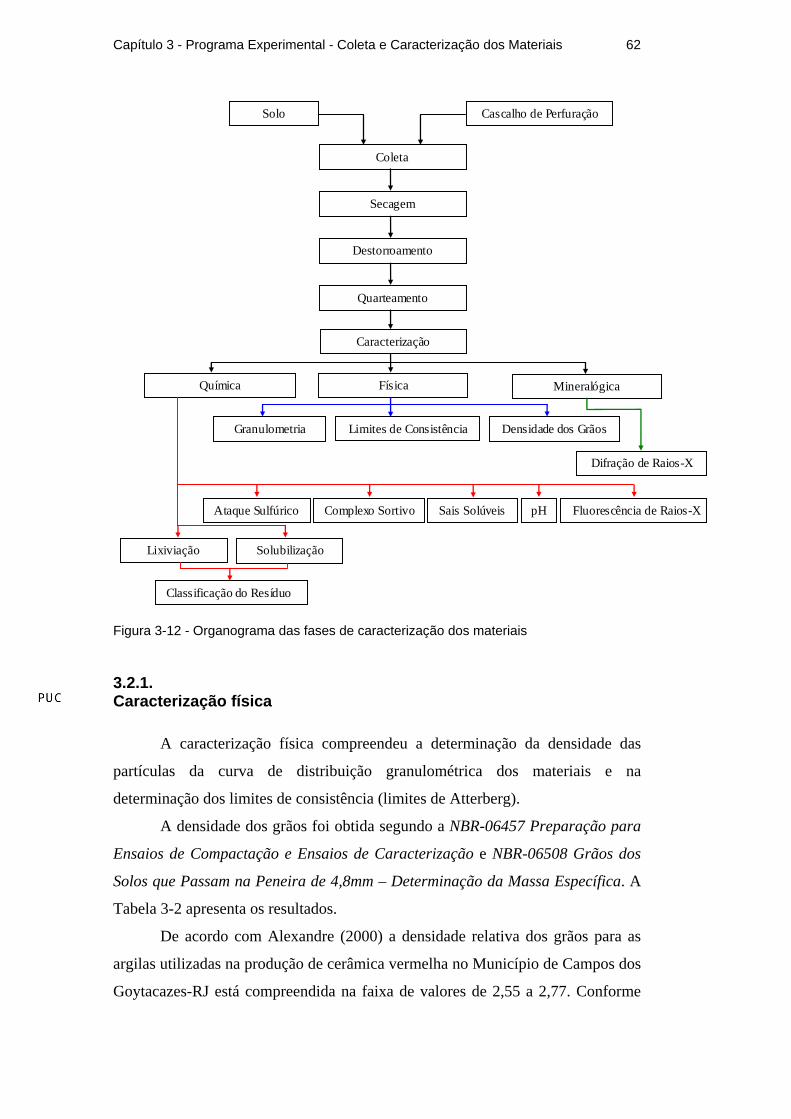
Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 62
Coleta
Secagem
Destorroamento
Quarteamento
Caracterização
Física Mineralógica Química
Limites de Consistência Granulometria Densidade dos Grãos
Difração de Raios-X
Fluorescência de Raios-XAtaque Sulfúrico
Lixiviação Solubilização
Classificação do Resíduo
Solo Cascalho de Perfuração
Complexo Sortivo Sais Solúveis pH
Figura 3-12 - Organograma das fases de caracterização dos materiais
3.2.1. Caracterização física
A caracterização física compreendeu a determinação da densidade das
partículas da curva de distribuição granulométrica dos materiais e na
determinação dos limites de consistência (limites de Atterberg).
A densidade dos grãos foi obtida segundo a NBR-06457 Preparação para
Ensaios de Compactação e Ensaios de Caracterização e NBR-06508 Grãos dos
Solos que Passam na Peneira de 4,8mm – Determinação da Massa Específica. A
Tabela 3-2 apresenta os resultados.
De acordo com Alexandre (2000) a densidade relativa dos grãos para as
argilas utilizadas na produção de cerâmica vermelha no Município de Campos dos
Goytacazes-RJ está compreendida na faixa de valores de 2,55 a 2,77. Conforme

Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 63
apresentado na Tabela 3-2 o cascalho de perfuração apenas CP-1549 está fora
desta faixa. Tabela 3-2– Densidade dos Grãos dos Materiais Estudados
Procedência Material Densidade relativa dos Grãos CP-01 2,78
FEDERBA 2,69 Santo Amaro Vermelho 2,71
Recôncavo Baiano
Santo Amaro Verde 2,77 Bandeira 2,65 INCELT 2,76 CP-129 2,70 CP-1549 2,83 CP-223D 2,63
Alagoas / Sergipe
CP-ANB Base Água 2,73
As curvas de distribuição granulométrica para os materiais estudados
foram determinadas de acordo com as normas NBR-06457 Preparação para
Ensaios de Compactação e Ensaios de Caracterização e NBR-07181 Solo-
Análise Granulométrica. As Figura 3-13 e 3-14 apresentam as curvas de
distribuição granulométrica para os materiais do Recôncavo Baiano e as dos
materiais coletados nos Estados de Alagoas e Sergipe respectivamente.
Peneira No (SUCS) 3"2"1 ½
"
1"3/4"
1/2"
3/8"
5/16
"1/
4"
46810162030405060100
200
0
10
20
30
40
50
60
70
80
90
100
0,001 0,01 0,1 1 10 100
Diâmetro dos Grãos (mm)
Porc
enta
gem
que
pas
sa (
%)
FEDERBA Santo Amaro Verde Santo amaro Vermelho CP-01 Figura 3-13 – Curvas de distribuição granulométrica dos materiais provenientes do
Recôncavo Baiano.
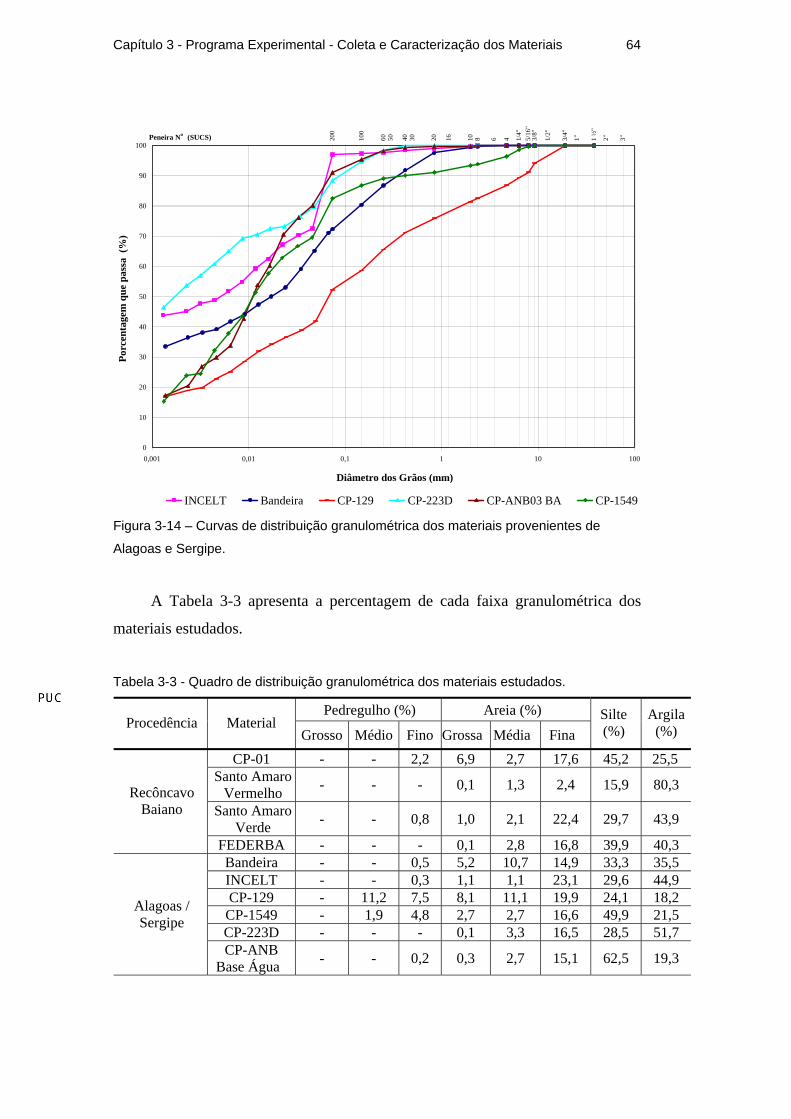
Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 64
Peneira No (SUCS) 3"2"1 ½
"
1"3/4"
1/2"
3/8"
5/16
"1/
4"
46810162030405060100
200
0
10
20
30
40
50
60
70
80
90
100
0,001 0,01 0,1 1 10 100
Diâmetro dos Grãos (mm)
Porc
enta
gem
que
pas
sa (
%)
INCELT Bandeira CP-129 CP-223D CP-ANB03 BA CP-1549 Figura 3-14 – Curvas de distribuição granulométrica dos materiais provenientes de
Alagoas e Sergipe.
A Tabela 3-3 apresenta a percentagem de cada faixa granulométrica dos
materiais estudados.
Tabela 3-3 - Quadro de distribuição granulométrica dos materiais estudados.
Pedregulho (%) Areia (%) Procedência Material
Grosso Médio Fino Grossa Média Fina Silte (%)
Argila(%)
CP-01 - - 2,2 6,9 2,7 17,6 45,2 25,5 Santo Amaro
Vermelho - - - 0,1 1,3 2,4 15,9 80,3
Santo Amaro Verde - - 0,8 1,0 2,1 22,4 29,7 43,9
Recôncavo Baiano
FEDERBA - - - 0,1 2,8 16,8 39,9 40,3 Bandeira - - 0,5 5,2 10,7 14,9 33,3 35,5 INCELT - - 0,3 1,1 1,1 23,1 29,6 44,9 CP-129 - 11,2 7,5 8,1 11,1 19,9 24,1 18,2
CP-1549 - 1,9 4,8 2,7 2,7 16,6 49,9 21,5 CP-223D - - - 0,1 3,3 16,5 28,5 51,7
Alagoas / Sergipe
CP-ANB Base Água - - 0,2 0,3 2,7 15,1 62,5 19,3
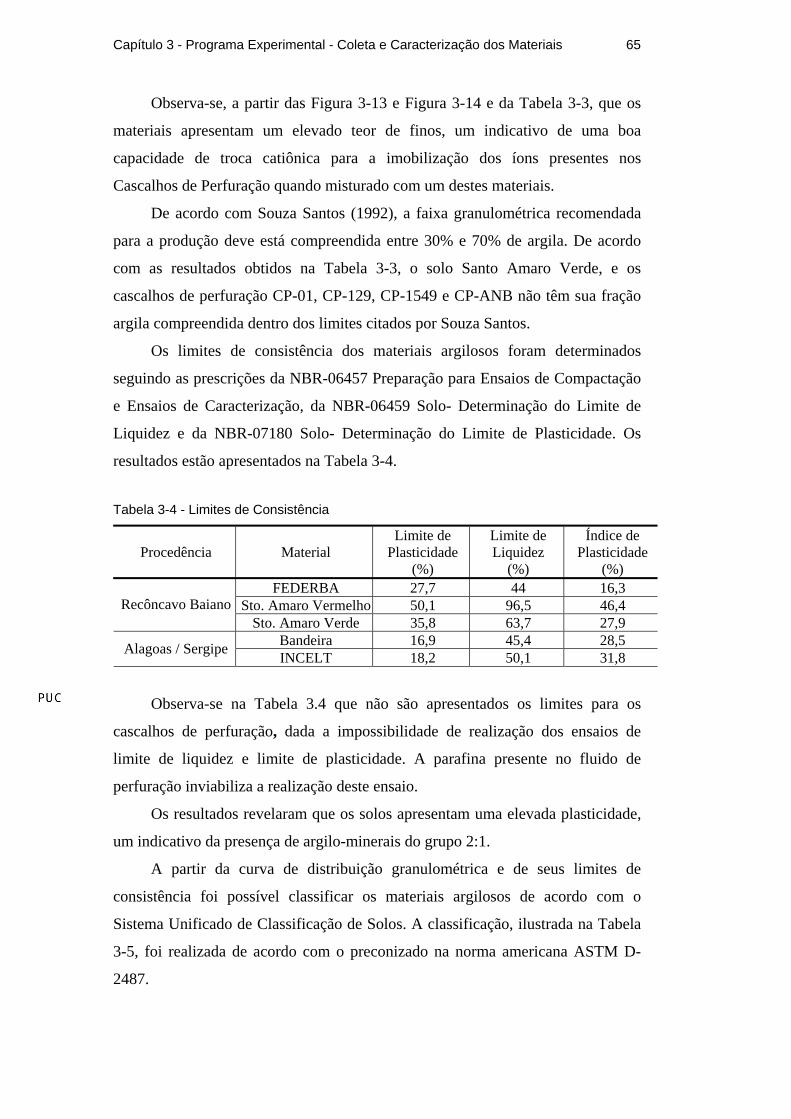
Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 65
Observa-se, a partir das Figura 3-13 e Figura 3-14 e da Tabela 3-3, que os
materiais apresentam um elevado teor de finos, um indicativo de uma boa
capacidade de troca catiônica para a imobilização dos íons presentes nos
Cascalhos de Perfuração quando misturado com um destes materiais.
De acordo com Souza Santos (1992), a faixa granulométrica recomendada
para a produção deve está compreendida entre 30% e 70% de argila. De acordo
com as resultados obtidos na Tabela 3-3, o solo Santo Amaro Verde, e os
cascalhos de perfuração CP-01, CP-129, CP-1549 e CP-ANB não têm sua fração
argila compreendida dentro dos limites citados por Souza Santos.
Os limites de consistência dos materiais argilosos foram determinados
seguindo as prescrições da NBR-06457 Preparação para Ensaios de Compactação
e Ensaios de Caracterização, da NBR-06459 Solo- Determinação do Limite de
Liquidez e da NBR-07180 Solo- Determinação do Limite de Plasticidade. Os
resultados estão apresentados na Tabela 3-4.
Tabela 3-4 - Limites de Consistência
Procedência Material Limite de
Plasticidade (%)
Limite de Liquidez
(%)
Índice de Plasticidade
(%) FEDERBA 27,7 44 16,3
Sto. Amaro Vermelho 50,1 96,5 46,4 Recôncavo Baiano Sto. Amaro Verde 35,8 63,7 27,9
Bandeira 16,9 45,4 28,5 Alagoas / Sergipe INCELT 18,2 50,1 31,8
Observa-se na Tabela 3.4 que não são apresentados os limites para os
cascalhos de perfuração, dada a impossibilidade de realização dos ensaios de
limite de liquidez e limite de plasticidade. A parafina presente no fluido de
perfuração inviabiliza a realização deste ensaio.
Os resultados revelaram que os solos apresentam uma elevada plasticidade,
um indicativo da presença de argilo-minerais do grupo 2:1.
A partir da curva de distribuição granulométrica e de seus limites de
consistência foi possível classificar os materiais argilosos de acordo com o
Sistema Unificado de Classificação de Solos. A classificação, ilustrada na Tabela
3-5, foi realizada de acordo com o preconizado na norma americana ASTM D-
2487.
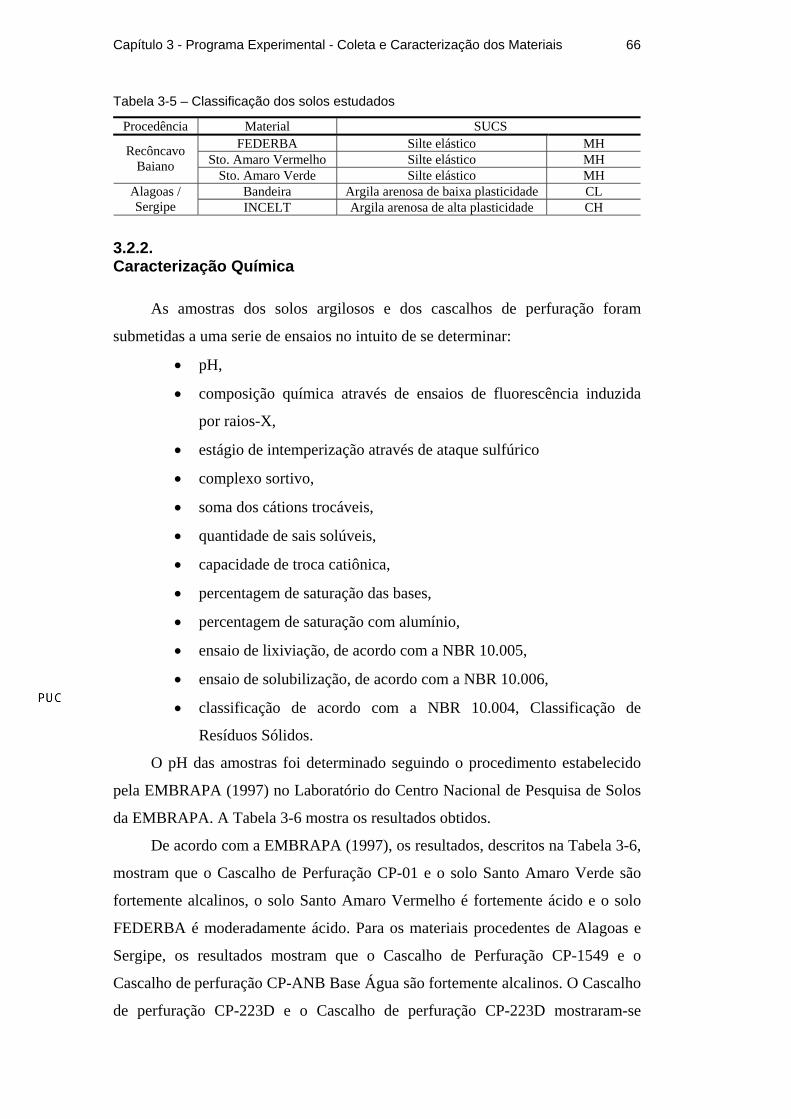
Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 66
Tabela 3-5 – Classificação dos solos estudados
Procedência Material SUCS FEDERBA Silte elástico MH
Sto. Amaro Vermelho Silte elástico MH Recôncavo Baiano
Sto. Amaro Verde Silte elástico MH Bandeira Argila arenosa de baixa plasticidade CL Alagoas /
Sergipe INCELT Argila arenosa de alta plasticidade CH
3.2.2. Caracterização Química
As amostras dos solos argilosos e dos cascalhos de perfuração foram
submetidas a uma serie de ensaios no intuito de se determinar:
• pH,
• composição química através de ensaios de fluorescência induzida
por raios-X,
• estágio de intemperização através de ataque sulfúrico
• complexo sortivo,
• soma dos cátions trocáveis,
• quantidade de sais solúveis,
• capacidade de troca catiônica,
• percentagem de saturação das bases,
• percentagem de saturação com alumínio,
• ensaio de lixiviação, de acordo com a NBR 10.005,
• ensaio de solubilização, de acordo com a NBR 10.006,
• classificação de acordo com a NBR 10.004, Classificação de
Resíduos Sólidos.
O pH das amostras foi determinado seguindo o procedimento estabelecido
pela EMBRAPA (1997) no Laboratório do Centro Nacional de Pesquisa de Solos
da EMBRAPA. A Tabela 3-6 mostra os resultados obtidos.
De acordo com a EMBRAPA (1997), os resultados, descritos na Tabela 3-6,
mostram que o Cascalho de Perfuração CP-01 e o solo Santo Amaro Verde são
fortemente alcalinos, o solo Santo Amaro Vermelho é fortemente ácido e o solo
FEDERBA é moderadamente ácido. Para os materiais procedentes de Alagoas e
Sergipe, os resultados mostram que o Cascalho de Perfuração CP-1549 e o
Cascalho de perfuração CP-ANB Base Água são fortemente alcalinos. O Cascalho
de perfuração CP-223D e o Cascalho de perfuração CP-223D mostraram-se
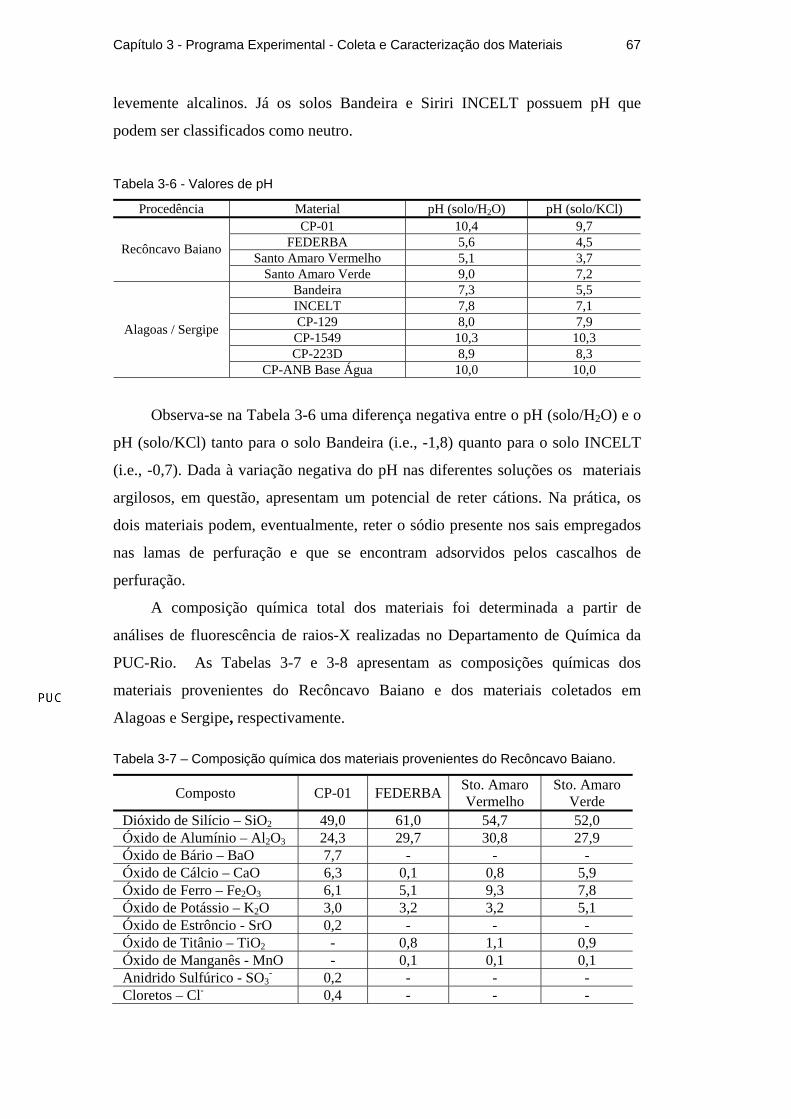
Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 67
levemente alcalinos. Já os solos Bandeira e Siriri INCELT possuem pH que
podem ser classificados como neutro.
Tabela 3-6 - Valores de pH
Procedência Material pH (solo/H2O) pH (solo/KCl) CP-01 10,4 9,7
FEDERBA 5,6 4,5 Santo Amaro Vermelho 5,1 3,7
Recôncavo Baiano
Santo Amaro Verde 9,0 7,2 Bandeira 7,3 5,5 INCELT 7,8 7,1 CP-129 8,0 7,9
CP-1549 10,3 10,3 CP-223D 8,9 8,3
Alagoas / Sergipe
CP-ANB Base Água 10,0 10,0
Observa-se na Tabela 3-6 uma diferença negativa entre o pH (solo/H2O) e o
pH (solo/KCl) tanto para o solo Bandeira (i.e., -1,8) quanto para o solo INCELT
(i.e., -0,7). Dada à variação negativa do pH nas diferentes soluções os materiais
argilosos, em questão, apresentam um potencial de reter cátions. Na prática, os
dois materiais podem, eventualmente, reter o sódio presente nos sais empregados
nas lamas de perfuração e que se encontram adsorvidos pelos cascalhos de
perfuração.
A composição química total dos materiais foi determinada a partir de
análises de fluorescência de raios-X realizadas no Departamento de Química da
PUC-Rio. As Tabelas 3-7 e 3-8 apresentam as composições químicas dos
materiais provenientes do Recôncavo Baiano e dos materiais coletados em
Alagoas e Sergipe, respectivamente. Tabela 3-7 – Composição química dos materiais provenientes do Recôncavo Baiano.
Composto CP-01 FEDERBA Sto. Amaro Vermelho
Sto. Amaro Verde
Dióxido de Silício – SiO2 49,0 61,0 54,7 52,0 Óxido de Alumínio – Al2O3 24,3 29,7 30,8 27,9 Óxido de Bário – BaO 7,7 - - - Óxido de Cálcio – CaO 6,3 0,1 0,8 5,9 Óxido de Ferro – Fe2O3 6,1 5,1 9,3 7,8 Óxido de Potássio – K2O 3,0 3,2 3,2 5,1 Óxido de Estrôncio - SrO 0,2 - - - Óxido de Titânio – TiO2 - 0,8 1,1 0,9 Óxido de Manganês - MnO - 0,1 0,1 0,1 Anidrido Sulfúrico - SO3
- 0,2 - - - Cloretos – Cl- 0,4 - - -
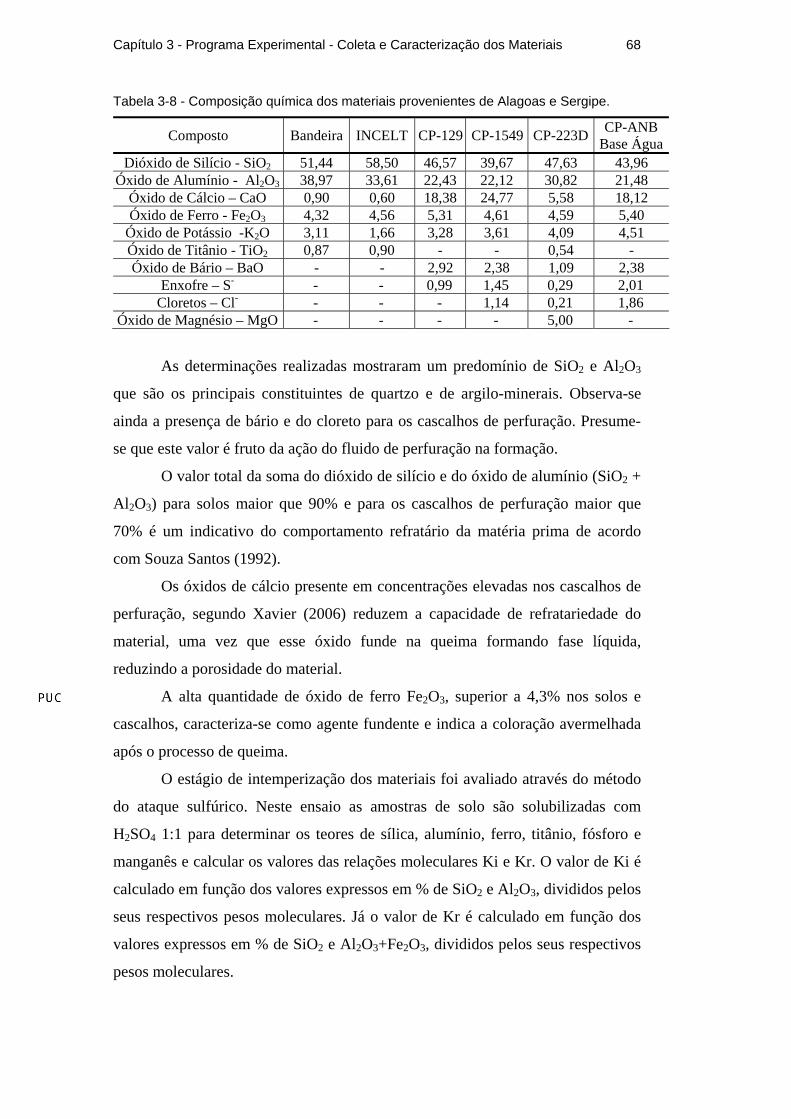
Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 68
Tabela 3-8 - Composição química dos materiais provenientes de Alagoas e Sergipe.
Composto Bandeira INCELT CP-129 CP-1549 CP-223D CP-ANB Base Água
Dióxido de Silício - SiO2 51,44 58,50 46,57 39,67 47,63 43,96 Óxido de Alumínio - Al2O3 38,97 33,61 22,43 22,12 30,82 21,48
Óxido de Cálcio – CaO 0,90 0,60 18,38 24,77 5,58 18,12 Óxido de Ferro - Fe2O3 4,32 4,56 5,31 4,61 4,59 5,40
Óxido de Potássio -K2O 3,11 1,66 3,28 3,61 4,09 4,51 Óxido de Titânio - TiO2 0,87 0,90 - - 0,54 - Óxido de Bário – BaO - - 2,92 2,38 1,09 2,38
Enxofre – S- - - 0,99 1,45 0,29 2,01 Cloretos – Cl- - - - 1,14 0,21 1,86
Óxido de Magnésio – MgO - - - - 5,00 -
As determinações realizadas mostraram um predomínio de SiO2 e Al2O3
que são os principais constituintes de quartzo e de argilo-minerais. Observa-se
ainda a presença de bário e do cloreto para os cascalhos de perfuração. Presume-
se que este valor é fruto da ação do fluido de perfuração na formação.
O valor total da soma do dióxido de silício e do óxido de alumínio (SiO2 +
Al2O3) para solos maior que 90% e para os cascalhos de perfuração maior que
70% é um indicativo do comportamento refratário da matéria prima de acordo
com Souza Santos (1992).
Os óxidos de cálcio presente em concentrações elevadas nos cascalhos de
perfuração, segundo Xavier (2006) reduzem a capacidade de refratariedade do
material, uma vez que esse óxido funde na queima formando fase líquida,
reduzindo a porosidade do material.
A alta quantidade de óxido de ferro Fe2O3, superior a 4,3% nos solos e
cascalhos, caracteriza-se como agente fundente e indica a coloração avermelhada
após o processo de queima.
O estágio de intemperização dos materiais foi avaliado através do método
do ataque sulfúrico. Neste ensaio as amostras de solo são solubilizadas com
H2SO4 1:1 para determinar os teores de sílica, alumínio, ferro, titânio, fósforo e
manganês e calcular os valores das relações moleculares Ki e Kr. O valor de Ki é
calculado em função dos valores expressos em % de SiO2 e Al2O3, divididos pelos
seus respectivos pesos moleculares. Já o valor de Kr é calculado em função dos
valores expressos em % de SiO2 e Al2O3+Fe2O3, divididos pelos seus respectivos
pesos moleculares.
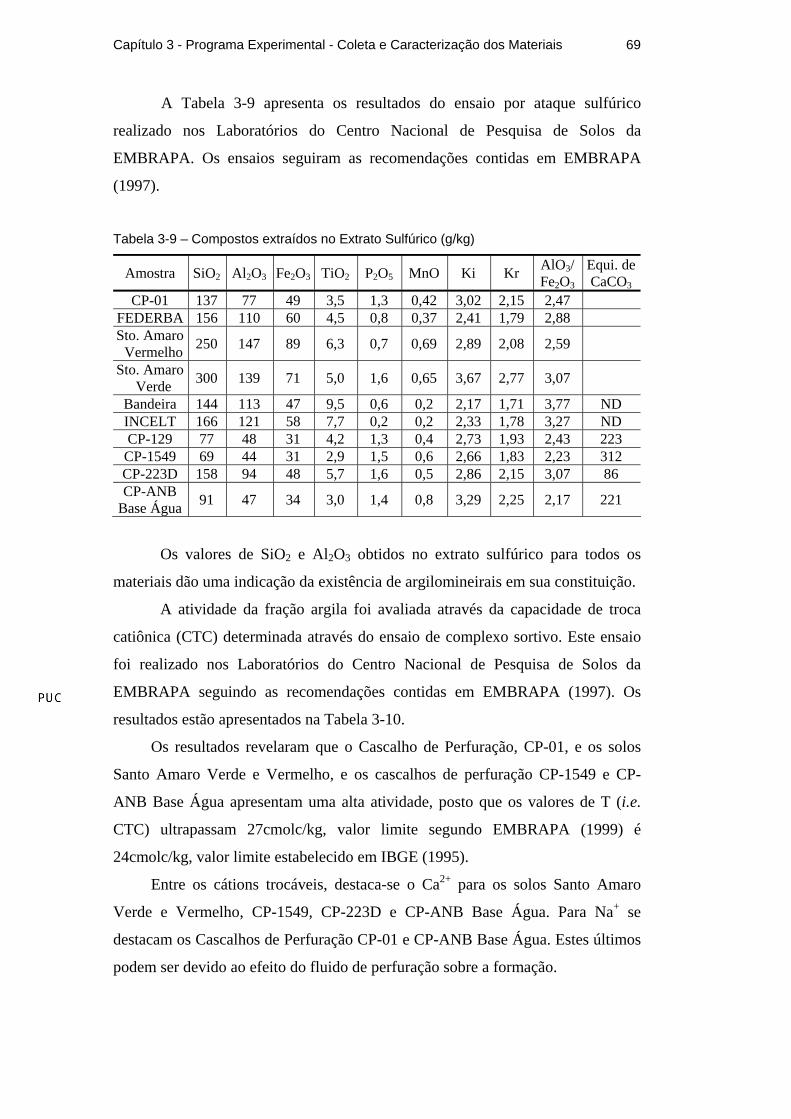
Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 69
A Tabela 3-9 apresenta os resultados do ensaio por ataque sulfúrico
realizado nos Laboratórios do Centro Nacional de Pesquisa de Solos da
EMBRAPA. Os ensaios seguiram as recomendações contidas em EMBRAPA
(1997).
Tabela 3-9 – Compostos extraídos no Extrato Sulfúrico (g/kg)
Amostra SiO2 Al2O3 Fe2O3 TiO2 P2O5 MnO Ki Kr AlO3/ Fe2O3
Equi. de CaCO3
CP-01 137 77 49 3,5 1,3 0,42 3,02 2,15 2,47 FEDERBA 156 110 60 4,5 0,8 0,37 2,41 1,79 2,88 Sto. Amaro
Vermelho 250 147 89 6,3 0,7 0,69 2,89 2,08 2,59
Sto. Amaro Verde 300 139 71 5,0 1,6 0,65 3,67 2,77 3,07
Bandeira 144 113 47 9,5 0,6 0,2 2,17 1,71 3,77 ND INCELT 166 121 58 7,7 0,2 0,2 2,33 1,78 3,27 ND CP-129 77 48 31 4,2 1,3 0,4 2,73 1,93 2,43 223
CP-1549 69 44 31 2,9 1,5 0,6 2,66 1,83 2,23 312 CP-223D 158 94 48 5,7 1,6 0,5 2,86 2,15 3,07 86 CP-ANB
Base Água 91 47 34 3,0 1,4 0,8 3,29 2,25 2,17 221
Os valores de SiO2 e Al2O3 obtidos no extrato sulfúrico para todos os
materiais dão uma indicação da existência de argilomineirais em sua constituição.
A atividade da fração argila foi avaliada através da capacidade de troca
catiônica (CTC) determinada através do ensaio de complexo sortivo. Este ensaio
foi realizado nos Laboratórios do Centro Nacional de Pesquisa de Solos da
EMBRAPA seguindo as recomendações contidas em EMBRAPA (1997). Os
resultados estão apresentados na Tabela 3-10.
Os resultados revelaram que o Cascalho de Perfuração, CP-01, e os solos
Santo Amaro Verde e Vermelho, e os cascalhos de perfuração CP-1549 e CP-
ANB Base Água apresentam uma alta atividade, posto que os valores de T (i.e.
CTC) ultrapassam 27cmolc/kg, valor limite segundo EMBRAPA (1999) é
24cmolc/kg, valor limite estabelecido em IBGE (1995).
Entre os cátions trocáveis, destaca-se o Ca2+ para os solos Santo Amaro
Verde e Vermelho, CP-1549, CP-223D e CP-ANB Base Água. Para Na+ se
destacam os Cascalhos de Perfuração CP-01 e CP-ANB Base Água. Estes últimos
podem ser devido ao efeito do fluido de perfuração sobre a formação.

Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 70
Tabela 3-10 - Resultado dos ensaios de complexo sortivo.
Procedência Amostra Ca2+ Mg2+ K+ Na+ Valor S Al3+ H+ Valor T CP-01 4,7 0,4 1,00 21,60 27,7 0 0 27,7
FEDERBA 5,6 0 0,31 0,81 6,7 5,7 2,5 14,9 Sto. Amaro
Vermelho 14,9 4,8 0,57 0,48 20,8 5,0 7,7 33,5 Recôncavo
Baiano Sto. Amaro
Verde 32,1 4,8 0,27 2,80 40,0 0 0 40,0
Bandeira 3,7 5,3 0,19 1,31 10,5 0 0 10,5 INCELT 9,8 3,2 0,11 0,65 13,8 0 0 13,8 CP-129 17,8 1,5 0,31 0,55 20,2 0 0 20,2
CP-1549 39,9 8,0 0,65 2,64 51,2 0 0 51,2 CP-223D 7,5 2,0 6,95 4,12 20,6 0 0 20,6
Alagoas / Sergipe
CP-ANB Base Água 38,9 7,1 0,25 25,95 72,2 0 0 72,2
Os solos FEDERBA, Bandeira e INCELT apresentaram uma baixa
atividade, sendo que apresentaram o Ca2+ como o cátion com a maior
disponibilidade de troca, com exceção do Solo Bandeira que apresenta maior
disponibilidade de Mg+2 como cátion trocável.
Alguns solos apresentaram acidez real, o que contribuiu para aumentar o
valor da CTC, conforme pode ser visto pela soma dos valores de Al3+ e H+. Esses
solos, Santo Amaro Vermelho, FEDERBA, também apresentaram valores de pH
na faixa de 5 como pode ser observado na Tabela 3-6. Os materiais básicos
apresentaram valores nulos de Al3+ e H+.
A Tabela 3-11 apresenta os valores de percentagem de saturação de bases e
percentagem de saturação com alumínio.
Tabela 3-11 - Dados de percentagem de saturação de bases e percentagem de
saturação com alumínio para os materiais estudados
Procedência Materiais Valor V
Percentagem de Saturação de Bases
100Al3+ S + Al3+
CP-01 100 0 FEDERBA 45 46
Sto. Amaro Vermelho 62 19 Recôncavo
Baiano Sto. Amaro Verde 100 0
Bandeira 100 0 INCELT 100 0 CP-129 100 0
CP-1549 100 0 CP-223D 100 0
Alagoas / Sergipe
CP-ANB Base Água 100 0
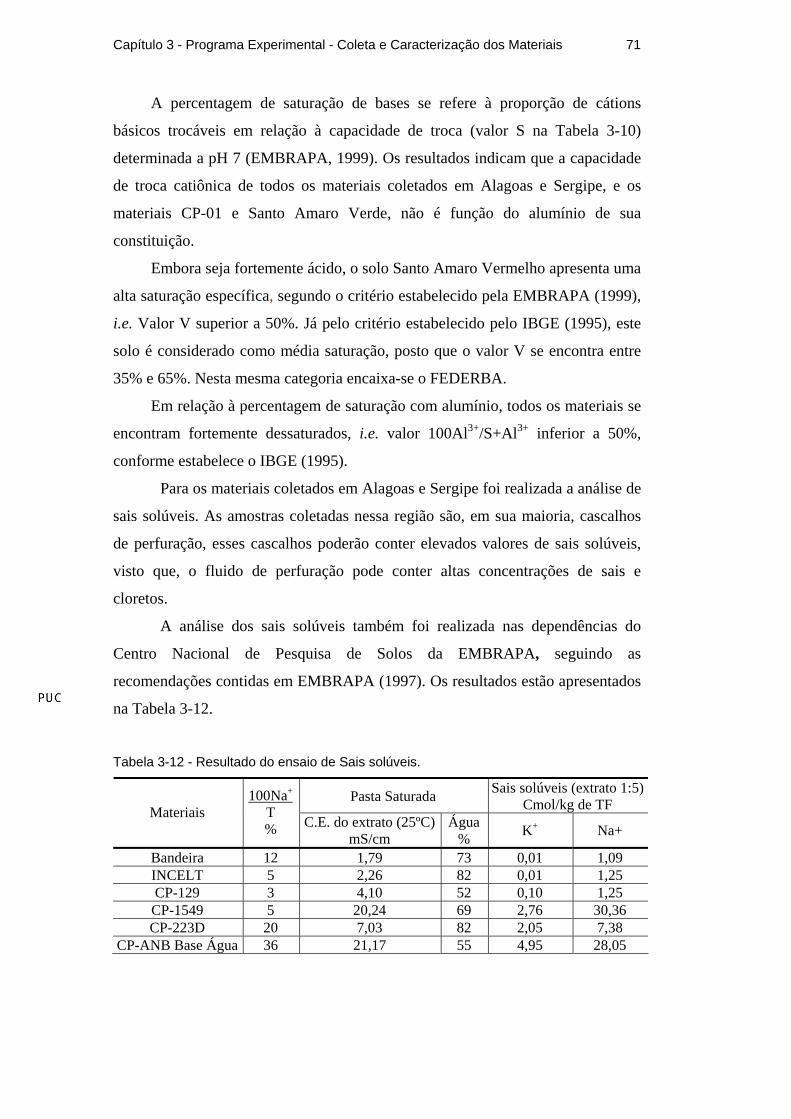
Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 71
A percentagem de saturação de bases se refere à proporção de cátions
básicos trocáveis em relação à capacidade de troca (valor S na Tabela 3-10)
determinada a pH 7 (EMBRAPA, 1999). Os resultados indicam que a capacidade
de troca catiônica de todos os materiais coletados em Alagoas e Sergipe, e os
materiais CP-01 e Santo Amaro Verde, não é função do alumínio de sua
constituição.
Embora seja fortemente ácido, o solo Santo Amaro Vermelho apresenta uma
alta saturação específica, segundo o critério estabelecido pela EMBRAPA (1999),
i.e. Valor V superior a 50%. Já pelo critério estabelecido pelo IBGE (1995), este
solo é considerado como média saturação, posto que o valor V se encontra entre
35% e 65%. Nesta mesma categoria encaixa-se o FEDERBA.
Em relação à percentagem de saturação com alumínio, todos os materiais se
encontram fortemente dessaturados, i.e. valor 100Al3+/S+Al3+ inferior a 50%,
conforme estabelece o IBGE (1995).
Para os materiais coletados em Alagoas e Sergipe foi realizada a análise de
sais solúveis. As amostras coletadas nessa região são, em sua maioria, cascalhos
de perfuração, esses cascalhos poderão conter elevados valores de sais solúveis,
visto que, o fluido de perfuração pode conter altas concentrações de sais e
cloretos.
A análise dos sais solúveis também foi realizada nas dependências do
Centro Nacional de Pesquisa de Solos da EMBRAPA, seguindo as
recomendações contidas em EMBRAPA (1997). Os resultados estão apresentados
na Tabela 3-12.
Tabela 3-12 - Resultado do ensaio de Sais solúveis.
Pasta Saturada Sais solúveis (extrato 1:5) Cmol/kg de TF Materiais
100Na+ T % C.E. do extrato (25ºC)
mS/cm Água
% K+ Na+
Bandeira 12 1,79 73 0,01 1,09 INCELT 5 2,26 82 0,01 1,25 CP-129 3 4,10 52 0,10 1,25
CP-1549 5 20,24 69 2,76 30,36 CP-223D 20 7,03 82 2,05 7,38
CP-ANB Base Água 36 21,17 55 4,95 28,05

Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 72
Conforme o previsto, a Tabela 3-10 mostra que o cascalho CP-1549, o
cascalho CP-223D, e o cascalho CP-ANB possuem um elevado teor de sódio
dissolvido e uma condutividade elétrica elevada. Esses valores muito
provavelmente estão associados ao tipo de fluido de perfuração empregado.
Observa-se que o cascalho de perfuração CP-129 apresenta valores inferiores aos
demais, o que pode ter sido fruto da sua forma de disposição que ora se encontra,
pois a disposição prolongada em diques pode ocasionar a lixiviação dos sais
solúveis.
Com a finalidade de fazer a devida classificação química dos resíduos,
todos os cascalhos foram submetidos a ensaios de solubilização e lixiviação,
segundo as normas NBR 10.006 e 10.005, no intuito de classificá-lo perante a
norma brasileira de classificação de resíduos sólidos -NBR 10.004. Foram
também classificados os solos FEDERBA, Bandeira e INCELT, visto que esses
apresentavam o maior potencial de serem utilizados como possíveis
encapsulantes. As análises de classificação de resíduo foram realizadas no
Laboratório Analytical Solutions.
A Tabela 3-13 e Tabela 3-14 apresentam um resumo dos parâmetros que
apresentam valores superiores ao valor máximo permitido - VMP. A Tabela 3-13
apresenta os resultados do extrato solubilizado referente aos cascalhos de
perfuração, já a tabela 3-14 apresenta os dados referentes aos solos utilizados no
encapsulamento. O anexo I deste trabalho apresenta os resultados na integra das
análises realizadas. Tabela 3-13 – Resumos dos parâmetros com valores acima do valor máximo permitido.
Solubilizado Parâmetros Unidade L.D. L.Q. VMPCP-01 CP-129 CP-1549 CP-223D CP-ANB
Alumínio mg/L 0,010 0,050 0,20 0,56 0,15 0,48 - - Arsênio mg/L 0,002 0,005 0,01 - 0,01 0,02 - - Cloreto mg/L 0,04 0,50 250 1327,0 - 1816,11 287,77 2698,83 Fluoreto mg/L 0,004 0,020 1,5 - - 2,53 6,96 5,89
Sódio mg/L 0,250 0,500 200,0 471,6 - 1268,32 262,91 1904,90 Sulfato mg/L 0,030 0,500 250,0 - 262,01 823,21 - 885,73 Fenol mg/L 0,40 0,0002 1,0 2,27 - - - - Ferro μg/L 0,012 0,05 0,3 0,71 - - - -
Tensoativos e Sufactntes mg./L 0,01 0,045 0,2 0,43 - - - -
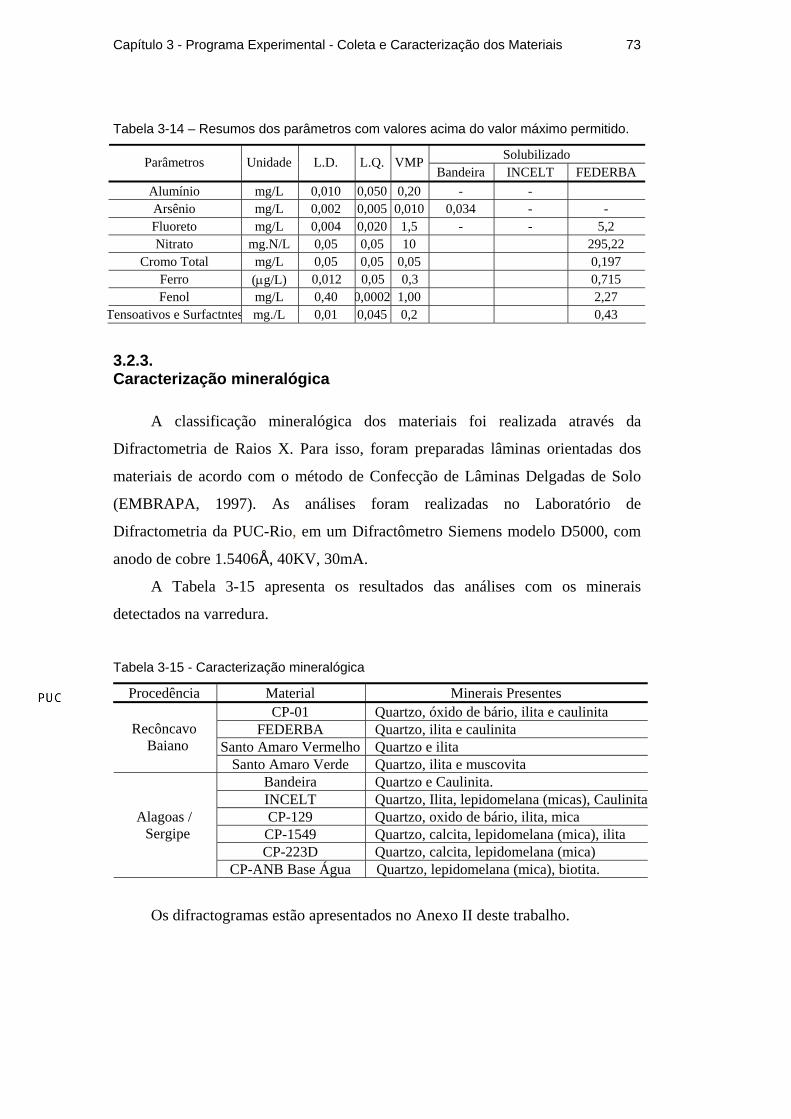
Capítulo 3 - Programa Experimental - Coleta e Caracterização dos Materiais 73
Tabela 3-14 – Resumos dos parâmetros com valores acima do valor máximo permitido.
Solubilizado Parâmetros Unidade L.D. L.Q. VMPBandeira INCELT FEDERBA
Alumínio mg/L 0,010 0,050 0,20 - - Arsênio mg/L 0,002 0,005 0,010 0,034 - - Fluoreto mg/L 0,004 0,020 1,5 - - 5,2 Nitrato mg.N/L 0,05 0,05 10 295,22
Cromo Total mg/L 0,05 0,05 0,05 0,197 Ferro (μg/L) 0,012 0,05 0,3 0,715 Fenol mg/L 0,40 0,0002 1,00 2,27
Tensoativos e Surfactntes mg./L 0,01 0,045 0,2 0,43
3.2.3. Caracterização mineralógica
A classificação mineralógica dos materiais foi realizada através da
Difractometria de Raios X. Para isso, foram preparadas lâminas orientadas dos
materiais de acordo com o método de Confecção de Lâminas Delgadas de Solo
(EMBRAPA, 1997). As análises foram realizadas no Laboratório de
Difractometria da PUC-Rio, em um Difractômetro Siemens modelo D5000, com
anodo de cobre 1.5406Å, 40KV, 30mA.
A Tabela 3-15 apresenta os resultados das análises com os minerais
detectados na varredura.
Tabela 3-15 - Caracterização mineralógica
Procedência Material Minerais Presentes CP-01 Quartzo, óxido de bário, ilita e caulinita
FEDERBA Quartzo, ilita e caulinita Santo Amaro Vermelho Quartzo e ilita
Recôncavo Baiano
Santo Amaro Verde Quartzo, ilita e muscovita Bandeira Quartzo e Caulinita. INCELT Quartzo, Ilita, lepidomelana (micas), Caulinita CP-129 Quartzo, oxido de bário, ilita, mica
CP-1549 Quartzo, calcita, lepidomelana (mica), ilita CP-223D Quartzo, calcita, lepidomelana (mica)
Alagoas / Sergipe
CP-ANB Base Água Quartzo, lepidomelana (mica), biotita.
Os difractogramas estão apresentados no Anexo II deste trabalho.

4 Programa Experimental – Produção de Cerâmica Vermelha
O presente capítulo descreve o programa experimental que objetivou validar
a incorporação do cascalho de perfuração de campos do Recôncavo Baiano,
Alagoas e Sergipe para a produção de cerâmica vermelha.
Inicialmente, será apresentada a metodologia de incorporação. Em seguida,
os resultados obtidos são apresentados e discutidos com base em resultados
relatados na literatura brasileira e internacional.
4.1. Metodologia para modelagem das peças cerâmicas
A metodologia empregada na confecção das peças cerâmicas é apresentada
na Figura 4-1, essa seguiu os procedimentos adotados na produção de corpos de
prova cerâmicos para realização de ensaios tecnológicos.
Os materiais argilosos foram inicialmente destorroados, em um moinho de
bolas, conforme pode ser visto na Figura 4.1(a). Em seguida, foi adicionado à
matriz argilosa o cascalho de perfuração e a água, conforme ilustra a Figura 4.1
(b), a fim de alcançar um teor de umidade equivalente à metade do limite de
liquidez mais dois por cento (LL/2 + 2%).
Realizada essa mistura, o material foi homogeneizado em um laminador,
visto na Figura 4.1 (c). Após a passagem no laminador, a massa homogênea
composta por solo e cascalho de perfuração foi posta no alimentador da extrusora
ilustrada na Figura 4.1 (d). Neste processo, a massa argilosa é compactada e
forçada por um eixo helicoidal, através de bocal com formato retangular. Como
resultado obtém-se um corpo de prova prismático com as dimensões do bocal
empregado e comprimento é obtido a partir do corte com um fio metálico de
0,5mm de diâmetro. A fim de minimizar a perda de umidade das peças extrudadas
o intervalo de tempo entre a extrusão e o corte da peça deve ser mínimo.

Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 75
a) Moinho de bolas b) Mistura de solo e cascalho de perfuração
c) Laminador d) Extrusora
e) Peças após extrusão f) Forno
Figura 4-1 - Preparação, moldagem e queima de peças cerâmicas.
As peças recém modeladas foram enumeradas, pesadas e suas dimensões
determinadas. A seguir foram colocadas em uma bandeja metálica, vista na Figura
4.1 (e), onde permaneceram por 24 horas em temperatura ambiente. Decorrido
este intervalo, as peças foram colocadas em uma estufa a 110ºC. O processo de
secagem teve a finalidade de evitar que as peças ficassem fissuradas ou
empenassem no processo de queima.
Após 24 horas em estufa, as peças foram novamente pesadas e as suas
dimensões determinadas com a finalidade de verificar a contração linear de
secagem e a determinação do teor de umidade.
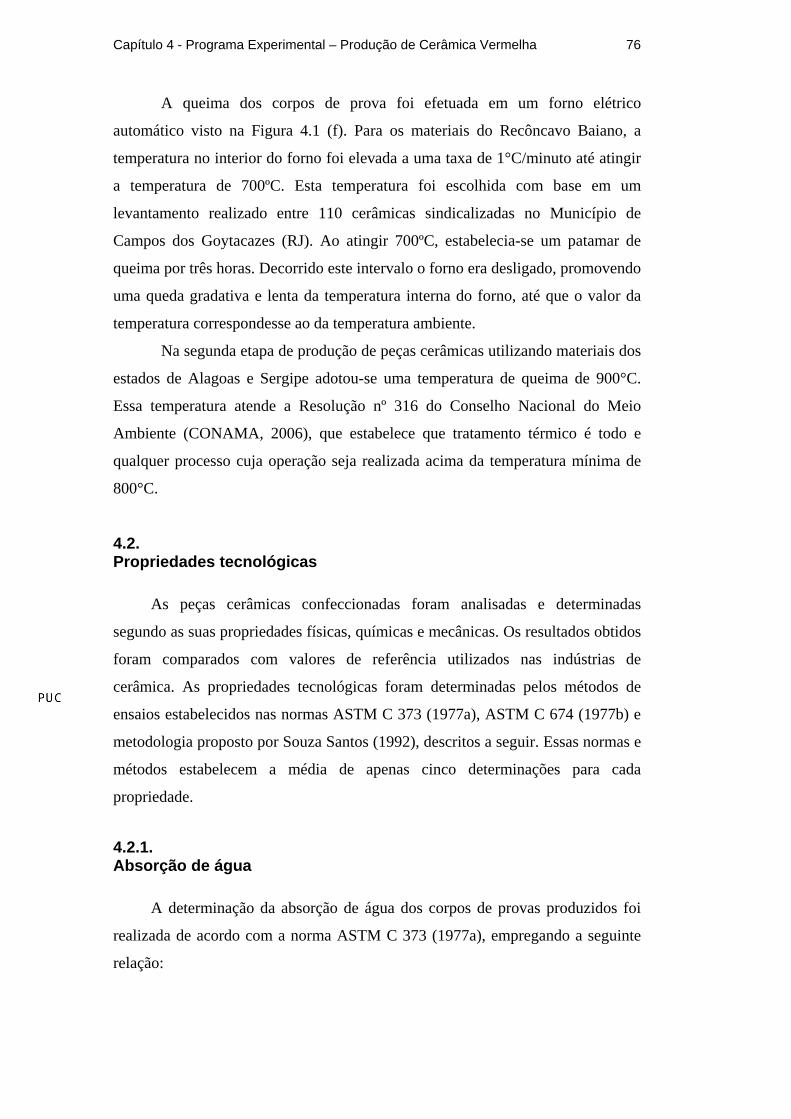
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 76
A queima dos corpos de prova foi efetuada em um forno elétrico
automático visto na Figura 4.1 (f). Para os materiais do Recôncavo Baiano, a
temperatura no interior do forno foi elevada a uma taxa de 1°C/minuto até atingir
a temperatura de 700ºC. Esta temperatura foi escolhida com base em um
levantamento realizado entre 110 cerâmicas sindicalizadas no Município de
Campos dos Goytacazes (RJ). Ao atingir 700ºC, estabelecia-se um patamar de
queima por três horas. Decorrido este intervalo o forno era desligado, promovendo
uma queda gradativa e lenta da temperatura interna do forno, até que o valor da
temperatura correspondesse ao da temperatura ambiente.
Na segunda etapa de produção de peças cerâmicas utilizando materiais dos
estados de Alagoas e Sergipe adotou-se uma temperatura de queima de 900°C.
Essa temperatura atende a Resolução nº 316 do Conselho Nacional do Meio
Ambiente (CONAMA, 2006), que estabelece que tratamento térmico é todo e
qualquer processo cuja operação seja realizada acima da temperatura mínima de
800°C.
4.2. Propriedades tecnológicas
As peças cerâmicas confeccionadas foram analisadas e determinadas
segundo as suas propriedades físicas, químicas e mecânicas. Os resultados obtidos
foram comparados com valores de referência utilizados nas indústrias de
cerâmica. As propriedades tecnológicas foram determinadas pelos métodos de
ensaios estabelecidos nas normas ASTM C 373 (1977a), ASTM C 674 (1977b) e
metodologia proposto por Souza Santos (1992), descritos a seguir. Essas normas e
métodos estabelecem a média de apenas cinco determinações para cada
propriedade.
4.2.1. Absorção de água
A determinação da absorção de água dos corpos de provas produzidos foi
realizada de acordo com a norma ASTM C 373 (1977a), empregando a seguinte
relação:
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 77
100xM
MMAA
s
su⎟⎟⎠
⎞⎜⎜⎝
⎛ −=
Equação 4-1
onde AA é a absorção de água dada em porcentagem, Mu é a massa após a queima
úmida do corpo de prova e Ms é a massa queimada seca do corpo de prova em
gramas.
4.2.2. Porosidade aparente
A porosidade aparente foi determinada para as temperaturas de queima dos
corpos de prova de acordo com a norma ASTM C 373 (1977a), de acordo com:
100xMMMM
PAiu
su⎟⎟⎠
⎞⎜⎜⎝
⎛−−
= Equação 4-2
onde PA é a porosidade aparente em porcentagem, Mu é a massa úmida do corpo
de prova após a saturação, Ms é a massa seca do corpo de prova e Mi é a massa do
corpo de prova submerso em água.
4.2.3. Retração linear
A retração linear dos corpos de prova cerâmicos secos e queimados foi
determinada seguindo o procedimento estabelecido por Souza Santos (1989), que
estabelece que a retração linear pode ser calculada através das seguintes
expressões:
1000
10 xL
LLRs ⎟⎟⎠
⎞⎜⎜⎝
⎛ −= Equação 4-3
1001
111 xL
LLRq ⎟⎟⎠
⎞⎜⎜⎝
⎛ −= Equação 4-4

Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 78
onde Rs é a retração linear em porcentagem após secagem a 110ºC, L0 é o
comprimento úmido inicial do corpo de prova, L1 é o comprimento do corpo de
prova após secagem a 110ºC, Rq é a retração linear em porcentagem após a
queima e L11 é o comprimento do corpo de prova após queima.
4.2.4. Massa específica aparente
A massa específica aparente foi determinada seguindo os procedimentos
descritos em ASTM C 373 (1977a). A massa específica aparente foi calculada
empregando a seguinte expressão:
VMAEM =... Equação 4-5
onde M.E.A. é a massa específica aparente da peça cerâmica, M é a massa da peça
cerâmica queimada ou seca, V é o volume da peça cerâmica queimada ou seca.
4.2.5. Tensão de ruptura à flexão
Para a determinação da tensão de ruptura à flexão de 3 pontos dos corpos de
prova utilizou-se uma prensa servo-controlada da marca INSTRON, modelo
5500R. Os ensaios foram realizados nas dependências do Instituto Tecnológico da
PUC-Rio (ITUC). A velocidade de aplicação de carga foi de 0,5mm/min e a
distância entre cutelos foi de 9,0cm. Este ensaio foi baseado na norma ASTM C
674 (1977b), que indica que a tensão de ruptura à flexão pode ser calculada
através da seguinte expressão:
22..3
bhLPTRF = Equação 4-6
sendo TRF a tensão de ruptura à flexão, P a carga no instante da ruptura, L é a
distância entre os apoios do corpo de prova, b é a largura do corpo de prova e h é
a altura do corpo de prova.
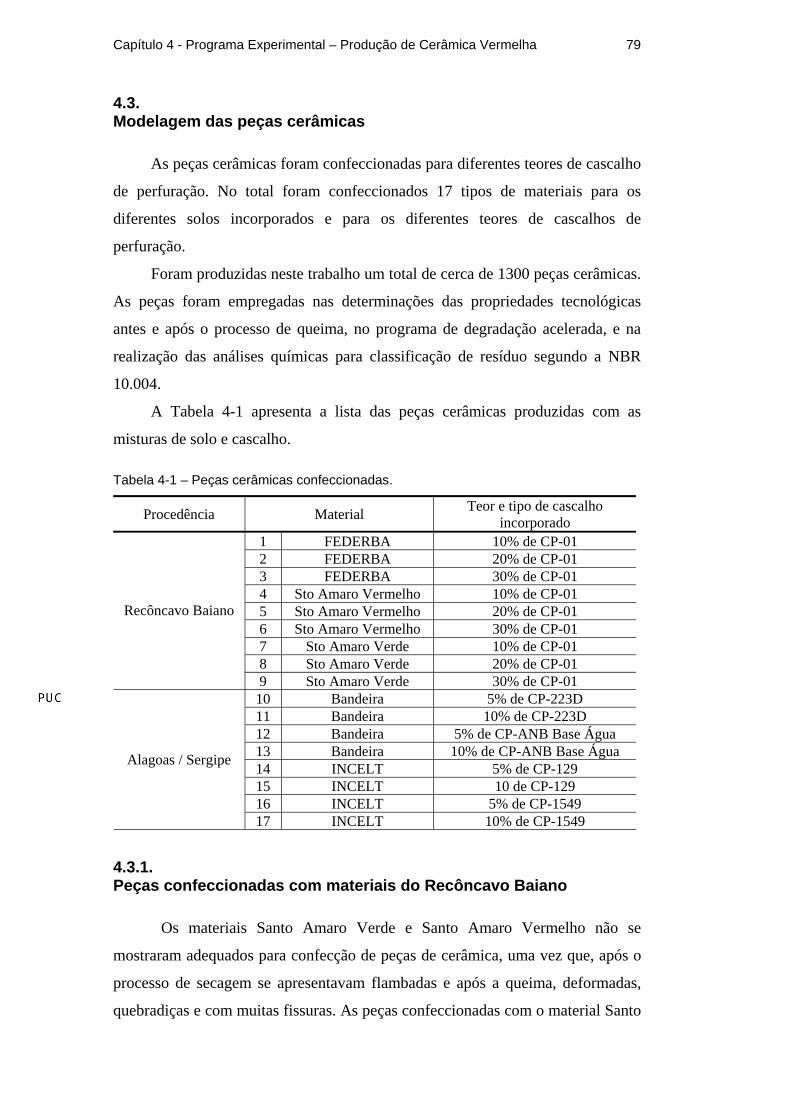
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 79
4.3. Modelagem das peças cerâmicas
As peças cerâmicas foram confeccionadas para diferentes teores de cascalho
de perfuração. No total foram confeccionados 17 tipos de materiais para os
diferentes solos incorporados e para os diferentes teores de cascalhos de
perfuração.
Foram produzidas neste trabalho um total de cerca de 1300 peças cerâmicas.
As peças foram empregadas nas determinações das propriedades tecnológicas
antes e após o processo de queima, no programa de degradação acelerada, e na
realização das análises químicas para classificação de resíduo segundo a NBR
10.004.
A Tabela 4-1 apresenta a lista das peças cerâmicas produzidas com as
misturas de solo e cascalho. Tabela 4-1 – Peças cerâmicas confeccionadas.
Procedência Material Teor e tipo de cascalho incorporado
1 FEDERBA 10% de CP-01 2 FEDERBA 20% de CP-01 3 FEDERBA 30% de CP-01 4 Sto Amaro Vermelho 10% de CP-01 5 Sto Amaro Vermelho 20% de CP-01 6 Sto Amaro Vermelho 30% de CP-01 7 Sto Amaro Verde 10% de CP-01 8 Sto Amaro Verde 20% de CP-01
Recôncavo Baiano
9 Sto Amaro Verde 30% de CP-01 10 Bandeira 5% de CP-223D 11 Bandeira 10% de CP-223D 12 Bandeira 5% de CP-ANB Base Água 13 Bandeira 10% de CP-ANB Base Água 14 INCELT 5% de CP-129 15 INCELT 10 de CP-129 16 INCELT 5% de CP-1549
Alagoas / Sergipe
17 INCELT 10% de CP-1549
4.3.1. Peças confeccionadas com materiais do Recôncavo Baiano
Os materiais Santo Amaro Verde e Santo Amaro Vermelho não se
mostraram adequados para confecção de peças de cerâmica, uma vez que, após o
processo de secagem se apresentavam flambadas e após a queima, deformadas,
quebradiças e com muitas fissuras. As peças confeccionadas com o material Santo

Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 80
Amaro Verde tinham dimensões de 111,7 x 2,86 x 1,86 mm (comprimento x
largura x altura), já as peças modeladas com o material Santo Amaro Vermelho,
foram modeladas para as dimensões de 76,5 x 22,5 x 19,8 mm (comprimento x
largura x altura).
A Figura 4-2 apresenta as peças modeladas com os solos Santo Amaro
Verde e Santo Amaro Vermelho após o processo de secagem e a Figura 4-3 após o
processo de queima.
Santo Amaro Verde Santo Amaro Vermelho
10% de CP-01
20% de CP-01
30% de CP-01
Figura 4-2 – Peças após processo de secagem, Materiais Santo Amaro Verde e
Vermelho.
Santo Amaro Verde Santo Amaro Vermelho
10% de CP-01
20% de CP-01
30% de CP-01
Figura 4-3– Peças após processo de queima, Materiais Santo Amaro Verde e Vermelho.
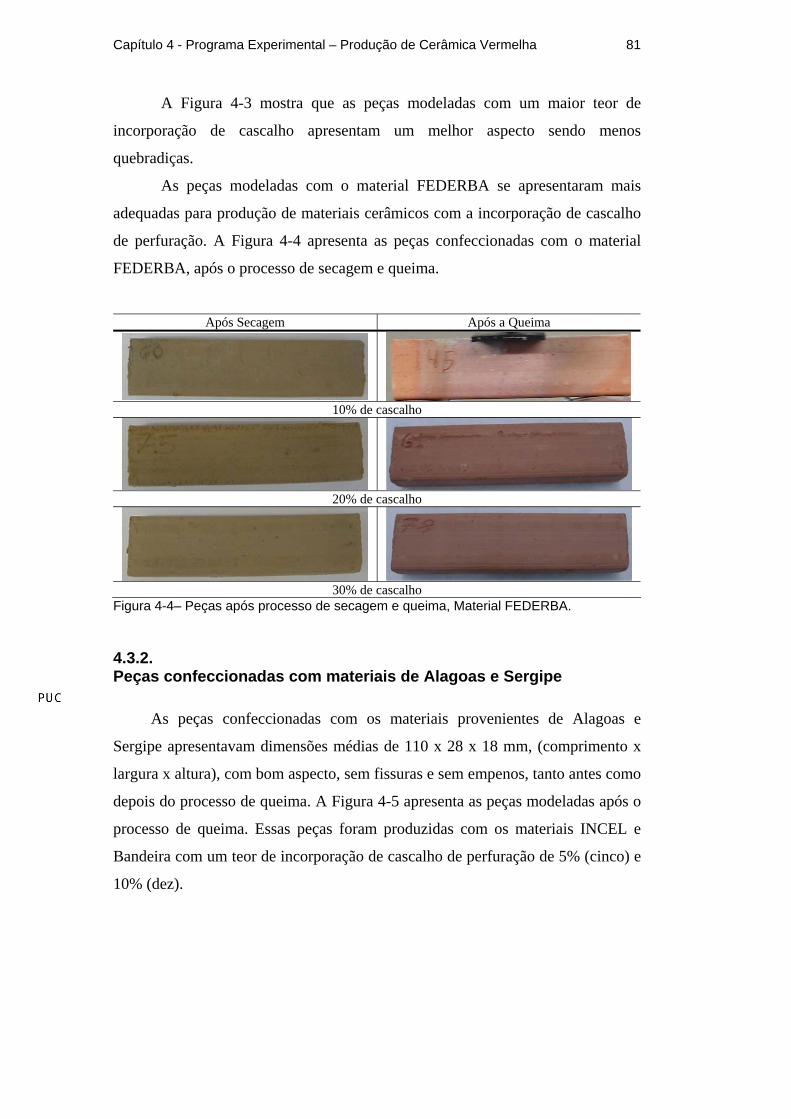
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 81
A Figura 4-3 mostra que as peças modeladas com um maior teor de
incorporação de cascalho apresentam um melhor aspecto sendo menos
quebradiças.
As peças modeladas com o material FEDERBA se apresentaram mais
adequadas para produção de materiais cerâmicos com a incorporação de cascalho
de perfuração. A Figura 4-4 apresenta as peças confeccionadas com o material
FEDERBA, após o processo de secagem e queima.
Após Secagem Após a Queima
10% de cascalho
20% de cascalho
30% de cascalho
Figura 4-4– Peças após processo de secagem e queima, Material FEDERBA.
4.3.2. Peças confeccionadas com materiais de Alagoas e Sergipe
As peças confeccionadas com os materiais provenientes de Alagoas e
Sergipe apresentavam dimensões médias de 110 x 28 x 18 mm, (comprimento x
largura x altura), com bom aspecto, sem fissuras e sem empenos, tanto antes como
depois do processo de queima. A Figura 4-5 apresenta as peças modeladas após o
processo de queima. Essas peças foram produzidas com os materiais INCEL e
Bandeira com um teor de incorporação de cascalho de perfuração de 5% (cinco) e
10% (dez).

Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 82
Bandeira + 5% de CP-223D Bandeira + 10% de CP-223D
Bandeira + 5% de CP-ANB Base Água Bandeira + 10% de CP-ANB Base Água
INCELT + 5% de CP-129 INCELT + 10% de CP-129
INCELT + 5% de CP-1549 INCELT + 10% de CP-1549
Figura 4-5 – Peças após a queima confeccionadas com materiais de INCELT e Bandeira.
4.3.3. Propriedades tecnológicas das peças confeccionadas
A Tabela 4.2 apresenta os valores médios obtidos nas determinações dos
parâmetros físicos das peças cerâmicas. Para uma maior representatividade dos
valores determinados foi considerada uma média de 12 determinações para a
definição dos parâmetros, as normas técnicas (e.g., ASTM C 373 (1977a), ASTM
C 674 (1977b)) recomendem que os valores sejam determinadas a partir de um
lote mínimo de 5 corpos de prova.
Os valores do teor de umidade medidos nas peças confeccionadas estão
próximos ao estipulado no momento da mistura dos materiais, ou seja, metade do
limite de liquidez mais dois por cento (LL/2 + 2%). Para o material FEDERBA o
valor estipulado é 24%, para o material Bandeira o valor estipulado é 24,7% e
para o material INCELT, o valor estipulado é 27%. A diferença observada entre
os valores do teor de umidade pode ser atribuída à perda de água no processo de
extrusão e no intervalo de tempo compreendido entre a extrusão e a pesagem das
peças, uma vez que a umidade é determinada após a modelagem das peças.

Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 83
Tabela 4-2 – Valores Obtidos nas Determinações dos Parâmetros Físicos das Peças
Cerâmicas.
Contração linear Peças Confeccionadas Umidade
secagem queima Absorção de
água Porosidade Massa
específica aparente
Material % de cascalho % cm/m % % g/cm3
10% de CP-01 22,65 7,63 0,41 14,31 35,10 1,686 20% de CP-01 22,84 6,92 0,40 15,22 35,70 1,681 FEDERBA 30% de CP-01 22,90 6,92 0,27 13,21 34,10 1,687
5% de CP-223D 21,32 6,02 0,79 14,10 26,70 1,795 10% de CP-223D 21,82 4,78 1,39 15,40 28,66 1,787 5% de CP-ANB
Base Água 21,18 5,43 0,94 13,22 25,30 1,805 Bandeira
10% de CP-ANB Base Água 21,46 4,78 1,19 12,75 24,53 1,808
5% de CP-129 17,24 5,43 2,02 10,57 21,41 1,887 10 de CP-129 18,75 6,10 1,52 11,22 22,56 1,889
5% de CP-1549 20,01 6,18 1,62 11,38 22,60 1,879 INCELT
10% de CP-1549 18,82 5,91 1,73 11,14 21,96 1,844
As peças confeccionadas com o material INCELT apresentam uma maior
diferença entre o valor determinado e o esperado para a umidade. Neste material,
o processo de secagem foi conduzido apenas a uma temperatura de 60ºC tentando
simular o processo existente na indústria cerâmica. A esta temperatura a água livre
não foi totalmente eliminada o que acarretou na diferença de valores observada.
A temperatura em que os corpos de prova foram submetidos durante o
processo de secagem não é suficiente também para eliminar a água adsorvida dos
materiais argilosos. É necessária uma temperatura ligeiramente superior a 1100C
para que isto ocorra. No entanto, quando se aquece a temperaturas superiores a
4500C, começa o processo que resulta na perda da água de constituição estrutural.
Nesta faixa de temperatura o material argiloso vai perdendo a suas características
físicas. Esta transformação se encerra por volta de 6000C. A partir desta
temperatura, a sílica reage com a alumina formando silicatos de alumínio (mulita),
um material de textura mais grosseira e com maior porosidade.
A faixa de variação dos valores de contração linear de secagem ficou em
torno de 4,78cm/m a 7,63cm/m. Verificou-se que as peças confeccionadas com os
materiais FEDERBA e Bandeira e com um maior teor de incorporação de
cascalho tiveram um melhor desempenho. Em relação à contração linear de
queima, observou-se o inverso, as peças confeccionadas com os materiais
Bandeira e INCELT apresentaram uma maior contração quando houve uma maior
incorporação de cascalho. Para o material FEDERBA os valores obtidos são

Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 84
semelhantes, tendo uma ligeira redução da contração para as peças com 30% de
incorporação de cascalho.
As peças produzidas com o material Bandeira tiveram maiores valores de
absorção e porosidade quando comparadas com as peças produzidas com o
material INCELT. Para estes materiais as peças cerâmicas tiveram a mesma
temperatura de queima. Uma possível explicação reside no fato do material
Bandeira possuir uma maior fração arenosa que o material INCELT e um menor
teor de finos. A maior presença de quartzo no material Bandeira também ajuda a
explicar o ocorrido, posto que este mineral não sofre alteração no processo de
queima até 900°C.
Os valores de massa específica aparente apresentaram, para as peças de um
mesmo material, valores semelhantes, sendo a diferença somente registrada na
segunda casa decimal. Ao contrário dos valores de absorção e porosidade, os
valores da massa específica determinados para o material INCELT foram
superiores as dos demais materiais. Como os materiais utilizados apresentam uma
mineralogia semelhante, era esperado que as peças com menor porosidade e
absorção possuírem maior massa específica.
A Tabela 4-3 apresenta os valores dos desvios padrões obtidos nas
determinações das propriedades tecnológicas. Observa-se que estes valores são
muito baixos indicando uma boa repetibilidade do método de confecção e queima
das peças.
Tabela 4-3 – Desvios Padrões das Determinações dos Parâmetros Físicos das Peças
Cerâmicas.
Contração linear Peças Confeccionadas Umidade
secagem queima Absorçãode água Porosidade Massa específica
aparente
Material % de cascalho % cm/m % % g/cm3
10% de CP-01 0,06 0,28 0,28 0,31 0,31 0,01 20% de CP-01 0,45 0,32 0,35 1,09 0,29 0,01 FEDERBA 30% de CP-01 0,12 0,18 0,16 0,22 0,39 0,00
5% de CP-223D 0,07 0,10 0,38 0,38 0,69 0,01 10% de CP-223D 1,64 0,11 1,27 0,39 0,67 0,05 5% de CP-ANB
Base Água 0,12 0,16 0,35 0,46 0,70 0,02 Bandeira
10% de CP-ANB Base Água 0,14 0,14 0,41 0,27 0,59 0,01
5% de CP-129 0,32 1,35 1,91 0,59 1,06 0,05 10 de CP-129 0,26 0,22 0,33 0,07 0,12 0,01
5% de CP-1549 0,18 0,72 0,73 0,45 0,84 0,01 INCELT
10% de CP-1549 0,24 0,27 0,29 0,21 0,43 0,01
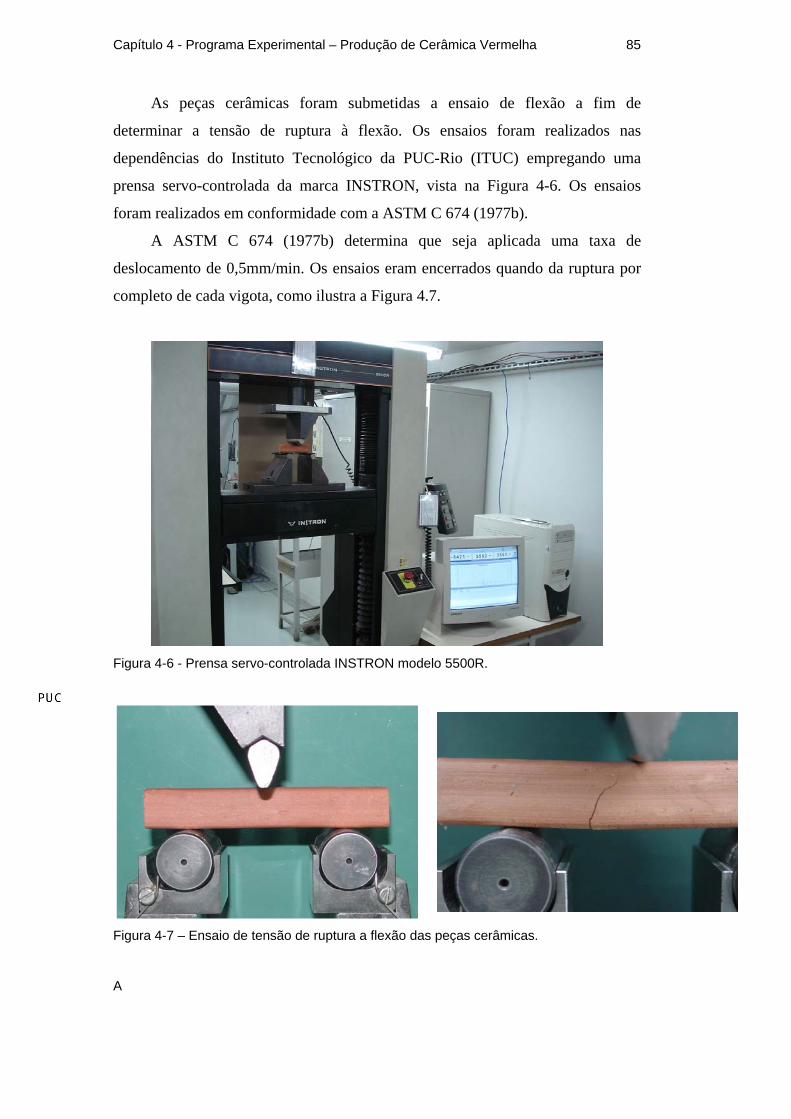
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 85
As peças cerâmicas foram submetidas a ensaio de flexão a fim de
determinar a tensão de ruptura à flexão. Os ensaios foram realizados nas
dependências do Instituto Tecnológico da PUC-Rio (ITUC) empregando uma
prensa servo-controlada da marca INSTRON, vista na Figura 4-6. Os ensaios
foram realizados em conformidade com a ASTM C 674 (1977b).
A ASTM C 674 (1977b) determina que seja aplicada uma taxa de
deslocamento de 0,5mm/min. Os ensaios eram encerrados quando da ruptura por
completo de cada vigota, como ilustra a Figura 4.7.
Figura 4-6 - Prensa servo-controlada INSTRON modelo 5500R.
Figura 4-7 – Ensaio de tensão de ruptura a flexão das peças cerâmicas.
A
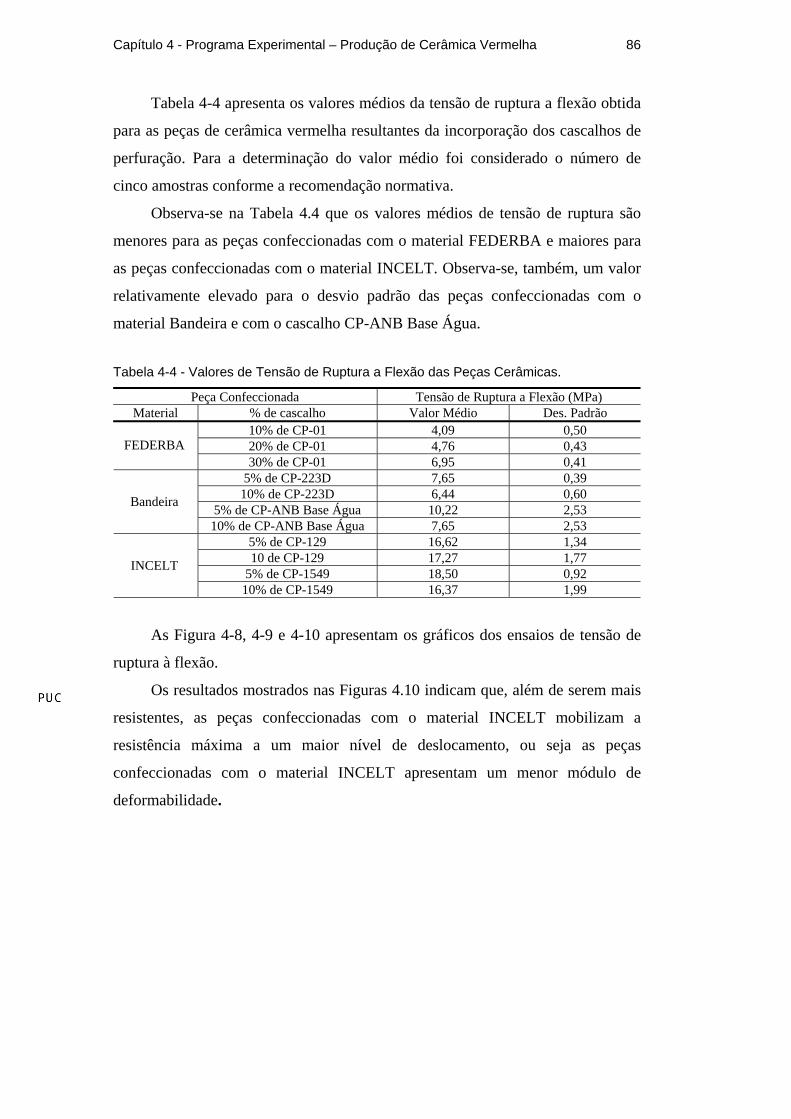
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 86
Tabela 4-4 apresenta os valores médios da tensão de ruptura a flexão obtida
para as peças de cerâmica vermelha resultantes da incorporação dos cascalhos de
perfuração. Para a determinação do valor médio foi considerado o número de
cinco amostras conforme a recomendação normativa.
Observa-se na Tabela 4.4 que os valores médios de tensão de ruptura são
menores para as peças confeccionadas com o material FEDERBA e maiores para
as peças confeccionadas com o material INCELT. Observa-se, também, um valor
relativamente elevado para o desvio padrão das peças confeccionadas com o
material Bandeira e com o cascalho CP-ANB Base Água.
Tabela 4-4 - Valores de Tensão de Ruptura a Flexão das Peças Cerâmicas.
Peça Confeccionada Tensão de Ruptura a Flexão (MPa) Material % de cascalho Valor Médio Des. Padrão
10% de CP-01 4,09 0,50 20% de CP-01 4,76 0,43 FEDERBA 30% de CP-01 6,95 0,41
5% de CP-223D 7,65 0,39 10% de CP-223D 6,44 0,60
5% de CP-ANB Base Água 10,22 2,53 Bandeira
10% de CP-ANB Base Água 7,65 2,53 5% de CP-129 16,62 1,34 10 de CP-129 17,27 1,77
5% de CP-1549 18,50 0,92 INCELT
10% de CP-1549 16,37 1,99
As Figura 4-8, 4-9 e 4-10 apresentam os gráficos dos ensaios de tensão de
ruptura à flexão.
Os resultados mostrados nas Figuras 4.10 indicam que, além de serem mais
resistentes, as peças confeccionadas com o material INCELT mobilizam a
resistência máxima a um maior nível de deslocamento, ou seja as peças
confeccionadas com o material INCELT apresentam um menor módulo de
deformabilidade.
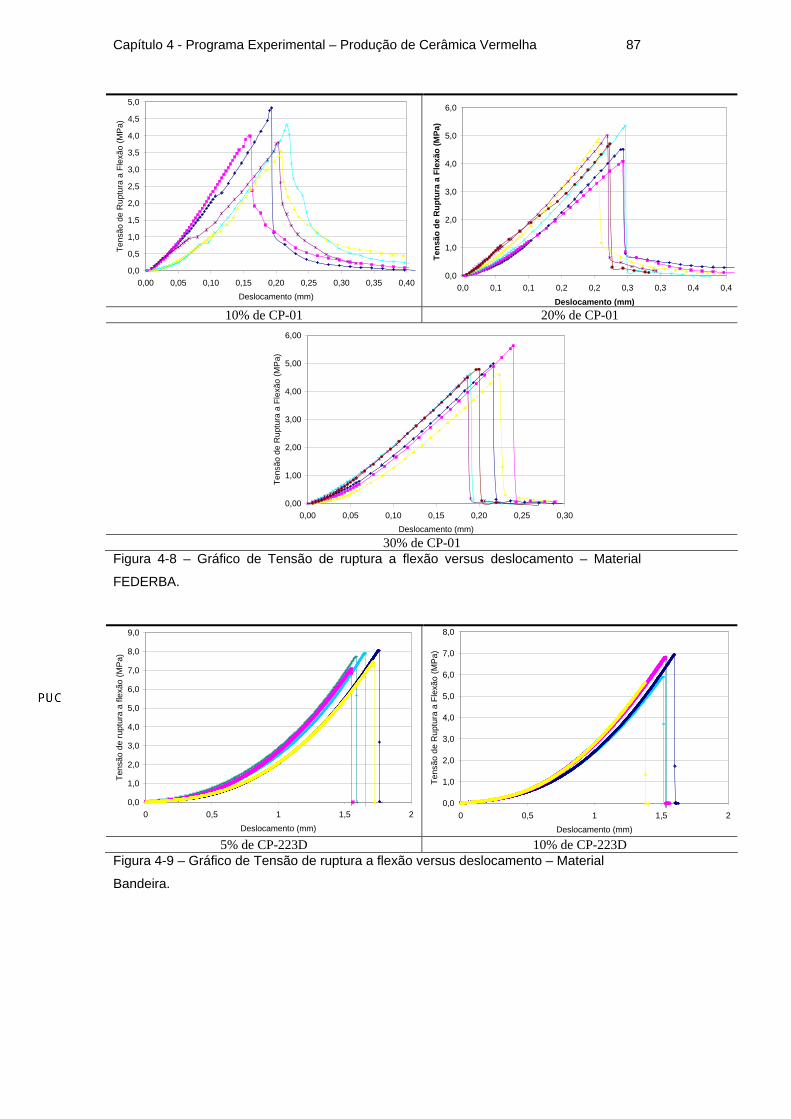
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 87
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40Deslocamento (mm)
Tens
ão d
e R
uptu
ra a
Fle
xão
(MP
a)
0,0
1,0
2,0
3,0
4,0
5,0
6,0
0,0 0,1 0,1 0,2 0,2 0,3 0,3 0,4 0,4
Deslocamento (mm)
Tens
ão d
e R
uptu
ra a
Fle
xão
(MPa
)
10% de CP-01 20% de CP-01
0,00
1,00
2,00
3,00
4,00
5,00
6,00
0,00 0,05 0,10 0,15 0,20 0,25 0,30Deslocamento (mm)
Tens
ão d
e R
uptu
ra a
Fle
xão
(MPa
)
30% de CP-01
Figura 4-8 – Gráfico de Tensão de ruptura a flexão versus deslocamento – Material
FEDERBA.
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
9,0
0 0,5 1 1,5 2Deslocamento (mm)
Tens
ão d
e ru
ptur
a a
flexã
o (M
Pa)
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
0 0,5 1 1,5 2Deslocamento (mm)
Tens
ão d
e R
uptu
ra a
Fle
xão
(MPa
)
5% de CP-223D 10% de CP-223D
Figura 4-9 – Gráfico de Tensão de ruptura a flexão versus deslocamento – Material
Bandeira.
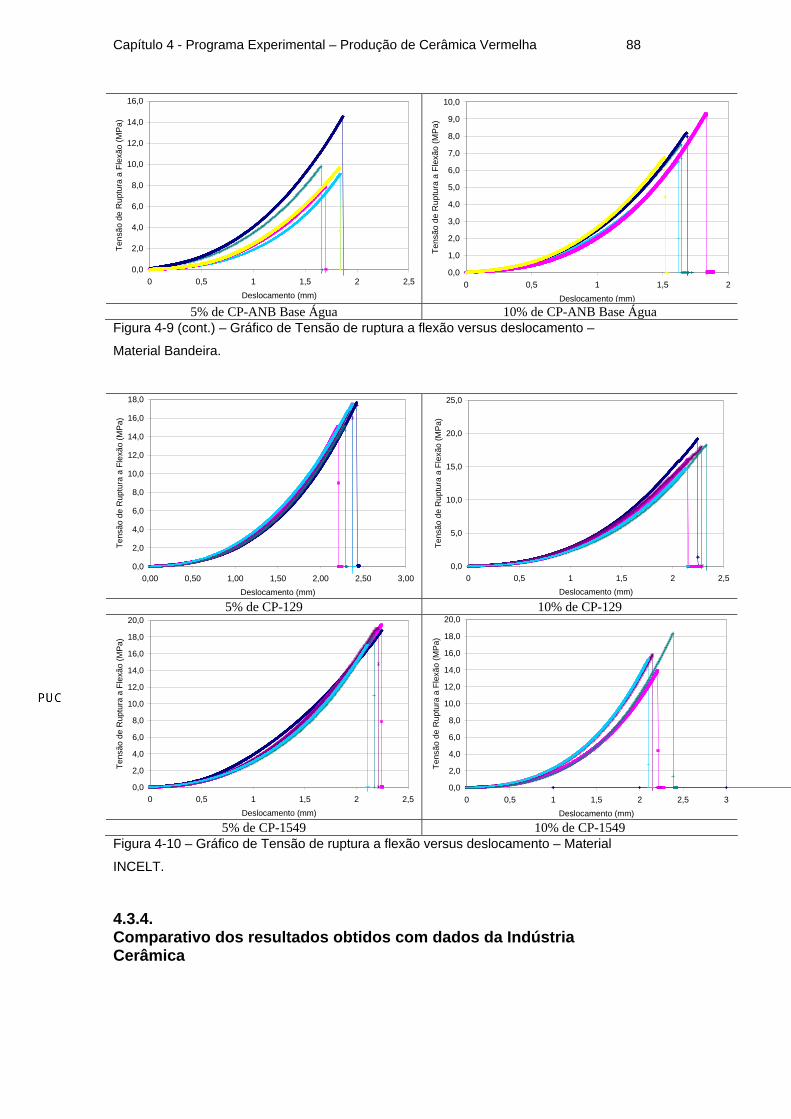
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 88
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
0 0,5 1 1,5 2 2,5Deslocamento (mm)
Tens
ão d
e R
uptu
ra a
Fle
xão
(MPa
)
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
9,0
10,0
0 0,5 1 1,5 2Deslocamento (mm)
Tens
ão d
e R
uptu
ra a
Fle
xão
(MPa
)
5% de CP-ANB Base Água 10% de CP-ANB Base Água
Figura 4-9 (cont.) – Gráfico de Tensão de ruptura a flexão versus deslocamento –
Material Bandeira.
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
0,00 0,50 1,00 1,50 2,00 2,50 3,00Deslocamento (mm)
Tens
ão d
e R
uptu
ra a
Fle
xão
(MPa
)
0,0
5,0
10,0
15,0
20,0
25,0
0 0,5 1 1,5 2 2,5Deslocamento (mm)
Tens
ão d
e R
uptu
ra a
Fle
xão
(MP
a)
5% de CP-129 10% de CP-129
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
20,0
0 0,5 1 1,5 2 2,5Deslocamento (mm)
Tens
ão d
e R
uptu
ra a
Fle
xão
(MPa
)
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
20,0
0 0,5 1 1,5 2 2,5 3Deslocamento (mm)
Tens
ão d
e R
uptu
ra a
Fle
xão
(MPa
)
5% de CP-1549 10% de CP-1549
Figura 4-10 – Gráfico de Tensão de ruptura a flexão versus deslocamento – Material
INCELT.
4.3.4. Comparativo dos resultados obtidos com dados da Indústria Cerâmica
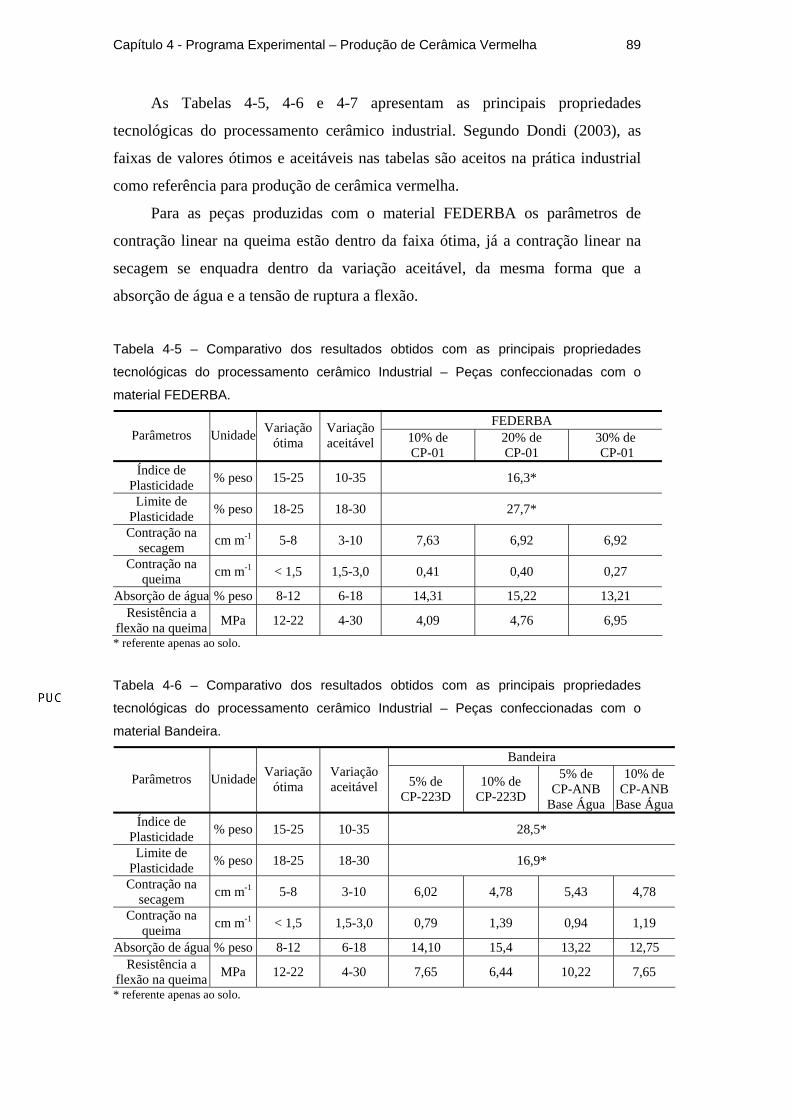
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 89
As Tabelas 4-5, 4-6 e 4-7 apresentam as principais propriedades
tecnológicas do processamento cerâmico industrial. Segundo Dondi (2003), as
faixas de valores ótimos e aceitáveis nas tabelas são aceitos na prática industrial
como referência para produção de cerâmica vermelha.
Para as peças produzidas com o material FEDERBA os parâmetros de
contração linear na queima estão dentro da faixa ótima, já a contração linear na
secagem se enquadra dentro da variação aceitável, da mesma forma que a
absorção de água e a tensão de ruptura a flexão.
Tabela 4-5 – Comparativo dos resultados obtidos com as principais propriedades
tecnológicas do processamento cerâmico Industrial – Peças confeccionadas com o
material FEDERBA.
FEDERBA Parâmetros Unidade Variação
ótima Variação aceitável 10% de
CP-01 20% de CP-01
30% de CP-01
Índice de Plasticidade % peso 15-25 10-35 16,3*
Limite de Plasticidade % peso 18-25 18-30 27,7*
Contração na secagem cm m-1 5-8 3-10 7,63 6,92 6,92
Contração na queima cm m-1 < 1,5 1,5-3,0 0,41 0,40 0,27
Absorção de água % peso 8-12 6-18 14,31 15,22 13,21 Resistência a
flexão na queima MPa 12-22 4-30 4,09 4,76 6,95
* referente apenas ao solo.
Tabela 4-6 – Comparativo dos resultados obtidos com as principais propriedades
tecnológicas do processamento cerâmico Industrial – Peças confeccionadas com o
material Bandeira.
Bandeira
Parâmetros Unidade Variação ótima
Variação aceitável 5% de
CP-223D 10% de
CP-223D
5% de CP-ANB
Base Água
10% de CP-ANB
Base ÁguaÍndice de
Plasticidade % peso 15-25 10-35 28,5*
Limite de Plasticidade % peso 18-25 18-30 16,9*
Contração na secagem cm m-1 5-8 3-10 6,02 4,78 5,43 4,78
Contração na queima cm m-1 < 1,5 1,5-3,0 0,79 1,39 0,94 1,19
Absorção de água % peso 8-12 6-18 14,10 15,4 13,22 12,75 Resistência a
flexão na queima MPa 12-22 4-30 7,65 6,44 10,22 7,65
* referente apenas ao solo.
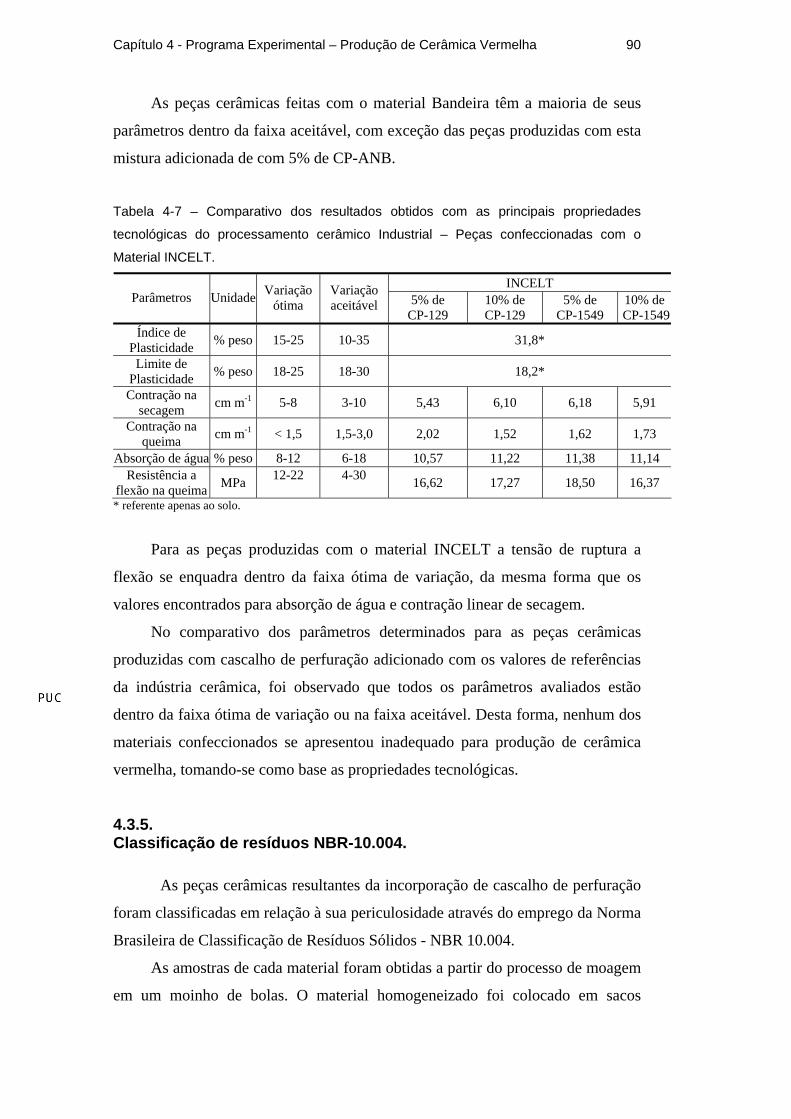
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 90
As peças cerâmicas feitas com o material Bandeira têm a maioria de seus
parâmetros dentro da faixa aceitável, com exceção das peças produzidas com esta
mistura adicionada de com 5% de CP-ANB.
Tabela 4-7 – Comparativo dos resultados obtidos com as principais propriedades
tecnológicas do processamento cerâmico Industrial – Peças confeccionadas com o
Material INCELT.
INCELT Parâmetros Unidade Variação
ótima Variação aceitável 5% de
CP-129 10% de CP-129
5% de CP-1549
10% de CP-1549
Índice de Plasticidade % peso 15-25 10-35 31,8*
Limite de Plasticidade % peso 18-25 18-30 18,2*
Contração na secagem cm m-1 5-8 3-10 5,43 6,10 6,18 5,91
Contração na queima cm m-1 < 1,5 1,5-3,0 2,02 1,52 1,62 1,73
Absorção de água % peso 8-12 6-18 10,57 11,22 11,38 11,14 Resistência a
flexão na queima MPa 12-22
4-30 16,62 17,27 18,50 16,37
* referente apenas ao solo.
Para as peças produzidas com o material INCELT a tensão de ruptura a
flexão se enquadra dentro da faixa ótima de variação, da mesma forma que os
valores encontrados para absorção de água e contração linear de secagem.
No comparativo dos parâmetros determinados para as peças cerâmicas
produzidas com cascalho de perfuração adicionado com os valores de referências
da indústria cerâmica, foi observado que todos os parâmetros avaliados estão
dentro da faixa ótima de variação ou na faixa aceitável. Desta forma, nenhum dos
materiais confeccionados se apresentou inadequado para produção de cerâmica
vermelha, tomando-se como base as propriedades tecnológicas.
4.3.5. Classificação de resíduos NBR-10.004.
As peças cerâmicas resultantes da incorporação de cascalho de perfuração
foram classificadas em relação à sua periculosidade através do emprego da Norma
Brasileira de Classificação de Resíduos Sólidos - NBR 10.004.
As amostras de cada material foram obtidas a partir do processo de moagem
em um moinho de bolas. O material homogeneizado foi colocado em sacos
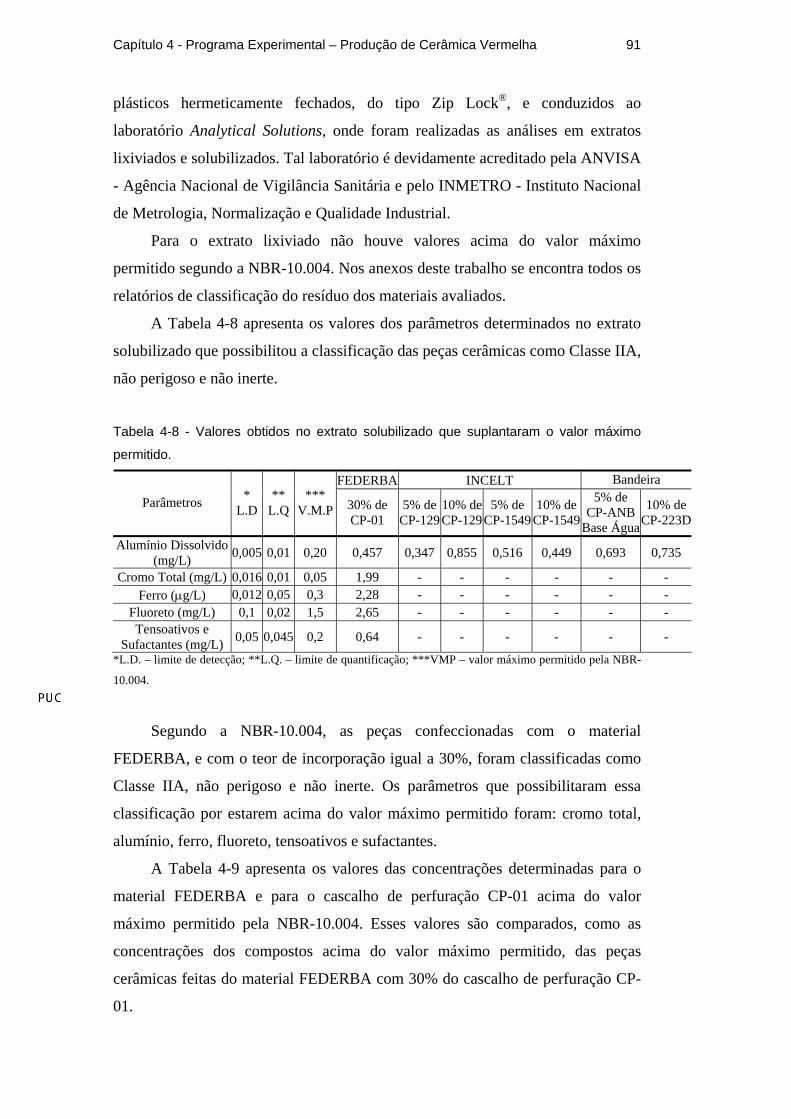
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 91
plásticos hermeticamente fechados, do tipo Zip Lock®, e conduzidos ao
laboratório Analytical Solutions, onde foram realizadas as análises em extratos
lixiviados e solubilizados. Tal laboratório é devidamente acreditado pela ANVISA
- Agência Nacional de Vigilância Sanitária e pelo INMETRO - Instituto Nacional
de Metrologia, Normalização e Qualidade Industrial.
Para o extrato lixiviado não houve valores acima do valor máximo
permitido segundo a NBR-10.004. Nos anexos deste trabalho se encontra todos os
relatórios de classificação do resíduo dos materiais avaliados.
A Tabela 4-8 apresenta os valores dos parâmetros determinados no extrato
solubilizado que possibilitou a classificação das peças cerâmicas como Classe IIA,
não perigoso e não inerte.
Tabela 4-8 - Valores obtidos no extrato solubilizado que suplantaram o valor máximo
permitido.
FEDERBA INCELT Bandeira
Parâmetros * L.D
** L.Q
*** V.M.P 30% de
CP-01 5% de
CP-12910% deCP-129
5% de CP-1549
10% de CP-1549
5% de CP-ANB
Base Água
10% deCP-223D
Alumínio Dissolvido (mg/L) 0,005 0,01 0,20 0,457 0,347 0,855 0,516 0,449 0,693 0,735
Cromo Total (mg/L) 0,016 0,01 0,05 1,99 - - - - - - Ferro (μg/L) 0,012 0,05 0,3 2,28 - - - - - -
Fluoreto (mg/L) 0,1 0,02 1,5 2,65 - - - - - - Tensoativos e
Sufactantes (mg/L) 0,05 0,045 0,2 0,64 - - - - - -
*L.D. – limite de detecção; **L.Q. – limite de quantificação; ***VMP – valor máximo permitido pela NBR-
10.004.
Segundo a NBR-10.004, as peças confeccionadas com o material
FEDERBA, e com o teor de incorporação igual a 30%, foram classificadas como
Classe IIA, não perigoso e não inerte. Os parâmetros que possibilitaram essa
classificação por estarem acima do valor máximo permitido foram: cromo total,
alumínio, ferro, fluoreto, tensoativos e sufactantes.
A Tabela 4-9 apresenta os valores das concentrações determinadas para o
material FEDERBA e para o cascalho de perfuração CP-01 acima do valor
máximo permitido pela NBR-10.004. Esses valores são comparados, como as
concentrações dos compostos acima do valor máximo permitido, das peças
cerâmicas feitas do material FEDERBA com 30% do cascalho de perfuração CP-
01.
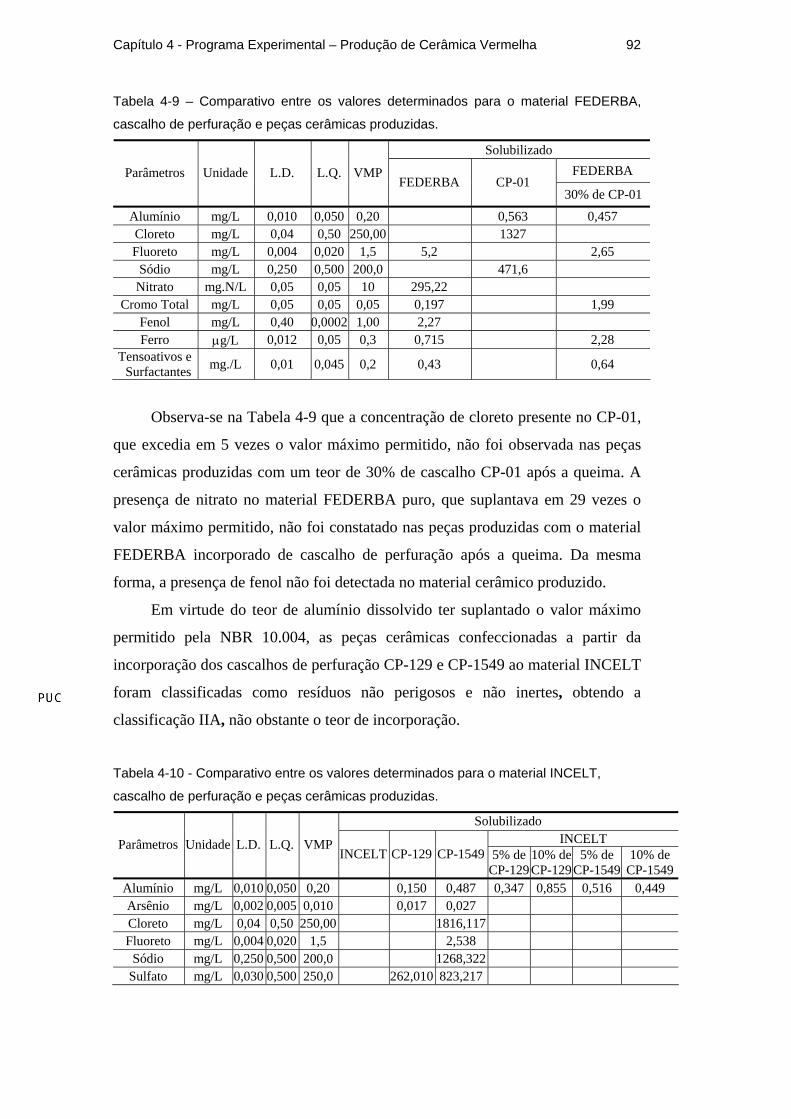
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 92
Tabela 4-9 – Comparativo entre os valores determinados para o material FEDERBA,
cascalho de perfuração e peças cerâmicas produzidas.
Solubilizado FEDERBA Parâmetros Unidade L.D. L.Q. VMP
FEDERBA CP-01 30% de CP-01
Alumínio mg/L 0,010 0,050 0,20 0,563 0,457 Cloreto mg/L 0,04 0,50 250,00 1327 Fluoreto mg/L 0,004 0,020 1,5 5,2 2,65
Sódio mg/L 0,250 0,500 200,0 471,6 Nitrato mg.N/L 0,05 0,05 10 295,22
Cromo Total mg/L 0,05 0,05 0,05 0,197 1,99 Fenol mg/L 0,40 0,0002 1,00 2,27 Ferro μg/L 0,012 0,05 0,3 0,715 2,28
Tensoativos e Surfactantes mg./L 0,01 0,045 0,2 0,43 0,64
Observa-se na Tabela 4-9 que a concentração de cloreto presente no CP-01,
que excedia em 5 vezes o valor máximo permitido, não foi observada nas peças
cerâmicas produzidas com um teor de 30% de cascalho CP-01 após a queima. A
presença de nitrato no material FEDERBA puro, que suplantava em 29 vezes o
valor máximo permitido, não foi constatado nas peças produzidas com o material
FEDERBA incorporado de cascalho de perfuração após a queima. Da mesma
forma, a presença de fenol não foi detectada no material cerâmico produzido.
Em virtude do teor de alumínio dissolvido ter suplantado o valor máximo
permitido pela NBR 10.004, as peças cerâmicas confeccionadas a partir da
incorporação dos cascalhos de perfuração CP-129 e CP-1549 ao material INCELT
foram classificadas como resíduos não perigosos e não inertes, obtendo a
classificação IIA, não obstante o teor de incorporação.
Tabela 4-10 - Comparativo entre os valores determinados para o material INCELT,
cascalho de perfuração e peças cerâmicas produzidas.
Solubilizado INCELT Parâmetros Unidade L.D. L.Q. VMP
INCELT CP-129 CP-1549 5% deCP-129
10% de CP-129
5% de CP-1549
10% de CP-1549
Alumínio mg/L 0,010 0,050 0,20 0,150 0,487 0,347 0,855 0,516 0,449 Arsênio mg/L 0,002 0,005 0,010 0,017 0,027 Cloreto mg/L 0,04 0,50 250,00 1816,117 Fluoreto mg/L 0,004 0,020 1,5 2,538
Sódio mg/L 0,250 0,500 200,0 1268,322 Sulfato mg/L 0,030 0,500 250,0 262,010 823,217
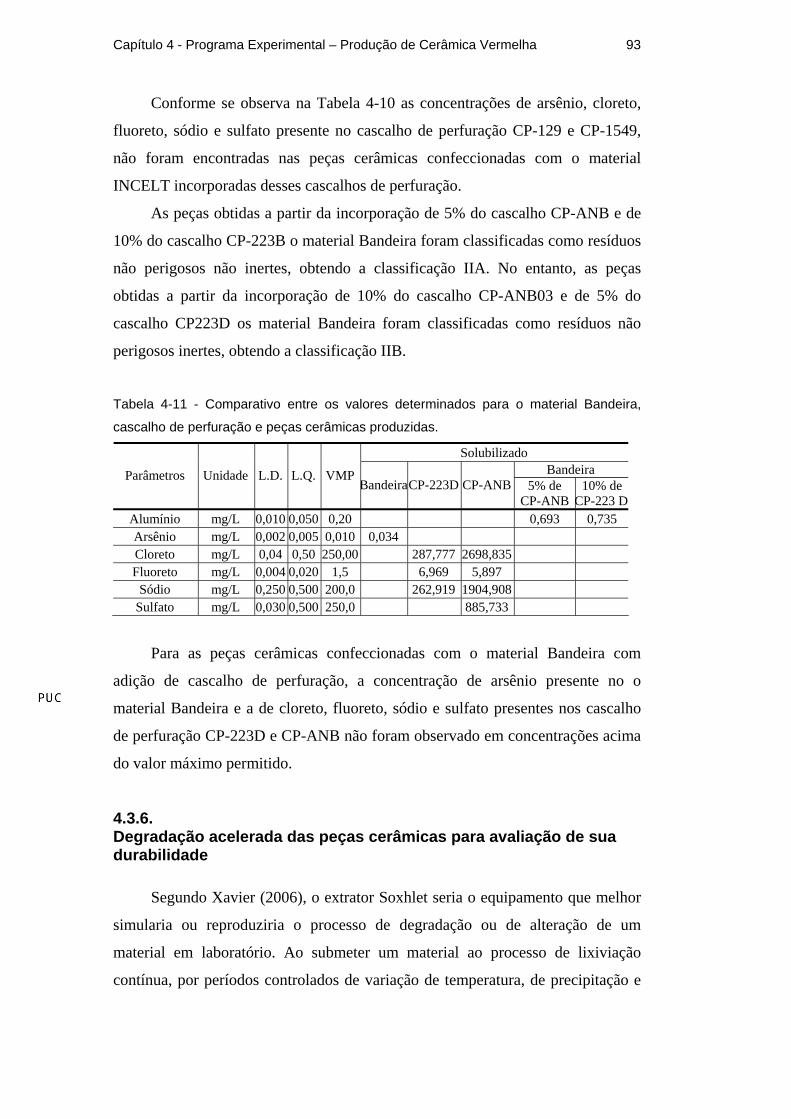
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 93
Conforme se observa na Tabela 4-10 as concentrações de arsênio, cloreto,
fluoreto, sódio e sulfato presente no cascalho de perfuração CP-129 e CP-1549,
não foram encontradas nas peças cerâmicas confeccionadas com o material
INCELT incorporadas desses cascalhos de perfuração.
As peças obtidas a partir da incorporação de 5% do cascalho CP-ANB e de
10% do cascalho CP-223B o material Bandeira foram classificadas como resíduos
não perigosos não inertes, obtendo a classificação IIA. No entanto, as peças
obtidas a partir da incorporação de 10% do cascalho CP-ANB03 e de 5% do
cascalho CP223D os material Bandeira foram classificadas como resíduos não
perigosos inertes, obtendo a classificação IIB.
Tabela 4-11 - Comparativo entre os valores determinados para o material Bandeira,
cascalho de perfuração e peças cerâmicas produzidas.
Solubilizado Bandeira Parâmetros Unidade L.D. L.Q. VMP
BandeiraCP-223D CP-ANB 5% de CP-ANB
10% de CP-223 D
Alumínio mg/L 0,010 0,050 0,20 0,693 0,735 Arsênio mg/L 0,002 0,005 0,010 0,034 Cloreto mg/L 0,04 0,50 250,00 287,777 2698,835 Fluoreto mg/L 0,004 0,020 1,5 6,969 5,897
Sódio mg/L 0,250 0,500 200,0 262,919 1904,908 Sulfato mg/L 0,030 0,500 250,0 885,733
Para as peças cerâmicas confeccionadas com o material Bandeira com
adição de cascalho de perfuração, a concentração de arsênio presente no o
material Bandeira e a de cloreto, fluoreto, sódio e sulfato presentes nos cascalho
de perfuração CP-223D e CP-ANB não foram observado em concentrações acima
do valor máximo permitido.
4.3.6. Degradação acelerada das peças cerâmicas para avaliação de sua durabilidade
Segundo Xavier (2006), o extrator Soxhlet seria o equipamento que melhor
simularia ou reproduziria o processo de degradação ou de alteração de um
material em laboratório. Ao submeter um material ao processo de lixiviação
contínua, por períodos controlados de variação de temperatura, de precipitação e

Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 94
de flutuação do nível de solução de lixiviação, o extrator Soxhlet consegue
simular a alteração de rochas e de outros materiais.
O equipamento empregado nos ensaios de degradação foi desenvolvido a
partir dos estudos conduzidos por Maia (2001) em seu trabalho de doutoramento.
O Equipamento de Degradação do Laboratório de Engenharia Civil
(LECIV) da UENF, apresentado na Figura 4-11, possibilita controlar períodos de
variação de temperatura e de precipitação da solução.
Figura 4-11 – Equipamento de Degradação da UENF. Laboratório de engenharia Civil –
LECIV.
O equipamento de degradação é composto basicamente por uma câmara de
degradação, um sistema de injeção de água, e reservatórios para armazenamento
de água quente e fria, que são resfriadas e aquecidas no próprio equipamento.
Todo esse sistema é automatizado e possui um painel de controle no qual é
programado os ensaios de degradação.
O equipamento é provido de controladores de temperaturas que regulam a
temperatura da água quente e da água fria que é precipitada sobre as amostras. A
aspersão da solução no processo de lixiviação é também controlada por um
dispositivo eletrônico que é capaz de controlar o período de aspersão da solução,
acionando as bombas que injetam a solução na câmara de degradação.
Dentro da câmara de degradação das amostras são simuladas as condições
atmosféricas, onde o material é colocado sobre prateleiras de aço inoxidável e
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 95
submetido a variações de temperatura, enquanto é lavado com água quente e fria
periodicamente, simulando a precipitação. A lavagem é feita pela solução de
lixiviação, proveniente do bombeamento de água quente ou fria que passa pelos
aspersores no topo do tanque criando uma atmosfera saturada e de vapor. A
condensação de vapor ocorre quando o ciclo de água quente entra em
funcionamento.
A Figura 4-12 apresenta as amostras dispostas dentro da câmara de
degradação prontas para se iniciar o ensaio.
Figura 4-12 – Amostras dentro da câmara de degradação.
Neste trabalho, o equipamento foi programado para funcionar durante 1
hora para cada ciclo de água quente ou fria, significando que quando a lixiviação
por água quente está em funcionamento, a água fria permanece desligada.
No ciclo (água quente ou fria), desliga-se a bomba a cada 15 minutos. A
água quente foi controlada para 70ºC e a água fria para 21ºC.
O tempo do ensaio de degradação foi estimado com base nos estudos
realizados por Xavier (2006), que verificou que o pico de perda de resistência para
as peças queimadas à 900°C girava em torno de 230h no ensaio de degradação.
Tendo em vista o trabalho de Xavier (2006) e buscando atingir a resistência
última no processo de degradação, o ensaio de degradação foi conduzido por um
período de 240 horas.
A fim de obter um controle para o ensaio de degradação, foram
confeccionadas 300 novas peças cerâmicas com o material FEDERBA sem adição
de cascalho. A cada ciclo de degradação de 24 horas eram retiradas da câmara de
degradação 12 peças deste material. Essas peças foram secas em estufa a 110°C e

Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 96
armazenadas para os ensaios de determinação de suas propriedades tecnológicas.
A Tabela 4-12 apresenta os seus resultados.
Tabela 4-12 – Propriedades Tecnológicas das Peças Cerâmicas produzidas com o
material FEDERBA
Contração linear Peça Confeccionada Umidade
secagem queima Absorçãode água Porosidade Massa específica
aparente
Solo % cm/m % % g/cm3
FEDERBA 25,9 12,7 0,77 15,49 28,8 1,74
Juntamente com as peças-controle, foram colocadas na câmara de
degradação 12 peças de cada material cerâmico produzido com a incorporação de
cascalho de perfuração. Para as peças oriundas da incorporação de cascalho com o
material FEDERBA só foram adicionadas as relativas à incorporação de 20%. Isto
ocorreu devido a pouca quantidade de matéria-prima para a confecção das peças.
Os resultados das propriedades tecnológicas das peças cerâmicas produzidas
com o material FEDERBA após o processo de degradação acelerada estão
apresentados na Tabela 4-13.
Tabela 4-13 - Propriedades Tecnológicas das Peças Cerâmicas produzidas com o
material FEDERBA puro após processo de degradação
Tempo de Degradação
TRF Absorçãode água Porosidade Massa específica
aparente Peça Confeccionada horas MPa % % g/cm3
0 3,14 15,49 28,80 1,74 24 3,48 16,17 29,16 1,72 48 3,31 16,21 28,67 1,71 72 3,58 15,98 28,26 1,71 96 3,46 15,99 28,94 1,71
120 3,79 16,21 29,14 1,70 144 4,11 16,14 28,71 1,71 168 4,70 16,17 29,29 1,71 192 2,70 16,32 29,34 1,70 216 2,65 16,12 29,07 1,71
FEDERBA
240 3,77 16,12 29,13 1,71
A tensão de ruptura a flexão apresentou um comportamento semelhante ao
previsto por Xavier (2006). As peças cerâmicas produzidas tiveram um ganho de
resistência até o sétimo ciclo de degradação, durante o oitavo e nono ciclo tiveram
a sua menor resistência voltando a ter um ganho de resistência no décimo ciclo de
envelhecimento. Esse comportamento é observado na Figura 4-13.
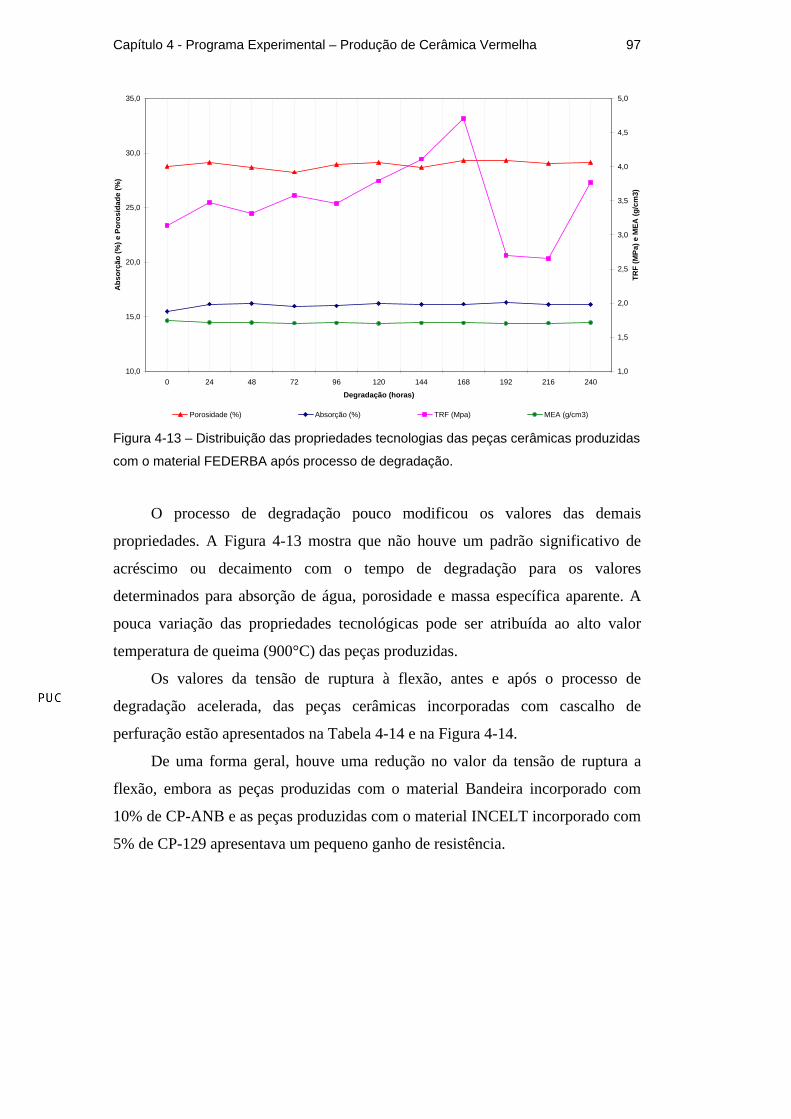
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 97
10,0
15,0
20,0
25,0
30,0
35,0
0 24 48 72 96 120 144 168 192 216 240
Degradação (horas)
Abs
orçã
o (%
) e P
oros
idad
e (%
)
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
TRF
(MPa
) e M
EA (g
/cm
3)
Porosidade (%) Absorção (%) TRF (Mpa) MEA (g/cm3) Figura 4-13 – Distribuição das propriedades tecnologias das peças cerâmicas produzidas
com o material FEDERBA após processo de degradação.
O processo de degradação pouco modificou os valores das demais
propriedades. A Figura 4-13 mostra que não houve um padrão significativo de
acréscimo ou decaimento com o tempo de degradação para os valores
determinados para absorção de água, porosidade e massa específica aparente. A
pouca variação das propriedades tecnológicas pode ser atribuída ao alto valor
temperatura de queima (900°C) das peças produzidas.
Os valores da tensão de ruptura à flexão, antes e após o processo de
degradação acelerada, das peças cerâmicas incorporadas com cascalho de
perfuração estão apresentados na Tabela 4-14 e na Figura 4-14.
De uma forma geral, houve uma redução no valor da tensão de ruptura a
flexão, embora as peças produzidas com o material Bandeira incorporado com
10% de CP-ANB e as peças produzidas com o material INCELT incorporado com
5% de CP-129 apresentava um pequeno ganho de resistência.
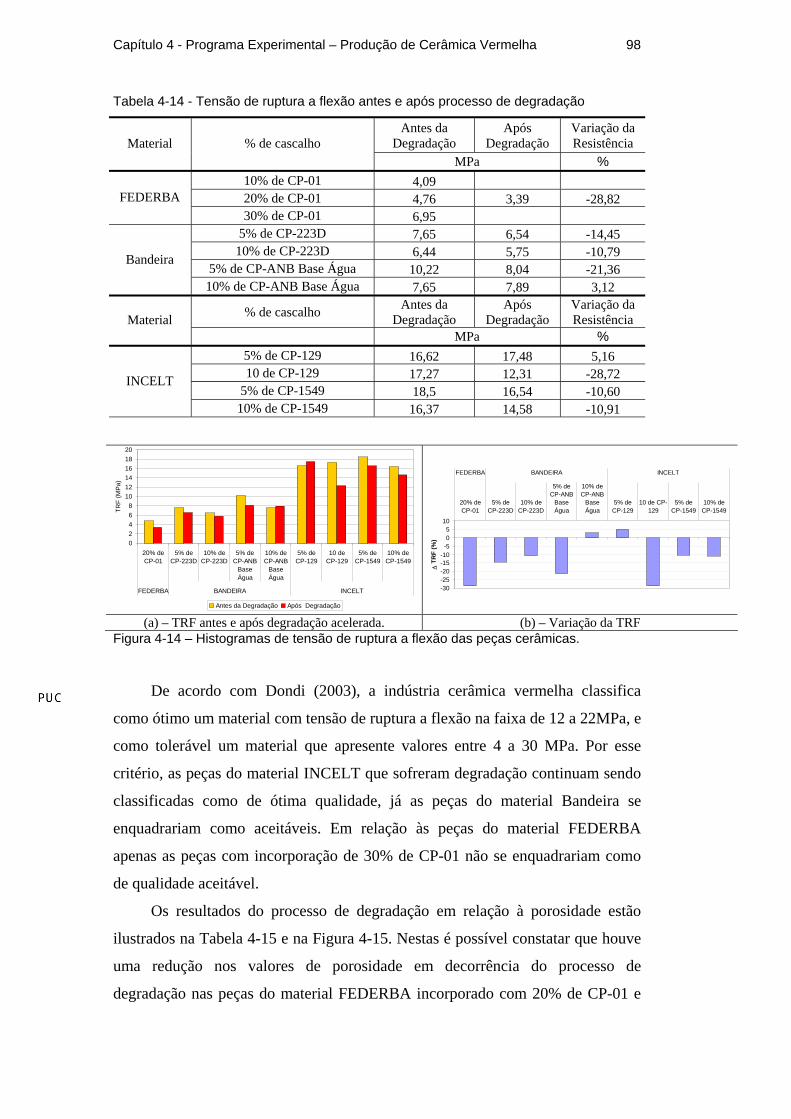
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 98
Tabela 4-14 - Tensão de ruptura a flexão antes e após processo de degradação
Antes da Degradação
Após Degradação
Variação da Resistência Material % de cascalho
MPa % 10% de CP-01 4,09 20% de CP-01 4,76 3,39 -28,82 FEDERBA 30% de CP-01 6,95
5% de CP-223D 7,65 6,54 -14,45 10% de CP-223D 6,44 5,75 -10,79
5% de CP-ANB Base Água 10,22 8,04 -21,36 Bandeira
10% de CP-ANB Base Água 7,65 7,89 3,12
% de cascalho Antes da Degradação
Após Degradação
Variação da Resistência Material
MPa % 5% de CP-129 16,62 17,48 5,16 10 de CP-129 17,27 12,31 -28,72
5% de CP-1549 18,5 16,54 -10,60 INCELT
10% de CP-1549 16,37 14,58 -10,91
02468
101214161820
20% deCP-01
5% deCP-223D
10% deCP-223D
5% deCP-ANB
BaseÁgua
10% deCP-ANB
BaseÁgua
5% deCP-129
10 deCP-129
5% deCP-1549
10% deCP-1549
FEDERBA BANDEIRA INCELT
TRF
(MP
a)
Antes da Degradação Após Degradação
-30-25-20-15-10
-505
10
20% deCP-01
5% deCP-223D
10% deCP-223D
5% deCP-ANB
BaseÁgua
10% deCP-ANB
BaseÁgua
5% deCP-129
10 de CP-129
5% deCP-1549
10% deCP-1549
FEDERBA BANDEIRA INCELT
Δ T
RF
(%)
(a) – TRF antes e após degradação acelerada. (b) – Variação da TRF Figura 4-14 – Histogramas de tensão de ruptura a flexão das peças cerâmicas.
De acordo com Dondi (2003), a indústria cerâmica vermelha classifica
como ótimo um material com tensão de ruptura a flexão na faixa de 12 a 22MPa, e
como tolerável um material que apresente valores entre 4 a 30 MPa. Por esse
critério, as peças do material INCELT que sofreram degradação continuam sendo
classificadas como de ótima qualidade, já as peças do material Bandeira se
enquadrariam como aceitáveis. Em relação às peças do material FEDERBA
apenas as peças com incorporação de 30% de CP-01 não se enquadrariam como
de qualidade aceitável.
Os resultados do processo de degradação em relação à porosidade estão
ilustrados na Tabela 4-15 e na Figura 4-15. Nestas é possível constatar que houve
uma redução nos valores de porosidade em decorrência do processo de
degradação nas peças do material FEDERBA incorporado com 20% de CP-01 e
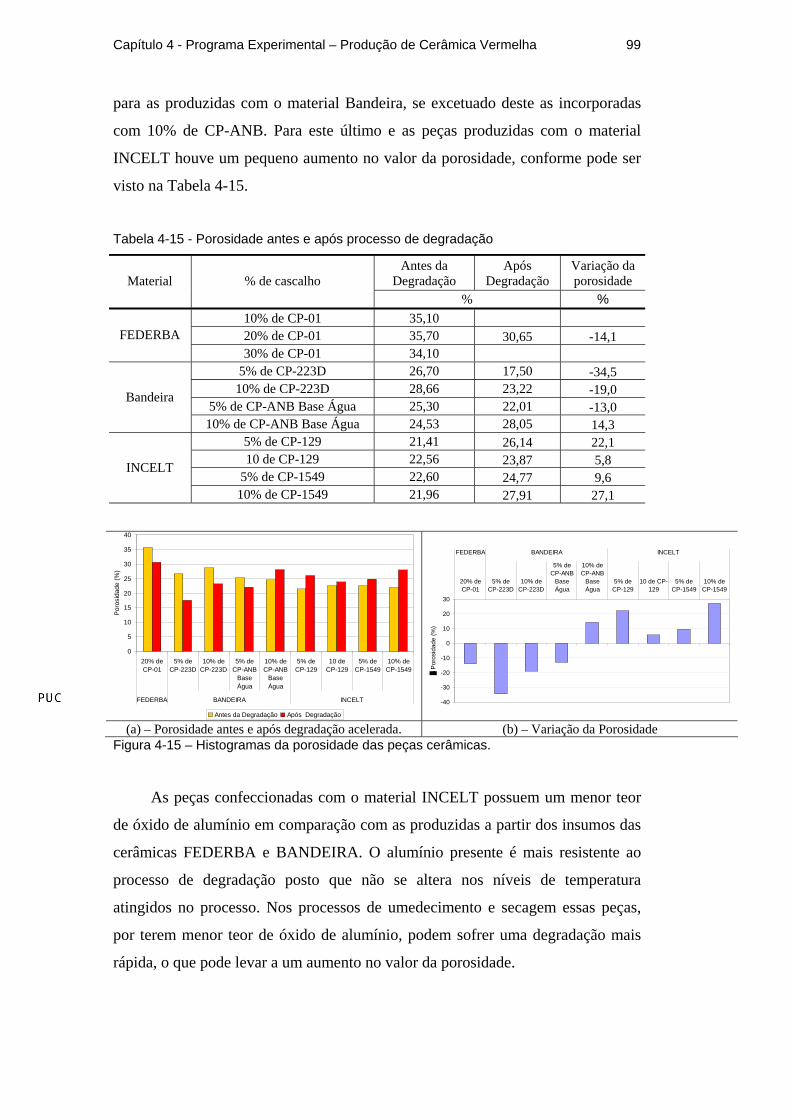
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 99
para as produzidas com o material Bandeira, se excetuado deste as incorporadas
com 10% de CP-ANB. Para este último e as peças produzidas com o material
INCELT houve um pequeno aumento no valor da porosidade, conforme pode ser
visto na Tabela 4-15.
Tabela 4-15 - Porosidade antes e após processo de degradação
Antes da Degradação
Após Degradação
Variação da porosidade Material % de cascalho
% % 10% de CP-01 35,10 20% de CP-01 35,70 30,65 -14,1 FEDERBA 30% de CP-01 34,10
5% de CP-223D 26,70 17,50 -34,5 10% de CP-223D 28,66 23,22 -19,0
5% de CP-ANB Base Água 25,30 22,01 -13,0 Bandeira
10% de CP-ANB Base Água 24,53 28,05 14,3 5% de CP-129 21,41 26,14 22,1 10 de CP-129 22,56 23,87 5,8
5% de CP-1549 22,60 24,77 9,6 INCELT
10% de CP-1549 21,96 27,91 27,1
0
5
10
15
20
25
30
35
40
20% deCP-01
5% deCP-223D
10% deCP-223D
5% deCP-ANB
BaseÁgua
10% deCP-ANB
BaseÁgua
5% deCP-129
10 deCP-129
5% deCP-1549
10% deCP-1549
FEDERBA BANDEIRA INCELT
Por
osid
ade
(%)
Antes da Degradação Após Degradação
-40
-30
-20
-10
0
10
20
30
20% deCP-01
5% deCP-223D
10% deCP-223D
5% deCP-ANB
BaseÁgua
10% deCP-ANB
BaseÁgua
5% deCP-129
10 de CP-129
5% deCP-1549
10% deCP-1549
FEDERBA BANDEIRA INCELT
Por
osid
ade
(%)
(a) – Porosidade antes e após degradação acelerada. (b) – Variação da Porosidade Figura 4-15 – Histogramas da porosidade das peças cerâmicas.
As peças confeccionadas com o material INCELT possuem um menor teor
de óxido de alumínio em comparação com as produzidas a partir dos insumos das
cerâmicas FEDERBA e BANDEIRA. O alumínio presente é mais resistente ao
processo de degradação posto que não se altera nos níveis de temperatura
atingidos no processo. Nos processos de umedecimento e secagem essas peças,
por terem menor teor de óxido de alumínio, podem sofrer uma degradação mais
rápida, o que pode levar a um aumento no valor da porosidade.
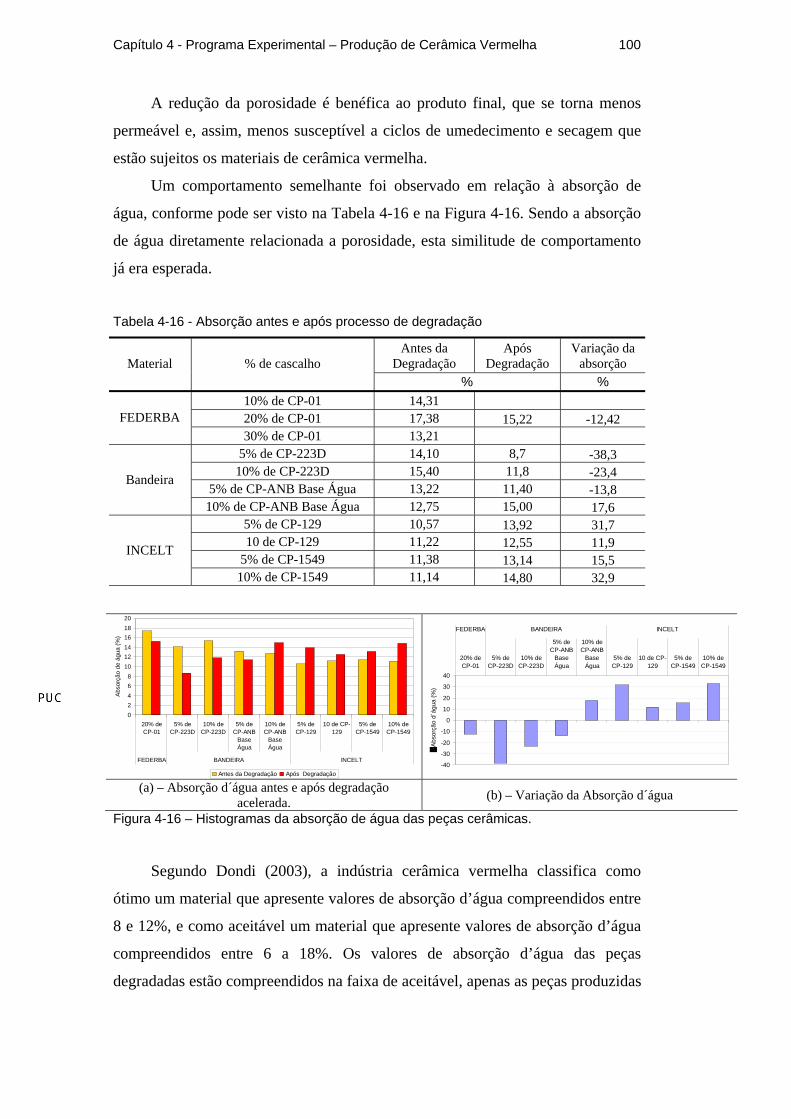
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 100
A redução da porosidade é benéfica ao produto final, que se torna menos
permeável e, assim, menos susceptível a ciclos de umedecimento e secagem que
estão sujeitos os materiais de cerâmica vermelha.
Um comportamento semelhante foi observado em relação à absorção de
água, conforme pode ser visto na Tabela 4-16 e na Figura 4-16. Sendo a absorção
de água diretamente relacionada a porosidade, esta similitude de comportamento
já era esperada.
Tabela 4-16 - Absorção antes e após processo de degradação
Antes da Degradação
Após Degradação
Variação da absorção Material % de cascalho
% % 10% de CP-01 14,31 20% de CP-01 17,38 15,22 -12,42 FEDERBA 30% de CP-01 13,21
5% de CP-223D 14,10 8,7 -38,3 10% de CP-223D 15,40 11,8 -23,4
5% de CP-ANB Base Água 13,22 11,40 -13,8 Bandeira
10% de CP-ANB Base Água 12,75 15,00 17,6 5% de CP-129 10,57 13,92 31,7 10 de CP-129 11,22 12,55 11,9
5% de CP-1549 11,38 13,14 15,5 INCELT
10% de CP-1549 11,14 14,80 32,9
02468
101214161820
20% deCP-01
5% deCP-223D
10% deCP-223D
5% deCP-ANB
BaseÁgua
10% deCP-ANB
BaseÁgua
5% deCP-129
10 de CP-129
5% deCP-1549
10% deCP-1549
FEDERBA BANDEIRA INCELT
Abs
orçã
o de
águ
a (%
)
Antes da Degradação Após Degradação-40
-30
-20
-10
0
10
20
30
40
20% deCP-01
5% deCP-223D
10% deCP-223D
5% deCP-ANB
BaseÁgua
10% deCP-ANB
BaseÁgua
5% deCP-129
10 de CP-129
5% deCP-1549
10% deCP-1549
FEDERBA BANDEIRA INCELT
Abso
rção
d´á
gua
(%)
(a) – Absorção d´água antes e após degradação acelerada. (b) – Variação da Absorção d´água
Figura 4-16 – Histogramas da absorção de água das peças cerâmicas.
Segundo Dondi (2003), a indústria cerâmica vermelha classifica como
ótimo um material que apresente valores de absorção d’água compreendidos entre
8 e 12%, e como aceitável um material que apresente valores de absorção d’água
compreendidos entre 6 a 18%. Os valores de absorção d’água das peças
degradadas estão compreendidos na faixa de aceitável, apenas as peças produzidas
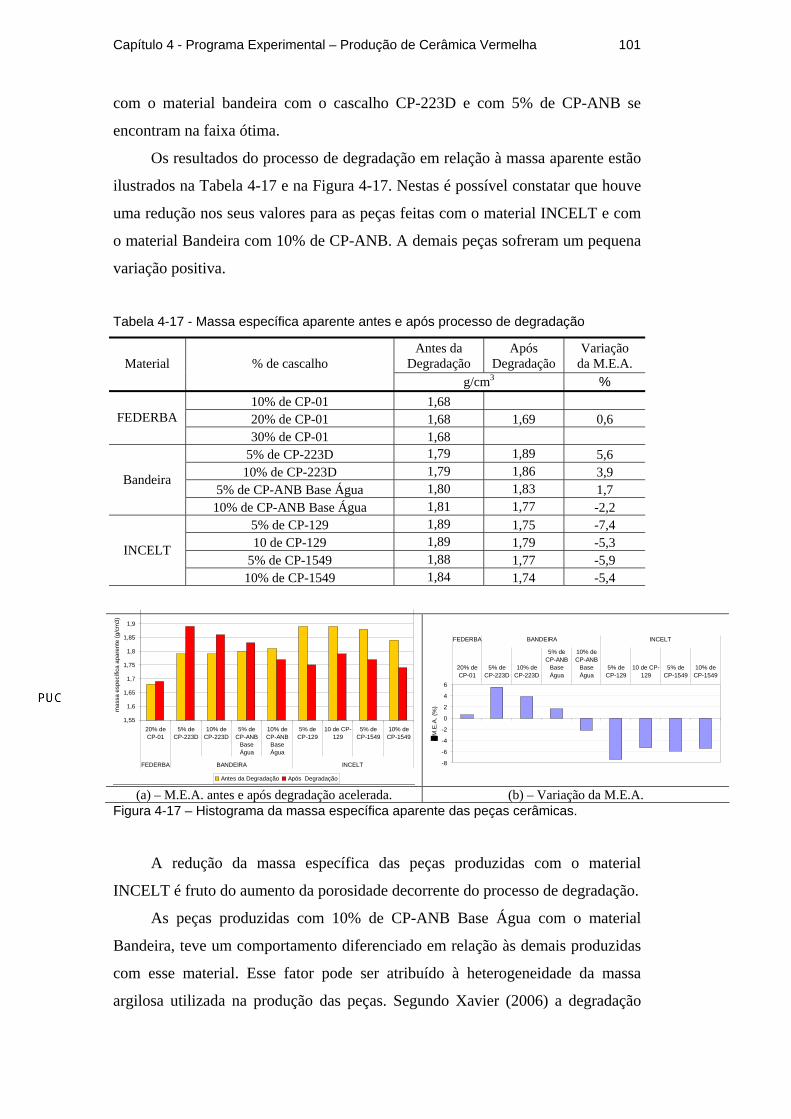
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 101
com o material bandeira com o cascalho CP-223D e com 5% de CP-ANB se
encontram na faixa ótima.
Os resultados do processo de degradação em relação à massa aparente estão
ilustrados na Tabela 4-17 e na Figura 4-17. Nestas é possível constatar que houve
uma redução nos seus valores para as peças feitas com o material INCELT e com
o material Bandeira com 10% de CP-ANB. A demais peças sofreram um pequena
variação positiva.
Tabela 4-17 - Massa específica aparente antes e após processo de degradação
Antes da Degradação
Após Degradação
Variação da M.E.A. Material % de cascalho
g/cm3 % 10% de CP-01 1,68 20% de CP-01 1,68 1,69 0,6 FEDERBA 30% de CP-01 1,68
5% de CP-223D 1,79 1,89 5,6 10% de CP-223D 1,79 1,86 3,9
5% de CP-ANB Base Água 1,80 1,83 1,7 Bandeira
10% de CP-ANB Base Água 1,81 1,77 -2,2 5% de CP-129 1,89 1,75 -7,4 10 de CP-129 1,89 1,79 -5,3
5% de CP-1549 1,88 1,77 -5,9 INCELT
10% de CP-1549 1,84 1,74 -5,4
1,55
1,6
1,65
1,7
1,75
1,8
1,85
1,9
20% deCP-01
5% deCP-223D
10% deCP-223D
5% deCP-ANB
BaseÁgua
10% deCP-ANB
BaseÁgua
5% deCP-129
10 de CP-129
5% deCP-1549
10% deCP-1549
FEDERBA BANDEIRA INCELT
mas
sa e
spec
ífica
apa
rent
e (g
/cm
3)
Antes da Degradação Após Degradação
-8
-6
-4
-2
0
2
4
6
20% deCP-01
5% deCP-223D
10% deCP-223D
5% deCP-ANB
BaseÁgua
10% deCP-ANB
BaseÁgua
5% deCP-129
10 de CP-129
5% deCP-1549
10% deCP-1549
FEDERBA BANDEIRA INCELT
M.E
.A. (
%)
(a) – M.E.A. antes e após degradação acelerada. (b) – Variação da M.E.A. Figura 4-17 – Histograma da massa específica aparente das peças cerâmicas.
A redução da massa específica das peças produzidas com o material
INCELT é fruto do aumento da porosidade decorrente do processo de degradação.
As peças produzidas com 10% de CP-ANB Base Água com o material
Bandeira, teve um comportamento diferenciado em relação às demais produzidas
com esse material. Esse fator pode ser atribuído à heterogeneidade da massa
argilosa utilizada na produção das peças. Segundo Xavier (2006) a degradação
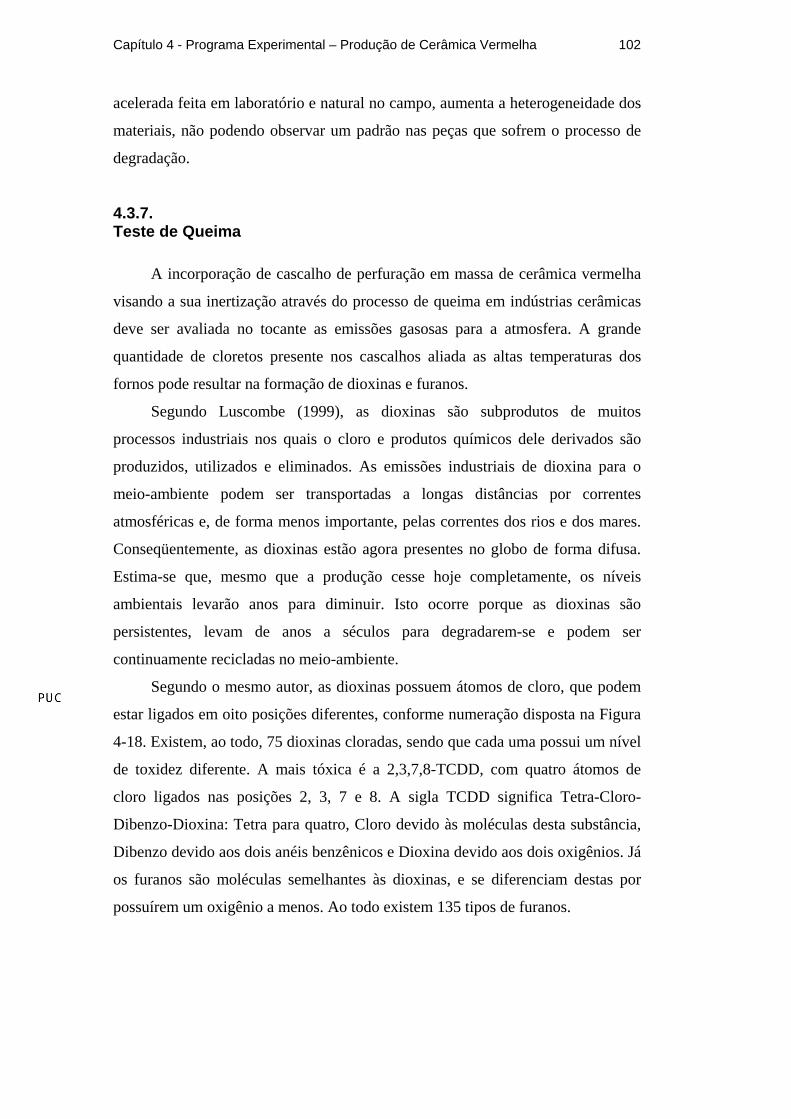
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 102
acelerada feita em laboratório e natural no campo, aumenta a heterogeneidade dos
materiais, não podendo observar um padrão nas peças que sofrem o processo de
degradação.
4.3.7. Teste de Queima
A incorporação de cascalho de perfuração em massa de cerâmica vermelha
visando a sua inertização através do processo de queima em indústrias cerâmicas
deve ser avaliada no tocante as emissões gasosas para a atmosfera. A grande
quantidade de cloretos presente nos cascalhos aliada as altas temperaturas dos
fornos pode resultar na formação de dioxinas e furanos.
Segundo Luscombe (1999), as dioxinas são subprodutos de muitos
processos industriais nos quais o cloro e produtos químicos dele derivados são
produzidos, utilizados e eliminados. As emissões industriais de dioxina para o
meio-ambiente podem ser transportadas a longas distâncias por correntes
atmosféricas e, de forma menos importante, pelas correntes dos rios e dos mares.
Conseqüentemente, as dioxinas estão agora presentes no globo de forma difusa.
Estima-se que, mesmo que a produção cesse hoje completamente, os níveis
ambientais levarão anos para diminuir. Isto ocorre porque as dioxinas são
persistentes, levam de anos a séculos para degradarem-se e podem ser
continuamente recicladas no meio-ambiente.
Segundo o mesmo autor, as dioxinas possuem átomos de cloro, que podem
estar ligados em oito posições diferentes, conforme numeração disposta na Figura
4-18. Existem, ao todo, 75 dioxinas cloradas, sendo que cada uma possui um nível
de toxidez diferente. A mais tóxica é a 2,3,7,8-TCDD, com quatro átomos de
cloro ligados nas posições 2, 3, 7 e 8. A sigla TCDD significa Tetra-Cloro-
Dibenzo-Dioxina: Tetra para quatro, Cloro devido às moléculas desta substância,
Dibenzo devido aos dois anéis benzênicos e Dioxina devido aos dois oxigênios. Já
os furanos são moléculas semelhantes às dioxinas, e se diferenciam destas por
possuírem um oxigênio a menos. Ao todo existem 135 tipos de furanos.
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 103
Figura 4-18 - Estrutura do 2,3,7,8 tetraclorodibenzodioxina e furano
O teste de queima foi realizado nas dependências do Laboratório de
Geotecnia e Meio Ambiente da PUC-Rio, posto que não haviam as condições
necessárias a amostragem das emissões no Laboratório de Estruturas e Materiais
Cerâmicos da UENF.
O teste de queima foi conduzido a uma temperatura de 700°C e realizado
no processo de queima para produção de peças cerâmicas para o material
FEDERBA com incorporação de 20% de cascalho de perfuração.
A queima foi efetuada em um forno tipo mufla a uma temperatura de
700°C. O forno foi instalado no interior de uma capela a fim de impedir que
emissões oriundas da queima escapassem para o Laboratório, conforme ilustra a
Figura 4-19.
Figura 4-19 – Sistema instalado para teste de queima.
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 104
A temperatura do forno tipo mufla foi controlada com uma exatidão de 1°C
através de um controlador da marca COEL e atestada através de um termômetro
digital da marca Minipa. As emissões foram coletadas através de uma linha de
vácuo.
Em uma primeira etapa, as emissões foram resfriadas em uma serpentina de
vidro e condensadas. O material condensado foi passado em um trap de resina
XAD-2 vista na Figura 4-20, que após o teste foi remetido ao Laboratório
Analytical Solutions para a determinação do teor de dioxinas e furanos.
Figura 4-20 – Resina XAD-2 para amostragem de Dioxina e Furanos.
De acordo com a Organização Mundial da Saúde (OMS), a natureza
complexa das misturas de dibenzo-p-dioxina policlorada (PCDD), dibenzofurano
(PCDF) e bifenil (PCB) complica a avaliação de risco para seres humanos. Com
esta finalidade, foi desenvolvido o conceito de fatores de toxidade equivalente
(FTEQ), introduzido para facilitar a avaliação do risco e legislação de controle
para a exposição a estas misturas.
O sistema FTEQ é mais um meio de expressar a toxicidade combinada das
misturas de PCDD/Fs e PCBs do que de apenas indicar as concentrações
absolutas. Neste sistema, o congênere mais tóxico, 2,3,7,8-TCDD, é designado
como dioxina de fator de equivalência tóxica (FTEQ) 1,0 (um). Aos outros
congêneres é atribuído o valor do fator de equivalência tóxica (FTEQ)
classificados em relação a este último. Para determinar o valor de TEQ de uma
amostra ambiental, a concentração de cada congênere é multiplicada pelo seu
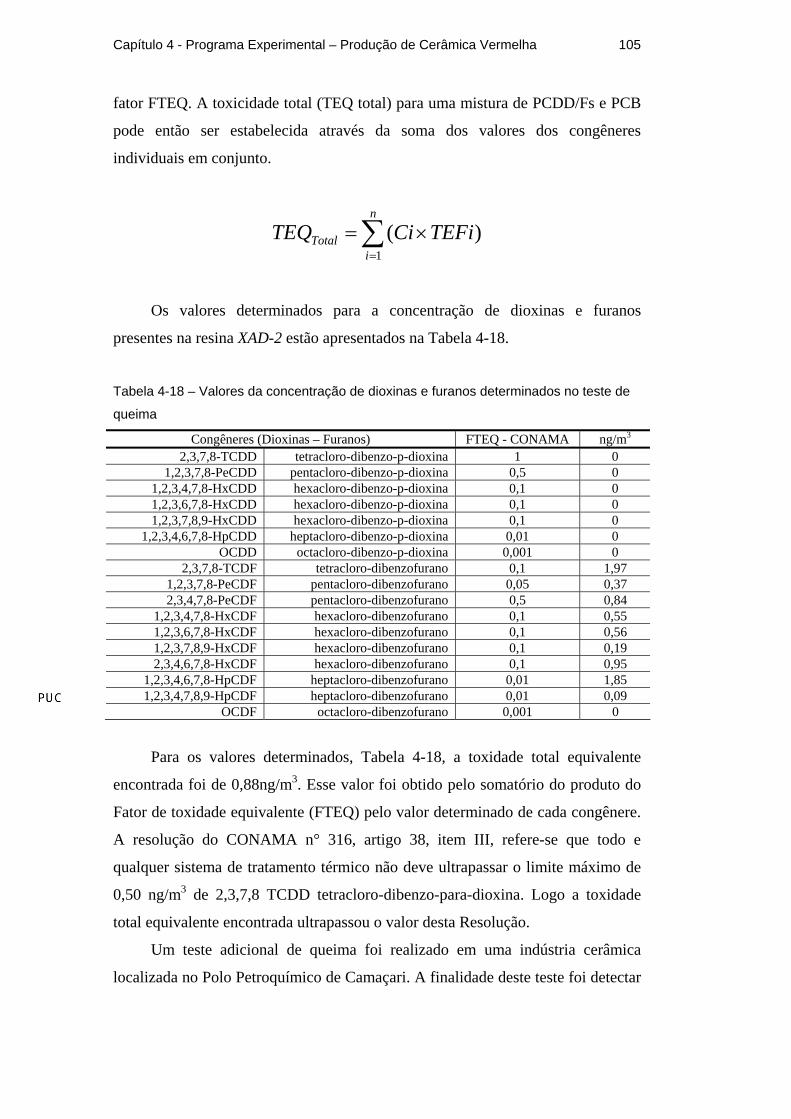
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 105
fator FTEQ. A toxicidade total (TEQ total) para uma mistura de PCDD/Fs e PCB
pode então ser estabelecida através da soma dos valores dos congêneres
individuais em conjunto.
∑=
×=n
iTotal TEFiCiTEQ
1)(
Os valores determinados para a concentração de dioxinas e furanos
presentes na resina XAD-2 estão apresentados na Tabela 4-18.
Tabela 4-18 – Valores da concentração de dioxinas e furanos determinados no teste de
queima
Congêneres (Dioxinas – Furanos) FTEQ - CONAMA ng/m3
2,3,7,8-TCDD tetracloro-dibenzo-p-dioxina 1 0 1,2,3,7,8-PeCDD pentacloro-dibenzo-p-dioxina 0,5 0
1,2,3,4,7,8-HxCDD hexacloro-dibenzo-p-dioxina 0,1 0 1,2,3,6,7,8-HxCDD hexacloro-dibenzo-p-dioxina 0,1 0 1,2,3,7,8,9-HxCDD hexacloro-dibenzo-p-dioxina 0,1 0
1,2,3,4,6,7,8-HpCDD heptacloro-dibenzo-p-dioxina 0,01 0 OCDD octacloro-dibenzo-p-dioxina 0,001 0
2,3,7,8-TCDF tetracloro-dibenzofurano 0,1 1,97 1,2,3,7,8-PeCDF pentacloro-dibenzofurano 0,05 0,37 2,3,4,7,8-PeCDF pentacloro-dibenzofurano 0,5 0,84
1,2,3,4,7,8-HxCDF hexacloro-dibenzofurano 0,1 0,55 1,2,3,6,7,8-HxCDF hexacloro-dibenzofurano 0,1 0,56 1,2,3,7,8,9-HxCDF hexacloro-dibenzofurano 0,1 0,19 2,3,4,6,7,8-HxCDF hexacloro-dibenzofurano 0,1 0,95
1,2,3,4,6,7,8-HpCDF heptacloro-dibenzofurano 0,01 1,85 1,2,3,4,7,8,9-HpCDF heptacloro-dibenzofurano 0,01 0,09
OCDF octacloro-dibenzofurano 0,001 0
Para os valores determinados, Tabela 4-18, a toxidade total equivalente
encontrada foi de 0,88ng/m3. Esse valor foi obtido pelo somatório do produto do
Fator de toxidade equivalente (FTEQ) pelo valor determinado de cada congênere.
A resolução do CONAMA n° 316, artigo 38, item III, refere-se que todo e
qualquer sistema de tratamento térmico não deve ultrapassar o limite máximo de
0,50 ng/m3 de 2,3,7,8 TCDD tetracloro-dibenzo-para-dioxina. Logo a toxidade
total equivalente encontrada ultrapassou o valor desta Resolução.
Um teste adicional de queima foi realizado em uma indústria cerâmica
localizada no Polo Petroquímico de Camaçari. A finalidade deste teste foi detectar
Capítulo 4 - Programa Experimental – Produção de Cerâmica Vermelha 106
os níveis de dioxinas e furanos emitidos pela queima de uma mistura argilosa
incorporada com 5% de cascalho de perfuração.
Infelizmente, o teste não obteve resultados. A medição de dioxinas e furanos
realizada no experimento controle, onde não havia a incorporação de cascalho de
perfuração, detectou a presença destes compostos indicando que o forno da
referida indústria já estava contaminado o que impossibilitou a realização do teste
com a incorporação de cascalho de perfuração.
5 Conclusões e Sugestões
5.1. Conclusões
O objetivo principal deste trabalho foi alcançado, uma vez que a incorporação de
cascalho de perfuração na produção de cerâmica vermelha apresentou-se com uma
alternativa economicamente viável e tecnicamente segura para o seu tratamento e
destinação final.
Os resultados obtidos neste trabalho, relativos à incorporação de cascalho de
perfuração a massas argilosas na produção de cerâmica vermelha, serviram de subsídios
para a concessão de licença ambiental do processo no Estado da Bahia. Os termos para
utilização da técnica de encapsulamento avaliada neste trabalho se encontram no corpo
da licença ambiental que se encontra no Anexo III deste trabalho. A incorporação do
cascalho na produção de cerâmica vem sendo praticado pela Petrobras desde março de
2007, como alternativa de destino final do cascalho de perfuração. O custo total do
processo, já incluindo o transporte, é estimado em cerca de R$ 75,00 por tonelada.
Ressalta-se que o processo aqui desenvolvido agrega valores posto que a Cerâmica Real
Ltda, situada em Mata de São João (BA), que atualmente processa o resíduo vende o
produto final ao preço de mercado.
Adicionalmente, a utilização do cascalho de perfuração na produção de cerâmica
vermelha é uma alternativa ambientalmente correta, tanto pela destinação final do
resíduo de perfuração como também pelo aumento da vida útil das jazidas de argila.
A incorporação de até 30% de cascalho de perfuração não teve influência
significativa na variação das propriedades tecnológicas das peças cerâmicas produzidas.
Não foi observado um padrão de redução ou de acréscimo nas propriedades
determinadas, sendo que as pequenas variações observadas podem ser atribuídas à
heterogeneidade das massas argilosas utilizadas.
O cascalho de perfuração apresentou-se como um material de fácil utilização
pela indústria cerâmica. Não houve uma necessidade de alteração na planta industrial
para o recebimento e utilização deste resíduo no processamento industrial.
Capítulo 5 - 5 Conclusões e Sugestões 108
Os ensaios de degradação acelerada conduzidos na Universidade Estadual do
Norte Fluminense apresenta uma pequena tendência de perda de resistência. Entretanto,
a perda observada não constituiu em um fator limitante à utilização do processo
desenvolvido. Adicionalmente, não se constatou uma correlação direta entre a perda de
resistência e o teor de cascalho de perfuração incorporado às massas argilosas.
Em relação às demais propriedades tecnológicas (i.e., absorção de água,
porosidade e massa específica), não se percebeu um padrão de aumento ou redução em
seus valores em decorrência do processo de degradação acelerada.
Utilizar-se de cascalho de perfuração na produção de cerâmica vermelha, não
significa apenas fazer o re-uso direto do resíduo de perfuração incorporado em
diferentes teores as massas argilosas utilizadas pela indústria cerâmica a qual acarretará
em redução de custos com matéria prima. O cascalho de perfuração em geral é
classificado segundo a NBR-10.004, como resíduo Classe II-A, não inerte. Por se tratar
de um resíduo Classe II-A, a sua utilização na produção de cerâmica vermelha deve ser
entendida também como um tratamento térmico. Neste sentido, é necessário que se
observe as seguintes recomendações:
1. Sistematizar o controle e o tratamento das emissões gasosas produzidas
no processo de queima, semelhantemente ao que ocorre em outros
sistemas de tratamentos térmicos;
2. Adequação da temperatura de queima nos fornos das indústrias
cerâmicas para garantir a temperatura mínima de 800°C, conforme
recomendação da resolução n°316 do Conselho Nacional de Meio
Ambiente, CONAMA, sobre sistemas de tratamentos térmicos;
3. Determinação das propriedades tecnológicas dos lotes de cerâmicas
vermelhas produzidas com a incorporação de cascalho de perfuração,
bem como a classificação deste de acordo com a NBR-10.004;
4. Fazer uso de cascalho de perfuração que tenha sofrido um “pré-
tratamento” para recuperação do fluido de perfuração, e desta forma
garantir uma menor emissão de poluentes;
5. Efetuar a classificação mineralógica do cascalho de perfuração evitando
a possibilidade de utilizar resíduos com argilo-minerais expansivos.
6. A realização de ensaios de degradação para aferir o desempenho da
cerâmica com incorporação de cascalho.

Capítulo 5 - 5 Conclusões e Sugestões 109
5.2. Sugestões
As peças cerâmicas produzidas neste trabalho, incorporadas de cascalho de
perfuração, foram classificadas segundo a sua periculosidade de acordo com a NBR-
10.004. Tal norma trata-se de classificação de resíduos. Entretanto o material cerâmico
aqui produzido deve ser considerado como um produto resultante de co-processamento.
Para esse tipo de material ainda não há uma norma para sua devida classificação. Logo
tendo em vista que as técnicas de co-processamento bem como as técnicas de reuso de
materiais são alternativas que tem se mostrado promissoras para tratamento de alguns
resíduos industriais, sugere-se a elaboração de uma norma brasileira para melhor
enquadramento dos materiais produzidos com uso destas técnicas.
Referências Bibliográficas
ABNT (1986). NBR-7185 - determinação da massa específica aparente, “in situ”, com emprego do frasco de areia. Associação Brasileira de Normas Técnicas. Rio de Janeiro, 07p.
ABNT (1984). NBR-06508 - Grãos dos Solos que Passam na Peneira de 4,8mm – Determinação da Massa Específica. Associação Brasileira de Normas Técnicas. Rio de Janeiro, 08p.
ABNT (2004). NBR 10005 - Procedimentos para Obtenção de Extratos Solubilizados de Resíduos Sólidos. Associação Brasileira de Normas Técnicas.
Rio de Janeiro, 16p.
ABNT (2004). NBR 10006 - Procedimentos para Obtenção de Extratos Solubilizados de Resíduos Sólidos. Associação Brasileira de Normas Técnicas. Rio de Janeiro, 03p.
ABNT (2004). NBR 10007 - Amostragem de Resíduos Sólidos. Associação Brasileira de Normas Técnicas. Rio de Janeiro, 25p.
ABNT (2004). NBR 10004 - Resíduos Sólidos – Classificação. Associação Brasileira de Normas Técnicas. Rio de Janeiro, 71
ABNT (1986). NBR 6457 - Amostras de Solo – Preparação para Ensaios de Compactação e Ensaios de Caracterização. Rio de Janeiro, 09p.
ABNT (2004). NBR-6459: Solo – Determinação do Limite de Liquidez. Método de ensaio. Associação Brasileira de Normas Técnicas, Rio de Janeiro, 06p.
ABNT (1984) NBR-6508. grãos de solo que passam na peneira de 4,8mm – Determinação da massa específica. Método de ensaio. Associação Brasileira de Normas Técnicas, Rio de Janeiro, 08p.
ABNT (1981) NBR-7180. Solo – Determinação do limite de plasticidade. Método de ensaio. Associação Brasileira de Normas Técnicas, Rio de Janeiro, 03p.
ABNT (1984) NBR-7181. Análise Granulométrica. Método de Ensaio. Associação Brasileira de Normas Técnicas, Rio de Janeiro, 13p.
Al-Ansary, M. S.; Al-Tabbaa, A. Stabilisation/solidification of synthetic North Sea drill cuttings containing oil and chloride. Proceedings of the International RILEM Conference on Use of Recycled Materials in Building and Structures, Vol. 2, Barcelona, 2004, pp. 833–842.
Al-Ansary, M. S.; Al-Tabbaa, A. Coparison of Stabilised/Solidified Mixed of Model Drill Cuttings Based on the North Sea and Red Sea Areas. SPE Publication 106799. SPE E&P Environmental and Safety Conference held in Galvesion, Texas. U.S.A., 5-7 March 2007.
Alba, A., Fragachan, F. A., Ovalle, Shokanov, T., Environmentally Safe Waste Disposal: The Integration of Cuttings Collection, Transport, and Reinjection. SPE
Referências Bibliográficas 111
Publication 108912. SPE - International Oil Conference and Exhibition in Mexico held in Veracruz, Mexico, 27–30 June 2007.
Alexandre, J.. Caracterização das Argilas do Município de Campos dos Goytacazes para Utilização em Cerâmica Vermelha. Dissertação de Mestrado em Ciências de Engenharia – Campos dos Goytacazes – RJ. Universidade Estadual do Norte Fluminense – UENF. 164p, 1997.
Alexendre, J. Análise de Matéria-Prima e Composições de Massa Utilizada em Cerâmica Vermelha. Tese de Doutorado em Ciências de Engenharia – Campos dos Goytacazes – RJ. Universidade Estadual do Norte Fluminense – UENF. 174p, 2000.
Alexandre, J.; Albuquerque Jr,. F. S.; Xavie, G. C.; Análise das Alterações das Propriedades Mecânicas de Produtos Cerâmicos em Função do Tempo de Queima. Cerâmica Industrial, Ano 11, vol. 4, Julho/Agosto, 2006.
Alves, M. R. F. V.; Holand, F. S. R. Reciclagem de Borra Oleosa através de Incorporação em Blocos Cerâmicos de Vedação. Revista Cerâmica Industrial, Ano 10, Vol 3, Maio/Junho, 2005.
ASTM D3080 - 04 Standard Test Method for Direct Shear Test of Soils Under Consolidated Drained Conditions
ASTM (1977a). C 373. Standard Test Method for Water Absorption, Bulk Density, Apparent Porosity and Apparent Specific Gravity of Fired Whiteware Products. American Society Technology Materials.
ASTM (1977b). C 674. Standard Test Method for Flexural Properties of Ceramic Whiteware Materials. American Society Technology Materials.
AURIS Ltd, An assessment of the environmental impacts of decommissioning options for oil and gas installations in the UK North Sea for UKOOA . OPF 94/06, 1995.
Balaton, V. T.; Gonçalves, P. S.; Ferrer, L. M. Incorporação de Resíduos Sólidos Galvânicos em Massas de Cerâmica Vermelha. Revista Cerâmica Industrial, Ano 7, Vol 6, Novembro/Dezembro, 2002.
Barnes, G. R. Onsite Treatment of Oily Drilling Waste in Remote Areas. SPE Publication 88487. SPE Asia Pacific Oil and Gas Conference and Exhibition held Perth, Austrália, 18-20 October 2004.
Boutemeur, R.; Haddi, A.; Bali, A.; Boutemeur, N. Use of petroleum waste as sub-base material for road construction. Proceedings of the International Symposium on Advances in Waste Management and Recycling, Dundee, 2003.
Browning, K., Seaton, S. Drilling Waste Management: Case Histories Demonstrate That Effective Drilling Waste Management Can Reduce Overall Well-Construction Cost. SPE Publication 96775. SPE Annual Technical Conference and Exhibition held in Dallas, Texas, U.S.A., 9-12 October 2005.
CETESB (2001). Manual de Gerenciamento de Áreas Contaminadas / CETESB/GTZ. Segunda Edição. São Paulo, 389p.
Referências Bibliográficas 112
Chaineau, C. H.; Vidalie J. F.; Hamzah, U. S. ; Najib, M. Bioremediation of Oil-Based Drill Cuttings under Tropical Conditions. SPE Publication 81562. SPE 13th Middle East Oil Show & Conference to be held in Bahrain, 5-8 April 2003.
Chen, T.; Kung U, N. C.; Lin, S. An Innovative Utlilization of Drilling Wastes as Building Materials. SPE Publication 106913. SPE E&P Environmental and Safety Conference held in Galvesion, Texas. U.S.A., 5-7 Março 2007.
Cordah, 2001, "Research on the Re-use of Drill Cuttings Onshore," prepared by Cordah Limited, Aberdeen, Scotland, for Talisman Energy (UK) Limited. http://www.bmtcordah.com/.
Cordah Research, The use of oily wastes in civil engineering applications – Report on Work Package 2 Characterisation of North Sea oil and gas exploration and production wastes, forthcoming, 2002.
Cripps, S.J., Picken, G., Aabel, J.P., Andersen, O.K, Heyworth, C., Jakobbsen, M., Kristiansen, R., Marken, C., Paulsen, J.E., Shaw, D., Annand, A., Jacobsen, T.G., and Henriksen, I.B., Disposal of oil-Based Cittings, AKA rogaland Report, 1997/1998.
DNER ME (1994). ME-052/94. Solos e agregados miúdos – determinação da umidade com emprego do “Speedy”. Departamento nacional de estradas e rodagens. 04p.
DNIT (2006). Manual de pavimentação. Publicação IPR – 179. Ministério dos transportes. Departamento nacional de infra-estrutura de transportes, Instituto de pesquisas rodoviárias.
Dias, P.B.; Atem, E.C., Determinação Experimental de propriedades térmicas em Cerâmicas Vermelhas Contendo Resíduo Oleoso. Anais do 44º Congresso Brasileiro de Cerâmica. São Pedro – SP. 10p. (2000)
Domínguez, E.A.; Ullmann, R., “Ecological bricks” made with clays and steel dust pollutants. Applied Clay Science (Elsevier). San Ruan - Argentina. 13p. (1996).
Dondi, M. Caracterização Tecnológica dos Materiais Argilosos: Métodos Experimentais e Interpretação dos Dados. Revista Cerâmica Industrial, Ano 11, vol. 3, Maio/Junho, 2006.
Dyke, V., Drilling Fluids. Rotary Drilling Series, Unit II, Lesson 2. First Edition, Austin, Texas. 2000.
Durrieeu, J.; et al., D. Environmentally Friendly Invert Fluid Systems with Enhanced Rate of Biodegradation. SPE Plubication 61212. SPE International Conference on Health, Safety and Environment in Oil and Gas Exploration and Production, Stavanger, Norway, 26-28 June, 2000.
Economides, M.J.; et al. Petroleum Well Construction. 1 ed., New York, John Wiley & Sons. 1998.
EPA (2009). On-line Tools for Site Assessment Calculation. Disponível em http://www.epa.gov/athens/learn2model/part-two/onsite/gradient4plus-ns.html
Fernandes, A. C.; Souza e Campos, P. E.; Santana, P. R.; Moreno, M. M. T.; Carvalho, S. G. A Variação das Propriedades da Massa Cerâmica em Função das Características Físico-Químicas, Mineralógicas e Texturais de Argilas da Região
Referências Bibliográficas 113
de Santa Gertrudes – SP. Revista Cerâmica Industrial, Ano 3, Vol 4-6, Julho/Dezembro, 1998.
Fleri, M. A.; Whetstone, G. T. In situ stabilisation/solidification: Project lifecycle. Journal of Hazardous Materials, Vol. 141, 2007, p. 441–456.
Friedheim, J.E., Shinnie, J.R., New Oil-Base Mud Additive Reduces Oil Discharged on Cuttings. IADC/SPE Plubication 21941. IADC/SPE Drilling Conference, , Amsterdam, 11-14 March, 1991.
Freeze, R.A. and Cherry, J.A. (1979). Groundwater. Prentice Hall, Inc., Upper Saddle River (NJ). 604p.
Kabrick, R. M.; Rogers, L. A.; Innovative Treatment Alternatives for oily Wastes Generated During the Exploration and Production of Oil and Gas. SPE Publication 24564. 67th Annual Technical Conference and Exhibition of the Society of Petroleum Engineers held in Washington, DC, 4-7 October 1992.
McFarlene, K. and Nguyen, V. T., The deposition of drill cuttings on seabed, paper SPE 23372, 1991
Maia, P. C. A. Avaliação do Comportamento Geomecânico e de Alterabilidade de Enrocamentos. Tese de Doutorado – Rio de Janeiro-RJ. Pontifícia Universidade Católica do Rio de Janeiro. 351p, 2001.
MI Swaco, http://www.miswaco.com. Comunicação pessoal, fevereiro de 2009.
Modesto, C.; Bristot, V.; Menegali, G.; Brida M.; Mazzucco, M.; Mazon, A.; Borba, G.; Virtuoso, J.; Gastaldon, M.; Novaes de Oliveira, A. P.Obtenção e Caracterização de Materiais Cerâmicos a partir de Resíduos Sólidos Industriais. Revista Cerâmica Industrial, Ano 8, Vol 4, Julho/Agosto, 2003.
Moriillon. A.; Vidalie J. F.; Hamzah, U. S.; Hadinoto, E. K. Drilling and Waste Management. SPE Publication 73931. SPE International Conference on Health Safety and Environment in Oil and Gas Exploration and Production held in Kuala Lumpur, Malaysia, 20-22 March 2002.
Morillon-Jeanmaire, A.; Marcillat, Y.; thomas, F. ; Filippov, L. Salted Cuttings Stabiliazation. SPE Publication 73922. SPE International Conference on Helth Safety and Environment in Oil and Gas Exploration and Production held in Kuala Lumpur, Malaysia, 20-22 March 2002.
Nascimento, A.R., Ziolli, R.L., Araruna Jr., J.T., Pires, C.S. e Silva, T.B. (2008). Avaliação do Desempenho Analítico do Método de Determinação de TPH (Total Petroleum Hydrocarbon) por Detecção no Infravermelho. Eclética Química, São Paulo, 33(1), pp. 35-42.
Ndufor, P.N.; Idehen, K.I.; Environmental Impact of Oil and Gas Operation: A Case Study of Drilling-Mud Disposal in Niger Delta, Nigeria. SPE Publication 94291. SPE/EPA/DOE Exploration and Production Environmental Conference held in Galveston, Texas, U.S.A., 7 – 9 March 2005.
Nogueira, Cyro. Pavimentação Projeto. Ao Livro Técnico. 1ª Edição. Rio de Janeiro. 1961.
Ntukidem, J.; Omonigho, R.; Anighoro, S.; Thermal Desorption as an Alternative to Cutting Reinjection in Niger Dalta Waste Management Operations. SPE
Referências Bibliográficas 114
Publication 77556. SPE annual Technical Conference and Exhibition held In San Antonio, Texas, 29 September- 2 October 2002.
OSPAR. On The Use of Organic-phases Drilling Fluids (OPF) and the Discharge of OPF Contaminated Fluids. OSPAR Decision 2003/1. OSPAR Commission 2000.
Page, P. W.; Segret, G.; Johnson, D. ; Bradshaw, K. ; Jones, H. Satabilisation of Oil Based Mud Drill Cuttings Using Accelerated Carbonation Tecnology. SPE Publication 86728. The Seventh SPE International Conference on Health, Safety and Environment in Oil and Gas Exploration and Production held in Calgary, Alberta, Canada, 29-31 March 2004.
Page. P. W.; Greaves. Chris.; Lawson. R.; Hayes. Sean.; Boyle, F. Options for the Recycling of Drill Cuttings. SPE Publication 80583. SPE/EPA/DOE Exploration and Production Environmental conference held in San Antonio, Texas, U.S.A., 1012 March 2003.
Pinto, S. S.; Ciência e Tecnologia de Argilas. São Paulo: Edgard Blücher Ltda, Vol 1, 1989.
Pinto, S. S.; Ciência e Tecnologia de Argilas. Aplicações. São Paulo: Edgard Blücher Ltda, Vol 2, 1989.
Resoluções do CONAMA (2006). Ministério do meio ambiente – MMA. Conselho nacional do meio ambiente - CONAMA. Livro – ISBN: 857738-039-4. Resolução 316.
Ruchel, M., Luscombe, D. Dioxin Hotspots – Known and potential sources of dioxin pollution in Australia. Greenpeace Australia, dezembro 1998. disponível em: http://www.greenpeace.org.au) Acesso em: março de 2003.
Salles, R. O.; Maia, P. C. A.; Sayão, A. S. F. J. Degradação de Geotêxteis Tecidos após Exposição no Campo e no Laboratório. VI Congresso Brasileiro de Geotecnia Ambiental, ABMS. Recife – PE.
SCHAFFEL, S. B. A Questão Ambiental na Etapa da Perfuração de Poços Marítimos de Óleo e Gás no Brasil. Dissertação de Mestrado do Programa de Planejamento Energético, COPPE / UFRJ, 2002.
Senço, W. Pavimentação. Grêmio Politécnico. 1ª Edição. São Paulo.
Silva, J. R. R.; Portella, K. F. Caracterização Físico-Química de Massas Cerâmicas e suas Influências nas Propriedades Finais de Revestimentos Cerâmicos. Revista Cerâmica Industrial, Ano 10, Vol (5/6) Setembro/Dezembro, 2005.
SOUZA SANTOS, P., Ciência e Tecnologia das Argilas. 2ª Ed. São Paulo: Editora Edgard Blucher Ltda. Vol. 1, 1989
Supo, K.C.L. (2008). Desenvolvimento de um Permeâmetro de Cravação. Dissertação de Mestrado do Programa de Pós Graduação em Engenharia Civil da PUC-Rio. 91p.
Tuncan, A.; Tuncan, M.; Koyuncu, H. Use of petroleum-contaminated drilling wastes as sub-base material for road construction. Waste Manage. Resour. 18 (2000) 489–505.

Referências Bibliográficas 115
THOMAS, J. E., 2001, Fundamentos de Engenharia do Petróleo. 1ª ed., Rio de Janeiro, Interciência.
Vaqueiro, R. L. C., Araruna Jr. J. T. e Pires, P. J. M. The Use of Drilling Cuttings as Building Materials in Baiano, Brazil. SPE Publication 98550. SPE International Conference on Health, Safety, and environment in Oil and Gas Exploration and Production held in Abu Dhabi, U.A.E, 2-4 April 2006.
Veil, J. A. Drilling Waste Management: Past, Present, and Future, SPE Publication 77388. SPE Annual Technical Conference and Exhibition held in San Antonio, Texas, 29 september – 2 october 2002.
Wills, J. A Survey of Offshore Oilfield Drilling Wastes and Disposal Techniques to Reduce the Ecological Impact of Sea Dumping: Environmental Effects of DrillingWaste Discharges, Environmental Impact of Offshore Oil and Gas Exploration and Production, 2000. http://www.offshoreenvironment.com/drillingwasteconclusion.html. Younkin, W.; Suaznabar, C. Land Farm Design and Management in Bolivia: A Case-Study. SPE Publication 61284. SPE International Conference on Helth Safety and Environment in Oil and Gas Exploration and Production held in Stavanger, Norway, 26-28 June, 2000.
UKOOA, Joint Industry Project relating to the Disposal of Extant Cuttings Piles on the Seabed, 2002.
VEIGA, L.F., 1998, Estudo da Toxicidade Marinha de Fluidos de Perfuração de Poços de Óleo e Gás. Dissertação de Mestrado da Universidade Federal Fluminense. Niterói, Rio de Janeiro. 1998.
Xavier, G. C., Utilização de Resíduos da Serragem do Mármore e Granito na Confecção de Peças Cerâmicas Vermelhas. Tese de Doutorado em Ciências de Engenharia – Campos dos Goytacazes – RJ. Universidade Estadual do Norte Fluminense – UENF. 2006.
Xavier, G. C.; Saboya, F. A. J.; Maia, P. C. A.; Alexandre, J., Avaliação da Durabilidade de Cerâmicos Aditivados com Resíduo de Granito através de Ensaio de Desgaste. Anais do 49º Congresso Brasileiro de Cerâmica. São Pedro – SP. 2005.
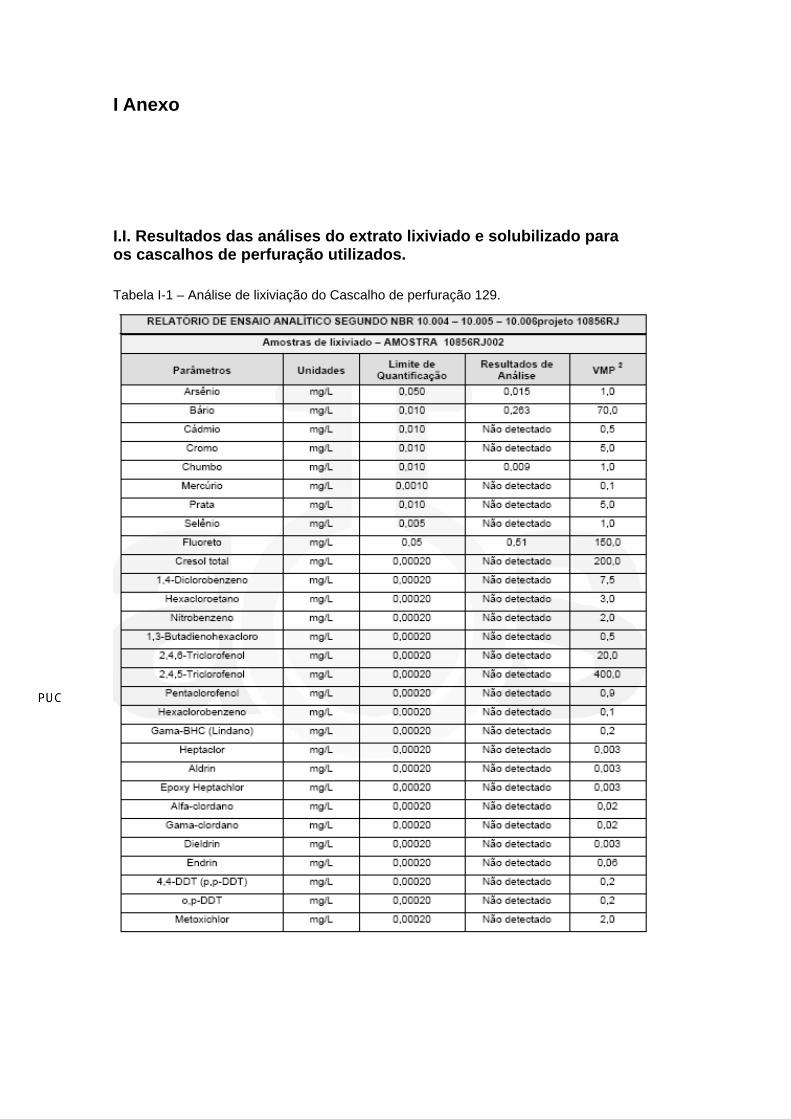
I Anexo
I.I. Resultados das análises do extrato lixiviado e solubilizado para os cascalhos de perfuração utilizados.
Tabela I-1 – Análise de lixiviação do Cascalho de perfuração 129.
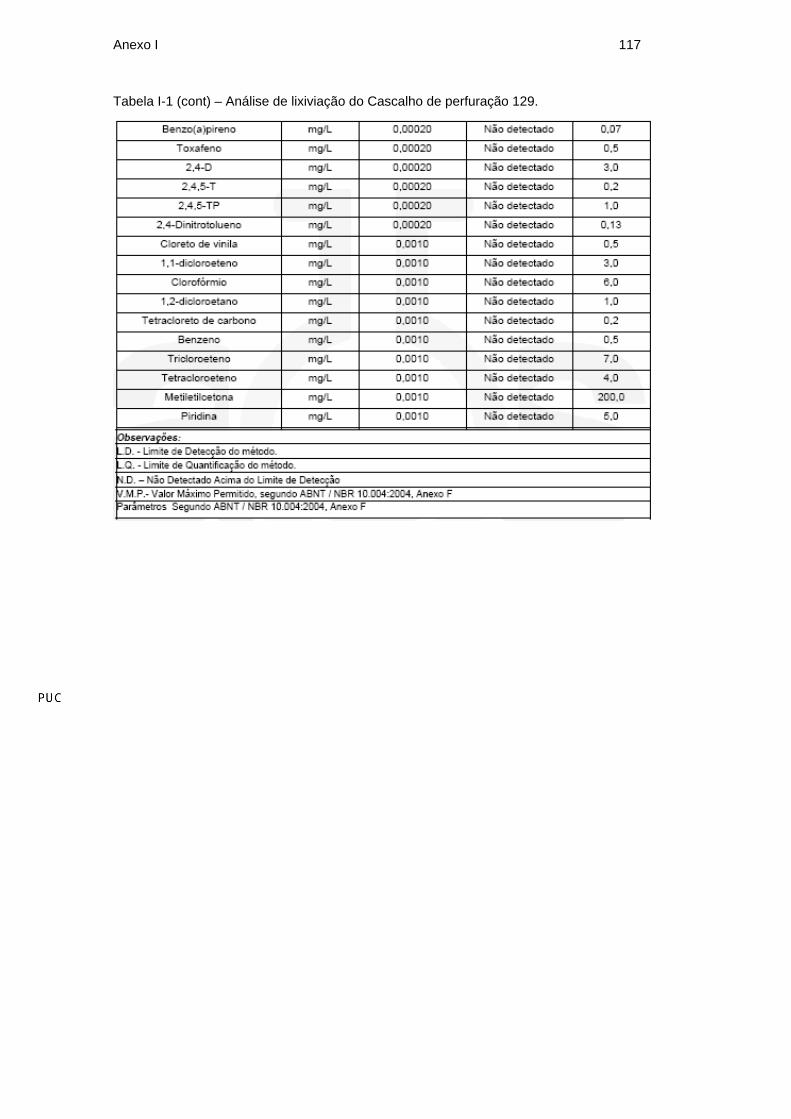
Anexo I 117
Tabela I-1 (cont) – Análise de lixiviação do Cascalho de perfuração 129.
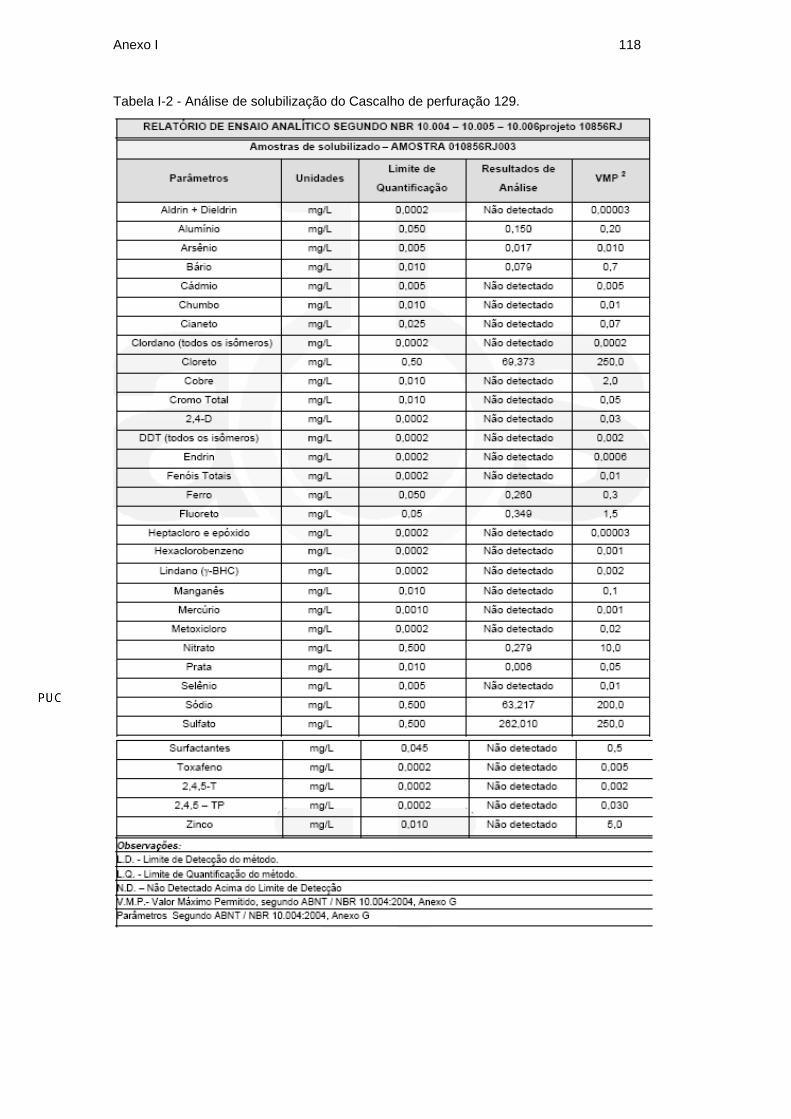
Anexo I 118
Tabela I-2 - Análise de solubilização do Cascalho de perfuração 129.
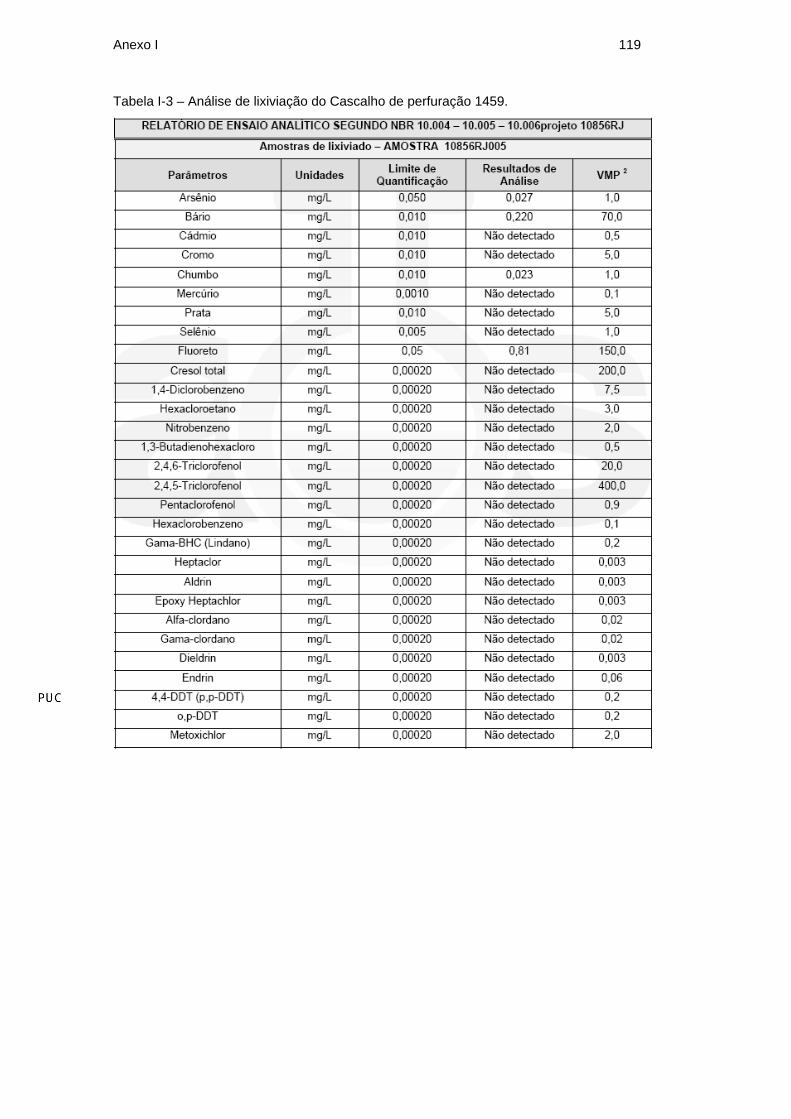
Anexo I 119
Tabela I-3 – Análise de lixiviação do Cascalho de perfuração 1459.

Anexo I 120
Tabela 3 (cont.)– Análise de lixiviação do Cascalho de perfuração 1459.
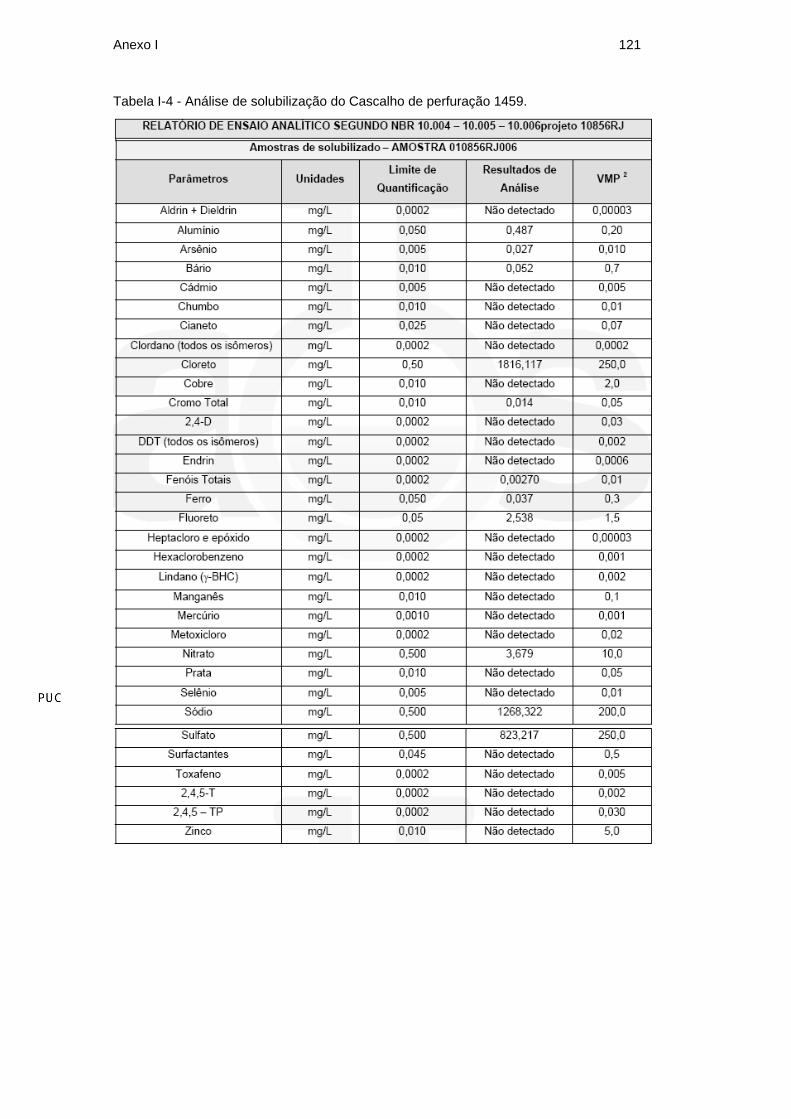
Anexo I 121
Tabela I-4 - Análise de solubilização do Cascalho de perfuração 1459.
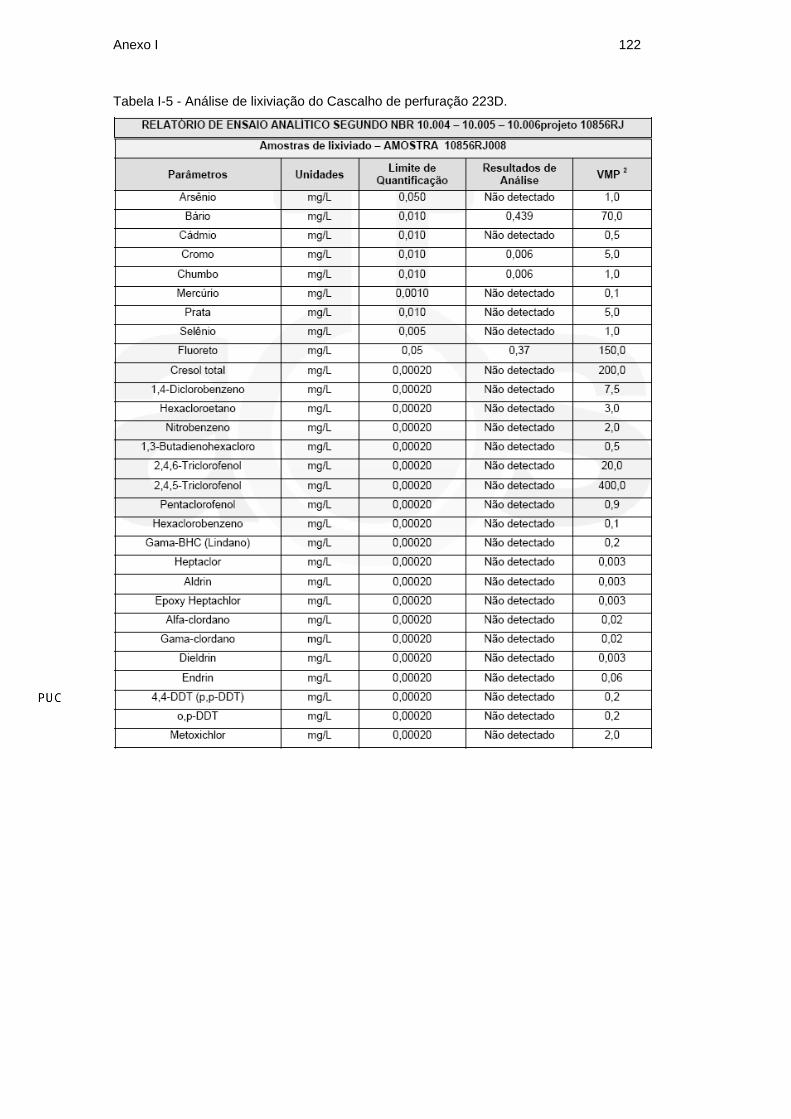
Anexo I 122
Tabela I-5 - Análise de lixiviação do Cascalho de perfuração 223D.

Anexo I 123
Tabela 5 (cont.) - Análise de lixiviação do Cascalho de perfuração 223D.
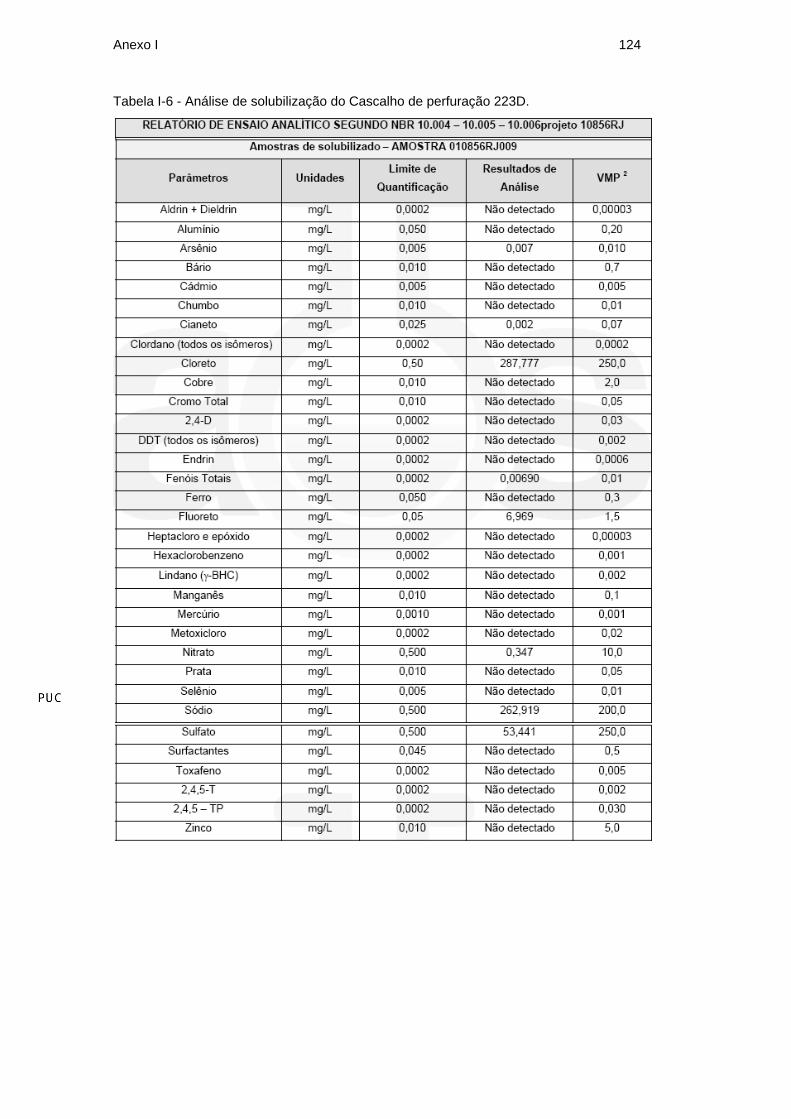
Anexo I 124
Tabela I-6 - Análise de solubilização do Cascalho de perfuração 223D.
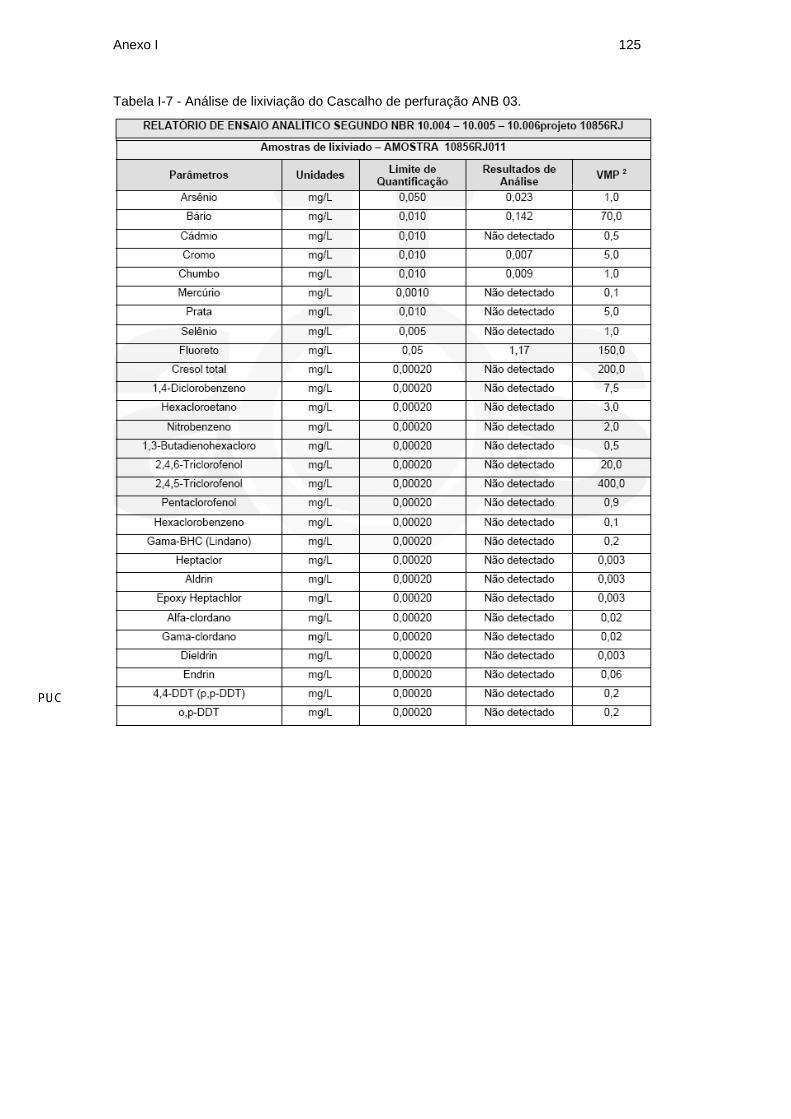
Anexo I 125
Tabela I-7 - Análise de lixiviação do Cascalho de perfuração ANB 03.
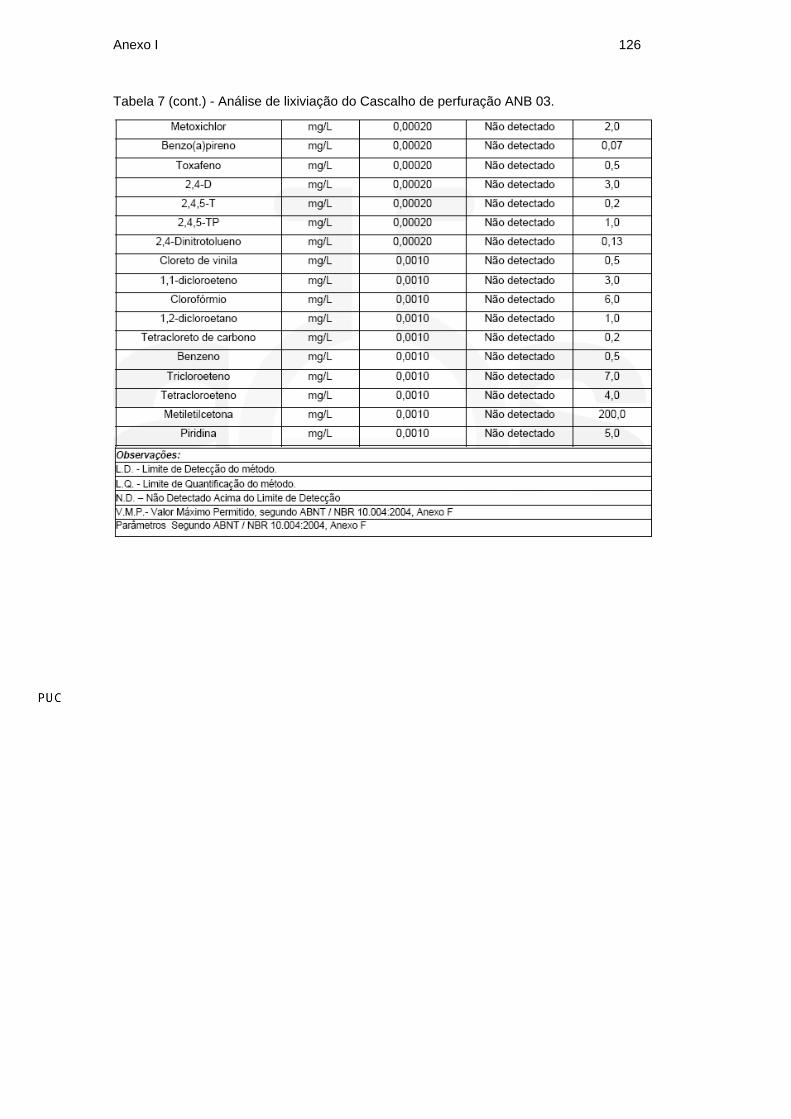
Anexo I 126
Tabela 7 (cont.) - Análise de lixiviação do Cascalho de perfuração ANB 03.
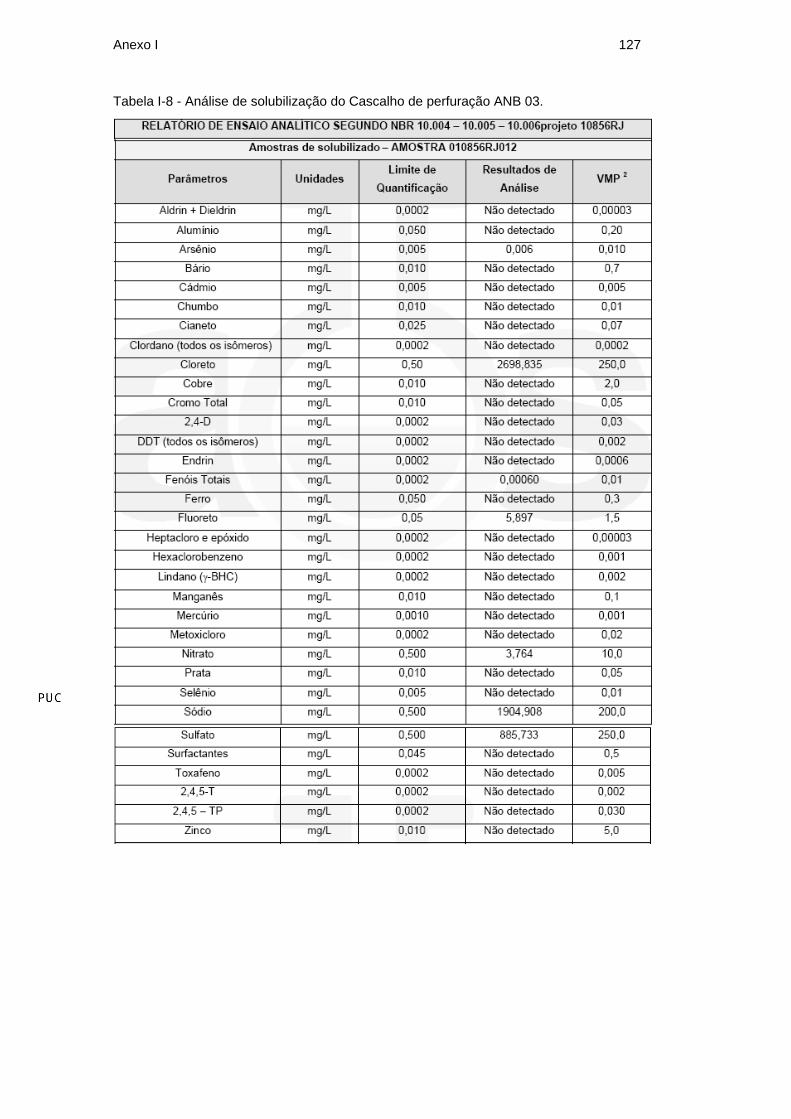
Anexo I 127
Tabela I-8 - Análise de solubilização do Cascalho de perfuração ANB 03.
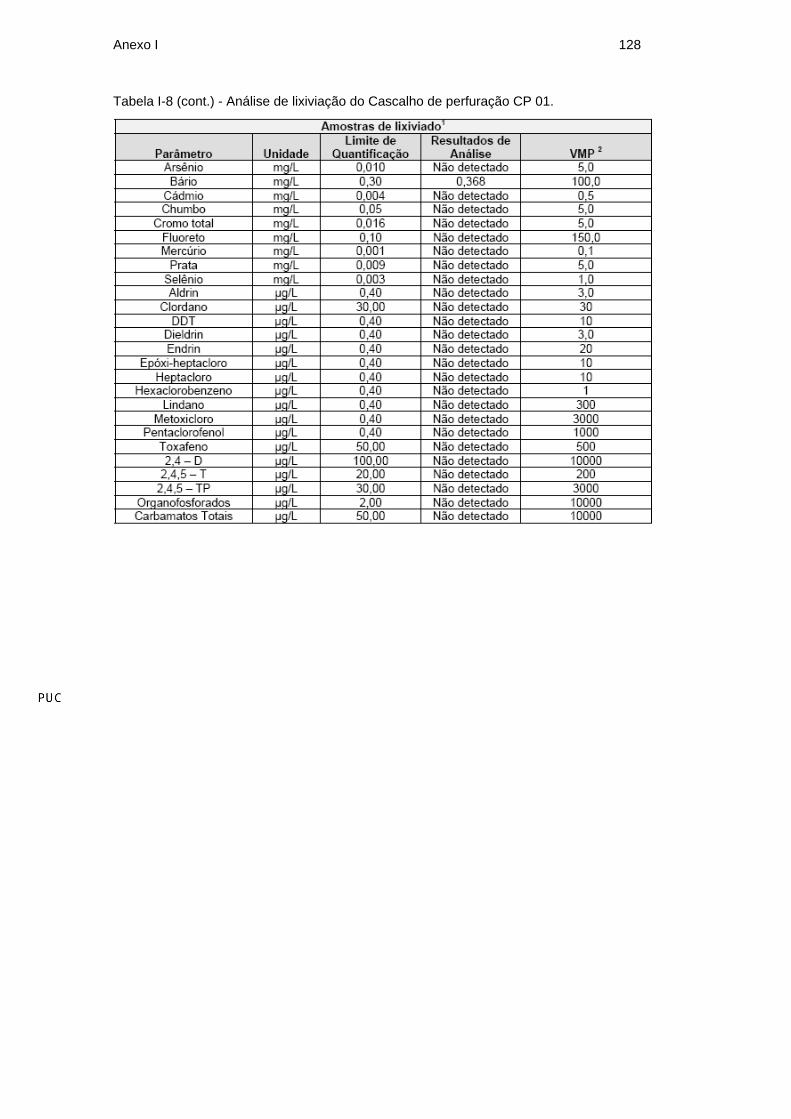
Anexo I 128
Tabela I-8 (cont.) - Análise de lixiviação do Cascalho de perfuração CP 01.

Anexo I 129
Tabela I-9 - Análise de solubilização do Cascalho de perfuração CP 01
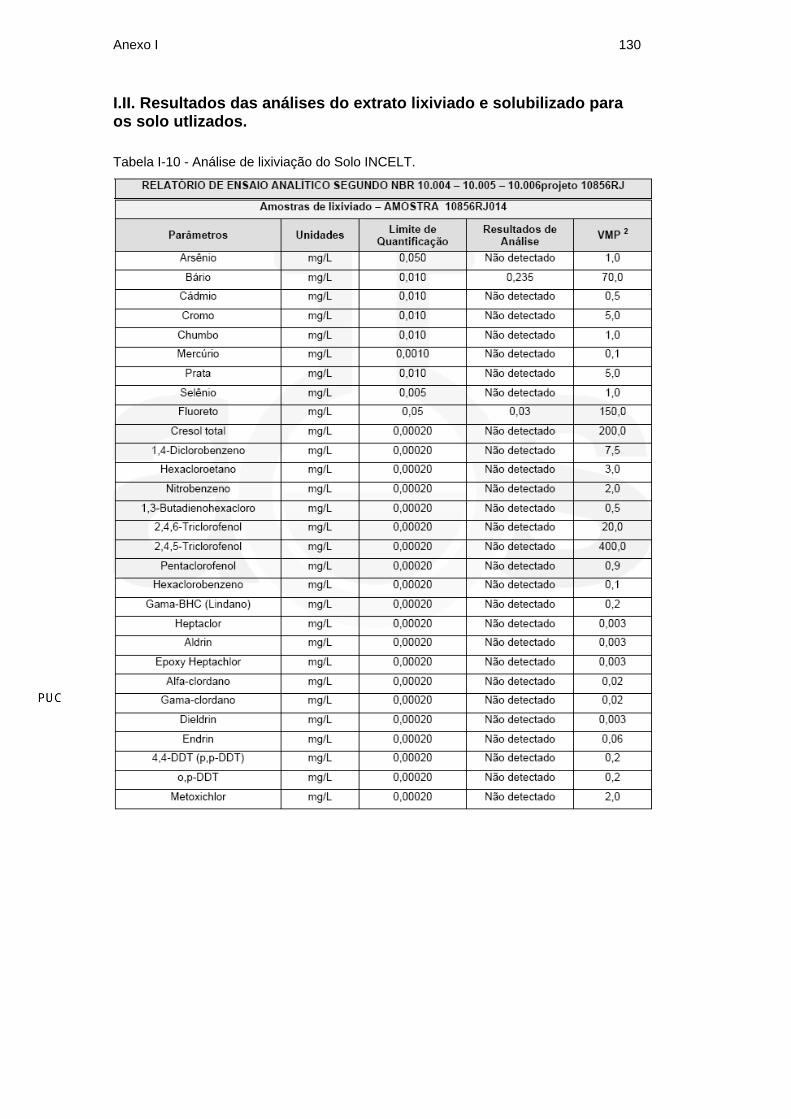
Anexo I 130
I.II. Resultados das análises do extrato lixiviado e solubilizado para os solo utlizados.
Tabela I-10 - Análise de lixiviação do Solo INCELT.
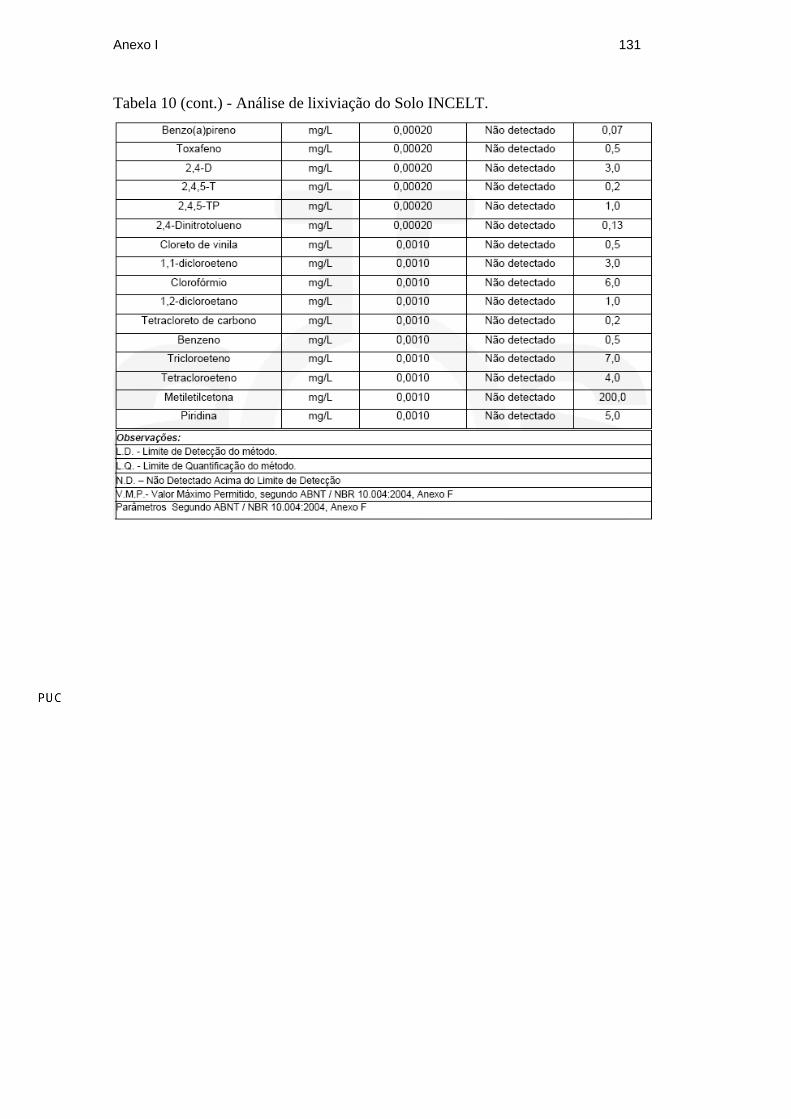
Anexo I 131
Tabela 10 (cont.) - Análise de lixiviação do Solo INCELT.
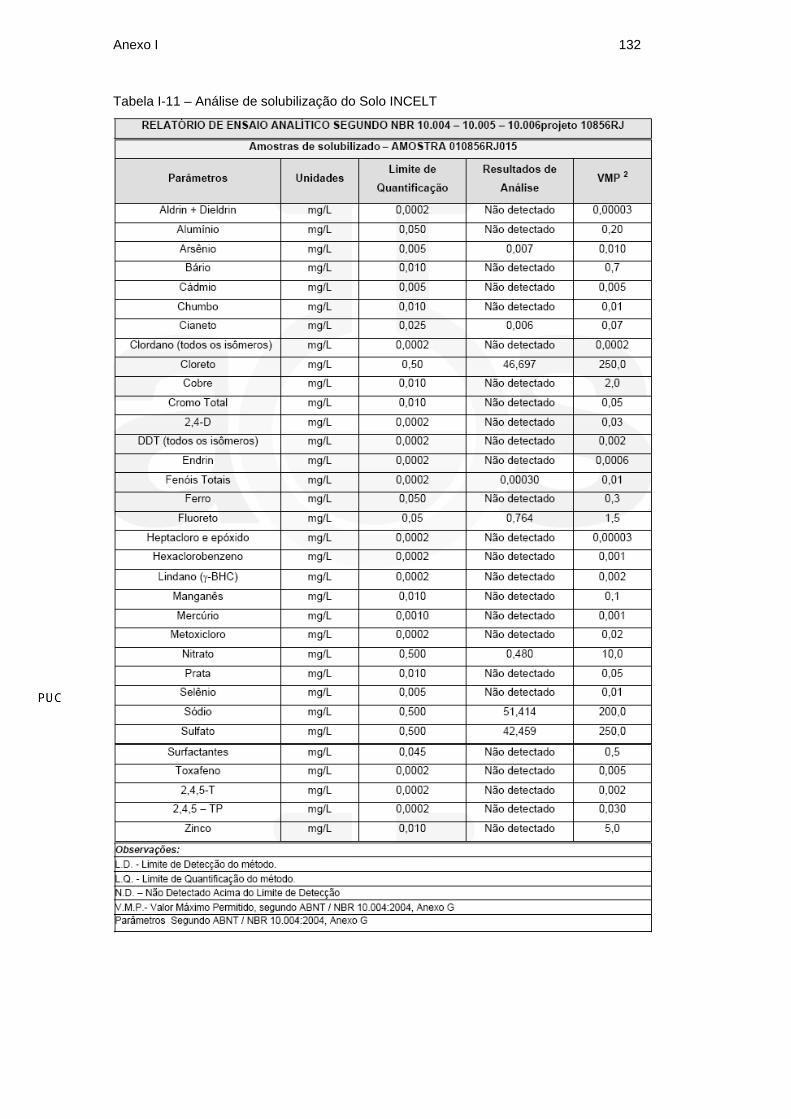
Anexo I 132
Tabela I-11 – Análise de solubilização do Solo INCELT
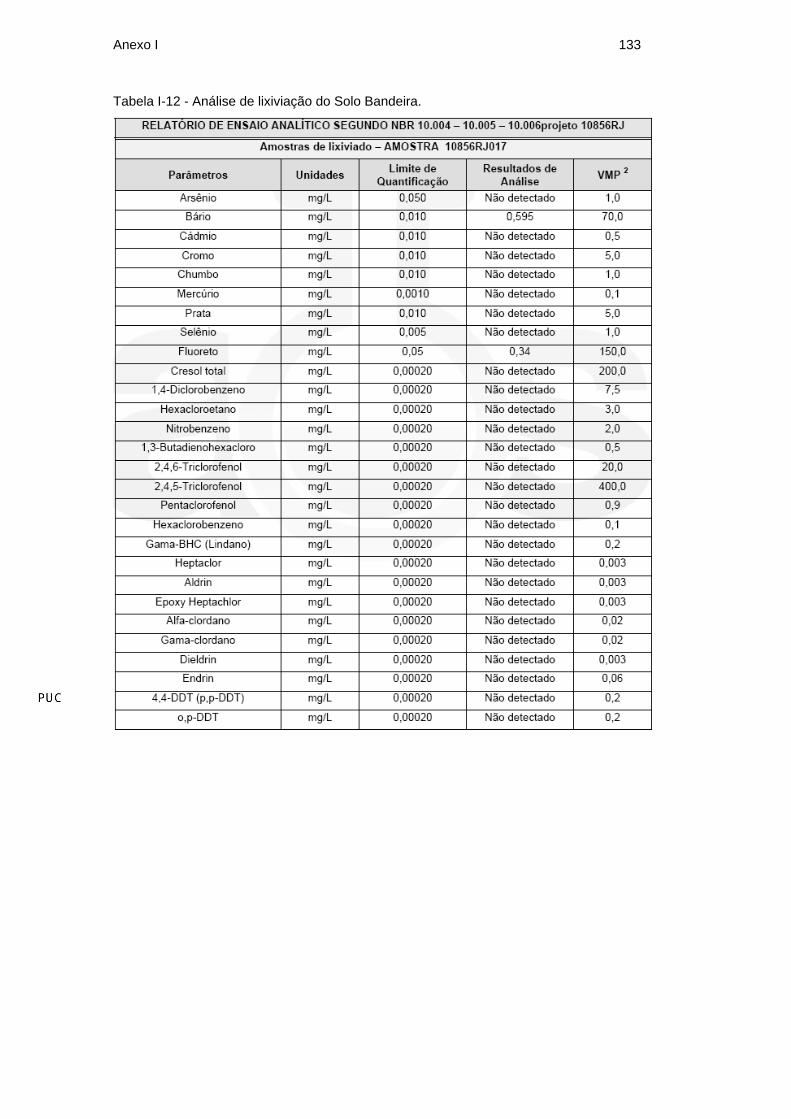
Anexo I 133
Tabela I-12 - Análise de lixiviação do Solo Bandeira.
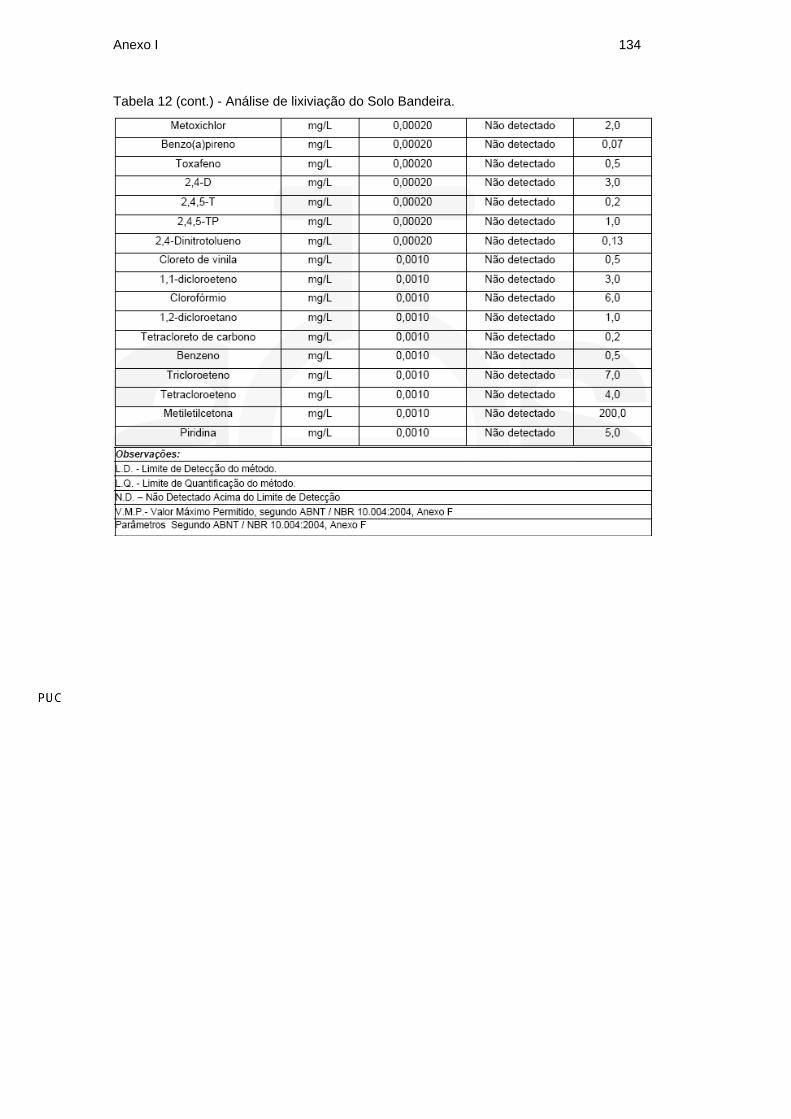
Anexo I 134
Tabela 12 (cont.) - Análise de lixiviação do Solo Bandeira.

Anexo I 135
Tabela I-13– Análise de solubilização do Solo INCELT
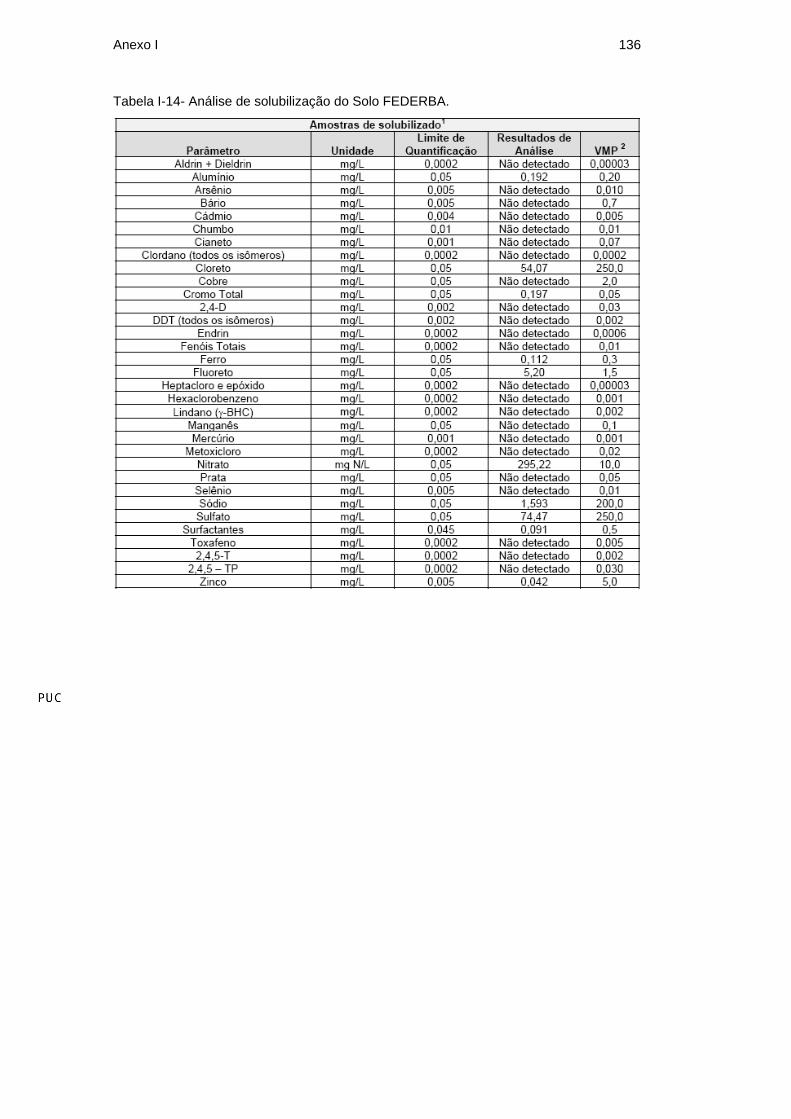
Anexo I 136
Tabela I-14- Análise de solubilização do Solo FEDERBA.
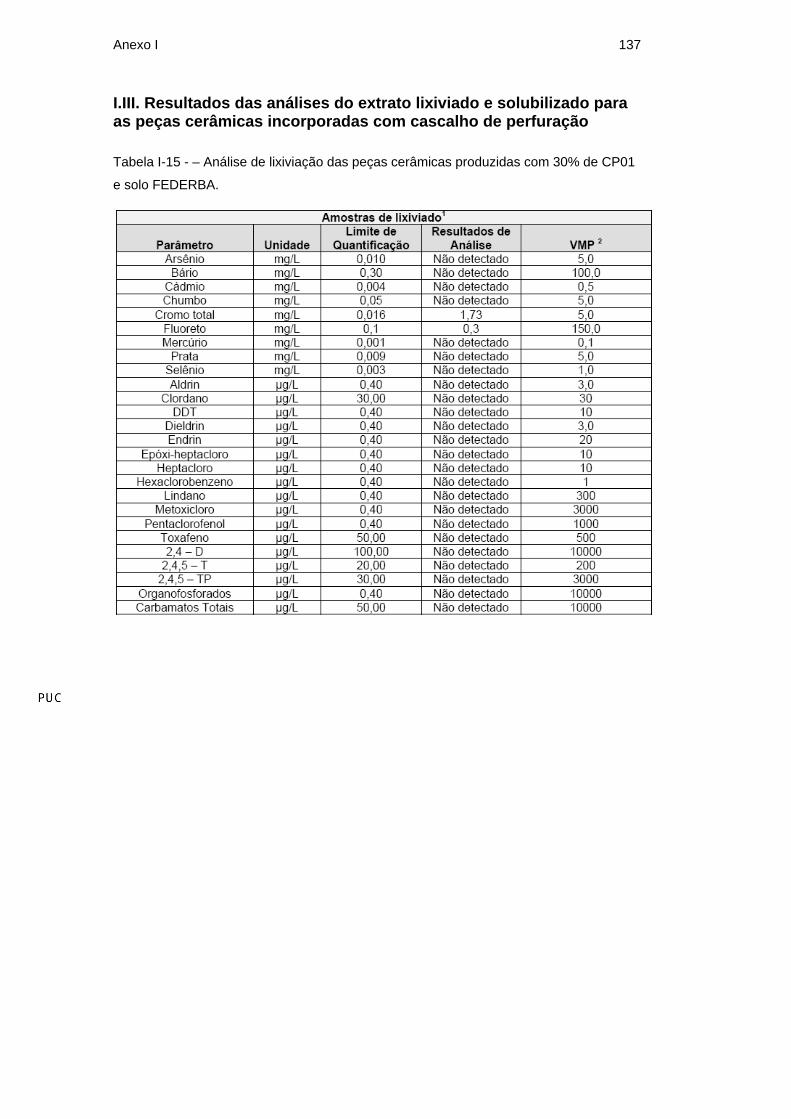
Anexo I 137
I.III. Resultados das análises do extrato lixiviado e solubilizado para as peças cerâmicas incorporadas com cascalho de perfuração
Tabela I-15 - – Análise de lixiviação das peças cerâmicas produzidas com 30% de CP01
e solo FEDERBA.
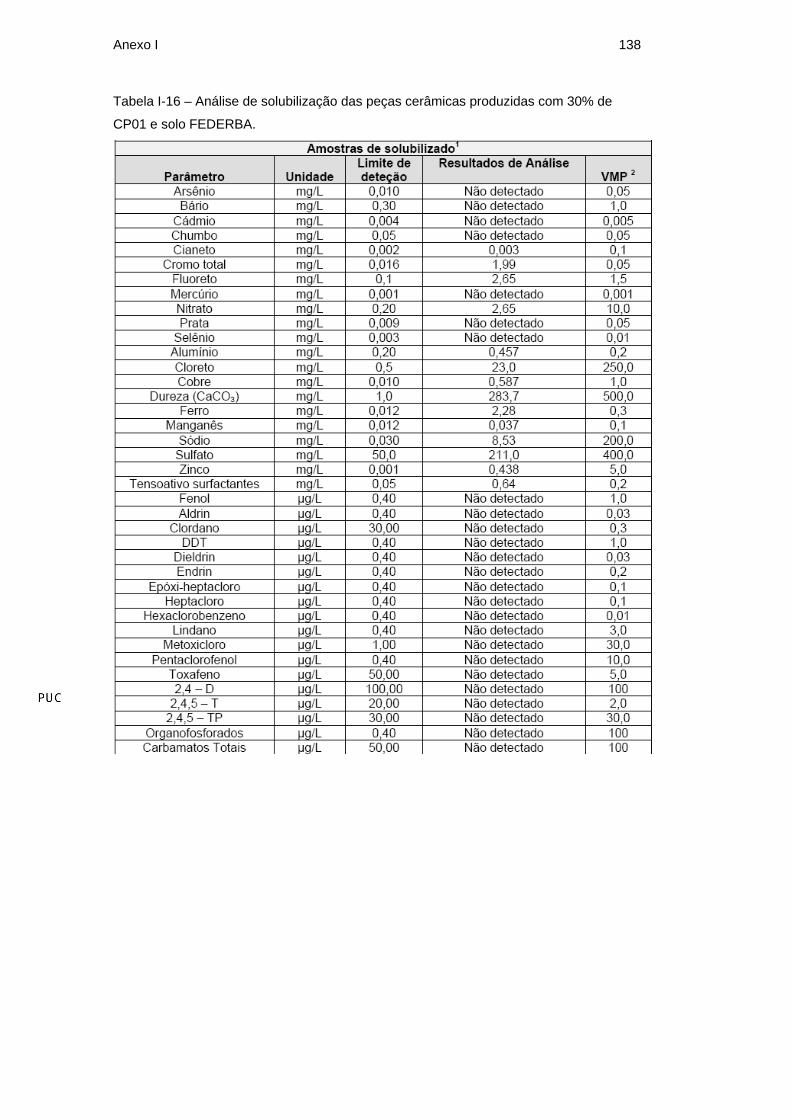
Anexo I 138
Tabela I-16 – Análise de solubilização das peças cerâmicas produzidas com 30% de
CP01 e solo FEDERBA.

Anexo I 139
Tabela I-17 – Análise de lixiviação das peças cerâmicas produzidas com 05% de CP 129
e solo INCELT.
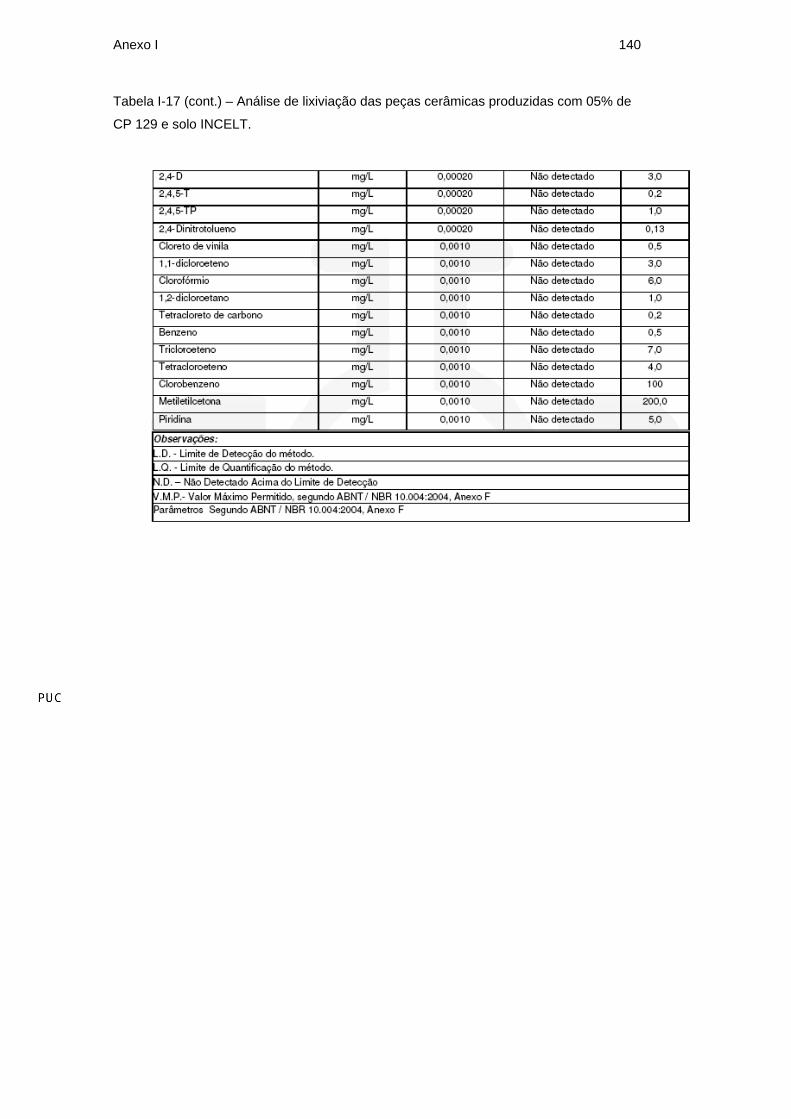
Anexo I 140
Tabela I-17 (cont.) – Análise de lixiviação das peças cerâmicas produzidas com 05% de
CP 129 e solo INCELT.
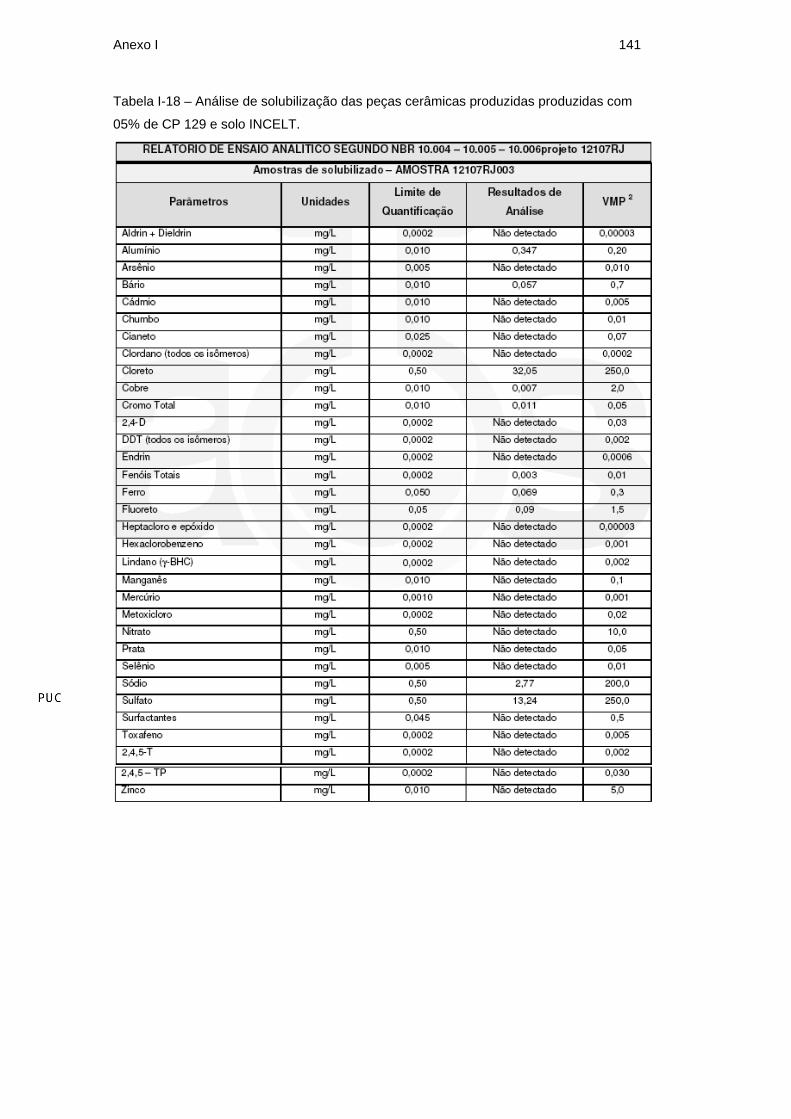
Anexo I 141
Tabela I-18 – Análise de solubilização das peças cerâmicas produzidas produzidas com
05% de CP 129 e solo INCELT.
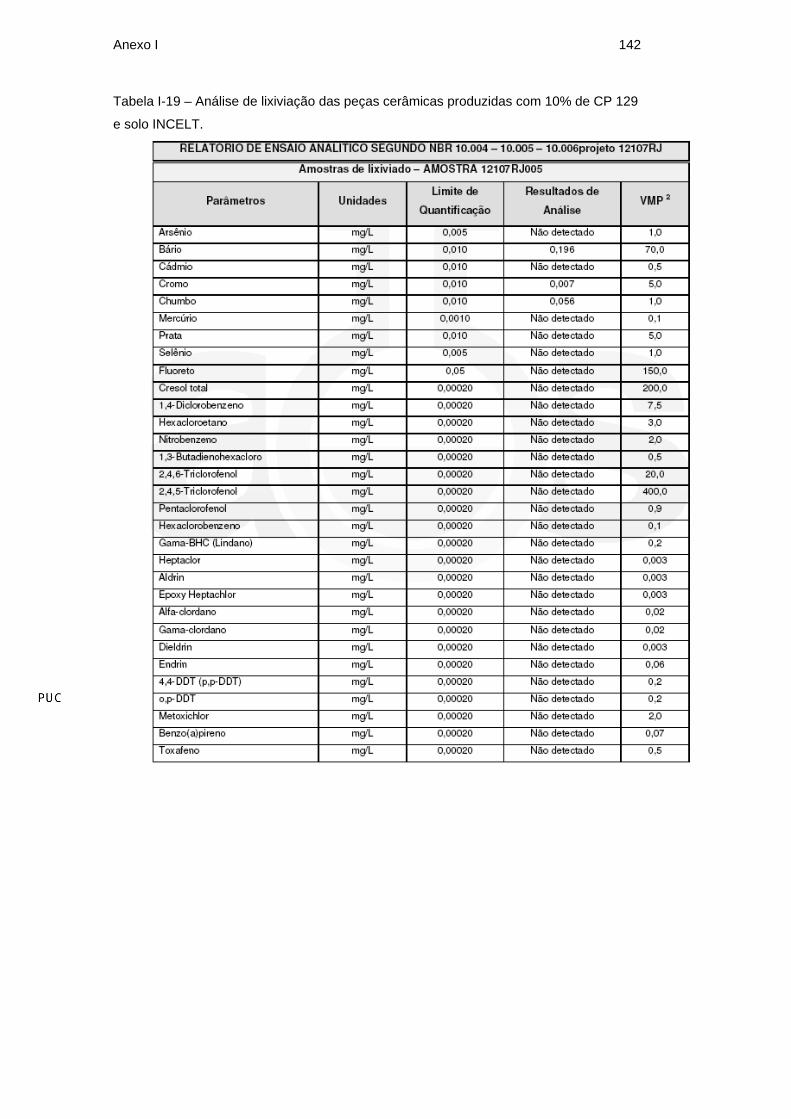
Anexo I 142
Tabela I-19 – Análise de lixiviação das peças cerâmicas produzidas com 10% de CP 129
e solo INCELT.

Anexo I 143
Tabela I-19 (cont.) – Análise de lixiviação das peças cerâmicas produzidas com 10% de
CP 129 e solo INCELT.
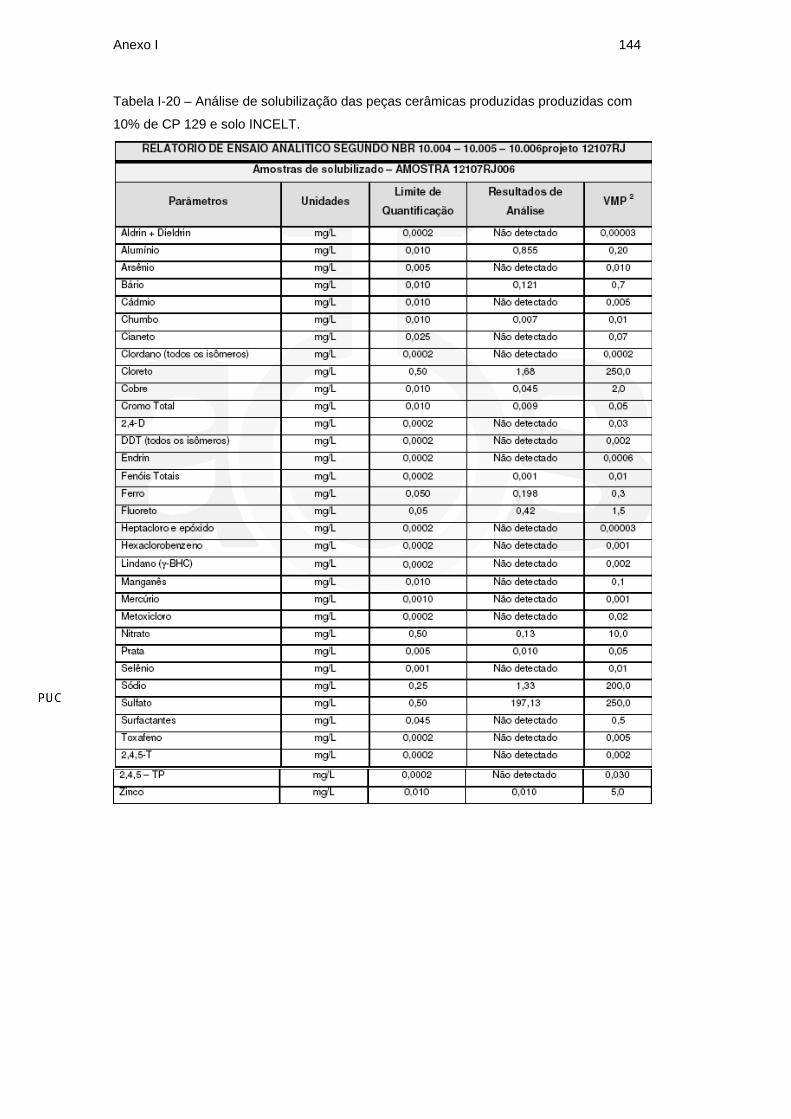
Anexo I 144
Tabela I-20 – Análise de solubilização das peças cerâmicas produzidas produzidas com
10% de CP 129 e solo INCELT.

Anexo I 145
Tabela I-21 – Análise de lixiviação das peças cerâmicas produzidas com 05% de CP
1549 e solo INCELT.
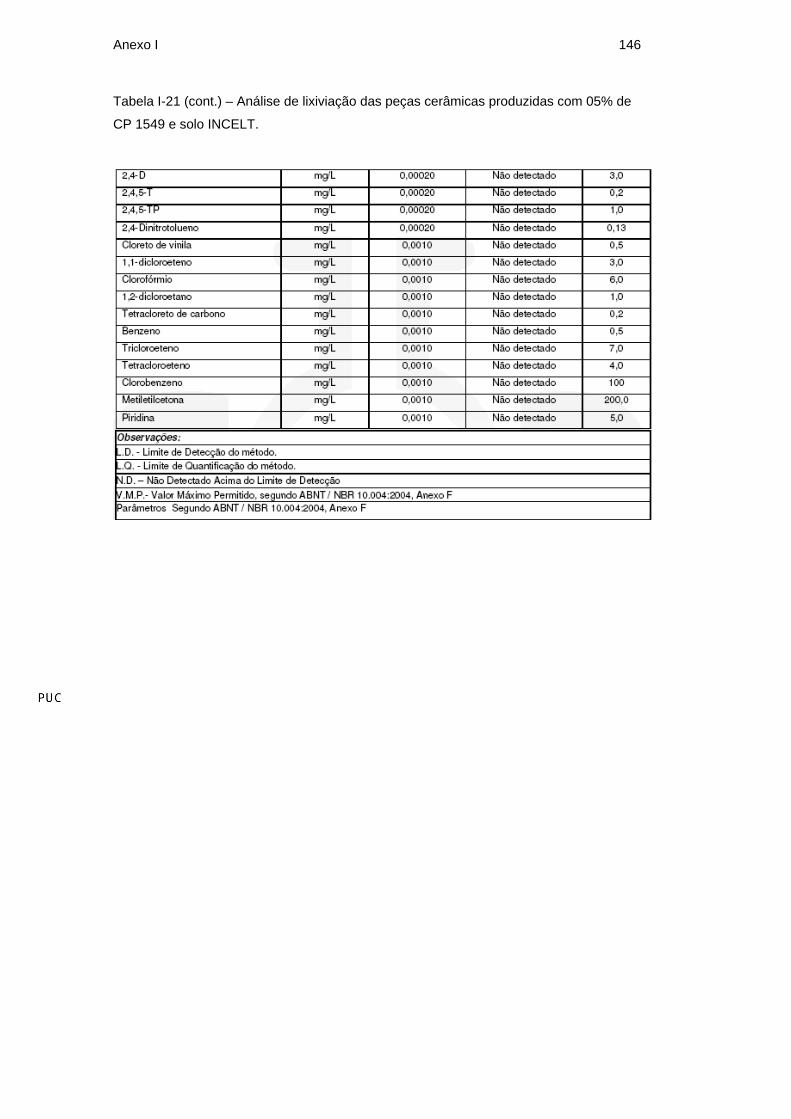
Anexo I 146
Tabela I-21 (cont.) – Análise de lixiviação das peças cerâmicas produzidas com 05% de
CP 1549 e solo INCELT.
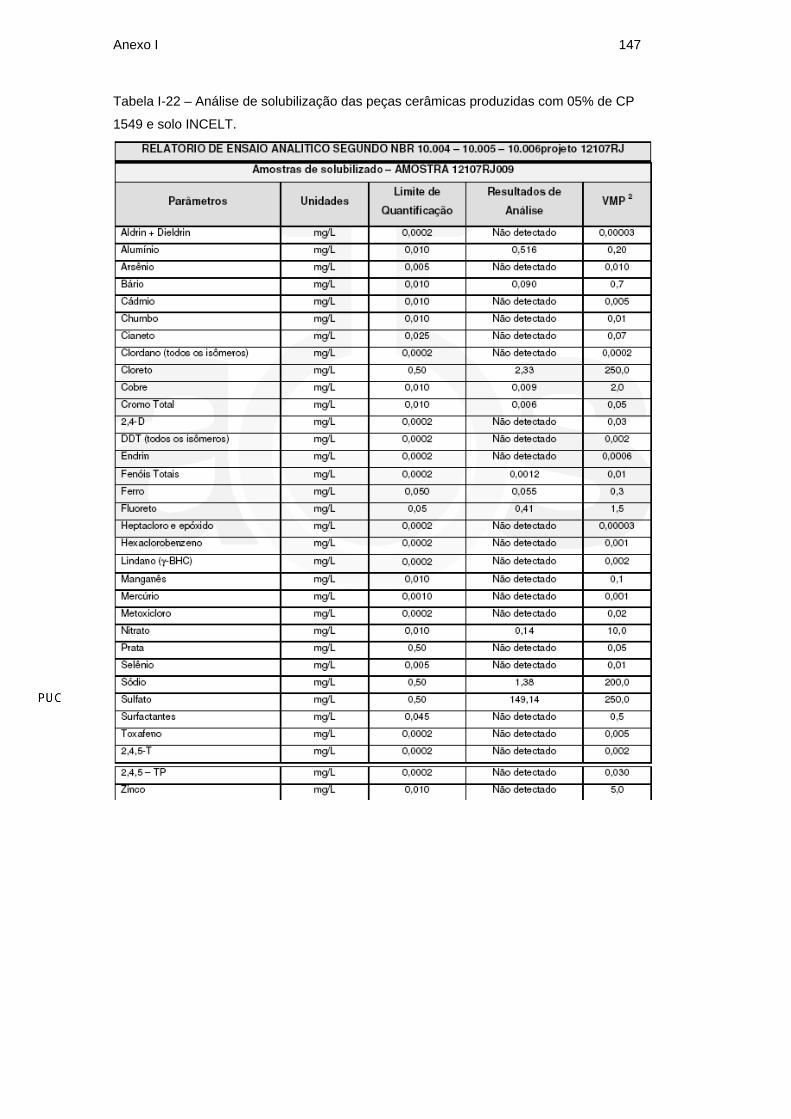
Anexo I 147
Tabela I-22 – Análise de solubilização das peças cerâmicas produzidas com 05% de CP
1549 e solo INCELT.
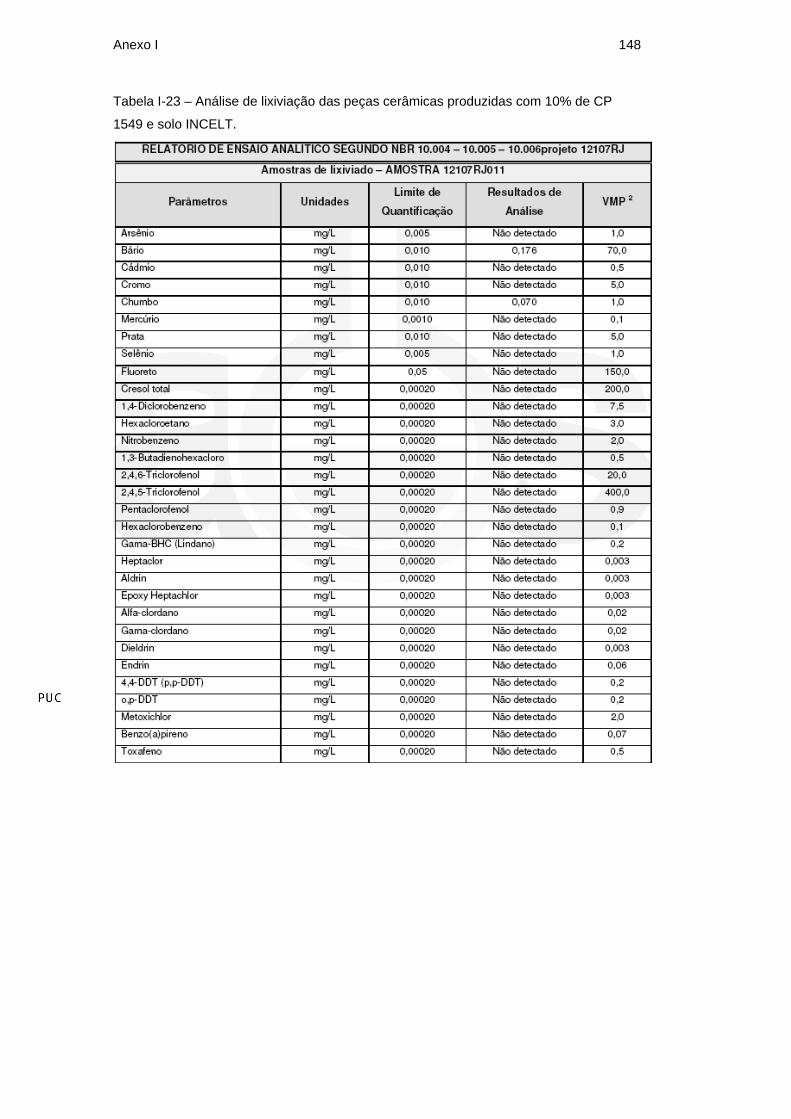
Anexo I 148
Tabela I-23 – Análise de lixiviação das peças cerâmicas produzidas com 10% de CP
1549 e solo INCELT.
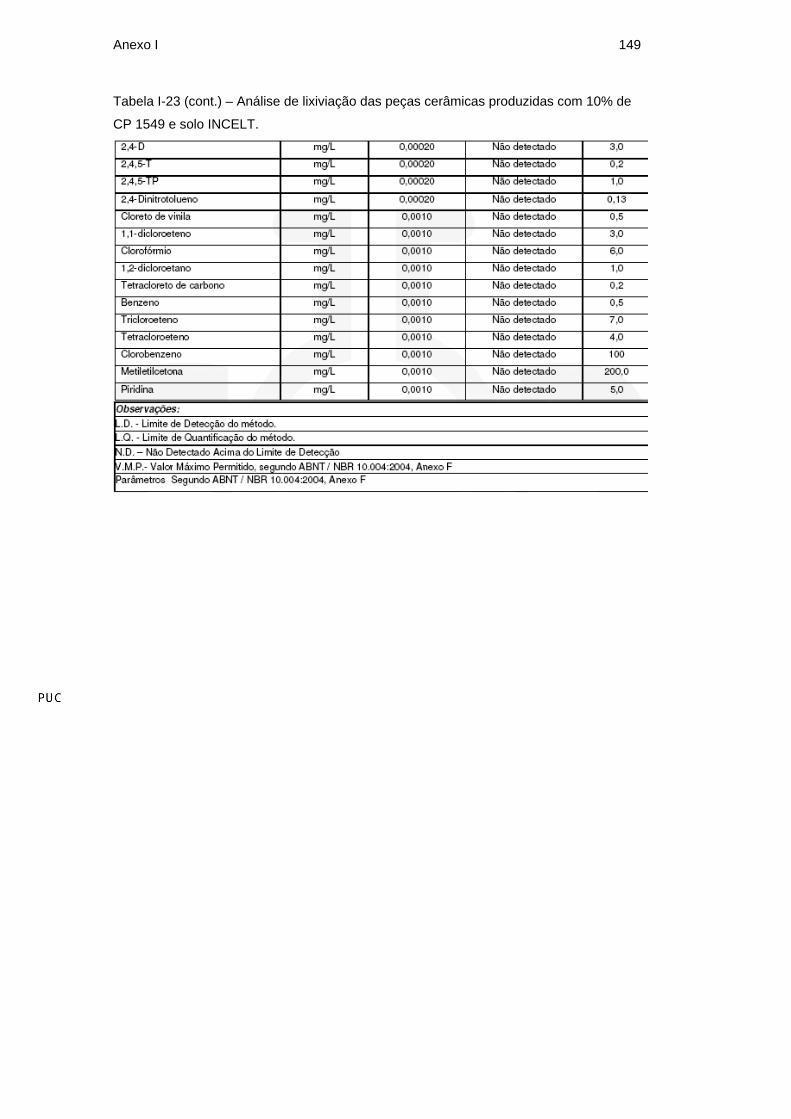
Anexo I 149
Tabela I-23 (cont.) – Análise de lixiviação das peças cerâmicas produzidas com 10% de
CP 1549 e solo INCELT.
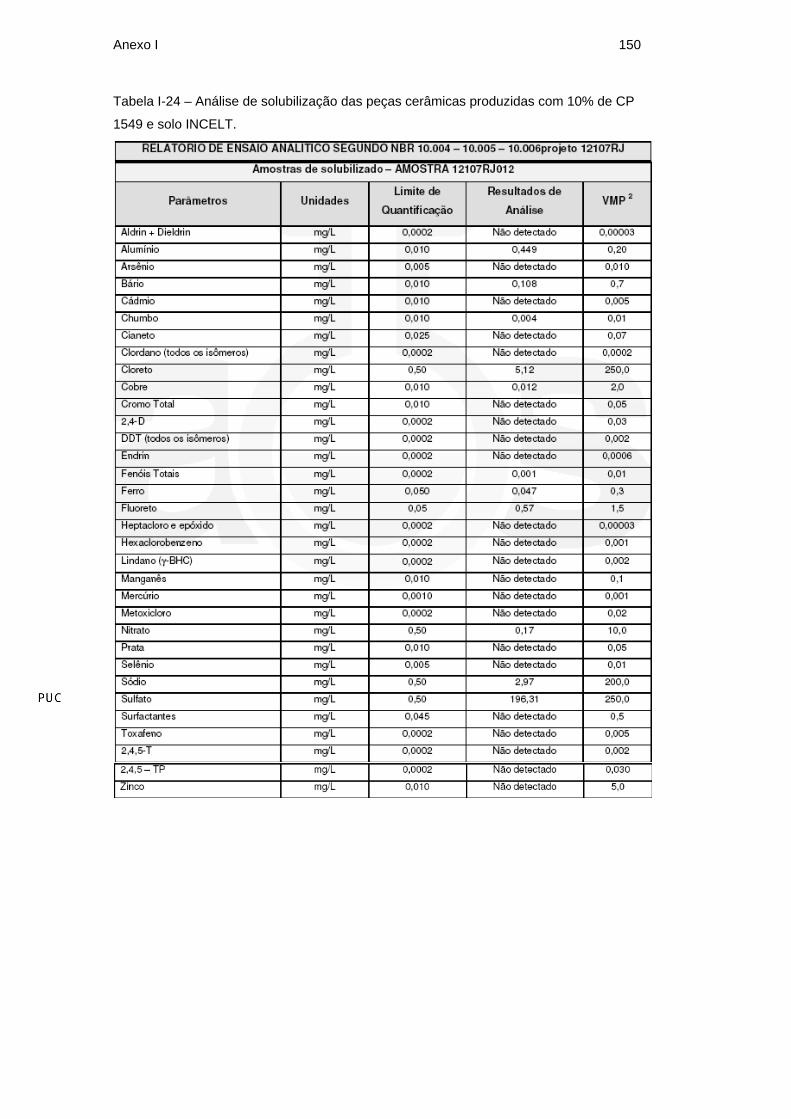
Anexo I 150
Tabela I-24 – Análise de solubilização das peças cerâmicas produzidas com 10% de CP
1549 e solo INCELT.
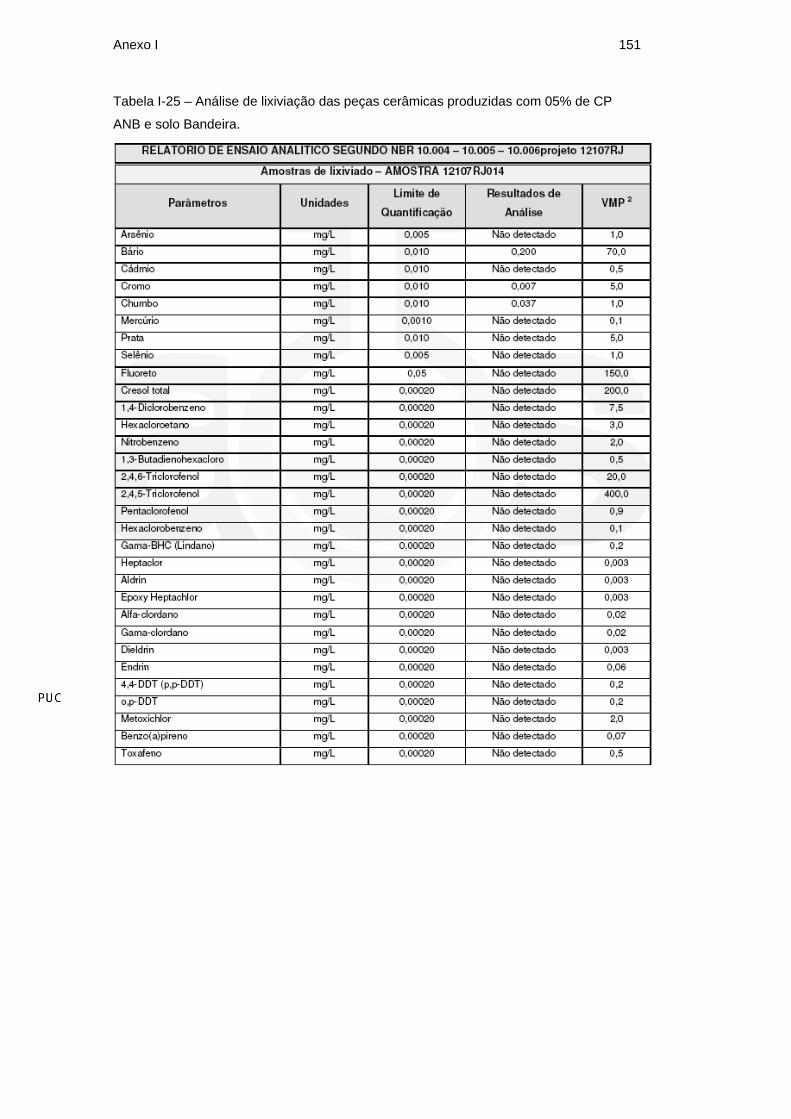
Anexo I 151
Tabela I-25 – Análise de lixiviação das peças cerâmicas produzidas com 05% de CP
ANB e solo Bandeira.
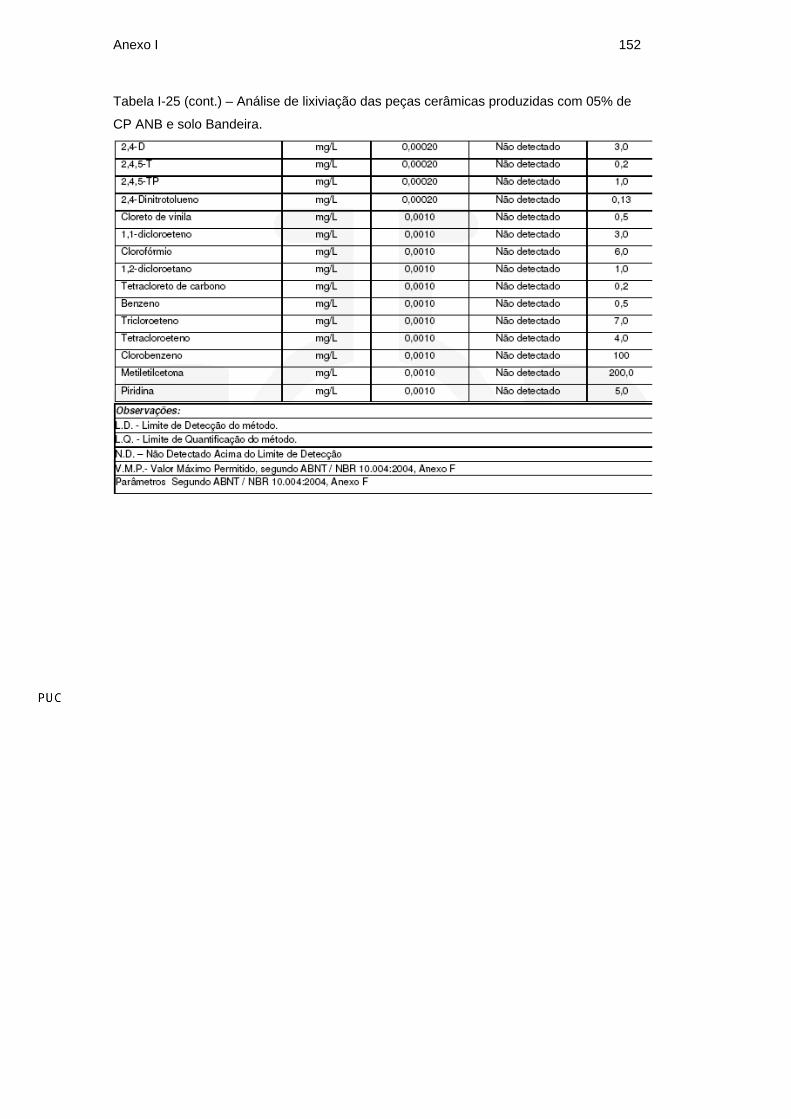
Anexo I 152
Tabela I-25 (cont.) – Análise de lixiviação das peças cerâmicas produzidas com 05% de
CP ANB e solo Bandeira.
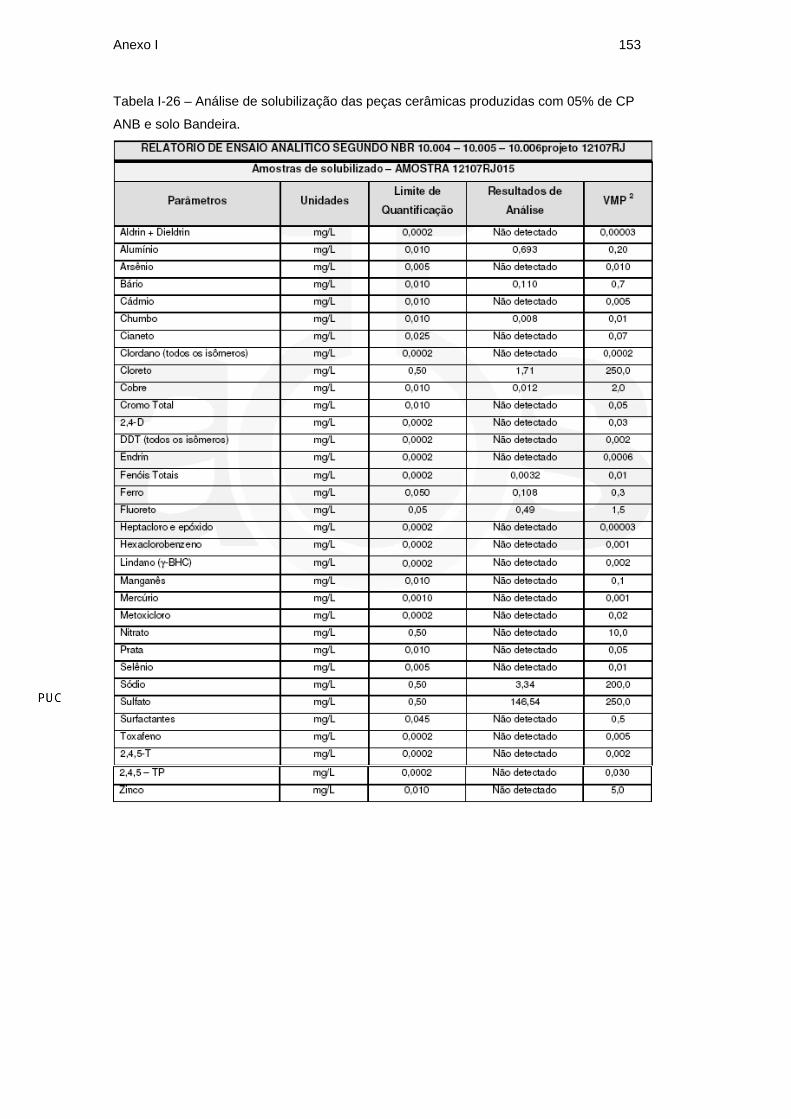
Anexo I 153
Tabela I-26 – Análise de solubilização das peças cerâmicas produzidas com 05% de CP
ANB e solo Bandeira.
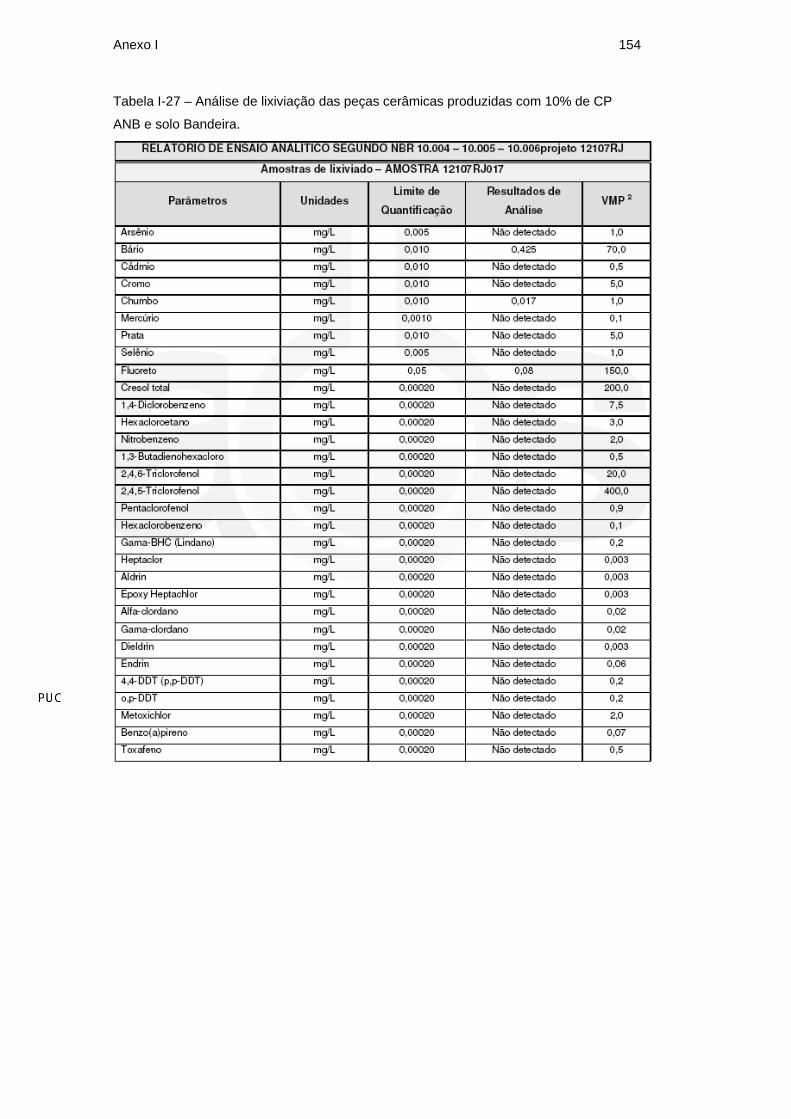
Anexo I 154
Tabela I-27 – Análise de lixiviação das peças cerâmicas produzidas com 10% de CP
ANB e solo Bandeira.
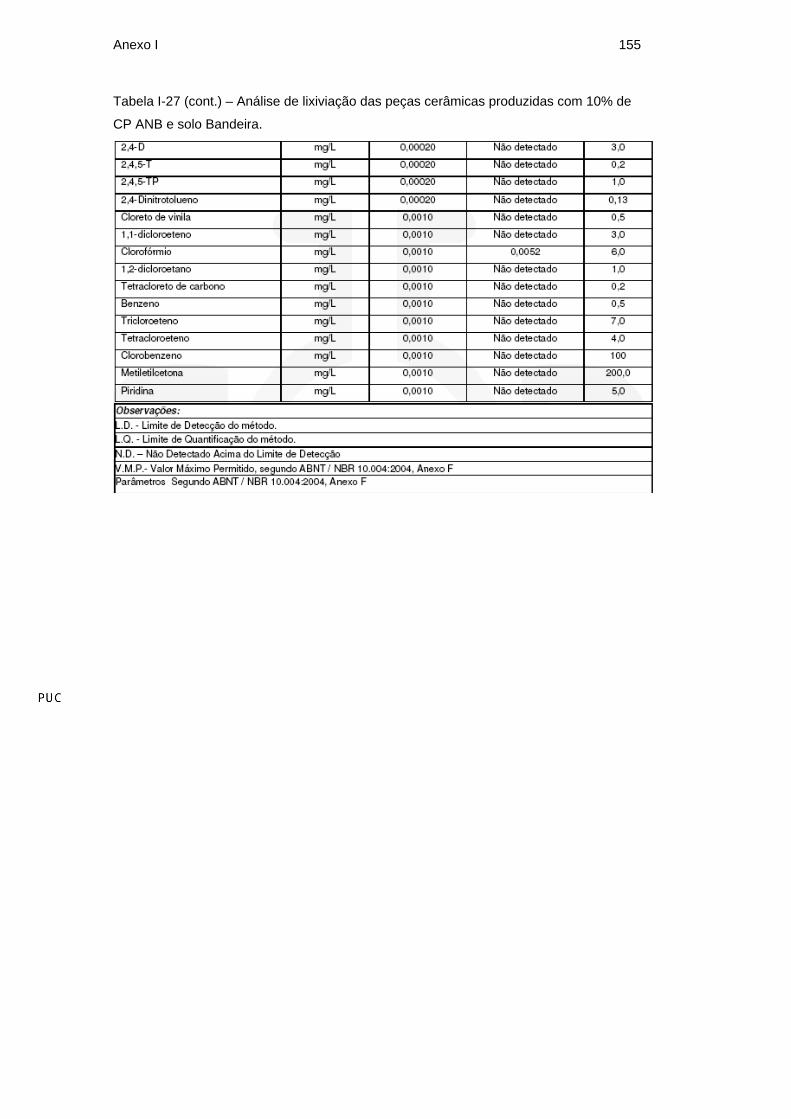
Anexo I 155
Tabela I-27 (cont.) – Análise de lixiviação das peças cerâmicas produzidas com 10% de
CP ANB e solo Bandeira.
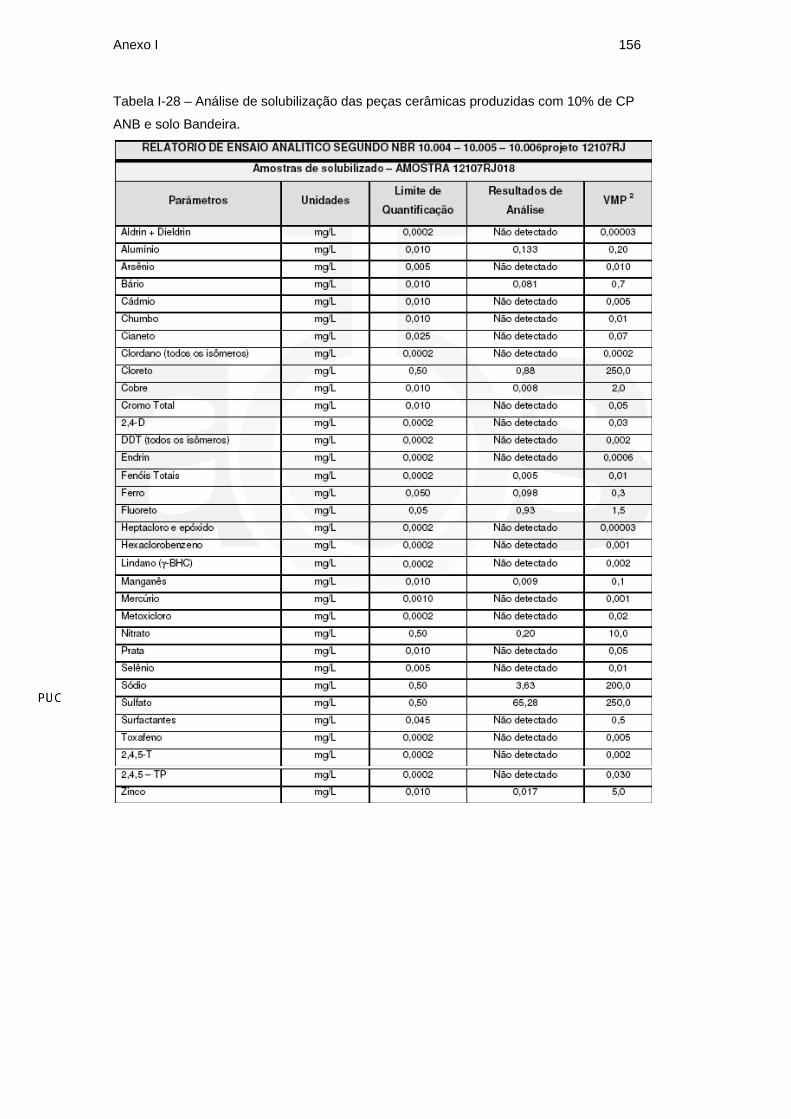
Anexo I 156
Tabela I-28 – Análise de solubilização das peças cerâmicas produzidas com 10% de CP
ANB e solo Bandeira.
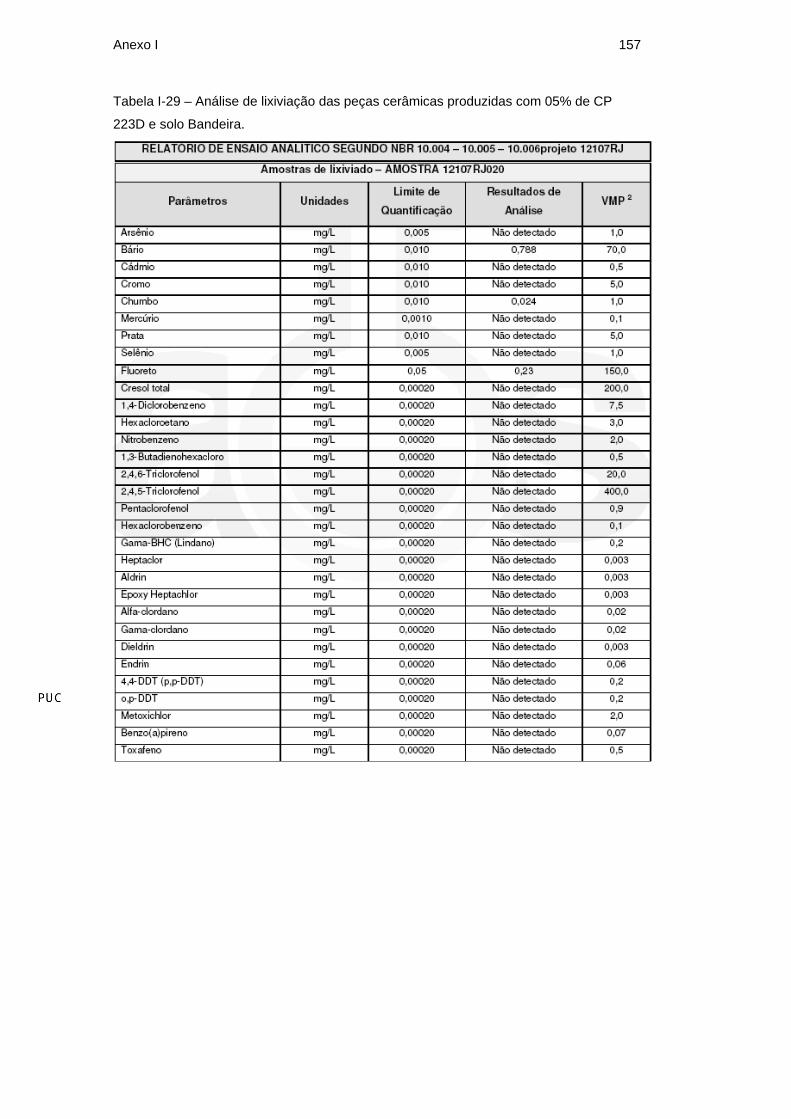
Anexo I 157
Tabela I-29 – Análise de lixiviação das peças cerâmicas produzidas com 05% de CP
223D e solo Bandeira.
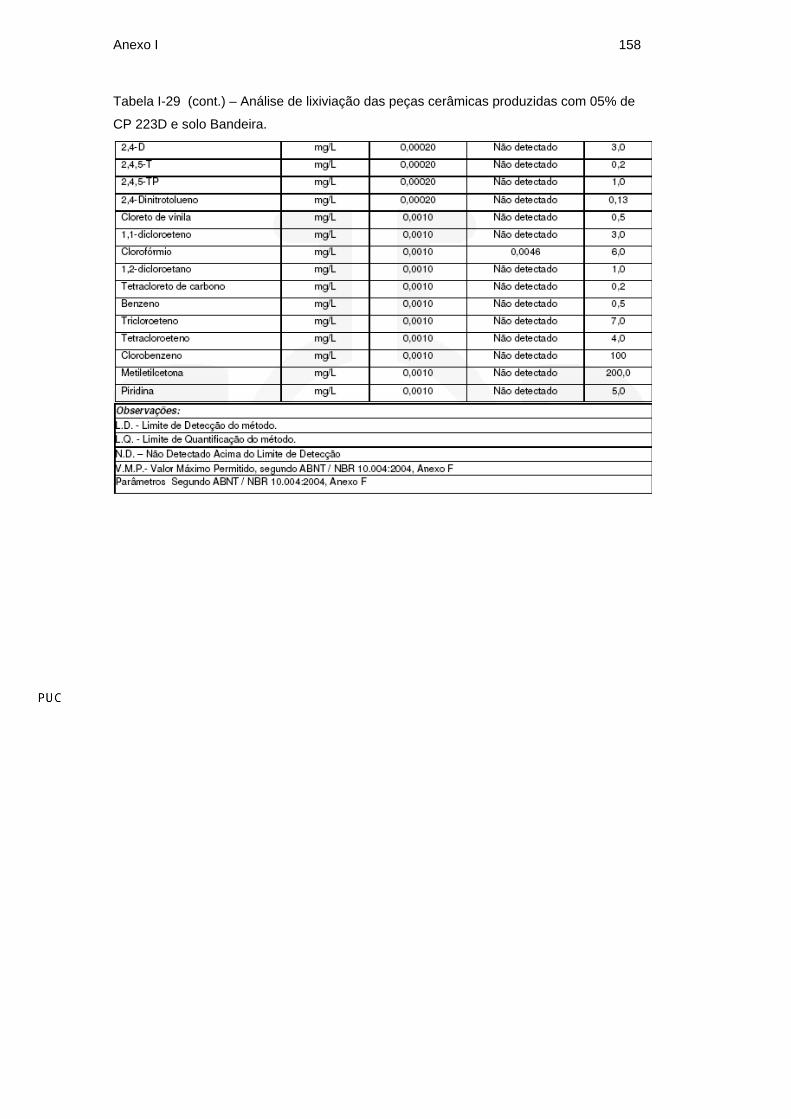
Anexo I 158
Tabela I-29 (cont.) – Análise de lixiviação das peças cerâmicas produzidas com 05% de
CP 223D e solo Bandeira.
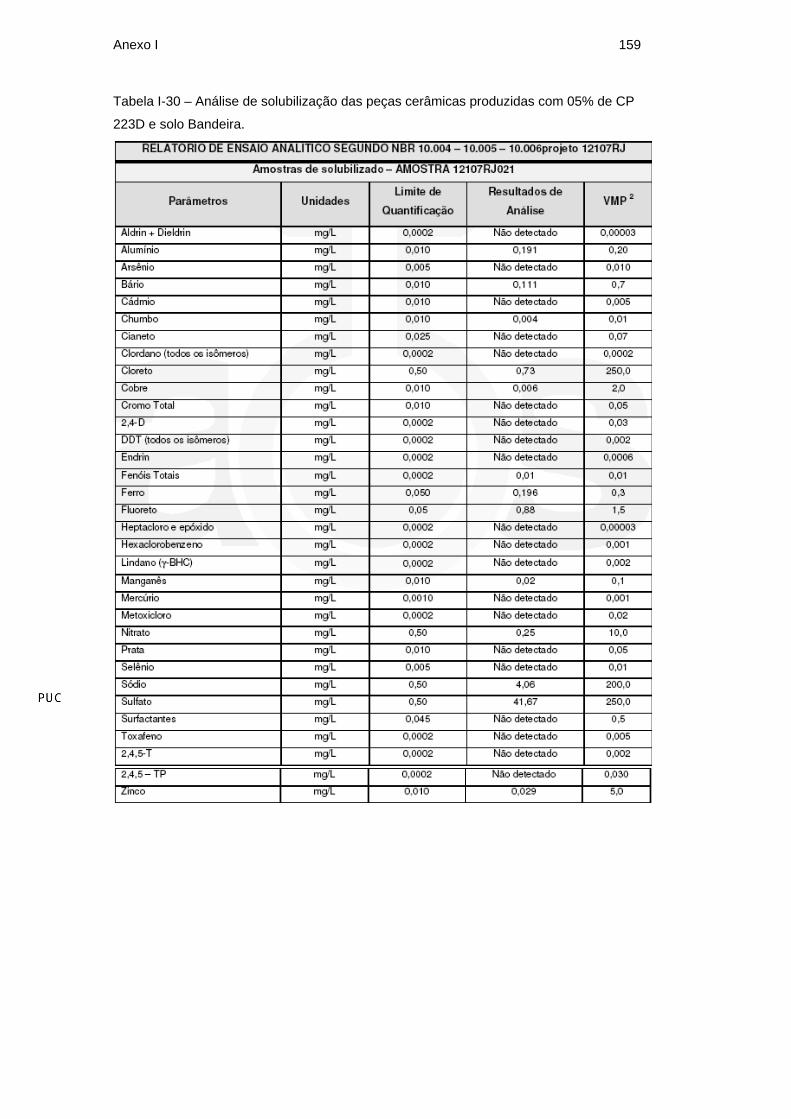
Anexo I 159
Tabela I-30 – Análise de solubilização das peças cerâmicas produzidas com 05% de CP
223D e solo Bandeira.
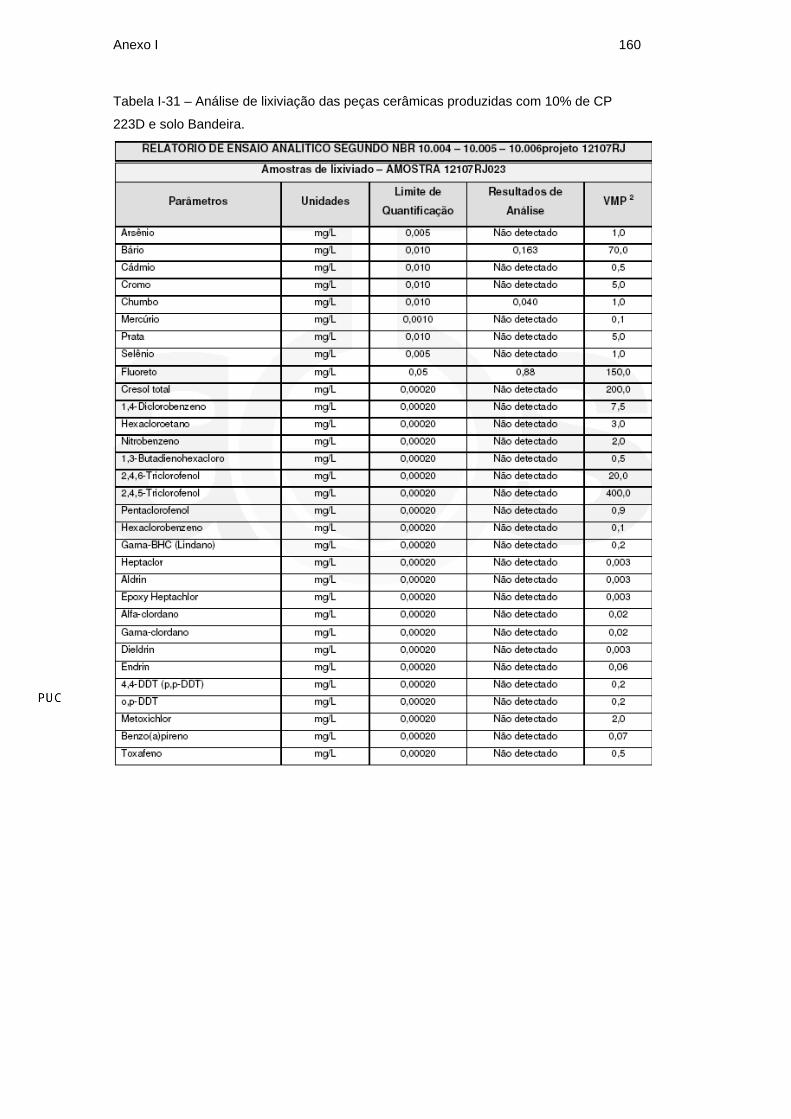
Anexo I 160
Tabela I-31 – Análise de lixiviação das peças cerâmicas produzidas com 10% de CP
223D e solo Bandeira.

Anexo I 161
Tabela I-31 (cont.) – Análise de lixiviação das peças cerâmicas produzidas com 10% de
CP 223D e solo Bandeira.

Anexo I 162
Tabela I-32 – Análise de solubilização das peças cerâmicas produzidas com 10% de CP
223D e solo Bandeira.
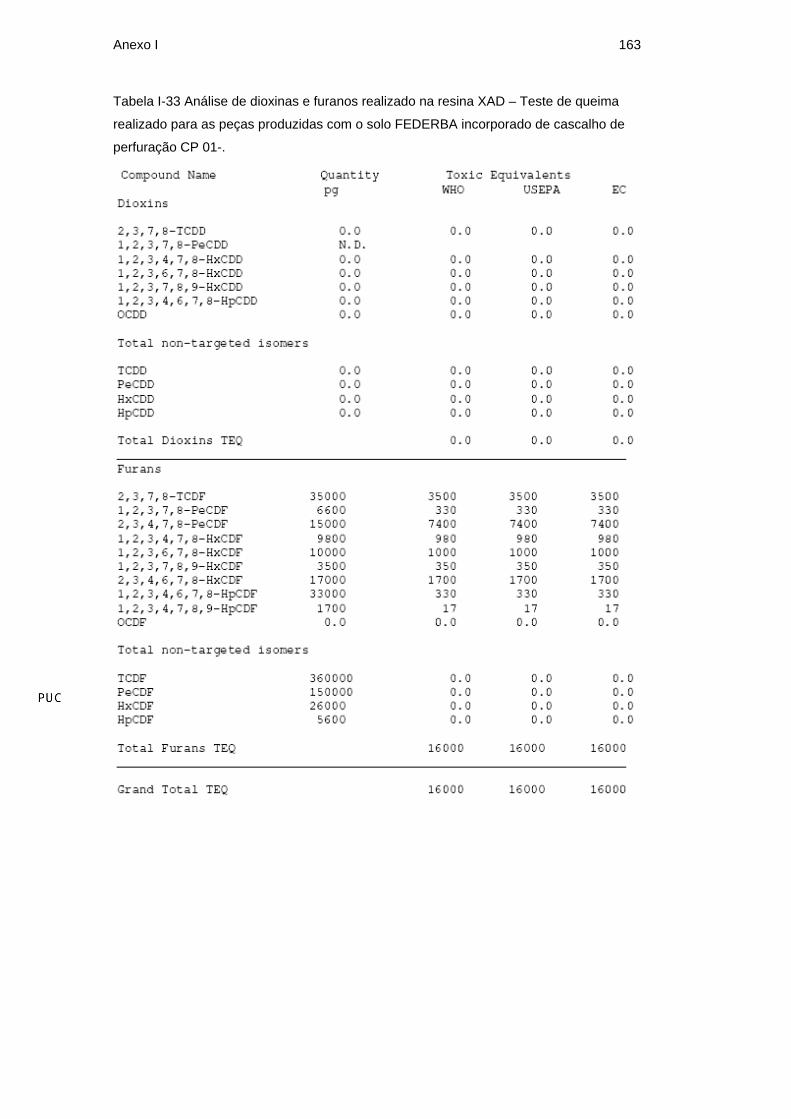
Anexo I 163
Tabela I-33 Análise de dioxinas e furanos realizado na resina XAD – Teste de queima
realizado para as peças produzidas com o solo FEDERBA incorporado de cascalho de
perfuração CP 01-.
II Anexo
II.I. Difratogramas

Anexo II 165
Santo Amaro (Vermelho)
g
Lin (Counts)
0100
200
300
400
500
2-Th
eta
- Sca
le3
1020
3040
5060
7
d=11,20946
d=4,92683
d=3,29825
d=1,98779
d=4,20952
d=3,17910
d=6,14481
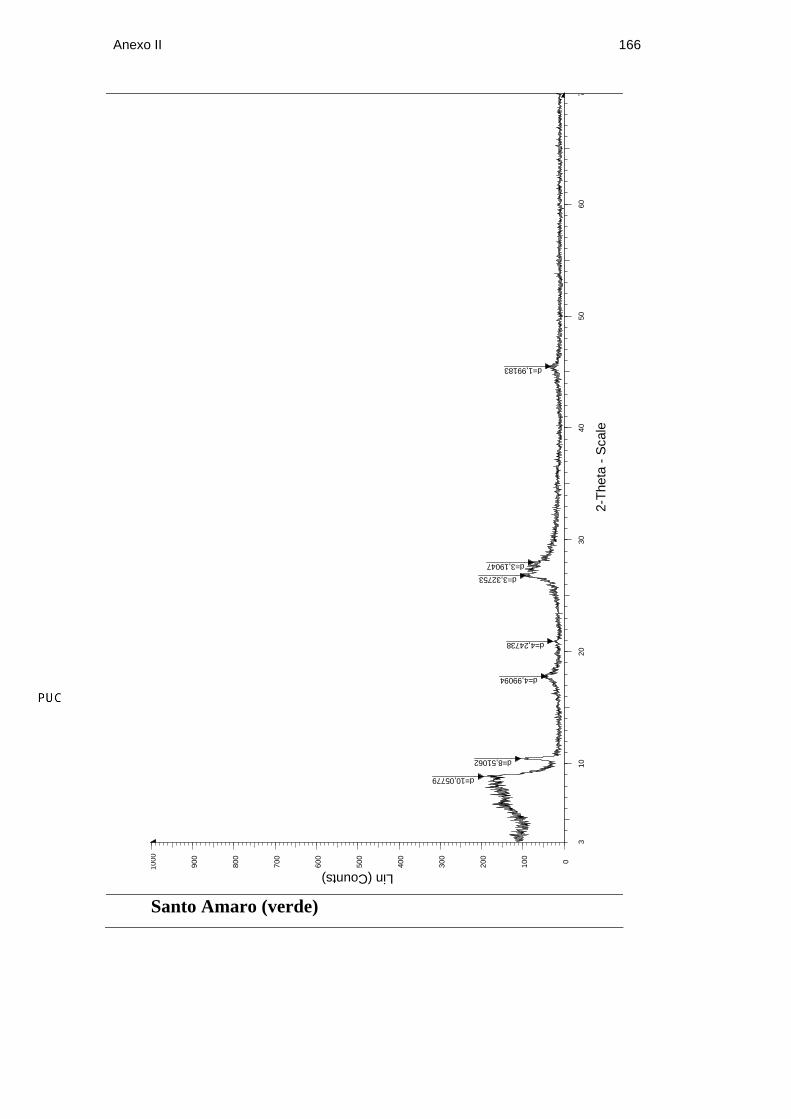
Anexo II 166
Santo Amaro (verde)
Lin (Counts)
0100
200
300
400
500
600
700
800
900
1000
2-Th
eta
- Sca
le3
1020
3040
5060
7
d=10,05779
d=8,51062
d=4,99094
d=4,24738
d=3,32753
d=1,99183
d=3,19047
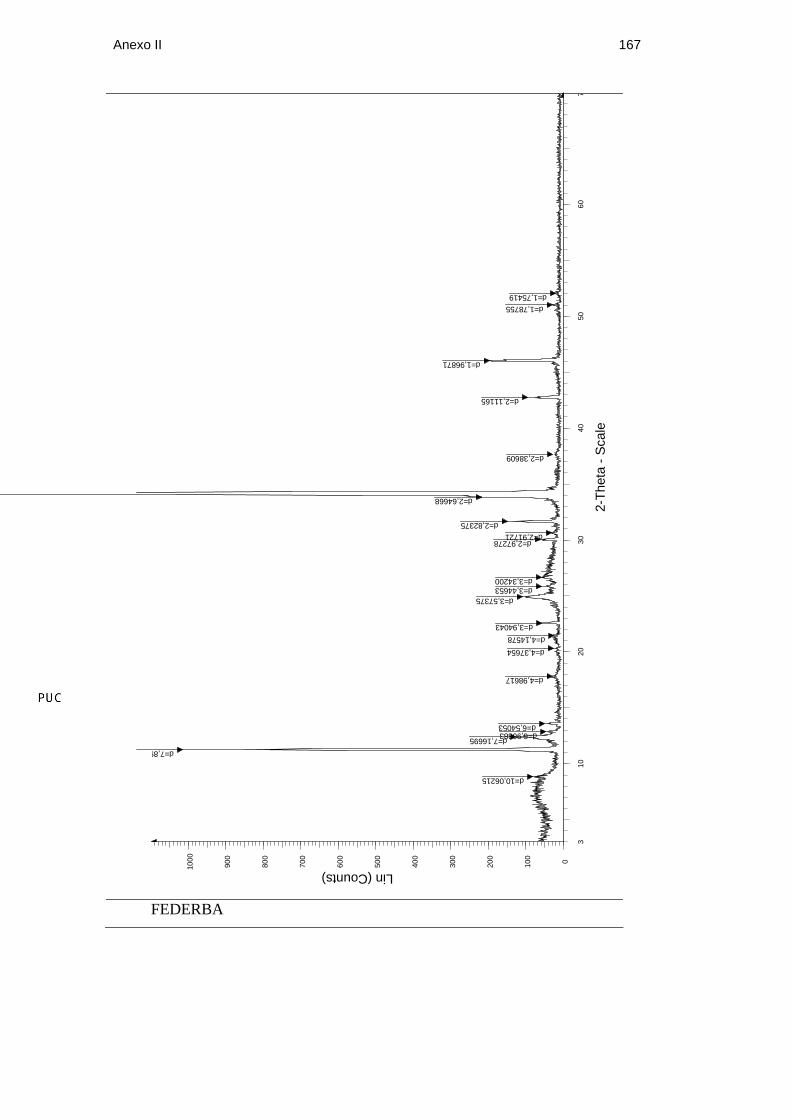
Anexo II 167
FEDERBA
Lin (Counts)
0100
200
300
400
500
600
700
800
900
1000
2-Th
eta
- Sca
le3
1020
3040
5060
7
d=10,06215
d=7,89d=7,16695 d=6,90883
d=6,54053
d=3,94043
d=3,57375d=3,44653d=3,34200
d=2,97278d=2,91721
d=2,82375
d=2,64668
d=2,11165
d=1,96871
d=1,78755d=1,75419
d=4,98617
d=4,37654d=4,14578
d=2,38609
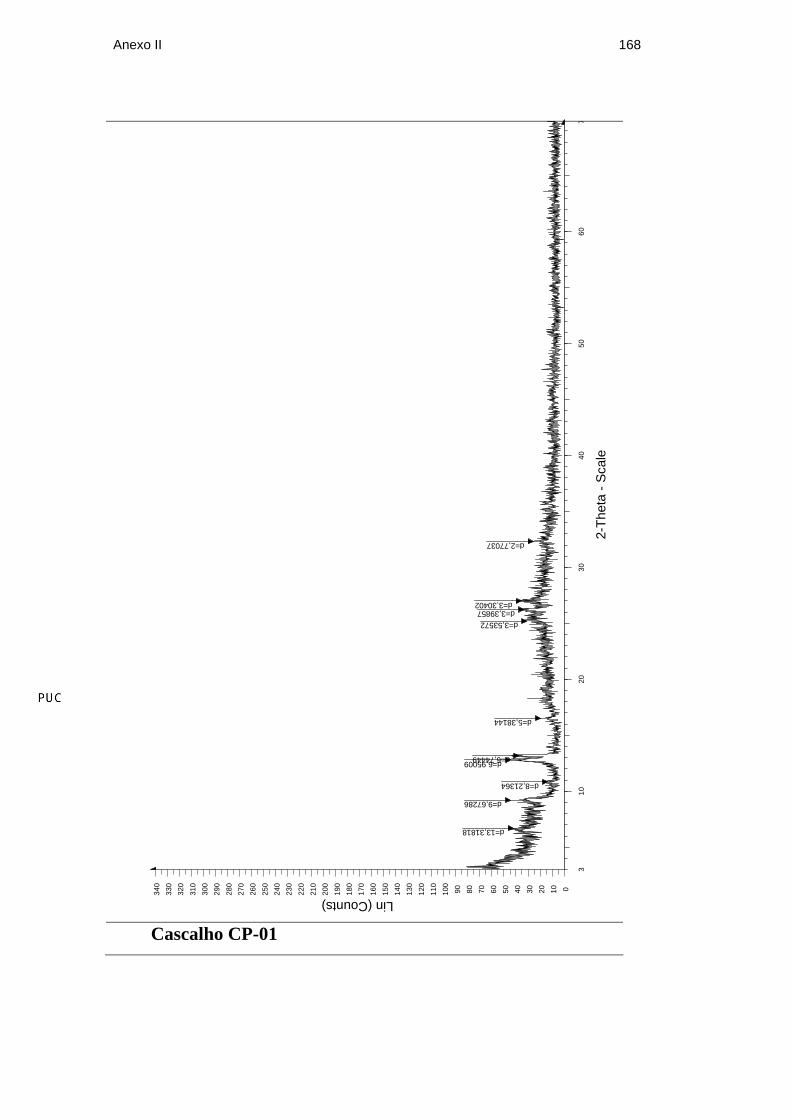
Anexo II 168
Cascalho CP-01
Lin (Counts)
0102030405060708090100
110
120
130
140
150
160
170
180
190
200
210
220
230
240
250
260
270
280
290
300
310
320
330
340
2-Th
eta
- Sca
le3
1020
3040
5060
7
d=9,67286
d=6,95009 d=6,74449
d=5,38144
d=3,39857d=3,30402
d=13,31818
d=3,53572
d=2,77037
d=8,21364
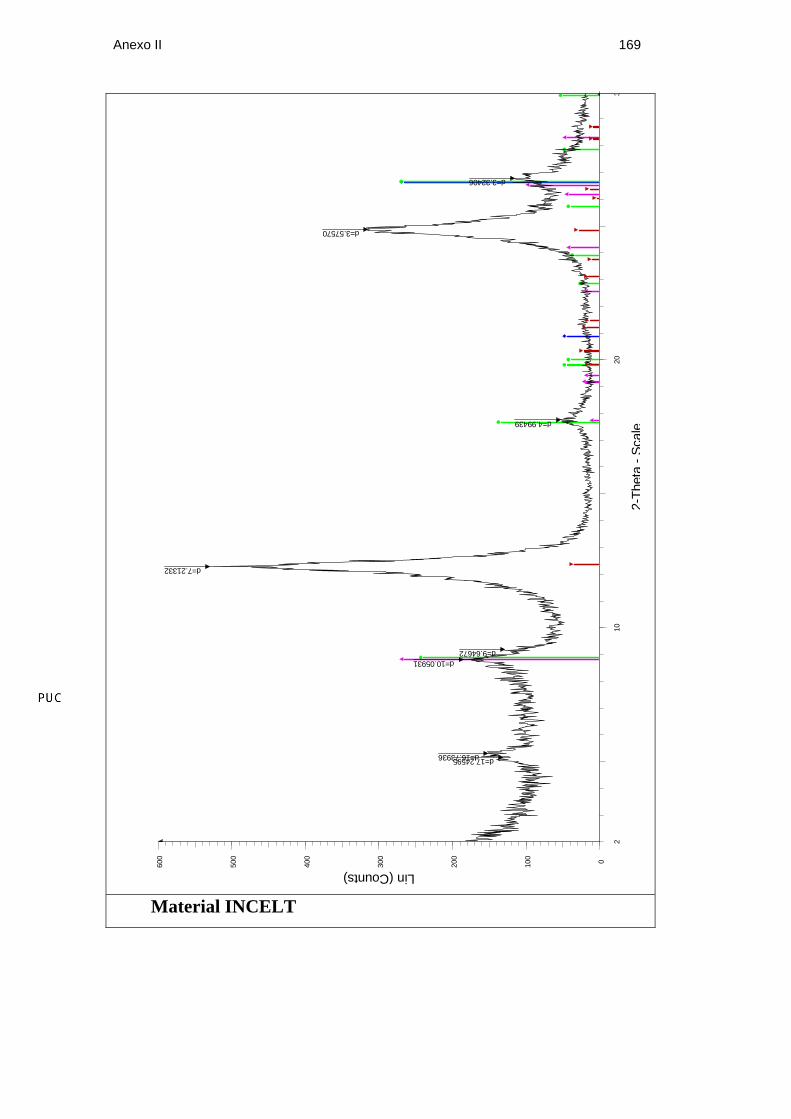
Anexo II 169
Material INCELT
Lin (Counts)
0100
200
300
400
500
600
2-Th
eta
-Sca
le2
1020
3
d=17.24595 d=16.73936
d=10.05931d=9.64672
d=7.21332
d=4.99439
d=3.57570
d=3.32406

Anexo II 170
Cerâmica Bandeira
Lin (Counts)
0102030405060708090100
110
120
130
140
150
160
170
180
190
200
2-Th
eta
- Sca
le2
1020
3
d=3.57312
d=7.15057
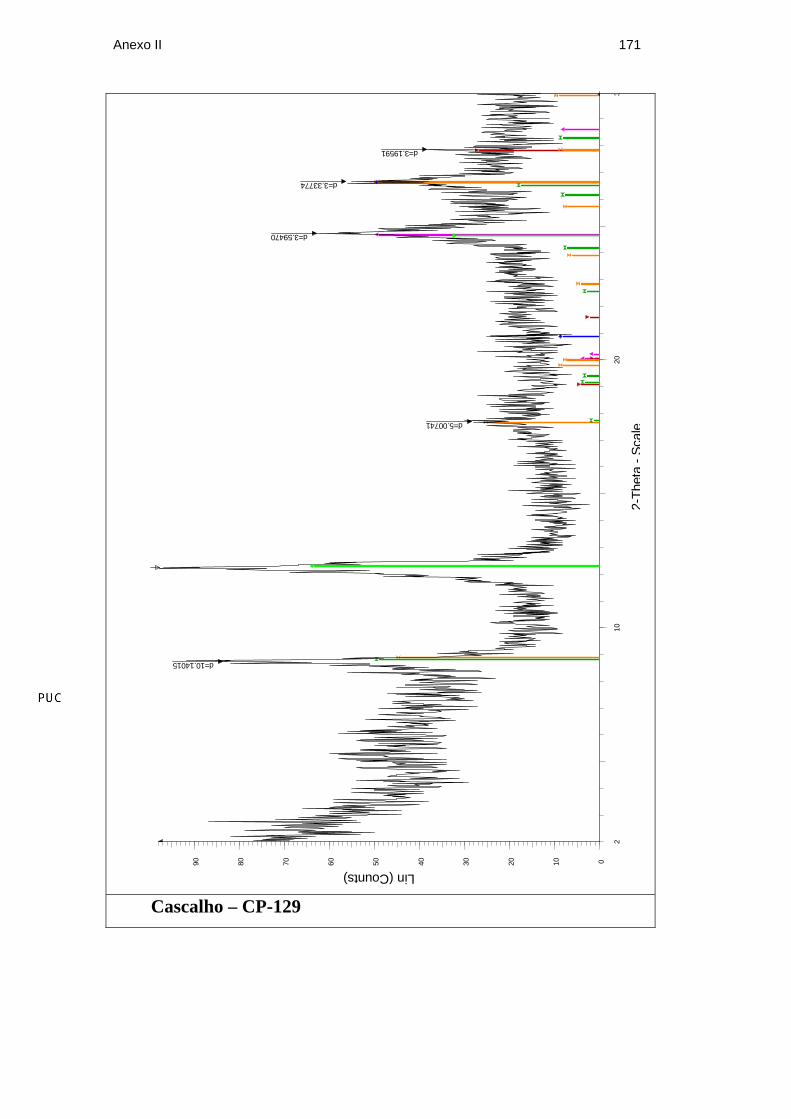
Anexo II 171
Cascalho – CP-129
Lin (Counts)
0102030405060708090
2-Th
eta
-Sca
le2
1020
3
d=10.14015
d=3.59470
d=3.33774
d=3.19591
d=5.00741
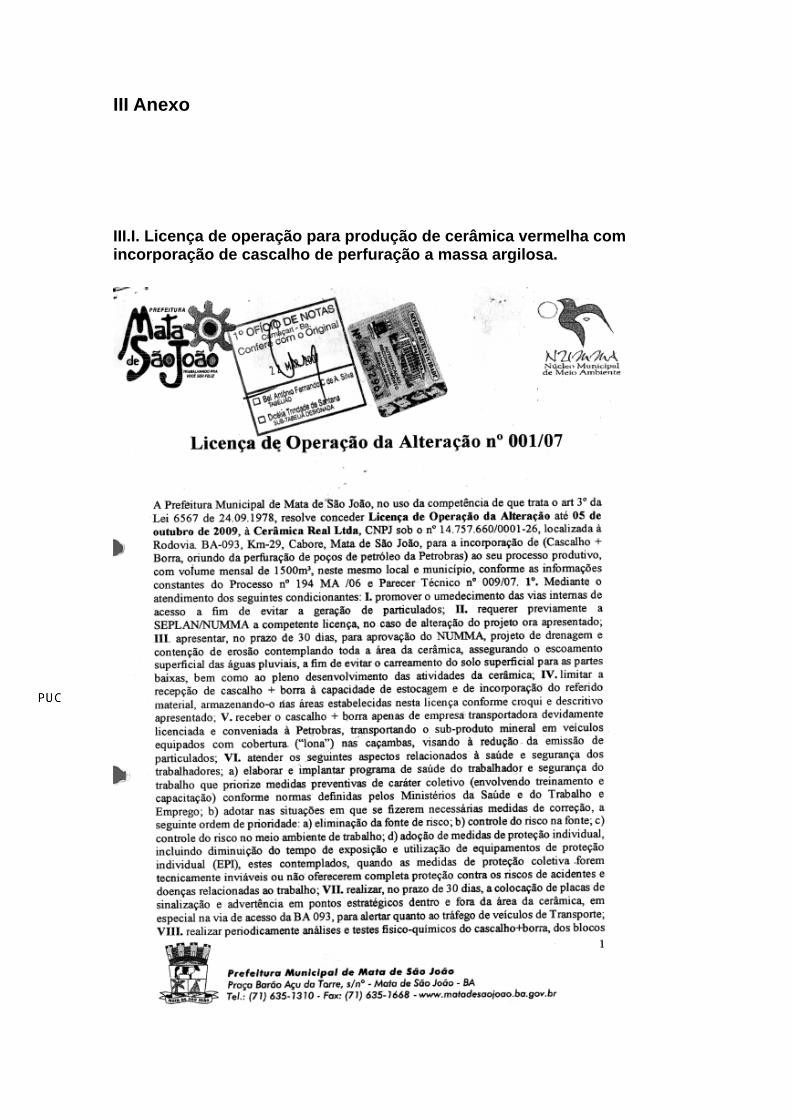
III Anexo
III.I. Licença de operação para produção de cerâmica vermelha com incorporação de cascalho de perfuração a massa argilosa.
Anexo 173