paper "o lean em portugal"
TRANSCRIPT
2015/2016
O Lean em Portugal
Artigo Cientifico
Trabalho, elaborado no âmbito da disciplina de Estágio.
Rui Pedro Magalhães e Silva Licenciatura Gestão e Negócios
Docente: PROF. DR. JOÃO PAULO PEIXOTO

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 2
ÍNDICE
1. RESUMO.............................................................................................................7
2. ABSTRACT.........................................................................................................8
3. CAPÍTULO I – INTRODUÇÃO...........................................................................9
4. CAPÍTULO II - REVISÃO TEÓRICA...............................................................11
4.1 Estudo 1 - Implementação Lean Manufacturing em Pequenas Empresas..11
4.2 Estudo 2 - Abordagem Lean Production vs. Lean Service.............................15
4.3 Estudo 3 - Proposta de desenvolvimento de um índice Lean em contextos organizacionais...........................................................................................................23
4.4 Estudo 4 - Lean Production e Lean Manufacturing – Casos de sucesso....34
4.5 Estudo 5 - Implementação da Filosofia Lean na gestão dos serviços de saúde.............................................................................................................................41
5. CAPÍTULO III – ANÁLISE EMPÍRICA............................................................67
a) Análise do Problema..............................................................................................67
b) Dados........................................................................................................................68
c) Metodologia.............................................................................................................69
d) Hipóteses.................................................................................................................76
d) Análise dos Dados..................................................................................................77
6. CAPÍTULO IV – RRESULTADOS...................................................................81
7. CAPÍTULO V - CONCLUSÕES.....................................................................120
8. CAPÍTULO VI - LIMITAÇÕES E INVESTIGAÇÃO FUTURA......................125
9. CAPÍTULO VII – IMPLICAÇÕES NA GESTÃO EMPRESARIAL...............127
10. AGRADECIMENTOS...................................................................................129
11. REFERÊNCIAS............................................................................................130
ANEXOS..............................................................................................................135Anexo I - QUESTIONÁRIO LEAN.............................................................................136
Anexo II – TABELA RESPOSTA QUESTIONÁRIO................................................148
Apêndice I – Resumo Executivo.............................................................................152
Apêndice II - Revisão da Literatura........................................................................155

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 3
Índice de Gráficos Gráfico 1: Empresas...............................................................................................................68
Gráfico 2: Lean........................................................................................................................69
Gráfico 3: Lean por setor........................................................................................................69
Gráfico 4: Tipo de Empresa...................................................................................................81
Gráfico 5: Área ou ramo industrial........................................................................................82
Gráfico 6: Departamentos......................................................................................................82
Gráfico 7: Número de colaboradores – classificação empresa........................................83
Gráfico 8: Certificação de empresas....................................................................................83
Gráfico 9: Empresas com e sem Lean.................................................................................84
Gráfico 10: Empresas com ou sem certificação vs empresas com ou sem lean...........84
Gráfico 11: Formação Lean...................................................................................................85
Gráfico 12: Média em anos de introdução aos princípios lean.........................................85
Gráfico 13: Fase de progresso lean.....................................................................................86
Gráfico 14: Necessidade de melhorar as práticas lean.....................................................87
Gráfico 15: Fatores que impedem a introdução do lean...................................................87
Gráfico 16: Argumentos contra as práticas lean.................................................................88
Gráfico 17: Departamentos que aplicam a metodologia lean...........................................89
Gráfico 18: Lean e a competitividade, (Empresas com lean)...........................................89
Gráfico 19: Lean e a competitividade, (Empresas sem lean)...........................................90
Gráfico 20: Ferramentas e técnicas usadas pelas empresas que usam lean................91
Gráfico 21: Ferramentas e técnicas usadas pelas empresas que não usam lean........92
Gráfico 22: Importância do lean no futuro...........................................................................93
Gráfico 23: Principais objetivos do lean para as empresas que usam............................93
Gráfico 24: Principais objetivos do lean para as empresas que não usam....................94
Gráfico 25: Sucesso da estratégia lean...............................................................................95
Gráfico 26: Comunicação do progresso lean......................................................................95
Gráfico 27: Campos lean e o grau de importância.............................................................96
Gráfico 28: Abordagem de melhoria de negócios sustentáveis a longo prazo..............97
Gráfico 29: Resultados individuais do sucesso lean (quanto à qualidade)....................97
Gráfico 30: Resultados individuais do sucesso lean (quanto aos custos indiretos)......98
Gráfico 31: Resultados individuais do sucesso lean (quanto aos custos diretos).........99

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 4
Gráfico 32: Resultados individuais do sucesso lean (quanto ao tempo)......................100
Gráfico 33: Resultados individuais do sucesso lean (quanto à flexibilidade)...............101
Gráfico 34: Informação dos resultados e medidas de desempenho por parte dos
colaboradores/stakeholders.........................................................................................102
Gráfico 35: Classificação das empresas por setores.......................................................103
Gráfico 36: Gráfico de distribuição de departamentos.....................................................103
Gráfico 37: Empresas Nacionais e Internacionais vs Lean.............................................104
Gráfico 38: Classificação quanto à dimensão das empresas.........................................105
Gráfico 39: Lean vs Certificação.........................................................................................106
Gráfico 40: Lean por setores...............................................................................................106
Gráfico 41: Média de tempo em anos de implementação lean......................................107
Gráfico 42: Progresso lean por setor..................................................................................108
Gráfico 43: Fatores que impedem a implementação do lean por setores....................110
Gráfico 44: Lean por áreas vs setores...............................................................................111
Gráfico 45: Importância lean no futuro por setores..........................................................113
Gráfico 46: Partilha de informação do lean com os stakeholders por setores.............115

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 5
Índice de Tabelas
Tabela 1: Correspondência entre as questões de investigação e as perguntas do
questionário......................................................................................................................80
Tabela 2: Confirmação Hipóteses.......................................................................................124

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 6
Índice de Figuras Figura 1: Exemplo de questão checkboxes no questionário lean usado para o estudo74
Figura 2: Exemplo de questão de escolha múltipla no questionário lean usado para o
estudo................................................................................................................................75
Figura 3: Exemplo questão de escala usada no questionário lean usado para o estudo
............................................................................................................................................75
Figura 4: Árvore do questionário...........................................................................................79

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 7
1. RESUMO
Face à atual crise sócio económica ocidental, cada vez mais as empresas
procuram ganhar vantagem competitiva através da implementação de uma
produção flexível e adaptável às voláteis necessidades do mercado globalizado
atual.
A forte competitividade dos mercados a nível nacional e internacional tem levado
muitas empresas a estudar métodos e técnicas de incremento à eliminação dos
desperdícios, à redução de custos e tempos, ao aumento da qualidade e da
flexibilidade, tendo a filosofia lean um papel crucial na prossecução destes
objetivos.
Este trabalho apresenta um estudo realizado a partir de um inquérito, obtido
através de um questionário on-line, às empresas que operam em Portugal de
forma a estudar e analisar o estado atual do lean em Portugal e antever
tendências futuras numa perspectiva de evolução da aplicação desta
metodologia de gestão de processos produtivos.
Para verificar a veracidade das hipóteses propostas e para atingir os objetivos
pretendidos, foi entregue um questionário a uma amostra de 37 empresas com
o objetivo de estudar o nível lean nas empresas que operam em Portugal.
Em resultado deste estudo foi possível identificar quais são os grandes
obstáculos à introdução do lean, áreas em que se observou sucesso ou menor
impacto e quais as ferramentas e técnicas mais usadas por sector.
Este artigo teve como objetivo descobrir o atual estado de implementação do
lean nas empresas que operam em Portugal e desta forma caraterizar as áreas
que seguem na vanguarda da implementação do lean, e as áreas que ainda
apresentam um desenvolvimento incipiente.
Palavras-Chave: Lean, Implementação Lean, Indicadores Lean, Ferramentas
Lean, Melhoria Contínua, Eliminação de Desperdício, Produção e Serviços.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 8
2. ABSTRACT
Given the current socio-economic western crisis, more and more companies seek
to gain advantage by implementing a flexible production, adaptable to the needs
of the actual volatile global market.
The strong competitive national and international markets led to many companies
exploring methods and techniques for increasing the elimination of waste,
reducing costs and lead times, and increasing quality and flexibility with lean
philosophy playing a pivotal role in these objectives.
Since its inception, evaluating the implementation of lean philosophy in the
universe of companies is a matter of research in the knowledge management
industry. While the different companies can individually quantify and evaluate the
results of the application of lean a comparison by sector or type of business is
much more difficult. In some countries, the practice of lean has been a priority
and companies occupy the forefront of knowledge in this area. In Portugal,
however, it is clearly difficult to determine to what extent the Portuguese business
assimilated this philosophy and the results obtained with the practice Lean.
This study presents an analysis of a survey, obtained through an online
questionnaire, of companies operating in Portugal to analyze and determine the
current state of lean in Portugal and anticipate future trends on an evolutionary
basis of the application of this methodology production processes management.
To check the veracity of the proposed hypotheses and to achieve the intended
goals, a survey as been given to a sample of 37 companies with the aim of
studying the lean level in Portugal.
As a result of this study it was possible to identify the major obstacles to the
introduction of lean, areas in which there is less success or impact and which
tools and techniques are used in each industry.
Keywords
Lean, Lean Implementation, Indicators Lean, Lean Tools, Continuous
Improvement, Waste Elimination, Production, Service.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 9
3. CAPÍTULO I – INTRODUÇÃO
As empresas procuram constantemente melhorar a qualidade com custos cada
vez menores porque essa postura é forçada pelas exigências dos clientes e pela
competitividade global, pois para competir com eficácia num ambiente altamente
competitivo, as empresas devem procurar inovar e aprimorar as suas vantagens
competitivas (Porter 1999).
A filosofia Lean Thinking é uma abordagem inovadora às práticas de Gestão,
orientando a sua ação para a eliminação contínua dos desperdícios (atividades
que não acrescentam valor) através de ferramentas simples. Procurando a
perfeição dos processos, baseia-se numa atitude de permanente insatisfação e
de melhoria contínua, fazendo do tempo a sua arma competitiva.
A implementação de uma filosofia lean nas indústrias de âmbito mundial, têm
tido um notável sucesso no que diz respeito à eliminação de custos diretos e
indiretos, qualidade, tempo, flexibilidade e quanto aos aspectos humanos e
sociais da sua implementação.
Com o objetivo de melhorar as suas operações e aumentar a sua vantagem
competitiva, as empresas têm adoptado diferentes ferramentas e técnicas, das
quais esperam uma grande ajuda para poderem continuar a ser rentáveis e
competitivas, neste mercado turbulento (Alsmadi, Lehaney, & Khan, 2012).
Durante as duas últimas décadas, o lean tem sido usado principalmente para
aprimorar processos industriais. No entanto, o Lean também tem vindo a ser
aplicado a um vasto leque de serviços operacionais (Majed alsmadi et al., 2012)
Neste artigo foram abordadas várias ferramentas utilizadas nas empresas em
estudo, que, ao serem usadas de modo correto, obedecendo às metodologias,
certamente contribuirão de forma significativa para a redução dos desperdícios
e melhorando os resultados.
O presente artigo insere-se no âmbito da disciplina de estágio, e teve como
principal objetivo estudar a implementação da filosofia lean na indústria

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 10
portuguesa, comparar o seu grau de atuação com empresas internacionais que
operaram em Portugal, o seu nível de aceitação, quais a tendências do uso das
ferramentas lean, até que ponto o lean penetrou na indústria portuguesa e qual
será a tendência lean no futuro em Portugal.
Foi realizado a revisão teórica onde faço referencia aos estudos mais
importantes que suportam este estudo. Estudos esses que serviram de suporte
às questões e hipóteses a comprovar neste artigo. Hipóteses essas relacionadas
com a fixação da filosofia Lean à indústria produtiva, a certificação das empresas
e a sua mais valia, vantagens e desvantagens da metodologia Lean, dificuldades
de implementação e em que fase se encontram, e claro, o seu futuro.
Este artigo científico foi baseado num modelo Hipóteses em que teve como
objetivo a sua validação considerando as questões colocadas em investigação.
Tendo em conta este objetivo, foi realizado um questionário on-line para que se
pudessem tratar, observar e estudar os dados recolhidos da amostra.
O questionário foi enviado de forma aleatória a uma seleção de empresas
nacionais e internacionais a operar em Portugal. O questionário decorreu desde
Fevereiro até Maio de 2016 conseguindo uma amostra de 37 empresas.
Após a recolha de todos os dados necessários, procedeu-se à elaboração de
uma base dados que suportasse toda a informação recolhida dos inquéritos,
sendo inserida e analisada posteriormente em Excel.
Foi elaborada a análise dos resultados onde se incluem a interpretação dos
dados e as considerações sobre os resultados do questionário
Por último foram efetuadas as conclusões e considerações sobre os resultados
recolhidos, procedendo à validação das hipóteses.
Sellitto e Walter (2006) referem que o desempenho empresarial é uma grandeza
multivariável dinâmica e que há dificuldade na modelagem permanente,
comparável e transportável adequada a todas as indústrias. Desta forma, são
necessárias adaptações na aplicação deste estudo para cada empresa,
conforme a natureza de atividade da organização no momento da implantação.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 11
4. CAPÍTULO II - REVISÃO TEÓRICA Neste capítulo foi realizada uma Revisão Teórica, onde foi efetuada uma
referencia a estudos com maior relevância e suporte na construção deste artigo.
O objetivo do estudo é o Lean em Portugal, mas apenar da generalidade da
Metodologia Lean, o maior foco é o Lean Manufacturing e o Lean Service, e qual
o grau de aplicabilidade em Portugal pelas empresas.
Neste contexto foi realizada uma análise dos estudos que produziram maior
importância e suporte para a elaboração do artigo cientifico.
Vários autores foram desenvolvendo este tema dando referência às principais
ferramentas Lean, o qual vamos referir ao longo deste capítulo.
Foi dada maior importância a estes três estudos publicados, pela sua relevância,
credibilidade e qualidade dos dados e interrogações levantadas.
4.1 Estudo 1 - Implementação Lean Manufacturing em Pequenas Empresas
No atual cenário vivido pelas indústrias, as possibilidades de expansão da
produção e aumento da qualidade são muito grandes, desde que seja utilizado
um sistema de gestão industrial correto, e que este venha a organizar as
atividades de forma a tornar o processo produtivo mais eficaz. O objetivo do
trabalho é apresentar o Lean Manufacturing e, baseado em estudos de casos
anteriores, realizar um estudo sobre a aplicação deste sistema, em pequenas
empresas. Primeiramente será elaborado um estudo teórico sobre a produção
enxuta, que consiste em uma forma de pensar em um sistema de produção sem
desperdícios, onde o sucesso da sua implantação depende de requisitos como
a liderança, e demanda mudanças culturais profundas e abrangentes, além da
necessidade da utilização de ferramentas eficazes de controle do processo
produtivo como um todo. Por fim, será feita uma análise dos resultados
alcançados nos cases em questão, destacando a importância deste sistema e
quais são as melhorias que se pode conseguir com sua a implantação.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 12
Para a realização deste estudo, consultou-se em um primeiro momento,
diferentes materiais como livros e periódicos, tanto na forma impressa quanto
eletrônica, para obter o embasamento necessário para o estudo da aplicação do
Lean Manufacturing.
Em seguida, foram analisados estudos de casos anteriores que abordaram a
implantação da cultura Lean em empresas de pequeno porte e que atuam em
diferentes setores do mercado, além de enfatizar as ferramentas utilizadas neste
processo de implantação e os resultados obtidos, a fim de entender o
comportamento deste sistema de produção nestes diversos setores e analisar
sua aplicabilidade em PEs.
Resultados
Os dados utilizados nesta analise, foram coletados de estudos de casos
anteriores de diferentes autores, como já foi citado, e foram determinados a partir
da necessidade de se obter maiores informações sobre os resultados da
implantação do Lean em pequenas empresas. Desta forma, serão evidenciados
os seguintes dados, segundo o autor de cada estudo:
a) Setor de atuação da empresa;
b) Ferramentas utilizadas na implantação;
c) Resultados obtidos.
Casos de sucesso
Autor: Tschoeke e Resende (S/D)
― Empresa “A”
a) Setor de atuação da empresa: Moveleiro;
b) Ferramentas utilizadas na implantação: Nivelamento da produção,
produção celular, kanban, redução do tempo de ciclo, redução no
tamanho dos lotes de produção, programas de gestão da qualidade e
kaizen;
c) Resultados obtidos: Foram identificados ganhos produtivos bem como a
redução de todos os índices de consumo de água e energia elétrica, a

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 13
redução no índice de quebra de madeira e o faturamento aumentou
significativamente no mesmo período.
Autor: Azevedo, Neto e Nunes (2010)
― Empresa “B”
a) Setor de atuação da empresa: Empresa de construções industriais e
residenciais privadas;
b) Ferramentas utilizadas na implantação: Benchmarking e VSM;
c) Resultados obtidos: Redução de custos e dos desperdícios, aumento da
produtividade, e melhoria do relacionamento com os clientes.
― Empresa “C”
a) Setor de atuação da empresa: Atua em obras residenciais de alto padrão
- prédios e condomínios horizontais;
b) Ferramentas utilizadas na implantação: Benchmarking e VSM;
c) Resultados obtidos: Controle dos custos, mais espaço para o
planejamento e gestão da obra, destacando a facilidade do sistema e o
nível de maturidade nas decisões.
Autor: Barros (2010)
― Empresa “D”
a) Setor de atuação da empresa: Embalagens de cartão;
b) Ferramentas utilizadas na implantação: TPM, 5S, VSM, TRF;
c) Resultados obtidos: Redução do lead time, aumento da produtividade e
redução de estoques.
― Empresa “E”
a) Setor de atuação da empresa: Sacos de plástico;
b) Ferramentas utilizadas na implantação: TPM, 5S, VSM, TRF;
c) Resultados obtidos: Os setups apresentaram reduções e obteve-se a
eliminação de tempo de espera.
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 14
Autor: Riani (2006)
― Empresa “F”
a) Setor de atuação da empresa: Produção de agulhas de aço inox;
b) Ferramentas utilizadas na implantação: VSN, kaizen, 5S;
c) Resultados obtidos: Automação de sistemas, padronização de atividades,
otimização da armazenagem de matéria-prima.
Fazendo a analise destes casos de sucesso, pode-se afirmar que apesar das
empresas diferirem muito, principalmente na localização e nos setores de
atuação, a implantação do Lean Manufacturing foi de suma importância para
auxiliar essas organizações no desenvolvimento de melhorias para seus
processos produtivos, aumento da produtividade, melhorias em tempos de
espera e maiores ganhos econômicos.
Fazendo a analise destes casos de sucesso, pode-se afirmar que apesar das
empresas diferirem muito, principalmente na localização e nos setores de
atuação, a implantação do Lean Manufacturing foi de suma importância para
auxiliar essas organizações no desenvolvimento de melhorias para seus
processos produtivos, aumento da produtividade, melhorias em tempos de
espera e maiores ganhos econômicos.
5. Conclusões e Recomendações
Com base nos resultados apresentados, pode-se identificar diversas melhorias
nos processos, bem como nos tempos de espera e de produção, lead times,
como também na padronização das atividades, mas principalmente na redução
de custos e desperdícios, que é o principal objetivo do sistema Lean.
Entretanto, para que a implementação deste sistema de produção seja realizada
de maneira efetiva, deve-se haver uma mudança de pensamento, e esta não é
uma tarefa simples. Deve-se, em conjunto com a implantação do sistema Lean,
aplicar estratégias de envolvimento das pessoas, pois é através da participação,
colaboração de todos e atribuição de responsabilidades às pessoas certas é que
evita as melhorias pontuais sem foco e sem sustentação.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 15
Assim, pode-se concluir que a aplicação do Lean Manufacturing e de suas
ferramentas em pequenas empresas devem ter uma atenção especial, pois
propiciam substantivos ganhos reais de desempenho, performance e,
principalmente ganhos financeiros para as organizações.
Fonte:
• Mariel Rosana Pires (FAHOR)
• Marcos André Stringari (FAHOR)
• Oli da Silva (FAHOR)
• Vilmar Bueno Silva (FAHOR)
4.2 Estudo 2 - Abordagem Lean Production vs. Lean Service Atualmente as empresas enfrentam um conjunto de desafios que as obrigam a
focar prioridades como, melhoria da eficiência dos processos, inovação,
qualidade, flexibilidade de produção, logística e serviço aos clientes. Estas
prioridades fazem parte de constantes mudanças e ou adaptabilidade de suas
atividades versus a necessidade exigida contemporaneamente, as quais
envolvem aspetos relacionados à competitividade, lucratividade, redução de
custo e outros. Este cenário exige que as empresas desenvolvam competências
de rápido aprendizado e prática da melhoria contínua para suas atividades.
Um dos fatores que despertou uma corrida pelas prioridades acima descritas foi
a quebra das barreiras geográficas referentes aos negócios entre países,
originando relações comerciais direcionadas por arranjos locais (DAVIS et al.,
2001), interferindo diretamente no padrão de comportamento e organização das
atividades empresariais, com foco no combate ao desperdício e agregação de
valor, gerando assim fundamentos que posteriormente se tornaram conhecidos
como Lean Production ou Produção Enxuta (WOMACK; JONES, 2004).
Em 1996, Womack e Jones citam as importantes melhorias do Lean Production
poderiam beneficiar outros setores industriais e de serviço e, em consequência
deste fato, vários pesquisadores e praticantes entenderam essa visão e iniciam
a adoção dos conceitos Lean Production para serviços (ABDI et al., 2006).
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 16
Este trabalho procura analisar e caraterizar de maneira detalhada o conceito do
Lean Service através da análise documental estruturada sobre o tema proposto,
onde foram identificadas e discutidas nas atuais publicações acadêmicas, a sua
distribuição na literatura nos dias de hoje, procurando-se tipificar a tendência
futura da aplicabilidade do Lean Service em áreas específicas do setor de
serviços.
Abordagem Lean Production: principais aspectos e fundamentos
A trajetória do assunto Lean Production nas organizações inicia-se no ano de
1950 com dois precursores japoneses chamados Eiji Toyoda e Taiichi Ohno, os
quais podem ser considerados entre os precursores nesta área de
conhecimento, tendo como maior contribuição a abordagem focada na análise
de problemas e busca de soluções e melhorias para o processo produtivo,
constatando que o sistema de produção em massa apresentava dificuldades
para implementação no Japão, propondo a variante que se denominou Toyota
Production System – TPS (WOMACK et al., 2007).
O ponto de partida essencial para o Lean Production é o conceito de valor, e isso
só pode ser definido pelo cliente final. Nesse sentido, o pensamento Lean
Production deve atuar na identificação dos desperdícios e remove-los, buscando
as melhores sequências de ações. Basicamente, pode ser definido como uma
busca sistemática do valor perfeito através da eliminação de desperdícios em
todos os aspectos dos processos de negócio da organização (BENDELL, 2006)
buscando sempre a melhoria e aproximação dos desejos dos clientes.
(WOMACK et al., 2007).
Os princípios subjacentes do que ficou conhecido como Lean Thinking
(Pensamento Enxuto) tornou-se parte do TPS usado internamente pela empresa
até 1970, onde nesta época, foi introduzido em sua cadeia de suprimentos
(ALEX et al., 2008), e com isso, surgem os primeiros indícios da extensão do
Lean Thinking além da linha de produção (PIERCY; RICH, 2009a), constatando
que o mesmo não se restringia apenas à indústria manufatureira, mas também
poderia ser utilizado em outras abordagens industriais e de serviços. (CUDNEY;
ELROD, 2011).
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 17
O Lean Production pode ser resumido como um conjunto de técnicas tem
objetivos maiores do que simplesmente fazer melhor que os concorrentes
(HARTWELL; ROTH, 2006) e adicionando ao seu conceito uma definição
simples de conjunto de iniciativas focadas em eliminação de todos os
desperdícios no processo de produção (ROONEY, 2005) tanto de produtos como
serviços.
É importante ressaltar que os conceitos e fundamentos do Lean Production
sofrem variações na formação de seu conteúdo e abordagem, podendo ser
encontrando na literatura internacional através de nomenclaturas diversas,
citando como exemplos: Lean Thinking, Lean Philosophy e Lean Methodology.
Abordagem do Lean Service: principais aspectos e fundamentos
O Lean Service surgiu através da concepção do Lean Production, no entanto,
com abordagem voltada para o setor de serviço. Theodore Levitt em seu artigo
intitulado “Abordagem de Linha de Produção para Serviços”, foi um dos primeiros
a reconhecer que muitos dos conceitos que haviam sido previamente
desenvolvidos para manufatura poderiam ser aplicados a operações de serviços.
(DAVIS et al., 2001).
Apesar de haver citações sobre a operacionalização do setor de serviço baseado
em sistemas produção desde o final da década de 70, a discussão sobre o tema
Lean Service tem início a partir de 1996, através da importância dada ao assunto
por James P. Womack (ABDI, 2006).
Destaques sobre benefícios da aproximação do Lean Production em
determinados setores de serviço como, varejo, companhias áreas e área
hospitalar, comentados anteriormente ao ano 1996, não indicavam
explicitamente os possíveis ganhos ao Lean Production fora do setor industrial
(PIERCY; RICH, 2009b).
Com a abordagem do Lean Production voltada para o ramo de serviço, surgem
inúmeros casos de aplicabilidade variando de acordo com o tipo de serviço na
qual a organização está focada, diferentemente da adoção na linha de produção
manufatureira que podem possuir objetivos diferentes, porém, com

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 18
características relativamente similares. A falta de conhecimento validado em
várias áreas e da incapacidade de descrever completamente todas as
investigações sobre a aplicabilidade do Lean Service demandaram diversos
estudos sobre sua aplicabilidade (PIERCY; RICH, 2009b).
Apesar na literatura existir poucos assuntos referentes aos níveis de
operacionalização do Lean Thinking (ARLBJØRN; FREYTAG, 2013), é possível
verificar claramente diversos resultados válidos da sua aplicabilidade no setor
de serviços (PIERCY, RICH, 2009b).
Ampliando o conceito do Lean Service, seguem na Tabela, algumas afirmações
adicionais e seus autores, na qual, contribuem para entendimento do assunto.
Autores Afirmações adicionais do Lean Service
Hydes e Trebble
(2011)
Como em um processo industrial a área da saúde encontra, no caminho
de tratamento dos pacientes, pontos de constrição, períodos de inatividade
(tempo de espera para funcionários e paciente) e desperdícios (atividades
que não agregam valor ao tratamento do mesmo). A transformação do
Lean Thinking oferece uma estrutura para remoção destas falhas do
processo contribuindo para resultado aumentando a eficiência, melhorias
para o paciente e reduzindo a demanda sobre o tempo da equipe.
Kundu e Manohar
(2012)
Organizações de serviços de Tecnologia da Informação que querem
implementar os princípios do Lean Production e suas praticas, devem fazer
dentro do seu processo de gerenciamento já existente, sendo assim as
práticas do Lean Thinking devem ser implementadas de forma integrada
para ter consistência em todos os processos organizacionais.
Pujol e Barraza
(2010)
Algumas organizações públicas mexicanas constataram que questões
como a qualidade do serviço, melhoria contínua interna e externa
orientado pelo cliente externo tornaram essenciais para a gestão do dia-a-
dia. A abordagem do Lean Thinking auxiliou estas organizações de serviço
público na melhoria dos tempos de ciclo, seleção de recursos humanos e
processo de contratação.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 19
Azevedo et al. (2010)
A diferença básica entre a filosofia gerencial tradicional e o Lean Thinking
é principalmente conceitual, ensejando que os procedimentos
recomendados pelo Lean Production possam e devam ser aplicados em
todas as indústrias produtoras de bens e serviços. Na indústria da
construção civil, em particular, a maioria dos compradores gostaria de ter
exatamente a construção necessária, o mais rápido possível, ao menor
preço possível.
Jorge et al. (2011)
A abordagem do Lean Thinking mostrou-se aplicável no setor de serviços
financeiros onde também pode gerar resultados positivos. A extrapolação
das ferramentas Lean para serviços pode trazer benefícios representativos
quanto aos obtidos na manufatura, promovendo a redução de atividades
que não agregam valor pela redução de desperdícios ao longo do processo
e, consequentemente, reduzindo o seu lead time.
Fonte: Tabela elaborada pelo autor
Pesquisa nacional
A pesquisa nacional compreende-se em 17 artigos encontrados sobre o assunto
Lean Service e foram distribuídos nas áreas conforme a tabela.
Fonte: Tabela elaborada pelo autor

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 20
A distribuição por áreas, anos e representatividade do Lean Service, pode ser
vista nos gráficos seguintes.
Fonte: Gráfico elaborado pelo autor
Fonte: Gráfico elaborado pelo autor

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 21
Pesquisa Internacional
A pesquisa Internacional compreende-se de 13 artigos encontrados sobre o
assunto Lean Service e foram distribuídos nas áreas conforme a tabela.
Fonte: Tabela elaborada pelo autor
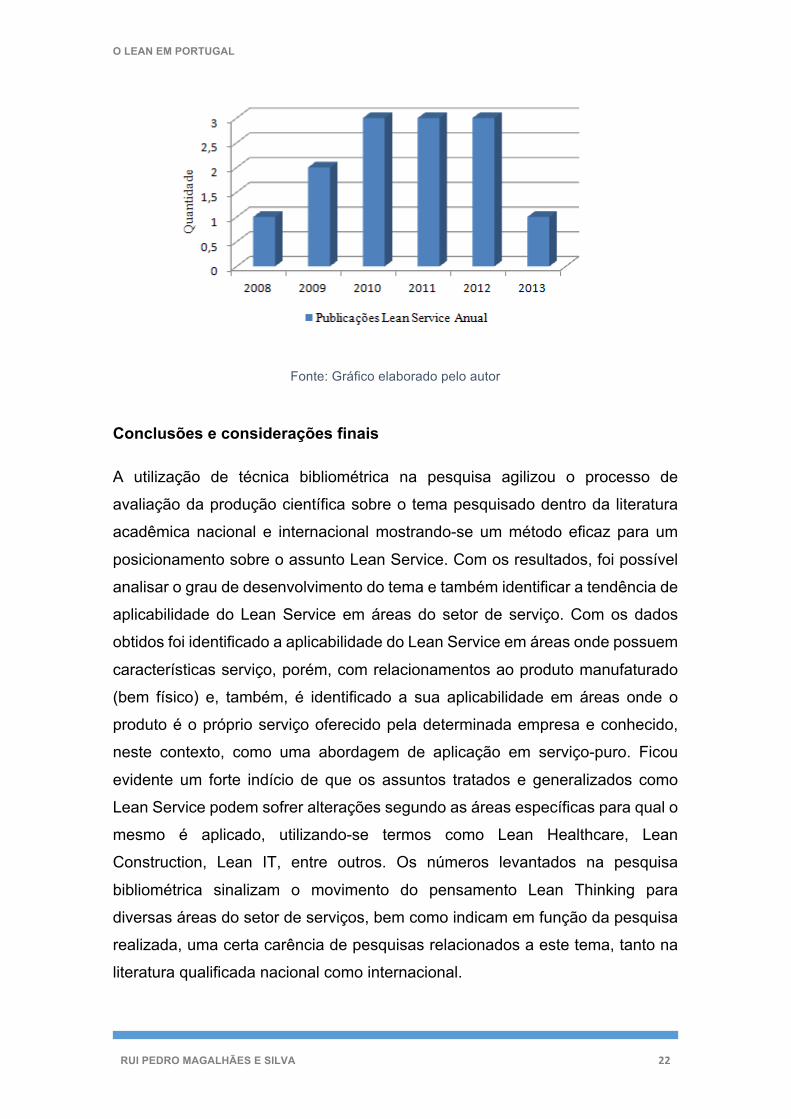
A distribuição por áreas e a porcentagem de representatividade do Lean Service
pode ser vista nos gráficos seguintes.
Fonte: Gráfico elaborado pelo autor
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 22
Fonte: Gráfico elaborado pelo autor
Conclusões e considerações finais
A utilização de técnica bibliométrica na pesquisa agilizou o processo de
avaliação da produção científica sobre o tema pesquisado dentro da literatura
acadêmica nacional e internacional mostrando-se um método eficaz para um
posicionamento sobre o assunto Lean Service. Com os resultados, foi possível
analisar o grau de desenvolvimento do tema e também identificar a tendência de
aplicabilidade do Lean Service em áreas do setor de serviço. Com os dados
obtidos foi identificado a aplicabilidade do Lean Service em áreas onde possuem
características serviço, porém, com relacionamentos ao produto manufaturado
(bem físico) e, também, é identificado a sua aplicabilidade em áreas onde o
produto é o próprio serviço oferecido pela determinada empresa e conhecido,
neste contexto, como uma abordagem de aplicação em serviço-puro. Ficou
evidente um forte indício de que os assuntos tratados e generalizados como
Lean Service podem sofrer alterações segundo as áreas específicas para qual o
mesmo é aplicado, utilizando-se termos como Lean Healthcare, Lean
Construction, Lean IT, entre outros. Os números levantados na pesquisa
bibliométrica sinalizam o movimento do pensamento Lean Thinking para
diversas áreas do setor de serviços, bem como indicam em função da pesquisa
realizada, uma certa carência de pesquisas relacionados a este tema, tanto na
literatura qualificada nacional como internacional.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 23
4.3 Estudo 3 - Proposta de desenvolvimento de um índice Lean em contextos organizacionais
Introdução
O objetivo deste estudo foi propor o desenvolvimento de um índice Lean para
aferir o nível de proximidade do sistema de gestão de qualquer organização ao
sistema Lean. Com base em critérios previamente definidos, foi pretendido
avaliar se a filosofia Lean é a mais adequada para que uma determinada
organização alcance os seus objetivos estratégicos.
Neste estudo foi utilizado como procedimentos técnicos a pesquisa bibliográfica
e o estudo de caso. Foi desenvolvido um índice Lean composto por noventa
indicadores distribuídos por oito áreas as quais foram criteriosamente
selecionadas, agrupadas e pontuadas por forma a colmatar as lacunas dos
métodos existentes e a assegurar uma relação fiável entre o índice obtido e o
nível Lean efetivo das organizações avaliadas. O índice Lean foi testado e
validado através de um estudo de caso realizado em quatro empresas do setor
automóvel localizadas em Portugal.
Amostra
As organizações selecionadas para o estudo de caso estão localizadas na região
centro de Portugal e pertencem ao sector automóvel. O nome e contato das
organizações, para o estudo exploratório, foram obtidos como resultado da
participação em sociedades e organizações profissionais e académicas.
As tabelas seguintes apresentam o resultado do questionário relativo à
caracterização das quatro organizações que constituem a amostra do estudo de
caso.
As quatro organizações têm em comum o facto de pertencerem ao sector
automóvel e estarem localizadas na região centro de Portugal. Contudo diferem
no que respeita à dimensão, posição na cadeia de abastecimento e linhas de
produto.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 24
Organização A Organização B Organização C Organização D
Localização Guarda Viseu Viseu Aveiro
Setor de atividade
Automóvel Automóvel Automóvel Automóvel
Posição na cadeia de
fornecimento
Fornecedor 2ª
Linha
Fornecedor 1º e 2º
linha
Empresa focal Fornecedor 2ª
linha
Linha de produto
Componentes
Nº de funcionários
70 218 1250 40
Fonte: Tabela elaborada pelo autor (por setor de atividade)
As quatro organizações pertencem a grupos multinacionais e trabalham para o
mercado internacional. Apenas uma fornece também o mercado nacional.
Organização A Organização B Organização C Organização D
Mercado
Internacional
Internacional
Internacional
Nacional e
internacional
Organização
Multinacional
(Portugal, França,
Alemanha,
Estados Unidos,
Canada, Brasil
Argentina, China,
Índia, África do
Sul
Multinacional
(Portugal,
Roménia, Brasil
Multinacional
(Portugal,
Espanha,
França, Itália,
Re, Checa,
Eslováquia,
Turquia,
Rússia, China
Brasil,
Argentina
Multicanal
(Portugal,
Espanha, Rep.
Checa)
Fonte: Tabela elaborada pelo autor (região)

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 25
As organizações pesquisadas são bastante distintas no que diz respeito ao
número de artigos em produção e ao número dos principais fornecedores e
clientes.
Organização A Organização B Organização C Organização D
Nº de produtos em produção
21 458 4 30
Nº dos principais clientes
2 14 N.A. (empresa
focal
5
Nº dos principais fornecedores
3 10 325 4
Fonte: Tabela elaborada pelo autor (produtos/serviços/fornecedores)
Relativamente a certificações ISO, como membros da cadeia de fornecimento
da indústria automóvel, todas as quatro organizações possuem a certificação
ISO TS-16949. Duas delas têm ainda a certificação ISO 14001.
Organização A Organização B Organização C Organização D
Certificações ISO
ISO TS-16949 ISO TS-16949
ISO 14001
ISO TS-169494
ISO 14001
ISO TS-16949
Fonte: Tabela elaborada pelo autor (certificação)
No que respeita à implementação da filosofia Lean, as quatro organizações
estão em fases distintas. Uma das organizações não adotou a filosofia Lean,
como tal, é não aplicável a resposta a esta questão.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 26
Organização A Organização B Organização C Organização D
Fase de implementação
da filosofia Lean
Iniciação
Extensão
Consolidação
Não aplicável
Fonte: Tabela elaborada pelo autor (fase de implementação)
As pessoas entrevistadas desempenham funções distintas.
Organização A Organização B Organização C Organização D
Função do entrevistado na
organização
Técnico de
Processos
Gestor do
desdobramento
Lean
Piloto Lean
Gestor de
projeto
Fonte: Tabela elaborada pelo autor (função do entrevistado)
Apresentação e análise dos resultados
O principal objetivo do presente trabalho é o desenvolvimento de um índice Lean
que possa ser utilizado por qualquer organização que pretenda avaliar o quanto
o seu sistema de gestão se aproxima da filosofia Lean. Pretende possibilitar
determinar: i) o número e percentagem de princípios e práticas Lean
implementados em cada organização; ii) o nível de implementação de cada
princípio e prática Lean; iii) o índice de implementação dos princípios e práticas
Lean em cada área e para cada organização; iv) o índice Lean de cada
organização; v) a relação entre as características das organizações e o seu
índice Lean.
Para avaliar a eficácia do índice Lean desenvolvido, é efetuada a apresentação
e consequente análise do resultado dos questionários da pesquisa exploratória.
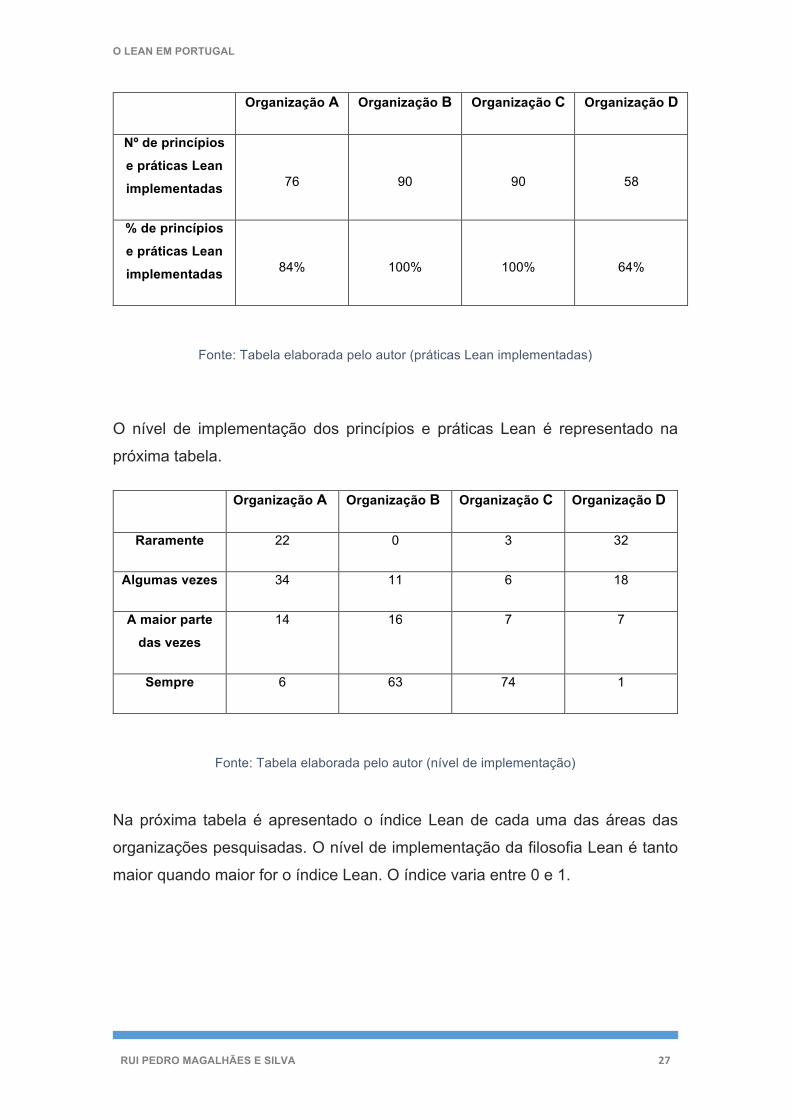
A tabela seguinte sumariza o resultado relativo ao número e à percentagem de
princípios e práticas Lean implementadas em cada uma das organizações
pesquisadas.
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 27
Organização A Organização B Organização C Organização D
Nº de princípios e práticas Lean implementadas
76
90
90
58
% de princípios e práticas Lean implementadas
84%
100%
100%
64%
Fonte: Tabela elaborada pelo autor (práticas Lean implementadas)
O nível de implementação dos princípios e práticas Lean é representado na
próxima tabela.
Organização A Organização B Organização C Organização D
Raramente 22 0 3 32
Algumas vezes 34 11 6 18
A maior parte das vezes
14 16 7 7
Sempre 6 63 74 1
Fonte: Tabela elaborada pelo autor (nível de implementação)
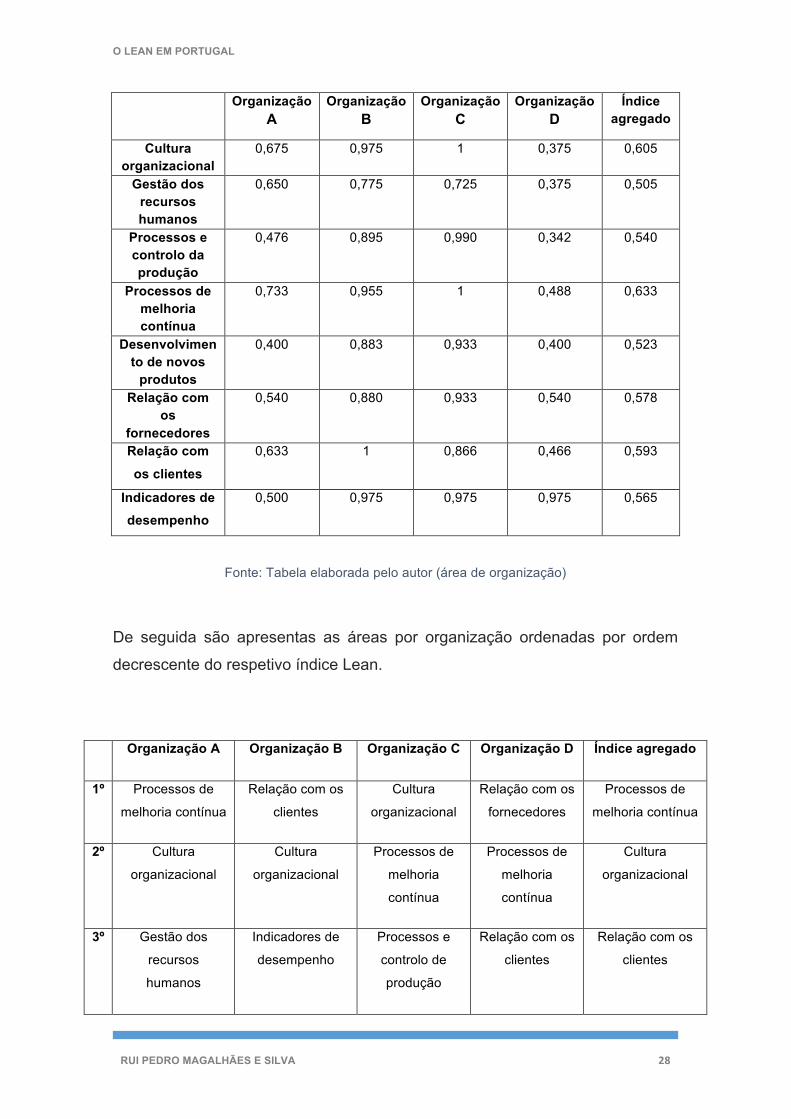
Na próxima tabela é apresentado o índice Lean de cada uma das áreas das
organizações pesquisadas. O nível de implementação da filosofia Lean é tanto
maior quando maior for o índice Lean. O índice varia entre 0 e 1.
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 28
Organização A
Organização B
Organização C
Organização D
Índice agregado
Cultura organizacional
0,675 0,975 1 0,375 0,605
Gestão dos recursos humanos
0,650 0,775 0,725 0,375 0,505
Processos e controlo da produção
0,476 0,895 0,990 0,342 0,540
Processos de melhoria contínua
0,733 0,955 1 0,488 0,633
Desenvolvimento de novos
produtos
0,400 0,883 0,933 0,400 0,523
Relação com os
fornecedores
0,540 0,880 0,933 0,540 0,578
Relação com os clientes
0,633 1 0,866 0,466 0,593
Indicadores de desempenho
0,500 0,975 0,975 0,975 0,565
Fonte: Tabela elaborada pelo autor (área de organização)
De seguida são apresentas as áreas por organização ordenadas por ordem
decrescente do respetivo índice Lean.
Organização A Organização B Organização C Organização D Índice agregado
1º Processos de
melhoria contínua
Relação com os
clientes
Cultura
organizacional
Relação com os
fornecedores
Processos de
melhoria contínua
2º Cultura
organizacional
Cultura
organizacional
Processos de
melhoria
contínua
Processos de
melhoria
contínua
Cultura
organizacional
3º Gestão dos
recursos
humanos
Indicadores de
desempenho
Processos e
controlo de
produção
Relação com os
clientes
Relação com os
clientes
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 29
4º Relação com os
clientes
Processos de
melhoria contínua
Indicadores de
desempenho
Desenvolviment
o de novos
produtos
Relação com os
fornecedores
5º Relação com os
fornecedores
Processos e
controlo de
produção
Desenvolviment
o de novos
produtos
Gestão dos
recursos
humanos
Indicadores de
desempenho
6º Indicadores de
desempenho
Desenvolvimento
de novos
produtos
Relação com os
fornecedores
Indicadores de
desempenho
Processos e
controlo de
produção
7º Processos e
controlo de
produção
Relação com os
fornecedores
Relação com os
clientes
Cultura
organizacional
Desenvolvimento
de novos
produtos
8º Desenvolvimento
de novos
produtos
Gestão dos
recursos
humanos
Gestão dos
recursos
humanos
Processos e
controlo de
produção
Gestão dos
recursos
humanos
Fonte: Tabela elaborada pelo autor (áreas de organização ordem decrescente)
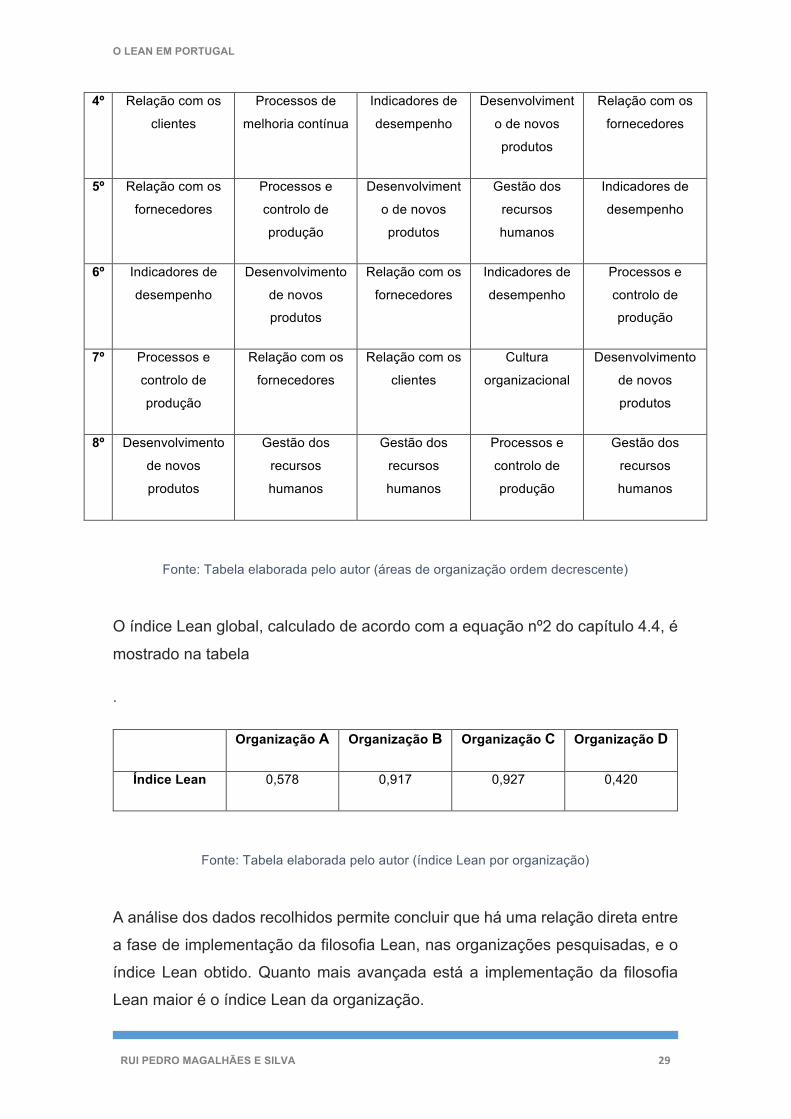
O índice Lean global, calculado de acordo com a equação nº2 do capítulo 4.4, é
mostrado na tabela
.
Organização A Organização B Organização C Organização D
Índice Lean 0,578 0,917 0,927 0,420
Fonte: Tabela elaborada pelo autor (índice Lean por organização)
A análise dos dados recolhidos permite concluir que há uma relação direta entre
a fase de implementação da filosofia Lean, nas organizações pesquisadas, e o
índice Lean obtido. Quanto mais avançada está a implementação da filosofia
Lean maior é o índice Lean da organização.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 30
Nesta amostra constata-se também uma relação entre a dimensão da
organização, no que respeita ao número de funcionários, e o índice Lean. O
índice Lean aumenta com o aumento da dimensão das organizações. No que
diz respeito à detenção de certificações ISO observa-se que as duas
organizações com maior índice Lean são as que têm o maior número de
certificações ISO.
As respostas obtidas mostram que o índice Lean das organizações é tanto maior
quanto maior é número de indicadores de desempenho com resultado positivo
que estas apresentam. As duas organizações com o maior índice Lean
obtiveram um índice de 0,975 na área dos indicadores de desempenho. Cada
uma destas organizações tem um único indicador que só algumas vezes
apresenta valores positivos. Numa das organizações é a taxa de ocupação e na
outra o no de sugestões por funcionário e por ano. A organização que obteve o
terceiro maior valor do índice Lean (0,578), e que está na fase de iniciação de
implementação da filosofia Lean, obteve também o terceiro lugar relativamente
ao índice Lean da área dos indicadores de desempenho (0,50). Os indicadores,
desta organização, que nunca apresentam resultados positivos são: i) FTQ (first
time quality); ii) TPCT (total product cicle time); iii) taxa de rotação dos stocks; iv)
taxa de ocupação; v) taxa de disponibilidade; vi) no de sugestões por funcionário
e por ano.
A organização com menor índice Lean (0,42) tem o menor índice na área dos
indicadores de desempenho (0,375) e que se deve a ter quatro indicadores que
nunca registaram valores positivos e a dez em que isso raramente acontece. Os
dois únicos indicadores que algumas vezes apresentam valores positivos são a
redução do no de PPM’s e do no de reclamações cliente.
Não foi possível estabelecer qualquer relação entre o índice Lean e as seguintes
características das organizações: i) linha de produto; ii) posição na cadeia de
fornecimento; no de produtos em produção; no dos principais clientes; no dos
principais fornecedores; dimensão do grupo multinacional relativamente ao
número de países onde se encontra.
Baseada nas respostas das quatro organizações pesquisadas verifica-se que as

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 31
áreas com maior índice Lean são os processos de melhoria contínua e a cultura
organizacional. No extremo oposto encontram-se as áreas do desenvolvimento
de novos produtos e a gestão dos recursos humanos.
A organização com o maior índice Lean global (índice: 0,927) e que se encontra
numa fase de consolidação da filosofia Lean, obteve pontuação máxima (índice:
1) nas áreas dos processos de melhoria contínua e da cultura organizacional. As
áreas da relação com os clientes e gestão dos recursos humanos, apesar de
estarem nas duas últimas posições, apresentam ainda um índice Lean
significativo de 0,866 e 0,725 respetivamente. O menor índice Lean destas áreas
deve-se ao facto de raramente se verificar uma política de emprego a longo
prazo e a raramente se efetuar a recompensa formal pelo desempenho, na área
da gestão dos recursos humanos, e a também só raramente se verificar a
estabilização da procura no que diz respeito à área da relação com os clientes.
De referir ainda que esta organização tem implementadas as 90 práticas e
princípios Lean e que setenta e quatro delas tem um índice de implementação
de 1.
A organização com o menor índice Lean global (0,420) não se encontra em
nenhuma fase de implementação da filosofia Lean. As áreas que se encontram
mais distantes da filosofia Lean são as dos processos e controlo da produção
(índice:0,342) e as da cultura organizacional, dos indicadores de desempenho e
da gestão dos recursos humanos, todas com um índice de 0,375. As restantes
quatro áreas também têm valores relativamente baixos. A área com maior índice
é a da relação com os fornecedores que obteve um índice de 0,54. Apesar do
baixo índice Lean global, esta organização conhece e já implementou, mesmo
que raramente, a maior parte das práticas e princípios Lean. De facto somente
14 das 90 práticas e princípios Lean nunca foram implementados. Estas práticas
e princípios Lean são: i) layout orientado por produto; ii) processos de fluxo
contínuo; iii) produção nivelada; iv) procura da standardização das peças; v)
avaliação global das melhores práticas e dos produtos concorrentes; vi)
engenharia concorrente; vii) ênfase na inovação; viii) aumento do F.T.Q; ix)
redução do TPCT; x) redução da perda de dias de trabalho; xi) aumento da taxa
de rotação dos stocks; xii) aumento da taxa de ocupação; xiii) aumento da taxa
de disponibilidade; xiv) aumento do no de sugestões por funcionário e por ano.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 32
Conclusão do estudo
O objetivo de propor o desenvolvimento de um índice Lean em contextos
organizacionais foi alcançado. O índice Lean desenvolvido neste trabalho
cumpriu o objetivo de apresentar-se adequado na avaliação quer de
organizações que se encontrem em diferentes fases de implementação da
filosofia Lean quer nas que não tem implementado qualquer programa Lean. A
análise dos resultados do estudo de caso demonstrou ainda que as práticas e
princípios Lean selecionados não são somente os mais referenciados na
literatura mas também os mais relevantes e caracterizadores da filosofia Lean.
As organizações em fases avançadas de implementação da filosofia Lean
utilizam as noventa práticas e princípios e com elevada frequência. Os pesos
atribuídos revelaram-se igualmente ajustados uma vez que verificou-se a relação
entre a fase de implementação da filosofia Lean e o índice Lean das
organizações. As organizações com elevado índice Lean apresentam
simultaneamente resultados positivos em todos os indicadores de desempenho
fundamentais ao Lean. Significa que estas organizações não só consideram que
estão numa fase avançada de implementação da filosofia Lean como
demonstram estar a seguir o caminho certo. A legitimidade do método
desenvolvido é então também suportada pela constatação da existência de uma
relação direta entre o índice Lean e o índice da área dos indicadores de
desempenho.
O índice Lean, desenvolvido neste trabalho, mostrou-se capaz de colmatar os
aspetos negativos dos métodos de avaliação referidos no capítulo 3.1.
Demostrou ser eficaz na avaliação: i) do alinhamento entre a estratégia das
organizações e as metas Lean; ii) da adequação da cultura organizacional à
cultura Lean; iii) do desempenho dos princípios e práticas Lean; iv) do grau de
implementação de práticas Lean operacionais. Revelou-se também bastante
objetivo e de fácil utilização.
O autor considera que os gestores na posse do resultado da avaliação efetuada
através do índice Lean, desenvolvido neste trabalho, ficariam a conhecer não só
a que distancia a organização que lideram se encontra da filosofia de liderança
e gestão Lean mas também quais as áreas e, mais especificamente, que práticas

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 33
e princípios organizacionais teriam que alterar e/ou implementar no caso de
decidirem iniciar a jornada Lean. O índice Lean cumpre assim o objetivo de
fornecer aos gestores os dados que lhes permite avaliar com maior precisão a
dimensão e profundidade da transformação necessária e assim melhor suportar
a tomada de decisão pela implementação ao não da filosofia Lean.
Como a própria filosofia Lean defende, deve-se procurar sempre os aspetos a
melhorar num processo contínuo de aprendizagem em busca da perfeição. Uma
das principais limitações da presente pesquisa consiste no facto de uma
validação mais consistente, do índice Lean desenvolvido, requerer um maior
número de aplicações em diferentes cenários, principalmente em organizações
de diferentes setores.
No decorrer desta investigação foi possível identificar outras oportunidades de
melhoria que serão apresentadas como sugestões para trabalhos futuros nesta
área.
• O peso atribuído, no índice Lean, a cada uma das áreas das organizações
e a cada uma das práticas e princípios Lean deveria ser validado por um
conjunto mais alargado de especialistas Lean e a sua determinação
suportada pelo recurso a um método científico como, por exemplo, o
método Delphi.
• Desenvolver um questionário adicional com o objetivo de conhecer a
avaliação, dos utilizadores do índice Lean, da potencialidade do índice
Lean como ferramenta de suporte no processo de tomada de decisão
sobre a implementação da filosofia Lean como sistema de gestão.
Conclusão
Concluiu-se que o índice Lean, desenvolvido neste trabalho, pode ser utilizado
por qualquer organização e permite avaliar, quer o número, quer o nível de
implementação de uma ampla gama de princípios, práticas e indicadores Lean.
Constata-se que a cultura organizacional, os processos de melhoria contínua e
a relação com os clientes são as três áreas em que, as organizações avaliadas,

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 34
mais se aproximam do pensamento Lean. Verifica-se a existência de uma
relação direta entre o índice Lean e o índice da área dos indicadores de
desempenho, demostrando-se a importância desta área para o desenvolvimento
de índices Lean por forma a atestar a sua eficácia. Fundamenta-se ainda que o
índice Lean pode constituir uma importante ferramenta de suporte no processo
de tomada de decisão relativo à adoção da filosofia Lean como programa para a
obtenção de vantagens competitivas e sustentáveis.
Fonte:
• Maria Madalena Faria Carvalhosa, • Dissertação para obtenção do Grau de Mestre em Engenharia e Gestão
Industrial
4.4 Estudo 4 - Lean Production e Lean Manufacturing – Casos de sucesso Introdução Neste trabalho serão expostos alguns conceitos sobre o Lean Manufacturing e
dois estudos de caso de empresas que o aplicaram. Sserão apresentadas
informações sobre o Lean Manufacturing conhecido também por Manufatura
Enxuta. Serão apresentados os princípios básicos desta filosofia bem como a
sua aplicação em dois estudos de caso. Como se trata de um tema bastante
abrangente, se apresentará apenas os objetivos, os princípios fundamentais e
os conceitos de perdas.
3.1 GENERAL MOTORS
Será apresentado neste capítulo a implementação do Lean Manufacturing, que
na General Motors se denominou Sistema Global de Manufatura, na planta de
produção do modelo S-10, localizada no município de São José dos Campos –
São Paulo. Utilizando um conjunto de indicadores integrados ao Plano de
Negócios da Empresa, evidenciou-se o impacto gerado pela implantação dos
conceitos Lean no sistema de produção. A avaliação realizada considerou os

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 35
resultados dos indicadores antes e após a implementação da Manufatura Enxuta
na referida linha de produção. Os resultados alcançados demonstraram
claramente que o processo de Manufatura Enxuta implementado trouxe uma
melhoria expressiva na produção, evidenciada pela evolução largamente
positiva de quase todos os indicadores utilizados, relacionados à qualidade,
produtividade, segurança e custos.
Dentro da Implementação do Desdobramento do Plano de Negócios a
General Motors do Brasil é utilizado cinco categorias distintas como guia para
realização do Plano. SEGURANÇA – QUALIDADE – CAPACIDADE DE
RESPOSTA – CUSTOS – DESENVOLVIMENTO DE PESSOAS.
Segue abaixo as três figuras que demonstram claramente como o Lean
Manufacturing trouxe melhorias à GM.
Fonte: Tabela elaborada pelo autor - Valores Obtidos Antes da Implementação do GMS/BPD
(2000)
1,83
6 6 7 8 7 9 10 8 7,63
0,235
DESVIOPESSOAS
0,92 2,05 1,84 1,97 2,01 2,09 1,89 1,84
17,7 20,27
0,37 0,32 0,73 0,17 0,21 0,017 0,021 0,044
11,5 7,36
CUSTOS23,5 22,4 20,3 20,3 20,9 19,12 17,9
174,7 171,9 188,6
5,5 5,2 6,9 5,5 7,5 6,3 7,4
96,4 94,5 93,84
CAPACIDADEDERESPOSTA
206,9 222 203 164,9 184,6 180,2
0,8 0,8 0,74 0,77
93,4 93,7 92,1 93,4 93 94,9QUALIDADE
0,72 0,7 0,73 0,49 1,1
24 28 11 12 18 21,36
MAI JUN JUL AGO Média
SEGURANÇA0,63
23 27 26
CATEGORIASDOBPD
INDICADORES JAN FEV MAR
SCRAP(€/Unidades)
Anestenção
PMC
DIRECTRUN(%OK)
ProdutividadeUN/HOMXMÊSDOWNTIME(%Perdas)
MATDIRETO(€/Unidades)
0 0 0
NEARMISS
GCA(DPV)
NA(nºdeaciedentes)
1 2 0 1 1
ABR

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 36
Fonte: Tabela elaborada pelo autor - Valores Obtidos Após a Implementação do GMS/BPD
(2003)
Fonte: Tabela elaborada pelo autor - Antes e Depois da Implementação do GMS/BPD (2000 x
2003)
0,093
1,34
15,13
Média
0,13
42,5
0,55
93,96
224,3
4,79
15,42
141317
0,332,691,281,31
15 20 14 19
0,43 0 0,018
1,31 1,12 1,24
16,47 15,88
0,020,070,0820,0176
3,8
12,82 12,2 16,17 16,17 18,23
4,95,74,75,52,64,3
225 231 220 210 203 42
95,694,394,390,794,293,5
0,05 0,56 0,61 0,52 0,58 0,2
404168536521
0 0 0 0 0 0,13
14,41
0,11
1,41
0
1
33
0,4
93,8
236
0
28
0,72
92,4
227
5,7
SEGURANÇA
QUALIDADE
CAPACIDADEDERESPOSTA
CUSTOS
DESVIOPESSOAS
Anestenção
PMC
NA(nºdeaciedentes)
NEARMISS
SCRAP(€/Unidades)
GCA(DPV)
DIRECTRUN(%OK)
ProdutividadeUN/HOMXMÊSDOWNTIME(%Perdas)
MATDIRETO(€/Unidades)
MAI JUN JUL AGOCATEGORIASDOBPD
INDICADORES JAN FEV MAR ABR
7,63 15,13 96,3 MELHOROU
1,83 1,34 -26,8 MELHOROU
0,16 0,09 -43,9 MELHOROU
20,49 15,66 -22,7 MELHOROU
7,36 4,79 -34,9 MELHOROU
188,56 224.25 18,9 MELHOROU
93,84 93,96 0,2 MELHOROU
0,77 0,55 -28,6 MELHOROU
21,38 42,5 98,6 MELHOROU
0,63 0,13 -79,4 MELHOROU
ProdutividadeUN/HOMXDOWNTIME(%Perdas)
CUSTOS
MATDIRETO(€/Unidades)
SCRAP(€/Unidades)
DESVIOPESSOAS
Anestenção
PMC
SEGURANÇA
NA(nºdeaciedentes)
NEARMISS
QUALIDADE
GCA(DPV)
DIRECTRUN(%OK)
CAPACIDADEDERESPOSTA
CATEGORIASDOBPD
INDICADORES ANTES APÓS VariaçãoPercentual
SITUAÇÃO

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 37
Ao analisarmos as cinco características avaliadas, temos o resultado
extremamente positivo da implementação do Lean Manufacturing.
SEGURANÇA: Comparando-se os resultados, nota-se claramente que a média
do número de acidentes obtida antes da implementação é bem superior aquela
dos valores aferidos após a implementação do Sistema, ou seja, o índice NA
caiu de 0,63 acidente para 0,13 acidente. Sendo o NA um indicador Corporativo
de Segurança, a queda significa melhora ou ganho. Percentualmente o ganho
foi de 79,4%, após a implementação do GMS/BPD.
QUALIDADE: Da mesma forma que mostra a evolução dos defeitos por veículos
(DPVs), o indicador relativo facilita a análise associada à melhoria da qualidade
dos veículos produzidos. Sendo assim, considerando os defeitos médios antes
e após a implementação do GMS/BPD, verificou-se um ganho de 28,6%. Nota-
se que a redução dos valores relativos, confirmado pela tendência positiva ao
longo do período é expressiva.
CAPACIDADE DE RESPOSTA: Comparando-se os valores médios obtidos
antes e após a implementação do GMS/BPD, conforme consta no gráfico acima,
para a produtividade da mão-de obra, observa-se uma melhora de 18,9%. Em
decorrência da queda do volume de produção associada às melhorias com a
implementação do GMS/BPD foi possível eliminar o 2º turno. Estrategicamente
optou-se em manter um 2º turno parcial, complementando a produção e
executando-se serviços de manutenção, e assim eliminando-se horas extras aos
sábados.
CUSTOS: Da mesma forma que mostra a evolução dos resultados
apresentados, o indicador relativo aos custos, representado pelos materiais
direto de processo, constitui-se, entre outros, num importante indicador da
melhoria qualitativa dos veículos produzidos, uma vez que são mensurados e
numa condição satisfatória tornam-se padronizados, eliminando-se a utilização
desnecessária de materiais de processo.
Assim, considerando os custos médios antes e após a implementação do
GMS/BPD, verificou-se um ganho de 2,7%. Este indicador mostra que é possível
uma redução significativa a partir de controles. Observa-se aumento dos custos
nos meses de abril a julho de 2003 referentes a alterações no processo
(modelos) sendo analisados e corrigidos os novos padrões.
DESENVOLVIMENTO DE PESSOAS: Considerando-se a média antes e após a
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 38
implementação do GMS/BPD, observa-se a significativa participação das
pessoas no processo de melhoria contínua. Sendo assim, considerando os
valores comparativos apresentados, notase um expressivo ganho de 98,3%.
O PMC (Processo de Melhoria Contínua) é um dos indicadores fundamentais de
uma organização enxuta. A busca por pequenas melhorias de forma constante
e contínua demonstra o desenvolvimento das pessoas no processo.
3.2 BECTON DICKINSON A Becton Dickinson é uma empresa que nasceu da necessidade da fabricação
de produtos médicos como seringas e termômetros que tivessem qualidade.
Fundada em 1897, a Becton Dickinson é composta por 14 divisões e cerca de
60 fábricas instaladas em várias cidades norte-americanas e em mais de 39
países, empregando mais de 23.0 pessoas, responsáveis por uma ampla e
diversificada linha de produtos médicos, cirúrgicos e de utilização em hospitais
e laboratórios de análises clínicas. A matriz está instalada na cidade de Francklin
Lakes, estado de New Jersey, (EUA). No Brasil, existem três unidades BD: duas
unidades fabris, localizadas em Juiz de Fora e Curitiba e o escritório central,
localizado em São Paulo.
A BD fez a escolha de implantar o Lean Manufacturing para enfrentar os grandes
desafios de mercado e de competitividade, por se tratar de um modelo de
gerenciamento que possui inúmeras vantagens, a destacar: melhora o fluxo de
material, diminui variações no processo, reduz perdas, custos e tempo de ciclo,
aumenta o potencial e a qualidade, diminui o absenteísmo, proporciona alto nível
de envolvimento e comprometimento dos colaboradores, etc.
Vale ressaltar que não é só no Brasil, na planta de Juiz de Fora e Curitiba que
este sistema foi implementado, mas também nas outras unidades da BD que
estão espalhadas pelo mundo, como México, Cingapura, Estados Unidos, dentre
outras. No Brasil isto ocorreu, mais especificamente, em dezembro de 2002. A
implantação do Lean Manufacturing na Becton Dickinson se iniciou através de
um cronograma contendo as datas de treinamento do time, ou seja, o
treinamento das células, e também as datas das Blitzs que foram realizadas em
Juiz de Fora e Curitiba. A implantação ocorreu desta maneira porque se acredita
que assim, aos poucos, os funcionários vão assimilar e começar a utilizar o
sistema de produção enxuta Lean Manufacturing de forma cada vez mais efetiva.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 39
A força de trabalho foi dividida em células de produção, em que são produzidas
famílias de produtos semelhantes e específicas. Entretanto, o Lean
Manufacturing é praticado, não só pelas unidades de fabricação, mas também
em todos os escritórios e setores administrativos. Estas células são lideradas
pelo BLT (Business Leadership Team), que controla os resultados das métricas
e são auxiliados pela Equipe de Apoio ao Lean que, através de treinamentos
sobre as principais ferramentas utilizadas por esta filosofia, acompanham suas
performances.
Existe também um comitê de dirigentes, o ESC (Executive Steering
Committee), composta pela alta administração. Ocorrem reuniões de ESC
semanalmente, seguindo uma agenda pré-estabelecida para discutir as métricas
das áreas, identificar problemas, analisar os resultados, estabelecer prioridades,
planejar as ações futuras, fornecer recursos e se necessário, realizar auditorias
nas células com a finalidade de verificar se os resultados esperados estão sendo
alcançados. Além disso, este grupo de liderança gerencia projetos de Six Sigma,
Validação, Category Management, SAP/MES e pessoas.
Para mensurar os resultados e auxiliar na solução dos problemas são utilizadas
várias ferramentas, que compõe a estrutura do Lean na BD. São elas:
• LDMS-Lean Daily Management System - Gerenciamento Diário do Lean
• Kaisen Blitzes : Evento com duração de uma semana para melhoria
contínua
• VSM (Value Stream Map): Mapeamento de processo
No ano fiscal de 2004, aconteceu uma Blitz na linha de corte da Fábrica de
Cânulas, onde os tubos são transformados em cânulas, dentro dos tamanhos
previamente definidos. Em uma observação prévia no processo, foi identificada
uma oportunidade para aumento de produtividade e redução de perdas de
processo, com a melhoria dos setups e diminuição das paradas de máquinas,
bem como a padronização de trabalho ao longo dos turnos de produção e
incorporação dos conceitos do Lean ao processo produtivo. Diante deste quadro,
os objetivos desta Blitz foram:
• Aumento da produtividade em 5%;
• Melhorias 5S: organização, limpeza, padronização e educação;
• Treinamento do Time no evento Kaizen Blitz, ferramentas e técnicas do

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 40
Lean;
• Mapeamento do processo com a utilização do Brown Paper;
• Padronização de Trabalho nos três turnos;
• Criação de métricas e métodos para sustentar ganhos e melhorias;
• Identificar oportunidades de melhorias futuras;
• Redução da perda no processo em 30%.
Após uma semana de reuniões focadas, na busca dos objetivos citados acima,
e execução do plano de ações, as realizações da Blitz foram:
• Treinamento Lean para todos os membros do time;
• Novos multiplicadores Kaizen Blitz treinados
• Desenvolvimento do mapeamento de processo para o setor envolvido;
• Validação das mudanças no setor envolvido pelo time da Blitz, ESC,
Gerente da Fábrica, Diretor da Unidade de Juiz de Fora e pelos
associados;
• Identificação de oportunidades de melhorias futuras;
• Automação de sistemas;
• Padronização de atividades no corte dentro do turno e entre os três turnos
(operação e perda);
• Otimização da armazenagem de matéria-prima;
• Nacionalização de material;
• Revisão de um plano para manutenção preventiva nas máquinas de corte;
• Estudo de layout;
• Revisão dos pontos de reposição de peças, dentre outros.
Através da adoção desta filosofia e da utilização dos princípios e ferramentas da
Manufatura Enxuta, a Becton Dickinson de Juiz de Fora, tem sido possível
alcançar os resultados previamente estabelecidos, de acordo com os resultados
apresentados na Fábrica de Cânulas.
Pode-se perceber que, com a aplicação de ferramentas como, LDMS
(Gerenciamento Diário do Lean) e respetivos componentes - Reuniões de Início
de Turno (SSU), Quadros de Resultados e Métricas (PVD), Formulários de
Melhoria Contínua (KAS), 20 Pontos-Chave e os indicadores de performance
das células, Kaizen Blitzes (evento com duração de uma semana para melhoria

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 41
contínua) e o VSM (mapeamento do fluxo de valor), a Fábrica de Cânulas, e
assim, a BD, conseguiu atingir resultados muito positivos, num processo de
evolução a cada ano, na medida em que a filosofia Lean fica mais forte e
evidente no comportamento das pessoas.
Conclusão Com este trabalho percebeu-se que a implantação da filosofia Lean traz grandes
vantagens e melhora em muito o processo produtivo de uma empresa. Isto pode
ser evidenciado nos dois estudos de caso apresentados através dos quais notou-
se que o processo de melhoramento contínuo traz grandes resultados através
da eliminação das perdas.
Como o tema Lean Manufacturing é extenso há muito ainda a ser estudado visto
que atualmente existem várias empresas que utilizam uma fusão da metodologia
Lean com outras intimamente relacionadas como o Programa de Treinamento
Operacional e o Lean Six Sigma.
Fonte: DALTON XAVIER JORGE LUIZ DA SILVA BATISTA
JÚNIOR RICARDO MULLER ROBERTO TORMEN
SOCIEDADE EDUCACIONAL DE SANTA CATARINA – SOCIESC INSTITUTO SUPERIOR
TUPY – IST Engenharia Mecânica
4.5 Estudo 5 - Implementação da Filosofia Lean na gestão dos serviços de saúde
Análise dos dados e principais resultados
No âmbito do presente estudo foram contatados 23 ACES, que englobam 99
Centros de Saúde (CS) e 71 outros tipos de unidades de saúde (ex.: unidades
de saúde, unidades de cuidados de saúde personalizados, unidades de recursos
assistenciais partilhados, unidades de saúde familiar, SASU – Serviço de
Atendimento de Situações Urgentes, UCC – Unidade de Cuidados na
Comunidade).
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 42
Os ACES que responderam ao questionário foram o Ave III – Famalicão, o
Cávado II – Gerês/Cabreira, o Douro I – Marão e Douro Norte e o Grande Porto
VII – Gaia. No que diz respeito às respostas do agrupamento Douro I – Marão e
Douro Norte, os dados fornecidos foram individualizados por CS, ou seja, Alijó,
Mesão Frio, Murça, Peso da Régua, Sabrosa, Santa Marta de Penaguião, Vila
Real 1 e Vila Real 2.
Assim, o número de respostas obtido foi de 11, sendo relativas a 4 ACES
diferentes, de entre os quais um apresentou respostas individualizadas por
Centro de Saúde (num total de 8), o que representa uma percentagem de
17,39% relativamente ao universo contactado de ACES e de 8,1% de CS.
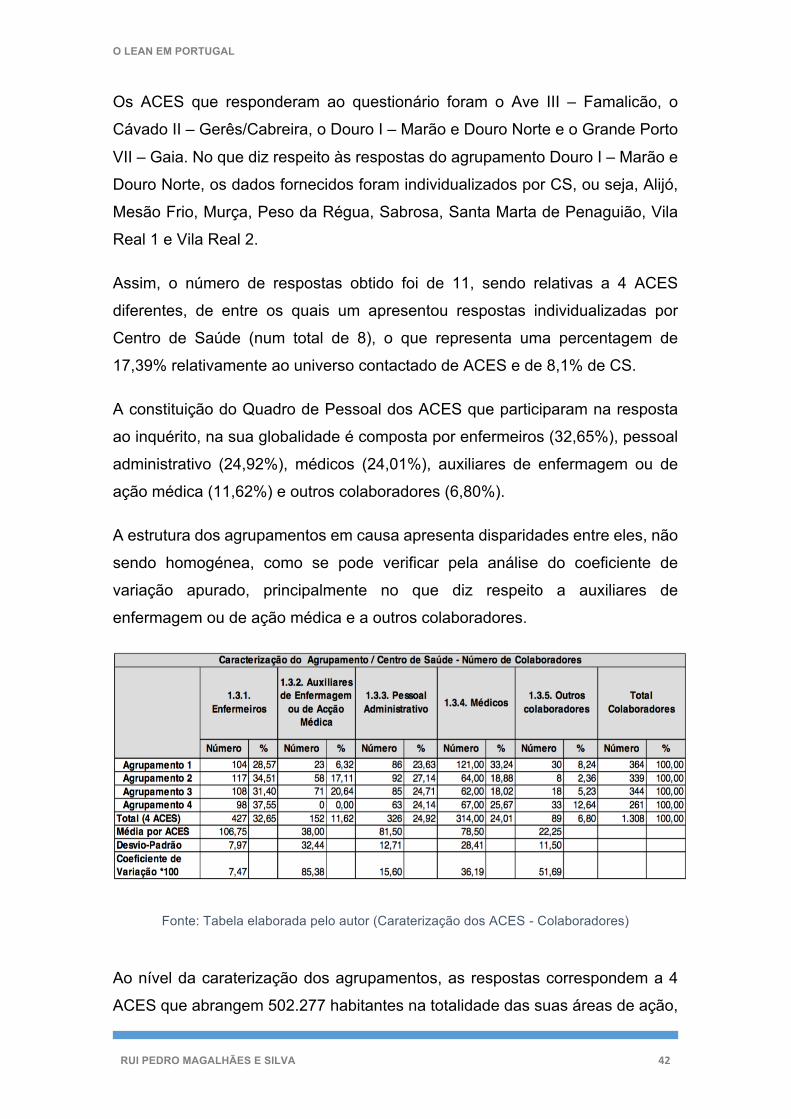
A constituição do Quadro de Pessoal dos ACES que participaram na resposta
ao inquérito, na sua globalidade é composta por enfermeiros (32,65%), pessoal
administrativo (24,92%), médicos (24,01%), auxiliares de enfermagem ou de
ação médica (11,62%) e outros colaboradores (6,80%).
A estrutura dos agrupamentos em causa apresenta disparidades entre eles, não
sendo homogénea, como se pode verificar pela análise do coeficiente de
variação apurado, principalmente no que diz respeito a auxiliares de
enfermagem ou de ação médica e a outros colaboradores.
Fonte: Tabela elaborada pelo autor (Caraterização dos ACES - Colaboradores)
Ao nível da caraterização dos agrupamentos, as respostas correspondem a 4
ACES que abrangem 502.277 habitantes na totalidade das suas áreas de ação,

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 43
com um número total de utentes inscritos de 523.030, com 1.654.472 consultas
anuais e 1.601.951 atendimentos também anuais.
Fonte: Tabela elaborada pelo autor (Caraterização dos ACES – Outros Dados)
Relativamente ao horário de funcionamento, a maioria das instituições (8 das 11,
incluindo resultados ao nível de centro de saúde) está aberta das 8h às 20h nos
dias úteis (em 5 delas este horário aplica-se a todos os dias da semana).
Existem 3 centros de saúde com horário alargado, 2 deles abertos das 8h às 22h
nos dias úteis (um 9h-20h aos fins de semana e feriados, e outro 8h-20h aos fins
de semana e feriados) e o terceiro aberto das 8h às 24h nos dias úteis (8h-22h
aos fins de semana e feriados).
Os agrupamentos ou centros de saúde com horário mais alargado denotam uma
maior acessibilidade para os utentes em termos de número de horas diárias
disponíveis, em que é possível recorrer aos mesmos.
Fonte: Tabela elaborada pelo autor (Horários de Funcionamento)
Uma primeira abordagem da análise dos resultados obtidos nas respostas à
segunda, terceira e quarta secções do questionário, poderá ser por princípio
Lean subjacente às questões colocadas. Algumas das questões têm mais do que um princípio Lean associado.
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 44
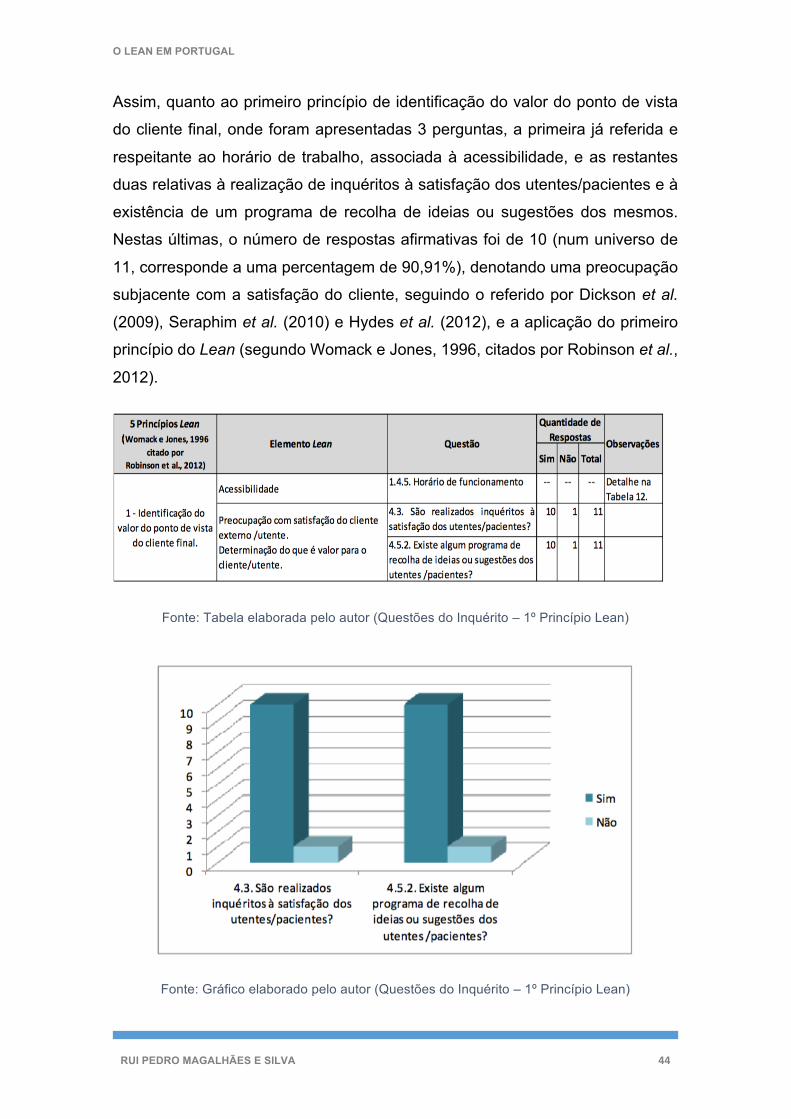
Assim, quanto ao primeiro princípio de identificação do valor do ponto de vista
do cliente final, onde foram apresentadas 3 perguntas, a primeira já referida e
respeitante ao horário de trabalho, associada à acessibilidade, e as restantes
duas relativas à realização de inquéritos à satisfação dos utentes/pacientes e à
existência de um programa de recolha de ideias ou sugestões dos mesmos.
Nestas últimas, o número de respostas afirmativas foi de 10 (num universo de
11, corresponde a uma percentagem de 90,91%), denotando uma preocupação
subjacente com a satisfação do cliente, seguindo o referido por Dickson et al.
(2009), Seraphim et al. (2010) e Hydes et al. (2012), e a aplicação do primeiro
princípio do Lean (segundo Womack e Jones, 1996, citados por Robinson et al.,
2012).
Fonte: Tabela elaborada pelo autor (Questões do Inquérito – 1º Princípio Lean)
Fonte: Gráfico elaborado pelo autor (Questões do Inquérito – 1º Princípio Lean)

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 45
Mapear a cadeia de valor é o segundo princípio Lean, segundo Womack e Jones
(1996) citados por Robinson et al. (2012), e para este foram realizadas 13
questões, essencialmente relacionadas com identificação, redução ou
eliminação de desperdício, criação de valor para o cliente/utente,
sobrecapacidade, padronização ou normalização de processos/trabalho, gestão
visual, melhoria contínua e empowerment. Das 13 perguntas, 8 tiveram 100% de
respostas positivas, 2 tiveram 90,91% e 3 tiveram 81,82%, o que dá uma média
de 94,41% de resultados positivos, significando que é recolhida informação que
permite o mapeamento da cadeia de valor, sendo também de referir que, em
termos de organização, todas as entidades que participaram na resposta ao
inquérito estão organizadas por processos, normalizados/estandardizados e
descritos/documentados, existindo inclusivamente mapa/fluxo de processos.
Fonte: Tabela elaborada pelo autor (Questões do Inquérito – 2º Princípio Lean)

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 46
Todos os ACES e CS, ao nível da informação de gestão, contabilizam erros ou
falhas no serviço, identificam situações de nova visita por insuficiência ou
ineficiência da anterior, medem os tempos de espera; ao nível da organização,
verificam através de processos de controlo associados que todas as salas ou
gabinetes têm o material e o equipamento básicos necessários para os cuidados
aí prestados e têm plano e regras definidas quanto à forma de arquivo e
etiquetagem. Em todos eles, são realizadas periodicamente reuniões com a
participação dos vários tipos de colaboradores com o objetivo de divulgar
informação e/ou analisar o funcionamento e indicadores, de forma a reorganizar,
melhorar ou encontrar soluções para problemas existentes.
Nas respostas em que não houve unanimidade afirmativa, na informação de
gestão, 10 instituições (90,91%) medem os tempos de prestação efetiva do
serviço, e registam as ocorrências em que o utente se dirige ao Centro de Saúde
e o material ou equipamento necessário não existe ou está avariado, e 9
(81,82%) efetuam a medição dos tempos totais de permanência, contagem de
casos de não comparência às marcações e medição dos tempos em que os
colaboradores estão sem interação com os pacientes ou utentes.
Fonte: Gráfico elaborado pelo autor (Questões do Inquérito – 2º Princípio Lean)

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 47
Em termos dos elementos Lean subjacentes e presentes nas questões
colocadas no âmbito do princípio de mapear a cadeia de valor, verificou-se que
os mais presentes (com unanimidade de respostas) são a determinação da
cadeia de valor, a padronização ou normalização de processos/trabalho, a
gestão visual, a melhoria contínua do serviço e o empowerment. A identificação,
redução ou eliminação de desperdício estão presentes em 92,05% e a criação
de valor para o paciente em 86,36% das situações.
Fonte: Gráfico elaborado pelo autor (Inquérito – 2º Princípio Lean - Elementos Lean)
Assim, dos dados obtidos podemos concluir que o segundo princípio de mapear
a cadeia de valor é aplicado praticamente em toda a sua plenitude nos serviços
de saúde participantes, podendo ser melhorada a situação se em todos os
CS/ACES forem realizadas medições dos tempos de prestação efetiva do
serviço, dos tempos totais de permanência dos utentes, conforme referido em
Hydes et al. (2012) e Mazzocato et al. (2012), dos tempos em que os
colaboradores estão sem interação com os pacientes/utentes, seguindo Kollberg
et al. (2007), dos casos de não comparência às marcações (Grove et al., 2010)
e das ocorrências em que o utente se dirige ao CS e o material ou equipamento
necessário não existe ou está indisponível/avariado (Kollberg et al., 2007).
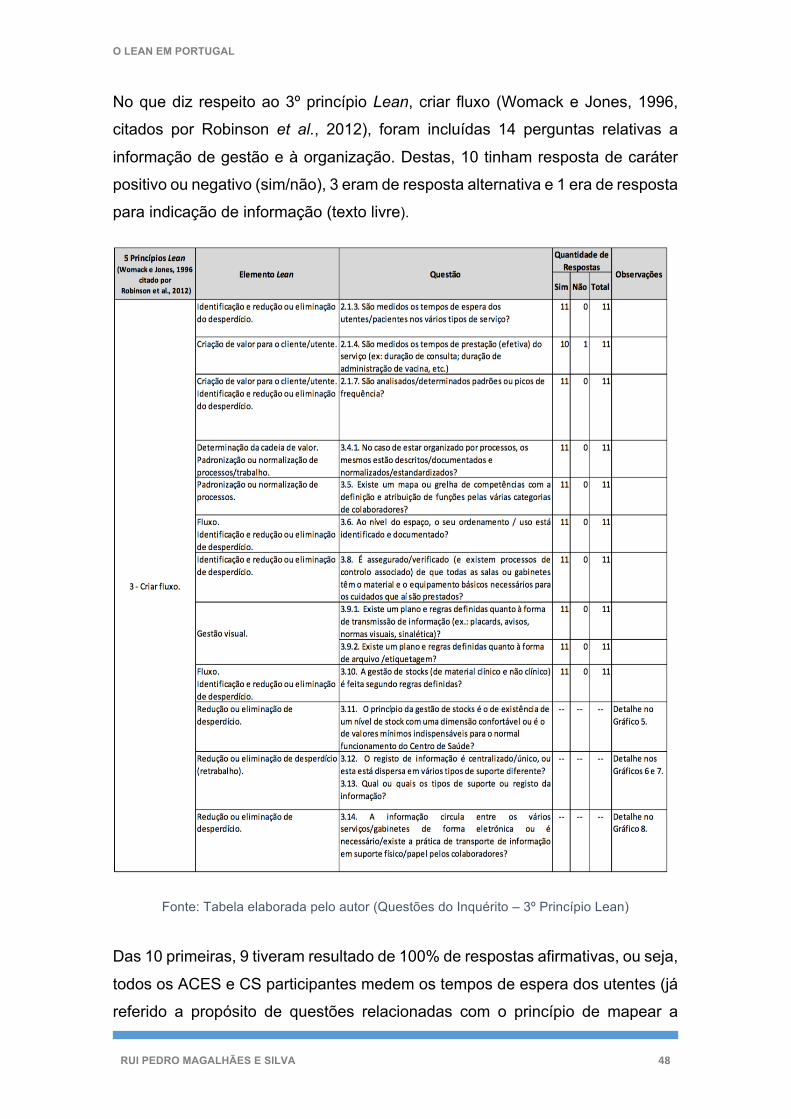
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 48
No que diz respeito ao 3º princípio Lean, criar fluxo (Womack e Jones, 1996,
citados por Robinson et al., 2012), foram incluídas 14 perguntas relativas a
informação de gestão e à organização. Destas, 10 tinham resposta de caráter
positivo ou negativo (sim/não), 3 eram de resposta alternativa e 1 era de resposta
para indicação de informação (texto livre).
Fonte: Tabela elaborada pelo autor (Questões do Inquérito – 3º Princípio Lean)
Das 10 primeiras, 9 tiveram resultado de 100% de respostas afirmativas, ou seja,
todos os ACES e CS participantes medem os tempos de espera dos utentes (já
referido a propósito de questões relacionadas com o princípio de mapear a
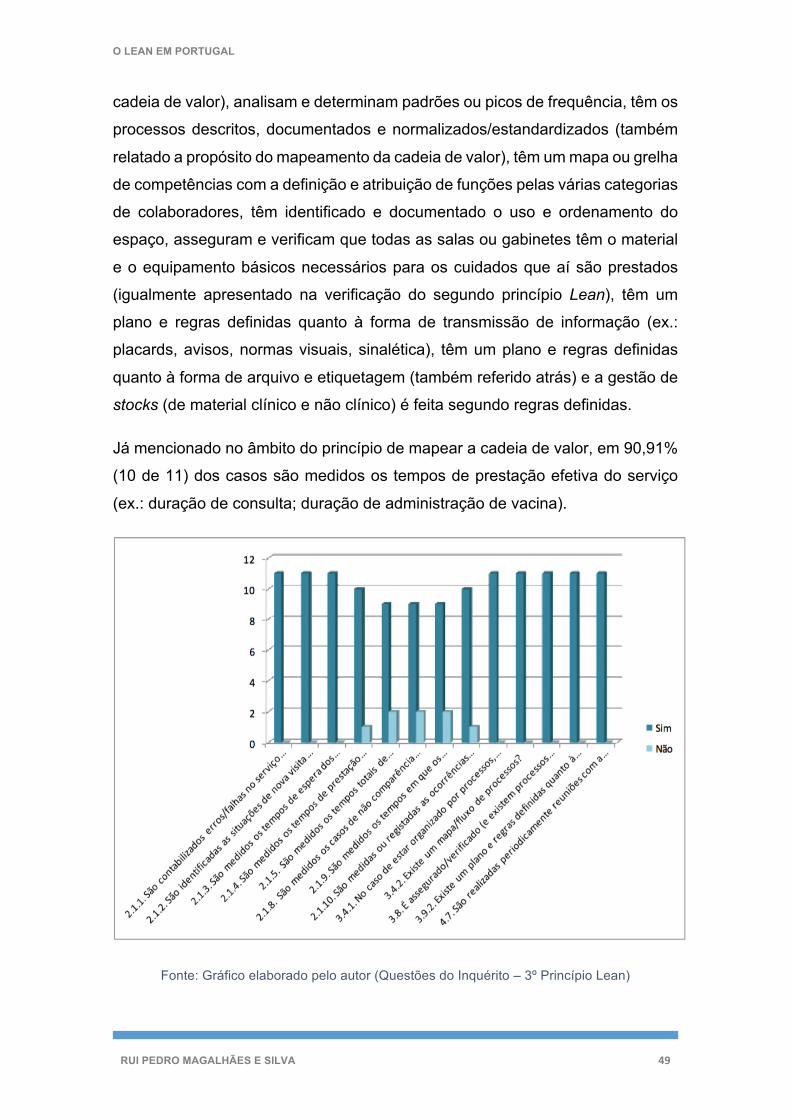
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 49
cadeia de valor), analisam e determinam padrões ou picos de frequência, têm os
processos descritos, documentados e normalizados/estandardizados (também
relatado a propósito do mapeamento da cadeia de valor), têm um mapa ou grelha
de competências com a definição e atribuição de funções pelas várias categorias
de colaboradores, têm identificado e documentado o uso e ordenamento do
espaço, asseguram e verificam que todas as salas ou gabinetes têm o material
e o equipamento básicos necessários para os cuidados que aí são prestados
(igualmente apresentado na verificação do segundo princípio Lean), têm um
plano e regras definidas quanto à forma de transmissão de informação (ex.:
placards, avisos, normas visuais, sinalética), têm um plano e regras definidas
quanto à forma de arquivo e etiquetagem (também referido atrás) e a gestão de
stocks (de material clínico e não clínico) é feita segundo regras definidas.
Já mencionado no âmbito do princípio de mapear a cadeia de valor, em 90,91%
(10 de 11) dos casos são medidos os tempos de prestação efetiva do serviço
(ex.: duração de consulta; duração de administração de vacina).
Fonte: Gráfico elaborado pelo autor (Questões do Inquérito – 3º Princípio Lean)

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 50
Respeitando a filosofia Lean, todos os participantes têm como princípio de
gestão de stocks os valores mínimos indispensáveis para o seu normal
funcionamento nos gráficos seguintes.
Fonte: Gráfico elaborado pelo autor (Questões do Inquérito – 3.11. Princípio/Política de Gestão
de Stocks)
Fonte: Gráfico elaborado pelo autor (Questões do Inquérito – 3.12. Registo de Informação)
Segundo a metodologia Lean e de forma a evitar desperdícios como o retrabalho
e o reprocessamento, o registo de informação deverá ser centralizado/único, em
linha com Grove et al., (2010), havendo uma possibilidade de melhoria para o
CS/ACES no qual esse registo ainda está disperso por vários tipos de suporte
diferentes.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 51
Fonte: Gráfico elaborado pelo autor (Questões do Inquérito – 3.13. Tipos de Suporte ou
Registo de Informação)
Fonte: Gráfico elaborado pelo autor (Questões do Inquérito – 3.14. Circulação de Informação)
Por outro lado, quanto à circulação de informação, e no sentido de reduzir ou
eliminar o desperdício ao nível de movimentação desnecessária de pessoas, a
melhor prática em termos Lean será a da existência de circulação eletrónica da
informação, pelo que o transporte de informação em suporte físico pelos
colaboradores será uma prática a reduzir ou eliminar (Grove et al., 2010).

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 52
No que diz respeito aos elementos Lean verificados na análise do terceiro
princípio – criar fluxo, em linha com os resultados do segundo princípio, o de
criação de valor para o cliente foi o que não se verificou a 100% (ficou-se por
95,45%); determinação da cadeia de valor, fluxo, gestão visual, identificação e
redução ou eliminação de desperdício e padronização ou normalização de
processos tiveram um resultado e aplicação na unanimidade dos serviços
analisados elaborado no gráfico seguinte.
Fonte: Gráfico elaborado pelo autor (Inquérito – 3º Princípio Lean - Elementos Lean)
Conclui-se assim, quando à criação de fluxo que a situação poderia ser
melhorada se fosse seguida a sugestão já apresentada no princípio anterior de
todos os serviços procederem à medição dos tempos de prestação efetiva do
serviço (ex.: duração de consulta, duração de administração de vacina) (previsto
por Hydes et al. (2012) e Mazzocato et al. (2012) nos seus estudos).

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 53
O sistema “pull” constitui o 4o princípio Lean (Womack e Jones, 1996, citados
por Robinson et al., 2012), tendo sido formuladas 9 perguntas no seu âmbito
(Tabela 16): o horário de funcionamento, 4 questões de resposta afirmativa ou
negativa (de informação de gestão e organização), composição do dia de
trabalho (“pull” e/ou “push”), política de gestão de stocks e circulação de
informação (ambos igualmente abordados no princípio Lean anterior).
Fonte: Tabela elaborada pelo autor (Questões do Inquérito – 4º Princípio Lean)
O sistema “pull” está associado à acessibilidade, podendo dizer-se que quanto
mais alargado for o horário de funcionamento, mais acessível é o serviço,
potenciando o sistema “pull”, em que o serviço é prestado por solicitação do
cliente/utente.
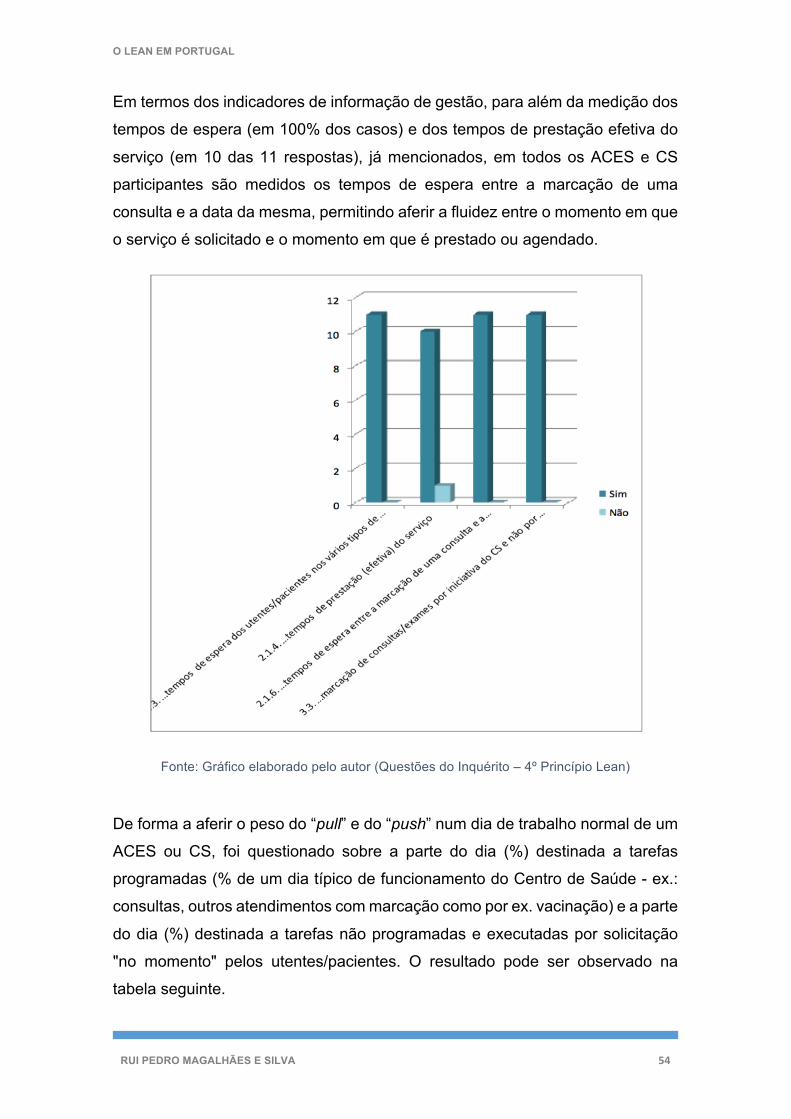
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 54
Em termos dos indicadores de informação de gestão, para além da medição dos
tempos de espera (em 100% dos casos) e dos tempos de prestação efetiva do
serviço (em 10 das 11 respostas), já mencionados, em todos os ACES e CS
participantes são medidos os tempos de espera entre a marcação de uma
consulta e a data da mesma, permitindo aferir a fluidez entre o momento em que
o serviço é solicitado e o momento em que é prestado ou agendado.
Fonte: Gráfico elaborado pelo autor (Questões do Inquérito – 4º Princípio Lean)
De forma a aferir o peso do “pull” e do “push” num dia de trabalho normal de um
ACES ou CS, foi questionado sobre a parte do dia (%) destinada a tarefas
programadas (% de um dia típico de funcionamento do Centro de Saúde - ex.:
consultas, outros atendimentos com marcação como por ex. vacinação) e a parte
do dia (%) destinada a tarefas não programadas e executadas por solicitação
"no momento" pelos utentes/pacientes. O resultado pode ser observado na
tabela seguinte.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 55
Fonte: Tabela elaborada pelo autor (Inquérito - Composição de um dia de trabalho)
Dos resultados obtidos, observam-se duas situações em que deverá ter ocorrido
um equívoco ou erro: no conjunto de respostas em que é mencionado que “existe
em 100% do horário”, ainda que coexistam os dois tipos de funcionamento,
deveriam ter sido indicados os pesos que cada um tem no funcionamento diário
dos serviços; por outro lado, no conjunto de respostas 80%-10%, uma vez que
a soma não perfaz a totalidade de um dia de trabalho (100%), provavelmente
poderá ter existido um erro de digitação e fosse pretendido indicar 80%-20%.
Das entidades envolvidas nas repostas, 63,64% (7 em 11) dedicam cerca de
80% do seu dia de trabalho a tarefas programadas (mais alinhadas com o “push”)
e 20% a tarefas não programadas, mais identificadas com o “pull”, sendo o
serviço prestado quando solicitado pelo cliente. Se por um lado o sistema de
marcações permite evitar o congestionamento dos serviços (contribuindo para a
fluidez) e proporcionar previsibilidade e normalização do funcionamento dos
mesmos (alinhados com a filosofia Lean), por outro lado, a prestação do serviço
no momento em que o utente o solicita proporciona o pull, também pilar da
mesma filosofia. Para aferir se esta composição do dia de funcionamento dos
serviços será a mais equilibrada de acordo com o Lean, seria necessária uma
análise de outros indicadores e informação adicional, nomeadamente ao nível
de valores concretos verificados (ex.: nos tempos de espera, no tempo que
medeia entre a data de marcação e a data de realização do serviço).
Ao nível da organização e ainda quanto a este 4o princípio, tendo sido referidos
anteriormente, enquadrados noutros princípios e correspondendo ao elemento
Lean de redução ou eliminação de desperdício, o tipo/política de gestão de
stocks (ver gráfico) e a forma de circulação da informação, foi ainda concluído

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 56
que todas as respostas dos ACES e CS foram no sentido da existência de prática
de marcação de consultas/exames por iniciativa do Centro de Saúde, sem
solicitação dos pacientes/utentes (ex.: marcações periódicas obrigatórias,
rastreios) (mais associado ao “push” e, em termos conceptuais, menos Lean).
No entanto, embora à partida este procedimento possa ser considerado como
sobreprodução, resultando num tipo de desperdício identificado por Ohno (1998)
e NHSI (2007) (ambos citados por Robinson et al., 2012), pode fazer sentido no
caso concreto dos serviços de saúde, sendo considerado uma medida de
prevenção em certas situações (ex.: rastreios), e que poderá vir a resultar numa
criação de valor para o utente e numa redução de custos potenciais futuros.
Mais uma vez, o elemento Lean de criação de valor para o cliente/utente foi o
que não se verificou na totalidade devido a um CS/ACES não ter implementada
a medição do tempo de prestação efetiva do serviço.
Fonte: Tabela elaborada pelo autor (Questões do Inquérito - 4º Princípio Lean - Elementos)
Ainda assim, e conforme conclusão semelhante obtida para os três primeiros
princípios, também o princípio do sistema “pull” se verifica no CS/ACES
participantes no presente estudo.
Por último, o quinto princípio – procura da perfeição como objetivo, tendo um
caráter mais abrangente e apresentando igualmente valores elevados de
implementação, foi aquele onde se verificaram valores mais baixos em termos
de aplicabilidade do Lean.
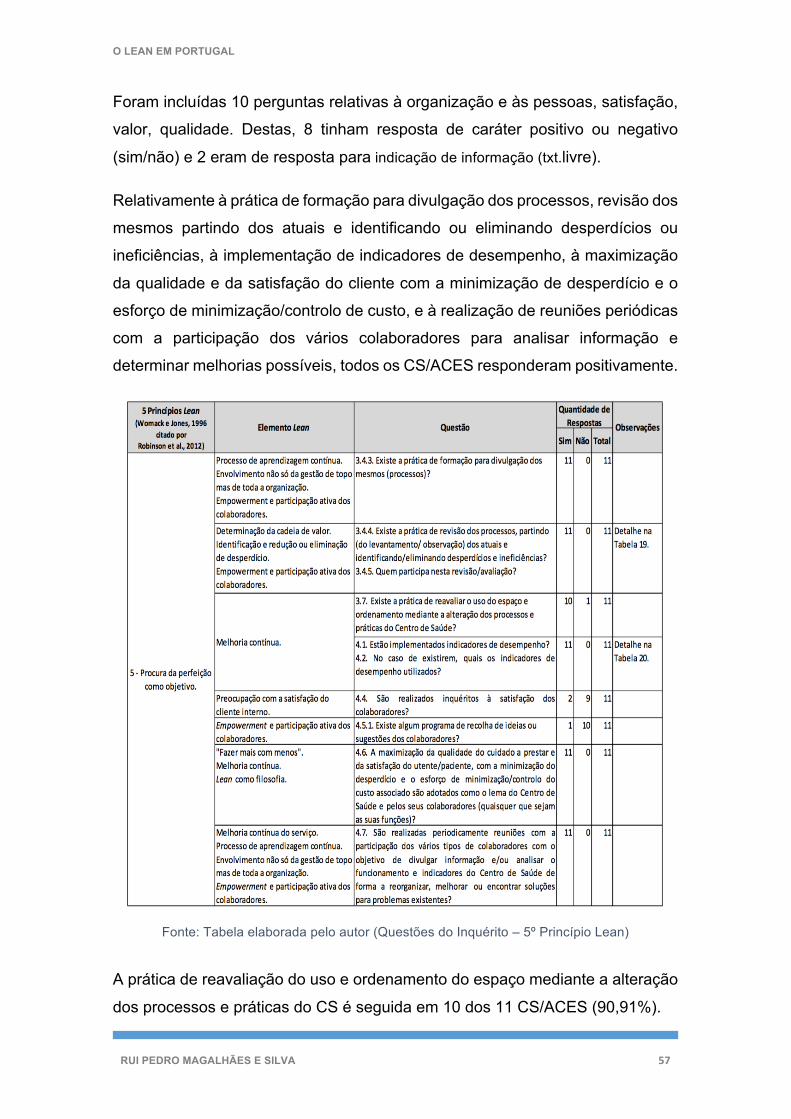
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 57
Foram incluídas 10 perguntas relativas à organização e às pessoas, satisfação,
valor, qualidade. Destas, 8 tinham resposta de caráter positivo ou negativo
(sim/não) e 2 eram de resposta para indicação de informação (txt.livre).
Relativamente à prática de formação para divulgação dos processos, revisão dos
mesmos partindo dos atuais e identificando ou eliminando desperdícios ou
ineficiências, à implementação de indicadores de desempenho, à maximização
da qualidade e da satisfação do cliente com a minimização de desperdício e o
esforço de minimização/controlo de custo, e à realização de reuniões periódicas
com a participação dos vários colaboradores para analisar informação e
determinar melhorias possíveis, todos os CS/ACES responderam positivamente.
Fonte: Tabela elaborada pelo autor (Questões do Inquérito – 5º Princípio Lean)
A prática de reavaliação do uso e ordenamento do espaço mediante a alteração
dos processos e práticas do CS é seguida em 10 dos 11 CS/ACES (90,91%).
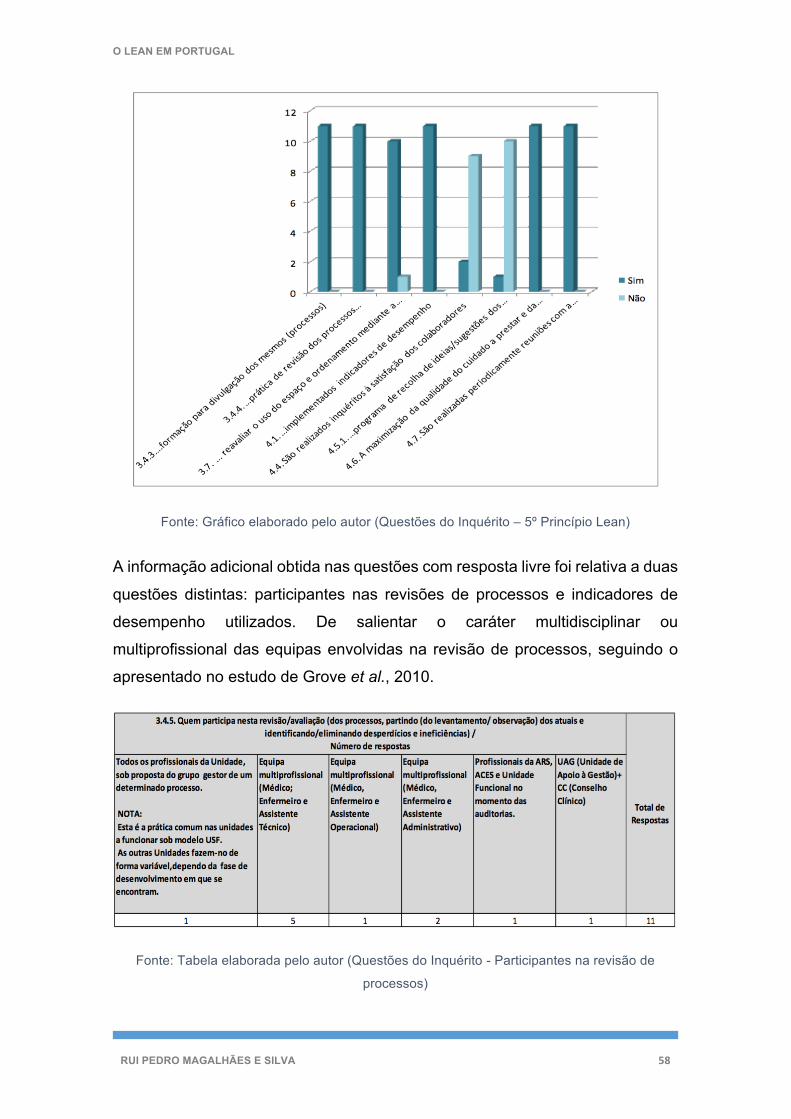
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 58
Fonte: Gráfico elaborado pelo autor (Questões do Inquérito – 5º Princípio Lean)
A informação adicional obtida nas questões com resposta livre foi relativa a duas
questões distintas: participantes nas revisões de processos e indicadores de
desempenho utilizados. De salientar o caráter multidisciplinar ou
multiprofissional das equipas envolvidas na revisão de processos, seguindo o
apresentado no estudo de Grove et al., 2010.
Fonte: Tabela elaborada pelo autor (Questões do Inquérito - Participantes na revisão de
processos)

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 59
Fonte: Tabela elaborada pelo autor (Questões do Inquérito – Indicadores de Desempenho)
Numa perspetiva dos elementos Lean presentes nas questões formuladas, é de
realçar o comportamento inverso ao que se tem verificado nos outros princípios,
denotando uma reduzida preocupação com a satisfação do cliente interno
(18,18%) e apenas 77,27% ao nível do empowerment e participação ativa dos
colaboradores.
Assim, apesar de se concluir que também este princípio (procura da perfeição
como objetivo) é observado e seguido, aplicando-se na totalidade das instituições
participantes os elementos Lean de “fazer mais com menos”, determinação da
cadeia de valor, envolvimento da gestão de topo e da restante organização,
identificação e redução ou eliminação de desperdício, Lean como filosofia e
processo de aprendizagem contínua, e em 97,73% a melhoria contínua, o grau
de implementação do Lean tem ainda uma margem para melhoria significativa
ao nível do empowerment e da satisfação do cliente interno, através da
implementação de inquéritos à satisfação e de programas de recolha de ideias
ou sugestões dos colaboradores, conforme referido no estudo de Holden (2012).

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 60
Fonte: Gráfico elaborado pelo autor (Questões do Inquérito – 5º Princípio Lean - Elementos)
Uma forma complementar de analisar os resultados poderá ser seguindo a
perspetiva da classificação dos desperdícios de Ohno (1998) e NHSI (2007)
(citados por Robinson et al., 2012) como podemos observar na tabela seguinte.
Tal como no caso dos princípios Lean, algumas das questões têm subjacente
mais do que um tipo de desperdício.
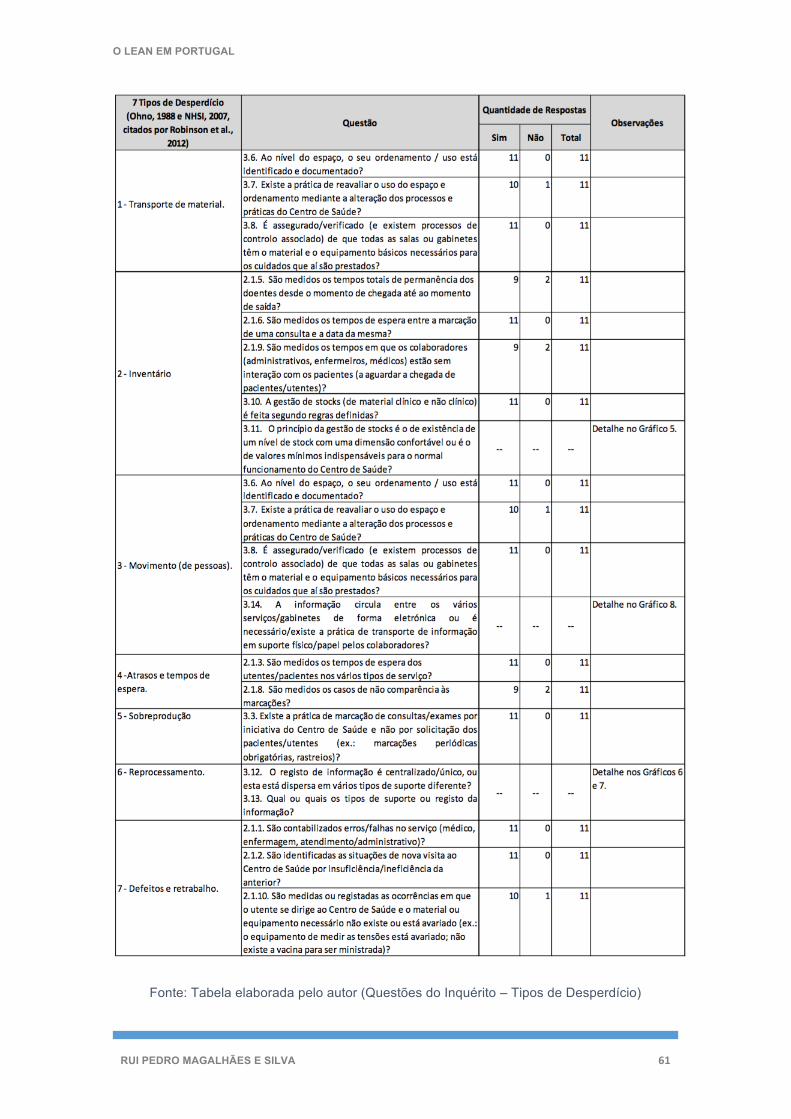
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 61
Fonte: Tabela elaborada pelo autor (Questões do Inquérito – Tipos de Desperdício)

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 62
Neste caso, considerando o primeiro tipo de desperdício, transporte de material,
a elevada percentagem (96,97%) de respostas positivas denota que existe uma
preocupação com este tema, ou seja, a identificação e documentação do
ordenamento e uso do espaço, a prática de reavaliação desse uso e
ordenamento mediante a alteração dos processos e práticas dos CS/ACES, e a
verificação através de processo de controlo associados de que todas as salas
ou gabinetes têm o material e o equipamento básicos necessários, contribuem
para uma redução ou mesmo eliminação deste tipo de desperdício, confirmando-
se uma aplicação da filosofia Lean.
Fonte: Gráfico elaborado pelo autor (Questões do Inquérito – Tipos de Desperdício)
Ao nível do tipo de desperdício relacionado com inventário, foram realizadas 5
questões referentes à medição de tempos (totais de permanência, de espera e
em que os colaboradores estão sem interação com os pacientes) com resposta
afirmativa de 90,91%, à existência de regras (em 100% dos CS/ACES) e
princípios de gestão de stocks (esta última de escolha alternativa). As medições
de tempos são instrumentos que permitem a identificação de desperdício e
potenciam a tomada de medidas para a diminuição dos mesmos, de acordo com
a filosofia Lean. Também seguindo esta metodologia está a unanimidade das
respostas quanto ao princípio de gestão de stocks vigente, de valores mínimos
indispensáveis para o normal funcionamento dos serviços.
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 63
Prosseguindo a análise de tipo de desperdício associado à sua minimização ou
eliminação, temos as questões referentes ao movimento de pessoas. O facto de
o ordenamento e uso do espaço estar identificado e documentado (em 100%
dos casos), do mesmo ser reavaliado mediante a alteração de processos e
práticas dos serviços (em 90,91% das respostas) e de existirem processos de
controlo para verificação de que todas as salas e gabinetes têm o material e
equipamentos básicos necessários para os cuidados neles prestados (em 100%
das entidades participantes), significa que estão criadas condições para a
minimização, senão mesmo redução de movimentos desnecessários de
pessoas, evitando assim, desperdício a este nível. No entanto, existe ainda
margem para melhoria podendo ser repensada e incentivada a circulação de
informação de forma eletrónica (em 81,82 % dos CS/ACES participantes
coexistem os dois tipos de circulação: eletrónica e transporte em suporte
físico/papel pelos colaboradores).
O tipo de desperdício de atrasos e tempos de espera poderá ser reduzido ou
eliminado tomando medidas após a análise das medições dos tempos (ex.:
tempos de espera) e registo ou medição de casos de não comparência às
marcações. Apesar de os tempos de espera serem medidos em todas as
instituições que responderam ao inquérito, a contagem de não comparência às
marcações apenas é medida em 9 dos 11 CS/ACES (81,82%).
A existência da prática de marcação de consultas ou exames por iniciativa do
CS/ACES (e não por solicitação dos utentes/pacientes) em 100% dos casos
pode denotar a existência do tipo de desperdício de sobreprodução. No entanto,
conforme já referido neste estudo, tratando-se de cuidados de saúde, esta
análise deverá ser realizada com alguma cautela, uma vez que estas iniciativas
poderão ser de caráter preventivo, com o objetivo de criar valor para o utente e
evitar desperdícios ou custos futuros.
Passando para o tipo de desperdício de reprocessamento, foram aferidos a
forma de registo de informação (centralizada ou dispersa) e os tipos de suporte
da mesma (aplicações informáticas/tipo digital), havendo margem para melhoria
no caso em que a mesma ainda se encontra dispersa (9,10%).

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 64
Para finalizar, ao nível de defeitos e retrabalho, foram apresentadas questões
quanto à contabilização de erros ou falhas nos serviços (medidos em 100% dos
casos), à identificação de situações de nova visita ao CS por insuficiência ou
ineficiência da anterior (avaliadas em 100% dos CS/ACES) e ao registo de
ocorrências em que o utente se dirige aos serviços e o material ou o equipamento
necessário não existe ou está indisponível/avariado (ex.: avaria do equipamento
de medição de tensões, rotura de stock de vacina a ministrar) (controlo em 10
das 11 instituições participantes, ou seja, em 90,91%) (Tabela 21 e Gráfico 14).
Sintetizando a análise de resultados, poderemos concluir que a filosofia Lean
está implementada na gestão e funcionamento dos serviços de saúde da região
norte que participaram no presente estudo, verificando-se a aplicação de todos
os seus princípios.
Fonte: Gráfico elaborado pelo autor (Resultados do Inquérito – Princípios Lean)
Haverá, no entanto ainda margem para melhorias, conforme adiantado ao longo
deste capítulo. Para além de medições de tempos (de diversos tipos) e registos
de ocorrências que ainda não estão a ser realizados na totalidade das
instituições, há a salientar a quase inexistência de inquéritos à satisfação dos
colaboradores, bem como a falta de programas de recolha de sugestões dos
mesmos (Holden, 2011), o que denota uma lacuna ao nível da importância que
o Lean reserva à participação dos colaboradores na avaliação e tomada de

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 65
decisões de melhoria dos processos. Ainda a acrescentar a possibilidade de
reformulação da forma de circulação da informação, dado que na maioria dos
casos ainda coexiste a circulação física em papel assegurado por pessoas e a
circulação eletrónica, podendo ser minimizado o desperdício de movimento de
pessoas, se a primeira for reduzida ou eliminada.
5. Conclusão
O setor da saúde tem sido alvo de vários estudos enquadrados no panorama
atual de contenção ao nível da despesa, acompanhado de necessidade de
racionalidade e eficiência no uso dos recursos nos vários setores da economia.
Este estudo incidiu sobre a implementação da filosofia Lean na gestão dos
serviços de saúde, mais concretamente ao nível dos Centros de Saúde da
Região Norte de Portugal. Apesar deste modelo de gestão ter sido originado na
indústria automóvel, e tendo este conceito sido depois aplicado genericamente
no seio da indústria de produção de bens, os seus princípios base podem ser
aplicados nos serviços, tendo sido verificado que também o estão a ser no caso
dos serviços de saúde da ARS Norte analisados, em consonância com a
tendência dos últimos anos em que se têm intensificado os estudos não só sobre
a sua aplicação no setor de serviços na sua generalidade, mas também
especificamente na área da saúde.
O objetivo deste estudo foi a análise dos elementos e princípios que caraterizam
a filosofia Lean, qual a sua aplicabilidade (de todos ou apenas alguns dos seus
princípios) ao setor dos serviços de saúde e de que forma os mesmos estão a
ser implementados.
Para atingir o objetivo de aferição do grau de implementação da filosofia Lean
nos serviços de saúde foi decidido analisar o funcionamento dos Centros de
Saúde, tendo sido estabelecido um subconjunto composto pelos Agrupamentos
dos Centros de Saúde da Administração Regional de Saúde Norte de Portugal,
tendo em consideração a importância que a ARS Norte possui no total dos
serviços de saúde prestados no país (dimensão da população abrangida pela

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 66
sua ação e número de centros de saúde que engloba). A informação foi obtida
através da realização de inquérito por questionário elaborado para o efeito e
baseado nas questões e casos apresentados nos documentos incluídos na
revisão de literatura.
Tendo em consideração o número e a taxa de respostas obtidos, foi realizada
uma análise descritiva exploratória, tendo-se concluído que existe evidência de
aplicação de cada um dos princípios Lean nos CS e ACES que participaram na
resposta ao inquérito por questionário, considerando-se que esta filosofia é
aplicada nos mesmos. Foram avançadas algumas sugestões de melhoria
principalmente ao nível da participação dos colaboradores (realização de
inquéritos de satisfação e programas de recolha de sugestões/opiniões) e ao
nível da forma de tratamento e circulação de informação.
Estas conclusões não são, no entanto, generalizáveis, apenas se aplicando às
instituições que participaram no estudo, constituindo uma limitação do mesmo o
número reduzido de respostas obtidas, não permitindo uma análise quantitativa
inferencial.
Por outro lado, não estão quantificados os efeitos do Lean nem a dimensão ou
grau da sua aplicação, apenas tendo sido recolhida informação sobre a
existência ou não de práticas e registo de informação nesse sentido. Esse
poderá constituir objetivo de trabalhos futuros, com o intuito de recolher e
analisar os dados concretos de medida dos vários indicadores, aferir até que
ponto estão de acordo com a filosofia Lean e de que modo podem ser
melhorados, seguindo os princípios da mesma.
Fonte:
Ana Cristina Garcia Charters Ribeiro Dissertação de Mestrado em Gestão de Serviços
FEP
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 67
5. CAPÍTULO III – ANÁLISE EMPÍRICA
a) Análise do Problema
“A produção Lean elevou drasticamente a competitividade de muitas empresas
de manufatura e o valor que elas entregam aos seus clientes” (Smalley 2005).
Em termos académicos, como empresariais, é fundamental conhecer o percurso
e a base da implementação desta filosofia de produção que tem condicionado
gradualmente a competitividade das empresas nas últimas décadas
Desde sempre as empresas tendem a combater sinais de alerta que vão
surgindo, tais como as reduções de vendas, reduções de margens, aumento de
custos, aumento da insatisfação do cliente e demais “stakeholders”, acumulação
de stock em toda a cadeia, manifestações frequentes de desperdícios, ineficácia
das tentativas e ações de melhoria, a ausência do envolvimento das pessoas, complacência perante as situações, entre outras (Pinto 2010).
Com base nestes sinais de alerta, apercebemo-nos que as empresas assim que
detetam um destes sinais, tendem a atuar de imediato. Dessa forma, com base
no questionário, ficamos a saber qual o grau de importância que as empresas
dão a estes sinais de alerta uma vez que as mesmas têm que intervir de imediato
para não caírem no abismo do insucesso. Assim sendo, com apoio nas técnicas
e ferramentas lean bem consolidadas, é possível combater estes sinais, ajudando a aumentar a eficiência global da organização.
A grande questão presente neste artigo cientifico é:
“O Lean é a solução?”
Qual o grau de aplicabilidade do Lean e que limitações tem esta metodologia?
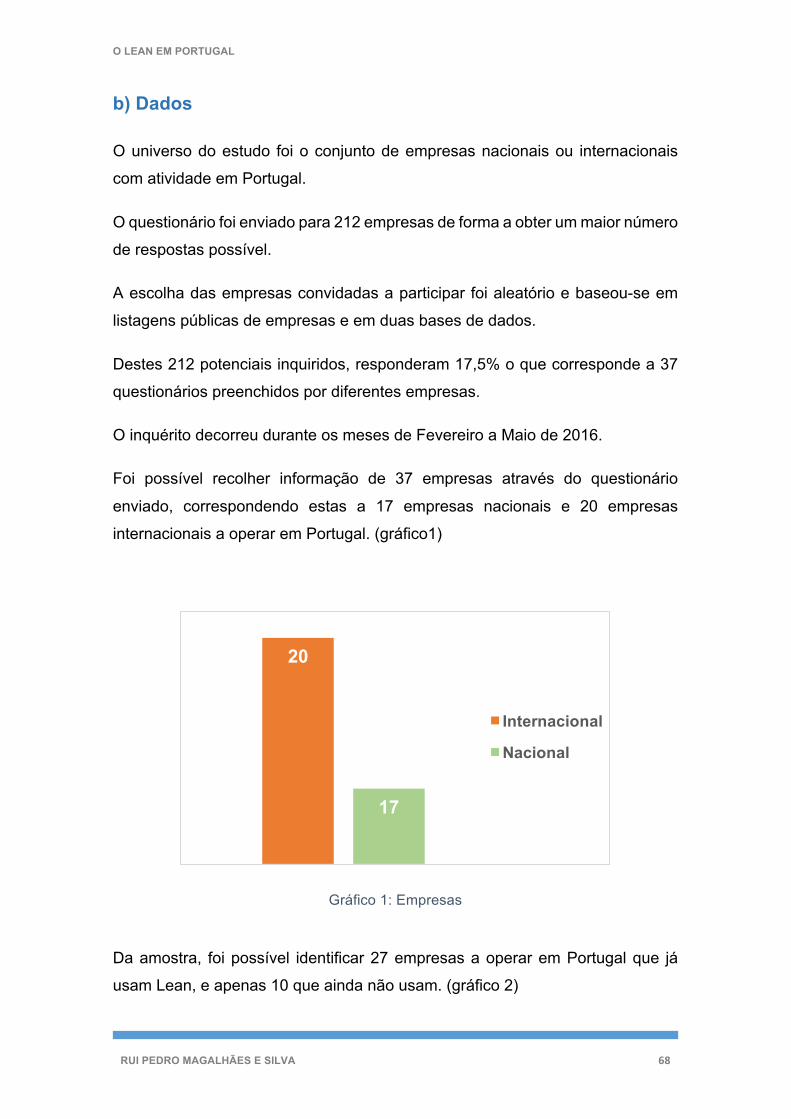
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 68
b) Dados
O universo do estudo foi o conjunto de empresas nacionais ou internacionais
com atividade em Portugal.
O questionário foi enviado para 212 empresas de forma a obter um maior número
de respostas possível.
A escolha das empresas convidadas a participar foi aleatório e baseou-se em
listagens públicas de empresas e em duas bases de dados.
Destes 212 potenciais inquiridos, responderam 17,5% o que corresponde a 37
questionários preenchidos por diferentes empresas.
O inquérito decorreu durante os meses de Fevereiro a Maio de 2016.
Foi possível recolher informação de 37 empresas através do questionário
enviado, correspondendo estas a 17 empresas nacionais e 20 empresas
internacionais a operar em Portugal. (gráfico1)
Gráfico 1: Empresas
Da amostra, foi possível identificar 27 empresas a operar em Portugal que já
usam Lean, e apenas 10 que ainda não usam. (gráfico 2)
20
17
Internacional
Nacional
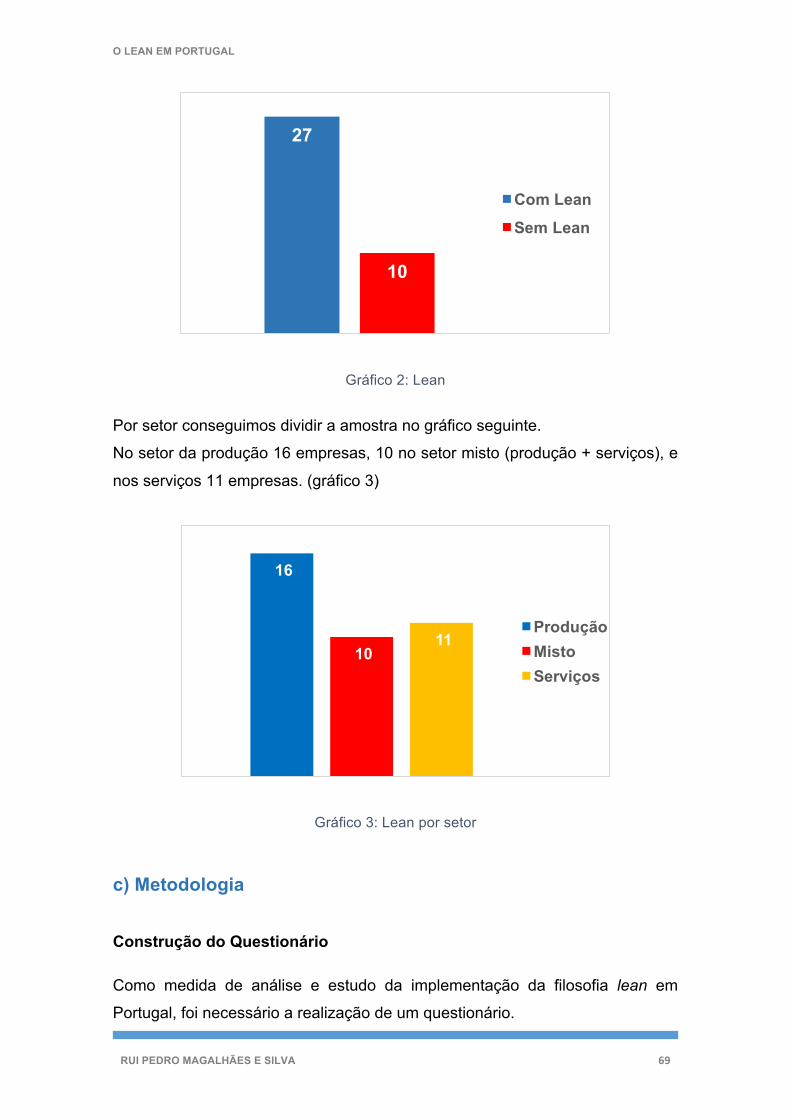
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 69
Gráfico 2: Lean
Por setor conseguimos dividir a amostra no gráfico seguinte.
No setor da produção 16 empresas, 10 no setor misto (produção + serviços), e
nos serviços 11 empresas. (gráfico 3)
Gráfico 3: Lean por setor
c) Metodologia
Construção do Questionário
Como medida de análise e estudo da implementação da filosofia lean em
Portugal, foi necessário a realização de um questionário.
27
10
Com LeanSem Lean
16
10 11
ProduçãoMistoServiços
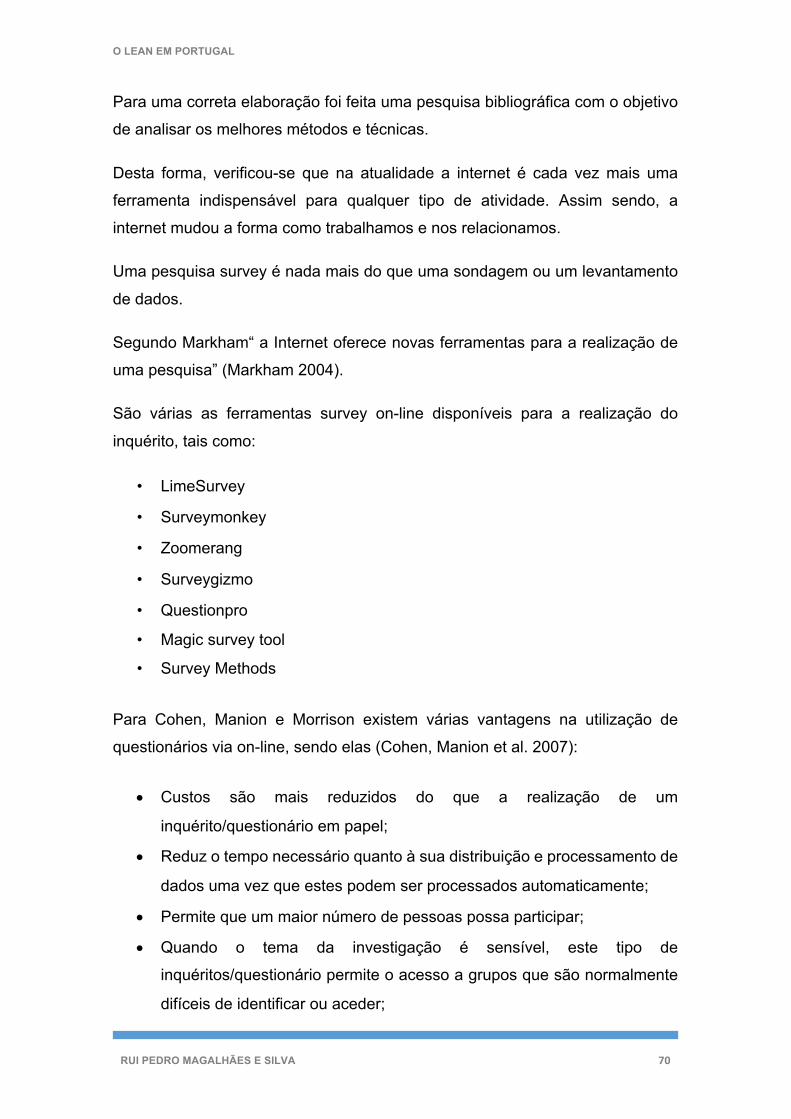
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 70
Para uma correta elaboração foi feita uma pesquisa bibliográfica com o objetivo
de analisar os melhores métodos e técnicas.
Desta forma, verificou-se que na atualidade a internet é cada vez mais uma
ferramenta indispensável para qualquer tipo de atividade. Assim sendo, a
internet mudou a forma como trabalhamos e nos relacionamos.
Uma pesquisa survey é nada mais do que uma sondagem ou um levantamento
de dados.
Segundo Markham“ a Internet oferece novas ferramentas para a realização de
uma pesquisa” (Markham 2004).
São várias as ferramentas survey on-line disponíveis para a realização do
inquérito, tais como:
• LimeSurvey
• Surveymonkey
• Zoomerang
• Surveygizmo
• Questionpro
• Magic survey tool
• Survey Methods
Para Cohen, Manion e Morrison existem várias vantagens na utilização de
questionários via on-line, sendo elas (Cohen, Manion et al. 2007):
• Custos são mais reduzidos do que a realização de um
inquérito/questionário em papel;
• Reduz o tempo necessário quanto à sua distribuição e processamento de
dados uma vez que estes podem ser processados automaticamente;
• Permite que um maior número de pessoas possa participar;
• Quando o tema da investigação é sensível, este tipo de
inquéritos/questionário permite o acesso a grupos que são normalmente
difíceis de identificar ou aceder;
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 71
• Pode constituir uma novidade;
• Os inquéritos/questionários podem ser respondidos de casa ou de
qualquer outro lugar, bastando uma ligação à internet;
• Os inquiridos podem completar o questionário/inquérito quando lhes der
mais jeito;
• O inquérito/questionário não tem de ser completado todo de uma vez;
• As respostas nos inquéritos/questionários on-line apresentam menos
perguntas não respondidas do que os inquéritos/questionários em papel;
• Os erros na entrada e processamento de dados são reduzidos;
• Podem-se adicionar características que tornam o inquérito/questionário
mais atrativo, tais como cores, gráficos, vídeos, etc;
• Pode-se obter uma maior generalização uma vez que os utilizadores da
internet fazem parte de uma população diversificada;
• A participação voluntária leva a uma maior autenticidade nas respostas.
Para o levantamento de dados na elaboração do artigo científico, foi realizado
um questionário de forma independente, não recorrendo às tradicionais
ferramentas survey disponíveis uma vez que estas estão limitadas quanto ao
número de questões a colocar, imagens, cores, hiperligações, vídeos, entre
outros.
Tendo em conta estes aspetos, o questionário foi desenvolvido através do
Google docs.
Através deste, é possível a criação de um formulário sem limite de questões e
há ainda a possibilidade de escolher e descarregar temas de acordo com a
natureza das questões.
Esta ferramenta permite colocar caixas de resposta de texto, texto de parágrafo,
escolha múltipla, caixas de verificação, checklist, escala e grelha.
O questionário pode ser enviado diretamente para os e-mails desejados ou
pode-se optar por enviar somente o link de hiperligação do questionário.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 72
Todas as respostas são enviadas para uma folha de cálculo e quando o utilizador
desejar pode fazer download para o Excel, CSV ou HTML, e tratar os dados, se
assim o achar necessário.
O questionário foi elaborado tendo sempre em conta aspectos fundamentais
para o inquirido, uma vez que a linguagem e o estilo das questões têm uma
importância muito elevada.
Assim sendo, foi necessário um cuidado redobrado na forma como as questões
foram formuladas bem como a apresentação que o questionário iria ter como
aspecto final.
Todas as questões elaboradas passaram por um processo de análise rigoroso
para que não houvesse, por parte de alguns inquiridos, questões que pudessem
achar ambíguas, desinteressantes, irrelevantes ou até mesmo questões de
elevada complexidade.
A cada questão formulada no mesmo questionário, apenas se inclui uma única
questão, pois as questões “double-barrelled”, ou duas questões numa só, pode
fazer com que o inquirido possa perder o raciocínio e ficar confundido.
As questões para este estudo foram desenvolvidas tendo em conta três
princípios:
• Princípio da clareza
• Princípio da coerência
• Princípio da neutralidade
As questões selecionadas para o questionário foram colocadas de forma
estratégica de forma a poder avaliar o lean num aspecto quantitativo, qualitativo e quanto à sua implementação.
As várias questões usadas no questionário foram baseadas nalguns indicadores
de autores como Karlsson e Ahlstrom, e Sanchez e Perez.
Foi também realizada uma análise a questionários lean usados em toda a
Europa, tais como:
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 73
• Automotive Lean Production, Study & Award 2009 (Consult and
Produktion 2009).
• Automotive Lean Production, Learning from the best: “lean” mastery of the
recovery (Consult and Produktion 2011).
• Lean Business Performance Review, 64 Point questionnaire (Solutions
2011).
• Lean in the first line units (Jolley 2011).
• Evaluation of the Lean Approach to Business Management and Its Use in
the Public Sector - A survey of Scottish public sector organizations (Radnor, Walley et al. 2006).
Desta forma, o grupo de questões 1, 2, 3 e 4 teve como objetivo a identificação da empresa que está a responder ao questionário.
A questão número 5 foi a que determinou quais seriam as questões que o
inquirido iria responder, uma vez que era nesta questão que o questionário se
dividia, isto é, se os inquiridos usam lean, seguem uma sequência, se não usam
lean, seguem uma outra sequência de questões.
De forma a identificar o estado lean nas empresas surgem as questões números
7, 8, 9, 10, 13, e 15. Este grupo de questões serviu para apresentas uma
“radiografia” da empresa quanto ao estado atual do lean na mesma.
Como forma de avaliação qualitativa surge o grupo de questões 17, 18, 19, 20,
e 22.1. Com base nestas questões foi possível analisar o grau de importância
que o lean atribui à qualidade nas empresas.
Relativamente à avaliação quantitativa surge o grupo de questões 16, 17, 23,
22.2, 22.3, 22.4 e 22.5. Este grupo possibilitou a obtenção de informações
quanto aos resultados que o lean conduz para as empresas.
No mesmo questionário foram colocadas duas questões, números 14 e 21, para
que os inquiridos pudessem avaliar o lean num estado futuro. Com base nestas
questões foi possível analisar até que ponto os inquiridos acreditam na eficácia
e eficiência do lean.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 74
Quanto à implementação do lean nas empresas e as suas objecções, definiu-se
o grupo de questões números 11 e 12. Este grupo permitiu-nos avaliar quais são
os paradigmas que estão associados relativamente à implementação do lean
nas indústrias em Portugal.
No questionário foram ainda definidas questões com escolha múltipla,
checkboxes e de escalas. As questões foram usadas de forma a simplificar o
questionário para que o inquirido não levasse muito tempo a responder evitando-
se a introdução de texto.
As questões em checkboxes foram usadas para facilitar o inquirido, pois apenas
necessitava de selecionar as opções desejadas. Ao contrário das questões de
escolha múltipla que apenas permitem a seleção única, as questões checkboxes
permitem várias escolhas e até mesmo que todas as repostas sejam
selecionadas de uma só vez.
A figura 1 apresenta um exemplo de uma questão com resposta em caixa de
verificação (checkboxes).
Figura 1: Exemplo de questão checkboxes no questionário lean usado para o estudo
Outros tipos de questões usadas foram as de escolha múltipla. Estas também
tiveram a mesma finalidade da anterior, isto é, facilitar o preenchimento, mas

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 75
neste tipo questões só é permitido selecionar uma única resposta.
A figura 2 apresenta um exemplo de uma questão de escolha múltipla.
Figura 2: Exemplo de questão de escolha múltipla no questionário lean usado para o estudo
As questões de escalas também foram usadas como forma de facilitar o
preenchimento e basearam-se numa escala qualitativa. Considerou-se uma
avaliação negativa o “sem sucesso”, “nada importante” e “muito baixo”. Como
avaliação neutra o “pouco importante”, “neutro” e o “baixo”. Quanto à avaliação
positiva foi usado o “importante” e “muito importante”, “com sucesso” e “com
muito sucesso” e por fim o “alto” e “muito alto”.
A figura 3 apresenta um exemplo de uma questão de escala.
Figura 3: Exemplo questão de escala usada no questionário lean usado para o estudo

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 76
d) Hipóteses
Desta forma, cada vez mais, as grandes empresas estudam o comportamento
das grandes indústrias com propósito de analisar quais foram os objetivos e os
resultados do lean, a sua implementação e em que nível poderemos considerar
que o lean é de facto uma filosofia imprescindível para atingir o sucesso para as
empresas que competem a nível mundial.
Atendendo às exigências do Mercado, as empresas tendem a preocupar-se cada
vez mais com a competitividade. Por esse motivo, o lean está cada vez mais
presente nas grandes empresas de forma a aumentar o seu desenvolvimento e a eliminar todo o tipo de desperdícios.
No questionário realizado procurou-se estudar o nível de progresso lean de forma a podermos saber o nível lean nas empresas.
Também se procurou identificar quais são os fatores que impedem a sua implementação e os argumentos contra as práticas lean.
Desta forma, o tipo de investigação utilizado neste estudo foi a investigação
exploratória que, parindo de um modelo hipotético-dedutivo, composto por
hipóteses, pretende ser confirmatório.
Com base nisto foram definidas as seguintes hipóteses a comprovar:
Qual o grau de aplicabilidade da metodologia lean em Portugal?
Ø H1 - O lean está apenas definido ao setor produtivo?
Ø H2 - O lean é apenas aplicado a empresas de grande dimensão?
Ø H3 - O lean está diretamente ligado à certificação?
Ø H4 - O lean é uma aposta de futuro para aumentar a competividade das
empresas?
Ø H5 - O lean é uma abordagem adequada para a melhoria de negócios a
longo prazo?
Ø H6 - O lean é rejeitado dentro das empresas?
Ø H7 - O lean é comunicado? Como?

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 77
Na base deste estudo um dos grandes objetivos da investigação deste artigo
cientifico foi saber o nível de aplicabilidade da metodologia Lean, e a sua ligação
com os diferentes setores (Produção, Misto e Serviços).
Tendo em conta que existem vários departamentos dentro das empresas,
procurou-se desta forma saber qual ou quais o(s) departamento(s) em que predomina a sua aplicação.
Pretendeu-se também identificar qual o nível de conhecimento das ferramentas
por parte das empresas. Assim sendo, foi possível verificar a nível de
conhecimento quais são as ferramentas e técnicas mais básicas e acessíveis e quais as mais avançadas e complexas usadas pelas empresas.
Com base em indicadores representativos, foi possível analisar e verificar o grau
de importância lean. Pretendeu-se com base neste questionário analisar como é
que o lean foi implementado e como é que o mesmo é visto num cenário futuro.
Os objetivos lean e a sua comunicação também foram estudados e foi possível
analisar o mesmo quanto à qualidade, aos custos diretos e indiretos, quanto ao
tempo, à flexibilidade e quanto aos aspectos humanos e sociais da
implementação de projetos lean.
As questões de investigação que estão subjacentes ao questionário estão
fortemente relacionadas com a eliminação de desperdício, a melhoria contínua,
o sistema de informação vertical, a qualidade, os custos, as equipas
multifuncionais, a flexibilidade e o tempo.
Em cada questão usada procurou-se saber o nível de importância e
conhecimento lean por parte das empresas.
d) Análise dos Dados
Após o inquérito que se realizou utilizando a plataforma Google Forms,
transferiu-se o ficheiro para o Excel.
Foram recolhidas 212 respostas em que dos potenciais inquiridos, responderam

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 78
17,5%, correspondendo a 37 questionários preenchidos pelas várias empresas.
De seguida converteram-se os valores da localização para valores ordinais,
considerando o “nacional” e o “internacional” os algarismos 1 e 2. As variáveis
relativas à dimensão, tipo de certificação usada ou fase de planeamento, foram
convertidas em variáveis ordinais, tendo em conta os intervalos por ordem
ascendente. O mesmo se aplicou às variáveis de “a empresa usa lean?”, “a
empresa é certificada?” ou “já teve formação lean?” em que o “Não” passou a 1
e o “Sim” passou a 2.
De forma a poder estudar as variáveis obtidas através de questões de escolha
múltipla, criamos uma variável para cada item com o valor “1” para quem não
escolheu essa opção e “2” para quem escolheu essa opção.
O questionário foi construído e direcionado para dois tipos de inquiridos, ou seja,
para inquiridos cujas empresas usam o lean e para os inquiridos que não o usam.
Desta forma, as questões para as empresas que usam lean tinham como objetivo
analisar o seu grau de implementação, a sua avaliação e os seus resultados.
Já as questões que estão direcionadas para os inquiridos cujas empresas não
usam lean, visava analisar o porquê da sua não implementação, conhecer as
objecções para a implementação do mesmo e saber qual a perspectiva destas
empresas em relação ao lean.
É possível verificar-se com base na árvore do questionário, conforme a figura 4,
que um primeiro grupo de questões é de âmbito geral para ambos os tipos de
inquiridos. Tratam-se praticamente de questões de identificação, quer por parte
do inquirido como por parte da empresa. Este grupo abrange a questão número
1 até à questão número 6. É precisamente na última questão deste grupo (Nº 6),
que é questionado ao inquirido se a empresa usa lean ou não.
Desta forma, e mediante a resposta dada, o inquirido segue uma estrutura de
inquérito vocacionada para as empresas que usam lean ou uma outra estrutura
para as empresas que não usam lean.
A figura 4 apresenta a árvore do questionário usada no estudo.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 79
Figura 4: Árvore do questionário
1
2
3
4
5
6
7 7
9
10
11
13
14b.
15a.
15b.
16
17a.
17b.
18
14a.
12
8
19
11
12
14b.
15b.
16
17b.
20
21
22 1 2 3 4 5
23

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 80
Em resumo a correspondência entre as questões de investigação deste trabalho
e as perguntas do questionário é apresentada na Tabela 30:
Tabela 1: Correspondência entre as questões de investigação e as perguntas do questionário
As questões de investigação tiveram enorme relevância na validação e
confirmação das hipóteses propostas neste artigo científico.
Questões de Investigação
Perguntas Questionário
Qual o nível de implementação da filosofia lean na indústria portuguesa?
7, 8, 9 10, 13, 15
Qual o nível de aceitação da filosofia lean? 11, 12, 18, 20
Quais as tendências no uso das ferramentas lean? 15a, 15b
Qual nível de penetração do lean na indústria portuguesa?
17, 22.1, 22.2, 22.3, 22.4, 22.5, 23
Qual será a tendência lean no futuro em Portugal? 14a, 14b, 16, 21

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 81
6. CAPÍTULO IV – RRESULTADOS
Questão nº 1 – Empresa nacional ou internacional?
A primeira questão tinha como objetivo saber se a empresa era de origem
portuguesa ou se se tratava de uma empresa internacional.
Foram contatadas empresas nacionais e internacionais que estivessem a operar
em Portugal. Destas empresas, 59% são empresas internacionais e 41%
corresponde a empresas nacionais (gráfico 4).
Gráfico 4: Tipo de Empresa
Questão nº 2 – Área ou ramo industrial?
Para uma analisa mais pormenorizada, questionou-se a área ou o ramo industrial
da empresa. O ramo “Outro”s teve uma percentagem de 27,8%. Esta
percentagem corresponde a empresas de vendas, de serviços, bebidas,
gráficas, louça e porcelanas, entre outras.
Em seguida, com uma percentagem de 13,8%, a área ou o ramo industrial com
mais presença na amostra, é a de Equipamentos Eléctricos (gráfico 5).
41%
59% NacionalInternacional
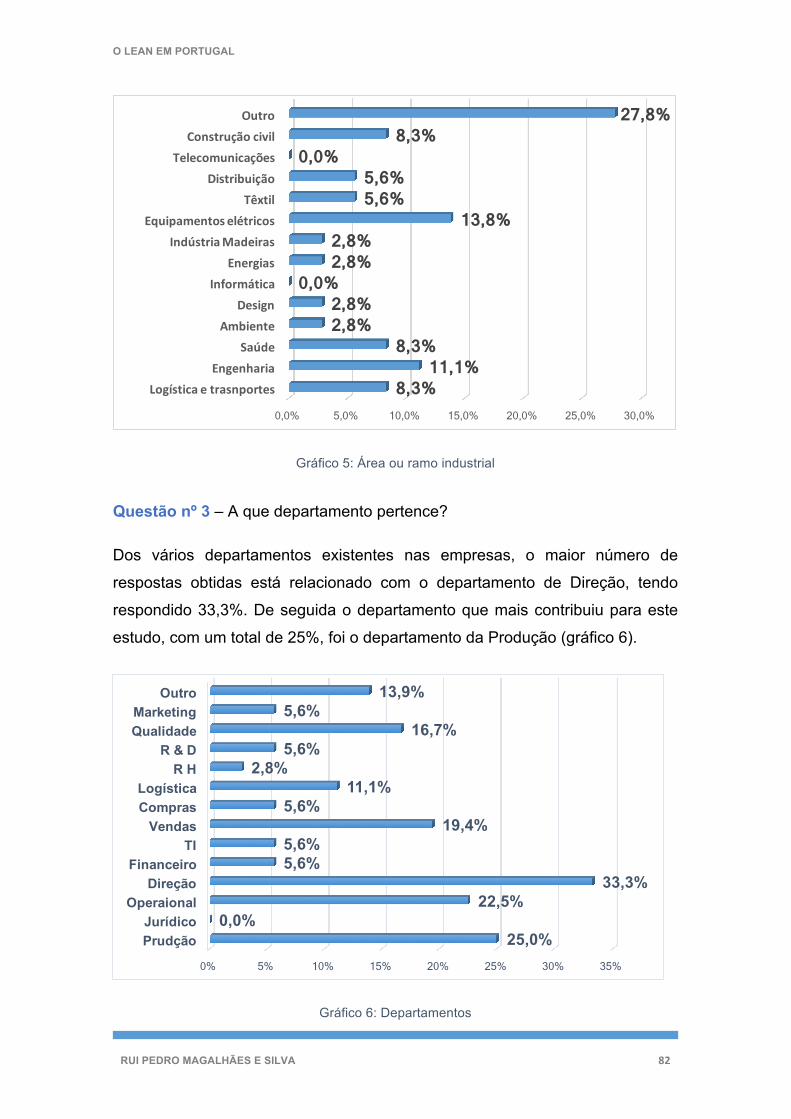
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 82
Gráfico 5: Área ou ramo industrial
Questão nº 3 – A que departamento pertence?
Dos vários departamentos existentes nas empresas, o maior número de
respostas obtidas está relacionado com o departamento de Direção, tendo
respondido 33,3%. De seguida o departamento que mais contribuiu para este
estudo, com um total de 25%, foi o departamento da Produção (gráfico 6).
Gráfico 6: Departamentos
0,0% 5,0% 10,0% 15,0% 20,0% 25,0% 30,0%
LogísticaetrasnportesEngenharia
SaúdeAmbiente
DesignInformática
EnergiasIndústriaMadeiras
EquipamentoselétricosTêxtil
DistribuiçãoTelecomunicações
ConstruçãocivilOutro
8,3% 11,1%
8,3% 2,8% 2,8%
0,0% 2,8% 2,8%
13,8% 5,6% 5,6%
0,0% 8,3%
27,8%
0% 5% 10% 15% 20% 25% 30% 35%
PrudçãoJurídico
OperaionalDireção
FinanceiroTI
VendasComprasLogística
R HR & D
QualidadeMarketing
Outro
25,0%0,0%
22,5%33,3%
5,6%5,6%
19,4%5,6%
11,1%2,8%
5,6%16,7%
5,6%13,9%

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 83
Questão nº 4 - Número de colaboradores?
Esta questão tinha como objetivo determinar a dimensão da empresa. Com um
total de 37,8%, encontravam-se as grandes empresas e 32,4% eram médias
empresas. As pequenas empresas representavam 16,2% da amostra e as
microempresas 13,5% (gráfico 7).
Gráfico 7: Número de colaboradores – classificação empresa
Questão nº 5 – A empresa é certificada?
Esta questão teve como objetivo saber se as empresas que usavam lean eram
apenas empresas certificadas.Constatou-se que 67,7% das empresas da
amostra são certificadas (gráfico 8).
Gráfico 8: Certificação de empresas
0% 5% 10% 15% 20% 25% 30% 35% 40%
> 250
50 - 249
10 - 49
< 10
37,8%
32,4%
16,2%
13,5%
67%
33%
SimNão

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 84
Questão nº 6 – A empresa usa Lean?
Com um total de 71,4%, pode-se verificar que uma grande parte das empresas
a operar em Portugal, já implementaram a filosofia Lean (gráfico 9).
Gráfico 9: Empresas com e sem Lean
Após esta análise, fez-se um cruzamento de respostas entre as empresas que
usam lean ou não, e as empresas que são ou não certificadas. Foi possível
verificar que 51,5% das empresas são certificadas e usam lean (gráfico 10).
Gráfico 10: Empresas com ou sem certificação vs empresas com ou sem lean
Questão nº 7 – Já teve formação Lean?
Nesta questão foi possível verificar que apenas uma empresa da nossa amostra,
usa lean e não teve formação, e uma outra empresa que não usa lean e teve
71%
29%
SimNão
0% 10% 20% 30% 40% 50% 60%
Certificada com Lean
Certificada sem Lean
Não Certificada com Lean
Não Certificada sem Lean
51,5%
12,1%
9,1%
27,3%

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 85
formação. Esta situação está fortemente relacionada com os departamentos,
uma vez que nem todos os departamentos usam lean, e no caso da empresa
que respondeu que já teve formação lean e cuja empresa não usa lean, significa
que a formação que teve foi obtida numa empresa anterior à atual (gráfico 11).
Gráfico 11: Formação Lean
Questão nº 8 – Há quanto tempo foi introduzido a filosofia Lean na empresa?
Com base neste estudo, podemos verificar que 24% das empresas que operam
em Portugal, implementaram a filosofia lean num período aproximado de 3 anos
atrás e 20% há cerca de 2 anos. Foi possível constatar que o lean no nosso país
ainda é recente (gráfico 12).
Gráfico 12: Média em anos de introdução aos princípios lean
67%
33%
SimNão
0% 5% 10% 15% 20% 25%
123456789
> 10
16%20%
24%16%
12%4%
0%4%4%
0%

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 86
Questão nº 9 – Em que fase de progresso Lean se encontra a empresa?
A fase de progresso que liderou a amostra foi a fase intermédia com um total de
48%. Este valor não é de todo surpreendente uma vez que na questão anterior
era questionado há quantos anos tinha sido implementado o lean, tendo-se
verificado que se trata de um período recente (gráfico 13).
Gráfico 13: Fase de progresso lean
Questão nº 10 – A empresa tem necessidade de melhorar as práticas Lean
atuais?
Com base nesta questão, 56% das empresas a operar em Portugal acha que
precisam de intensificar as suas práticas lean atuais. Tendo em conta que, na
maior parte das empresas que usam lean, os princípios e ferramentas foram
introduzidos há cerca de 3 anos atrás, este resultado é perfeitamente
compreensível (gráfico 14).
13%13%
48%
26%
Fase planeamento
Fase introdução
Fase intermédia
Fase avançada

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 87
Gráfico 14: Necessidade de melhorar as práticas lean
Questão nº 11 – Que fatores impedem a implementação da filosofia Lean na
empresa?
O fator principal que impede a introdução do lean, foi o de Recursos Financeiros
com 61,1%. Logo de seguida, o fator que teve mais significância foi a Gestão de
Topo, o que representa 47,2%. Com 27,8% está como razão o Layout da
empresa, e com a mesma percentagem estão as empresas que não
encontraram qualquer fator que impedisse a implementação do Lean na
empresa - Inexistentes. (gráfico 15).
Gráfico 15: Fatores que impedem a introdução do lean
56%
12%
32%
SimNãoNão Sabe
0% 10% 20% 30% 40% 50% 60% 70%
Gestão de topo
Gestão intermédia
Incompatibilidade com os …
Recursos financeiros
Layout da empresa
Outros
Inexistentes
47,2%
11,1%
16,7%
61,1%
27,8%
22,2%
27,8%

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 88
Questão nº 12 – Que argumentos contra as práticas Lean são ouvidos na
empresa?
Dos argumentos apresentados, o que maior relevância teve como forma de
entrave foi “Não há orçamento” com um total de 48,6% das empresas, quer usem
lean ou não. Imediatamente a seguir, o argumento mais referido na empresa foi
o “Não há tempo” com um total de 43,2% (gráfico 16).
Gráfico 16: Argumentos contra as práticas lean
Questão nº 13 – Que departamentos aplicam a metodologia Lean?
Com um total de 50%, o departamento mais referido com a aplicação da
metodologia lean, foi o da produção. Este resultado já era esperado pois é aqui
que surgem os maiores desperdícios das empresas, quer a nível de tempo,
movimento, transporte, entre outros. Logo a seguir, encontra-se o departamento
da qualidade com 46,7%, o departamento da logística com 43,3% e o
operacional com 40%. (gráfico 17).
0% 5% 10% 15% 20% 25% 30% 35% 40% 45% 50%
"Lean é apenas uma nova tendência"
"Não há problemas a resolver"
"Apesar da tentavida de melhoria, voltaremos ao mesmo"
"não há orçamento"
Não há tempo"
Outro
"Não há argumentos contra as práticas Lean"
21,6%
29,7%
18,9%
48,6%
43,2%
13,5%
21,6%

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 89
Gráfico 17: Departamentos que aplicam a metodologia lean
Questão nº 14.a – Acredita que o Lean ajuda a empresa a tornar-se mais
competitiva?
Esta questão foi colocada apenas às empresas que usam Lean, apesar de
algumas empresas que não usam Lean terem respondido à questão. É possível
verificar-se uma maioria, com 76% das empresas que acreditam que o Lean
ajuda a empresa a incrementar a sua competitividade no mercado (gráfico 18).
Gráfico 18: Lean e a competitividade, (Empresas com lean)
0% 5% 10% 15% 20% 25% 30% 35% 40% 45% 50%
ProduçãoQualidadeFinanceiroMarketingLogísticaCompras
VendasRecurso Humanos
Investigação e DesenvolvimentoOperacional
DireçãoJurídico
OutroTodos os departamentos
Nennum
50,0%46,7%
10,0%13,3%
43,3%20,0%
10,0%13,3%
23,3%40,0%
13,3%0,0%
10,0%26,7%
13,3%
76%
15%9%
SimNãoNão sabe

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 90
Questão nº 14.b - Acredita que o Lean ajudará a empresa a tornar-se mais
competitiva?
Esta questão foi dirigida somente às empresas que não usam lean, mas como
aconteceu na questão anterior, algumas empresas que não usam Lean
acabaram também por responder a este ponto. Com 61% das empresas,
acredita que o Lean as ajudará a tornar-se mais competitiva. Apesar da grande
maioria, algumas empresas ainda não acreditam na mais valia que o Lean traria
à sua empresa, com 21% a responderam Não, e 18% Não sabe. (gráfico 19).
Gráfico 19: Lean e a competitividade, (Empresas sem lean)
Questão nº15.a - Quais as ferramentas e técnicas Lean que a empresa usa?
De entre as empresas que usam lean, a ferramenta mais usada nas empresas
foi a ferramenta dos 5’s o que corresponde a 88% de todas as ferramentas
apresentadas. De seguida as mais populares é a Gestão Visual com 80% e a
KAIZEN com 72%. As ferramentas Diagrama de Pareto e a SMED (Single Minute
Exchange of Dies) com 60%. Diagrama de causa e efeito e 7 Desperdícios
tiveram um total de 52%, logo seguida da Standard Work/Normalização com
48% e Balanced Scorecard com 40%. Como ferramenta cujas empresas menos
conhecem, encontra-se o OEE (Overall Equipment Efficiency) com somente 4%
logo seguida da Heijjunka e TPM com 8%. (gráfico 20).
61%21%
18%
SimNãoNão sabe

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 91
Gráfico 20: Ferramentas e técnicas usadas pelas empresas que usam lean
Questão nº 15.b – Quais as ferramentas e técnicas Lean que conhece?
Esta questão foi dirigida aos inquiridos das empresas que usam e não usam
lean. Tal como na questão anterior, dirigida às empresas que usam lean, as
ferramentas dos 5’s e KAIZEN foram as que tiveram uma percentagem maior em
relação às restantes, ferramenta KAIZEN 80,6% e os 5’S 74,2%. Perto destas,
encontram-se o SMED (Single Minute Exchange of Dies) com 64,5% e o
Diagrama de Pareto com 61,3%. Com pior resultado encontra-se o Jidoka com
4%, em que as empresas quase ouviram falar (gráfico 21).
0% 10% 20% 30% 40% 50% 60% 70% 80% 90%
Balanced ScorecardValue Stream Mapping
7 desperdícios5'S
Poka-YokeFMEA (Failure Mode and Effects Analysis)
QFD (Quality Function Deployment)Standard Work/Normalçização
TPMGestão visual
Diagrama de paretoDiagrama cuasa efeito
PDCAHeijunka
JidokaKanban
SMED (Single Minute Exchange of Dies)Six Sigma
OEE (Overall Equipment Efficiency)DMAIC (Define, Measure, Analyse, …
DOE (design of Experiments)JIT (Just-in-time)
KAIZENTPS (Toyota Production System)TQM (Total Quality Management)
Outro
40%32%
52%88%
12%12%
16%48%
8%80%
60%52%
20%8%
12%28%
60%36%
4%12%12%
32%72%
20%20%
4%

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 92
Gráfico 21: Ferramentas e técnicas usadas pelas empresas que não usam lean
Questão nº 16 - Como vê a importância do Lean no futuro?
Quanto à importância atribuída pelas empresas, usando Lean ou não, 83,3% têm
tendência a aumentar para as empresas que operam em Portugal. Apenas duas
- 6,7% das empresas considerou que o nível de importância tem tendência a
diminuir. (gráfico 22)
0% 10% 20% 30% 40% 50% 60% 70% 80% 90%
Balanced ScorecardValue Stream Mapping
7 desperdícios5'S
Poka-YokeFMEA (Failure Mode and Effects Analysis)
QFD (Quality Function Deployment)Standard Work/Normalçização
TPMGestão visual
Diagrama de paretoDiagrama cuasa efeito
PDCAHeijunka
JidokaKanban
SMED (Single Minute Exchange of Dies)Six Sigma
OEE (Overall Equipment Efficiency)DMAIC (Define, Measure, Analyse, …
DOE (design of Experiments)JIT (Just-in-time)
KAIZENTPS (Toyota Production System)TQM (Total Quality Management)
Outro
38,7%19,4%
29,0%74,2%
32,3%12,9%
16,1%16,1%
9,7%32,3%
61,3%16,1%
19,4%19,4%
4,0%12,9%
64,5%22,6%
35,5%12,9%
9,7%38,7%
80,6%38,7%
12,9%6,5%

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 93
Gráfico 22: Importância do lean no futuro
Questão nº 17.a - Para a empresa, quais foram os principais objetivos do Lean?
Os objetivos que tiveram uma maior relevância para as empresas que usam lean,
foram “Reduzir os custos” com 63%. Muito próximos estão, “Aumentar a
qualidade” com 48,1%, Melhorias de flexibilidade com 44,4% e Satisfação do
cliente com 40,7%. O fator menos considerado, sendo assim o menos
importante, foi o “Benefícios culturais” com 11,1% Não considerando o fator
“Outros” que não se obtiveram nas respostas quais eram. (gráfico 23).
Gráfico 23: Principais objetivos do lean para as empresas que usam
83%
10%7%
AumentaDiminuiConstante
0% 10% 20% 30% 40% 50% 60% 70%
Reduzir custos
Melhorias da satisfação do cliente
Melhorias de flexibilidade
Aumentar a motivaçaõ dos …
Redução do Lead Time
Aumentar a qualidade
Benefícios culturais
Outros
63,0%
40,7%
44,4%
25,9%
37,0%
48,1%
11,1%
7,4%
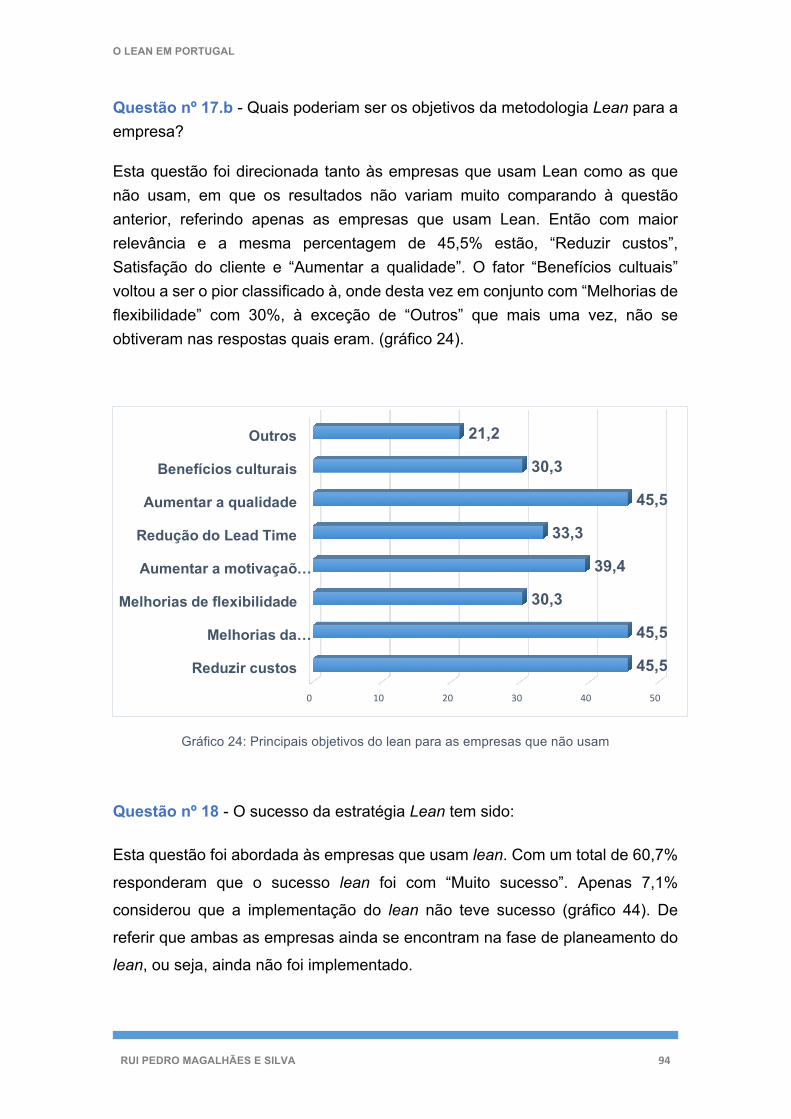
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 94
Questão nº 17.b - Quais poderiam ser os objetivos da metodologia Lean para a empresa?
Esta questão foi direcionada tanto às empresas que usam Lean como as que não usam, em que os resultados não variam muito comparando à questão anterior, referindo apenas as empresas que usam Lean. Então com maior relevância e a mesma percentagem de 45,5% estão, “Reduzir custos”, Satisfação do cliente e “Aumentar a qualidade”. O fator “Benefícios cultuais” voltou a ser o pior classificado à, onde desta vez em conjunto com “Melhorias de flexibilidade” com 30%, à exceção de “Outros” que mais uma vez, não se obtiveram nas respostas quais eram. (gráfico 24).
Gráfico 24: Principais objetivos do lean para as empresas que não usam
Questão nº 18 - O sucesso da estratégia Lean tem sido:
Esta questão foi abordada às empresas que usam lean. Com um total de 60,7%
responderam que o sucesso lean foi com “Muito sucesso”. Apenas 7,1%
considerou que a implementação do lean não teve sucesso (gráfico 44). De
referir que ambas as empresas ainda se encontram na fase de planeamento do
lean, ou seja, ainda não foi implementado.
0 10 20 30 40 50
Reduzir custos
Melhorias da …
Melhorias de flexibilidade
Aumentar a motivaçaõ …
Redução do Lead Time
Aumentar a qualidade
Benefícios culturais
Outros
45,5
45,5
30,3
39,4
33,3
45,5
30,3
21,2

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 95
Gráfico 25: Sucesso da estratégia lean
Questão nº 19 – Como é que o progresso Lean é comunicado na empresa?
O progresso lean, na maioria das empresas que o usam, é comunicado através
de “Reuniões em Equipa” com 73,1% e logo de seguida através de
“Quadros/Painéis de informação” com 69,2%. Nenhuma das empresas
considerou que o progresso Lean “Não é comunicado” – 0% (gráfico 25).
Gráfico 26: Comunicação do progresso lean
61%21%
11%7%
Muito sucesso
Sucesso
Nem sucesso nem insucesso
Sem sucesso
0% 10% 20% 30% 40% 50% 60% 70% 80%
Reuniões em equipa
Reuniões individuais
Memo
Intranet
Quadros/Paineis informativos
Jornal/Revista interna
Não é comunicado
Newsletters
Outro
73,1%
38,5%
15,4%
30,8%
69,2%
34,6%
0,0%
11,5%
11,5%

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 96
Questão nº 20 - Como classifica o grau de importância dos seguintes campos Lean?
Os campos lean cujo grau de importância tem mais relevância para as empresas
que usam o lean, são todos à exceção do campo “Desafiar e incentivar os
fornecedores”.
De referir que 59,4% das empresas que usam o lean, classificam este campo
abaixo de muito importante, em que 2,7 consideram mesmo “Nada importante”
(gráfico 26).
Gráfico 27: Campos lean e o grau de importância
Questão nº 21 - Considera que a metodologia Lean é uma abordagem de
melhoria de negócios sustentáveis a longo prazo para a empresa?
Nesta questão, de todas as empresas que usam lean, responderam “Sim” o que
corresponde a 93%, sendo uma maioria absoluta. (gráfico 27).
59,5%
48,6%
32,4%
51,4%
13,5%
51,4%
12,5%
18,9%21,6%
13,5%
37,8%
21,6%
0,0% 0,0%
13,5%
2,7%
18,9%
0,0%0,0% 0,0%2,7%
0,0%2,7%
0,0%0%
10%
20%
30%
40%
50%
60%
70%
Melhoria contínua
Otimização de processos
Organização de
aprendizagem
Desafiar e incentivar os funcionários
Desafiar e incentivar os fornecedores
Estratégia da empresa a
longo prazo
Muito importante
Importante
Pouco importente
Nada importante

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 97
Gráfico 28: Abordagem de melhoria de negócios sustentáveis a longo prazo
Questão nº 22.1 - Para cada um dos seguintes objetivos, avalie os resultados
individuais numa escala quanto ao sucesso do Lean:
Qualidade - Quanto ao sucesso Lean relativamente à qualidade, o objetivo que
mais empresas classificaram com “Muito sucesso” a este nível, foi o de “Melhoria
do trabalho em equipa”, com 55%, seguido de Eliminar desperdício com 40,5%.
De referir que 29,7% das empresas que usam lean, classificam de “Neutro” a
“Melhoria da fiabilidade dos equipamentos” (gráfico 29).
Gráfico 29: Resultados individuais do sucesso lean (quanto à qualidade)
93%
7%
SimNão
40,5%
55,0%
21,6% 21,6%21,6%18,9% 18,9%
18,9%
5,4%2,7%
29,7%
21,6%
0,0% 0,0%
8,1%
0%
10%
20%
30%
40%
50%
60%
Eliminar desperdício
Melhoria do trabalho em
equipa
Melhoria da fiabilidade dos equipamentos
Reduzir a manutenção programada
Com Muito Sucesso
Com Sucesso
Neutro
Sem Sucesso
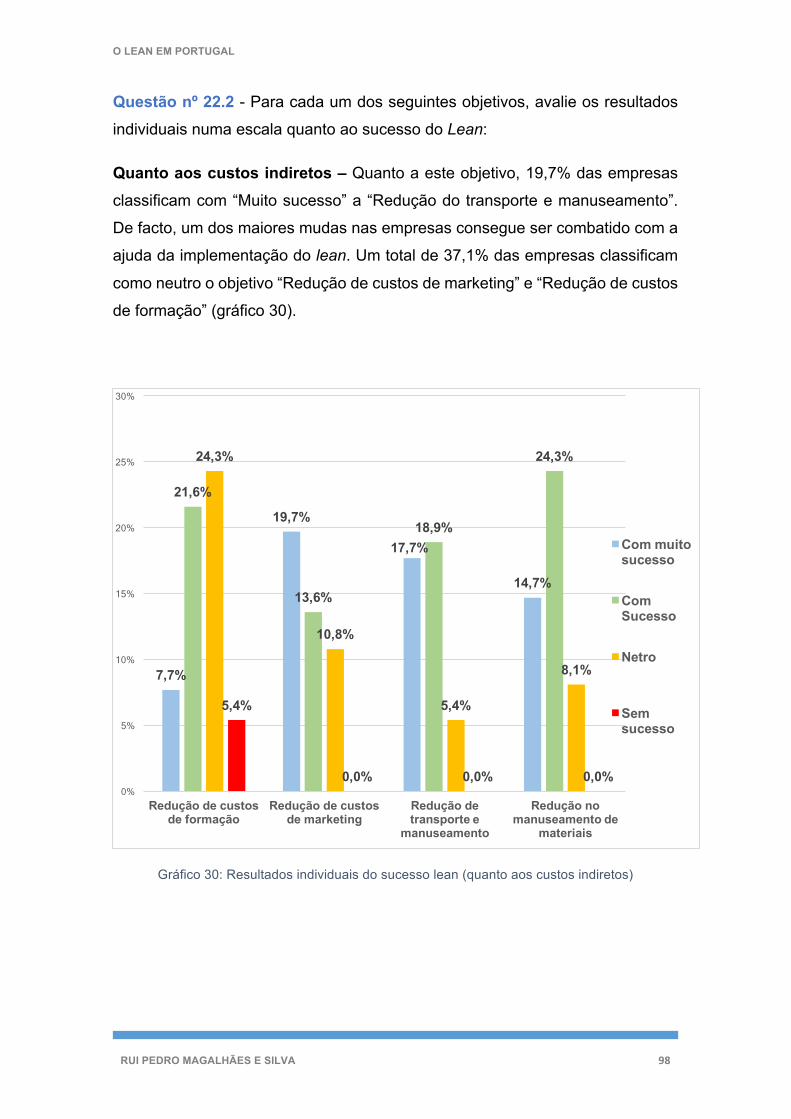
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 98
Questão nº 22.2 - Para cada um dos seguintes objetivos, avalie os resultados
individuais numa escala quanto ao sucesso do Lean:
Quanto aos custos indiretos – Quanto a este objetivo, 19,7% das empresas
classificam com “Muito sucesso” a “Redução do transporte e manuseamento”.
De facto, um dos maiores mudas nas empresas consegue ser combatido com a
ajuda da implementação do lean. Um total de 37,1% das empresas classificam
como neutro o objetivo “Redução de custos de marketing” e “Redução de custos
de formação” (gráfico 30).
Gráfico 30: Resultados individuais do sucesso lean (quanto aos custos indiretos)
7,7%
19,7%
17,7%
14,7%
21,6%
13,6%
18,9%
24,3%24,3%
10,8%
5,4%
8,1%
5,4%
0,0% 0,0% 0,0%0%
5%
10%
15%
20%
25%
30%
Redução de custos de formação
Redução de custos de marketing
Redução de transporte e
manuseamento
Redução no manuseamento de
materiais
Com muito sucesso
Com Sucesso
Netro
Sem sucesso
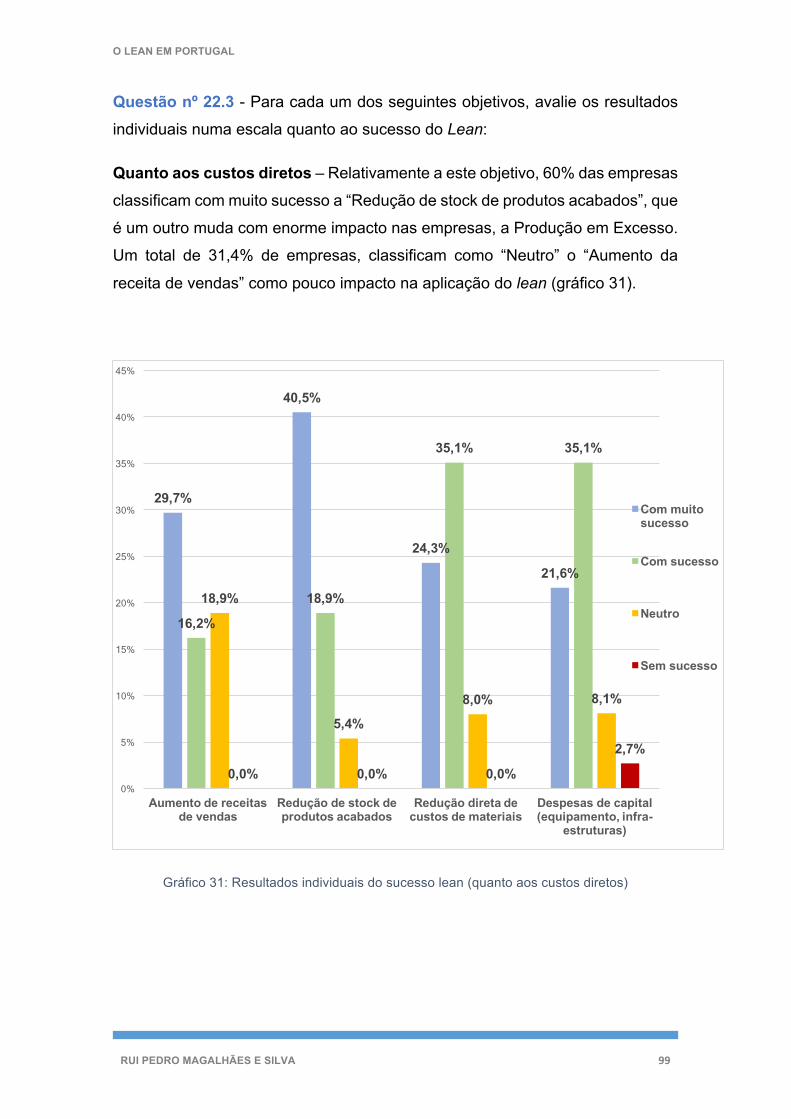
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 99
Questão nº 22.3 - Para cada um dos seguintes objetivos, avalie os resultados
individuais numa escala quanto ao sucesso do Lean:
Quanto aos custos diretos – Relativamente a este objetivo, 60% das empresas
classificam com muito sucesso a “Redução de stock de produtos acabados”, que
é um outro muda com enorme impacto nas empresas, a Produção em Excesso.
Um total de 31,4% de empresas, classificam como “Neutro” o “Aumento da
receita de vendas” como pouco impacto na aplicação do lean (gráfico 31).
Gráfico 31: Resultados individuais do sucesso lean (quanto aos custos diretos)
29,7%
40,5%
24,3%
21,6%
16,2%
18,9%
35,1% 35,1%
18,9%
5,4%
8,0% 8,1%
0,0% 0,0% 0,0%
2,7%
0%
5%
10%
15%
20%
25%
30%
35%
40%
45%
Aumento de receitas de vendas
Redução de stock de produtos acabados
Redução direta de custos de materiais
Despesas de capital (equipamento, infra-
estruturas)
Com muito sucesso
Com sucesso
Neutro
Sem sucesso
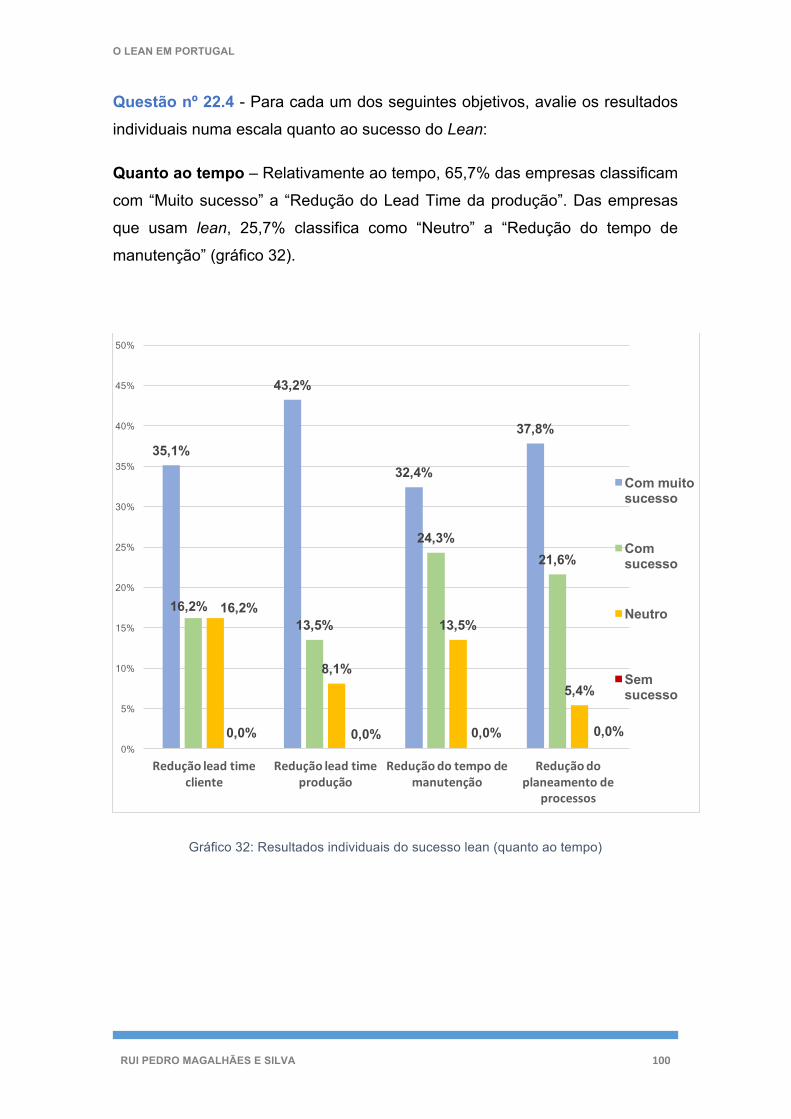
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 100
Questão nº 22.4 - Para cada um dos seguintes objetivos, avalie os resultados
individuais numa escala quanto ao sucesso do Lean:
Quanto ao tempo – Relativamente ao tempo, 65,7% das empresas classificam
com “Muito sucesso” a “Redução do Lead Time da produção”. Das empresas
que usam lean, 25,7% classifica como “Neutro” a “Redução do tempo de
manutenção” (gráfico 32).
Gráfico 32: Resultados individuais do sucesso lean (quanto ao tempo)
35,1%
43,2%
32,4%
37,8%
16,2%13,5%
24,3%21,6%
16,2%
8,1%
13,5%
5,4%
0,0% 0,0% 0,0% 0,0%0%
5%
10%
15%
20%
25%
30%
35%
40%
45%
50%
Reduçãoleadtimecliente
Reduçãoleadtimeprodução
Reduçãodotempodemanutenção
Reduçãodoplaneamentode
processos
Com muito sucesso
Com sucesso
Neutro
Sem sucesso

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 101
Questão nº 22.5 - Para cada um dos seguintes objetivos, avalie os resultados
individuais numa escala quanto ao sucesso do Lean:
Quanto à flexibilidade - 54,3% das empresas classificam com “Muito sucesso”
o “Aumento da capacidade individual das máquinas/células de fabrico ou linha
de produção” e “Número de produtos diferentes produzidos numa
máquina/célula de fabrico ou linha de produção”. Como “Neutro”, 28,6% das
empresas classificam como menor impacto da aplicação do lean o “Aumento do
volume individual de vendas” (gráfico 33).
Gráfico 33: Resultados individuais do sucesso lean (quanto à flexibilidade)
32,4%
37,8% 37,8%
32,4%
16,2% 16,2%18,9% 18,9%18,9%
8,1%10,8%
16,2%
0,0%
5,4%2,7% 2,7%
0%
5%
10%
15%
20%
25%
30%
35%
40%
Aumento do volume individual de vendas
Aumentar a capacidade individual das máquinas/células de fabrico ou linhas
de produção
Aumentar a flexibilidade para
mudar o layout dos produtos consoante
as necessidades
Número de produtos diferentes
produzidos numa máquina/célula de fabrico ou linha de
produção
Com muito sucesso
Com sucesso
Neutro
Sem sucesso
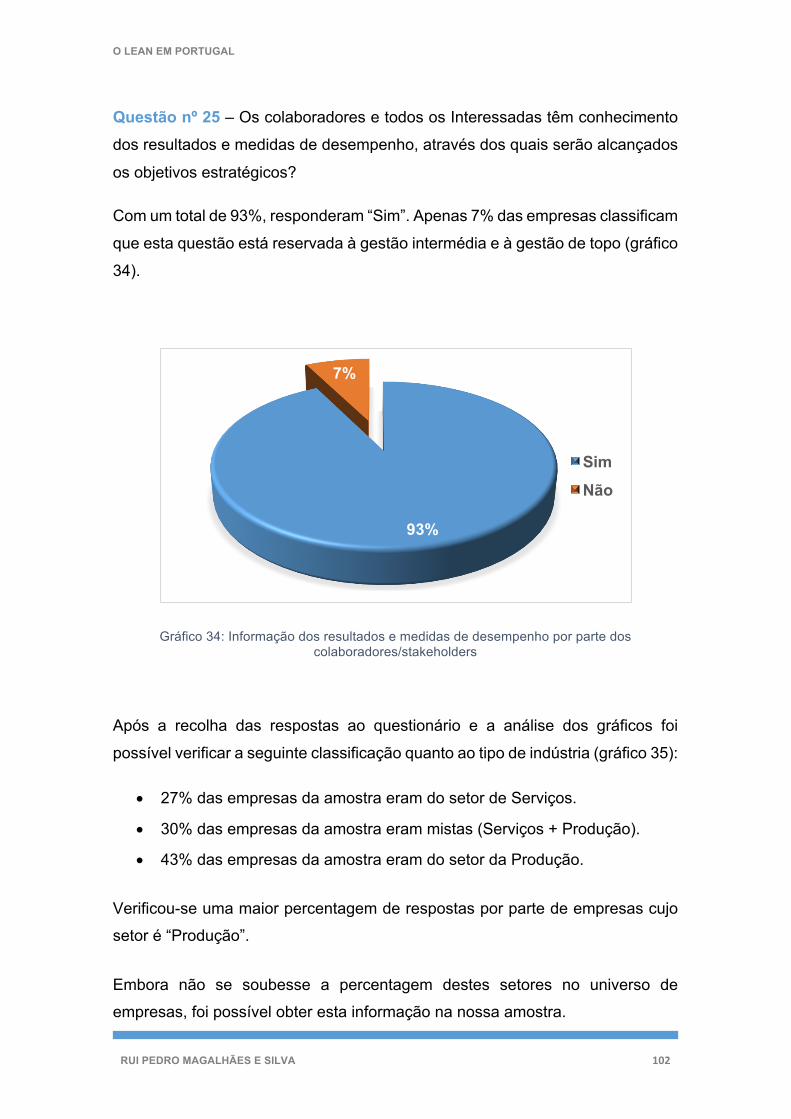
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 102
Questão nº 25 – Os colaboradores e todos os Interessadas têm conhecimento
dos resultados e medidas de desempenho, através dos quais serão alcançados
os objetivos estratégicos?
Com um total de 93%, responderam “Sim”. Apenas 7% das empresas classificam
que esta questão está reservada à gestão intermédia e à gestão de topo (gráfico
34).
Gráfico 34: Informação dos resultados e medidas de desempenho por parte dos colaboradores/stakeholders
Após a recolha das respostas ao questionário e a análise dos gráficos foi
possível verificar a seguinte classificação quanto ao tipo de indústria (gráfico 35):
• 27% das empresas da amostra eram do setor de Serviços.
• 30% das empresas da amostra eram mistas (Serviços + Produção).
• 43% das empresas da amostra eram do setor da Produção.
Verificou-se uma maior percentagem de respostas por parte de empresas cujo setor é “Produção”.
Embora não se soubesse a percentagem destes setores no universo de empresas, foi possível obter esta informação na nossa amostra.
93%
7%
SimNão

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 103
Gráfico 35: Classificação das empresas por setores
Dos inquiridos, o departamento a que pertencem e aquele que teve maior
percentagem foi o departamento de direção com 30,3% e logo de seguida o
departamento da produção com 25% (gráfico 36).
Gráfico 36: Gráfico de distribuição de departamentos
43%
27%
30%
ProduçãoServiçosMisto
0% 5% 10% 15% 20% 25% 30% 35%
PrudçãoJurídico
OperaionalDireção
FinanceiroTI
VendasComprasLogística
R HR & D
QualidadeMarketing
Outro
25,0%0,0%
22,5%33,3%
5,6%5,6%
19,4%5,6%
11,1%2,8%
5,6%16,7%
5,6%13,9%
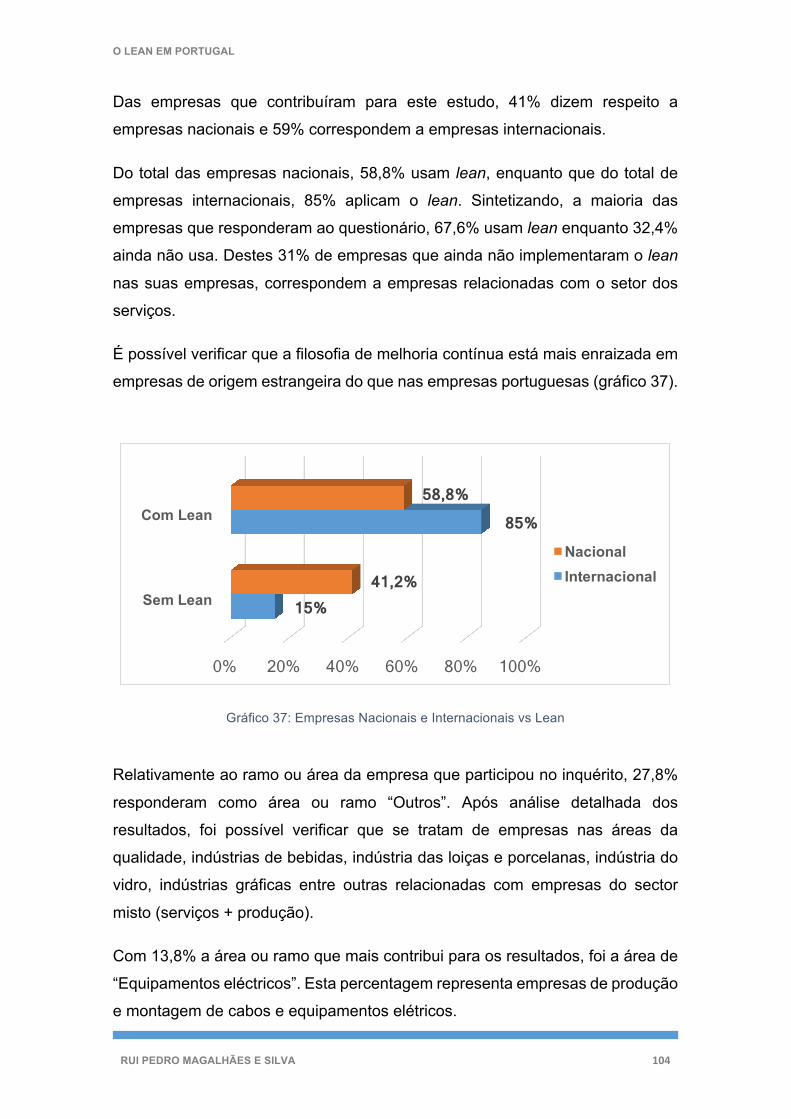
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 104
Das empresas que contribuíram para este estudo, 41% dizem respeito a
empresas nacionais e 59% correspondem a empresas internacionais.
Do total das empresas nacionais, 58,8% usam lean, enquanto que do total de
empresas internacionais, 85% aplicam o lean. Sintetizando, a maioria das
empresas que responderam ao questionário, 67,6% usam lean enquanto 32,4%
ainda não usa. Destes 31% de empresas que ainda não implementaram o lean
nas suas empresas, correspondem a empresas relacionadas com o setor dos
serviços.
É possível verificar que a filosofia de melhoria contínua está mais enraizada em
empresas de origem estrangeira do que nas empresas portuguesas (gráfico 37).
Gráfico 37: Empresas Nacionais e Internacionais vs Lean
Relativamente ao ramo ou área da empresa que participou no inquérito, 27,8%
responderam como área ou ramo “Outros”. Após análise detalhada dos
resultados, foi possível verificar que se tratam de empresas nas áreas da
qualidade, indústrias de bebidas, indústria das loiças e porcelanas, indústria do
vidro, indústrias gráficas entre outras relacionadas com empresas do sector
misto (serviços + produção).
Com 13,8% a área ou ramo que mais contribui para os resultados, foi a área de
“Equipamentos eléctricos”. Esta percentagem representa empresas de produção
e montagem de cabos e equipamentos elétricos.
0% 20% 40% 60% 80% 100%
Sem Lean
Com Lean
15%
85%
41,2%
58,8%
NacionalInternacional

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 105
Quanto à dimensão das empresas foi possível verificar uma forte presença nas
grandes e médias empresas (gráfico 38).
Gráfico 38: Classificação quanto à dimensão das empresas
Das microempresas, nenhuma delas é certificada nem usa lean.
Para verificar se existe uma ligação entre as empresas certificadas e as
empresas que usam o lean, foi possível retirar os seguintes resultados (gráfico
39):
• 81,3% das empresas da amostra que são certificadas usam lean.
• 43,7 % das empresas da amostra que não são certificadas usam lean.
Desta forma, podemos inferir que as empresas que são certificadas atribuem
uma conotação muito positiva ao uso do lean, começando a adotar esta filosofia
nas suas empresas, como sendo uma filosofia fundamental para eliminar o
desperdício e aumentar a qualidade.
14% 16%
32%
38% Micro Empresas
Pequenas Empresas
Médias Empresas
Grandes Empresas

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 106
Gráfico 39: Lean vs Certificação
Fazendo uma análise quanto ao uso do lean pelos diferentes setores,
verificamos o seguinte cenário (gráfico 40):
• Empresas na amostra que operam no setor da produção, 69,2% usa lean
• Empresas na amostra que operam no setor misto (serviços + produção),
72,7% usam lean.
• Empresas na amostra que operam no setor dos serviços, 58,3% usa lean.
Gráfico 40: Lean por setores
81,3%
18,7%
43,7%
56,3%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
Lean Sem Lean
Certificada
Não certificada
69,2%72,7%
58,3%
30,8%27,3%
41,7%
0%
10%
20%
30%
40%
50%
60%
70%
80%
Produção Misto Serviços
Com Lean
Sem Lean

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 107
Tendo em conta os resultados, é possível apurar que o setor onde prevalece a
implementação do lean é o setor misto (serviços mais produção), onde se
encontram empresas ligadas ao ramo da engenharia (elevadores, escadas
rolantes, ascensores, entre outros) e empresas da área dos componentes elétricos.
Das empresas que já implementaram o lean, a larga maioria teve formações específicas do lean.
Foi possível verificar num caso especifico que apesar da empresa usar lean e o
inquirido ter respondido que não teve formação, isso pode estar relacionado com
o seu departamento, uma vez que o lean não é aplicado a todos os
departamentos.
Relativamente ao tempo de implementação do lean nos diferentes setores,
verificou-se que o sector da produção, foi o que em média implementou o lean
há mais tempo, uma média de 5,27 anos (gráfico 41).
Gráfico 41: Média de tempo em anos de implementação lean
Fazendo uma análise por antiguidade, constatou-se que:
• 68,6% das empresas na amostra já conhece o lean há menos de 5 anos.
• 25,7% das empresas na amostra já conhece o lean entre 5 e 10 anos.
• 5,7% das empresas na amostra já conhece o lean há mais de 10 anos.
4,13anos
3,4anos
2,3anos
ProduçãoMistoServiços

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 108
Analisando a fase de progresso do lean das empresas inquiridas, 51% destas
encontra-se na fase intermédia.
Das empresas que se encontram na fase avançada 53,3% diz respeito a
empresas do sector da produção (gráfico 42). São nas empresas deste sector
que se verificou uma elevada taxa de implementação do lean, o que por sua vez,
faz com que estejam em melhoria constante de forma a aperfeiçoarem técnicas
e métodos para a obtenção dos resultados desejados.
Numa análise mais detalhada verificou-se que:
• Setor da Produção – 44,5% encontra-se na fase avançada e 33,3% na
fase intermédia e 11,1 na fase de planeamento e produção.
• Setor Misto – 50% encontra-se na fase intermédia e 20 na fase avançada
e planeamento e 10% em fase de introdução.
• Setor de Serviços - 20% encontra-se na fase de introdução e 80% na fase
intermédia.
Gráfico 42: Progresso lean por setor
Quanto à intensificação das práticas lean atuais nas empresas, obtiveram-se os
seguintes resultados por sectores, para as empresas que sentem necessidade
de intensificação:
• Produção - 31,6% das empresas na amostra do sector da produção, diz
que precisam de intensificar e melhorar as práticas lean atuais.
11,1%20,0%
0,0%
11,1% 10,0%
20,0%
33,3%
50,0%
80,0%
44,5%
20,0%
0,0%0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
Produção Misto Serviços
PlaneamentoIntroduçãoIntermédiaAvançada
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 109
• Misto (Serviços + Produção) - 47,4% acha que a empresa precisa de
intensificar e melhorar as práticas lean atuais.
• Serviços - 21,1% acha que a empresa precisa de intensificar e melhorar
as práticas lean atuais.
É no setor Misto que as empresas sentem mais necessidade de melhorias de
implementação das técnicas e práticas lean que praticam.
Relativamente às empresas que acham que não precisam de intensificar nem
melhorar as práticas lean atuais, verificaram-se os resultados por setores:
• Produção – 57,1% acha que não precisa de intensificar ou melhorar as
práticas lean atuais.
• Misto (Serviços + Produção) - 14,3% acha que não precisa de intensificar
ou melhorar as práticas lean atuais.
• Serviços - 28,6% acha que não precisa de intensificar ou melhorar as
práticas lean atuais.
Quanto aos fatores que impedem a introdução do lean nas empresas, verificou-
se que para os diferentes setores, os fatores que criam obstáculos à
implementação do lean são a “Gestão de topo” e os “Recursos financeiros”. Na
realidade, são estes fatores, os grandes responsáveis pelo desenvolvimento de uma empresa.
Obtiveram-se os seguintes resultados por sectores (gráfico 43):
• Produção – Recursos financeiros 76,9% e a Gestão de Topo com 53,8%.
• Misto (Serviços + Produção) – Recursos financeiros com 66,7% e Gestão
de Topo com 58,3%.
• Serviços - Recursos financeiros, Gestão de Topo e Inexistência de fatores
com 30,8%

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 110
Gráfico 43: Fatores que impedem a implementação do lean por setores
Relativamente aos argumentos contra as práticas lean, destacam-se para os
diferentes setores o orçamento e tempo.
Muitas empresas alegam que não têm recursos financeiros para a sua
implementação, pois desconhecem os métodos, práticas e ferramentas que são
usadas para que seja possível alcançar o sucesso desejado.
Fazendo uma análise geral quanto aos departamentos que usam mais o lean
são os departamentos da produção, da qualidade e da logística. Já a mesma
análise realizada por sector, verificaram-se os seguintes resultados (gráfico 44):
• Produção – Produção com 100% e a Qualidade e Logística com 77,8%.
• Misto (Serviços + Produção) – Produção com 75% e logo seguida a
Logística com 62,5%.
0%
10%
20%
30%
40%
50%
60%
70%
80%
Produção Misto Serviços
53,8
% 58,3
%
30,8
%
15,4
%
8,3%
15,4
%
15,4
%
16,7
%
15,4
%
76,9
%
66,7
%
30,8
%
38,5
%
25,0
%
15,4
%
38,5
%
8,3%
15,4
%
30,8
%
16,7
%
30,8
%
Gestão de topo
Gestão intermédia
Incompatibilidade com os funcionarios
Recursos Financeiros
Layout da empresa
Outros
Inexistentes
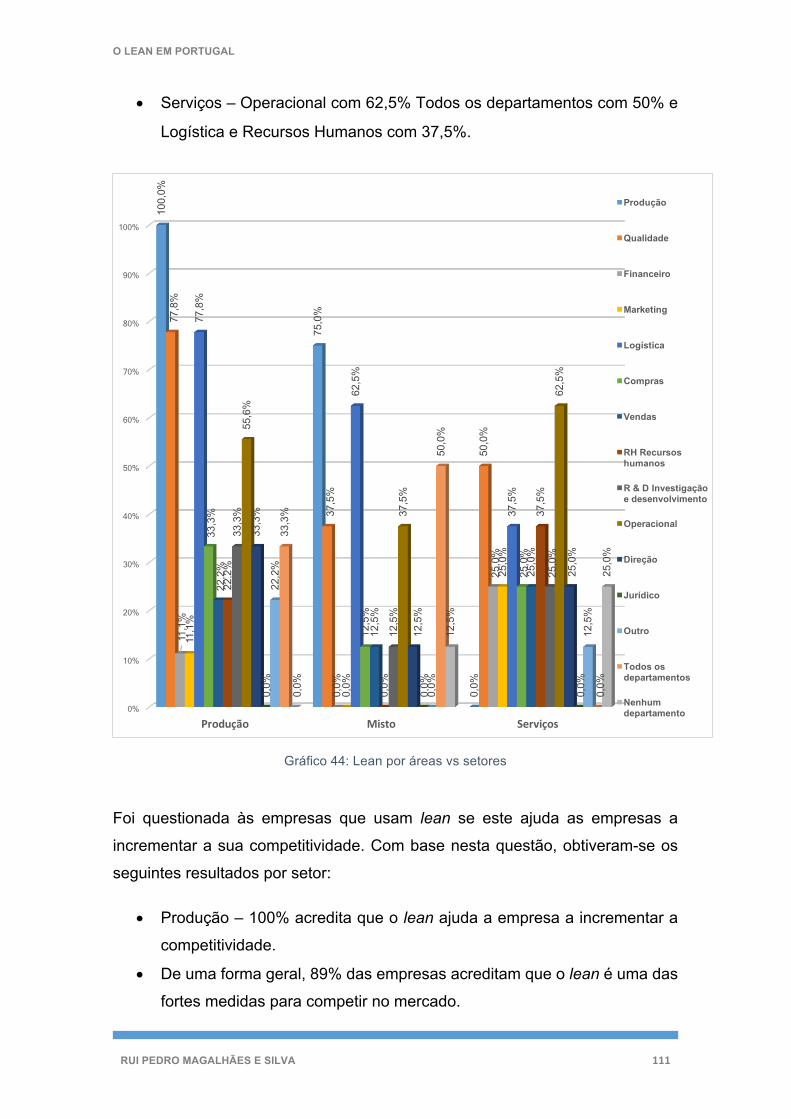
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 111
• Serviços – Operacional com 62,5% Todos os departamentos com 50% e
Logística e Recursos Humanos com 37,5%.
Gráfico 44: Lean por áreas vs setores
Foi questionada às empresas que usam lean se este ajuda as empresas a
incrementar a sua competitividade. Com base nesta questão, obtiveram-se os
seguintes resultados por setor:
• Produção – 100% acredita que o lean ajuda a empresa a incrementar a
competitividade.
• De uma forma geral, 89% das empresas acreditam que o lean é uma das
fortes medidas para competir no mercado.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Produção Misto Serviços
100,
0%
75,0
%
0,0%
77,8
%
37,5
%
50,0
%
11,1
%
0,0%
25,0
%
11,1
%
0,0%
25,0
%
77,8
%
62,5
%
37,5
%
33,3
%
12,5
%
25,0
%
22,2
%
12,5
%
25,0
%
22,2
%
0,0%
37,5
%
33,3
%
12,5
%
25,0
%
55,6
%
37,5
%
62,5
%
33,3
%
12,5
%
25,0
%
0,0%
0,0%
0,0%
22,2
%
0,0%
12,5
%
33,3
%
50,0
%
0,0%
0,0%
12,5
%
25,0
%
Produção
Qualidade
Financeiro
Marketing
Logística
Compras
Vendas
RH Recursos humanos
R & D Investigaçãoe desenvolvimento
Operacional
Direção
Jurídico
Outro
Todos os departamentos
Nenhum departamento

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 112
• Misto (Serviços + Produção) – 100% acredita que o lean ajuda a empresa
a incrementar a competitividade.
• Serviços – 77,8% acredita que o lean ajuda a empresa a incrementar a
competitividade e 22,2% não sabe responder a esta questão.
A mesma questão foi reformulada, alterando o sentido para as empresas que
não usam lean com o objetivo de avaliar expectativas futuras decorrentes do uso
do lean. Desta forma obtiveram-se os seguintes resultados por setores:
• Produção – 100% acredita que o lean ajudaria a incrementar a sua
competitividade.
• Misto (Serviços + Produção) – 66,7% acredita que o lean ajudaria a
incrementar a sua competitividade e 33.3% acha que não ajudaria.
• Serviços – Temos uma situação de igualdade uma vez que 50% acredita
que lean poderia ajudar a incrementar a sua competitividade e os outros
50% acredita que não.
Quanto às ferramentas usadas nas empresas que usam lean por setores,
verificou-se o seguinte cenário:
• Produção – com um total de 93,3% as ferramentas e técnicas lean mais
usadas são o kaizen e os 5 ́s. Imediatamente a seguir com 73,3%
encontram-se o TPM, diagrama de pareto, value stream mapping e os 7
mudas/desperdícios. Ao contrário das áreas anteriores, destas empresas
não houve uma única ferramenta ou técnica que não fosse usada das
apresentadas da lista.
• Misto (Serviços + Produção) – com 63,6% destas empresas usam os 5 ́s
e a gestão visual. As ferramentas e métodos mais usados a seguir às
anteriores, são just-in- time, kanban, PDCA e o standard work com um
total de 54,6%. Da totalidade de empresas nesta área, desconhecem ou
não aplicam as seguintes ferramentas e técnicas: DOE, Jidoka, Heijunka,
QFD e FMEA.
• Serviços – 100% destas empresas que usam lean, aplicam os 5 ́s. Logo
de seguida com maior percentagem, 77,8% aplicam as ferramentas e
técnicas de kaizen, gestão visual e os 7 mudas/desperdícios. São de todo

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 113
desconhecidos para estas empresas as seguintes ferramentas e técnicas:
DOE, DMAIC, OEE, Jidoka, Heijunka, TPM e Poka-Yoke.
Também se procurou saber como é que as empresas “viam” o lean no futuro. De
uma forma geral 90% das empresas acredita que a importância do lean no futuro
tem cada vez mais tendência a aumentar.
Contudo, analisando esta questão para os vários sectores verificaram-se os
seguintes resultados (gráfico 45):
• Produção – 90,1 acredita que a importância do lean no futuro terá uma
tendência para aumentar.
• Misto (Serviços + Produção) – 100% afirma que o lean será cada vez mais
importante no futuro.
• Serviços – 75% acredita que a importância do lean vai aumentar no futuro contra 25% que afirma que será constante.
Gráfico 45: Importância lean no futuro por setores
No que concerne às empresas que usam lean sobre quais foram ou são os
principais objetivos deste, ao que numa abordagem geral 88,6% destas afirma que o grande objetivo foi ou é a redução de custos.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Produção Misto Serviços
90,1%100%
75%
9,9%0%
25%
0% 0% 0%
Aumenta
Contasnte
Diminui
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 114
Fazendo uma análise por setores, verificaram-se os seguintes resultados:
• Serviços – 88,9% afirmam que o principal objetivo foi a redução de custos
e a melhoria de flexibilidade. Logo de seguida, aumentar a qualidade é
dos mais importantes.
• Misto (Serviços + Produção) – 81,8% também afirma que o principal
objetivo foi ou é a redução de custos. Em seguida, com 72,7%, aumentar
a satisfação dos clientes é o mais importante.
• Produção – 80%, acha que os principais objetivos são a redução de
custos, melhorias de flexibilidade e aumentar a qualidade.
De referir que das várias áreas apresentadas, os benefícios culturais são o que menos valor têm para as empresas.
Fazendo uma análise quanto ao sucesso da estratégia lean nas empresas, 60%
afirma ter sido com muito sucesso. Esta mesma análise realizada por sectores,
verificou-se o seguinte cenário:
• Serviços – 77,8% afirma ter tido muito sucesso.
• Misto (Serviços + Produção) – 45,5% afirma que teve muito sucesso e a
mesma percentagem diz que teve apenas sucesso.
• Produção – 73,3% afirma que teve muito sucesso.
Foi questionado às empresas como é que o progresso do lean era comunicado.
Na maioria das empresas que usam lean, afirma que este é comunicado através
de “Reuniões em Equipa” com 80% e logo de seguida através de
“Quadros/Painéis da informação”. Apenas uma empresa respondeu que o
progresso lean “Não é comunicado”, pois trata-se de uma empresa que está na fase de planeamento.
Procurou-se saber se os colaboradores todas as partes interessadas têm
conhecimento dos resultados e medidas de desempenho, através dos quais
serão alcançados os objetivos estratégicos. Um total de 93% afirma que esta
medida é dada a conhecer aos “stakeholders”.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 115
Analisando os resultados por setores, conforme gráfico 56, verificou-se o
seguinte:
• Produção – 90% afirma que também dão a conhecer os resultados e
medidas de desempenho às partes interessadas.
• Serviços – 88.9% afirma que os resultados e medidas de desempenho
são dados a conhecer às partes interessadas.
• Misto (Serviços + Produção) – 100% afirma que dá a conhecer os
resultados e as medidas de desempenho às partes interessadas.
Gráfico 46: Partilha de informação do lean com os stakeholders por setores
Procurou-se saber se as empresas questionadas acham que o lean é uma
abordagem de melhoria de negócios sustentáveis a longo prazo. Destas, 100%
afirma e acredita que sim. Classificando por áreas o sucesso lean que mais se
evidenciou para os seguintes objetivos, verificou-se o seguinte:
• Serviços – 87,8% diz que o lean teve muito sucesso quanto à melhoria do
trabalho em equipa e em eliminar desperdícios.
• Misto (Serviços + Produção) – 39,1% classifica como muito sucesso
eliminar desperdício, e 60,8% destas empresas classifica apenas com
sucesso melhoria de trabalho em equipa e eliminar desperdício.
Classificam como neutro, 69,3%, a melhoria da fiabilidade dos
0% 10% 20% 30% 40% 50% 60% 70% 80% 90%
100%
Produção Misto Serviços
90,0%100,0%
88,9%
10,0%0,0%
11,1%
SimNão

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 116
equipamentos. Já 30,7% classificam sem sucesso reduzir a manutenção
programada.
• Produção – 88,8% destas empresas classificam com muito sucesso
eliminar desperdício, e logo de seguida, com 80% classificam com muito
sucesso a melhoria do trabalho em equipa.
A partir dos resultados obtidos na amostra foi possível constatar que, em função
das objeções levantadas à introdução do lean, a aplicação preferencial das
ferramentas e técnicas lean seguiu o seguinte padrão:
• No caso da alteração do paradigma de comportamento dos funcionários,
como base de impedimento da introdução do lean, a principal ferramenta
utilizada foi os 5’s com um total de 85,7%. Logo de seguida com 71,4%,
encontram-se as ferramentas do PDCA, Gestão visual e Kanban.
• No caso das dificuldades levantadas pela Gestão Intermédia, as principais
ferramentas e técnicas preferencialmente utilizadas foram o Kaizen,
Gestão visual, eliminação Desperdícios/Mudas e 5’s com um total de
66,7%.
• Quando às objeções à implementação do lean que surgiram a partir da
Gestão de Topo, as principais ferramentas e técnicas utilizadas foram
sempre os 5’s com um total de 100%, logo de seguida encontra-se a
Gestão visual (91,7%) e o Diagrama de causa e efeito e a eliminação dos
Desperdícios/Mudas (83,3%).
• Na situação em que os fatores de objecção à implementação do lean
surgiram a partir dos Recursos Financeiros, 94,4% refere o recurso aos
5’s. Imediatamente a seguir encontra-se a Gestão visual com 88,9% e
com um total de 72,2% o Diagrama de pareto, Diagrama de causa e efeito
e o Kaizen. Referem 66,7% o uso do TPS, Standard work, eliminação dos
Desperdícios/Mudas, Six Sigma, Kanban e Balanced Scorecard, e com
50% encontra-se o PDCA.
• Para o cenário em que nas empresas não foram apontados fatores de
impedimento, verificou-se que 100% usam o Diagrama de pareto,
imediatamente a seguir o Diagrama de causa e efeito, a Gestão visual e Standard work com 85,7%.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 117
Em síntese, pode-se constatar que quando os fatores que mais contribuem para
dificultar a introdução do lean está relacionado com o layout da empresa, neste
caso ao nível dos funcionários e chefias intermédias, a ferramenta lean mais utilizada é os 5’s.
Quando as objecções surgem por parte da administração e gestão de topo, o
estudo aponta para se privilegiar a utilização da gestão visual, diagrama causa
e efeito, e a eliminação dos desperdícios. Esta última situação decorre de uma
maior necessidade de redução de custos e controlo do processo produtivo.
Foi realizada uma análise do uso das ferramentas lean, tendo em conta a fase
de implementação lean em que as empresas se inserem. Com base neste
cruzamento de informações, pode-se constatar as seguintes situações:
Fase de Planeamento - 66,8% das empresas usam preferencialmente a
ferramenta dos 5’s.
• Fase da Introdução - Com um total de 66,8% das empresas usam 5’s,
eliminação de Desperdícios/Mudas, Diagrama de causa e efeito, Gestão
Visual e o Kanban.
• Fase Intermédia - As ferramentas mais usadas são os 5’s com 88,9% e a
Gestão visual com 83,3%. Logo de seguida, com 61,1% encontram-se as
ferramentas e ténicas Kaizen, Diagrama de causa e efeito, PDCA e
Standard work.
• Fase Avançada - É na fase avançada que se pode constatar a aplicação
de mais ferramentas e técnicas nas empresas do estudo. Com um total
de 90,9% as ferramentas e técnicas mais usadas são 5’s, Diagrama de
pareto, Gestão visual e o Standard work. Com 81,8% segue-se o Kanban
e logo de seguida, com 72,7%, encontram-se a eliminação de
Desperdícios/Mudas, Diagrama de causa e efeito, Kaizen e o PDCA. Com
63,6% verifica-se o SMED, TPS e o Value Stream Mapping. Com 54,6%, encontra-se o Balanced scorecard, FMEA, Six Sigma e o TPM.
Deste estudo verifica-se que habitualmente as empresas iniciam a sua
implementação do lean com os 5’s, e posteriormente avançam para ferramentas

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 118
mais abrangentes como a eliminação dos desperdícios, Gestão Visual e Kanban.
Numa fase mais avançada já é possível observar o uso de ferramentas mais
complexas e abrangentes como o Value Stream Mapping, o Six Sigma e o TPM.
Quanto ao sucesso lean relativamente aos seguintes fatores, foi possível
verificar os seguintes resultados:
• Quanto à qualidade, o objetivo que mais empresas classificaram com
“Muito sucesso” a este nível, foi o de “Eliminar desperdício”, com 65,7%.
De referir que 34,3% das empresas que usam lean, classificam de
“Neutro” a “Melhoria da fiabilidade dos equipamentos”.
• Quanto aos custos indiretos, 60% das empresas classificam com “Muito
sucesso” a “Redução do transporte e manuseamento”. De facto, um dos
maiores mudas nas empresas consegue ser combatido com a ajuda da
implementação do lean. Das empresas que usam lean, 37,1% classificam
como neutro o objetivo de “Redução de custos de marketing” e “Redução
de custos de formação”.
• Quanto aos custos diretos, 60% das empresas classificam com “Muito
sucesso” a “Redução de stock de produtos acabados”, um muda muito
importante com enorme impacto nas empresas, que é a produção em
excesso. Um total de 31,4% de empresas, classificam como “Neutro” o
“Aumento da receita de vendas” como pouco impacto na aplicação do
lean.
• Quanto ao tempo, 65,7% das empresas classificam com “Muito sucesso”
a “Redução do Lead Time da produção”. Das empresas que usam lean,
25,7% classifica como “Neutro” a “Redução do tempo de manutenção”.
• Quanto à flexibilidade, 54,3% das empresas classificam com “Muito
sucesso” o “Aumento da capacidade individual das máquinas/células de
fabrico ou linha de produção” e “Número de produtos diferentes
produzidos numa máquina/célula de fabrico ou linha de produção”. Como
“Neutro”, 28,6% das empresas classificam como menor impacto da
aplicação do lean no “Aumento do volume individual de vendas”.
• Quanto aos aspectos humanos e sociais, 60% das empresas classificam

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 119
como “Muito alto” o “Nível de segurança e ergonomia” e “Nível de
envolvimento dos trabalhadores no desenvolvimento de um projeto lean”.
O fator cujas empresas atribuem uma menor importância, é o “Nível de
aceitação dos funcionários para um novo projeto lean” com 14,3%, e o
“Nível de envolvimento dos trabalhadores no desenvolvimento de um projeto lean” com um total de 8,6%.
Desta forma, o lean já está a ser usado por empresas dos mais variados tipos
de indústrias, mais concretamente a do setor automóvel, setor de electrónica,
indústria de componentes, indústria química, indústria de madeiras, entre outras.
As instituições bancárias, hospitais e unidades prestadoras de serviços de saúde
já começam a implementar o lean, assim como hotéis, serviços de correios,
serviços industriais, sector público e governamental, exército, etc.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 120
7. CAPÍTULO V - CONCLUSÕES
O Presente trabalho insere-se no estudo do lean na indústria portuguesa, a sua
introdução, a sua utilidade e a sua avaliação. O estudo envolveu um questionário
on-line a uma amostra de empresas.
A partir do estudo realizado foi possível constatar que o percurso seguido pelas
empresas seguiu o seguinte padrão:
Relativamente à nacionalidade das empresas do estudo, 58,8% das empresas
nacionais usam o lean contra 85% das empresas internacionais. Este resultado
está fortemente relacionado com a cultura das empresas.
A implementação do lean teve o seu início preferencial no setor da produção e
posteriormente foi migrando para o sector misto (produção mais serviços) e só
mais tarde se introduziu no setor integral dos serviços.
Em termos de razão fundamental que levou à introdução ou motivou a
implementação da metodologia lean nas empresas, verificou-se nos setores
mistos e produção que essa razão incidiu na redução dos tempos de resposta,
na redução dos custos de produção e no aumento da flexibilidade enquanto que
nos serviços, foi a procura do aumento da qualidade dos serviços prestados.
O estudo também veio demonstrar que o lean está associado à certificação das
empresas. Constatou-se que 81,3% das empresas do estudo aplicam a
metodologia lean e são simultaneamente certificadas. Embora esta associação
do lean com a certificação não tenha sido mais explorada no questionário, no
entanto é entendimento do autor do estudo que isso resulta de um esforço das
empresas no aumento da competitividade e no estabelecimento de parcerias de
fornecedores e clientes que saem reforçadas com a certificação e a
implementação do lean.
Quanto à dimensão das empresas do estudo e a correlação com a
implementação do lean, verificou-se que no caso das microempresas nenhuma
usava lean. Relativamente às pequenas empresas 3,7% usava lean,
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 121
percentagem que aumentava para 55,6% no caso das médias empresas. No
caso das empresas de grande dimensão, a percentagem desce para 40,7%.
Este resultado indicia que o lean tem a sua área de domínio no universo das
médias a grandes empresas. Este resultado também é sustentável com a
circunstância apontada pela bibliografia onde as práticas lean são adequadas
para médios volumes de produção e variedades de produtos intermédios.
No que diz respeito ao percurso ou evolução do lean dentro das empresas, o
estudo veio mostrar que grande parte da indústria no setor da produção está na
fase avançada recorrendo a ferramentas mais abrangentes e complexas
envolvendo um comprometimento tanto dos quadros produtivos como de gestão
da empresa. Já no caso dos setores dos serviços e mistos, o percurso ou
evolução do lean nas empresas, de acordo com estudo, encontra-se nas fases
iniciais e intermédias. Este estado preliminar de implementação do lean consistia
no uso de ferramentas como os 5’s e as fases inicias de combate ao desperdício.
Em relação à predominância do uso do lean por departamentos dentro das
empresas, o estudo demonstrou que no caso do setor dos serviços, o lean é
predominantemente empregue na área dos recursos humanos e financeiro. Já
no sector misto o lean é predominantemente observado na área da produção e
logística. Quanto ao setor da produção, o lean é omnipresente nos
departamentos produtivos, logística e qualidade. Esta distribuição do lean pelos
departamentos das empresas segue um padrão expectável, pois a filosofia teve
a sua génese nos processos produtivos e de gestão de fluxos, e só mais tarde
migrou para as áreas organizativas e financeiras.
Constatou-se que o ponto de partida para a introdução do lean são os 5’s e
posteriormente as empresas avançam para ferramentas mais elaboradas como
a eliminação de desperdícios, gestão visual e kanban e gradualmente vão
adoptando ferramentas e técnicas mais complexas e abrangentes com o value
stream mapping, o six sigma e o TPM.
A ênfase que as empresas dão à redução dos custos, ao aumento da
flexibilidade e ao aumento da qualidade, são os principais pilares da
implementação lean. Nesse sentido, verificou-se que a maioria dos projetos de

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 122
implementação do lean teve muito sucesso ou sucesso de acordo com o estudo.
Considerações finais
Com este estudo, foi possível obter-se uma percepção do estado de
implementação do lean em Portugal respondendo às hipóteses de investigação
propostas.
Hipótese 1 (H1) Rejeitada. Após a recolha das respostas do questionário foi
possível verificar que o lean tem tido um percurso crescente na indústria
portuguesa. A sua aplicabilidade incidiu preferencialmente na indústria e
lentamente foi migrando para os serviços, como podemos verificar nas questões
6 (gráfico 9 e 10) e questão 8 apoiada pelo gráfico 12. O facto de estar
vocacionado para um tipo de serviço que envolve a redução de custos como
fator de competitividade e adequar-se a empresas com volumes de produção
médios e pequena para média variedade de componentes, aponta para as
grandes valências desta metodologia no universo das empresas industriais como
podemos analisar pelo gráfico 35 e 40.
Hipótese 2 (H2) Rejeitada. Com base no estudo efetuado conseguimos rejeitar
a hipótese 2. Apesar do lean se encontrar em fases mais avançadas e
estabelecer domínio nas médias e grandes empresas como verificamos em
resposta às questões 8 e 9 verificado nos gráficos 12 e 13, esta metodologia já
conseguiu quebrar a barreira das empresas de pequena dimensão como
estudado na questão 4 (gráfico 7) e verificado no gráfico 38.
Hipótese 3 (H3) Comprovada. Como já foi referido, o lean está fortemente
relacionado com a certificação. Com base nas questões 5 e 6 pelos gráficos 8 e
9, a maioria das empresas que utilizam lean são simultaneamente certificadas
como comprovado nos gráficos 37, 39 por setores.
Hipótese 4 (H4) Comprovada. A análise dos resultados do estudo demonstrou
uma resposta unânime de que o lean é uma aposta de futuro para aumentar a
competitividade das empresas, o qual podemos verificar na questão 16 e gráfico
22. Analisando mais detalhadamente o gráfico 45 podemos comprovar esta
hipótese.
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 123
Hipótese 5 (H5) Comprovada. Para as empresas do estudo a opinião qualitativa
do lean foi muito positiva tendo a grande maioria das respostas apontado o lean
como uma abordagem adequada para a melhoria de negócios sustentáveis a
longo prazo. Ao verificar em resposta à questão 18 e 21, grande parte das
empresas inquiridas considera a implementação da metodologia Lean como
Sucesso ou Muito sucesso com uma percentagem de 82%, analisado no gráfico
25 e que esta abordagem de melhoria de negócios é sustentável a longo prazo
(gráfico 28). Em análise a este estudo, no gráfico 45 por setores verificamos que
a maioria das empresas considera que a importância Lean aumenta no futuro.
Hipótese 6 (H6) Rejeitada. Independentemente dos resultados do estudo, em
que algumas empresas referiram ter tido dificuldades na introdução do lean, mas
como podemos ver nas questões 11 e 12 e nos gráficos 15 e 16, esta hipótese
é rejeitada. Os fatores em evidência estão ao nível dos funcionários e das chefias
intermédias, o que nestes casos indica a falta de comunicação nas empresas.
Apesar dessas dificuldades, o objetivo lean é continuamente alcançado,
conseguindo melhorias significativas ao longo das várias fases de
implementação em que se encontra nas empresas como podemos verificar no gráfico 42 e 43 que está subdividido por setores.
Hipótese 7 (H7) Comprovada. A comunicação dos resultados alcançados pela
metodologia lean é uma mais valia para a empresa, conseguindo manter todas
as partes interessadas e responsáveis estratégicos informados dos objetivos
alcançados e quais os objetivos a alcançar como podemos entender pela
questão 19 e estudado no gráfico 26. Foi interessante observar que o meio
privilegiado pelas empresas do estudo para a comunicação e disseminação dos
resultados consistiu na comunicação através de quadros ou painéis de
informação e reuniões de equipa. Podemos considerar que das empresas
inquiridas, uma média de 95% (gráfico 46), afirma que dar a conhecer os
resultados e medidas de desenho às partes interessadas.
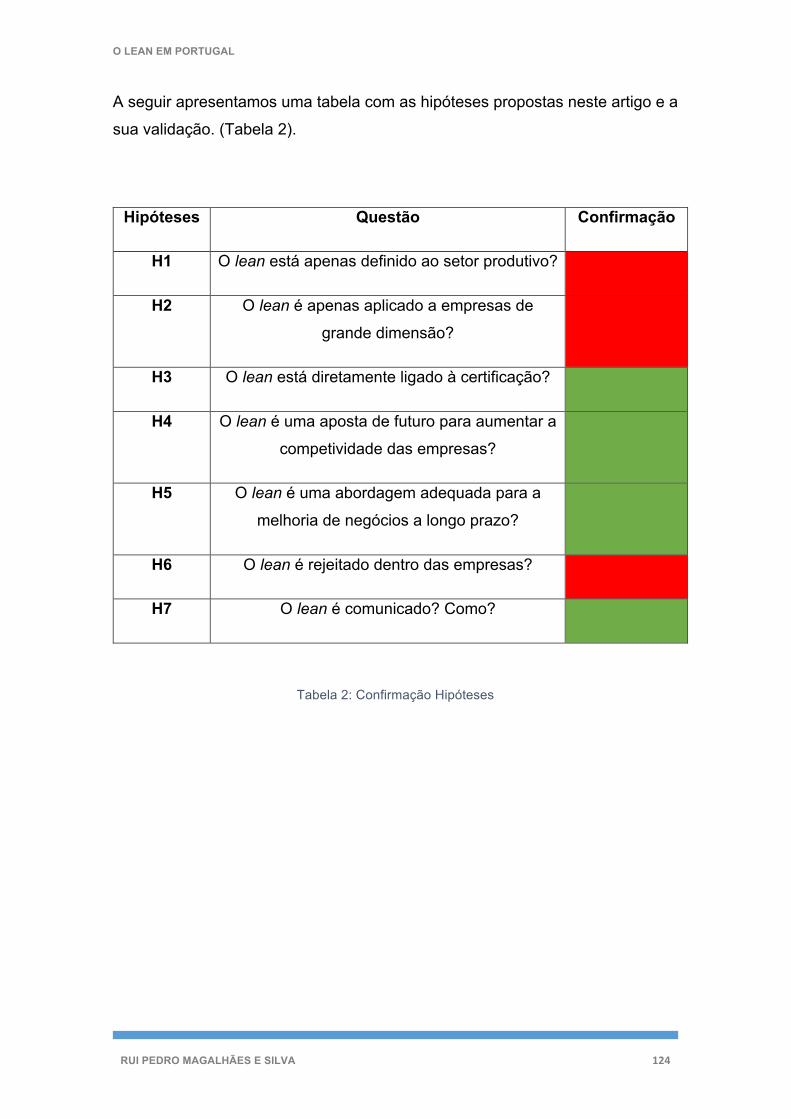
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 124
A seguir apresentamos uma tabela com as hipóteses propostas neste artigo e a
sua validação. (Tabela 2).
Hipóteses Questão Confirmação
H1 O lean está apenas definido ao setor produtivo?
H2 O lean é apenas aplicado a empresas de
grande dimensão?
H3 O lean está diretamente ligado à certificação?
H4 O lean é uma aposta de futuro para aumentar a
competividade das empresas?
H5 O lean é uma abordagem adequada para a
melhoria de negócios a longo prazo?
H6 O lean é rejeitado dentro das empresas?
H7 O lean é comunicado? Como?
Tabela 2: Confirmação Hipóteses
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 125
8. CAPÍTULO VI - LIMITAÇÕES E INVESTIGAÇÃO FUTURA
Após concluído o artigo, justifica-se fazer uma breve reflexão acerca de algumas
limitações que surgiram na sua elaboração. É de salientar a inexperiência em
termos de investigação que poderá ter condicionado na recolha de informação
mais rica e esclarecedora.
As maiores dificuldades prenderam-se, numa primeira fase, com a identificação
e obtenção dos contatos do grupo de inquiridos selecionados e, numa segunda
fase, com a obtenção de resposta aos inquéritos enviados. Ambos os problemas
identificados são comuns neste tipo de estudos que assentam numa base de
inquérito. Tais situações serão passíveis de justificar com o clima acelerado com
que os profissionais lidam diariamente, em que as situações que lhe são mais
distantes acabam por ficar esquecidas.
A realização de um artigo científico nunca é fácil, é bastante rigoroso e necessita
de uma enorme aptidão para controlar o tipo de metodologias que devem ser
utilizadas, bem como o seguimento de ideais e temas a abordar, tendo como
principal objetivo a obtenção de novos conhecimentos sobre uma nova área,
uma nova forma de nos gerirmos a nós próprios e uma óptima forma de inovar.
Existem inúmeros efeitos e benefícios relacionados com o estudo analítico e
empírico que foi realizado.
Apesar das limitações já referidas, é importante sugerir investigações para
futuros artigos relacionados com o tema escolhido pelo autor, obtendo uma
maior abrangência de conclusões sobre o impacto do lean, aprofundando o tema
e comparando com os resultados obtidos neste artigo.
Numa perspectiva futura, será interessante estudar o modo mais adequado de a
comunidade científica e as empresas dos diversos setores partilharem os
desenvolvimentos promovidos por ambos, ao nível de Lean production e Lean
service, integrando as suas perspectivas, orientadas para um bem comum: a
melhoria do desempenho e da imagem, junto dos seus clientes e fornecedores
referente aos diversos setores.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 126
O presente estudo lançou novas linhas de investigação, nomeadamente aponta
para a necessidade de se avaliar o nível real de implementação da filosofia lean
na indústria portuguesa através de indicadores quantificáveis. Nesse sentido a
linha proposta para desenvolvimento desse estudo seria através do recurso dos
determinantes usados por Karlsson e Ahlstrom, ou pelos indicadores de Sánchez
e Pérez, procedendo a uma análise comparativa com outros países e outros
setores industriais.
Da mesma forma, o questionário que foi realizado pode ser expandido a outras
empresas, quem sabe da mesma área de negócio para analisarem de uma forma
mais direta e contínua a forma como se sentem os colaboradores, tentar
perceber o porquê da maioria ser resistente à mudança e faze-los sentir um
pouco mais autónomos e críticos relativamente à função empresarial.
Como a própria filosofia Lean defende, deve-se procurar sempre os aspetos a
melhorar num processo contínuo de aprendizagem em busca da perfeição. Uma
das principais limitações da presente pesquisa consiste no facto de uma
validação mais consistente, do índice Lean desenvolvido, requerer um maior
número de aplicações em diferentes cenários, principalmente em organizações
de diferentes setores.
O peso atribuído, no índice Lean, a cada uma das áreas das organizações e a
cada uma das práticas e princípios Lean deveria ser validado por um conjunto
mais alargado de especialistas Lean e a sua determinação suportada pelo
recurso a um método científico como, por exemplo, o método Delphi.
Desenvolver um questionário adicional com o objetivo de conhecer a avaliação,
dos utilizadores do índice Lean, da potencialidade do índice Lean como
ferramenta de suporte no processo de tomada de decisão sobre a
implementação da filosofia Lean como sistema de gestão.
Naturalmente, mesmo que os trabalhos de investigação desenvolvidos sejam
ainda pontuais, dia após dia, estes potenciam o desenvolvimento da metodologia
Lean e a introdução de melhorias nos diversos setores.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 127
9. CAPÍTULO VII – IMPLICAÇÕES NA GESTÃO EMPRESARIAL
A globalização da economia e a introdução permanente de novas tecnologias
tem provocado uma elevação do nível de competividade, impondo às empresas
procura de melhorias contínuas, tendentes à eliminação de desperdícios e
otimização de processos de modo a garantirem a sustentabilidade dos negócios.
O primeiro benefício que surge na elaboração de um artigo como este é a
aprendizagem de novas metodologias, formas de pensar e modos de reação das
organizações aos estímulos encontrados. Foi possível obter-se uma perceção
do estado de implementação do Lean em Portugal. O Lean tem tido um percurso
crescente na indústria portuguesa o que indica que as empresas têm apostado
nesta metodologia e procuram apostar ainda mais como é indicado no presente
artigo. Inicialmente aplicado à indústria, lentamente foi migrando para os
serviços como vimos no estudo efetuado.
Para conseguir uma redução dos desperdícios de forma significativa e
duradoura, é necessário um processo de melhoria contínua que esteja ligado ao
total envolvimento da alta direção bem como na cultura das pessoas. É
necessário promover ações de educação, treinamento, mudanças
comportamentais e físicas e um programa para valorização das pessoas.
Também deve ser destacada a importância do trabalho em equipa e o papel da
chefia intermédia que na maioria das vezes está diretamente relacionada com
as mudanças.
Verifica-se que, quando bem utilizada, a aplicabilidade da metodologia Lean tem
uma grande influência nos resultados e funcionamento das empresas, tendo
estas conclusões elevada importância para o funcionamento e o sucessivo
equilíbrio de uma organização. Através do estudo podemos reforçar algumas
teorias apresentadas por alguns autores citados ao longo da Revisão Teórica,
sendo possível reforça-las através deste artigo.
Este estudo comprova que uma organização de pequena ou grande dimensão,

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 128
nacional ou internacional consegue melhorar as suas práticas interna ou
externamente através da metodologia Lean. Apesar das limitações colocadas
interna ou externamente, compete às administrações conseguir passar a
informação correta às suas chefias e colaboradores, entendendo que o ponto
mais importante do Lean é partilha de informação.
No presente artigo foram também exploradas quais as metodologias Lean que
se aplicavam às empresas, com este fundamento conseguimos posicionar às
empresas, quais as metodologias a usar, as mais benéficas para cada setor e
quais as que implicam um maior ajustamento.
Nem todas as metodologias são as indicadas à empresa. Por vezes, e como
evidenciado neste artigo, é necessário fazer uma pesquisa interna procurando
entender quais os benefícios/objeções que rondam as partes interessadas.
Não é aconselhável o uso de uma ferramenta isoladamente, devendo ser
incorporada aos outros elementos do sistema de gestão. No artigo é possível
evidenciar que os benefícios do uso destas ferramentas são incríveis, reduz
significativamente os desperdícios, melhora a satisfação dos colaboradores,
fornecedores, clientes e principalmente os resultados financeiros.
Em termos empresariais, a motivação e a mudança de sistemas de gestão são
dois temas que deveriam ser mais vezes estudados, analisados à medida que o
tempo vai passando e que as necessidades vão aparecendo.
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 129
10. AGRADECIMENTOS
A realização deste artigo cientifico contou com importantes apoios e incentivos
sem os quais não se teria tornado uma realidade e aos quais estarei eternamente
grato.A todas as empresas, pela sua disponibilidade e colaboração, porque sem
as mesmas não seria possível a realização deste trabalho.
Agradeço, em primeiro lugar aos meus pais. Sem vocês nada disto seria
possível. Sem dúvida alguma serão sempre o meu pilar e um exemplo a seguir.
Agradeço todos os ensinamentos, apoio, disponibilidade, críticas, incentivo e
paciência demonstrada e apoio recebido, na superação de obstáculos que foram
surgindo ao longo da realização deste artigo. Sem dúvida esta vitória é dedicada
a vocês. O meu maior obrigado.
Ao Professor Doutor João Paulo Peixoto, pela sua orientação, total apoio,
disponibilidade, pelas opiniões e críticas, total colaboração no solucionar de
dúvidas e problemas que foram surgindo ao longo da realização deste trabalho
e por todas as palavras de incentivo.
Quero agradecer todo o apoio e toda a ajuda prestada pelo meu orientador de
estágio, Doutor Jorge Rocha. Conseguiu sempre orientar-me da melhor forma
possível, pois esteve sempre disponível para mim quando precisei e ao mesmo
tempo soube motivar-me e dar-me boas indicações para a realização deste
trabalho.
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 130
11. REFERÊNCIAS
Referências bibliográficas
Alvarez, R. d. R. and J. A. V . Antunes (2001). "T AKT -TIME: CONCEITOS E
CONTEXTUALIZAÇÃO DENTRO DO SISTEMA TOYOTA DE PRODUÇÃO." Centro de
Ciências Econômicas da UNISINOS Volume 8.
APICS (2008). Dictionary - The Standard for excellence in the operations management
profession.
Ballé, M. (2005). "Lean applications often fail to deliver the expected benefits but could
the missing link for successful implementations be attitude?" IEE - Manufacturing
Engineer.
Bariani, L. and A. P. D. A. Júnior (2006). Utilização da tecnologia da informação por
grupos integrados de manufactura para o controlo de indicadores de produção enxuta.
Revista de Ciências Humanas.
Borris, S. (2006). Total Productive Maintenance - Proven strategies and techniques to
keep equipment running at peak efficiency. United States of America.
Caryl, C., H. Takayama, et al. (2005). Toyota Triumphs, Newsweek International.
Cohen, L., L. Manion, et al. (2007). Research methods in education. Londres.
Consult, A. and A. Produktion. (2009). "Automotive Lean Production, Study & Award "
Retrieved 17-06-2011, 2011, from
http://www.agamus.de/fileadmin/templates/pdf/Fragebogen2009Folder_e.pdf.
Consult, A. and A. Produktion. (2011). "Automotive Lean Production, Learning from the
best: “ lean” mastery of the recovery." Retrieved 17-06-2011, 2011, from
http://www.automobil-
produktion.de/uploads/2011/04/Questionnaire_Automotive_Lean_2011_ENG.pdf.
Corrêa, H. and I. Gianesi (1996). Just-in-Time, MRP II e OPT, um foco estratégico. S.
Paulo.
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 131
Courtois, A., M. Pillet, et al. (2007). Gestão da Produção, 5a Edição. Lisboa.
Deming, W. E. (1986). Out of the Crisis. Cambridge,, MIT Press.
Feld, W. M. (2001). Lean Manufacturing - Tools, Techniques, and How To Use Them.
United States of America, Library of Congress.
Fogarty, D. W. (1992). "Work in process: performance measures." International Journal
of Production Economics.
G.I.Kosaka (2006). Apresentação do Jidoka no Lean Summit
Galgano, A. (2004). Las tres revoluciones. Caza del desperdicio: Doblar la productividad
con la "LEAN Production". Madrid, Ediciones Díaz de Santos.
Hirano, H. (2009). The complete guide to Just-in-Time Manufacturing.
Hirano, H. (2009). Flow Manufacturing - Multi-Process Operactions and Kanban.
Hirano, H. (2009). Just-in-Time Implementantion Manual, Leveling - Changeover and
Quality Assurance.
Hirano, H. (2009). Just-in-Time Implementation Manual, Standardized Operations –
Jidoka and Maintenance/Safety.
Hirano, H. (2009). Just-in-Time Implementation Manual, Waste and the 5S's.
Hirano, H. (2009). The Just-in-Time Production System.
Hronec, S. M. (1994). "Sinais vitais." Makron Books.
Imai, M. (1997). Gemba Kaizen: A Commonsense, Low-Cost Approach to Management,
McGraw-Hill.
Jang, J. W. and Y.-W. Kim (2007). "Using the Kanban for construction production and
safety control. ." Proceedings of the 15th Annual conference of the International Group
for Lean Construction - Michigan, EUA.
Jolley, K. (2011). "Lean in the first line units." Retrieved 17-06-2011, 2011, from
http://www.arrse.co.uk/reme/68032-lean-questionnaire.html.
Justa, M. A. O. d. and N. R. Barreiros. (2009). "TÉCNICAS DE GESTÃO DO SISTEMA
TOYOTA DE PRODUÇÃO." Revista Gestão Industrial Retrieved 19-04-2011, 2011,

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 132
from http://www.pg.utfpr.edu.br/depog/periodicos/index.php/revistagi/issue/archive.
Kaizen, I. (2008). SIMk - Sistemas de implementação de Melhoria Kaizen.
Kaplan, R. S. and D. P. Norton (1996). The Balanced Scorecard: Translating Strategy
into Action.
Karlsson, C. and P. Ahlstrom (1996). "Assessing changes towards lean production."
International Journal of Operactions and Production Management.
Karlsson, C. and P. Ahlström (1995). "Change processes towards lean production – the
role of the remuneration system." International Journal of Operations & Production
Management.
Kothari, C. R. (2004). Research Methodology - Methods and Techniques, New Age
International Publishers. Second Revised Edition
Leimbach, W. and J. Farrell. (2011). "Waste assessment: the seven deadly wastes."
Retrieved 30-06-2011, from http://www.morganfranklin.com/xres/uploads/resource-
center/MorganFranklin_WasteAssessment.pdf.
Levinson, W. A. and R. A. Rerick (2002). Lean Enterprise: A Synergistic Approach to
Minimizing Waste, ASQ Quality Press.
Liker, J. K. (2003). The Toyota Way: 14 Management Principles from the World's
Greatest Manufacturer
Liker, J. K. (2005). O Modelo Toyota: 14 princípios de gestão do maior fabricante do
mundo, Bookman.
Markham, A. N. (2004). Internet communication as a tool for qualitative research.
Qualitative research: Theory, methods and practice D. Silverman. London, Sage: 95-
122.
McCarthy, D. and D. N. Rich (2004). LEAN TPM, A Blueprint for Change, Elsevier.
Miller, J. (2004). "Know Your Takt Time."
Nakajima, S. (1989). Introdução ao TPM – Total Productive Maintenance, IMC
Internacional Sistemas Educativos.
Neely, A., M. Gregory, et al. (1995). "Performance measurement system design: A

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 133
literature review and research agenda. International Journal of Production Economics."
80-116.
Niven, P. R. (2002). Blanced Socorecard Step by Step: Maximising Performance and
Maintaining Results. New York.
O’Mara, C. E., P. W. Hyland, et al. (1998). Performance measurement and strategic
change. Managing Service Quality.
Oakland, J. S. (1999). Total Organizational Excellence Achieving World-Class
Performance, Butterworth-Heinemann. Oxford.
Ohno, T. (1988). Toyota Production System, Beyond Large-Scale Production.
Pinto, J. P. (2008). Lean Thinking, glossário de termos e acrónicos.
Pinto, J. P. (2009). Pensamento Lean, A Filosofia das Organizações Vencedoras,
Edições Lidel.
Pinto, J. P. (2010) "Lean management, eliminar o desperdício e criar valor.".
Pinto, J. P. (2011). "Introdução ao Lean Thinking." Retrieved 27-06-2011, 2011, from
http://www.leanthinkingcommunity.org.
Pinto, J. P. (2011). "LEAN THINKING - CRIAR VALOR ELIMINANDO DESPERDÍCIO."
Retrieved 28-06-2011, 2011, from
http://www.leanthinkingcommunity.org/livros_recursos/Joao%20Pinto%20Introducao%
20ao%20Lean%20Thinking.pdf.
Porter, M. E. (1999). "Competição: Estratégias Competitivas Essenciais." Harvard
School Business Press.
Radnor, Z., P. Walley, et al. (2006). Retrieved 17-06-2011, 2011, from
http://www.decs.sa.gov.au/pmia/files/links/LeanBusinessManagement.pdf.
Rech, G. C. (2004). Dispositivos visuais como apoio para a troca rápida de ferramentas:
a experiência de uma metalúrgica. Industria Metalúrgica. Rio Grande do Sul,
Universidade Federal do Rio Grande do Sul. Master.
Rentes, A. F., E. M. V. Akeen, et al. (2001). Processo de desenvolvimento de um sistema
de medição de desempenho baseado numa metodologia de transformação
organizacional, In: Encontro Nacional de Engenharia de Produção – ENEGEP

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 134
Rother, M. and J. Shook (2003). Learning to See: Value Stream Mapping to Add Value
and Eliminate MUDA
Sánchez, A. M. and M. P. Pérez (2001). "Lean indicators and manufacturing strategies."
International Journal of Operactions and Production Management 23.
Smalley, A. (2005). "The starting point for Lean Manufacturing: Achieving Basic
Stability." Retrieved 09-08-2011, 2011, from
http://www.leanuk.org/downloads/general/achieving_basic_stability.pdf.
Solutions, L. R. (2011). "Lean Business Performance Review, 64 Point questionnaire."
Retrieved 17-06-2011, 2011, from http://www.lifetime- reliability.com/tutorials/lean-
management- methods/LEAN_Business_Performance_Review_Questionnaire.pdf.
Stainer, A. and B. Nixon (1997). "Productivity and performance measurement in R & D."
International Journal of Technology Management 13: 5 - 6.
Vargas, R. (2009). "Lean manufacturing, os 7 desperdícios na indústria." Retrieved 10-
05-2011, 2011, from http://gestaoindustrial.com/leanmanufacturing.htm.
Wikipédia. (2011). "Balanced Scorecard." Retrieved 17-06-2011, 2011, from
http://pt.wikipedia.org/wiki/Balanced_scorecard.
Womack, J. and D. Jones (2005). Lean solutions, Free Press.
Womack, J., D. Jones, et al. (2007). The Machine That Changed The World.
Womack, J. P. and D. T. Jones (2003). Lean Thinking: Banish Waste and Create Wealth
in Your Corporation, Free Press.
Womack, J. P., D. T. Jones, et al. (2007). The Machine That Changed the World: Based
on the Massachusetts Institute of Technology 5-Million-Dollar 5-Year Study on the Future
of the Automobile First Free Press trade paperback edition 2007.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 135
ANEXOS
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 136
Anexo I - QUESTIONÁRIO LEAN

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 137
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 138
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 139

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 140

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 141
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 142
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 143

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 144

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 145

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 146

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 147

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 148
Anexo II – TABELA RESPOSTA QUESTIONÁRIO
1 Empresa nacional ou
internacional?
2 Área ou Ramo industrial?
3 A que departamento pertence?4 Número de
colaboradores?5 A empresa é certificada?
6 A empresa usa Lean?
7 Já teve formação em Lean?
8 Introdução Lean (Anos)
9 Em que fase se encontra o progresso
Lean na empresa?
1 Nacional Logística e transportes > 250 ISO, OSHAS, Outro Sim Não 1 Fase de planeamento
2 Internacional Têxteis Financeiro, Outro > 250 ISO, OSHAS, EMAS, Outro Sim Sim 3 Fase intermédia
3 Nacional Equipamentos eletrónicos Prdução, Operacional out/49 ISO Sim Sim 2 Fase de introdução
4 Nacional Engenharia Prdução, Direção out/49 ISO Não Não
5 Internacional Ambiente R & D, Qualidade 20 - 249 ISO, Outro Sim Sim 4 Fase intermédia
6 Nacional Engenharia Prdução < 10 ISO Não Não
7 Nacional Construção Civil Financeiro 20 - 249 ISO, HACCP, Outro Não Não
8 Internacional Logística e transportes Direção, Logística > 250 ISO, OSHAS, EMAS, HACCP, Outro Sim Sim 6 Fase avançada
9 Nacional Saúde TI > 250 ISO, Outro Sim Sim 3 Fase avançada
10 Internacional Energias Operacional > 250 ISO, OSHAS, EMAS, HACCP, Outro Sim Sim 8 Fase avançada
11 Nacional Indústria madeiras Prdução < 10 Não Não12 Nacional TI out/49 ISO, Outro Não Não
13 Distribuição Vendas out/49 ISO, Outro Não Não14 Nacional Outro RH out/49 ISO, Outro Não Não
15 Nacional Distribuição Operacional, Vendas, Compras, Logística > 250 ISO, OSHAS, EMAS, HACCP, Outro Sim Sim 4 Fase avançada16 Nacional Design Marketing < 10 ISO Não Não17 Nacional Outro Outro out/49 ISO, Outro Não
18 Internacional Outro Prdução > 250 ISO, OSHAS, Outro Sim Sim 5 Fase avançada
19 Internacional Equipamentos eletrónicos Direção 20 - 249 ISO Sim Sim 3 Fase intermédia
20 Internacional Outro Direção 20 - 249 Sim Sim 3 Fase intermédia
21 Internacional Outro Direção 20 - 249 Sim Sim 2 Fase intermédia
22 Outro Direção 20 - 249 Sim Sim 9 Fase intermédia
23 Internacional Outro Direção 20 - 249 Sim Sim 2 Fase intermédia
24 Internacional Outro Prdução, Direção, Logística 20 - 249 ISO Sim Sim 2 Fase intermédia
25 Internacional Equipamentos eletrónicos Prdução, Operacional, Compras, R & D > 250 ISO, OSHAS, EMAS, HACCP, Outro Sim Sim 4 Fase intermédia
26 Internacional Outro Direção 20 - 249 Sim Sim 4 Fase intermédia
27 Internacional Logística e transportes Prdução, Operacional, Qualidade > 250 ISO, EMAS, Outro Sim Sim 5 Fase intermédia
28 Internacional Equipamentos eletrónicos Vendas, Outro > 250 Sim Sim 1 Fase de planeamento
29 Internacional Têxteis Operacional, Vendas, Logística, Qualidade, Marketing> 250 Sim Sim 3 Fase de introdução
30 Internacional Saúde Operacional, Qualidade < 10 ISO, OSHAS, EMAS, Outro Sim Sim 1 Fase de planeamento31 Internacional Engenharia Prdução, Operacional, Vendas < 10 Sim Sim 1 Fase de introdução
32 Internacional Equipamentos eletrónicos Direção, Outro > 250 ISO, Outro Sim Sim 3 Fase intermédia33 Nacional Saúde Outro > 250 ISO Não Não34 Internacional Engenharia Vendas > 250 ISO, Outro Não Não
35 Nacional Outro Qualidade 20 - 249 Sim Sim 2 Fase avançada
36 Internacional Construção Civil Direção, Qualidade 20 - 249
37 Internacional Construção Civil Direção, Vendas 20 - 249 Sim Sim 5 Fase avançada

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 149
(continuação)
9 E
m q
ue
fa
se
se
en
co
ntr
a o
pro
gre
sso
Le
an
na
em
pre
sa
?
10
A e
mp
resa
te
m
a n
ece
ssid
ad
e d
e
me
lho
rar
as
prá
tica
s d
e L
ea
n
atu
ais
?1
1 Im
pe
de
m im
ple
me
nta
çã
o L
ea
n1
2 Q
ue
arg
um
en
tos c
on
tra
as p
rática
s L
ea
n s
ão
ou
vid
os n
a s
ua
em
pre
sa
?1
3 Q
ua
de
pa
rta
me
nto
s a
plic
am
a m
eto
do
log
ia L
ea
n?
14
a. A
cre
dita
qu
e o
Le
an
aju
da
a e
mp
resa
a to
rna
r-se
ma
is c
om
pe
titiva
?
14
b.
Acre
dita
qu
e o
Le
an
aju
da
rá a
em
pre
sa
a
15
a. Q
ue
fe
rra
me
nta
s e
té
cn
ica
s L
ea
n a
em
pre
sa
usa
?
Fa
se
de
pla
ne
am
en
toS
im
Inco
mp
atib
ilid
ad
e c
om
os fu
ncio
ná
rio
s, R
ecu
rso
s F
ina
nce
iro
s, L
ayo
ut
da
em
pre
sa
"Le
an
é a
pe
na
s u
ma
no
va
te
nd
ên
cia
", "
Ap
esa
r d
a te
nta
tiva
de
me
lho
ria
,
vo
lta
rem
os à
s m
esm
as p
rática
s",
"N
ão
há
orç
am
en
to",
"N
ão
há
te
mp
o"
Pro
du
çã
o, Q
ua
lida
de
, L
og
ística
, C
om
pra
s, R
& D
(In
ve
stig
açã
o e
De
se
nvo
lvim
en
to),
Op
era
cio
na
lS
imB
ala
nce
d s
co
reca
rd, 5
S, G
estã
o V
isu
al, J
IT (
Ju
st-
in-t
ime
)
Fa
se
in
term
éd
iaS
im
Ge
stã
o In
term
éd
ia, In
co
mp
atib
ilid
ad
e c
om
os fu
ncio
ná
rio
s, L
ayo
ut d
a
em
pre
sa
, O
utr
os
"Le
an
é a
pe
na
s u
ma
no
va
te
nd
ên
cia
", "
Ap
esa
r d
a te
nta
tiva
de
me
lho
ria
,
vo
lta
rem
os à
s m
esm
as p
rática
s",
"N
ão
há
te
mp
o",
Ou
tro
Pro
du
çã
o, Q
ua
lida
de
, F
ina
nce
iro
, L
og
ística
, C
om
pra
s, R
& D
(In
ve
stig
açã
o e
De
se
nvo
lvim
en
to),
Ou
tro
Sim
Ba
lan
ce
d s
co
reca
rd, 5
S, G
estã
o V
isu
al, S
ME
D (
Sin
gle
Min
ute
Exch
an
ge
of D
ies, S
ix S
igm
a, JIT
(Ju
st-
in-t
ime
), K
AIZ
EN
Fa
se
de
in
tro
du
çã
oN
ão
Sa
be
Inco
mp
atib
ilid
ad
e c
om
os fu
ncio
ná
rio
s, R
ecu
rso
s F
ina
nce
iro
s, L
ayo
ut
da
em
pre
sa
, O
utr
os
"Nã
o h
á o
rça
me
nto
", "
Nã
o h
á te
mp
o",
Ou
tro
Pro
du
çã
o, Q
ua
lida
de
, L
og
ística
, R
& D
(In
ve
stig
açã
o e
De
se
nvo
lvim
en
to),
Op
era
cio
na
lS
imB
ala
nce
d s
co
reca
rd, 5
S, K
AIZ
EN
, T
PS
(T
oyo
ta P
rod
uctio
n S
yste
m)
Inco
mp
atib
ilid
ad
e c
om
os fu
ncio
ná
rio
s, R
ecu
rso
s F
ina
nce
iro
s, L
ayo
ut
da
em
pre
sa
"Le
an
é a
pe
na
s u
ma
no
va
te
nd
ên
cia
", "
Nã
o h
á p
rob
lem
as a
re
so
lve
r", "A
pe
sa
r
da
te
nta
tiva
de
me
lho
ria
, vo
lta
rem
os à
s m
esm
as p
rática
s",
"N
ão
há
orç
am
en
to"
Nã
o s
ab
eN
ão
sa
be
Fa
se
in
term
éd
iaS
imG
estã
o d
e to
po
, G
estã
o In
term
éd
ia, L
ayo
ut d
a e
mp
resa
, O
utr
os
"Nã
o h
á te
mp
o",
Ou
tro
Pro
du
çã
o, Q
ua
lida
de
, L
og
ística
, O
pe
racio
na
lS
im
Ba
lan
ce
d s
co
reca
rd, V
alu
e s
tre
am
ma
pp
ing
, 5
S, P
oka
-Yo
ke
, Q
FD
(Q
ua
lity F
un
ctio
n D
ep
loym
en
t),
Sta
nd
ard
wo
rd / n
orm
aliz
açã
o, S
ME
D (
Sin
gle
Min
ute
Exch
an
ge
of D
ies, S
ix S
igm
a, JIT
(Ju
st-
in-t
ime
),
KA
IZE
N, T
QM
: (T
ota
l Q
ua
lity M
an
ag
em
en
t)
Nã
o S
ab
eG
estã
o d
e to
po
, G
estã
o In
term
éd
ia, R
ecu
rso
s F
ina
nce
iro
s
"Le
an
é a
pe
na
s u
ma
no
va
te
nd
ên
cia
", "
Ap
esa
r d
a te
nta
tiva
de
me
lho
ria
,
vo
lta
rem
os à
s m
esm
as p
rática
s",
"N
ão
há
orç
am
en
to",
"N
ão
há
te
mp
o"
Nã
o s
ab
e
Re
cu
rso
s F
ina
nce
iro
s, O
utr
os
"Ap
esa
r d
a te
nta
tiva
de
me
lho
ria
, vo
lta
rem
os à
s m
esm
as p
rática
s",
"N
ão
há
orç
am
en
to",
"N
ão
há
te
mp
o"
Nã
o
Fa
se
ava
nça
da
Sim
Ine
xis
ten
tes
"Nã
o h
á a
rgu
me
nto
s c
on
tra
as p
rática
s L
ea
n"
Pro
du
çã
o, Q
ua
lida
de
, F
ina
nce
iro
, L
og
ística
, C
om
pra
s, V
en
da
s, R
ecu
rso
s
Hu
ma
no
s, R
& D
(In
ve
stig
açã
o e
De
se
nvo
lvim
en
to),
Dire
çã
o, O
utr
oS
im
Ba
lan
ce
d s
co
reca
rd, V
alu
e s
tre
am
ma
pp
ing
, 7
de
sp
erd
ício
s, 5
S, P
oka
-Yo
ke
, F
ME
A (
Fa
ilure
Mo
de
an
d
Effe
cts
An
aly
sis
, Q
FD
(Q
ua
lity F
un
ctio
n D
ep
loym
en
t), S
tan
da
rd w
ord
/ n
orm
aliz
açã
o, G
estã
o V
isu
al,
Dia
gra
ma
de
pa
reto
, D
iag
ram
a d
e c
au
sa
e e
feito
, P
DC
A (
Pla
n, D
o, C
he
ck, A
ct)
, H
eiju
nka
, Jid
oka
,
Ka
nb
an
, S
ME
D (
Sin
gle
Min
ute
Exch
an
ge
of D
ies, S
ix S
igm
a, D
MA
IC (
De
fin
e , M
ea
su
re, A
na
lise
,
Imp
rove
, co
ntr
ol), D
OE
(D
esig
n o
f E
xp
erim
en
ts),
JIT
(Ju
st-
in-t
ime
), K
AIZ
EN
, T
PS
(T
oyo
ta P
rod
uctio
n
Syste
m),
TQ
M: (T
ota
l Q
ua
lity M
an
ag
em
en
t)
Fa
se
ava
nça
da
Sim
Ge
stã
o d
e to
po
, G
estã
o In
term
éd
ia, In
co
mp
atib
ilid
ad
e c
om
os fu
ncio
ná
rio
s"Nã
o h
á p
rob
lem
as a
re
so
lve
r", "N
ão
há
te
mp
o",
Ou
tro
Qu
alid
ad
e, R
ecu
rso
s H
um
an
os, O
pe
racio
na
l, D
ire
çã
oS
im
Ba
lan
ce
d s
co
reca
rd, 7
de
sp
erd
ício
s, 5
S, F
ME
A (
Fa
ilure
Mo
de
an
d E
ffe
cts
An
aly
sis
, Q
FD
(Q
ua
lity
Fu
nctio
n D
ep
loym
en
t), D
iag
ram
a d
e p
are
to, D
iag
ram
a d
e c
au
sa
e e
feito
, P
DC
A (
Pla
n, D
o, C
he
ck, A
ct)
,
DM
AIC
(D
efin
e , M
ea
su
re, A
na
lise
, Im
pro
ve
, co
ntr
ol), D
OE
(D
esig
n o
f E
xp
erim
en
ts),
TQ
M: (T
ota
l
Qu
alit
y M
an
ag
em
en
t)
Fa
se
ava
nça
da
Sim
Ine
xis
ten
tes
"Nã
o h
á a
rgu
me
nto
s c
on
tra
as p
rática
s L
ea
n"
Pro
du
çã
o, Q
ua
lida
de
, F
ina
nce
iro
, L
og
ística
, C
om
pra
s, V
en
da
s, R
ecu
rso
s
Hu
ma
no
s, R
& D
(In
ve
stig
açã
o e
De
se
nvo
lvim
en
to),
Op
era
cio
na
l, D
ire
çã
o,
Ou
tro
Sim
Ba
lan
ce
d s
co
reca
rd, V
alu
e s
tre
am
ma
pp
ing
, 7
de
sp
erd
ício
s, 5
S, G
estã
o V
isu
al, D
iag
ram
a d
e p
are
to,
PD
CA
(P
lan
, D
o, C
he
ck, A
ct)
, Jid
oka
, S
ME
D (
Sin
gle
Min
ute
Exch
an
ge
of D
ies, S
ix S
igm
a, JIT
(Ju
st-
in-
tim
e),
KA
IZE
N, T
PS
(T
oyo
ta P
rod
uctio
n S
yste
m),
TQ
M: (T
ota
l Q
ua
lity M
an
ag
em
en
t)
Re
cu
rso
s F
ina
nce
iro
s, O
utr
os
"Le
an
é a
pe
na
s u
ma
no
va
te
nd
ên
cia
", "
Nã
o h
á p
rob
lem
as a
re
so
lve
r", "A
pe
sa
r
da
te
nta
tiva
de
me
lho
ria
, vo
lta
rem
os à
s m
esm
as p
rática
s",
"N
ão
há
orç
am
en
to",
"Nã
o h
á te
mp
o"
Ne
nh
um
Nã
o s
ab
eN
ão
sa
be
Ine
xis
ten
tes
"Nã
o h
á a
rgu
me
nto
s c
on
tra
as p
rática
s L
ea
n"
Ne
nh
um
Nã
oN
ão
Re
cu
rso
s F
ina
nce
iro
s, L
ayo
ut d
a e
mp
resa
"Le
an
é a
pe
na
s u
ma
no
va
te
nd
ên
cia
", "
Ap
esa
r d
a te
nta
tiva
de
me
lho
ria
,
vo
lta
rem
os à
s m
esm
as p
rática
s",
"N
ão
há
orç
am
en
to"
Ne
nh
um
Nã
o s
ab
eN
ão
sa
be
Ou
tro
s, In
exis
ten
tes
"Le
an
é a
pe
na
s u
ma
no
va
te
nd
ên
cia
", O
utr
oN
en
hu
mN
ão
sa
be
Fa
se
ava
nça
da
Nã
o S
ab
eIn
exis
ten
tes
"Nã
o h
á a
rgu
me
nto
s c
on
tra
as p
rática
s L
ea
n"
Pro
du
çã
o, Q
ua
lida
de
, L
og
ística
, C
om
pra
s, V
en
da
s, O
pe
racio
na
lS
im
Va
lue
str
ea
m m
ap
pin
g, 5
S, T
PM
, G
estã
o V
isu
al, S
ME
D (
Sin
gle
Min
ute
Exch
an
ge
of D
ies, S
ix S
igm
a,
JIT
(Ju
st-
in-t
ime
), K
AIZ
EN
Inco
mp
atib
ilid
ad
e c
om
os fu
ncio
ná
rio
s, R
ecu
rso
s F
ina
nce
iro
s, O
utr
os
"Le
an
é a
pe
na
s u
ma
no
va
te
nd
ên
cia
", "
Nã
o h
á o
rça
me
nto
", "
Nã
o h
á te
mp
o"
Nã
o
Ou
tro
s"N
ão
há
arg
um
en
tos c
on
tra
as p
rática
s L
ea
n"
Nã
oN
ão
Fa
se
ava
nça
da
Nã
oIn
exis
ten
tes
"Nã
o h
á a
rgu
me
nto
s c
on
tra
as p
rática
s L
ea
n"
Pro
du
çã
o, Q
ua
lida
de
, C
om
pra
s, R
& D
(In
ve
stig
açã
o e
De
se
nvo
lvim
en
to),
Op
era
cio
na
lS
im
Ba
lan
ce
d s
co
reca
rd, V
alu
e s
tre
am
ma
pp
ing
, 7
de
sp
erd
ício
s, 5
S, P
oka
-Yo
ke
, F
ME
A (
Fa
ilure
Mo
de
an
d
Effe
cts
An
aly
sis
, Q
FD
(Q
ua
lity F
un
ctio
n D
ep
loym
en
t), S
tan
da
rd w
ord
/ n
orm
aliz
açã
o, T
PM
, G
estã
o
Vis
ua
l, D
iag
ram
a d
e p
are
to, D
iag
ram
a d
e c
au
sa
e e
feito
, P
DC
A (
Pla
n, D
o, C
he
ck, A
ct)
, H
eiju
nka
,
Jid
oka
, K
an
ba
n, S
ME
D (
Sin
gle
Min
ute
Exch
an
ge
of D
ies, S
ix S
igm
a, O
EE
(O
ve
rall
Eq
uip
me
nt
Effic
ien
cy, D
MA
IC (
De
fin
e , M
ea
su
re, A
na
lise
, Im
pro
ve
, co
ntr
ol), D
OE
(D
esig
n o
f E
xp
erim
en
ts),
JIT
(Ju
st-
in-t
ime
), K
AIZ
EN
, T
PS
(T
oyo
ta P
rod
uctio
n S
yste
m),
TQ
M: (T
ota
l Q
ua
lity M
an
ag
em
en
t), O
utr
o
Fa
se
in
term
éd
iaN
ão
Ge
stã
o d
e to
po
, R
ecu
rso
s F
ina
nce
iro
s"N
ão
há
orç
am
en
to",
"N
ão
há
te
mp
o"
Pro
du
çã
o, L
og
ística
, O
pe
racio
na
l, T
od
os o
s d
ep
art
am
en
tos
Sim
Sim
7 d
esp
erd
ício
s, 5
S, S
tan
da
rd w
ord
/ n
orm
aliz
açã
o, G
estã
o V
isu
al, D
iag
ram
a d
e p
are
to, D
iag
ram
a d
e
ca
usa
e e
feito
, P
DC
A (
Pla
n, D
o, C
he
ck, A
ct)
, K
AIZ
EN
Fa
se
in
term
éd
iaS
imG
estã
o d
e to
po
, R
ecu
rso
s F
ina
nce
iro
s"N
ão
há
orç
am
en
to"
Pro
du
çã
o, Q
ua
lida
de
, L
og
ística
, R
ecu
rso
s H
um
an
os, O
pe
racio
na
lS
imS
im
5S
, S
tan
da
rd w
ord
/ n
orm
aliz
açã
o, G
estã
o V
isu
al, D
iag
ram
a d
e p
are
to, D
iag
ram
a d
e c
au
sa
e e
feito
,
Ka
nb
an
, K
AIZ
EN
Fa
se
in
term
éd
iaN
ão
Ge
stã
o d
e to
po
, R
ecu
rso
s F
ina
nce
iro
s, L
ayo
ut d
a e
mp
resa
"Nã
o h
á p
rob
lem
as a
re
so
lve
r"T
od
os o
s d
ep
art
am
en
tos
Sim
Sim
7 d
esp
erd
ício
s, 5
S, S
tan
da
rd w
ord
/ n
orm
aliz
açã
o, G
estã
o V
isu
al, D
iag
ram
a d
e p
are
to, D
iag
ram
a d
e
ca
usa
e e
feito
, S
ME
D (
Sin
gle
Min
ute
Exch
an
ge
of D
ies, K
AIZ
EN
Fa
se
in
term
éd
iaN
ão
Ge
stã
o d
e to
po
, R
ecu
rso
s F
ina
nce
iro
s, L
ayo
ut d
a e
mp
resa
"Nã
o h
á p
rob
lem
as a
re
so
lve
r"T
od
os o
s d
ep
art
am
en
tos
Sim
Sim
7 d
esp
erd
ício
s, 5
S, S
tan
da
rd w
ord
/ n
orm
aliz
açã
o, G
estã
o V
isu
al, D
iag
ram
a d
e p
are
to, D
iag
ram
a d
e
ca
usa
e e
feito
, S
ME
D (
Sin
gle
Min
ute
Exch
an
ge
of D
ies, K
AIZ
EN
Fa
se
in
term
éd
iaN
ão
Ge
stã
o d
e to
po
, R
ecu
rso
s F
ina
nce
iro
s"N
ão
há
pro
ble
ma
s a
re
so
lve
r"T
od
os o
s d
ep
art
am
en
tos
Sim
Sim
7 d
esp
erd
ício
s, 5
S, S
tan
da
rd w
ord
/ n
orm
aliz
açã
o, G
estã
o V
isu
al, D
iag
ram
a d
e p
are
to, D
iag
ram
a d
e
ca
usa
e e
feito
, K
AIZ
EN
Fa
se
in
term
éd
iaN
ão
Ge
stã
o d
e to
po
, R
ecu
rso
s F
ina
nce
iro
s"N
ão
há
pro
ble
ma
s a
re
so
lve
r"T
od
os o
s d
ep
art
am
en
tos
Sim
Sim
Ba
lan
ce
d s
co
reca
rd, 7
de
sp
erd
ício
s, 5
S, S
tan
da
rd w
ord
/ n
orm
aliz
açã
o, G
estã
o V
isu
al, D
iag
ram
a d
e
pa
reto
, D
iag
ram
a d
e c
au
sa
e e
feito
, S
ME
D (
Sin
gle
Min
ute
Exch
an
ge
of D
ies, K
AIZ
EN
Fa
se
in
term
éd
iaS
imG
estã
o d
e to
po
, R
ecu
rso
s F
ina
nce
iro
s"N
ão
há
pro
ble
ma
s a
re
so
lve
r"T
od
os o
s d
ep
art
am
en
tos
Sim
Sim
7 d
esp
erd
ício
s, 5
S, S
tan
da
rd w
ord
/ n
orm
aliz
açã
o, G
estã
o V
isu
al, D
iag
ram
a d
e p
are
to, D
iag
ram
a d
e
ca
usa
e e
feito
, S
ME
D (
Sin
gle
Min
ute
Exch
an
ge
of D
ies, K
AIZ
EN
Fa
se
in
term
éd
iaN
ão
Ge
stã
o d
e to
po
, R
ecu
rso
s F
ina
nce
iro
s"N
ão
há
pro
ble
ma
s a
re
so
lve
r"T
od
os o
s d
ep
art
am
en
tos
Sim
Sim
7 d
esp
erd
ício
s, 5
S, S
tan
da
rd w
ord
/ n
orm
aliz
açã
o, G
estã
o V
isu
al, D
iag
ram
a d
e p
are
to, D
iag
ram
a d
e
ca
usa
e e
feito
, S
ME
D (
Sin
gle
Min
ute
Exch
an
ge
of D
ies, K
AIZ
EN
Fa
se
in
term
éd
iaN
ão
Ge
stã
o d
e to
po
, R
ecu
rso
s F
ina
nce
iro
s"N
ão
há
pro
ble
ma
s a
re
so
lve
r", "N
ão
há
te
mp
o"
To
do
s o
s d
ep
art
am
en
tos
Sim
Sim
7 d
esp
erd
ício
s, 5
S, G
estã
o V
isu
al, D
iag
ram
a d
e p
are
to, D
iag
ram
a d
e c
au
sa
e e
feito
, S
ME
D (
Sin
gle
Min
ute
Exch
an
ge
of D
ies, K
AIZ
EN
Fa
se
de
pla
ne
am
en
toS
imIn
exis
ten
tes
"Nã
o h
á o
rça
me
nto
"Q
ua
lida
de
, M
ark
etin
g, L
og
ística
, O
pe
racio
na
lS
imS
im
Va
lue
str
ea
m m
ap
pin
g, 5
S, G
estã
o V
isu
al, D
iag
ram
a d
e p
are
to, D
iag
ram
a d
e c
au
sa
e e
feito
, K
an
ba
n,
SM
ED
(S
ing
le M
inu
te E
xch
an
ge
of D
ies, S
ix S
igm
a
Fa
se
de
in
tro
du
çã
oS
imIn
exis
ten
tes
"Nã
o h
á a
rgu
me
nto
s c
on
tra
as p
rática
s L
ea
n"
Pro
du
çã
o, Q
ua
lida
de
, M
ark
etin
g, L
og
ística
, O
pe
racio
na
lS
imS
im
Va
lue
str
ea
m m
ap
pin
g, 7
de
sp
erd
ício
s, S
tan
da
rd w
ord
/ n
orm
aliz
açã
o, G
estã
o V
isu
al, D
iag
ram
a d
e
pa
reto
, K
an
ba
n, S
ME
D (
Sin
gle
Min
ute
Exch
an
ge
of D
ies, S
ix S
igm
a
Fa
se
de
pla
ne
am
en
toS
imIn
exis
ten
tes
"Nã
o h
á a
rgu
me
nto
s c
on
tra
as p
rática
s L
ea
n"
Qu
alid
ad
e, M
ark
etin
g, L
og
ística
Sim
Sim
Va
lue
str
ea
m m
ap
pin
g, G
estã
o V
isu
al, K
an
ba
n, S
ME
D (
Sin
gle
Min
ute
Exch
an
ge
of D
ies, S
ix S
igm
a,
KA
IZE
N, T
PS
(T
oyo
ta P
rod
uctio
n S
yste
m)
Fa
se
de
in
tro
du
çã
oS
imG
estã
o d
e to
po
, R
ecu
rso
s F
ina
nce
iro
s"N
ão
há
pro
ble
ma
s a
re
so
lve
r", "N
ão
há
orç
am
en
to"
Pro
du
çã
o, Q
ua
lida
de
, M
ark
etin
g, L
og
ística
, O
pe
racio
na
lS
imS
imB
ala
nce
d s
co
reca
rd, 5
S, JIT
(Ju
st-
in-t
ime
), K
AIZ
EN
Fa
se
in
term
éd
iaG
estã
o d
e to
po
, R
ecu
rso
s F
ina
nce
iro
s"N
ão
há
orç
am
en
to",
"N
ão
há
te
mp
o"
Pro
du
çã
o, R
& D
(In
ve
stig
açã
o e
De
se
nvo
lvim
en
to)
Nã
oN
ão
5S
, K
an
ba
n
Ge
stã
o d
e to
po
, R
ecu
rso
s F
ina
nce
iro
s, L
ayo
ut d
a e
mp
resa
"Nã
o h
á o
rça
me
nto
", "
Nã
o h
á te
mp
o"
Nã
oS
im
Ge
stã
o d
e to
po
, R
ecu
rso
s F
ina
nce
iro
s"N
ão
há
orç
am
en
to",
"N
ão
há
te
mp
o"
Nã
oN
ão
Fa
se
ava
nça
da
Sim
La
yo
ut d
a e
mp
resa
, In
exis
ten
tes
"Nã
o h
á o
rça
me
nto
", "
Nã
o h
á te
mp
o"
Pro
du
çã
oS
imS
imG
estã
o V
isu
al
Ge
stã
o d
e to
po
, R
ecu
rso
s F
ina
nce
iro
s"N
ão
há
orç
am
en
to",
"N
ão
há
te
mp
o"
Pro
du
çã
oS
imS
im
Fa
se
ava
nça
da
Sim
"Nã
o h
á o
rça
me
nto
"D
ire
çã
oS
imS
im5
S, G
estã
o V
isu
al
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 150
(continuação)
15 a
. Que
ferr
amen
tas
e té
cnic
as L
ean
a em
pres
a us
a?16
Com
o vê
a im
portâ
ncia
do
Lean
no
futu
ro17
a. Q
uais
são
os
prin
cipa
is o
bjet
ivos
da
met
odol
ogia
Lea
n pa
ra a
em
pres
a?17
b. Q
uais
pod
eria
m s
er o
s ob
jetiv
os d
a m
etod
olog
ia L
ean
para
a E
mpr
esa?
18 O
suc
esso
da
estra
tégi
a Le
an
tem
sid
o:19
Com
o é
que
o pr
ogre
sso
Lean
é c
omun
icad
o na
em
pres
a?20 C
omo
clas
sific
a o
grau
de
impo
rtânc
ia d
os
segu
inte
s ca
mpo
s Le
an
[Mel
horia
con
tínua
]20
Com
o cl
assi
fica
o gr
au d
e im
portâ
ncia
dos
se
guin
tes
cam
pos
Lean
[Opt
imiz
ação
de
proc
esso
s]
20 C
omo
clas
sific
a o
grau
de
impo
rtânc
ia d
os s
egui
ntes
ca
mpo
s Le
an [O
rgan
izaç
ão d
e ap
rend
izag
em]
20 C
omo
clas
sific
a o
grau
de
impo
rtânc
ia d
os
segu
inte
s ca
mpo
s Le
an
[Des
afia
r e in
cent
ivar
os
func
ioná
rios]
20 C
omo
clas
sific
a o
grau
de
impo
rtânc
ia d
os s
egui
ntes
ca
mpo
s Le
an [D
esaf
iar e
in
cent
ivar
os
forn
eced
ores
]20 C
omo
clas
sific
a o
grau
de
impo
rtânc
ia d
os s
egui
ntes
ca
mpo
s Le
an [E
stra
tégi
a da
em
pres
a a
long
o pr
azo]
Bal
ance
d sc
orec
ard,
5S
, Ges
tão
Vis
ual,
JIT
(Jus
t-in-
time)
Aum
enta
Red
uzir
cust
os, R
eduç
ão d
o Le
ad T
ime,
Aum
enta
r a q
ualid
ade
Red
uzir
cust
os, M
elho
rias
da s
atis
façã
o do
clie
nte,
Aum
enta
r a m
otiv
ação
dos
co
labo
rado
res,
Red
ução
do
Lead
tim
e, A
umen
tar a
qua
lidad
e, O
utro
Nem
suc
esso
, nem
insu
cess
oR
euni
ões
em E
quip
a, R
euni
ões
Indi
vidu
ais,
Qua
dros
/ pa
inéi
s in
form
ação
Mui
to Im
porta
nte
Impo
rtant
eP
ouco
Impo
rtant
eIm
porta
nte
Pou
co Im
porta
nte
Mui
to Im
porta
nte
Bal
ance
d sc
orec
ard,
5S
, Ges
tão
Vis
ual,
SM
ED
(Sin
gle
Min
ute
Exc
hang
e of
Die
s, S
ix S
igm
a, J
IT (J
ust-i
n-tim
e), K
AIZ
EN
Aum
enta
Red
uzir
cust
os, M
elho
rias
da s
atis
façã
o, A
umen
tar a
mot
ivaç
ão d
os
cola
bora
dore
s, A
umen
tar a
qua
lidad
e
Red
uzir
cust
os, M
elho
rias
da s
atis
façã
o do
clie
nte,
Mel
horia
s de
flex
ibili
dade
, Aum
enta
r a
mot
ivaç
ão d
os c
olab
orad
ores
, Red
ução
do
Lead
tim
e, A
umen
tar a
qua
lidad
e, B
enef
ício
s cu
ltura
is, O
utro
Suc
esso
Reu
niõe
s em
Equ
ipa,
Reu
niõe
s In
divi
duai
s, In
trane
t, Q
uadr
os /
pain
éis
info
rmaç
ão, O
utro
Mui
to Im
porta
nte
Impo
rtant
eIm
porta
nte
Mui
to Im
porta
nte
Pou
co Im
porta
nte
Mui
to Im
porta
nte
Bal
ance
d sc
orec
ard,
5S
, KA
IZE
N, T
PS
(Toy
ota
Pro
duct
ion
Sys
tem
)A
umen
taR
eduz
ir cu
stos
, Aum
enta
r a q
ualid
ade
Red
uzir
cust
os, M
elho
rias
da s
atis
façã
o do
clie
nte,
Aum
enta
r a m
otiv
ação
dos
co
labo
rado
res,
Red
ução
do
Lead
tim
e, A
umen
tar a
qua
lidad
eS
uces
soR
euni
ões
em E
quip
a, R
euni
ões
Indi
vidu
ais,
Qua
dros
/ pa
inéi
s in
form
ação
Impo
rtant
eIm
porta
nte
Não
é Im
porta
nte
Impo
rtant
eP
ouco
Impo
rtant
eM
uito
Impo
rtant
e
Aum
enta
Red
uzir
cust
os, A
umen
tar a
qua
lidad
eR
eduz
ir cu
stos
, Mel
horia
s da
sat
isfa
ção
do c
lient
e, A
umen
tar a
mot
ivaç
ão d
os
cola
bora
dore
s, R
eduç
ão d
o Le
ad ti
me,
Aum
enta
r a q
ualid
ade
Nem
suc
esso
, nem
insu
cess
oB
alan
ced
scor
ecar
d, V
alue
stre
am m
appi
ng, 5
S, P
oka-
Yok
e, Q
FD (Q
ualit
y Fu
nctio
n D
eplo
ymen
t), S
tand
ard
wor
d /
norm
aliz
ação
, SM
ED
(Sin
gle
Min
ute
Exc
hang
e of
Die
s, S
ix S
igm
a, J
IT (J
ust-i
n-tim
e), K
AIZ
EN
, TQ
M: (
Tota
l Qua
lity
Man
agem
ent)
Aum
enta
Red
uzir
cust
os, M
elho
rias
da s
atis
façã
o, A
umen
tar a
mot
ivaç
ão d
os
cola
bora
dore
s, A
umen
tar a
qua
lidad
e, B
enef
ício
s cu
ltura
is
Red
uzir
cust
os, M
elho
rias
da s
atis
façã
o do
clie
nte,
Mel
horia
s de
flex
ibili
dade
, Aum
enta
r a
mot
ivaç
ão d
os c
olab
orad
ores
, Red
ução
do
Lead
tim
e, A
umen
tar a
qua
lidad
e, B
enef
ício
s cu
ltura
isM
uito
suc
esso
Reu
niõe
s em
Equ
ipa,
Reu
niõe
s In
divi
duai
s, M
emo,
Intra
net,
Qua
dros
/ pa
inéi
s in
form
ação
Mui
to Im
porta
nte
Mui
to Im
porta
nte
Pou
co Im
porta
nte
Mui
to Im
porta
nte
Pou
co Im
porta
nte
Mui
to Im
porta
nte
Red
uzir
cust
os, A
umen
tar a
qua
lidad
eIm
porta
nte
Mui
to Im
porta
nte
Impo
rtant
eM
uito
Impo
rtant
eP
ouco
Impo
rtant
eM
uito
Impo
rtant
e
Red
uzir
cust
osN
em s
uces
so, n
em in
suce
sso
Bal
ance
d sc
orec
ard,
Val
ue s
tream
map
ping
, 7 d
espe
rdíc
ios,
5S
, Pok
a-Y
oke,
FM
EA
(Fai
lure
Mod
e an
d E
ffect
s A
naly
sis,
QFD
(Q
ualit
y Fu
nctio
n D
eplo
ymen
t), S
tand
ard
wor
d / n
orm
aliz
ação
, Ges
tão
Vis
ual,
Dia
gram
a de
par
eto,
Dia
gram
a de
cau
sa e
ef
eito
, PD
CA
(Pla
n, D
o, C
heck
, Act
), H
eiju
nka,
Jid
oka,
Kan
ban,
SM
ED
(Sin
gle
Min
ute
Exc
hang
e of
Die
s, S
ix S
igm
a, D
MA
IC
(Def
ine
, Mea
sure
, Ana
lise,
Impr
ove,
con
trol),
DO
E (D
esig
n of
Exp
erim
ents
), JI
T (J
ust-i
n-tim
e), K
AIZ
EN
, TP
S (T
oyot
a P
rodu
ctio
n S
yste
m),
TQM
: (To
tal Q
ualit
y M
anag
emen
t)C
onst
ante
Red
uzir
cust
os, M
elho
rias
da s
atis
façã
o, A
umen
tar a
mot
ivaç
ão d
os
cola
bora
dore
s, R
eduç
ão d
o Le
ad T
ime,
Aum
enta
r a q
ualid
ade,
Out
roMel
horia
s de
flex
ibili
dade
, Ben
efíc
ios
cultu
rais
, Out
roM
uito
suc
esso
Reu
niõe
s em
Equ
ipa,
Reu
niõe
s In
divi
duai
s, M
emo,
Intra
net,
Qua
dros
/ pa
inéi
s in
form
ação
, New
slet
ters
Mui
to Im
porta
nte
Mui
to Im
porta
nte
Impo
rtant
eM
uito
Impo
rtant
eIm
porta
nte
Mui
to Im
porta
nte
Bal
ance
d sc
orec
ard,
7 d
espe
rdíc
ios,
5S
, FM
EA
(Fai
lure
Mod
e an
d E
ffect
s A
naly
sis,
QFD
(Qua
lity
Func
tion
Dep
loym
ent),
D
iagr
ama
de p
aret
o, D
iagr
ama
de c
ausa
e e
feito
, PD
CA
(Pla
n, D
o, C
heck
, Act
), D
MA
IC (D
efin
e , M
easu
re, A
nalis
e, Im
prov
e,
cont
rol),
DO
E (D
esig
n of
Exp
erim
ents
), TQ
M: (
Tota
l Qua
lity
Man
agem
ent)
Con
stan
teR
eduz
ir cu
stos
, Mel
horia
s da
sat
isfa
ção,
Mel
horia
s de
flex
ibili
dade
, Aum
enta
r a
qual
idad
e, B
enef
ício
s cu
ltura
isA
umen
tar a
mot
ivaç
ão d
os c
olab
orad
ores
Suc
esso
Reu
niõe
s em
Equ
ipa,
Intra
net,
Qua
dros
/ pa
inéi
s in
form
ação
, N
ewsl
ette
rsIm
porta
nte
Mui
to Im
porta
nte
Impo
rtant
eP
ouco
Impo
rtant
eIm
porta
nte
Impo
rtant
eB
alan
ced
scor
ecar
d, V
alue
stre
am m
appi
ng, 7
des
perd
ício
s, 5
S, G
estã
o V
isua
l, D
iagr
ama
de p
aret
o, P
DC
A (P
lan,
Do,
Che
ck,
Act
), Ji
doka
, SM
ED
(Sin
gle
Min
ute
Exc
hang
e of
Die
s, S
ix S
igm
a, J
IT (J
ust-i
n-tim
e), K
AIZ
EN
, TP
S (T
oyot
a P
rodu
ctio
n S
yste
m),
TQM
: (To
tal Q
ualit
y M
anag
emen
t)C
onst
ante
Red
uzir
cust
os, M
elho
rias
da s
atis
façã
o, M
elho
rias
de fl
exib
ilida
de, A
umen
tar
a m
otiv
ação
dos
col
abor
ador
es, R
eduç
ão d
o Le
ad T
ime,
Aum
enta
r a q
ualid
ade
Ben
efíc
ios
cultu
rais
, Out
roM
uito
suc
esso
Reu
niõe
s em
Equ
ipa,
Reu
niõe
s In
divi
duai
s, M
emo,
Intra
net,
Qua
dros
/ pa
inéi
s in
form
ação
, Jor
nal /
Rev
ista
Inte
rna,
New
slet
ters
, Out
roMui
to Im
porta
nte
Mui
to Im
porta
nte
Pou
co Im
porta
nte
Mui
to Im
porta
nte
Impo
rtant
eM
uito
Impo
rtant
e
Red
uzir
cust
os
Red
uzir
cust
os, R
eduç
ão d
o Le
ad ti
me,
Aum
enta
r a q
ualid
ade
Red
uzir
cust
os, A
umen
tar a
qua
lidad
e
Val
ue s
tream
map
ping
, 5S
, TP
M, G
estã
o V
isua
l, S
ME
D (S
ingl
e M
inut
e E
xcha
nge
of D
ies,
Six
Sig
ma,
JIT
(Jus
t-in-
time)
, K
AIZ
EN
Aum
enta
Red
uzir
cust
os, A
umen
tar a
mot
ivaç
ão d
os c
olab
orad
ores
, Red
ução
do
Lead
Ti
me
Mel
horia
s da
sat
isfa
ção
do c
lient
e, M
elho
rias
de fl
exib
ilida
de, A
umen
tar a
qua
lidad
e,
Out
roM
uito
suc
esso
Reu
niõe
s em
Equ
ipa,
Reu
niõe
s In
divi
duai
s, In
trane
t, Q
uadr
os /
pain
éis
info
rmaç
ão, J
orna
l / R
evis
ta In
tern
aM
uito
Impo
rtant
eM
uito
Impo
rtant
eP
ouco
Impo
rtant
eM
uito
Impo
rtant
eIm
porta
nte
Mui
to Im
porta
nte
Dim
inui
Out
ro
Bal
ance
d sc
orec
ard,
Val
ue s
tream
map
ping
, 7 d
espe
rdíc
ios,
5S
, Pok
a-Y
oke,
FM
EA
(Fai
lure
Mod
e an
d E
ffect
s A
naly
sis,
QFD
(Q
ualit
y Fu
nctio
n D
eplo
ymen
t), S
tand
ard
wor
d / n
orm
aliz
ação
, TP
M, G
estã
o V
isua
l, D
iagr
ama
de p
aret
o, D
iagr
ama
de
caus
a e
efei
to, P
DC
A (P
lan,
Do,
Che
ck, A
ct),
Hei
junk
a, J
idok
a, K
anba
n, S
ME
D (S
ingl
e M
inut
e E
xcha
nge
of D
ies,
Six
Sig
ma,
O
EE
(Ove
rall
Equ
ipm
ent E
ffici
ency
, DM
AIC
(Def
ine
, Mea
sure
, Ana
lise,
Impr
ove,
con
trol),
DO
E (D
esig
n of
Exp
erim
ents
), JI
T (J
ust-i
n-tim
e), K
AIZ
EN
, TP
S (T
oyot
a P
rodu
ctio
n S
yste
m),
TQM
: (To
tal Q
ualit
y M
anag
emen
t), O
utro
Aum
enta
Red
uzir
cust
os, M
elho
rias
da s
atis
façã
o, M
elho
rias
de fl
exib
ilida
de, A
umen
tar
a m
otiv
ação
dos
col
abor
ador
es, R
eduç
ão d
o Le
ad T
ime,
Aum
enta
r a
qual
idad
e, O
utro
Out
roM
uito
suc
esso
Reu
niõe
s em
Equ
ipa,
Reu
niõe
s In
divi
duai
s, M
emo,
Intra
net,
Qua
dros
/ pa
inéi
s in
form
ação
, Out
roIm
porta
nte
Impo
rtant
eP
ouco
Impo
rtant
eIm
porta
nte
Não
é Im
porta
nte
Impo
rtant
e7
desp
erdí
cios
, 5S
, Sta
ndar
d w
ord
/ nor
mal
izaç
ão, G
estã
o V
isua
l, D
iagr
ama
de p
aret
o, D
iagr
ama
de c
ausa
e e
feito
, PD
CA
(P
lan,
Do,
Che
ck, A
ct),
KA
IZE
NA
umen
taM
elho
rias
da s
atis
façã
o, M
elho
rias
de fl
exib
ilida
de, B
enef
ício
s cu
ltura
isM
uito
suc
esso
Reu
niõe
s em
Equ
ipa,
Qua
dros
/ pa
inéi
s in
form
ação
Mui
to Im
porta
nte
Mui
to Im
porta
nte
Mui
to Im
porta
nte
Mui
to Im
porta
nte
Mui
to Im
porta
nte
5S, S
tand
ard
wor
d / n
orm
aliz
ação
, Ges
tão
Vis
ual,
Dia
gram
a de
par
eto,
Dia
gram
a de
cau
sa e
efe
ito, K
anba
n, K
AIZ
EN
Aum
enta
Red
uzir
cust
os, M
elho
rias
da s
atis
façã
o, M
elho
rias
de fl
exib
ilida
de, R
eduç
ão
do L
ead
Tim
e, A
umen
tar a
qua
lidad
eM
elho
rias
da s
atis
façã
o do
clie
nte,
Aum
enta
r a m
otiv
ação
dos
col
abor
ador
es, R
eduç
ão d
o Le
ad ti
me
Mui
to s
uces
soR
euni
ões
em E
quip
a, Q
uadr
os /
pain
éis
info
rmaç
ãoM
uito
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eIm
porta
nte
Mui
to Im
porta
nte
7 de
sper
díci
os, 5
S, S
tand
ard
wor
d / n
orm
aliz
ação
, Ges
tão
Vis
ual,
Dia
gram
a de
par
eto,
Dia
gram
a de
cau
sa e
efe
ito, S
ME
D
(Sin
gle
Min
ute
Exc
hang
e of
Die
s, K
AIZ
EN
Aum
enta
Mel
horia
s de
flex
ibili
dade
Mel
horia
s da
sat
isfa
ção
do c
lient
e, A
umen
tar a
mot
ivaç
ão d
os c
olab
orad
ores
, Ben
efíc
ios
cultu
rais
Mui
to s
uces
soJo
rnal
/ R
evis
ta In
tern
aM
uito
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eIm
porta
nte
Impo
rtant
e7
desp
erdí
cios
, 5S
, Sta
ndar
d w
ord
/ nor
mal
izaç
ão, G
estã
o V
isua
l, D
iagr
ama
de p
aret
o, D
iagr
ama
de c
ausa
e e
feito
, SM
ED
(S
ingl
e M
inut
e E
xcha
nge
of D
ies,
KA
IZE
NA
umen
taM
elho
rias
de fl
exib
ilida
deM
elho
rias
da s
atis
façã
o do
clie
nte,
Aum
enta
r a m
otiv
ação
dos
col
abor
ador
es, B
enef
ício
s cu
ltura
isM
uito
suc
esso
Jorn
al /
Rev
ista
Inte
rna
Mui
to Im
porta
nte
Mui
to Im
porta
nte
Mui
to Im
porta
nte
Impo
rtant
eIm
porta
nte
7 de
sper
díci
os, 5
S, S
tand
ard
wor
d / n
orm
aliz
ação
, Ges
tão
Vis
ual,
Dia
gram
a de
par
eto,
Dia
gram
a de
cau
sa e
efe
ito, K
AIZ
EN
Aum
enta
Mel
horia
s de
flex
ibili
dade
Mui
to s
uces
soR
euni
ões
em E
quip
a, R
euni
ões
Indi
vidu
ais,
Jor
nal /
Rev
ista
Inte
rna
Mui
to Im
porta
nte
Mui
to Im
porta
nte
Mui
to Im
porta
nte
Impo
rtant
eIm
porta
nte
Mui
to Im
porta
nte
Bal
ance
d sc
orec
ard,
7 d
espe
rdíc
ios,
5S
, Sta
ndar
d w
ord
/ nor
mal
izaç
ão, G
estã
o V
isua
l, D
iagr
ama
de p
aret
o, D
iagr
ama
de
caus
a e
efei
to, S
ME
D (S
ingl
e M
inut
e E
xcha
nge
of D
ies,
KA
IZE
NA
umen
taM
elho
rias
de fl
exib
ilida
deM
elho
rias
da s
atis
façã
o do
clie
nte,
Aum
enta
r a m
otiv
ação
dos
col
abor
ador
es, B
enef
ício
s cu
ltura
isM
uito
suc
esso
Reu
niõe
s em
Equ
ipa,
Qua
dros
/ pa
inéi
s in
form
ação
, Jor
nal /
Rev
ista
Inte
rna
Mui
to Im
porta
nte
Mui
to Im
porta
nte
Mui
to Im
porta
nte
Impo
rtant
eP
ouco
Impo
rtant
eIm
porta
nte
7 de
sper
díci
os, 5
S, S
tand
ard
wor
d / n
orm
aliz
ação
, Ges
tão
Vis
ual,
Dia
gram
a de
par
eto,
Dia
gram
a de
cau
sa e
efe
ito, S
ME
D
(Sin
gle
Min
ute
Exc
hang
e of
Die
s, K
AIZ
EN
Aum
enta
Mel
horia
s de
flex
ibili
dade
, Aum
enta
r a q
ualid
ade
Mel
horia
s da
sat
isfa
ção
do c
lient
e, A
umen
tar a
mot
ivaç
ão d
os c
olab
orad
ores
, Ben
efíc
ios
cultu
rais
Mui
to s
uces
soR
euni
ões
em E
quip
a, J
orna
l / R
evis
ta In
tern
aM
uito
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eIm
porta
nte
Impo
rtant
e7
desp
erdí
cios
, 5S
, Sta
ndar
d w
ord
/ nor
mal
izaç
ão, G
estã
o V
isua
l, D
iagr
ama
de p
aret
o, D
iagr
ama
de c
ausa
e e
feito
, SM
ED
(S
ingl
e M
inut
e E
xcha
nge
of D
ies,
KA
IZE
NA
umen
taM
elho
rias
de fl
exib
ilida
de, R
eduç
ão d
o Le
ad T
ime
Mel
horia
s da
sat
isfa
ção
do c
lient
e, A
umen
tar a
mot
ivaç
ão d
os c
olab
orad
ores
, Ben
efíc
ios
cultu
rais
Mui
to s
uces
soJo
rnal
/ R
evis
ta In
tern
aM
uito
Impo
rtant
eM
uito
Impo
rtant
eIm
porta
nte
Mui
to Im
porta
nte
Impo
rtant
eIm
porta
nte
7 de
sper
díci
os, 5
S, G
estã
o V
isua
l, D
iagr
ama
de p
aret
o, D
iagr
ama
de c
ausa
e e
feito
, SM
ED
(Sin
gle
Min
ute
Exc
hang
e of
Die
s,
KA
IZE
NA
umen
taR
eduz
ir cu
stos
, Mel
horia
s de
flex
ibili
dade
, Red
ução
do
Lead
Tim
e, A
umen
tar a
qu
alid
ade
Mel
horia
s da
sat
isfa
ção
do c
lient
e, A
umen
tar a
mot
ivaç
ão d
os c
olab
orad
ores
, Ben
efíc
ios
cultu
rais
Mui
to s
uces
soR
euni
ões
em E
quip
a, Q
uadr
os /
pain
éis
info
rmaç
ão, J
orna
l / R
evis
ta In
tern
aM
uito
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eIm
porta
nte
Impo
rtant
eV
alue
stre
am m
appi
ng, 5
S, G
estã
o V
isua
l, D
iagr
ama
de p
aret
o, D
iagr
ama
de c
ausa
e e
feito
, Kan
ban,
SM
ED
(Sin
gle
Min
ute
Exc
hang
e of
Die
s, S
ix S
igm
aA
umen
taR
eduz
ir cu
stos
Mel
horia
s da
sat
isfa
ção
do c
lient
e, M
elho
rias
de fl
exib
ilida
de, R
eduç
ão d
o Le
ad ti
me,
A
umen
tar a
qua
lidad
eS
uces
soQ
uadr
os /
pain
éis
info
rmaç
ãoM
uito
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eV
alue
stre
am m
appi
ng, 7
des
perd
ício
s, S
tand
ard
wor
d / n
orm
aliz
ação
, Ges
tão
Vis
ual,
Dia
gram
a de
par
eto,
Kan
ban,
SM
ED
(S
ingl
e M
inut
e E
xcha
nge
of D
ies,
Six
Sig
ma
Aum
enta
Red
uzir
cust
osR
eduz
ir cu
stos
, Mel
horia
s da
sat
isfa
ção
do c
lient
e, M
elho
rias
de fl
exib
ilida
deS
uces
soQ
uadr
os /
pain
éis
info
rmaç
ãoM
uito
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eV
alue
stre
am m
appi
ng, G
estã
o V
isua
l, K
anba
n, S
ME
D (S
ingl
e M
inut
e E
xcha
nge
of D
ies,
Six
Sig
ma,
KA
IZE
N, T
PS
(Toy
ota
Pro
duct
ion
Sys
tem
)A
umen
taR
eduz
ir cu
stos
Mel
horia
s de
flex
ibili
dade
, Red
ução
do
Lead
tim
e, A
umen
tar a
qua
lidad
eS
uces
soR
euni
ões
em E
quip
a, Q
uadr
os /
pain
éis
info
rmaç
ãoM
uito
Impo
rtant
eIm
porta
nte
Impo
rtant
eM
uito
Impo
rtant
eIm
porta
nte
Mui
to Im
porta
nte
Bal
ance
d sc
orec
ard,
5S
, JIT
(Jus
t-in-
time)
, KA
IZE
NA
umen
taR
eduz
ir cu
stos
, Aum
enta
r a q
ualid
ade
Mel
horia
s de
flex
ibili
dade
, Red
ução
do
Lead
tim
e, A
umen
tar a
qua
lidad
eS
em s
uces
soR
euni
ões
em E
quip
a, Q
uadr
os /
pain
éis
info
rmaç
ãoIm
porta
nte
Impo
rtant
eIm
porta
nte
Mui
to Im
porta
nte
Impo
rtant
eM
uito
Impo
rtant
e
5S, K
anba
nD
imin
uiR
eduz
ir cu
stos
Red
uzir
cust
os, A
umen
tar a
qua
lidad
eS
em s
uces
soR
euni
ões
Indi
vidu
ais,
Qua
dros
/ pa
inéi
s in
form
ação
Mui
to Im
porta
nte
Mui
to Im
porta
nte
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eA
umen
taR
eduz
ir cu
stos
, Aum
enta
r a q
ualid
ade
Aum
enta
Red
uzir
cust
os, A
umen
tar a
qua
lidad
e
Ges
tão
Vis
ual
Aum
enta
Mel
horia
s da
sat
isfa
ção,
Red
ução
do
Lead
Tim
eM
elho
rias
de fl
exib
ilida
de, R
eduç
ão d
o Le
ad ti
me
Mui
to s
uces
soR
euni
ões
em E
quip
aM
uito
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eP
ouco
Impo
rtant
eM
uito
Impo
rtant
e
Aum
enta
Mel
horia
s da
sat
isfa
ção,
Red
ução
do
Lead
Tim
eM
elho
rias
de fl
exib
ilida
deM
uito
suc
esso
Reu
niõe
s em
Equ
ipa
Mui
to Im
porta
nte
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
eM
uito
Impo
rtant
e
5S, G
estã
o V
isua
lA
umen
taM
elho
rias
da s
atis
façã
o, A
umen
tar a
mot
ivaç
ão d
os c
olab
orad
ores
Red
uzir
cust
osM
uito
suc
esso
Intra
net
Mui
to Im
porta
nte
Mui
to Im
porta
nte
Mui
to Im
porta
nte
Impo
rtant
eM
uito
Impo
rtant
e
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 151
(continuação)
21 C
onsi
dera
qu
e o
Lean
é
uma
abor
dage
m
de m
elho
ria 1.
Qua
nto
à qu
alid
ade
[Elim
inar
de
sper
díci
o]
1. Q
uant
o à
qual
idad
e [M
elho
ria d
o tra
balh
o em
eq
uipa
]
1. Q
uant
o à
qual
idad
e [M
elho
ria
da
fiabi
lidad
e
1. Q
uant
o à
qual
idad
e [R
eduz
ir m
anut
ençã
o
2. Q
uant
o ao
s cu
stos
in
dire
tos
[Red
ução
de
cust
os d
e
2. Q
uant
o ao
s cu
stos
in
dire
tos
[Red
ução
de
cust
os d
e
2. Q
uant
o ao
s cu
stos
in
dire
tos
[Red
ução
de
trans
porte
e 2. Q
uant
o ao
s cu
stos
in
dire
tos
[Red
ução
no
3. Q
uant
o ao
s cu
stos
di
reto
s [A
umen
to
de re
ceita
s 3. Q
uant
o ao
s cu
stos
di
reto
s [R
eduç
ão d
e st
ock
de
3. Q
uant
o ao
s cu
stos
di
reto
s [R
eduç
ão
dire
ta d
e
3. Q
uant
o ao
s cu
stos
di
reto
s [D
espe
sas
de c
apita
l
4. Q
uant
o ao
tem
po
[Red
ução
do
lead
tim
e do
4. Q
uant
o ao
tem
po
[Red
ução
do
lead
tim
e da
pro
duçã
o]
4. Q
uant
o ao
te
mpo
[Red
ução
do
tem
po d
e m
anut
ençã
o]
4. Q
uant
o ao
tem
po
[Red
ução
do
plan
eam
ento
de
proc
esso
s]
5. Q
uant
o à
flexi
bilid
ade
[Aum
ento
do
volu
me
indi
vidu
al
de v
enda
s]
5. Q
uant
o à
flexi
bilid
ade
[Aum
enta
r a
capa
cida
de
indi
vidu
al d
as 5.
Qua
nto
à fle
xibi
lidad
e [A
umen
tar a
fle
xibi
lidad
e pa
ra
mud
ar o
layo
ut d
os 5.
Qua
nto
à fle
xibi
lidad
e [N
úmer
o de
pro
duto
s di
fere
ntes
pr
oduz
idos
num
a m
áqui
na/c
élul
a de
fabr
ico
ou li
nha
de p
rodu
ção]
Sim
Com
suc
esso
Com
suc
esso
Com
su
cess
oN
eutro
Neu
troN
eutro
Com
su
cess
oC
om
suce
sso
Com
su
cess
oC
om
suce
sso
Com
suc
essoN
eutro
Com
suc
essoC
om s
uces
soC
om s
uces
soN
eutro
Com
suc
esso
Com
suc
esso
Com
suc
esso
Com
mui
to s
uces
so
Sim
Com
mui
to
suce
sso
Com
suc
esso
Com
su
cess
oC
om
suce
sso
Neu
troSe
m
suce
sso
Com
su
cess
oC
om
suce
sso
Com
su
cess
oC
om m
uito
su
cess
oC
om s
uces
soNeu
troC
om s
uces
soCom
mui
to s
uces
soC
om s
uces
soC
om s
uces
soC
om s
uces
soC
om m
uito
suc
esso
Com
suc
esso
Com
mui
to s
uces
so
Sim
Com
suc
esso
Com
suc
esso
Neu
troN
eutro
Sem
su
cess
oSe
m
suce
sso
Neu
troC
om
suce
sso
Neu
troC
om
suce
sso
Com
suc
essoN
eutro
Com
suc
essoC
om m
uito
suc
esso
Com
suc
esso
Neu
troC
om s
uces
soC
om m
uito
suc
esso
Com
suc
esso
Com
suc
esso
Sim
Com
mui
to
suce
sso
Com
suc
esso
Com
su
cess
oC
om
suce
sso
Neu
troSe
m
suce
sso
Com
su
cess
oN
eutro
Neu
troC
om
suce
sso
Neu
troC
om s
uces
soCom
suc
essoC
om s
uces
soC
om s
uces
soC
om s
uces
soC
om s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Não
Sim
Com
mui
to
suce
sso
Com
mui
to
suce
sso
Com
su
cess
oC
om
suce
sso
Neu
troC
om
suce
sso
Com
mui
to
suce
sso
Com
su
cess
oC
om
suce
sso
Neu
troN
eutro
Com
suc
essoC
om m
uito
suc
esso
Neu
troC
om s
uces
soC
om s
uces
soC
om m
uito
suc
essoN
eutro
Com
suc
esso
Neu
tro
Sim
Neu
troC
om s
uces
soN
eutro
Neu
troC
om
suce
sso
Com
su
cess
oN
eutro
Neu
troC
om
suce
sso
Com
su
cess
oC
om
suce
sso
Sem
suc
essoC
om m
uito
suc
esso
Neu
troN
eutro
Com
suc
esso
Com
suc
esso
Sem
suc
esso
Sem
suc
esso
Sem
suc
esso
Sim
Neu
troC
om m
uito
su
cess
oC
om
suce
sso
Com
su
cess
oSe
m
suce
sso
Sem
su
cess
oC
om
suce
sso
Neu
troC
om m
uito
su
cess
oN
eutro
Com
su
cess
oC
om s
uces
soCom
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soCom
suc
esso
Com
mui
to s
uces
soCom
mui
to s
uces
soC
om s
uces
soN
eutro
Não
Sim
Com
suc
esso
Com
mui
to
suce
sso
Com
mui
to
suce
sso
Neu
troN
eutro
Com
su
cess
oC
om m
uito
su
cess
oC
om
suce
sso
Com
su
cess
oC
om m
uito
su
cess
oC
om m
uito
su
cess
oC
om s
uces
soCom
mui
to s
uces
soC
om s
uces
soC
om s
uces
soC
om m
uito
suc
essoC
om m
uito
suc
essoC
om s
uces
soN
eutro
Com
suc
esso
Sim
Com
mui
to
suce
sso
Com
mui
to s
uces
soC
om s
uces
soCom
suc
essoN
eutro
Neu
troC
om s
uces
soCom
suc
essoC
om s
uces
soCom
mui
to s
uces
soC
om m
uito
suc
esso
Com
suc
essoC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om s
uces
soC
om s
uces
soC
om m
uito
suc
essoC
om m
uito
suc
esso
Com
suc
esso
Com
mui
to s
uces
so
Sim
Com
mui
to
suce
sso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Neu
troC
om s
uces
soCom
suc
essoC
om m
uito
suc
esso
Com
suc
essoN
eutro
Com
mui
to s
uces
soC
om s
uces
soCom
mui
to s
uces
soN
eutro
Com
mui
to s
uces
soN
eutro
Com
mui
to s
uces
soNeu
troC
om s
uces
soN
eutro
Sim
Com
mui
to
suce
sso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
suc
essoC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soN
eutro
Com
suc
essoC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
essoCom
mui
to s
uces
soCom
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
suc
esso
Sim
Com
mui
to
suce
sso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
suc
essoC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
essoCom
suc
esso
Com
mui
to s
uces
soCom
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Sim
Com
mui
to
suce
sso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
suc
essoC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
essoCom
mui
to s
uces
soCom
mui
to s
uces
soCom
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Sim
Com
suc
esso
Com
mui
to s
uces
soN
eutro
Com
suc
essoC
om s
uces
soCom
suc
essoC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
essoCom
mui
to s
uces
soCom
mui
to s
uces
soCom
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
so
Sim
Com
suc
esso
Com
mui
to s
uces
soN
eutro
Com
mui
to s
uces
soC
om s
uces
soCom
suc
essoC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Neu
troC
om m
uito
suc
essoCom
suc
esso
Com
mui
to s
uces
soCom
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Sim
Com
mui
to
suce
sso
Com
mui
to s
uces
soN
eutro
Com
suc
essoC
om m
uito
suc
esso
Com
suc
essoC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
essoCom
mui
to s
uces
soCom
mui
to s
uces
soCom
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
so
Sim
Com
suc
esso
Com
suc
esso
Neu
troN
eutro
Com
suc
essoC
om s
uces
soCom
suc
essoC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soCom
mui
to s
uces
soCom
mui
to s
uces
soCom
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
so
Sim
Com
suc
esso
Com
suc
esso
Neu
troN
eutro
Com
suc
essoC
om s
uces
soCom
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om s
uces
soCom
mui
to s
uces
soC
om s
uces
soC
om m
uito
suc
essoCom
mui
to s
uces
soCom
mui
to s
uces
soCom
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
so
Sim
Com
mui
to
suce
sso
Com
mui
to s
uces
soN
eutro
Sem
suc
essoN
eutro
Neu
troC
om m
uito
suc
esso
Com
mui
to s
uces
soN
eutro
Com
suc
essoC
om s
uces
soCom
suc
essoC
om s
uces
soCom
mui
to s
uces
soC
om m
uito
suc
essoCom
mui
to s
uces
soNeu
troC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om s
uces
so
Sim
Com
mui
to
suce
sso
Com
mui
to s
uces
soN
eutro
Sem
suc
essoN
eutro
Com
suc
essoC
om m
uito
suc
esso
Com
suc
essoN
eutro
Com
suc
essoC
om s
uces
soCom
suc
essoN
eutro
Com
mui
to s
uces
soC
om m
uito
suc
essoCom
mui
to s
uces
soNeu
troC
om m
uito
suc
esso
Com
mui
to s
uces
soN
eutro
Sim
Com
suc
esso
Com
mui
to s
uces
soN
eutro
Sem
suc
essoC
om s
uces
soCom
suc
essoC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om s
uces
soCom
suc
essoC
om s
uces
soCom
mui
to s
uces
soC
om s
uces
soC
om m
uito
suc
essoN
eutro
Neu
troC
om m
uito
suc
esso
Neu
troSi
mC
om s
uces
soC
om m
uito
suc
esso
Com
suc
essoN
eutro
Com
mui
to s
uces
soC
om s
uces
soCom
suc
essoC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om s
uces
soCom
suc
essoC
om m
uito
suc
esso
Neu
troC
om m
uito
suc
esso
Com
suc
esso
Com
mui
to s
uces
soNeu
troC
om s
uces
soC
om m
uito
suc
esso
Neu
troC
om m
uito
su
cess
oC
om m
uito
suc
esso
Neu
troC
om m
uito
suc
esso
Neu
troC
om s
uces
soCom
mui
to s
uces
soC
om s
uces
soNeu
troC
om m
uito
suc
esso
Com
suc
essoC
om s
uces
soNeu
troC
om m
uito
suc
esso
Neu
troC
om m
uito
suc
essoN
eutro
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soSi
m
Sim
Com
mui
to
suce
sso
Neu
troC
om m
uito
suc
esso
Com
mui
to s
uces
soC
om s
uces
soNeu
troC
om m
uito
suc
esso
Com
mui
to s
uces
soN
eutro
Com
mui
to s
uces
soC
om s
uces
soCom
suc
essoN
eutro
Com
suc
esso
Neu
troC
om m
uito
suc
essoN
eutro
Com
mui
to s
uces
soN
eutro
Com
suc
esso
Sim
Com
mui
to
suce
sso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
mui
to s
uces
soN
eutro
Com
suc
esso
Neu
troC
om m
uito
suc
esso
Com
mui
to s
uces
soSem
suc
esso
Neu
troC
om s
uces
so
Sim
Com
mui
to
suce
sso
Com
mui
to s
uces
soC
om m
uito
suc
esso
Com
suc
esso
Com
suc
esso
Neu
troN
eutro
Neu
troC
om s
uces
so

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 152
Apêndice I – Resumo Executivo
Nos dias de hoje as empresas tendem a ser cada vez mais competitivas para
poderem alcançar o nível de sucesso desejado. Para que tal seja possível, é
necessário que as mesmas combatam os desperdícios que vão surgindo
constantemente.
Conseguimos com o presente artigo quebrar a ideia de que o Lean não se foca
apenas às empresas produtivas e cada vez mais ao setor dos serviços, onde o
procuram o mesmo objetivo, eliminação de desperdícios, isto é, tudo o que não
acrescenta valor ao produto ou serviço final.
Desta forma, cada vez mais as grandes empresas estudam o comportamento
das grandes indústrias com propósito de analisar quais foram os objetivos e os
resultados do lean, a sua implementação e em que nível poderemos considerar
que o lean é de facto uma filosofia imprescindível para atingir o sucesso para as
empresas que competem a nível mundial.
Com base no artigo científico efetuado e o estudo do lean nas empresas, foi
possível constatar que muitas empresas têm conseguido alcançar o sucesso
quando adotam o modelo da filosofia lean. Esta filosofia tem como principal
objetivo eliminar qualquer que seja o tipo de desperdício, identificando desta
forma todas as atividades que absorvem recursos, mas que não acrescentam
qualquer tipo de valor. A filosofia lean dá prioridade às necessidades do
consumidor e com base nesta precedência esta filosofia envolve-se num sistema
integrado de informações onde os processos, as pessoas e as ferramentas estão
simultaneamente interligadas e interdependentes procurando a cada etapa,
fazer o melhor e ao mesmo tempo evitando todo o tipo de desperdício (Womack,
Jones et al. 2007).
Desde sempre as empresas tendem a combater sinais de alerta que vão
surgindo, tais como as reduções de vendas, reduções de margens, aumento de
custos, aumento da insatisfação do cliente e demais “stakeholders”, acumulação
de stock em toda a cadeia, manifestações frequentes de desperdícios, ineficácia

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 153
das tentativas e ações de melhoria, a ausência do envolvimento das pessoas, complacência perante as situações, entre outras (Pinto 2010).
Com base nestes sinais de alerta, apercebemo-nos que as empresas assim que
detetam um destes sinais, tendem a atuar de imediato. Dessa forma, com base
no questionário, ficamos a saber qual o grau de importância que as empresas
dão a estes sinais de alerta uma vez que as mesmas têm que intervir de imediato
para não caírem no abismo do insucesso. Assim sendo, com apoio nas técnicas
e ferramentas lean bem consolidadas, é possível combater estes sinais, ajudando a aumentar a eficiência global da organização.
Atendendo às exigências do Mercado, as empresas tendem a preocupar-se cada
vez mais com a competitividade. Por esse motivo, o lean está cada vez mais
presente nas grandes empresas de forma a aumentar o seu desenvolvimento e a eliminar todo o tipo de desperdícios.
As exigências dos consumidores e o crescimento da concorrência obrigam as
empresas a procurarem novas praticas na produção. Nos tempos atuais as
empresas devem produzir bens ou serviços com qualidade, entregar exatamente
no momento que o cliente deseja, a baixo custo. Qualidade, tempo e custo são,
portanto, objetivos que devem ser alcançados de forma contigua. Para atingir
esses objetivos, as organizações têm despendido consideráveis esforços e
recursos, no sentido de promover a melhoria continua do processo de produção
e assim garantir uma solida posição no seu mercado.
Perante deste quadro, através deste artigo foi possível desenvolver uma visão e
compreensão ampliada sobre a integração da metodologia Lean nas empresas,
das relações entre os diferentes departamentos e quais as maiores objeções a
esta metodologia.
Contudo, é importante salientar a necessidade de se ter um alto nível de
compromisso nas empresas, estas devem obedecer à disciplina requerida pelos
novos procedimentos. Isso só pode ser assegurado através da preparação
prévia dos colaboradores, reuniões para discussão de problemas e apoio da
gerência para a promoção da interação entre os departamentos envolvidos.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 154
Procurou-se também evidenciar neste trabalho o reconhecimento do Sistema
Lean Thinking como uma valiosa e estratégica ferramenta na busca pelo
aumento da competitividade da Empresa, o que será́ efetivamente obtido e
passará a contar como um grande diferencial competitivo só́ através da inclusão
do “Lean Thinking”, não apenas nas áreas dedicadas exclusivamente à
produção, mas também em todas as áreas da Empresa.
Seguindo a tradição das Empresa de empregar utilmente o melhor produto ou
serviço a baixo custo, pode-se certamente esperar que o estimulo pela melhoria
contínua, tão bem divulgado pelos princípios do Kaizen, continue a encaminhar
as Empresas na busca incessante por novas Tecnologias e Sistemas de Gestão,
levando-a a estar continuamente atenta tanto às inovações recentemente
publicadas quanto às pesquisas ainda em curso. Neste campo tão interessante,
fértil e dinâmico dos Sistemas de Gestão de Produção, cuja importância
estratégica muitas vezes transcende as fronteiras da Produção e da Cadeia de
Suprimentos, atingindo todas as áreas da Empresa por onde passe o efetivo
Fluxo de Valor.
Entretanto, para que a implementação deste sistema seja realizada de maneira
efetiva, deve haver uma mudança de pensamento, e esta não é uma tarefa
simples. Deve-se, em conjunto com a implementação do sistema Lean, aplicar
estratégias de envolvimento das pessoas, pois é através da participação,
colaboração de todos e atribuição de responsabilidades às pessoas certas que
evita as melhorias pontuais sem foco e sem sustentação.
Assim, pode-se concluir que a aplicação do Lean Thinking e das suas
ferramentas devem ter uma atenção especial, pois propiciam ganhos reais de
desempenho, performance e, principalmente ganhos financeiros para as
organizações.
Palavras-chave: Lean, Implementação Lean, Indicadores Lean, Ferramentas
Lean, Melhoria Contínua, Eliminação de Desperdício, Produção e Serviços.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 155
Apêndice II - Revisão da Literatura
1. Introdução
A expressão "Lean Thinking", definida por John Krafcik, pesquisador do
International Motor Vehicle Program e que foi traduzida para a nossa língua
como Pensamento Lean, é uma faceta de um revolucionário sistema oriental e
possui no seu interior uma dimensão fundamental, requer menores recursos,
maximiza a eficiência e a produtividade e, principalmente, maximiza a
flexibilidade, sendo mais ágil, inovadora e capaz de enfrentar melhor as
mudanças conjunturais e de mercado, (Krafcik, 1998). “Em quase todos os
aspectos, veio a contrapor-se aos dois outros métodos clássicos de produção
concebidos pelo Homem: a Produção Artesanal e a Produção em Massa”
(Womack, Jones, & Roos, The Machine that Changed the World: The Story of
Lean Production, 1990).
O produtor artesanal, desde os primórdios da evolução da produção, lançava
mão, quase sempre, a trabalhadores altamente qualificados e ferramentas
simples, mas altamente flexíveis, para produzir o que o cliente mais desejava:
um item de cada vez, muitas das vezes, exclusivo. Essa produção tinha
sofisticação e qualidade de acabamento como duas grandes desvantagens
económicas: “...resultava em grandes Lead Times e era cara demais para a
maioria das pessoas tornando-se, com o passar do tempo, inexequível
comercialmente” (Womack, Jones, & Roos, A Máquina que Mudou o Mundo,
1992).
Após a Primeira Guerra Mundial, Alfred Sloan, da General Motors e Henry Ford,
da Ford Motors, conduziram a mudança de séculos de produção artesanal de
bens – cuja liderança era europeia – para a chamada “Era da Produção em
Massa”. Este sistema de produção, que foi utilizado primeiramente na indústria
automóvel americana, foi posteriormente difundido na indústria da Europa. E
mesmo nas primeiras décadas do século XX, a maioria dos europeus era incapaz
de distinguir as vantagens e ideias universais da produção em massa de origem
norte-americana.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 156
O produtor em massa, por sua vez, servia-se de profissionais excessivamente
especializados para projetar produtos que eram produzidos por trabalhadores
sem qualificação ou semi-qualificados, em máquinas dispendiosas e
especializadas em uma única tarefa. Por ser dispendiosa a mudança de um
produto, este era mantido como padrão o maior tempo possível e com métodos
de trabalho muitas vezes monótonos e obsoletos. Com isso, o consumidor
obtinha preços mais baixos, em detrimento de variedade e qualidade.
“A produção em massa deixava muito a desejar em termos de competitividade e
atendimento aos desejos consumistas emergentes” (Womack, Jones, & Roos, A
Máquina que Mudou o Mundo, 1992). Mas, ao contrário do que se imagina, a
solução para este tipo de produção não residia na linha de montagem em
movimento contínuo, mas sim na completa e consistente mudança das peças,
em sua simplicidade e na facilidade de ajustá-las entre si. Foram estas inovações
que tornaram a linha de montagem possível, reduzindo-se drasticamente os
custos de fabricação e aumentando a qualidade do produto, superando os
problemas da produção artesanal.
A origem do conjunto de filosofias e técnicas da Produção Lean na indústria
japonesa – de Eiji Toyoda e Taiichi Ohno, da Toyota, ocorrido após a Segunda
Grande Guerra – deu-se porque as ideias convencionais para o desenvolvimento
industrial do Japão pareciam não funcionar mais. Todavia, ―o salto japonês
ocorreu, à medida que outras companhias e indústrias do país copiavam o
modelo desse notável sistemaǁ (Womack, Jones e Roos 1990).
A Produção Lean, combina as vantagens da produção artesanal e em massa,
evitando a rigidez da produção em massa e os altos custos da produção
artesanal. Assim, a Produção Lean emprega equipas de trabalhadores multi-
qualificados em todos os níveis da organização, além de perseguir custos
sempre baixos, nível zero de stock, e de desenvolver ou adquirir máquinas
altamente flexíveis, para produzir uma maior e sempre crescente variedade de
produtos, tendo sempre em mente a máxima satisfação do cliente – a qualidade
aplicada (Womack, Jones e Roos 1992).
Passado quase meio século, inúmeras companhias ocidentais compreenderam
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 157
a filosofia da Lean Thinking. Todavia, o mundo ainda tem imensa carência de
capacidade competitiva de Produção Lean e um excesso de capacidade não
competitiva de Produção em Massa.
Uma das diferenças mais impressionantes entre os dois sistemas reside nos
objetivos finais: os "produtores em massa" estabelecem para si uma meta
limitada, o produto "bom o suficiente", enquanto a "produção lean" ambiciona a
perfeição. Algo como a qualidade perfeita. É claro que essa perfeição é algo
praticamente inatingível, ou então, o custo é altíssimo pelos padrões atuais, mas
a busca incessante continua a gerar efeitos surpreendentes. Tentar imaginá-lo
(e chegar lá) na verdade é impossível, mas, segundo Womack e Jones, (1990)
o esforço para fazê-lo oferece a inspiração e as direções básicas para o
progresso.
Outra diferença recai sobre o modo como as pessoas trabalham. Enquanto a
maioria delas achará o trabalho mais estimulante – inclusive os operários de
chão de fábrica – à medida que a produção lean se vai divulgando e a produção
aumentando, poderá acontecer que algumas tarefas se tornem mais stressantes.
Isso porque um dos objetivos essenciais desse sistema de produção é trazer a
responsabilidade para a base da pirâmide organizacional, responsabilidade essa
que significa liberdade para controlar o próprio trabalho – uma vantagem – mas
que aumenta o medo de cometer erros que acarretem prejuízo, certamente uma
desvantagem na nossa mentalidade de insegurança no emprego e de
moderados estímulos aos processos de tomada de decisão nesse nível.
1.1 Principais Conceitos e Definições
1.2.1 O Sistema da Produção Lean
O Sistema de Produção Lean, é um conjunto de atividades que tem como meta
o aumento da capacidade de resposta às mudanças e a minimização dos
desperdícios na produção, estabelecendo-se num verdadeira organização de
gestão inovadora. Estas organizações, tem como princípios: ter (e manter) os
itens certos nos lugares certos, no tempo certo e na quantidade correta; criar e

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 158
alimentar relações efetivas dentro da Cadeia de Valor; trabalhar voltado à
Melhoria Contínua em busca da Qualidade Óptima na primeira unidade
entregue.
Nas abordagens à identificação do desperdício, o objetivo é chegar a uma
condição onde a capacidade de produção seja igual ao solicitado pelo cliente.
Por outras palavras, nas empresas existem processos, materiais, pessoas e
tecnologia para produzir a quantidade certa do produto e/ou serviço que foi
solicitado para entregar a tempo ao cliente. As situações onde há desequilíbrio
entre a capacidade e a carga resultam em perdas para a empresa.
Para a gestão empresarial japonesa, isto é expresso em termos de “Muda”,
“Mura” e “Muri”. Estes três termos japoneses significam o seguinte:
• “Muda” é a palavra japonesa que significa desperdício, e o desperdício é,
por sua vez, definido como sendo toda a atividade humana que absorve
recursos, mas não cria valor, ou seja, é tudo o que não acrescenta valor
e, como tal, deve ser reduzido ou eliminado. Visto por outro prisma,
desperdício refere-se a todas as componentes do produto e/ou serviços
que o cliente não está disposto a pagar;
• “Mura” é a variável, refere-se às anomalias ou às instabilidades na
produção do produto e/ou serviço. Para a eliminação deste tipo de
desperdício é preciso adoptar o sistema JIT - just-in-time – procurando
fazer o necessário e quando pedido. Este é aplicado através do sistema
pull, deixando o cliente puxar os produtos e/ou serviços.
• “Muri” é o irracional, manifesta-se através do que é excesso ou
insuficiente. Para a eliminação deste desperdício é necessário uniformizar
o trabalho, garantido que todos seguem o mesmo procedimento, tornando
os processos mais previsíveis, estáveis e controláveis. (Pinto, 2008).
Enquanto o executivo da Toyota, Taiichi Ohno, (1912-1997) – o maior crítico do
desperdício que a história humana já conheceu – identificou os sete tipos de
desperdício, ou ―mudaǁ, da produção, e Shigeo Shingo trabalhou no sentido de
divulga-los, identificando quais seriam os caminhos mais viáveis para eliminá-
los, (Ohno, 1997).
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 159
1. Desperdício de Excesso de produção
É produzir mais do que o necessário, ou seja, fazer o que não é necessário,
quando não é necessário, em quantidades desnecessárias, para os produtos
serem requisitados no futuro. A produção antecipada gera problemas e
restrições do processo produtivo: tempos longos de preparação de máquinas,
grandes distâncias a percorrer com o material, falta de coordenação entre postos
de trabalhos e a produção de grandes lotes, como consequência inevitável. O
sistema de Produção Lean incute a produção apenas do que é necessário.
2. Desperdício de Espera
É o material que está à espera para entrar em produção, formando filas que
tendem garantir altas taxas de utilização dos equipamentos. O sistema de
Produção Lean enfatiza o fluxo de materiais (coordenado com o fluxo de
informações) e não as taxas de utilização dos equipamentos, os quais só devem
trabalhar se houver necessidade. A Produção Lean também dá ênfase ao
homem e não à máquina. O homem não pode estar parado à espera, mas a
máquina pode esperar para ser utilizada.
3. Desperdício de Transporte e Movimentações
O transporte de materiais e a movimentação de pessoas são atividades que não
agregam valor ao produto final, mas são necessários devido às restrições do
processo e das instalações, as quais impõem grandes distâncias a percorrer pelo
material ao longo do processo de produção. O sistema de Produção Lean mostra
que estas atividades são desperdícios de tempo e recursos que devem ser
eliminados pela redução dos stocks a praticamente zero e por um arranjo físico
adequado que minimize as distâncias a serem percorridas, tanto por pessoas
quanto por materiais.
4. Desperdício do Próprio Processo
É o desperdício inerente a um processo não optimizado, ou seja, a existência de
etapas ou funções no processo que não agregam valor ao produto. A Produção
Lean questiona e investiga qualquer elemento que adicione custo e não valor ao
produto.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 160
Ø Porquê fabricar determinado componente?
Ø Qual a sua função no produto?
Ø Por que é necessária esta etapa no processo?
5. Desperdício de Trabalho Desnecessário
Refere-se ao movimento que não é realmente necessário para executar as
operações. Ou é muito lento, muito rápido ou excessivo.
O sistema de Produção Lean procura a economia e a consistência nos
movimentos através do estudo de métodos e tempos de trabalho, chamando à
atenção para soluções simples e de baixo custo. É preciso, em primeiro lugar,
aperfeiçoar os movimentos para depois os mecanizar e automatizar, caso
contrário, corre-se o risco de automatizar o desperdício.
6. Desperdício de Produtos Defeituosos
São os desperdícios gerados pelos problemas da qualidade. Produtos
defeituosos implicam desperdício de materiais, mão-de-obra, uso de
equipamentos, além da movimentação e armazenagem de materiais
defeituosos. O sistema de Produção Lean melhora o processo produtivo de
maneira tal que previne a ocorrência de defeitos, para que se possa eliminar as
operações de inspeção. A Produção Lean procura sempre otimizar os processos
já estabilizados, reduzindo continuamente a possibilidade do desenvolvimento
de defeitos. Uma metodologia inovadora centrada na eliminação dos defeitos de
processos dentro de uma organização é o “6 Sigma” e que tem como objetivo
máximo proporcionar aos seus clientes um serviço/produto, próximo da
perfeição. Para as empresas que já aderiram a este sistema, a implementação
de uma estrutura baseada no “6 Sigma” é o único meio de satisfazer plenamente
os clientes - metodologia desenvolvido mais à frente.
7. Desperdícios de Stocks
São a “mãe de todos os males”. Stocks denunciam a presença de materiais
retidos por um determinado tempo, dentro ou fora da fabrica. A melhor maneira
de encontrar desperdício é procurar sítios onde há tendência para existir stocks.
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 161
Escondida por detrás destes pode estar uma diversidade de causas que têm que
ser analisadas, (Pinto, 2008), (Ghinato, 1996).
No sistema de produção tradicional os stocks têm sido utilizados para evitar
descontinuidades do processo produtivo, frente aos problemas de produção.
Além da ocupação desnecessária de espaço físico – que poderia ser utilizado
como espaço realmente “produtivo” – e do volume de recursos – humanos e
burocráticos – mobilizados para controlar e fazer manutenção ao espaço, o stock
ainda contribui para:
Ø Ocultar problemas da qualidade, pois o stock gera independência entre
as etapas do processo produtivo, e quebra o fluxo do processo como um
todo.
Ø Aumentar os problemas de preparação das máquinas (setup), uma vez
que os lotes grandes compensam e englobam nos custos a ineficiência e
os altos custos de preparação das máquinas.
“O Pensamento Lean engloba uma grande variedade de práticas, incluindo JIT -
just-in- time - sistemas de qualidade e gestão da produção, num sistema
integrado, que trabalham em colaboração para servir o cliente com pouca ou
nenhuma perda no processo” (Giannini, 2007).
1.2.2 Princípios do Pensamento Lean
Genericamente o conceito Lean define-se como a interpretação ocidental da
filosofia de produção Japonesa, em particular a do Toyota Production System
(TPS). O livro de Womack, (1990) “A Máquina que Mudou o Mundo: A História
da Produção Lean” foi a publicação que popularizou a definição Lean. Em
português significa magro (sem gordura), ou seja, procura refletir o facto de se
utilizar metade do esforço humano na fábrica, metade do espaço de fabricação,
metade do investimento em ferramentas e metade do tempo em engenharia, em
desenho e desenvolvimento de um novo produto. O “Pensamento Lean” é uma
forma de especificar valor, acertar na melhor sequência as ações que criam
valor, realizar essas atividades sem interrupção toda a vez que alguém as solicita
e realizá-las de forma cada vez mais eficaz. Em suma, o pensamento lean é
“Lean” porque é a forma de se fazer cada vez mais, com cada vez menos.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 162
Womack e Jones analisaram várias implementações de melhoria influenciados
pelo TPS, acabando por identificarem causas essenciais das mesmas, como
princípios do Lean Thinking. Os cinco princípios são os seguintes:
1. Especificar Valor para cada produto;
2. Identificar Cadeia de Valor para cada produto;
3. Fazer o Fluxo de valor acontecer sem interrupções;
4. Deixar o cliente Puxar o valor do produto;
5. Perseguir a Perfeição (produto à medida, tempo de entrega zero,
nada em aprovisionamento).
No entanto, os cinco princípios apresentam algumas lacunas, consideram
apenas a cadeia de valor do cliente, mas numa organização não há apenas uma
mas várias cadeias de valor: uma para cada Stakeholder, ou seja, existe varias
partes interessadas ou interveniente, que se refere a todos os envolvidos em um
processo, por exemplo, clientes, colaboradores, investidores, fornecedores,
comunidade, etc. O bom desempenho de um projeto depende da opinião e do
trabalho de todos os interessados.
Para evitar que as organizações entrem em grandes agitações em reduzir
desperdícios, que muitas vezes se traduzem em despedimentos, esquecendo a
sua missão e o seu propósito de criar valor para as partes interessadas, a
Comunidade Lean Thinking (CLT 2008), através dos seus esforços de
investigação e desenvolvimento, propôs a revisão dos princípios Lean Thinking,
sugerindo a adopção de mais dois princípios – “Conhecer o Stakeholder” e
“Inovar Sempre” – procuram colocar as organizações no caminho certo, rumo à
excelência e ao desempenho extraordinário, (Pinto, 2008).

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 163
Figura 1. Os sete princípios Lean Thinking - Fonte: (Pinto, 2008)
1. Conhecer os Stakeholders
Conhecer em detalhe todos os Stakeholders - grupos de interesse que se
relacionam, afetam e são afetados pela organização e pelas suas atividades.
Uma empresa que apenas se concentre na satisfação do seu cliente,
negligenciando os interesses e necessidade das outras partes – como
colaboradores – não podem prever um bom futuro. O mesmo se aplica às
empresas que, a troco da redução de custo dos seus produtos e/ou serviços,
continuam a destruir o ambiente ou a explorar indiscriminadamente os recursos
naturais. A história mostra que não vale a pena tentar enganar as leis naturais,
porque tudo o que se semeia será colhido.
Uma outra alteração proposta a este nível consiste em focalizar a atenção no
cliente final e não apenas no próximo cliente da cadeia de valor. Não importa em
que etapa da cadeia de valor a empresa se encontra, a sua preocupação deverá
ser sempre servir melhor o cliente final. Se este não compra os produtos e/ou
serviços, toda a cadeia estará condenada a ceder, (Pinto, 2008).

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 164
2. Valor
O Lean Thinking entende que valor é tudo aquilo pelo qual o cliente está disposto
a pagar, ou seja, a noção de valor não é uma decisão interna da empresa, tão
pouco da direção da mesma. O valor considerado pelo Lean Thinking, vem única
e exclusivamente do cliente e é expressão das necessidades e desejo deste,
(Womack & Jones, 2004).
Muitas vezes a dificuldade em definir corretamente Valor decorre de uma certa
acomodação de fabricantes e consumidores. Dos consumidores por quererem
apenas variações do que já existe, e dos fabricantes por quererem produzir
apenas o que já é produzido, (Womack & Jones, 2004).
O que acontece é que o cliente dispõe de um volume cada vez maior de
informação, enquanto o dinheiro é cada vez mais caro e escasso, fazendo com
que ele se recuse a pagar pelos desperdícios do sistema de produção em massa.
A alta competitividade trazida pela globalização e a abertura de mercados
potencializa essa situação, na medida em que um número maior de empresas
disputa a preferência dos mesmos clientes.
A definição de Valor é a primeira e fundamental etapa para uma empresa que
deseja implementar o Lean Thinking, pois ela deve ser a estrela guia, a
referência constante das demais. O último fator na definição de Valor, segundo
Womack e Jones (2004), é o “custo alvo”. Nalgumas empresas o “custo alvo” é
determinado a partir do preço final, num processo inverso, ou seja, analisa-se
quanto o consumidor está disposto a pagar por determinado produto, determina-
se a margem de lucro e tem-se como resultante o “custo alvo”. Nas empresas
que seguem o Lean Thinking, o “custo alvo” deve ser determinado a partir da
análise de todas as etapas de produção com a respectiva eliminação dos
desperdícios em cada etapa tendo em vista o preço final estipulado pelo
mercado, quanto menores forem os custos, maior será o lucro da empresa.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 165
Figura 2. Geração de valor segundo a necessidade do cliente. - Fonte: (Gallardo, 2007)
3. Cadeia de Valor
Cadeia de Valor é o conjunto de todas as ações específicas necessárias para se
levar um produto a passar pelas três etapas críticas de qualquer negócio:
Ø Solução de problemas: vai da concepção até ao lançamento do produto,
passando pelo projeto detalhado e pela engenharia de processo;
Ø Gestão da informação: vai da recepção do pedido até a entrega, seguindo
um cronograma detalhado;
Ø Transformação física: vai da matéria-prima ao produto acabado nas mãos
do cliente (Womack & Jones, 2004).
Identificar e mapear com precisão o fluxo de valor completo do produto é tarefa
fundamental para detectar os desperdícios em cada processo e implementar
ações para eliminá-los, criando assim um novo fluxo de valor optimizado (Rother
e Shook, 1998).
Assim a identificação da cadeia de valor consiste em mapear o conjunto de todas
as atividades. Nesta fase é importante separar os processos em três categorias:
os que efetivamente geram valor, aqueles que não geram valor, mas são
importantes para a manutenção dos processos e da qualidade, e aqueles que
não agregam valor, devendo ser eliminados.
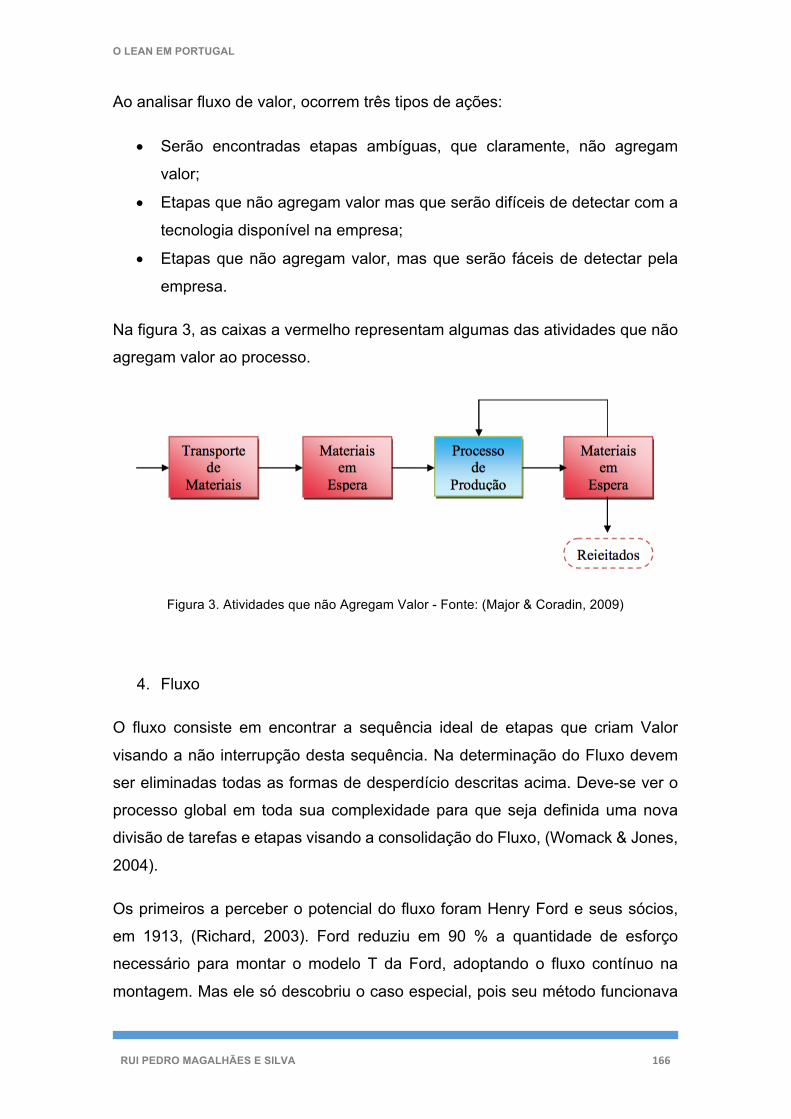
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 166
Ao analisar fluxo de valor, ocorrem três tipos de ações:
• Serão encontradas etapas ambíguas, que claramente, não agregam
valor;
• Etapas que não agregam valor mas que serão difíceis de detectar com a
tecnologia disponível na empresa;
• Etapas que não agregam valor, mas que serão fáceis de detectar pela
empresa.
Na figura 3, as caixas a vermelho representam algumas das atividades que não
agregam valor ao processo.
Figura 3. Atividades que não Agregam Valor - Fonte: (Major & Coradin, 2009)
4. Fluxo
O fluxo consiste em encontrar a sequência ideal de etapas que criam Valor
visando a não interrupção desta sequência. Na determinação do Fluxo devem
ser eliminadas todas as formas de desperdício descritas acima. Deve-se ver o
processo global em toda sua complexidade para que seja definida uma nova
divisão de tarefas e etapas visando a consolidação do Fluxo, (Womack & Jones,
2004).
Os primeiros a perceber o potencial do fluxo foram Henry Ford e seus sócios,
em 1913, (Richard, 2003). Ford reduziu em 90 % a quantidade de esforço
necessário para montar o modelo T da Ford, adoptando o fluxo contínuo na
montagem. Mas ele só descobriu o caso especial, pois seu método funcionava

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 167
quando os volumes de produção eram altos para justificar as linhas de
montagem de alta velocidade. No caso geral, o verdadeiro desafio é criar o fluxo
contínuo reduzindo setups na produção de pequenos lotes, de dezenas ou
centenas de cópias de um produto, e não de milhões.
A Toyota obteve o fluxo contínuo na produção em baixo volume, na maioria dos
casos sem linhas de montagem, aprendendo a trocar rapidamente de
ferramentas quando da troca da fabricação/montagem de um produto para o
próximo e dimensionando corretamente a capacidade, o formato e a disposição
das máquinas, para que as etapas de processamento de diferentes tipos (por
exemplo: molde, pintura e montagem) pudessem ser realizadas imediatamente
umas após as outras, enquanto o objeto na produção era mantido num fluxo
contínuo.
Em suma, os resultados são melhores quando se focaliza o produto e as suas
necessidades, e não a organização ou o equipamento, de modo que todas as
atividades necessárias para se projetar, pedir e fornecer um produto ocorram
num fluxo contínuo, ver figura 4.
Figura 4. Fluxo de Valor - Fonte: (Lindgren, 2001)
5. Produção Puxada
Este conceito consiste em produzir apenas aquilo que é necessário quando for
necessário. Visa evitar a acumulação de stocks de produtos mediante a
produção e fornecimento daquilo que o cliente deseja quando o cliente precisar,
nem antes nem depois. Ou seja, o cliente "puxa" a produção, eliminando stocks,
dando valor ao produto e causando ganhos em produtividade.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 168
Ao atingir o fluxo contínuo do processo, reduzir stocks e criar equipas de trabalho
sólidas, obtém-se as reduções dos lead times e do tempo de resposta às
necessidades do cliente. Este resultado pode ser traduzido no aumento da
confiabilidade do processo e do cliente, fazendo com que a encomenda do
cliente seja mais estável, ao saber que se pode obter o produto mais
rapidamente. Cria-se assim um processo puxado pelo cliente e não empurrado
pelo produtor (Womack & Jones, 2004).
A implantação da filosofia Lean passa pelo método de definir o que é valor num
processo, identificar o fluxo de criação de valor, eliminar os desperdícios na
criação de valor, aplicando uma filosofia de melhoria contínua de modo a adaptar
prontamente as mudanças na empresa.
Isso produz um fluxo de caixa extra, decorrente da redução dos stocks, e acelera
o retorno sobre o investimento. Na verdade, é porque a capacidade de projetar,
programar e fabricar exatamente o que o cliente quer e quando o cliente quer,
significa que não se pode prescindir da previsão de vendas e simplesmente fazer
o que os clientes necessitam, ou seja, pode-se deixar que o cliente puxe o
produto, quando necessário, em vez de empurrar o produto, muitas vezes
indesejado, para o cliente, (Lindgren, 2001).
6. Busca da Perfeição
Após a implementação dos cinco princípios anteriores, classificando o valor do
produto a partir do cliente, identificando a cadeia de valor como um todo, fazendo
com que o fluxo de valor flua e com que os clientes puxem o valor da empresa,
a produtividade empresarial aumenta e os custos diretos e indiretos diminuem.
Ao intensificar a aplicação dos cinco princípios de forma interativa, surgem novos
desperdícios e novos obstáculos ao fluxo de valor, criando-se oportunidades de
melhoria. Trata-se de um processo contínuo de aumento de eficiência e eficácia,
em busca da perfeição. Para isso, a empresa pode contar com metodologias de
melhoria contínua (Kaizen), ciclo DMAIC (Definir; Medir; Analisar; Implementar;
Controlar), entre outras.
A partir dos conceitos acima descritos, observa-se que a força de transformação
da iniciativa Lean está na distinção correta do valor para o cliente final, acabando
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 169
com a tradicional forma de cada membro da cadeia de valor distinguir as tarefas
de forma diferente. O Lean Thinking está focado na eliminação das atividades
que não agregam valor e na estimulação de ações que adicionam valor a
ocorrerem num fluxo contínuo e puxado pelos clientes, e finalmente na análise
dos resultados e na criação de um novo processo.
7. Inovar Sempre
O conceito de inovação pode ser bastante diverso, principalmente, na sua
aplicação. Inovação é a exploração com sucesso de novas ideias. E sucesso
para as empresas significa aumento de faturação, acesso a novos mercados,
aumento das margens de lucro entre outros benefícios.
Para que as empresas realizem inovações é necessário que elas, em primeiro
lugar, tomem consciência da importância de inovar no cenário competitivo atual.
Não há como se tornar uma empresa inovadora sem dar a devida importância
ao tema.Em seguida, as empresas devem entender o que é inovação e qual é
a sua dinâmica. A partir daí elas podem definir uma estratégia que deve estar de
acordo aos objetivos da organização e à sua visão de futuro. Assim, é possível
identificar outro conceito essencial para que as empresas se tornem inovadoras:
a atenção para o futuro é uma premissa para a empresa inovar.
O próximo passo é desenvolver e aplicar ferramentas de gestão do processo de
inovação. Essas soluções devem ser personificadas a cada realidade. Para isso,
devem ser levados em consideração o tamanho da empresa, o sector de
atuação, a cultura e a estrutura organizacional, o sistema de agentes no qual ela
está inserida, a visão de futuro e suas ambições.
Objetivos focais da inovação:
• Inovação de produto - Consiste em modificações nos atributos do produto,
com mudança na forma como ele é percebida pelos consumidores,
(Invevtta - Inteligência de Inovação, 2011).
• Inovação de processo - Trata de mudanças no processo de produção do
produto ou serviço. Não gera necessariamente impacto no produto final,
mas produz benefícios no processo de produção, geralmente com
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 170
aumentos de produtividade e redução de custos, (Invevtta - Inteligência
de Inovação, 2011).
• Inovação de modelo de negócio - Considera mudanças no modelo de
negócio. Ou seja, na forma como o produto ou serviço é oferecido ao
mercado. Não implica necessariamente em mudanças no produto ou
mesmo no processo de produção, mas na forma como ele é levado ao
mercado, (Invevtta - Inteligência de Inovação, 2011).
2. Principais Ferramentas do Lean Thinking
Este trabalho de investigação evidencia que as ferramentas do Sistema Lean
Thinking são um auxílio na organização de Empresas, coordenando melhor o
fluxo de produção, gerando ações que criam valor, tornando os processos mais
eficazes e rentáveis.
No estudo de caso, foram implementadas algumas das 10 ferramentas do
sistema Lean Thinking - que serão descritos abaixo – com base na pesquisa
bibliográfica e com base nas necessidades da Empresa. O principal objetivo da
organização na divisão de motores é o aumento da produtividade, reduzir custos
e melhor gestão da divisão.
As ferramentas subsequentes são instrumentos utilizados para implementação
de um sistema Lean Thinking, que ditam ―comoǁ seguir os seus princípios.
VSM – Mapeamento do Fluxo de Valor;
1 5S;
2 Heijunka;
3 SMED;
4 Poka-Yoke;
5 6 Sigma; 6 Kanban;
7 Kaisen;
8 Gestão Visual – Andon SW;
9 TPM.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 171
2.1 VSM (Value Stream Map): Mapeamento do Fluxo de Valor
Neste sub-capitulo será apresentado a revisão bibliográfica sobre os princípios
do mapeamento do fluxo de valor (VSM), bem como o desenvolvimento dos
mapas no estado atual e no estado futuro.
O mapeamento do fluxo de valor (VSM) e uma ferramenta capaz de representar
visualmente todas as etapas envolvidas nos fluxos de material e informação na
medida em que o produto segue o fluxo de valor, ajudante na percepção do que
agrega realmente valor, desde o fornecedor até ao consumidor (Rother & Shook,
1999).
Com o objetivo de revelar oportunidades de melhoria, o mapeamento do fluxo
de valor (VSM) é realizado em diferentes momentos. Assim, temos o
mapeamento do estado atual, o mapeamento do estado futuro e o mapeamento
do estado ideal, nalguns casos.
O VSM consiste no processo de identificação de todas as atividades específicas
que ocorrem ao longo do fluxo de valor referente ao produto. Entenda-se por
fluxo de valor o conjunto de todas as atividades que ocorrem desde o pedido
feito pelo cliente até à entrega ao consumidor final. É um processo de
observação e compreensão do estado atual da produção e a ilustração de um
mapa dos processos que se tornará na base para o Lean Thinking, ou seja, é
uma representação visual de cada processo no fluxo do material e informação
real que reformulam-se um conjunto de questões chaves e desenha-se um mapa
do estado futuro de como a produção deverá decorrer.
Rother e Shook (1999), consideram o Mapeamento de Fluxo de Valor uma
ferramenta fundamental, pois auxilia na visualização do fluxo, como sendo mais
do que simples processos individuais e ajuda na identificação dos desperdícios.
O mapeamento ajuda a identificar as fontes de desperdício, fornece uma
linguagem comum para tratar dos processos de produção, tornando as decisões
sobre o fluxo visíveis, de modo que se possam discutir, engloba conceitos e
técnicas Lean, que ajuda a evitar a implementação de algumas técnicas
isoladamente, forma a base para um plano de implementação e mostra a relação
entre o fluxo de informação e o fluxo de material. A meta que se pretende
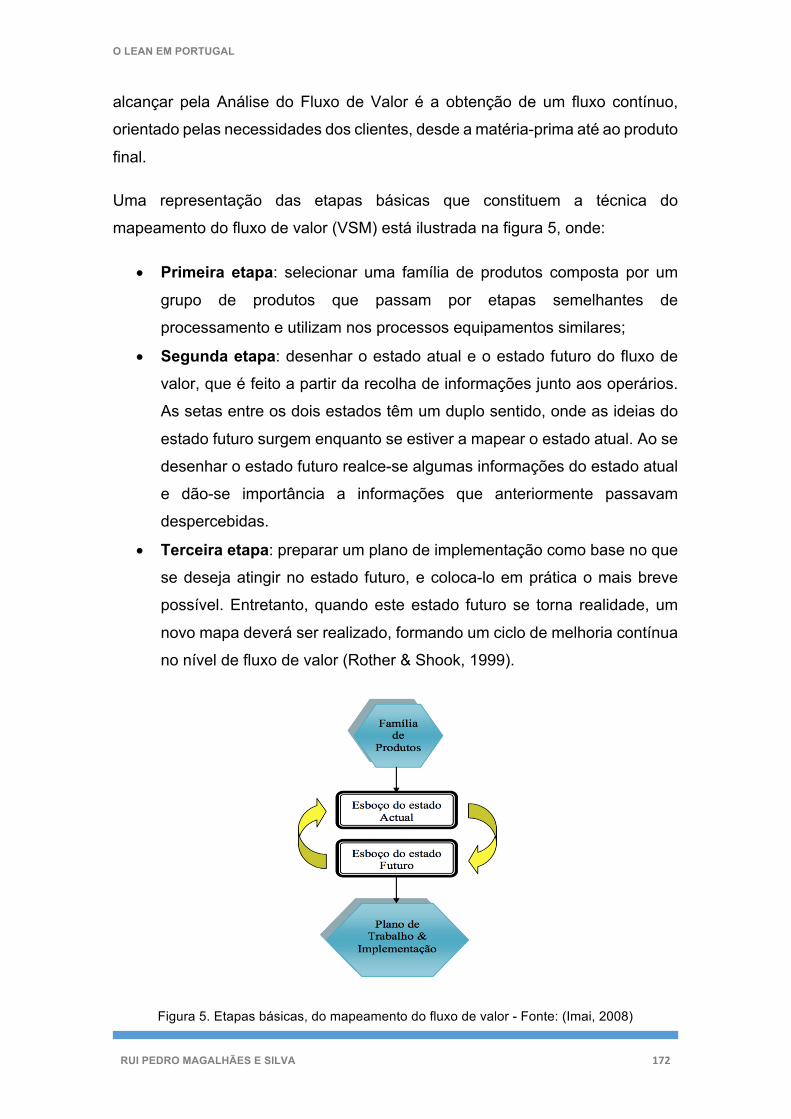
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 172
alcançar pela Análise do Fluxo de Valor é a obtenção de um fluxo contínuo,
orientado pelas necessidades dos clientes, desde a matéria-prima até ao produto
final.
Uma representação das etapas básicas que constituem a técnica do
mapeamento do fluxo de valor (VSM) está ilustrada na figura 5, onde:
• Primeira etapa: selecionar uma família de produtos composta por um
grupo de produtos que passam por etapas semelhantes de
processamento e utilizam nos processos equipamentos similares;
• Segunda etapa: desenhar o estado atual e o estado futuro do fluxo de
valor, que é feito a partir da recolha de informações junto aos operários.
As setas entre os dois estados têm um duplo sentido, onde as ideias do
estado futuro surgem enquanto se estiver a mapear o estado atual. Ao se
desenhar o estado futuro realce-se algumas informações do estado atual
e dão-se importância a informações que anteriormente passavam
despercebidas.
• Terceira etapa: preparar um plano de implementação como base no que
se deseja atingir no estado futuro, e coloca-lo em prática o mais breve
possível. Entretanto, quando este estado futuro se torna realidade, um
novo mapa deverá ser realizado, formando um ciclo de melhoria contínua
no nível de fluxo de valor (Rother & Shook, 1999).
Figura 5. Etapas básicas, do mapeamento do fluxo de valor - Fonte: (Imai, 2008)

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 173
A visualização do mapa de fluxo de valor é realizada sempre de trás para frente,
ou seja, do cliente para o fornecedor, com a finalidade de eliminar as influências
próprio no processo, garantindo que o fluxo seja realizado em favor da produção.
O grande diferencial do VSM é reduzir significativamente e de forma simples a
complexidade do sistema produtivo e ainda oferecer um conjunto de diretrizes
para a análise de possíveis melhorias. Nesse sentido, a técnica de Mapeamento
de Fluxo de Valor auxilia no desenvolvimento conceitual da “situação futura” do
sistema de produção Lean.
4.2. 5’S
O chamado “5’S” é outra ferramenta muito utilizada no processo de
implementação do Lean Thinking. Surgiu no Japão, no momento em que se
procuravam métodos para ajudar a reconstruir o país depois da guerra.
Os objetivos principais desta ferramenta são: melhorar a qualidade dos produtos
e/ou serviços; melhorar o ambiente de trabalho e de atendimento ao cliente;
melhorar a qualidade de vida dos funcionários; educar para a simplicidade de
atos e ações; maximizar o aproveitamento dos recursos disponíveis; reduzir
gastos e desperdícios; otimizar o espaço físico; reduzir e prevenir acidentes;
melhorar as relações humanas e aumentar a auto-estima dos funcionários.
Observa-se que estes objetivos estão na sequência do conceito de Lean
Thinking.
A sigla 5S saiu de cinco palavras japonesas que começam com a letra S:
1º S – SEIRI – Senso de Utilização.
Conceito: "Separar o útil do inútil, eliminando o desnecessário". Também pode
ser interpretado como Senso de Utilização, Arrumação, Organização, Seleção.
Nesta fase, o trabalho começa a ser colocado em ordem, para que só se utilize
o que for realmente necessário e aplicável. Por isso, é importante ter o
necessário, na quantidade apropriada e controlada para facilitar as operações.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 174
É essencial saber separar e classificar os objetos, dados úteis dos inúteis da
seguinte forma:
• O que é usado sempre: colocar próximo ao local de trabalho;
• O que é usado quase sempre: colocar próximo ao local de trabalho;
• O que é usado ocasionalmente: colocar um pouco afastado do local de
trabalho;
• O que é usado raramente, mas necessário: colocar separado, em local
determinado;
• O que for desnecessário: deve ser reformado, vendido ou eliminado, pois
ocupa espaço necessário e atrapalha o trabalho.
Vantagens:
• Reduz a necessidade e gastos com espaço, stocks, armazenamento,
transporte e seguros;
• Facilita o transporte interno, o espaço físico e o controle de produção;
• Evita a compra de materiais e componentes em duplicidade e também os
danos de materiais ou produtos armazenados;
• Aumenta a produtividade das máquinas e pessoas envolvidas;
• Traz maior senso de humanização, organização, economia, menor
cansaço físico e maior facilidade de operação;
• Diminui os riscos de acidente com o uso destes materiais pelos
operadores.
Toda a equipa de trabalho deve saber diferenciar o que é útil do inútil, o que é
realmente necessário e o que não é.
2º S – SEITON – Senso de Arrumação.
Conceito: "Identificar e arrumar tudo, para que qualquer pessoa possa localizar
facilmenteǁ. Também pode ser definido como Senso de Ordenação,
Sistematização, Classificação, Limpeza.
O objetivo é identificar e arrumar tudo, para que qualquer pessoa possa localizar
facilmente o que precisa e a visualização seja facilitada.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 175
Nesta fase é importante:
• Padronizar as nomenclaturas.
• Usar rótulos e cores vivas para identificar os objetos, seguindo um padrão.
• Guardar objetos diferentes em locais diferentes.
• Expor visualmente os pontos críticos, tais como extintores de incêndio,
locais de alta voltagem, partes de máquinas que exijam atenção, etc.
• Determinar o local de armazenamento de cada objeto
• Onde for possível, eliminar as portas.
• Não deixar objetos ou móveis no meio do caminho, atrapalhando a
locomoção no local.
Vantagens:
• Menor tempo de busca do que é preciso para operar, ler, enviar, etc.
• Menor necessidade de controlos de stock e produção.
• Facilita transporte interno, controle de documentos, arquivos ou pastas,
além de facilitar a execução do trabalho no prazo.
• Evita a compra de materiais e componentes desnecessários, repetidos ou
danos de materiais ou produtos armazenados.
• Maior racionalização do trabalho, menor cansaço físico e mental, melhor
ambiente.
• Melhor disposição dos móveis e equipamentos
• Facilitação da limpeza do local de trabalho
A ordenação eficiente do material de trabalho deve ser implementada com uma
nomenclatura padronizada e divulgada dos arquivos, pastas, documentos, salas,
stocks, etc. e com a indicação correta do local de stockagem. Os colaboradores
devem saber onde procurar cada coisa quando necessários, e todos devem
seguir as regras.
É importante fazer uma análise da situação atual da instituição, como as coisas
estão organizadas e onde. Sempre que possível, deve-se trabalhar para reduzir
os stocks e qual o melhor local para guardar cada coisa.
A ideia principal nesta fase é:
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 176
“Um lugar para cada coisa e cada coisa em seu lugar.”
3º S – SEISO – Senso de Limpeza.
Conceito: "Manter um ambiente sempre limpo, eliminando as causas da sujidade
e aprender a não sujar”. Também pode ser definido como Senso de Zelo.
Cada pessoa deve saber a importância de estar num ambiente limpo e dos
benefícios de ambiente com a máxima limpeza possível. O ambiente limpo
traduz qualidade e segurança.
• O desenvolvimento do senso de limpeza proporciona:
• Maior produtividade das pessoas, máquinas e materiais, evitando o re-
trabalho;
• Evita perdas e danos de materiais e produtos;
Para isto, é importante que os operadores tenham consciência e habituem-se a:
• Procurar limpar os equipamentos após o seu uso, para que o próximo a
usar encontre-o limpo;
• Aprender a não sujar e eliminar as causas da sujeira;
• Definir responsáveis por cada área e sua respectiva função;
• Manter os equipamentos, ferramentas, etc., sempre na melhor condição
de uso possível;
• Após usar um aparelho, deixá-lo limpo e organizado para o próximo
utilitário;
• Cuidar para que se mantenha limpo o local de trabalho, dando atenção
aos cantos e para cima, pois são sítios que acumulam muita sujeira;
• Não deitar lixo ou papeis para o chão;
• Dar destino adequado ao lixo, quando houver.
• Tudo isto é fundamental para a imagem (interna e externa) da empresa.
4º S – SEIKETSU – Senso de Saúde e Higiene.
Conceito: "Manter um ambiente de trabalho sempre favorável à saúde e higiene".
Também pode ser definido como Senso da Higiene e Integridade.
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 177
Higiene é manutenção de limpeza, e ordem. Quem exige qualidade cuida
também da aparência. Num ambiente limpo, a segurança é maior. Quem não
cuida bem de si mesmo não pode fazer ou vender produtos ou serviços de
qualidade O operador deve ter consciência da importância desta fase, adquirindo
as seguintes medidas:
• Ter os três S's acima descritos previamente implementados;
• Capacitar os operários para avaliem se os conceitos estão a ser
realmente aplicados e corretamente;
• Eliminar as condições inseguras de trabalho, evitando acidentes ou
manuseamentos perigosos;
• Humanizar o local de trabalho para uma convivência em harmonia;
• Difundir material educativo sobre a saúde e higiene;
• Respeitar os colegas como pessoas e como profissionais;
• Colaborar, sempre que possível, com o colega de trabalho;
• Cumprir horários;
• Entregar documentos ou materiais requisitados no tempo hábil;
• Não fumar em locais impróprios, etc.
Ter a empresa limpa e asseada requer gastos com sistema e materiais de
limpeza. Requer manutenção da ordem, da limpeza e principalmente disciplina.
Cada membro da equipe deve ter consciência da importância de se trabalhar
num local limpo e organizado.
As vantagens são:
• Melhor segurança e desempenho dos operários;
• Prevenção de danos à saúde dos que convivem no ambiente;
• Melhor imagem da empresa internamente e externamente;
• Elevação do nível de satisfação e motivação dos operadores para com o
trabalho.
Algumas medidas importantes e úteis nesta fase também podem ser colocar
avisos ou instruções para evitar erros nas operações de trabalho, bem como
designações, avisos e identificação dos equipamentos (recursos visuais).

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 178
Os avisos devem ser vistos à distância, bem destacados e acessíveis a todos do
sector. É importante nesta fase conferir se o programa está a ser realmente
implementado, verificando cada etapa, se os operadores estão preparados e
motivados a cumprir o programa.
5º S – SHITSUKE – Sensos de Auto-Disciplina.
Conceito: "Fazer do 5S um hábito, transformar os 5s's num modo de vida".
Atitudes importantes:
• Usar a criatividade no trabalho, nas atividades;
• Melhorar a comunicação entre os operários no trabalho;
• Compartilhar visão e valores, harmonizando as metas;
• Treinar os operadores com paciência e persistência, consciencializando-
os para os 5S’s;
• De tempos em tempos aplicar os 5s's para avaliar os avanços.
• É importante cumprir os procedimentos operacionais e os padrões éticos
da instituição, procurando sempre a melhoria. A auto-disciplina exige
consciência e um constante aperfeiçoamento de todos no ambiente de
trabalho. A consciência da qualidade é essencial.
• Com o tempo, a implementação do programa traz benefícios:
• Reduz a necessidade constante de controlo;
• Facilita a execução de toda e qualquer tarefa e/ou operação;
• Evita perdas oriundas de trabalho, tempo, ferramentas, etc.;
• Traz previsões do resultado final de qualquer operação;
• Os produtos ficam dentro dos requisitos de qualidade, reduzindo a
necessidade de controlo, pressões, etc.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 179
Figura 6. Os 5 Ss-Fonte: (Nicolas & Mariane, 2010)
Os sensos de Organização e Limpeza são fundamentais no sistema do Lean
Thinking, no que diz respeito a confiabilidade, visibilidade dos problemas,
redução dos desperdícios, controlo e aperfeiçoamento da qualidade, condição
moral dos funcionários, etc.
4.3 Heijunka
É um conceito relacionado à programação de produção, um conceito
fundamental do Lean Thinking. Esta palavra japonesa proveniente do Japão tem
como significado “programação nivelada” é obtido pela ininterrupção de pedidos.
Um dos objetivos do Heijunka é abrandar as irregularidades da procura
comercial produzindo por pequenos lotes vários modelos diferentes na mesma
linha. É o princípio “one piece flow”.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 180
O Heijunka converte a instabilidade da procura dos clientes num nivelado e
previsível processo de produção, e é geralmente usado em combinação com
outras técnicas Produção Lean para estabilizar o fluxo de valor, a programação
de produção permite a combinação de itens diferentes de forma a garantir um
fluxo contínuo de produção, nivelando também a procura de recursos de
produção. É o principal conceito que ajuda a trazer estabilidade para o processo
de produção.
Em resumo, Heijunka permite “nivelar” a carga das linhas misturando a ordem
de fabrico dos produtos. Isso facilita a estabilidade e a standardização do
trabalho. Outro objetivo de Heijunka é montar modelos diferentes na mesma
linha eliminando os Mudas graças à standardização do trabalho. A aplicação de
Heijunka permite produzir por ordem da procura do cliente. A prática de Heijunka
reparte e equilibra a produção no conjunto dos meios disponíveis, em vez de
submeter os meios específicos às irregularidades da procura.
Contrariamente àquilo que se pensa, é mais fácil otimizar o equilíbrio dos postos
quando as linhas são multi-modelo: porquê? Um trabalho mais importante num
produto é compensado por um trabalho mais leve no seguinte: as tarefas
elementares são multiplicadas, fraccionadas, sendo assim mais fácil a divisão
em unidades elementares. Ao multiplicar as tarefas, repartindo-as da melhor
forma e uniformizando-as graças a um nivelamento estudado, consegue-se
utilizar melhor o tempo de trabalho disponível para a criação de valor, (Jones,
2006).
Heijunka permite assim a redução dos diferentes mudas, afetando maior valor à
linha de Produção Lean, (Trilogiq, 2008).
4.4 SMED – Single Minute Exchange Die
A metodologia de Shigeo Shingo (SMED – Single Minute Exchange of Die) foi
publicada pela primeira vez no ocidente em 1985, e é referência principal quando
se trata de redução dos tempos de setup de máquinas, (Shingo, 1985).

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 181
Os estudos sistemáticos realizados por Shingo foram descritos no seu livro
“SMED – Revolution in Manufacturing” onde descreve algumas técnicas que
auxiliam na metodologia e oferece diversos exemplos de aplicações do SMED
em empresas.
A redução do tempo de troca de ferramentas é de extrema importância no
sucesso do sistema de Produção Lean, segundo Shigeo Shingo. Consiste na
quantidade de tempo necessária para trocar uma referência desde a última peça
produzida de um lote até à primeira peça produzido no seguinte lote de produção.
A redução do tempo é importante porque melhora a eficácia de todo o
equipamento, contribui para implementar programas de produção nivelada,
ajuda a reduzir o inventário de produtos finais, dá suporte à metodologia “Fluxo
de Produção”, contribui para a eliminação das perdas e desperdícios, além de
adicionar a capacidade da máquina e melhorar a qualidade. (Novaski, Sugai, &
McIntosh, 2007).
4.5 Poka Yoke
O Dr. Shigeo Shingo foi provavelmente o maior contribuidor para as práticas de
produção moderna. Ao aplicar a sua experiência e perícia no campo da
engenharia industrial, foi capaz de proporcionar uma melhor forma de vida para
operadores e para as empresas. As suas teorias ganharam reputação através
dos resultados na produção entre as empresas que implementaram estas
técnicas.
Destacou-se no desenvolvimento do TPS (Toyota Production System) em
conjunto com Taiichi Ohno, concebeu e desenvolveu o SMED e foi o pioneiro do
conceito de Poka Yoke e Controlo de Qualidade - Zero.
Shigeo Shingo introduziu o conceito de Poka Yoke em 1961, quando ele era
engenheiro industrial na Toyota Motor Corporation. O termo inicial era baka-
yoke, que significa “fool-proofing” (à prova de tolos). Em 1963 uma trabalhadora
na Arakawa Body Company recusou-se a usar mecanismos baka-yoke na sua
área de trabalho, devido ao termo ter uma conotação ofensiva e desonrosa.
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 182
Assim o termo foi alterado para Poka Yoke, que significa “mistake-proofing” (à
prova de erros), (Shingo, 1986).
Os Poka Yoke são mecanismos usados para colocar um processo completo à
prova de erro. Idealmente, Poka Yoke assegura que as condições apropriadas
existem antes de executar um passo do processo, impedindo que defeitos
ocorram em primeiro lugar. Quando isto não é possível, Poka Yoke executa uma
função de detecção, eliminando defeitos no processo o mais cedo possível.
Muitas pessoas pensam em Poka Yoke como interruptores de limite, sistemas
de inspeção óptica, pinos de guia, ou desligadores automáticos que devem ser
implementados pelo departamento de Engenharia. Isto é uma visão muito
estreita / limitada do Poka Yoke. Estes mecanismos podem ser eléctricos,
mecânicos, procedimentais, visuais, humanos, ou outra qualquer forma que
impede/previne execução incorreta no processo.
Poka Yoke também pode ser implementado em áreas para além da Produção,
como as vendas, entrada de ordens, compras, ou desenvolvimento do produto
onde os custos dos erros são muito superiores do que no piso da fábrica. A
realidade é que a prevenção de defeitos, ou detecção e remoção de defeitos,
tem aplicação largamente difundida na maioria das organizações, (Maa, 2006).
4.6 6 Sigma
Estratégia Seis Sigma é uma extensão dos conceitos da qualidade total com foco
na melhoria contínua dos processos, iniciando-se naqueles que atingem
diretamente o cliente. A estratégia Seis Sigma não é uma proposta inovadora.
Ela aproveita todas as iniciativas de qualidade que já foram implementadas na
instituição, harmonizando-as e estabelecendo metas desafiantes de redução de
desperdício. A filosofia que sustenta o Seis Sigma é a da melhoria contínua e
pode ser aplicada a empresas de todos os tamanhos, nos vários ramos de
prestação de serviços ou de produção, seja de capital público ou privado, (Zu,
Fredendall, & Douglas, 2008).

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 183
Uma preocupação permanente na estratégia Seis Sigma é a redução da
quantidade de desperdício, que tecnicamente é denominada de “defeitos”. Na
estratégia Seis Sigma, defeito é qualquer desvio de uma característica que gere
insatisfação ao cliente (externo ou interno). O fato de um processo Seis Sigma
corresponder à redução de defeitos em produtos ou serviços para um nível de
3,4 defeitos por milhão causa um bloqueio inicial às instituições, que julgam ser
praticamente impossível, (Cournoyer, Renner, & Kowalczyk, 2011).
Todavia, mesmo grandes e famosas empresas que adoptaram a estratégia Seis
Sigma, como a GE e a Motorola, alcançaram esse nível nalguns dos seus
processos. A aprovação desta estratégia leva à busca permanente da melhoria
nos demais processos.
Muitos modelos de melhorias têm como referência o ciclo do PDCA (Plan-Do-
Check- Action), originalmente concebido por Deming, (Deming, 1989). A filosofia
desse ciclo é a aplicação contínua, ou seja, a última etapa de um ciclo determina
o início de um novo ciclo. Na estratégia Seis Sigma o ciclo DMAIC tem as
mesmas características. Esse ciclo é formado pelas seguintes etapas:
“D” DEFINIR. Nesta etapa é necessário definir com precisão:
Ø As necessidades e desejos dos clientes;
Ø Transformar as necessidades e desejos dos clientes em especificações
do processo, a capacidade produtiva e o posicionamento do serviço ou
produto no mercado, tendo em conta as ofertas dos concorrentes.
“M” MEDIR. Nesta etapa é necessário medir com precisão o desempenho de
cada etapa do processo, identificando os pontos críticos e passíveis de melhoria.
Todas as vezes que ocorrem defeitos no processo ocorrem gastos adicionais de
recursos para repor o nível de produção: tempo, mão-de-obra para executar a
atividade. Esses custos precisam ser mensurados.
“A” ANALISAR. Analisar os resultados das medições permite identificar as
“lacunas”, ou seja, determinar o que falta nos processos para atender e cativar
os clientes. A busca da causa raiz dos problemas leva ao desenvolvimento de
hipóteses e à expressão analisar, visando à eficácia dos processos. Para realizar
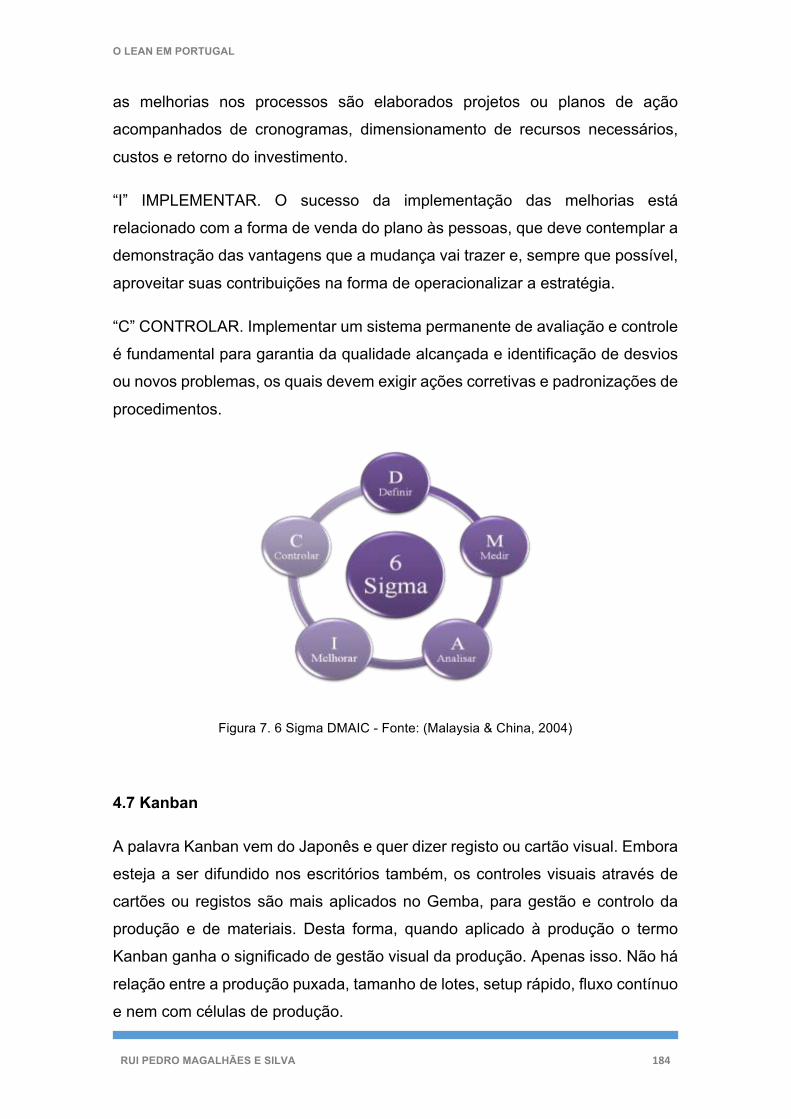
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 184
as melhorias nos processos são elaborados projetos ou planos de ação
acompanhados de cronogramas, dimensionamento de recursos necessários,
custos e retorno do investimento.
“I” IMPLEMENTAR. O sucesso da implementação das melhorias está
relacionado com a forma de venda do plano às pessoas, que deve contemplar a
demonstração das vantagens que a mudança vai trazer e, sempre que possível,
aproveitar suas contribuições na forma de operacionalizar a estratégia.
“C” CONTROLAR. Implementar um sistema permanente de avaliação e controle
é fundamental para garantia da qualidade alcançada e identificação de desvios
ou novos problemas, os quais devem exigir ações corretivas e padronizações de
procedimentos.
Figura 7. 6 Sigma DMAIC - Fonte: (Malaysia & China, 2004)
4.7 Kanban
A palavra Kanban vem do Japonês e quer dizer registo ou cartão visual. Embora
esteja a ser difundido nos escritórios também, os controles visuais através de
cartões ou registos são mais aplicados no Gemba, para gestão e controlo da
produção e de materiais. Desta forma, quando aplicado à produção o termo
Kanban ganha o significado de gestão visual da produção. Apenas isso. Não há
relação entre a produção puxada, tamanho de lotes, setup rápido, fluxo contínuo
e nem com células de produção.
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 185
O conceito básico e fundamental do Kanban é: controle visual. Todos os outros
termos citados anteriormente são ferramentas que colaboram para a eliminação
ou redução de desperdícios e alcançar o just in time, mas não são “Kanban”.
Kanban é uma forma de ordenar o trabalho, definindo como produzir, como
transportar e onde entregar. O cartão, ou sinal funciona como um alerta da
produção, coordenando a produção de todos os itens e ainda, pode controlar
visualmente a produção e programar a produção de acordo com o “sistema
puxado”.
Com a aplicação desta técnica, o material em processo é limitado e controlado
pelo número de cartões em circulação, as necessidades de reposição são
identificadas visualmente e a burocracia é eliminada. Essas são algumas
vantagens do Kanban. Além disso, a eficácia do sistema pode ser medida
através da redução do número de cartões em circulação e também melhora a
qualidade do processo produtivo, (Artigonal, 2009).
Com a evolução da tecnologia, atualmente o Kanban electrónico - eKanban - é
o sistema de sinalização mais utilizado, que utiliza uma mistura de tecnologia
para movimentar materiais numa unidade de produção. Essencialmente, o que
o sistema de e- kanban faz é formalizar o processo de comunicação e eliminar
muitos dos erros manuais. Não existe manuseio de papel, o sinal passa de um
código de barras para um pedido electrónico ao fornecedor. Este método supera
a principal limitação do uso de cartões kanban para gerir fornecedor: distância
física. É eficaz para fornecedores que estão localizados em todo o país, e em
todo o mundo, (Drickhamer, 2005).
4.8 Kaizen
A filosofia Kaizen é baseada na eliminação de desperdícios com base no bom
senso, no uso de soluções baratas para ajudar à motivação e criatividade dos
colaboradores para melhorar a prática dos processos de trabalho, na busca pela
melhoria contínua. A palavra Kaizen de origem japonesa tem como significado
“Fazer Bem” (Kai = mudar; Zen = bem). Ver Figura 15. Esta ferramenta ficou
mundialmente conhecida pela sua aplicação dentro do Sistema Toyota de

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 186
Produção. A ferramenta Kaizen foi criada no Japão pelo engenheiro Taichi Ohno,
com a finalidade de reduzir os desperdícios gerados nos processos produtivos,
à procura da melhoria contínua, da qualidade dos produtos e o aumento da
produtividade.
A ferramenta Kaizen utiliza questões estratégicas com base no tempo. Nesta
estratégia, os pontos-chave para a produção ou processos produtivos são: a
qualidade (como melhorá-la), os custos (como reduzi-los e controlá-los), e a
entrega pontual (como garanti-la). O fracasso de um destes três pontos significa
perda de competitividade e sustentabilidade nos atuais mercados globais, (Imai,
2008).
Figura 8. Kaizen: palavra de origem japonesa - Fonte: (Maltoni, 2009)
4.9 Gestão Visual – Andon SW
O novo conceito do sistema de supervisão e também de gestão visual têm
origem através do Sistema Toyota: o Sistema Andon. Este sistema é um
ambiente voltado a estimular e facilitar a colaboração entre diferentes categorias
de indivíduos de uma organização, tais como engenheiros, operadores e
administradores, no processo de discussão de problemas dentro da
organização.
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 187
É uma das ferramentas utilizadas pelo “Lean Thinking”, sendo uma forma de
gestão à vista das ocorrências e resultados do local de trabalho, apresentando-
se nas formas de quadros, sinalizadores sonoros ou visuais.
A função do Andon é entre outras características, ser capaz de mostrar o status
da produção a toda a organização, através do sistema de gestão visual,
informando que um problema existe e que é necessário resolvê-lo num tempo
de resposta imediato, (Kamada, 2009).
Por que utilizar o Andon?
• Reduzir custos no sistema produtivo
• Eliminar desperdícios
• Estabilizar o processo
• Melhorar a efetividade da mão-de-obra
• Maximizar o retorno sobre as vendas
• Fabricar produtos com qualidade
• Identificar e solucionar problemas rapidamente
• Trabalhar com entregas previsíveis
• Minimizar o investimento
• Eliminar interrupções no fluxo de informações – melhor gestão visual
• Além disso, a necessidade de técnicas de monitorização, supervisão e
diagnóstico mostram-se extremamente necessárias.
4.10 TPM
TPM é um método de gestão que identifica e elimina as perdas existentes nos
processos produtivos, maximiza a utilização do ativo industrial e garante a
geração de produtos de alta qualidade a custo competitivos. Desenvolver
conhecimentos capazes de reeducar as pessoas para ações de prevenção e de
melhoria contínua, garantindo o aumento da fiabilidade dos equipamentos e da
capacidade dos processos, sem investimentos adicionais, (Firmino, 2002).
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 188
Total
• Todos os colaboradores são envolvidos;
• O objetivo é eliminar todos os acidentes, defeitos e falhas.
Productive
• As ações são realizadas enquanto a produção continua;
• Os problemas para a produção são minimizados.
Maintenance
• Manter em boa condição;
• Reparar, limpar e lubrificar.
•
Princípios da Filosofia TPM:
• Aumentar a eficácia global dos equipamentos;
• Melhorar o sistema de manutenção planeada existente;
• O operador é o melhor monitor da condição do equipamento;
• Providenciar formação para melhorara os níveis ou competências na área
da produção e na área da manutenção;
• Envolver todos e utilizar o trabalho em equipa.
Os “Pilares” da filosofia TPM
O desenvolvimento da filosofia TPM é suportado por atividades que podem ser
representadas por 8 pilares de sustentação. Cada pilar encontra-se inserido num
sistema de gestão integrado.

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 189
Figura 9. Casa TPM-Fonte: (Courtois, Pillet, & Martin-Bonnefous, 2006)
Figura 10. Pilares TPM -Fonte: (Courtois, Pillet, & Martin-Bonnefous, 2006)
4.11 Toyota Production System (TPS)
O TPS não é apenas um conjunto de técnicas, mas é um sistema com base
numa estrutura. Com o intuito de difundir as melhores práticas desenvolvidas na
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 190
Toyota para outras organizações e também para fornecedores, Fujio Cho, ex-
director da Toyota, desenhou uma representação simples do TPS, denominada
a “Casa do TPS” (Liker, 2004). Existem várias representações da casa do TPS,
que apresentam pequenas variações, mas todas mantêm basicamente os
mesmos elementos. Um exemplo da casa do TPS é a apresentada pelo Lean
Enterprise Institute (2003), ver Figura 19, (Gallardo, 2007).
O motivo da representação do TPS ser através de uma “casa>” é para explicitar
o símbolo estrutural: “ (...) uma casa é um sistema estrutural. A casa só é forte
se o telhado, as colunas e as fundições são fortes”, (Liker, 2003).
Basicamente, a casa encontra-se dividida em três partes:
• O telhado representa os objetivos do TPS;
• As colunas externas (pilares) têm como função sustentar os objetivos;
• As fundações são a base de todo o sistema.
4.11.1. As fundações
As fundações são a parte do sistema que sustenta a casa, sendo por isso
consideradas como elemento principal. A Estabilidade é necessária antes de
começar qualquer mudança dentro de uma empresa que tenha como objetivo a
implementação de um sistema de produção seguindo os princípios do Lean
Thinking.
A relação da Toyota com os fornecedores estrangeiros, que envolve a
capacitação dos mesmos, tem sido utilizada por muitas empresas como ponto
de partida de implementação do TPS. Inicialmente são trabalhados os elementos
que fornecem uma Estabilidade básica dos processos, para nas etapas
subsequentes, padronizar os processos e aplicar outros princípios e ferramentas
de implantação (Shingo, 1985; Liker, 2004; Gallardo, 2007).
Ao estabelecer de maneira bastante detalhada os procedimentos para o trabalho
de cada um dos operadores num processo de produção, obtém-se o Processo
Estável e Normalizado. O Processo Estável e Normalizado têm como base os

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 191
seguintes elementos: Takt Time, detalhe da sequência exata de trabalho das
tarefas executadas no Takt Time e o stock padrão, necessário para manter o
processo a funcionar sem muitas variações. (Greeting, 2009).
Figura 11. Casa do Sistema Toyota de Produção - Fonte: (Greeting, 2009); (Pinto, 2008).
Além da implementação do processo estável e normalizado também faz parte
da base a Kaizen (melhoria contínua) e o Heijunka (produção nivelada).
O Kaizen tem três objetivos: melhorar a segurança, melhorar a qualidade e a
mais importante, o processo de eliminar continuamente os desperdícios (Liker,
2003).O Heijunka é definido pelo Lean Enterprise Institute como o “ (...)
nivelamento do tipo e da quantidade de produção durante um período fixo de
tempo...”, o que traz os seguintes benefícios: melhor atendimento das
necessidades do cliente, diminuição do stock, redução de custos, mão-de-obra
e lead time de produção, (Greeting, 2009); (Gallardo, 2007).

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 192
4.11.2. Os Pilares do Toyota Production System (TPS)
4.11.2.1 O pilar Just-In-Time (JIT)
O sistema JIT surgiu com o objetivo de atingir a melhoria contínua num sistema
de produção por meio de mecanismos que buscam a produção com stocks zero,
ou seja, quando não se trabalha com stock entre os processos de produção,
estes processos precisam ser abastecidos com os recursos necessários, na
quantidade necessária, no momento necessário, ou seja, Just-In-Time. Segundo
o Lean Enterprise Institute o JIT tem três elementos principais: o sistema puxado,
o takt time e fluxo contínuo, (Gallardo, 2007).
Na abordagem tradicional a produção ideal era a produção sem interrupções e
para isso era necessário manter um stock. Esse stock manteria a eficiência e
protegeria a produção de possíveis distúrbios. A Figura 12 mostra uma
comparação entre a produção tradicional e JIT de produção, (Slack, Chambers,
& Johnston, 2004).
Figura 12. Produção tradicional x Produção Just-In-Time
Fonte: (Gallardo, 2007)
Como mostra a figura 14, na produção tradicional pode-se ver que à utilização
de stock entre os processos, para evitar que os processos seguintes não fiquem
sem material caso haja alguma falha no processo. Na abordagem da produção
JIT os stocks deixam de existir entre os processos e as entregas são feitas

O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 193
conforme os pedidos do processo seguinte, (Slack, Chambers, & Johnston,
2004); (Gallardo, 2007).
Os stocks dentro da produção JIT são considerados prejudiciais, não só pelo fato
de ocuparem espaço e representarem investimentos de capital, mas por
esconderem as ineficiências do processo produtivo. Uma das principais
características do JIT em relação aos sistemas tradicionais de produção é a
capacidade de puxar a produção ao longo do processo, ou seja, os materiais só
são processados se a operação seguinte o requer. Por outro lado, nos sistemas
tradicionais as operações são acionadas pela disponibilidade de material a
processar, sendo empurrados os lotes à operação seguinte.
Além disto, o Just-In-Time apresenta diversas vantagens e ferramentas para
atingir o objetivo final: pouco desperdício e alto valor agregado. A implementação
do JIT ajuda a reduzir a superprodução, o tempo de espera, o transporte, as
durações dos processos, os stocks, a movimentação excessiva de recursos e os
produtos defeituosos. O JIT cria uma dependência em todo o sistema e forma
uma base no processo como um todo, motivo pelo qual é considerado um dos
pilares do TPS, (Gallardo, 2007).
4.11.2.2 O pilar Jidoka
Jidoka é um termo japonês que pode ser definido como “automação com um
toque humano”, em oposição a uma máquina que funciona apenas sobre a
monitorização e supervisão de um operador, o que significa que quando ocorre
um problema, o equipamento pára imediatamente evitando-se a construção de
produtos com defeitos. Assim, é delegada a responsabilidade de produção com
qualidade nos postos de trabalho ou máquinas ao longo da cadeia de valor. Por
isto, este termo é muitas vezes referido como uma filosofia para garantir
qualidade na produção.
A figura 13 mostra o conceito Jidoka. Até há bem pouco tempo, era impensável
na indústria, quando ocorre um problema, parar uma linha de produção para este
ser resolvido. O conceito de Jidoka veio revolucionar este facto. Evita-se a
ocorrência do mesmo problema uma segunda vez e assim a produção de peças
com defeito.
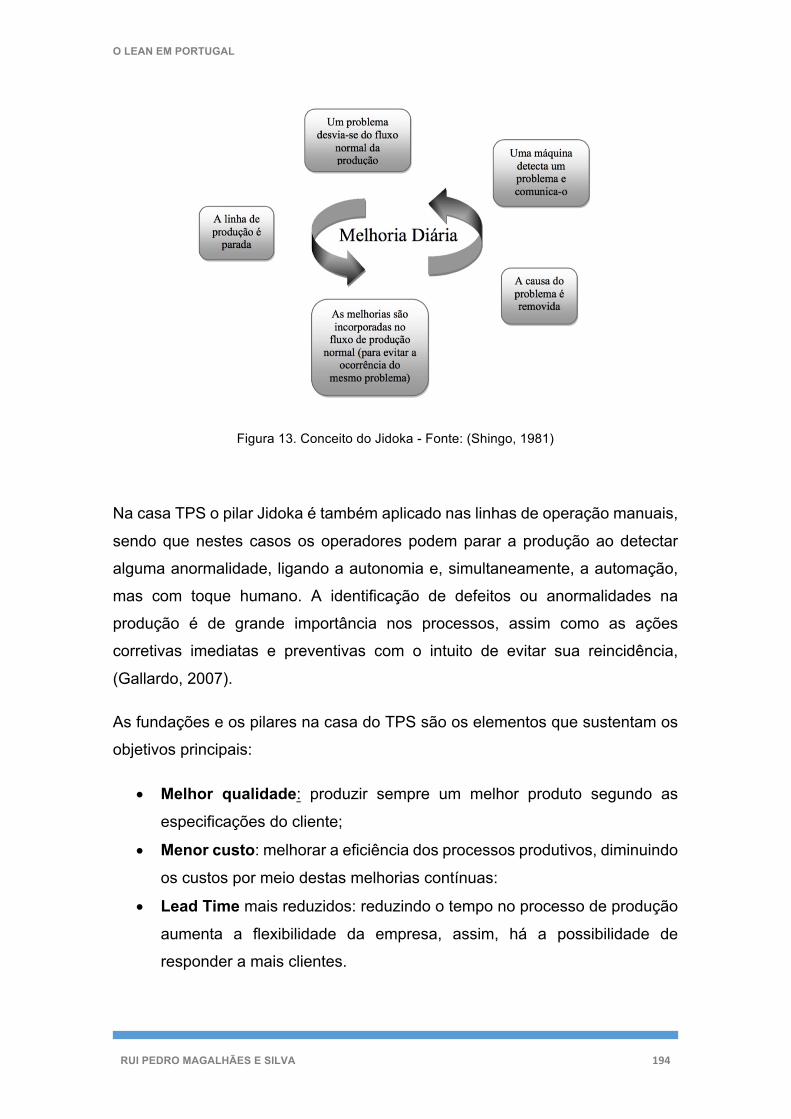
O LEAN EM PORTUGAL
RUI PEDRO MAGALHÃES E SILVA 194
Figura 13. Conceito do Jidoka - Fonte: (Shingo, 1981)
Na casa TPS o pilar Jidoka é também aplicado nas linhas de operação manuais,
sendo que nestes casos os operadores podem parar a produção ao detectar
alguma anormalidade, ligando a autonomia e, simultaneamente, a automação,
mas com toque humano. A identificação de defeitos ou anormalidades na
produção é de grande importância nos processos, assim como as ações
corretivas imediatas e preventivas com o intuito de evitar sua reincidência,
(Gallardo, 2007).
As fundações e os pilares na casa do TPS são os elementos que sustentam os
objetivos principais:
• Melhor qualidade: produzir sempre um melhor produto segundo as
especificações do cliente;
• Menor custo: melhorar a eficiência dos processos produtivos, diminuindo
os custos por meio destas melhorias contínuas:
• Lead Time mais reduzidos: reduzindo o tempo no processo de produção
aumenta a flexibilidade da empresa, assim, há a possibilidade de
responder a mais clientes.