relat rio de estudo comparativo dos fornos tipo … · jra, cerâmica tavares, cerâmica união i,...
TRANSCRIPT

EELA es un programa de COSUDE, ejecutado por Swisscontact y PRODUCE
PROGRAMA DE EFICIENCIA ENERGÉTICA EN LADRILLERAS ARTESANALES DE AMERICA LATINA PARA MITIGAR EL CAMBIO CLIMATICO - EELA
EESSTTUUDDOO CCOOMMPPAARRAATTIIVVOO DDOOSS FFOORRNNOOSS TTIIPPOO CCAAIIPPIIRRAA xx TTIIPPOO AABBÓÓBBOODDAA
RRiioo ddee JJaanneeiirroo -- BBrraassiill
MMaaiioo -- 22001122

PROGRAMA DE EFICIENCIA ENERGÉTICA EN LADRILLERAS ARTESANALES DE AMERICA LATINA PARA MITIGAR EL CAMBIO CLIMATICOS - EELA
INSTITUTO NACIONAL DE TECNOLOGIA - INT - Av. Venezuela, 82 - 20081-312 - Rio de Janeiro - RJ - Brasil -Tel.: (21) 2123-1256
Fax.: (21) 2123-1253 www.int.gov.br - [email protected] 2 de 16
Cooperação Internacional:
� AGENCIA SUIZA PARA EL DESSARROLLO Y LA COOPERACIÓN - COSUDE
� FUNDACIÓN SUIZA DE COPERACIÓN PARA EL DESARROLLO TECNICO - SWISSCONTAC
� FUNDAÇÃO DE CIÊNCIA, APLICAÇÕES E TECNOLOGIAS ESPACIAIS - FUNCATE Instituição Executora:
� INSTITUTO NACIONAL DE TECNOLOGIA – INT
Coordenação:
Joaquim Augusto Pinto Rodrigues
Equipe Executora:
Mauricio F. Henriques Jr.
Marcelo Rousseau Valença Schwob
Roberto Segundo Henrique Castro Tapia
Rosana Medeiros de Novais
Márcio Azevedo Guimarães
Apoio Institucional:
� SERVIÇO DE APOIO ÀS MICRO E PEGUENAS EMPRESAS - SEBRAE-RN
� ASSOCIAÇÃO DOS CERAMISTAS DO VALE DO CARNAÚBA - ACVC
� ASSOCIAÇÃO NACIONAL DE CERÂMICA VERMELHA - ANICER
Agradecimentos: Os autores agradecem as empresas que disponibilizaram suas instalações para a realização de ensaios específicos e pelo fornecimento de informações. Foram elas: Cerâmica JRA, Cerâmica Tavares, Cerâmica União I, Cerâmica União II e Cerâmica Acari.

PROGRAMA DE EFICIENCIA ENERGÉTICA EN LADRILLERAS ARTESANALES DE AMERICA LATINA PARA MITIGAR EL CAMBIO CLIMATICOS - EELA
INSTITUTO NACIONAL DE TECNOLOGIA - INT - Av. Venezuela, 82 - 20081-312 - Rio de Janeiro - RJ - Brasil -Tel.: (21) 2123-1256
Fax.: (21) 2123-1253 www.int.gov.br - [email protected] 3 de 16
SUMÁRIO 1. INTRODUÇÃO........................................................................................................................ 4 2. ANTECEDENTES .................................................................................................................... 4 3. DESCRIÇÃO DOS FORNOS..................................................................................................... 5
3.1. Fornos Caipira .............................................................................................................. 5 3.2. Fornos do Tipo Abóboda ou Redondo....................................................................... 12 3.3. Comparativo Forno Caipira x Forno Abóboda (Redondo) – Comentários Finais e Conclusões .............................................................................................................................. 14
4. REFERÊNCIAS BIBLIOGRÁFICAS........................................................................................... 16

PROGRAMA DE EFICIENCIA ENERGÉTICA EN LADRILLERAS ARTESANALES DE AMERICA LATINA PARA MITIGAR EL CAMBIO CLIMATICOS - EELA
INSTITUTO NACIONAL DE TECNOLOGIA - INT - Av. Venezuela, 82 - 20081-312 - Rio de Janeiro - RJ - Brasil -Tel.: (21) 2123-1256
Fax.: (21) 2123-1253 www.int.gov.br - [email protected] 4 de 16
1. INTRODUÇÃO
Este estudo visa comparar a produção de peças cerâmicas em fornos do tipo caipira e
em fornos do tipo abóboda (redondo), buscando estabelecer suas principais virtudes e/ou
problemas, incluindo, além de suas principais características construtivas e operacionais,
alguns aspectos ligados aos seus desempenhos energéticos. Esse estudo se insere Projeto
“Eficiência Energética nas Pequenas Cerâmicas – EELA”, dentro de acordo de cooperação
firmado com a Fundación Suiza de Cooperación para el Desarrollo Tecnico - SWISSCONTAC e a
Agencia Suiza para el Dessarrollo y la Cooperación – COSUDE, tendo como executor técnico o
INSTITUTO NACIONAL DE TECNOLOGIA – INT/MCTI.
Este trabalho se tornou possível a partir da realização de testes e de medições em vários
fornos instalados em indústrias cerâmicas na região do Seridó, no Rio Grande do Norte.
oportunidade na qual foram realizados testes e medições diversas durante a produção.
2. ANTECEDENTES
O mercado de produtos de cerâmica vermelha tem evoluído bastante nos últimos
anos. Novos produtos têm sido desenvolvidos, como também a qualidade vem sendo
melhorada, movimento impulsionado pelos consumidores que têm sido mais exigentes ao
desenvolver seus projetos e construções. O setor produtivo tem percebido essa mudança no
mercado e, cada vez mais, tem se preocupado em melhorar seus produtos, além de também
buscar redução de custos nos processos e obter maior produtividade. Por outro lado, dentro
do setor cerâmico, ocorre uma concorrência natural entre empresas numa dada região ou
mesmo entre regiões, o que é natural, mas também entre produtos fabricados a partir de
outros materiais, fato que demonstra a necessidade de o setor de tornar mais competitivo.
Dessa forma, tecnologias que proporcionem maior eficiência energética, maior
produtividade e melhor qualidade dos produtos têm interessado bastante as empresas
produtoras. Esse movimento tem sido percebido na região do Seridó, região central de
atuação do Projeto “Eficiência Energética nas Pequenas Cerâmicas – EELA” no Brasil. Através
de uma pesquisa em 90 empresas na região, produtoras principalmente de telhas (15,8 x 1,0 x
50,3 cm), onde há uma ampla predominância de fornos do tipo caipira, nota-se um interesse

PROGRAMA DE EFICIENCIA ENERGÉTICA EN LADRILLERAS ARTESANALES DE AMERICA LATINA PARA MITIGAR EL CAMBIO CLIMATICOS - EELA
INSTITUTO NACIONAL DE TECNOLOGIA - INT - Av. Venezuela, 82 - 20081-312 - Rio de Janeiro - RJ - Brasil -Tel.: (21) 2123-1256
Fax.: (21) 2123-1253 www.int.gov.br - [email protected] 5 de 16
muito grande na melhoria da qualidade dos produtos e na redução de custos de um modo
geral. Neste sentido, fornos de maior rendimento energético, como os do tipo abóboda (ou
redondo), em substituição aos tradicionais fornos caipira, têm despertado grande interesse.
3. DESCRIÇÃO DOS FORNOS
3.1. Fornos Caipira
Os fornos do tipo caipira ainda são amplamente empregados em várias regiões no
Brasil. Têm concepção bastante simples, formato de caixa (retangular), fornalha na parte
inferior, onde o combustível (lenha) é queimado em 6 ou 8 bocas (Figuras 1, 2 e 3). Os gases de
combustão seguem uma trajetória ascendente, passando pelas peças que estão sendo cozidas,
e atingem o topo, onde não há cobertura de alvenaria (abóboda) nem chaminé. Ou seja, são
fornos abertos no topo, onde a cada queima somente uma cobertura móvel de peças prontas
é colocada sobre os produtos que estão sendo queimados.
Estes fornos caipira são bastante empregados para a queima de telhas, e de tijolos,
numa proporção menor. A capacidade se situa entre 25.000 a 38.000 peças por batelada,
equivalente a um carregamento médio de cerca de 42 e 60 t por queima. As dimensões são
variáveis, podendo o comprimento ser entre 7,4 e 9,0 m, a largura de 2,5 a 4,0 m e a altura de
2,5 a 4,0 m. Somente no Seridó existem mais de 400 fornos caipira.
Figura 1 – Forno caipira com 6 bocas.

PROGRAMA DE EFICIENCIA ENERGÉTICA EN LADRILLERAS ARTESANALES DE AMERICA LATINA PARA MITIGAR EL CAMBIO CLIMATICOS - EELA
INSTITUTO NACIONAL DE TECNOLOGIA - INT - Av. Venezuela, 82 - 20081-312 - Rio de Janeiro - RJ - Brasil -Tel.: (21) 2123-1256
Fax.: (21) 2123-1253 www.int.gov.br - [email protected] 6 de 16
Figura 2 – Conjunto de fornos caipira construídos lado a lado.
Figura 3 – Forno caipira sendo alimentado com lenha.
As peças são colocadas no interior do forno em camadas. Geralmente as duas ou três
camadas (ou fileiras) da parte inferior (acima da grelha ou crivos) são de tijolos furados (com
furos na vertical). Depois são colocadas mais três ou quatro camadas de telhas na posição
vertical, seguidas de mais uma ou duas camadas de tijolos. Por fim, sobre a carga a ser
queimada, é feita uma cobertura com telhas prontas para abafamento do forno (Figuras 4, 5, 6
e 7).

PROGRAMA DE EFICIENCIA ENERGÉTICA EN LADRILLERAS ARTESANALES DE AMERICA LATINA PARA MITIGAR EL CAMBIO CLIMATICOS - EELA
INSTITUTO NACIONAL DE TECNOLOGIA - INT - Av. Venezuela, 82 - 20081-312 - Rio de Janeiro - RJ - Brasil -Tel.: (21) 2123-1256
Fax.: (21) 2123-1253 www.int.gov.br - [email protected] 7 de 16
Figura 4 – Exemplo de disposição de peças por camadas no interior de forno caipira.
Figura 5 – Vista do interior do forno caipira – base de tijolos sobre os crivos.
Figura 6 – Vista do carregamento de forno caipira (3ª. e 4ª. camadas de telhas a mostra
e na altura do piso do galpão).
9ª fileira: Tijolos 960 peças
8ª fileira: Tijolos 960 peças
7ª fileira: Telhas 8.232 peças
6ª fileira: Telhas 8.232 peças
5ª fileira: Telhas 8.244 peças
4ª fileira: Telhas 8.344 peças
3ª fileira: Tijolos 960 peças
2ª fileira: Tijolos 960 peças
1ª fileira: Tijolos 960 peças

PROGRAMA DE EFICIENCIA ENERGÉTICA EN LADRILLERAS ARTESANALES DE AMERICA LATINA PARA MITIGAR EL CAMBIO CLIMATICOS - EELA
INSTITUTO NACIONAL DE TECNOLOGIA - INT - Av. Venezuela, 82 - 20081-312 - Rio de Janeiro - RJ - Brasil -Tel.: (21) 2123-1256
Fax.: (21) 2123-1253 www.int.gov.br - [email protected] 8 de 16
Figura 7 – Cobertura de telhas sobre a carga.
Pela sua simplicidade, estes fornos caipira apresentam um baixo custo de construção e
também uma operação relativamente barata, que reflete o baixo custo com pessoal e com
combustível empregado nas queimas. Por outro lado, são fornos com uma concepção de
baixíssima eficiência energética. O consumo médio de lenha pode se situar entre 0,5 e 2,0
metros estéreos (st) por milheiro (média de 0,9 st/milheiro), de acordo com o tipo de produto,
teor de umidade no material enfornado, umidade e tipo de lenha, e das condições de queima.
Na média pode-se considerar um consumo específico de 1.000 kcal/kg de produto sinterizado,
ou seja, para produtos com boa qualidade.
Nota-se que o consumo de lenha de 0,5 st/milheiro é aparentemente baixo, mas não
possibilita uma produção com boa qualidade, resultado de uma distribuição deficiente de calor
nas diversos regiões do forno. Assim, a produção de peças de primeira qualidade é muito
baixa, podendo se situar somente entre 5 e 20%. Excepcionalmente, em fornos bem
controlados, pode atingir até 35%. Muitas peças são perdidas por falta de sinterização
completa ou por quebras. Boa parte da produção pode apresentar coloração “chocolate”,
indicando que a temperatura da região onde estavam o forno (na parte superior e nos cantos)
não permaneceu na temperatura ideal de queima por algumas horas. Ocorre que, quando a
queima é encerrada, as peças colocadas nas camadas superiores do forno geralmente ainda
estão num patamar de temperatura muito baixo, indo atingir temperaturas mais altas
somente depois de algumas horas, e mesmo assim abaixo do ideal para a plena sinterização
das peças (que seria em torno de 850°C ou mais) (Figura 8).

PROGRAMA DE EFICIENCIA ENERGÉTICA EN LADRILLERAS ARTESANALES DE AMERICA LATINA PARA MITIGAR EL CAMBIO CLIMATICOS - EELA
INSTITUTO NACIONAL DE TECNOLOGIA - INT - Av. Venezuela, 82 - 20081-312 - Rio de Janeiro - RJ - Brasil -Tel.: (21) 2123-1256
Fax.: (21) 2123-1253 www.int.gov.br - [email protected] 9 de 16
Queima com Ventoinha
0
200
400
600
800
1000
16:
00
20:
00
00:
00
04:
00
08:
00
12:
00
16:
00
20:
00
00:
00
04:
00
08:
00
12:
00
16:
00
Tempo (hora:minuto)
Te
mpe
ratu
raEntre 3ª e 4ª Fileiras, Esquerda
Entre 3ª e 4ª Fileiras, Meio
Entre 3ª e 4ª Fileiras, Direita
Entre 5ª e 6ª Fileiras, Esquerda
Entre 5ª e 6ª Fileiras, Direita
Gases no topo do forno
Início da sinterização (850ºC)
Obs.: As posições esquerda e direita se referem à vista do forno pelo lado do carregamento. Nota-se que as curvas que indicam os termopares localizados nas camadas superiores do forno (em vermelho e marrom) se encontram com defasagem de 4-5 horas com relação às curvas em azul (camadas inferiores), ou seja, após ao término da queima. Além disso, as peças nas camadas superiores ficam por menos de duas horas num patamar acima de 850°C, o que é insuficiente.
Figura 8 – Curva típica de queima num forno caipira.
O ciclo de queima costuma ser relativamente curto. Pode-se ter um esquente
(preaquecimento) de 2 a 12 horas, de acordo com a umidade da carga e da lenha, queima de 7
a 12 horas (também de acordo com a lenha), e resfriamento entre 20 e 24 horas. Assim, um
ciclo completo deve se situar na média em 38 horas.
Na Figura 9 é mostrada uma distribuição teórica da qualidade das peças produzidas no
interior de um forno caipira, com base em testes realizados pelo CEPIS e INT em 2010.
Figura 9 – Modelo da qualidade de peças obtidas de acordo com a região no interior de um
forno caipira. Fonte: CEPIS (2010).

PROGRAMA DE EFICIENCIA ENERGÉTICA EN LADRILLERAS ARTESANALES DE AMERICA LATINA PARA MITIGAR EL CAMBIO CLIMATICOS - EELA
INSTITUTO NACIONAL DE TECNOLOGIA - INT - Av. Venezuela, 82 - 20081-312 - Rio de Janeiro - RJ - Brasil -Tel.: (21) 2123-1256
Fax.: (21) 2123-1253 www.int.gov.br - [email protected] 10 de 16
As Figuras 10, 11 e 12 mostram peças com problemas de qualidade, e a Figura 13
mostra pilhas de material descartado por quebra ou com defeitos.
Figura 10 – Peças com coração negro no interior.
Figura 11 - Peças defeituosas ou empenadas.
Figura 12 - Peças com coloração “chocolate” ou não sinterizadas plenamente (as duas
telhas à direita), mas que mesmo assim, são comercializadas ou requeimadas numa outra fornada.

PROGRAMA DE EFICIENCIA ENERGÉTICA EN LADRILLERAS ARTESANALES DE AMERICA LATINA PARA MITIGAR EL CAMBIO CLIMATICOS - EELA
INSTITUTO NACIONAL DE TECNOLOGIA - INT - Av. Venezuela, 82 - 20081-312 - Rio de Janeiro - RJ - Brasil -Tel.: (21) 2123-1256
Fax.: (21) 2123-1253 www.int.gov.br - [email protected] 11 de 16
Figura 13 – Pilhas de material descartado.
O fato de o forno caipira ser aberto no topo traz também uma dificuldade adicional
para recuperar calor da queima ou da fase de resfriamento. Entretanto, essa recuperação de
calor é possível, embora vá exigir a construção de dutos externos junto à parede lateral e a
montagem de canais internos quando da colocação das peças para queima no interior do
forno. Como a quantidade de calor a ser recuperado não deverá ser muito grande, para se
garantir viabilidade econômica, a estufa de secagem que irá receber o calor necessariamente
deverá estar próxima a forno. Alternativamente a esse tipo de recuperação, alguns projetistas
vêm desenvolvendo modelos para a cobertura de fornos com uma abóboda, criando chaminés
nas laterais do forno. No entanto, esse esquema exigirá uma boa sustentação mecânica
(colunas) e ainda não está posto em prática.
Com relação à lenha, os tipos que são empregados nos fornos caipira são três: 1) a
algaroba, que tem permissão dos órgãos ambientais para ser usada; 2) a lenha de manejo
florestal, que sustenta somente algo entre 20 e 30% da demanda total do setor cerâmico no
Seridó); e a lenha nativa. A lenha da poda de árvores, de cajueiro e outras biomassas residuais,
dada a sua menor densidade, não funcionam bem nestes fornos caipira, sendo preteridas pelas
empresas. A Figura 14 ilustra a queima em fornos caipira, notando que essa pode ter o auxílio
de ar injetado através de ventoinha (“ventulina”). Esta prática, segundo ensaios realizados
pelo INT, pode conferir uma economia de cerca de 16% no uso da lenha com relação à
produção total (ou quase 30% com relação aos produtos plenamente sinterizados), além do
que a proporciona um aumento da produção de produtos de primeira qualidade.

PROGRAMA DE EFICIENCIA ENERGÉTICA EN LADRILLERAS ARTESANALES DE AMERICA LATINA PARA MITIGAR EL CAMBIO CLIMATICOS - EELA
INSTITUTO NACIONAL DE TECNOLOGIA - INT - Av. Venezuela, 82 - 20081-312 - Rio de Janeiro - RJ - Brasil -Tel.: (21) 2123-1256
Fax.: (21) 2123-1253 www.int.gov.br - [email protected] 12 de 16
Figura 14 – Queima de lenha em forno caipira.
3.2. Fornos do Tipo Abóboda ou Redondo
Os fornos do tipo abóbada ou redondo apresentam uma estrutura constituída por uma
câmara circular fechada, com piso de tijolos perfurados (crivos) de modo a permitir a
passagem descendente dos gases de combustão para os dutos subterrâneos de tiragem até a
chaminé. Possuem duas portas para carregamento das peças localizadas em lados opostos, e
seis bocas de queima a cerca de 1m do piso com cinzeiro parte abaixo destas bocas. As
dimensões dos fornos podem variar, sendo o diâmetro de 8 a 11m, a altura de 1,9 a 2,2m na
parede lateral a 3,0-3,8m no topo da abóboda. Vide Figuras 15, 16 e 17.
Figura 15 – Vista lateral de forno caipira.
Fonte: Más (2006).

PROGRAMA DE EFICIENCIA ENERGÉTICA EN LADRILLERAS ARTESANALES DE AMERICA LATINA PARA MITIGAR EL CAMBIO CLIMATICOS - EELA
INSTITUTO NACIONAL DE TECNOLOGIA - INT - Av. Venezuela, 82 - 20081-312 - Rio de Janeiro - RJ - Brasil -Tel.: (21) 2123-1256
Fax.: (21) 2123-1253 www.int.gov.br - [email protected] 13 de 16
Figura 16 – Fornos redondo (a esquerda – fase de queima; a direita – fase de
resfriamento ).
Figura 17 – Forno redondo com suporte de ar de combustão injetado por ventoinha.
Os fornos do tipo redondo têm capacidade de produção por batelada superior. Podem
produzir entre 55.000 e 80.000 peças, equivalente a 74 e pouco mais de 100 toneladas, de
acordo com o tipo do produto e dimensões do forno.
A qualidade das peças obtidas costuma ser superior, com maior quantidade de peças
de primeira qualidade (maior que 50%), e um índice muito baixo de perdas por quebras e de
peças com defeito. Todo esse processo é ajudado porque normalmente esses fornos recebem
produtos com teor de umidade controlado, já que normalmente acoplado ao forno existe a
secagem em estufas. Além disso, o calor se distribui de forma mais homogênea, não existindo
pontos frios em cantos, a exceção da parte inferior do forno que pode não atingir a
temperatura desejável de queima, gerando produtos de segunda qualidade.
O ciclo completo de queima também tende a ser maior. O preaquecimento pode durar
cerca de 6 a 8 horas, a queima entre 36 e 48 horas, e o resfriamento é bastante lento,
chegando até a 3 dias para desenfornamento (vide curva de queima na Figura 18). Entretanto,
uma parcela do calor contido nas peças queimadas e na estrutura do forno pode ser

PROGRAMA DE EFICIENCIA ENERGÉTICA EN LADRILLERAS ARTESANALES DE AMERICA LATINA PARA MITIGAR EL CAMBIO CLIMATICOS - EELA
INSTITUTO NACIONAL DE TECNOLOGIA - INT - Av. Venezuela, 82 - 20081-312 - Rio de Janeiro - RJ - Brasil -Tel.: (21) 2123-1256
Fax.: (21) 2123-1253 www.int.gov.br - [email protected] 14 de 16
recuperada na forma de ar quente a ser utilizado em estufas de secagem. Outra prática
também possível, já adotada em alguns produtores, é a recuperação de calor durante a
queima para o preaquecimento de forno vizinho, já carregado e na fase de esquente. No caso,
os gases de exaustão quentes ao sair do forno não são dirigidos para a chaminé, mas sim
direcionados para esse segundo forno na fase de aquecimento. Essa manobra é feita através
de abertura e fechamento de gavetas (dampers) e da extração dos gases quentes do forno em
queima através de exaustor (que pode ser fixo ou móvel).
Estes fornos apresentam um consumo específico da ordem de 0,5 a 1,2 st/milheiro
com valor médio de 0,8 st/milheiro, equivalente a cerca de 815 kcal/kg.
Figura 18 – Curva de queima de forno abóboda ou redondo.
3.3. Comparativo Forno Caipira x Forno Abóboda (Redondo) – Comentários Finais e Conclusões
As tabelas 1 e 2 seguintes apresentam uma síntese dos principais parâmetros técnicos
e econômicos dos fornos caipira e abóboda (redondo). Interessante notar que,
aparentemente, comparando-se os consumos de lenha em estéreos por milheiro e os
respectivos custos em reais, pode-se achar que o forno caipira seria mais econômico e mais
eficiente. Isto não é verdadeiro, pois parte da carga enfornada é perdida, como também tem
qualidade inferior e, conseqüentemente, gera uma receita menor. Isso pode ser notado no
custo para se obter um milheiro de peças de primeira qualidade, assim como na receita que

PROGRAMA DE EFICIENCIA ENERGÉTICA EN LADRILLERAS ARTESANALES DE AMERICA LATINA PARA MITIGAR EL CAMBIO CLIMATICOS - EELA
INSTITUTO NACIONAL DE TECNOLOGIA - INT - Av. Venezuela, 82 - 20081-312 - Rio de Janeiro - RJ - Brasil -Tel.: (21) 2123-1256
Fax.: (21) 2123-1253 www.int.gov.br - [email protected] 15 de 16
pode ser obtida numa única queima num forno redondo. Produzir um milheiro em um forno
caipira custa o dobro do que num forno redondo. Neste último, a cada queima, pode-se gerar
uma receita de 2,3 vezes maior que num forno caipira.
Com respeito ao consumo de energia há outro risco de interpretação equivocada.
Poder-se-ia imaginar que o consumo de lenha no forno caipira é mais favorável (0,64
st/milheiro) em relação ao consumo no forno redondo (1,1 st/milheiro). No entanto, estes
valores não são comparáveis, uma vez que a produção em milheiros num e noutro forno é
distinta, isto é, é composta por produtos diferentes. A unidade ideal de comparação está
expressa em kcal/kg de material cozido, onde se nota a vantagem do forno redondo (consumo
de energia 16% menor).
Portanto, o forno abóboda ou redondo reúne muitas vantagens sobre o forno caipira.
Em suma, possibilita uma operação mais controlada e uniforme, permite recuperação de calor
constante (no caso de se ter mais de um forno), menor consumo de lenha por massa
enfornada ou cozida, maior relação de produto de primeira qualidade, menor índice de
quebras e perdas, e maior receita por queima.
Tabela 1 – Principais parâmetros técnico-econômicos
Alguns Parâmetros Técnico-econômicos Forno Caipira Forno Abóboda
Produção média p/ queima (peças) 32.000 82.000
Produção mensal (peças) 128.000-160.000 210.000-300.000
Capacidade média de produção em massa por queima (t)
39 94
Consumo de lenha (st/milheiro) 0,64 1,1
Consumo específico de energia (kcal/kg) 998 836
Eficiência Térmica c/ relação à produção sinterizada (%) (peças de 1ª.)
18,0 22,5
Produção de telhas de 1ª. (%) 5 a 35 (média de 15) > 50
Produção de telhas de 2ª. (%) 57 a 77 <50
Perdas e quebras (%) 7,5 <1
Duração do ciclo completo (h) (1) 38 96
Duração da queima (h) 8-12 36-40
Custo c/ a lenha (R$/milheiro enfornado) (2)
16,00 28,00
Custo c/ a lenha para produção boa (R$/milheiro de 1ª.)
107,00 56,00
Receita estimada total por queima (R$) (3)
~6.500,00 ~15.000,00
(1) inclui o esquente, a queima e o resfriamento.
PROGRAMA DE EFICIENCIA ENERGÉTICA EN LADRILLERAS ARTESANALES DE AMERICA LATINA PARA MITIGAR EL CAMBIO CLIMATICOS - EELA
INSTITUTO NACIONAL DE TECNOLOGIA - INT - Av. Venezuela, 82 - 20081-312 - Rio de Janeiro - RJ - Brasil -Tel.: (21) 2123-1256
Fax.: (21) 2123-1253 www.int.gov.br - [email protected] 16 de 16
(2) preço da lenha: R$ 25,00/st. (3) considera a venda total, e seguintes preços: telhas de primeira: R$ 230,00/milheiro;
telhas de segunda: R$180,00/milheiro; tijolos: R$ 330,00/milheiro; lajota: R$ 350,00.
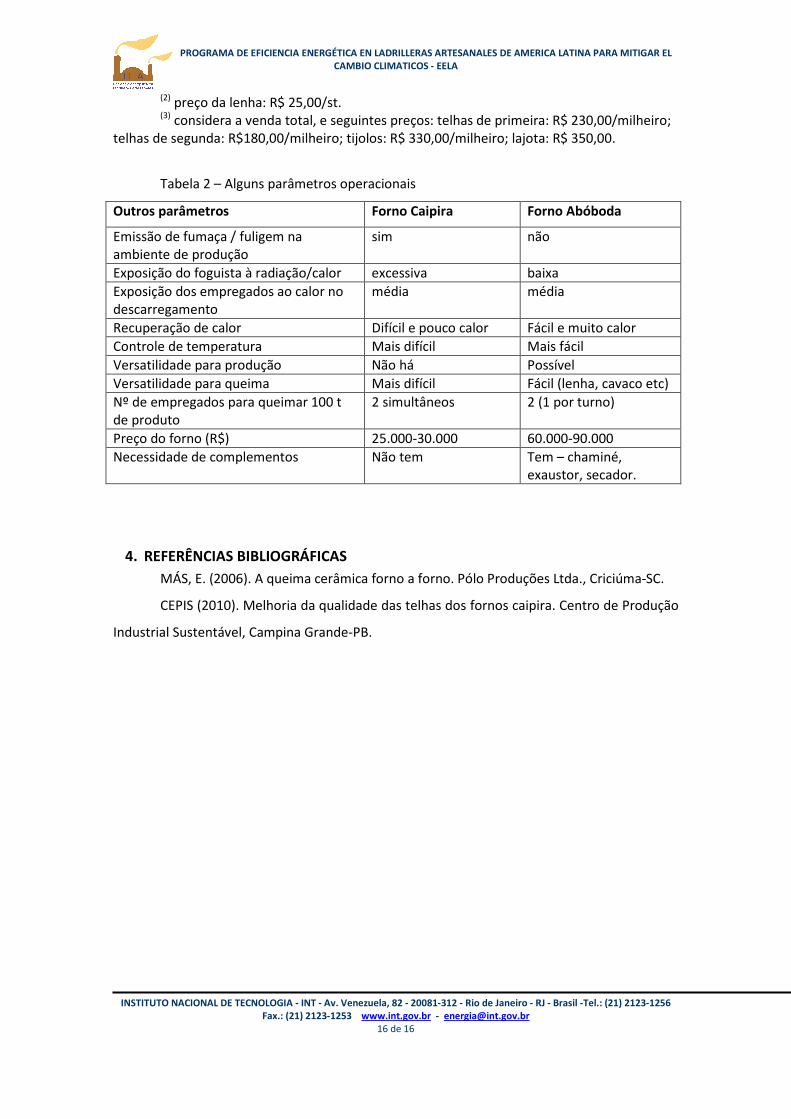
Tabela 2 – Alguns parâmetros operacionais
Outros parâmetros Forno Caipira Forno Abóboda
Emissão de fumaça / fuligem na ambiente de produção
sim não
Exposição do foguista à radiação/calor excessiva baixa
Exposição dos empregados ao calor no descarregamento
média média
Recuperação de calor Difícil e pouco calor Fácil e muito calor
Controle de temperatura Mais difícil Mais fácil
Versatilidade para produção Não há Possível
Versatilidade para queima Mais difícil Fácil (lenha, cavaco etc)
Nº de empregados para queimar 100 t de produto
2 simultâneos 2 (1 por turno)
Preço do forno (R$) 25.000-30.000 60.000-90.000
Necessidade de complementos Não tem Tem – chaminé, exaustor, secador.
4. REFERÊNCIAS BIBLIOGRÁFICAS
MÁS, E. (2006). A queima cerâmica forno a forno. Pólo Produções Ltda., Criciúma-SC.
CEPIS (2010). Melhoria da qualidade das telhas dos fornos caipira. Centro de Produção
Industrial Sustentável, Campina Grande-PB.