mapeamento da cadeia de valor da unidade industrial de ... · identificadas as limitações do...
TRANSCRIPT

Mapeamento da Cadeia de Valor da unidade industrial de
Coruche da Amorim Florestal
Diogo da Silva Rebelo Falcão e Póvoas
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Orientadores: Prof. Paulo Miguel Nogueira Peças
Profª. Elsa Maria Pires Henriques
Júri
Presidente: Prof. Rui Manuel dos Santos Oliveira Baptista
Orientador: Prof. Paulo Miguel Nogueira Peças
Vogal: Prof. Virgílio António Cruz Machado
Novembro 2015

ii

iii
Agradecimentos
Chegando ao final do meu longo período académico, celebrado com este extenso trabalho de final de
curso, não queria deixar passar a oportunidade de expressar o meus mais sinceros agradecimentos, a
todos os que, através contributos de diferentes naturezas me ajudaram a percorrê-lo.
Em primeiro lugar quero agradecer aos meus pais, às minhas irmãs e à minha avó, pelo apoio
inesgotável, suporte e pela compreensão que tiveram.
Ao Professor Paulo Peças, pela profícua orientação, pela sua disponibilidade, suporte e motivação que
me ajudaram a percorrer este caminho, não os esquecendo momentos de boa disposição partilhamos.
À Professora Elsa Henriques, pela excelência dos conhecimentos transmitidos, pelo seu apoio e
amabilidade demonstrados ao longo deste processo.
Ao Dr. Jorge Peixoto, ao Eng.º Pedro Lopes, ao Dr. Heliodoro Martins e ao Eng.º Hugo Alves assim
como ao resto da empresa Amorim Florestal, de Coruche, por me terem recebido e proporcionado as
condições para a execução deste trabalho.
À Engª. Fernanda Bonifácio e ao Eng.º Luís Clemente pelo suporte e compreensão sem os quais não
seria possível.
A todos os meus amigos, em especial ao Pedro, Zé Maria, Paulo, João Sebastião, Beirão e Policiano.
À Mariana, por toda a sua dedicação imprescindível.
iv
Resumo
Na atual conjuntura de competitividade fomentada pela exigência dos mercados globais e em particular
dos consumidores, as empresas industriais necessitam de dispor de sistemas de produção que
consigam, de forma rápida e eficiente, adaptarem-se aos novos desafios. Torna-se, por isso, vital a
existência de modelos práticos que apoiem a reorganização dos processos de produção. Nesta
perspetiva, surgem os princípios Lean que englobam um conjunto de ferramentas e metodologias que
orientam pessoas e processos para a criação de valor, num fluxo contínuo, eliminando os desperdícios
e as deficiências do processo. Assim sendo, e na sequência da filosofia de produção Lean
Manufacturing foi desenvolvido um método funcional que permite a reorganização dos sistemas
produtivos, através da ferramenta de Mapeamento da Cadeia de Valor. O caso de estudo realizou-se
na unidade industrial de Coruche da empresa Amorim Florestal, mais concretamente no sector de
preparação de matérias-primas. O diagnóstico ao sistema produtivo foi efetuado segundo o estudo dos
métodos e dos tempos, culminando com a apresentação do mapa de fluxo de valor do estado atual da
empresa. Identificadas as limitações do sistema produtivo e as suas fontes do desperdício, foram
desenvolvidas soluções de melhorias integradas, através SMED, 5S, redução da base de transporte e
método Kanban. Os resultados obtidos orquestram mudanças estruturais tanto ao nível dos métodos
de trabalho como ao nível da qualidade do processo. Esta nova abordagem possibilita que a empresa
se torne mais eficiente, flexível e produza produtos com maior valor acrescentado.
Palavras-chave: Lean Manufacturing; Mapeamento da Cadeia de Valor, Estudos dos Métodos e dos
Tempos, SMED, 5S, Kanban.

v
Abstract
Taking into account the current competitiveness of the global market and the high demanding
consumers, which requires companies’ greater flexibility as a faster response. In fact, such industrial
companies need to have production systems which have to quickly and efficiently accommodate these
changes. It is therefore crucial that there are practical models to support the production processes
reorganization. In this regard, we must point out the Lean principles that embrace a set of tools and
methodologies which guide people and processes for added value in a continuous flow, by eliminating
waste as well as the process shortcomings. Following the Lean Manufacturing production philosophy,
a working method was developed, allowing the reorganization of productive systems by a Value Stream
Mapping tool accordingly. The study case was carried out within the Coruche industrial unit of Amorim
Florestal, more specifically in the raw materials Preparation sector. The productive system diagnosis
was made according to the methods & times study, concluding with the presentation value stream map
of the current state. Once identified the production system limitations and its waste sources, integrated
improvement solutions have been established through the SMED, 5S, reduction of batch size and
Kanban method. The obtained results highlight structural changes, regarding both working methods as
process quality. This new approach establishes bridges between knowledge and the market place,
additionally implementing the right environment for innovation in the future competitiveness challenge.
This study proposes to render a more efficient and flexible company as well as produce more value
added products.
Keywords: Lean Manufacturing; Value Stream Mapping, Method Engineering, SMED, 5S, Kanban.
vi
Índice
Agradecimentos ................................................................................................................................... iii
Resumo.................................................................................................................................................. iv
Abstract .................................................................................................................................................. v
Índice ..................................................................................................................................................... vi
Lista de Figuras .................................................................................................................................. viii
Lista de Tabelas .................................................................................................................................... xi
Abreviaturas ........................................................................................................................................ xiv
Introdução ...................................................................................................................................... 1
Revisão Bibliográfica .................................................................................................................... 3
2.1. Enquadramento Histórico ......................................................................................... 3
2.1. Lean Manufacturing .................................................................................................. 5
2.2. Lean Thinking ........................................................................................................... 6
2.3. Ferramentas e metodologias Lean ........................................................................... 7
2.4. Técnica Kanban ........................................................................................................ 7
2.5. SMED........................................................................................................................ 9
2.6. Mapeamento da Cadeia de Valor ........................................................................... 10
2.7. 5’S ........................................................................................................................... 13
A Cortiça ....................................................................................................................................... 13
3.1. Produção e Sector da Cortiça ................................................................................ 13
3.2. Tipos de Cortiça e os seus Derivados .................................................................... 14
3.3. Perspetivas Futuras ................................................................................................ 15
Aplicação do VSM no sistema produtivo da AFL de Coruche ................................................ 16
4.1. Metodologias de Análise ............................................................................................................. 17
4.1.1. Estudo dos Métodos ............................................................................................... 18
4.1.2. Estudo dos Tempos ................................................................................................ 19
4.1.3. Mapeamento do Fluxo de Valor (VSM) .................................................................. 19
4.2. Diagnóstico .................................................................................................................................. 20
4.2.1. Modelo Organizacional ........................................................................................... 20
4.2.2. Apresentação da Empresa ..................................................................................... 21
4.2.3. Processo de Aprovisionamento .............................................................................. 22
4.2.4. Planeamento de Produção ..................................................................................... 23
4.2.5. Descrição Geral do Sistema Produtivo ................................................................... 25
vii
4.2.6. Família de Produtos ................................................................................................ 26
4.2.7. Linha Produtiva 1 .................................................................................................... 27
4.3. Análise de Tempos e Diagnóstico Resultante .......................................................................... 29
4.3.1. Taxa de Ocupação de cada sector ......................................................................... 29
4.3.2. Mapa do Fluxo de Valor atual ................................................................................. 33
4.3.3. Análise ao Mapa de Fluxo de Valor ........................................................................ 35
4.3.4. Análise ao Takt Time .............................................................................................. 38
4.3.5. Limitações do Sistema Produtivo ........................................................................... 40
4.3.6. Estudo dos Sectores Produtivos ............................................................................ 40
4.4. Soluções ....................................................................................................................................... 51
4.4.1. Metodologias aplicadas às Soluções ..................................................................... 51
4.4.2. Soluções Apoiadas em Métodos ............................................................................ 52
4.4.3. Mapa do Fluxo Valor Futuro ................................................................................... 74
Conclusões ................................................................................................................................... 76
5.1. Trabalho Futuro ...................................................................................................... 78
Bibliografia ................................................................................................................................... 79
ANEXOS................................................................................................................................................ 83
viii
Lista de Figuras
Figura 1 – Os benefícios do Lean adaptado [16]. ................................................................................... 5
Figura 2 – Modo de funcionamento geral de um sistema Kanban. ........................................................ 8
Figura 3 – Ilustração da metodologia de aplicação do método SMED (Adaptado SHINGO, 2000). .... 10
Figura 4 - Etapas do Mapeamento da Cadeia de Valor [23]. ................................................................. 11
Figura 5 - Simbologia aplicada ao VSM. ............................................................................................... 12
Figura 6 - (a) Área plantada de sobreiro (Quercus Suber), por país em 2005-2011; (b) Produção anual
de cortiça (Quercus Suber) por país 2010 (APCOR). ........................................................................... 14
Figura 7 – Aplicação industrial em função da classificação da prancha de cortiça, adaptado de [47]. 15
Figura 8 - Esquema da atividade industrial da Amorim Florestal de Coruche. ..................................... 17
Figura 9 - Metodologia de análise do sistema produtivo. ...................................................................... 18
Figura 10 – Organigrama da Corticeira Amorim. .................................................................................. 20
Figura 11 - Vista aérea sob Amorim Florestal, S.A. (Coruche). ............................................................ 21
Figura 12 - Processo de aprovisionamento. .......................................................................................... 22
Figura 13 - (a) Descortiçamento de um sobreiro; (b) Lote/pilha de cortiça armazenada no Estaleiro. 23
Figura 14 – (a) Código do lote; (b) Exemplo da Ordem de Fabrico de um lote. ................................... 24
Figura 15 – Quadro corkSIM - Sistema Integrado de Melhoria............................................................. 24
Figura 16 - Esquema ilustrativo do fluxo dos principais produtos. ........................................................ 25
Figura 17 - Fluxo do Processo Produtivo genérico adaptado de [53]. .................................................. 26
Figura 18 - (a) Pranchas de cortiça para produção de rolha natural; (b) Subprodutos e Granulado para
a indústria do aglomerado negro (revestimentos, pavimentos) (c) Discos de cortiça natural; (d)
Granulado para a indústria do aglomerado branco. .............................................................................. 27
Figura 19 - Fluxo produtivo da LP1. ...................................................................................................... 27
Figura 20 - Layout da LP1. .................................................................................................................... 28
Figura 21 - Fluxo informativo da rejeição da LP1. ................................................................................ 31
Figura 22 – Mapa do fluxo de valor no estado atual para a cortiça do tipo Cheio - lote A. .................. 34
Figura 23 – (a) Esperas para início de processo em dias de calendário – Produto para Rolhas; (b)
Esperas para início de processo em dias úteis – Produto para Rolhas. .............................................. 36

ix
Figura 24 - (a) Esperas para início de processo em dias de calendário – Produto Delgado; (b) Esperas
para início de processo em dias úteis – Produto Delgado. ................................................................... 37
Figura 25 - (a) TVA, TSVA e TT – Produto Cheio; (b) TVA e TSVA e TT – Produto Delgado. .............. 39
Figura 26 - Fotografia ilustrativa de um posto de trabalho junto a um lote. .......................................... 41
Figura 27 – (a) Palete vazia; (b) Palete de cortiça finalizada. ............................................................... 41
Figura 28 - Taxa de Produção do sector – Desdobra. .......................................................................... 42
Figura 29 - Zona dedicada ao “Stock de Cortiça Crua”. ....................................................................... 42
Figura 30 - Fotografia ilustrativa das autoclaves do sector da Cozedura. ............................................ 43
Figura 31 – Taxa de produção das máquinas do sector – Cozedura. .................................................. 43
Figura 32 – Operações que originam tempo de espera – Cozedura. ................................................... 44
Figura 33 – Fotografia ilustrativa da área de Estabilização I. ............................................................... 45
Figura 34 – Fotografia ilustrativa do PT do sector - Traçamento. ......................................................... 46
Figura 35 – Taxa de produção do posto de trabalho do sector – Traçamento e Seleção. ................... 46
Figura 36 – Fotografia ilustrativa da área em redor do sector – Paletização Final............................... 47
Figura 37 - Fotografia ilustrativa do transporte de matéria-prima - Paletização Final. ......................... 47
Figura 38 – (a) Taxa de produção do sector – Paletização Final; (b) Operações que originam tempo de
espera no sector Final. .......................................................................................................................... 48
Figura 39 – Fotografia ilustrativa do sector – Vaporização. .................................................................. 48
Figura 40 – Taxa de produção do sector – Vaporização. ...................................................................... 49
Figura 41 - Quadro das OF e inventário do "Stock Delgado Cozido". .................................................. 49
Figura 42 – Tempo de Mudança de paletes - Cozedura. ...................................................................... 53
Figura 43 – Esquema representativo do processo de alimentação da autoclave. ............................... 53
Figura 44 – (a) Componentes do conjunto de alimentação; (b) Pormenor do ponto de fixação da grua;
(c) Pormenor do ponto de fixação na palete. ........................................................................................ 54
Figura 45 – Ilustração da Checklist das operações externas. .............................................................. 56
Figura 46 – Aplicação do método de paralelização. ............................................................................. 58
Figura 47 – (a) Estado atual do sector da Cozedura; (b) Implementação dos 5S no sector da Cozedura.
............................................................................................................................................................... 59
Figura 48 – Comparação da produção entre o cenário atual e o cenário SMED. ................................ 61
Figura 49 – Evolução da produção em função do tempo. .................................................................... 62
Figura 50 - Produção acumulada em função do tempo – Cenários C3 e C4. ...................................... 63

x
Figura 51 - Produção acumulada em função do tempo – Cenário Conservador. ................................. 65
Figura 52 – Produção acumulada em função do tempo – Cenário Acentuado. ................................... 65
Figura 53 – Operações que originam o tempo de espera – Desdobra. ................................................ 67
Figura 54 – Estrutura para carros – Cozedura. ..................................................................................... 68
Figura 55 - Operações que originam o tempo de espera – Cozedura. ................................................. 69
Figura 56 – Redução da base de transporte. ........................................................................................ 70
Figura 57 – Exemplo do local de aplicação do Kanban Visual. ............................................................ 71
Figura 58 – Novo layout da aplicação do FIFO no sector da Estabilização II. ..................................... 73
Figura 59 – Mapa do fluxo de valor no estado futuro para a cortiça do tipo Cheio. ............................. 75
xi
Lista de Tabelas
Tabela 1 – Comparação entre os sistemas Produtivos: Produção em Massa e Lean Production [16]. . 4
Tabela 2- Definição de cada sector. ...................................................................................................... 28
Tabela 3 - Número de Paletes Produzidas no sector da Preparação. .................................................. 30
Tabela 4 - Apresentação dos tempos de ciclo médio (TC) em cada sector da LP1. ............................ 30
Tabela 5 - Número de paletes produzidas por tipo de cortiça e sector da LP1. ................................... 31
Tabela 6 - Apresentação da taxa de ocupação por sector da LP1. ...................................................... 32
Tabela 7 – Tabela simplificada das diferenças de tempos entre produtos. ........................................... 35
Tabela 8 – Tempos de espera e LT do produto Cheio dos lotes em amostra. ...................................... 36
Tabela 9 - Tempos de espera e LT do produto Cheio dos lotes em amostra. ....................................... 37
Tabela 10 - Tempos Produtivos com e sem valor acrescentado, Takt Time – Produto Cheio e Delgado.
............................................................................................................................................................... 39
Tabela 11 – Síntese dos problemas encontrados. ................................................................................ 50
Tabela 12 – Operações elementares e respetivos tempos. .................................................................. 55
Tabela 13 – Operações Externas – Fase 1. .......................................................................................... 55
Tabela 14 – Operações Internas – Fase 1. ........................................................................................... 56
Tabela 15 – Tempo estimado das operações com a prática da paralisação implementada. ................ 58
Tabela 16 - Operações externas após aplicação do SMED. ................................................................. 60
Tabela 17 - Operações internas após aplicação do SMED................................................................... 60
Tabela 18 - Estimativa de melhoria da mudança de palete. ................................................................. 61
Tabela 19 – Estimativa de melhoria do novo tempo de setup e taxa de ocupação do sector. ............. 61
Tabela 20 – Valores obtidos da melhoria do tempo de espera - Desdobra. ......................................... 67
Tabela 21 – Novo Tempo de Ciclo em (hh:mm) – Desdobra. ............................................................... 67
Tabela 22 – Nova taxa de Ocupação – Desdobra. ............................................................................... 68
Tabela 23 – Nova Taxa de Ocupação – Cozedura. ............................................................................... 68
Tabela 24 – Valores obtidos da melhoria do tempo de espera – Traçamento. ..................................... 70
Tabela 25 – Novo tempo de ciclo em (hh:mm) – Cozedura. ................................................................. 70
Tabela 26 – Nova taxa de ocupação – Cozedura. ................................................................................ 70

xii
Tabela 27 – Valores de melhoria obtidos com a aplicação da técnica Kanban. ................................... 72
Tabela 28 – Estimativa da melhoria obtida pela aplicação das soluções. ............................................ 74
Tabela 29 – Estimativa da melhoria obtida pela aplicação das soluções. ............................................ 74

xiii

xiv
Abreviaturas
CIPR - Código Internacional de Práticas Rolheiras
FIFO - First-In-First-Out
FSC - Forest Stewardship Council
JIT - Just-in-time
LT - Lead time
PCE - Process Cycle Efficiency
SMED - Single Minute Exchanged Die
TC - Tempo de Ciclo
TO - Taxa de Ocupação
TPS - Toyota Production System
TSVA - Tempo Sem Valor Acrescentado
TVA - Tempo de Valor Acrescentado
VSM - Value Stream Mapping

xv

1
Introdução
Na atual conjuntura de competitividade, de exigência dos mercados globais e em particular dos
consumidores, as empresas industriais necessitam de dispor de sistemas de produção que consigam,
de forma rápida e eficiente, adaptar-se a tais alterações. Torna-se, por isso, vital a existência de
modelos práticos que apoiem a reorganização dos processos de produção.
A indústria corticeira ocupa uma posição estratégica no quadro económico nacional, essencialmente
pela importância das exportações na balança comercial, pelo nível de emprego que gera e, pelo papel
fulcral dessa atividade económica em certas regiões do país.
Os produtos sintéticos têm vindo a aumentar a sua quota no mercado de uma forma consistente,
constituindo assim uma forte ameaça à viabilidade de um sector ainda extremamente dependente de
um único produto final, a rolha. Neste sentido, e de modo a assegurar a competitividade e a liderança
nos mercados internacionais, a indústria corticeira nacional iniciou um processo de reorganização, com
vista a integrar medidas de controlo de qualidade da produção e dos sistemas produtivos, destinadas
a fazer face às exigências dos clientes e à concorrência dos produtos sintéticos.
Em face da competitividade exigida pelos desafios do mercado, as empresas do sector industrial
necessitam de redefinir e redesenhar os seus sistemas de produção. Desta forma, é essencial que
existam mecanismos que apoiem a reorganização dos processos de produção.
O presente estudo pretende, através da aplicação de princípios Lean, contribuir para tornar a Linha
Produtiva 1 da unidade industrial de Coruche da Amorim Florestal mais flexível, eficiente e competitiva.
Atualmente, os princípios e as práticas Lean são reconhecidos pelas empresas e instituições como a
forma mais poderosa e eficaz de criar, de forma sustentada, melhorias contínuas no sistema produtivo.
Lean é uma abordagem que orienta pessoas e processos para a criação de valor, num fluxo contínuo,
eliminando os desperdícios e as deficiências do processo. O conceito Lean é uma prática que deve ser
desempenhada quotidianamente e por toda a organização.
Assim sendo, e na sequência da filosofia de produção Lean foi desenvolvido um método funcional que
permite a reorganização dos sistemas produtivos, através da ferramenta de Value Stream Mapping
(VSM) ou Mapeamento da Cadeia de Valor.
Diversos autores defendem que o VSM é o meio preferencial para implementar o conceito Lean, quer
seja no interior das unidades de produção quer ao nível das cadeias de abastecimento.
Para a realização deste estudo foi necessária a permanência na empresa durante, aproximadamente,
três meses, com o objetivo de conhecer com maior rigor a realidade da fábrica.
2
O presente documento encontra-se organizado de forma a apresentar, primeiramente, as metodologias
de análise adotadas, passando depois à caracterização do sistema produtivo atual e
consequentemente à análise do diagnóstico resultante, terminando no desenvolvimento de soluções
de melhoria, estimando o seu impacto.
Deste modo, a dissertação será apresentada da forma seguidamente descrita.
O capítulo 2 apresenta um resumo da investigação feita até hoje ao nível dos principais conceitos Lean,
e das suas ferramentas.
No capítulo 3 é feito um enquadramento do sector da cortiça, passando pelos tipos de produtos e seus
derivados e termina com as perspetivas futuras da indústria.
O capítulo 4 apresenta o caso de estudo desenvolvido e está estruturado em três secções.
O capítulo 4.1 apresenta a metodologia de análise adotada desde o processo de aplicação do VSM,
aos métodos de diagnóstico, nomeadamente, o estudo dos métodos e dos tempos.
No capítulo 4.2 é apresentado o diagnóstico onde é feita a apresentação da empresa, a descrição do
sistema produtivo e dos seus principais produtos.
No capítulo 4.3 são apresentados os resultados do estado atual da empresa sob a forma do mapa de
fluxo de valor, posteriormente são analisados vários indicadores relevantes e resumidas as limitações
do sistema produtivo. Nele pode ser encontrada uma descrição pormenorizada, sector a sector.
No capítulo 4.4 são desenvolvidas e integradas várias soluções de melhoria e estimados os seus
impactos, sintetizando tudo no desenho do mapa do fluxo de valor futuro.
Finalmente no capítulo 5 resume as principais conclusões da dissertação e identifica possíveis áreas
de trabalho futuro no seguimento do tema aqui desenvolvido.

3
Revisão Bibliográfica
Os princípios e as práticas Lean são reconhecidos pelas empresas e instituições como a forma mais
poderosa e eficaz de criar de forma sustentada, melhorias contínuas [1].
Impulsionados pelos avanços na Toyota Motor Corporation há mais de 50 anos atrás, os princípios
Lean estabelecem-se, hoje, como a abordagem mais consistente e com os melhores resultados para
organizar e operacionalizar qualquer empresa [1]. Lean é uma filosofia que se adapta a qualquer tipo
de negócio e que entrega mais valor ao cliente, orienta pessoas e processos para a criação de valor,
num fluxo contínuo, eliminando os desperdícios e as deficiências do processo. O conceito Lean é uma
prática que deve ser desempenhada todos os dias e por toda a organização.
Atualmente, face à competitividade exigida pelos desafios do mercado, as empresas do sector industrial
necessitam de redefinir e redesenhar os seus sistemas de produção [2] [3]. Pelo que é vital que existam
modelos práticos que apoiem a reorganização dos processos de produção [4].
Neste sentido, e na sequência da filosofia de produção Lean foi desenvolvido um método funcional que
permite a reorganização dos sistemas produtivos, através da ferramenta de Value Stream Mapping
(VSM) ou Mapeamento da Cadeia de Valor [5]. O VSM tem surgido como o meio preferencial para
implementar o conceito Lean, quer seja no interior das unidades de produção quer ao nível das cadeias
de abastecimento [6].
O presente capítulo desenvolve os principais fundamentos teóricos abordados ao longo da dissertação,
mencionando as fontes bibliográficas consultadas. Inicia-se com um breve enquadramento histórico da
evolução do sector industrial, desde os seus primórdios até à apresentação do TPS e termina com a
apresentação da ferramenta VSM como meio de análise de fluxo de valor.
2.1. Enquadramento Histórico
Com a revolução industrial e a invenção da máquina a vapor por James Watt, deu-se início a uma era
de intenso crescimento económico e, pela primeira vez na História, assistiu-se a um crescimento
sustentado no nível de vida do cidadão comum [7] [8] [9]. De fato, até então, a atividade produtiva
esgotava-se na laboração em pequenas oficinas, em que os artesãos dominavam praticamente todo o
processo produtivo, fornecendo um restrito leque de clientes [10].
No início do século XIX, para dar resposta à crescente necessidade do mercado, Henry Ford, fundador
da Ford Motor Company, estabeleceu um novo sistema produtivo denominado por “Produção em
Massa” [11]. Tal sistema produtivo expandiu-se rapidamente, revolucionando a indústria e o
pensamento da época, sendo ainda hoje utilizado [12].
As empresas com sistema de produção em massa, reduziram os custos e melhoraram a sua eficiência,
por via do aumento do tamanho dos lotes, uma vez que os tempos de setup eram muito elevados.
4
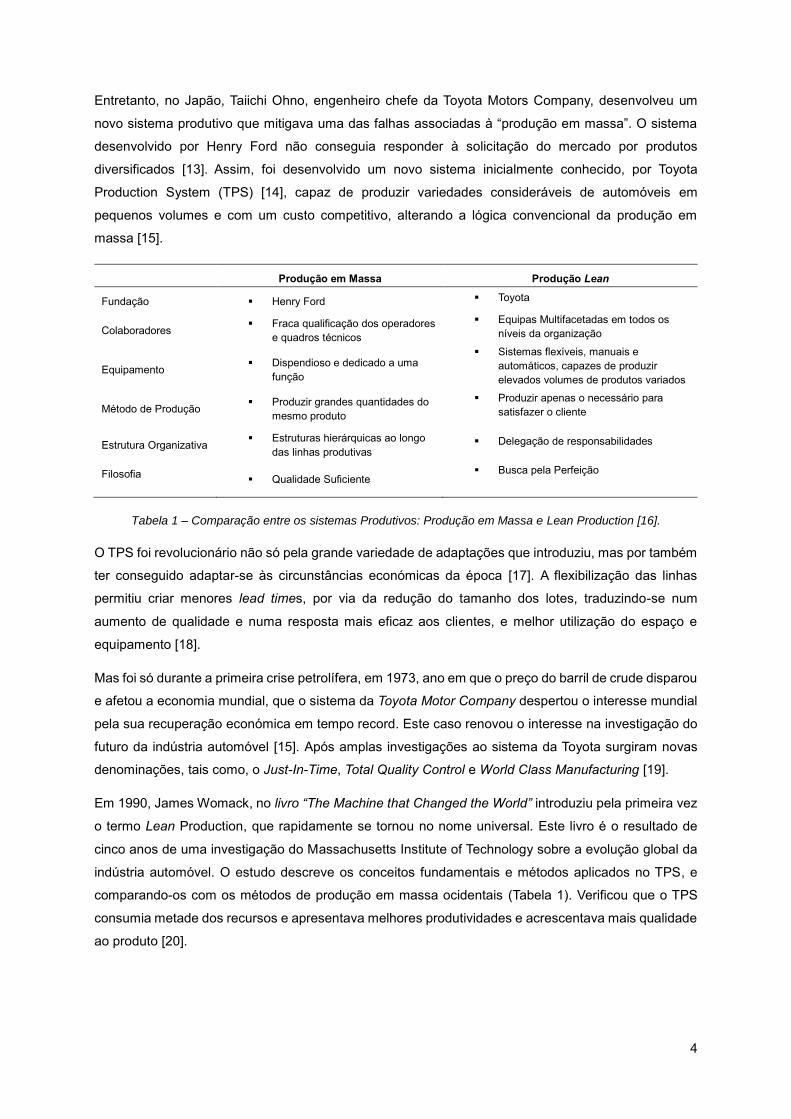
Entretanto, no Japão, Taiichi Ohno, engenheiro chefe da Toyota Motors Company, desenvolveu um
novo sistema produtivo que mitigava uma das falhas associadas à “produção em massa”. O sistema
desenvolvido por Henry Ford não conseguia responder à solicitação do mercado por produtos
diversificados [13]. Assim, foi desenvolvido um novo sistema inicialmente conhecido, por Toyota
Production System (TPS) [14], capaz de produzir variedades consideráveis de automóveis em
pequenos volumes e com um custo competitivo, alterando a lógica convencional da produção em
massa [15].
Produção em Massa Produção Lean
Fundação Henry Ford Toyota
Colaboradores Fraca qualificação dos operadores
e quadros técnicos
Equipas Multifacetadas em todos os
níveis da organização
Equipamento Dispendioso e dedicado a uma
função
Sistemas flexíveis, manuais e
automáticos, capazes de produzir
elevados volumes de produtos variados
Método de Produção Produzir grandes quantidades do
mesmo produto
Produzir apenas o necessário para
satisfazer o cliente
Estrutura Organizativa Estruturas hierárquicas ao longo
das linhas produtivas Delegação de responsabilidades
Filosofia Qualidade Suficiente
Busca pela Perfeição
Tabela 1 – Comparação entre os sistemas Produtivos: Produção em Massa e Lean Production [16].
O TPS foi revolucionário não só pela grande variedade de adaptações que introduziu, mas por também
ter conseguido adaptar-se às circunstâncias económicas da época [17]. A flexibilização das linhas
permitiu criar menores lead times, por via da redução do tamanho dos lotes, traduzindo-se num
aumento de qualidade e numa resposta mais eficaz aos clientes, e melhor utilização do espaço e
equipamento [18].
Mas foi só durante a primeira crise petrolífera, em 1973, ano em que o preço do barril de crude disparou
e afetou a economia mundial, que o sistema da Toyota Motor Company despertou o interesse mundial
pela sua recuperação económica em tempo record. Este caso renovou o interesse na investigação do
futuro da indústria automóvel [15]. Após amplas investigações ao sistema da Toyota surgiram novas
denominações, tais como, o Just-In-Time, Total Quality Control e World Class Manufacturing [19].
Em 1990, James Womack, no livro “The Machine that Changed the World” introduziu pela primeira vez
o termo Lean Production, que rapidamente se tornou no nome universal. Este livro é o resultado de
cinco anos de uma investigação do Massachusetts Institute of Technology sobre a evolução global da
indústria automóvel. O estudo descreve os conceitos fundamentais e métodos aplicados no TPS, e
comparando-os com os métodos de produção em massa ocidentais (Tabela 1). Verificou que o TPS
consumia metade dos recursos e apresentava melhores produtividades e acrescentava mais qualidade
ao produto [20].
5
2.1. Lean Manufacturing
O TPS é o sistema que está na origem da filosofia Lean Manufacturing, que permitia responder às
necessidades dos clientes, no momento desejado, com a maior qualidade possível a um preço
acessível. O Lean Manufacturing foi desenvolvido com o intuito de maximizar a utilização dos recursos
através da redução dos desperdícios [21]. A flexibilização das linhas permitiu criar reduzidos lead times,
por via da redução do tamanho dos lotes, traduzindo-se num aumento de qualidade e numa resposta
mais eficaz aos clientes, e melhor utilização do espaço e equipamento [18].
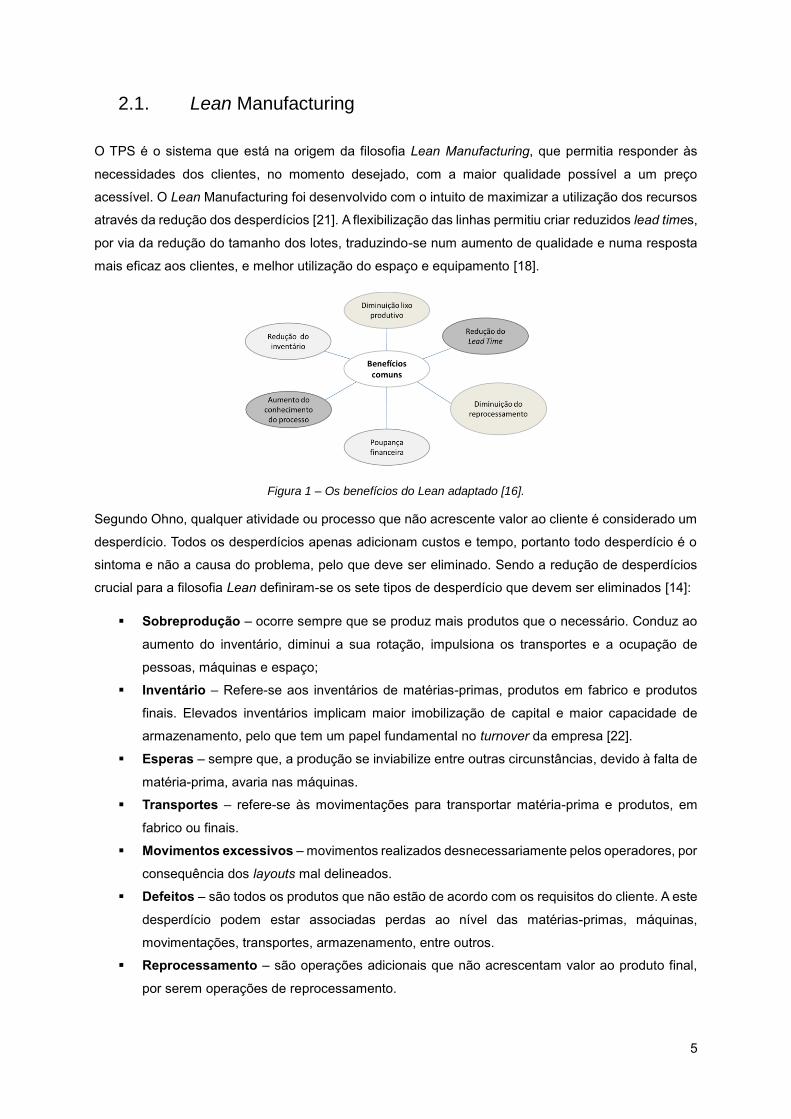
Figura 1 – Os benefícios do Lean adaptado [16].
Segundo Ohno, qualquer atividade ou processo que não acrescente valor ao cliente é considerado um
desperdício. Todos os desperdícios apenas adicionam custos e tempo, portanto todo desperdício é o
sintoma e não a causa do problema, pelo que deve ser eliminado. Sendo a redução de desperdícios
crucial para a filosofia Lean definiram-se os sete tipos de desperdício que devem ser eliminados [14]:
Sobreprodução – ocorre sempre que se produz mais produtos que o necessário. Conduz ao
aumento do inventário, diminui a sua rotação, impulsiona os transportes e a ocupação de
pessoas, máquinas e espaço;
Inventário – Refere-se aos inventários de matérias-primas, produtos em fabrico e produtos
finais. Elevados inventários implicam maior imobilização de capital e maior capacidade de
armazenamento, pelo que tem um papel fundamental no turnover da empresa [22].
Esperas – sempre que, a produção se inviabilize entre outras circunstâncias, devido à falta de
matéria-prima, avaria nas máquinas.
Transportes – refere-se às movimentações para transportar matéria-prima e produtos, em
fabrico ou finais.
Movimentos excessivos – movimentos realizados desnecessariamente pelos operadores, por
consequência dos layouts mal delineados.
Defeitos – são todos os produtos que não estão de acordo com os requisitos do cliente. A este
desperdício podem estar associadas perdas ao nível das matérias-primas, máquinas,
movimentações, transportes, armazenamento, entre outros.
Reprocessamento – são operações adicionais que não acrescentam valor ao produto final,
por serem operações de reprocessamento.

6
Destes desperdícios, o mais importante é a sobreprodução, porque pode ser a origem de outros [14].
Womack identificou um oitavo desperdício, subutilização de talento, que ocorre quando os
trabalhadores não são envolvidos nem auscultados para a resolução dos problemas da empresa [5].
Embora a filosofia Lean tenha tido uma enorme influência nas organizações, tem sido implementada
de forma superficial, uma vez que estas se focam na aplicação massiva das ferramentas, sem entender
que o Lean é um sistema que deve estar subjacente à cultura da organização [14].
2.2. Lean Thinking
Em 1996, James Womack e Daniel Jones lançavam o seu livro Lean Thinking, um guia de ação
transversal a todas as indústrias. Este documento tinha como objetivo transmitir os princípios de Lean
Manufacturing como um processo de 5 etapas [5]:
Definir Valor - O valor do produto é determinado apenas pelo cliente, pelo que cabe à empresa
implementar as atividades necessárias que criem valor, por um preço justo e no momento certo. O
valor pode ser uma medida da eficiência quando um produto é entregue a um preço razoável, no
tempo apropriado e na quantidade certa.
Definir Fluxo de Valor – O fluxo de valor pode ser definido, pelo conjunto de todas as atividades
que criem, ou não, valor. As atividades que não criam valor podem ser classificadas em dois grupos:
as necessárias para a empresa, e que dificilmente conseguirão ser eliminadas a curto prazo; e
aquelas que podem ser eliminadas. A cadeia de valor deve ser sempre visualizada na perspetiva
do cliente, pelo que a sua análise deve começar do final para o início [21].
Criar um fluxo contínuo – Criar e manter um fluxo contínuo é o modo mais eficiente de produção
[23]. Baseado na técnica de One-Piece-Flow, este sistema contraria a tradicional produção por
lotes e possibilita o balanceamento da carga de trabalho entre processos, evitando elevadas
quantidades de inventário e de lead time. Uma das grandes vantagens desta abordagem é que
facilmente se identifica o estrangulamento (bottleneck) ou desvios que possam ocorrer. O fluxo não
está só apenas relacionado com o processo, mas também com as pessoas e cultura da
organização [24].
Sincronizar a produção com a procura – Baseado no Just-in-time (JIT),corresponde a um
conjunto de princípios, ferramentas e técnicas que permite a uma empresa entregar produtos com
reduzidos lead times, correspondendo às necessidades dos clientes [18].
Busca pela Perfeição – A melhoria contínua é a base do Lean thinking e foi descrita por Deming
como sendo uma iniciativa que aumenta o sucesso e reduz as falhas. Muitos autores concordam
que o grande desafio está na resistência à mudança. A análise das causas é uma ferramenta de
melhoria continua, e consiste na identificação da origem dos problemas, prevenindo que ocorram
novamente. Só através da identificação dos eventos responsáveis pelas falhas, se pode definir as
ações certas a tomar, por forma a atingir a melhoria contínua [18].
Para a aplicação dos princípios Lean é necessário que o enfoque esteja na criação de fluxo através de
processos que acrescentem valor, sem interrupções, e um sistema puxado com uma cultura em que

7
todos se esforçam para melhorar continuamente [15]. Assim, para a filosofia Lean, o processo industrial
é apenas o veículo necessário para criar e entregar valor ao cliente.
Os princípios Lean devem ser aplicados e adaptados aos processos industriais. No entanto, para uma
organização se tornar verdadeiramente Lean, não chega apenas reduzir os desperdícios das atividades
operativas, é necessário envolver e concertar o desenvolvimento do produto, com o desenho do
processo industrial, de modo a estabelecer uma cadeia de valor sólida e que permita atingir melhores
resultados. Lean Enterprise representa esta estratégia holística, ou seja a integração das diferentes
vertentes de negócio de uma empresa [16].
2.3. Ferramentas e metodologias Lean
O Lean Manufacturing é um sistema orientado para os processos, com base na implementação de um
conjunto de ferramentas que permitam identificar e reduzir os desperdícios do sistema produtivo. A
abordagem Lean pode ser observada tanto ao nível estratégico, focada nos princípios e na cultura
organizativa da empresa, cujos resultados são alcançados a longo prazo; como ao nível operacional,
focada nas ferramentas e técnicas, com efeitos imediatos [25].
Neste estudo foram aplicadas algumas dessas ferramentas, nomeadamente:
Kanban – Controlo de produção visual cuja implementação é baseada na filosofia JIT;
Single Minute Exchange Dies (SMED) – Mudança rápida de troca de palete;
Value Stream Mapping (VSM) – é uma representação gráfica do processo produtivo ou de todas as
atividades necessárias para entregar um produto ou um serviço ao cliente;
5S – ferramenta focada na organização do posto de trabalho pela uniformização dos procedimentos
e tarefas de trabalho;
Kaizen – é uma filosofia que encoraja a melhoria contínua, que tem como objetivo a eliminação de
desperdícios ao longo da cadeia de valor. Esta filosofia é aplicada de forma a melhorar a qualidade,
a segurança e a redução de custos. Deverá ser desenvolvida diariamente e envolve todos os
colaboradores.
2.4. Técnica Kanban
Kanban significa, em japonês “placa visível”. É um sistema que permite a gestão estratégica e
operacional de toda a cadeia de abastecimento. Esta técnica foi desenvolvida por Taiichi Ohno para
implementar o conceito JIT [25].
O Kanban foi criado para controlar os níveis de inventários, regular a produção e fornecimento de
matérias-primas. Esta técnica assenta no princípio de que se deve produzir apenas o que é desejado
pelo cliente. Na prática, quando é necessário um novo produto num determinado posto de trabalho, um
sinal visual do processo a jusante faz despoletar a produção [26].

8
Figura 2 – Modo de funcionamento geral de um sistema Kanban.
O Kanban pode ter a forma de cartão ou de uma caixa vazia e contém todas as informações necessárias
para a realização do trabalho. Pode conter, entre outros aspetos, os códigos de lote, o número de peça,
a data, a quantidade e o número de cartão.
De referir ainda, que esta técnica estabelece uma relação fornecedor-cliente entre os processos da
própria linha produtiva, estimulando uma dinâmica de maior responsabilidade e profissionalismo. O
posto de trabalho a jusante é o processo “cliente” e, o posto de trabalho a montante, o “fornecedor”
[25]. Os principais objetivos da implementação da técnica Kanban [27]:
Sincronizar a produção com a procura, e aumentar a capacidade de resposta a eventuais variações
da procura (apenas é produzido o necessário para satisfazer a procura);
Eficiente utilização de recursos tais como colaboradores, máquinas, espaço;
Diminuição dos prazos de entrega (em consequência da menor dimensão dos lotes);
Diminuição dos inventários e melhoria do seu controlo;
Simplificação e desburocratização do controlo de produção, diminuição das ordens de fabrico;
Valoriza o trabalhador, na medida em que a sua experiência contribui para o sucesso do sistema.
De modo a garantir o sucesso na implementação desta técnica, existem fatores determinantes que
devem ser considerados [28]:
Desenvolvimento de relações de cooperação e confiança entre os fornecedores e os clientes
Um sistema Kanban em consonância com a abordagem JIT deve operar com o nível mínimo de
inventário, que idealmente deve ser igual à produção. Neste sentido, o fornecedor tem um papel
fulcral neste processo, na medida em que, o seu compromisso em providenciar de forma rápida e
expedita as matérias-primas, garante a eficiência das linhas produtivas [26].
Comprometimento de todos os funcionários, desde os trabalhadores aos gestores de topo
Para o sucesso do sistema JIT e do futuro da organização, o compromisso e a boa relação entre
empregados e gestores devem ser parte integrante da cultura das organizações, dado que só assim
é possível assegurar a cooperação entre todos [29].
Gestão de inventário
A gestão de inventário tem uma importância vital na gestão de uma empresa. Uma empresa nunca
atinge verdadeiramente uma estratégia de baixo custos sem uma boa gestão de stock [30].
Kanban
Kanban
Processo I Processo II Processo III
Fluxo de Material Fluxo de Material
Fluxo de informação Fluxo de informação
9
Segundo um estudo estima-se que 60% dos desperdícios mundiais nas linhas produtivas estão
relacionados com inventário. Os inventários são classificados em três categorias: matéria-prima,
produto em fabrico (work-in-process), e produto final [22].
Controlo e melhoria da qualidade
O sistema Kanban não só ajuda a empresa a reduzir custos, por via da redução de inventário, mas
também a controlar e melhorar a qualidade. Todos os produtos devem atingir um certo nível de
qualidade antes de serem transferidos para as operações subsequentes. Assim, é possível
entregar ao cliente produtos de alta qualidade, ao mesmo tempo que se reduz os custos,
nomeadamente, com a prevenção, inspeção e falhas internas e externas [31].
Para as empresas tradicionais a qualidade é considerada um custo, os defeitos são causados pelos
trabalhadores e a qualidade mínima consegue satisfazer o cliente. As organizações que praticam
Kanban acreditam que a qualidade conduz, a prazo, a um menor custo. Os defeitos são causados
pelos sistemas e não pelo homem, e pode ser continuamente melhorada através de eventos kaizen
[32].
2.5. SMED
Atualmente, de modo a satisfazer todas as necessidades dos clientes, as empresas têm que produzir
uma grande diversidade de produtos. As empresas vêm-se forçadas a trabalhar com pequenos lotes,
causando um aumento significativo da frequência das mudanças de lote, diminuindo assim o tempo
disponível para produção por lote. Por esta razão, é importante que as mudanças de ferramenta sejam
rápidas, para responder de forma flexível e ágil [33].
Este método é de extrema importância por ser capaz de analisar as atividades de valor acrescentado
e, eliminar ou converter todas aquelas que não acrescentam valor ao produto, em tempo produtivo. É
por estas razão que o SMED é considerado uma ferramenta orientada para a melhoria e inovação dos
processos.
Este método foi desenvolvido por Shingo com intuito de reduzir e simplificar os tempos de mudança de
ferramenta. O autor definiu SMED como sendo uma “abordagem científica para a redução do setup,
que pode ser aplicada em qualquer fábrica ou equipamento”.
O SMED é uma das mais importantes ferramentas Lean porque permite a redução dos desperdícios,
uma melhor flexibilidade dos processos, através da redução do tamanho dos lotes e, contribui para a
melhoria do fluxo produtivo [34]. Este método é aplicável através de técnicas simples e de fácil
implementação. O tempo não produtivo é reduzido através da simplificação e normalização das
operações de mudança de ferramenta [35].
Uma das principais dificuldades na aplicação deste método reside na identificação e classificação das
tarefas. Shingo definiu que as operações externas correspondem a tarefas que podem ser realizadas

10
com a máquina em produção e definiu que as internas são todas aquelas que implicam a paragem da
máquina e consequente paragem de produção.
De acordo como autor o método deve ser implementado em quatro fases [34]:
Fase Preliminar – Observar o procedimento utilizado atualmente;
Fase 1 – Separar as operações internas das externas – identificar e classificar as operações.
Habitualmente, esta alteração reduz entre 30% a 50%, o tempo de mudança de ferramenta;
Fase 2 – Converter as operações internas em externas – desenvolvimento de preparações
avançadas das operações de modo a melhorar o tempo de mudança da ferramenta;
Fase 3 – Melhoria de todas as operações de setup – esta fase procura diminuir o tempo de cada
uma das operações, quer externa como interna, através da adoção de soluções que tornem o
processo mais fácil, célere e seguro.
Na Figura 3, estão descritos um conjunto de ferramentas auxiliares, que permitem uma melhor
implementação do procedimento acima mencionado, tendo em vista o seu sucesso na implementação
da metodologia SMED [33].
Figura 3 – Ilustração da metodologia de aplicação do método SMED (Adaptado SHINGO, 2000).
2.6. Mapeamento da Cadeia de Valor
O Mapeamento da Cadeia de Valor ou Value Stream Mapping (VSM) nasceu na Toyota, na década de
50, na sequência da Toyota Production System. O método foi apelidado de “mapeamento do fluxo de
Utilização de Checklist
Verificação das
condições de
funcionamento para
cada operador
Melhoria do transporte
das ferramentas
Técnicas e práticas
correspondentes às
etapas conceptuais
Setup Externo
Setup Interno
Implementação de
operações em paralelo
Uso de fixadores
funcionais
Eliminação de ajustes
Sistema de mínimo
múltiplo comum
Automação das
operações
Melhoria no
armazenamento
e no transporte
das ferramentas
Preparação
antecipada das
condições
operacionais
Padronização das
funções
Utilização de
diferentes
ferramentas
Melhoria de todas as
operações de setup Converter as
operações internas
em externas
Separar operações
externas das
internas
Não existe distinção entre
operações internas e externas Etapas
conceptuais
Etapas Fase Preliminar Fase 1 Fase 2 Fase 3

11
materiais e informação” e era utilizado na implementação de sistemas Lean, com o objetivo de criar
fluxo, eliminar desperdício e adicionar valor ao produto.
Mais tarde, em 1998, Mike Rother e John Shook introduziram o conceito de Mapeamento da Cadeia de
Valor como meio necessário para atingir melhorias contínuas, acrescentando valor e eliminando o
desperdício. Sempre que existe um produto para um cliente, existe uma cadeia de valor. A cadeia de
valor define-se pelo conjunto de todas as ações, que aportando ou não valor, são necessárias para
criar o produto ou um serviço. O VSM é uma ferramenta de lápis e papel, que ajuda a visualizar e a
entender o fluxo de material e de informação que um produto realiza ao longo da cadeia de valor. Com
esta ferramenta é possível identificar todas as ações do processo que incrementam ou não, valor ao
produto. O VSM permite obter uma perspetiva de todo o fluxo de valor, e não apenas cada uma das
partes, pelo que possibilita identificar não só os desperdícios mas também as suas fontes. O principal
objetivo do VSM é identificar todos os tipos de desperdício na cadeia de valor e perspetivar melhorias
futuras para os eliminar [23].
Segundo a metodologia elencada por Rother e Shook, o processo de construção do mapeamento da
cadeia de valor é composto por quatro etapas, como ilustrado na Figura 4 [23].
Figura 4 - Etapas do Mapeamento da Cadeia de Valor [23].
A primeira etapa da aplicação desta ferramenta consiste na identificação do produto ou a família de
produtos que se pretende melhorar [36]. Uma família de produtos é definida como um conjunto de
produtos que usufrui de uma sequência de operações similares.
O segundo passo consiste no mapeamento do fluxo de valor da família do estado atual. Nesta etapa,
conhece-se, ao pormenor, todas as etapas do processo produtivo. O conhecimento é obtido ao longo
do Gemba1, iniciando o percurso no final da linha de produção até ao início do fabrico. Para que o
conhecimento seja completo, são auscultados os trabalhadores, observadas e aferidas as operações,
e retirados os dados importantes que permitam obter o diagnóstico da linha produtiva [37] [38].
1 Jobshop, palavra japonesa que significa local real.
12
Depois de identificar todas as atividades sem valor acrescentado, a terceira parte do VSM é criar o
mapa do estado futuro, que deve transmitir a imagem de como o sistema deverá funcionar, depois de
serem removidas as ineficiências detetadas [37].
A construção do estado futuro é feita de acordo com os princípios Lean, e deverá orientar e apoiar,
questionando o sistema produtivo relativamente aos seguintes pontos [34] [39]:
O ritmo de produção deve ser imposto pela procura. O Takt Time será o indicador que refletirá
a necessidade do cliente;
O fluxo contínuo deve ser implementado sempre que possível;
Sistemas Pull devem ser implementados quando não é possível garantir um fluxo contínuo;
Definir o Pacemaker, ou seja, o processo puxador do sistema produtivo e que marcará o passo
da cadeia de valor. Este processo é o responsável pelo mix e nivelamento do volume de
produção, recorrendo à técnica Heijunka. É a única operação que recebe as ordens de
produção do controlo de produção. A montante do Pacemaker, as operações devem produzir
apenas o suficiente para repor o que o Pacemaker consumiu. A jusante, a produção deve ser
contínua, a menos que exista um supermercado.
A eficiência global do sistema produtivo (Overall Process Efficiency) deve ser melhorada,
mediante novos métodos de trabalho, melhorias nos tempos de ciclo, reduções de tempos de
setup e gestão da manutenção;
Finalmente, deve ser criado um plano de ação para implementar as melhorias propostas. Este plano é
uma prática iterativa que deverá ser analisada, criticada e refeita de forma a garantir a melhoria continua
(sob a filosofia Kaizen) [38] [40].
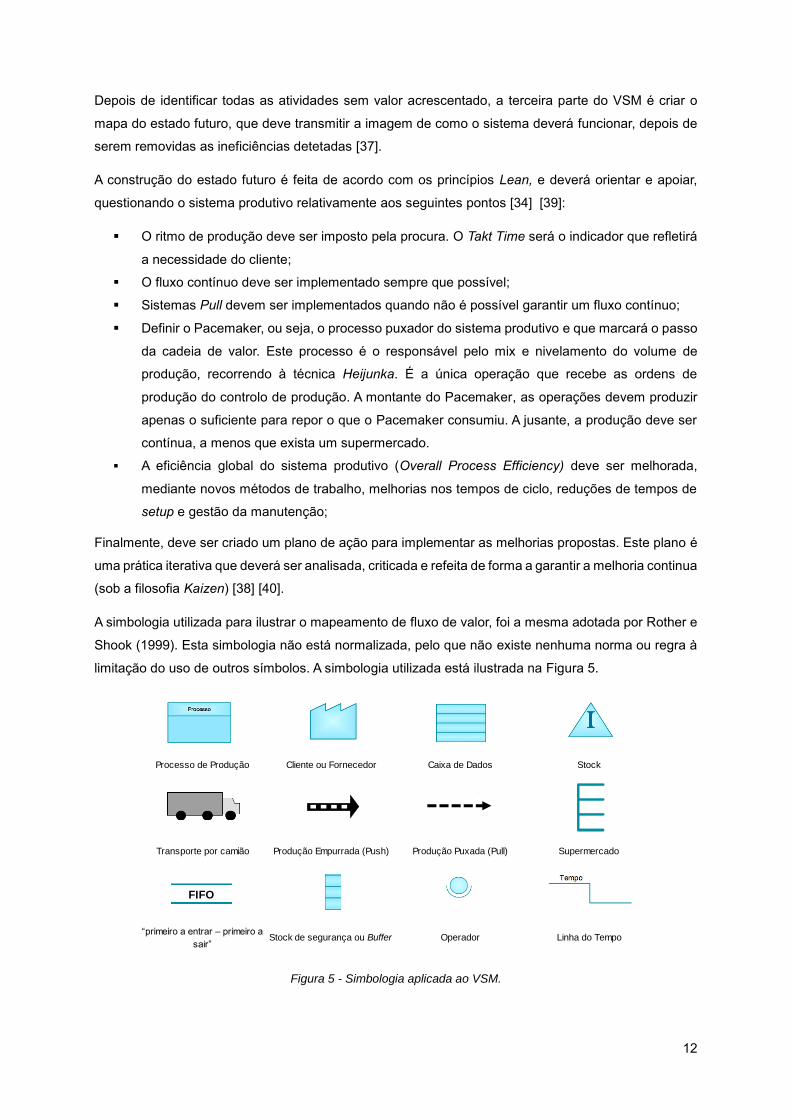
A simbologia utilizada para ilustrar o mapeamento de fluxo de valor, foi a mesma adotada por Rother e
Shook (1999). Esta simbologia não está normalizada, pelo que não existe nenhuma norma ou regra à
limitação do uso de outros símbolos. A simbologia utilizada está ilustrada na Figura 5.
Figura 5 - Simbologia aplicada ao VSM.
Processo de Produção Cliente ou Fornecedor Caixa de Dados Stock
Transporte por camião Produção Empurrada (Push) Produção Puxada (Pull) Supermercado
“primeiro a entrar – primeiro a
sair”Stock de segurança ou Buffer Operador Linha do Tempo
FIFO
13
2.7. 5’S
A ferramenta 5S é utilizada para incutir a melhoria contínua de uma forma gradual e sequenciada. Os
5S consistem numa metodologia que engloba 5 atividades. Cada uma destas etapas é caracterizada
por uma palavra japonesa começada pela letra S: Sieri (Organização), Seiton (Arrumação), Seiso
(Limpeza), Seiketsu (Padronização) e Shitsuke (Autodisciplina) [41].
O primeiro passo consiste na eliminação de todas as ferramentas e materiais desnecessários à
prossecução da atividade produtiva. De seguida, procede-se à arrumação dos materiais e ferramentas
considerados como indispensáveis à realização da atividade produtiva. O terceiro passo consiste na
limpeza do posto de trabalho. Na atividade seguinte é necessário dar formação aos colaboradores para
que normalizem as regras e tarefas operativas. Assim, os operadores são capazes de identificar
situações anómalas. Por último segue-se a autodisciplina, nesta atividade garante-se que as regras e
as normas implementadas estão a ser cumpridas por todos [41].
Embora esta técnica seja de fácil implementação, a sua maior dificuldade reside na monotorização da
sua aplicação. Quando bem-sucedida, esta ferramenta garante uma diminuição do tempo despendido
à procura de documentos/ferramentas ou utensílios de trabalho, permite libertar espaço e promove a
criatividade e o trabalho em equipa [16].
A Cortiça
O presente capítulo pretende introduzir os conceitos básicos sobre a cortiça e a sua indústria. O capítulo
3 está dividido em 3 partes: Produção e Sector da Cortiça, Tipos de cortiça e os seus Derivados,
Perspetivas Futuras.
3.1. Produção e Sector da Cortiça
É do sobreiro que se retira a cortiça, sendo que esta corresponde ao revestimento exterior do seu
tronco e ramos. A cortiça é extraída periodicamente, normalmente em intervalos de nove anos. A sua
extração é sob a forma de pranchas com espessura adequada ao processamento industrial [42].
O sector corticeiro é um importante sector de atividade para a economia nacional [43], assumindo uma
posição estratégica, tanto pelo peso das exportações na balança comercial, como pelo emprego
associado, e pelo papel fulcral do funcionamento económico de certas regiões do país, tendo
aproximadamente 1.100 empresas registadas que garantem 15.000 postos de trabalho diretos [44].
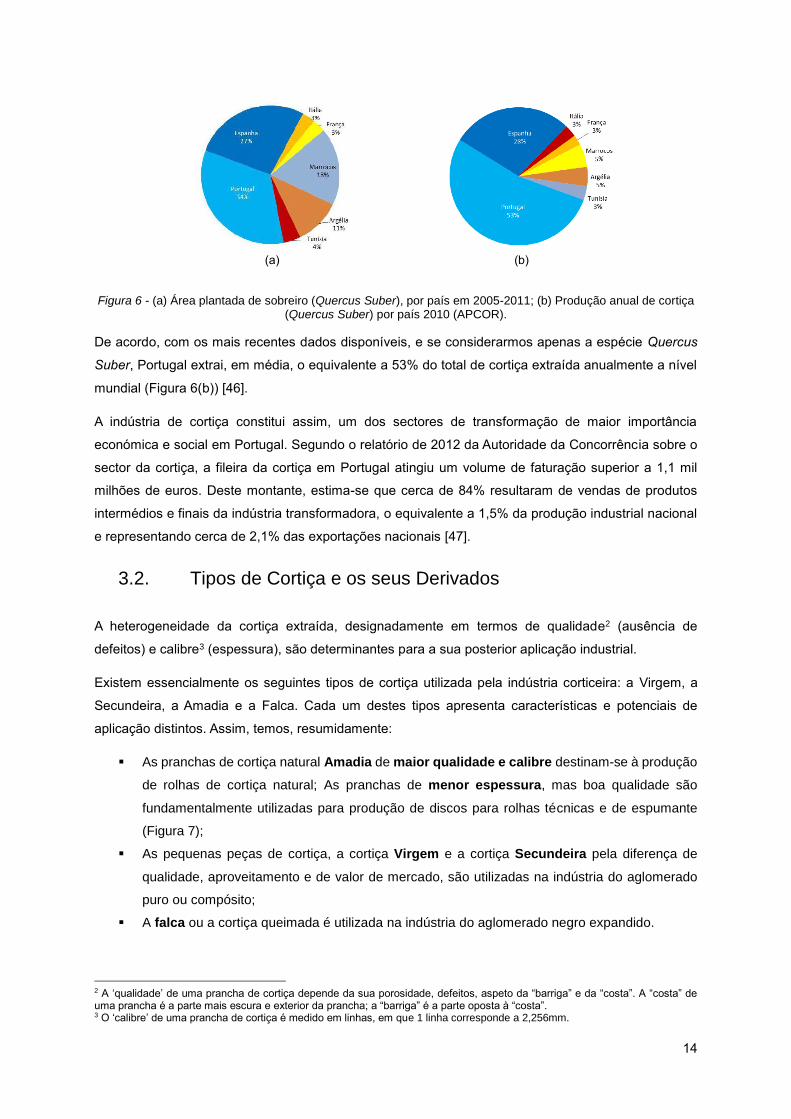
A nível mundial, as regiões suberícolas (Quercus Suber) concentram-se na bacia do Mediterrâneo
Ocidental e ocupam uma área estimada de 2,2 milhões de hectares, dos quais cerca de um terço (34%)
se situa em Portugal (Figura 6(a)) [45]. Pelas características do seu solo e clima, Portugal tem sido,
desde há décadas, líder na produção mundial de cortiça natural.
14
Figura 6 - (a) Área plantada de sobreiro (Quercus Suber), por país em 2005-2011; (b) Produção anual de cortiça (Quercus Suber) por país 2010 (APCOR).
De acordo, com os mais recentes dados disponíveis, e se considerarmos apenas a espécie Quercus
Suber, Portugal extrai, em média, o equivalente a 53% do total de cortiça extraída anualmente a nível
mundial (Figura 6(b)) [46].
A indústria de cortiça constitui assim, um dos sectores de transformação de maior importância
económica e social em Portugal. Segundo o relatório de 2012 da Autoridade da Concorrência sobre o
sector da cortiça, a fileira da cortiça em Portugal atingiu um volume de faturação superior a 1,1 mil
milhões de euros. Deste montante, estima-se que cerca de 84% resultaram de vendas de produtos
intermédios e finais da indústria transformadora, o equivalente a 1,5% da produção industrial nacional
e representando cerca de 2,1% das exportações nacionais [47].
3.2. Tipos de Cortiça e os seus Derivados
A heterogeneidade da cortiça extraída, designadamente em termos de qualidade2 (ausência de
defeitos) e calibre3 (espessura), são determinantes para a sua posterior aplicação industrial.
Existem essencialmente os seguintes tipos de cortiça utilizada pela indústria corticeira: a Virgem, a
Secundeira, a Amadia e a Falca. Cada um destes tipos apresenta características e potenciais de
aplicação distintos. Assim, temos, resumidamente:
As pranchas de cortiça natural Amadia de maior qualidade e calibre destinam-se à produção
de rolhas de cortiça natural; As pranchas de menor espessura, mas boa qualidade são
fundamentalmente utilizadas para produção de discos para rolhas técnicas e de espumante
(Figura 7);
As pequenas peças de cortiça, a cortiça Virgem e a cortiça Secundeira pela diferença de
qualidade, aproveitamento e de valor de mercado, são utilizadas na indústria do aglomerado
puro ou compósito;
A falca ou a cortiça queimada é utilizada na indústria do aglomerado negro expandido.
2 A ‘qualidade’ de uma prancha de cortiça depende da sua porosidade, defeitos, aspeto da “barriga” e da “costa”. A “costa” de uma prancha é a parte mais escura e exterior da prancha; a “barriga” é a parte oposta à “costa”. 3 O ‘calibre’ de uma prancha de cortiça é medido em linhas, em que 1 linha corresponde a 2,256mm.
(a) (b)

15
As pranchas utilizadas na produção de discos, têm uma espessura inferior a 12 linhas de calibre (ver
Figura 7), e é designada por “Delgado”, pelo que não são suscetíveis de serem utilizadas na produção
de rolhas naturais.
As pranchas utilizadas na produção de rolha natural têm uma espessura superior a 12 linhas de calibre
(ver Figura 7), e é designada por “Cheio” ou “Grossa”. Apesar de ser possível produzir discos para
rolhas técnicas e rolhas de espumante com pranchas de cortiça de maior espessura, tal opção não
acontece, por não ser economicamente viável tendo em consideração as diferenças entre preços das
cortiças de Cheio e Delgado e entre o preço das rolhas de cortiça natural e os discos [47].
Subsequentemente, após a separação da cortiça Amadia em Delgado e em Cheio, são constituídos
vários grupos de produtos, fruto da combinação de várias qualidades e calibres.
Quanto melhor for a qualidade da prancha de cortiça, maior o seu rendimento, isto é, maior a quantidade
relativa de rolhas (ou discos) de cortiça natural de elevada qualidade suscetíveis de serem produzidas.
Desde sempre que, a indústria da cortiça está associada à comercialização de vinhos, pelo que se
verifica que a rolha é o principal produto derivado da cortiça [48]. Em 2010, a indústria rolheira
representou cerca de 75% do valor das vendas (34% em volume) de produtos finais da indústria da
cortiça. Os desperdícios da produção da rolha constituem a matéria-prima dos produtos aglomerados
e dos granulados, os quais representaram cerca de 61% do volume de vendas de produtos finais, mas
não significaram mais do que 22% das vendas em valor, o que reflete o grande diferencial de
valorização dos diferentes produtos finais derivados da cortiça [47].
3.3. Perspetivas Futuras
A cortiça pelas suas características únicas de produto natural e renovável mantém um importante
mercado a nível mundial. Os produtos sintéticos têm vindo a conquistar de forma consistente quota no
mercado e constituem uma séria ameaça à viabilidade de um sector extremamente dependente de um
único produto, a rolha, cujas qualidades funcionais começam a ser postas em causa a nível
internacional [43].
Figura 7 – Aplicação industrial em função da classificação da prancha de cortiça, adaptado de [47].
16
Neste sentido, e de modo a assegurar a competitividade e a liderança nos mercados internacionais, a
indústria corticeira tem investido na valorização dos seus produtos, apostando na qualidade e na
certificação, desde a floresta ao consumidor final. Todo o sector da cortiça passou por um período de
reorganização, com vista a integrar medidas de controlo de qualidade da produção e dos sistemas
produtivos, como o Código Internacional das Prática Rolheiras (CIPR), destinadas a fazer face às
exigências de certificação das caves importadoras de rolhas e à ameaça dos produtos sintéticos
alternativos [44].
Hoje, a indústria de cortiça possui unidades bem apetrechadas, organizadas e de grande dimensão,
aptas para produzir produtos diversificados e de qualidade certificada. Porém, ainda são vários os
desafios com que a indústria corticeira se defronta nos dias de hoje, com vista a assegurar e a fortalecer
a sua sustentabilidade:
Redução da excessiva dependência de um só produto final constitui ainda um desafio a
enfrentar;
O sector terá de consolidar os seus mercados tradicionais e de aumentar a penetração em
novos mercados. Através da inovação tecnológica dos produtos existentes e explorando o
potencial das novas aplicações da cortiça e das suas combinações com outros materiais;
Produção e aplicação de conhecimento científico e tecnológico, ao nível dos produtos e
processos, mas também a reestruturação do tecido empresarial do sector, a sua organização
institucional e a implementação de uma estratégia de mercado concertada, assente na
qualidade, na certificação e na rastreabilidade dos produtos [43].
Aplicação do VSM no sistema produtivo da AFL de Coruche
O presente estudo pretende através da aplicação de princípios Lean, contribuir para tornar o sistema
produtivo da unidade industrial de Coruche Amorim Florestal mais flexível, eficiente e competitivo. O
Value Stream Mapping (VSM) foi o método utilizado para identificar as oportunidades de inclusão das
técnicas Lean no sistema produtivo em análise.
A metodologia empregue no estudo foi baseada no processo de aplicação do VSM elencado por Rother
e Shook [23] descrito no Capítulo 2.
Este capítulo começa por abordar as metodologias de análise utilizadas e essenciais para a
caracterização do sistema produtivo. O segundo subcapítulo - Diagnóstico - é iniciado com uma breve
descrição da empresa, das linhas produtivas e dos seus produtos. De seguida, procede-se à análise
detalhada, sector a sector, de modo a definir os processos estranguladores, culminando na
apresentação do mapa do estado atual. Por fim, com base nos problemas identificados, desenvolvem-
se soluções de melhoria e apresenta-se o mapa do estado futuro.
17
4.1. Metodologias de Análise
Para a realização deste estudo foi necessária a permanência na empresa durante, aproximadamente,
três meses, com o objetivo de obter um conhecimento aprofundado da realidade da fábrica, bem como
uma boa familiarização com os operadores e os responsáveis pela produção.
Neste estudo recorreu-se a vários tipos de análise e observação com o objetivo de fundamentar, de
forma fiável e estruturada, o funcionamento da empresa, a fim de garantir que os resultados obtidos
possam ser implementados de futuro.
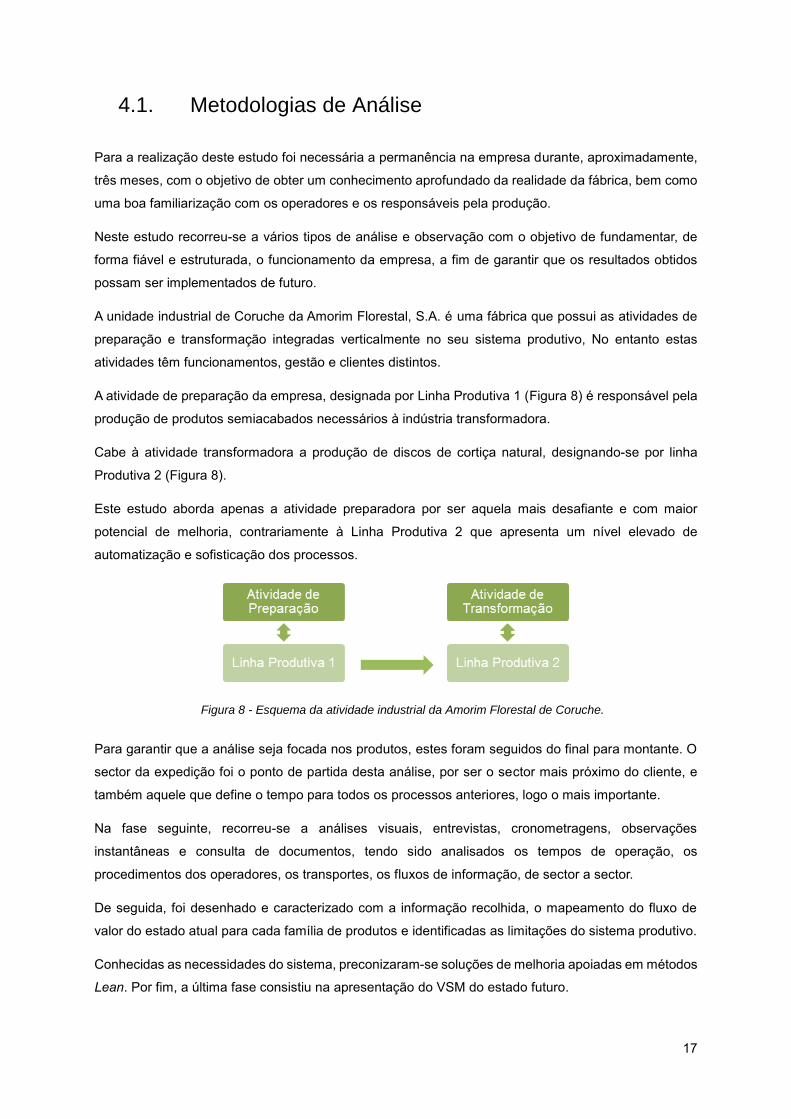
A unidade industrial de Coruche da Amorim Florestal, S.A. é uma fábrica que possui as atividades de
preparação e transformação integradas verticalmente no seu sistema produtivo, No entanto estas
atividades têm funcionamentos, gestão e clientes distintos.
A atividade de preparação da empresa, designada por Linha Produtiva 1 (Figura 8) é responsável pela
produção de produtos semiacabados necessários à indústria transformadora.
Cabe à atividade transformadora a produção de discos de cortiça natural, designando-se por linha
Produtiva 2 (Figura 8).
Este estudo aborda apenas a atividade preparadora por ser aquela mais desafiante e com maior
potencial de melhoria, contrariamente à Linha Produtiva 2 que apresenta um nível elevado de
automatização e sofisticação dos processos.
Para garantir que a análise seja focada nos produtos, estes foram seguidos do final para montante. O
sector da expedição foi o ponto de partida desta análise, por ser o sector mais próximo do cliente, e
também aquele que define o tempo para todos os processos anteriores, logo o mais importante.
Na fase seguinte, recorreu-se a análises visuais, entrevistas, cronometragens, observações
instantâneas e consulta de documentos, tendo sido analisados os tempos de operação, os
procedimentos dos operadores, os transportes, os fluxos de informação, de sector a sector.
De seguida, foi desenhado e caracterizado com a informação recolhida, o mapeamento do fluxo de
valor do estado atual para cada família de produtos e identificadas as limitações do sistema produtivo.
Conhecidas as necessidades do sistema, preconizaram-se soluções de melhoria apoiadas em métodos
Lean. Por fim, a última fase consistiu na apresentação do VSM do estado futuro.
Figura 8 - Esquema da atividade industrial da Amorim Florestal de Coruche.

18
Na Figura 9, está ilustrada resumidamente a metodologia adotada no presente trabalho.
Figura 9 - Metodologia de análise do sistema produtivo.
4.1.1. Estudo dos Métodos
Ao longo deste estudo, foram utilizadas diversas técnicas de análise que contribuíram para o
conhecimento das operações e procedimentos de cada sector. A análise qualitativa às linhas produtivas
foi apoiada em duas técnicas de estudo dos métodos: análise visual e entrevistas.
A análise visual é a técnica de observação da realidade que permite obter uma visão global sobre todo
o processo de produção. Esta técnica foi utilizada tanto ao longo do processo de diagnóstico, como foi
essencial para conhecer o fluxo de materiais, funcionamento dos sectores, as tarefas de cada operador,
o modus operandi de cada posto de trabalho e o layout das implantações.
Sempre que possível, as observações foram feitas a uma distância confortável do operador, de modo
a garantir o normal desempenho das suas funções.
As entrevistas permitiram completar informação sobre os processos operativos que se revelaram
insuficientes apenas com a observação visual. Permitiram também fornecer uma visão mais objetiva
das responsabilidades de cada operador. Obtiveram-se depoimentos de diversos operadores sobre os
procedimentos e métodos que adotavam, a ocorrência de determinados eventos, as maiores
dificuldades que enfrentavam no desempenho das suas funções, que mudanças é que sugeriam para
a melhoria do processo produtivo e qual a sua exequibilidade. As entrevistas informais foram efetuadas
aos operadores, aos responsáveis de produção e aos gestores industriais.
Esta ferramenta contribui para consolidar e validar o conhecimento adquirido através da análise visual,
e foi vital para a obtenção de suporte para aperfeiçoar o sistema produtivo.
Adicionalmente foi efetuado um levantamento do processo produtivo com o propósito de examinar a
disposição dos sistemas produtivos, trajetos efetuados pelos diferentes produtos, operadores e
transportes. A correta disposição dos sectores e dos postos de trabalho existentes concorre para a
redução dos desperdícios, na movimentação de pessoas e da matéria-prima e em tempo de espera,
beneficiando a eficiência dos sectores.
Foi também recolhida informação sobre a relação com os fornecedores e clientes tal como a
comunicação utilizada na empresa. Por último, recolheu-se informação relativa ao número de
Análise ao Sistema
Produtivo
• Estudo dos Métodos
• Estudo dos Tempos
Diagnóstico Resultante
VSM Estado Atual
Soluções
• Estimar impacto
VSM Estado Futuro

19
operadores efetivos, número de turnos e horário de trabalho de cada sector e o Lead time das amostras
estudadas.
4.1.2. Estudo dos Tempos
Estas medições permitiram obter os tempos produtivos e não produtivos de cada sector, e deste modo
quantificar o desempenho de cada linha produtiva. Assim recorreu-se principalmente a duas técnicas
do estudo dos tempos: as cronometragens e as observações instantâneas.
As cronometragens são uma técnica que consiste na medição contínua do tempo da operação que se
pretende estudar. Através da técnica das cronometragens foram obtidos os tempos médios de
produção, os tempos de ciclo inerente a cada palete, os tempos de alimentação das máquinas e os
tempos de transporte.
Visando não prejudicar a eficácia e rigor dos resultados, estas análises foram conduzidas
discretamente de modo a evitar alteração de motivação por parte dos operadores.
As observações instantâneas são uma técnica que permite a contabilização de forma discreta das
ocorrências em intervalos pré-definidos, consoante o sector a analisar, representando de forma
quantitativa a realidade da linha produtiva. As observações instantâneas permitiram determinar os
estados operativos dos colaboradores, das máquinas e das movimentações das paletes. Este método
permitiu quantificar os tempos produtivos dos não produtivos, e assim melhorar as taxas de trabalho e
as taxas de inoperação em cada posto, aportando informação concreta sobre a potencialidade de cada
sector. As medições foram efetuadas a uma distância significativa do local de observação, de forma a
não afetar e perturbar o normal desempenho da operação.
4.1.3. Mapeamento do Fluxo de Valor (VSM)
O VSM foi a ferramenta empregue na fase de diagnóstico para sintetizar toda a informação obtida
visualmente, proporcionando a identificação dos desperdícios da linha produtiva. O desenho foi
elaborado pela aplicação de simbologia própria, introduzida no Capítulo 2, e com a informação mais
relevante do estado atual da linha produtiva.
O estado atual dos sectores foi caracterizado tendo por base a seguinte informação: o tempo de Ciclo
(TC); o tempo sem valor acrescentado (TSVA); a taxa de ocupação (TO); o número de operadores ou
máquinas; o horário e turnos de trabalho e o inventário. Adicionalmente, a fábrica disponibilizou o Lead
Time dos lotes em estudo. De referir, que o Lead Time é relativo à primeira palete produzida de cada
lote.
Posto isto, foi possível identificar as necessidades do sistema produtivo e traçar recomendações de
melhoria juntamente com a construção do VSM do estado futuro da linha produtiva.
20
4.2. Diagnóstico
4.2.1. Modelo Organizacional
A Corticeira Amorim é uma Empresa Portuguesa e líder mundial no sector da cortiça, e está
vocacionada para a transformação integrada da cortiça, para a investigação e desenvolvimento e
promoção e comercialização de produtos e novas soluções de cortiça.
Com quase 150 anos de liderança do setor a Corticeira Amorim, representa atualmente 35% da
transformação mundial de cortiça [49]. Assente no conceito de holding estratégico-operacional, a
Corticeira Amorim, S.G.P.S., S.A. presidida por António Rios de Amorim, é responsável pela
coordenação da atividade das diferentes áreas de negócio.
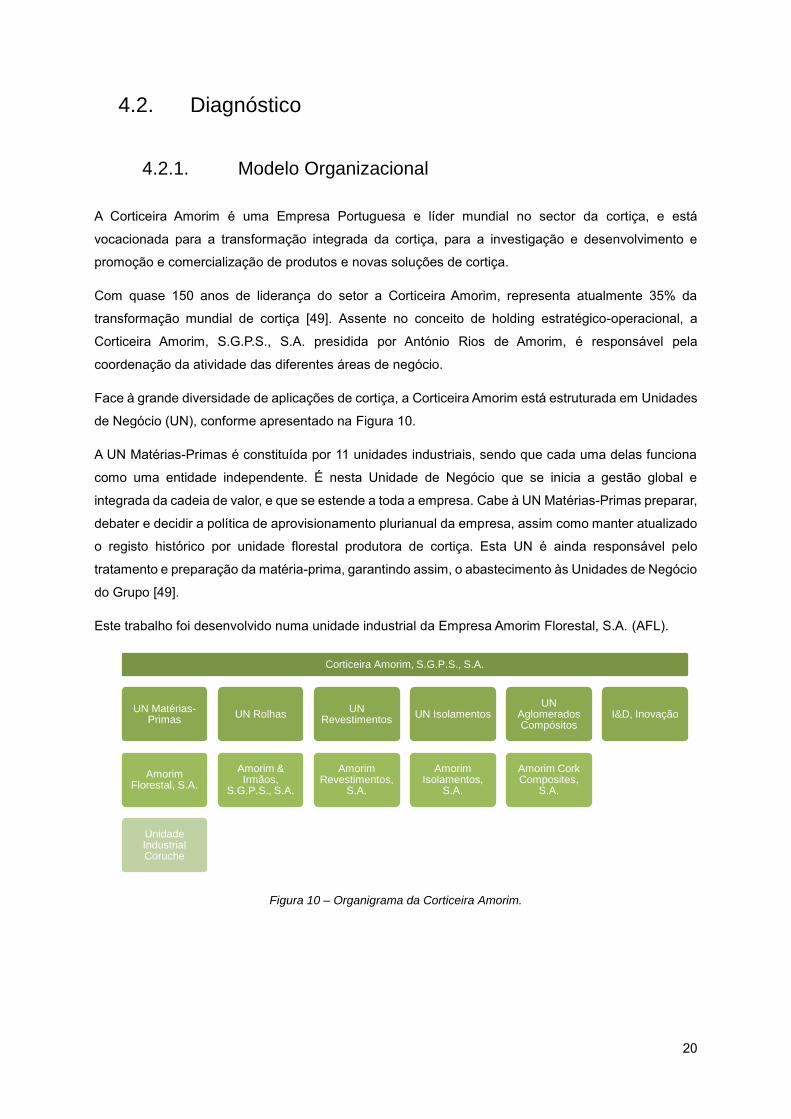
Face à grande diversidade de aplicações de cortiça, a Corticeira Amorim está estruturada em Unidades
de Negócio (UN), conforme apresentado na Figura 10.
A UN Matérias-Primas é constituída por 11 unidades industriais, sendo que cada uma delas funciona
como uma entidade independente. É nesta Unidade de Negócio que se inicia a gestão global e
integrada da cadeia de valor, e que se estende a toda a empresa. Cabe à UN Matérias-Primas preparar,
debater e decidir a política de aprovisionamento plurianual da empresa, assim como manter atualizado
o registo histórico por unidade florestal produtora de cortiça. Esta UN é ainda responsável pelo
tratamento e preparação da matéria-prima, garantindo assim, o abastecimento às Unidades de Negócio
do Grupo [49].
Este trabalho foi desenvolvido numa unidade industrial da Empresa Amorim Florestal, S.A. (AFL).
Figura 10 – Organigrama da Corticeira Amorim.
Corticeira Amorim, S.G.P.S., S.A.
UN Matérias-Primas
Amorim Florestal, S.A.
Unidade Industrial Coruche
UN Rolhas
Amorim & Irmãos,
S.G.P.S., S.A.
UN Revestimentos
Amorim Revestimentos,
S.A.
UN Isolamentos
Amorim Isolamentos,
S.A.
UN Aglomerados Compósitos
Amorim Cork Composites,
S.A.
I&D, Inovação
21
4.2.2. Apresentação da Empresa
A UN Matérias-Primas, apesar do contexto económico adverso, atingiu em 2014 um EBITDA de 17,5
milhões de euros, registando um aumento de 10,5% face ao ano anterior. Este resultado deveu-se ao
aumento da sua atividade em 18,2%, registando um volume de vendas de 131,4 milhões de euros [50].
Inserida na UN Matérias-Primas, a unidade industrial de Coruche (Figura 11) foi construída em 2001, e
localiza-se na zona industrial do Monte da Barca, em Coruche, distrito de Santarém.
A nível industrial esta unidade fabril está vocacionada, essencialmente, para o fornecimento de cortiça
para rolhas naturais, discos para as rolhas de champanhe e cortiça para rolhas aglomeradas.
Esta unidade industrial tem beneficiado de vários investimentos efetuados na modernização das suas
instalações, bem como na reorganização de novos métodos de trabalho, visando a melhoria da
performance sensorial da matéria-prima o reforço da atividade industrial.
Ao nível da preparação, nota-se que tem existido uma busca no sentido de introduzir soluções
tecnológicas num sector produtivo ainda dependente de mão-de-obra intensiva.
Ao nível da fabricação dos discos, as instalações têm sofrido profundas alterações, nomeadamente,
pela automatização dos seus processos, o que tem permitido melhorar as eficiências operacionais.
Esta unidade industrial está acreditada com o SYSTECODE e a Certificação Forest Stewardship
Council (FSC) de Cadeia de Custódia. O SYSTECODE é uma certificação de qualidade para as
empresas produtoras de rolhas de cortiça que cumpram com as regras estipuladas no Código
Internacional de Práticas Rolheiras. A acreditação desta referência reflete a adoção das mais
avançadas técnicas produtivas, de certos requisitos ao nível da higiene e da segurança alimentar, do
desenvolvimento sustentável e do impacto ambiental [51].
Entre a floresta e o consumidor final, os produtos florestais passam por várias fases de processamento,
transformação e distribuição. A Certificação FSC da Cadeia de Custódia assegura que a matéria-prima
provém das melhores práticas de sustentabilidade - ambientais, sociais e económicas, quer no que diz
respeito à sua origem, quer nos processos de exploração. Pelo que, a matéria-prima com certificado
FSC é identificada e mantida separada da não certificada, ao longo da cadeia produtiva [52].
Figura 11 - Vista aérea sob Amorim Florestal, S.A. (Coruche).

22
4.2.3. Processo de Aprovisionamento
Dadas as especificidades únicas do sector da cortiça, e em particular, do universo da Amorim Florestal,
este capítulo pretende enquadrar atividade industrial na cadeia de valor que se desenvolve entre o
produtor e o cliente.
Como escalpelizado anteriormente, a unidade industrial de Coruche da Amorim Florestal desenvolve,
de forma integrada, a atividade industrial de Preparação e Transformação de cortiça, e adicionalmente
é responsável pelo aprovisionamento e aquisição da matéria-prima com base nas necessidades do
grupo.
De modo a tornar percetível a sequência e a dimensão temporal das fases que antecedem o início da
produção, ilustrou-se na Figura 12.
Com base nos contratos anuais estabelecidos com os clientes, são estimados o tipo e a quantidade de
matéria-prima necessária adquirir. Uma vez conhecida a necessidade, o processo de aprovisionamento
tem início com a Negociação e Compra junto dos Produtores, como ilustrado na Figura 12. Este
processo é realizado anualmente pelo facto da extração da matéria-prima só poder ser realizada uma
vez por ano, entre o final de Maio e o final de Julho4.
A negociação com os produtores é um processo longo, que tem inicio muito tempo antes da extração
da matéria-prima. Normalmente, os primeiros contactos entre os produtores e os compradores têm
lugar um ano antes da extração da cortiça. A compra da matéria-prima é uma operação de capital
importância pois, a sua correta apreciação, influi na qualidade da cortiça e potencia a sua valorização,
pelo que dada a sua complexidade é realizada por técnicos especializados (Eng.º Florestais).
A exploração da cortiça como matéria-prima é iniciada, verdadeiramente, no montado, com o
descortiçamento do sobreiro como ilustrado na Figura 13 (a). Após a extração da matéria-prima é no
estaleiro que tem inicio a fase de estabilização. Esta fase é obrigatória e tem o objetivo de eliminar a
4 - Manual de Acolhimento Amorim Florestal, Coruche, Junho 2013.
Figura 12 - Processo de aprovisionamento.
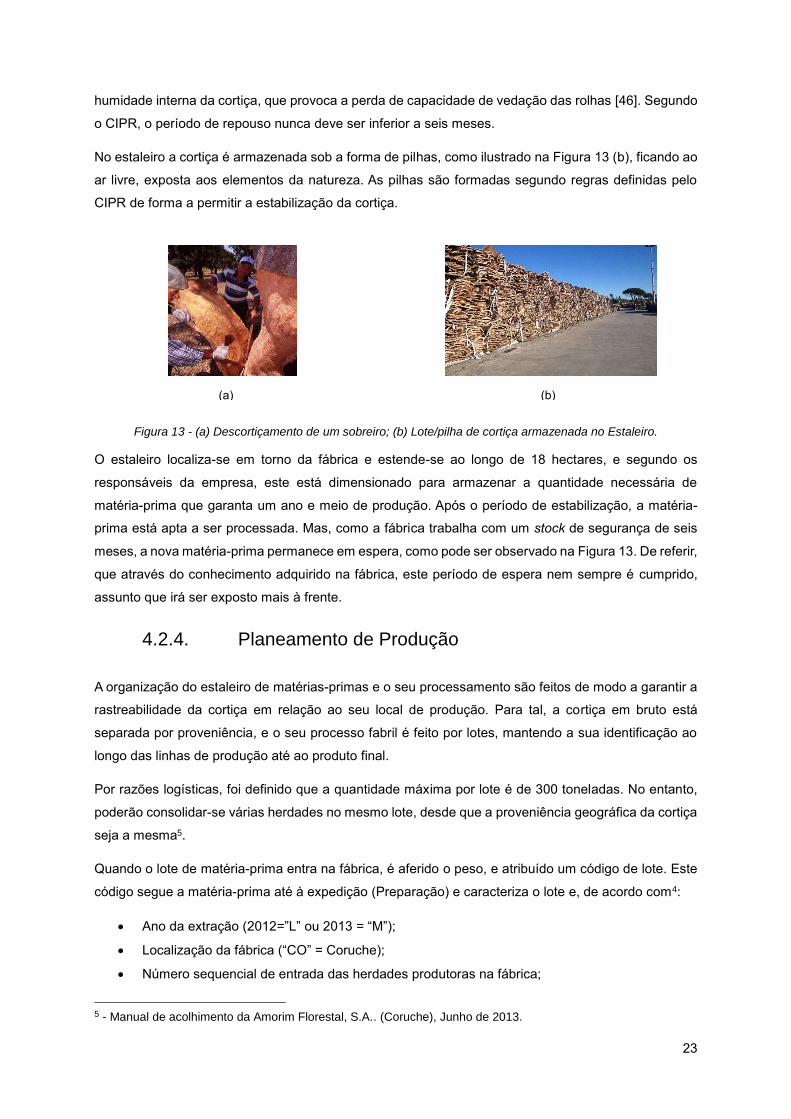
23
humidade interna da cortiça, que provoca a perda de capacidade de vedação das rolhas [46]. Segundo
o CIPR, o período de repouso nunca deve ser inferior a seis meses.
No estaleiro a cortiça é armazenada sob a forma de pilhas, como ilustrado na Figura 13 (b), ficando ao
ar livre, exposta aos elementos da natureza. As pilhas são formadas segundo regras definidas pelo
CIPR de forma a permitir a estabilização da cortiça.
Figura 13 - (a) Descortiçamento de um sobreiro; (b) Lote/pilha de cortiça armazenada no Estaleiro.
O estaleiro localiza-se em torno da fábrica e estende-se ao longo de 18 hectares, e segundo os
responsáveis da empresa, este está dimensionado para armazenar a quantidade necessária de
matéria-prima que garanta um ano e meio de produção. Após o período de estabilização, a matéria-
prima está apta a ser processada. Mas, como a fábrica trabalha com um stock de segurança de seis
meses, a nova matéria-prima permanece em espera, como pode ser observado na Figura 13. De referir,
que através do conhecimento adquirido na fábrica, este período de espera nem sempre é cumprido,
assunto que irá ser exposto mais à frente.
4.2.4. Planeamento de Produção
A organização do estaleiro de matérias-primas e o seu processamento são feitos de modo a garantir a
rastreabilidade da cortiça em relação ao seu local de produção. Para tal, a cortiça em bruto está
separada por proveniência, e o seu processo fabril é feito por lotes, mantendo a sua identificação ao
longo das linhas de produção até ao produto final.
Por razões logísticas, foi definido que a quantidade máxima por lote é de 300 toneladas. No entanto,
poderão consolidar-se várias herdades no mesmo lote, desde que a proveniência geográfica da cortiça
seja a mesma5.
Quando o lote de matéria-prima entra na fábrica, é aferido o peso, e atribuído um código de lote. Este
código segue a matéria-prima até à expedição (Preparação) e caracteriza o lote e, de acordo com4:
Ano da extração (2012=”L” ou 2013 = “M”);
Localização da fábrica (“CO” = Coruche);
Número sequencial de entrada das herdades produtoras na fábrica;
5 - Manual de acolhimento da Amorim Florestal, S.A.. (Coruche), Junho de 2013.
(a) (b)
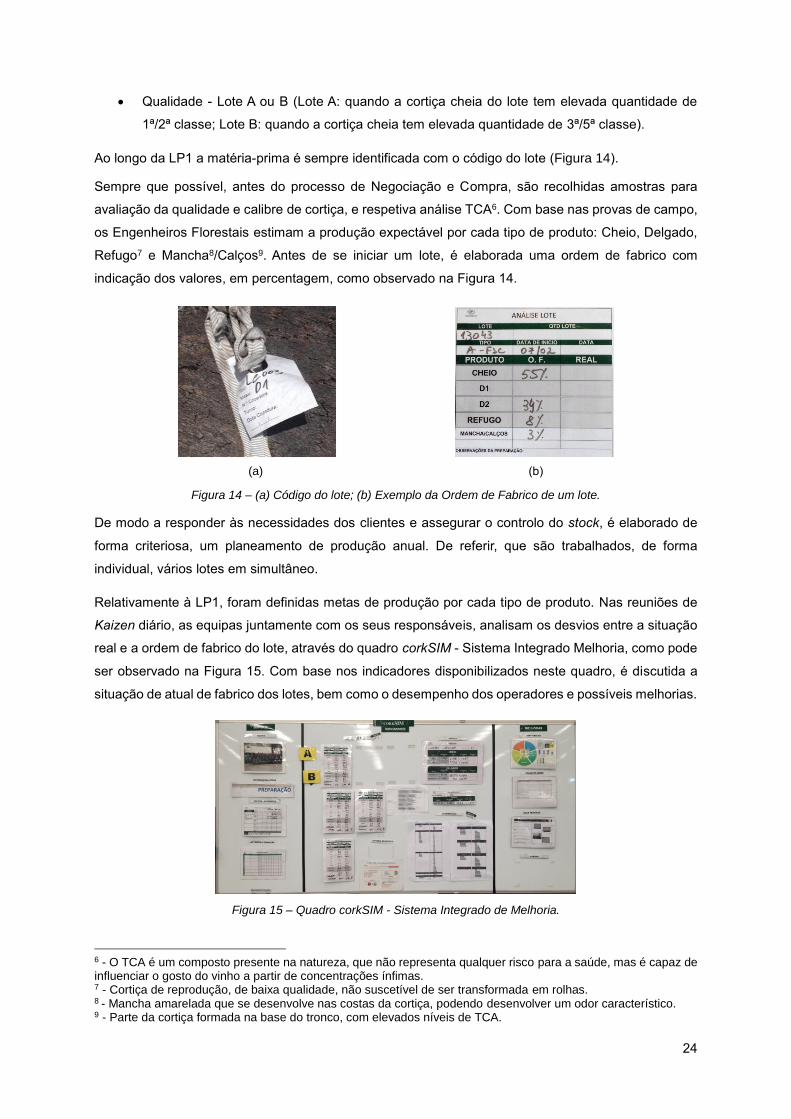
24
Qualidade - Lote A ou B (Lote A: quando a cortiça cheia do lote tem elevada quantidade de
1ª/2ª classe; Lote B: quando a cortiça cheia tem elevada quantidade de 3ª/5ª classe).
Ao longo da LP1 a matéria-prima é sempre identificada com o código do lote (Figura 14).
Sempre que possível, antes do processo de Negociação e Compra, são recolhidas amostras para
avaliação da qualidade e calibre de cortiça, e respetiva análise TCA6. Com base nas provas de campo,
os Engenheiros Florestais estimam a produção expectável por cada tipo de produto: Cheio, Delgado,
Refugo7 e Mancha8/Calços9. Antes de se iniciar um lote, é elaborada uma ordem de fabrico com
indicação dos valores, em percentagem, como observado na Figura 14.
Figura 14 – (a) Código do lote; (b) Exemplo da Ordem de Fabrico de um lote.
De modo a responder às necessidades dos clientes e assegurar o controlo do stock, é elaborado de
forma criteriosa, um planeamento de produção anual. De referir, que são trabalhados, de forma
individual, vários lotes em simultâneo.
Relativamente à LP1, foram definidas metas de produção por cada tipo de produto. Nas reuniões de
Kaizen diário, as equipas juntamente com os seus responsáveis, analisam os desvios entre a situação
real e a ordem de fabrico do lote, através do quadro corkSIM - Sistema Integrado Melhoria, como pode
ser observado na Figura 15. Com base nos indicadores disponibilizados neste quadro, é discutida a
situação de atual de fabrico dos lotes, bem como o desempenho dos operadores e possíveis melhorias.
Figura 15 – Quadro corkSIM - Sistema Integrado de Melhoria.
6 - O TCA é um composto presente na natureza, que não representa qualquer risco para a saúde, mas é capaz de influenciar o gosto do vinho a partir de concentrações ínfimas. 7 - Cortiça de reprodução, de baixa qualidade, não suscetível de ser transformada em rolhas. 8 - Mancha amarelada que se desenvolve nas costas da cortiça, podendo desenvolver um odor característico. 9 - Parte da cortiça formada na base do tronco, com elevados níveis de TCA.
(a) (b)
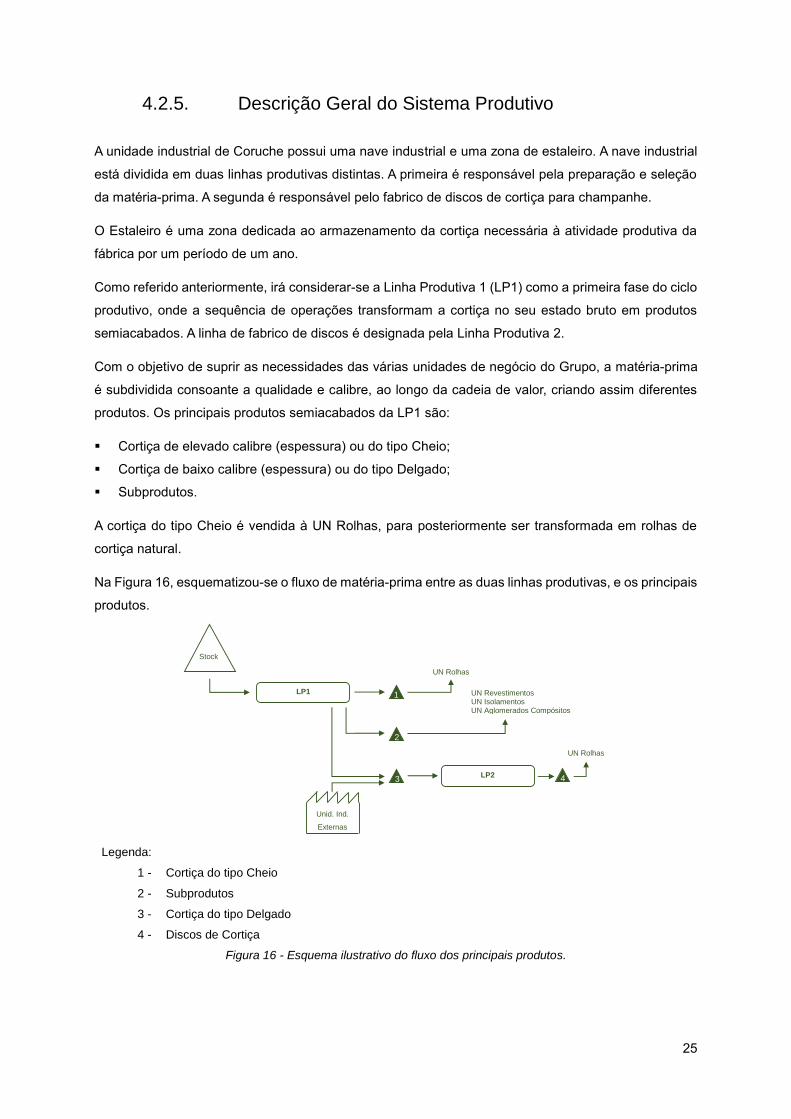
25
4.2.5. Descrição Geral do Sistema Produtivo
A unidade industrial de Coruche possui uma nave industrial e uma zona de estaleiro. A nave industrial
está dividida em duas linhas produtivas distintas. A primeira é responsável pela preparação e seleção
da matéria-prima. A segunda é responsável pelo fabrico de discos de cortiça para champanhe.
O Estaleiro é uma zona dedicada ao armazenamento da cortiça necessária à atividade produtiva da
fábrica por um período de um ano.
Como referido anteriormente, irá considerar-se a Linha Produtiva 1 (LP1) como a primeira fase do ciclo
produtivo, onde a sequência de operações transformam a cortiça no seu estado bruto em produtos
semiacabados. A linha de fabrico de discos é designada pela Linha Produtiva 2.
Com o objetivo de suprir as necessidades das várias unidades de negócio do Grupo, a matéria-prima
é subdividida consoante a qualidade e calibre, ao longo da cadeia de valor, criando assim diferentes
produtos. Os principais produtos semiacabados da LP1 são:
Cortiça de elevado calibre (espessura) ou do tipo Cheio;
Cortiça de baixo calibre (espessura) ou do tipo Delgado;
Subprodutos.
A cortiça do tipo Cheio é vendida à UN Rolhas, para posteriormente ser transformada em rolhas de
cortiça natural.
Na Figura 16, esquematizou-se o fluxo de matéria-prima entre as duas linhas produtivas, e os principais
produtos.
Figura 16 - Esquema ilustrativo do fluxo dos principais produtos.
3
2
1
UN Rolhas
UN Rolhas
LP1
LP2
Unid. Ind.
Externas
Stock
UN Revestimentos UN Isolamentos UN Aglomerados Compósitos
4
Legenda:
1 - Cortiça do tipo Cheio
2 - Subprodutos
3 - Cortiça do tipo Delgado
4 - Discos de Cortiça
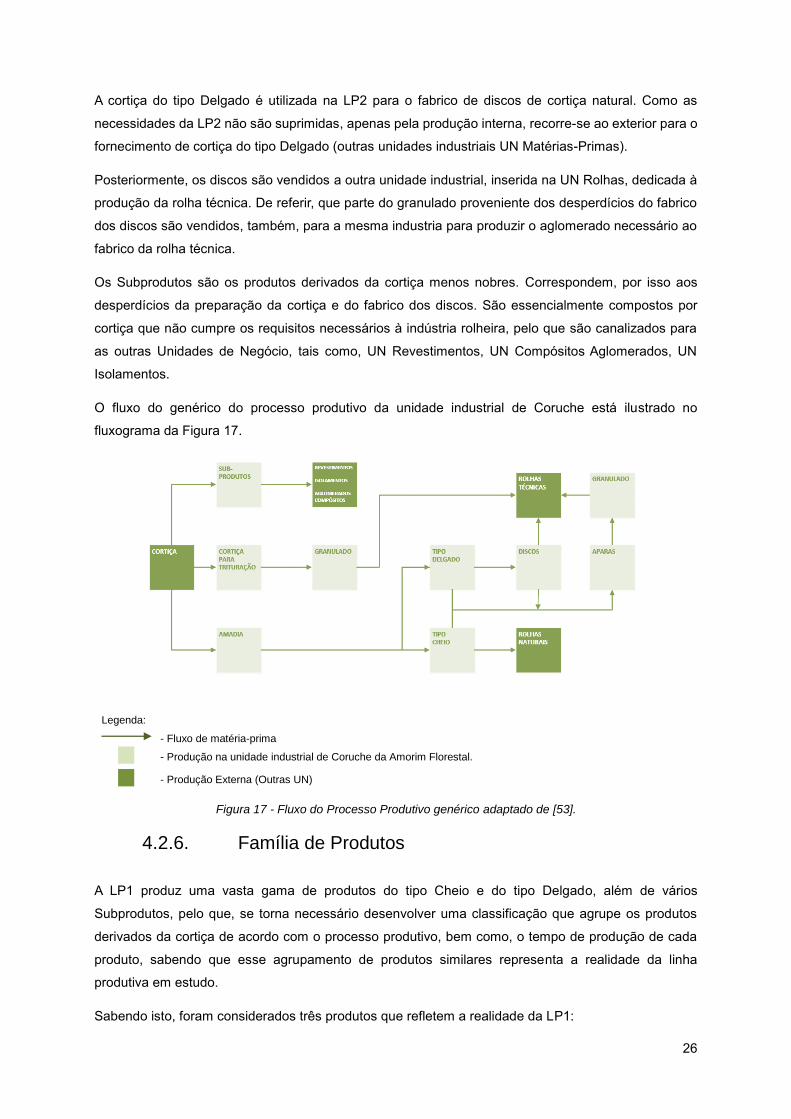
26
A cortiça do tipo Delgado é utilizada na LP2 para o fabrico de discos de cortiça natural. Como as
necessidades da LP2 não são suprimidas, apenas pela produção interna, recorre-se ao exterior para o
fornecimento de cortiça do tipo Delgado (outras unidades industriais UN Matérias-Primas).
Posteriormente, os discos são vendidos a outra unidade industrial, inserida na UN Rolhas, dedicada à
produção da rolha técnica. De referir, que parte do granulado proveniente dos desperdícios do fabrico
dos discos são vendidos, também, para a mesma industria para produzir o aglomerado necessário ao
fabrico da rolha técnica.
Os Subprodutos são os produtos derivados da cortiça menos nobres. Correspondem, por isso aos
desperdícios da preparação da cortiça e do fabrico dos discos. São essencialmente compostos por
cortiça que não cumpre os requisitos necessários à indústria rolheira, pelo que são canalizados para
as outras Unidades de Negócio, tais como, UN Revestimentos, UN Compósitos Aglomerados, UN
Isolamentos.
O fluxo do genérico do processo produtivo da unidade industrial de Coruche está ilustrado no
fluxograma da Figura 17.
Figura 17 - Fluxo do Processo Produtivo genérico adaptado de [53].
4.2.6. Família de Produtos
A LP1 produz uma vasta gama de produtos do tipo Cheio e do tipo Delgado, além de vários
Subprodutos, pelo que, se torna necessário desenvolver uma classificação que agrupe os produtos
derivados da cortiça de acordo com o processo produtivo, bem como, o tempo de produção de cada
produto, sabendo que esse agrupamento de produtos similares representa a realidade da linha
produtiva em estudo.
Sabendo isto, foram considerados três produtos que refletem a realidade da LP1:
Legenda:
- Fluxo de matéria-prima
- Produção na unidade industrial de Coruche da Amorim Florestal.
- Produção Externa (Outras UN)
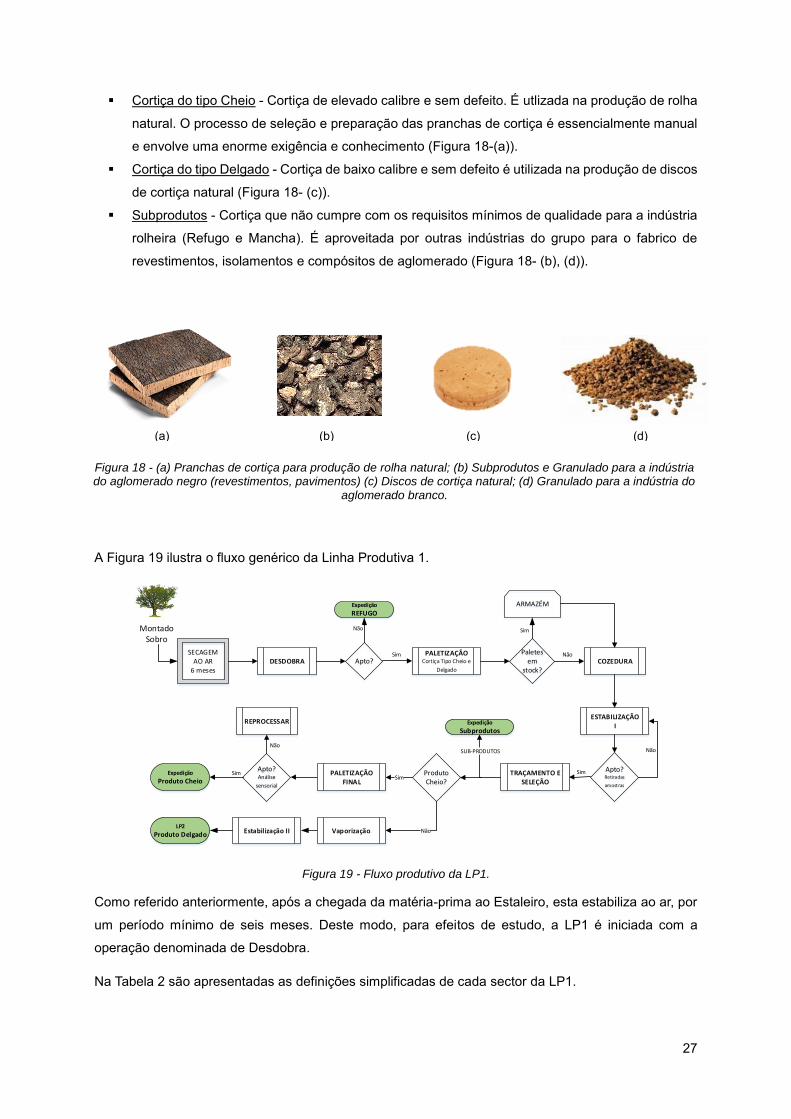
27
Cortiça do tipo Cheio - Cortiça de elevado calibre e sem defeito. É utlizada na produção de rolha
natural. O processo de seleção e preparação das pranchas de cortiça é essencialmente manual
e envolve uma enorme exigência e conhecimento (Figura 18-(a)).
Cortiça do tipo Delgado - Cortiça de baixo calibre e sem defeito é utilizada na produção de discos
de cortiça natural (Figura 18- (c)).
Subprodutos - Cortiça que não cumpre com os requisitos mínimos de qualidade para a indústria
rolheira (Refugo e Mancha). É aproveitada por outras indústrias do grupo para o fabrico de
revestimentos, isolamentos e compósitos de aglomerado (Figura 18- (b), (d)).
4.2.7. Linha Produtiva 1
A Figura 19 ilustra o fluxo genérico da Linha Produtiva 1.
Figura 19 - Fluxo produtivo da LP1.
Como referido anteriormente, após a chegada da matéria-prima ao Estaleiro, esta estabiliza ao ar, por
um período mínimo de seis meses. Deste modo, para efeitos de estudo, a LP1 é iniciada com a
operação denominada de Desdobra.
Na Tabela 2 são apresentadas as definições simplificadas de cada sector da LP1.
DESDOBRASECAGEM
AO AR 6 meses
ARMAZÉM
Sim Não
Sim
Não
SimSim
Não
SimMontado Sobro
Não
PALETIZAÇÃOCortiça Tipo Cheio e
Delgado
COZEDURA
ESTABILIZAÇÃO I
TRAÇAMENTO E SELEÇÃO
REPROCESSAR
PALETIZAÇÃO FINAL
Expedição
Produto Cheio
LP2
Produto Delgado
Expedição
Subprodutos
Expedição
REFUGO
SUB-PRODUTOS
Vaporização.Estabilização II Não
(a) (b) (c) (d)
Figura 18 - (a) Pranchas de cortiça para produção de rolha natural; (b) Subprodutos e Granulado para a indústria do aglomerado negro (revestimentos, pavimentos) (c) Discos de cortiça natural; (d) Granulado para a indústria do
aglomerado branco.

28
I Sector Definição
1 Desdobra Separação do lote por grupos e subsequente paletização na base de transporte apropriada.
2 Cozedura Cozedura em autoclaves das paletes de cortiça.
3 Estabilização I Repouso da cortiça ao ar após operação de Cozedura. O tempo ideal é de 24h.
4 Traçamento Preparação da cortiça cozida e seleção por diferentes classes de qualidade e calibre (espessura).
5 Paletização Final Constituição de paletes de cortiça do tipo Cheio para expedição.
6 Vaporização Consiste na injeção de vapor seco e húmido sobre a matéria-prima a ser trabalhada.
7 Estabilização II Repouso da cortiça ao ar após operação de Vaporização. O tempo ideal é de 12h.
Tabela 2- Definição de cada sector.
De forma a ilustrar a disposição dos sectores produtivos desenhou-se um layout das implantações
juntamente com as principais linhas de fluxo do material. Como pode ser observado na Figura 20, os
dois produtos em análise apresentam linhas de movimentação, desde o Estaleiro, local do primeiro
sector produtivo, até à sua Expedição. Definiu-se para a LP1 as seguintes áreas:
Área 1 - Stock de paletes de cortiça em bruto do tipo Cheio e do tipo Delgado;
Area 2 - Work-in-Progress (WIP) do Sector 2;
Área 3 - Stock de paletes de cortiça cozida: (A) do tipo Cheio, (B) do tipo Delgado;
Área 4 - WIP do Sector 4;
Área 5 - Expedição do produto do tipo Cheio;
Área 6 - Stock Delgado Preparado.
Legenda: - Fluxo do Produto do tipo Cheio; - Fluxo do Produto do tipo Delgado.
Figura 20 - Layout da LP1.
4 123
SECTOR 2
Área 3-B
Área 3-A
Gabinetes
Laboratório
Área 6
CALDEIRA
SECTOR 5
Área4
Saída
Área 5
SE
CT
OR
4-B
SE
CT
OR
1
SE
CT
OR
4
-A
Lin
ha
Pro
du
tiva 2
SECTOR 7
SECTOR 2
SECTOR 6
Área 2
Áre
a1
SECTOR 3
SECTOR 3
LP2
STOCK Estaleiro

29
De sublinhar, que o sector produtivo designado por Traçamento e Seleção (sector 4) está organizado
consoante o tipo de matéria-prima a trabalhar. Deste modo, existem postos de trabalho dedicados
apenas às paletes do tipo Cheio, do tipo Delgado e subprodutos.
Caso o produto seja do tipo Cheio, este segue do sector do Traçamento e Seleção (sector 4-A) em
direção ao sector da Paletização Final (sector 5), que por fim, segue para a Expedição.
Caso o produto seja do tipo Delgado, este vai do sector do Traçamento e Seleção (sector 4-B) em
direção à Área 6, zona dedicada ao armazenamento do produto, onde aguarda pela Vaporização
(sector 6). Posteriormente, o produto segue para a Estabilização II (sector 7), a ultima etapa da LP1,
que uma vez concluída é encaminhada para a LP2.
4.3. Análise de Tempos e Diagnóstico Resultante
Neste capítulo procede-se à apresentação dos resultados provenientes de dados históricos, das
cronometragens e observações instantâneas, quantificando e agregando os valores de forma a traduzir
a realidade da linha produtiva. Através da informação recolhida pretende-se avaliar o estado do
processo e identificar eventuais sectores com potencial de melhoria.
4.3.1. Taxa de Ocupação de cada sector
A definição de taxa de ocupação é apresentada como a relação entre o tempo total produtivo e o número
de horas disponíveis de trabalho. Este valor, quando estimado, assume-se como um dado relevante
pois permite identificar qual, ou quais, os sectores que estão em sobrecarga de trabalho. Pelo que
interessa perceber a razão pela qual esta sobrecarga acontece de forma a poder mitigar os setores
estranguladores e contribuir para um sistema produtivo com maior fluência e capacidade de resposta.
Através dos dados históricos do acumulado de vendas do produto Cheio (QDE) referente aos primeiros
8 meses do ano de 2014, e assumindo que estes valores são representativos da produção deste
produto na LP1, com a contabilização dos dias úteis que a fábrica laborou (134 dias), e assumindo que
o peso médio de uma palete de expedição é de 950 kg, consegue-se estimar o número de paletes
produzidas (NPD) através da equação (1).
𝑁𝑃𝐷 = (𝑄𝐷𝐸
134) /950 (1)
Estes valores foram fornecidos pelos responsáveis da produção da fábrica (Tabela 3).
Uma vez que os valores reais da produção do produto Delgado não estavam acessíveis, estimou-se o
seu valor com base nos dados históricos da quantidade produzida no sector do Traçamento referente
aos primeiros 8 meses do ano de 2014.

30
Legenda: QDE – Quantidade acumulada de cortiça produzida, em quilogramas; QMD – Quantidade
média de cortiça produzida por dia útil, em quilogramas; NPD – Número médio de paletes produzidas
por dia útil.
Tabela 3 - Número de Paletes Produzidas no sector da Preparação.
Através do método das cronometragens, foi possível com base em várias medições obter os tempos
de ciclo médio de cada sector. Define-se pelo tempo decorrido entre o início de uma operação entre
duas peças subsequentes.
Na Tabela 4 apresentam-se os valores temporais em, hh:mm, referente a hora e minutos.
Tabela 4 - Apresentação dos tempos de ciclo médio (TC) em cada sector da LP1.
Através do conhecimento adquirido na fábrica, obteve-se a informação relativa ao número de postos
de trabalho existentes por sector e os turnos realizados dos mesmos. Com esta informação calculou-
se o número de horas disponíveis de trabalho em cada sector. De realçar que para a obtenção das
taxas de ocupação, considera-se a cortiça rejeitada. Deste modo, iremos analisar os sectores onde
ocorre rejeição de cortiça.
A rejeição de cortiça na LP1 acontece em dois momentos: no sector da Desdobra e do Traçamento.
Segundo a informação fornecida pelos responsáveis de produção, no sector da Desdobra, existe uma
perda de média de 15%, dos quais 4% apresentam defeitos críticos e 11% é considerado Refugo.
Sabendo que o sector de Cozedura apenas produz a quantidade necessária para o sector do
Traçamento. Como a quantidade produzida no sector da Desdobra é superior, significa que entre estes
dois sectores existe acumulação de stock. De salientar, que o número de paletes produzidas no sector
da Desdobra foi estimado com base em dados históricos (ver Anexo 3).
No caso do sector do Traçamento, a rejeição da matéria-prima irá depender do tipo de cortiça a ser
trabalhada. Assim, caso a cortiça a trabalhar seja do tipo Cheio, é rejeitada, em média de 45,6%. Com
Produto QDE QMD NPD
Cheio 2.317.678 17.296 18
Delgado 2.418.700 18.050 19
Sector Produto Cheio Produto Delgado
Desdobra 01:06 01:21
Cozedura 01:35 01:35
Estabilização I 23:59 23:59
Traçamento 02:50 02:40
Paletização Final 01:27 -
Vaporização - 01:10
Estabilização II - 12:00
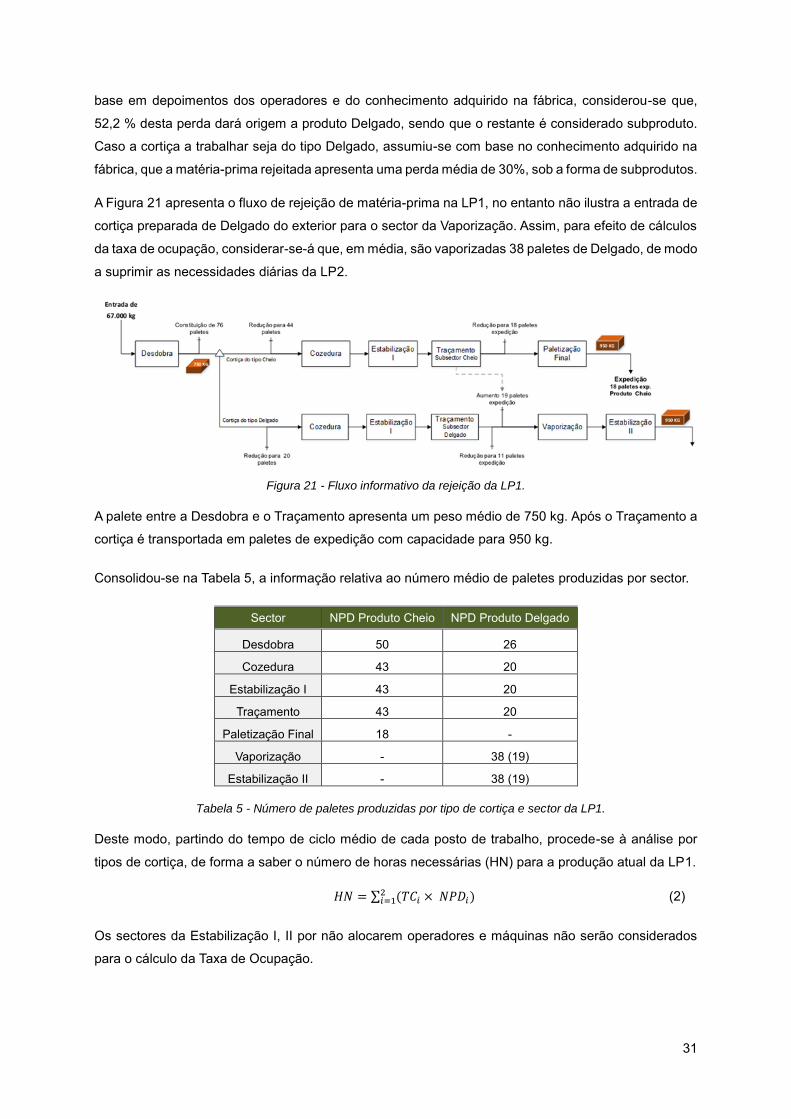
31
base em depoimentos dos operadores e do conhecimento adquirido na fábrica, considerou-se que,
52,2 % desta perda dará origem a produto Delgado, sendo que o restante é considerado subproduto.
Caso a cortiça a trabalhar seja do tipo Delgado, assumiu-se com base no conhecimento adquirido na
fábrica, que a matéria-prima rejeitada apresenta uma perda média de 30%, sob a forma de subprodutos.
A Figura 21 apresenta o fluxo de rejeição de matéria-prima na LP1, no entanto não ilustra a entrada de
cortiça preparada de Delgado do exterior para o sector da Vaporização. Assim, para efeito de cálculos
da taxa de ocupação, considerar-se-á que, em média, são vaporizadas 38 paletes de Delgado, de modo
a suprimir as necessidades diárias da LP2.
Figura 21 - Fluxo informativo da rejeição da LP1.
A palete entre a Desdobra e o Traçamento apresenta um peso médio de 750 kg. Após o Traçamento a
cortiça é transportada em paletes de expedição com capacidade para 950 kg.
Consolidou-se na Tabela 5, a informação relativa ao número médio de paletes produzidas por sector.
Tabela 5 - Número de paletes produzidas por tipo de cortiça e sector da LP1.
Deste modo, partindo do tempo de ciclo médio de cada posto de trabalho, procede-se à análise por
tipos de cortiça, de forma a saber o número de horas necessárias (HN) para a produção atual da LP1.
𝐻𝑁 = ∑ (𝑇𝐶𝑖 × 𝑁𝑃𝐷𝑖)2𝑖=1 (2)
Os sectores da Estabilização I, II por não alocarem operadores e máquinas não serão considerados
para o cálculo da Taxa de Ocupação.
Sector NPD Produto Cheio NPD Produto Delgado
Desdobra 50 26
Cozedura 43 20
Estabilização I 43 20
Traçamento 43 20
Paletização Final 18 -
Vaporização - 38 (19)
Estabilização II - 38 (19)
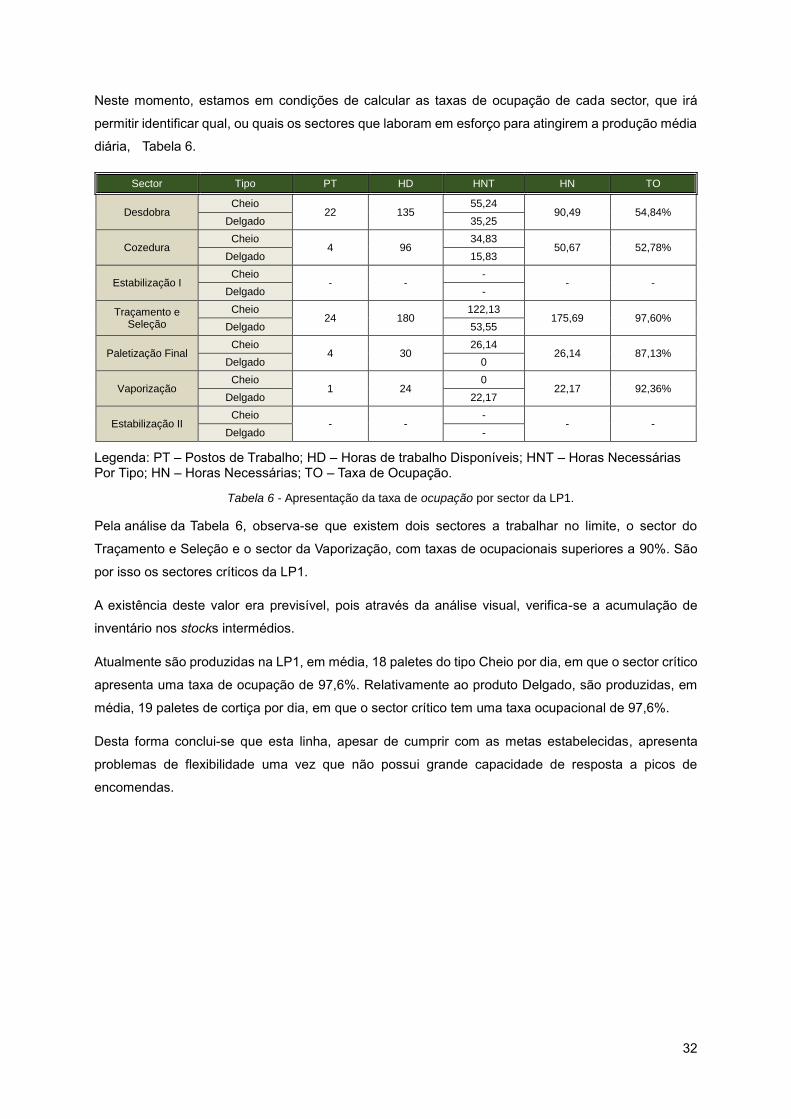
32
Neste momento, estamos em condições de calcular as taxas de ocupação de cada sector, que irá
permitir identificar qual, ou quais os sectores que laboram em esforço para atingirem a produção média
diária, Tabela 6.
Sector Tipo PT HD HNT HN TO
Desdobra Cheio
22 135 55,24
90,49 54,84% Delgado 35,25
Cozedura Cheio
4 96 34,83
50,67 52,78% Delgado 15,83
Estabilização I Cheio
- - -
- - Delgado -
Traçamento e Seleção
Cheio 24 180
122,13 175,69 97,60%
Delgado 53,55
Paletização Final Cheio
4 30 26,14
26,14 87,13% Delgado 0
Vaporização Cheio
1 24 0
22,17 92,36% Delgado 22,17
Estabilização II Cheio
- - -
- - Delgado -
Legenda: PT – Postos de Trabalho; HD – Horas de trabalho Disponíveis; HNT – Horas Necessárias Por Tipo; HN – Horas Necessárias; TO – Taxa de Ocupação.
Tabela 6 - Apresentação da taxa de ocupação por sector da LP1.
Pela análise da Tabela 6, observa-se que existem dois sectores a trabalhar no limite, o sector do
Traçamento e Seleção e o sector da Vaporização, com taxas de ocupacionais superiores a 90%. São
por isso os sectores críticos da LP1.
A existência deste valor era previsível, pois através da análise visual, verifica-se a acumulação de
inventário nos stocks intermédios.
Atualmente são produzidas na LP1, em média, 18 paletes do tipo Cheio por dia, em que o sector crítico
apresenta uma taxa de ocupação de 97,6%. Relativamente ao produto Delgado, são produzidas, em
média, 19 paletes de cortiça por dia, em que o sector crítico tem uma taxa ocupacional de 97,6%.
Desta forma conclui-se que esta linha, apesar de cumprir com as metas estabelecidas, apresenta
problemas de flexibilidade uma vez que não possui grande capacidade de resposta a picos de
encomendas.

33
4.3.2. Mapa do Fluxo de Valor atual
Neste capítulo procedeu-se à construção do mapa de fluxo de valor, reproduzindo o estado atual da
LP1. As Figura 22 e Anexo 1 retratam o mapeamento de fluxo de valor relativo aos dois produtos em
estudo, o Cheio e o Delgado, respetivamente.
O mapa em questão reproduz o fluxo do material e da informação através de uma simbologia
específica, que neste caso, transmite a informação do estado atual da fábrica, como se trabalha e como
se comunica ao longo da linha produtiva.
O mapa tem a capacidade de facilitar a perceção das necessidades da linha produtiva e das eventuais
melhorias que podem, ou não, ser efetuadas. Da aplicação desta ferramenta decorrem dois indicadores
de extrema importância, o Tempo de Valor acrescentado e o Lead time.
O Tempo de Valor Acrescentado consiste no somatório de todos os tempos produtivos, que
acrescentam valor ao produto, apurados no estudo dos tempos.
O Lead time é por definição o tempo entre o início de uma atividade, produtiva ou não, e o seu término.
Neste caso, representa o tempo de permanência do material, desde o início da sua produção até ao
final da LP1. É o resultado do somatório dos tempos de ciclo de todos processos necessários para criar
o produto, acrescentado do tempo de esperas entre processos. Para um sistema perfeito e em
consonância com o mercado, o Lead time deveria ser igual ao tempo de valor acrescentado.
Os Lead time reportados pela empresa consistem no tempo total despendido na produção da primeira
palete de expedição de um determinado lote. Estes valores foram fornecidos pela empresa através de
registos de início das ordens de fabrico do lote (no estaleiro) e a saída para o cliente, no caso do produto
Cheio, ou entrada na LP2, no caso do produto Delgado. São apresentados na Tabela 8 os valores
obtidos.
Posto isto, foram elencados dois mapas, um por cada tipo de família, uma vez que apresentam
diferenças quer ao nível do tempo de ciclo, quer ao nível dos processos de fabrico, o que contribui para
resultados diferentes.
Existem 6 e 7 operações que acrescentam valor ao produto Cheio e Delgado, respetivamente, e 1
operação de controlo de qualidade, que apesar de não acrescentar valor tem que ser feita
obrigatoriamente.
O produto Delgado necessita de duas operações extra, a Vaporização e Estabilização II.

34
Figura 22 – Mapa do fluxo de valor no estado atual para a cortiça do tipo Cheio - lote A.
Estabilização I
Controlo de Produção
TC ideal= 24h
TO = N/A
3 Turnos
TSVA = 0 %
0h10
16h15
3h22
2h06
0h05
1h02
0h05
1h12
4
Traçamento
TC = 2h50
TSVA = 27%
TO = 97,6%
1 Turno (7,5h)
4 paletes/ TC
TC = 1h27
TSVA = 29%
TO = 88,1 %
1 Turno (7,5h)
1 paletes/ TC
1
Paletização Final
1
Cozedura
TC = 1h35
T. Setup = 23 min
TO= 52,8%; 3 Turnos
Nº de máquinas: 4
2 paletes/ TC
2+2
Desdobra+Paletização
Lead Time = 7 dias úteis
TVA = 21h23
Clientes
Lote A
1 x Ano
Produtores
FIFOPesagem e Aprovação
Laboratorial
Expedição
OXOX
Dep. Comercial
TC = 1h06
TSVA = 26%
TO = 54,8%
1 Turno (7,5h)
2 paletes/ TC
5,27 dias
0h49
1 x dia

35
4.3.3. Análise ao Mapa de Fluxo de Valor
O Lead time é vulgarmente utilizado como um indicador de competitividade para uma empresa, na
medida em que a sua redução garante uma melhor resposta ao cliente, reduz custos de produção e
maximiza as margens de lucro.
O Lead time e o tempo de valor acrescentado, quando comparados permitem retirar elações
relativamente a oportunidades de melhoria do sistema produtivo.
Na Tabela 7 foram resumidos os valores obtidos de Lead time e do tempo de valor acrescentado dos
vários lotes em estudo.
Produto Lead time Tempo de Valor Acrescentado10
Cheio para rolhas 2~7 dias úteis 29:08:00
Delgado para discos 5~8 dias úteis 41:10:00
Tabela 7 – Tabela simplificada das diferenças de tempos entre produtos.
Esta divergência advém do facto de existirem zonas com desperdícios elevados que concorrem para
um mau funcionamento da Linha Produtiva.
Como a empresa não reportou o Lead time médio por produto, foi elaborada uma análise comparativa
entre os lotes fornecidos.
Utilizou-se uma métrica útil para avaliar o funcionamento e quantificar a oportunidade de melhorias dos
sistemas produtivos, designado de Process Cycle Efficiency (PCE), juntamente com o valor percentual
do tempo de Esperas Externas e Esperas Internas que são calculados com base nas equações (3), (4)
e (5):
𝑃𝐶𝐸 =𝑇𝑉𝐴
𝐿𝑒𝑎𝑑 𝑇𝑖𝑚𝑒 (3)
%𝐸𝑠𝑝𝑒𝑟𝑎𝑠 𝐸𝑥𝑡𝑒𝑟𝑛𝑎𝑠 =𝐸𝑠𝑝𝑒𝑟𝑎𝑠 𝑒𝑛𝑡𝑟𝑒 𝑠𝑒𝑐𝑡𝑜𝑟𝑒𝑠
𝐿𝑒𝑎𝑑 𝑇𝑖𝑚𝑒 (4)
%𝐸𝑠𝑝𝑒𝑟𝑎𝑠 𝐼𝑛𝑡𝑒𝑟𝑛𝑎𝑠 =𝑇𝐶−𝑇𝑉𝐴
𝐿𝑒𝑎𝑑 𝑇𝑖𝑚𝑒 (5)
Deste modo, procedeu-se à análise do Lead time por produto conforme segue:
Produto Cheio
Relativamente ao Produto Cheio, são apresentados na Tabela 8 os resultados detalhados dos quatro
lotes em estudo.
Nesta Tabela são igualmente expostas as segregações dos tempos de espera, em dias úteis (24 horas),
por operação. Através desta descaracterização é possível identificar qual, ou quais, os sectores
estranguladores e as fontes de desperdício do sistema produtivo.
10 - Valor obtido caso se considere que os tempos de Estabilização I e II sejam cumpridos.
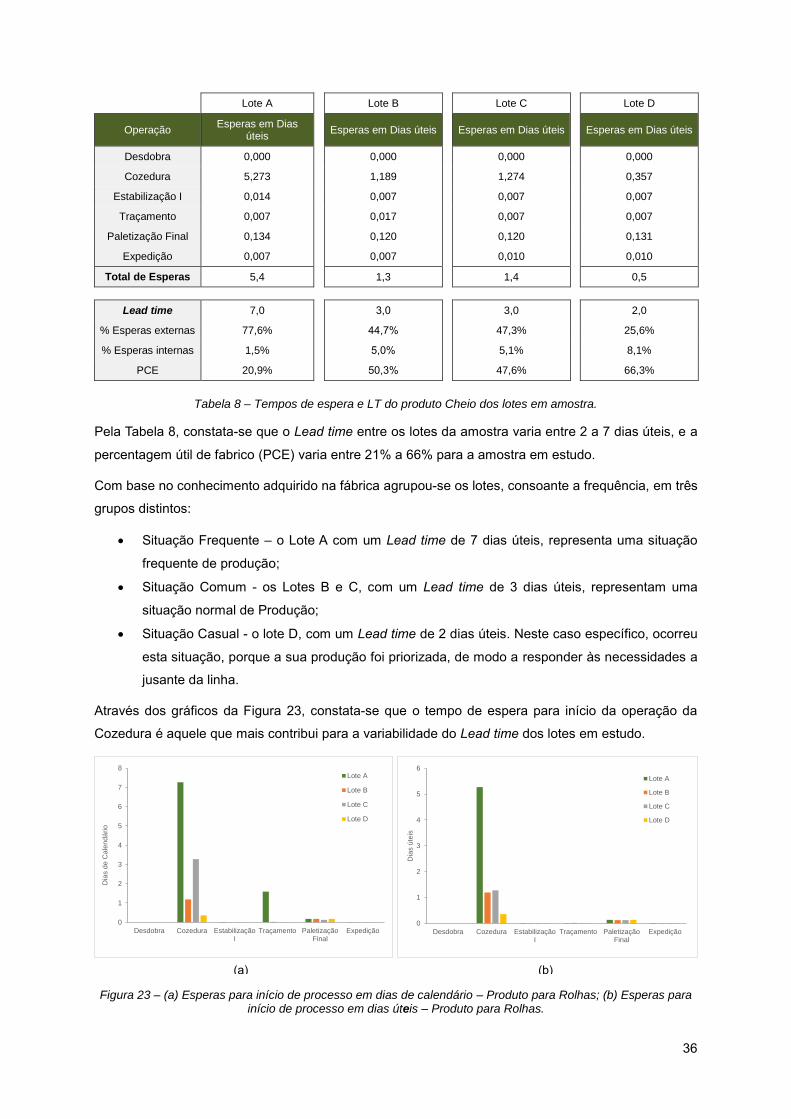
36
Lote A Lote B Lote C Lote D
Operação Esperas em Dias
úteis Esperas em Dias úteis
Esperas em Dias úteis
Esperas em Dias úteis
Desdobra 0,000 0,000 0,000 0,000
Cozedura 5,273 1,189 1,274 0,357
Estabilização I 0,014 0,007 0,007 0,007
Traçamento 0,007 0,017 0,007 0,007
Paletização Final 0,134 0,120 0,120 0,131
Expedição 0,007 0,007 0,010 0,010
Total de Esperas 5,4 1,3 1,4 0,5
Lead time 7,0 3,0 3,0 2,0
% Esperas externas 77,6% 44,7% 47,3% 25,6%
% Esperas internas 1,5% 5,0% 5,1% 8,1%
PCE 20,9% 50,3% 47,6% 66,3%
Tabela 8 – Tempos de espera e LT do produto Cheio dos lotes em amostra.
Pela Tabela 8, constata-se que o Lead time entre os lotes da amostra varia entre 2 a 7 dias úteis, e a
percentagem útil de fabrico (PCE) varia entre 21% a 66% para a amostra em estudo.
Com base no conhecimento adquirido na fábrica agrupou-se os lotes, consoante a frequência, em três
grupos distintos:
Situação Frequente – o Lote A com um Lead time de 7 dias úteis, representa uma situação
frequente de produção;
Situação Comum - os Lotes B e C, com um Lead time de 3 dias úteis, representam uma
situação normal de Produção;
Situação Casual - o lote D, com um Lead time de 2 dias úteis. Neste caso específico, ocorreu
esta situação, porque a sua produção foi priorizada, de modo a responder às necessidades a
jusante da linha.
Através dos gráficos da Figura 23, constata-se que o tempo de espera para início da operação da
Cozedura é aquele que mais contribui para a variabilidade do Lead time dos lotes em estudo.
Figura 23 – (a) Esperas para início de processo em dias de calendário – Produto para Rolhas; (b) Esperas para início de processo em dias úteis – Produto para Rolhas.
(a) (b)
0
1
2
3
4
5
6
7
8
Desdobra Cozedura EstabilizaçãoI
Traçamento PaletizaçãoFinal
Expedição
Dia
s d
e C
ale
nd
ári
o
Lote A
Lote B
Lote C
Lote D
0
1
2
3
4
5
6
Desdobra Cozedura EstabilizaçãoI
Traçamento PaletizaçãoFinal
Expedição
Dia
s ú
teis
Lote A
Lote B
Lote C
Lote D
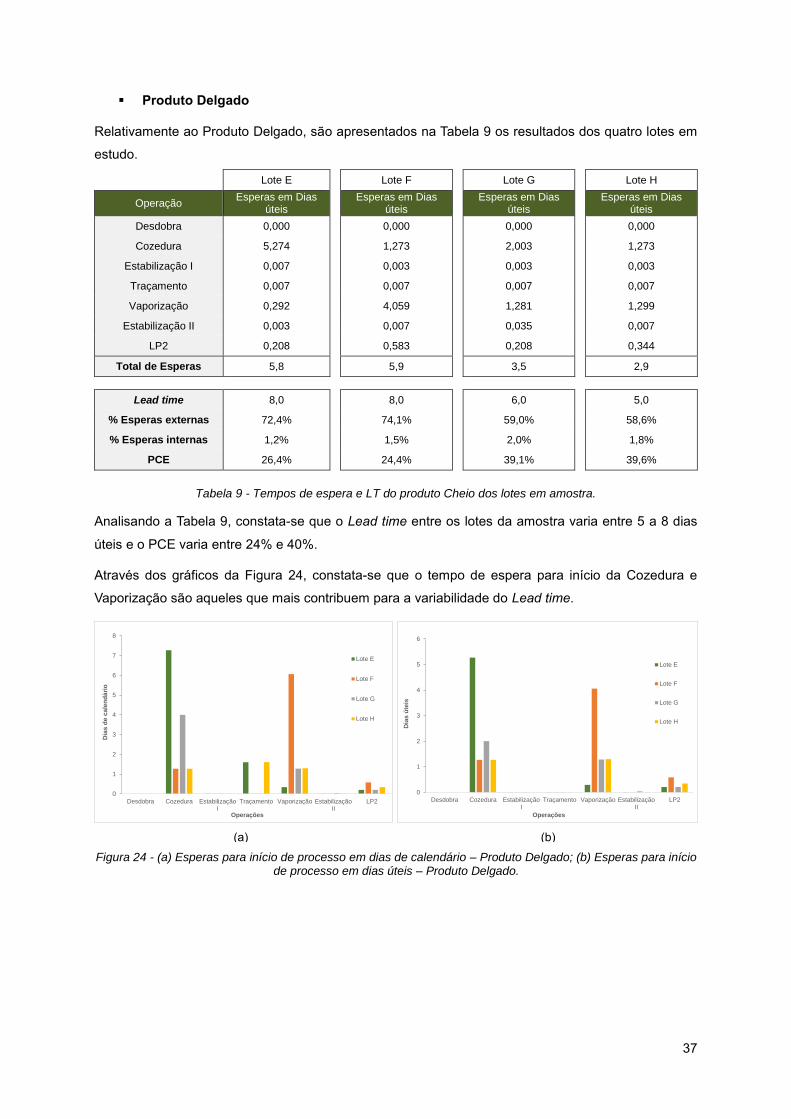
37
Produto Delgado
Relativamente ao Produto Delgado, são apresentados na Tabela 9 os resultados dos quatro lotes em
estudo.
Lote E Lote F Lote G Lote H
Operação Esperas em Dias
úteis Esperas em Dias
úteis Esperas em Dias
úteis
Esperas em Dias úteis
Desdobra 0,000 0,000 0,000 0,000
Cozedura 5,274 1,273 2,003 1,273
Estabilização I 0,007 0,003 0,003 0,003
Traçamento 0,007 0,007 0,007 0,007
Vaporização 0,292 4,059 1,281 1,299
Estabilização II 0,003 0,007 0,035 0,007
LP2 0,208 0,583 0,208 0,344
Total de Esperas 5,8 5,9 3,5 2,9
Lead time 8,0 8,0 6,0 5,0
% Esperas externas 72,4% 74,1% 59,0% 58,6%
% Esperas internas 1,2% 1,5% 2,0% 1,8%
PCE 26,4% 24,4% 39,1% 39,6%
Tabela 9 - Tempos de espera e LT do produto Cheio dos lotes em amostra.
Analisando a Tabela 9, constata-se que o Lead time entre os lotes da amostra varia entre 5 a 8 dias
úteis e o PCE varia entre 24% e 40%.
Através dos gráficos da Figura 24, constata-se que o tempo de espera para início da Cozedura e
Vaporização são aqueles que mais contribuem para a variabilidade do Lead time.
(a) (b)
0
1
2
3
4
5
6
7
8
Desdobra Cozedura EstabilizaçãoI
Traçamento Vaporização EstabilizaçãoII
LP2
Dia
s d
e c
ale
nd
ári
o
Operações
Lote E
Lote F
Lote G
Lote H
0
1
2
3
4
5
6
Desdobra Cozedura EstabilizaçãoI
Traçamento Vaporização EstabilizaçãoII
LP2
Dia
s ú
teis
Operações
Lote E
Lote F
Lote G
Lote H
Figura 24 - (a) Esperas para início de processo em dias de calendário – Produto Delgado; (b) Esperas para início de processo em dias úteis – Produto Delgado.
38
4.3.4. Análise ao Takt Time
Em contexto industrial, o Takt Time (TT) é a taxa média de pedidos do cliente, e indica a frequência
com que um produto deve ser produzido para satisfazer as necessidades dos clientes, e é igual à razão
entre o tempo disponível pelo volume das encomendas, que neste caso são em paletes (6).
𝑇𝑎𝑘𝑡 𝑇𝑖𝑚𝑒 =𝑇𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑣𝑒𝑙
𝑉𝑜𝑙𝑢𝑚𝑒 𝑒𝑛𝑐𝑜𝑚𝑒𝑛𝑑𝑎𝑠 (6)
O TT quando comparado com o Tempo de Ciclo (TC) possibilita avaliar a flexibilidade do sistema e a
sua capacidade de resposta. Idealmente, o TC deverá ser igual ou inferior ao TT.
Se o TC for superior ao TT, significa que, o sistema incorre em ineficiências e custos para compensar
a falta de sincronia com a procura, produzindo desperdícios na forma de inventário, aquisição
prematura de matéria-prima, custo de oportunidade em produzir outros produtos.
Para calcular o TT da LP1 é necessário tomar em consideração os seguintes pontos:
O orçamento para vendas é constante, no entanto, como existe rejeição da matéria-prima no sector
do traçamento, apurou-se a quantidade de paletes necessárias nos sectores a montante para
garantir a quantidade certa a jusante. Utilizaram-se os valores referidos na secção 4.3.1. Neste
sentido, sempre que existir rejeição a quantidade de paletes aumenta e o TT diminui;
Os sectores abrem em turnos e horários diferentes, pelo que é necessário calcular o tempo
disponível sector a sector para calcular o TT;
Para o sector da Cozedura, como não existe uma máquina afeta por cada lote, calculou-se um TT
genérico, considerando o volume global de encomendas;
Para o Sector da Estabilização, o TT é igual à operação do Traçamento;
A base de transporte da linha produtiva é a mesma, em ambos os produtos, até ao sector do
Traçamento. Até este sector a unidade de transporte é a palete com 750 kg de capacidade, a partir
deste ponto, a unidade é uma palete de expedição com 950 kg. Assim, foi necessário ajustar o TT
a esta variável;
Para o sector da Vaporização, existe um incremento de matéria-prima no sector, como já discutido
na secção 4.3.1, o que faz diminuir o TT;
Sabendo que o orçamento da Preparação da cortiça é global, e estando a análise focada a um lote,
é necessário calcular o número médio de paletes pedidas por lote. Então, assumiu-se para efeito
de cálculos, que existem 2 lotes de Delgado e 4 de Cheio, a serem trabalhados em simultâneo.
O cálculo do TT pode ser analisado no Anexo 4 e os resultados desta análise apresentam-se na Figura
25. Como se pode observar na figura abaixo, o TC é superior ao TT em todas as operações, com
exceção, para a Paletização Final. Este resultado demonstra que a linha produtiva 1 é um sistema com
pouca fluência e flexibilidade, e sem capacidade de resposta para responder a mais pedidos de
encomendas.

39
Na Figura 25 é ainda possível verificar o potencial de melhoria de cada sector, através dos tempos sem
valor acrescentado. Este tempo ainda que não acrescente valor ao produto pode ser necessário à
operação, e é difícil de eliminar.
Foi também identificado que para o produto Cheio cerca de 1.752 min, ou 94,0% de 1.863 min
correspondem a tempos de valor acrescentado, como representado na Figura 25-(a) e Tabela 10.
Figura 25 - (a) TVA, TSVA e TT – Produto Cheio; (b) TVA e TSVA e TT – Produto Delgado.
Para o produto Delgado cerca de 2.466 min, ou 94,0% de 2.461 min correspondem a tempos de valor
acrescentado, como representado na Figura 25-(b) e Tabela 10.
Estes valores são fruto do longo TC da operação de Estabilização.
Cheio Delgado
Operação %TVA TVA (min)
TSVA (min)
TC (min) TT
(min) %TVA
TVA (min)
TSVA (min)
TC (min)
TT (min)
Desdobra 74,0% 49 17 66 43 74,0% 60 21 81 59
Cozedura 75,8% 72 23 95 89 75,8% 72 23 95 89
Estabilização I 100,0% 1.440 0 1.440 43 100,0% 1.440 0 1.440 59
Traçamento 74,0% 126 44 170 43 74,0% 118 42 160 59
Paletização Final 71,0% 62 25 87 100 N.a. N.a. N.a. N.a. -
Vaporização N.a. N.a. N.a. N.a. 85,0% 60 11 70 38
Estabilização II N.a. N.a. N.a. N.a. N.a. 100,0% 720 0 720 38
Tabela 10 - Tempos Produtivos com e sem valor acrescentado, Takt Time – Produto Cheio e Delgado.
A operação de Estabilização é responsável por 77% do tempo total de produção, no caso do produto
Cheio, e 84% no caso Delgado. Apesar de esta operação ser necessária, verifica-se que o TC nem
sempre é cumprido, como é possível ser observado nos mapas de fluxo de valor apresentados. Por
esta razão, este sector irá ser escalpelizado em detalhe na seção seguinte.
Face ao exposto serão analisados os potenciais de melhoria dos sectores críticos ao sistema, na
secção seguinte.
(a) (b)
0
200
400
600
800
1000
1200
1400
1600
Desdobra Cozedura EstabilizaçãoI
Traçamento ePaletização
Vaporização EstabilizaçãoII
Tem
po
Cic
lo (
min
)
TSVA (min) TVA (min) Takt Time (min)
0
200
400
600
800
1000
1200
1400
1600
Desdobra Cozedura Estabilização I Traçamento Paletização Final
Tem
po
Cic
lo (
min
)
TSVA (min) TVA (min) Takt Time (min)
40
4.3.5. Limitações do Sistema Produtivo
Pela observação do mapa de fluxo de valor (Figura 22 e Anexo 1) e do acima referido, foram
identificados alguns aspetos críticos e possibilidades de melhoria do sistema produtivo da LP1:
As setas de informação revelam que os seguintes sectores não comunicam entre si, existindo
apenas informação isolada do controlo de produção:
o Sectores da Desdobra e Cozedura.
As setas que definem “Produção Empurrada” entre os sectores produtivos devem ser
substituídas por setas de “Produção Puxada”;
Existência de inventário entre sectores;
Diferentes bases de transporte ao longo da linha produtiva;
A informação que circula na LP1 é manual;
Não cumprimento da First In First Out (FIFO) no sector da Estabilização II.
Aos pontos referidos, acrescentando a falta de flexibilização do sector Desdobra, Cozedura,
Traçamento, recomenda-se um conjunto de medidas com o objetivo de melhorar o sistema produtivo
atual.
4.3.6. Estudo dos Sectores Produtivos
Chegando a este ponto, e através do conhecimento adquirido na fábrica, efetuou-se uma explicação
de cada sector produtivo evidenciando a origem dos aspetos críticos e possibilidades de melhoria acima
mencionados.
Deste modo, recorreu-se à utilização das observações instantâneas, tanto para identificar os diferentes
estados operativos como para quantificar as possíveis perdas. Assim, construíram-se três estados
essenciais por cada posto de trabalho:
Em Produção Efetiva - Corresponde à percentagem de tempo em que o operador ou a máquina
está efetivamente a produzir. Representa o tempo de valor acrescentado.
Em Espera - Equivale ao espaço de tempo em que o operador ou a máquina, por diversos
motivos, não se encontra a produzir. Representa a fração de tempo evitável sem valor
acrescentado.
Em Alimentação - Equivale à percentagem de tempo em que a máquina está a ser alimentada
pelo operador. Representa a fração de tempo inevitável sem valor acrescentado.
Como os tempos de produção da LP1 são muito longos, efetuou-se o registo das observações em
intervalos de cinco em cinco minutos.
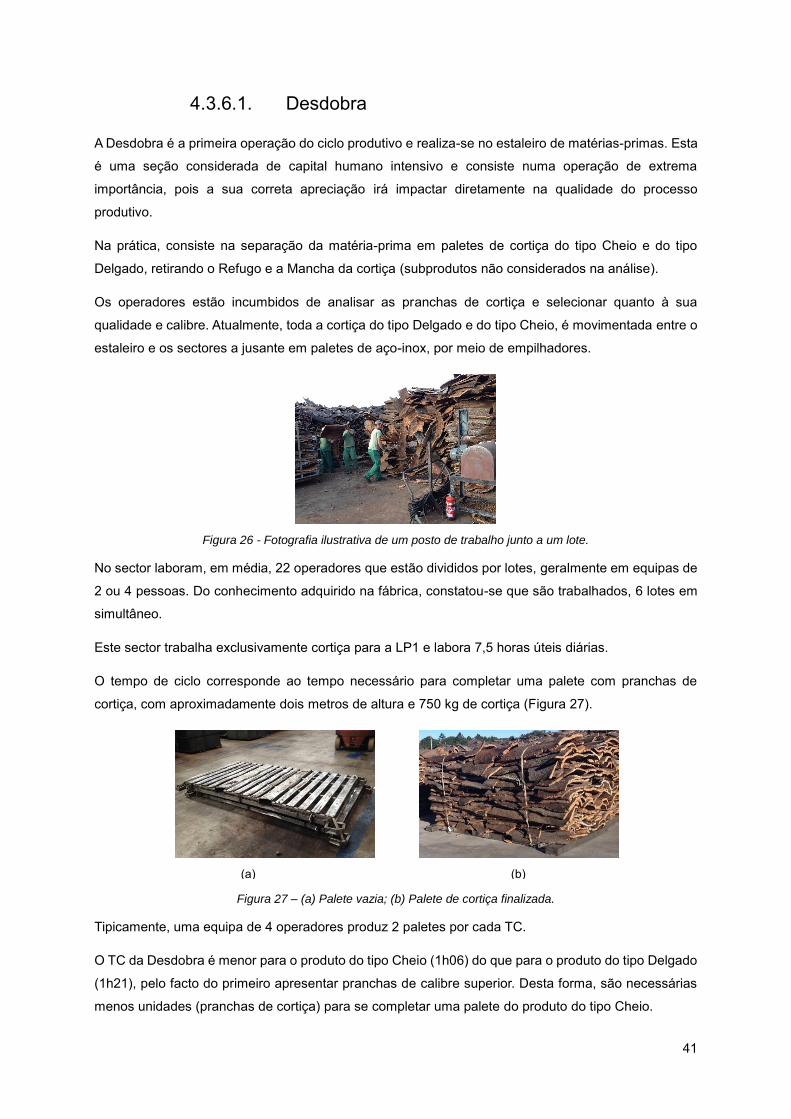
41
4.3.6.1. Desdobra
A Desdobra é a primeira operação do ciclo produtivo e realiza-se no estaleiro de matérias-primas. Esta
é uma seção considerada de capital humano intensivo e consiste numa operação de extrema
importância, pois a sua correta apreciação irá impactar diretamente na qualidade do processo
produtivo.
Na prática, consiste na separação da matéria-prima em paletes de cortiça do tipo Cheio e do tipo
Delgado, retirando o Refugo e a Mancha da cortiça (subprodutos não considerados na análise).
Os operadores estão incumbidos de analisar as pranchas de cortiça e selecionar quanto à sua
qualidade e calibre. Atualmente, toda a cortiça do tipo Delgado e do tipo Cheio, é movimentada entre o
estaleiro e os sectores a jusante em paletes de aço-inox, por meio de empilhadores.
Figura 26 - Fotografia ilustrativa de um posto de trabalho junto a um lote.
No sector laboram, em média, 22 operadores que estão divididos por lotes, geralmente em equipas de
2 ou 4 pessoas. Do conhecimento adquirido na fábrica, constatou-se que são trabalhados, 6 lotes em
simultâneo.
Este sector trabalha exclusivamente cortiça para a LP1 e labora 7,5 horas úteis diárias.
O tempo de ciclo corresponde ao tempo necessário para completar uma palete com pranchas de
cortiça, com aproximadamente dois metros de altura e 750 kg de cortiça (Figura 27).
Figura 27 – (a) Palete vazia; (b) Palete de cortiça finalizada.
Tipicamente, uma equipa de 4 operadores produz 2 paletes por cada TC.
O TC da Desdobra é menor para o produto do tipo Cheio (1h06) do que para o produto do tipo Delgado
(1h21), pelo facto do primeiro apresentar pranchas de calibre superior. Desta forma, são necessárias
menos unidades (pranchas de cortiça) para se completar uma palete do produto do tipo Cheio.
(a) (b)

42
Com base na amostra recolhida, o TC apresenta uma variabilidade média de 12% para o produto Cheio
e 23% para o Delgado. Estes valores podem ser justificados pela enorme heterogeneidade da matéria-
prima e pela morfologia dos lotes. Pois, a cortiça é um produto de origem natural.
Através do estudo dos tempos, nomeadamente das observações instantâneas, verifica-se que, cerca
de um quarto do TC corresponde a tempo não-produtivo sob a forma de espera (Figura 28).
Figura 28 - Taxa de Produção do sector – Desdobra.
Após a operação de Desdobra a cortiça é encaminhada para o “Stock Cortiça Crua”, como pode ser
observado na Figura 29. Esta zona está organizada por lote de cortiça. A filosofia de produção deste
sector está assente no conceito de Push, de produção empurrada, pelo que se assiste a uma
acumulação de inventário a jusante.
Figura 29 - Zona dedicada ao “Stock de Cortiça Crua”.
Como pode ser verificado pela Figura 29, a dimensão das paletes constitui um fator determinante para
a falta de fluência da linha produtiva.
4.3.6.2. Cozedura
O objetivo da Cozedura é alterar as propriedades mecânicas das pranchas, de modo a aplanar a sua
curvatura e facilitar as operações de corte subsequentes. Também funciona como tratamento de
limpeza.
Este sector é extremamente importante em toda a linha de preparação da cortiça, uma vez que é aquele
que define a cadência do sistema produtivo para jusante, e funciona como Pacemaker do sistema. As
74%26%
Em Produção Em Espera

43
ordens de fabrico são recebidas diariamente pelo controlo de produção. O sector apresenta a sua
produção nivelada (Heijuka).
Esta seção opera em descontínuo, por batelada, na qual as paletes de cortiça são inseridas em
autoclaves fechados, para serem tratadas em água a uma temperatura próxima de 100 °C durante,
aproximadamente, uma hora. O processo de cozedura em autoclave é completamente automatizado.
Figura 30 - Fotografia ilustrativa das autoclaves do sector da Cozedura.
O sector é composto por 4 máquinas que laboram, em 3 turnos de 8 horas. As autoclaves têm a
capacidade para produzir 2 paletes em simultâneo.
As 4 máquinas são operadas por um funcionário que é responsável pela sua alimentação. A
alimentação é executada por meio de um pórtico comandado pelo operador.
O sector depende, ainda, de um empilhador para transportar as paletes da zona de stock para a área
de carregamento. A correta coordenação entre o operador da empilhadora e o operador do sector da
cozedura tem uma importância vital, para o bom funcionamento do sector.
Figura 31 – Taxa de produção das máquinas do sector – Cozedura.
Através das observações instantâneas realizadas ao sector, Figura 31, verifica-se que cerca de um
quarto do tempo é utilizado em funções sem valor acrescentado.
O tempo entre, o fim e o início de um novo ciclo produtivo, é designado por tempo de mudança de
paletes, isto é o tempo de setup. Sendo este o sector estrangulador do sistema, convém esmiuçar o
motivo do tempo de setup para compreender a realidade do sector.
Análise da rotina de trabalho do Operador
As funções que o operador desempenha neste sector são, genericamente, as seguintes:
i. Alimentar a máquina - carregar e descarregar as paletes da autoclave;
76%24%
Em Produção Em Setup

44
ii. Controlar parâmetros e iniciar o programa da autoclave;
iii. Transporte – o operador deve coordenar com o funcionário do empilhador o transporte das
paletes já produzidas para o sector da estabilização, de forma a desimpedir a zona de carga,
e subsequentemente, o transporte de novas paletes para esta zona de modo garantir a
alimentação das máquinas;
iv. Pesar paletes - recolher a identificação das paletes e aferir o seu peso;
v. Inserir Produção PC – inserir os dados da produção, número de lote e peso, no sistema;
vi. Movimentos Excessivos – movimentos excessivos na preparação das paletes para máquina.
Destas operações, apenas a primeira e a segunda são operações obrigatórias, sendo que só a segunda
acrescenta valor à operação do produto final. As restantes são funções sem valor acrescentado. Este
tempo deve ser mitigado de modo a aumentar a flexibilidade do sector.
Figura 32 – Operações que originam tempo de espera – Cozedura.
4.3.6.3. Estabilização I
A Estabilização I consiste no período que decorre entre a operação de Cozedura e o Traçamento, e por
ser um processo natural não requer a alocação de postos de trabalho. Neste sentido, a operação não
apresenta tempos não-produtivos.
Esta operação consiste na secagem ao ar das paletes de cortiça cozida, com o objetivo de aplanar as
pranchas e deixar a cortiça repousar o suficiente, para que ela adquira uma consistência e um teor de
humidade homogéneo, que permita o seu processamento.
Segundo o CIPR, esta operação é uma prática obrigatória que deve permitir que a matéria-prima
estabilize o tempo suficiente, para atingir um teor de humidade entre 8-16%.
Segundo os responsáveis da fábrica, o tempo de operação acrescenta valor à matéria-prima nas
primeiras vinte e quatro horas. Sendo que, após esse tempo a matéria-prima terá o teor de humidade
necessário (8%-16%) que é aconselhável para poder ser traçada.
A sequência de saída das paletes da área de estabilização é realizada segundo o conceito First In First
Out (FIFO) e está dividida consoante o lote de cortiça em corredores.
33%
34%17%
17%
Transporte
Movimentos Excessivos
Pesar Palete
Registo PC

45
Durante o tempo de permanência na fábrica constatou-se que esta operação é interrompida, devido às
necessidades de produção a jusante. Neste sentido, será necessário proceder ao estudo deste sector
de modo a apontar soluções de melhoria.
4.3.6.4. Traçamento e Seleção
Este sector corresponde a uma fase extremamente importante em toda a linha produtiva, pois é aquele
que trata todos os tipos de matéria-prima, aloca maior número de operadores e, o que cria todos os
produtos necessários à indústria transformadora.
Esta operação é realizada por operadores especializados, os traçadores, que por observação visual,
cortam as pranchas brutas em pranchas mais pequenas, para ter uma classe de espessura uniforme e
uma qualidade adequada ao fabrico de rolhas ou discos. Numa segunda fase, as pranchas são
facejadas, para ajudar a classificação e melhorar o aspeto visual (ver Figura 34).
Este sector labora 7,5h por dia e caracteriza-se por ter uma taxa ocupacional superior a 90%. É
constituído por 25 postos de trabalho flexíveis, que se podem adaptar ao tipo de cortiça a trabalhar.
Normalmente, 16 trabalhadores estão dedicados, exclusivamente, à preparação de cortiça do tipo
Cheio, 8 à preparação de cortiça do tipo Delgado, e 2 dedicados aos Subprodutos (que serão omitidos
neste estudo).
O posto de trabalho funciona como uma jaula de produção, onde em seu redor estão alinhados vários
carros de transporte, que têm como objetivo acumular a cortiça preparada em diferentes produtos,
existindo uma bancada, uma ferramenta de corte e luvas de malha de aço.
A preparação do Cheio utiliza os carros de transporte para criar um fluxo de matérias-primas com o
sector da Paletização Final, através de um Milkrun que tem uma frequência média de 15 minutos.
Na preparação do Delgado, acumulação de cortiça é feita diretamente para paletes de expedição (950
kg), pelo que os carros são utlizados para acumulação de subprodutos e matérias para reprocessar.
Sempre que se produz uma palete de Delgado, este é armazenado no armazém de “Delgado Cozido”.
Figura 33 – Fotografia ilustrativa da área de Estabilização I.

46
Figura 34 – Fotografia ilustrativa do PT do sector - Traçamento.
A cortiça do tipo Cheio dá origem a 6 produtos para rolhas (Cheio), 2 produtos para discos (Delgado) e
vários Subprodutos (refugo, mancha, reprocessar). A cortiça do tipo Delgado é dividida em 2 produtos
para discos (Delgado) e vários Subprodutos (refugo, mancha, reprocessar).
O TC corresponde ao tempo necessário para processar uma palete de cortiça, que para efeitos de
estudo equivale à produção de 750 kg. A variabilidade do TC é menor para o produto Delgado (2h40;
5,3%) comparativamente ao produto Cheio (2h50; 9,1%).
Todos os lotes de cortiça são trabalhados à parte e por cada lote estão alocados 4 operadores, o que
significa que por cada TC são consumidas 4 paletes.
Figura 35 – Taxa de produção do posto de trabalho do sector – Traçamento e Seleção.
Através da análise dos valores obtidos, constata-se que 27% do tempo total disponível não tem valor
acrescentado, como observado na Figura 35. O tempo de alimentação refere-se à substituição da
palete do posto de trabalho, que sendo esta uma função obrigatória, e assumindo como normal o tempo
apresentado, não se realizará a sua análise.
Como principal causa, surge o tempo de espera. Por ser um sector de grande importância para o
sistema produtivo, convém esmiuçar o motivo do tempo de espera para compreender a realidade do
sector.
73%
22%
5%
Em Produção Em Espera Em Alimentação

47
4.3.6.5. Paletização final
O sector da Paletização Final é um sector que trata exclusivamente cortiça do tipo Cheio. Caracteriza-
se por ser a última operação deste produto e, consiste na paletização de pranchas de cortiça
proveniente do sector a montante, o Traçamento e Seleção.
Figura 36 – Fotografia ilustrativa da área em redor do sector – Paletização Final.
Este sector labora 7,5 horas por dia e é formado por 4 operadores, cada operador está afeto a um lote.
No sector anterior, por cada posto de trabalho a cortiça foi repartida em vários produtos. Este sector
tem a função de consolidar produtos iguais, do mesmo lote, em paletes.
O transporte dos produtos é realizado através de um comboio Mizusumashi (Figura 37). Este transporte
opera exclusivamente para este sector e tem a capacidade para movimentar 8 carros Kaizen em
simultâneo. A duração da volta é de, aproximadamente, 15 minutos o equivalente ao consumo de um
carro completo por operador.
Figura 37 - Fotografia ilustrativa do transporte de matéria-prima - Paletização Final.
Com o intuito de compreender a realidade deste sector foram feitas observações instantâneas, e
obtiveram-se os valores que refletem o estado global do sector apresentado na Figura 38.
Constata-se que o sector apresenta um valor de 29% do tempo total disponível de produção sem
acrescentar valor ao produto. Este tempo de espera surge pelo facto do trabalhador ter falta do produto
para paletizar durante algum tempo. No entanto, pela análise anterior constatou-se que este sector não
é crítico e que não precisa de ser melhorado.

48
Figura 38 – (a) Taxa de produção do sector – Paletização Final; (b) Operações que originam tempo de espera no sector Final.
4.3.6.6. Vaporização
O sector da Vaporização trata exclusivamente cortiça do tipo Delgado.
O processo de Vaporização consiste na injeção de vapor seco e húmido, com objetivo de
descontaminar as pranchas de cortiça dos aromas a mofo, dotando-as, de um nível de humidade ideal,
para as etapas seguintes do processo produtivo da LP2. O processo de vaporização tem a duração de
1 hora e tem a capacidade para processar 2 paletes em simultâneo.
Figura 39 – Fotografia ilustrativa do sector – Vaporização.
Este sector é composto por uma máquina a laborar ao longo de 3 turnos de 8 horas diárias e, é
operacionalizada pelo mesmo operador que é responsável pela movimentação das paletes. A utilização
intensiva deste sector faz com que trabalhe perto dos seus limites, apresentando uma taxa de ocupação
superior a 90%.
Na Figura 40, constata-se os valores referentes ao atual modo de funcionamento do sector. As
observações instantâneas recolhidas neste sector são referentes ao primeiro e segundo turno.
(a) (b)
61%
25%
11%
4%Transporte I
Movimentação
Finaliza Palete
Limpeza
71%
29%
Em Produção Em Espera

49
Figura 40 – Taxa de produção do sector – Vaporização.
Pela análise da Figura 40, constata-se que 15% do tempo é utilizado em funções sem valor
acrescentado. Como principal causa surge o tempo de alimentação. A baixa cadência do sector e os
longos tempos de ciclo fazem com que a máquina seja alimentada com baixa frequência. Este tempo
de alimentação, implica a coordenação de duas tarefas, atuar o elevador da máquina e manobrar o
empilhador. Na medida em que esta operação é realizada por 1 operador.
A redução do tempo de alimentação poderá ser significativamente inferior, caso exista paralelização
das operações.
Por fim, surge o tempo em que a máquina está em espera, que caso não fossem os elevados tempos
de ciclo do setor, e a elevada taxa de ocupação, seria um valor tolerável. Esta espera está relacionada
com o tempo despendido no transporte e movimentação das paletes entre o “Stock Delgado Cozido”
para o sector da Vaporização. Os sectores distam cerca de 100 metros.
Junto ao ”Stock Delgado Cozido” está fixado um quadro de cartões com as ordens de fabrico da
Vaporização. A cor do cartão distingue a sua proveniência (LP1 ou Exterior) e o tipo de cortiça é
identificado por escrito (Figura 41).
Figura 41 - Quadro das OF e inventário do "Stock Delgado Cozido".
Pelo que a eliminação do tempo de alimentação e do tempo de espera é de capital importância para
reduzir a taxa de ocupação do sector, contribuindo assim para a melhoria da flexibilidade da linha.
85%
9%
6%
Em Produção Em Alimentação Em Espera
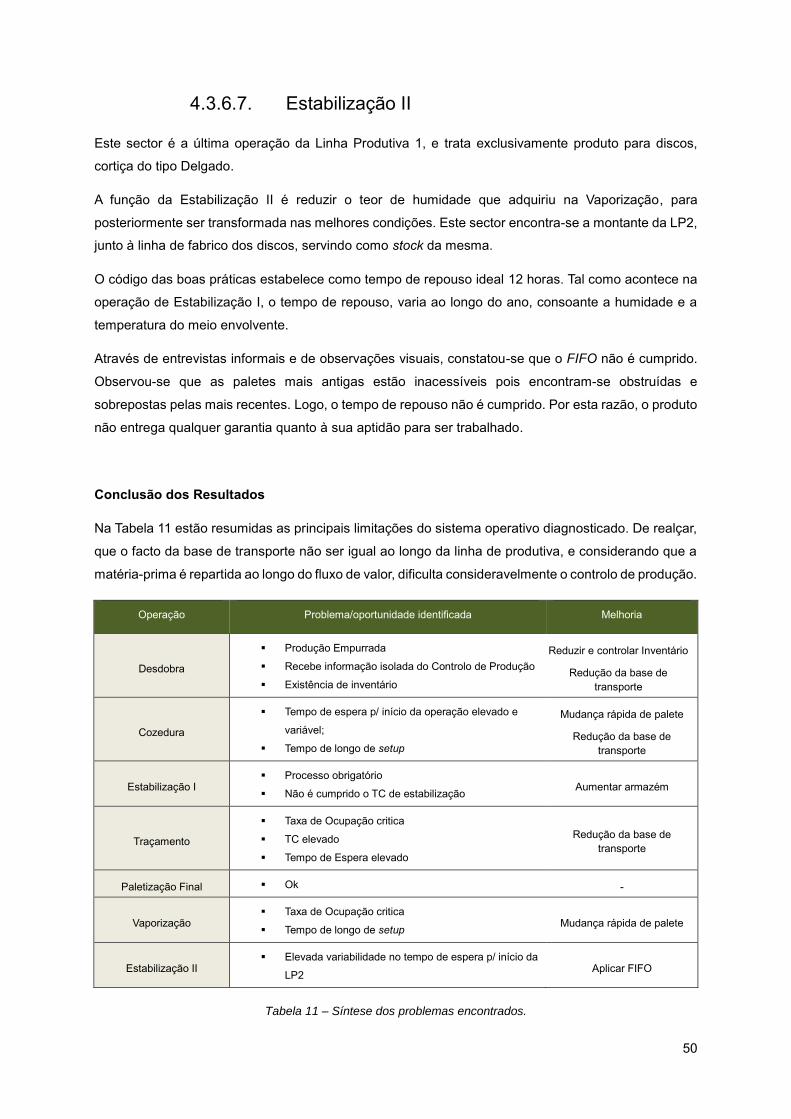
50
4.3.6.7. Estabilização II
Este sector é a última operação da Linha Produtiva 1, e trata exclusivamente produto para discos,
cortiça do tipo Delgado.
A função da Estabilização II é reduzir o teor de humidade que adquiriu na Vaporização, para
posteriormente ser transformada nas melhores condições. Este sector encontra-se a montante da LP2,
junto à linha de fabrico dos discos, servindo como stock da mesma.
O código das boas práticas estabelece como tempo de repouso ideal 12 horas. Tal como acontece na
operação de Estabilização I, o tempo de repouso, varia ao longo do ano, consoante a humidade e a
temperatura do meio envolvente.
Através de entrevistas informais e de observações visuais, constatou-se que o FIFO não é cumprido.
Observou-se que as paletes mais antigas estão inacessíveis pois encontram-se obstruídas e
sobrepostas pelas mais recentes. Logo, o tempo de repouso não é cumprido. Por esta razão, o produto
não entrega qualquer garantia quanto à sua aptidão para ser trabalhado.
Conclusão dos Resultados
Na Tabela 11 estão resumidas as principais limitações do sistema operativo diagnosticado. De realçar,
que o facto da base de transporte não ser igual ao longo da linha de produtiva, e considerando que a
matéria-prima é repartida ao longo do fluxo de valor, dificulta consideravelmente o controlo de produção.
Operação Problema/oportunidade identificada Melhoria
Desdobra
Produção Empurrada
Recebe informação isolada do Controlo de Produção
Existência de inventário
Reduzir e controlar Inventário
Redução da base de
transporte
Cozedura
Tempo de espera p/ início da operação elevado e
variável;
Tempo de longo de setup
Mudança rápida de palete
Redução da base de
transporte
Estabilização I Processo obrigatório
Não é cumprido o TC de estabilização Aumentar armazém
Traçamento
Taxa de Ocupação critica
TC elevado
Tempo de Espera elevado
Redução da base de
transporte
Paletização Final Ok -
Vaporização Taxa de Ocupação critica
Tempo de longo de setup Mudança rápida de palete
Estabilização II Elevada variabilidade no tempo de espera p/ início da
LP2 Aplicar FIFO
Tabela 11 – Síntese dos problemas encontrados.

51
4.4. Soluções
Através do diagnóstico obtido, identificaram-se oportunidades de melhoria da Linha Produtiva 1. Nesta
secção, apresentam-se as soluções de melhoria que respondem às necessidades da linha produtiva,
segundo a filosofia em questão.
O presente capítulo está dividido em três secções:
Na primeira subsecção são expostas as metodologias utilizadas para as soluções
apresentadas;
De seguida, traçam-se recomendações apoiadas em métodos, bem como a quantificação dos
seus benefícios;
Por fim, este capítulo termina com a apresentação do mapa de fluxo de valor relativo ao estado
futuro da Linha Produtiva 1.
4.4.1. Metodologias aplicadas às Soluções
No seguimento do diagnóstico realizado surge a necessidade de aplicar métodos que conduzam à
melhoria do sistema produtivo de forma sustentada.
4.4.1.1. Técnica Kanban
A técnica Kanban é um sistema visual que garante o controlo da produção e inventário, através de um
cartão onde está reunida a informação necessária para o que se pretende produzir, ou de um sinal que
acione a ordem de produção.
No âmbito da Amorim Florestal, a aplicação desta técnica tem como mais-valias: a redução do espaço
ocupado, melhor controlo de stocks e uma produção mais eficiente incentivando a melhoria contínua.
Este método, será incorporado entre a operação da Desdobra e da Cozedura, incentivando não só a
comunicação entre sectores como o nivelamento de stocks, e contribuindo assim para implementar a
produção puxada ou Pull.
4.4.1.2. Método SMED
A aplicação desta metodologia contribui para a troca rápida e eficaz da ferramenta. Consistindo assim
na otimização das tarefas do operador responsável pela troca da palete, bem como todas as operações
inerentes a este processo.
A metodologia aplica-se em três fases:
Descaracterização e quantificação do tempo despendido em todas as operações efetuadas
pelo operador responsável pela troca da palete;

52
Classificação das operações em “Operação Externa” (não implica a paragem da máquina) e
“Operação Interna” (implica a paragem da máquina);
Estudo do processo de mudança de ferramenta, no sentido de transformar algumas operações
internas em externas.
Esta reorganização pretende reduzir o tempo de paragem da máquina, tornando assim, o processo
produtivo mais flexível, com maior capacidade e versatilidade.
Quando a técnica Kanban é aplicada de forma isolada, apenas ajuda a controlar os níveis de stock e
identificar possíveis problemas. A resolução desses problemas só é alcançado com ferramentas de
melhoria continua.
4.4.2. Soluções Apoiadas em Métodos
As soluções apresentadas nesta secção são designadas de soluções apoiadas em métodos, pois
resultam da utilização das ferramentas ou conceitos presentes na filosofia Lean.
A primeira solução consistirá na aplicação do método SMED na operação da Cozedura. De seguida,
são traçadas várias soluções de melhoria aos problemas identificados no sector da Estabilização.
Adicionalmente é sugerido que sejam reduzidas as bases de transporte de forma a criar maior fluência
na linha produtiva e, a implementação de um Kanban visual, entre a Desdobra e a Cozedura. Por fim,
é recomendado a implementação do método FIFO no sector da Cozedura, de modo a cumprir o tempo
de Estabilização e reduzir o Lead time.
4.4.2.1. Aplicação do SMED
O presente capítulo é dedicado à aplicação do método SMED no sector da Cozedura. Porém, este
método também foi utilizado de forma menos aprofundada no sector da Vaporização.
A mudança de paletes é um processo frequente no sector da Cozedura e corresponde a um dos motivos
que mais contribui para a falta de flexibilidade da linha.
A preparação para mudança de paletes dos tanques de Cozedura é um processo obrigatório e de
extrema importância para este sector, sendo executadas diariamente mais de 3 dezenas de ciclos para
dar resposta às exigências dos clientes.
O presente estudo teve como ponto de partida o tempo despendido com o setup da máquina de
Cozedura. Para a máquina estar operacional para um novo ciclo produtivo são precisos em média 23
minutos (Figura 42).
Observou-se que o tempo de setup da máquina era variável, e excessivamente longo, o que constitui
mais uma justificação para a falta de flexibilidade.
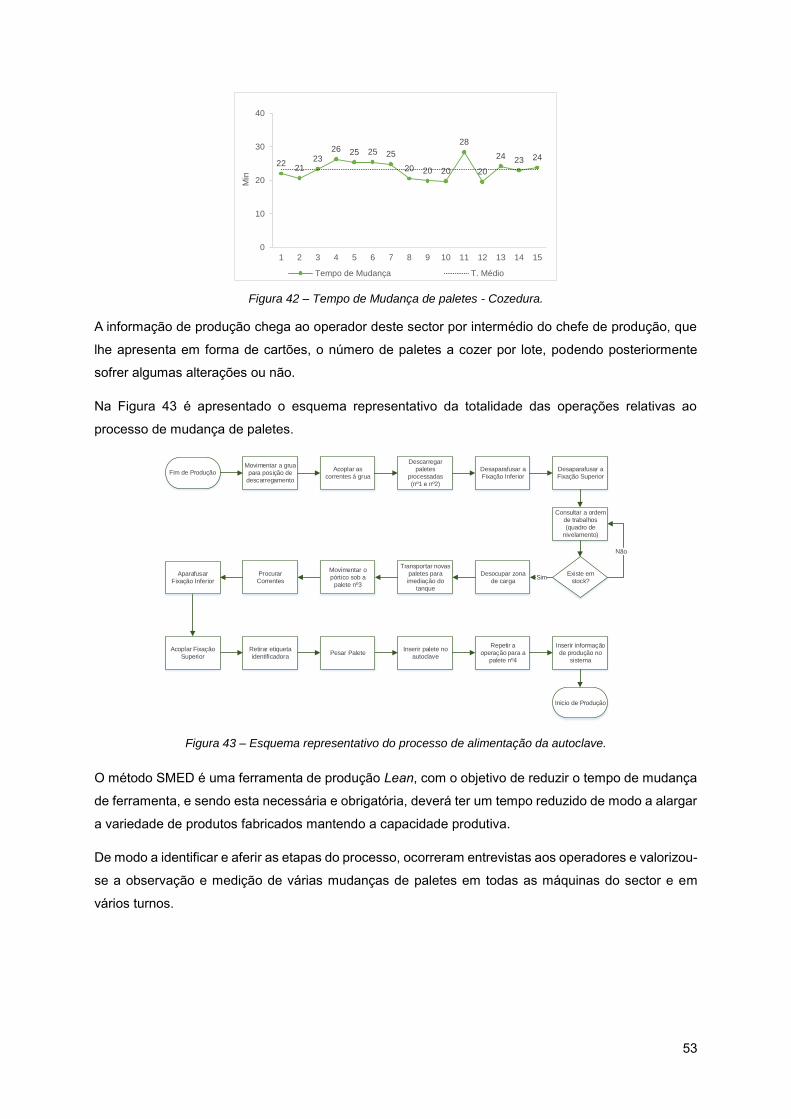
53
Figura 42 – Tempo de Mudança de paletes - Cozedura.
A informação de produção chega ao operador deste sector por intermédio do chefe de produção, que
lhe apresenta em forma de cartões, o número de paletes a cozer por lote, podendo posteriormente
sofrer algumas alterações ou não.
Na Figura 43 é apresentado o esquema representativo da totalidade das operações relativas ao
processo de mudança de paletes.
Figura 43 – Esquema representativo do processo de alimentação da autoclave.
O método SMED é uma ferramenta de produção Lean, com o objetivo de reduzir o tempo de mudança
de ferramenta, e sendo esta necessária e obrigatória, deverá ter um tempo reduzido de modo a alargar
a variedade de produtos fabricados mantendo a capacidade produtiva.
De modo a identificar e aferir as etapas do processo, ocorreram entrevistas aos operadores e valorizou-
se a observação e medição de várias mudanças de paletes em todas as máquinas do sector e em
vários turnos.
2221
2326 25 25 25
20 20 20
28
20
24 23 24
0
10
20
30
40
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Min
Tempo de Mudança T. Médio
Movimentar a grua para posição de
descarregamento
Desocupar zona de carga
Acoplar as correntes à grua
Fim de Produção
Descarregar paletes
processadas (nº1 e nº2)
Desaparafusar a Fixação Inferior
Transportar novas paletes para imediação do
tanque
Consultar a ordem de trabalhos(quadro de
nivelamento)
Desaparafusar a Fixação Superior
Repetir a operação para a
palete nº4
Inserir informação de produção no
sistema
Inicio de Produção
SimExiste em
stock?
Não
Procurar Correntes
Movimentar o pórtico sob a
palete nº3
Acoplar Fixação Superior
Aparafusar Fixação Inferior
Retirar etiqueta identificadora
Pesar PaleteInserir palete no
autoclave

54
4.4.2.1.1. Sistema de Alimentação
A estrutura implementada para alimentação das autoclaves é composta por vários sistemas. A ponte
rolante é o sistema responsável pelo transbordo das paletes entre a zona de carga e o interior da
autoclave, que por sua vez é comandado por um controlo remoto. O guincho tem na sua extremidade
uma estrutura acoplada que garante 4 pontos de fixação para elevar a palete. As correntes de aço têm
a função de conectar a base de transporte à grua. A fixação da corrente utiliza um sistema simples de
gancho. A corrente é acoplada à palete por um sistema idêntico que implica um aparafusamento manual
sem recurso a ferramenta (Figura 44).
4.4.2.2.2. Procedimento de aplicação do método SMED
Fase Preliminar: Identificação dos processos que constituem a mudança de paletes sem
distinção entre operações
Atualmente, não existe nenhum plano de controlo relativamente às operações a efetuar para
alimentação dos tanques de cozedura, sendo que todas as operações são realizadas após paragem
de produção. No entanto, verificou-se que algumas podem ser efetuadas previamente.
(a)
Ponto de Fixação
Superior
Ponto de Fixação
Inferior
Correntes
Palete
(b) (c)
Figura 44 – (a) Componentes do conjunto de alimentação; (b) Pormenor do ponto de fixação da grua; (c) Pormenor do ponto de fixação na palete.
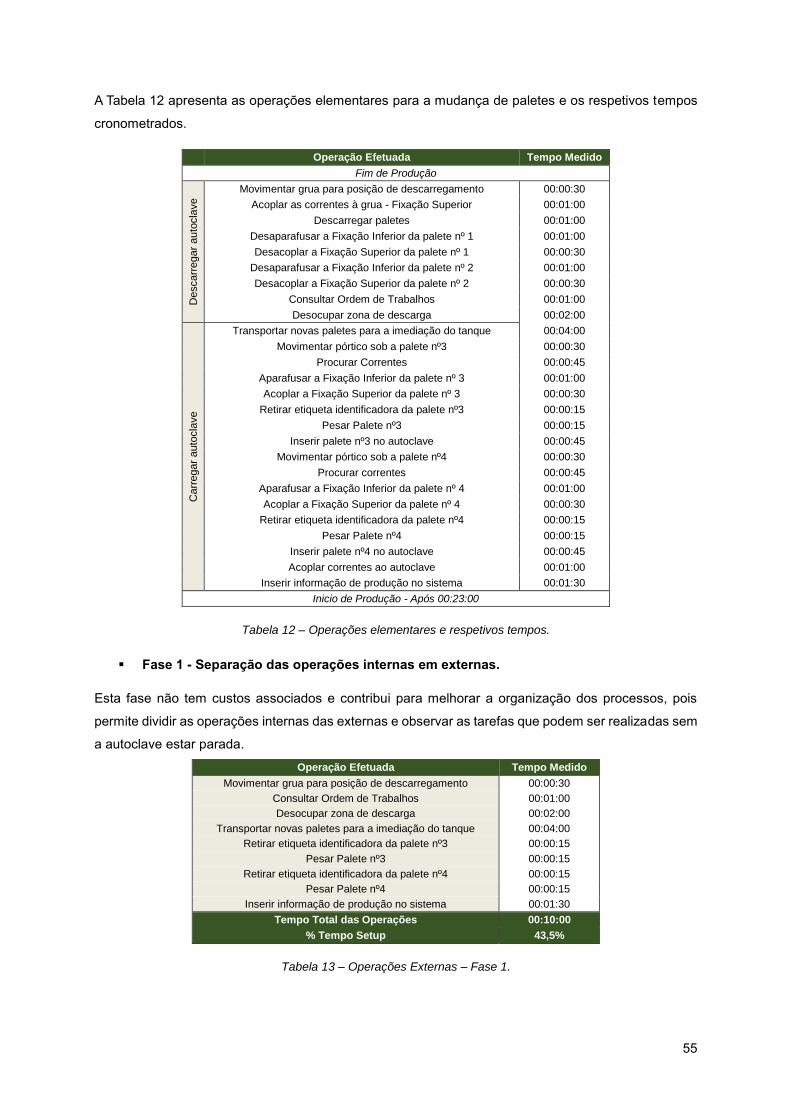
55
A Tabela 12 apresenta as operações elementares para a mudança de paletes e os respetivos tempos
cronometrados.
Operação Efetuada Tempo Medido
Fim de Produção
Descarr
egar
auto
cla
ve
Movimentar grua para posição de descarregamento 00:00:30
Acoplar as correntes à grua - Fixação Superior 00:01:00
Descarregar paletes 00:01:00
Desaparafusar a Fixação Inferior da palete nº 1 00:01:00
Desacoplar a Fixação Superior da palete nº 1 00:00:30
Desaparafusar a Fixação Inferior da palete nº 2 00:01:00
Desacoplar a Fixação Superior da palete nº 2 00:00:30
Consultar Ordem de Trabalhos 00:01:00
Desocupar zona de descarga 00:02:00
Carr
egar
auto
cla
ve
Transportar novas paletes para a imediação do tanque 00:04:00
Movimentar pórtico sob a palete nº3 00:00:30
Procurar Correntes 00:00:45
Aparafusar a Fixação Inferior da palete nº 3 00:01:00
Acoplar a Fixação Superior da palete nº 3 00:00:30
Retirar etiqueta identificadora da palete nº3 00:00:15
Pesar Palete nº3 00:00:15
Inserir palete nº3 no autoclave 00:00:45
Movimentar pórtico sob a palete nº4 00:00:30
Procurar correntes 00:00:45
Aparafusar a Fixação Inferior da palete nº 4 00:01:00
Acoplar a Fixação Superior da palete nº 4 00:00:30
Retirar etiqueta identificadora da palete nº4 00:00:15
Pesar Palete nº4 00:00:15
Inserir palete nº4 no autoclave 00:00:45
Acoplar correntes ao autoclave 00:01:00
Inserir informação de produção no sistema 00:01:30
Inicio de Produção - Após 00:23:00
Tabela 12 – Operações elementares e respetivos tempos.
Fase 1 - Separação das operações internas em externas.
Esta fase não tem custos associados e contribui para melhorar a organização dos processos, pois
permite dividir as operações internas das externas e observar as tarefas que podem ser realizadas sem
a autoclave estar parada.
Operação Efetuada Tempo Medido
Movimentar grua para posição de descarregamento 00:00:30
Consultar Ordem de Trabalhos 00:01:00
Desocupar zona de descarga 00:02:00
Transportar novas paletes para a imediação do tanque 00:04:00
Retirar etiqueta identificadora da palete nº3 00:00:15
Pesar Palete nº3 00:00:15
Retirar etiqueta identificadora da palete nº4 00:00:15
Pesar Palete nº4 00:00:15
Inserir informação de produção no sistema 00:01:30
Tempo Total das Operações 00:10:00
% Tempo Setup 43,5%
Tabela 13 – Operações Externas – Fase 1.
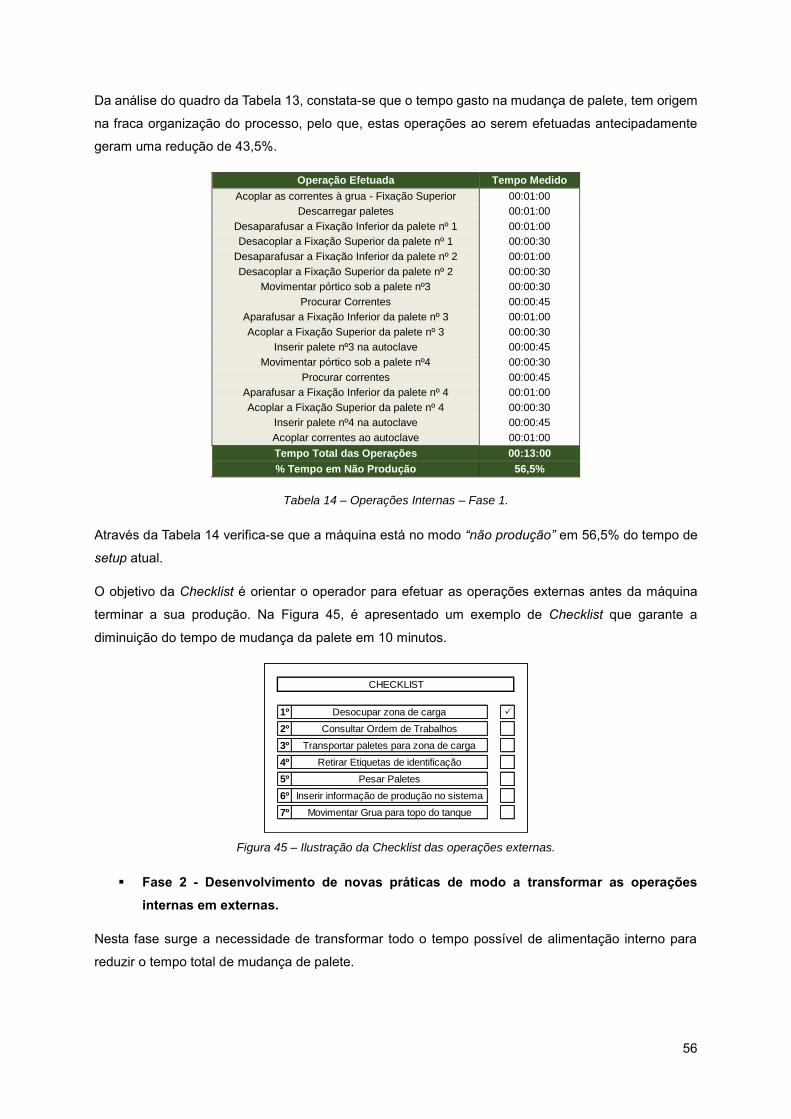
56
Da análise do quadro da Tabela 13, constata-se que o tempo gasto na mudança de palete, tem origem
na fraca organização do processo, pelo que, estas operações ao serem efetuadas antecipadamente
geram uma redução de 43,5%.
Operação Efetuada Tempo Medido
Acoplar as correntes à grua - Fixação Superior 00:01:00
Descarregar paletes 00:01:00
Desaparafusar a Fixação Inferior da palete nº 1 00:01:00
Desacoplar a Fixação Superior da palete nº 1 00:00:30
Desaparafusar a Fixação Inferior da palete nº 2 00:01:00
Desacoplar a Fixação Superior da palete nº 2 00:00:30
Movimentar pórtico sob a palete nº3 00:00:30
Procurar Correntes 00:00:45
Aparafusar a Fixação Inferior da palete nº 3 00:01:00
Acoplar a Fixação Superior da palete nº 3 00:00:30
Inserir palete nº3 na autoclave 00:00:45
Movimentar pórtico sob a palete nº4 00:00:30
Procurar correntes 00:00:45
Aparafusar a Fixação Inferior da palete nº 4 00:01:00
Acoplar a Fixação Superior da palete nº 4 00:00:30
Inserir palete nº4 na autoclave 00:00:45
Acoplar correntes ao autoclave 00:01:00
Tempo Total das Operações 00:13:00
% Tempo em Não Produção 56,5%
Tabela 14 – Operações Internas – Fase 1.
Através da Tabela 14 verifica-se que a máquina está no modo “não produção” em 56,5% do tempo de
setup atual.
O objetivo da Checklist é orientar o operador para efetuar as operações externas antes da máquina
terminar a sua produção. Na Figura 45, é apresentado um exemplo de Checklist que garante a
diminuição do tempo de mudança da palete em 10 minutos.
Figura 45 – Ilustração da Checklist das operações externas.
Fase 2 - Desenvolvimento de novas práticas de modo a transformar as operações
internas em externas.
Nesta fase surge a necessidade de transformar todo o tempo possível de alimentação interno para
reduzir o tempo total de mudança de palete.
1º Desocupar zona de carga P
2º Consultar Ordem de Trabalhos
3º Transportar paletes para zona de carga
4º Retirar Etiquetas de identificação
5º Pesar Paletes
6º Inserir informação de produção no sistema
7º Movimentar Grua para topo do tanque
CHECKLIST

57
As operações relativas ao acoplamento e desacoplamento das correntes à base de transporte,
conduzem a um excesso de movimentos por parte do operador. Estas operações devem ser
antecipadas sempre que possível.
A operação de “Aparafusar a Fixação Inferior” das novas paletes é uma operação obrigatória e que
poderia ser convertida para externa, caso existisse um conjunto extra de correntes. Com esta prática,
seria ainda possível adiar o desacoplamento das correntes das paletes processadas, pois as suas
correntes não seriam necessárias. Neste sentido, sugere-se a aquisição de um conjunto extra de
correntes por palete (Anexo 5), de modo a converter para operação externa as seguintes operações:
o “Aparafusar Fixação Inferior da palete nº3 e nº4”;
o “Desaparafusar a Fixação Inferior da palete nº 2”.
Fase 3 - Melhoria dos procedimentos operativos de modo a melhorar os Tempos de
Setup Interno e Externo.
Esta fase consiste na transformação de todo o tempo de alimentação interna em externa para reduzir
o tempo total de mudança de palete.
a) Transporte Mais Eficiente das Correntes
Atualmente não existe um local apropriado para o armazenamento das correntes após o fabrico. Além
disso, verifica-se que o manuseamento da corrente é desordeiro. As correntes são deixadas no chão
porta-cargas móvel depois de serem usadas, e quando necessárias são arrastadas pelo chão.
Deste modo, é sugerido que se adquira um porta-cargas móvel (ver Anexo 5), para garantir um
transporte mais eficiente, promover a organização do espaço, e quando as correntes forem solicitadas
se encontrem no local devido, imediatamente antes do setup ser iniciado.
Com a missão de criar um ambiente de trabalho estruturado e organizado, esta medida promove a
normalização dos procedimentos dos operadores, o que se enquadra na filosofia dos 5S.
Com a aplicação desta melhoria, estima-se que seja possível reduzir cerca de quatro vezes o tempo
perdido em deslocações.
b) Paralelização das Tarefas
Observou-se que a operação de setup é executada apenas por um operador. Assim sendo, recomenda-
se que algumas operações sejam executadas por 2 operadores para que seja encurtado o tempo de
setup interno. Esta nova prática tem o intuito de repartir as tarefas do operador e diminuir assim o seu
campo de ação, agilizando o processo, como pode ser visto na Figura 46.

58
Na Tabela 15 são apresentados os tempos estimados das reduções de setup interno.
Operação Efetuada Tempo Atual Tempo Estimado % Redução
Desaparafusar a Fixação Inferior da palete nº 1 e 2 00:02:00 00:01:00 50%
Desacoplar a Fixação Superior da palete nº 1 e 2 00:01:00 00:00:30 50%
Aparafusar a Fixação Inferior da palete nº 3 e 4 00:02:00 00:01:00 50%
Acoplar a Fixação Superior da palete nº 3 e 4 00:01:00 00:00:30 50%
Tabela 15 – Tempo estimado das operações com a prática da paralisação implementada.
c) Normalização dos Procedimentos e Organização do Espaço do sector
Como foi referido, este sector é composto por 4 máquinas que funcionam em paralelo e desfasadas
entre si. Uma vez que a alimentação das máquinas é realizada de forma individual e continuada, o
desfasamento entre as máquinas é regulado pelo tempo de setup. Neste sentido, para que seja possível
reduzir o tempo de setup, é necessário antecipar as operações externas de todas as máquinas, antes
do fim de produção da primeira máquina.
Posto isto, para aplicar o método SMED ao universo de máquinas do sector, é necessário construir um
conjunto de procedimentos e regras, para garantir a redução efetiva do tempo de setup.
Como se pode verificar na Tabela 13, as operações internas de “Desocupar Zona de Carga” e
“Transportar Paletes para Zona de Carga” são as que mais contribuem para o longo tempo de mudança
de paletes.
A operação “Desocupar Zona de Carga” consiste em retirar as paletes já processadas da imediação
dos tanques de cozedura para a Estabilização. Atualmente, como não existe uma zona de descarga
exclusiva às paletes cozidas, estas paletes são colocadas, lado a lado, entre as paletes a ser
processadas, inviabilizando a sua movimentação, e gerando uma enorme desorganização na zona de
descarga, como ilustrado na Figura 47-(a). Por este motivo, quando é necessário transportar e
posicionar as novas paletes para junto dos autoclaves, para um novo ciclo, é consumido tempo a retirar
as paletes cozidas desta zona.
Como o sector não apresenta procedimentos claros e bem estruturados, é necessário estabelecer um
conjunto de regras que permitam organizar o processo de recolha e transporte das paletes. Assim, na
Zona de ação de Operador 1
Autoclave
Zona de ação de Operador 1
Autoclave
Zona de ação de Operador 2
Figura 46 – Aplicação do método de paralelização.

59
ótica da melhoria contínua torna-se fundamental a aplicação da prática dos 5S, de modo a criar
ambientes adequados ao controlo visual e que permita a normalização do espaço.
Deste modo, sugere-se a criação de duas zonas distintas como pode ser observado na Figura 47-(b).
A zona amarela, localiza-se junto aos autoclaves e é exclusiva à preparação das paletes a processar.
A zona verde é exclusiva às paletes já processadas.
Ao estabelecer duas zonas distintas, esta medida pretende eliminar um passo, até agora necessário, o
de desocupar a zona de carga. Com esta prática, a operação de movimentar as paletes cozidas para
o sector da Estabilização, e de transportar novas paletes para a imediação do tanque são
completamente independentes.
Figura 47 – (a) Estado atual do sector da Cozedura; (b) Implementação dos 5S no sector da Cozedura.
Com esta prática pretende-se que as operações externas das 4 máquinas sejam elaboradas em
conjunto, sempre que possível. Deste modo, recomenda-se que seja realizado em simultâneo o
transporte das 8 paletes para zona amarela, a consulta das ordens de produção e inserção das
produções no sistema.
Beneficiando destas novas práticas, estima-se que esta medida irá permitir:
Encurtar em 4 vezes os movimentos associados à operação “Consultar Ordem de Trabalhos”,
logo, como grande parte do tempo é gasto em deslocamentos, estima-se reduzir o tempo em
4 vezes;
A eliminação da operação “Desocupar Zona de Carga”. Com a criação da Zona Verde passa a
estar livre a zona de carga, agora Zona Amarela. Mesmo se a Zona Verde estiver completa, a
Zona Amarela terá sempre acessibilidade pelos topos (Figura 48-(b)).
Encurtar em 4 vezes os movimentos associados à operação “Inserir informação de produção
no sistema”, por conseguinte, como metade do tempo é gasto em deslocamentos, estima-se
reduzir o tempo em 2 vezes.
O Procedimento foi criado em forma de Checklist (ver Anexo 5).
(a) (b)
4 123
CALDEIRA
Área 2
Sector Estabilização
1234
Sector Estabilização
Área 2
CALDEIRA

60
A segunda fase da implementação do conceito 5S é marcada pela padronização das atividades
desenvolvidas, assim como pela disciplina. Consegue-se através da força de vontade, respeito pelas
rotinas estabelecidas e criatividade, sendo essencial o desenvolvimento do sentido crítico dos
operadores.
4.4.2.2.3. Resultados da aplicação SMED
Nas Tabelas seguintes são apresentados os resultados obtidos após a aplicação do método SMED.
Tabela 16 - Operações externas após aplicação do SMED.
Relativamente ao setup externo, foi conseguido uma redução de cerca de 7 minutos e 23 segundos, o
que equivale a uma redução de 49% relativamente às operações iniciais (Tabela 16).
Tabela 17 - Operações internas após aplicação do SMED.
Na Tabela 17 são apresentados os valores obtidos para os tempos de setup interno apenas de uma
máquina. No entanto, como o setup externo é realizado para as quatro máquinas em simultâneo, o seu
valor global é de 29 minutos e 28 segundos.
Assim conclui-se que a aplicação do método SMED permite a redução do tempo não produtivo da
máquina, de 23 para 6 minutos, atingindo uma melhoria estimada de cerca de 73,9% (Tabela 18).
O novo tempo de setup só terá um impacto positivo no sector, no momento, em que as operações
externas forem executadas com devida antecedência, antes do fim de produção de todas as máquinas.
Operação EfetuadaTempo
Medido
Tempo
Estimado
% Redução de
tempo
Consultar Ordem de Trabalhos 00:01:00 00:00:15 75%
Desocupar zona de descarga 00:03:00 00:00:00 100%
Transportar novas paletes para zona de carga 00:03:00 00:03:00 0%
Procurar Correntes 00:00:45 00:00:11 75%
Aparafusar a Fixação Inferior da palete nº 3 00:01:00 00:00:30 50%
Pesar Palete nº3 00:00:15 00:00:15 0%
Retirar etiqueta identificadora da palete nº3 00:00:15 00:00:15 0%
Procurar correntes 00:00:45 00:00:11 75%
Aparafusar a Fixação Inferior da palete nº 4 00:01:00 00:00:30 50%
Pesar Palete nº4 00:00:15 00:00:15 0%
Retirar etiqueta identificadora da palete nº4 00:00:15 00:00:15 0%
Inserir informação de produção no sistema 00:01:30 00:00:45 50%
Desaparafusar a Fixação Inferior da palete nº 2 00:01:00 00:00:30 50%
Movimentar grua para posição de descarregamento 00:00:30 00:00:30 0%
Tempo Total das Operações 00:14:30 00:07:22 49%
Operação EfetuadaTempo
Medido
Tempo
Estimado
% Redução de
tempo
Acoplar as correntes à grua - Fixação Superior 00:01:00 00:00:30 50%
Descarregar paletes 00:01:00 00:01:00 0%
Desaparafusar a Fixação Inferior da palete nº 1 00:01:00 00:00:30 50%
Desacoplar a Fixação Superior da palete nº 1 00:00:30 00:00:15 50%
Desacoplar a Fixação Superior da palete nº 2 00:00:30 00:00:15 50%
Movimentar pórtico sob a palete nº3 00:00:30 00:00:30 0%
Acoplar a Fixação Superior da palete nº 3 00:00:30 00:00:15 50%
Inserir palete nº3 no autoclave 00:00:45 00:00:45 0%
Movimentar pórtico sob a palete nº4 00:00:30 00:00:30 0%
Acoplar a Fixação Superior da palete nº 4 00:00:30 00:00:15 50%
Inserir palete nº4 no autoclave 00:00:45 00:00:45 0%
Acoplar correntes ao autoclave 00:01:00 00:00:30 50%
Tempo Total das Operações 00:08:30 00:06:00 29%

61
Operação Tempo Atual Tempo Estimado % Redução
Em Setup 00:23:00 00:06:00 73,9%
Tabela 18 - Estimativa de melhoria da mudança de palete.
Com a aplicação do método SMED é possível reduzir o tempo de setup da máquina para 6,3%, que
contribui para a melhoria de 18% na Taxa de Ocupação do Sector (Tabela 19).
Sector % Tempo de Setup % Redução SMED % Novo Tempo de Setup
Cozedura
24,2% 73,9% 6,3%
Taxa de Ocupação Atual Nova Taxa de Ocupação Melhoria Global
52,8% 43,3% 18,0%
Tabela 19 – Estimativa de melhoria do novo tempo de setup e taxa de ocupação do sector.
De modo a comparar a capacidade produtiva do sector no estado atual com o método SMED, foi
simulada a evolução da produção acumulada, em paletes, em função do tempo. Como pode ser
observado na Figura 48, o cenário com o método SMED precisa de menos 2 horas e 37 minutos para
produzir o mesmo número de paletes.
Assim conclui-se que com a aplicação do método SMED ao sector da Cozedura será possível reduzir
o tempo de ciclo para 78 minutos, promovendo o aumento da produtividade do sector.
Figura 48 – Comparação da produção entre o cenário atual e o cenário SMED.
A aplicação do método SMED no sector da Vaporização (ver Anexo 6) permitiu uma redução em 40,8%
do tempo não produtivo da máquina. Pelo que se conclui, que a aplicação deste método possibilitará
um tempo de ciclo de 66 minutos e consequentemente reduzir a taxa de ocupação de 92,4% para
86,4%, promovendo assim uma maior flexibilidade no sector.
4.4.2.2. Melhoria do TC no sector Estabilização I
O CIPR refere que a operação de estabilização é uma operação obrigatória, e acrescenta ainda que
quando realizada segundo o método Tradicional, o tempo de ciclo pode variar entre 1 a 4 semanas
consoante as condições climatéricas.
Segundo os responsáveis da fábrica, esta operação requer, em média, vinte e quatro horas devido à
existência de um método moderno de cozedura implementado na fábrica.
0
20
40
60
80
100
120
140
160
08:0
008:3
009:0
009:3
010:0
010:3
011:0
011:3
012:0
012:3
013:0
013:3
014:0
014:3
015:0
015:3
016:0
016:3
017:0
017:3
018:0
018:3
019:0
019:3
020:0
020:3
021:0
021:3
022:0
022:3
023:0
023:3
000:0
000:3
001:0
001:3
002:0
002:3
003:0
003:3
004:0
004:3
005:0
005:3
006:0
006:3
007:0
007:3
008:0
0
Pro
dução A
cum
ula
da [P
ale
tes]
Evolução Temporal (hh:mm)
Cenário Atual Cenário SMED Produção Média

62
Através do diagnóstico ao sistema produtivo observou-se que o tempo de ciclo da operação de
Estabilização nem sempre é cumprido, pois sempre que o sector a jusante necessita de matéria-prima
a operação de Estabilização é interrompida. Adicionalmente, e como referido, a operação de Cozedura
é o processo estrangulador do sistema produtivo, e aquele que dita o ritmo da produção para jusante.
Por este motivo, o sector de Estabilização corresponde a um “stock intermédio”, de modo a compensar
o desbalanceamento entre as operações de Cozedura e de Traçamento.
De modo, a ilustrar esta situação foi construída na Figura 49, uma representação gráfica da produção
acumulada em função do tempo, dos sectores em discussão: Cozedura, Estabilização e Traçamento.
A linha encarnada representa a produção acumulada da operação da Cozedura em função do
tempo, referente a um dia útil qualquer;
A linha azul representa a produção acumulada da operação da Estabilização considerando um
tempo de ciclo de 24 horas;
A linha verde representa as necessidades do sector do Traçamento acumuladas, no dia útil
seguinte à operação de Cozedura com um horário de trabalho entre as 8:00h e as 17:00h.
Como pode ser observado no gráfico em baixo, o tempo de ciclo máximo de Estabilização é de 22,4h
para as primeiras duas paletes, sendo decrescente ao longo do tempo, atingindo um mínimo de 9,0h.
Figura 49 – Evolução da produção em função do tempo.
Através deste gráfico observa-se que, não matéria-prima disponível para iniciar o Traçamento. Logo o
sector da Estabilização não está adaptado há necessidade do sector a jusante.
Pela análise dos resultados obtidos na secção 4.3.3, verifica-se que o tempo de ciclo da Estabilização
representa cerca de 80% do tempo total de fabrico, e tem enorme influência no lead time de um lote.
Um lote que tenha 100 horas de lead time, caso não cumpra o tempo de Estabilização consegue
diminuir o tempo de entrega ao cliente em cerca de 20%. Quando se pretende comparar o desempenho
de diferentes lotes, os lead times têm que ser comparáveis, sendo por isso essencial garantir a
harmonização dos tempos de ciclo.
Não existe um procedimento claro e eficaz que garanta o cumprimento e o controlo do tempo de ciclo,
o que torna o processo pouco estruturado. Deste modo, devem ser apontadas soluções, por um lado
0
10
20
30
40
50
60
70
80
8:0
0
9:1
5
10:3
0
11:4
5
13:0
0
14:1
5
15:3
0
16:4
5
18:0
0
19:1
5
20:3
0
21:4
5
23:0
0
0:1
5
1:3
0
2:4
5
4:0
0
5:1
5
6:3
0
7:4
5
9:0
0
10:1
5
11:3
0
12:4
5
14:0
0
15:1
5
16:3
0
17:4
5
19:0
0
20:1
5
21:3
0
22:4
5
0:0
0
1:1
5
2:3
0
3:4
5
5:0
0
6:1
5
7:3
0
Pro
dução A
cum
ula
da [P
ale
tes]
Evolução Temporal (hh:mm)
Cozedura - Dia 1 Estabilização @24h - Dia 2 Traçamento - Dia 2
9,0 H
22,4 H

63
para garantir, que o tempo de estabilização seja cumprido e, por outro lado, permitir melhorar avaliação
de desempenho dos lotes, fundamental para o controlo de produção.
Neste sentido, para permitir cumprir o Tempo de Ciclo são apontadas duas soluções:
Dimensionar o armazém;
Otimização do TC.
4.4.2.2.1. Dimensionar o armazém
A primeira solução foi desenhada assumindo a adoção do SMED. No entanto, foi também analisada a
solução sem a adoção do SMED (ver Anexo 7) onde se conclui que é possível constituir o stock de
segurança em qualquer dia útil de trabalho, estando o sector da cozedura a trabalhar interruptamente.
Aplicando o método SMED ao sector da Cozedura, o tempo de ciclo da operação é reduzido em 17
minutos, o que irá permitir uma dinâmica produtiva mais rápida e eficiente. Com esta medida, será
possível disponibilizar mais cedo a matéria-prima cozida e deste modo aumentar o tempo de
estabilização, contribuindo assim para a diminuição do stock.
Desta forma, surge a necessidade de recalcular a nova cadência da operação de Cozedura e, o stock
necessário para contrabalançar o desfasamento entre sectores, admitindo que a cadência do sector do
traçamento se mantém.
𝐶𝐴𝐷𝐶𝑜𝑧_𝑆𝑀𝐸𝐷 = 𝑇𝐶. 𝑀𝐴𝑄. 𝐶𝐴𝑃 = (78
60) × 4 × 2 = 4.615 𝑘𝑔/ℎ = 6,2 𝑝𝑎𝑙𝑒𝑡𝑒𝑠/ℎ. (7)
𝑆𝑡𝑜𝑐𝑘 𝐶3 = (𝐶𝐴𝐷𝑇𝑟𝑎ç − 𝐶𝐴𝐷𝐶𝑜𝑧_𝑆𝑀𝐸𝐷 ) × 𝐻𝐷 = 17.500 𝑘𝑔/𝑑𝑖𝑎 = 23 𝑝𝑎𝑙𝑒𝑡𝑒𝑠/𝑑𝑖𝑎. (8)
Como se pode observar na Figura 50, o cenário C3 é insuficiente, para responder às flutuações do
sector a jusante.
Posto isto, foi elencada uma análise de sensibilidade para apurar a quantidade de stock necessário
para cumprir as 24 horas de Estabilização. Desta análise, conclui-se que é necessário incrementar 11
paletes ao Cenário C3 para compensar as flutuações do sector do Traçamento. Este cenário foi
designado por cenário C4, e está ilustrado por uma linha azul descontínua na Figura 50.
𝑆𝑡𝑜𝑐𝑘 𝐶4 = 𝑆𝑡𝑜𝑐𝑘 𝐶3 + 11 = 25.500 𝑘𝑔 = 34 𝑝𝑎𝑙𝑒𝑡𝑒𝑠. (9)
Figura 50 - Produção acumulada em função do tempo – Cenários C3 e C4.
0
20
40
60
80
100
120
8:0
0
9:1
5
10:3
0
11:4
5
13:0
0
14:1
5
15:3
0
16:4
5
18:0
0
19:1
5
20:3
0
21:4
5
23:0
0
0:1
5
1:3
0
2:4
5
4:0
0
5:1
5
6:3
0
7:4
5
9:0
0
10:1
5
11:3
0
12:4
5
14:0
0
15:1
5
16:3
0
17:4
5
19:0
0
20:1
5
21:3
0
22:4
5
0:0
0
1:1
5
2:3
0
3:4
5
5:0
0
6:1
5
7:3
0
Pro
dução A
cum
ula
da [P
ale
tes]
Evolução Temporal (hh:mm)
Cozedura - Dia 1 C3:Estabilização@24h c/ stock - Dia 2Traçamento - Dia 1 C4:Estabilização@24h c/ stock - Dia 2Cozedura Stock- Dia 1

64
Para serem produzidas 103 paletes, são necessárias apenas 18 horas, um valor muito inferior quando
comparado com a situação sem aplicação do método SMED (ver Anexo 7).
𝑆𝑡𝑜𝑐𝑘 𝑇𝑜𝑡𝑎𝑙 = 𝑆𝑡𝑜𝑐𝑘 𝑚𝑖𝑛𝑖𝑚𝑜 + 𝑆𝑡𝑜𝑐𝑘 𝐶4 = 69 + 34 = 103 𝑝𝑎𝑙𝑒𝑡𝑒𝑠. (10)
Para se produzir o stock C4 são necessárias 17 operações de Cozedura, o que equivale a 7 horas de
produção adicionais. Pelo que se conclui, que a criação deste stock não impacta no normal
funcionamento do sector, sendo ainda possível processar os Subprodutos da cortiça, ao contrário do
cenário C2.
4.4.2.2.2. Otimização do TC da Estabilização
A primeira solução apontada responde ao problema da Estabilização de uma forma prática e imediata,
contudo, essa solução não promove a filosofia Lean, pois apesar de aportar mais valor ao produto,
diminui a fluência na linha produtiva e consome mais recursos: área ocupada, matéria-prima, ocupação
das máquinas e de homens.
Neste sentido, sugere-se que se estude e avalie os processos tecnológicos para permitir acelerar o
processo de estabilização, e reduzir a variabilidade desta operação. Este processo deve ter a
capacidade de criar uma atmosfera controlada, permitindo assim agilizar o processo de estabilização e
reduzir a variação dos efeitos meteorológicos. Normalmente são implementados secadores ou estufas
para estas situações.
Para este efeito, foram construídos dois cenários distintos, um cenário conservador e um cenário
inovador.
Cenário Conservador
Neste cenário é mantida a atual dinâmica produtiva, isto é, a matéria-prima que entra no Traçamento é
cozida no dia anterior. Desta forma, interessa conhecer quanto tempo é necessário reduzir o ciclo da
Estabilização, de forma a adaptar o processo tecnológico à realidade da fábrica.
Assim, admitindo que se mantêm constantes tanto a capacidade instalada na fábrica como as
necessidades dos “clientes”, apurou-se o tempo de ciclo ótimo que garanta o mínimo de inventário
possível.
No caso da operação de Cozedura beneficiar da aplicação do SMED, o tempo de ciclo ótimo é de 19,5
horas, o que significa que o processo tecnológico deve ser capaz de reduzir a operação em 4,5 horas.
Esta solução não implica stock de segurança. Estes resultados estão ilustrados na Figura 51.
Caso não seja aplicado o método SMED na operação de Cozedura, segundo esta simulação, o novo
processo tecnológico deve ter a capacidade de reduzir em 7 horas o processo de Estabilização, o que
equivale a um tempo de ciclo ótimo de 17 horas, o que demonstra bem a importância do método SMED.

65
Figura 51 - Produção acumulada em função do tempo – Cenário Conservador.
Este cenário revela que a redução do tempo de ciclo através de um processo tecnológico, permite
entregar produtos com maior qualidade e sem a necessidade de mais inventário.
Cenário Inovador
Num cenário ideal, a estabilização é acelerada ao ponto de permitir a sincronização com o sector do
Traçamento. Desta forma, neste cenário, a matéria-prima é cozida e traçada no mesmo dia útil,
permitindo obter uma redução efetiva do lead time do lote.
De referir, que caso se mantenha a atual capacidade de Cozedura, e se todos os sectores arrancassem
ao mesmo tempo (08:00h), seria necessário a criação de 2 stocks intermédios.
O primeiro stock, estaria localizado a montante do processo de Estabilização “forçada”, de modo a
compensar o arranque e a menor cadência produtiva do sector da Cozedura. Segundo a análise da
Figura 52 foi estimado um stock mínimo de 28 paletes.
O segundo stock, estaria localizado a jusante do processo de Estabilização “forçada” e compensaria
as necessidades imediatas de matéria-prima do Traçamento. A dimensão deste stock dependerá da
capacidade produtiva das máquinas de Secagem. No mínimo, deverá estar disponível 1 palete por
operador, o que equivale a 23 paletes na situação atual.
Figura 52 – Produção acumulada em função do tempo – Cenário Inovador.
Em conclusão, admitindo que esta solução é exequível, nos termos atuais, a sua implementação
isolada não trará benefícios significativos ao processo produtivo, uma vez que o inventário não é
0
10
20
30
40
50
60
70
80
8:0
0
9:1
5
10:3
0
11:4
5
13:0
0
14:1
5
15:3
0
16:4
5
18:0
0
19:1
5
20:3
0
21:4
5
23:0
0
0:1
5
1:3
0
2:4
5
4:0
0
5:1
5
6:3
0
7:4
5
9:0
0
10:1
5
11:3
0
12:4
5
14:0
0
15:1
5
16:3
0
17:4
5
19:0
0
20:1
5
21:3
0
22:4
5
0:0
0
1:1
5
2:3
0
3:4
5
5:0
0
6:1
5
7:3
0
Pro
dução A
cum
ula
da [P
ale
tes]
Evolução Temporal (hh:mm)
Cozedura - Dia 1 Traçamento - Dia 2 2º dia: Estabilização @20,5h
0
20
40
60
80
100
120
7:4
5
8:1
5
8:4
5
9:1
5
9:4
5
10
:15
10
:45
11
:15
11
:45
12
:15
12
:45
13
:15
13
:45
14
:15
14
:45
15
:15
15
:45
16:1
5
16:4
5
17
:15
17
:45
18
:15
18
:45
19
:15
19
:45
Pro
dução A
cum
ula
da [P
ale
tes]
Evolução Temporal (hh:mm)
Traçamento - Dia 1 Cozedura - Dia 1

66
eliminado, apenas reduzido residualmente. Por outro lado, esta solução irá aumentar os custos de
produção, pela necessidade de industrializar o sector da estabilização.
No entanto, quando o processo de Cozedura estiver sintonizado com o sector do traçamento este
cenário será fundamental para eliminar o inventário e criar a fluência no sistema produtivo.
4.4.2.3. Alteração da base de Transporte
A redução do tamanho do lote é uma técnica que promove um maior fluxo de produtos entre processos
e contribui para a implementação da filosofia Lean. A dimensão ideal do lote é aquela que, num sistema
balanceado, não produz inventário.
Com esta medida pretende-se aumentar a fluência da linha produtiva, diminuir o tempo de ciclo das
operações de forma a aumentar a resposta e a flexibilidade do sistema.
Na fábrica são regularmente utilizadas como bases de transporte, paletes com capacidade para 750 kg
de cortiça. No entanto, também são utilizadas na fábrica, ainda que residualmente, uma base de
transporte móvel e mais reduzida com capacidade para 300 kg.
Esta análise pretende demonstrar que a proliferação desta base de transporte a toda a linha produtiva
contribui para gerar melhorias efetivas ao nível operacional, o que torna os sectores mais eficientes.
Esta solução será essencial no sector do traçamento, pois é o que apresenta a maior taxa de ocupação.
Assim, torna-se fundamental alterar as bases de transporte desde o início do sistema produtivo.
Desdobra
Nesta secção pretende-se quantificar os efeitos da redução da base de transporte no sector da
Desdobra, nomeadamente, no que se refere aos tempos não produtivos, ao tempo de ciclo e à taxa de
ocupação. Desta forma, será analisada a rotina de trabalho atual do sector para identificar possíveis
melhorias operacionais. Como exposto na secção 4.3.6.2, através do estudo dos tempos verificou-se
que 24% do tempo de ciclo corresponde a tempos não produtivos sob a forma de esperas.
A rotina de trabalho do operador assenta, essencialmente, nas seguintes tarefas:
i. Desdobrar - analisar a cortiça, e separar em Cheio, Delgado, Refugo e Mancha;
ii. Retirar calços das pranchas de cortiça com recurso à máquina de corte de disco;
iii. Paletizar - acumular nas diferentes bases de transporte (paletes, caixas, carros Kaizen) os
diferentes tipos de cortiça;
iv. Finalizar a palete – acondicionar (amarrar) e etiquetar a palete com informação do lote e tipo
de cortiça;
v. Mudança de base de transporte – substituição da palete completa por uma vazia. A
movimentação das paletes é feita exclusivamente por meio de um empilhador (armazém tem
um quilómetro de extensão);
vi. Limpeza – varrer a área em redor do posto de trabalho;
vii. Pausa para hidratar e ir ao W.C..

67
Destas funções, só as primeiras três, acrescentam valor ao produto, todas as outras são operações
sem valor acrescentado. Por este tempo ser não produtivo, não contribui para valorizar o produto final.
A Figura 53 quantifica, através das observações instantâneas, as operações que originam o tempo de
espera.
Figura 53 – Operações que originam o tempo de espera – Desdobra.
Verifica-se que a mudança de palete representa 49% do tempo de espera. Esta espera é originada pela
ausência do empilhador no fim do ciclo produtivo. O operador do empilhador tem como função a
substituição das paletes terminadas por vazias11, e sem esta operação a produção fica suspensa.
Observou-se ainda, que quando é utilizado o carro Kaizen como base de transporte, o tempo de espera
é reduzido. Esta redução advém do facto das operações “Mudança de palete” e “Finalizar palete” serem
eliminadas. Assim, estima-se que a implementação de carros Kaizen como base de transporte irá
permitir a redução em 72% das esperas.
Sector % Tempo de Espera atual % Redução % Novo Tempo de Espera
Desdobra 26,0% 71,9% 7,3%
Tabela 20 – Valores obtidos da melhoria do tempo de espera - Desdobra.
Segundo a Tabela 20, esta solução permite obter um novo tempo de espera de 7,3%.
Para apurar a nova taxa de ocupação do sector é necessário em primeiro lugar calcular o novo tempo
de ciclo e posteriormente calcular o número de carros equivalentes à produção atual.
O cálculo do novo tempo de ciclo é estimado com base num processo de duas etapas.
Sector Produto TC atual Novo TC
Desdobra Cheio 01:06 00:24
Delgado 01:21 00:30
Tabela 21 – Novo Tempo de Ciclo em (hh:mm) – Desdobra.
Tendo em conta que o peso de uma palete completa é equivalente a 2,5 carros, e sabendo a produção
de paletes da Tabela 5 obtém-se o número de carros a produzir. Com base na equação 2, da secção
4.3.1, calcula-se as horas necessárias para a produção atual, e para as mesmas horas disponíveis é
obtida a nova Taxa de Ocupação do sector.
11 - O peso da palete vazia é, aproximadamente, 200 kg. O que inviabiliza a sua movimentação pela ação humana.
47%
25%
19%
9% Mudança palete
Finalizar palete
Limpeza PT
Pausa (hidratar, etc.)

68
Sector Taxa de Ocupação Atual Nova Taxa de Ocupação Melhoria Global
Desdobra 54,8% 50,6% 7,8%
Tabela 22 – Nova taxa de Ocupação – Desdobra.
Desta forma, conclui-se que a introdução de uma base transporte móvel e de menor dimensão,
possibilitou reduzir o tempo de espera em 72%, o que permitiu reduzir taxa de ocupação do sector em
cerca de 8%.
Cozedura
Nesta secção, são analisados os efeitos da redução da base de transporte no sector da Cozedura,
nomeadamente, no tempo de ciclo e na taxa de ocupação. Considerou-se que o tempo de ciclo é o
mesmo, uma vez que o tempo em produção é fixo. Desta forma, admitiu-se que os tempos de setup se
mantêm.
Ao nível da operação, o sector apresenta uma estrutura adaptada a estas bases de transporte, como
pode ser observado na Figura 54. Esta estrutura tem a capacidade para 4 carros e permite alimentar a
autoclave num único movimento. Comparativamente ao processo tradicional de preparação das
paletes, este processo de setup é bastante mais simples e envolve menos etapas.
Figura 54 – Estrutura para carros – Cozedura.
Admitiu-se que com aplicação do método SMED a este caso específico, se conseguiria obter os
mesmos resultados de tempo de setup, nomeadamente, com a conversão das operações internas para
externas.
Por cada ciclo são processados 900 kg de cortiça, o equivalente a 4 carros Kaizen. Por este motivo a
taxa de ocupação do sector é alterada, dado que a cadência do sector é menor, uma vez que
anteriormente eram processadas 1.500 kg de cortiça por ciclo, o que é equivalente a 2 paletes.
Deste modo o sector precisa de laborar durante mais tempo, de modo a compensar a menor cadência.
Se para produzir 63 paletes são necessárias 32 operações de cozedura. Agora para produzir o
equivalente, são precisos 161 carros e 41 ciclos de cozedura (ver Anexo 8).
Sector Taxa de Ocupação Atual Nova Taxa de Ocupação Melhoria Global
Cozedura 52,8% 55,5% -5,2%
Tabela 23 – Nova Taxa de Ocupação – Cozedura.

69
Assim, esta solução aumenta a taxa de ocupação do sector em 2,7% passando a situar-se nos 55,5%
(Tabela 23).
Traçamento
Nesta secção pretende-se quantificar os efeitos da redução da base de transporte no sector do
Traçamento. Desta forma, será analisada a rotina de trabalho do sector para identificar possíveis
melhorias operacionais.
Como exposto na secção 4.3.6.4, através do estudo dos tempos verificou-se que 27% do tempo de
ciclo corresponde a tempos não produtivos, dos quais 22% sob a forma de esperas. O tempo de
esperas surge da rotina de trabalho existente no setor em análise. Deste modo, será feita uma análise
à rotina de trabalho para identificar potenciais melhorias. A rotina de trabalho do operador assenta,
essencialmente, nas seguintes tarefas:
i. Alimentação – operação de substituição da palete vazia por uma nova. Esta operação é
executada recorrendo a uma empilhadora;
ii. Rececionar e abrir palete – registar a palete na folha de produção e soltar as fitas de contenção
da palete.
iii. Produção - Traçar e selecionar as pranchas de cortiça;
iv. Afiar Ferramenta – o operador desloca-se à esmeriladora para afiar a ferramenta de corte;
v. Limpeza do PT – varrer a área em redor do posto de trabalho;
vi. Inserir informação de produção na folha de Trabalho.
Destas funções, apenas a segunda, acrescenta valor ao produto, todas as outras são operações sem
valor acrescentado.
A Figura 55 quantifica as operações que originam o tempo de espera. O tempo de espera de Matéria-
prima surge como o mais significativo, 42%, e advém do facto do operador ficar à espera de matéria-
prima após esgotar a sua palete. Esta ineficiência existe devida á cadência de produção das várias
equipas ser semelhante e, a entrada em produção não ser escalonada.
Figura 55 - Operações que originam o tempo de espera – Cozedura.
Observou-se que a alteração das bases de transporte permite reduzir em 50% este tempo de espera,
uma vez que a empilhadora tem a capacidade de transportar 2 carros em simultâneo, diminuindo para
metade o número de movimentos. Adicionalmente, também se constatou que a operação “Rececionar
42%
25%
13%
13%
8%
Matéria-Prima
Rececionar e abrir palete
Limpeza PT
Afiar ferramenta
Pausa (hidratar, etc.)
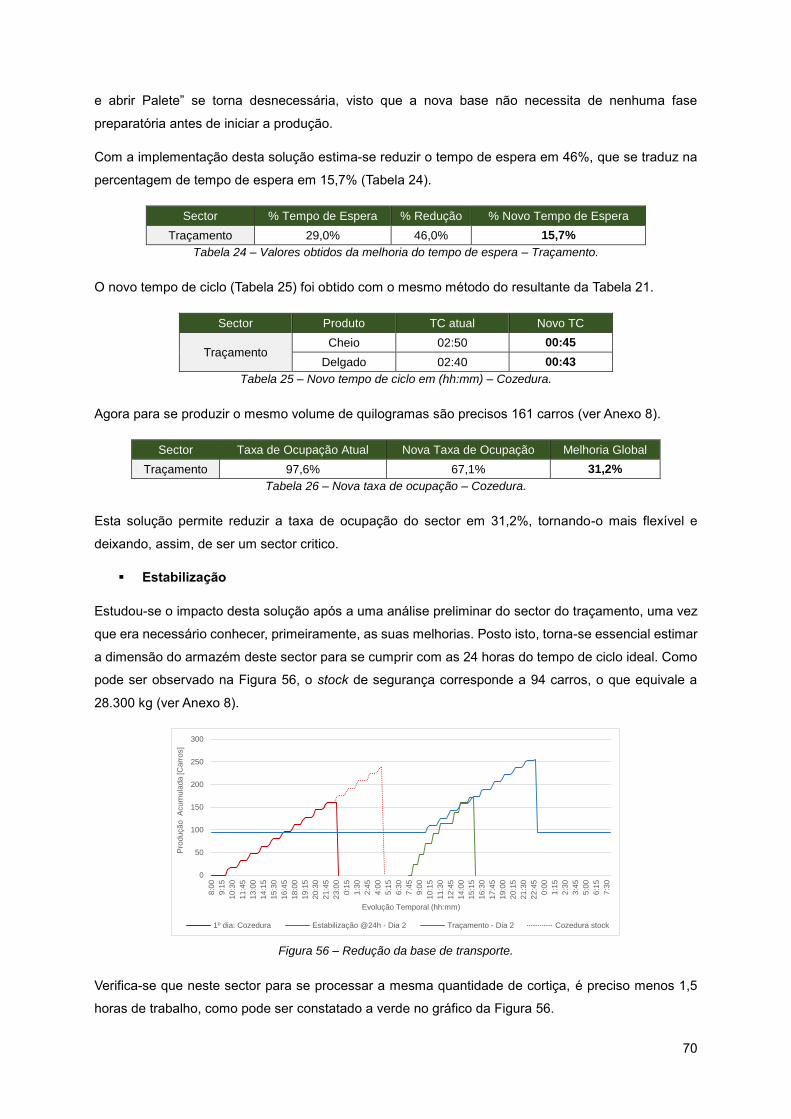
70
e abrir Palete” se torna desnecessária, visto que a nova base não necessita de nenhuma fase
preparatória antes de iniciar a produção.
Com a implementação desta solução estima-se reduzir o tempo de espera em 46%, que se traduz na
percentagem de tempo de espera em 15,7% (Tabela 24).
Sector % Tempo de Espera % Redução % Novo Tempo de Espera
Traçamento 29,0% 46,0% 15,7%
Tabela 24 – Valores obtidos da melhoria do tempo de espera – Traçamento.
O novo tempo de ciclo (Tabela 25) foi obtido com o mesmo método do resultante da Tabela 21.
Sector Produto TC atual Novo TC
Traçamento Cheio 02:50 00:45
Delgado 02:40 00:43
Tabela 25 – Novo tempo de ciclo em (hh:mm) – Cozedura.
Agora para se produzir o mesmo volume de quilogramas são precisos 161 carros (ver Anexo 8).
Sector Taxa de Ocupação Atual Nova Taxa de Ocupação Melhoria Global
Traçamento 97,6% 67,1% 31,2%
Tabela 26 – Nova taxa de ocupação – Cozedura.
Esta solução permite reduzir a taxa de ocupação do sector em 31,2%, tornando-o mais flexível e
deixando, assim, de ser um sector critico.
Estabilização
Estudou-se o impacto desta solução após a uma análise preliminar do sector do traçamento, uma vez
que era necessário conhecer, primeiramente, as suas melhorias. Posto isto, torna-se essencial estimar
a dimensão do armazém deste sector para se cumprir com as 24 horas do tempo de ciclo ideal. Como
pode ser observado na Figura 56, o stock de segurança corresponde a 94 carros, o que equivale a
28.300 kg (ver Anexo 8).
Figura 56 – Redução da base de transporte.
Verifica-se que neste sector para se processar a mesma quantidade de cortiça, é preciso menos 1,5
horas de trabalho, como pode ser constatado a verde no gráfico da Figura 56.
0
50
100
150
200
250
300
8:0
0
9:1
5
10:3
0
11:4
5
13:0
0
14:1
5
15:3
0
16:4
5
18:0
0
19:1
5
20:3
0
21:4
5
23:0
0
0:1
5
1:3
0
2:4
5
4:0
0
5:1
5
6:3
0
7:4
5
9:0
0
10:1
5
11:3
0
12:4
5
14:0
0
15:1
5
16:3
0
17:4
5
19:0
0
20:1
5
21:3
0
22:4
5
0:0
0
1:1
5
2:3
0
3:4
5
5:0
0
6:1
5
7:3
0
Pro
dução A
cum
ula
da [C
arr
os]
Evolução Temporal (hh:mm)
1º dia: Cozedura Estabilização @24h - Dia 2 Traçamento - Dia 2 Cozedura stock
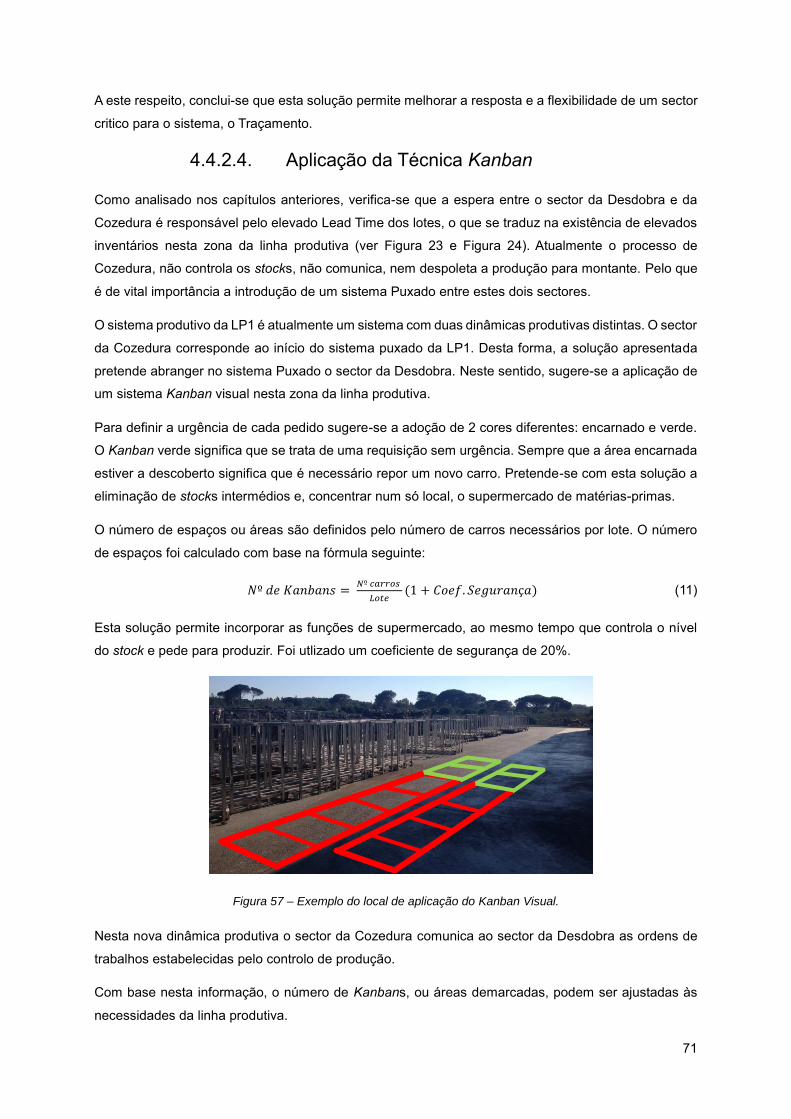
71
A este respeito, conclui-se que esta solução permite melhorar a resposta e a flexibilidade de um sector
critico para o sistema, o Traçamento.
4.4.2.4. Aplicação da Técnica Kanban
Como analisado nos capítulos anteriores, verifica-se que a espera entre o sector da Desdobra e da
Cozedura é responsável pelo elevado Lead Time dos lotes, o que se traduz na existência de elevados
inventários nesta zona da linha produtiva (ver Figura 23 e Figura 24). Atualmente o processo de
Cozedura, não controla os stocks, não comunica, nem despoleta a produção para montante. Pelo que
é de vital importância a introdução de um sistema Puxado entre estes dois sectores.
O sistema produtivo da LP1 é atualmente um sistema com duas dinâmicas produtivas distintas. O sector
da Cozedura corresponde ao início do sistema puxado da LP1. Desta forma, a solução apresentada
pretende abranger no sistema Puxado o sector da Desdobra. Neste sentido, sugere-se a aplicação de
um sistema Kanban visual nesta zona da linha produtiva.
Para definir a urgência de cada pedido sugere-se a adoção de 2 cores diferentes: encarnado e verde.
O Kanban verde significa que se trata de uma requisição sem urgência. Sempre que a área encarnada
estiver a descoberto significa que é necessário repor um novo carro. Pretende-se com esta solução a
eliminação de stocks intermédios e, concentrar num só local, o supermercado de matérias-primas.
O número de espaços ou áreas são definidos pelo número de carros necessários por lote. O número
de espaços foi calculado com base na fórmula seguinte:
𝑁º 𝑑𝑒 𝐾𝑎𝑛𝑏𝑎𝑛𝑠 = 𝑁º 𝑐𝑎𝑟𝑟𝑜𝑠
𝐿𝑜𝑡𝑒(1 + 𝐶𝑜𝑒𝑓. 𝑆𝑒𝑔𝑢𝑟𝑎𝑛ç𝑎) (11)
Esta solução permite incorporar as funções de supermercado, ao mesmo tempo que controla o nível
do stock e pede para produzir. Foi utlizado um coeficiente de segurança de 20%.
Figura 57 – Exemplo do local de aplicação do Kanban Visual.
Nesta nova dinâmica produtiva o sector da Cozedura comunica ao sector da Desdobra as ordens de
trabalhos estabelecidas pelo controlo de produção.
Com base nesta informação, o número de Kanbans, ou áreas demarcadas, podem ser ajustadas às
necessidades da linha produtiva.

72
Sendo o local da aplicação do Kanban uma zona distante dos locais onde se encontram as equipas a
trabalhar, cabe aos operadores das empilhadoras a função de controlar o estado do Kanban, e
comunicar às equipas do estaleiro a paragem ou não da produção.
O impacto da aplicação da técnica Kanban no sector da Desdobra permitiu, reduzir em 12,6% a taxa
de ocupação do sector (Tabela 27). Foi utilizado um coeficiente de segurança de 20%.
Sector Taxa de Ocupação Atual Nova Taxa de Ocupação Melhoria Global
Desdobra 54,1% 47,3% 12,6%
Tabela 27 – Valores de melhoria obtidos com a aplicação da técnica Kanban.
Dada a enorme variabilidade do TC do sector, e tendo em conta o potencial de melhoria com a aplicação
desta técnica, sugere-se que uma vez atingido o stock de segurança, parte dos operadores sejam
transferidos para outras equipas, de modo a fomentar o espírito de entreajuda, e possibilitar o
cumprimento dos objetivos.
Esta ferramenta permitiu o aumento de produtividade do sector, reduzir e controlar o inventário
intermédio e diminuindo os lead time dos lotes. Constatando-se uma maior fluidez dos produtos entre
os diversos sectores produtivos. Adicionalmente, irá permitir uma comunicação mais eficiente com o
sector a jusante.
4.4.2.4. Aplicação do FIFO na Estabilização II
Este sector foi observado ao longo dos meses de Primavera, quando se registavam temperaturas
relativamente elevadas no interior da fábrica. Facto esse, que contribuiu para o aceleramento da
operação de estabilização.
As propriedades elásticas da cortiça estão correlacionadas com a quantidade de água presente no seu
interior, à medida que a percentagem de humidade cresce, verifica-se um aumento da deformação
nominal (extensão) do material. [42]. Significa isto que, quanto maior a quantidade de água nos canais
lenticulares da cortiça, maior é a elasticidade do material. O inverso é igualmente válido, ou seja, quanto
menor a quantidade de água nos canais lenticulares, menos elástico é o material.
Quando a cortiça está com valores de humidade inferiores ao admissível, verifica-se o seguinte:
Aumento da frequência de paragens forçadas por encravamento e por afiamento das máquinas
de corte;
Aumento da frequência de paragens forçadas devido afiamento das máquinas de corte, pela
cortiça se apresentar mais seca (a maior pressão de corte conduzirá a um desgaste prematuro
das lâminas de corte dos discos);
Verifica-se que os discos de corte queimam a cortiça e criam um “rasto de fogo”, quando a
cortiça está mais seca. Os discos por apresentarem estas marcas irão ser rejeitados nas
operações de escolha eletrónica, diminuindo a produção útil.

73
Desta forma observou-se que o excesso de horas em repouso da matéria-prima poderá ser um dos
fatores que contribuem para o aumento da frequência de paragens (por afiamento e/ou por
desencravamento), o que contribui para a diminuição do tempo útil de produção.
Posto isto, as consequências do baixo teor de humidade da cortiça refletem-se na diminuição da
produtividade da LP2 na qualidade do produto semiacabado.
Por outro lado, quando a cortiça está com maior teor de humidade, verifica-se que:
Produção de discos com defeito, ou seja, “grossos” com uma espessura superior à admissível
(5,5mm +-0,5mm). A maior elasticidade da cortiça está correlacionada com o maior teor de
humidade e, quando o material é sujeitado a uma operação de corte nestas condições, a
deformação no limite de elasticidade é superior.
Paragem forçada para calibração, em caso de detetar excesso de espessura nos traços. A
manutenção está incumbida de fazer o controlo dimensional à produção.
Posto o acima referido, é de capital importância que o FIFO seja aplicado neste sector de modo a que
o tempo de estabilização seja cumprido, para garantir que a matéria-prima seja fabricada nas melhores
condições.
Para a implementação do FIFO sugere-se a desocupação de uma zona do armazém que está ocupada
com máquinas antigas. Estima-se que com a libertação desta zona é possível aumentar em 21% a
capacidade do armazém.
Neste sector os produtos são armazenados consoante o tipo de produto e o turno de produção.
Atualmente existem neste espaço 2 tipos de produtos, pelo que se sugere a criação de duas linhas
FIFO dedicadas a cada produto. Adicionalmente, com a implementação da lógica FIFO a separação
dos produtos por turnos torna-se irrelevante.
Assim, espera-se com a implementação do FIFO na Estabilização II, o cumprimento do tempo de
estabilização, a redução do Lead Time e a sua variabilidade (ver Figura 24). O layout do sector da
Estabilização II no estado atual pode ser consultado no Anexo 9.
Figura 58 – Novo layout da aplicação do FIFO no sector da Estabilização II.
26 24 2232 30 2838 36 3440
6 4 212 10 818 16 1420
Produto 8/12
Produto 6/8
12 14 1610
4 6 82

74
4.4.3. Mapa do Fluxo Valor Futuro
Com a intenção de contribuir para o aumento da flexibilidade da linha produtiva, e tornar o sistema mais
eficiente foram desenvolvidas várias soluções em resposta aos problemas detetados.
No seguimento do estudo realizado, é apresentado na Figura 59 e Anexo 2 a perspetiva futura do mapa
de fluxo de valor para os produtos de cortiça de Cheio e Delgado, respetivamente.
As soluções permitiram principalmente melhorar a qualidade dos processos, reduzir o inventário
desnecessário, diminuir o lead time e consequentemente, aumentar a capacidade produtiva. Os
resultados alcançados encontram-se resumidos na Tabela 28.
Tabela 28 – Estimativa da melhoria obtida pela aplicação das soluções.
Na Tabela 29 é apresentada a melhoria do Lead Time esperado com a aplicação das soluções. Os
resultados alcançados permitirão uma melhoria máxima para o produto Cheio de 71% e de 63% no
produto Delgado. Mas simultaneamente, reduzir a grande variabilidade verificada no lead time atual.
Produto Lead Time Atual Lead Time Esperado Melhoria Max. Obtida
Cheio 2 a 7 dias úteis 2 dias úteis 71%
Delgado 5 a 8 dias úteis 3 dias úteis 63%
Tabela 29 – Estimativa da melhoria obtida pela aplicação das soluções.
Através da análise dos mapas, são reconhecidas as seguintes melhorias:
A produção passou a ser puxada em vez da produção empurrada;
Redução significativa do Lead Time e da sua variabilidade;
Praticamente todos os sectores comunicam entre si;
Sistema de supermercado implementado entre o sector da Desdobra e do Traçamento, o que
contribui para a autorregulação deste stock intermédio;
Diminuição da taxa de ocupação do sector da Desdobra e Traçamento;
Aumento da eficiência do sector da Cozedura e da Vaporização;
Melhoria da qualidade do processo no sector da Estabilização I e da Estabilização II, através
do aumento do armazém e introdução do sistema FIFO, respetivamente.
Corroborando a metodologia do VSM este mapa relativo ao estado futuro, não pretende terminar um
estudo, apenas ser um ponto de partida, para futuras análises e diagnósticos, de forma a identificar
novos desperdícios, e eliminá-los, tentando atingir a perfeição, este é um dos conceitos da filosofia
Lean.
Produto TVA Lead Time Esperado PCE
Cheio 27:12 h 2 dias úteis 56,7%
Delgado 39:12 h 3 dias úteis 54,4%
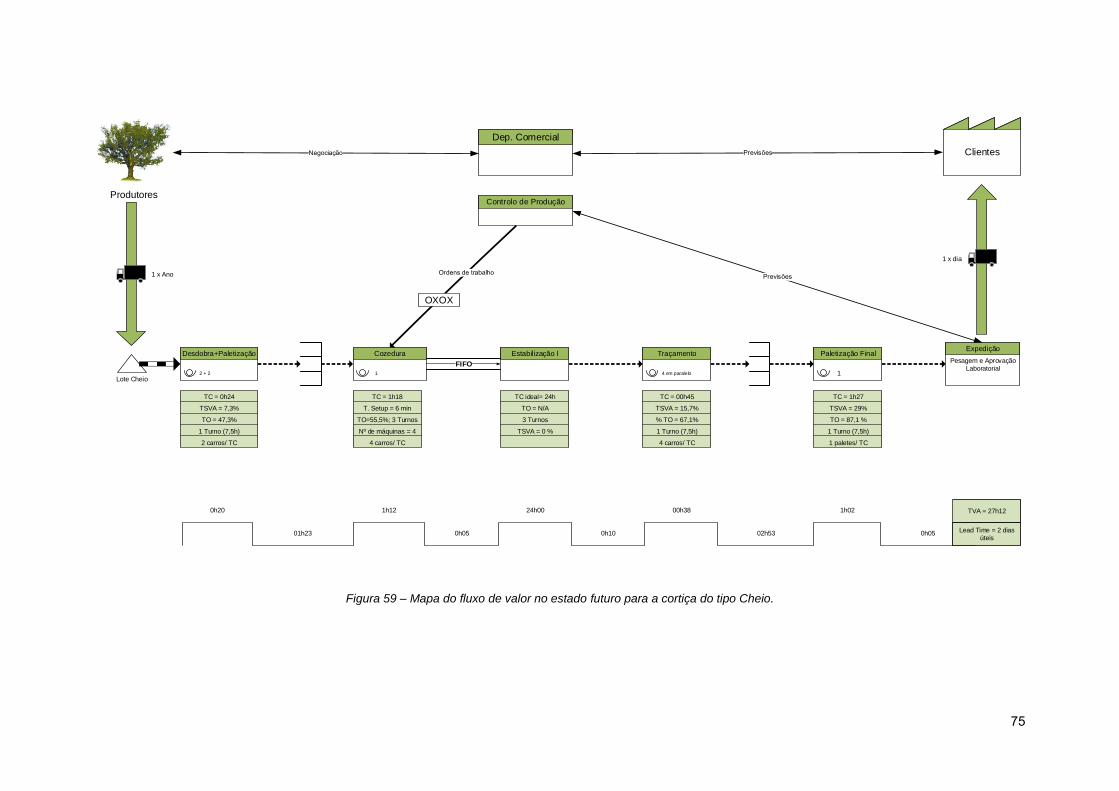
75
Figura 59 – Mapa do fluxo de valor no estado futuro para a cortiça do tipo Cheio.
Estabilização I
Controlo de Produção
TC ideal= 24h
TO = N/A
3 Turnos
TSVA = 0 %
0h10
24h00
02h53
00h38
0h05
1h02
0h05
1h12
4 em paralelo
Traçamento
TC = 00h45
TSVA = 15,7%
% TO = 67,1%
1 Turno (7,5h)
4 carros/ TC
TC = 1h27
TSVA = 29%
TO = 87,1 %
1 Turno (7,5h)
1 paletes/ TC
1
Paletização Final
1
Cozedura
TC = 1h18
T. Setup = 6 min
TO=55,5%; 3 Turnos
Nº de máquinas = 4
4 carros/ TC
2 + 2
Desdobra+Paletização
Lead Time = 2 dias úteis
TVA = 27h12
Clientes
Lote Cheio
FIFOPesagem e Aprovação
Laboratorial
Expedição
OXOX
Dep. Comercial
TC = 0h24
TSVA = 7,3%
TO = 47,3%
1 Turno (7,5h)
2 carros/ TC
01h23
0h20
1 x dia
1 x Ano
Produtores
76
Conclusões
O presente estudo foi desenvolvido na Linha Produtiva 1 da unidade industrial de Coruche da empresa
Amorim Florestal. Este trabalho teve como objetivo contribuir para melhorar a flexibilidade e eficiência
do sistema produtivo de modo a torná-lo mais competitivo e reativo às alterações do mercado.
A análise focou-se nos dois principais produtos da Linha Produtiva 1: o produto tipo Cheio e o produto
tipo Delgado.
Para o diagnóstico do sistema produtivo recorreu-se a várias metodologias de análise. O Estudo dos
Métodos e do Estudo dos Tempos foram essenciais para fundamentar de forma fiável e estruturada o
funcionamento da empresa. A aplicação da ferramenta Value Stream Mapping possibilitou identificar os
desperdícios e limitações do sistema produtivo e as oportunidades de melhoria.
A análise à taxa de ocupação do sistema produtivo revelou que os sectores críticos do sistema são o
sector do Traçamento e da Vaporização, apresentando taxas de 97,6% e 92,4%, respetivamente.
Verificou-se também que o tempo de espera para o início da operação da Cozedura, é aquele que mais
concorre para a variabilidade e duração do Lead Time, o que se traduz em elevados inventários nesta
zona da linha produtiva. Este facto ocorre essencialmente porque o sector anterior, a Desdobra,
apresenta uma cadência de produção superior. Observou-se também que no sector da Cozedura, o
tempo de setup da máquina é muito variável e excessivamente longo.
Relativamente à operação de Estabilização I, esta corresponde a uma operação obrigatória e
idealmente deverá ter um TC de 24 horas, no entanto verificou-se que não se encontra implementado
um procedimento claro e eficaz que garanta o cumprimento e o controlo do TC.
No seguimento do diagnóstico realizado foram aplicados métodos que conduzem à melhoria do sistema
produtivo de forma sustentada.
De modo a tornar o sector para Cozedura e da Vaporização mais flexíveis e com maior capacidade
produtiva, foi aplicado o método SMED, com intuito de reduzir o tempo de paragem da máquina.
No sector da Cozedura, conclui-se que através da aplicação do método SMED foi possível a redução
do tempo não produtivo da máquina em cerca de 73,9%, passando de 23 para 6 minutos de setup. Na
Vaporização, a aplicação desta solução permitiu uma redução em 40,8% do tempo não produtivo da
máquina, possibilitando a redução do TO de 92,4% para 86,4%.
Para além disto, conclui-se que os elevados tempos de ciclo dos sectores da Desdobra e do
Traçamento estão relacionados com a grande dimensão das paletes, o que constitui um fator
determinante para a falta de fluência da linha produtiva. Por este motivo, foi proposto a alteração da
base de transporte, tendo em vista a sua redução, promovendo um maior fluxo de produtos entre
processos através da diminuição do tempo de ciclo das operações.
77
Relativamente ao excesso de inventário entre o sector da Desdobra e da Cozedura, conclui-se que se
deve ao facto da Desdobra, obedecer a uma filosofia de produção empurrada, tornando o sistema
dessincronizado. Verificou-se ainda que estes sectores não comunicam entre si, recebendo ordens
isoladas do controlo de produção.
Deste modo, foi introduzido um sistema Kanban visual entre estes dois processos de modo a promover
um sistema de produção puxado. Esta ferramenta permitiu aumentar a produtividade do sector, reduzir
e controlar o inventário intermédio e consequentemente reduzir os lead time dos lotes, criando maior
fluidez dos produtos entre os sectores produtivos. Com a aplicação desta medida espera-se reduzir a
TO do sector da Desdobra em 12,6%.
Relativamente à operação de Estabilização I, verificou-se que não se encontra implementado um
procedimento claro e eficaz que garanta o cumprimento e o controlo do TC. Neste sentido, foi
desenvolvida uma solução que pressupõe o aumento do atual stock intermédio em cerca de 50%.
Verificou-se que o TC da Estabilização II não é cumprido, pelo que se preconizou a implementação de
um sistema FIFO.
Por último, a introdução de uma base transporte móvel e de menor dimensão possibilitou, no sector da
Desdobra, reduzir o tempo de espera em 72%, o que permitiu uma melhoria de 8% da taxa de ocupação
do sector. No sector da Cozedura, a introdução daquela medida aumenta a TO do sector em 2,7%
passando a situar-se nos 55,5%. No Traçamento, estima-se reduzir o tempo de esperas em 46%,
permitindo a diminuição acentuada do TO para 67,1%. Conclui-se que esta solução permite melhorar
a resposta e a flexibilidade de um sector critico para o sistema.
Resumindo, os resultados alcançados permitirão a redução do Lead do Time para 2 dias úteis no caso
do produto Cheio, e 3 dias úteis no caso do produto Delgado. Concomitantemente, será possível reduzir
a variabilidade do lead time dos respetivos produtos.
Em suma, podemos afirmar que com a aplicação destas medidas será possível aumentar a fluência da
linha, diminuir o tempo de ciclo das operações e melhorar a qualidade do processo, e por conseguinte
aumentar a resposta e a flexibilidade do sistema, tal como se propôs no início do presente estudo.
Por via do mesmo, procurou-se demonstrar que a filosofia Lean continua a constituir uma abordagem
adequada para todo o tipo de empresas, no sentido em que as mesmas mais não são do que
organizações que congregam técnica, capital e trabalho.
Dito de outra forma, a filosofia Lean e as suas ferramentas revelaram-se preciosos instrumentos de
análise dos constrangimentos que vão sendo identificados no seio dos sistemas produtivos.
Esta filosofia serve não só o mundo empresarial, como, bem assim as pessoas, ou seja, cada um de
nós, enquanto consumidores.

78
5.1. Trabalho Futuro
Em contraste com a minha abordagem mais conservadora ficou por apurar os resultados que poderiam
ser obtidos por um cenário mais arrojado e interventivo na atual dinâmica produtiva.
Para trabalho futuro sugere-se a avaliação do processo tecnológico dos sectores da Estabilização, para
permitir acelerar o processo, e reduzir a variabilidade desta operação.
Neste segundo cenário os resultados seriam certamente mais evidentes mas implicaria certamente, um
trabalho mais profundo de investigação e maior investimento por parte da empresa.

79
Bibliografia
[1] N. J. Sayer and B. Williams, Lean for Dummies, Indianapolis, Indiana: Wiley Publishing, 2007.
[2] E. Commission, Manufuture, a vision for 2020, 2004.
[3] B. Modarress, A. Ansari and D. Lockwood, “Kaizen costing for Lean manufacturing: a case study,”
International Journal of Production Research, pp. 1751-1760, 2005.
[4] C. Marchwinski, “State of Lean Report 2004,” 2004. [Online]. Available: www.lean.org.
[5] J. Womack and D. T. Jones, Lean Thinking: Banish Waste and Create Wealth in your corporation,
New York: Free Pass, 1996.
[6] P. Hines and N. Rich, “The seven value stream mapping tools,” International Journal of Operations
& Production Management, 1997.
[7] D. McCloskey, Review of The Cambridge Economic History of Modern Britain (edited by Roderick
Floud and Paul Johnson), Review of The Cambridge Economic: Times Higher Education
Supplement, 2004.
[8] R. Lucas, The Industrial Revolution Past and Future, 2003.
[9] R. E. J. Lucas, Lectures on Economic Growth, Cambridge: Harvard University Press, 2002.
[10] H. Risatti, Theory of Craft: Function and Aesthetic Expression, Univ of North Carolina Press, 2009.
[11] “Fascinating facts about Henry Ford,” 10 7 2015. [Online]. Available:
http://www.ideafinder.com/history/inventors/ford.htm.
[12] N. Bhagwat, Balancing a U-Shaped Assembly Line by applying Nested Partitions Melhod, 2005.
[13] J. Riezebos, W. Klingenberg and C. Hicks, “Lean production and information tecnology:
Connection or Contradiction?,” Computers in Industry, pp. 237-247, 2009.
[14] T. Ohno, Toyota Production System: Beyond Large-Scale Production, Cambridge, MA: Productivity
Press, 1988.
[15] M. Holweg, “The genealogy of lean production,” Journal of Operations Management 25, p. 420–
437, 2006.
[16] T. Melton, “The Benefits of Lean Manufacturing: What Lean Thinking has to Offer the Process
Industries,” Chemical Engineering Research and Design, vol. 83, pp. 662-673, 2005.
[17] K. N. M.A. Cusumano, Thinking Beyond Lean, New York: The Free Press, 1998.
80
[18] J. K. Liker, The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer,
McGraw-Hill, 2004.
[19] R. J. Schonberger, World Class Manufactering: The Lessons of Simplicity Applied, New York: The
Free Press, 1986.
[20] D. J. R. J.P. Womack, The Machine That Changed The World, New York: Harper Perenial, 1991.
[21] A. R. R.Sundar, “A Review on Lean Manufactering Implementation Techniques,” in 12th GLOBAL
CONGRESS ON MANUFACTURING AND MANAGEMENT, 2014.
[22] Z. M. Demete Krisztina, “The impact of lean practices on inventory turnover,” International Journal
of Production Economics 133, pp. 154-163, 2011.
[23] M. Roher and J. Shook, Learning to See: Value Stream Mapping to Add Value and Eliminate
MUDA, 1999.
[24] J. Liker and Lamb&Thomas, “ Lean Manufacturing Principles Guide,” National Steel & Shipbuilding
Co., 2000.
[25] S. B. N. G.-G. Victor G. Aguilar-Escobar, “Hospital kanban system implementation: Evaluating
satisfaction of nursing personnel,” Investigaciones Europeas de Dirección y Economia de la
Empresa, no. 21, pp. 101-110, 2015.
[26] S. M. S. M. M. E. Nor Azian Abdul Rahman, “Lean Manufacturing Case Study with Kanbam System
Implementation,” International Confeence on Economics and Business Research, pp. 174-180,
2013.
[27] J. K. R. R. Graves, “Literature review of material flow control mechanisms,” Production and
Control, vol. 6, no. 5, pp. 395-403, 1995.
[28] V. Kumar, “JIT based quality managment:concepts and implications in Indian context,” International
Journal of Engineering Science and Technology 2, pp. 40-50, 2010.
[29] S. M. N. F. M. K.R. Narender, “A comparative analysis and review of JIT implementation research,”
International Journal of Operations & Production Managment, vol. 15, no. 1, pp. 38-49, 1995.
[30] B. R. J. Heizer, Flexible Version: Operation Managment, New Jersey :Prentice Hall, 2005.
[31] J. Bernstein, GM exec discusses commitment to kanban;system has a tremendous potencial,
1984, p. 48.
[32] B. Balram, “Kanban Systems :The stirling Engine Manufacturing Cell,” 2003.
[33] G. O. S. C. T. M. R. McIntosh, “Changeover improvement: reinterpreting “SMED” methodology,”
IEEE Transactions on Engineering Management, vol. 54, pp. 98-111, 2007.
81
[34] S. Shingo, “A Revolution in Manufacturing: the SMED System,” MA Cambridge , Productivity
Press, 1985.
[35] A. T. Ana Sofia Alves, “Improving SMED in the Automotive Industry: A case study,” in Production
and Operations Management Society 20th Annual conference, Orlando, 2009.
[36] C. O. L. R. d. C. V. Ibon Serrano Lasa, “An Evaluation of the value stream mapping tool,” Business
process management, vol. 14, pp. 39-52, 2008.
[37] F. A. Abdulmalek and J. Rajgopal, “Analyzing the benefits of lean manufacturing and value stream
mapping via simulation: A process sector case study,” International Jornal Economics, vol. 107,
pp. 223-236, 2007.
[38] M. a.-A. Rahani AR, “Production Flow Analysis through Value Stream Mapping: A Lean
Manufacturing Process Case Study,” International Symposium on Robotics and Intelligent Sensors
, vol. 41, pp. 1727-1734, 2012.
[39] I. Serrano, C. Ochoa and R. d. Castro, “Evaluation of value stream mapping in manufacturing
system redesign,” International Journal of Production Research, vol. 46, no. 16, pp. 4409-4430,
2008.
[40] B. Singh and S. Sharma, “Value stream mapping as a versatile tool for lean implementation: an
Indian case study of a manufacturing firm,” Measuring Business Excellence, vol. 13, no. 3, pp. 58-
68, 2009.
[41] C. A. Ortiz, Kaizen Assembly: Designing, Constructing, and Managing a Lean Assembly Line,
Taylor & Francis, 2006.
[42] M. A. Fortes, A Cortiça, Lisboa: Instituto Superior Técnico, 2004.
[43] Augusto Mateus & Associados, “Plano Regional de Inovação do Alentejo,” 2005.
[44] A. F. Marques, “Breve caracterização do sector corticeiro,” 2002.
[45] M. P. d. Silva, J. L. P. Louzada and R. M. Albuquerque, “Os Estranguladores da Fileira da Cortiça,”
2005.
[46] Associação Portuguesa de Cortiça - APCOR, “Associação Portuguesa de Cortiça,” 19 8 2015.
[Online]. Available: www.apcor.pt.
[47] Gabinete de Estudos Económicos e Acompanhamento de Mercados, “Relatório da Autoridade da
Concorrência sobre o sector da cortiça,” Lisboa, 2012.
[48] R. Milheiro da Costa, A rolha de cortiça natural no Mundo, Lisboa: Filcork, 1983.
[49] Corticeira Amorim, “Corticeira Amorim,” 20 06 2014. [Online]. Available: www.amorim.com.

82
[50] CORTICEIRA AMORIM, S.G.P.S., S.A., “Relatório E Contas 2014,” Mozelos, 2015.
[51] “Associação Portuguesa de Cortiça,” 19 8 2015. [Online]. Available: www.apcor.pt.
[52] Forest Stewardship Council, “FSC Portugal,” 19 08 2015. [Online]. Available: https://pt.fsc.org.
[53] Corticeira Amorim, “Amorim Cork,” 15 6 2015. [Online]. Available: www.amorimcork.com.
[54] J. Black, “Design Rules for Imprlementing the Toyota Production System,” International Journal of
Production Research, pp. 3639-3664, 15 8 2007.
[55] C. Silva Pereira, P. Danesh, J. J. Figueiredo Marques and M. V. San Romão, O gosto a rolha em
vinhos, 1999.
[56] European Cork Federation (CELEIGE), “Código Internacional das Práticas Rolheiras,” 2011.
[Online]. Available: www.apcor.pt/userfiles/File/CIPR/CIPR2011PT.pdf.
[57] U. Hemant, Six Sigma for Business Excellence: Approach, Tools and Applications, Pearson
Education, 2010.
[58] S. Shingo, “A Study of the Toyota Production System From an Industrial Engineering Viewpoint,”
1989.
[59] S. C. T. M. G. O. R. Mcintosh, “A critical evaluation of Shingo’s “SMED“ (Single Minute Exchange
Die) methodology,” International Journal of Production, vol. 38, 2000.
[60] G. C. S. P. António Carrizo Moreira, “Single Minute Exchange of Die. A Case Study
Implementation,” Journal of Technology Management & Innovation , vol. 6, no. I, 4 March 2011.
[61] P. M. P. Mota, “ESTUDO E IMPLEMENTAÇÃO DA METODOLOGIA SMED E O SEU IMPACTO
NUMA LINHA DE PRODUÇÃO,” Lisboa, 2007.
[62] K. Venkataraman and e. al., “Aplication of Value Stream Mapping for Reduction of Cycle Time in
a Machinig Process,” Procedia Material Science, vol. 6, pp. 1187-1196, 204.
83
ANEXOS
ANEXO 1 –VSM estado atual para produto do tipo Delgado - Lote G
ANEXO 2 - VSM estado futuro para produto do tipo Delgado
ANEXO 3 - Metodologia para o cálculo da TO
ANEXO 4 - Metodologia de cálculo do Takt Time
ANEXO 5 –SMED Cozedura
ANEXO 6 – SMED Vaporização
ANEXO 7 - Dimensionar o Armazém sem adotar o SMED
ANEXO 8 - Redução da base de Transporte
ANEXO 9 - Layout do estado atual do sector da Estabilização II
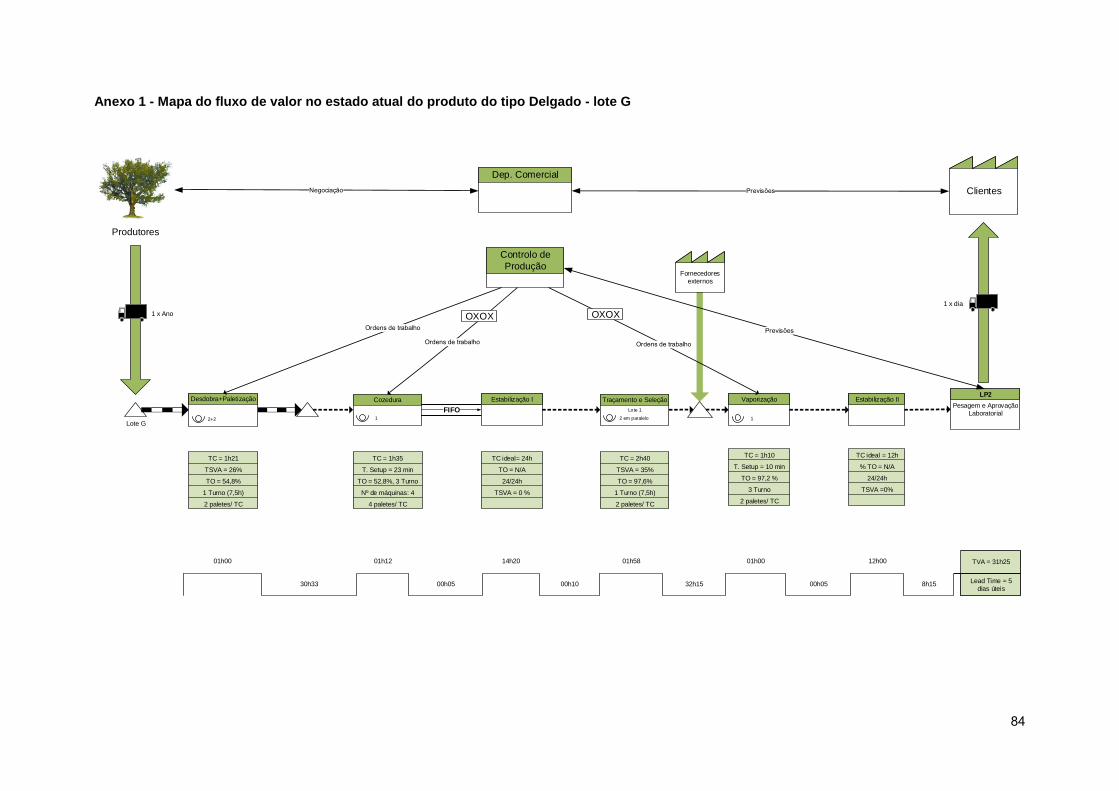
84
Anexo 1 - Mapa do fluxo de valor no estado atual do produto do tipo Delgado - lote G
Fornecedores externos
Controlo de
Produção
00h10
14h20
32h15
01h58
00h05
01h00
00h05
01h12
1
Cozedura
2+2
Desdobra+Paletização
Lead Time = 5 dias úteis
TVA = 31h25
Clientes
Lote G
1 x Ano
Produtores
FIFOPesagem e Aprovação
Laboratorial
LP2
OXOX
Dep. Comercial
30h33
01h00
Lote 1
2 em paralelo
Traçamento e SeleçãoEstabilização I
1
Vaporização
TC ideal= 24h
TO = N/A
24/24h
TSVA = 0 %
TC = 2h40
TSVA = 35%
TO = 97,6%
1 Turno (7,5h)
2 paletes/ TC
TC = 1h10
T. Setup = 10 min
TO = 97,2 %
3 Turno
2 paletes/ TC
TC = 1h35
T. Setup = 23 min
TO = 52,8%, 3 Turno
Nº de máquinas: 4
4 paletes/ TC
TC = 1h21
TSVA = 26%
TO = 54,8%
1 Turno (7,5h)
2 paletes/ TC
Estabilização II
TC ideal = 12h
% TO = N/A
24/24h
TSVA =0%
8h15
12h00
OXOX
1 x dia

85
Anexo 2 - Mapa do fluxo de valor no estado futuro do produto do tipo Delgado.
Controlo de
Produção
00h10
24h00
07h00
00h36
00h05
01h00
00h05
01h12
1
Cozedura
2+2
Desdobra+Paletização
Lead Time = 3 dias úteis
TVA = 39h12
Clientes
Lote Delgado
1 x Ano
Produtores
FIFOPesagem e Aprovação
Laboratorial
LP2
OXOX
Dep. Comercial
01h23
00h24
4 em paralelo
Traçamento e SeleçãoEstabilização I
1
Vaporização
TC ideal = 24h
TO = N/A
24/24h
%TSVA = 0 %
TC = 0h43
%TSVA = 15,7%
TO = 67,1%
1 Turno (7,5h)
2 carros/ TC
TC = 1h10
T. Setup = 6 min
TO = 97,2 %
3 Turnos
2 paletes/ TC
TC = 1h18
T. Setup = 6 min
TO = 55,5%, 3 Turno
Nº de máquinas: 4
4 carros/ TC
TC = 0h30
%TSVA = 7,3%
TO = 47,3%
1 Turno (7,5h)
4 carros/TC
Estabilização II
TC ideal = 12h
% TO = N/A
24/24h
%TSVA =0%
00h10
12h00
OXOX
FIFO
Fornecedores externos
1 x dia
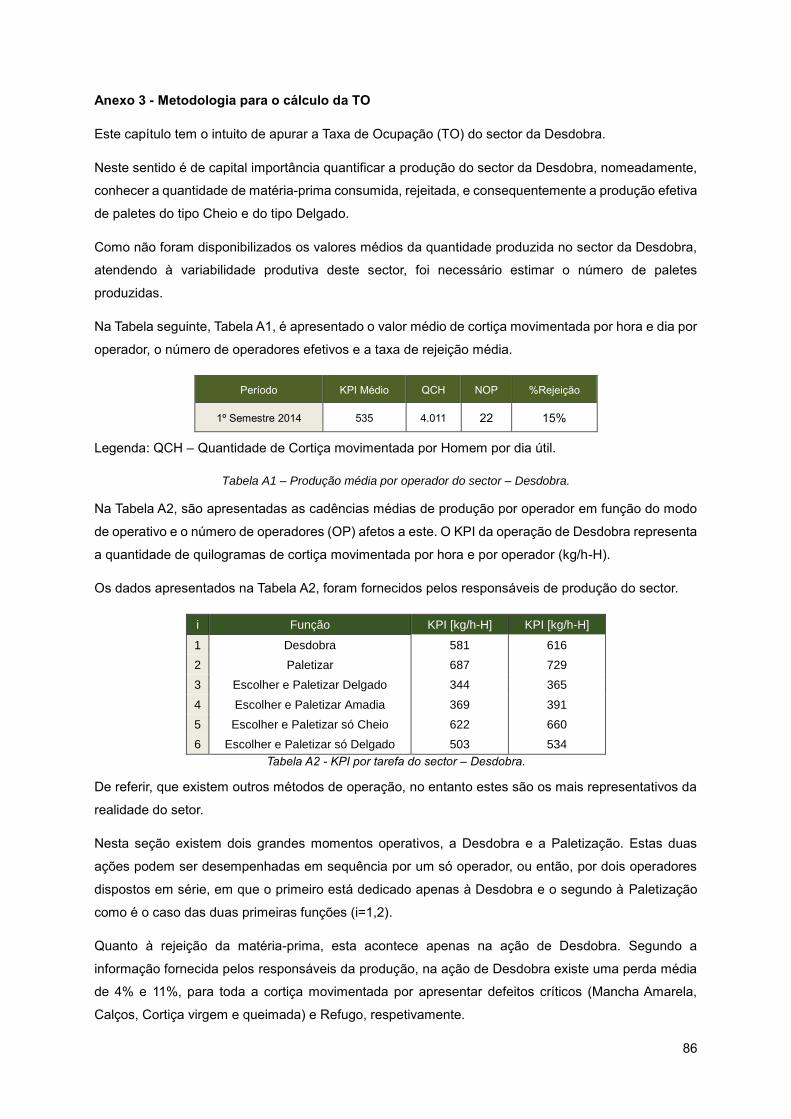
86
Anexo 3 - Metodologia para o cálculo da TO
Este capítulo tem o intuito de apurar a Taxa de Ocupação (TO) do sector da Desdobra.
Neste sentido é de capital importância quantificar a produção do sector da Desdobra, nomeadamente,
conhecer a quantidade de matéria-prima consumida, rejeitada, e consequentemente a produção efetiva
de paletes do tipo Cheio e do tipo Delgado.
Como não foram disponibilizados os valores médios da quantidade produzida no sector da Desdobra,
atendendo à variabilidade produtiva deste sector, foi necessário estimar o número de paletes
produzidas.
Na Tabela seguinte, Tabela A1, é apresentado o valor médio de cortiça movimentada por hora e dia por
operador, o número de operadores efetivos e a taxa de rejeição média.
Período KPI Médio QCH NOP %Rejeição
1º Semestre 2014 535 4.011 22 15%
Legenda: QCH – Quantidade de Cortiça movimentada por Homem por dia útil.
Tabela A1 – Produção média por operador do sector – Desdobra.
Na Tabela A2, são apresentadas as cadências médias de produção por operador em função do modo
de operativo e o número de operadores (OP) afetos a este. O KPI da operação de Desdobra representa
a quantidade de quilogramas de cortiça movimentada por hora e por operador (kg/h-H).
Os dados apresentados na Tabela A2, foram fornecidos pelos responsáveis de produção do sector.
i Função KPI [kg/h-H] KPI [kg/h-H]
1 Desdobra 581 616
2 Paletizar 687 729
3 Escolher e Paletizar Delgado 344 365
4 Escolher e Paletizar Amadia 369 391
5 Escolher e Paletizar só Cheio 622 660
6 Escolher e Paletizar só Delgado 503 534
Tabela A2 - KPI por tarefa do sector – Desdobra.
De referir, que existem outros métodos de operação, no entanto estes são os mais representativos da
realidade do setor.
Nesta seção existem dois grandes momentos operativos, a Desdobra e a Paletização. Estas duas
ações podem ser desempenhadas em sequência por um só operador, ou então, por dois operadores
dispostos em série, em que o primeiro está dedicado apenas à Desdobra e o segundo à Paletização
como é o caso das duas primeiras funções (i=1,2).
Quanto à rejeição da matéria-prima, esta acontece apenas na ação de Desdobra. Segundo a
informação fornecida pelos responsáveis da produção, na ação de Desdobra existe uma perda média
de 4% e 11%, para toda a cortiça movimentada por apresentar defeitos críticos (Mancha Amarela,
Calços, Cortiça virgem e queimada) e Refugo, respetivamente.
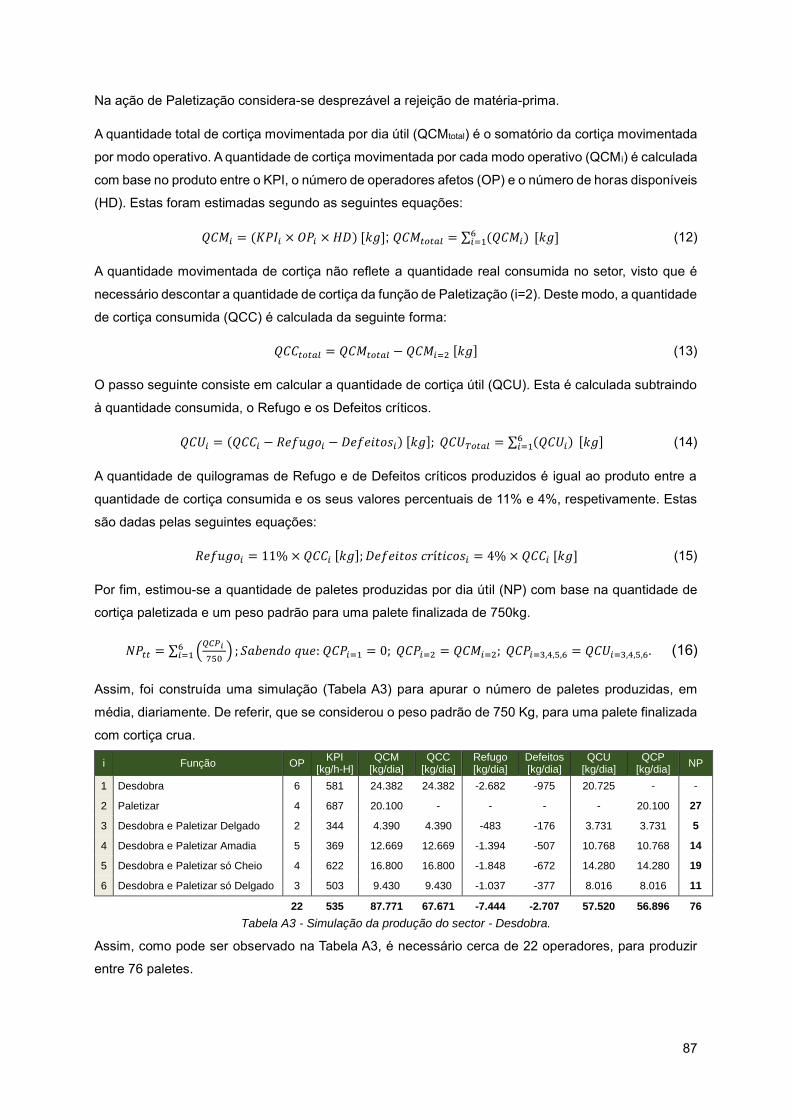
87
Na ação de Paletização considera-se desprezável a rejeição de matéria-prima.
A quantidade total de cortiça movimentada por dia útil (QCMtotal) é o somatório da cortiça movimentada
por modo operativo. A quantidade de cortiça movimentada por cada modo operativo (QCMi) é calculada
com base no produto entre o KPI, o número de operadores afetos (OP) e o número de horas disponíveis
(HD). Estas foram estimadas segundo as seguintes equações:
𝑄𝐶𝑀𝑖 = (𝐾𝑃𝐼𝑖 × 𝑂𝑃𝑖 × 𝐻𝐷) [𝑘𝑔]; 𝑄𝐶𝑀𝑡𝑜𝑡𝑎𝑙 = ∑ (𝑄𝐶𝑀𝑖)6𝑖=1 [𝑘𝑔] (12)
A quantidade movimentada de cortiça não reflete a quantidade real consumida no setor, visto que é
necessário descontar a quantidade de cortiça da função de Paletização (i=2). Deste modo, a quantidade
de cortiça consumida (QCC) é calculada da seguinte forma:
𝑄𝐶𝐶𝑡𝑜𝑡𝑎𝑙 = 𝑄𝐶𝑀𝑡𝑜𝑡𝑎𝑙 − 𝑄𝐶𝑀𝑖=2 [𝑘𝑔] (13)
O passo seguinte consiste em calcular a quantidade de cortiça útil (QCU). Esta é calculada subtraindo
à quantidade consumida, o Refugo e os Defeitos críticos.
𝑄𝐶𝑈𝑖 = (𝑄𝐶𝐶𝑖 − 𝑅𝑒𝑓𝑢𝑔𝑜𝑖 − 𝐷𝑒𝑓𝑒𝑖𝑡𝑜𝑠𝑖) [𝑘𝑔]; 𝑄𝐶𝑈𝑇𝑜𝑡𝑎𝑙 = ∑ (𝑄𝐶𝑈𝑖)6𝑖=1 [𝑘𝑔] (14)
A quantidade de quilogramas de Refugo e de Defeitos críticos produzidos é igual ao produto entre a
quantidade de cortiça consumida e os seus valores percentuais de 11% e 4%, respetivamente. Estas
são dadas pelas seguintes equações:
𝑅𝑒𝑓𝑢𝑔𝑜𝑖 = 11% × 𝑄𝐶𝐶𝑖 [𝑘𝑔]; 𝐷𝑒𝑓𝑒𝑖𝑡𝑜𝑠 𝑐𝑟í𝑡𝑖𝑐𝑜𝑠𝑖 = 4% × 𝑄𝐶𝐶𝑖 [𝑘𝑔] (15)
Por fim, estimou-se a quantidade de paletes produzidas por dia útil (NP) com base na quantidade de
cortiça paletizada e um peso padrão para uma palete finalizada de 750kg.
𝑁𝑃𝑡𝑡 = ∑ (𝑄𝐶𝑃𝑖
750)6
𝑖=1 ; 𝑆𝑎𝑏𝑒𝑛𝑑𝑜 𝑞𝑢𝑒: 𝑄𝐶𝑃𝑖=1 = 0; 𝑄𝐶𝑃𝑖=2 = 𝑄𝐶𝑀𝑖=2; 𝑄𝐶𝑃𝑖=3,4,5,6 = 𝑄𝐶𝑈𝑖=3,4,5,6. (16)
Assim, foi construída uma simulação (Tabela A3) para apurar o número de paletes produzidas, em
média, diariamente. De referir, que se considerou o peso padrão de 750 Kg, para uma palete finalizada
com cortiça crua.
i Função OP KPI
[kg/h-H] QCM
[kg/dia] QCC
[kg/dia] Refugo [kg/dia]
Defeitos [kg/dia]
QCU [kg/dia]
QCP [kg/dia]
NP
1 Desdobra 6 581 24.382 24.382 -2.682 -975 20.725 - -
2 Paletizar 4 687 20.100 - - - - 20.100 27
3 Desdobra e Paletizar Delgado 2 344 4.390 4.390 -483 -176 3.731 3.731 5
4 Desdobra e Paletizar Amadia 5 369 12.669 12.669 -1.394 -507 10.768 10.768 14
5 Desdobra e Paletizar só Cheio 4 622 16.800 16.800 -1.848 -672 14.280 14.280 19
6 Desdobra e Paletizar só Delgado 3 503 9.430 9.430 -1.037 -377 8.016 8.016 11
22 535 87.771 67.671 -7.444 -2.707 57.520 56.896 76
Tabela A3 - Simulação da produção do sector - Desdobra.
Assim, como pode ser observado na Tabela A3, é necessário cerca de 22 operadores, para produzir
entre 76 paletes.

88
Por último, com base no conhecimento adquirido na fábrica, definiu-se o número de paletes por tipo de
cortiça considerando os pressupostos seguintes:
1) Considerou-se que 75% da quantidade de cortiça paletizada (QCP) no modo “Paletizar” é
cortiça do tipo Cheio.
2) Considerou-se que 100% da QCP no modo “Desdobra e Paletizar Delgado” é cortiça do tipo
Delgado.
3) Considerou-se que 75% da QCP no modo “Desdobra e Paletiza Amadia” é cortiça do tipo
Cheio.
4) Considerou-se que 100% da QCP no modo “Desdobra e Paletiza só Cheio” é cortiça do tipo
Cheio.
5) Considerou-se que 100% da QCP no modo “Desdobra e Paletiza só Delgado” é cortiça do
tipo Delgado.
Com base nestes pressupostos, e admitindo que representam a realidade do sector da Desdobra,
resulta a produção de 50 paletes do tipo Cheio e 26 do tipo delgado (Tabela A4).
Função i QCP [kg/dia] Produto Cheio Produto Delgado
1 - - -
2 20.100 75% 25%
3 3.731 0 100%
4 10.768 75% 25%
5 14.280 100% 0%
6 8.016 0% 100%
Kg/dia 37.431 19.464
NP 50 26
Tabela A4 - Calculo do número de paletes por tipo de cortiça.
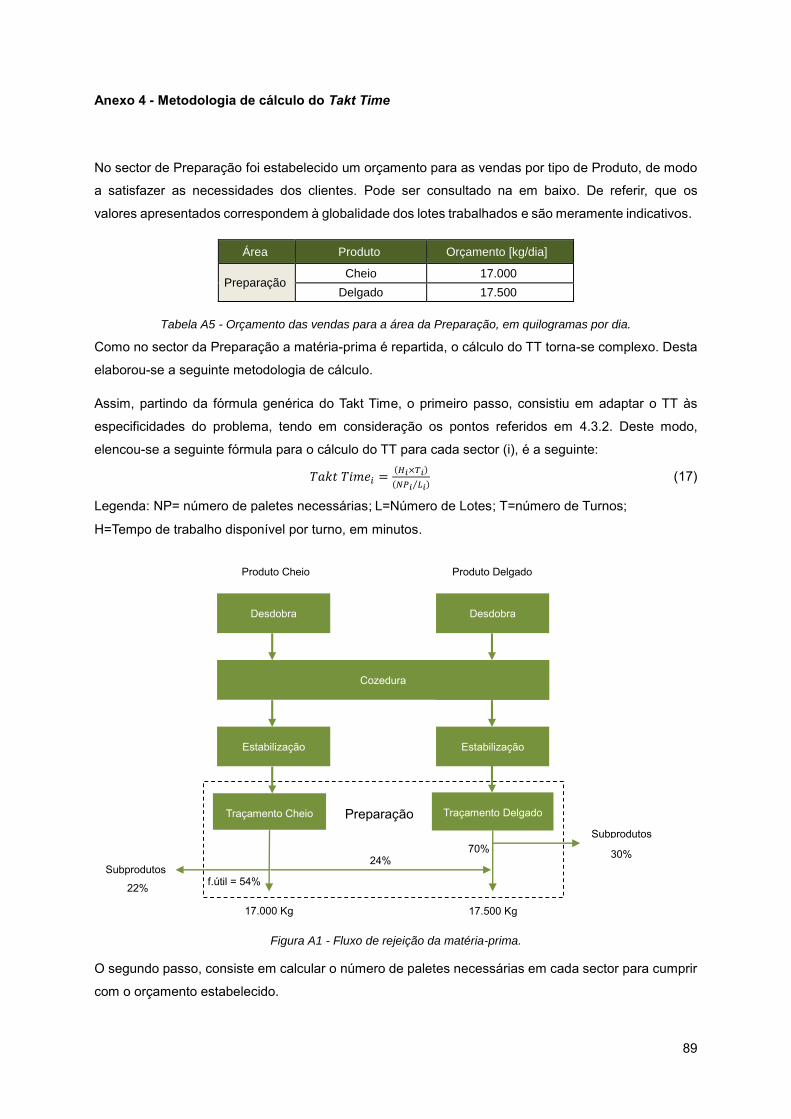
89
Anexo 4 - Metodologia de cálculo do Takt Time
No sector de Preparação foi estabelecido um orçamento para as vendas por tipo de Produto, de modo
a satisfazer as necessidades dos clientes. Pode ser consultado na em baixo. De referir, que os
valores apresentados correspondem à globalidade dos lotes trabalhados e são meramente indicativos.
Área Produto Orçamento [kg/dia]
Preparação Cheio 17.000
Delgado 17.500
Tabela A5 - Orçamento das vendas para a área da Preparação, em quilogramas por dia.
Como no sector da Preparação a matéria-prima é repartida, o cálculo do TT torna-se complexo. Desta
elaborou-se a seguinte metodologia de cálculo.
Assim, partindo da fórmula genérica do Takt Time, o primeiro passo, consistiu em adaptar o TT às
especificidades do problema, tendo em consideração os pontos referidos em 4.3.2. Deste modo,
elencou-se a seguinte fórmula para o cálculo do TT para cada sector (i), é a seguinte:
𝑇𝑎𝑘𝑡 𝑇𝑖𝑚𝑒𝑖 =(𝐻𝑖×𝑇𝑖)
(𝑁𝑃𝑖 𝐿𝑖⁄ ) (17)
Legenda: NP= número de paletes necessárias; L=Número de Lotes; T=número de Turnos;
H=Tempo de trabalho disponível por turno, em minutos.
Figura A1 - Fluxo de rejeição da matéria-prima.
O segundo passo, consiste em calcular o número de paletes necessárias em cada sector para cumprir
com o orçamento estabelecido.
30%
17.500 Kg
f.útil = 54%
70%
22%
Preparação
Produto Cheio Produto Delgado
17.000 Kg
24%
Desdobra
Cozedura
Estabilização
Traçamento Cheio
Desdobra
Estabilização
Traçamento Delgado
Subprodutos
Subprodutos
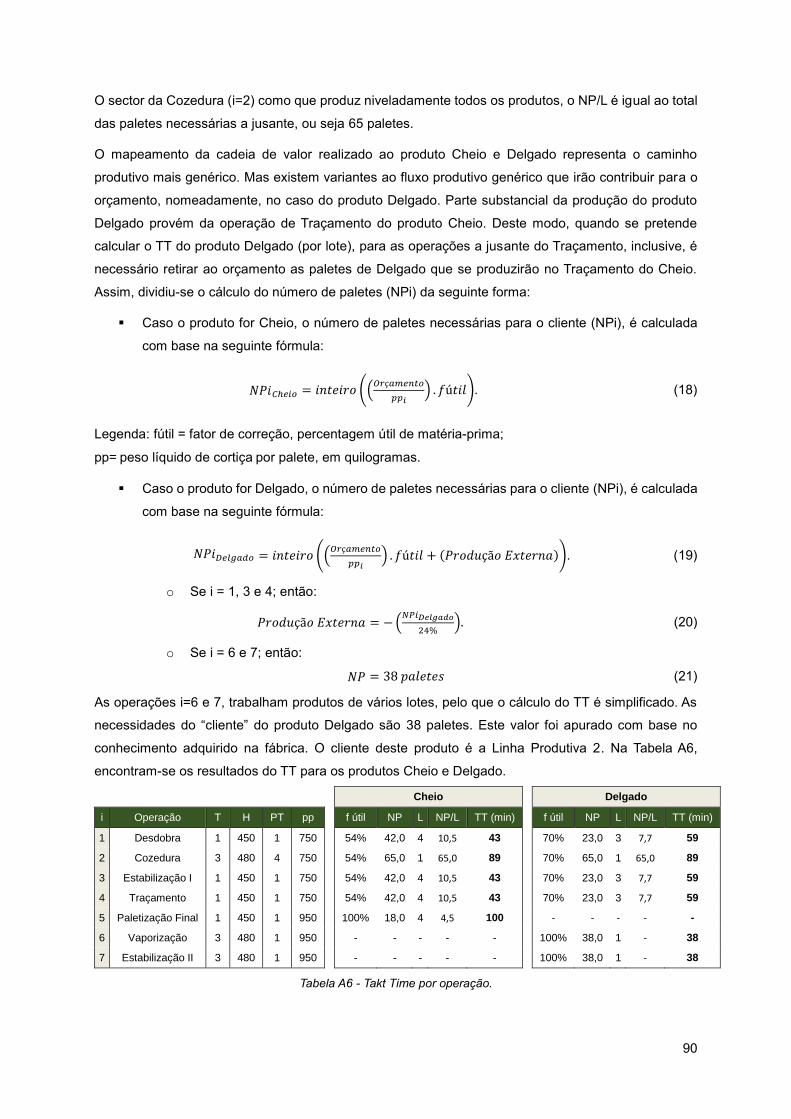
90
O sector da Cozedura (i=2) como que produz niveladamente todos os produtos, o NP/L é igual ao total
das paletes necessárias a jusante, ou seja 65 paletes.
O mapeamento da cadeia de valor realizado ao produto Cheio e Delgado representa o caminho
produtivo mais genérico. Mas existem variantes ao fluxo produtivo genérico que irão contribuir para o
orçamento, nomeadamente, no caso do produto Delgado. Parte substancial da produção do produto
Delgado provém da operação de Traçamento do produto Cheio. Deste modo, quando se pretende
calcular o TT do produto Delgado (por lote), para as operações a jusante do Traçamento, inclusive, é
necessário retirar ao orçamento as paletes de Delgado que se produzirão no Traçamento do Cheio.
Assim, dividiu-se o cálculo do número de paletes (NPi) da seguinte forma:
Caso o produto for Cheio, o número de paletes necessárias para o cliente (NPi), é calculada
com base na seguinte fórmula:
𝑁𝑃𝑖𝐶ℎ𝑒𝑖𝑜 = 𝑖𝑛𝑡𝑒𝑖𝑟𝑜 ((𝑂𝑟ç𝑎𝑚𝑒𝑛𝑡𝑜
𝑝𝑝𝑖) . 𝑓ú𝑡𝑖𝑙). (18)
Legenda: fútil = fator de correção, percentagem útil de matéria-prima;
pp= peso líquido de cortiça por palete, em quilogramas.
Caso o produto for Delgado, o número de paletes necessárias para o cliente (NPi), é calculada
com base na seguinte fórmula:
𝑁𝑃𝑖𝐷𝑒𝑙𝑔𝑎𝑑𝑜 = 𝑖𝑛𝑡𝑒𝑖𝑟𝑜 ((𝑂𝑟ç𝑎𝑚𝑒𝑛𝑡𝑜
𝑝𝑝𝑖) . 𝑓ú𝑡𝑖𝑙 + (𝑃𝑟𝑜𝑑𝑢çã𝑜 𝐸𝑥𝑡𝑒𝑟𝑛𝑎)). (19)
o Se i = 1, 3 e 4; então:
𝑃𝑟𝑜𝑑𝑢çã𝑜 𝐸𝑥𝑡𝑒𝑟𝑛𝑎 = − (𝑁𝑃𝑖𝐷𝑒𝑙𝑔𝑎𝑑𝑜
24%). (20)
o Se i = 6 e 7; então:
𝑁𝑃 = 38 𝑝𝑎𝑙𝑒𝑡𝑒𝑠 (21)
As operações i=6 e 7, trabalham produtos de vários lotes, pelo que o cálculo do TT é simplificado. As
necessidades do “cliente” do produto Delgado são 38 paletes. Este valor foi apurado com base no
conhecimento adquirido na fábrica. O cliente deste produto é a Linha Produtiva 2. Na Tabela A6,
encontram-se os resultados do TT para os produtos Cheio e Delgado.
Cheio Delgado
i Operação T H PT pp f útil NP L NP/L TT (min) f útil NP L NP/L TT (min)
1 Desdobra 1 450 1 750 54% 42,0 4 10,5 43 70% 23,0 3 7,7 59
2 Cozedura 3 480 4 750 54% 65,0 1 65,0 89 70% 65,0 1 65,0 89
3 Estabilização I 1 450 1 750 54% 42,0 4 10,5 43 70% 23,0 3 7,7 59
4 Traçamento 1 450 1 750 54% 42,0 4 10,5 43 70% 23,0 3 7,7 59
5 Paletização Final 1 450 1 950 100% 18,0 4 4,5 100 - - - - -
6 Vaporização 3 480 1 950 - - - - - 100% 38,0 1 - 38
7 Estabilização II 3 480 1 950 - - - - - 100% 38,0 1 - 38
Tabela A6 - Takt Time por operação.
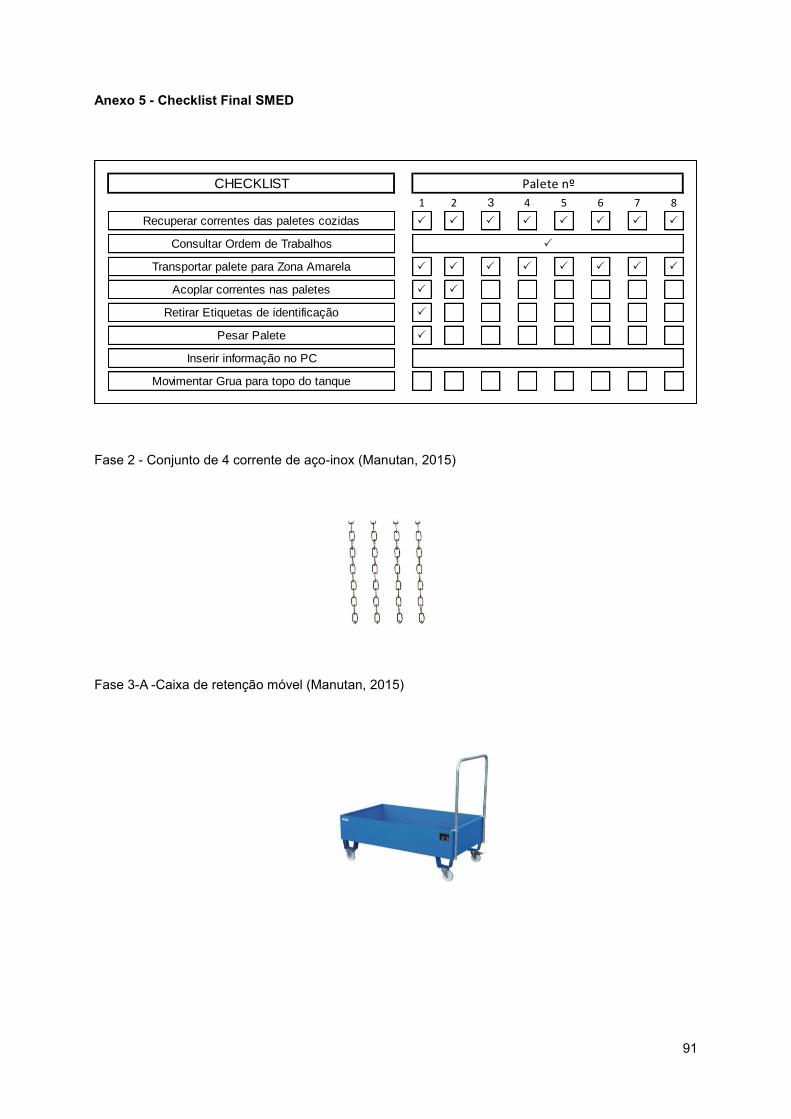
91
Anexo 5 - Checklist Final SMED
Fase 2 - Conjunto de 4 corrente de aço-inox (Manutan, 2015)
Fase 3-A -Caixa de retenção móvel (Manutan, 2015)
1 2 3 4 5 6 7 8
P P P P P P P P
P P P P P P P P
P P
P
P
Recuperar correntes das paletes cozidas
Transportar palete para Zona Amarela
Consultar Ordem de Trabalhos P
Movimentar Grua para topo do tanque
Inserir informação no PC
Pesar Palete
Retirar Etiquetas de identificação
Acoplar correntes nas paletes
CHECKLIST Palete nº
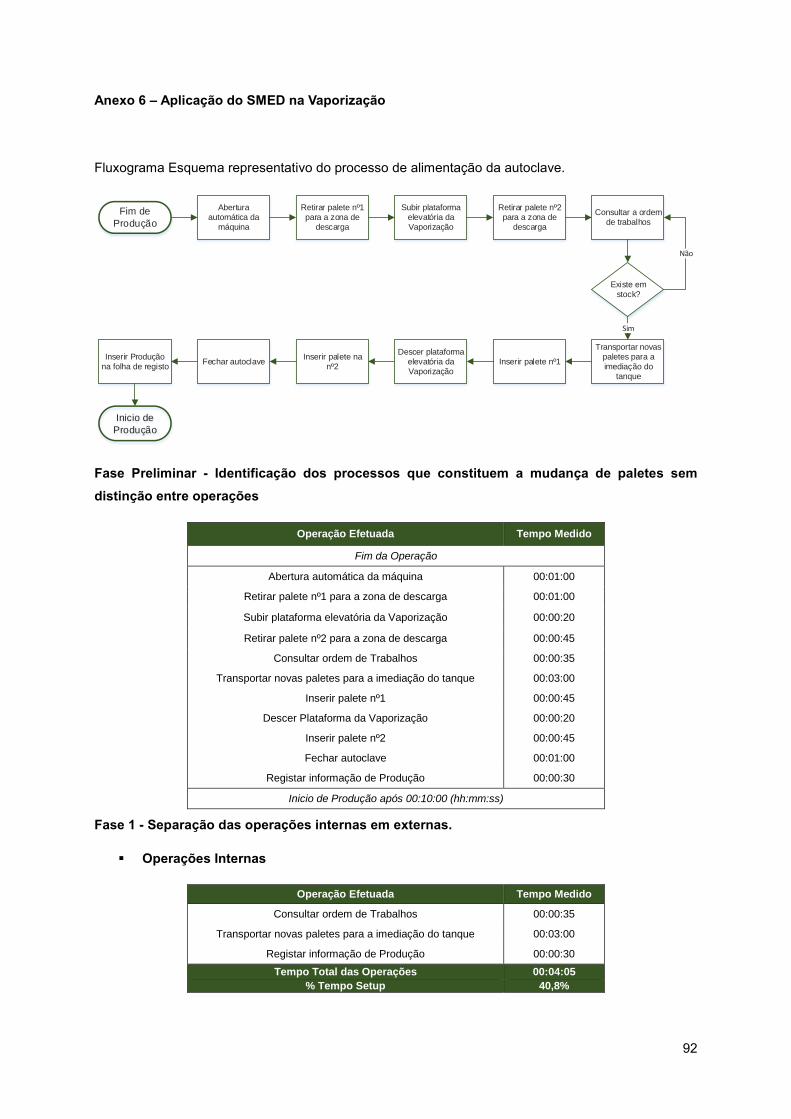
92
Anexo 6 – Aplicação do SMED na Vaporização
Fluxograma Esquema representativo do processo de alimentação da autoclave.
Fase Preliminar - Identificação dos processos que constituem a mudança de paletes sem
distinção entre operações
Operação Efetuada Tempo Medido
Fim da Operação
Abertura automática da máquina 00:01:00
Retirar palete nº1 para a zona de descarga 00:01:00
Subir plataforma elevatória da Vaporização 00:00:20
Retirar palete nº2 para a zona de descarga 00:00:45
Consultar ordem de Trabalhos 00:00:35
Transportar novas paletes para a imediação do tanque 00:03:00
Inserir palete nº1 00:00:45
Descer Plataforma da Vaporização 00:00:20
Inserir palete nº2 00:00:45
Fechar autoclave 00:01:00
Registar informação de Produção 00:00:30
Inicio de Produção após 00:10:00 (hh:mm:ss)
Fase 1 - Separação das operações internas em externas.
Operações Internas
Operação Efetuada Tempo Medido
Consultar ordem de Trabalhos 00:00:35
Transportar novas paletes para a imediação do tanque 00:03:00
Registar informação de Produção 00:00:30
Tempo Total das Operações 00:04:05
% Tempo Setup 40,8%
Abertura automática da
máquina
Transportar novas paletes para a imediação do
tanque
Retirar palete nº1 para a zona de
descarga
Fim de
Produção
Subir plataforma elevatória da Vaporização
Retirar palete nº2 para a zona de
descarga
Inserir palete nº1
Consultar a ordem de trabalhos
Inicio de
Produção
Sim
Existe em stock?
Inserir palete na nº2
Descer plataforma elevatória da Vaporização
Inserir Produção na folha de registo
Fechar autoclave
Não

93
Operações Externas
Operação Efetuada Tempo Medido
Abertura automática da máquina 00:01:00
Retirar palete nº1 para a zona de descarga 00:01:00
Subir plataforma elevatória da Vaporização 00:00:20
Retirar palete nº2 para a zona de descarga 00:00:45
Inserir palete nº1 00:00:45
Descer Plataforma da Vaporização 00:00:20
Inserir palete nº2 00:00:45
Fechar autoclave 00:01:00
Tempo Total das Operações 00:05:55
% Tempo em Não Produção 59,2%
Com a aplicação apenas da Fase 1 do método SMED no sector da Vaporização é possível, reduzir em
40,8% o tempo de não produção, passando de 10 minutos para cerca de 6 minutos.
A Checklist tem o objetivo de orientar o operador para efetuar as operações internas antes da máquinas
terminar a sua produção.
Resultados
Operação Tempo Atual Tempo Estimado % Redução
Em Setup 00:10:00 00:05:55 40,8%
Sector % Tempo de Setup % Redução SMED % Novo Tempo de Setup
Vaporização 14,4% 40,8% 8,5%
Sector Taxa de Ocupação Atual Nova Taxa de Ocupação Melhoria Global
Vaporização 92,4% 86,4% 6,4%
1º Consultar ordem de Trabalhos P
2º Transportar novas paletes para a imediação do tanque P
3º Registar informação de Produção
CHECKLIST - VAPORIZAÇÂO

94
Anexo 7 – Dimensionar o Armazém sem adotar o SMED
De modo a proceder ao dimensionamento do armazém é necessário em primeiro lugar, quantificar o
desbalanceamento entre o sector da Cozedura e do Traçamento. Sendo por isso necessário calcular
as cadências médias de ambos os sectores.
A cadência atual do sector da Cozedura foi calculada segundo a equação:
𝐶𝐴𝐷𝐶𝑜𝑧𝑒𝑑𝑢𝑟𝑎 = 𝑇𝐶. 𝑀𝐴𝑄. 𝐶𝐴𝑃 = (95
60) × 4 × 2 = 5,1 𝑝𝑎𝑙𝑒𝑡𝑒𝑠/ℎ. (22)
MAQ = Número de máquinas; CAP = Capacidade de paletes da máquina.
Com base nas cadências médias de cada posto de trabalho (cad_Traç), foram apuradas o número de
paletes necessárias por dia (NP):
𝑁𝑃𝐶ℎ = (𝑐𝑎𝑑_𝑃𝑇𝐶ℎ . 𝐻𝐷) ÷ 750 = 2,65 = 3 𝑝𝑎𝑙𝑒𝑡𝑒𝑠.
𝑁𝑃𝐷𝑒𝑙 = (𝑐𝑎𝑑_𝑃𝑇𝐷𝑒𝑙 . 𝐻𝐷) ÷ 750 = 2,81 = 3 𝑝𝑎𝑙𝑒𝑡𝑒𝑠.
𝑐𝑎𝑑_𝑇𝑟𝑎ç𝐶ℎ = (60
𝑇𝐶𝐶ℎ) . 750 = 265 kg ℎ⁄ ; 𝑐𝑎𝑑_𝑇𝑟𝑎ç𝐷𝑒𝑙 = (
60
𝑇𝐶𝐷𝑒𝑙) . 750 = 281 kg ℎ⁄ . (23)
Constata-se que são necessárias diariamente 3 paletes por posto de trabalho, independentemente do
produto a produzir. Assim, com base no número de postos de trabalho (PT) do produto do sector é
calculada a cadência do Traçamento:
𝐶𝐴𝐷𝑇𝑟𝑎ç𝑎𝑚𝑒𝑛𝑡𝑜 = (𝑁𝑃𝐶ℎ . 𝑃𝑇𝐶ℎ + 𝑁𝑃𝐷𝑒𝑙 . 𝑃𝑇𝐷𝑒𝑙) ÷ 𝐻𝐷 = 9,2 𝑝𝑎𝑙𝑒𝑡𝑒𝑠/ℎ. (24)
Por fim, é calculado o incremento de stock para contrabalançar o desfasamento entre sectores.
𝑆𝑡𝑜𝑐𝑘 𝐶1 = (𝐶𝐴𝐷𝑇𝑟𝑎ç − 𝐶𝐴𝐷𝐶𝑜𝑧 ) × 𝐻𝐷 = 31 𝑝𝑎𝑙𝑒𝑡𝑒𝑠. (25)
HD = Horas disponíveis de trabalho do sector cliente (7,5h).
Na Figura A3 ilustrou-se graficamente o cenário C1, por uma linha contínua azul. Este cenário
representa o processo de Estabilização com stock C1. Como pode ser observado, o cenário C1 cruza
a linha verde, entrando em clara rotura. O stock é insuficiente uma vez que este é calculado com o
pressuposto que a produção é contínua. Na verdade, como as necessidades de matéria-prima no sector
do Traçamento são cíclicas, existem momentos em que o valor do stock não garante 24 horas de
Estabilização.
Deste modo, foi elaborada uma análise de sensibilidade de forma a apurar o incremento de stock para
garantir o cumprimento do tempo ciclo de Estabilização.
𝑆𝑡𝑜𝑐𝑘 𝐶2 = 𝑆𝑡𝑜𝑐𝑘 𝐶1 + 11 = 42 𝑝𝑎𝑙𝑒𝑡𝑒𝑠. (26)
Este cenário foi designado de C2 e contempla um processo de Estabilização com um stock de 42
paletes, ilustrado por uma linha descontínua a azul na Figura A3. Conclui-se que é necessário
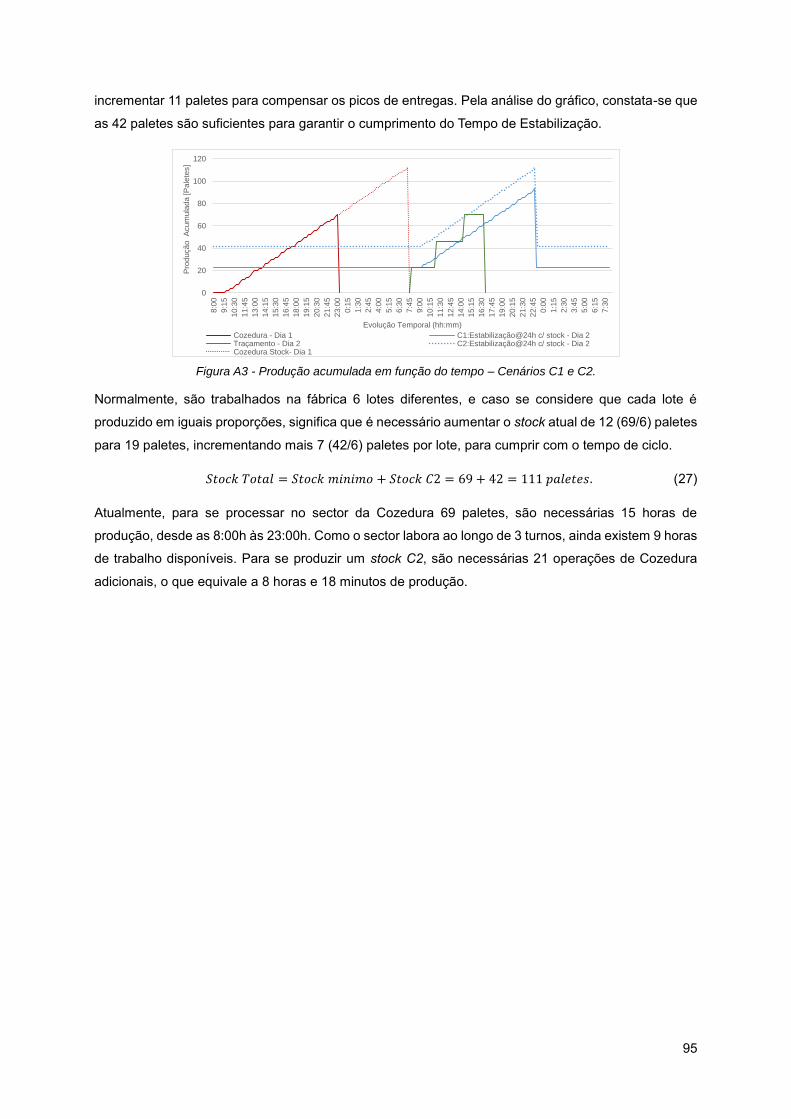
95
incrementar 11 paletes para compensar os picos de entregas. Pela análise do gráfico, constata-se que
as 42 paletes são suficientes para garantir o cumprimento do Tempo de Estabilização.
Figura A3 - Produção acumulada em função do tempo – Cenários C1 e C2.
Normalmente, são trabalhados na fábrica 6 lotes diferentes, e caso se considere que cada lote é
produzido em iguais proporções, significa que é necessário aumentar o stock atual de 12 (69/6) paletes
para 19 paletes, incrementando mais 7 (42/6) paletes por lote, para cumprir com o tempo de ciclo.
𝑆𝑡𝑜𝑐𝑘 𝑇𝑜𝑡𝑎𝑙 = 𝑆𝑡𝑜𝑐𝑘 𝑚𝑖𝑛𝑖𝑚𝑜 + 𝑆𝑡𝑜𝑐𝑘 𝐶2 = 69 + 42 = 111 𝑝𝑎𝑙𝑒𝑡𝑒𝑠. (27)
Atualmente, para se processar no sector da Cozedura 69 paletes, são necessárias 15 horas de
produção, desde as 8:00h às 23:00h. Como o sector labora ao longo de 3 turnos, ainda existem 9 horas
de trabalho disponíveis. Para se produzir um stock C2, são necessárias 21 operações de Cozedura
adicionais, o que equivale a 8 horas e 18 minutos de produção.
0
20
40
60
80
100
120
8:0
0
9:1
5
10:3
0
11:4
5
13:0
0
14:1
5
15:3
0
16:4
5
18:0
0
19:1
5
20:3
0
21:4
5
23:0
0
0:1
5
1:3
0
2:4
5
4:0
0
5:1
5
6:3
0
7:4
5
9:0
0
10:1
5
11:3
0
12:4
5
14:0
0
15:1
5
16:3
0
17:4
5
19:0
0
20:1
5
21:3
0
22:4
5
0:0
0
1:1
5
2:3
0
3:4
5
5:0
0
6:1
5
7:3
0
Pro
dução A
cum
ula
da [P
ale
tes]
Evolução Temporal (hh:mm)
Cozedura - Dia 1 C1:Estabilização@24h c/ stock - Dia 2Traçamento - Dia 2 C2:Estabilização@24h c/ stock - Dia 2Cozedura Stock- Dia 1

96
Anexo 8 - Redução da base de Transporte
Cálculo do stock de segurança necessário no sector da Estabilização de modo a cumprir o tempo de
ciclo preconizado pelo CIPR (24 horas).
Para calcular o stock de segurança é necessário em primeiro lugar, conhecer a produção equivalente
de carros de transporte no sector do Traçamento. Atualmente o sector consome por operador 3 paletes
diárias. No entanto, a 3ª palete não é consumida por completo, como pode ser observado nos cálculos,
em baixo:
𝑇𝑒𝑚𝑝𝑜 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑃𝑇_𝐶ℎ = 𝑇𝐶𝐶ℎ . 𝑁𝑃𝐶ℎ = 170 × 3 = 510 𝑚𝑖𝑛 > 450 min;
𝑇𝑒𝑚𝑝𝑜 𝑝𝑟𝑜𝑑𝑢çã𝑜𝑃𝑇_𝐷𝑒𝑙 = 160 × 3 = 480 𝑚𝑖𝑛 > 450 𝑚𝑖𝑛.
Com base na atual cadência e número de postos de trabalho é estimada o volume de produção, em
quilogramas, do sector.
𝑐𝑎𝑑_𝑇𝑟𝑎ç𝐶ℎ = (60
𝑇𝐶𝐶ℎ) . 750 = 265 kg ℎ⁄ ; 𝑐𝑎𝑑_𝑇𝑟𝑎ç𝐷𝑒𝑙 = (
60
𝑇𝐶𝐷𝑒𝑙) . 750 = 281 kg ℎ⁄ . (28)
𝐶𝐴𝐷𝑇𝑟𝑎ç = (𝑐𝑎𝑑_𝑇𝑟𝑎ç𝐶ℎ . 𝑃𝑇𝐶ℎ + 𝑐𝑎𝑑_𝑇𝑟𝑎ç𝐶ℎ . 𝑃𝑇𝐷𝑒𝑙) = 6.204 𝑘𝑔/ℎ. (29)
Sabendo que o sector labora durante 7,5h, interruptamente, temos:
𝑇𝑜𝑡𝑎𝑙 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑇𝑟𝑎ç = 𝐶𝐴𝐷𝑇𝑟𝑎ç. 𝐻𝐷 = 46.530 𝑘𝑔/𝑑𝑖𝑎. (30)
Assim, igualando esta produção à nova cadência do sector obtém-se o número de horas necessárias.
𝑇𝑜𝑡𝑎𝑙 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑇𝑟𝑎ç = 𝐶𝐴𝐷_2𝑇𝑟𝑎ç. 𝐻𝑁 = 46.530𝑘𝑔/𝑑𝑖𝑎 <=>
<=> 𝐻𝑁 =𝑇𝑜𝑡𝑎𝑙 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑇𝑟𝑎ç
𝐶𝐴𝐷_2𝑇𝑟𝑎ç
.
Como a cadência A cadência global do sector foi calculada da seguinte forma:
𝐶𝐴𝐷2 𝑇𝑟𝑎ç_𝐶ℎ= (𝑐𝑎𝑑2𝐶ℎ
. 𝑃𝑇𝐶ℎ)+(𝑐𝑎𝑑2𝐷𝑒𝑙. 𝑃𝑇𝐷𝑒𝑙) (31)
A cadência média de cada posto com base dos novos tempos de ciclo:
𝑐𝑎𝑑_2𝐶ℎ = (60
𝑇𝐶𝐶ℎ
. 300) = (60
45. 300) = 400 kg/h;
𝑐𝑎𝑑_2𝐷𝑒𝑙 = (60
𝑇𝐶𝐷𝑒𝑙. 300) = (
60
43. 300) = 419 kg/h. (32)
Logo, 𝐶𝐴𝐷_2𝑇𝑟𝑎ç = 400 × 16 + 419 × 7 = 9.480 𝑘𝑔/ℎ. (33)
Deste modo, calculou-se as horas necessárias para se produzir 46.530 kg.
𝐻𝑁 =46.530
9.480= 5,0 ℎ𝑜𝑟𝑎𝑠. (34)
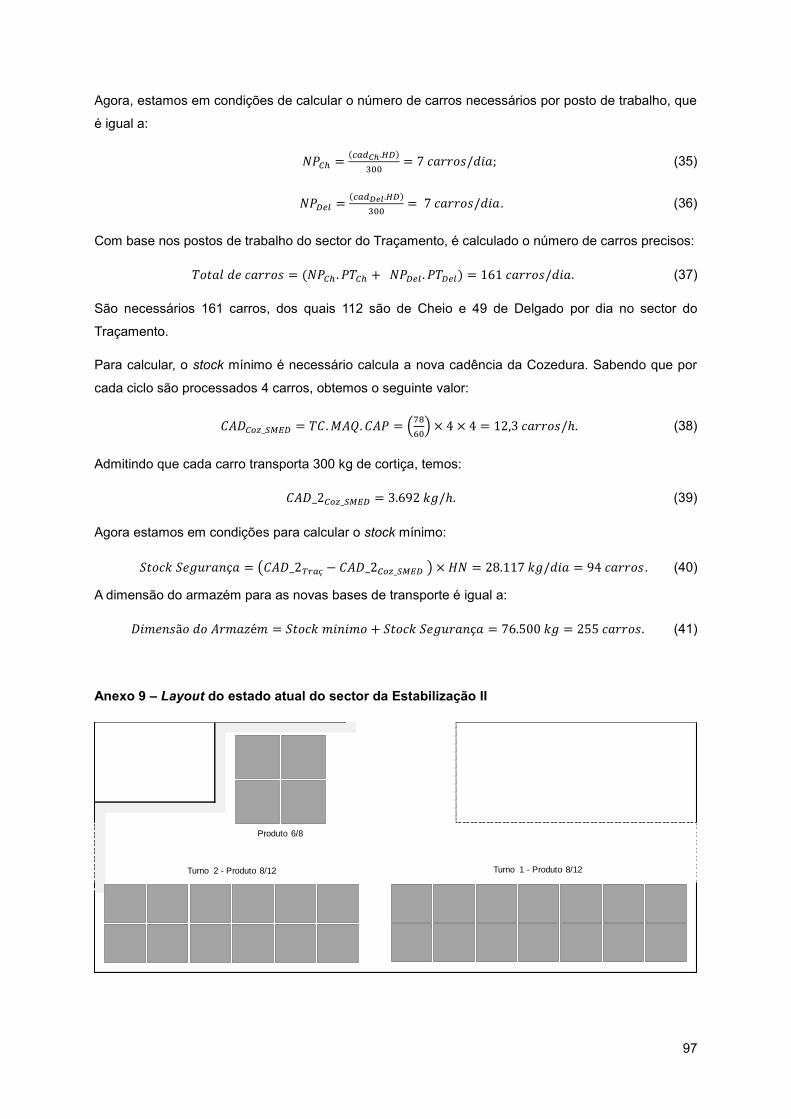
97
Agora, estamos em condições de calcular o número de carros necessários por posto de trabalho, que
é igual a:
𝑁𝑃𝐶ℎ =(𝑐𝑎𝑑𝐶ℎ.𝐻𝐷)
300= 7 𝑐𝑎𝑟𝑟𝑜𝑠/𝑑𝑖𝑎; (35)
𝑁𝑃𝐷𝑒𝑙 =(𝑐𝑎𝑑𝐷𝑒𝑙.𝐻𝐷)
300= 7 𝑐𝑎𝑟𝑟𝑜𝑠/𝑑𝑖𝑎. (36)
Com base nos postos de trabalho do sector do Traçamento, é calculado o número de carros precisos:
𝑇𝑜𝑡𝑎𝑙 𝑑𝑒 𝑐𝑎𝑟𝑟𝑜𝑠 = (𝑁𝑃𝐶ℎ . 𝑃𝑇𝐶ℎ + 𝑁𝑃𝐷𝑒𝑙 . 𝑃𝑇𝐷𝑒𝑙) = 161 𝑐𝑎𝑟𝑟𝑜𝑠/𝑑𝑖𝑎. (37)
São necessários 161 carros, dos quais 112 são de Cheio e 49 de Delgado por dia no sector do
Traçamento.
Para calcular, o stock mínimo é necessário calcula a nova cadência da Cozedura. Sabendo que por
cada ciclo são processados 4 carros, obtemos o seguinte valor:
𝐶𝐴𝐷𝐶𝑜𝑧_𝑆𝑀𝐸𝐷 = 𝑇𝐶. 𝑀𝐴𝑄. 𝐶𝐴𝑃 = (78
60) × 4 × 4 = 12,3 𝑐𝑎𝑟𝑟𝑜𝑠/ℎ. (38)
Admitindo que cada carro transporta 300 kg de cortiça, temos:
𝐶𝐴𝐷_2𝐶𝑜𝑧_𝑆𝑀𝐸𝐷 = 3.692 𝑘𝑔/ℎ. (39)
Agora estamos em condições para calcular o stock mínimo:
𝑆𝑡𝑜𝑐𝑘 𝑆𝑒𝑔𝑢𝑟𝑎𝑛ç𝑎 = (𝐶𝐴𝐷_2𝑇𝑟𝑎ç − 𝐶𝐴𝐷_2𝐶𝑜𝑧_𝑆𝑀𝐸𝐷 ) × 𝐻𝑁 = 28.117 𝑘𝑔/𝑑𝑖𝑎 = 94 𝑐𝑎𝑟𝑟𝑜𝑠. (40)
A dimensão do armazém para as novas bases de transporte é igual a:
𝐷𝑖𝑚𝑒𝑛𝑠ã𝑜 𝑑𝑜 𝐴𝑟𝑚𝑎𝑧é𝑚 = 𝑆𝑡𝑜𝑐𝑘 𝑚𝑖𝑛𝑖𝑚𝑜 + 𝑆𝑡𝑜𝑐𝑘 𝑆𝑒𝑔𝑢𝑟𝑎𝑛ç𝑎 = 76.500 𝑘𝑔 = 255 𝑐𝑎𝑟𝑟𝑜𝑠. (41)
Anexo 9 – Layout do estado atual do sector da Estabilização II
Turno 2 - Produto 8/12 Turno 1 - Produto 8/12
Produto 6/8