matheus marinho machado estudo de zeÓlitas …app.uff.br/riuff/bitstream/1/2813/1/matheus marinho...
TRANSCRIPT

UNIVERSIDADE FEDERAL FLUMINENSE
ESCOLA DE ENGENHARIA
DEPARTAMENTO DE ENGENHARIA QUÍMICA E DE PETRÓLEO
CURSO DE GRADUAÇÃO EM ENGENHARIA DE PETRÓLEO
MATHEUS MARINHO MACHADO
ESTUDO DE ZEÓLITAS SINTETIZADAS A PARTIR DO RESÍDUO DA EXTRAÇÃO
DE LÍTIO E DA CINZA DO BAGAÇO DE CANA NA REFORMA CATALÍTICA DO N-
OCTANO
Niterói, RJ
2016

MATHEUS MARINHO MACHADO
ESTUDO DE ZEÓLITAS SINTETIZADAS A PARTIR DO RESÍDUO DA EXTRAÇÃO
DE LÍTIO E DA CINZA DO BAGAÇO DE CANA NA REFORMA CATALÍTICA DO N-
OCTANO
Trabalho de Conclusão de Curso apresentado ao Curso de Graduação em Engenharia de Petróleo da Escola de Engenharia da Universidade Federal Fluminense, como requisito parcial para obtenção do Grau de Bacharel em Engenharia de Petróleo.
Orientador: Drª. RITA DE CÁSSIA COLMAN SIMÕES
Niterói, RJ 2016

MATHEUS MARINHO MACHADO
ESTUDO DE ZEÓLITAS SINTETIZADAS A PARTIR DO RESÍDUO DA
EXTRAÇÃO DE LÍTIO E DA CINZA DO BAGAÇO DE CANA NA REFORMA
CATALÍTICA DO N-OCTANO
Trabalho de Conclusão de Curso apresentado ao Curso de Engenharia de Petróleo da Universidade Federal Fluminense, como requisito parcial para a obtenção do grau de Bacharel em Engenharia de Petróleo.
Aprovado em: ______/______/_______
Banca Examinadora
____________________________________________ Prof. Rita de Cássica Colman Simões, D. Sc.
Universidade Federal Fluminense Orientadora
____________________________________________ Prof. Luciane Pimentel da Costa Monteiro, D. Sc.
Universidade Federal Fluminense
____________________________________________ Renata Oliveira da Fonseca, M. Sc.

AGRADECIMENTOS
Gostaria de agradecer primeiramente a Deus e Nossa Senhora Aparecida
pelas oportunidades que sempre proporcionaram em minha vida.
Aos meus pais, Reginaldo e Maria Alice, pelo apoio incondicional sempre,
tudo que conquistei eu devo a vocês. Pessoas nas quais eu busco me espelhar ao
máximo, pois são exemplos de luta e excelente caráter. Obrigado pela companhia
durante essa caminhada até agora, e muito mais ainda tem por vir. Eu amo muito
vocês.
À toda minha família, porque sim, vocês todos tem uma parcela nessa minha
conquista também. Uma lembrança especial aos meus avós Décio, Nely e Orly, que
infelizmente não estão mais presentes pra dividir essa alegria comigo, e a minha
querida ”matriarca”, Dona Lucy, que eu espero que fique conosco no mínimo por
mais 100 anos.
À minha namorada e acima de tudo amiga, Amanda Alvernaz, pelo incentivo e
compreensão nesse período de dedicação a minha mais importante etapa dentro da
Universidade, fatores fundamentais para realização de mais essa conquista. Além
dos conselhos, que em sua maioria foram seguidos. Eu amo você.
Aos meus amigos que construí ao longe de minha caminhada, especialmente
aos que adquiri nesses 7 anos de Niterói: vocês foram uma das coisas que me
motivaram a ter força e não desistir; e 5 (6) anos de UFF: vocês fizeram parte dos
melhores anos de minha vida e, sim, também contribuiram muito para meu
desenvolvimento acadêmico, entre manhãs/tardes/noites de estudos, e
amadurecimento. Pessoas incríveis, as quais tive oportunidade de conhecer e
conviver, amigos esses que levarei comigo para vida, não importando o caminho de
cada um. Obrigado a todos.
Gostaria de agradecer também à UFF, pelos melhores anos de minha vida e
pela cantareira (muito frequentada nesses anos), e aos professores que pude
conhecer nesse período de enorme aprendizado e conhecimento. Vocês também
tem uma parcela de participação na minha formação tanto acadêmica como pessoal.

Por fim, e de maneira alguma menos importante, à minha orientadora, Rita
Colman, pela atenção que sempre teve, pelo grande apoio, paciência e também
pelos puxões de orelha (foram alguns, confesso), esses também ajudaram a me
manter ”nos trilhos”. Sem sua orientação esse trabalho não seria possível.

RESUMO
A reforma catalítica é um importante processo industrial, utilizado com a
finalidade de aumentar o número de octanagem da gasolina e de produzir
aromáticos que possuem alto valor comercial, tais como BTX (Benzeno, Tolueno e
Xileno). Dentre os catalisadores empregados na reforma catalítica de nafta, a
utilização de zeólitas contendo platina como metal ativo, tem se mostrado eficiente.
Em inúmeros estudos utilizando a zeólita L como suporte se obteve uma redução da
formação de coque, em comparação com outros suportes utilizados nesse processo.
Consequentemente, esse fator leva a um maior rendimento. Estudos apontam que é
possível sintetizar zeólitas a partir de resíduos gerados por outros processos
industriais, e que são ricos em silício e alumínio, como a cinza do bagaço de cana e
o resíduo da extração de lítio do mineral espodumênio. Essa alternativa se mostra
muito promissora, principalmente pelo ponto de vista ambiental. Além de agregar
valor à esses materiais, a utilização dos mesmos na síntese de zeólitas é uma saída
para seu excessivo acúmulo na natureza, algo altamente prejudicial.
Palavras-chave: Reforma Catalítica, Zeólita, Cinza do Bagaço de Cana, Extração
de Lítio do Mineral Espodumênio.

ABSTRACT
Catalytic reforming is an important industrial process used to increase the
octane rating of gasoline and to produce aromatics with high commercial value as
BTX (Benzene, Toluene and Xylene). The one of the most used catalysts in catalytic
reforming of nafta are zeolite as support with platinum as active metal, and it has
proved to be truly efficient. Many assays presented a decrease in coke generation
using zeolite L as support, comparing to others supports also applied in this process.
Consequently, resulting a higher productivity. According to some authors, is possible
to synthesize zeolite using residue from others industrial processes as source of
silicon and aluminum, for example sugarcane bagasse ash and the waste from
lithium extraction of the mineral spodumene. This alternative appears to be
promising, mainly from the environmental point of view. In addition to adding value to
these materials, the application of these wastes in zeolite synthesis is a way to avoid
your excessive accumulation in nature, Something highly harmful.
Keywords: Catalytic Reforming, Zeolites, Sugarcane bagace ash, Lithium extraction
from spodumene mineral.

LISTA DE ILUSTRAÇÕES
Figura 2.1: Esquema carga/produto de uma reforma catalítica 15
Figura 2.2: Reações desejadas em um processo de reforma catalítica 16
Figura 2.3: Reações indesejáveis em um processo de reforma catalítica 18
Figura 2.4: Conversão de naftas com diferentes teores de naftênicos 19
Figura 2.5: Unidade de reforma semirregenerativa 23
Figura 2.6: Unidade de reforma cíclica 24
Figura 2.7: Unidade de reforma com regeneração contínua de catalisador com
reatores empilhados 25
Figura 2.8: Unidade de reforma com regeneração contínua de catalisador com
reatores lado a lado 25
Figura 2.9: Espectroscopia FTIR dos catalisadores trimetálicos 29
Figura 2.10: Curvas TPD dos catalisadores trimetálicos 30
Figura 2.11: Reforma do n-octano. Seletividade por isoparafinas em função da
seletividade por aromáticos (após 360 minutos) 32
Figura 3.1: Procedimento de síntese para obtenção das amostras ZA, ZA1 e ZA2,
com relação Si/Al = 1 40
Figura 3.2: Procedimento de síntese para obtenção das amostras Z3C3, Z3C6 e
Z1C9, com relação Si/Al = 3,2 40
Figura 3.3: a) Difratograma de raios X; b) micrografia do resíduo sílico-aluminoso 42
Figura 3.4: Curvas de termogravimetria (linha continua) e derivada da
termogramiteria (linha tracejada) do resíduo sílico-aluminoso 42

Figura 3.5: a) Difratogramas de raios X da amostra ZA, resíduo;b) micrografia da
amostra ZA. As fases na síntese ZA são indicadas pelas letras (S) sodalita, (A)
zeólita A, (V) virgilita, (β) β-espodumênio, (α) α-espodumênio e (Q) quartzo 43
Figura 3.6: a) Difratogramas de raios X e micrografias das amostras ZA1 (b) e ZA2
(c) sintetizadas utilizando resíduo sílico-aluminoso. As fases são identificadas como:
(A) zeólita A, (P) zeólita NaP, (S) sodalita, (Q) quartzo e (α) α-espodumênio 44
Figura 3.7: Difratograma de raios X e micrografia da amostra Z3C3 45
Figura 3.8: Difratograma de raios X e micrografia da amostra Z3C6 45
Figura 3.9: Difratograma de raios X e micrografia da amostra Z1C9 45
Figura 3.10: a) granulometria da amostra de SCBA; b) análise TGA da amostra de
SCBA; c) DRX das amostras de SCBA e SCBA600 48
Figura 3.11: Difratogramas de raio-x das amostras da síntese de zeólitas em
diferentes períodos de tempo 50
Figura 3.12: Espectroscopia FTIR mostrando a evolução da síntese de zeólitas para
diferentes períodos de tempo 51
Figura 3.13: micrografia SEM da síntese das zeólitas em diferentes períodos de
tempo 52
LISTA DE TABELAS
Tabela 2.1: Exemplo de composição da carga e do produto da reforma catalítica 22
Tabela 2.2: Comparação de unidades de reforma com as tecnologias SR e CCR
(mesma carga) 26
Tabela 2.3: Rendimentos da unidade de reforma catalítica CCR voltada à produção
de BTX 27
Tabela 2.4: Análise TPD – área da curva de piridina e temperatura máxima da curva
. 31
Tabela 2.5: Tamanho médio das partículas de metal obtidos pela análise TEM e a
conversão de ciclo-hexano de cada catalisador 31
Tabela 2.6: Concentração mássica de cada metal dos catalisadores 33
Tabela 2.7: Conversão, Fração de C5+ e RON do líquido produzido em cada ciclo do
catalisador 34
Tabela 2.8: Composição do produto em função do tipo de hidrocarboneto ao longo
da regeneração 35
Tabela 2.9: Características gerais das zeólitas 35
Tabela 2.10: Classificação das zeólitas de acordo com o tamanho dos poros 37
Tabela 3.1: Percentual dos compostos presentes nas amostras de resíduo 41
Tabela 3.2: Composição química (% mássica) encontrada nas amostras de SCBA e
SCBA600 49
Tabela 3.3: Composição química das amostras: zeólita KL e catalisador 0,7%
Pt/HKL 53

LISTA DE ABREVIAÇÕES E SÍMBOLOS
Å – Ångström (unidade)
BTX – Benzeno, Tolueno, Xileno
CBL – Companhia Brasileira de Lítio
CCR – Continuous Catalyst Regeneration
DRX – Difração de Raio X
DTA – Differential Thermo Analysis
FTIR – Fourier Transform Infrared Spectrometry
GLP – Gás Liquefeito de Petróleo
LHSV – Liquid Hourly Space Velocity
MEV – Microscopia Eletrônica de Varredura
NKH – Nafta de Coqueamento Hidrotratada
SCBA – Sugarcane Bagasse Ash
SEM – Scanning Electron Microscopy
SR – Semirregenerativo
TEM – Transmission Electron Microscopy
TG – Termogravimetria
TPD – Temperature Programmed Desorption
TPR – Temperature Programmed Reduction
UOP – Universal Oil Products
WAIT – Weighted Average Inlet Temperature
WATB – Weighted Average Bed Temperature

11
SUMÁRIO
AGRADECIMENTOS .................................................................................................. i
RESUMO ................................................................................................................... ii
ABSTRACT ............................................................................................................... iii
LISTA DE ILUSTRAÇÕES ........................................................................................ iv
LISTA DE TABELAS .................................................................................................. v
LISTA DE ABREVIAÇÕES E SÍMBOLOS ................................................................. vi
1 – INTRODUÇÃO ................................................................................................... 13
2 – REVISÃO BIBLIOGRAFICA ............................................................................... 15
2.1 – Reforma Catalítica de Nafta ......................................................................... 15
2.1.1 – Finalidade .............................................................................................. 15
2.1.2 – Reações Químicas do Processo de Reforma Catalítica ......................... 16
2.1.3 – Condições de Operação ........................................................................ 18
2.1.4 – Processo ................................................................................................ 20
2.1.5 – Principais Produtos ................................................................................ 26
2.2 – Catalisadores Usualmente Empregados ...................................................... 28
2.3 – Catalisadores Suportados em Zeólitas ......................................................... 36
3 – ESTUDO DE CASO ........................................................................................... 40
3.1 – Síntese de Zeólitas Utilizando Resíduo Sílico-aluminoso Proveniente do
Processo de Extração de Lítio. BIESEKI, L. et al., 2013 ....................................... 40
3.2 – Synthesis of Zeolite NaA from Sugarcane Bagasse Ash. MOISÉS, M. P. et
al., 2013 ................................................................................................................ 47
12
3.3 – Considerações e Comparações ................................................................... 54
4 – CONCLUSÃO .................................................................................................... 56
REFERÊNCIAS BIBLIOGRÁFICAS ......................................................................... 59
13
1 – INTRODUÇÃO
Após a etapa de extração de petróleo, na qual o mesmo é retirado do poço, o
óleo cru segue para a refinaria onde passa pelo processo de destilação, no qual as
frações – nafta leve, gasolina pesada ou nafta, querosene, asfalteno – são
separadas e, em seguida, são realizados vários processos de extração dos resíduos
indesejáveis, redistribuição e otimização das frações de acordo com a demanda.
A reforma catalítica é um dos exemplos mais importantes desse tipo de
processo. Tem como objetivo a produção de gasolina, que é direcionada em seguida
à distribuição e comercialização nos postos de abastecimento e/ou produção de
compostos aromáticos (BTX – benzeno, tolueno e xileno), que são matérias-primas
muito utilizadas na indústria petroquímica. Em ambos os casos, busca-se sempre
produzir um elevado índice de octano, pois o mesmo é um indicativo de qualidade
do produto.
A carga normalmente utilizada no processo de reforma catalítica é a nafta. Ela
é primeiramente pré-aquecida em fornos e, em seguida, passa por reatores nos
quais estão presentes catalisadores que, na maioria dos casos, utilizam alumina
como suporte.
Recentemente, estudos indicaram que materiais zeolíticos possuem
desempenho considerável quando utilizados como suporte de catalisadores na
reação de reforma catalítica. Sua característica principal é a elevada quantidade de
poros e canais conectados entre si em sua estrutura, o que proporciona uma maior
dispersão dos metais na superfície. A utilização da zeólita na reforma catalítica é
promissora, também, pelo fato de que os canais dessa estrutura são compatíveis
com as partículas maiores de hidrocarboneto, especialmente o C8+. Adicionalmente,
cabe destacar que a zeólita minimiza a formação de coque, uma vez que seu sítio
ácido é pouco ativo.
Além de alcançar um maior rendimento no processo de reforma de nafta, há
ainda um fator muito interessante para que a zeólita seja utilizada em processos
industrias: a sustentabilidade. Atualmente, é possível que se obtenha zeólita a partir
de resíduos perigosos ao meio ambiente, como, por exemplo, a cinza do bagaço de

14
cana, gerado nas usinas de açúcar para produção de etanol, e o resíduo deixado
pela extração de lítio do mineral espodumênio. Essa alternativa é muito promissora,
tendo em vista o fato de que, além de produzir um material que pode ser utilizado
em larga escala como suportes, também agrega valor a resíduos demasiadamente
prejudiciais ao planeta e aos seres que o habitam.
Portanto, o objetivo deste trabalho é analisar a viabilidade da utilização de
zeólitas sintetizadas a partir do bagaço da cana e do resíduo do mineral
espodumênio, no processo de reforma catalítica do n-octano, com propósito de
verificar, através de comparações com estudos anteriores, se suas características
são adequadas a este propósito.
A motivação do desenvolvimento do trabalho se baseia na procura por
aperfeiçoamento acadêmico complementar, unida à busca por um novo campo de
conhecimento que possa ser inserido à graduação de Engenharia de Petróleo,
esperando que o mesmo sirva de crescimento e também possa contribuir para o
cenário científico, servindo de exemplo e guia para trabalhos futuros.

15
2 – REVISÃO BIBLIOGRAFICA
2.1 – Reforma Catalítica de Nafta
2.1.1 – Finalidade
A reforma catalítica é um processo químico, muito utilizado na indústria de
petróleo, mais especificamente no segmento do refino do petróleo. Ela tem como
objetivo a conversão de nafta, cuja característica principal é a alta presença de
compostos parafínicos e naftênicos, em nafta reformada, ou seja, nafta com alto teor
de isoparafinas e aromáticos. O produto da reforma tem um índice de octanagem
consideravelmente alto, portanto, é um elemento de grande importância tanto na
formulação da gasolina, aumentando assim o número de octano da mesma, quanto
na produção de aromáticos de alto valor agregado, mais conhecidos como BTX
(benzeno, tolueno e xileno), componentes largamente usados na indústria
petroquímica.
Normalmente a carga consumida neste processo é a nafta de destilação
direta (nafta DD) e a nafta de coqueamento hidrotratada (NKH). Já como produtos
obtém-se gás combustível (GC), gás liquefeito de petróleo (GLP), nafta reformada e
hidrôgenio. A Figura 2.1 ilustra de modo genérico tal esquema.
Figura 2.1: Esquema carga/produto de uma reforma catalítica (FONTE: adaptado de BRASIL et al.,
2011)
O gás hidrogênio obtido como produto da reforma catalítica de nafta pode ser
comercializado, ou destinado ao tratamento da carga do processo, ou seja, pode ser
reintegrado ao processo de refino com a finalidade de retirar impurezas que possam
deteriorar a estrutura do catalisador de maneira reversível ou irreversível, afetando
assim o andamento da operação.

16
2.1.2 – Reações Químicas do Processo de Reforma Catalítica
Inúmeras reações químicas podem acontecer durante o processo de reforma
catalítica, dentre elas existem as desejadas, sendo responsáveis pelo aumento da
quantidade de aromáticos e, consequentemente, do índice de octanagem da carga
de nafta; e as indesejadas, que atrapalham o andamento do processo, uma vez que
estas quebram os compostos parafínicos mais pesados em compostos mais leves,
gerando altas quantidades de hidrocarbonetos gasosos, e contribuem para a
formação de coque. Ambos os fatores prejudicam o rendimento da reforma.
As reações desejadas apresentadas são as ilustradas na Figura 2.2.
Figura 2.2: Reações desejadas em um processo de reforma catalítica (FONTE: BRASIL et al., 2011)
Segundo BRASIL et al. (2011), as reações de desidrociclização de parafínicos
a naftênicos e a desidrogenação de naftênicos a aromáticos são demasiadamente
endotérmicas, além de serem as principais fontes de hidrogênio. Por esses dois
fatores, estas se beneficiam das altas temperaturas e baixas pressões. A

17
desidrociclização de parafínicos é catalisada tanto pela função metálica, quanto pela
ácida de um catalisador bifuncional, enquanto a desidrogenação se desenvolve
apenas sobre a função metálica.
Por outro lado, a isomerização de naftênicos (reação endótermica, porém, de
menor entalpia), também é diretamente favorecida pelo aumento da temperatura, e
indiretamente pela redução da pressão, uma vez que o produto desta reação
(ciclohexanos e alquil-ciclohexanos) são utilizados como reagentes da reação de
desidrogenação de naftênicos. Cabe ressaltar que as isomerizações em geral são
realizadas pela função ácida de um catalisador.
As duas outras reações são consideradas de baixa importância no processo,
tendo em vista que o aumento proporcionado ao índice de octanagem é
insignificante, além de não produzirem aromáticos. Deste modo, não apresentam
importância para processos visando a indústria petroquímica.
Todavia, além das reações listadas acima, podem ocorrer reações
indesejáveis, como hidrocraqueamento e formação de coque na superfície do
catalisador. A primeira é caracterizada por ser uma reação exotérmica, portanto,
estimulada pela redução da temperatura, porém atrapalhada pela redução da
pressão. Entre suas consequências estão: quebra de compostos parafínicos em
hidrocarbonetos mais leves (C2 a C5), em alguns casos há craqueamento de anéis
naftênicos, redução da produção de hidrogênio, redução do rendimento de nafta
reformada além de serem reações irreversíveis. Já a formação de coque é
favorecida pela baixa concentração de hidrogênio e pela presença de olefinas. Na
Figura 2.3 são apresentadas algumas possíveis reações indesejáveis.

18
Figura 2.3: Reações indesejáveis em um processo de reforma catalítica (FONTE: BRASIL et al.,
2011)
2.1.3 – Condições de Operação
Resumidamente, reações de interesse no processo de reforma catalítica,
desidrogenação e isomerização de naftenos por exemplo, são favorecidas pela
elevação da temperatura e redução da pressão. Entretanto, as reações indesejáveis,
como hidrocraqueamento e a formação de coque são igualmente favorecidas. Além
de temperatura e pressão ainda existem outros elementos que influenciam no
andamento do processo, estes são velocidade espacial e razão hidrogênio/carga.
Portanto, as condições de operação devem ser previamente planejadas levando em
consideração alguns fatores: estado da carga, índice de naftênicos e parafínicos,
tipo de processo, pureza do gás de reciclo entre outras.
Na Figura 2.4 é ilustrado genericamente o processo de conversão de uma
carga de nafta rica e pobre em compostos naftênicos. Para uma carga com baixo
teor destes hidrocarbonetos, as condições de operação são muito mais severas e,
consequentemente, o processo mais indicado para este caso é o com regeneração
contínua de catalisador (CCR).

19
Figura 2.4: Conversão de naftas com diferentes teores de naftênicos (FONTE: BRASIL et al., 2011)
A pressão é definida no planejamento do processo, não podendo ser alterada
durante a realização do mesmo. Os valores de operação vão de 345 kPa até 4830
kPa. Pressões muito baixas aumentam o rendimento do produto, porém, favorecem
a formação de coque na superfície do catalisador, fazendo com que este seja
inutilizado. Portanto, para casos que necessitem de pressões mais baixas, utiliza-se
o processo com regeneração contínua de catalisador, pois neste o catalisador é
constantemente recuperado. Já para altas pressões, o processo mais indicado é o
semirregenerativo (SR), pois neste o período de tempo que o catalisador passa sem
regeneração é maior.
A temperatura é a variável que mais sofre ajustes durante o processo, sendo
ela expressa pelas médias ponderadas das temperaturas de entrada no reator
(WAIT) e dos leitos (WABT). Tais parâmetros dependem da temperatura de saída
dos reatores e das quedas de temperatura durante as reações.
Segundo BRASIL (2011), os valores de WAIT para processos
semirregenerativos (menos agressivos) tem temperaturas em torno de 490ºC e
525ºC, e para processos com regeneração contínua entre 525ºC e 540ºC, por
exemplo. Devido às limitações do processo SR, suas temperaturas devem ser mais
baixas, porém, durante o processo ela pode ser gradativamente aumentada para
contrabalançar as perdas com a gradual inutilização do catalisador.

20
A razão hidrogênio/carga é uma medida de velocidade de fluxo de hidrôgenio,
e seu objetivo é regular o teor deste elemento no interior do reator. O hidrôgenio é
injetado na carga na forma de gás de reciclo e tem como função reduzir as taxas de
coqueamento do catalisador. Para os casos de processos SR, esta razão deve
manter-se em valores altos devido o longo período de utilização de catalisador sem
a realização de recuperação. Normalmente, os valores da razão hidrôgenio/carga
são reduzidos nos primeiros reatores para estimular as reações de interesse e
elevados nos últimos, pois são nestes que as reações de coqueamento se realizam
em maior escala. Já para unidades CCR, pode-se manter essa razão a níveis mais
baixos.
A velocidade espacial nada mais é que a velocidade de injeção de carga de
nafta em uma unidade de reforma catalítica. Ao aumentar a velocidade espacial,
consequentemente reduz-se o tempo de residência da carga nos reatores, reduzindo
assim a taxa de conversão das reações lentas. Porém, ao reduzir a velocidade
espacial, reduz-se também o rendimento da nafta reformada, além de aumentar o
alojamento do coque na superfície do catalisador. A variação dessa variável é uma
alternativa para o ajuste de temperatura, por ambas terem consequências muito
parecidas.
2.1.4 – Processo
A origem do processo de reforma catalítica deu-se pela necessidade da
fabricação de combustível para aeronaves durante a Segunda Guerra Mundial. O
primeiro procedimento aplicado à reformulação da nafta foi a chamado Fixed Bed
Hydroforming, porém, após a guerra não foram mais construídas unidades
Hydroforming. Com isso, no ano de 1949 a UOP (Universal Oil Products) implantou
um processo de reforma catalítica denominado Platforming, devido à alta demanda
por uma gasolina de qualidade e posteriormente pela necessidade de matéria-prima
para a indústria petroquímica (aromáticos BTX).
Atualmente, ”uma unidade de reforma é composta de três ou quatro reatores
adiabáticos de leitos fixos, dispostos em série e intercalados por pré e
reaquecedores, responsáveis pelo restabelecimento das condições de temperatura
antes da readmissão da carga” (CARVALHO, 2003, p.23). Esse sistema tem essa

21
configuração, porque a maioria das reações desejadas são endotérmicas, logo se
faz necessário o reaquecimento da carga a fim de se obter a conversão esperada.
A nafta utilizada como carga no processo pode ter sua origem diretamente do
petróleo cru (Nafta DD), ou do produto de algum outro processo de refino (NKH).
Esta é caracterizada pela presença de hidrocarbonetos entre 6 a 10 átomos de
carbono. Hidrocarbonetos como metano até butano (CH4 a C4H10) são prejudiciais ao
procedimento, pois eles atrapalham que compostos de interesse se adiram ao
catalisador. Processos de reforma catalítica com destino à indústria petroquímica, ou
seja, que tenham interesse na produção de aromáticos, utilizam cortes de nafta mais
leves (C6 a C8), e os destinados a formulação de gasolinas com alto índice de
octanagem, cortes mais pesados (C7 a C9).
Segundo CARVALHO (2003), pelo fato das reações de desidrogenação de
naftênicos a compostos aromáticos serem muito rápidas, quase todos os compostos
desta família são consumidos já no primeiro reator, sendo seu teor na nafta
reformada muito baixo (entre 0% a 3%). Por serem reações endotérmicas e muito
velozes, a carga utilizada e seu respectivo tempo de residência no primeiro reator
são menores, assim como o tamanho do mesmo, comparado aos subsequentes. Em
detrimento da natureza da reação, há uma queda significativa na temperatura da
carga, portanto, antes de seguir para o segundo reator, a mesma é reaquecida no
segundo forno.
Já as reações de isomerização de naftênicos, ocorrem nos reatores um e
dois. Estas também são consideradas relevantes, uma vez que seus produtos são
reagentes nas reações de desidrogenação supracitadas. Em virtude da baixa
velocidade de reação e baixos valores de entalpia (ΔH), nos últimos reatores
ocorrem as reações de desidrociclização de parafinas a hidrocarbonetos naftênicos,
além das de hidrocraqueamento, que ocorrem durante todo o processo, porém, em
sua maioria no final devido à acúmulo de catalisadores.
Ao final do processo, observando a Tabela 2.1, é possível comparar as
porcentagem de cada composto presente na nafta não-reformada (carga) e no
reformado (produto).

22
Tabela 2.1: Exemplo de composição da carga e do produto da reforma catalítica
Hidrocarbonetos Carga (%) Produto (%)
Parafínicos 30 – 70 30 – 50
Olefínicos 0 – 2 0 – 2
Naftênicos 20 – 60 0 – 3
Aromáticos 5 – 20 45 – 60
(FONTE: BRASIL et al., 2011)
O procedimento explicitado acima utiliza uma visão mais geral da reforma
catalítica. Porém, existem três diferentes tipos de processo: semirregenerativo (SR),
cíclico e com regeneração contínua de catalisador (CCR). Diferenciados entre si
pela forma como é realizada a recuperação dos catalisadores.
2.1.4.1 – Processo Semirregenerativo (SR)
Este processo baseia-se no andamento contínuo da reforma de nafta, sendo
realizadas paradas de tempos em tempos para regeneração do catalisador, e estas
paradas são de intervalos longos, aproximadamente de seis meses a um ano. É
caracterizado pela disposição em série de três a quatro reatores de leito fixo
intercalados com fornos de aquecimento, uma vez que a maior parte das reações
que ocorrem, tanto desejáveis quanto indesejáveis são endotérmicas, portanto, a
carga precisa ser constantemente reaquecida.
Ao chegar em um limite de inatividade, o processo é então pausado e o
catalisador regenerado no interior do próprio reator, realizando uma injeção de ar de
cloreto a valores controlados de vazão e temperatura. Dependendo de suas
características, um catalisador pode ser regenerado de 5 a 20 vezes, levando em
consideração as perdas de área superficial e, consequentemente, sua eficiência no
processo.
Na Figura 2.5, pode-se observar o fluxograma de um processo de reforma
catalítica utilizando uma unidade semirregenerativa com três reatores. Ao final do
tempo de residência da carga no último reator, o produto é resfriado e segue para
um vaso separador onde segue uma corrente de hidrôgenio para ser usada como
gás de reciclo e para produção e comércio externo, e uma segunda corrente com os

23
produtos, que seguem para uma coluna estabilizadora, onde é realizada a
separação final do gás combustível, GLP e da nafta reformada.
Figura 2.5: Unidade de reforma semirregenerativa (FONTE: adaptado de ANCHEYTA, 2011)
2.1.4.2 – Processo Cíclico
Esse processo apresenta características do semirregenerativo e com
regeneração contínua, sendo sua principal diferença do primeiro é a presença de um
reator extra chamado de reator de giro (swing). Tal elemento permite que, enquanto
um dos reatores é retirado para regeneração do catalisador, o sistema continue
operando naturalmente por um período maior, prorrogando a necessidade da pausa
do procedimento, além de permitir que o trabalho seja realizado a condições de
maior severidade. Porém, uma unidade cíclica requer um planejamento muito
complexo e condições de segurança são de extrema importância e devem ser
levadas em consideração. Na Figura 2.6 pode-se observar o diagrama desta
unidade, destacando a parte final do processo (após a saída do último reator), que é
praticamente a mesma nos três processos.

24
Figura 2.6: Unidade de reforma cíclica (FONTE: adaptado de ANCHEYTA, 2011)
2.1.4.3 – Processo com Regeneração Contínua de Catalisador (CCR)
Este é o processo com condições de operação mais severas, uma vez que,
como o próprio nome diz, o catalisador é continuamente regenerado durante o
andamento da reforma. Seus reatores são de leito móvel (catalisador flui através dos
reatores) e tal sistema tem dois arranjos distintos: com reatores empilhados um
sobre os outros e com os mesmos posicionados lado a lado.
O sistema com reatores empilhados é licenciado pela UOP, e tem como
vantagem o fato de que o catalisador não precisa ser artificialmente elevado de um
reator para o outro, esse trabalho é realizado pela gravidade. Já o sistema com os
mesmos posicionado lado a lado, licenciado pela Axens, é conveniente pois como
seus sistemas de elevação são menores e menos elaborados, estes tem menor
probabilidade de quebra e quando acontecem, a manutenção é mais simples de ser
realizada. Nas Figuras 2.7 e 2.8 são caracterizados os fluxogramas dos sistemas de
reatores empilhados e lado a lado respectivamente.

25
Figura 2.7: Unidade de reforma com regeneração contínua de catalisador com reatores empilhados
(FONTE: adaptado de ANCHEYTA, 2011)
Figura 2.8: Unidade de reforma com regeneração contínua de catalisador com reatores lado a lado
(FONTE: adaptado de RODRIGUES, 2014)
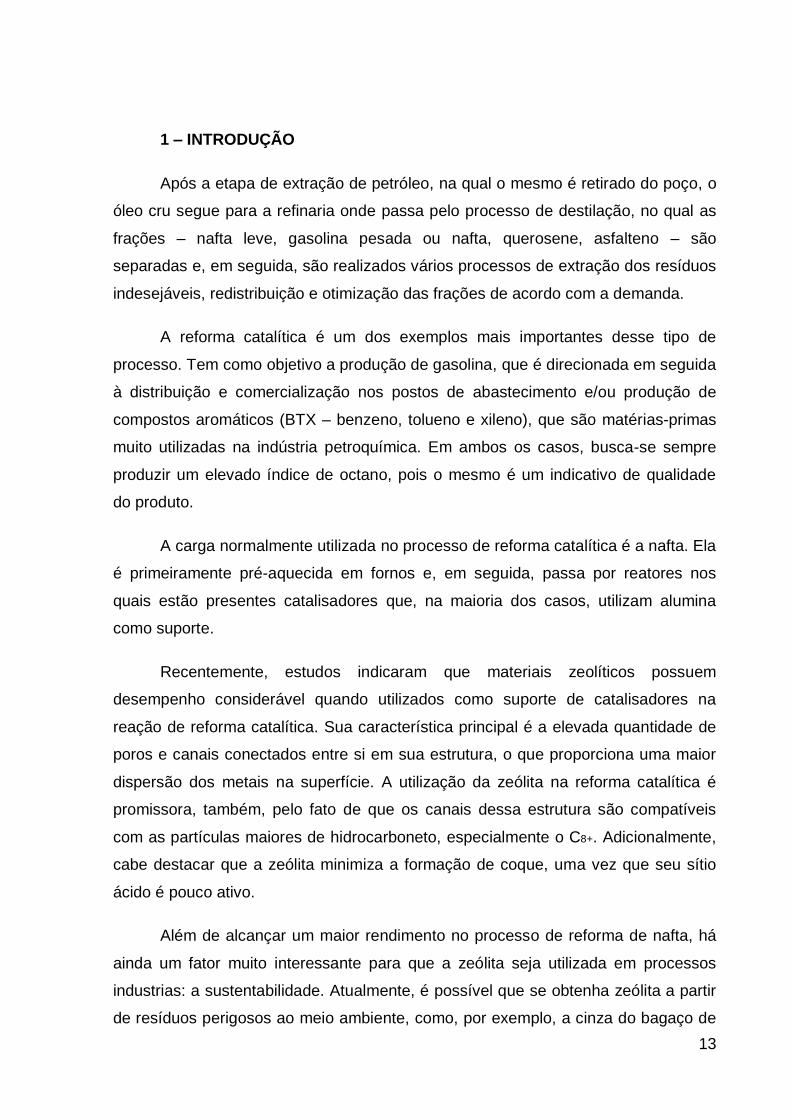
A Tabela 2.2 faz um comparativo, para uma nafta reformada com o mesmo
rendimento, entre os processos semirregenerativo e com regeneração contínua de
catalisador. Percebe-se que o segundo é levemente mais eficiente pela maior
severidade nas condições de operação, o que favorece a melhor realização das
reações desejáveis. Por isso, plantas mais recentes tem a maior tendência a usar o
processo CCR.
26
Tabela 2.2: Comparação de unidades de reforma com as tecnologias SR e CCR (mesma carga)
SR CCR
Fator de utilização da
unidade (d/a)
330 360
Pressão (kPa) 1380 345
Produção de gás rico em
hidrogênio (m³/d)
36 48
Rendimento de reformado
(% em massa)
85,3 91,6
RON 100 100
(FONTE: BRASIL et al., 2011)
Ao sair do último reator, o catalisador coqueado na reforma é enviado a uma
unidade de regeneração por meio de uma elevação tipo gas lift utilizando H2, e ao
fim do procedimento de recuperação, é então novamente enviado à unidade de
reforma utilizando o mesmo método de elevação, mas nesse caso utiliza-se N2.
2.1.5 – Principais Produtos
Após a carga passar por todos os reatores do sistema, obtém-se o produto da
reação, que por sua vez segue para a seção de separação. Esta etapa tem como
finalidade processar e separar os produtos finais já citados anteriormente.
2.1.5.1 – Gás Rico em Hidrogênio
Muito utilizado como gás de reciclo, este é proveniente das reações de
hidrocraqueamento que ocorrem no processo de reforma catalítica, portanto,
caracterizado por conter hidrocarbonetos mais leves (C1 a C3). O índice de
hidrogênio presente neste gás depende diretamente da natureza da nafta utilizada
como carga do processo. Uma carga com alto teor de compostos naftênicos
produzirá maior quantidade de hidrogênio que uma carga com maior teor de
parafínicos por exemplo. Para que as naftas reformadas de ambas as situações
tenham o mesmo rendimento, as condições aplicadas à carga com maior quantidade
de compostos parafínicos devem ser muito mais severas.

27
2.1.5.2 – Gás Combustível e GLP
Após o vaso separador, o reformado é encaminhado para uma estabilizadora
onde ocorre um processo de separação dos hidrocarbonetos mais leves (C1 a C4).
Esses compostos são direcionados para um vaso de topo onde na corrente gasosa
se obtém o gás combustível, ou seja metano e etano, e na corente de GLP seguem
propano e butano. Seguem então para uma outra unidade de refino, para serem
preparados e comercializados.
2.1.5.3 – Nafta Reformada
Principal produto da reforma catalítica, segundo BRASIL et al. (2011) seu
rendimento varia de 65% a 90% dependendo da natureza da carga (nafta DD ou
NKH) e das condições aplicadas ao processo.
Além de ser aplicado a fabricação de gasolina com alto índice de octanagem,
este produto pode ser comercializado com a finalidade de produzir aromáticos BTX
(benzeno, tolueno e xileno). Algumas refinarias possuem dispositivos capazes de
separar o reformado em correntes específicas de benzenos, toluenos e xilenos,
destinando cada produto para a correta aplicação. A Tabela 2.3 apresenta as
características da carga e produto inserida em uma unidade de reforma catalítica
CCR com aplicações voltadas à produção de BTX.
Tabela 2.3: Rendimentos da unidade de reforma catalítica CCR voltada à produção de BTX
Carga Produto
Faixa de destilação
(ºC)
80 – 150 Hidrogênio 4,1%
Hidrocarbonetos
Parafínicos (%)
57 Reformado 87%
Hidrocarbonetos
naftênicos
37 Benzeno 8,5%
Hidrocarbonetos
aromáticos
6 Tolueno 26,3%
Xileno 26,1%
Total de aromáticos 74,3%
(FONTE: BRASIL et al., 2011)
28
2.2 – Catalisadores Usualmente Empregados
O catalisador é um elemento utilizado para acelerar a realização das reações
químicas desejadas. Nos primeiros processos de reforma catalítica, essa função era
exercida pelo óxido de molibdênio suportado em alumina, porém, estes eram
catalisadores instáveis e se desativavam com muita facilidade devido ao acúmulo de
resíduos no mesmo (formação de coque em sua superfície). Com o passar do tempo
e em detrimento de avanços na indústria petroquímica, o catalisador de platina
mostrou-se mais eficiente, sendo então implantado pela UOP ao processo, e ainda
hoje largamente utilizado. Tal catalisador consiste na dispersão de partículas de
platina sobre um suporte como a alumina ou zeólita.
Atualmente, além dos catalisadores monometálicos, também é possível
encontrar catalisadores bi e trimetálicos. De acordo com CARVALHO et al. (2012),
estes dois últimos apresentaram maior atividade e seletividade, são mais estáveis e
resistentes à desativação, além de suportarem temperaturas e pressões mais
severas. Essa maior eficiência é explicada pelos efeitos da adição dos outros metais
que alteram a configuração eletrônica e geométrica do catalisador.
Tanto os catalisadores monometálicos quanto os bi e trimetálicos são
preparados da mesma forma: por impregnação sucessiva dos metais, troca iônica ou
troca iônica competitiva, sendo a primeira mais comumente usada.
Em estudo realizado por CARVALHO et al. (2012), foram utilizados
catalisadores trimetálicos suportados em γ-alumina (Al2O3), sendo os metais ativos a
platína (Pt), rênio (Re) e germânio (Ge), para verificar se a ordem de preparação
altera de alguma forma as funções do catalisador na reforma do n-octano. Esses
elementos foram incorporados de diversas maneiras, alterando somente a ordem de
adição de cada metal. Obteve-se então seis arranjos diferente para o mesmo
catalisador: Pt-Re-Ge/Al2O3, Pt-Ge-Re/Al2O3, Re-Pt-Ge/ Al2O3, Re-Ge-Pt/Al2O3, Ge-
Pt-Re/Al2O3 e Ge-Re-Pt/Al2O3. Foi usado o método de impregnação para todos os
casos, e a preparação dos catalisadores foi feita de forma que todos tivessem 0,3%
de cada metal em sua concentração final.
29
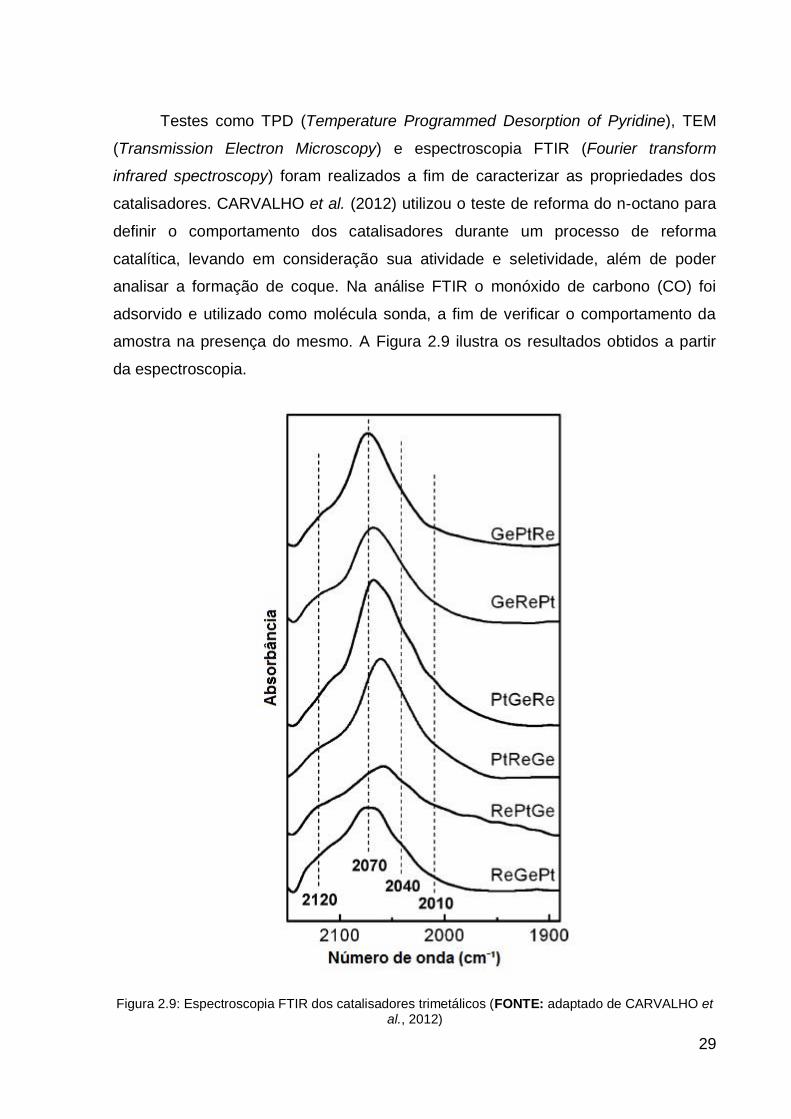
Testes como TPD (Temperature Programmed Desorption of Pyridine), TEM
(Transmission Electron Microscopy) e espectroscopia FTIR (Fourier transform
infrared spectroscopy) foram realizados a fim de caracterizar as propriedades dos
catalisadores. CARVALHO et al. (2012) utilizou o teste de reforma do n-octano para
definir o comportamento dos catalisadores durante um processo de reforma
catalítica, levando em consideração sua atividade e seletividade, além de poder
analisar a formação de coque. Na análise FTIR o monóxido de carbono (CO) foi
adsorvido e utilizado como molécula sonda, a fim de verificar o comportamento da
amostra na presença do mesmo. A Figura 2.9 ilustra os resultados obtidos a partir
da espectroscopia.
Figura 2.9: Espectroscopia FTIR dos catalisadores trimetálicos (FONTE: adaptado de CARVALHO et al., 2012)
30
Comparando os catalisadores ilustrados com o monometálico de platina,
pode-se concluir que a platina reage mais facilmente com o rênio, principalmente
quando o germânio é o último metal a ser impregnado, por consequência dessa
maior afinidade da platina em relação ao rênio, o terceiro metal presente no
catalisador tem uma menor perda de elétrons. Em decorrência disso, pode-se
observar que na faixa de 2070 cmˉ¹, relativa aos catalisadores os quais o germânio
foi adicionado por último, há uma redução dos valores no gráfico. Numa outra
análise, fazendo um comparativo entre o catalisador Ge-Pt-Re e o monometálico de
platina, observa-se uma menor redução nos valores de absorção, indicando que
nesse caso, a platina interage com os dois metais impregnados.
A Figura 2.10 mostra os resultados obtidos através da análise TPD. A área
abaixo da curva equivale às concentrações dos sítios ácidos do material. Além
disso, o valor máximo de temperatura pode ser usado para avaliar o força dos sítios
ácidos.

31
Figura 2.10: Curvas TPD dos catalisadores trimetálicos (FONTE: adaptado de CARVALHO et al., 2012)
Os resultados da Tabela 2.4 são referentes à acidez do catalisador. É
possível observar que a adição dos metais diminui a temperatura do principal pico
de dessorção de piridina, exceto para os catalisadores Re-Pt-Ge e Ge-Pt-Re. A
partir disso, pode-se concluir que a adição dos metais não aumenta a acidez do
material. Cabe ressaltar que a ordem de adição dos metais não altera
significativamente a força da função ácida.
Tabela 2.4: Análise TPD – area da curva de piridina e temperatura máxima da curva
Catalisador
Análise TPD
Area da curva (adimensional) Temperatura do pico principal (ºC)
Pt-Re-Ge 0,76 215 Pt-Ge-Re 1,00 203 Re-Pt-Ge 0,90 220 Re-Ge-Pt 0,92 208 Ge-Pt-Re 0,83 219 Ge-Re-Pt 0,93 200
(FONTE: CARVALHO et al., 2012)

32
Por outro lado, a função metálica é diretamente afetada pela ordem de adição
dos metais ao suporte (CARVALHO et al., 2012). Uma vez que as reações de
desidrogenação são realizadas pela função metálica, a Tabela 2.5 ilustra os
resultados da conversão de ciclo-hexano. De acordo com CARVALHO et al. (2012),
a desidrogenação do ciclo-hexano são completamente seletivas a formação de
benzeno. Cabe destacar que a atividade do catalisador está ligada à disponibilidade
de metal ativo na superfície do suporte.
Tabela 2.5: Tamanho médio das partículas de metal obtidos pela análise TEM e a conversão de ciclo-hexano de cada catalisador
Catalisador Diâmetro médio (nm) Conversão de ciclo-hexano (%)
Pt-Re-Ge 1,8 9,3 Pt-Ge-Re 2,3 8,2 Re-Pt-Ge 1,6 6,6 Re-Ge-Pt 1,7 7,8 Ge-Pt-Re 2,0 6,2 Ge-Re-Pt 1,5 5,4
(FONTE: CARVALHO et al., 2012)
De acordo com os resultados, CARVALHO et al. (2012) afirma que as
reações de desidrogenação acontecem devido, principalmente, a presença de
átomos de platina na superfície do catalisador, uma vez que o rênio tem pouca
atividade e a atividade do germânio é insignificante. Por consequência disso, os
catalisadores em que a platina foi impregnada antes dos demais metais mostram
maior atividade e seletividade à aromatização.
A Figura 2.11 ilustra os valores de seletividade por reações de aromatização
em função da seletividade por reações de isomerização, corroborando com a
afirmativa de que os catalisadores Pt-Ge-Re e Pt-Re-Ge tem maior seletividade por
formação de compostos aromáticos que os demais. Cabe ressaltar que o catalisador
Ge-Re-Pt é uma exceção, gerada por outras propriedades.

33
Figura 2.11: Reforma do n-octano. Seletividade por isoparafinas em função da seletividade por aromáticos (após 360 minutos) (FONTE: adaptado de CARVALHO et al., 2012)
Por fim, CARVALHO et al. (2012) concluiu que existe sim um alteração nas
propriedades do catalisador dependendo da ordem dos metais impregnados. A
impregnação da platina antes do rênio e do germânio produz um catalisador mais
ativo em reações de desidrogenação de ciclo-hexanos e menos ativo em
hidrogenólise do n-octano. A impregnação do germânio antes dos demais metais faz
com que as interações entre eles sejam maiores, gerando uma maior atividade nas
reações de hidrogenólise e menor nas reações de desidrogenação. E quando se
adiciona o rênio antes dos demais, obtém-se um comportamento intermediário.
Cabe ressaltar que a ordem de adição dos metais não alterou significativamente a
acidez do catalisador.
Num outro estudo, de FÜRCHT et al. (2002), foi utilizado um catalisador
bimetálico de platina e estanho, suportado em γ-alumina preparado utilizando o
método de impregnação. Outros quatro metais foram utilizados, sendo
individualmente adicionados por impregnação, ao metal base para fins de
comparação. Suas porcentagens mássicas estão apresentadas na Tabela 2.6.
34
Tabela 2.6: Concentração mássica de cada metal dos catalisadores
Catalisadores Massa (%)
Pt-Sn Pt 0,28 Sn 0,18
Pt-Sn-Sn Pt 0,28
Sn 0,22
Pt-Sn-Ir Pt 0,28 Sn 0,18 Ir 0,23
Pt-Sn-Au Pt 0,28 Sn 0,18 Au 0,19
Pt-Sn-Pd Pt 0,28 Sn 0,18 Pd 0,21
(FONTE: adaptado de FÜRCHT et al. 2002)
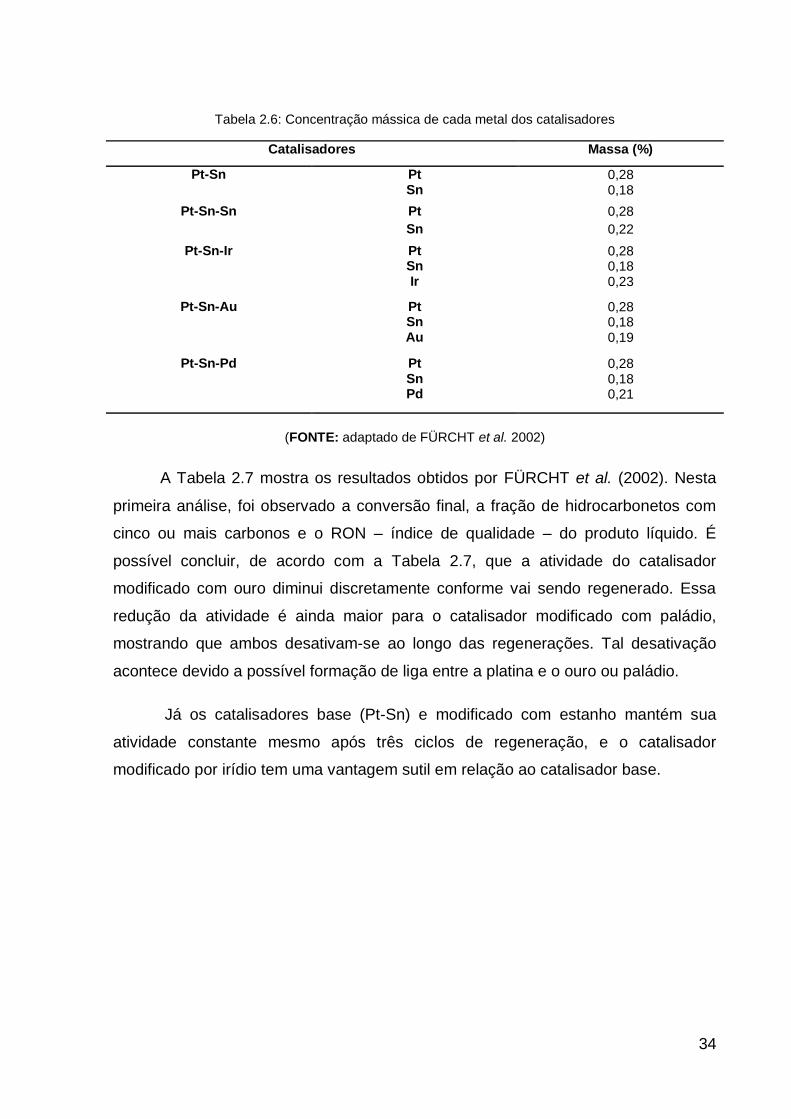
A Tabela 2.7 mostra os resultados obtidos por FÜRCHT et al. (2002). Nesta
primeira análise, foi observado a conversão final, a fração de hidrocarbonetos com
cinco ou mais carbonos e o RON – índice de qualidade – do produto líquido. É
possível concluir, de acordo com a Tabela 2.7, que a atividade do catalisador
modificado com ouro diminui discretamente conforme vai sendo regenerado. Essa
redução da atividade é ainda maior para o catalisador modificado com paládio,
mostrando que ambos desativam-se ao longo das regenerações. Tal desativação
acontece devido a possível formação de liga entre a platina e o ouro ou paládio.
Já os catalisadores base (Pt-Sn) e modificado com estanho mantém sua
atividade constante mesmo após três ciclos de regeneração, e o catalisador
modificado por irídio tem uma vantagem sutil em relação ao catalisador base.

35
Tabela 2.7: Conversão, Fração de C5+ e RON do líquido produzido em cada ciclo do catalisador
Catalisador Número de regenerações
Conversão (%) Fração de C5+ (%)
RON
Pt-Sn/Suporte
0 96,4 73,5 96 1 98,0 76,2 99 2 97,6 79,1 99 3 95,7 76,3 98
Pt-Sn-Sn/Suporte
0 96,7 76,9 98 1 97,1 79,5 98 2 96,0 76,7 95 3 95,8 75,0 97
Pt-Sn-Ir/Suporte
0 98,3 75,1 98 1 97,7 77,8 98 2 97,6 80,6 99 3 97,4 79,0 100
Pt-Sn-Au/Suporte
0 97,1 78,9 98 1 96,1 78,8 98 2 94,1 77,2 95 3 89,8 82,0 95
Pt-Sn-Pd/Suporte
0 94,0 72,5 95 1 94,3 71,3 95 2 86,9 69,5 93 3 69,6 65,8 93
(FONTE: FÜRCHT et al. 2002)
Levando em conta o fator seletividade, observando a Tabela 2.8, pode-se
concluir que, enquanto o catalisador base se mantém constante após os três
reciclos, há uma alteração na seletividade tanto no catalisador modificado com ouro,
quanto no modificado com paládio. Esse fato pode ser explicado pela possível
mudança na dispersão dos metais sobre a superfície do suporte e pela formação de
liga entre os metais, como dito anteriormente. Já o catalisador modificado com
estanho, mantém sua seletividade bem próxima ao catalisador base, e o modificado
com irídio, mostra-se levemente mais seletivo à formação de aromáticos.

36
Tabela 2.8: Composição do produto em função do tipo de hidrocarboneto ao longo da regeneração
Catalisador Número de regenerações
Parafinas (%)
Isoparafinas (%)
Naftênicos (%)
Aromáticos (%)
Olefinas (%)
Pt-Sn/Sup
0 8,6 31,6 1,4 57,4 1,0 1 7,2 31,6 0,6 59,9 0,8 2 7,0 27,5 1,2 63,6 0,7 3 6,6 32,2 1,6 58,9 0,7
Pt-Sn-Sn/Sup
0 7,9 30,9 1,1 59,1 0,9 1 6,7 27,7 1,3 63,5 0,8 2 8,3 36,9 2,0 51,9 0,9 3 7,0 33,7 1,8 56,7 0,9
Pt-Sn-Ir/Sup
0 8,5 25,1 1,0 64,4 1,0 1 7,8 26,9 1,2 63,2 1,0 2 6,9 27,2 1,1 64,1 0,7 3 6,5 25,3 1,1 66,5 0,7
Pt-Sn-Au/Sup
0 7,3 27,0 0,5 64,5 0,7 1 6,9 29,2 1,6 61,6 0,8 2 8,1 38,4 1,9 50,6 1,0 3 6,2 42,2 2,3 48,6 0,7
Pt-Sn-Pd/Sup
0 9,6 33,5 2,1 53,1 1,7 1 7,9 36,7 2,3 52,5 0,7 2 8,7 40,8 4,8 44,7 1,0 3 11,0 36,4 6,8 43,1 2,7
(FONTE: FÜRCHT et al. 2002)
2.3 – Catalisadores Suportados em Zeólitas
Um Suporte que atualmente vem tendo grande destaque na reforma catalítica
é a zeólita (RIBEIRO, 2005; LUNA e SCHUCHARDT, 2001; SILVESTRE et al.,
2012). Seu bom desempenho se deve à capacidade em adsorver gases vapores e
líquidos, além da habilidade de catalisar reações químicas. Suas características
gerais estão apresentadas na Tabela 2.9.
Tabela 2.9: Características gerais das zeólitas
Diâmetro de poro 2 a 12 Å
Diâmetro de cavidade 6 a 12 Å
Superfície interna Várias centenas de m²/g
Capacidade de adsorção < 0,35 cm³/g
Estabilidade térmica Desde 200 até mais de 1000 ºC
(FONTE: Adaptada de RIBEIRO, 2005)

37
Cabe destacar que, as zeólitas se mantém estáveis quando expostas a
temperaturas mais elevadas, fator importante na reforma catalítica, uma vez que
maiores temperaturas proporcionam um maior aproveitamento do processo. Além
disso, sua estrutura mostra-se altamente promissora, pelo fato desta possuir canais
e cavidades de dimensões compatíveis com grande parte das moléculas de
hidrocarbonetos utilizados como carga no processo de reforma catalítica. Cabe
ressaltar que, tanto a preparação, quanto a caracterização da zeólita, é feita da
mesma forma quando utiliza-se alumina como suporte.
Atualmente, as zeólitas são classificadas como aluminossilicatos, de origem
natural ou sintética, cristalinos formados pela união de tetraedros cujos centros são
constituídos por silício e/ou alumínio ligados por átomos de oxigênio criando assim
uma estrutura tridimensional porosa bem definida, que por consequência origina
uma rede de canais onde o material orgânico se aloja possibilitando a realização das
reações químicas.
A zeólita X, assim como a zeólita Y, faz parte do grupo das faujasitas, ambas
tem estruturas cristalinas idênticas, diferenciadas entre si apenas pela composição e
pelas propriedades físicas e químicas. A grande diferença entre elas está na relação
Si/Al, sendo a da primeira entre 1,0 e 1,5 e da segunda 1,5 e 3,0. Esse baixo valor
de relação Si/Al concede uma maior eficiência na troca iônica, porém, seu
desempenho é menor se tratando da estabilidade térmica. Entretanto, essa baixa
eficiência pode ser suprida, se necessário, subistituindo átomos de silício por de
alumínio.
Recentes estudos (FONSECA et al., 2010; RANGEL et al., 2001; PARERA et
al., 1995; SANTOS et al., 2005; JONGPATIWUT et al., 2003; GUISNET, RIBEIRO,
2004) concluiram que esse material possui um grande potencial em processos
catalíticos como a reforma catalítica, tendo em vista seu grande diâmetro de poro,
que permite a passagem de substrato de cadeias maiores como a carga utilizada na
reforma de nafta. A Tabela 2.10 mostra uma comparação referente ao tamanho dos
poros das zeólitas.

38
Tabela 2.10: Classificação das zeólitas de acordo com o tamanho dos poros
Tamanho de Poro Átomos de O do anel Diâmetro de poro (Å) Zeólitas
Extragrande 18 θ > 9 MCM-9, VPI-5
Grande 12 6 < θ < 9 X, Y, β, Ω
Médio 10 5 < θ < 6 ZSM-5, ZSM-11
Pequeno 8 3 < θ < 5 Erionita, A
(FONTE: adaptado de RIBEIRO, 2005)
Atualmente, tendo em vista as preocupações com o meio ambiente e resíduos
gerados nos diversos tipos de indústrias, buscam-se alternativas para a síntese de
zeólitas utilizando matérias-primas como os resíduos das indústrias de cana e da
extração de lítio.
O bagaço de cana é um resíduo sólido perigoso, gerado em grande
quantidade em usinas de açúcar. A combustão do bagaço de cana em caldeiras,
usadas para vapor e geração de energia elétrica, produz uma quantidade
significativa de um outro resíduo sólido, denominado cinza do bagaço de cana
(SCBA) (BALAKRISHNAN, 2011). Logo, o desenvolvimento de novas formas de
reutilização tem recebido cada vez mais a atenção de pesquisadores
(BALAKRISHNAN, 2011; SHIGEMOTO et al., 1993; JHA et al., 2009).
Cabe destacar que o acúmulo destes resíduos, que são abundantes em
quartzo, pode ser evitado se o mesmo for empregado como fonte de silício. Através
do método de extração por fusão alcalina, partículas de quartzo podem ser
dissolvidas e utilizadas como fonte de silício para síntese de materiais à base de
sílica, tais como as zeólitas. Diferentes tipos de zeólitas, tais como a X
(SHIGEMOTO et al., 1993; JHA et al., 2009), ZSM-5 (CHAREONPANICH et al.,
2004), hidroxisodalita (NASKAR et al., 2011), Na-P1 (INADA et al., 2005; HOLLMAN
et al., 1999; QUEROL et al., 2001; SHIH, CHANG, 1996) e zeólita A (WANG et al.,
2008; TANAKA, 2009), já foram sintetizadas através da aplicação de diversos
métodos de síntese.
Logo, a aplicação deste processo usando SCBA é um procedimento
importante para aumentar o valor agregado da SCBA e evitar a poluição ambiental
causada por estes resíduos.

39
Um outro processo que gera resíduo à base de sílica-alumina em quantidade
elevada é a extração de lítio do mineral espodumênio devido à sua composição e a
não existência de uma aplicação específica, a síntese de zeólitas é uma alternativa
viável para agregar valor a este material.
Neste contexto, serão conduzidos dois estudos de caso referentes à síntese
de zeólitas, tendo como objetivo principal avaliar a possibilidade de aplicação na
reforma catalítica do n-octano.
40
3 – ESTUDO DE CASO
3.1 – Síntese de Zeólitas Utilizando Resíduo Sílico-aluminoso
Proveniente do Processo de Extração de Lítio. BIESEKI, L. et al., 2013
Neste estudo, BIESEKI et al. (2013) utilizaram o resíduo deixado pela
extração de lítio do mineral espodumênio (ou β-espodumênio) como matéria-prima
para obtenção de materiais zeolíticos diferentes, alterando parâmetros como razão
Si/Al, tempo de reação, tempo de envelhecimento, temperatura de reação e adição
de reagentes. Além disso, os autores não usaram qualquer tipo de pré-tratamento
com a finalidade de retirar os compostos mais estáveis. Cabe salientar que o tipo de
zeólita a ser preparado está diretamente ligado ao tipo de resíduo utilizado, uma vez
que ”quanto mais próxima a razão Si/Al do resíduo estiver do material que se busca
sintetizar, menos etapas de pré-tratamento (remoção de compostos indesejáveis) ou
adição de reagentes será necessária” (BIESEKI et al., 2013, p.466-467).
A Figura 3.1 ilustra o processo de síntese da zeólita A (BIESEKI et al., 2013)
– amostra ZA – e algumas alterações no modo de preparo – amostras ZA1 e ZA2 –,
onde as três amostras utilizam uma razão Si/Al = 1. Já a Figura 3.2 exemplifica um
procedimento de síntese que utiliza Si/Al = 3,2. Neste segundo procedimento não foi
adicionado nenhuma fonte de alumínio, sendo utilizado apenas reagentes (NaOH e
H2O) e resíduos. Modificando o tempo de envelhecimento e cristalização, obteve-se
três amostras diferentes: Z3C3, Z3C6 e Z1C9.

41
Figura 3.1: Procedimento de síntese para obtenção das amostras ZA, ZA1 e ZA2, com relação Si/Al = 1 (FONTE: BIESEKI et al., 2013)
Figura 3.2: Procedimento de síntese para obtenção das amostras Z3C3, Z3C6 e Z1C9, com relação Si/Al = 3,2 (FONTE: BIESEKI et al., 2013)

42
Após a etapa de preparação destes materiais, testes para caracterização dos
mesmos foram realizados. Para a análise termogravimétrica (TG) foi utilizado o
equipamento Shimadzu TGA-50 em cadinho de alumina, sob um fluxo de N2 de 50
ml/min, aquecendo a carga a 10 ºC/min até 900 ºC. Já a análise de difração de raio
X (DRX) foi realizada no difratômetro Shimadzu XRD-700, com fonte de radiação Cu
Kα, varredura de 2θ com alcance de 3 a 65º, com passo 0,02º. O teste de DRX foi
realizado nas amostras de partida e nos produtos formados. Por fim, foi feita uma
microscopia eletrônica de varredura (MEV) no microscópio eletrônico Philips XL-30
ESEM para analisar a morfologia e hábito cristalino das fontes de silício e alumínio e
dos produtos formados.
De acordo com a Tabela 3.1, fornecida ao autor pela CBL (Companhia
Brasileira de Lítio), o resíduo tem uma razão Si/Al = 3,2, ou seja, próxima da
requerida para síntese das zeólitas A e Y, Si/Al = 1 e 2,5 respectivamente, fator que
influencia na formação de cristais durante a síntese.
Tabela 3.1: Percentual dos compostos presentes nas amostras de resíduo
Compostos Resíduo sílico-aluminoso (%)
Li2O 1,570 Na2O 1,038 K2O 0,352 P2O5 0,494 CaO 3,018 Al2O3 19,271 Fe2O3 0,882 Mn2O3 0,084 MgO 0,186 SiO2 73,105
(FONTE: BIESEKI et al., 2013)
A Figura 3.3 a) e b) explicita os resultados das análises DRX e MEV do
resíduo, respectivamente. A primeira apresenta dados gráficos das espécies
cristalinas identificadas no material. Já na segunda, é possível observar a
irregularidade na morfologia do mineral, além de indícios de fragmentação. Isso
acontece devido a calcinação do α-espodumênio para geração de β-espodumênio.
Na configuração tetragonal (β) é mais fácil de retirar o lítio a partir de um ataque
químico.

43
Figura 3.3: a) Difratograma de raios X; b) micrografia do resíduo sílico-aluminoso (FONTE: BIESEKI
et al., 2013)
De acordo com a análise termogravimétrica do resíduo ilustrada na Figura
3.4, observa-se uma perda de massa em três intervalos de temperatura: as duas
primeiras ocorrências (entre 22 e 56 ºC e entre 56 e 140 ºC) podem ser explicadas
pela perda de água, além da desidratação do sulfato de cálcio; a terceira (entre 140
e 671 ºC) está relacionada a desidroxilação da brushita.
Figura 3.4: Curvas de termogravimetria (linha continua) e derivada da termogramiteria (linha tracejada) do resíduo sílico-aluminoso (FONTE: BIESEKI et al., 2013)
A Figura 3.5 a) e b) mostra a análise DRX e MEV da amostra ZA. Analisando
o DRX é possível observar reflexões em alguns pontos do gráfico, as quais fazem
referência às fases sodalita (S), quartzo (Q), virgilita (V) e α e β-espodumênio.
Excluindo a primeira, a presença dessas fases no material indicam que as condições

44
aplicadas ao procedimento não foram sufucientes para dissolução das mesmas.
Porém, a presença de quartzo no material já era esperada, pois o mesmo se
caracteriza por ser uma fase muito estável, sendo necessária a realização de uma
fusão alcalina antes da síntese.
Figura 3.5: a) Difratogramas de raios X da amostra ZA, resíduo;b) micrografia da amostra ZA. As fases na síntese ZA são indicadas pelas letras (S) sodalita, (A) zeólita A, (V) virgilita, (β) β-
espodumênio, (α) α-espodumênio e (Q) quartzo (FONTE: BIESEKI et al., 2013)
Analisando a micrografia, observa-se que a formação dos cristais de sodalita
surgem a partir da superfície do resíduo, além disso, também é possível enxergar o
início da formação da estrutura da zeólita A quando se observa as reflexões
características da mesma na análise DRX. Portanto, conclui-se que, caso processos
de pré-tratamento tivessem sido realizados, uma maior quantidade de substrato teria
se dissolvido e, por conseguinte, a zeólita A seria formada em maior quantidade.
(BIESEKI et al., 2013).
A produção da amostra ZA1, em relação a primeira amostra, teve modificação
apenas na terceira etapa do procedimento, que consistiu no aumento do tempo de
agitação da mistura e também da temperatura. Essa alteração gerou uma maior
dissolução de silício e alumínio, fato que também foi observado em trabalhos
anteriores, nos quais a cinza de carvão mineral foi usada como fonte na preparação
da zeólita A (BIESEKI et al., 2013 apud WANG et al., 2008). Em consequência
disso, a relação Si/Al ficou próxima de 1, valor que propicia à formação de cristais de
zeólita A. A Figura 3.6 relaciona os resultados das análise DRX e MEV e ilustra a
formação dos cristais de cada fase.

45
Figura 3.6: a) Difratogramas de raios X e micrografias das amostras ZA1 (b) e ZA2 (c) sintetizadas utilizando resíduo sílico-aluminoso. As fases são identificadas como: (A) zeólita A, (P) zeólita NaP, (S)
sodalita, (Q) quartzo e (α) α-espodumênio (FONTE: adaptado de BIESEKI et al., 2013)
Além disso, a Figura 3.6 mostra também as análises DRX e MEV da amostra
ZA2. Nessa amostra existe a presença da zeólita NaP, uma fase mais estável do
que as demais já citadas. Esse fato pode ser explicado pelo elevado tempo de
cristalização ao qual a amostra foi submetida, uma vez que quanto maior o tempo de
cristalização, mais estável será o material, porém, geram também menores
tamanhos de poros.
As amostras obtidas utilizando um resíduo com relação Si/Al = 3,2, tiveram
em comum a formação da fase zeólita NaP1, uma estrutura muito estável que foi
favorecida pelos longos tempos de síntese. As Figuras 3.7, 3.8 e 3.9 mostram os
resultados dos difratogramas e micrografias das amostras Z3C3, Z3C6 e Z1C9.

46
Figura 3.7: Difratograma de raios X e micrografia da amostra Z3C3 (FONTE: adaptado de BIESEKI et
al., 2013)
Figura 3.8: Difratograma de raios X e micrografia da amostra Z3C6 (FONTE: adaptado de BIESEKI et al., 2013)
Figura 3.9: Difratograma de raios X e micrografia da amostra Z1C9 (FONTE: adaptado de BIESEKI et
al., 2013)

47
Foi realizado um procedimento de lavagem e filtração da amostra Z3C3 após
a síntese e foram obtidos dois produtos: Z3C3 (leve) e Z3C3 (pesada). Esses
produtos tiveram em comum a presença exclusiva da fase zeólita NaP1 tendo
apenas o quartzo como fração indesejada. Cabe ressaltar que, o quartzo pode ser
separado do material após a síntese usando a decantação ou flotação a fim de obter
uma menor quantidade desta fase presente no produto final.
Interessante destacar que, em comparação com o resíduo de partida, foi
recuperado aproximadamente 2,21% do lítio através da água de síntese das
amostras Z3C6 e Z1C9. Isso significa que boa parte do lítio pode estar presente no
material zeolítico do resíduo agindo como cátion de compensação do mesmo.
Por fim, conclui-se que o resíduo da extração de lítio pode ser utilizado como
fonte para síntese de zeólitas, não se fazendo necessário um pré-tratamento. A
variação dos parâmetros da síntese é suficiente para uma maior dissolução das
fases indesejadas a fim de tornar a estrutura mais homogênea, lembrando que
apenas foi possível a formação de uma única fase zeolítica (NaP1), sendo o quartzo
uma impureza, quando o tempo de cristalização foi maior. Porém, no cenário em que
o tempo de cristalização foi muito elevado, houve a formação de uma segunda fase
(sodalita).
3.2 – Synthesis of Zeolite NaA from Sugarcane Bagasse Ash. MOISÉS, M.
P. et al., 2013
Neste estudo, MOISÉS et al. (2013) utilizaram a cinza do bagaço de cana,
resíduo deixado pela queima da cana-de-açúcar para geração de combustível, como
matéria-prima para síntese de zeólita NaA, onde o sódio (Na) é o cátion de
compensação. Esse procedimento foi realizado em duas etapas: a primeira consiste
num pré-tratamento com intuito de dissolver o quartzo presente no material através
do método de extração por fusão alcalina (extração de silício); a segunda, um
tratamento hidrotérmico para o processo de cristalização da zeólita A.
O primeiro passo do processo de síntese foi o aquecimeno da cinza a 20
ºC/min até atingir 600 ºC em um forno horizontal e sob pressão atmosférica.
Atingindo essa temperatura, a cinza foi mantida a essas condições durante 4 horas
(SCBA600). Em seguinda, foi misturado homogeneamente 30 gramas do produto do

48
aquecimento com 45 gramas de NaOH mantendo assim uma razão de 1,5
NaOH/SCBA600. A mistura foi então aquecida a 550 ºC durante 40 minutos em um
recipiente de níquel. A mistura fundida resultante foi então dissolvida em 1 litro de
água destilada, e em seguida 1 litro de uma solução de aluminato de sódio com 0,48
mol/l foi adicionado à solução de silícato. A solução de 2 litros resultante tinha razão
molar de 2SiO2:1Al2O3:4Na2O:480H2O, e foi divida em 10 reatores (0,2 litros cada)
de polipropileno mantidos a 80 ºC em períodos de cristalização diferentes (1, 3, 6,
16, 25, 44, 72, 96, 136 e 160 horas). O sólido foi filtrado, lavado com água destilada
e secado a 100 ºC ao longo de uma noite.
Ao fim do processo de cristalização, foram realizadas análises de cada
material. Para a caracterização da SCBA foram realizadas análises granulométrica e
termogravimétrica (TGA). Além disso, foram realizadas também análises de
Fluorescência de Raios X (FRX) utilizando o equipamento Rigakum modelo ZSX
mini II com tubo de paládio foi realizada para detalhar as estruturas da SCBA e
SCBA600. Os produtos de cada período de cristalização foram caracterizados
através da espectroscopia infra-vermelha (FTIR), com o equipamento Bomem-
Michelson MB-100 com resolução de 4 cmˉ¹ usando o método do disco KBr; análise
DRX usando o Shimadzu modelo XRD-6000 operando a 40 kV e 40 mA, com fonte
de radiação Cu Kα, varredura de 2θ, num intervalo de 10 a 60º; e uma análise SEM
(scanning electron microscopy) através de um Shimadzu SSX-550 Superscan.
Os resultados das análises de granulometria e TGA – SCBA – e a análise
DRX – SCBA e SCBA600 – estão explicitados na Figura 3.10.
49
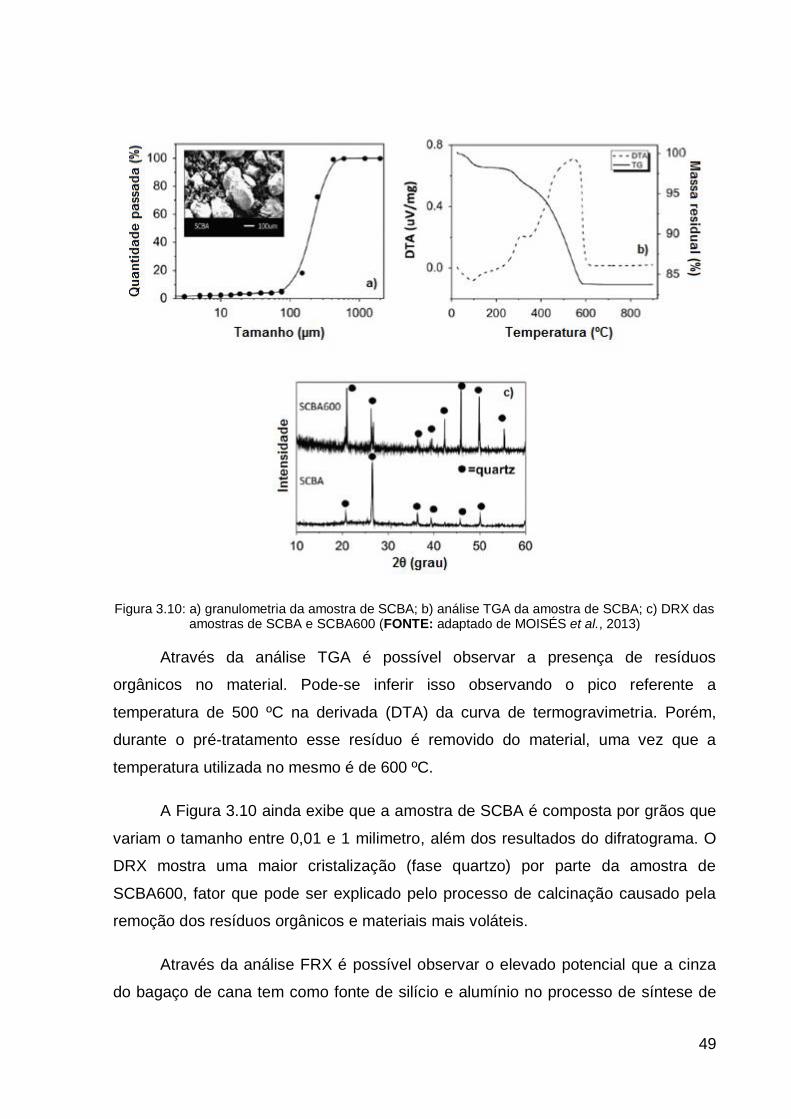
Figura 3.10: a) granulometria da amostra de SCBA; b) análise TGA da amostra de SCBA; c) DRX das amostras de SCBA e SCBA600 (FONTE: adaptado de MOISÉS et al., 2013)
Através da análise TGA é possível observar a presença de resíduos
orgânicos no material. Pode-se inferir isso observando o pico referente a
temperatura de 500 ºC na derivada (DTA) da curva de termogravimetria. Porém,
durante o pré-tratamento esse resíduo é removido do material, uma vez que a
temperatura utilizada no mesmo é de 600 ºC.
A Figura 3.10 ainda exibe que a amostra de SCBA é composta por grãos que
variam o tamanho entre 0,01 e 1 milimetro, além dos resultados do difratograma. O
DRX mostra uma maior cristalização (fase quartzo) por parte da amostra de
SCBA600, fator que pode ser explicado pelo processo de calcinação causado pela
remoção dos resíduos orgânicos e materiais mais voláteis.
Através da análise FRX é possível observar o elevado potencial que a cinza
do bagaço de cana tem como fonte de silício e alumínio no processo de síntese de
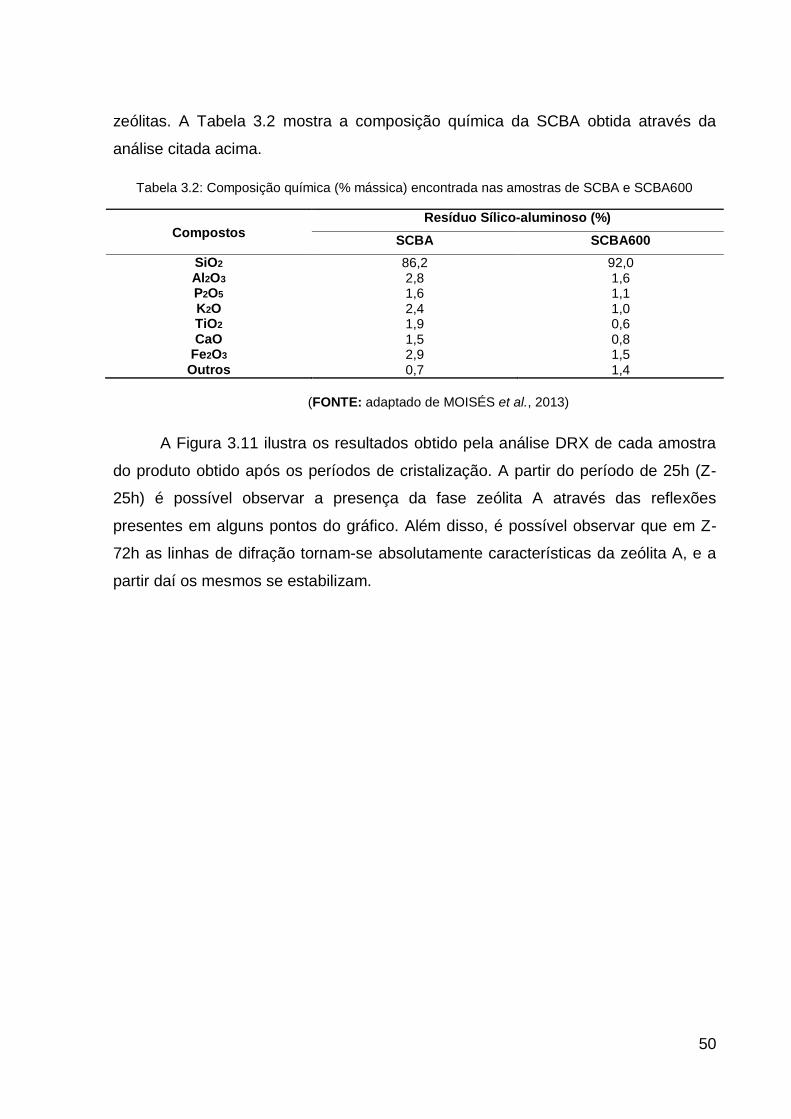
50
zeólitas. A Tabela 3.2 mostra a composição química da SCBA obtida através da
análise citada acima.
Tabela 3.2: Composição química (% mássica) encontrada nas amostras de SCBA e SCBA600
Compostos
Resíduo Sílico-aluminoso (%)
SCBA SCBA600
SiO2 86,2 92,0 Al2O3 2,8 1,6 P2O5 1,6 1,1 K2O 2,4 1,0 TiO2 1,9 0,6 CaO 1,5 0,8
Fe2O3 2,9 1,5 Outros 0,7 1,4
(FONTE: adaptado de MOISÉS et al., 2013)
A Figura 3.11 ilustra os resultados obtido pela análise DRX de cada amostra
do produto obtido após os períodos de cristalização. A partir do período de 25h (Z-
25h) é possível observar a presença da fase zeólita A através das reflexões
presentes em alguns pontos do gráfico. Além disso, é possível observar que em Z-
72h as linhas de difração tornam-se absolutamente características da zeólita A, e a
partir daí os mesmos se estabilizam.

51
Figura 3.11: Difratogramas de raio-x das amostras da síntese de zeólitas em diferentes períodos de tempo (FONTE: adaptado de MOISÉS et al., 2013)
Analisando os resultados da espectroscopia FTIR da cristalização em
diferentes períodos de tempo ilustrado na Figura 3.12 em conjunto com os
resultados da análise DRX, é possível observar a existência da potencial
zeolitização do material desde de Z-1h, uma vez que as bandas na região entre
1200 e 400 cmˉ¹ no teste FTIR sugerem a presença da fase zeólita A no produto.
Além disso, observa-se um padrão no material precursor da zeólita A, na faixa de
870 cmˉ¹, relativo à ligação T–OH, onde T pode ser atómos de silício ou alumínio.
Esse padrão some de acordo com que a amostra se torna mais cristalina (MOISÉS
et al., 20013 apud DECOTTIGNIES et al., 1978).

52
Figura 3.12: Espectroscopia FTIR mostrando a evolução da síntese de zeólitas para diferentes períodos de tempo (FONTE: adaptado de MOISÉS et al., 2013)
O padrão demonstrado na faixa de 1001 cmˉ¹ se refere a vibração interna
(estiramento assimétrico) da molécula SiO3/AlO3. Esse padrão se altera conforme o
tempo, tornando-se mais estreito e fino. Isso indica que conforme o material amorfo
se transforma na estrutura da zeólita A, as ocorrências desse estiramento diminuem.
O sinal obtido na faixa de 671 cmˉ¹ está ligado também à vibração interna da
mesma molécula, porém, esse padrão é característico de estiramentos simétricos.
Já o padrão obtido no ponto 467 cmˉ¹ faz reverência às vibrações de dobramento do
mesmo material. Após Z-44h os sinais se estabilizam e permanecem constante.

53
A Figura 3.13 mostra as imagem de cada período de tempo obtidas pela
análise SEM. Pode-se observar a estrutura da zeólita A bem definida a partir de 72h
de síntese (Z-72h), estando assim em concordância com os resultados do
difratograma (DRX) e da espectroscopia (FTIR). Ao final da síntese (Z-160h) pode-
se observar particulas com 2,44 μm aproximadamente. Além disso, a razão Si/Al do
material é de 1:1, característica principal da zeólita A.
Figura 3.13: micrografia SEM da síntese das zeólitas em diferentes períodos de tempo (FONTE:
MOISÉS et al., 2013)
Portanto, a utilização da cinza do bagaço de cana como fonte para síntese
hidrotérmica de zeólita A é possível, contudo, o estudo mostrou que deve ser

54
realizada uma dissolução do quartzo presente no material através do método de
extração por fusão alcalina.
3.3 – Considerações e Comparações
A fim de comparação de rendimentos, foi usado o estudo de RIBEIRO (2005),
que propôs uma formulação de um modelo cinético para a reforma catalítica do n-
octano utilizando a zeólita L, na sua forma potássica (K), obtida sinteticamente. Nele,
a autora utilizou das mesmas caracterizações usadas nos estudos de caso para
definir as propriedades do material. A Tabela 3.3 mostra a composição química da
zeólita KL antes e depois da impregnação, obtida a partir da espectrometria de raio-
x.
Tabela 3.3: Composição química das amostras: zeólita KL e catalisador 0,7% Pt/HKL
Amostra
Composição Química (%)
SiO2 Al2O3 K2O TiO2 Fe2O3 CuO ZrO2 SiO2/Al2O3
Zeólita (KL) 46,64 17,92 34,33 0,18 0,15 0,04 0,03 2,60 0,7%Pt/HKL 59,96 25,00 13,41 0,15 0,20 0,10 0,03 2,40
(FONTE: RIBEIRO, 2005)
Analisando os valores de composição química apresentados anteriormente na
Tabela 3.3, observa-se que o resíduo utilizado no estudo de BIESEKI et al. (2013)
tem alta porcentagem mássica de silício e alumínio, assim como na zeólita utilizada
no estudo de RIBEIRO (2005). No estudo de MOISÉS et al. (2013), as porcentagens
mássicas de SiO2 e Al2O3 são ainda maiores. Além disso, os valores da razão Si/Al
do matérial obtido pós síntese tanto no estudo de caso 1, quanto no estudo de caso
2, são bem próximos dos valores da razão Si/Al da zeólita KL, o que mostra um
grande potencial na utilização dos mesmos para a síntese de zeólitas. A partir
dessas observações, considerando a composição química como parâmetro, pode-se
concluir que a utilização da SCBA se mostra mais eficiente na obtenção de zeólitas
uma vez que esse material tem maior porcentagem de sílicio em sua composição.
No estudo de caso 1, somente foi possível obter um material com fase
zeolítica homogênea: zeólita NaP1; já no estudo de caso 2 foi possível obter a
zeólita NaA. A zeólita L usada no estudo de RIBEIRO (2005) tem como
característica a presença de poros unidimensionais de abertura de 0,71nm

55
interligados por canais de 0,48 x 1,24 x 1,07 nm (RIBEIRO, 2005 apud KO e AHN,
1999). Na pesquisa de MOISÉS et al. (2013), obteve-se zeólita A com partículas de
tamanho de 2,44 μm. Já a zeólita NaP1 obtida por BIESEKI et al. (2013) se
caracteriza por ter um tamanho menor, o que a confere maior estabilidade na
utlização em processos catalíticos.
Nesse caso, deve ser feita uma avaliação da temperatura que será utilizada
no processo antes de selecionar o tipo de zeólita mais indicado. Para processos de
refino que necessitam temperaturas mais elevadas, a zeólita NaP1 é mais indicada,
pelo fato de que sua cristalinidade não será modificada e sua estrutura continuará
inalterada. Cabe destacar que mesmo a zeólita A sendo menos estável, essa
suporta temperaturas de processo muito elevadas, acima inclusive da utilizada na
reforma de n-octano.
Porém, levando em consideração o tamanho das partículas e,
consequentemente, o tamanho dos poros e canais da zeólita NaP1, a utilização da
mesma na reforma do n-octano pode não ser a mais indicada, pois seus canais
podem não ser compatíveis com o tamanho da molécula desses hidrocarbonetos,
uma vez que as partículas de C8+ devem ficar alojadas no interior dos canais do
suporte para um melhor rendimento das reações. Sendo assim, a zeólita A torna-se
mais viável para esse processo catalítico.
Portanto, mesmo com maiores custos relativos ao uso do método de extração
por fusão alcalina como pré-tratamento, a zeólita obtida no estudo de MOISÉS et al.
(2013) se mostrou mais vantajosa na aplicação à reforma catalítica do n-octano.
Uma possível solução para otimizar o estudo realizado por BIESEKI et al. (2013)
pode estar atrelada a adição de uma etapa de tratamento antecedendo o
procedimento de síntese da zeólita, uma vez que essa etapa pode direcionar à
geração de zeólitas com maior aplicabilidade aos processos de refino.

56
4 – CONCLUSÃO
Em resumo:
Quanto mais próximo o valor da razão Si/Al da matéria-prima for da zeólita
que se busca sintetizar, menos etapas de pré-tratamento precisarão ser
realizadas;
Os compostos presentes na composição química tanto da SCBA, quanto no
resíduo do mineral espodumênio, tem porcentagens mássicas muito baixas,
consequentemente, não tem influência significativa na composição final das
zeólitas;
Através da análise DRX, é possível enxergar a presença de diversas fases
cristalinas no resíduo, ricas em silício e alumínio. Algumas dessas fases são
altamente estáveis, e, nesses casos, a realização de um pré-tratamento,
método de extração por fusão alcalina por exemplo, deve ser aplicado para
que essas fases sejam dissolvidas, proporcionando uma maior quantidade de
silício e alumínio disponível;
As amostras ZA, ZA1 e ZA2 do estudo de BIESEKI et al. (2013) tiveram como
partida a mesma razão Si/Al, alterando somente a preparação;
O processo de síntese da zeólita A tendo o resíduo da extração de lítio do
mineral espodumênio como matéria-prima, não alcançou um resultado
esperado, pois sua estrutura não ficou homogênea. Um maior tempo de
envelhecimento e cristalização são possíveis soluções para que só a fase
zeolítica seja obtida, com uma morfologia bem definida;
Na amostra ZA1 houve uma maior dissolução das fases mais estáveis, devido
ao aumento do tempo de agitação da mistura e da temperatura, mas não o
suficiente para formação de uma estrutura zeolítica do tipo A homogênea;
A amostra ZA2 exibiu a presença da fase zeolítica NaP, uma fase mais
estável que a zeólita A. Isso pode ser explicado pela aplicação de um tempo
de cristalização maior que as demais amostras;
Quanto maior o tempo de cristalização, mais o material se torna estável, e,
consequentemente, menores serão as partículas da estrutura, resultando em
poros e canais com diâmetros menores;

57
As amostras Z3C3, Z3C6 e Z1C9, obtidas também no estudo de BIESEKI et
al. (2013), tiveram como partida a mesma razão Si/Al, alterando somente a
preparação;
Todas essas amostras tiveram em comum a presença da zeólita NaP1,
observado pelas respectivas análise DRX. O que indica que utilizando
matéria-prima com razões Si/Al mais elevadas, geram estruturas mais
estáveis, porém, com partículas menores;
As amostras Z3C3 (leve) e (pesada) exibiram a formação de uma estrutura
homogênea, sendo a zeólita NaP1 fase exclusiva e quartzo uma impureza.
Esse resíduo indesejável pode ser separado do material realizando uma
decantação ou flotação;
Pôde ser recuperado cerca de 2,21% do lítio pela água de síntese das
amostras Z3C6 e Z1C9, em relação ao mineral de partida. Isso mostra que o
lítio está inserido na estrutura zeolítica, ao que tudo indica, como cátion de
compensação;
Na síntese de zeólita NaA a partir da cinza do bagaço de cana do estudo de
MOISÉS et al. (2013), foi realizado um pré-tratamento, para que uma maior
eficiência fosse atingida;
A calcinação causada pela remoção dos resíduos orgânicos gera uma maior
presença de quartzo na matéria-prima (SCBA600). Portanto, gera uma maior
disponibilidade de silício e alumínio;
As análises DRX, FTIR e MEV, realizadas na amostra preparada a partir da
SCBA600, mostram que o pré-tratamento (extração por fusão alcalina)
direcionou e otimizou a preparação da estrutura para que pudesse ser obtida
a zeólita A da maneira mais homogênea possível;
No estudo de MOISÉS et al. (2013), obteve-se uma morfologia bem definida e
partículas de zeólita A com aproximadamente 2,44 µm;
Fazendo uma comparação com o estudo de RIBEIRO (2005), concluiu-se que
a zeólita A, obtida a partir da cinza do bagaço de cana, têm características,
principalmente tamanho de poro e canais, mais adequadas para utilização
como suporte na reforma catalítica do n-octano;
Apesar do alto custo dos processos de pré-tratamento de resíduos, esses se
fazem necessários, visto que, com isso, há um maior rendimento do processo,

58
o que agrega mais valor ao resíduo poluente, tornando o mesmo utilizavél,
sem que haja necessidade de descartá-lo no ambiente e, por consequência,
prejudicando-o.
Este trabalho analisou, através de estudos de caso, se resíduos sólidos
prejudiciais ao ambiente que são deixados por processos industriais, podem ser
usados como fontes de silício e alumínio, para síntese de zeólitas com
características adequadas para utilização na reforma catalítica do n-octano. Nele foi
possível concluir que a cinza do bagaço de cana e o resíduo deixado pela extração
do lítio do mineral espodumênio podem ser utilizados na produção de zeólitas,
sendo o primeiro um processo mais eficiente, uma vez que ambos os resíduos são
ricos em sílica e alumina; e, ainda, que as configurações do processo de síntese
utilizadas, unido às variações de parâmetros como tempo de cristalização e tempo
de envelhecimento, podem interferir nas características que serão encontradas nas
zeólitas produzidas.
59
REFERÊNCIAS BIBLIOGRÁFICAS
ANCHEYTA, J. Modeling and Simulation of Catalytic Reactors for
Petroleum Refining, John Wiley & Sons, Inc., Hoboken, New Jersey 2011
BALAKRISHNAN, M.; BATRA, V. S. Valorization of solid waste in
sugar factories with possible applications in India : A review, Elsevier, Journal of
Environmental Management, v. 92, p.2886-2891, 2011
BIESEKI L., RIBEIRO D. B., SOBRINHO E. V., MELO D. M. A.,
PERGHER S. B. C. Síntese de Zeólitas Utilizando Resíduo Sílico-aluminoso
Proveniente do Processo de Extração de Lítio, Associação Brasileira de
Cerâmica, v. 59, p. 466-472, Natal, 2013
BRASIL, N. I.; ARAÚJO, M. A. S.; DE SOUSA, E. C. M.
Processamento de Petróleo e Gás, LTC, Rio de Janeiro, 2011
CARVALHO, L. Avaliação do Desempenho de Catalisadores do
Tipo Pt-Re-Sn/Al2O3 na Reforma do n-Octano, Projeto de Pós-Graduação,
Universidade Federal da Bahia, Salvador, 2003
CARVALHO, L. S.; CONCEIÇÃO, K. C. S.; MAZZIERI, V. A.; REYES,
P.; PIECK, C. L.; RANGEL, M. C. Pt-Re-Ge/Al2O3 Catalysts for n-Octane
Reforming: Influence of the Order of Addittion of the Metal Precursors, Elsevier,
Applied Catalysis A: General, v. 419–420, p. 156–163,2012
CHAREONPANICH, M.; NAMTO, T.; KONGKACHUICHAYA, P.;
LIMTRAKUL, J. Synthesis of ZSM-5 Zeolite from Lignite Fly Ash and Rice Husk
Ash, Elsevier, Fuel Processing Technology, v. 85, p. 1623–1634, 2004
DECOTTIGNIES, M.; PHALIPPOU, J.; ZARZYCKI, J. Synthesis of
Glasses by Hot-Pressing of Gels, Springer, Journal of Materials Science, v. 13, p.
2605–2618, 1978

60
FONSECA, J. S. L.; JÚNIOR, A. C. F.; GRAU, J. M.; RANGEL, M. C.
Ethylbenzene Production over Platinum Catalysts Supported on Modified KY
Zeolites, Elsevier, Applied Catalysis A: General, v. 386, p. 201-210, 2010
FÜRCHT, A.; TUNGLER, A.; SZABÓ, S. n-Octane Reforming Over
Modified Catalysts: Effect of Regeneration on the Catalyst Performance,
Akadémiai Kiadó, Budapest, 2002
GUISNET, M.; RIBEIRO, F. R. Zeólitos: um nanomundo ao serviço
da catálise, Fund. Calouste Gulbenkian, Lisboa, 2004.
HILDEBRANDO, E. A.; ANGÉLICA, R. S.; NEVES, R. F.;
VALENZUELA-DIAZ, F. R. Síntese de Zeólita do Tipo Faujasita a Partir de um
Rejeito de Caulim, Associação Brasileira de Cerâmica, São Paulo, 2012
HILDEBRANDO, E. A. Síntese de Zeólita do Tipo Faujasita
Utilizando Rejeito de Caulim da Amazônia como Fonte de Silício e Alumínio:
Aplicação como Adsorvente, Projeto de Doutorado, São Paulo, 2012
HOLLMAN, G. G.; STEENBRUGGEN, G.; JANSSEN-JURKOVIČOVÁ,
M. A Two-step Process for The Synthesis of Zeolites from Coal Fly Ash,
Elsevier, Fuel, v. 78, p. 1225-1230, 1999
INADA, M.; EGUCHI, Y.; ENOMOTO, N.; HOJO, J. Synthesis of
Zeolite from Coal Fly Ashes with Different Silica–alumina Composition,
Elsevier, Fuel, v. 84, p. 299-304, 2005
JHA, V. K.; NAGAE, M.; MATSUDA, M; MIYAKE, M. Zeolite Formation
from Coal Fly Ash and Heavy Metal Ion Removal Characteristics of Thus-
obtained Zeolite X in Multi-Metal Systems, Elsevier, Journa of Environmental
Management, v. 90, p. 2507-2514, 2009

61
JONGPATIWUT, S.; TRAKARNROEK, S.; RIRKSOMBOON, T.;
OSUWAN, S.; RESASCO, D. E. n-Octane aromatization on Pt-containing non-
acidic large pore zeolite catalysts, Catalysis Letter, v. 100, p. 7–15, 2005
KO, Y. S.; AHN, W. S. Synthesis and Characterization of Zeolite L,
Bulletin of the Korean Chemical Society, v. 20, n. 2, p. 1–6, Korea, 1999.
LUNA, F. J.; SCHUCHARDT, U. Modificação de Zeólita para Uso em
Catálise, Química Nova, v. 24, n. 6, p. 885-892, 2001
MOISÉS, M. P.; DA SILVA, C. T. P.; MENEGUIN, J. G.; GIROTTO, E.
M.; RADOVANOVIC, E. Synthesis of Zeolite NaA from Sugarcane Bagasse Ash,
Elsevier, 2013
NASKAR, M. K.; KUNDU, D.; CHATTERJEE, M. Coral-like Hydroxy
Sodalite Particles from Rice Husk Ash as Silica Source, Elsevier, Materials
Letters,v. 65, p. 3408–3410, 2011
PARERA, J. M.; FÍGOLI, N. S.; ANTOS, G. J.; AITANI, A. M. Catalytic
Naphtha Reforming: Science and Technology, Marcel Dekker Inc., New York, p.
C. 3, 1995
QUEROL, X.; UMAÑA, J. C.; PLANA, F.; ALASTUEY, A.; LOPEZ-
SOLER, A.; MEDINACELI, A.; VALERO, A.; DOMINGO, M. J.; GARCIA-ROJO, E.
Synthesis of Zeolites from Fly Ash at Pilot Plant Scale. Examples of Potential
Applications, Elsevier, Fuel, v. 80, p. 857–865, 2001
RANGEL, M.C.; PIECK, C.L.; PECCHI, G.; FÍGOLI, N.S.; REYES, P.
Effect of The Solvent Used During Preparation on The Properties of Pt/Al2O3
and Pt−Sn/Al2O3 Catalysts, Ind. Eng. Chem. Res., v. 40, p. 5557–5563, 2001

62
RINGO, R. T.; PERGHER, S. B. C.; PETKOWICZ, D. I.; SANTOS, J. H.
Z. Um Novo Procedimento de Síntese da Zeólita A Empregando Argilas
Naturais, Química Nova, vol 32, n 1, São Paulo, 2009
RIBEIRO, O. M. S. Desenvolvimento de um Modelo Cinético para a
Reforma Catalítica do N-Octano Sobre o Catalisador Pt/L, Projeto de Graduação,
Universidade Federal de Campina Grande, Campina Grande, 2005
RODRIGUES, C. M. Desenvolvimento de Modelo Matemático do
Sistema Reacional de Uma Unidade Industrial de Reforma Catalítica de Nafta
Com Leito Móvel, Projeto de Mestrado, Universidade de São Paulo, São Paulo,
2014
SANTOS, M. C. S.; GRAU, J. M.; PIECK, C. L.; PARERA, J. M.;
FIERRO, J. L. G.; FIGOLI, N. S.; RANGEL, M. C. The Effect of the Addition of Re
and Ge on the Properties of Pt/Al2O3, Catalysis Letter, v.103, p. 229–237, 2005
SENA, R. S. F. Estudo da Síntese de Zeólitas Tipo A, X e Sodalita
Empregando Reatores Vítreos: Análise dos Métodos Dinâmico e Estático de
Síntese a Partir de Caulim Residual da Região Amazônica, Projeto de Pós-
Graduação, Belém, 2013
SHIGEMOTO, N.; HAYASHI, H.; MIYAURA, K. Selective Formation of
NaX Zeolite from Coal Fly Ash by Fusion with Sodium Hydroxide Prior to
Hydrothermal Reaction, Journal of Materials Science, v. 28, p. 4781-4786, 1993
SHIH, W. H.; CHANG, H. L. Conversion of Fly Ash into Zeolites for
Ion-exchange Applications, Materials Letters, v. 28, p. 263-268, 1996
SILVESTRE, A. H. O; VIEIRA, E. B.; BARRETO, L. S. Importância das
Zeólitas na Indústria do Petróleo e no Craqueamento em Leito Fluidizado (fcc),
Bolsista de Valor, v. 2, n. 1, p. 63-75, 2012

63
TANAKA, H.; FUJII, A. Effect of Stirring on The Dissolution of Coal
Fly Ash and Synthesis of Pure-Form NaA and X Zeolites by Two-Step Process,
Elsevier, Advanced Powder Technology, v. 20, p. 473-479, 2009
WANG, C. F.; LI, J. S.; WANG, L. J.; SUN, X. Y. Influence of NaOh
Concentrations on Synthesis of Pure-form Zeolite A from Fly Ash Using Two-
stage Method, Elsevier, Journal of Hazardous Materials, v. 155, p. 58-64, 2008