módulo de apoio à gestão da manutenção de ferramentas de ... · módulo de apoio à gestão da...
TRANSCRIPT

Módulo de Apoio à Gestão da Manutenção de Ferramentas de Estampagem na Inapal Metal SA
Joaquim Pedro Sousa e Silva Ascenção
Dissertação de Mestrado
Orientador na FEUP: Engenheiro Paulo Osswald
Orientador na Iberogestão: Engenheiro Alfredo Azevedo
Faculdade de Engenharia da Universidade do Porto
Mestrado Integrado em Engenharia Mecânica
Julho 2011


Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
i
Aos meus Pais, por tudo e tudo
Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
ii
Resumo Este projecto tem como principal objectivo o desenvolvimento do Sistema de Gestão da Manutenção, com incidência na área de Ferramentas de Estampagem, da empresa Inapal Metal SA.
Com a realização deste projecto pretende-se uma melhoria no processo de manutenção de Ferramentas de Estampagem através de uma gestão da manutenção mais eficiente. Ao mapearmos todas as ferramentas e respectivos planos de manutenção, conseguimos manter um controlo sobre processo, evitando o mau funcionamento das mesmas. Se interligarmos estes dados com o histórico de funcionamento das ferramentas, avançamos no sentido da manutenção preditiva. Desta forma, evitamos macro e micro paragens, por falha de uma ferramenta.
Foi necessário codificar todas as acções inerentes ao processo de manutenção de ferramentas de estampagem, numa tentativa de codificar todas as avarias e intervenções e poder assim registá-las no Sistema de Manutenção para uma posterior análise. Depois de recolhidas e analisadas todas as intervenções, obteve-se um histórico de ocorrências, onde se analisaram padrões de avaria e componentes críticos.
Para a criação do Sistema de Gestão da Manutenção foram codificadas as acções e elaborados planos de manutenção, e desenvolveram-se documentos que permitam o fluxo de informação entre as várias áreas da empresa e a Manutenção, e que vão permitir no futuro uma manutenção totalmente transparente, com alta rastreabilidade e de onde será possível a recolha de dados e indicadores em tempo útil. Com a implementação deste sistema de gestão conseguimos obter informações acerca do estado das ferramentas, o custo das reparações, planear manutenções preventivas, e de um modo geral ter um controlo mais eficiente do processo de manutenção.

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
iii
Module support for Maintenance Management of Stamping Tools
Abstract
The main goal of this project is to develop a Maintenance Management System, focused on the Stamping Tools area of the company Inapal Metal SA.
This project aims to an improvement in the maintenance of Stamping Tools through a more efficient maintenance management. When we can map all the tools and their maintenance plans, we can keep the process under control, thus avoiding equipment failure. If we connect these data with the tool functioning history, we walk towards predictive maintenance, avoiding macro and micro stops related to tool failure.
It was necessary to codify all actions involved the maintenance process of stamping tools, in an attempt to codify all the breakdowns and register them in the maintenance system for further analysis. After compiling and analyzing all interventions, we obtain a history of occurrences, in which we are able to analyze patterns of failure and critical components.
For the creation of the Maintenance Management System, all the actions were codified, maintenance plans were designed, and documents have been developed to allow the flow of information between the various areas of the company and Maintenance. This allows a future maintenance fully transparent, with traceability and high tracking, where it will be possible to collect data and indicators in a timely manner. With the implementation of this management system, we can obtain information about the status of the tools, the cost of repairs, plan preventive maintenance, and generally have a more efficient control of the maintenance process.

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
iv
Agradecimentos
Gostaria de agradecer aos meus orientadores, Engenheiro Alfredo Azevedo, Engenheiro João Meireles e Engenheiro Paulo Osswald, que contribuíram grandemente para o sucesso deste trabalho.
À minha família que sempre me apoiou nas mais diversas etapas da minha vida, e a quem dedico este trabalho.
Ao Professor Carlos Bragança pelos esforços incansáveis, que muito contribuíram para este projecto.
Aos meus amigos, que me acompanharam nestes anos de faculdade, em especial, e recorrendo à ordem alfabética, ao Camacho, ao Diogo, ao Ézer, ao Foz Côa, ao Jardel, ao João, à Mariana, ao Paiva, ao Pina, ao Reebas, ao Simões e ao Vizela, um grande abraço.
A todos aqueles, que na Inapal Metal SA me ajudaram e contribuíram para a minha formação, particularmente Augusto Gil, Engenheiro José Oliveira, Engenheiro Rui Peixoto e Nelson Rodrigues, deixo um grande abraço e um muito obrigado!


Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
v
Índice de conteúdos
1 . Introdução Geral ........................................................................................................... 1
1.1 Apresentação das Empresas .......................................................................................... 1
1.2 Ferramenta de apoio à gestão da Manutenção de Ferramentas de Estampagem ............ 2
1.3 Método seguido no projecto ......................................................................................... 2
1.4 Os Limites do Projecto .................................................................................................. 3
1.5 Estrutura do documento ............................................................................................... 3
2 . Conceitos Gerais e Estado da Arte ................................................................................. 4
2.1 Introdução ................................................................................................................... 4
2.2 Evolução da Manutenção .............................................................................................. 4
2.3 A Estrutura da Manutenção .......................................................................................... 6
2.4 Ferramentas de Gestão da Manutenção e Controlo de Qualidade .................................. 9
3 Processo de Manutenção de Ferramentas na IM ........................................................... 16
3.1 Introdução ................................................................................................................. 16
3.2 Área de manutenção de Ferramentas .......................................................................... 16
3.3 A Ferramenta ............................................................................................................. 16
3.4 Processos de Reparação de Ferramentas ..................................................................... 18
3.5 Registos de Intervenção .............................................................................................. 21
3.6 Prioridades e Custos na Manutenção .......................................................................... 21
4 Abordagem do Problema .............................................................................................. 24
4.1 Introdução ................................................................................................................. 24
4.2 Objectivos do Projecto e abordagem do problema ...................................................... 24
4.3 Manutenção Curativa, Correctiva e Registo de Intervenção ......................................... 25
4.4 Manutenção Preventiva e Preditiva ............................................................................ 26
4.5 Conceitos de TPM aplicados na área de manutenção de Ferramentas .......................... 29
5 Funcionamento da Base de Dados ................................................................................. 31
5.1 Introdução ................................................................................................................. 31
5.2 Codificação das acções ................................................................................................ 31
5.3 O Registo de Intervenção da Manutenção ................................................................... 32
5.4 Construção da Base de Dados ..................................................................................... 34
5.5 Manutenção Preventiva na BD .................................................................................... 37
5.6 Outputs da Base de Dados .......................................................................................... 38
6 Conclusões .................................................................................................................... 40

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
vi
6.1 Perspectivas de trabalho futuro ................................................................................... 40
7 Referências................................................................................................................... 42

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
vii
Índice de Figuras Figura 1 - Evolução da manutenção (Moubray, 1997) ............................................................................................ 5
Figura 2 -Tipos de manutenção (adaptado de Mobley, 2002) ................................................................................. 6
Figura 3 - Manutenção curativa e correctiva face a uma avaria .............................................................................. 7
Figura 4 - Curva da Banheira [3] .............................................................................................................................. 8
Figura 5 - Gráfico custo por unidade versus (Lobo, 2010) ...................................................................................... 8
Figura 6 - 8 Pilares TPM (Lobo, 2010) ................................................................................................................. 10
Figura 7 - Pilares que compõem a estrutura 5S (Venkatesh, 2007) ....................................................................... 11
Figura 8 - Diagrama Causa-Efeito ......................................................................................................................... 12
Figura 9 - Diagrama de 5 Porquês (Pinto, 2009) ................................................................................................... 12
Figura 10 - Diagramas de Pareto (Lobo, 2010) ..................................................................................................... 13
Figura 11 - Gráfico de evolução ao longo do tempo (Adaptado de Cabral, 2003) ................................................ 14
Figura 12- Ferramenta Progressiva........................................................................................................................ 17
Figura 13 - Ferramenta Transfer Manual............................................................................................................... 17
Figura 14 - Ferramenta Transfer Automático ....................................................................................................... 17
Figura 15 - Ferramenta que aguarda reparação ..................................................................................................... 19
Figura 16 - Ferramenta Reparada .......................................................................................................................... 20
Figura 17 - Rápida intervenção a uma ferramenta pronta para a produção ........................................................... 20
Figura 18 - Esquema de Seguimento de Produção ................................................................................................ 22
Figura 19 - Gráfico de paragens não planeadas da prensa de estampagem "Fagor 1200"- mensal ....................... 22
Figura 20 - Tempo médio entre avarias ................................................................................................................. 23
Figura 21 - Número e taxa de avarias .................................................................................................................... 23
Figura 22 - Método de Resolução dos 5 Porquês nas Ferramentas de Estampagem ............................................. 25
Figura 23 - Diagrama de Pareto nas Avarias de Ferramentas de Estampagem ..................................................... 26
Figura 24 – Esboço de uma ficha genérica de Manutenção Preventiva ................................................................. 27
Figura 25 - Cartas X/R para controlo de um diâmetro de furação a ser posteriormente rebitado .......................... 28
Figura 26 - Índice de Capacidade do Processo para controlo de um diâmetro de furação .................................... 28
Figura 27- Exemplo de 5S aplicado à área de manutenção ................................................................................... 29
Figura 28 - Local para Registo da Intervenção ...................................................................................................... 30
Figura 29 - Tabela de códigos de Registo de Intervenção ..................................................................................... 31
Figura 30 - Tabela de Códigos do Objecto de Intervenção - Parte traseira do cartão ............................................ 32
Figura 31 - Área destinada ao preenchimento pelo Chefe de Equipa da Produção ............................................... 33
Figura 32 - Registo de intervenção de manutenção ............................................................................................... 33

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
viii
Figura 33 - Registo do material utilizado .............................................................................................................. 34
Figura 34 - Tipo de intervenção e classificação da avaria ..................................................................................... 34
Figura 35 - Esquema de Relações da BD ............................................................................................................... 35
Figura 36 - Exemplo de preenchimento de um Registo de Intervenção ................................................................ 36
Figura 37 - Consulta da Base de Dados ................................................................................................................. 37
Figura 38 - Funcionamento do Módulo de Manutenção Preventiva de Ferramentas de Estampagem .................. 38
Figura 39- Pivot Tables para apresentação dos registos ........................................................................................ 39

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
ix
Índice de tabelas Tabela 1- Tamanhos de amostra e valores LSC e LIC – (Azevedo, 2001) ............................................................ 14


Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
1
1 . Introdução Geral
1.1 Apresentação das Empresas
O presente trabalho, foi desenvolvido no âmbito de uma consultoria da empresa IBeroGestão na empresa Inapal Metal SA, fruto de uma parceria entre as empresas que dura há vários anos.
1.1.1 Apresentação da Empresa IBeroGestão
A IBeroGestão – Gestão Integrada e Tecnológica Lda. (também designada por IBG) foi criada em 1989. Através da colaboração e protocolos com diferentes entidades, desenvolveram-se actividades de formação, de implementação de sistemas da gestão da qualidade em várias empresas, acções e seminários em qualidade, gestão da produção, marketing, auditoria, manutenção industrial e muitas outras.
É certificada pela APCER com a norma NP EN ISO 9001, no seguinte âmbito: Consultoria em organização, gestão, sistemas da qualidade e integração tecnológica, formação, diagnósticos e estudos.
O ano de 2002 foi marcado pela mudança para as novas instalações, situadas em Vila Nova de Gaia. Em 2003, abriu um escritório no Parque Expo, em Lisboa, permitindo assim acompanhar os clientes situados a sul de Coimbra.
1.1.2 Apresentação da Empresa Inapal Metal SA
A Inapal SA, foi constituída em 1972, tendo como actividade a fabricação de componentes para a indústria automóvel. No início da década de 80, recondiciona as suas linhas de produção, para produção de Cárteres e Tampas de Válvulas para a fábrica da Renault em Cacia. Após esta expansão, a empresa parte para um conceito de grupo, separando a actividade metalomecânica e termoplástica em empresas independentes. Assim, surgem naturalmente a Inapal Metal SA e a Inapal Plásticos SA como empresas independentes.
Em Janeiro de 1997, as empresas são então constituídas com uma estrutura de gestão independente, e em 1998, face à necessidade de expansão, a Inapal Metal SA procedeu à aquisição de uma nova unidade fabril, no concelho da Trofa, onde está instalada actualmente.
No ano de 2006, a Inapal Metal SA, ganhou um projecto de outsourcing do processo de Clinching das portas do modelo Sharan da Volkswagen, e reuniu todas as condições para a criação de uma unidade de produção na zona industrial de Palmela. Ainda durante este ano, realizou um grande investimento, na aquisição de uma prensa de 1200 toneladas para a unidade da Trofa, que se tornou assim capaz de produzir um maior leque de peças.
Actualmente, a Inapal Metal SA, está dividida maioritariamente em 3 grandes áreas, Estampagem, Soldadura e uma linha de assemblagem final e soldadura denominada internamente por PQ25. A unidade fabril, compreende um grande número de equipamentos, onde se destacam 6 Prensas de estampagem, uma grande área de soldadura equipada com 9 robots, e uma linha de montagem e soldadura. Aguarda-se a introdução de mais 5 robots, durante os próximos meses. De entre os principais clientes, destacam-se Volkswagen, General Motors e Faurecia, responsáveis pela aquisição de produtos como painéis de carroçaria,

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
2
apoios de suspensão e motor, estruturas de assentos e outras peças de pequena e média estampagem.
1.2 Ferramenta de apoio à gestão da Manutenção de Ferramentas de Estampagem
A IBeroGestão (IBG), está presente na Inapal Metal SA (IM) como empresa consultora. De entre os trabalhos levados a cabo, destacamos um de elevado relevo para ambas empresas e do qual este projecto faz parte, que é a melhoria do processo de manutenção de ferramentas. Este projecto visa a criação de procedimentos e de um sistema de apoio à Gestão da Manutenção de Ferramentas de Estampagem da IM, necessárias à produção de componentes metalomecânicos. A IBG, em parceria com a IM, espera com este projecto uma melhoria na gestão da manutenção da IM, obtendo assim uma maior eficiência do processo produtivo e uma consequente redução dos custos.
Dentro da IM este projecto é de elevada importância, uma vez que a empresa trabalha 24 horas por dia, e onde cada paragem pode ter custos avultados devido às perdas de disponibilidade por avaria de uma ferramenta. O projecto contempla assim um sistema essencial na IM, que regista as intervenções a ferramentas, e planeia as paragens necessárias para execução de manutenção preventiva. Ao contabilizarmos todas as intervenções a uma ferramenta, espera-se apurar a razão dos problemas, e atacá-los na sua raiz. Com este sistema criado, conseguimos unir os vários departamentos da empresa, Produção - Manutenção - Planeamento, registar dados que permitem saber o estado das ferramentas e quando estas estarão disponíveis para produção.
1.3 Método seguido no projecto
Numa primeira fase, o objectivo passou pelo estudo e análise dos processos e das ferramentas que os constituem, elaborando uma lista de ferramentas e áreas de actuação. Esta fase é muito importante para um bom planeamento de todo o projecto, sendo necessário compreender quais as peças alvo de desgaste em cada ferramenta para definir planos de manutenção preventiva. Para tal, foram reunidas desde as séries de produção habituais com o Planeamento, até aos maiores problemas com algumas ferramentas observados pela Produção. De seguida, codificaram-se as acções da manutenção de ferramentas de estampagem, para que seja feito um registo viável, e de onde fosse possível obter informação estatística em tempo útil, para numa fase posterior conseguirmos atribuir as causas de alguns problemas, e executar manutenção preventiva.
Após a codificação de acções e objectos de intervenção, foi criado um documento, denominado de “Registo de Intervenção” capaz de registar todas as intervenções a nível das equipas de manutenção da IM anteriormente codificadas. Para o tratamento informático dos dados foi criada uma base de dados onde seja possível registar as intervenções e que permita uma rápida análise do funcionamento das Ferramentas.
Por fim, o objectivo passou pela implementação da base de dados na estrutura de manutenção da empresa. Tal objectivo foi alcançado a partir da realização de acções de formação com o pessoal de diversos sectores da IM. Depois de ser colocado em funcionamento, houve um

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
3
período de adaptação ao novo sistema, com pequenas reuniões para esclarecimento de dúvidas ou então propostas à alteração desse mesmo Registo ou da maneira como é efectuado.
1.4 Os Limites do Projecto
Essa dissertação visa sobretudo a criação e implementação de um Sistema de Gestão da Manutenção relativo às ferramentas de estampagem não promovendo uma abordagem profunda acerca de Processos de melhoria contínua e de qualidade. No que diz respeito às Ferramentas em si, não foram alvo de estudos de melhoria no sentido de diminuir por exemplo o tempo de setup, no entanto com a criação de um sistema que regista as principais avarias ao longo do tempo, foi possível apontar diversos problemas que poderiam melhorar a disponibilidade das mesmas. No Estado da Arte foram abordadas questões como TPM - Manutenção Produtiva Total, necessário ao bom funcionamento de uma área de Manutenção e à implementação do Sistema de Gestão da Manutenção, contudo não foram feitos estudos para melhorar todos os itens que esta filosofia aborda. Essencialmente foram abordados os pilares de Gestão Inicial de Equipamentos, Formação e Treino, e os 5S. O desenvolvimento da manutenção é sustentado numa boa base de registo estatístico, pelo que para uma manutenção preventiva eficaz precisamos de recolher várias semanas de dados. Assim, e após estar criada uma base sólida de registo, irá ser possível futuramente uma manutenção preventiva eficaz e com o menor desperdício possível.
1.5 Estrutura do documento
O Capitulo 1 corresponde à Introdução Geral e compreende uma contextualização do problema, apresentação da empresa, objectivos e enquadramento do trabalho realizado no âmbito do projecto final de curso. No Capítulo 2 é feito um enquadramento teórico com a apresentação dos conceitos gerais e do Estado da Arte actual. O capítulo 3 reflecte o estado actual da Inapal Metal, relativamente ao processo de manutenção de ferramentas de estampagem. No capítulo 4 é feita uma abordagem do problema, onde são demonstrados quais os objectivos, e a forma como foram abordados. Durante o capítulo 5, é descrito o funcionamento da base de dados, e todo o seu processo inerente. O capítulo 6, é reservado para uma conclusão de resultados, e onde se deixam propostas para trabalhos futuros.

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
4
2 . Conceitos Gerais e Estado da Arte
2.1 Introdução
De acordo com Dale Jonhson, no início do desenvolvimento industrial, e como as máquinas assim o necessitavam, as operações de manutenção eram simples, tais como limpezas e lubrificação. Hoje em dia, com o aumento de complexidade dos equipamentos, aumentou também a factura da manutenção (Johnson, 2002). Foi então natural a necessidade do aparecimento de sistemas de gestão da manutenção, para que as empresas não tenham uma factura de manutenção muito elevada, o que pode mesmo originar um caos, caso os seus equipamentos sofram com falhas recorrentes em situações críticas para a empresa.
Com a estreita relação existente entre a manutenção e a qualidade, é necessário que os equipamentos mantenham as características iniciais de funcionamento para garantirmos a qualidade da nossa produção. É necessária então uma manutenção cuidada e preventiva, para diminuir a factura a longo prazo, e garantir a qualidade do processo.
2.2 Evolução da Manutenção
As práticas de manutenção provêm de há muitos anos atrás, contudo, o seu conceito tem sido alterado ao longo do tempo. Se no início a manutenção se baseava em pequenas reparações, hoje já a observamos de uma forma diferente e podemos dividi-la em várias áreas e aspectos. O aparecimento do termo "manutenção" na indústria surge catalogado em diferentes tempos, variando de autor para autor. De acordo com John Moubray, existem 3 etapas ou gerações distintas na evolução da Manutenção: (Moubray, 1997)
2.2.1 A Primeira Geração
A Primeira Geração é relativa ao período que antecede a Segunda Guerra Mundial. Naquele tempo, a actividade industrial resultava de processos que recorriam maioritariamente a mão-de-obra e não a máquinas, o que significa que o tempo de espera devido a avaria não era um factor importante. Assim, a prevenção de falha de um equipamento não era de elevada prioridade na linha de pensamento da maior parte dos gestores. Ao mesmo tempo, o pouco equipamento que compunha as indústrias era simples e sobredimensionado, o que se traduzia em equipamentos fiáveis e fáceis de reparar, não sendo necessário o recurso a mão-de-obra especializada. Não existia uma necessidade sistemática de manutenção além da limpeza e lubrificação, e as reparações eram resolvidas rapidamente.
2.2.2 A Segunda Geração
Nos anos 50, apareceram máquinas de todos os tipos e cada vez mais complexas, e a indústria começava cada vez mais a depender delas. À medida que esta dependência crescia, o tempo de avaria ganhava mais importância, o que originou a ideia de que estas falhas poderiam ser evitadas, levando assim ao conceito de manutenção preventiva.
O custo de manutenção também subiu em flecha relativamente a outros custos de operação. Isto levou ao aparecimento de planeamento e controlo de manutenções. Estes sistemas, tais

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
5
como os abordados ao longo deste trabalho, ajudaram a manter a manutenção debaixo de controlo, e estão agora estabelecidos como parte integrante da manutenção.
Mas estes sistemas por si só não são suficientes, ficou então claro de que precisaríamos de mais ferramentas no apoio à decisão dessa tão árdua tarefa que, no fundo, nada mais faz do que permitir que os outros laborem. Assim surge a que foi denominada por Moubray de Terceira Geração da Manutenção.
2.2.3 A Terceira Geração
Esta terceira geração contempla as ferramentas necessárias ao apoio da decisão da gestão da manutenção. O tempo de paragem por avaria dos equipamentos afecta directamente a capacidade produtiva dos bens físicos por perdas de produção, aumentando assim os custos operacionais. Os efeitos nas paragens por indisponibilidade eram agravados pela mudança no mundo industrial ao avançarem para políticas onde prevaleciam produções do tipo just-in-time, onde reduzidos stocks de material através das linhas de produção, deixavam poucas margens para falhas nos equipamentos. Hoje em dia, com o aumento da mecanização e automação, requer-se também um aumento na disponibilidade e confiabilidade.
Para garantir que conseguimos rentabilizar o investimento num equipamento ao máximo, devemos ser capazes de os manter a funcionar o mais eficientemente possível. O custo de manutenção também foi subindo ao longo dos anos, tornando-se num factor pesado no panorama de custos de operação de uma empresa. Existe assim uma preocupação em prestar uma grande atenção relativamente ao trabalho de manutenção – fazer o trabalho bem, e à primeira.
Durante estes últimos anos de evolução da terceira geração, houve um crescimento explosivo de conceitos e técnicas de manutenção. De entre eles, podemos enumerar:
-Ferramentas de suporte à decisão
-Novas técnicas de manutenção, como por exemplo monitorização do estado dos componentes, através de por exemplo uma manutenção preditiva
Figura 1 - Evolução da manutenção (Moubray, 1997)

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
6
2.3 A Estrutura da Manutenção
Com a evolução na manutenção, e apesar de caminharmos no sentido da Manutenção Preventiva, não podemos descurar todos os tipos de Manutenção, necessários à sobrevivência de qualquer empresa. Com toda esta evolução na Manutenção, ficamos cientes e capazes de a dividir nos seguintes grupos distintos (adaptado de R. Keith Mobley, 2002):
Figura 2 -Tipos de manutenção (adaptado de Mobley, 2002)
2.3.1 Manutenção Correctiva, Curativa e de Melhoria
Como Keith Mobley afirma, hoje em dia, a maior parte da manutenção ainda é correctiva ou curativa, mas a tendência é inverter a balança em prol das manutenções preventivas (Mobley, 2002). As reparações são um mal necessário, onde um melhoramento da manutenção preventiva apenas reduz o risco de manutenções curativas de emergência. No caso abordado neste trabalho, quando temos uma ferramenta em que parte um punção por má afinação da ferramenta, sabemos que é necessária manutenção curativa. O desafio reside, porém, na causa da avaria e quantas vezes a mesma se verificou, e é a tentativa de a corrigir que se torna por vezes num grande consumidor de tempo.
Quando o problema é óbvio, e pode ser facilmente corrigido, as pessoas tendem a repará-lo sem atribuírem uma causa, nem como a eliminar. Se o mesmo problema se repete por diversas vezes, convém apurar a sua causa e tentar evitá-la. Falhas intermitentes e defeitos escondidos são ainda maiores consumidores de tempo, contudo, se depois de registados e devidamente analisados for efectuada uma Manutenção Correctiva ou de Melhoria à Ferramenta, poderemos eliminá-los de vez, e manter o bom estado da Ferramenta através de uma eficaz Manutenção Preventiva.
Convém agora fazer a distinção entre estes tipos de Manutenção, que pese embora serem semelhantes, se distinguem no ponto crítico da relação causa-efeito. Quando acontece um problema esporádico com um determinado equipamento, ou no nosso caso, sobre uma

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
7
determinada ferramenta, para solucionar esse problema aplica-se uma manutenção curativa, que, tal como o nome indica, tem incidência sobre o problema em si, e não sobre o que causou o problema. Quando se pretende resolver esse mesmo problema, pode-se executar uma acção de manutenção correctiva, que incinde sobre a causa do problema e tenta assim eliminá-lo ou atenuá-lo. Quanto a uma manutenção de melhoria, o efeito pode ser o mesmo que uma manutenção correctiva, mas à partida, não necessita que ocorra nenhuma avaria, ou seja, podemos simplesmente executar uma melhoria a uma ferramenta, com o objectivo de eliminar operações de manutenção. Como exemplo, podemos proceder à substituição de molas por cilindros a gás, e aumentar os intervalos de manutenção da ferramenta, diminuindo assim o tempo de manutenção da ferramenta. Podemos desta forma melhorar o projecto inicial da mesma, o que acontece por diversas vezes, uma vez que depois de várias utilizações, é possível detectar alterações que vão influenciar o bom funcionamento da mesma, assim, ao depararmo-nos com uma avaria, podemos colocar a seguinte decisão:
Figura 3 - Manutenção curativa e correctiva face a uma avaria
2.3.2 Manutenção Preventiva
De acordo com Nigel Slack, este tipo de manutenção tenta reduzir ou eliminar a possibilidade de ocorrência de falhas, prestando serviço regularmente, executando tarefas como limpeza, lubrificação, substituição de componentes ou somente a verificação. Visa sobretudo evitar perdas por indisponibilidade de equipamentos, devidas a intervenções de emergência para solucionar avarias. Na indústria, para não falharmos com prazos de entrega nem com cumprimento de tarefas, executamos manutenção preventiva numa tentativa de reduzir perdas de qualidade e disponibilidade (Slack, 2008).
Na linha de pensamento de Mobley, existem muitas definições de manutenção preventiva, mas todos os programas de gestão da manutenção são guiados por intervalos. Ao realizarmos uma manutenção preventiva a uma ferramenta, também podemos incorrer num problema, podemos estragar o que está bom. Podemos alterar um componente que está em perfeita ordem de funcionamento, e quando substituído pode avariar passado pouco tempo (Mobley, 2002). Este comportamento pode ser analisado através da curva da banheira, que explica que uma máquina nova tem maior probabilidade de avaria devido a problemas de instalação durante as primeiras semanas de funcionamento, após este período a probabilidade de falha é relativamente baixa por um longo período de tempo e depois do período normal de funcionamento do equipamento, a probabilidade aumenta em larga escala com o passar do tempo, aqui devemos então proceder à substituição do equipamento antes da sua avaria –

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
8
manutenção preventiva. Na manutenção preventiva, as reparações em máquinas ou reconstruções não normalmente baseadas em estatísticas MTTF – tempo médio entre avarias, que nos indica o tempo de funcionamento de um componente antes da sua avaria. A seguir, apresenta-se um gráfico que representa a curva da banheira geral para um equipamento ou componente:
Figura 4 - Curva da Banheira (Mobley, 2002)
Todos os programas de manutenção preventiva assumem que os equipamentos se vão degradar dentro de um limite estipulado. Por exemplo, uma ferramenta que trabalhe um dia por semana e que durante esse dia trabalhe a uma média de 10.000 golpes por dia, pode normalmente trabalhar durante 8 semanas (80.000 golpes) sem necessitar de substituir nenhum elemento. Usando técnicas de manutenção preventiva, a ferramenta iria substituir elementos ao fim de 7 semanas. O problema reside no facto da aproximação ser feita num caso geral, independentemente se a ferramenta trabalha com chapa de maior ou menor espessura, que afecta directamente a vida útil da mesma. O tempo médio entre avarias (MTBF) não é o mesmo para a mesma ferramenta, quer ela trabalhe com chapa de 1,0mm ou com chapa de 1,1mm. O resultado normal de usar estatísticas do tipo MTBF pode ser o de planear reparações não necessárias que tem um custo associado, contudo, minimiza os custos de paragem de ferramenta, ou mesmo o risco de que com a falha de um dos elementos podermos partir outros. É possível, recorrendo a análises estatísticas, custos de reparação e horas de funcionamento, escolher qual o momento ideal para a substituição de um componente, como se mostra a seguir:
Figura 5 - Gráfico custo por unidade versus (Lobo, 2010)

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
9
2.3.3 Manutenção Preditiva
Este tipo de manutenção vem combater uma grande falha existente na manutenção preventiva, a de substituir um equipamento ou componente que ainda não entrou na sua zona de desgaste. Através de um acompanhamento efectuado ao longo da vida útil de um componente, usando técnicas como a inspecção visual ou medição de parâmetros como diâmetro de punções, é possível observar a evolução dos componentes de um qualquer equipamento, e prever a sua falha, garantindo que substituímos momentos antes de quebrar e assim rentabilizar o investimento. Podemos incorrer num outro problema, que é o de ter que imobilizar um equipamento, num momento inoportuno para realizar manutenção, por isso é necessário ponderar se devemos aguardar para a substituição, ou preventivamente substituímos assim que seja viável.
2.4 Ferramentas de Gestão da Manutenção e Controlo de Qualidade
Em muitas situações, as pessoas preocupam-se somente em fazer com que um trabalho seja realizado, sem ter em conta os meios utilizados para o realizar. Esta é assim, a definição de eficácia, garantir que obtemos os efeitos pretendidos. Alinhando pelo mesmo diapasão, com um fim igual, mas com uma abordagem completamente diferente, ser eficiente, é garantir que essa mesma tarefa é executada, mas recorrendo ao menor número de recursos possível, sejam eles o tempo, o material, o dinheiro envolvido, ou um outro qualquer recurso.
Hoje em dia, são várias as ferramentas de Gestão da Manutenção que nos auxiliam no sentido de promover um trabalho mais eficiente. Tendo sempre a eficiência na linha de mente, mas nunca esquecendo a eficácia, elas permitem que nós consigamos realizar todo o proposto, da melhor maneira possível.
2.4.1 TPM
Com a crescente automação das empresas, cada vez mais é necessário pessoal especializado para realizar as manutenções. Assim, começa um dos conceitos ou pilares da TPM, a manutenção autónoma, onde são os próprios operadores que realizam operações de rotina nos equipamentos.
Segundo Steven Borris, um dos primeiros objectivos da Manutenção Produtiva Total (TPM - do inglês “Total Productive Maintenance”) é restaurar o equipamento para a sua condição inicial. Mas, para atingirmos essa situação, temos que saber definir o que pretendemos restaurar, e qual o estado inicial. Como cada empresa define o seu padrão, também é normal que o padrão definido por algumas empresas seja inferior a outras, para controlar os custos. Se para umas empresas apenas justifica o bom funcionamento dos equipamentos, para outras os detalhes visuais são importantes, como por exemplo tinta danificada ou inexistente. (Borris, 2006)
J. Venkatesh, escreveu um trabalho, onde descreve a TPM como a ciência médica das máquinas e onde refere que o seu principal objectivo é aumentar a produção, enquanto aumenta também a moral dos trabalhadores e a sua satisfação com o seu trabalho. Então falamos de manutenção ou de produção? Efectivamente, estão largamente interligados, já que a TPM elege a manutenção como uma parte vital para o negócio, deixando de ser apenas vista como uma actividade não lucrativa, mas onde o tempo de paragem de cada equipamento é programado, e minimizado, como parte integral do processo produtivo – a meta é reduzir as

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
10
paragens de emergência e o trabalho não planeado. Como principais objectivos queremos atingir os zero defeitos, zero paragens e zero acidentes em todas as áreas funcionais da empresa, e para conseguir isso mesmo, devemos envolver todas as pessoas da organização dando formação de como reduzir defeitos e ser capaz de executar a manutenção autónoma. (Venkatesh,2007)
De entre todas estas vantagens, podemos ainda enumerar um aumento de produtividade do OEE – Overall equipment effectiveness, ou em português, eficiência global de um equipamento. Com esta melhoria, conseguimos um aumento de qualidade e consequente diminuição nas queixas dos clientes e custo de produção. Indirectamente, obtemos um aumento na moral dos trabalhadores, uma vez que eles sentem-se mais confiantes com estas melhorias.
Ainda segundo J. Venkatesh, a maior diferença entre o TPM e outros conceitos semelhantes é não seguirmos o princípio “Eu (Produção) opero, tu (Manutenção) consertas”. Contudo, nos dias de hoje, e segundo Wireman, o TPM ainda é um conceito mal compreendido, onde se interpreta normalmente como sinónimo de manutenção autónoma, ou da participação do operador nas actividades de manutenção (Wireman, 2004). De entre os 8 pilares abordados por esta filosofia, os de maior relevo para este projecto são os de Melhoria Contínua, Manutenção Autónoma e de Manutenção Planeada. Os pilares da Manutenção Produtiva Total estão representados na figura seguinte:
Figura 6 - 8 Pilares TPM (Lobo, 2010)
Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
11
2.4.2 5S
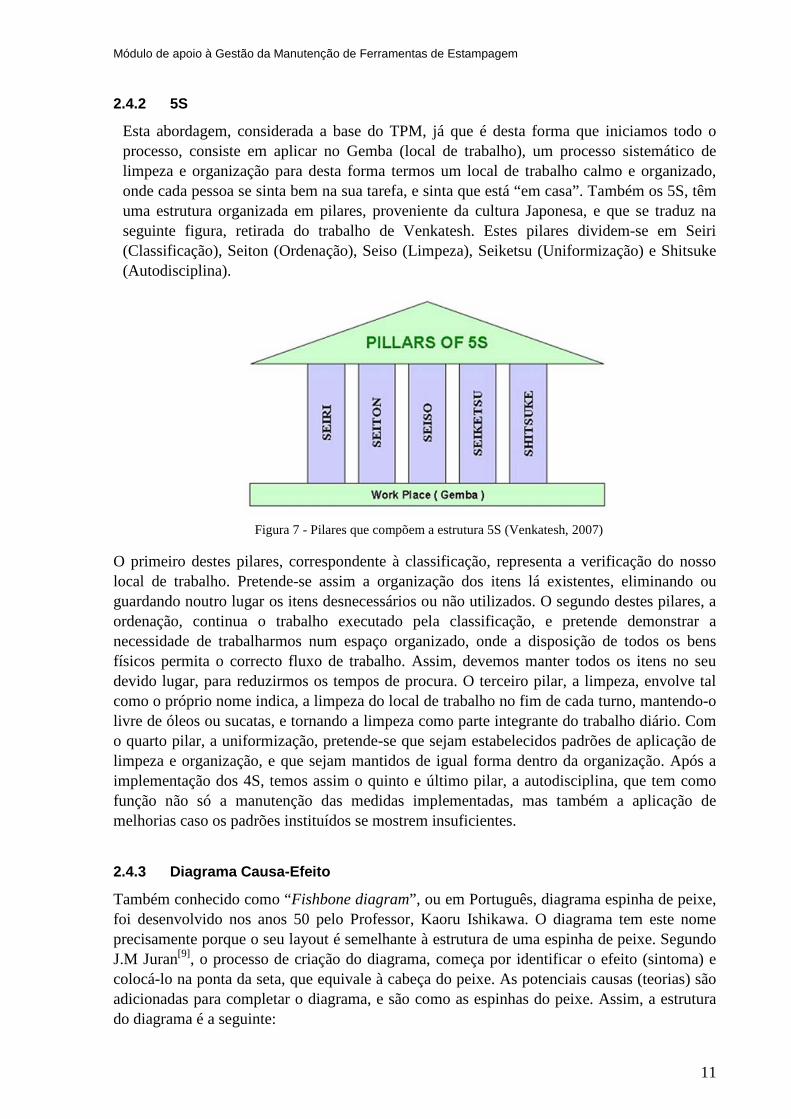
Esta abordagem, considerada a base do TPM, já que é desta forma que iniciamos todo o processo, consiste em aplicar no Gemba (local de trabalho), um processo sistemático de limpeza e organização para desta forma termos um local de trabalho calmo e organizado, onde cada pessoa se sinta bem na sua tarefa, e sinta que está “em casa”. Também os 5S, têm uma estrutura organizada em pilares, proveniente da cultura Japonesa, e que se traduz na seguinte figura, retirada do trabalho de Venkatesh. Estes pilares dividem-se em Seiri (Classificação), Seiton (Ordenação), Seiso (Limpeza), Seiketsu (Uniformização) e Shitsuke (Autodisciplina).
Figura 7 - Pilares que compõem a estrutura 5S (Venkatesh, 2007)
O primeiro destes pilares, correspondente à classificação, representa a verificação do nosso local de trabalho. Pretende-se assim a organização dos itens lá existentes, eliminando ou guardando noutro lugar os itens desnecessários ou não utilizados. O segundo destes pilares, a ordenação, continua o trabalho executado pela classificação, e pretende demonstrar a necessidade de trabalharmos num espaço organizado, onde a disposição de todos os bens físicos permita o correcto fluxo de trabalho. Assim, devemos manter todos os itens no seu devido lugar, para reduzirmos os tempos de procura. O terceiro pilar, a limpeza, envolve tal como o próprio nome indica, a limpeza do local de trabalho no fim de cada turno, mantendo-o livre de óleos ou sucatas, e tornando a limpeza como parte integrante do trabalho diário. Com o quarto pilar, a uniformização, pretende-se que sejam estabelecidos padrões de aplicação de limpeza e organização, e que sejam mantidos de igual forma dentro da organização. Após a implementação dos 4S, temos assim o quinto e último pilar, a autodisciplina, que tem como função não só a manutenção das medidas implementadas, mas também a aplicação de melhorias caso os padrões instituídos se mostrem insuficientes.
2.4.3 Diagrama Causa-Efeito
Também conhecido como “Fishbone diagram”, ou em Português, diagrama espinha de peixe, foi desenvolvido nos anos 50 pelo Professor, Kaoru Ishikawa. O diagrama tem este nome precisamente porque o seu layout é semelhante à estrutura de uma espinha de peixe. Segundo J.M Juran[9], o processo de criação do diagrama, começa por identificar o efeito (sintoma) e colocá-lo na ponta da seta, que equivale à cabeça do peixe. As potenciais causas (teorias) são adicionadas para completar o diagrama, e são como as espinhas do peixe. Assim, a estrutura do diagrama é a seguinte:

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
12
Figura 8 - Diagrama Causa-Efeito
Com o uso destes diagramas, conseguimos facilmente identificar muitas causas para um problema, sendo assim mais fácil de debater possíveis soluções para o mesmo. Por este mesmo motivo, é muito usado em sessões de grupo, onde facilita o aparecimento de ideias para resolver problemas.
2.4.4 Método de resolução de Problemas: 5 Porquês
Tal como o diagrama causa-efeito, é um método simples de descobrir a raiz dos problemas. Pode ser combinado com o diagrama de Ishikawa para obtermos um resultado ainda mais refinado. É um método onde através de questões sucessivas, procuramos encontrar uma solução para identificar a causa de um problema. Um dos seus principais objectivos é impedir que gastemos tempo e recursos a corrigir sintomas ao invés de atacarmos directamente a raiz do problema.
Figura 9 - Diagrama de 5 Porquês (Pinto, 2009)

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
13
2.4.5 Diagrama de Pareto
Este diagrama tem o nome do seu criador, Vilfredo Pareto, sociologista, econonomista e filósofo Italiano-Francês, que em 1906 descrevia a distribuição desigual de riqueza em Itália, onde determinou que 80% dos bens existentes pertenciam a 20% da população. [10]
O diagrama de Pareto utiliza uma percentagem (para estandardizar os dados) e uma soma acumulada por categoria, de onde:
�������������� ��� � �������������������������������� ∗ 100 (Boris, 2006)
Assim, Pareto cria a regra 80-20, onde explica que 80% dos problemas, têm normalmente origem em apenas 20% das causas. Assim, esta regra é fundamental para nos ajudar a separar, como afirma Joseph M. Juran “the vital few from the trivial many”- Separar os poucos e vitais, dos muitos e triviais. (Joseph Juran, 1988)[9]. O diagrama de Pareto pode ter um efeito perceptível ou não, e sendo assim, pode tomar este aspecto:
Figura 10 - Diagramas de Pareto (Lobo, 2010)
Quando é fácil a sua percepção, como no gráfico da esquerda, nós conseguimos facilmente distinguir as poucas categorias que compõem cerca de 80% dos problemas. Assim, deslocamos esforços para esses problemas, no sentido de reduzir os defeitos.
Quando se torna mais difícil de distinguir o efeito Pareto, como é o caso do gráfico da direita, podemos refazer o diagrama mudando a categoria em que se encontra, seja ela o tempo, qualidade, retrabalho, custos, etc., para tentarmos obter um efeito de Pareto mais claro. Outra possibilidade, passa por refazer o diagrama causa-efeito, para tentarmos descobrir quais as principais causas dos nossos problemas e então voltar a elaborar o diagrama de Pareto.
2.4.6 Cartas de Controlo por Variáveis
Segundo o manual “8D – Técnicas de resolução de problemas” da Iberogestão (Azevedo, 2001), o controlo por variáveis dá-se quando pretendemos controlar uma característica de qualidade através de valores mensuráveis tais como peso, comprimentos, etc.. Numa peça, podemos assim observar a tendência de uma peça sair fora de medidas, para tomar uma acção

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
14
correctiva numa ferramenta. É definido assim, uma carta de controlo como um gráfico que mostra a evolução de uma grandeza ao longo do tempo e onde se inscrevem:
- Uma recta correspondente ao valor médio do processo
- Uma recta definindo o Limite Superior de Controlo (LSC)
- Uma recta definindo o Limite Inferior de Controlo (LIC)
Figura 11 - Gráfico de evolução ao longo do tempo (Adaptado de Cabral, 2003)
Para cada amostra, calcula-se a média dos valores ("̅$medidos e a dispersão (R):
"̅ � %&'(&)(…(&+$, - � ".�& / ".�0
Depois, para o conjunto de todas as amostras, calculam-se as médias dos calores encontrados:
"̿ � %&̅'(&̅)(…(&̅+$, -2 � %-3 4 -5 4⋯4 -,$
Depois, e utilizando estes valores, e conjugando com as tabelas seguintes, que dependem do tamanho da amostra obtida (n), podemos calcular o LSC e LIC:
n 2 3 4 5 6 7 8 9 10
A2 1,88 1,023 0,729 0,577 0,483 0,419 0,373 0,337 0,308
Tabela 1- Tamanhos de amostra e valores LSC e LIC – (Azevedo, 2001)
789 � "̿ 4 :5 ∗ -2 789 � "̿ / :5 ∗ -2
Este tipo de controlo é um método gráfico de comparação estatístico, onde os seus limites de controlo são estatísticos e não limites de especificação do produto. Esta é assim uma forma do departamento de Qualidade poder controlar o bom funcionamento das ferramentas de estampagem, e avaliar se necessitam de uma reparação extraordinária.

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
15
2.4.7 Índice de Capacidade do Processo
De acordo com Juran, o índice de capacidade do processo é medido, inerente à reprodutibilidade de um determinado produto criado por um processo, sendo assim necessário termos o processo sobre controlo estatístico. Este conceito pode ser mais facilmente entendido através do exame de tendências usuais do processo. A técnica mais usual e comum, é a construção de um histograma através da medição de uma amostra e depois comparar o resultado com os limites especificados. A centralização do histograma define o objectivo do processo e a largura do histograma define a variabilidade do objectivo. (Juran, 1988)
A partir do cálculo destes índices podemos inferir acerca do estado do processo produtivo, influenciado pela qualidade da chapa utilizada, a utilização correcta da prensa, e o estado da ferramenta, e saber como se situa relativamente às especificações do cliente. Para este efeito, são utilizados dois índices Cp e Cpk, que nos indicam se o nosso processo produtivo é capaz de cumprir com as especificações do cliente.
O índice Cp, tem no seu cálculo 3 componentes, o Limite Superior de Especificação (LSE), o Limite Inferior de Especificação (LIE), e o desvio padrão estimado σ, onde 6 σ corresponde capacidade do processo. Assim, temos:
9; �78< / 7=<6σ
Quanto maior o valor de Cp, menos provável é que o processo esteja fora de especificações. Ao representarmos os valores de Cp através de uma dispersão de valores que originam uma curva, a representação ideal seria um processo com um Cp elevado, que corresponde a uma curva estreita, e que deve estar devidamente centrado entre os limites, para corresponder às necessidades do cliente.
O índice Cpk, ao contrário do Cp, contempla a centralização, funcionando como um ajuste para o índice de Cp, e que nos indica se corresponde às especificações do cliente, já que o Cp por si só não nos fornece essa informação. É obtido por:
9;, � minC"̅ / 7=<3σ , 78< / "̅
3σ F
Onde "̅ representa a média do processo, e o Cpk toma o valor mínimo de uma das operações. Tipicamente, os valores de Cp e Cpk devem-se situar acima de 1,33 para resultados satisfatórios.
Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
16
3 Processo de Manutenção de Ferramentas na IM
3.1 Introdução
Neste capítulo, vai ser feita uma descrição da área destinada à manutenção de ferramentas, não só o seu layout mas também o seu funcionamento. De seguida, vamos definir o problema proposto e a maneira como foi abordado ao longo do tempo. Será feita uma exposição do estado da empresa, como a encontramos - “as is” - e onde serão feitas considerações acerca da metodologia usada até ao início deste projecto. Passamos assim ao caso concreto da empresa, onde se expõe a situação encontrada no início do projecto em relação aos princípios enumerados no capítulo anterior.
3.2 Área de manutenção de Ferramentas
Esta área de manutenção está dividida em sectores, que estão a ser alvo de uma alteração de layout, para optimizar a utilização do espaço (ver anexo A). Como a área de manutenção trabalha em 3 turnos diários de 8 horas cada, é importante a troca de informação entre os diferentes turnos, para termos a certeza que não deixamos por executar uma operação, nem perdemos tempo a executar tarefas redundantes. Nos 3 turnos trabalham cerca de 10 pessoas, sendo que o terceiro turno é composto somente por 2 pessoas.
Além das bancadas de trabalho, posto de funcionamento dos serralheiros, onde se colocam as ferramentas, para serem reparadas, existe também uma outra área, destinada à reparação ou execução de novos componentes para as ferramentas. Esta área paralela possui três fresadoras, uma Fresadora CNC, dois tornos mecânicos, duas rectificadoras, entre outras máquinas necessárias às mais variadas reparações em ferramentas, mas que se verificam por vezes insuficientes, devido à grande dimensão das ferramentas com que a empresa opera. Uma vez que as ferramentas são construídas por outras empresas, por vezes é necessário recorrer a essas empresas para pedir elementos novos, que entretanto se deterioraram, uma vez que internamente não há capacidade para os produzir.
No espaço destinado a reparações, podemos encontrar várias ferramentas em simultâneo, onde por vezes o espaço é um factor determinante para a rápida reparação. Todo este espaço pode ser alvo de um processo de limpeza e organização do tipo 5S, para que também os operários se sintam motivados no seu trabalho diário.
3.3 A Ferramenta
A IM possui cerca de 300 ferramentas de estampagem, cada uma delas tem as suas características de funcionamento e podem ser classificadas como ferramentas de Transfer (automático ou manual) e Progressivas. No caso das ferramentas de Transfer, e tal como o nome indica, as de Transfer automático deslocam a peça automaticamente, onde esta avança de estágio em estágio através de garras pneumáticas, nas de Transfer manual, o princípio é o mesmo, mas precisam que um operador desloque a peça para o estágio seguinte. No caso das ferramentas Progressivas, é o avanço da chapa que leva a peça de estágio em estágio até que na última operação há o corte de separação. Cada uma destas ferramentas, por questões de

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
17
planeamento da produção e projecto, encontra-se alocada a uma máquina específica, e como tal diferem no tamanho, carga e componentes. Apresentam-se de seguida exemplos destas ferramentas presentes na IM:
Figura 13 - Ferramenta Transfer Manual
Figura 14 - Ferramenta Transfer Automático
Figura 12- Ferramenta Progressiva

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
18
Cada ferramenta, tem na sua constituição vários tipos de componentes, que necessitam de ser substituídos regularmente devido ao desgaste ou má utilização, a que chamamos spares. Os spares, encontram-se armazenados numa área específica da IM, mas que necessita de um estudo no sentido de reduzir o número de spares obsoletos, determinar quais as quantidades mínimas para cada um desses componentes a manter em stock e verificar se os mesmos existem de momento. Cada ferramenta tem, na sua constituição, spares que são normalizados (de catálogo), e outros que são específicos daquela ferramenta ou de uma determinada operação, sendo que sempre que possível, uma ferramenta deve conter o maior número de componentes de catálogo quanto possível, uma vez que são mais baratos e mais fáceis de obter porque são produzidos por vários fabricantes.
O Gabinete de Manutenção, esforça-se presentemente por criar um Dossier Técnico de cada ferramenta, para que possamos fazer uma listagem correcta de todos os componentes, uma vez que no início deste projecto esta informação existia, mas era de difícil de obtenção, e por vezes não se encontrava actualizada, sendo necessária a medição para se aferir a medida correcta em utilização. Uma vez que não existia uma listagem de componentes críticos, com a criação destes Dossiers, podemos mapear todos os componentes incorporados, e criar uma lista de componentes críticos.
3.4 Processos de Reparação de Ferramentas
Quando uma ferramenta tem problemas, como por exemplo, produzir peças com rebarba ou mesmo elementos partidos, é prontamente retirada da máquina onde opera, e recebe uma etiqueta vermelha, que identifica a necessidade de uma intervenção. Paralelamente é preenchida uma ficha denominada “Registo de análise de fim de série”, onde se tenta descrever o problema da ferramenta. Posteriormente, esta ficha é encaminhada para a área de manutenção de ferramentas pelo responsável da equipa que operava no equipamento onde a ferramenta avariou. Todo este processo de registo, foi alvo de uma melhoria que iremos explicar no capítulo seguinte, para permitir um mapeamento de toda a actividade de manutenção e cumprir com um dos itens da Norma ISO TS 16949, necessária à empresa para a produção de peças para o ramo automóvel, que diz que tem que existir rastreabilidade do produto. Caso seja detectada uma não conformidade com uma peça, esta norma exige que existam registos das últimas intervenções executadas à ferramenta, e quais as reparações necessárias para resolver o problema. (ver anexo B).
Depois de identificada como ferramenta que aguarda reparação, é colocada em lista de espera, e a ordem decidida mediante necessidades, sendo que uma ferramenta com maior urgência de produção pode por vezes ver a sua manutenção executada prontamente. A ferramenta dá entrada na área de manutenção, onde depois de desmontada é meticulosamente avaliada a sua reparação, o que por vezes se torna um processo moroso, devido à falta de comunicação entre as áreas de produção e manutenção. É discutida a razão da avaria, e a maneira de a reparar, onde a manutenção decide se substitui ou repara o componente(s) em causa. Caso se decida pela reparação, se for externa, comunica-se a ocorrência e toma-se a decisão de reparar ou comprar; caso seja interna, procede-se à reparação, que envolve as várias áreas da manutenção, mas onde não ficava registado esse mesmo trabalho.
Este processo, é constituído não só pelas ferramentas destinadas a manutenção curativa como descrito até aqui, necessária para repor as condições de funcionamento da ferramenta, mas
Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
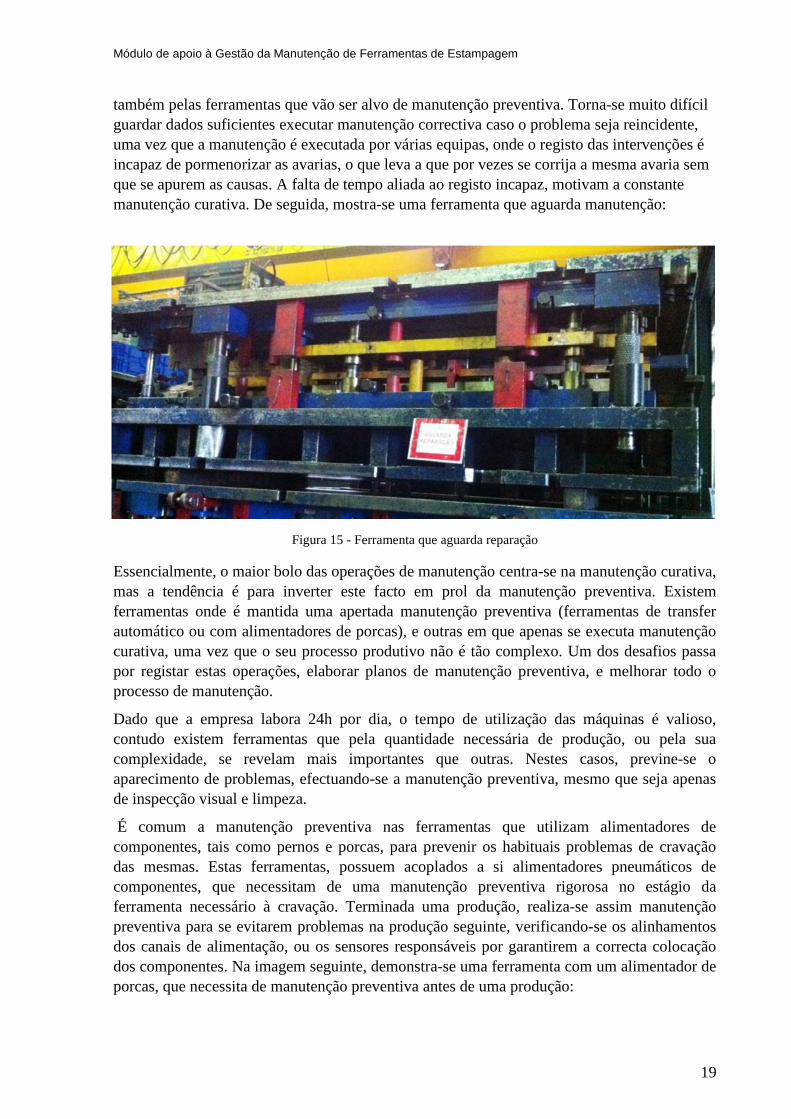
19
também pelas ferramentas que vão ser alvo de manutenção preventiva. Torna-se muito difícil guardar dados suficientes executar manutenção correctiva caso o problema seja reincidente, uma vez que a manutenção é executada por várias equipas, onde o registo das intervenções é incapaz de pormenorizar as avarias, o que leva a que por vezes se corrija a mesma avaria sem que se apurem as causas. A falta de tempo aliada ao registo incapaz, motivam a constante manutenção curativa. De seguida, mostra-se uma ferramenta que aguarda manutenção:
Figura 15 - Ferramenta que aguarda reparação
Essencialmente, o maior bolo das operações de manutenção centra-se na manutenção curativa, mas a tendência é para inverter este facto em prol da manutenção preventiva. Existem ferramentas onde é mantida uma apertada manutenção preventiva (ferramentas de transfer automático ou com alimentadores de porcas), e outras em que apenas se executa manutenção curativa, uma vez que o seu processo produtivo não é tão complexo. Um dos desafios passa por registar estas operações, elaborar planos de manutenção preventiva, e melhorar todo o processo de manutenção.
Dado que a empresa labora 24h por dia, o tempo de utilização das máquinas é valioso, contudo existem ferramentas que pela quantidade necessária de produção, ou pela sua complexidade, se revelam mais importantes que outras. Nestes casos, previne-se o aparecimento de problemas, efectuando-se a manutenção preventiva, mesmo que seja apenas de inspecção visual e limpeza.
É comum a manutenção preventiva nas ferramentas que utilizam alimentadores de componentes, tais como pernos e porcas, para prevenir os habituais problemas de cravação das mesmas. Estas ferramentas, possuem acoplados a si alimentadores pneumáticos de componentes, que necessitam de uma manutenção preventiva rigorosa no estágio da ferramenta necessário à cravação. Terminada uma produção, realiza-se assim manutenção preventiva para se evitarem problemas na produção seguinte, verificando-se os alinhamentos dos canais de alimentação, ou os sensores responsáveis por garantirem a correcta colocação dos componentes. Na imagem seguinte, demonstra-se uma ferramenta com um alimentador de porcas, que necessita de manutenção preventiva antes de uma produção:

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
20
Depois da intervenção nas ferramentas, são armazenadas no respectivo sítio onde vão aguardar a próxima produção, onde são etiquetadas como “Ferramenta Reparada”, de cor verde, como se mostra na imagem seguinte:
Depois de entrar numa máquina, a ferramenta produz uma ou mais peças, que são prontamente avaliadas pela qualidade, e certificam que pode continuar a série de produção. Este processo mais simplificado só é possível, dado já ter sido estabelecido um Cp na pré-série, no âmbito da homologação da peça pelo Cliente. Caso este Cp fosse inferior a 1,33, não existiam muitas garantias de que o processo produtivo estivesse controlado.
Mesmo depois de uma reparação, podem surgir não conformidades, sendo chamada a intervenção da manutenção de ferramentas, para uma rápida afinação de cotas, ou então, caso não seja demorado, a substituição de um marcador ou de um elemento. Foi definido recentemente que, caso esta intervenção seja superior a 30 minutos, a ferramenta teria que sair da máquina e ir para a área de manutenção, uma vez que o tempo de utilização de uma máquina é valioso para a empresa. Assim, os operários da manutenção intervêm tão rapidamente quanto possível, como se mostra na seguinte ilustração:
Figura 16 - Ferramenta Reparada
Figura 17 - Rápida intervenção a uma ferramenta pronta para a produção

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
21
3.5 Registos de Intervenção
Até ao início deste projecto, os registos de intervenção, eram criados na folha de Registo de Análise Fim de Série (ver Anexo C), que se traduziam numa informação parca, uma vez que não existia nenhuma codificação e onde cada operário escrevia o que lhe apetecia. Ficava difícil assim o registo, perdia-se muita informação durante todo este processo. Em cada uma das intervenções, apenas se registava a duração, mas nunca o material utilizado, pelo que era impossível obter um custo de cada reparação, só se podiam quantificar as horas de trabalho dos operários. Um dos grandes problemas que surge com esta falta de registo adequado, é o de um operário da manutenção reparar apenas parte do problema, ou mesmo de voltar a analisar aquilo que já teria sido verificado anteriormente, traduzindo-se assim um custo acrescido com estas perdas de informação. Como a descrição da intervenção é fraca, mesmo reportando-a para uma base de dados, a ausência de codificação leva a que seja difícil de relatar os problemas e elaborar diagramas de Pareto para avaliar quais as principais causas de avaria em cada uma das ferramentas.
3.6 Prioridades e Custos na Manutenção
Numa empresa que trabalha 24h por dia, uma das principais prioridades é garantir a plena ordem de funcionamento dos equipamentos durante a sua jornada de trabalho, garantindo que estão disponíveis quando solicitados, para que a actividade da empresa se torne o mais rentável possível. Assim, a IM criou meios de trabalho que permitissem a análise das ferramentas críticas (com maior peso na indisponibilidade de uma máquina), e desta maneira cruzar a informação acerca das paragens não planeadas de máquina, com as avarias de ferramenta. Desta forma, podemos determinar qual a percentagem de paragens não planeadas devido a avaria de ferramenta, e qual a ferramenta mais responsável por essa mesma paragem. Este tipo de análise, embora não sendo a mais eficaz, pode ajudar a determinar quais as ferramentas que necessitem de uma manutenção mais eficaz ou que necessitem de um menor intervalo entre manutenções preventivas. Um destes meios de trabalho, é um documento com o nome de Seguimento de Produção e que contempla precisamente as ferramentas críticas, responsáveis por um maior volume de paragens não planeadas, bem como o tempo total de paragem de uma máquina devido a avaria de ferramentas (em percentagem) e a quantidade de peças não produzidas durante essa mesma paragem. Facilmente podemos atribuir custos a partir deste documento, sendo um dos custos mais evidentes o da “não produção”, ou seja, peças que se deixaram de produzir, devido ao tempo em que a máquina esteve inactiva. Exemplo de um esquema de seguimento de produção:

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
22
Figura 18 - Esquema de Seguimento de Produção
Através destes dados, a IM também elabora gráficos, visualmente mais apelativos, e que facilmente demonstrem a evolução mensal para uma rápida análise das paragens não planeadas e respectivas perdas de produção a que está sujeita uma máquina que opera com as ferramentas de estampagem, como por exemplo:
Figura 19 - Gráfico de paragens não planeadas da prensa de estampagem "Fagor 1200"- mensal
Relativamente às avarias, a IM utiliza alguns dos indicadores enumerados durante o capítulo 2, tais como o tempo médio entre avarias, tempo médio de reparação e a taxa de avarias, mas que se revelavam pouco fiáveis devido à fraca credibilidade de registos. Quando devidamente aplicados às ferramentas, com sólidas avaliações estatísticas, permitem a redução de custos em manutenções preventivas desnecessárias. Relativamente às manutenções preventivas, controlam-se com base num indicador, que indica o rácio entre preventiva/curativa, cujo objectivo claro é ser superior a 1. Mensalmente são elaborados gráficos denominados de indicadores de ferramentas, que permitem, a análise do tempo médio entre avarias tal como a figura seguinte:

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
23
Figura 20 - Tempo médio entre avarias
No mesmo documento, de indicadores de ferramentas (ver Anexo D), analisam-se ainda o número de avarias mensais, e a sua distribuição por cliente. Também, neste caso, são definidos objectivos mensais, onde a IM tenta melhorar os seus objectivos, para tentar reduzir o número de intervenções, contudo, não se analisam os custos de cada reparação, nem a quantidade de componentes necessários às reparações, apenas a taxa e o número de avarias como se demonstra no exemplo seguinte:
Figura 21 - Número e taxa de avarias
Caso aconteça um problema grave com uma ferramenta, e devido às exigências dos Clientes, a IM é obrigada a possuir um determinado stock de segurança de peças. Contudo, existem planos de contingência que salvaguardam essas situações, e indicam de que forma a empresa vai proceder relativamente a esses acontecimentos. Por norma, quando avaria um equipamento, e se a avaria for demorada, as ferramentas são transferidas para uma outra empresa com um equipamento semelhante, até que esteja solucionada a avaria e reposto o stock de segurança.
Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
24
4 Abordagem do Problema
4.1 Introdução
No mundo industrial, é quase impossível reter toda a informação em papel, não porque não é fisicamente possível, mas sim porque o seu acesso pode ser trabalhoso não sendo viável. A IBG, integrou no seu projecto com a IM, uma melhoria no sistema de registo de manutenções da IM, onde, manteve a divisão já existente no departamento de Manutenção, e definiu dois projectos semelhantes: este projecto, direccionado às ferramentas de estampagem, e um outro para os equipamentos de estampagem, uma vez que o problema de registo é comum a ambos. Agindo em parceria com o autor do projecto direccionado para os equipamentos, ficou decidido que a melhor maneira de melhorar o sistema de registo, seria começar por criar uma nova Base de Dados, capaz de registar eficazmente as intervenções de manutenção.
Com a criação da base de dados conseguimos registar todas as intervenções, planear manutenções preventivas, atribuir custos a cada uma das operações, mas acima de tudo, conseguimos ter evidência das avarias recorrentes, e assim tentar solucioná-las: atacar a causa e não o problema.
4.2 Objectivos do Projecto e abordagem do problema
Um dos outputs que se espera com este projecto, é a avaliação das horas de trabalho despendidas em reparações a ferramentas de estampagem, e qual a incorporação de spares, para desta forma avaliar o custo inerente à sua reparação. Para tal, é necessário proceder ao registo de cada uma das intervenções, para contabilizar todo o processo de manutenção.
Como prioridade, temos assim a modelação de um sistema capaz de auxiliar a gestão da manutenção de ferramentas. A partir deste sistema, podemos não só calcular todos os indicadores demonstrados no capítulo anterior, como também tomar decisões no sentido de melhorar a manutenção ou de pelo menos, ter controlo sobre o seu estado actual. Depois de recolhidos os dados, somos capazes de utilizar os princípios enumerados no capítulo 2, como por exemplo o Diagrama de Pareto, e atacar directamente os problemas numa tentativa de melhorar continuamente a Manutenção de Ferramentas de Estampagem.
Depois de criado o sistema, e de recolhidas informações acerca do estado das ferramentas, conseguimos estabelecer padrões de avaria, tempo entre avarias, tempo médio de reparação, entre outros. Para cada uma das ferramentas, assim que existam dados estatísticos para tal, devem ser também desenvolvidos rigorosos planos de manutenção preventiva, e se possível, procurar formas de executar manutenção preditiva.

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
25
4.3 Manutenção Curativa, Correctiva e Registo de Intervenção
Para se conseguir registar todas as intervenções correctamente, e obter informações viáveis, optou-se pela codificação de todas acções inerentes ao processo de manutenção, que serão depois registadas numa base de dados criada especificamente para a manutenção. Este registo de intervenção é de extrema importância para podermos aferir quais os problemas das ferramentas de estampagem e quantificarmos todas as intervenções. Quando a uma ferramenta de estampagem é diagnosticado um problema, a mesma é intervencionada tendo por base a manutenção curativa, sendo que com o registo eficaz de todas as intervenções, podemos proceder a uma manutenção correctiva, para actuarmos directamente na causa do problema. Para tal, podemos recorrer ao Diagrama Causa-Efeito, caso se pretenda analisar várias situações para um mesmo problema, ou então, recorremos ao mais usual e mais rápido método dos 5 Porquês. Recorrendo a este método, podemos resolver uma não conformidade numa peça, registada em várias intervenções, onde ao invés de substituirmos sempre o mesmo punção, que tem um custo elevado, podemos analisar o problema e atacá-lo na raiz, como se mostra neste diagrama:
Figura 22 - Método de Resolução dos 5 Porquês nas Ferramentas de Estampagem
Ao substituirmos os centradores da ferramenta, a matriz passaria a estar na posição correcta, e assim acabávamos com o problema de desgaste excessivo do punção nesta ferramenta, e que era responsável pela rebarba na furação. Esta é uma das muitas vantagens da base de dados, que nos permite manter um histórico das intervenções, para podermos proceder desta forma, e manter um controlo apertado sobre as dezenas de ferramentas existentes.
Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
26
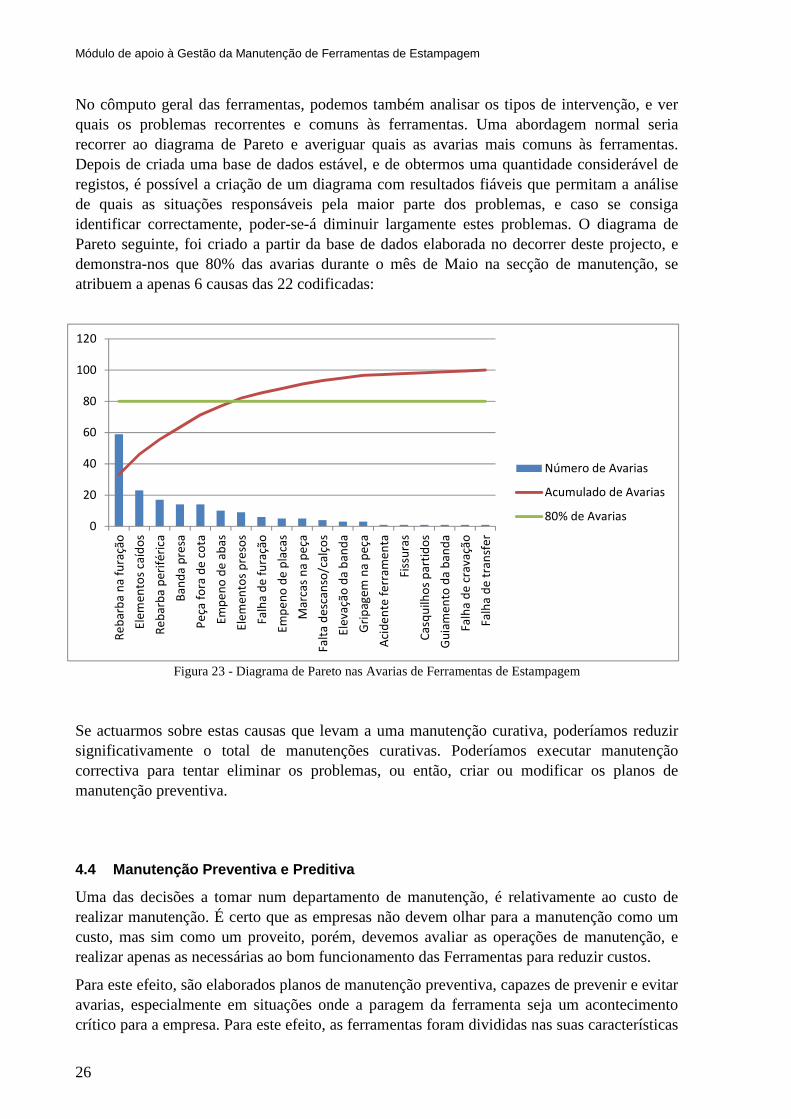
No cômputo geral das ferramentas, podemos também analisar os tipos de intervenção, e ver quais os problemas recorrentes e comuns às ferramentas. Uma abordagem normal seria recorrer ao diagrama de Pareto e averiguar quais as avarias mais comuns às ferramentas. Depois de criada uma base de dados estável, e de obtermos uma quantidade considerável de registos, é possível a criação de um diagrama com resultados fiáveis que permitam a análise de quais as situações responsáveis pela maior parte dos problemas, e caso se consiga identificar correctamente, poder-se-á diminuir largamente estes problemas. O diagrama de Pareto seguinte, foi criado a partir da base de dados elaborada no decorrer deste projecto, e demonstra-nos que 80% das avarias durante o mês de Maio na secção de manutenção, se atribuem a apenas 6 causas das 22 codificadas:
Figura 23 - Diagrama de Pareto nas Avarias de Ferramentas de Estampagem
Se actuarmos sobre estas causas que levam a uma manutenção curativa, poderíamos reduzir significativamente o total de manutenções curativas. Poderíamos executar manutenção correctiva para tentar eliminar os problemas, ou então, criar ou modificar os planos de manutenção preventiva.
4.4 Manutenção Preventiva e Preditiva
Uma das decisões a tomar num departamento de manutenção, é relativamente ao custo de realizar manutenção. É certo que as empresas não devem olhar para a manutenção como um custo, mas sim como um proveito, porém, devemos avaliar as operações de manutenção, e realizar apenas as necessárias ao bom funcionamento das Ferramentas para reduzir custos.
Para este efeito, são elaborados planos de manutenção preventiva, capazes de prevenir e evitar avarias, especialmente em situações onde a paragem da ferramenta seja um acontecimento crítico para a empresa. Para este efeito, as ferramentas foram divididas nas suas características
0
20
40
60
80
100
120
Re
ba
rba
na
fu
raçã
o
Ele
me
nto
s ca
ído
s
Re
ba
rba
pe
rifé
rica
Ba
nd
a p
resa
Pe
ça f
ora
de
co
ta
Em
pe
no
de
ab
as
Ele
me
nto
s p
reso
s
Fa
lha
de
fu
raçã
o
Em
pe
no
de
pla
cas
Ma
rca
s n
a p
eça
Fa
lta
de
sca
nso
/ca
lço
s
Ele
va
ção
da
ba
nd
a
Gri
pa
ge
m n
a p
eça
Aci
de
nte
fe
rra
me
nta
Fis
sura
s
Ca
squ
ilh
os
pa
rtid
os
Gu
iam
en
to d
a b
an
da
Fa
lha
de
cra
va
ção
Fa
lha
de
tra
nsf
er
Número de Avarias
Acumulado de Avarias
80% de Avarias

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
27
(Transfer – automático e manual, e progressivas) e depois individualmente em objectos de intervenção (elementos da ferramenta sujeitos a inspecção), e criada uma ficha de registo de manutenção preventiva (Ver anexo E) para cada uma delas, onde existem 4 possibilidades de preenchimento em cada um desses objectos de intervenção: VET (Verificada Execução Total), VEP (Verificada Execução Parcial), VNN (Verificada e Não Necessária) e finalmente NE (Não Executada). Depois, as acções a executar em cada uma das ferramentas: Limpeza, Lubrificação, Rectificação e Substituição. Estes documentos encontram-se em desenvolvimento, uma vez que é necessário recolher vários registos sucessivos, até podermos ter uma estatística capaz de indicar qual o intervalo entre manutenções preventivas.
Depois de preenchida, a ficha passa a ser registada na Base de Dados de Manutenção, onde será registada a intervenção como manutenção preventiva, sendo automaticamente programada a próxima manutenção preventiva mediante o número de golpes determinado. A cada uma das ferramentas, foi apontada uma previsão de intervenção (em golpes), a partir da qual realizamos manutenção preventiva e vemos se a mesma se mostra adequada ou se terá que ser ajustada, mediante a estatística analisada pela base de dados, ou pelo que terá sido registado pelo operador (responsável pela manutenção) como não necessário. Paralelamente a esta ficha (presente na figura seguinte), o operador preenche a ficha de Registo de Intervenção, onde vai registar o número de horas utilizado, quais os spares que incorporou, quais os centros de custo necessários à reparação, e outros parâmetros que serão explicados com mais detalhe no capítulo 5 do presente trabalho.
Figura 24 – Esboço de uma ficha genérica de Manutenção Preventiva
Como foi abordado durante o capítulo 2, podemos realizar manutenção preditiva às ferramentas, para desta forma reduzir os custos de manutenção, ou apenas antecipar as avarias. Um método proposto, a realizar na IM, mas ainda não concretizado, seria o de controlar um dos parâmetros causador de reparações consecutivas, e que se pode antecipar executando manutenção momentos antes de o problema surgir. Se controlarmos o diâmetro de uma furação de uma peça, através de medições sucessivas, podemos prever uma furação fora dos limites de tolerância ou o aparecimento de rebarba, séries antes de a peça ser identificada como não conforme, evitando paragens desnecessárias e facturas excessivas de manutenção ao trocarmos elementos em excesso ou imobilizarmos ferramentas para efectuar medições nos

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
28
seus elementos. Assim, o departamento de Qualidade, pode manter um controlo estatístico do processo, através das Cartas de Controlo ou dos Índices de Capacidade do Processo. Conseguimos desta forma analisar a tendência que uma furação está a tomar, e prever quando o diâmetro aumenta para valores que estejam fora dos limites de tolerância, ou que vão propiciar o aparecimento de rebarba. Apesar de alguns casos destes estudos e medições já serem efectuados pela IM, não se aproveitam para este fim, ou seja, como uma manutenção preditiva capaz de prever o aparecimento de um problema numa determinada ferramenta de estampagem. De seguida, mostram-se duas análises indicativas do controlo de dois diâmetros, onde se pretende determinar se a peça se encontra dentro dos limites de tolerância:
Figura 25 - Cartas X/R para controlo de um diâmetro de furação a ser posteriormente rebitado
Figura 26 - Índice de Capacidade do Processo para controlo de um diâmetro de furação

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
29
4.5 Conceitos de TPM aplicados na área de manutenção de Ferramentas
Ao longo deste projecto, foram sendo implementados os conceitos de melhoria contínua, particularmente, os relacionados com a filosofia 5S, que mesmo classificados como pequenos avanços, mostram-se eficazes. Assim, na área destinada à manutenção de ferramentas, foram implementadas diversas medidas, presentes nesta filosofia, não sendo mais aprofundadas, uma vez que a área de manutenção vai sofrer uma mudança de layout durante o mês de Agosto. Os componentes não normalizados das ferramentas, estão armazenados nesta secção, porém, mostravam-se algo desorganizados, estando muitos deles obsoletos. Foi feita uma triagem destes componentes, e foram correctamente etiquetadas todas as caixas que os contêm, uma vez que além de desorganizadas, não tinham os códigos das ferramentas visíveis, já que tinham sido escritas a marcador. No fim da jornada de trabalho, os operários tinham alguns minutos desperdiçados à procura dos elementos das ferramentas. Assim, e como cada caixa contém elementos de uma ferramenta específica, foram colocadas etiquetas, cada uma com a cor específica do cliente, com o código da ferramenta e o desenho de uma peça nas respectivas caixas. São assim visíveis as alterações:
Figura 27- Exemplo de 5S aplicado à área de manutenção
Da mesma forma, o local destinado ao de Registo das Intervenções, foi também organizado, e pensado de maneira a manter-se assim para se evitarem perdas de tempo durante este processo. Assim, do lado esquerda da mesa de trabalho, ficam as novas fichas que aguardam preenchimento, e do lado direito, as fichas depois de preenchidas, e que esperam o seu levantamento para introdução na Base de Dados. Este é sem dúvida um local importante, que se deve manter ordenado, e que vai ser alvo de uma melhoria aquando a introdução do novo layout da secção, cujo aspecto no presente, é o seguinte:

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
30
Durante o projecto, foram-se tentando mudar alguns dos problemas existentes, causadores de ineficiências. Introduziram-se pequenas melhorias no armazém de spares, com listagem de componentes em cada uma das ferramentas, com vista na reorganização de espaço para alguns dos componentes com maior rotatividade, como citado nos dois primeiros “pilares” da filosofia 5S. Desta forma, o departamento de Manutenção, elaborou um documento, que lista todas os spares necessários a cada uma das ferramentas, e qual a sua quantidade incorporada- (ver anexo F).
Figura 28 - Local para Registo da Intervenção
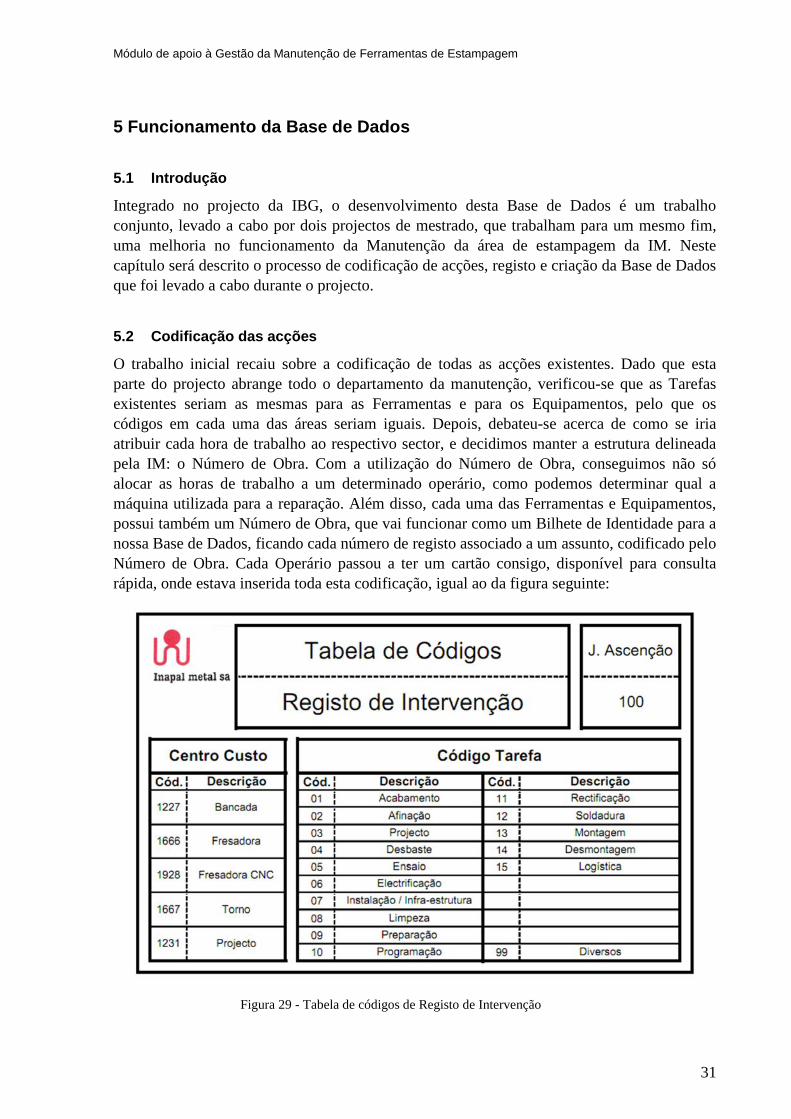
Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
31
5 Funcionamento da Base de Dados
5.1 Introdução
Integrado no projecto da IBG, o desenvolvimento desta Base de Dados é um trabalho conjunto, levado a cabo por dois projectos de mestrado, que trabalham para um mesmo fim, uma melhoria no funcionamento da Manutenção da área de estampagem da IM. Neste capítulo será descrito o processo de codificação de acções, registo e criação da Base de Dados que foi levado a cabo durante o projecto.
5.2 Codificação das acções
O trabalho inicial recaiu sobre a codificação de todas as acções existentes. Dado que esta parte do projecto abrange todo o departamento da manutenção, verificou-se que as Tarefas existentes seriam as mesmas para as Ferramentas e para os Equipamentos, pelo que os códigos em cada uma das áreas seriam iguais. Depois, debateu-se acerca de como se iria atribuir cada hora de trabalho ao respectivo sector, e decidimos manter a estrutura delineada pela IM: o Número de Obra. Com a utilização do Número de Obra, conseguimos não só alocar as horas de trabalho a um determinado operário, como podemos determinar qual a máquina utilizada para a reparação. Além disso, cada uma das Ferramentas e Equipamentos, possui também um Número de Obra, que vai funcionar como um Bilhete de Identidade para a nossa Base de Dados, ficando cada número de registo associado a um assunto, codificado pelo Número de Obra. Cada Operário passou a ter um cartão consigo, disponível para consulta rápida, onde estava inserida toda esta codificação, igual ao da figura seguinte:
Figura 29 - Tabela de códigos de Registo de Intervenção

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
32
Este cartão, é pessoal, uma vez que possui o nome e o número do operário, mas com a codificação igual para todos os utilizadores, independente da área de actuação. Foram também colocados exemplares semelhantes em cada um dos postos de trabalho, para prevenir caso os operários se esquecessem dos mesmos.
Agora que codificamos as Tarefas, passamos para o que denominamos de Objecto da Intervenção. Esta parte do registo é diferente, mediante a área de actuação do operário. No caso dos operários responsáveis pela reparação de ferramentas, foi descrito tudo o que poderia ser alvo de reparação ou substituição, e atribuído um outro código. De igual forma, procedeu-se nos Equipamentos, com números de codificação diferentes. Ao codificarmos todos os componentes, podemos estabelecer padrões de avaria, e avaliar quais os componentes que avariam com maior frequência. No cartão destinado a cada operário, esta é a parte de trás, que também se pode encontrar no posto de trabalho em tamanho ampliado, para evitar problemas de registo e leitura. Assim, a parte de trás do cartão toma o seguinte aspecto:
5.3 O Registo de Intervenção da Manutenção
Paralelamente a esta codificação, foi criado também um documento, do tamanho A4, que envolveu todo o departamento de manutenção, e onde os operários pudessem registar todas as suas operações. Este documento, denominado de Registo de Intervenção de Manutenção (ver anexo G), preenchido em primeira instância pela Produção (no caso de avaria de Ferramenta), permite uma pequena e rápida análise, que tenta descrever o problema com a Ferramenta, e depois pode ser preenchido pelas áreas de manutenção envolvidas. É um documento versátil,
Figura 30 - Tabela de Códigos do Objecto de Intervenção - Parte traseira do cartão

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
33
e pode ser preenchido como uma requisição de intervenção de Manutenção, por qualquer sector da empresa.
O Chefe de Equipa na produção, deve assinalar com uma cruz o problema que detecta com a ferramenta, e se possível apontar o estágio da ferramenta onde se verificou. Desta forma, quando a ferramenta der entrada na Manutenção, mais rapidamente se encontra o problema, e evitam-se os enganos em reparações desnecessárias ou defeitos que ficaram por corrigir. Este é o aspecto da área a preencher pela Produção:
Figura 31 - Área destinada ao preenchimento pelo Chefe de Equipa da Produção
Depois de a Manutenção tomar conhecimento da avaria, o operário vai registando as operações, noutra secção do documento, que foi criado para este mesmo efeito. Desta forma, conseguimos saber quantas horas foram despendidas para cada ferramenta, em cada operação, onde a IM pode atribuir custos associados a cada uma das manutenções. Depois, podemos analisar o registo, tal como se mostra na figura seguinte, e determinar quanto tempo demora em média cada intervenção, e quais as que necessitam de mais atenção.
Figura 32 - Registo de intervenção de manutenção
Numa reparação a uma ferramenta, grande parte do custo é atribuído à substituição de componentes, que ficam agora registados em cada intervenção. Além da vantagem indiscutível que é a avaliação do custo, pode-se também identificar quais os principais elementos responsáveis por um mau desempenho nas ferramentas. Caso estes estejam sujeitos a reparações ou substituições constantes, podemos actuar directamente sobre este problema. Esta área do documento, é preenchida usando os códigos existentes no armazém de spares, e incluídos na Base de Dados, ou no caso de ser um elemento não normalizado, é preenchida a dimensão, como se mostra na seguinte ilustração:

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
34
Entre outros pormenores que este documento permite, temos ainda a Classificação da Avaria, e o tipo de intervenção. No caso de realizarmos uma manutenção preventiva, esta intervenção é solicitada internamente pela Manutenção ou poderá ser também requisitada como sugerido pelo departamento de Qualidade, e é inserida no registo de intervenção num campo próprio. Esta diferenciação é bastante importante, para nós conseguirmos a obtenção de diversos indicadores internos de gestão, como por exemplo o rácio Manutenção Preventiva / Manutenção Curativa.
5.4 Construção da Base de Dados
Uma vez que a IM já possui várias licenças de Microsoft Office, e à semelhança dos autores deste projecto, já se encontra familiarizada com o Software Microsoft Access, a escolha de qual o Software para desenvolver a Base de Dados (BD) tornou-se evidente. Numa primeira fase, a criação da BD passou pela preparação de tabelas para fazer o Registo de Intervenção, onde cada um dos campos do Registo de Intervenção tinham uma tabela própria para serem alocados, e uma outra que possuía a codificação criada anteriormente. Foram estabelecidas as relações entre as mesmas, para os dados por elas disponibilizados serem coerentes quando quisermos analisar as diferentes situações, como se mostra na ilustração seguinte:
Figura 34 - Tipo de intervenção e classificação da avaria
Figura 33 - Registo do material utilizado
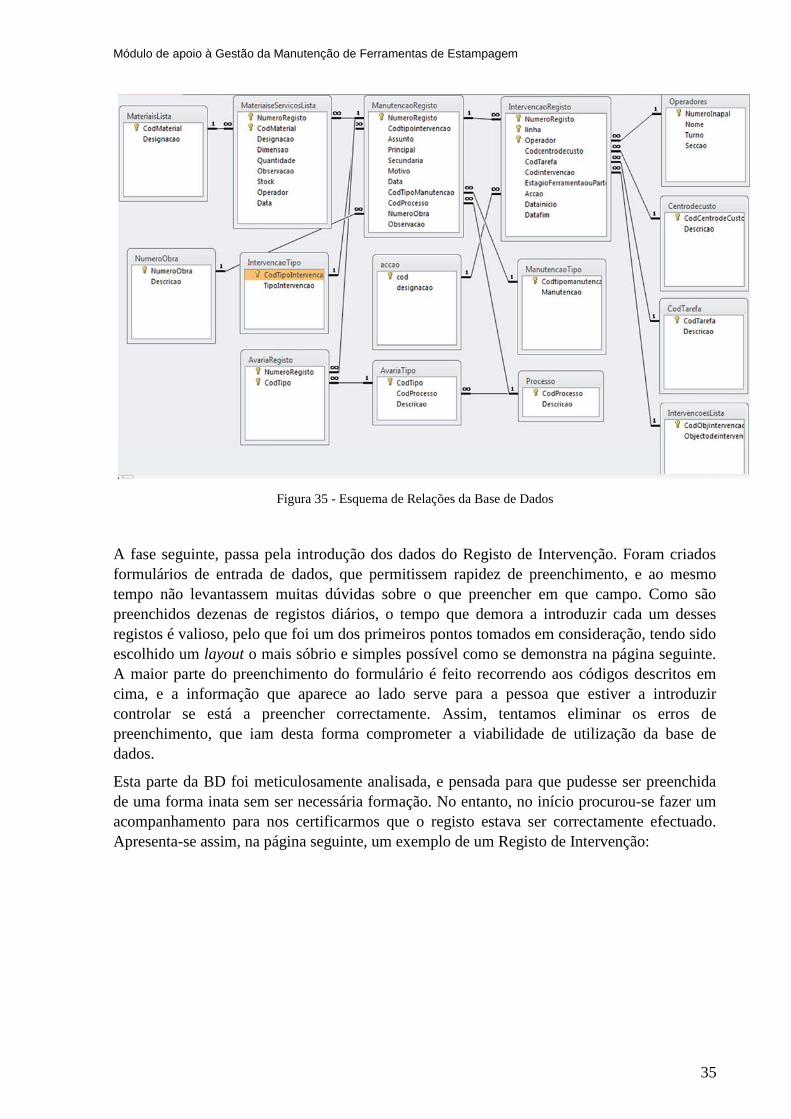
Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
35
A fase seguinte, passa pela introdução dos dados do Registo de Intervenção. Foram criados formulários de entrada de dados, que permitissem rapidez de preenchimento, e ao mesmo tempo não levantassem muitas dúvidas sobre o que preencher em que campo. Como são preenchidos dezenas de registos diários, o tempo que demora a introduzir cada um desses registos é valioso, pelo que foi um dos primeiros pontos tomados em consideração, tendo sido escolhido um layout o mais sóbrio e simples possível como se demonstra na página seguinte. A maior parte do preenchimento do formulário é feito recorrendo aos códigos descritos em cima, e a informação que aparece ao lado serve para a pessoa que estiver a introduzir controlar se está a preencher correctamente. Assim, tentamos eliminar os erros de preenchimento, que iam desta forma comprometer a viabilidade de utilização da base de dados.
Esta parte da BD foi meticulosamente analisada, e pensada para que pudesse ser preenchida de uma forma inata sem ser necessária formação. No entanto, no início procurou-se fazer um acompanhamento para nos certificarmos que o registo estava ser correctamente efectuado. Apresenta-se assim, na página seguinte, um exemplo de um Registo de Intervenção:
Figura 35 - Esquema de Relações da Base de Dados
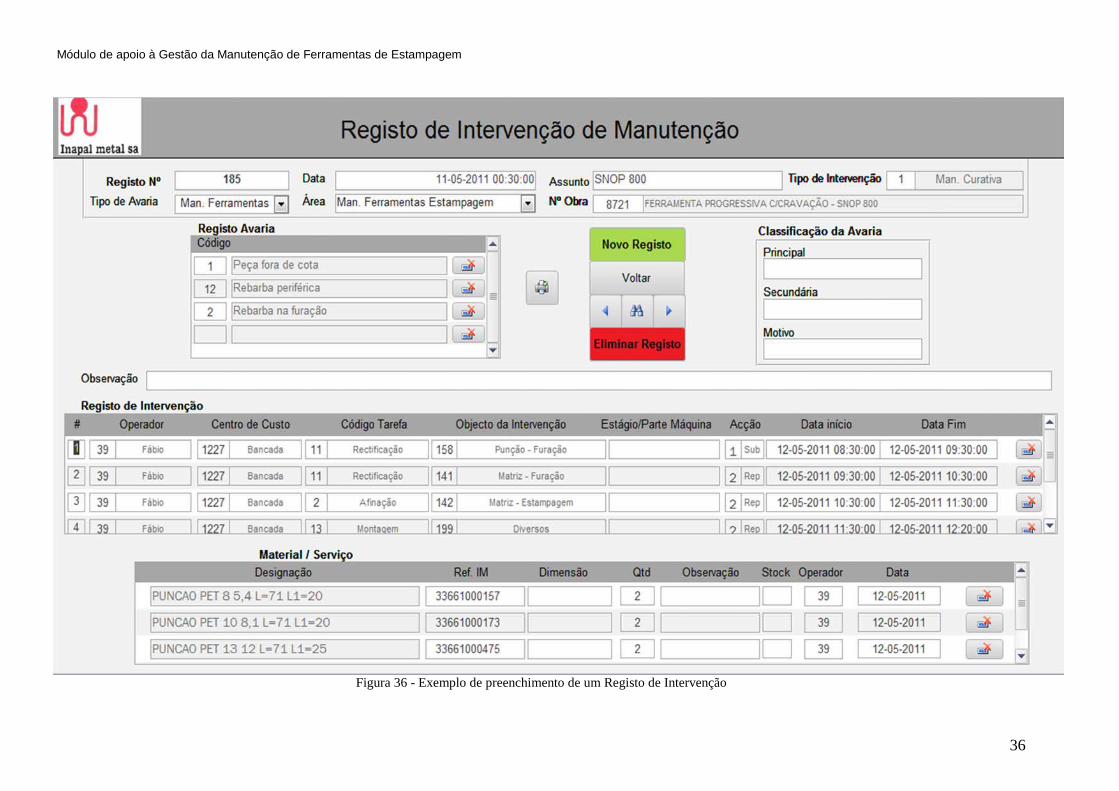
Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
36
Figura 36 - Exemplo de preenchimento de um Registo de Intervenção

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
37
Até este ponto, apenas fazemos o registo das ocorrências, sejam elas de manutenção preventiva, ou curativa. O passo seguinte será a criação de planos de Manutenção Preventiva, e a forma como são introduzidos na BD.
.
5.5 Manutenção Preventiva na BD
O registo de todas as manutenções preventivas, será feito de duas formas, uma, já demonstrada, através do registo de intervenção, e outra, que retém a informação de que terá sido realizada manutenção preventiva com o intuito de marcar a próxima manutenção preventiva. Esta parte da Base de Dados, apesar de já estar criada, ainda não se encontra em funcionamento, uma vez que de momento, se estão a elaborar os planos de manutenção preventiva, com base na estatística recolhida com a base de dados. A cada uma das ferramentas é atribuído dois intervalos, um de manutenção parcial, e outro de total. Depois de cada produção, o departamento da Produção introduz na base de dados a quantidade de golpes realizados pela ferramenta, com base nas peças produzidas. O departamento de Planeamento, semanalmente consulta a base de dados para verificar se as ferramentas se encontram disponíveis para produzir, ou se estão em manutenção. Pretende-se que depois de totalmente desenvolvida, esta base de dados seja integrada no software de gestão da empresa, e integrado no seu módulo de manutenção, disponível para toda a empresa, para desta forma ligar os departamentos, como se demonstra no esquema seguinte:
Do ponto de vista do Planeamento pretende-se que seja capaz de, no final de cada semana de trabalho, consultar os golpes de cada uma das ferramentas, e decidir quanto à próxima semana de trabalho, requisitando à Manutenção o adiamento de uma manutenção preventiva caso seja necessário. A Produção, tem que registar no final de cada produção os golpes que cada ferramenta executou, e introduzi-los na base de dados. O departamento de Manutenção tem que ser capaz de analisar toda esta informação, realizar as manutenções preventivas, e fazer o Registo de Intervenção e novo planeamento de manutenção preventiva. Assim, o funcionamento desta parte do módulo é descrito no diagrama seguinte:
Figura 37 - Consulta da Base de Dados
Planeamento
ManutençãoProdução
Introdução de
Golpes

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
38
5.6 Outputs da Base de Dados
Depois de preenchidos vários registos na Base de Dados, é de extrema importância a forma como vão ser extraídos para posteriormente serem analisados. A sua obtenção deve ser o menos trabalhosa possível para evitar perdas de tempo, mas também deve ser correcta, para se evitarem erros de análise. Poder-se-ia ter continuado com o Microsoft Access, mas optou-se por utilizar o Software Microsoft Excel.
No Access foram criadas várias Query, que permitam a correcta exportação dos dados para o Excel. A partir das Query criadas, obtêm-se os dados necessários para utilizar uma função no Excel, que permite a rápida análise dos dados existentes na base de dados: as Pivot Tables.
Assim, foram criados diversos ficheiros Excel, onde a partir dos quais fossem directamente retiradas informações que permitissem calcular os diversos indicadores do estado da manutenção.
Como exemplo deste tipo de tratamento de dados, quisermos apurar quais foram as ferramentas que sofreram mais intervenções durante o mês de Maio, recorremos ao ficheiro
Figura 38 - Funcionamento do Módulo de Manutenção Preventiva de Ferramentas de Estampagem
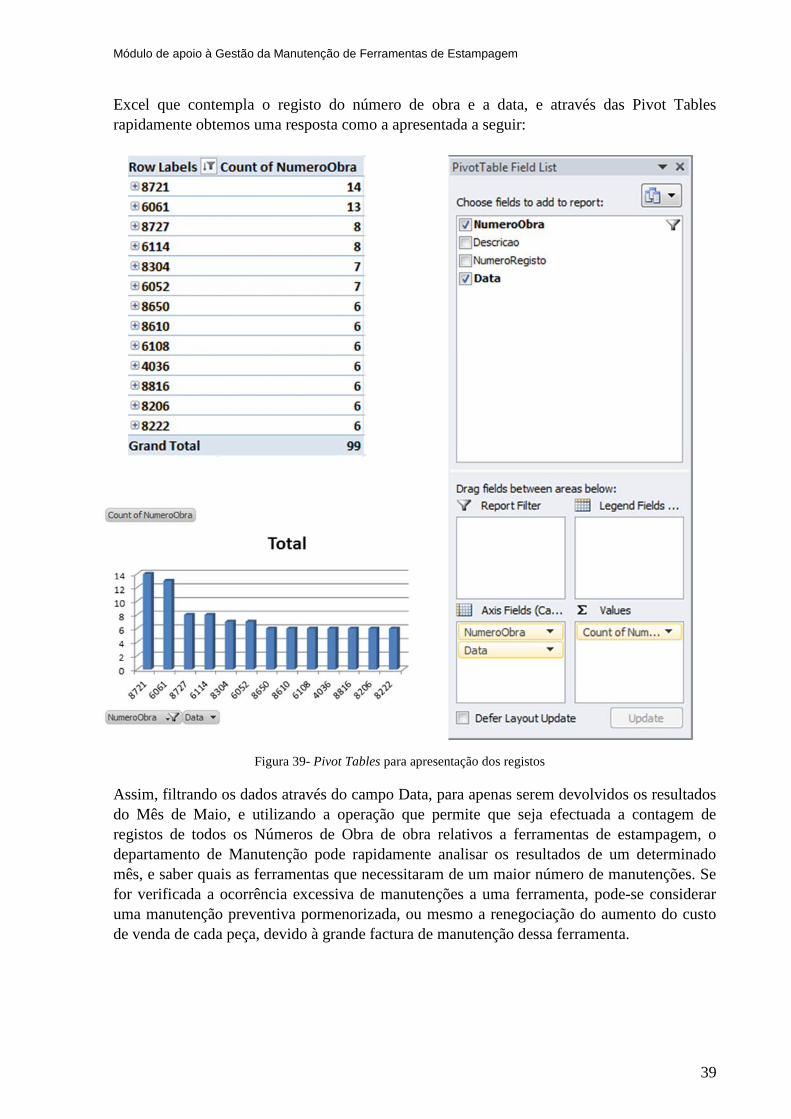
Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
39
Excel que contempla o registo do número de obra e a data, e através das Pivot Tables rapidamente obtemos uma resposta como a apresentada a seguir:
Assim, filtrando os dados através do campo Data, para apenas serem devolvidos os resultados do Mês de Maio, e utilizando a operação que permite que seja efectuada a contagem de registos de todos os Números de Obra de obra relativos a ferramentas de estampagem, o departamento de Manutenção pode rapidamente analisar os resultados de um determinado mês, e saber quais as ferramentas que necessitaram de um maior número de manutenções. Se for verificada a ocorrência excessiva de manutenções a uma ferramenta, pode-se considerar uma manutenção preventiva pormenorizada, ou mesmo a renegociação do aumento do custo de venda de cada peça, devido à grande factura de manutenção dessa ferramenta.
Figura 39- Pivot Tables para apresentação dos registos

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
40
6 Conclusões
Neste último capítulo reúnem-se as conclusões do trabalho desenvolvido durante este projecto, e apresentam-se as perspectivas de trabalho para o futuro.
Este projecto, incidiu sobre a manutenção de ferramentas de estampagem da empresa Inapal Metal, com objectivo da criação de um módulo de apoio à manutenção, que fosse capaz de registar todo o processo de manutenção. Deste modo, foi preciso analisar todo o processo de manutenção e compreendê-lo, para que se conseguissem mapear todas as acções inerentes a este processo. Para que este sistema seja viável, é necessária a colaboração de todos os intervenientes, tanto no preenchimento de registos como na sua introdução na Base de Dados. Assim sendo, foram levadas a cabo várias acções de formação para eliminar eventuais dúvidas, garantindo o correcto preenchimento de registos, e desta forma obtendo resultados fidedignos para posterior análise.
Foram desenvolvidos documentos, que permitissem o registo adequado das avarias, para posterior introdução na Base de Dados, e análise de resultados pelo Departamento de Manutenção. O sistema desenvolvido, permite assim analisar os indicadores necessários a uma eficiente gestão da manutenção, e que se esperam confiáveis para uma evolução deste processo. Desde a sua entrada em funcionamento, foram recolhidos centenas de registos, e já se começam a observar modos de falha. Com isto, podemos tomar providências para as evitar ou corrigir, melhorando assim a eficiência do processo de manutenção. Encontra-se perfeitamente integrado na estrutura de manutenção da empresa, e o seu preenchimento foi bem acolhido por parte dos técnicos, não levantando quaisquer questões quanto ao seu funcionamento.
Para a construção da Base de Dados, contemplando os formulários de entrada de dados, utilizou-se o Software Microsoft Access, sendo que o output dos dados, para posterior análise é feito através do Microsoft Excel como interface gráfica, permitindo assim uma visualização mais rápida e detalhada, de cada indicador a analisar.
Introduziram-se também melhorias ao nível do funcionamento e organização da área destinada à manutenção de ferramentas, mais concretamente ao nível da sua organização e disposição dos bens físicos lá existentes, com vista a um aumento de eficiência do processo de manutenção.
6.1 Perspectivas de trabalho futuro
Este trabalho encontra-se inserido num projecto de maior dimensão, e a longo prazo, levado a cabo pela empresa IBeroGestão, presente na Inapal Metal há vários anos. Assim, pretende-se dar continuidade, tendo na linha do horizonte a melhoria contínua de todo este processo.
Quanto ao registo de intervenção, seria bastante proveitoso a introdução de dois terminais, com ecrãs tácteis, colocados nas duas áreas destinadas à manutenção, com o intuito de se registar directamente em formato informático, sendo assim instantaneamente memorizado na Base de Dados. Com isto, pretendia-se eliminar o erro da cópia do papel para o computador, diminuía-se o tempo necessário ao registo e poupava-se a acumulação de registos físicos. Terminais semelhantes, foram adquiridos recentemente, destinados ao preenchimento de dados de Produção. Caso se verifique a boa adaptação dos operadores, a escolha pode recair

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
41
sobre a aquisição de equipamentos semelhantes, para serem colocados no departamento de Manutenção. Deste modo, a Produção pode solicitar a intervenção directamente pelo terminal, e depois a Manutenção pode proceder ao registo dessa mesma intervenção directamente para a Base de Dados.
Relativamente à Manutenção Preventiva, é necessário a recolha de mais dados de manutenção, para que sejam elaborados todos os planos necessários à correcta realização da mesma. Neste momento, foi elaborado um documento geral, para a realização de manutenção preventiva, mas os intervalos de manutenção de cada uma das ferramentas encontram-se em avaliação.
A área destinada à manutenção, que se encontra algo degradada, e pode ser responsável pela falta de algum empenho dos trabalhadores, podia ser alvo de acções do tipo 5S para melhorar a sua eficiência.Com esta medida, sentir-se-iam mais motivados no seu local de trabalho, e talvez procedessem a um trabalho mais cuidado em cada reparação. Contudo, aguarda-se a mudança do layout da secção de manutenção, para implementar todas as medidas desta filosofia, e assim aumentar a sua eficiência.
Espera-se também a inclusão de uma secção nesta base de dados, destinada ao preenchimento pelo departamento de Qualidade, com vista na manutenção preditiva. Assim, foi proposto a este departamento, o registo de medições pormenorizadas a peças, para analisar o estado das ferramentas e poder desta forma prever avarias.
Era necessário criar um quadro de competências para cada um dos técnicos de manutenção, para se reconhecerem quais as características de cada um, com vista na melhoria dos seus conhecimentos. Sugere-se também, a criação de acções de formação, para que todos os técnicos sejam capazes de executar o seu trabalho, sem necessitarem de requisitar ajuda constante.
Também o armazém de spares necessita de uma reorganização, e se possível, que seja mudada a sua localização. De momento, encontra-se distante da área destinada à manutenção, o que se traduz em perdas médias de 15 minutos por cada turno de 8h. De modo que, quando fosse efectuada a mudança de layout, seria vantajoso localizar este armazém próximo à secção de manutenção, para reduzirmos o tempo de levantamento de spares.

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
42
7 Referências
Johnson, P. D. (2002). “Principles of controlled maintenance management”, Fairmont Press.
Moubray, J. (1997). “Reliability-centered maintenance”, Industrial Press.
Mobley, R. K. (2002). “An introduction to predictive maintenance”, Butterworth-Heinemann.
Slack, N., S. Chambers, et al. (2008). “Gerenciamento de operações e de processos”, Bookman Companhia Ed.
Lobo, B. A. (2010) TPM – Total Productive Maintenance”, conteúdos da disciplina de Gestão da Manutenção, último acesso: Junho 2011, http://moodle.fe.up.pt/1011/file.php/111/Slides/TPM.pdf
Borris, S. (2006). “Total productive maintenance”, McGraw-Hill.
Venkatesh, J. (2007), “An Introduction to Total Productive Maintenance (TPM)”, 16 Abril 2007, último acesso: Junho 2011, http://www.plant-maintenance.com/articles/tpm_intro.pdf.
Wireman, T. (2004). “Total productive maintenance”, Industrial Press.
Juran, J. M. and F. M. Gryna (1988). “Juran's quality control handbook”, McGraw-Hill.
Pinto, J. P. (2009). “Pensamento Lean: A filosofia das organizações vencedoras”, Lidel
Azevedo, A., Pereira, P. (2001). “8D – Técnicas de resolução de Problemas”, manual da IBeroGestão
Cabral, S. (2003) “Cartas de Controlo Shewhart”, conteúdos da disciplina de Gestão da Qualidade Total, último acesso: Junho 2011, http://moodle.fe.up.pt/1011/file.php/1108/Cartas_de_Controlo.PDF
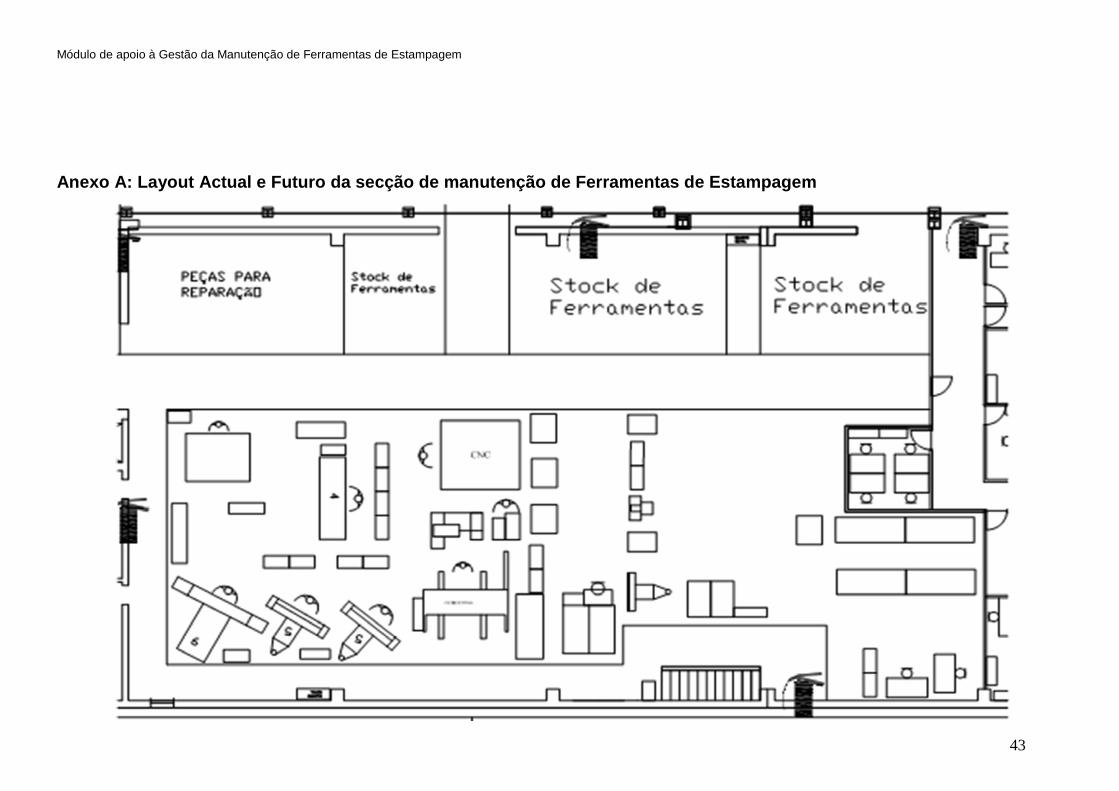
Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
43
Anexo A: Layout Actual e Futuro da secção de manutenção de Ferramentas de Estampagem

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
44

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
45
Anexo B: Excerto da norma ISO TS 16949:2009 (Retirado do Guia interpretativo da Norma da IBeroGestão)

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
46

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
47
Anexo C: Registo de Análise Fim de Série

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
48
Anexo D: Indicadores de Ferramentas

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
49
Anexo E: Ficha Genérica de Manutenção Preventiva de Ferramentas de Estampagem
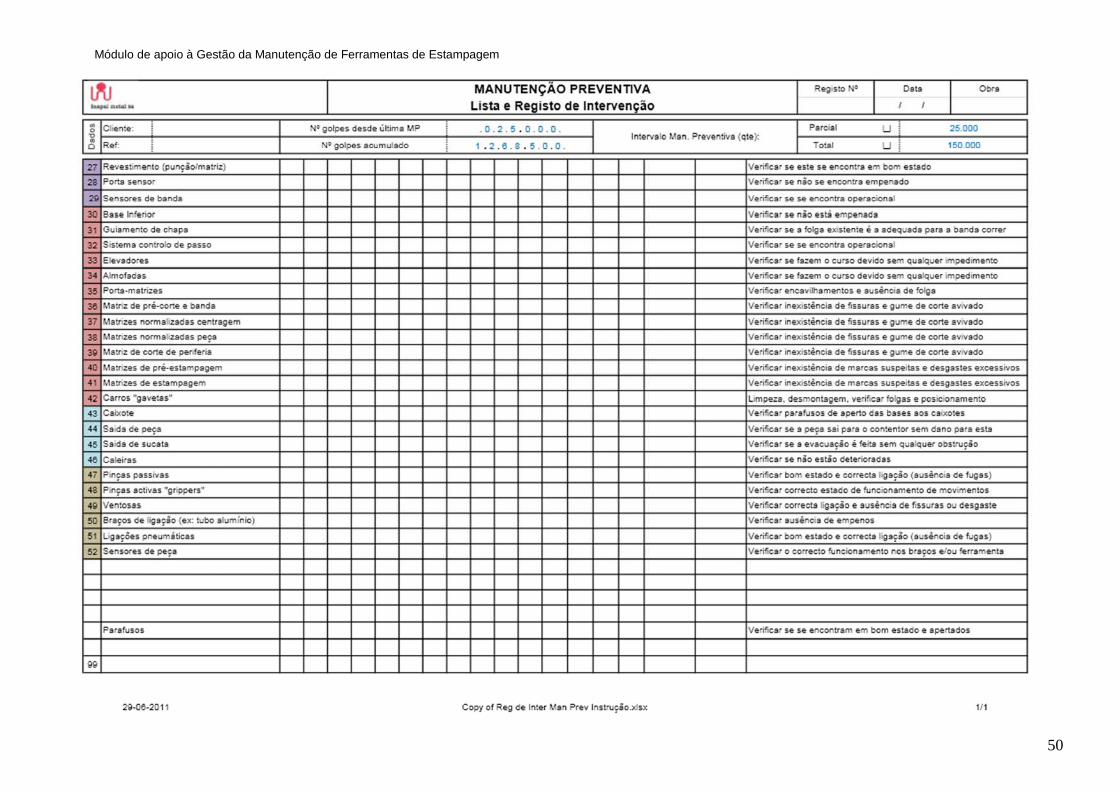
Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
50

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
51
Anexo F: Listagem de Spares
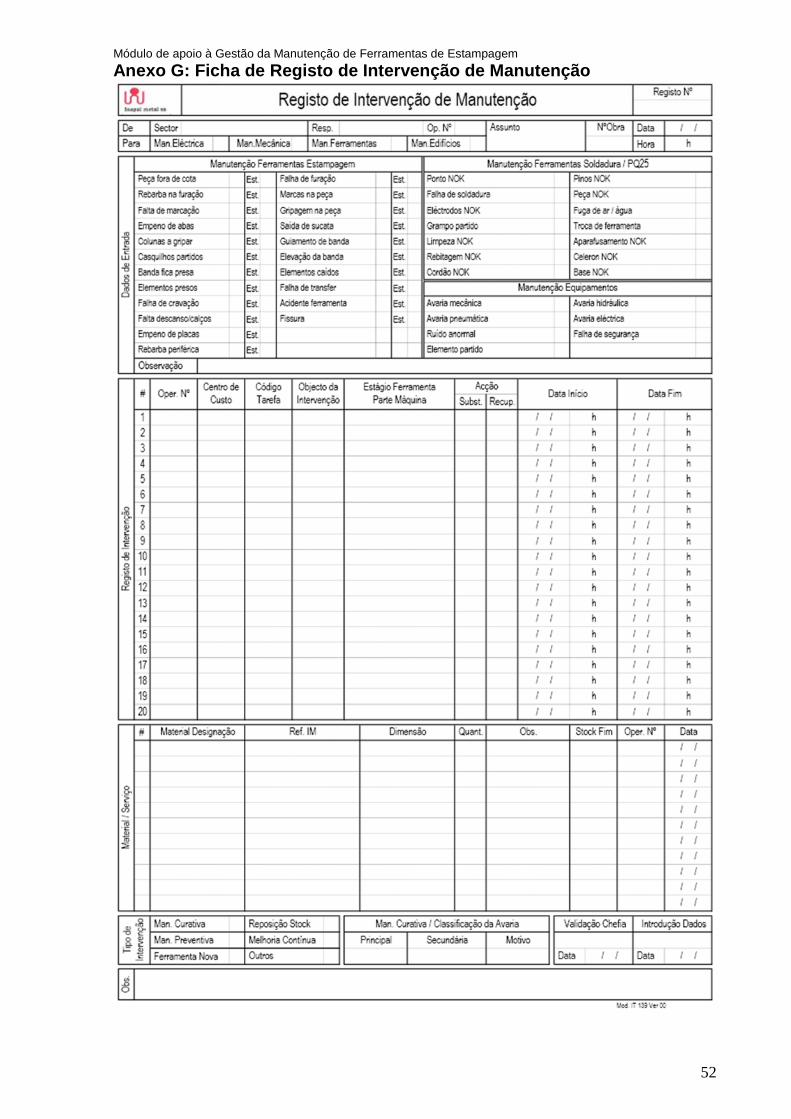
Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
52
Anexo G: Ficha de Registo de Intervenção de Manutenção

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
53
Anexo H: Exemplo de Etiqueta presente na secção de Manutenção

Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
54
Anexo I: Melhoria nas Etiquetas destinadas à marcação de ferramentas de estampagem
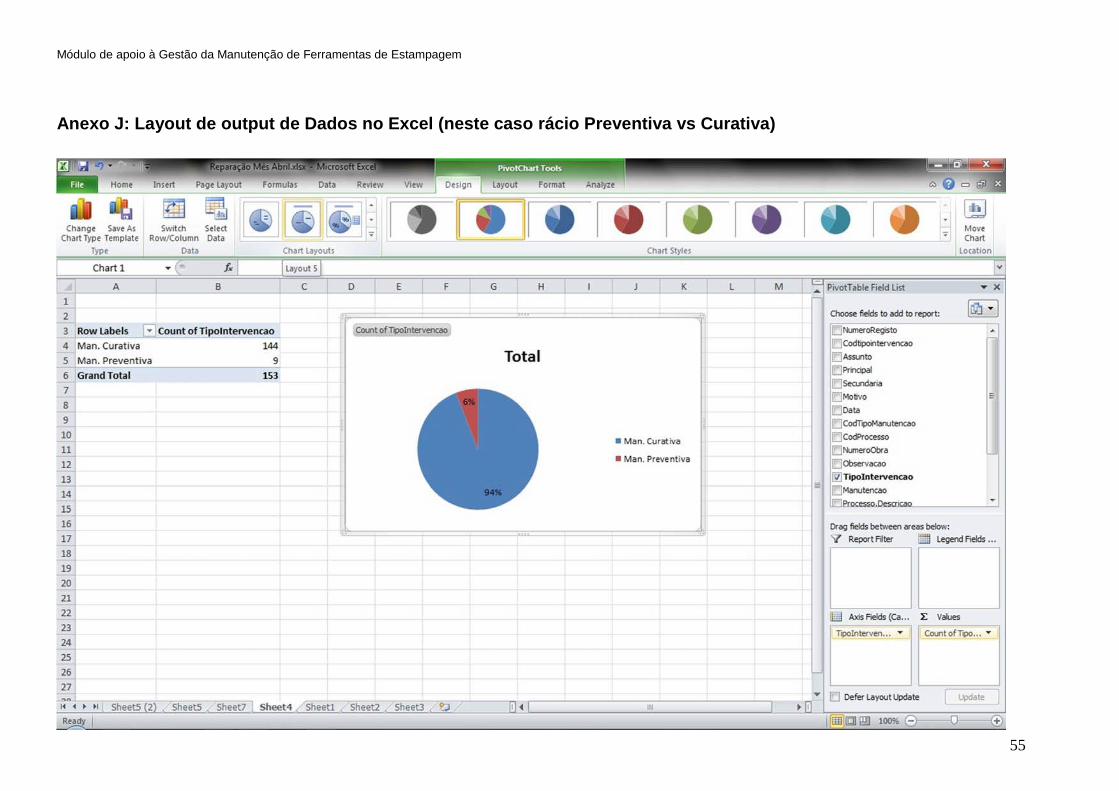
Módulo de apoio à Gestão da Manutenção de Ferramentas de Estampagem
55
Anexo J: Layout de output de Dados no Excel (neste c aso rácio Preventiva vs Curativa)