melhoria do projeto de um aplicador de cola com...
TRANSCRIPT

MELHORIA DO PROJETO DE UM
APLICADOR DE COLA COM O APOIO
DOS MÉTODOS AV, DFMA E FMEA
Carla Cristina Amodio Estorilio (UTfPR)
Vitor Miranda de Souza (UTfPR)
Sara Zuluaga Mazo (UTfPR)
Adriano Pereira Balau (UTfPR)
Esse artigo apresenta uma revisão do projeto de uma pistola
aplicadora de silicone através da aplicação de três métodos: AV
(Analise de Valor), DFMA (Design for Manufacturing and
Assembly/Projeto para Fabricação e Montagem) e FMEA (Failure
Mode and Effect Analysis/Analise dos Modos de Falha e seus Efeitos),
visando melhorar os custos e a qualidade do produto. Primeiramente,
a pistola foi testada para a compreensão do seu funcionamento e, em
seguida, foi desmontada para a identificação de seus componentes e
funções no conjunto. Os primeiros métodos aplicados foram a Análise
de Valor e o DFMA. Após as alterações de projeto definidas, o novo
projeto foi submetido ao FMEA de projeto. Entre os resultados, o
projeto apresentou a eliminação de vários componentes e modificações
na carcaça, gerando uma estimativa de redução de custo de 9%, além
de tornar mais confiável a função de cobrir os mecanismos internos.
Palavras-chaves: AV, DFMA, FMEA, projeto de produto
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
2
1. Introdução
O desenvolvimento de produto é considerado um processo cada vez mais crítico para a
competitividade das empresas. O lançamento eficaz de novos produtos e a melhoria daqueles
já existentes fazem parte do processo de desenvolvimento de produtos (ROZENFELD et al.,
2006).
Existem muitos métodos de apoio para auxiliar na revisão de projetos de produtos industriais,
entre eles pode-se citar a AV, que segundo Basso (1991), contribui para agregar mais valor ao
produto, através do incremento de funções e reduções de custos. O DFMA é outro método
muito utilizado, que segundo Huang (1996), apóia revisões de projeto visando simplificar a
manufatura e a montagem do produto, reduzindo, conseqüentemente, os seus custos. O FMEA
é um método amplamente divulgado, principalmente junto às indústrias do ramo automotivo,
em função da norma ISO/TS 16949, o qual visa identificar e minimizar as falhas potenciais do
produto durante o uso, ainda na etapa de projeto. Além destes métodos, existem muitos outros
citados na literatura, porém, esse estudo aborda a combinação destes três, visando melhorar o
projeto de um produto em comercialização.
Para isso, este trabalho apresenta a revisão de projeto de uma pistola aplicadora de cola com o
apoio dos três métodos supracitados: AV, DFMA e FMEA. Primeiramente, a pistola foi
testada para a compreensão do seu funcionamento e, em seguida, foi desmontada para a
identificação de seus componentes e funções no conjunto. Os primeiros métodos aplicados
foram, portanto, a Análise de Valor e o DFMA. Após as alterações de projeto, resultantes
destes dois métodos, o FMEA de projeto foi aplicado, visando obter um produto mais
confiável.
2. Métodos de apoio ao projeto de produto
Os métodos utilizados neste trabalho são descritos brevemente, visando apresentar a
finalidade de cada um e a sua forma de aplicação.
2.1 Análise de valor (AV)
Segundo Csillag (1995), a Análise de Valor constitui em uma abordagem original para reduzir
custos de produção de bens e serviços e aumentar o valor para o usuário. Ela consiste em
identificar as funções de um produto, avaliá-las e finalmente propor uma forma alternativa de
desempenhá-las de maneira mais conveniente e eficaz do que a conhecida.
A Análise de Valor foi sistematizada no final da década de 1940 pelo norte-americano
Lawrence D. Miles, que publicou um trabalho no qual examinava o valor global de um
produto na busca de alternativas de menor custo para as suas funções, mantendo as
características de desempenho requeridas pelo usuário e identificando desperdícios
(PANDOLFO, 2007).
Para Selig (1993), uma função pode ser realizada de diversas maneiras, mas a Análise de
Valor visa à obtenção da função da melhor maneira e com o menor custo possível. O
importante é o valor adicionado ao produto através de suas funções, associado ao custo dessa
adição.
A Análise de Valor é um método que visa obter um custo mínimo para a realização de uma
determinada função. Isso pode ser obtido pela identificação das funções de cada componente,
as quais são explicitadas através de um verbo e um substantivo. Por exemplo: a função da
porta de um carro seria “permitir acesso” ao seu interior.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
3
Segundo Csillag (1995), as primeiras aplicações de Análise de Valor foram feitas com
produtos simples, respondendo as seguintes perguntas:
a) Qual é o item;
b) O que desempenha o item;
c) Quanto custa o item;
d) De que outra maneira pode ser desempenhada a função;
e) A que custo.
Para a aplicação prática deste método, Csillag (1995) descreve o plano de trabalho criado por
Miles. No entanto, sua aplicação pode ser flexível, de acordo com as circunstâncias. As etapas
sugeridas pelo autor são as seguintes:
Fase de orientação, através de uma análise do produto em questão, o mesmo é avaliado e
deve ser decidido / verificado a) o que deve ser desempenhado, b) quais são os desejos, c)
quais as reais necessidades do consumidor e d) quais são as características e propriedades
desejadas quanto ao peso, dimensões, aparência, vida desejada;
Fase de informação, onde deverão ser coletados todos os fatos e informações disponíveis
sobre: custos, quantidade, fornecedores, investimentos, métodos de manufatura,
informações sobre o mercado fornecedor, controle de qualidade, embalagem, etc. As
funções devem ser estabelecidas, definidas e avaliadas;
Fase Criativa, na qual são geradas alternativas que permitam a eliminação de funções
desnecessárias ou maneiras mais simples de satisfazer a função requerida, com a consulta a
especialistas. No final, chega-se a uma lista de alternativas;
Fase da Análise, onde, para cada idéia, uma cuidadosa análise irá indicar a resposta
adequada do que falta para funcionar. No fim desta fase, são decididas quais alternativas
deverão ser estudadas e incorporadas ao projeto.
O método de Miles ainda apresenta mais três etapas (Planejamento do Programa, Execução do
Programa e Conclusões), que são pertinentes a casos onde a Análise de Valor se estende até a
linha de fabricação, o que vai além do escopo deste trabalho. Neste caso, a Análise de Valor
foi dada como completa quando as idéias resultantes da aplicação do método foram atingidas
e documentadas.
2.2 Projeto para Manufatura e Montagem (DFMA)
Através da aplicação da técnica do DFMA, pode-se identificar como os recursos disponíveis
na produção podem interferir no sucesso do projeto. Todas as características do produto
devem ser analisadas com o objetivo de aproveitar melhor os recursos industriais da empresa.
O projeto deve ser revisto, visando simplificar a fabricação e a montagem do produto, com
conseqüente redução dos custos de fabricação. Essas alterações não devem interferir no
atendimento das necessidades dos clientes.
Este método foi aplicado à pistola aplicadora de cola baseando-se nas diretrizes sugeridas por
Boothroyd, Dewhurst e Knight, (2002). São elas:
Projetar para um número mínimo de partes;
Desenvolver projetos modulares;
Enfatizar a padronização;
Projetar componentes multifuncionais;
Projetar componentes de fácil fabricação;
Evitar componentes de fixação (parafusos e outros);

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
4
Eliminar ajustes desnecessários;
Reduzir o número de partes de um produto;
Facilitar a manipulação e montagem das partes restantes;
Simplificar a estrutura do produto para reduzir custos de montagem.
O método consiste em revisar o projeto do produto, considerando essas e outras diretrizes que
contribuam para a simplificação da fabricação e da montagem.
2.3 Análise dos Modos de Falha e seus Efeitos (FMEA)
Segundo Palady (1997), a Análise dos Modos de Falha e seus Efeitos é uma técnica que
oferece três funções distintas:
a) Efetuar prognóstico de problemas;
b) Procedimento para desenvolvimento e execução de projetos, processos ou serviços, novos
ou revisitados;
c) Diário do projeto, processo ou serviço.
O FMEA é uma das técnicas mais eficientes para prevenção de problemas e identificação das
soluções mais eficazes em termos de custos, a fim de prevenir esses problemas. Também
oferece uma abordagem estruturada para avaliação, condução e atualização do
desenvolvimento de projetos e processos, considerando diversas áreas da organização.
Segundo Toledo e Amaral (2006), as análises com FMEA são classificadas em dois tipos:
FMEA de produto ou FMEA de projeto é um método que considera as falhas que poderão
ocorrer com o produto dentro das especificações de projeto. O objetivo desta análise é
evitar falhas no produto, decorrentes do projeto;
FMEA de processo é um método que considera as falhas no planejamento e execução do
processo, ou seja, o objetivo desta análise é evitar falhas no processo de fabricação e
montagem do produto, tendo como base as não conformidades do produto com as
especificações de projeto;
FMEA de sistema é um método que considera as falhas nos procedimentos
administrativos. Nele analisam-se as falhas potenciais de cada etapa do processo com o
objetivo de diminuir os riscos de falha.
Considerando que esse trabalho aborda apenas o FMEA de projeto, os demais serão
desconsiderados nesse trabalho. Sendo assim, a aplicação do método consiste, inicialmente,
na formação de um grupo multidisciplinar que esteja apto a identificar, no produto em
questão:
As funções dos sistemas/subsistemas/componentes;
Os tipos de falhas que podem ocorrer para cada sistema/subsistema/componente;
Os efeitos e a possíveis causas destas falhas.
Em seguida, para cada falha são atribuídos índices para os quesitos de severidade, ocorrência
e detecção, conforme a Tabela 1. Estes índices são, posteriormente, multiplicados entre si,
gerando um número de prioridade de risco (NPR ou RPN, em inglês), estabelecendo uma
classificação dos riscos associados. A partir desta classificação, ações corretivas são
definidas para os maiores riscos de falha, com o objetivo de diminuir o NPR.
Severidade Ocorrência Detecção

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
5
Nível Descrição Nível Descrição Nível Descrição
1 Problema de aspecto 1 1 a cada
1000 10 Não detectável
2 Mal funcionamento da
pistola 2
1 a cada
100 7
Métodos atuais têm dificuldades de
detectar o problema
3 Perda de funcionamento da
pistola 3 1 a cada 10 4
Métodos atuais podem detectar o
problema
4 Risco de danos para o
cliente 5 1 a cada 1 1
Métodos atuais detectam o
problema
Fonte: Adaptado de Arabian-Hoseynabadi; Oraee; Tavner (2010)
Tabela 1 - Índices de avaliação para montagem de tabela de FMEA
O próximo item apresenta a estrutura metodológica da pesquisa, a qual orientou o
direcionamento deste trabalho.
3. Metodologia da pesquisa
Considerando o objetivo deste trabalho, que era o de testar três métodos de apoio no projeto
de um produto, visando melhorar seu custo, qualidade e confiabilidade, primeiramente
definiu-se o produto a ser submetido aos métodos escolhidos: AV, DFMA e FMEA de
projeto.
O grupo definiu como regra que o produto deveria ter mais de 20 componentes, para que se
pudesse trabalhar com os métodos, com várias opções de modificações e ajustes. Baseado
nisso, definiu-se que a pistola de cola (ver Figura 01) foi escolhida, pois continha vinte e nove
componentes, além de grande potencial para melhorias em termos de custo e qualidade.
Após escolhido o produto, o mesmo foi testado em uso e, após, foi realizada a desmontagem
completa do produto, a catalogação de seus componentes e a compreensão da estrutura do
produto, incluindo seus componentes e subsistemas. Com essas informações, foi elaborada
uma estrutura do tipo árvore e sua respectiva BOM (Bill of materials - Lista de materiais).
Figura 1 - Aplicador automático de cola
A partir da estrutura do produto, partiu-se para a Análise de Valor. A estruturação da
atividade foi baseada em um modelo de aplicação conforme Csillag (1995). Para cada
componente foi determinada a sua função (através de um verbo e um substantivo) e se esta
seria básica ou secundária. Também foi obtido o custo de cada componente que exercia uma
função, visando compreender o custo das funções no produto. Posteriormente, foi verificado
se a função seria ou não necessária no produto. O ideal é manter as funções prioritárias para
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
6
os clientes, ainda que tenham um peso alto no custo do produto, e reduzir as funções
consideradas menos relevantes ou desnecessárias pelos clientes e que, as vezes, tem um peso
alto no custo do produto final.
A seguir, várias perguntas foram feitas para cada componente que exercia uma função
diferente, conforme Back et al. (2008), visando reduzir o custo geral do produto, considerando
todas as funções. Também pode ser focada com mais ênfase as funções menos prioritárias
para os clientes, porém, nesse trabalho visou-se questionar o custo geral, considerando todas
as funções. Ou seja, foram feitas questões do tipo: Este elemento pode ser eliminado?; Pode
ser combinado com outros elementos?; Pode ser decomposto em partes mais simples?; Pode
ser utilizada uma parte normalizada?; Pode ser utilizado um componente normalizado?; Pode
ser utilizado um material mais barato?; Pode ser utilizado menos material?; Pode ser
desperdiçada menos matéria?; Pode ser comprado mais barato?; Pode ser reduzido o nível de
refugo?; Podem ser afrouxados os limites?; Pode ser economizado no acabamento?; Podem
ser simplificados os métodos?; O risco de erro pode ser reduzido? e outras. Posteriormente,
todas as perguntas foram organizadas em uma planilha. Finalmente, estes questionamentos
levaram a equipe a assumir algumas premissas de trabalho, principalmente de processo de
fabricação, fluxo produtivo e fornecimento de componentes. Foram identificadas algumas
oportunidades de redução de custo e de melhoria na qualidade do produto. Estas
oportunidades foram consolidadas separadamente para análise dos potenciais ganhos e
impactos com as modificações.
Terminada a fase de Análise de Valor, o produto foi analisado sob a ótica do DFMA, a partir
de algumas diretrizes previamente citadas – Boothroyd, Dewhurst e Knight (2002). Porém,
antes de iniciar a aplicação do DFMA, foi realizado um comparativo entre as diretrizes
utilizadas na AV e com as diretrizes sugeridas para o DFMA, visando verificar a existência de
questionamentos similares entre os dois métodos. Após este cruzamento, apenas os itens que
não haviam sido questionados através da análise com a AV foram levados em consideração.
Após a aplicação dos dois métodos descritos acima, o produto foi objeto de uma análise com
o FMEA de projeto, que buscou identificar os possíveis modos de falhas do produto em uso,
para que os mesmos fossem evitados.
4. Aplicação dos métodos AV, DFMA e FMEA de projeto
Antes de iniciar a aplicação dos métodos, foi realizada a compreensão do produto em uso e a
desmontagem do mesmo. Quanto à utilização da pistola, a seqüência de fotos mostradas na
Figura 2 mostra as funcionalidades da mesma durante o uso. A Tabela 2 mostra a estrutura
dos sistemas, subsistemas e componentes da pistola, após a desmontagem.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
7
Figura 2 – Pistola durante utilização e suas funcionalidades
Nível/Cód. Nome do componente
1 Pistola de aplicação de silicone completa
10 Refil de silicone
11 Arame de apoio
12 Adesivo de identificação
13 Pistola
131 Cobertura direita
132 Cobertura esquerda
133 Anel laranja emborrachado
134 Mecanismo de gatilho
1341 Gatilho
1342 Alavanca
1343 Mola
1344 Guia refil de cola
1345 Engate refil
1346 Pino de encaixe
1347 Receptáculo do refil
135 Subconj. Resistencia elétrica
1351 Condutor metálico fundido
1352 Guia redutor borracha
1353 Mola circular
1354 Película isolante
1355 Placa metálica suporte
1356 Cerâmica
5002 Parafuso phillips
136 Fio eletricidade
1361 Capa de borracha
1362 Tomada elétrica
1363 Encaixe de borracha
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
8
1364 Fio elétrico vermelho
1365 Fio elétrico preto
1366 Encapado para solda
1367 Arame elétrico capa transparente
1368 Contato metálico
5001 Parafuso phillips
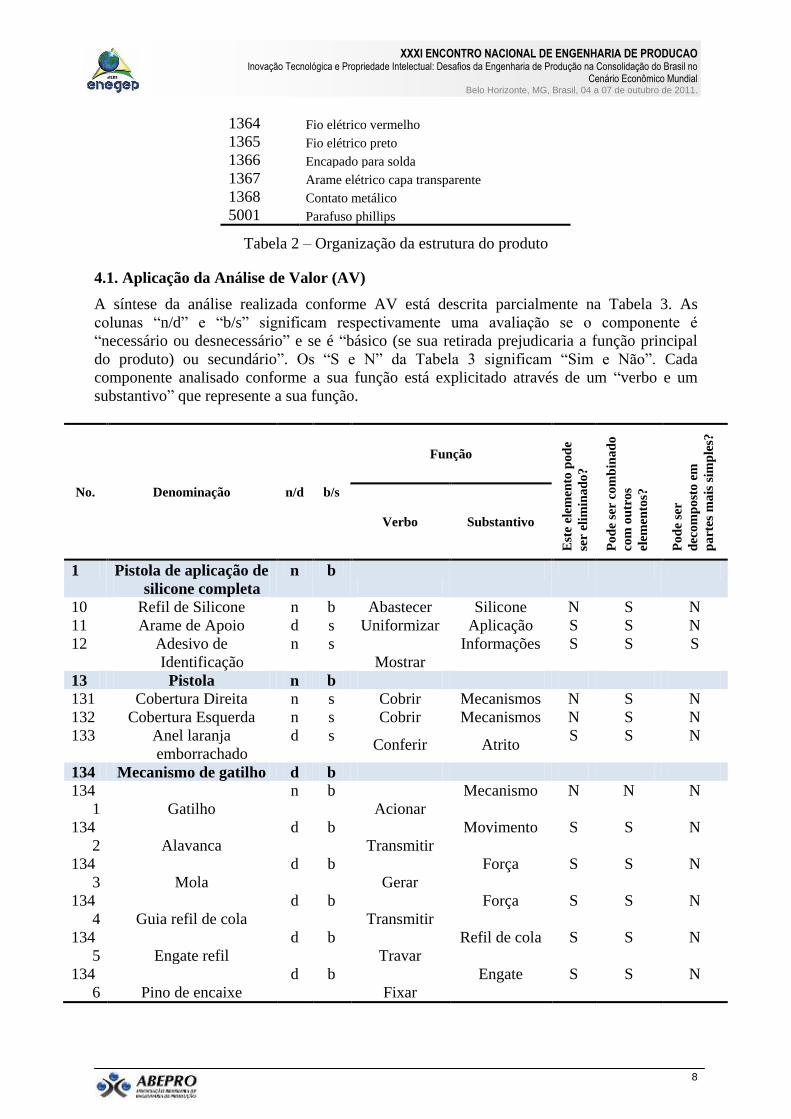
Tabela 2 – Organização da estrutura do produto
4.1. Aplicação da Análise de Valor (AV)
A síntese da análise realizada conforme AV está descrita parcialmente na Tabela 3. As
colunas “n/d” e “b/s” significam respectivamente uma avaliação se o componente é
“necessário ou desnecessário” e se é “básico (se sua retirada prejudicaria a função principal
do produto) ou secundário”. Os “S e N” da Tabela 3 significam “Sim e Não”. Cada
componente analisado conforme a sua função está explicitado através de um “verbo e um
substantivo” que represente a sua função.
No. Denominação n/d b/s
Função
Est
e el
emen
to p
od
e
ser
elim
ina
do
?
Po
de
ser
com
bin
ad
o
com
ou
tros
elem
ento
s?
Po
de
ser
dec
om
po
sto
em
pa
rtes
ma
is s
imp
les?
Verbo Substantivo
1 Pistola de aplicação de
silicone completa
n b
10 Refil de Silicone n b Abastecer Silicone N S N
11 Arame de Apoio d s Uniformizar Aplicação S S N
12 Adesivo de
Identificação
n s
Mostrar
Informações S S S
13 Pistola n b
131 Cobertura Direita n s Cobrir Mecanismos N S N
132 Cobertura Esquerda n s Cobrir Mecanismos N S N
133 Anel laranja
emborrachado
d s Conferir Atrito
S S N
134 Mecanismo de gatilho d b
134
1 Gatilho
n b
Acionar
Mecanismo N N N
134
2 Alavanca
d b
Transmitir
Movimento S S N
134
3 Mola
d b
Gerar
Força S S N
134
4 Guia refil de cola
d b
Transmitir
Força S S N
134
5 Engate refil
d b
Travar
Refil de cola S S N
134
6 Pino de encaixe
d b
Fixar
Engate S S N

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
9
Tabela 2 – Análise de valor para os componentes
Os itens identificados como oportunidades após a compilação da Tabela 2 foram separados e
estão resumidos na Tabela 3.
Solução descritiva por parte Layout – antes e depois (croqui) Análise impactos (prós e
contras)
Coberturas (substituição
dos parafusos por
grampos de fixação)
- Menos 6 parafusos por
produto
- Menos tempo de
parafusamento
- Mais material na injeção
- Mudança no molde de
injeção
Arame de apoio –
substituir por aletas
externas
- Eliminação do processo
de montagem
- Eliminação de
componente arame de
apoio
- Mais material na injeção
- Mudança no molde de
injeção
Anel de borracha –
eliminar
- Eliminação do processo
de montagem
- Eliminação de
componente anel de
borracha
- Mais material na injeção
- Mudança no molde de
injeção
Guia redutor de borracha
- eliminar
- Eliminação do processo
de montagem
- Eliminação de
componente guia red. de
borracha
- Mais material na injeção
- Mudança no molde de
injeção
Mola circular - eliminar
- Eliminação do processo
de montagem
- Eliminação de
componente guia red. de
borracha
- Mais material na injeção
- Mudança no molde de
injeção

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
10
Película isolante –
substituir por outro
conceito
- Diminuir o tempo de
montagem
- Troca de material por
outro normalizado,
diminuição de material
- diminuir chance de erro,
melhoria qualidade
processo
Placa metálica: agrupar
com outros componentes
elétricos ou usar contato
mais rígido
- Menos tempo montagem
- possibilidade eliminar um
componente
- possivel diminuir material
Incluir na cobertura um
protetor de quebra de fio
– eliminar protetor de
borracha atual
- Menos tempo montagem
- Eliminação de
componente
Ajuste por interferência
- Menos tempo de
montagem
- Componente
- Peso conjunto
- Ajuste de molde de
fundição para permitir
interferência.
Tabela 3 – Matriz para análise e recomendações
4.2. Aplicação do DFMA
O resultado do cruzamento das diretrizes do DFMA com a AV encontra-se na Tabela 4. O
único item que não havia sido verificado pela AV foi o item 2 – “Desenvolver projetos
modulares”, que significa desenvolver componentes que se encaixam em outros produtos da
empresa, compondo outros produtos. Neste caso, porém, a equipe deste trabalho não teve
acesso às informações sobre outros produtos produzidos pelo fabricante da pistola, portanto,
este item não foi considerado. Os demais, como mostrado na Tabela 4, já haviam sido
considerados no projeto através da AV e, portanto, não foram novamente revistos.
Premissa DFMA Verificado em AV (S/N)?
1. Projetar para um número mínimo de partes S
2. Desenvolver projetos modulares N
3. Enfatizar a padronização S
4. Projetar componentes multifuncionais S
5. Projetar componentes de fácil fabricação S
6. Evitar componentes de fixação (parafusos e
outros) S
7. Eliminar ajustes desnecessários S
8. Reduzir o número de partes de um produto S
9. Facilitar a manipulação e montagem das
partes restantes S

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
11
10. Simplificar a estrutura do produto para
reduzir custos de montagem S
Tabela 4 – Itens do DFMA já considerados com o método Análise de Valor
4.3. Aplicação do FMEA
O FMEA foi aplicado integralmente na pistola estudada, visando torná-la mais confiável
durante o uso, seguindo os procedimentos expostos no item 2.3. A tabela resultante da análise
FMEA encontra-se no Anexo 1.
Considerando a análise com o FMEA, podem-se observar alguns pontos de destaque, os quais
visaram tornar a pistola mais confiável durante o uso. São elas:
A fragilidade da modificação proposta previamente, relacionada à substituição dos
parafusos por clipes plásticos. Esta nova avaliação resultou em uma ação de colocar
reforços metálicos nos clipes para aumentar a elasticidade e evitar a quebra dos clipes;
A troca dos filamentos pelo fio de eletricidade tornou-se inviável funcionalmente, uma vez
que os filamentos têm a função de, através do aumento da resistência elétrica do conjunto,
produzir calor. Portanto, os filamentos não podem ser suprimidos já que exercem uma
função vital para o funcionamento da pistola; sem esta resistência, o aquecimento não
acontece e, conseqüentemente, a cola não derrete e não tem fluidez, inutilizando a pistola.
Sendo assim, esta ação foi cancelada e ficou devidamente registrada no FMEA para que,
posteriormente, este conhecimento possa ser compartilhado com os profissionais que
futuramente possam ser questionados a respeito de idéias de economia nesse sentido.
5. Conclusões
O presente artigo demonstrou, através do uso de três métodos de apoio ao projeto do produto,
formas estruturadas de aperfeiçoar o projeto de um produto, sendo testados em uma pistola
aplicadora de cola a quente. Os métodos aplicados foram a Análise de Valor (AV), o Projeto
para Manufatura e Montagem (DFMA) e a Análise dos Efeitos e Modos de Falha (FMEA).
Com a AV pode-se perceber o que é relevante em termos de funções do produto, do ponto de
vista do consumidor. Com este método foram identificadas oportunidades de redução de custo
e de melhoria da qualidade do produto como, por exemplo, a eliminação do uso de parafusos
durante a montagem final das coberturas, com as quais se estima reduções de custos na ordem
de 9%. Posteriormente, o produto foi analisado sob a ótica do DFMA, onde foi verificado que
muitas das alterações propostas por este método já haviam sido contempladas com a Análise
de Valor. Em seguida, com o FMEA de projeto foram identificados os riscos de falha,
associados à utilização do produto pelo usuário, os quais, em geral, foram de baixo impacto.
Porém, a sua aplicação foi fundamental para impedir duas modificações resultantes da AV, as
quais inviabilizariam a funcionalidade do produto: uma relacionada aos clipes plásticos e a
outra estava relacionada à troca dos filamentos. Esse trabalho confirmou a hipótese de que
vários métodos aplicados conjuntamente são mais eficazes do que um método isolado, pois
cada método aborda uma questão relacionada ao projeto, tornando, portanto, a análise mais
completa e eficaz.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
12
Referências
ARABIAN-HOSEYNABADI, H.; ORAEE, H. & TAVNER, P.J. Failure Modes and
Effects Analysis (FMEA) for wind turbines. International journal of electrical power and
energy systems. Vol. 32, n.7, p. 817 – 824, 2010.
BACK, N.; OGLIARI, A.; DIAS, A. & DA SILVA, J.C. Projeto Integrado de Produtos:
Planejamento, Concepção e Modelagem. 1.ed. São Paulo: Manole , 2008.
BASSO, J.L. Engenharia e analise do valor mais as abordagens da administração,
contabilidade e gerenciamento do valor: um guia prático para aplicação: interfaces de EAVx
JIT x TQM e outros programas. 1. ed. Sao Paulo: Imam, p.194, 1991.
BOOTHROYD, G., DEWHURST, P. & KNIGHT, P., Product Design for Manufacture
and Assembly. 2. ed. revised and expanded, Ohio: Loan Marinescu, p.670, 2002.
CSILLAG, J. M. Análise do Valor: método do valor: engenharia do valor, gerenciamento do
valor, redução de custos, racionalização administrativa. 4. ed. São Paulo: Atlas, 1995.
HUANG, G. Q. Design for X: concurrent engineering imperatives. 1. ed. Londres :Chapman
& Hall, p. 489, 1996.
PALADY, P. Analise dos Modos de Falha e Efeitos: prevendo e prevenindo problemas antes
que ocorram, 1. ed. São Paulo: IMAM, p. 270, 1997.
PANDOLFO, A.; SELIG, P.M.; MARCONDES, L.; KUREK, J.; BRANDLI, L.;
BRANDLI, L. & LUBLO, R. Modelo para avaliação e comparação de projetos de
habitação com base no valor. Revista Gestão e Produção. Vol.14, n.3, 2007.
ROZENFELD, H.; FORCELLINI, F.A.; AMARAL, D.C.; DE TOLEDO, J.C.; DA
SILVA, S.; ALLIPRANDINI, D.H. & SCALICE, R. Gestão de desenvolvimento de
produtos: Uma referência para melhoria do processo. São Paulo: Saraiva, 2006
SELIG, P. M. Gerência e avaliação do valor agregado empresarial. Tese (Doutorado em Engenharia de
Produção e Sistemas). Universidade Federal de Santa Catarina, 1993.
TOLEDO, J.C. & AMARAL, D.C. FMEA - Análise do Tipo e Efeito de Falha. 1 ed.,
GEPEQ – Grupo de Estudos e Pesquisa em Qualidade. São Carlos, UFSCar, p.4, 2005

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
13
ANEXO 1 – TABELA
FMEA DE PROJETO
Mo
do
(s)
Efe
ito
(s)
Ca
usa
(s)
OG
DR
OG
DR
Mal fu
ncio
nam
ento
da p
isto
la
Vazam
ento
de c
ola
Perd
a d
e p
rote
ção à
s inte
mpéries
Mate
ria-p
rim
a n
ão r
esis
te à
clip
agem
Ensaio
s d
e
degra
dação
14
416
Mal re
torn
o d
o m
ecanis
mo
Fadig
a -
Estira
mento
da m
ola
Ensaio
s d
e
degra
dação
12
48
0
Mal re
torn
o d
o m
ecanis
mo
Oxid
ação d
a m
ola
Ensaio
s d
e
degra
dação
22
416
0
1342 -
Ala
vanca
Tra
vam
ento
do
Gatilh
oM
ecanis
mo n
ão r
eto
rna
Quebra
do c
om
ponente
Ensaio
s d
e
degra
dação
23
424
0
1344 -
Guia
refil
de c
ola
Tra
vam
ento
do
Gatilh
oM
ecanis
mo n
ão r
eto
rna
Quebra
do c
om
ponente
Ensaio
s d
e
degra
dação
23
424
0
134 -
Mecanis
mo d
o g
atilh
oTra
vam
ento
do
Gatilh
oM
ecanis
mo n
ão r
eto
rna
Encava
lam
ento
do e
ixo
Ensaio
s d
e
degra
dação
23
424
0
1345 -
Engate
refil
Tra
vam
ento
do
Gatilh
oM
ecanis
mo n
ão r
eto
rna
Desecaix
e d
as p
eças
Ensaio
s d
e
degra
dação
23
424
0
134 -
Mecanis
mo d
o g
atilh
oM
al fu
ncio
nam
ento
da p
isto
laD
esgaste
do m
ecanis
mo
Ensaio
s d
e
degra
dação
12
48
0
134 -
Mecanis
mo d
o g
atilh
oM
al fu
ncio
nam
ento
da p
isto
laE
ngate
desgasta
do
Ensaio
s d
e
degra
dação
12
48
0
135 -
Resis
tência
Elé
tric
a
1367 -
Ara
me e
létr
ico c
apa
transpare
nte
Resis
tência
não a
quece
Pis
tola
não funcio
na
Ação d
e e
conom
ia invá
lida -
Fila
mento
possui fu
nção d
e
aquecim
ento
Especia
lista
Pro
duto
53
10
150
Cancela
mento
da p
roposta
de e
conom
ia -
reto
rno
da c
oncepção o
rigin
al d
o s
iste
ma
12
12
EN
G.
PR
OD
UTO
136 -
Fio
de e
letr
icid
ade
136 -
Fio
de e
letr
icid
ade
Curt
o-c
ircuito
Não funcio
nam
ento
da p
isto
la -
Ele
trifi
cação d
o b
ico -
Rsic
o d
e c
hoque
elé
tric
o!
Conta
to e
ntr
e fio
s p
ositiv
o e
negativo
Monta
gem
24
432
Inserç
ão d
e li
gueta
s r
obusta
s p
ara
separa
r
part
es e
xposta
s d
os f
ios
13
26
EN
G.
PR
OD
UTO
EN
G.
PR
OD
UTO
Refo
rço d
os c
lipes d
e p
lástic
o c
om
clip
es
metá
licos d
e a
ço-m
ola
13
13
Falh
a n
a m
ola
134 -
Mecanis
mo d
o
gatilh
o
131 -
Cobert
ura
Direita
132 -
Cobert
ura
Esquerd
a
Perd
a d
e r
esis
tência
de
clip
agem
após d
esm
onta
gens
Pro
duto
mal
clip
ado
Perd
a d
e c
alo
r
FM
EA
DE
PR
OD
UT
O
Ind
íce
s a
nte
s d
a a
çã
oIn
díc
es
de
po
is d
a a
çã
oA
çã
o t
om
ad
aR
esp
on
sáve
lC
on
tro
le d
a f
alh
aF
alh
as
po
ssív
eis
Su
bsi
ste
ma
Co
mp
on
en
te
1343 -
Mola
42
13 -
Pis
tola
Cola
não
derr
ete
na
vazão c
orr
eta
4V
isual
32