faculdade meridional - imed aparecida noro.pdf · pretende-se sugerir um sistema de melhoria...
TRANSCRIPT
FACULDADE MERIDIONAL – IMED
ESCOLA DE ADMINISTRAÇÃO
Processo de produção visando à implementação da Produção
mais limpa em uma indústria metalmecânica
Claudiana Aparecida e Silva Noro
Passo Fundo
2016

Claudiana Aparecida e Silva Noro
Processo de produção visando à implementação da Produção
mais limpa em uma indústria metalmecânica
Trabalho de conclusão de curso apresentado à
Escola de Administração da Faculdade
Meridional – IMED, como requisito parcial
para obtenção do grau de Bacharel em
Administração sob a orientação do Prof.
Orientador Jeancarlos Araldi.
Passo Fundo
2016

Claudiana Aparecida e Silva Noro
Processo de produção visando à implementação da Produção
mais limpa em uma indústria metalmecânica
BANCA EXAMINADORA
_________________________________________________
Orientador: Ms. Jeancarlos Araldi
_________________________________________________
Integrante Dra. Eliana Andráa Severo
_________________________________________________
Integrante Esp. Vanessa Faedo Serafin
Passo Fundo
2016

AGRADECIMENTOS
Primeiramente agradeço a Deus por ter me dado condições de saúde, força, dedicação
para a execução deste trabalho e conhecimento obtido.
A minha família que foram essenciais para este processo, pelo incentivo, paciência,
amor incondicional, força e determinação.
Ao meu orientador por ter passado suporte teórico, paciência, incentivo e correções.
A todos da empresa que estudou-se este trabalho que ajudaram de alguma forma por
passarem conhecimentos teóricos e técnicos para chegar ao objetivo deste.
Aos amigos que de alguma forma incentivaram, indiretamente fizeram parte da
formação, o meu muito obrigado.

4
RESUMO
Considerando que as empresas estão preocupadas com a gestão sustentável em seus processos
de produção, este estudo verificou os processos de produção em uma indústria
metalmecânica, com ênfase no processo de produção mais limpa. Por meio deste, ressalta a
importância desta ferramenta na tomada de decisão empresarial, através do Triple Botton
Line, que engloba o modo econômico, social e ambiental. Em relação à questão de pesquisa
que originou a formulação deste trabalho, buscou-se estudar quais as metodologias de um
sistema de produção mais limpa em uma indústria no segmento metalmecânica. Pretende-se
sugerir um sistema de melhoria contínuo de produção mais limpa no departamento de
macharia em uma empresa metalomecânica, que produz implementos agrícolas no norte do
Rio Grande do Sul, descrevendo, analisando e sugerindo melhorias. Nesta pesquisa, trata-se
de um estudo qualitativo exploratório, e será utilizado o método de observação participante
pela pesquisadora. Os registros obtidos das coletas serão analisados por meio da Análise de
Conteúdo. Destaca-se em consideração que a produção mais limpa gera economia de
processos de fabricação, eliminando desperdícios como matérias-primas, resíduos, água e
energia, gerando retornos financeiros às empresas que a implementam e propondo melhorias
em setores diversificados.
Palavras-chave: Gestão sustentável. Indústria metalmecânica. Produção mais limpa. Triple
Botton Line.

5
ABSTRACT
Whereas the companies are concerned with the sustainable management of their production
processes, this study examined the production processes in a metalworking industry, with
emphasis on cleaner production process. Hereby, underscores the importance of this tool in
corporate decision making, through the Triple Bottom Line, which includes economic, social
and environmental way. On the question of research that led to the formulation of this study,
we sought to study what the methodologies of cleaner production system in an industry in the
metalworking industry. As regards the objective, we intend to propose a cleaner production
system in the core making department in a mechanical engineering company, producing
agricultural implements in northern Rio Grande do Sul, describing, analyzing and suggesting
improvements. In this research it is considered, it is an exploratory qualitative study, and will
be used the method of observation participant by the researcher. Records obtained from the
collections will be analyzed using content analysis. It is noteworthy in mind that cleaner
production generates manufacturing processes economy, eliminating waste as raw materials,
waste, water and energy, generating financial returns for companies that implement and
proposing improvements in diversified sectors.
Keywords: Sustainable management. Metalworking industry. Cleaner production. Triple
Botton Line.
6
LISTA DE ILUSTRAÇÕES
Figura 1 – Tripé da Sustentabilidade ........................................................................................ 14
Figura 2 – Passos da implementação da Produção mais Limpa ............................................... 20
Figura 3 – Processos da Produção mais Limpa. ....................................................................... 21
Figura 4 – Roteiro da implementação da Produção mais Limpa .............................................. 22
Figura 5 – Ciclo de melhoria do mapeamento de fluxo ........................................................... 26
Figura 6 – Exemplo de desenho do mapeamento de fluxo ....................................................... 27
Figura 7 – Icones para elaboração do mapeamento de fluxo ................................................... 27
Figura 8 – Ciclo PDCA ............................................................................................................ 29
Figura 9 – Sequência para a implementação do PDCA............................................................ 30
Figura 10 – Mapa sequêncial da pesquisa ................................................................................ 36
Figura 11 – Fluxograma do processo de produção de conjunto soldado .................................. 39
Figura 12 – Cronograma de montagem do sistema AS400 ...................................................... 40
Figura 13 – Processo de ficha Kanban ..................................................................................... 41
Figura 14 – Fluxograma do processo de produção de conjunto fundido .................................. 43
Figura 15 – Caixa de molde com machos preenchidos ............................................................ 45
Figura 16 – Layout do setor de Macharia térro ........................................................................ 47
Figura 17 – Layout do setor de Macharia segundo andar........................................................ 47
Figura 18 – Cronograma diário de fabricação do setor de macharia ........................................ 48
Figura 19 – Processos que agregam valor do auxiliar no departamento da Macharia ............. 51
Figura 20 – Processos que agregam valor do operador no departamento da Macharia ........... 52
Figura 21 – Processos que agregam valor do coordenador no departamento da Macharia...... 53
Figura 22 – Plano de ação utilizando a P+L no departamento de macharia ..................................... 56

7
SUMÁRIO
1 INTRODUÇÃO ....................................................................................................................... 8
1.1 Justificativa ...................................................................................................................... 10
1.2 Objetivos .......................................................................................................................... 12
1.2.1 Objetivo Geral ............................................................................................................. 12
1.2.2 Objetivos Específicos ................................................................................................. 12
2 REFERENCIAL TEÓRICO .................................................................................................. 13
2.1 Gestão da sustentabilidade empresarial ........................................................................... 13
2.1.1 Tripé da Sustentabilidade econômica financeira ........................................................ 15
2.1.2 Tripé da Sustentabilidade Social ................................................................................. 16
2.1.3 Tripé da Sustentabilidade Ambiental .......................................................................... 17
2.2 Produção mais limpa ....................................................................................................... 18
2.2.1 Processos ..................................................................................................................... 20
2.2.2 Estudos da P+L ........................................................................................................... 23
2.3 Processos que agregam valor ......................................................................................... 24
2.4 Melhoria Contínua ......................................................................................................... 28
3 METODOLOGIA .................................................................................................................. 32
3.1 Tipo de Pesquisa .............................................................................................................. 32
3.2 Local de Pesquisa ............................................................................................................ 34
3.3 Técnicas de Coleta de Dados ........................................................................................... 35
3.4 Análise de Dados ............................................................................................................. 36
4 RESULTADOS ..................................................................................................................... 38
4.1 Descrições dos processos de produção ............................................................................ 38
4.1.1 Descrição geral dos processos de produção para peças de conjunto soldado ............. 38
4.1.2 Descrição geral dos processos de produção para peças de conjuntos fundidos .......... 43
4.2 Descrição do departamento de Macharia......................................................................... 46
4.3 Analise dos Processos que agregam valor do departamento de Macharia ...................... 50
4.4 Melhoria continua no processo produtivo da Macharia utilizando a P+L ....................... 54
5 CONCLUSÃO ....................................................................................................................... 57
REFERÊNCIAS ....................................................................................................................... 58

8
1 INTRODUÇÃO
Questões de segurança e vida dos trabalhadores e do meio ambiente estão sendo
levados em consideração na última década, e será um tema predominante nas próximas
décadas. As empresas estão preocupadas em seguir a sustentabilidade e trazer de forma
empírica dentro de seus planejamentos de estratégia.
Com isso, as empresas buscam transformar de maneira sustentável seus processos de
produção, para que tenham uma rápida tomada de decisão, maior gestão estratégica e
tornando-se, desta forma, competitiva perante todos os seus stakeholder. Então, o sistema de
produção mais limpa (P+L) é o sistema que agrega valor aos processos de produção,
reduzindo e, até mesmo, extinguindo poluições de sobras de materiais utilizados nos
processos de fabricação. Além de reaproveitar e reutilizar algumas matérias-primas em outros
produtos/processos.
A P+L pode ser aplicada nos processos de produção gerando economia de matéria-
prima e de seus componentes, eliminando o uso de materiais tóxicos e reduzindo danos ao
meio ambiente nos processos de fabricação, bem como pode reduzir significativamente a água
e a energia utilizada. Com isso, busca-se evitar riscos à sociedade, à saúde do trabalhador e ao
meio ambiente.
Atualmente, a P+L integra uma estratégia tecnológica, econômica e ambiental dos
processos, enfatizando a eficiência de matérias-primas e dos insumos através da redução de
desperdícios, utilizando reciclagem dos resíduos gerados, desenvolvendo um benefício
econômico ambiental (UNEP, 2016; CNTL, 2016).
Além de gerar economia de insumos e componentes, esta ferramenta de produção é
bastante utilizada em empresas que almejam controlar o fluxo de mercadorias destinadas ao
descarte como uma forma de rentabilidade, diminuindo os custos da produção. Estudos
recentes mostram o empenho das empresas à procura da utilização desta ferramenta (P+L)
como forma de aumentar o controle de sustentabilidade e lucratividade. Contudo, visam
diminuir os resíduos como um todo, sem perder a qualidade nos produtos e nos processos, que
representam o foco principal das empresas (NARA et al., 2015).
Na mesma linha de raciocínio dos autores acima, Pimenta e Gouvinhas (2010),
ressaltam que a P+L tem como objetivo focar na qualidade e eficiência nos processos
ambientais, na redução de riscos operacionais e na busca da sustentabilidade empresarial.
De acordo com Guimarães et al. (2013), a produção mais limpa integra uma estratégia
econômica, tecnológica e ambiental na produção de produtos, utilizando a reciclagem,

9
redução de desperdícios, aumentando os insumos de matérias primas e concebendo, inclusive,
o aumento econômico e sustentável para as empresas.
Neste contexto, também é uma forma para auxiliar na eliminação de desperdícios de
tempo, de transporte, e pode agregar valor nos processos de produção, por meio da
reutilização de resíduos tratados, tornando-os reaproveitáveis na empresa. Dessa forma, a
corporação pode alcançar o tripé da sustentabilidade, já que o mesmo é gerenciado por
questões econômicas, ambientais e sociais.
Nos processos de produção que agregam valor encontra-se em específico o
departamento de macharia, além da possível reutilização de componentes, insumos e
matérias-primas, o operador bem capacitado e a tecnologia que é oferecida a este, tem
relevância a questão do meio ambiente, que o setor se encontra poluído e com conformidades
extremas de desperdício cabendo sugestões de melhoria da P+L.
Na P+L encontram-se vantagens ambientais e econômicas em sua implementação que
geram resultados, como redução de uso de matérias-primas, redução de resíduos e eliminação
de conflitos com a fiscalização. Por outro lado, também pode apresentar melhoria na
motivação dos funcionários, visto que estes têm ligação direta com a população, o que
melhora a competitividade da empresa, qualidade do produto e inova tecnologicamente com
vista na diminuição dos impactos ambientais, sociais e econômicos (SANTOS; CARNEIRO;
RAMALHO, 2015).
De acordo com Hinz, Valentina e Franco (2006), a P+L proporciona ao meio
ambiente uma diminuição de impactos ambientais, a partir do conhecimento que a empresa
tem da sua responsabilidade com a natureza pelos riscos que acarreta. Para tanto, busca a
redução de resíduos, gases tóxicos e efluentes, além de proporcionar condições de saúde e
segurança da população, de seus trabalhadores e do meio ambiente.
Portando, a P+L esforça uma ruptura de paradigmas como qualquer outra prática
sustentável empresarial. Contudo, deve ser analisada com a visão do próprio gestor, pois este
modelo também requer prioridades de proporcionar às empresas um novo comportamento de
negócios em um futuro próximo, conciliando atividades econômicas com proteção do meio
ambiente.

10
1.1 Justificativa
As empresas do setor metalmecânico sofrem com a incorreta destinação de produtos
não recicláveis e com a degradação do meio ambiente em diversos processos da fábrica. Os
resíduos gerados no processo de fabricação da empresa pesquisada são terceirizados e
destinados a empresas de outro estado, o que eleva o custo dos produtos. Porém, uma pequena
quantia desses resíduos é reaproveitada para o setor de fundição na fabricação de novas
peças/moldes nos setores de macharia da empresa.
No processo de fabricação nas indústrias de implementos agrícolas e especificamente
o departamento de macharia (setor da fundição), há uma maior preocupação de resíduos
sólidos que podem se tornar tóxicos misturados a componentes químicos, que acabam
contaminando o meio ambiente, juntamente com o desperdício e o não reaproveitamento dos
mesmos gerando resíduo de aterro industrial. O uso excessivo de água e energia além de
componentes químicos que podem ser tóxicos, também eleva o custo e diminui a
competitividade, contudo, é importante a implementação de processos de produção mais
limpa (P+L).
De acordo com Cruz e Ferrer (2015), a sustentabilidade é um processo importante no
qual, se busca construir uma sociedade onde os objetivos possam ser alcançados nas áreas
sociais, ambientais e econômicas, tornando assim viável sustentavelmente. Já na ideia de
Alencar et al. (2015), a sustentabilidade é um fator para dar continuidade às atividades
produtivas, onde surgem propostas ambientais que podem se converter em custo-benefício no
diferencial competitivo, a fim de atingir o sucesso empresarial.
No entanto, as certificações ambientais, como a norma 14001, possuem critérios de
gestão ambiental que são utilizados por empresas que almejam alcançar objetivos ambientais,
tanto internos como externos. Isso possibilita dar continuidade às suas atividades através de
certificações que irão conduzir uma gestão de recursos naturais de forma racional, o que
permite melhorias nas práticas de gestão ambiental (ISO 2015).
Fernandes et al. (2015), ressaltam que a certificação 14001 com a P+L surge de uma
demanda em processos de fiscalizações ambientais, e seu desempenho depende de uma
auditoria ambiental e deve ser realizada periodicamente para facilitar o processo de sistema de
gestão sustentável (SGA) da empresa.
O SGA é composto por conjuntos políticos e normas internas onde surgem planos de
ações, avaliações e implementações que afetam toda organização e suas relações com o meio
ambiente (LOPES et al., 2015). Do mesmo modo, Santos, Sehmen e Freitas (2015), destacam
11
que o sistema gerencial requer a formulação de diretrizes, metas, objetivos e coordenação de
atividades avaliando os resultados, por meio de procedimentos escritos e formais traçados
para administrar riscos ambientais e sociais.
Então, esse sistema gera práticas de um SGA às empresas, sendo que foca no conjunto
de normas da ISO 14001, tornando-a mais agradável para a segurança do ambiente. É
relevante considerar que a P+L é um conjunto de responsabilidades que a torna importante à
implementação nas empresas de polo metalmecânico industrial, tornando um diferencial
competitivo das mesmas que a implantam.
A viabilidade econômica e financeira da produção mais limpa proporciona recursos e
oportunidades na geração de novos negócios para as empresas, conciliando o progresso
econômico, juntamente com a preservação ambiental, que podem gerar dividendos e também
contribuir para o crescimento dos negócios (ZAMBON; RICCO, 2009).
Conforme Silva (2003), uma forma de alcançar o desenvolvimento industrial e
sustentável é redirecionar e organizar o fluxo do capital para a P+L, ou seja, depende da maior
parte de tipos de tecnologias que a empresa adota para a disponibilidade econômica e
competitividade empresarial.
Diante disto, é necessária uma viabilidade ambiental, onde a P+L tem sido um meio de
redução sistemático de perdas nos processos e da reutilização de produtos, o que permite a
redução de recursos na produção e de seus materiais, diminuindo resíduos poluentes e se
preocupando com os processos de reciclagem (GUIMARÃES; SEVERO; SENNA, 2015).
A P+L contempla mudanças nos produtos e processos produtivos, não envolvendo
apenas a responsabilidade ambiental e econômica, mas também a responsabilidade social,
considerando que a redução de resíduos possibilita resolver problemas relacionados à
segurança e bem-estar, juntamente com a segurança ocupacional dos trabalhadores (SEVERO
et al., 2011). Assim, nota-se que o cenário empresarial tem se preocupado em tornar seus
processos sustentáveis, não se esquecendo do meio ambiente e do social humano.
Este estudo será analisado em uma indústria do setor metalmecânico de grande porte,
na cidade de Passo Fundo – Rio Grande do Sul e será descrito os processos produtivos da
empresa e em forma de sugestão, propor um sistema de produção mais limpa no departamento
de macharia da empresa.
Então, de que forma um sistema de produção mais limpa em uma indústria no
segmento de metalmecânica, pode agregar valor nos processos de fabricação de implementos
agrícolas no sistema de melhoria contínuo do departamento de macharia?
12
1.2 Objetivos
1.2.1 Objetivo Geral
Sugerir um sistema de melhoria contínua utilizando a produção mais limpa no
departamento de macharia de uma indústria metalmecânica, que produz implementos
agrícolas no norte do Rio Grande do Sul.
1.2.2 Objetivos Específicos
Os objetivos específicos do presente trabalho são os seguintes:
a) descrever os processos de produção em uma indústria no segmento de
metalmecânico;
b) analisar a descrição dos processos empresariais para agregar valor nos processos de
fabricação de implementos agrícolas;
c) sugerir melhorias no processo produtivo conforme a produção mais limpa com o
sistema de melhoria contínuo produtivo no departamento da macharia.

13
2 REFERENCIAL TEÓRICO
Visando consolidar o referencial teórico, definiu-se a produção mais limpa juntamente
de seus processos e gestão ambiental em ênfase na sustentabilidade como temas a serem
abordados. Portando, a produção mais limpa enfatiza que é necessário ter ferramentas
estratégicas ambientais, já que no decorrer dos anos não houve a devida atenção aos aspectos
que impactam o meio ambiente. Os Capítulos abordados também apresentam a gestão
ambiental, que descrevem a necessidade de implementação de normas técnicas com suas
devidas seguranças tanto no meio social, ambiental e na gestão econômica empresarial.
2.1 Gestão da sustentabilidade empresarial
Ao longo deste subcapítulo será apresentada a gestão sustentável e, por meio desta,
serão abordadas suas três etapas: Econômica, Social e Ambiental. A gestão da
sustentabilidade codifica laços para a gestão empresarial, onde o sistema ambiental é o topo
com foco econômico e social, considerando propostas ambientais sustentáveis.
O termo sustentabilidade foi desenvolvido por Lester Brown no final do século XX,
onde expõe a visão da população em se comprometer com as gerações futuras na capacidade
de cuidar da natureza e entender os conceitos básicos ambientais ecológicos para a
humanidade no futuro (CAPRA, 2003).
Segundo a ONU (2016), os primeiros movimentos ambientais sustentáveis surgiram
no século XX, momento em que a industrialização tomou conta do mundo. Destacam-se no
século XX também as primeiras guerras mundiais, que fizeram surgir às bombas nucleares
por irradiação, contaminando o meio ambiente e a população, onde verificou-se o interesse de
explorar o meio ambiente.
Alencar et al. (2015), ressaltam que a sustentabilidade é o fator fundamental quando se
trata de uma atividade produtiva, pois, as propostas ambientais são o diferencial entre o
sucesso e a competitividade no conceito do desenvolvimento sustentável.
A primeira ideia do surgimento do conceito de sustentabilidade foi proposta pelo
sociólogo John Elkington. Conforme ele, as empresas não são capazes de conservar sem ter
em consideração três perspectivas: social, ambiental e econômica, como fixou no triple
bottom line (GONÇALVES, 2002).
14
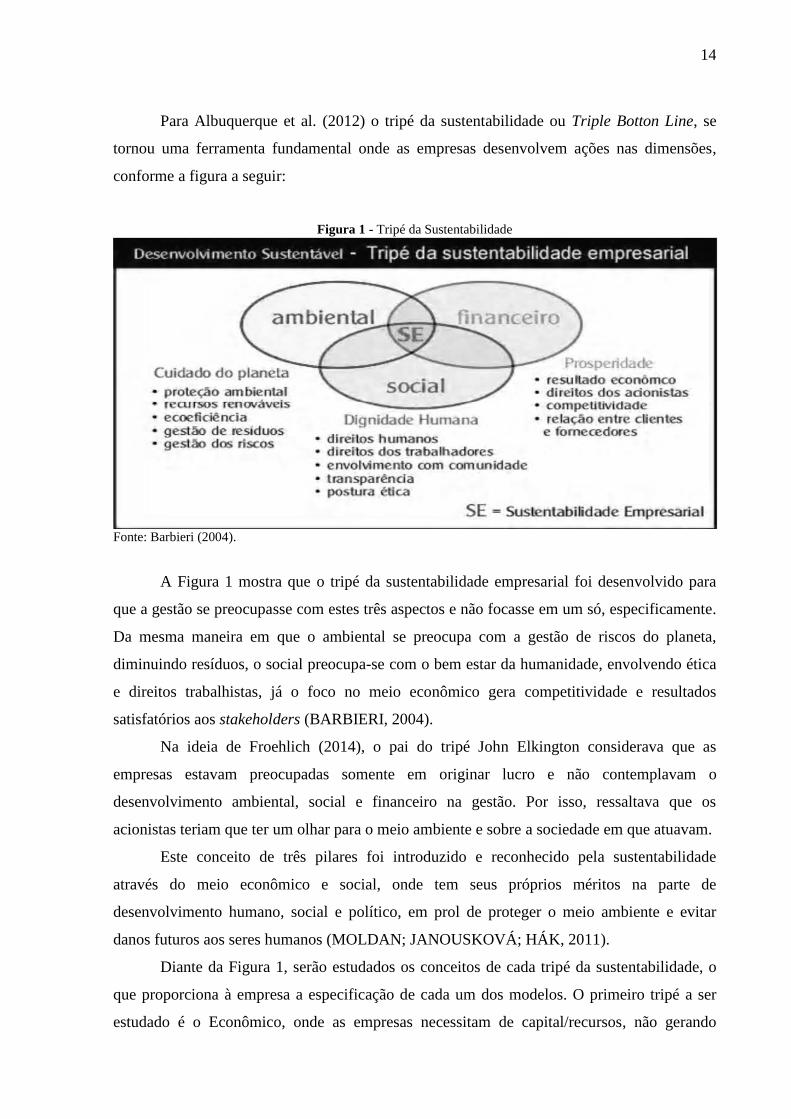
Para Albuquerque et al. (2012) o tripé da sustentabilidade ou Triple Botton Line, se
tornou uma ferramenta fundamental onde as empresas desenvolvem ações nas dimensões,
conforme a figura a seguir:
Figura 1 - Tripé da Sustentabilidade
Fonte: Barbieri (2004).
A Figura 1 mostra que o tripé da sustentabilidade empresarial foi desenvolvido para
que a gestão se preocupasse com estes três aspectos e não focasse em um só, especificamente.
Da mesma maneira em que o ambiental se preocupa com a gestão de riscos do planeta,
diminuindo resíduos, o social preocupa-se com o bem estar da humanidade, envolvendo ética
e direitos trabalhistas, já o foco no meio econômico gera competitividade e resultados
satisfatórios aos stakeholders (BARBIERI, 2004).
Na ideia de Froehlich (2014), o pai do tripé John Elkington considerava que as
empresas estavam preocupadas somente em originar lucro e não contemplavam o
desenvolvimento ambiental, social e financeiro na gestão. Por isso, ressaltava que os
acionistas teriam que ter um olhar para o meio ambiente e sobre a sociedade em que atuavam.
Este conceito de três pilares foi introduzido e reconhecido pela sustentabilidade
através do meio econômico e social, onde tem seus próprios méritos na parte de
desenvolvimento humano, social e político, em prol de proteger o meio ambiente e evitar
danos futuros aos seres humanos (MOLDAN; JANOUSKOVÁ; HÁK, 2011).
Diante da Figura 1, serão estudados os conceitos de cada tripé da sustentabilidade, o
que proporciona à empresa a especificação de cada um dos modelos. O primeiro tripé a ser
estudado é o Econômico, onde as empresas necessitam de capital/recursos, não gerando
15
multas ambientais. Em seguida, o Social, em que precisa ser levado em conta o bem estar da
sociedade para que trabalhem juntos pelo sucesso ambiental. E, por fim, o Ambiental, com
seu sistema de gestão e certificações a serem seguidas.
2.1.1 Tripé da Sustentabilidade econômica financeira
A sustentabilidade econômica é importante para a gestão empresarial, sendo que as
empresas obtêm vantagens de reaproveitamento em diversos setores. Para que uma empresa
seja sustentável economicamente, ela precisa cuidar do meio ambiente, gerando recursos
renováveis, através dos resíduos que podem ser reaproveitados na empresa gerando menos
desperdícios e, consequentemente, lucratividade. Através desse modo de reaproveitamento,
tanto dos resíduos quanto na gestão de recursos naturais, a empresa se torna eficiente e
competitiva no mundo dos negócios.
Conforme Gollo et al. (2013), a sustentabilidade possibilita no âmbito econômico uma
gestão mais elaborada e eficiente dos recursos no fluxo de investimentos em empresas de
órgão público e privado, e a eficiência financeira deve ser avaliada em termos macro-social de
critérios na lucratividade tendo, assim, um impacto no fluxo monetário existente entre
empresas, governo e população.
Neste contexto econômico, a sustentabilidade econômica tem medidas básicas que
visam um desenvolvimento mais estável, evitando oscilações financeiras. Além disso, a
gestão de recursos naturais como energia e água, pode se tornar fonte renovável para a
empresa, tendo mudanças no setor econômico industrial sem alterar mudanças na estrutura.
(ALBUQUERQUE et al., 2012).
Existem ainda evidências de que ações de sustentabilidade empresarial podem gerar
recursos através da responsabilidade social, possibilitando uma variedade de retorno
financeiro para as empresas, com imagem de reputação, vendas, relacionamento e a
produtividade dos funcionários, são algumas das formas de alcançar sucesso na vantagem
competitiva, através de ações empresariais sustentáveis (ZAMBON; RICCO, 2009).
No modo econômico, o objetivo básico de qualquer empresa é o sucesso competitivo
dos negócios aumentando sua percepção e participação no mercado. Para que a empresa
alcance este objetivo, precisa ir além da lucratividade, tendo a integridade ambiental e a
equidade social necessária. A empresa requer que seus stakeholders – que são coprodutores
da estratégia corporativa – desenvolvam um desempenho corporativo, incluindo aspectos do
Triple Botton Line (SILVA et al., 2015).

16
Entende-se, no modelo econômico, que as empresas visam um lucro competitivo, onde
possam reaproveitar e não ter desperdícios para a organização, visando a colaboração social
para este processo, tendo uma gestão equilibrada para ter uma participação no mercado com a
integridade ambiental necessária.
2.1.2 Tripé da Sustentabilidade Social
Para que o tripé seja realizado no âmbito social da sustentabilidade, enfatiza-se que,
para que este pilar seja concretizado, é necessário ter o meio social desenvolvido com valores
de bem estar dos trabalhadores e disponibilizar direitos para que o trabalhador possa trabalhar
juntamente com os objetivos empresariais.
O papel da sustentabilidade social observa a esfera social enfatizada na presença da
humanidade na ecosfera, se preocupando com o bem estar humano e com a qualidade de vida
dos mesmos (GOLLO et al., 2013).
Gollo et al. (2013) destacam também que a sustentabilidade social refere-se a um
processo em desenvolvimento que deve ser considerado estável com distribuição igualitária
na renda, ou seja, diminuição das diferenças em diversos níveis da sociedade e melhoria na
qualidade de vida da população, concretizando a perspectiva social e cultural.
Conforme Zambon e Ricco (2009), a responsabilidade social e empresarial aflora
como saída para colocar em prática a sustentabilidade empresarial, tendo a sociedade como
parceira para ter como premissa o crescimento econômico, representado em geração de
riquezas, contribuindo com aquilo que as empresas devem ofertar para a sociedade através do
pilar.
Para que o pilar econômico possa ser crescente, é preciso que o meio social seja
desenvolvido por seus valores de bem estar, tendo um ambiente saudável e uma boa educação
reforçada na empresa. Por meio disto, é possível melhorar a capacidade do trabalhador para
que este possa trabalhar em prol dos objetivos empresariais, gerando assim uma lucratividade
e respeitando o meio ambiente de forma correta e incentivadora (MONDAL;
JANOUSKOVÁ; HÁK, 2012).
17
2.1.3 Tripé da Sustentabilidade Ambiental
O tripé ambiental propõe a gestão de um potencial competitivo juntamente à
preocupação com o meio ambiente, satisfazendo os empregadores e dando recursos à
empresa, gerando eficiência na marca de produtos/serviços.
A sustentabilidade ambiental procura focar no bem estar humano, protegendo as fontes
de matéria-prima e utilizando as necessidades humanas a fim de evitar danos biológicos
(MOLDAN; JANOUSKOVÁ; HÁK, 2012).
Conforme Trierweiller et al. (2014) o tema gestão ambiental tem despertado interesse
em pesquisadores e empresários que buscam melhorias e controlar suas atividades,
diminuindo a poluição, aumentando a competitividade através da modernização nos
processos, tendo em vista a redução de desperdícios e diminuindo emissões de resíduos e
números de multas ambientais.
Em 1995 já se ressaltava que a ideia da gestão ambiental iria se tornar um plus na
competitividade empresarial, onde ao longo dos anos iria ser encarada como um fator de
concorrência, já que a melhoria do ambiente e a competitividade relacionam-se entre si
(PORTER, 1995). Na mesma ideia de Silva Filho e Sicsú (2003), a gestão ambiental eleva o
potencial competitivo empresarial preocupando-se com o meio ambiente, satisfazendo os
empregadores e aumentando a lucratividade com a proteção ambiental.
O sistema de gestão ambiental (SGA) é caracterizado por certificações que englobam
uma redução dos custos na produção e aumento da eficiência dos produtos, considerando que
abrange atividades de planejamento, técnicas, responsabilidades, processos e recursos para
serem analisados e implementados nas políticas da empresa (CORREIA; SANTOS;
CARNIELLO, 2011).
Segundo Barbieri (2004), o SGA requer reestruturar diretrizes e objetivos em
atividades com base nas análises de resultados em diferentes segmentos empresariais, tratando
sempre com o foco nas questões ambientais.
Da pesquisa abordada por Porter (1995), o estudo da gestão ambiental em empresas
que tiveram inovações ambientais apresentou um dos fatores na motivação de fonte na
eliminação de resíduos ocorridos nos custos de regulamento ambiental, onde se originou a
melhoria da produtividade de recursos.
No contexto de Gollo et al. (2013), SGA uma vez que é implementado no processo
produtivo, determina mecanismos gerenciais para que tenha benefícios ambientais, podendo
proporcionar aos stakeholders várias vantagens sociais e econômicas. Esta estratégia pode
18
contribuir para um processo contínuo, gerando oportunidades de melhoria que reduzem os
impactos sobre o meio ambiente nas atividades empresariais, de forma que conquiste o
mercado e eleve sua lucratividade, contendo normas e padrões estabelecidos.
Alencar et al. (2015) afirma que este sistema precisa ter um controle ambiental nas
práticas e processos produtivos como resíduos, efluentes e emissões atmosféricas. Para isso, a
norma NBR 14001 tem estruturas de boas práticas que auxiliam no planejamento.
Conforme a NBR ISO 14001:2015, são estabelecidos critérios em um SGA e este pode
ser certificado para seguir um sistema de gestão eficaz. Este sistema fornece uma garantia aos
gestores e trabalhadores, mostrando à sociedade que o impacto ambiental está sendo
melhorado por ela (ISO, 2016).
Contudo, o funcionamento da sustentabilidade ambiental possui práticas sustentáveis,
avaliando os impactos ambientais de suas atividades através do controle de riscos por área,
controlando custos, melhorando o desempenho da gestão e se diferenciando da concorrência,
além de estar valorizando sua imagem empresarial perante os empregadores e a sociedade,
ganhando espaço no mercado.
2.2 Produção mais limpa
Neste subcapítulo, será apresentada uma ferramenta de gestão inovadora utilizando a
produção mais limpa (P+L ou P mais L) como foco, e está associada ao aumento da
produtividade gerando recursos utilizados na produção, diminuindo desperdícios e
apresentando seus processos produtivos.
A P+L é adotada como cleaner production, é uma ferramenta de estratégia, aplicada
na produção e nos produtos com o objetivo de economizar e potencializar a eficiência do uso
de energia, água e matérias-primas, reaproveitando resíduos gerados nas indústrias tem
métodos e procedimentos simples que geram economia, tendo uma forma de produzir melhor,
gastando menos. Sendo que, para isso, nem sempre é necessário ter alteração do processo
produtivo, dependendo apenas de investimentos financeiros tecnológicos (HINZ;
VALENTINA; FRANCO, 2006; ZAMBON; RICCO, 2009).
Criada pela United Nations Environmental Programme (UNEP), em 1991, e conforme
a International declaration on cleaner production, reconhecem que a P+L tem estratégicas de
ações que estimulam a produtividade ambiental e prevenção da poluição ambiental,
desenvolvendo as políticas e práticas adequadas. Ressaltam também, que esta ferramenta é
usada de forma preventiva aplicada aos processos, em produtos/serviços, para proteger e

19
reduzir riscos para o meio ambiente, tornando um preventivo à saúde humana e gerando
benefícios econômicos às empresas (UNEP 2016).
Esta ferramenta é considerada uma viabilidade ambiental em qualquer nível das
empresas, caracterizada por ações que são implementadas e desenvolvidas internamente,
ligadas ao processo produtivo, com a eficiência de tornar o processo oportuno, no âmbito de
insumos, gerando mais produtos, diminuindo os resíduos e contribuindo para a preservação do
meio ambiente, originando sustentabilidade (SEVERO, et al., 2009).
Oliveira e Alves (2007) dão relevância que as técnicas aplicadas na ferramenta de
gestão da produção consistem em eliminar qualquer desperdício, pois desperdício não agrega
valor ao produto/serviço.
Neste sentido a P+L é uma forma de gastar menos e produzir mais e melhor. Por mais
que tenha necessidade de alterar alguns processos no meio produtivo e que necessite de
investimentos, haverá um retorno econômico futuro. Estes benefícios gerados podem resultar
na redução de gastos utilizados para produzir seus produtos, como também ter seu diferencial
em vendas e marketing (HINZ; VALENTINA; FRANCO, 2006).
Conforme estudos de P+L, as empresas estão preocupadas com a má gestão da
exploração de recursos naturais gerados pela produção industrial e do consumismo,
habilitando soluções de impactos causados. As práticas ambientais relacionadas ao ramo
industrial estão impulsionando questionamentos e motivando uma reorganização de condutas
empresariais, trazendo concepções sobre a implementação de novos padrões ambientais nos
processos de produção, surgindo inovações empresariais. Assim sendo, elevando a imagem
empresarial, tendo vantagens competitivas sobre os outros (SANTOS; CARNEIRO;
RAMALHO, 2015).
No que diz respeito à vantagem da P+L e suas ferramentas, é de que os projetos
podem contribuir com mudanças e atitudes no desenvolvimento e buscando frisar não apenas
no crescimento empresarial, mas também dos funcionários envolvidos. Nara et al. (2015)
ressalta que as empresas buscam cada vez mais trabalhar com a sustentabilidade para obter
recursos futuros, sem contar com a dificuldade que seria uma desvantagem hoje de manter um
rigor no segmento da ferramenta, pois a implementação é complexa de sistematizar e avaliar
todos os processos tendo o comprometimento da administração, gerência e colaboradores.
Apesar dos grandes benefícios e vantagens da P+L, podem-se considerar algumas
desvantagens e barreiras como: econômicas – falta de recursos para aquisições, planejamento
inadequado, sistêmicos – carência de documentação e falta de treinamento dos colaboradores,
organizacional – ausência de motivação, alta rotatividade, técnica – falta de recursos e pessoas
20
para coleta de dados e limitação de acesso, comportamental – resistência em mudanças, falta
de liderança e supervisão, governamental – política inadequada e resistência e falta de apoio,
e outras barreiras como limitação de medidas e implementação (MEDEIROS et. al, 2015).
A seguir, serão apresentados os processos, os quais representam os passos para obter
uma P+L correta e eficaz, e o estudo da P+L, como esta ferramenta é vista atualmente e como
as empresas estão tendo vantagens em aplicá-la.
2.2.1 Processos
Os processos da P+L enfatizam que é necessário ter uma avaliação e estratificação dos
processos para verificar onde há desperdícios e poluição ao ambiente nos setores. A seguir,
serão abordados os processos de implementação desta ferramenta como solução para uma
gestão ambiental eficiente.
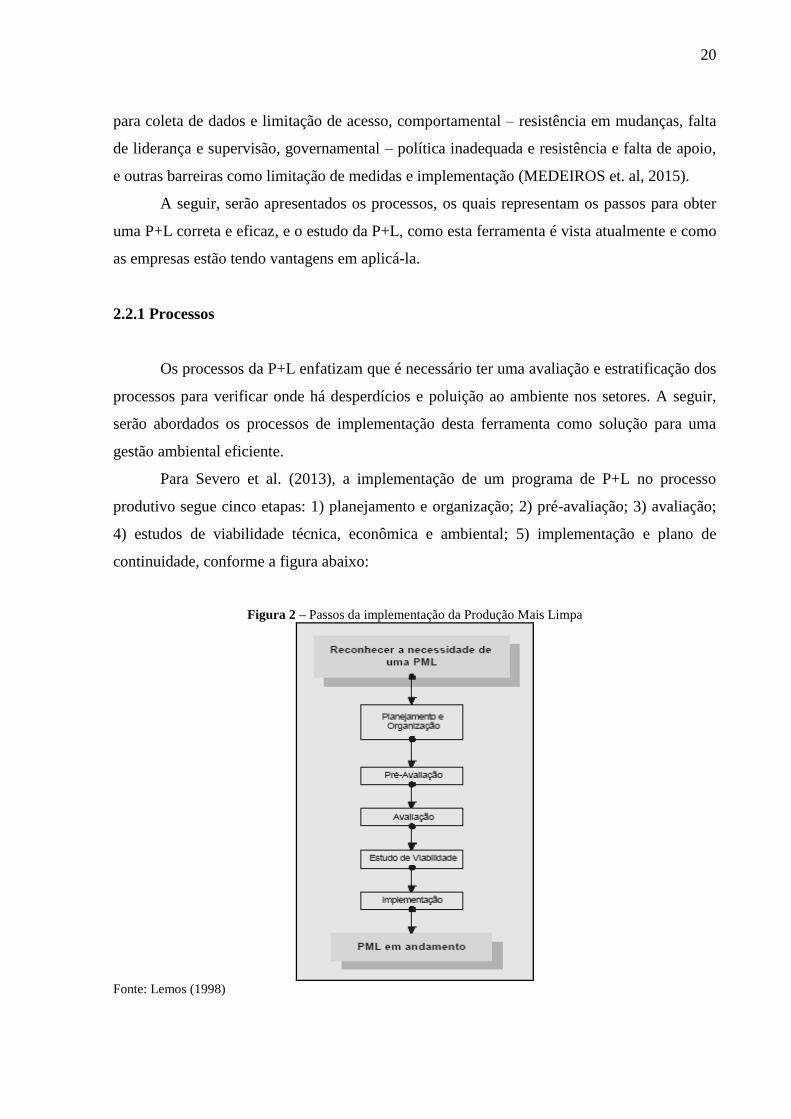
Para Severo et al. (2013), a implementação de um programa de P+L no processo
produtivo segue cinco etapas: 1) planejamento e organização; 2) pré-avaliação; 3) avaliação;
4) estudos de viabilidade técnica, econômica e ambiental; 5) implementação e plano de
continuidade, conforme a figura abaixo:
Figura 2 – Passos da implementação da Produção Mais Limpa
Fonte: Lemos (1998)

21
A Figura 2 mostra os processos a serem seguidos para implementar a P+L. Para
cumprir estas etapas, são necessárias mudanças nos processos produtivos, nas máquinas, no
processo de housekeeping para reestruturação de práticas na fabricação e, até mesmo,
mudanças de produtos/serviços.
Conforme Lemos (1998), devem ser consideradas para a implementação as seguintes
características: mudanças de matéria-prima, tecnologia contendo inovações, boas práticas de
operação, mudanças de produtos e reciclagem.
Neste conceito, é preciso considerar que, para que as matérias-primas sejam
substituídas, deve-se reduzir ou eliminar os materiais tóxicos, a fim de prevenir a geração de
resíduos poluentes. Para as mudanças tecnológicas contendo inovações, devem-se adaptar
equipamentos aos processos com o objetivo de redução de resíduos. Quanto às boas práticas
de manuseio ou housekeeping, é obrigatório estabelecer procedimentos administrativos e
técnicos para a redução de poluentes e resíduos. Desse modo, as mudanças no produto
procuram alterar a composição, padrões de qualidade e verificação de produtos substitutos
(SILVA FILHO; SICSÚ, 2003).
Nos processos da P+L tem-se a ferramenta de trabalho disponível em mover a
indústria na visão técnica “fim de tudo”, onde essa ferramenta é aplicada à produção e
otimização de processos, gerando para a empresa a conservação de recursos, eliminação de
materiais/resíduos tóxicos e de emissões (NARA et al., 2015). A Figura 3 mostra o esqueleto
da técnica utilizada para a minimização de resíduos causados na geração do processo de
produção:
Figura 3 - Processos da Produção Mais Limpa
Fonte: Adaptado CNTL (2003).

22
Na Figura 3, temos o Nível 1 – na minimização de resíduos que pode ocorrer na
redução da fonte e melhorias de utilização de matérias primas, substituindo materiais tóxicos
por atóxicos e não renováveis por renováveis. Neste caso, cabem até mesmo modificações do
produto, com a substituição do produto ou o redesenho do mesmo (ecodesign), mas sem
perder a qualidade e ciclo de vida deste, ou modificação do layout do processo de produção.
No Nível 2, é apresentada outra alternativa, onde deve-se ter uma reciclagem interna,
reutilizando resíduos ou materiais que possam ser utilizados em outros processos. E o Nível 3
aborda a reciclagem externa, quando a empresa não encontra outra solução para o material
desperdiçado, mas que para outro serve de agregado, terceirizando este tipo de operação
(WERNER; BACARJI; HALL, 2010; NARA et al., 2015).
Com base em estruturar e seguir passos de implementação, na Figura 4 observa-se um
roteiro de atividades desenvolvidas para ter a P+L:
Figura 4 – Roteiro da implementação da Produção Mais Limpa
Fonte: Adaptado de Conselho Empresarial Brasileiro para o Desenvolvimento Sustentável (2008).
Conforme o guia da produção mais limpa, é necessário que as empresas tenham um
planejamento e organização no comprometimento de diretores e gerentes para a realização do
projeto, além de conscientização dos colaboradores e precisamente de um ECOTIME que será
um integrante de cada departamento, para que seja apresentado um plano de elaboração e que
necessite de uma explicação ao que será abordado e como será executado aos demais
colaboradores. As especificações são feitas através de uma equipe que passará informações
tendo uma pré-avaliação de setores onde a empresa deseja implementar (CONSELHO
EMPRESARIAL BRASILEIRO PARA O DESENVOLVIMENTO SUSTENTÁVEL, 2008).
A P+L necessita de avaliações e levantamentos para elaborar fluxogramas de
processos para verificar possíveis indicadores de desperdícios. È necessário ainda fazer uma
23
avaliação de dados coletados e possíveis barreiras como dificuldades de assimilar conceitos
sobre o assunto e execuções de medições de materiais, balanças, massas, energia, etc. Para
que tenham conscientização de fatos geradores de desperdícios, é necessário avaliar as causas
conforme apresentado na Figura 3, tendo possíveis perguntas de como deixar de gerar este
resíduo? Ou, como reciclar internamente ou externamente? Por fim de roteiro, é necessário à
implementação e seleção de melhor forma para que possa ser executado a P+L na empresa
tendo em vista de um plano de continuidade do ECOTIME, (CONSELHO EMPRESARIAL
BRASILEIRO PARA O DESENVOLVIMENTO SUSTENTÁVEL, 2008).
2.2.2 Estudos de P+L
Em estudos recentes da P+L encontramos cases de sucesso de empresas que obtiveram
resultados satisfatórios e sugestões de melhorias em diferentes segmentos, e logo, serão
citados.
Conforme pesquisas de Silva e Quelhas (2016), os estudos aplicados em oito empresas
de construção civil na cidade de Porto Alegre/RS, obtiveram resultados em substituir matérias
primas e reestruturar a forma de procedimento de produção gastando pouco e economizando
drasticamente. Uma delas foi o exemplo da empresa de Engenharia Joal Teitelbaum Ltda,
havia geração de entulhos e riscos ambientais com resíduos de classe A (como tijolos, telhas,
argamassas, etc.), e criaram uma central de tratamento de resíduos de pintura no canteiro de
obras. Para este procedimento não houve investimentos na modificação de processo, mas sim,
redução do custo e reaproveitamento de embalagens de tintas e venda destes materiais
reciclando-os.
No estudo de Rodrigues e Almeida (2016), a alternativa viável para construções civis é
melhorar a qualidade de projetos arquitetônicos e reestruturar com engenheiros dimensões de
projeto da estrutura, podendo utilizar materiais menos agressivos e reutilizar resíduos em
outras obras em canteiros podendo até vendê-los para diminuir o custo da obra.
Para que a P+L dê resultados, a capacitação e sensibilização dos funcionários são
fundamentais no processo. O diagnóstico ambiental de processos deve ser levantado para
identificar materiais e insumos que necessitam a elaboração de balanços ambientais,
econômicos e tecnológicos para verificar quais etapas dos processos tem maiores impactos, e
elaborar um plano de monitoramento e possíveis indicadores. (RODRIGUES; ALMEIDA,
2016).
24
Rodrigues (2016), verificou a necessidade no segmento de indústrias de sabão e após
analises, foi implementado a P+L para reavaliar conceitos de maus hábitos utilizados pelos
operadores. Observava-se grande quantia de insumos desperdiçados além de energia elétrica e
água. Após os primeiros resultados, encontram-se falhas em máquinas que precisavam de
medidas simples para diminuir resíduos de produtos para a fabricação de sabão, como
instalação de redutores de vazão em torneiras, mudanças no processo produtivo, reestrutura de
layout, limpeza do ambiente, substituição de lâmpadas normais por econômicas de LED,
separação do tipo de resíduo sólido e líquido, reutilização de embalagens de papelão e plástico
para outras finalidades. Os resultados somaram uma economia de 23% em todo o processo de
produção de sabão artesanal, além da formação do ECOTIME e relatórios de indicadores para
analises e fazer um acompanhamento de desperdícios (RODRIGUES, 2016).
Queiroz et al. (2016) reforçam melhorias para uma indústria têxtil encontram-se níveis
de consumos altíssimos nos seguintes setores produtivos, como fiação, tecelagem, malharia,
enobrecimento e confecções. As indústrias têxtis enfrentam grandes problemas com o setor de
tingimento, pois corantes precisam ser utilizados para dar consistência para não desbotar a cor
da peça, utilizando em média 3.000 m³ de água ao dia e cerca de 20% de corante perdido na
lavagem. Além de líquidos, apresentam resíduos sólidos que não são reaproveitados pela
empresa como: fios, malhas, refugos de linha, cones, embalagens, agulhas, graxas, etc.. A
sugestão ocorreu em seis etapas: a) inclusão de oxidação; b) melhoria na coagulação; c)
reutilização de efluentes; d) aproveitamento da água da chuva; e) máquinas mais avançadas
em tecnologias, o que necessita de investimento e f) reaproveitamento de tintas para
tingimento em roupas e propondo manutenções preventivas em máquinas (QUEIROZ et. al,
2016).
Neste subcapítulo foram apresentados estudos da P+L e como a ferramenta pode gerar
retornos financeiros as empresas na economia de matérias primas, insumos, e também
água/energia trocando hábitos que desagregam para hábitos que agregam valor nas empresas.
2.3 Processos que agregam valor
Em processos que agregam valor existem ferramentas que ajudam a desenvolver
melhorias no processo produtivo. Estes processos são de auxilio para verificar possíveis
gargalos na produção e evitar o máximo de desperdícios e tempo, diminuindo o custo de peça
produzida.
25
Os processos que agregam valor têm o conceito no qual o cliente está disposto a pagar
pelo produto/serviço, focando na melhoria da qualidade dos mesmos, e estar à frente de seus
concorrentes, o que explica a necessidade do cliente e na qual escolha vai optar por adquirir
(ROTHER; SHOOK, 2003).
Contudo Kach et al. (2014), relatam que encontramos neste tipo de processo a forma
de execução o fluxo de valor, que é toda ação executada no processo (agregador de valor, ou
não), obrigatória para o produto ser conduzido por seus fluxos essenciais, desde o
recebimento da matéria prima até a necessidade que o cliente busca.
Em visto que as empresas tinham dificuldades de ter uma produção enxuta, foi na
década de 80 e 90, surgiu a ferramenta o mapeamento de fluxo pelas fábricas da Toyota por
Operations Management Consulting (OMCD), para analisar todas as operações do processo
de produção desde a etapa do fornecedor até o cliente verificando a agregação de valor do
produto (ROTHER; SHOOK, 2003).
Então, a utilização do mapeamento de fluxo surgiu com a necessidade de melhorar o
processo produtivo, buscando formas de encontrar melhorias, dando eficiência de gerenciar e
obter redução de custo com acompanhamento de movimentações de materiais e pessoas. Para
que isto ocorra, é primordial a identificação das fontes de desperdícios e excessos e
movimentações devem ser levantados para modificação de processos (KACH et. al, 2014).
Mesquita et al. (2014) afirma que o mapeamento de fluxo de valor é preciso ter visão
dos processos e conhecimento das consequências de desperdícios, sugerindo e propondo
maneiras eficazes de analise ajudando na otimização do fluxo eliminado os desperdícios e
tempo
Por isso busca-se a necessidade de elaborar um mapeamento de fluxo que identifique
processos que agregam e os que não agregam valor descrevendo o fluxo de materiais e
informações no sistema produtivo. Com este sistema é possível sugerir melhorias de possíveis
mudanças necessárias para aperfeiçoar e ter a eficácia no sistema de produção (MESQUITA
et. al, 2014).
Para Rother e Shook (2003), o fluxo de valor ajuda e demonstra as seguintes analises:
visualiza todo o processo, analisando o fluxo como um todo;
identifica a fonte dos desperdícios;
linguagem simples para verificar os processos;
decisões sobre os fluxos são transparentes para analises;
26
associa conceitos com práticas da produção enxuta;
fornece um plano de implementação;
apresenta relações entre fluxos como: informação e de material;
descreve como operar e criar um fluxo que possa agregar valor no processo.
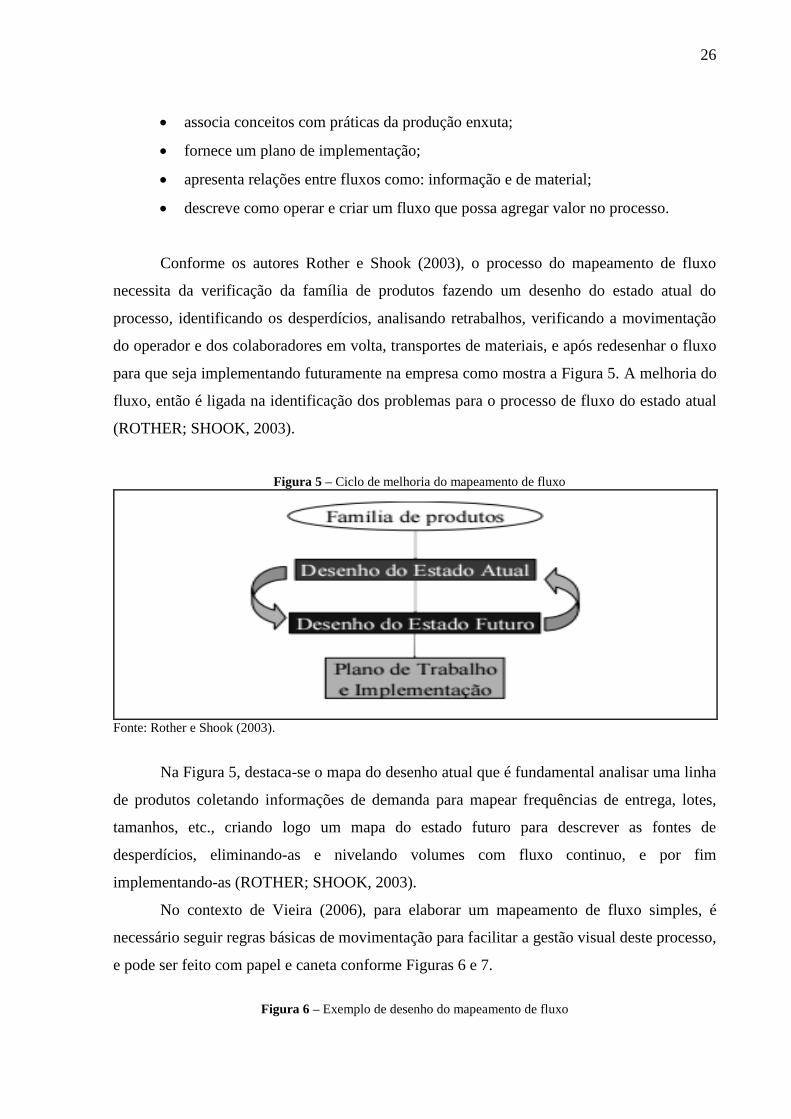
Conforme os autores Rother e Shook (2003), o processo do mapeamento de fluxo
necessita da verificação da família de produtos fazendo um desenho do estado atual do
processo, identificando os desperdícios, analisando retrabalhos, verificando a movimentação
do operador e dos colaboradores em volta, transportes de materiais, e após redesenhar o fluxo
para que seja implementando futuramente na empresa como mostra a Figura 5. A melhoria do
fluxo, então é ligada na identificação dos problemas para o processo de fluxo do estado atual
(ROTHER; SHOOK, 2003).
Figura 5 – Ciclo de melhoria do mapeamento de fluxo
Fonte: Rother e Shook (2003).
Na Figura 5, destaca-se o mapa do desenho atual que é fundamental analisar uma linha
de produtos coletando informações de demanda para mapear frequências de entrega, lotes,
tamanhos, etc., criando logo um mapa do estado futuro para descrever as fontes de
desperdícios, eliminando-as e nivelando volumes com fluxo continuo, e por fim
implementando-as (ROTHER; SHOOK, 2003).
No contexto de Vieira (2006), para elaborar um mapeamento de fluxo simples, é
necessário seguir regras básicas de movimentação para facilitar a gestão visual deste processo,
e pode ser feito com papel e caneta conforme Figuras 6 e 7.
Figura 6 – Exemplo de desenho do mapeamento de fluxo

27
Fonte: Vieira (2006).
Figura 7 – Ícones para elaboração do mapemanto de fluxo
Fonte: Apud Souza et al. (2015).
Na Figura 7 conforme Souza et al. (2015), o mapeamento do processo pode ser
desenhado através de um layout do sistema, tendo uma visão do processo informando os
ícones de operação seja do operador e tendo uma transformação do processo, inspeção de
verificar e analisar, transporte no sentido de fluxo do operador ou de matéria prima, espera em
momento de aguardar, esperar o processamento da máquina, matéria prima, e armazenamento
estocar.
A utilização de desenhos no mapeamento de fluxo é essencial para que fique
organizado e fácil de identificar posições e movimentações, já que o mapa do fluxo é
representado por meio de figuras e ícones que informam todo o processo por meio de
transformações de matérias-primas para peças prontas (ROTHER; SHOOK, 2003)
Kash et al. (2014), ressaltam que o mapeamento de fluxo de valor possibilita que a
movimentação da linha de produção não tenha interrupções, sendo paradas de máquinas,
movimentações excessivas, de zero a pouco estoque, desperdícios e outras perdas de tempo.

28
Justamente, para que as empresas agreguem valor aos seus produtos, é primordial ter
uma melhoria contínua, buscando inovar o processo e continuar a melhorar e monitorar os
processos. A seguir no próximo tópico deste trabalho, será abordada a melhoria contínua e os
benefícios e suas ferramentas de melhorias.
2.4 Melhoria Contínua de processos
No subcapítulo anterior, as empresas precisam agregar valor aos seus produtos tendo a
continuidade de melhoria nos seus processos buscando a inovação. Contudo, a melhoria
contínua representa o processo de toda a empresa, em realizar melhorias enxutas eliminando
desperdícios que tem o custo que não agrega valor, sendo assim, obtendo o aumento da
produtividade e soluções que motivam a criatividade dos colaboradores para ter melhorias em
seus processos (GUIMARÃES et. al, 2013).
Para Tanaka et al. (2012), a melhoria contínua é o planejamento de toda a organização
em aumentar a satisfação dos clientes internos – entre departamentos e externos, através da
filosofia do TQM (Total Quality Management) gerenciamento total da qualidade. Neste
contexto, é preciso esforço e dedicação dos gerentes e colaboradores para ter a quantia no
mercado, tendo benefícios satisfatórios em custos e no lucro.
Leite (2015), afirma que os benefícios empresarias através da melhoria contínua tende
ser satisfatórios, pois dentro das metodologias que são ingeridas ao pessoal da empresa, são
utilizadas por equipes que permitam analisar os problemas que afetam resultados, detectando
as raízes destes problemas através de planos de ação focando na melhoria de processos.
Dentro da melhoria contínua existem ferramentas como o Kaizen e também o PDCA
que ajudam nas melhorias de processos se tornando um ciclo de continuidade. A ferramenta
Kaizen busca melhorar os processos de forma enxuta que é primordial para implementar um
fluxo de valor, verificado causas e consequências para obter a qualidade na produção de
produtos, e proporciona resultados sem grandes investimentos em curto tempo (LEITE,
2015).
Para Leite (2015), para que o processo seja satisfatório, é preciso que os colaboradores
tenham um pensamento Kaizen, como: pensar em como fazer, do que não pode ser feio, ou
corrigir erros imediatos usando a sabedoria, e não buscar a perfeição nos processos, para isto,

29
corrigir erros imediatos usando a sabedoria, e não buscar a perfeição nos processos, para isto,
é necessário capacita-los dando fundamentação teórica para enxergar o problema
rapidamente.
Nos processos de melhoria contínua, o Kaizen pode ser continuado através do ciclo
PDCA (Plan, Do, Check, Act), que de modo repetitivo promove melhorias e monitora o
controle, mantendo atualizado (FUSCO, 2015). Oliveira e Schimiguel (2015) relatam que o
PCDA contém planejamento que definem metas, execução para colocar em prática e coletar
dados, checagem para alcançar resultados mapeando processos, e ação de continuidade e
melhorias conforme a Figura 8.
Figura 8 – Ciclo PDCA
Fonte: Apud Fusco (2015).
Segundo Souza et al. (2013), o ciclo PDCA tem fases que resolvem problemas
abordando dez pontos:
1. definir os problemas;
2. analisar, verificar e definir objetivos que geram problemas;
3. determinar o desempenho;
4. encontrar soluções;
5. analisar;
6. planejar e implementar;
7. avaliar o desempenho;
8. registrar melhorias;
9. padronizar;

30
10. repetição do ciclo.
Para que estes pontos sejam seguidos, temos algumas ferramentas dentro do PDCA
que facilitam o encontro deste dez pontos, são eles: Diagrama de Pareto, Diagrama de Causa e
Efeito, Diagrama de Dispersão, Gráfico de Controle, Histograma, Fluxograma,
Brainstorming, coleta de dados (SOUZA et. al, 2013).
Cardoso et al. (2014) descrevem as ferramentas de PDCA como:
fluxograma: em forma de gráfico representa todos os passos envolvidos de um processo;
brainstorming: gera grande quantidade de ideias, onde todos os envolvidos no processo
devem estar presentes para apresentar melhorias dos problemas ou oportunidades;
diagrama de causa e efeito ou Ishikawa: representado por diagrama com representação de
espinha de peixe, é utilizado para raízes dos problemas separando problemas grandes dos
problemas menores;
histograma: representado por gráfico onde são separados em intervalos de classes a
frequência dos dados de todo o processo;
diagrama de Pareto: utilizado para identificar causas dos problemas dos mais
significantes aos menos significantes, ou seja, 80% das causas tem-se 20% dos problemas
e 20% dos geradores de problemas implicam em 80% dos problemas.
Figura 9 – Sequência para a implementação do PDCA
Fonte: Adaptado de Cardoso et al. (2014).

31
Na Figura 9 os autores Cardoso et al. (2014), afirmam que para a execução das
ferramentas, é necessário ter uma sequência de etapas do ciclo para sempre seguir a ordem
padronizando as tarefas e distribuindo funções. Fusco (2015) ressalta que para a execução do
PDCA e dê continuidade o ciclo, é importante seguir a padronização do processo onde
existam técnicas que auxiliem a segurança e qualidade dos processos.

32
3 METODOLOGIA
A metodologia de pesquisa aborda a descrição dos procedimentos, métodos e técnicas
utilizados na execução de um estudo, tendo em vista a orientação e validação de
conhecimentos reais de forma científica (MARCONI; LAKATOS, 2011). Para Gil (1999), o
método científico, além da abordagem citada acima, consiste em ter conceitos técnicos e
intelectuais adotados para ter o conhecimento e chegar a uma análise de procedimentos.
Neste capítulo, serão apresentados os métodos propostos de pesquisa utilizados para o
desenvolvimento deste estudo e o mesmo está divido em quatro sessões, a primeira abordada
será a concepção de pesquisa e o seu desenvolvimento. O segundo determina o local de
pesquisa e onde foi desenvolvido o estudo. Por fim, o terceiro e quarto capítulo abordam as
coletas de dados, onde mostrarão as técnicas utilizadas para analisar os dados na pesquisa de
forma científica.
3.1 Tipo de Pesquisa
Neste tópico é apresentado os aspectos que delimitam esta pesquisa. Inicialmente
apresentado a natureza da pesquisa e em seguida, a abordagem do problema, seus objetivos e,
por fim, o último tópico, com seus procedimentos e técnicas para a concretização da pesquisa.
Para delimitar o tema de pesquisa é necessário ter a natureza do tema selecionando as
circunstâncias de tempo e espaço como: indicar o quadro histórico e geográfico, cujo tema se
localiza (CERVO; BERVIAN; SILVA, 2007). Diante disto, o foco deste estudo é a Produção
Mais Limpa, onde nos próximos capítulos será descrito os processos de produção no setor
englobado à fábrica, no local em que fabricam suas peças o departamento de macharia.
O estudo tem por objetivo analisar a estrutura de modo sustentável para gerar recursos
à empresa, apresentando melhorias no setor de macharia da fábrica, por meio do método de
produção mais limpa, para adquirir recursos de maneira ambiental e social, para aplicar no
departamento. A natureza da pesquisa aplicada é objetiva gerando conhecimentos aplicados
na prática direcionada a solucionar problemas específicos (SILVA; MENEZES, 2001).
Para solucionar problemas apresentados, é sugerido análises e descrição dos processos
de produção atual, propondo solucionar e ter melhorias neste procedimento, sugerindo o

33
processo de produção mais limpa no departamento de macharia da fábrica que encontra-se
englobado na fundição da empresa.
Este estudo tem como natureza aplicada voltada ao método qualitativo, onde a questão
trabalhada é analisar e propor melhorias, gerando resultados para a empresa. No contexto dos
autores Marconi e Lakatos (2011), a pesquisa qualitativa expressa à interpretação de
levantamentos de dados gerando métodos e técnicas de pesquisa, cuja investigação pode
originar novos levantamentos no decorrer das análises e pesquisas.
Neste mesmo segmento de ideias, Silva e Menezes (2001) relatam que este tipo de
pesquisa é interpretado por fenômenos e atributos considerados básicos no processo
qualitativo, já que não requer técnicas estatísticas, tendo assim fontes naturais diretas e
descritivas para analisar seus dados de forma indutiva.
Neste contexto qualitativo, este estudo tem caráter exploratório, pois proporciona ao
pesquisador uma finalidade de desenvolver e esclarecer conceitos e ideias, tendo em vista a
formulação de problemas e visa o aprimoramento ou descoberta de ideias. Segundo Gil
(1999), as pesquisas exploratórias têm o objetivo de gerar uma visão geral, já que o tema
escolhido é pouco explorado sendo difícil formular hipóteses.
Este estudo, além de exploratório, tem a finalidade descritiva, pois como o próprio
nome diz, será apresentado de forma descritiva à ocorrência dos fatos seguidos pela empresa
na produção mais limpa. Conforme Gil (1999), este tipo de pesquisa centraliza a identificação
de fatores que contribuem à ocorrência de fenômenos, descrevendo fatos de modo prático, que
visam descobrir a existência destas variáveis.
O presente estudo utiliza-se de dois tipos de procedimentos técnicos: o estudo de caso
único, pois realizou-se uma análise de um estudo prévio e profundo em uma única empresa e
a pesquisa com observação participante, pois foi observado de forma encoberta onde o
próprio pesquisador entrevista e participa no ambiente de trabalho em estudo.
Conforme Yin (2010), o estudo de caso investiga de forma empírica um fenômeno
contemporâneo em profundidade no seu contexto, quando os limites entre fenômeno e
contexto não são nitidamente evidentes. Gil (1999) descreve que este estudo é caracterizado
como profundo, permitindo o seu conhecimento amplo e detalhado, explorando situações
reais com limites definidos, explicando fenômenos com situações complexas que não utilizam
levantamento e experimentos.
34
3.2 Local de Pesquisa
A pesquisa tem o objetivo analisar o processo de fabricação em uma empresa
multinacional de origem francesa localizada na cidade de Passo Fundo/RS, focada na
produção de máquinas e implementos agrícolas, com faturamento médio anual de R$ 180
milhões, tendo em torno de 500 funcionários que trabalham em diversos departamentos,
sendo composta por 43 departamentos ao todo.
Criada na metade do século XVIII, a empresa especializou-se na fabricação de
pequenas balanças e aparelhos de pesagem. A principal mudança do foco empresarial surge
no final do século XVIII, quando em uma cidade do interior da França passou por mudanças
em linhas férreas em Paris que afetou o período de prosperidade em que o país se passava na
época, tirando o foco empresarial da empresa. Com isto, começou a mudança e instalação em
outra cidade da França com intenção de produzir máquinas agrícolas, já que havia
necessidade de mercado para colheita, plantio, pulverizadores para o campo.
No início do século XX, as produções de dezenas de máquinas eram produzidas todas
as semanas em oficinas que possuíam as próprias forjas da empresa. Após uma década de
crescimento, a segunda guerra mundial interrompeu o desenvolvimento da empresa, assim
como no mundo todo. Então, a empresa para unir forças se aliou a um grupo Norte Americano
que na época era líder em produzir misturadores e distribuidores de adubo. Está aquisição foi
fortemente importante para que a empresa crescesse internacionalmente e atingisse mercados
de outros países.
Com pouca expansão de mercado, a empresa desejava se instalar em países onde a
economia era gerada através da agricultura. Então após análises de pesquisas do grupo, foi no
início do século XXI que a empresa comprou outra propriedade, desta vez na cidade de Passo
Fundo no norte do Rio Grande do Sul, a empresa originalmente se instalou com foco no
plantio direto, aumentando assim a linha de produtos.
Em 2008 com gana de crescer e expandir para outros países com foco de ser uma das
líderes mundiais de implementos agrícolas e tendo como competitividade novas tecnologias e
aumento de capacidade, a empresa se instalou em diversos países como na Holanda, Itália,
Austrália, Espanha e Argentina, que tem foco de mercado em enfardadeiras e embaladores, e
instalou mais duas unidades na França, e em 2014 outra unidade no Brasil foi adquirida.
O Grupo tem ao todo oito famílias de produtos que são eles: aração, preparação do
solo, alimentação animal, fenação, plantio, pulverização, manutenção de áreas e distribuidor
de esterco e são produzidos conforme a demanda do país de origem, sendo que importam e

35
exportam máquinas e peças de grupo a grupo. Nas fábricas do Brasil, são produzidos
especificamente produtos para a preparação do solo, plantio e pulverização sendo em torno de
dez modelos de máquinas.
Nesta empresa será analisado todo o processo de produção desde a entrada do pedido
feito pelo cliente até a entrega da máquina para o mesmo. Nestes processos de fabricação foi
estudado o processo do departamento de macharia que é englobado a fábrica da fundição, que
é o começo do processo para fabricar peças para a montagem das máquinas. Este
departamento é fundamental para fundição, pois é com os machos (peças que são formados
por areias) para que sejam fundidas, e precisam estar em um formato e temperatura ambiente
para começar o processo.
Com este departamento o processo pode ser prosseguido obtendo a peça fundida para
que seja devidamente montado na máquina. A fundição nesta empresa tem fundamental
importância para a redução de custos de peças que seriam encontradas em outros países ou na
própria matriz, causando um custo maior por importação e impostos acarretando no valor de
seus produtos.
3.3 Técnicas de Coleta de Dados
A coleta e análise de dados são de fundamental importância para ter oportunidades de
encontrar soluções, explorando e analisando de forma completa, utilizando métodos e técnicas
de pesquisas (ROESH, 2007). Para tanto, esta pesquisa científica, como qualquer outra, tem a
mensuração de coletar e observar os métodos utilizados em um estudo.
A observação participante por sua vez, sucede quando o pesquisador se envolve com o
objetivo da pesquisa, passando a fazer parte dele como um todo (CERVO; BERVIAN;
SILVA, 2007). Neste segmento, gera oportunidades para coletar dados do estudo de caso,
tendo capacidade em obter acesso a dados sigilosos em pesquisas, já que o próprio
pesquisador pode envolver-se no estudo como simples colaborador, extraindo dados
facilmente (YIN, 2010).
As técnicas utilizadas para a coleta de dados deste estudo são de entrevistas
semiestruturadas que, segundo Marconi e Lakatos (2011), são entrevistas aplicadas do
entrevistador aos entrevistados solicitando uma lista de itens, fazendo com que o entrevistador
possa fazer demais perguntas de forma adequada no decorrer das entrevistas.

36
As entrevistas proporcionam confiança sem interrupções de conversas, músicas, ruídos
etc. As entrevistas foram aplicadas aos gestores dos departamentos da produção que ao todo
são cinco gestores e dez coordenadores que ocorreram em agosto a outubro do ano do estudo,
contudo a análise documental e de processos da empresa deu-se por meio de uma observação
participante, coletada pelo próprio pesquisador.
Marconi e Lakatos (2011) ainda ressaltam que o método de observação na coleta de
dados podem conseguir informações utilizando aspectos reais, não apenas em ver e ouvir, mas
também examinar, analisar, cogitar fatos/fenômenos que deseja aprofundar.
Com base nesses pressupostos da metodologia, destaca-se através de um mapa a
sequência que foi seguida para a orientação da presente pesquisa para atingir os objetivos na
Figura 10.
Figura 10 - Mapa sequencial da pesquisa
Fonte: Elaborado pela autora (2016).
A Figura 10 mostra a sequência a ser seguida pela metodologia, onde a abordagem é
de forma qualitativa com seus objetivos de origem explicativas e descritivas, através de um
estudo de caso único com uma coleta de dados de entrevistas e observação participante,
analisando de forma documental e através da observação dos processos para a projeção deste
estudo e analisando os dados.
3.4 Análise de Dados
Neste trabalho, a técnica utilizada para analisar os dados é a análise e interpretação dos
dados coletados, o método utilizado foi à análise de conteúdo que, segundo a autora Bardin

37
(2011) destaca, é um conjunto de técnicas de análises dos dados, que permite ter uma visão
dos sistemas e apreciações da comunicação de forma definida, analisado de forma documental
como: planilhas, relatórios, entrevistas e, também, com o mapeamento de fluxo utilizado na
ferramenta de coleta de dados observação participante.
Segundo Roesch (2007), analisando na forma de entrevistas, há uma maneira de
analisar conforme a emoção dos entrevistados, e pensamentos e experiências dos
entrevistadores, ficando mais claro o contexto dos objetivos da empresa. Na mesma linha de
concordância da autora, o método de observação também traz benefícios à análise, já que o
pesquisador observa com profundidade e realidade os fatos e processos.
As entrevistas neste estudo serão aplicadas ao gestor do departamento de macharia, na
qual podem surgir mais perguntas ao longo da entrevista e serão gravadas e transcritas. Ao
todo as entrevistas foram feitas com gestores e coordenadores da fábrica que envolve o
processo, e para relatar as entrevistas, foi utilizado a análise de conteúdo apriore.

38
4. RESULTADOS
4.1 Descrições dos processos de produção
Neste capítulo será dividido em dois sub capítulos, o primeiro descreve os processos
de produção de modo geral na fabricação de peças de conjuntos soldados e o segundo
descreve os processos de produção na fabricação de peças de conjunto fundidos, e serão
apresentados seus fluxos e descrição dos processos da indústria de implementos agrícolas.
4.1.1 Descrição Geral dos processos de produção para peças de conjuntos soldados
A empresa estudada tem como processo de produção para conjuntos soldados, as
peças devidamente prontas que serão montadas sem o uso de fabricação ou modificação das
mesmas, contendo o seguinte fluxo:

39
Figura 10 - Fluxograma do processo de produção de conjunto soldado
Fonte: Pesquisa (2016).
O processo de produção começa com o cliente solicitando o pedido através do portal
extranet com o comercial, onde o mesmo encaminha a documentação ao financeiro para fazer
a análise de crédito e cadastro do cliente ao sistema. Após aprovação do financeiro o pedido é
destinado novamente ao comercial, e este coloca o pedido no sistema de produção chamado
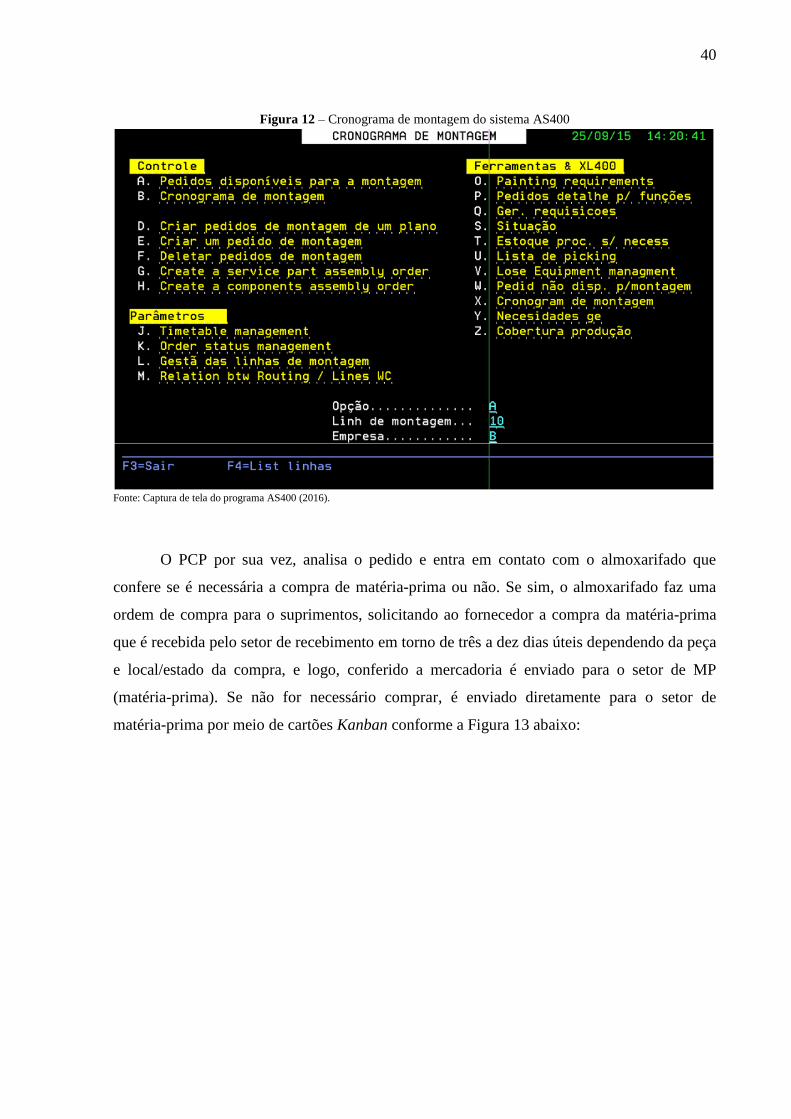
AS400 conforme a Figura 12, enviado para a direção de produção. A gerência da produção
analisa o pedido da máquina que envia a solicitação ao PCP (planejamento e controle da
produção), quando o pedido é conjunto soldado.
40
Figura 12 – Cronograma de montagem do sistema AS400
Fonte: Captura de tela do programa AS400 (2016).
O PCP por sua vez, analisa o pedido e entra em contato com o almoxarifado que
confere se é necessária a compra de matéria-prima ou não. Se sim, o almoxarifado faz uma
ordem de compra para o suprimentos, solicitando ao fornecedor a compra da matéria-prima
que é recebida pelo setor de recebimento em torno de três a dez dias úteis dependendo da peça
e local/estado da compra, e logo, conferido a mercadoria é enviado para o setor de MP
(matéria-prima). Se não for necessário comprar, é enviado diretamente para o setor de
matéria-prima por meio de cartões Kanban conforme a Figura 13 abaixo:

41
Figura 13 – Processo de ficha Kanban
Fonte: Pesquisa (2016).
A matéria-prima analisa o pedido e separa a mercadoria para os setores corte e
preparação, corte laser e/ou usinagem. O setor do corte e preparação tem a finalidade de fazer
o pré-tratamento de chapas para corte que são submetidas a tratamento da superfície como
marcação, seleção de chapas e distribuição. Estas chapas são transportadas para a oficina de
corte, que são cortadas através de máquinas automatizadas com cortes a chanfro que também
exige funções de máquina de corte programadas.
No corte a laser é realizada uma programação que é comandada por sistema CAD
(computeraided design) que é assistido o corte pelo computador acoplado a máquina de corte,
e é programado pelo operador o tipo de peça que será fabricado. A unidade da fábrica possui
três máquinas de corte a laser de acordo com cada corte e espessura de chapa. Depois de
cortadas o operador retira as sobras da chapa e as peças são separadas para a ficha kanban.
Estas sobras não são reutilizadas pela empresa, pois são de pouca significância e resultando a
um pó de ferro não reaproveitável pelo contato do laser.
Dando continuidade ao processo de corte, as peças são enviadas ao setor de usinagem
que tem finalidades importantes para a limpeza das peças formando o verdadeiro formato a
elas após o corte. O departamento tem suas máquinas onde é executada a lavagem e estrutura
42
da peça como máquinas de torno, fresadoras e furadeiras, estas máquinas têm comando ao
operador que conforme ao tipo de peça é necessário um tipo de usinagem.
Após passar por estes processos as peças já cortadas e preparadas para a fabricação,
são soldadas pelo soldador, o mesmo recebe um treinamento de 30 dias que passará pelos
testes práticos de soldagem, a avaliação é realizado pelo setor de qualidade ou o próprio
coordenador da solda. Enquanto aguardam os resultados, o soldador executa operações que
não comprometem a qualidade das peças soldadas. Depois dos testes o soldador é fixado no
seu posto de trabalho e é direcionado a outros postos, o programador analisa as peças a soldar,
e após são definidos os parâmetros de solda na máquina robô para a criação da soldagem ao
tipo de peça. Consequentemente, á uma necessidade que o controle de qualidade verifique os
aspectos da solda ao efetuar o controle, e com a aprovação da qualidade fabricar as peças.
Em seguida estas são transportadas para o setor de pintura, o operador pendura as
peças nos chamados cabides de aço, e com a rolagem é realizada manualmente pelo pintor na
cabine de pintura, as peças são transferidas para as máquinas de jato, as mesmas são
desengraxadas (exceto os chassis, onde estes são pendurados direto ao jateamento de tinta),
enxaguadas, secadas na estufa, jateadas, limpadas e pintadas o fundo com a máquina de spray.
Após isto, com a rolagem dos cabides as peças encaminhadas ao forno são enviadas ao
acabamento de pintura e enviadas novamente ao forno para a secagem das peças sendo
enviados ao setor de controle de qualidade da pintura para verificação da pintura das peças.
Depois de pintadas as peças são enviadas para a montagem, cada posto de montagem
de cada chassi (seja de máquinas pulverizadas, semeadoras, fertilizadoras) através do
almoxarifado as peças são enviadas aos postos dos montadores para que seja seguido
juntamente do manual de cada máquina a realização da montagem. Depois das peças já
montadas nas máquinas, são realizados testes junto com o setor de qualidade para verificar se
há falhas na máquina. Este último teste tem a finalidade de verificar se a máquina vai
funcionar no campo e se todas as peças foram montadas corretamente.
Depois do processo produtivo, as máquinas agrícolas já prontas sendo elas modelos de
plantadoras, semeadoras, pulverizadores, acopladores e preparação de ração animal, – com a
aprovação da qualidade é enviada ao estoque/armazenagem para que um comando seja dado
ao setor de comercial que a máquina está pronta e pode ser faturada. O comercial por sua vez,
faz o pedido que é lançado ao financeiro para condições de pagamento e emitida a DANFE
(documento auxiliar da nota fiscal eletrônica).
Por fim, o setor de carregamento/expedição faz o processo de embalagem e carrega ao
caminhão para que possa ser destinada até ao cliente. Depois da máquina recebida pelo

43
cliente, o setor de pós-vendas entra em contato com o mesmo, para que analisem o
atendimento e a máquina.
4.1.2 Descrição Geral dos processos de produção para peças de conjuntos fundidos
O processo de produção das peças de conjuntos fundidos que são peças fabricadas no
setor da fundição tem a seguinte estrutura conforme o fluxograma abaixo:
Figura 14 - Fluxograma do processo de produção de conjunto fundido
Fonte: Elaboração própria (2016).

44
O procedimento da fundição começa com três processos de fabricação. O primeiro e
mais importante é o pedido de fabricação através do setor PCP fábrica, que é recebido do
almoxarifado e verificam a falta das peças fundidas, mandando a programação através de
cartões kanban para o PCP fundição. Além da programação da fábrica, o PCP da fundição
recebe dos clientes que compram diretamente lá a especialidade da cada peça, se a peça é
somente fundida, ou precisa ter um acabando de pintura, especifica da cor vermelha (cor
padrão de fabricação de máquinas agrícolas). Já a terceira programação ocorre através da
empresa matriz que gera os pedidos de exportação.
Então, após os procedimentos a cima o PCP (fundição) verifica a disponibilidade de
matéria prima que é solicitado ao setor de compras através da ordem de compra. O fornecedor
entrega a mercadoria para o setor de recebimento analisa a pesagem da mercadoria e enviado
uma amostra para o laboratório da fundição. O laboratório tem a função e dever de verificar se
a densidade da matéria prima é igual ao padrão de fabricação. Se rejeitada, a mercadoria é
enviada novamente ao fornecedor trazendo outra até encontrar a densidade certa para a
fabricação.
A aprovação do material é destinada ao setor de modelaria, que tem a função de
fabricar as placas e os moldes para a fusão das peças. As placas de moldes em si, são
terceirizados e para que o material que se fixa no molde grudar, é necessária uma mistura na
centrifugadora onde a modelagem destina o material recebido como água, bentonita, areia e
carvão que funcionam como aglomerante para misturar e enviar através de uma esteira até o
operador para preencher o molde. Com o PCP no controle, são feitos cartões kanban para que
na hora do vazamento verifiquem o tipo de peça que está sendo vazado. A modelaria é o
principal fornecedor para ambos os departamentos: macharia (fabricação de machos) e
modelagem (fabricação de moldes), ambos trabalham em conjunto para que o liquido vazado
seja formada a espessura correta da peça.
Em quanto são feitos os moldes, o recebimento também destina a macharia para fazer
os machos de peças. Estes machos ficam na estrutura do molde para que o vazamento de ferro
caia no molde até o macho sem derreter a areia e sem vazar dando um desperdício e
retrabalho. Por isto, é necessária a aprovação do laboratório para verificar as densidades
químicas da matéria prima. Após os moldes e os machos prontos juntamente com o operador
que recebe a areia para o molde e coloca o macho dentro, os dois lados do molde são fechados
e encaminhados através da máquina para outro ambiente (posicionado no lado) para que
ocorra o vazamento de ferro conforme Figura 15 abaixo:

45
Figura 15 – Caixa de molde com machos preenchidos
Fonte: Pesquisa (2016).
Com os moldes e machos já a espera do vazamento, o forno é responsável para que os
materiais sejam derretidos. O operador da fusão (que fica localizado ao forno) recebe
mercadorias da fábrica de qualquer setor não reaproveitáveis ou com defeito de fabricação
que são chamados de refugos (além da fábrica, também é comprada sucatas para derretimento,
que são feitas ordem de compra pelo PCP da fundição). Se as peças recebidas da fábrica
forem pintadas, são enviadas ao jateamento de granalha que retira toda a impureza da peça
tirando materiais que para a fusão são extremamente perigosos.
O derretimento dos materiais em andamento no forno a uma temperatura de 1.500°C
graus, o laboratório faz amostras de 20 em 20 minutos com bolachas de ferro que são
visualizadas por meio do spectro e repassadas às informações de componentes ao computador.
Se caso houver um elemento químico como Cr (cromo) na matéria prima que está sendo
derretido, o laboratório tem a função de avisar imediatamente o operador da fusão para que
pare com o procedimento de fusão e jogue em panelas de resíduos para descarte. Este material
é altamente tóxico, inimigo do metal para a aglomeração de elementos utilizados na areia
verde (areia do molde) não é utilizado.
Depois o forno ter derretido as sucatas é ocorrido o vazamento de ferro fundido a
temperatura aproximada a 1400 a 1420°C graus tendo dois cartões de temperatura. O
operador da fusão separa em panelas para que o operador do vazamento possa vazar nos
quatro corredores de moldes. Está operação é repetida cinco vezes ao dia para não parar o
processo produtivo da fundição, já que a demanda é grande.
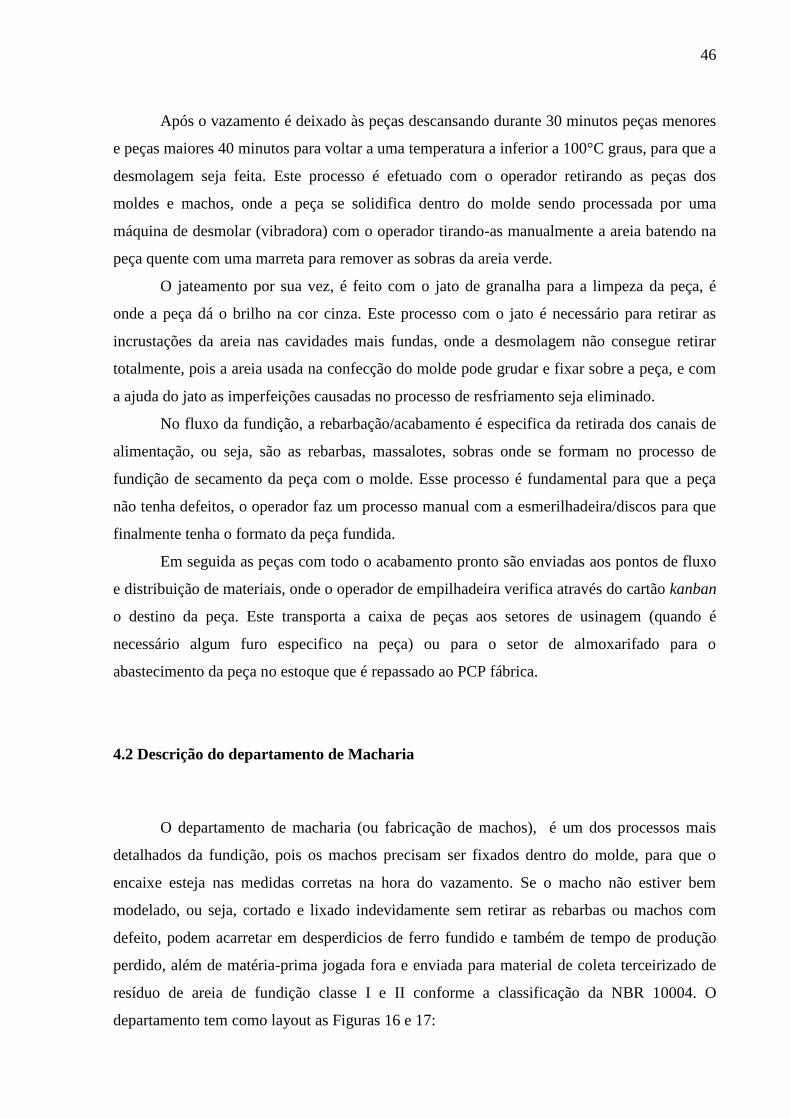
46
Após o vazamento é deixado às peças descansando durante 30 minutos peças menores
e peças maiores 40 minutos para voltar a uma temperatura a inferior a 100°C graus, para que a
desmolagem seja feita. Este processo é efetuado com o operador retirando as peças dos
moldes e machos, onde a peça se solidifica dentro do molde sendo processada por uma
máquina de desmolar (vibradora) com o operador tirando-as manualmente a areia batendo na
peça quente com uma marreta para remover as sobras da areia verde.
O jateamento por sua vez, é feito com o jato de granalha para a limpeza da peça, é
onde a peça dá o brilho na cor cinza. Este processo com o jato é necessário para retirar as
incrustações da areia nas cavidades mais fundas, onde a desmolagem não consegue retirar
totalmente, pois a areia usada na confecção do molde pode grudar e fixar sobre a peça, e com
a ajuda do jato as imperfeições causadas no processo de resfriamento seja eliminado.
No fluxo da fundição, a rebarbação/acabamento é especifica da retirada dos canais de
alimentação, ou seja, são as rebarbas, massalotes, sobras onde se formam no processo de
fundição de secamento da peça com o molde. Esse processo é fundamental para que a peça
não tenha defeitos, o operador faz um processo manual com a esmerilhadeira/discos para que
finalmente tenha o formato da peça fundida.
Em seguida as peças com todo o acabamento pronto são enviadas aos pontos de fluxo
e distribuição de materiais, onde o operador de empilhadeira verifica através do cartão kanban
o destino da peça. Este transporta a caixa de peças aos setores de usinagem (quando é
necessário algum furo especifico na peça) ou para o setor de almoxarifado para o
abastecimento da peça no estoque que é repassado ao PCP fábrica.
4.2 Descrição do departamento de Macharia
O departamento de macharia (ou fabricação de machos), é um dos processos mais
detalhados da fundição, pois os machos precisam ser fixados dentro do molde, para que o
encaixe esteja nas medidas corretas na hora do vazamento. Se o macho não estiver bem
modelado, ou seja, cortado e lixado indevidamente sem retirar as rebarbas ou machos com
defeito, podem acarretar em desperdicios de ferro fundido e também de tempo de produção
perdido, além de matéria-prima jogada fora e enviada para material de coleta terceirizado de
resíduo de areia de fundição classe I e II conforme a classificação da NBR 10004. O
departamento tem como layout as Figuras 16 e 17:
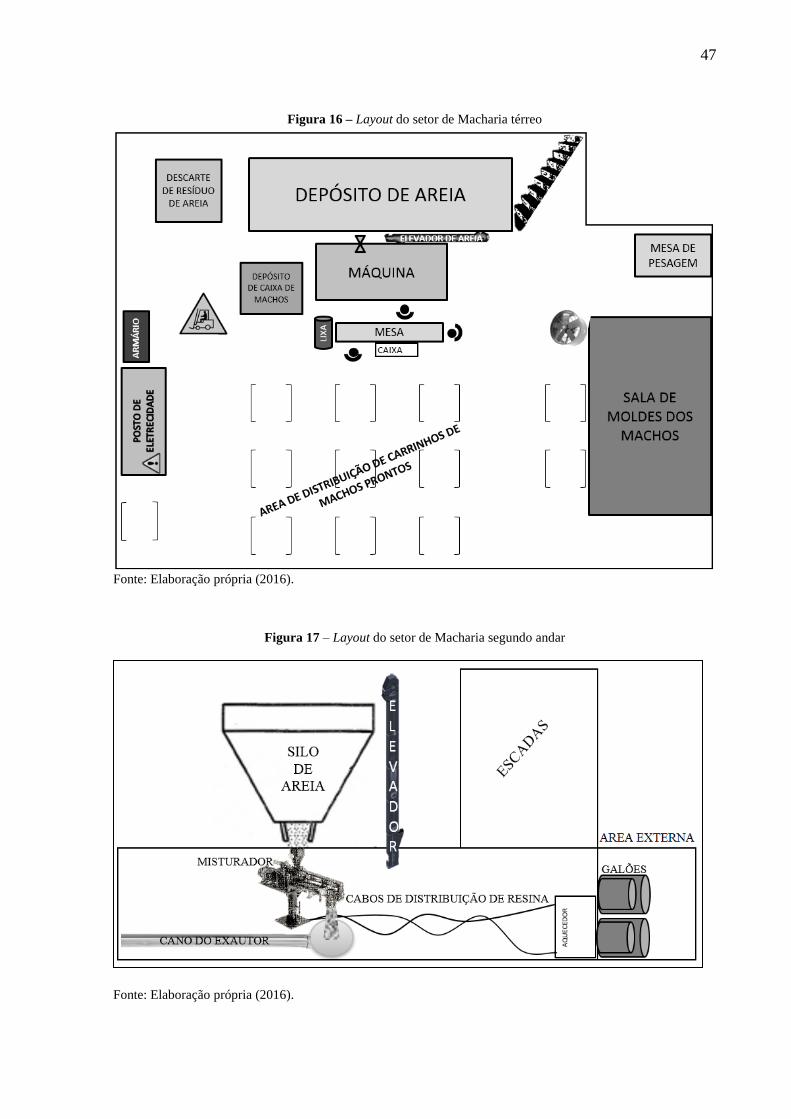
47
Figura 16 – Layout do setor de Macharia térreo
Fonte: Elaboração própria (2016).
Figura 17 – Layout do setor de Macharia segundo andar
Fonte: Elaboração própria (2016).
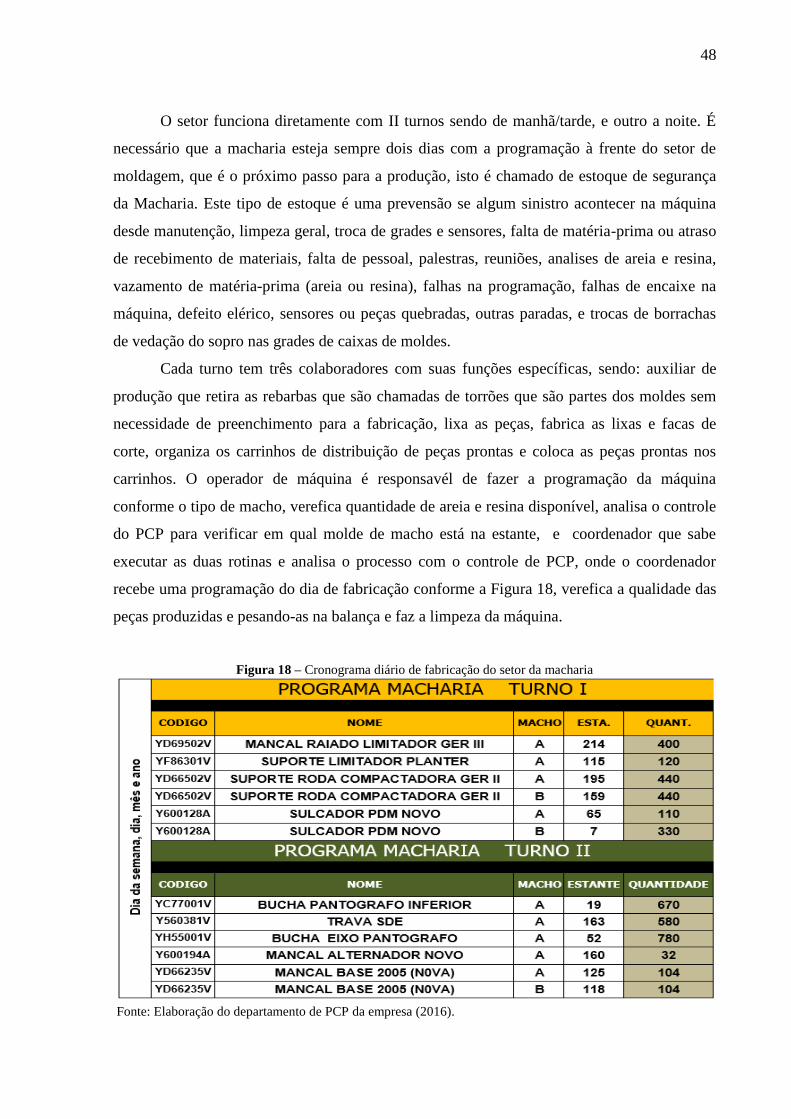
48
O setor funciona diretamente com II turnos sendo de manhã/tarde, e outro a noite. É
necessário que a macharia esteja sempre dois dias com a programação à frente do setor de
moldagem, que é o próximo passo para a produção, isto é chamado de estoque de segurança
da Macharia. Este tipo de estoque é uma prevensão se algum sinistro acontecer na máquina
desde manutenção, limpeza geral, troca de grades e sensores, falta de matéria-prima ou atraso
de recebimento de materiais, falta de pessoal, palestras, reuniões, analises de areia e resina,
vazamento de matéria-prima (areia ou resina), falhas na programação, falhas de encaixe na
máquina, defeito elérico, sensores ou peças quebradas, outras paradas, e trocas de borrachas
de vedação do sopro nas grades de caixas de moldes.
Cada turno tem três colaboradores com suas funções específicas, sendo: auxiliar de
produção que retira as rebarbas que são chamadas de torrões que são partes dos moldes sem
necessidade de preenchimento para a fabricação, lixa as peças, fabrica as lixas e facas de
corte, organiza os carrinhos de distribuição de peças prontas e coloca as peças prontas nos
carrinhos. O operador de máquina é responsavél de fazer a programação da máquina
conforme o tipo de macho, verefica quantidade de areia e resina disponível, analisa o controle
do PCP para verificar em qual molde de macho está na estante, e coordenador que sabe
executar as duas rotinas e analisa o processo com o controle de PCP, onde o coordenador
recebe uma programação do dia de fabricação conforme a Figura 18, verefica a qualidade das
peças produzidas e pesando-as na balança e faz a limpeza da máquina.
Figura 18 – Cronograma diário de fabricação do setor da macharia
Fonte: Elaboração do departamento de PCP da empresa (2016).

49
Esta programação feita pelo excel através do departamento PCP da fundição, recebem
comandos de fabricação feitas pelo PCP fábrica, peças de terceiros do departamento de peças
e peças de exportações enviadas solicitações da empresa matriz, impressos ao coordenador
para verificar quais serão as peças fabricadas no dia. O coordenador passa os comandos para
sua equipe, destinando-se para a sala de moldes para separar as caixas metálicas dos machos
para colocá-los na máquina.
Neste controle a cima observa-se o código da peça que será produzida, a descrição da
peça, o tipo de macho A, B ou C. Estes tipos são para identificar se a peça é pequena ou
grande, sendo A de menor relevância, B de intermediário e C de maior relevância em
quantidade de peso e tempo nos giros na máquina que duram em torno de 1 minuto a 1 minuto
e 40 segundos o giro dependendo a peça, para que o operador possa programar a quantidade
necesária de giros, e a quantidade produzida. Cada caixa de metal de macho é constituída por
aberturas, onde o operador precisa regular a máquina para que ocorra a vazagem de areia e
resina corretamente, em caso de falta de análise é desperdiçado todo o trabalho, pois as
aberturas não serão as mesmas conforme o molde de macho.
As matérias-primas utilizadas para a fabricar os machos são: resina, areia juntamente
com o catalizador. A resina é extremamente necessária para a produção dos machos para que
a areia se torne fixa e resistente a temperatura do vazamento de ferro fundido. É utilizado em
torno de 100 a 150 ml ao dia de resina para cada 16 a 18 kg de areia necessária para a
fabricação dos machos. Esta resina tem quatro galões encontrados na área externa no segundo
andar que comporta a macharia, em média de quatorze dias de produção é necessária a troca
do galão pelo outro. A resina serve para polimerizar a ação através do calor aquecido no
aquecedor que encontra-se na area interna a uma distância de 200 metros do silo e do
misturador. Após aquecida e chegar a termperatura de 35 a 40°C graus, é programado para
transportar por meio de mangueiras até o misturador que é feito as misturas de areia, resina e
catalizador (tendo composição química de acelerar o processo de cura na secagem da areia e
resina em segundos), para que caia na máquina e faça o processo de fabricação.
Já a principal matéria prima para dar a conscistência devida a peça é a areia. Este
material é comprado no estado de Santa Catarina a cada quinze dias, com o coordenador
solicitando o pedido ao PCP fundição para fazer a ordem de compra ao departamento de
compras. O material demora em torno de quinze dias para chegar a fábrica, então o
coordenador e o operador precisam sempre analisar o estoque de areia para não faltar o
material. Após receber a areia e o laboratório faz a análise e aprova, o abastecimento é feito e
a areia fica no chão onde chamam de ‘sugador’, para que aos poucos conforme a necessidade
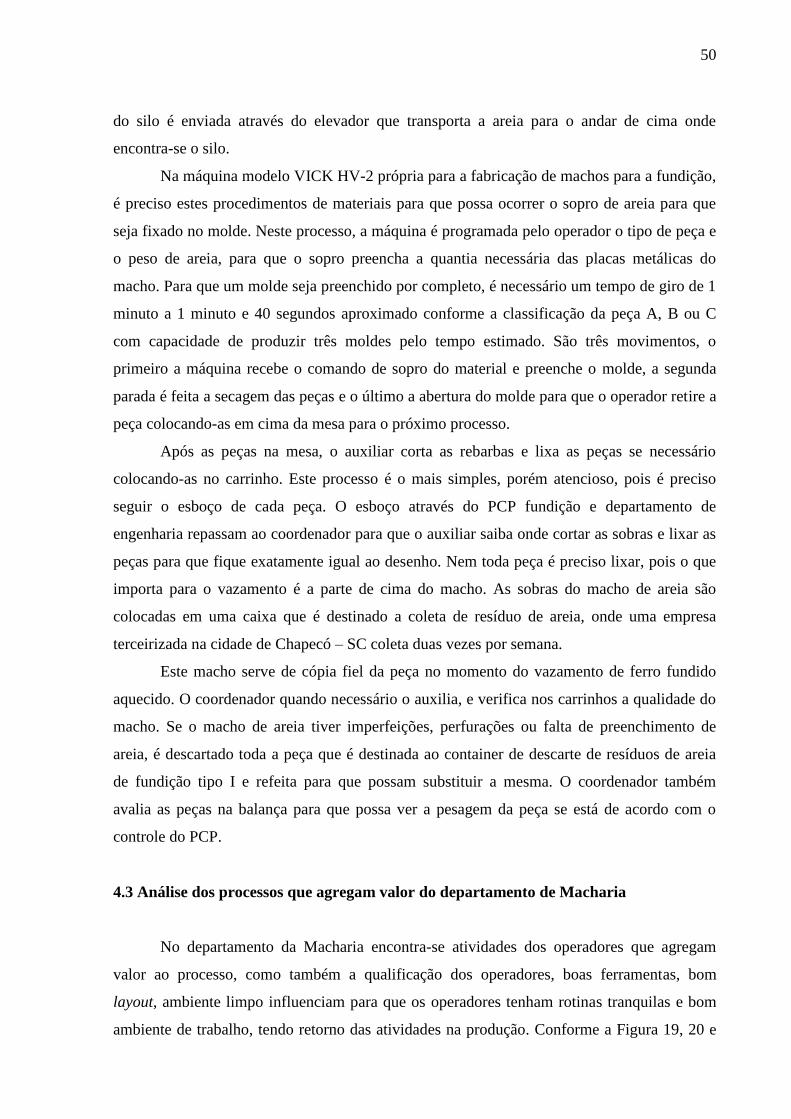
50
do silo é enviada através do elevador que transporta a areia para o andar de cima onde
encontra-se o silo.
Na máquina modelo VICK HV-2 própria para a fabricação de machos para a fundição,
é preciso estes procedimentos de materiais para que possa ocorrer o sopro de areia para que
seja fixado no molde. Neste processo, a máquina é programada pelo operador o tipo de peça e
o peso de areia, para que o sopro preencha a quantia necessária das placas metálicas do
macho. Para que um molde seja preenchido por completo, é necessário um tempo de giro de 1
minuto a 1 minuto e 40 segundos aproximado conforme a classificação da peça A, B ou C
com capacidade de produzir três moldes pelo tempo estimado. São três movimentos, o
primeiro a máquina recebe o comando de sopro do material e preenche o molde, a segunda
parada é feita a secagem das peças e o último a abertura do molde para que o operador retire a
peça colocando-as em cima da mesa para o próximo processo.
Após as peças na mesa, o auxiliar corta as rebarbas e lixa as peças se necessário
colocando-as no carrinho. Este processo é o mais simples, porém atencioso, pois é preciso
seguir o esboço de cada peça. O esboço através do PCP fundição e departamento de
engenharia repassam ao coordenador para que o auxiliar saiba onde cortar as sobras e lixar as
peças para que fique exatamente igual ao desenho. Nem toda peça é preciso lixar, pois o que
importa para o vazamento é a parte de cima do macho. As sobras do macho de areia são
colocadas em uma caixa que é destinado a coleta de resíduo de areia, onde uma empresa
terceirizada na cidade de Chapecó – SC coleta duas vezes por semana.
Este macho serve de cópia fiel da peça no momento do vazamento de ferro fundido
aquecido. O coordenador quando necessário o auxilia, e verifica nos carrinhos a qualidade do
macho. Se o macho de areia tiver imperfeições, perfurações ou falta de preenchimento de
areia, é descartado toda a peça que é destinada ao container de descarte de resíduos de areia
de fundição tipo I e refeita para que possam substituir a mesma. O coordenador também
avalia as peças na balança para que possa ver a pesagem da peça se está de acordo com o
controle do PCP.
4.3 Análise dos processos que agregam valor do departamento de Macharia
No departamento da Macharia encontra-se atividades dos operadores que agregam
valor ao processo, como também a qualificação dos operadores, boas ferramentas, bom
layout, ambiente limpo influenciam para que os operadores tenham rotinas tranquilas e bom
ambiente de trabalho, tendo retorno das atividades na produção. Conforme a Figura 19, 20 e

51
21, nota-se os processos diários dos três colaboradores da empresa com os três processos que
agregam valor entre eles: o que agrega valor ao processo, o que não agrega, o que não agrega,
mas, necessário para o processo e tipo de operação do fluxo de materiais.
Figura 19 – Processos que agregam valor do auxiliar no departamento da Macharia
Fonte – Pesquisa (2016).
No processo do auxiliar observa-se que há poucas atividades que agregam valor ao
processo. Existem mais operações necessárias que não agregam valor ao processo do que, as
que não têm valor ao produto. Na rotina do auxiliar pegar o macho pronto da mesa onde o
operador larga o macho para o próximo processo, é a atividade que agrega valor, pois há
modificação do produto e cortar rebarbas e lixar não agrega, porém é necessário. O resto das
atividades como fabricar lixa não agrega valor ao processo, e movimentações do auxiliar
também não agregam, mas são atividades necessárias.
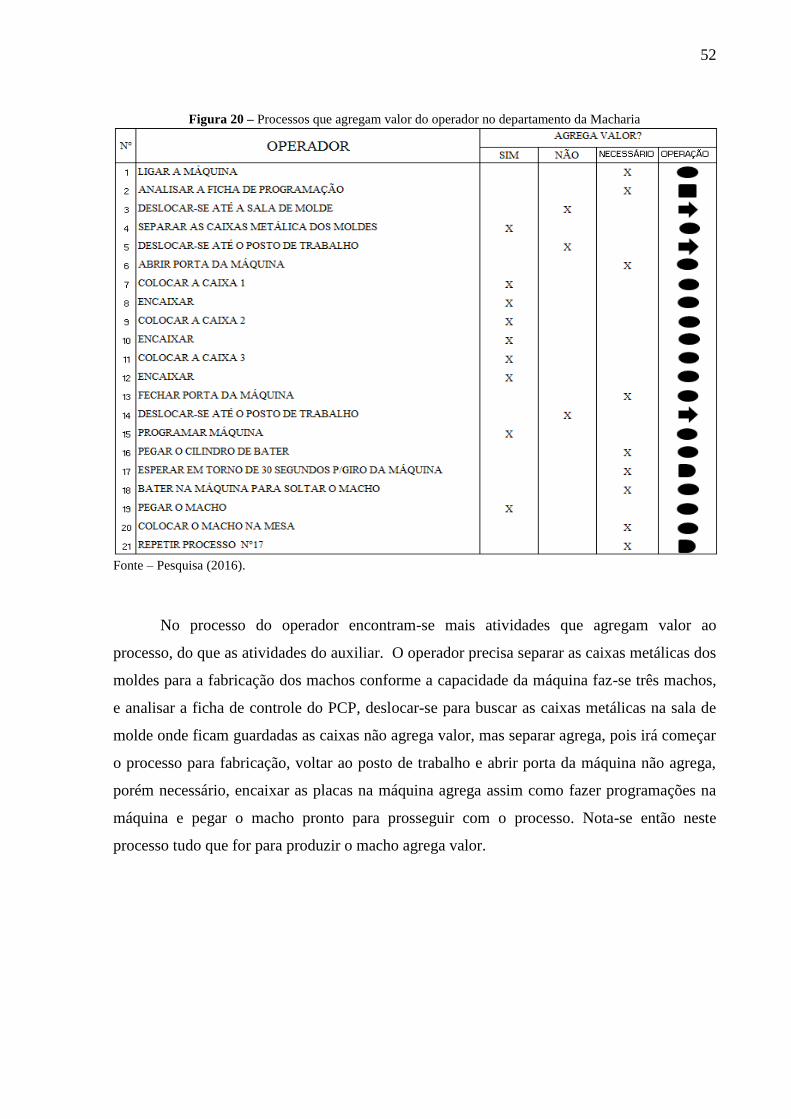
52
Figura 20 – Processos que agregam valor do operador no departamento da Macharia
Fonte – Pesquisa (2016).
No processo do operador encontram-se mais atividades que agregam valor ao
processo, do que as atividades do auxiliar. O operador precisa separar as caixas metálicas dos
moldes para a fabricação dos machos conforme a capacidade da máquina faz-se três machos,
e analisar a ficha de controle do PCP, deslocar-se para buscar as caixas metálicas na sala de
molde onde ficam guardadas as caixas não agrega valor, mas separar agrega, pois irá começar
o processo para fabricação, voltar ao posto de trabalho e abrir porta da máquina não agrega,
porém necessário, encaixar as placas na máquina agrega assim como fazer programações na
máquina e pegar o macho pronto para prosseguir com o processo. Nota-se então neste
processo tudo que for para produzir o macho agrega valor.

53
Figura 21 – Processos que agregam valor do coordenador no departamento da Macharia
Fonte – Pesquisa (2016).
Na rotina do coordenador há poucas atividades que agregam valor ao processo como
analisar a ficha de programação do PCP, pegar o macho e pesar na balança e verificar o
processo do auxiliar e operador. Já as outras atividades, encontra-se como não agrega valor,
mas necessário, e não agrega valor ao processo o que corresponde maior parte das atividades.
Nos processos de todos os colaboradores do departamento em suas rotinas, observa-se
que são poucas as atividades que agregam valor ao processo, porém maior parte das
atividades é necessária, mas não agregam valor. Neste contexto, no momento da contratação
destes colaboradores, é realizado um recrutamento interno para verificar conhecimento e
habilidades do auxiliar e operador e conhecer o processo e regras da empresa.
Pelo setor ser localizado na fábrica da fundição na parte esquerda da empresa, onde é o
último setor a ter fluxos de pessoas, a rotatividade é baixa, pois não ficam concentrados 100%
ao barulho e expostos ao calor não tendo à necessidade de usar força e ambiente de trabalho
não é exposto a sujeira, o que aumenta chances do colaborador estar satisfeito com suas
atividades.
54
4.4 Melhoria contínua no processo produtivo da Macharia utilizando a P+L
Após analisar a estrutura do processo produtivo da macharia monitorando desde a
entrada da matéria-prima areia e saída do macho pronto ao próximo passo para moldagem,
diagnosticou que no ano de 2016, até o terceiro trimestre, houve grande quantidade de
resíduos no departamento da Macharia como EPI’S contaminados (como luvas, macacões,
mascarás e óculos) totalizando 42 m3 de containers, resíduo de areia de fundição classe I
(como restos de torrões misturados com resina de fenol e catalisador, e areia pronta
desperdiçada durante o processo) totalizando 483m3 de containers, e resíduos diversos
contaminados com óleo (como mangueiras, e outros lubrificantes) 42,6 m3 de containers.
Estes containers são de uso da empresa terceirizada que faz a coleta uma vez por
semana dependendo o preenchimento da capacidade máxima do container. Os resíduos são
destinados até o estado de Santa Catarina sede da empresa terceirizada, e tem destinação
como aterro industrial e no coprocessamento de cimento. Neste processo a empresa
contratante paga pela logística do serviço de retirar o container e transportar até o destino.
Em análises do departamento encontram-se certas perdas de areia no processamento
que geram grandes resíduos. Estas perdas são feitas através da areia misturada no silo e com a
máquina do misturador que faz a mistura da areia, da resina e do catalizador que em seguida,
após a mistura é largada em forma de jato na máquina para fazer o macho. Este
processamento é feito no segundo andar para o primeiro, já que a máquina encontra-se no
primeiro andar e o misturador no segundo. Como grande parte da areia é despejada na
máquina numa altura de distância entre ambas de 60 cm, a sugestão com a P+L é de colocar
um tubo ou um funil onde areia não seja desperdiçada no processo evitando esta distância
entre os equipamentos, não sujando a máquina e o chão evitando a limpeza duas vezes ao dia
do operador, e eliminando o desperdício nesta parte diminuindo o consumo de matéria-prima.
Outra análise feita é de reaproveitar a areia fenólica existe um equipamento que parte
da areia possa ser recirculada novamente, é adquirindo um equipamento de regeneração
mecânica de areia de fundição. Este equipamento novo no mercado fabricado pela empresa
MSP, pode ser reutilizado com cinco toneladas de areia por hora, faz com que a areia e seus
aglomerados químicos ligantes como resina de fenol através de sistema auto abrasão por
centrífugos, ocorre à separação das partículas finas de areia retirando materiais magnéticos e
resfriando a areia em seguida. Com a P+L, isto é eficaz para ter redução de refugos,
desperdícios e matéria-prima utilizada no processo e economia do custo de terceirização e
insumos o que compensaria futuramente o gasto com a máquina.

55
Outra sugestão é o desperdício da areia no fechamento da placa do molde que
compressa a máquina no vazamento da areia para preencher o macho. Esta placa metálica tem
duas cavidades, sendo à parte de baixo e a parte de cima que juntamente a máquina é
‘grudada’ para vazar a areia processada na placa, que forma em espécie de vácuo aos lados
vazando uma pequena quantidade de areia fora do molde. Então, como sugestão para não ter
grande excesso de areia desperdiçada neste processo é colocando borrachas grossas de 1 cm
de espessura em volta da placa metálica para fazer o fechamento total sem ocorrer
espaçamentos e desperdícios. Este processo da borracha para prensar bem os lados da placa
custa em torno de R$ 1,30 cada borracha, sendo que este pode ser comprada em três unidades
e deve ser reaproveitada em outras placas.
Dentro das metodologias da P+L, a modificação do processo ou de matéria prima é
válida para melhoria contínua. Neste caso avaliar as cavidades do molde metálico que é
produzido pela modelagem (departamento anterior da macharia), é capaz de diminuir o
excesso de rebarbas que se encontram na placa metálica e também, a diminuição do processo
do auxiliar em cortar e lixar o macho e da matéria prima que será produzida. Neste contexto,
seria importante a empresa avaliar as caixas metálicas dos moldes de machos, utilizando
placas redondas ao invés de quadradas, já que teria uma probabilidade de diminuição.
Outras formas da empresa buscar inovações sustentáveis no processo conforme a P+L,
é ter uma continuidade em melhorias através de um grupo de ecotime, para que fizessem as
investigações sempre que necessário para verificar os desperdícios tendo controle em
planilhas e relatórios, e um departamento de pesquisa e desenvolvimento para aprimorar
conhecimentos e testá-los e aplicá-los na empresa, fazendo especializações, cursos, visitas
técnicas para estar à frente em nível de competitividade no mercado.
Com a P+L também é possível criar relatórios de desperdícios de toda parte onde há
matéria-prima utilizada, neste caso a areia, resina, catalisador, inclusive borrachas e madeiras
que são usadas para fabricação de lixas e rebarbas. Estes relatórios precisam ser diários para
ter um controle mensal e sempre verificar as causas de problemas. Já para melhoria contínua
destes processos e outros, é importante ter uma ferramenta como kaizen para o processo para
sempre ter um ciclo de melhorias e verificação dos problemas e maneiras de serem resolvidos.
Para tais melhorias no processo descritas, foi elaborado através da ferramenta de
gestão um plano de ação como 5W2H para eventuais processos conforme a Figura 22.

56
Figura 22 – Plano de ação utilizando a P+L no departamento de macharia
Fonte: Pesquisa (2016).
Na utilização da P+L é possível fazer modificações de processo sem ter custos e
também modificação de equipamentos, já que na maioria das fábricas de fundição são de uso
de equipamentos e máquinas antigas, neste caso uma das sugestões é fazer um investimento e
adquirir máquinas novas com uma tecnologia avançada que não ocorra desperdícios, focando
na redução de impacto ambiental, social e econômico empresarial.

57
5. CONCLUSÃO
Este estudo descreve analisa e propôs melhorias no processo produtivo em uma
indústria metalmecânica, levando em consideração a diminuição de resíduos, processos,
energia, gases e matérias-primas, utilizando conceitos e soluções simples com técnicas
baseadas nas ferramentas da P+L. Os resultados podem ser satisfatórios para a empresa que
deseja implementar, pois este estudo propôs melhorias no processo em um setor onde havia
maior desperdício.
No desenvolvimento do estudo observou-se a importância de que todas as empresas
necessitam ter pessoas envolvidas para garantir resultados satisfatórios, já que no processo de
fabricação da fundição, maior parte dos processos são manuais, ou seja, necessitando de
colaboradores para a execução das mesmas.
Neste contexto, a P+L tornou-se uma ferramenta competitiva e inovadora para a
gestão de diversos segmentos empresariais, gerando recursos naturais e sustentáveis para que
as empresas alcancem seus objetivos de forma ambiental e reestruturando seu contexto
organizacional, gerando recursos que eram considerados escassos com outras formas de
renda, prevenindo acidentes tanto ambientais quanto sociais.
Em objetivos deste estudo, levou-se como primeiro passo a descrição dos processos de
produção de toda a empresa, apresentando seus fluxogramas, funcionamentos de
departamentos, ferramentas de gestão que a empresa utiliza como kanban.
Analisou-se como principal foco do trabalho, o processo do departamento da macharia
localizado na fábrica de fundição. Detalhou-se o processo do departamento com as rotinas que
agregam valor dos operadores, para verificar retrabalhos, desperdícios e atividades
necessárias, mas que não agregam valor ao produto. Também foi desenhado o layout do
departamento e estudou-se que o layout não interferia no processo.
Como sugestão de melhorias utilizando a P+L, diagnosticou-se por meio da análise
desperdícios, retrabalhos, falta de departamentos como pesquisa e desenvolvimento e ecotime
para que possam acompanhar processos inovando e verificando para continuidade do processo
sustentáveis, diminuição de gases poluentes, economia, substituição de possíveis insumos.
Também verificou-se limitações de sugestões e implementações para realizar este
estudo, pois é difícil quebrar paradigmas de gestores e diretores nas empresas atualmente.
Conclui-se que a metodologia abordada possa servir de exemplo a ser ampliado para
estudos futuros e também para demais processos da empresa, como expansão a outros setores
da fábrica que necessitam de transformações e analise de processo.

58
REFERÊNCIAS
ALBUQUERQUE, V. A.; GOMES, M. L. B.; SILVA, R. M.; PADILHA, I. A. As práticas de
sustentabilidade empresarial no APL calçadista de Campina Grande. In: ENCONTRO
NACIONAL DE ENGENHARIA DE PRODUÇÃO, 32., 2012, Bento Gonçalves. Anais...
Bento Gonçalves: ENEGEP, 2012.
ALENCAR, J. L. S. de.; SIMONI, J. H.; FIORELLI, M. N.; ANGELIS NETO, G. de.
Sistema de gestão ambiental e ISSO 14000 na indústria têxtil: a sustentabilidade como
tendência. Revista Eletrônica em Gestão, Educação e Tecnologia Digital, Santa Maria, v.
19, n.2, p. 575-586, 2015.
BARBIERI, J. C. Gestão Ambiental Empresarial: Conceitos, Modelos e Instrumentos. São
Paulo: Saraiva, 2004.
BARDIN, L. Análise de conteúdo. 1 ed. São Paulo: Edições 70, 2011.
CAPRA, F. Sustentabilidade é o respeito à capacidade da natureza de gerar vida. Bio -
Revista Brasileira de Saneamento e Meio Ambiente, Rio de Janeiro, Ano XIII, nº 25, 2003.
CARDOSO, R.R.; NETO, M. M. F.; FREITAS, A. L. P. Proposta de emprego do ciclo PDCA
e de ferramentas da qualidade na melhoria continua do sistema de gestão de uma instituição
pública de ensino. In: CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO, 2014,
São Paulo. Anais... São Paulo: CNEG, 2014.
CERVO, A. L.; BERVIAN, P. A.; SILVA, R. Metodologia científica. 6. ed. São Paulo:
Pearson Prentice Hall, 2007.
CNTL – Centro Nacional de Tecnologias Limpas. Implementação de programas de produção
mais limpa. Centro Nacional de Tecnologias Limpas SENAI-RS/UNIDO/UNEP, Porto
Alegre, RS, p. 42, 2003.
CONSELHO EMPRESARIAL BRASILEIRO PARA O DESENVOLVIMENTO
SUSTENTÁVEL. Guia da produção mais limpa: faça você mesmo. Porto Alegre, 2008.
Disponível em:< http://www.gerenciamento.ufba.br/Downloads/guia-da-pmaisl.pdf>. Acesso
em: 10/09/2016.
CORREIA, A. M.; SANTOS, M. J.; CARNIELLO, M. F. Gestão ambiental empresarial:
aspectos das empresas certificadas pelo sistema de gestão ambiental por unidade de federação.
In: ENCONTRO LATINO AMERICANO DE INICIAÇÃO CIENTÍFICA, 15., 2011, São
José dos Campos. Anais... São José dos Campos: INIC, 2011.
CRUZ, P. M.; FERRER, G. R. Direito, Sustentabilidade e a premissa tecnológica como
aplicação de seus fundamentos. Revista Sequência, Florianópolis, v. 36, n. 71, p. 239-278,
2015.

59
FERNANDES, J. L.; QUALHARINI, E. L.; FERNANDES, A. S. da C.; NÓBREGA, M. de
J.R. da. Um estudo da produção mais limpa na gestão ambiental. Revista Augustus, Rio de
Janeiro, v.20, n. 39, p. 52-64, 2015.
FROEHLLICH, C. Publicações internacionais sobre sustentabilidade: uma revisão de artigos
como uso da técnica de análise de conteúdo qualitativo. Revista ADM, Santa Maria, v. 7, n.
2, p. 178-195, 2014.
FUSCO, L. Padronização de atividades operacionais no setor de usinagem de uma
empresa metal mecânica. Dissertação 2015, 230 p. (Graduação em Engenharia Produção) –
Engenharia de Produção, Universidade Estadual de Maringá, Maringá, 2015.
GIL, A. C. Métodos e técnicas de pesquisa social. 5. ed. São Paulo: Atlas, 1999.
GOLLO, B. L.; PANDOLFO, A.; MARTINS, M. S.; BARBACOV, N.; GOMES, A. P.;
DAL’MORO, P. Análise da sustentabilidade socioambiental de uma empresa no ramo têxtil
da cidade de Erechim/RS. Revista de administração IMED, v. 3, n. 1, p. 19-32, 2013.
GONÇALVES, J. P. Desempenho Organizacional: Seminário Econômico. São Paulo: 2002.
GUIMARÃES, J. C. F.; SEVERO, E. A.; PEREIRA, A. A.; DORION, E. C. H. Inovação no
processo e melhoria contínua em uma indústria de plásticos de pólo moveleiro da serra
gaúcha. Revista Eletrônica Sistema e Gestão, São Paulo, v.8, n. 1, p. 34-43, 2013.
GUIMARÃES, J. C. F.; SEVERO, E. A.; LIMA, D. C. Inovação e Produção. In: SEVERO,
E. A.; GUIMARÃES, J. C. F.; PEREIRA, A. A.; DORION, E. Gestão e Inovação ambiental
com ênfase na produção mais limpa: um estudo em indústrias metal-mecânica de Caxias do
Sul. Caxias do Sul: Maneco, 2012, p. 171-186.
GUIMARÃES, J. C. F.; SEVERO, E. A.; SENNA, P. Critérios de produção mais limpa e
maturidade de gestão de projetos: uma análise de structural e quationmodelingem indústrias
brasileiras. In: CLEANER PRODUCTION TOWARDS A SUSTAINABLE TRANSITION,
5., 2015, São Paulo. Anais... São Paulo: CP, 2015.
GUIMARES, J.C.F.; SEVERO, E.A; ROCHA, J.M , OLEA, P.M. Critérios de decisão para
a Implementação da produção mais limpa. Caxias do Sul: 2013.
HINZ, R. T. P.; VALENTINA, L. V. D.; FRANCO, A. C. Sustentabilidade ambiental das
organizações através da produção mais limpa ou pela avaliação do ciclo de vida. Estudos
tecnológicos, São Leopoldo, v. 2, n. 2, p. 91-98, 2006.
INTERNATIONAL ORGANIZATION FOR STANDALIZATION. ISO 14000:
Environment management. Disponível em:
<http://www.iso.org/iso/home/standards/management-standards/iso14000.htm>. Acesso em:
27 mar. 2016.
KACH, S. C.; OLIVEIRA, R. J.; VEIGA, L. R.; GALHARDI, A . Mapeamento do fluxo de
valor: otimização do processo produtivo sob a ótica da engenharia da produção. In: Simpósio
de excelência em gestão e tecnologia – SEGeT, 11., 2014, Rio de Janeiro. Anais... Rio de
Janeiro: SEGet, 2014.

60
LEITE, J.V. G. A. Melhoria de processo operacional utilizando mapa de fluxo de valor
em uma indústria metal-mecânica. Dissertação (Graduação em Engenharia Produção) –
Engenharia de Produção, Universidade Estadual de Maringá, Maringá, 2015.
LEMOS, A. D. C. A produção mais limpa como geradora de inovação e competitividade:
o caso da fazenda cerro do tigre. Dissertação (Mestrado em Administração) – Departamento
de Administração, Universidade Federal do Rio Grande do Sul, Porto Alegre, 1998.
LOPES, L . J.; NETO, M. S.; ARGOUD, A. R. T. T.; JUNIOR, J. B. de C.; PIRES, S. R. I.
Uma análise das práticas de green supply chain management e certificação ISSO 14001 no
setor automobilístico brasileiro. Revista de Administração da UNIMEP, Piracicaba, v.13,
n.1, p. 165-188, 2015.
MARCONI, M. A.; LAKATOS, E. M. Metodologia científica. 6. ed. São Paulo: Atlas, 2011.
MEDEIROS, D. D.; CALABRIA, F. A.; SILVA, G. C. S.; FILHO, J. C. S. Aplicação da
produção mais limpa em uma empresa como ferramenta de melhoria contínua. Revista
Produção, São Paulo, v. 17, n.1, p. 109-128, jan/abr. 2007.
MESQUITA, D. C. V.; MESQUITA, W. G.; SOUZA, L. R. S. Implementação do
mapeamento de flux de valor de uma montadora de veículos denominada empresa Beta.
Revista Exacta – Engenharia da Pordução, São Paulo, v. 12, n. 2, p. 197-208, 2014.
MOLDAN, B.; JANOUSKOVA, S.; HAK, T. How to understand and measure environmental
sustainability: Indicators and targets. Ecological Indicators, 2011.
NARA, E.O.B.; GERHARD, G.; SEHN, K.T.; MORAES, J.A.R.; SILVA, A.L.E. Aplicação
da metodologia de produção mais limpa em um processo de rotomoldagem como uma
ferramenta sustentável aplicada à segurança do trabalho. Revista Exacta – Engenharia da
Produção, São Paulo, v.13, n.1, p. 377-389, 2015.
OLIVEIRA, J. F. G. de.; ALVES, S. M. Adequação ambiental dos processos usinagem
utilizando Produção mais limpa como estratégia de gestão ambiental. Revista Produção, São
Paulo, v. 17, n.1, p. 129-138, jan/abr. 2007.
OLIVEIRA, A. A.; SCHIMIGUEL, J. Produção enxuta: estudo de caso de uma melhoria
Kaizen em uma empresa automotiva. Revista Reverte – Revista de estudos e reflexões
tecnológicas da FATEC de Indaiauba, São Paulo, v. 13, n.13, p. 38-53, 2015.
PIMENTA, H. C. D; GOUVINHAS, R. P. A produção mais limpa como ferramenta de
sustentabilidade empresarial: um estudo no estado do Rio Grande do Norte. Natal: 2010.
PORTER, M.; LINDE, C. V. D. Green and Competitive: ending the stalemate. Harvard
Business Review, p.120-134, 1995.
QUEIROZ, M. T. A.; LIMA, L. R. P.; ALUIM, L. B.; LEÃO, M.M. D.; AMORIM, C. C.
Gestão de resíduos na indústria têxtil e sua relação com a qualidade da água: estudo de caso.
Revista Iberoamericana de Engenharia Industrial, Florianópolis, v. 8, n. 15, p. 114-135,
2016.
61
RODRIGUES, J. T. M. C.; ALMEIDA, C. S. Produção mais limpa em uma empresa do setor
de construção civil. Revista Eletrônica Produção em Foco, Joinville, v.6, n.1, p. 183-198,
2016.
RODRIGUES, M. M. P. Produção mais limpa aplicada ao processo produtivo de
artefatos em pedra sabão, em oficinas do Distrito de Santa Rita de Outro Preto, MG.
2016, 227 f. Dissertação (Mestrado em Sustentabilidade Socioeconômica e Ambiental) –
Escola de Minas, Universidade Federal de Ouro Preto, 2016.
ROESCH, S. M. A. Projetos de estágio e de pesquisa em administração: guia para
estágios, trabalhos de conclusão, dissertações e estudo de caso. 3. ed. São Paulo: Atlas, 2007.
ROTHER, M.; SHOOK, J. Aprendendo a enxergar o fluxo de valor para agregar valor
eliminando o desperdício. 1 ed. Rio de Janeiro: Lean Institute Brasil, 2003.
SANTOS, C. Encontro Latino Americano de Iniciação Científica e XI Encontro Latino
Americano de Pós-graduação. 2011, Vale do Paraíba. Anais... Vale do Paraíba: UVP, 2011.
SANTOS, G. de S. dos.; SEHNEM, S.; FREITAS, M. S. de. Avaliação do nível de
sustentabilidade de um curtume gaúcho à luz do sistema de gestão ambiental (SGA). Revista
de Gestão Ambiental e Sustentabilidade, São Paulo, v. 4, n. 2, p. 102-117, 2015.
SANTOS, J. G.; CARNEIRO, V. C. V.; RAMALHO, A. M. C. Sustentabilidade e produção
mais limpa: Um estudo sobre as implicações na vantagem competitiva empresarial. Revista
Metropolitana de Sustentabilidade, São Paulo, v.5, n.2, p. 34-48, 2015.
SEVERO, E. A.; GUIMARÃES, J. C. F.; CRUZ, M. R. da.; DORION, E. Produção mais
limpa, inovação em processo e benefício ambiental: um estudo de caso em uma indústria
do polo metalmecânico da Serra Gaúcha. São Paulo: 2011.
SEVERO, E. A.; OLEA, P.M.; MILAN, G.E.; DORION E. Produção mais limpa: o caso do
arranjo produtivo local metalmecânico automotivo da Serra Gaúcha. In: 2st International
Workshop Advances in Cleaner Production, UNIP, São Paulo, 2009.
SILVA, E. H. D. R. da.; LIMA, E. P. de.; COSTA, S. E. G. da.; SANT’ANNA, A. M. O.
Análise comparativa de rentabilidade: um estudo sobre o índice de sustentabilidade
empresarial. Gestão da Produção, São Carlos, v. 22, n. 4, p. 743-754, 2015.
SILVA, E. L.; MENEZES, E. M. Metodologia da pesquisa e elaboração de dissertação. 3.
ed. Florianópolis: Laboratório de Ensino a Distância da UFSC, 2001.
SIVA, J.C.B.; QUELHAS, O.L.G. Análise Comparativa de Modelos e Praticas de Gestão
Ambiental: O Uso da Produção mais Limpa nos Canteiros de Obras. Revista de
Administração Geral, Macapá, v.1, n.2, p.41-59. 2016.
SILVA, R. C. da. Financiamento para produção mais limpa: a análise do caso brasileiro.
2003, 92 f. Dissertação (Mestrado em Administração Pública) – Fundação Getúlio Vargas,
Rio de Janeiro, 2003.

62
SILVA FILHO, J. C. G.; SICSÚ, A. B. Produção Mais Limpa: uma ferramenta da Gestão
Ambiental aplicada às empresas nacionais. In: ENCONTRO NACIONAL DE
ENGENHARIA DE PRODUÇÃO, 23., 2003, Ouro Preto. Anais... Ouro Preto: ENEGEP,
2003.
SOUSA, W. C.; MADEIRA, L. M.; NETO, G. C. O.; SANTOS, J. P. Aplicação da
Ferramenta PDCA para resolução de problemas que influenciam na eficiência no
planejamento de produção: um estudo de caso em uma empresa metalúrgica. In: SIMPÓSIO
EM EXCELÊNCIA EM GESTÃO E TECNOLOGIA, 5., 2013, Rio de Janeiro. Anais... Rio
de Janeiro: SEGeT, 2013.
SOUZA, M. M.; ROCHA, I. M. A.; CARVALHO, M. C. D.; JUNIOR, J. M. M. H.; SOUZA,
V. R. Melhoria em processo de fundição: estudo de caso em empresa de peças para
motocicletas do Pim. In: XXXV ENCONTRO NACIONAL DE ENGENHARIA DE
PRODUÇÃO, 35, 2015, Fortaleza. Anais... Ceará: Enegep, 2015.
TANAKA, W. Y.; MUNIZ Jr., J.; FARIANETO, A. Fatores críticos para implementação de
projetos de melhoria contínua segundo líderes e consultores industriais. Revista eletrônica
Sistema e Gestão, São Paulo, v.7, n. 1, p. 103-121, 2012).
TRIERWEILLER, A. C.; CAMPOS, L. M. S.; CARVALHO, D. N. de.; SANTOS, T. H. S.;
BORNIA, A. C.; PEIXE, B. C. S. Gestão ambiental: levantamento da produção cientifica
brasileira em periódicos de engenharia de produção. Production, v. 24, n. 2, p. 435-450,
2014.
UNEP – International declaration on cleaner production. 2016. Disponível em:
<http://www.unep.fr/scp/cp/network/pdf/english.pdf>. Acesso em: abr. 2016.
UNITED NATIONS ENVIRONMENTAL PROGRAMME INDUSTRY AND
ENVIRONMENT. Voluntary Iniciative for Responsible Entrepreneurship: a question and
answer guide. Industry and Environment, v. 21, n. 1-2, p. 4-9, 1998.
VIEIRA, M. G. Aplicação do mapeamento de fluxo de valor para avaliação de um
sistema de produção. 2006, 129 f. Dissertação (Mestrado em Engenharia Mecânica) – Escola
de Engenharia, Universidade Federal de Santa Catarina, 2006.
WERNER E. de M.; BACARJI, A. G.; HALL, R. J. Produção mais limpa: conceitos e
definições metodológicas. Simpósio de Excelência em gestão da tecnologia. Mato Grosso:
2010.
YIN, R. K. Estudo de caso: planejamento e métodos. 4. ed. Porto Alegre: Bookman, 2010.
ZAMBON, B.P.; RICCO, A. S. Sustentabilidade empresarial: uma oportunidade para
novos negócios. Espírito Santo: 2009.