especialização em microeletrônica com ênfase em...
TRANSCRIPT

1
Especialização em Microeletrônica com ênfase em Microfabricação de Circuitos Integrados
Beijamim Rodrigues de Souza
Belo Horizonte
2008

2
Beijamim Rodrigues de Souza
Etapas dos Processo Fotolitográfico Referência: Processo Fotolitográfico
Monografia apresentada no curso de
Especialização em Microeletrônica com ênfase
em Microfabricação de Circuitos Integrados na
Universidade Federal de Minas Gerais como
requisito parcial para obtenção do título de
Especialista em Microeletrônica com ênfase em
Microfabricação de Circuitos Integrados.
Orientador: Flávio Orlando Plentz Filho
Belo Horizonte
2008

3
À minha mãe

4
Agradecimentos
Ao meu orientador Flávio Orlando Plentz Filho que tornou possível a
realização deste trabalho, à FAPEMIG (Fundação de Amparo a Pesquisa do
Estado de Minas Gerais) pelo investimento financeiro concedido durante os
nove meses do curso, a todos os meus colegas do curso pela amizade e pelo
companheirismo, em especial ao Marco Antônio e ao Thiago Barçante,ao grupo
de pesquisa tecnologica: Lente de contato Personalizada e a minha familia.

5
SUMÁRIO
À minha mãe............................................................................................................... 3 RESUMO .................................................................................................................... 6 Lista de Siglas ............................................................................................................ 7 Lista de Figuras .......................................................................................................... 9 1. Introdução............................................................................................................. 12 2. Breve histórico dos processos Fotolitográficos................................................. 13 3. O Sistema Litográfico .......................................................................................... 17 4. Fabricação do Circuito Integrado ....................................................................... 22 4.1 Sala limpa ........................................................................................................... 24 4.2 Fabricação da Foto Máscara ............................................................................ 30 4.3 Limpeza .............................................................................................................. 35 4.4 Deposição da Camada de óxido ...................................................................... 38 4.5 Fotoresiste.......................................................................................................... 40 4.6 Processo de Formação de Imagem ................................................................. 42 4.7 Resistes Positivos e Negativos ........................................................................ 53 4.8 O Resistes SU-8...........................................................................................53 4.8.1 Resistes Amplificados Quimicamente .......................................................... 62 4.9 Spin Coating (cobertura por meio de velocidade de giro) e espessura do Foto Resiste.............................................................................................................. 65 4.10 Pré-cozimento suave: “Pre-Bake”.................................................................. 68 4.11 Alinhamento ..................................................................................................... 71 4.11.1 Exposição...................................................................................................... 74 4.11.2 Revelação. .................................................................................................... 83 4.12 (PEB) Post Exposure Bake (Cozimento Pós Exposição) “hard-baking” .... 84 4.13 Remoção do Fotoresiste................................................................................. 87 5. Litografia por Ultravioleta Extremo (EUVL), ( de 10nm a 15nm) .................. 89 6 Considerações Finais ........................................................................................... 98 Referência............................................................................................................... 100 Bibliografia .............................................................................................................. 103

6
RESUMO
Esta Monografia consiste em um estudo do processo de Fotolitografia.
Tal estudo foi baseado nos capítulos um e dois do livro: Introduction to
Microelectronic Fabrication Vol. V de Richard C. Jaeger e nas aulas expositivas
que tive durante o curso de Microfabricação. No decorrer do curso me
interessei por esta área de conhecimento de grande importância nos processos
de Microfabricação [1], [2].
A historia do processo de fotolitografia inicia-se em 1817 com Joseph
Nicephore Niepce ao pesquisar formas de tornar permanente em um substrato
uma imagem observada em uma câmera escura. Para isso Niepce utilizou
como substrato placas de vidro, pedras calcárias, placas de cobre e estanho.
Desde o trabalho de Niepce, a fotolitografia foi sendo desenvolvida ao longo
dos anos, sendo que, atualmente, existem vários tipos de materiais foto
sensíveis adequados aos diversos tipos de processos de fabricação de
circuitos integrados e micro-sistemas. Além disso, há uma grande linha de
sofisticados equipamentos que tornaram possíveis melhorias na qualidade e
precisão dos processos fotolitograficos [3].
Atualmente, a maior parte do tempo investido na fabricação de
dispositivos eletrônicos é despendida nos processos fotolitográficos, fato que
se justifica devido ao cuidado e atenção que se deve ter na execução de cada
uma de suas etapas. Uma pequena falha em alguma das etapas do processo
de fotolitografia compromete toda a cadeia subseqüente da fabricação de um
circuito integrado.
Ressaltada a importância do processo fotolitográfico, as várias etapas
que o constituem serão descritas neste trabalho, dentre elas: a fabricação das
máscaras, limpeza das lâminas de Silício, foto resistes, processos de
espalhamento e cozimento dos resistes, processos de alinhamento, exposição,
revelação, remoção e inspeção final dos resistes. Informações importantes
sobre a infra-estrutura necessária para a realização dos processos de litografia
em uma sala limpa também serão descritos.

7
Lista de Siglas
Al - Elemento Químico Alumínio. C - Elemento Químico Carbono. CA - Amplificação Química. CAD - Computer – aided – design ( Projeto Auxiliado por Computador).
CI - Circuito Integrado.
CMOS - Tecnologia de Metal-Óxido-Semicondutor Complementares.
Co - Elemento Químico Cobalto.
DC - Dimensão Critica.
DI - Água Deionizada.
DMSDMA-Dimetilsilildimetilamina. DOF - Profundidade de Foco. DPP - Descarga Produzida por Plasma.
DQN – Diazoquinona-Novalak.
DQ – Diazoquinona.
DRAM - Memória de Acesso Dinâmico Aleatório.
DUV - Ultra Violeta Profundo.
ECR - Ressonância Ciclotrônica de Elétrons.
EUVL - Litografia por Ultra Violeta Extremo.
eV - Elétron Volts.
Fe - Elemento Químico Ferro.
Gap - Intervalo de Energia Proibida.
HMDS - Hexametildisilazano. ICA - Indeno Ácido Carboxílico. LPP - Plasma Produzido por Laser.

8
LER - Rugosidade de borda de linha.MEMS - Sistemas Eletro Micro-Mecânicos.
MPU - Unidade de Micro Processamento Principal.N - Elemento Químico Nitrogênio.
Ni - Elemento Químico Níquel.
NMOS Transistor Metal-Óxido-Semicondutor com canal tipo N.
O - Elemento Químico Oxigênio. PAC - Composto Foto Ativo.
PEB - (Post Exposure Baking), Aquecimento Pós Exposição.
PMOS – Transistor Metal-Óxido-Semicondutor com canal tipo P.
PR – Fotoresiste. RCA - (Radio Corporation of America),Empresa. RET- Resoluções por Esforço Técnico.
RF- Radio Freqüência.
RTP- Processamentos Rapidos de Temperatura.
s – Segundo.
TCE – Tricloroetileno.
TMDS – Tetrametildisilazano.
Ti - Elemento Químico Titânio.
ULSI - Integração de ultra larga escala.
VLSI - (Very LargeScale Integration) Escala Integração Muito Larga.
UV - Ultra Violeta.
VUV - Ultravioleta de Vácuo.

9
Lista de Figuras
Figura 1 Câmera construída (cerca de 1850) por Charles Chevalier ............................. 15 Figura 2 Primeiro exemplo de uma fotografia seguida por gravação úmida. (Museu de Ciências, cortesia da Royal Sociedade Fotolitografica)................................................ 17 Figura 3 Fluxograma dos diferentes sistemas de litografia........................................... 18 Figura 4 Parcela de consumo de tempo por processo, na fabricação de CI’s de memórias de alguns Gigabytes. ................................................................................................... 19 Figura 5 Etapas de fabricação de um diodo de junção p-n (a) a pastilha de Silício é usada como substrato; (b) substrato com camada de Si epitaxial dopado com impurezas tipo n; (c) camada de óxido sobre o Si; (d) ilustração do processo de fotolitografia para sensibilizar certas regiões da resina foto-resistiva; (e) difusão de impurezas tipo p através da janela aberta no óxido; (f) estrutura completa do diodo de junção com contatos metálicos. ...................................................................................................... 21 Figura 6 Exemplo de uma foto mascara....................................................................... 22 Figura 7 Ilustração do plano padrão da lâmina usado para identificar lâminas de 100 mm................................................................................................................................... 24 Figura 8 Relação do rendimento da lâmina, (a) área do circuito menor, rendimento maior, (b) Área do circuito maior rendimento menor................................................... 26 Figura 9 Vista esquemática do projeto de uma sala limpa com o sistema de circulação de ar............................................................................................................................ 29 Figura 10 Esquemático de uma sala limpa duplicada com sistema de circulação independente uma da outra.......................................................................................... 29 Figura 11 Estrutura interior de uma moderna sala limpa, classe 100. .......................... 30 Figura 12 Projeto de um CI usando o terminal interativo gráfico CAD ....................... 31 Figura 13 Processo de construção de máscaras de RX com substrato de Si3N4............ 33 Figura 14 Defeitos na máscara. (a)Pontos na parte clara, (b) pontos claros na parte escura (hold), (c) inclusão, (d) Prostrusion (pendente para fora), (e) quebras, (f) Formação de pontes. ................................................................................................... 34 Figura 15 Formas da limpeza RCA ............................................................................. 36 Figura 16 Processo de oxidação termica em função do tempo x temperatura ,(a) oxigênio seco,(b) oxigênio a base do vapor de água .................................................. 40 Figura 17 Diferença básica entre os resistes positivos e negativos quanto à formação da imagem. ...................................................................................................................... 42 Figura 18 Perfil típico de resiste positivo (usado em microeletrônica), após revelação. 43 Figura 19 Processo de formação de imagem,(a) a luz passa através do reticulo , resultando na formação da imagem na estrutura do resiste, a resolução finita da lente resulta na distribuição da luz, a qual não define claramente a borda, (b) Dist. ideal da intensidade da luz em função do comprimento de onda, o qual é capaz de gerar uma borda s/ inclinação (abrupta) [2] [18] [19]. .................................................................. 44 Figura 20 Contraste do resiste plotado, em termos da espessura x dose de exposição, para um contraste infinito e real do resiste (a) resiste positivo e (b) resiste negativo. ... 45 Figura 21 Curva típica de contraste do resiste positivo remanescente após o desenvolvimento. A espessura em função da dose de exposição é plotada de forma logarítimaca, produzindo a curva aproximadamente linear nas mediações de 0 .......... 47 Figura 22 Curva Característica da espessura do fotoresiste. ......................................... 50

10
Figura 23 Resiste formado pelo DQN (Ester diazoquinona e resina fenolitica Novalak)................................................................................................................................... 53 Figura 24 Espectro de uma lâmpada de xenônio-mercúrio Xe-Hg. .............................. 54 Figura 25 Sistema de resiste negativo. A exposição induz diferentes tipos de mudanças no foto polímero. ........................................................................................................ 57 Figura 26 Bis (aryl) azide- sintetizado em borracha resiste com cyclized poly (cis-isoprene) como matriz da resina. ................................................................................. 59 Figura 27 Estrutura química do éter glicidico de bis-fenol-A (SU-8) ........................... 60 Figura 28 Sistema de Amplificação química [19]. ....................................................... 63 Figura 29 Reações químicas desde a exposição óptica à revelação empregando resiste t-BOC, CA. ................................................................................................................... 64 Figura 30 Estágios de cobertura do resiste sobre a superfície da lâmina e os problemas gerados ....................................................................................................................... 66 Figura 31 Gráfico do processo de espalhamento do fotoresiste na superfície (veloc. versus tempo).............................................................................................................. 67 Figura 32 Espessura do resiste versus a velocidade de espalhamento........................... 68 Figura 33 Forno de Convecsão .................................................................................... 70 Figura 34 (a) Esquematico de uma chapa quente, (b) chapa quente em linha continua, (c) Uma única lâmina na chapa quente. ....................................................................... 70 Figura 35 Aquecimento por infravermelho .................................................................. 71 Figura 36 Aquecimento com fonte de micro ondas. ..................................................... 71 Figura 37 Posicionamento da máscara sobre a lâmina e vise versa .............................. 72 Figura 38 Tipos de alinhamentos de máscara............................................................... 73 Figura 39 Tipos de desalinhamentos (a) direção x, (b) rotacional e (c) descentralizado.................................................................................................................................... 73 Figura 40 Perfil de distribuição da luz na superfície do fotoresiste, após a luz passar através da máscara contendo linha e espaço igual. ....................................................... 74 Figura 41 Refletividade subsuperficial ........................................................................ 75 Figura 42 Efeitos de ondas permanentes, (a) Durante a exposição e (b) após a revelação.................................................................................................................................... 76 Figura 43 Esquemático básico do sistema de exposição por contato ............................ 77 Figura 44 Técnicas de fixação da máscara por proximidade (a) ou (b) por contato direto................................................................................................................................... 79 Figura 45 Esquemático do sistema de exposição passo a passo.................................... 79 Figura 46 Com uma variável abertura pode equilibrar a resolução, DOF, e o rendimento para diferentes aplicações............................................................................................ 81 Figura 47 Padrões de resiste e do dióxido de Silício, resultante do processo da fotolitografia,com resiste positivo ou negativo ............................................................ 83 Figura 48 Ilustrando o aspecto final dos tipos de corrosões Isotropica e anisotropica respectivamente figura 48 (a) e (b) .............................................................................. 86 Figura 49 Linha evolutiva dos processos litográficos com previsões até 2013 ............. 91 Figura 50 Imagens gravadas com resiste em EUV, (AMD).......................................... 92 Figura 51 Sistema óptico em EVUL............................................................................ 95 Figura 52 protótipo de um alinhador para EUVL [25]. ................................................ 97

11
Lista de Tabelas
Tabela 1: Classificações por classe da eficiência de filtração em Sala Limpa [1] ......... 26 Tabela 2: Contraste Típico dos resistes selecionados [19]............................................ 48 Tabela 3: Comparação de resistes [14] ........................................................................ 56 Tabela 4: Parâmetros típicos para processos ópticos [19]............................................. 81 Tabela 5: Processos de remoção completa de fotoresiste [14] ...................................... 87

12
1. Introdução
A superfície geométrica dos vários componentes existentes em um
circuito integrado (CI) é definida pelo processo de fotolitografia descrito
resumidamente a seguir: a superfície do Silício é revestida com uma camada
fotossensível e depois exposta á luz através de uma máscara padrão.. Após a
exposição a camada fotossensível é então desenvolvida, ou revelada, por
exposição à luz, através de um padrão contido na máscara sobre o wafer de
Silício. Superfícies geométricas muito pequenas podem ser precisamente
produzidas por esta técnica [4].
O wafer é o material base utilizado nos processos de fabricação dos
circuitos integrados (CIs). É uma lâmina fina, normalmente circular, de material
semicondutor, geralmente Silício. Os wafers podem ser de outros materiais
como: germânio, quartzo, vidro etc. Sua fabricação consiste no crescimento de
um tarugo (bastão) de Silício (ou outro material) utilizando processos de
crescimento de cristais como Czochralski ou o método Float Zone. O tarugo é
então cortado em fatias finas e têm suas faces polidas, sendo comumente
denominados wafers (lâminas).
O Silício (Si) tem sido o material mais utilizado nos processos de
fabricação dos CI’s devido a algumas propriedades que o tornaram dominante
e propício aos processos de fabricação: ele é um material que pode ser
facilmente oxidado para formar um isolante elétrico de alta qualidade e de
espessura controlada sobre sua superfície. Esta camada de óxido provê
também uma excelente barreira para as etapas seletivas de difusão
necessárias na fabricação dos CI’s. O Si é um elemento abundante na
natureza, tem baixo custo e, quanto às suas propriedades eletrônicas, possui
um gap de energia indireto (energia da banda proibida) de 1,12(eV), bem maior
que a energia térmica à temperatura ambiente e, finalmente, pode suportar
altas temperaturas, tendo um ponto de fusão em 1200 °C [1], [4].
Tendo em vista a importância dos processos fotolitográficos como parte
fundamental na construção dos mais diversos dispositivos eletrônicos, como
nas tecnologias CMOS, NMOS, PMOS e MEMS, ter conhecimento e domínio
dos processos fotolitográficos na construção de uma destas tecnologias citadas
é de suma importância para o bom funcionamento dos dispositivos e da
13
garantia do sucesso do investimento aplicado na fabricação dos mesmos.
No processo de fabricação, as etapas fotolitográficas devem ser
criteriosamente executadas, por exemplo: os tempos de cozimento, exposição
e revelação devem ser rigorosamente controlados, pois caso contrário,
qualquer alteração ou mudança de parâmetros em uma destas etapas pode
comprometer a qualidade desejada no processo. Sendo assim, é fundamental
que o operador esteja seguro dos passos a serem feitos no processo em que
for executar, estando sempre atento aos parâmetros de controle do mesmo.
Esta monografia tem como objetivo descrever de forma mais detalhada
as etapas básicas do processo de fotolitografia anteriormente citadas, dando
ênfase à organização seqüencial de execução de cada etapa, procurando
ressaltar, em cada etapa, suas particularidades, importância e implicações que
podem, de certa forma, influenciar nas demais etapas do processo de
construção dos circuitos integrados.
Para se ter uma melhor compreensão do inicio do processo, alguns fatos
históricos serão explorados no texto e, na seqüência, a infra-estrutura e
funcionamento do ambiente conhecido por sala limpa, local onde se realizam
estes processos de fabricação, serão descritos. O ambiente de uma sala limpa
deve cumprir severas exigências como: controle de temperatura, umidade e
monitoramento do número de particulados no ar, devido à necessidade de
controlar-se a contaminação nos processos de fabricação.
2. Breve histórico dos processos Fotolitográficos
A história da fotografia pode ser contada a partir de experiências
executadas por químicos e alquimistas desde a mais remota antiguidade. Por
volta de 350 a.c, aproximadamente na época em que viveu Aristóteles, na
Grécia antiga, se conhecia o fenômeno da produção de imagens pela
passagem da luz através de um pequeno orifício. Alhazen, por volta do séc.
x, descreveu um método de observação dos eclipses solares através da
utilização de uma câmera escura. A câmera escura da época consistia de um
quarto com um pequeno orifício aberto para o exterior [5].
No séc. XVIII, a falta de informações sobre as transformações químicas

14
causadas pela luz em alguns materiais era o principal obstáculo à evolução
da fotografia. Os efeitos da mudança química causadas pela luz foram
atribuídos, até então, ao ar e ao calor. Em 1725, o professor Johann Heinrich
Schulze (1687-1744), da Universidade de Altford, Alemanha, notou que o
escurecimento de sais de prata, utilizado nos filmes fotográficos, ocorria
devido exclusivamente à luz e não ao calor ou ao ar como se pensava [6].
Este escurecimento dos sais de prata pela luz solar se explica pela foto-
sensibilidade dos materiais, que é a sensibilidade dos materiais à exposição
da luz solar. Grande parte dos materiais existentes é fotossensível, podendo
sofrer modificações em sua estrutura com a luz. A exemplo: um tecido que
desbota no sol, ou mesmo a tinta de uma parede que vai aos poucos
perdendo a cor, mas algumas demoram milhares de anos para se alterarem,
enquanto outras, apenas alguns segundos já lhes são suficiente. Para a
reprodução de uma imagem, de nada adiantaria um material de pouca foto-
sensibilidade. Os haletos ou sais de prata modificam-se rapidamente com a
ação da luz, enegrecendo-se na mesma proporção em que recebem luz.
Sucessivamente, entre os anos de 1727 a 1800, foram obtidas imagens a
partir de papéis embebidos em soluções de sais de prata. A maior parte
dessas experiências eram feitas como uma cópia por contato, ou seja, algum
objeto era colocado sobre o papel sensibilizado, e assim se obtinha uma
imagem ou silhueta daquele objeto (o objeto era utilizado como máscara).
Contudo, ainda antes de 1800, Wedgwood, um pesquisador da
Inglaterra, chegou a utilizar a câmera escura para obter, com sucesso, essas
imagens, embora ainda elas não fossem permanentes. O problema é que
após ser feita a impressão da imagem no papel com sais de prata, esta
imagem não se mantinha estável, pelo simples fato que a prata continuava
fotossensível, reagindo à luz e ficando mais negra à medida que recebia
maior quantidade de luz. Portanto ao gravar uma imagem com os grãos de
prata, para que a mesma pudesse ser vista era preciso ser levada à luz do
sol, porém a prata continuava a ser sensibilizada, enegrecendo
gradativamente toda a superfície da imagem obtida. Este foi o principal
problema que os pioneiros da fotografia enfrentaram: a busca de um método

15
eficiente de estabilizar a prata, impedindo-a de se sensibilizar após o registro
da imagem [3].
Após a experimentação de diferentes tipos de resinas expostas à luz
do sol, Joseph Nicephore Niepce, nascido em 1775 em Chalon-sur-Saône na
França, considerado o inventor da fotografia e do processo que evoluiu para
a fotolitografia moderna, conseguiu tornar permanentes em um suporte
(base) imagens observadas em uma câmera escura construída por Charles
Chevalier figura1.
Figura 1 Câmera construída (cerca de 1850) por Charles Chevalier
Em seus estudos, Niepce focou sua atenção em uma resina chamada
Gaiacum. Essa resina amarela tornava-se verde ao ser exposta ao sol,
perdendo sua solubilidade em álcool.
Ele obteve resultados muito bons com a luz do sol, ou seja, quando a
resina era exposta ao sol, ela se tornava insolúvel ao álcool, permitindo gravar
padrões (figuras) em um substrato caso a resina fosse exposta ao sol com uma
máscara contendo o padrão da imagem a ser gravada. Porém, Niepce não
obteve sucesso utilizando a resina Gaiacum em uma câmera escura, pois as
lentes, componentes da parte óptica da câmera, bloqueavam os raios ultra-
violetas (UV) não permitindo a polimerização da resina. Dessa forma, ele
percebeu que a resina Gaiacum era sensível à parte UV do espectro de luz
solar [2].
A primeira fotografia conseguida no mundo foi tirada no verão de 1826,

16
da janela da casa de Niepce, encontra-se preservada até hoje. Esta descoberta
se deu quando o francês pesquisava um método automático para copiar
desenho e traço nas pedras de litografia [5]. A palavra litografia é derivada do
grego: lithos que significa pedra e graphein que significa gravura ou escrever.
Logo, litografia pode ser traduzida por gravura ou escrita em pedra.
Niepce sabia que alguns tipos de asfalto, entre eles o betume da Judéia,
endurecem quando expostos à luz. Para realizar seus experimentos, ele
dissolveu em óleo de lavanda (alfazema) o asfalto, cobrindo com esta mistura
um material formado por uma liga de antimônio, estanho, cobre e chumbo.
Colocou em cima da superfície preparada uma ilustração a traço, banhada em
óleo, com a finalidade de ficar translúcida. Feito isso, ele expôs ao sol
resultando no endurecimento (polimerização) do asfalto em todas as áreas
transparentes do desenho que permitiram à luz atingir a chapa, porém, nas
partes protegidas, o revestimento continuou solúvel. Niépce então lavou a
chapa com óleo de lavanda removendo o betume não polimerizado. Depois
imergiu a chapa em ácido, este penetrou nas áreas em que o betume tinha sido
removido e as corroeu, formando desta forma uma imagem que poderia ser
usada para reprodução de outras cópias.
Niepce, continuando seus estudos a cerca das resinas e suas reações à
luz solar, preparou um tipo de foto resiste negativo. Cinco anos mais tarde, em
1827, utilizando ácido forte, o parisiense Lemaitre conseguiu gravar a cópia de
uma gravura do Cardeal d'Amboise em um prato desenvolvido por Niépce
figura 2. Este exemplo representa um dos primeiros resultados da transferência
de padrão por fotolitografia e processo químico. A precisão desta técnica era
de 0,5 a 1mm [7], [2].

17
Figura 2 Primeiro exemplo de uma fotografia seguida por gravação úmida. (Museu de Ciências,
cortesia da Royal Sociedade Fotolitográfica)
3. O Sistema Litográfico
A litografia é um conjunto de tecnologias que compreende a fabricação
de máscaras matrizes, técnicas de exposição de materiais sensíveis e
instrumentação sofisticada. A partir do projeto das dimensões dos dispositivos e
sua localização dentro do circuito integrado, existem diversas alternativas para
o seu processamento litográfico. A escolha entre uma técnica ou outra
dependerá de vários fatores, tais como: a necessidade de resolução de uma
etapa específica, tecnologia existente ou da relação custo/capacidade de
produção do processo.
O fluxograma da figura 3, com as várias alternativas dos processos
litográficos atualmente em uso, mostra que a partir da entrada com as
especificações do projeto é gerada uma máscara matriz utilizando
equipamentos litográficos de precisão, como a escrita por feixe eletrônico. Esta
máscara pode já ser nas dimensões reais do CI (mícron ou sub-micron) ou em
dimensões em escala de 5 ou 10 vezes maior. No primeiro caso (1x), a
máscara matriz pode ser usada diretamente na “exposição por contato” com luz
ultravioleta ou Raios-X, de modo a transferir a sua imagem para a superfície da
lâmina semicondutora. No segundo caso, a máscara (5X ou 10X maior), deve
ter sua imagem reduzida durante a transferência dos padrões para o substrato,
com a mesma proporção (5X ou 10X de redução). Existe ainda uma terceira

18
alternativa, que é a gravação direta na lâmina com o feixe eletrônico,
dispensando totalmente a necessidade das máscaras padrões. A escolha entre
uma ou outra opção vai depender de detalhes técnicos e econômicos do
processo [8].
Figura 3 Fluxograma dos diferentes sistemas de litografia
A litografia representa um dos elementos de maior investimento e custo
na produção dos CI’s. A escolha dos processos litográficos e a seleção dos
19
equipamentos devem ser ponderadas delicadamente no balanço de custos,
desempenho e produtividade.
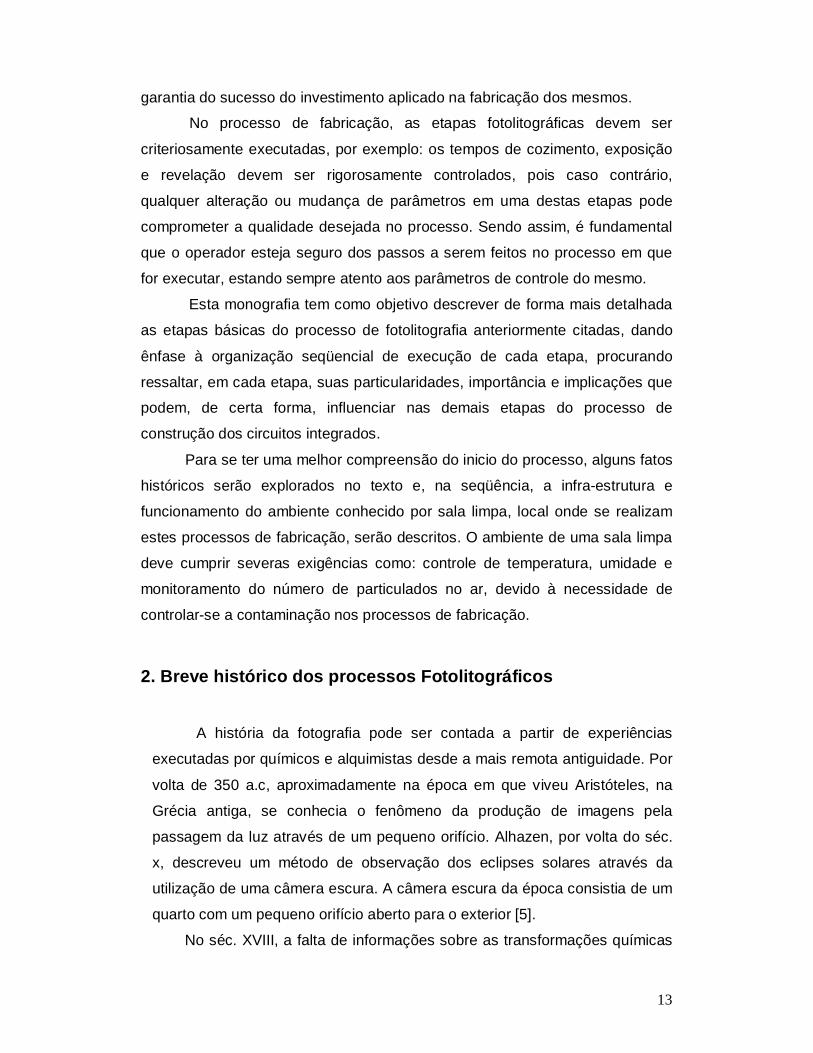
No processo de produção dos CI’s, a litografia é a parte que consome o
maior tempo de trabalho, pois as exposições devem ser feitas lâmina a lâmina.
Esta tendência deve ser mantida e os processos litográficos continuarão sendo
as etapas de maior consumo de tempo na fabricação dos CI’s. Na figura 4, a
seguir, temos um exemplo que aponta que na fabricação das memórias de
vários Gigabytes, previstas para os próximos anos, a litografia deve ser
responsável por aproximadamente 60% do tempo total de fabricação [8].
Figura 4 Parcela de consumo de tempo por processo, na fabricação de CI’s de memórias de alguns
Gigabytes
Entre os vários tipos e técnicas que foram desenvolvidas com os
avanços litográficos podemos citar: Litografia Óptica, Litografia com Raios X, e-
Beam (Litografia por Feixe de Elétrons), Ion-Beam (Litografia por Feixe de
Íons), Litografia de Imersão e EUVL (Litografia por Ultra Violeta Extremo, de
13nm). Todas estas técnicas têm suas particularidades de custo, além de
vantagens e desvantagens, as quais devem ser muito bem avaliadas na
aplicação de um processo específico.
A fim de exemplificar a aplicação da litografia em um processo de
fabricação de um CI, a figura 5 mostra as etapas mais importantes da

20
fabricação de um diodo de junção p-n por difusão, utilizando a tecnologia
planar introduzida no início da década de 60. O Primeiro passo consiste na
preparação da pastilha do cristal semicondutor, o substrato, mostrado na figura
5(a). Cerca de 90% dos dispositivos semicondutores são feitos com Silício
mono cristalino. A pastilha com espessura de algumas centenas de micra
(tipicamente entre 250m e 600 m), é obtida pelo corte em fatias de um
bastão (tarugo) de Si, sendo suas superfícies polidas após o corte. Em geral o
cristal de Si é crescido com alta concentração de impurezas tipo n, sendo por
isso denominado de n+. A alta concentração facilita a formação de contato
ôhmico com a camada metálica depositada posteriormente figura 5(f).
A etapa seguinte consiste em crescer sobre o substrato uma camada de
Si tipo n, com menor concentração de impurezas, usando a técnica de
crescimento epitaxial figura 5(b). A pastilha é então levada ao forno numa
atmosfera de oxigênio para a formação de uma fina camada (menor que 1 µm
de espessura) de óxido de Silício SiO2 figura 5(c). A etapa seguinte é a
Fotolitografia, que é utilizada para remover seletivamente o óxido de algumas
regiões nas quais deseja-se fazer a difusão de dopante tipo-p, em geral Boro.
Uma película de resina foto sensível é espalhada sobre a camada de óxido e
levada a um forno para secar. A resina passa a ser solúvel em soluções
aquosas básicas após sua exposição à luz ultra-violeta. A foto-sensibilização,
em certas regiões, é feita por luz ultravioleta que passa pelas aberturas de uma
máscara colocada sobre a resina, e que contém o desenho desejado. A figura
5(d) mostra a parte opaca da máscara, evitando que a área na qual não se
deseja fazer a difusão seja exposta á radiação ultravioleta. Em seguida usa se
um solvente para remover a resina da região exposta e depois coloca-se a
pastilha num banho diluído de ácido fluorídrico (HF), que corrói a camada de
óxido. Através da janela aberta no óxido é feita a difusão de impurezas tipo p
em um forno a alta temperatura (da ordem de 1000°C) figura 5(e). Finalmente a
estrutura é completada com a deposição de filmes metálicos para os contatos
elétricos externos figura 5(f) [9].

21
Figura 5 Etapas de fabricação de um diodo de junção p-n (a) a pastilha de Silício é usada como substrato; (b) substrato com camada de Si epitaxial dopado com impurezas tipo n; (c) camada de óxido sobre o Si; (d) ilustração do processo de fotolitografia para sensibilizar certas regiões da resina foto-resistiva; (e) difusão de impurezas tipo p através da janela aberta no óxido; (f) estrutura completa do diodo de junção com contatos metálicos
Fotolitografia é um processo de transferência de padrões de uma
máscara contendo um modelo para a superfície de um material sólido. Exige
condições ambiente temperatura, umidade e “particulados” muito bem
controlados.
No início do desenvolvimento a fotolitografia era um processo binário, ou
seja, não havia escala de tons cinza, e nem profundidade de imagem,
atualmente, com os avanços fotolitográficos, é possível obter efeitos com tons
de cinza através das técnicas de exposição e da química do foto resiste [2].
No processo fotolitográfico, ao revestir o substrato monocristalino com
uma solução polimérica foto-sensível (fotoresiste) uma máscara padrão é
colocada, posteriormente, sobre o substrato que contém o fotoresiste para
definir com precisão as áres que serão abertas na superficie do substrato. Após
a exposição através da máscara, e o subsequente desenvolvimento do foto
resiste, as áres abertas resultantes permitem a formação de um filme fino,
como de: dioxido de Silício ou nitreto de Silício. O filme fino formado na

22
estrutura pode ter a função de seletividade da ação química entre os materiais
como pode servir para efeitos de dopagem de outros materiais que formarão
camadas subjacentes na estrutura da lâmina [4].
A figura 6 ilustra uma foto máscara tipica a qual possui centenas de
padrões idênticos que permitem a fabricação de muitos circuitos integrados em
uma mesma lâmina. A área selecionada na lâmina para exposição deve ser
tratada em cada uma das várias etapas do processo. Uma única máscara é
requerida para cada etapa [10].
Figura 6 Exemplo de uma foto mascara
4. Fabricação do Circuito Integrado
Um circuito integrado é um dispositivo microeletrônico que consiste de
muitos transistores e outros componentes interligados capazes de
desempenhar muitas funções. Suas dimensões são extremamente reduzidas,
os componentes são formados em pastilhas de material semicondutor. A
importância da integração está no baixo custo e no alto desempenho, além do
tamanho reduzido dos circuitos aliados à alta confiabilidade e estabilidade de
23
funcionamento. Uma vez que os componentes são formados ao invés de
montados,a resistência mecânica destes permite montagens cada vez mais
robustas a choques e impactos mecânicos, permitindo a concepção de
portabilidade dos dispositivos eletrônicos [11].
Pode-se dizer que a fabricação de um CI começa com uma lâmina de
Silício do tipo n ou do tipo p, fornecido com uma resistividade específica. A
variação da espessura de uma lâmina é de 250 a 600 µm e possui diâmetros
entre 50mm e 300mm, dependendo do tipo de processo e do tipo de
dispositivo. Atualmente os processadores e memórias utilizados em
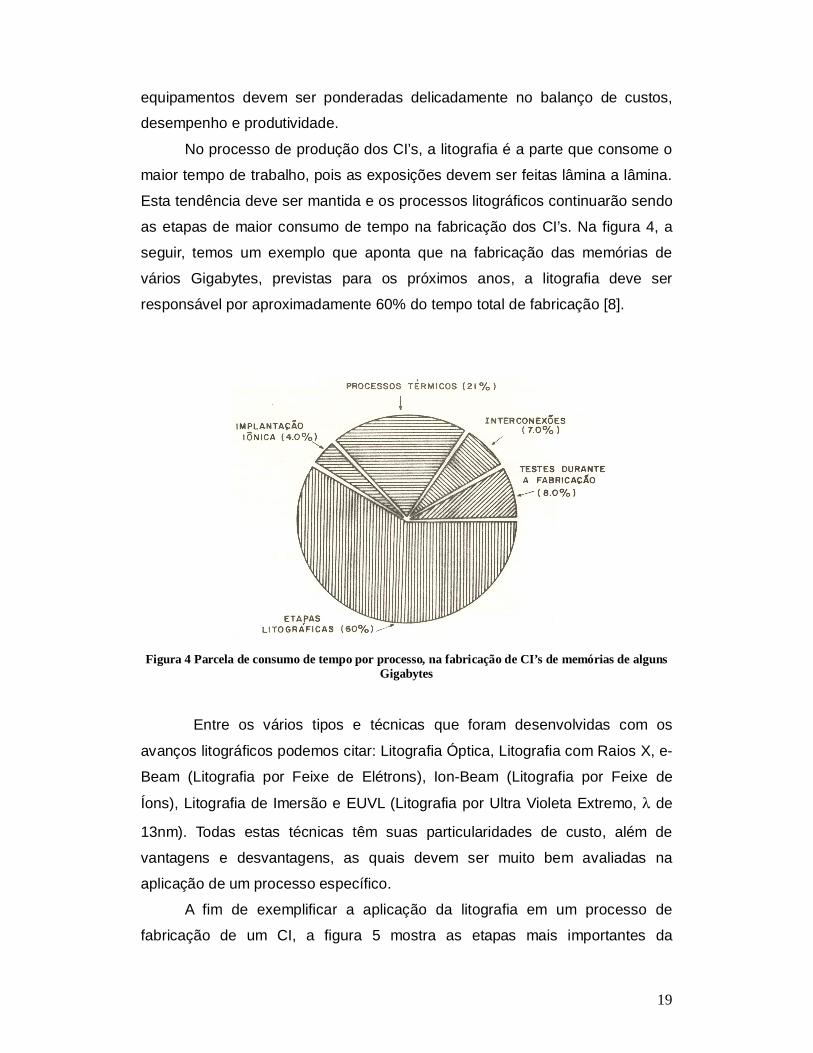
computadores são processados em lâminas de 300mm. As lâminas de Silício
são identificadas por um sistema padrão de bordas ou por uma flange reta na
lâmina. Estes para indicar se a lâmina é do tipo p ou do tipo n e ainda indica a
orientação da superfície, como por exemplo, se o plano tem orientação
<100>,<111>,<001>.Como indicado na figura 7.

24
Figura 7 Ilustração do plano padrão da lâmina usado para identificar lâminas de 100 mm
O plano preliminar da lâmina identifica o plano do cristal <110>. Este
sistema de identificação é utilizado para as lâminas de 100 mm de diâmetro,
geralmente para as lâminas com diâmetro acima dos 150 mm usa-se outros
sistemas de identificação.
Na seqüência deste texto seguem as etapas que compõem o processo
básico da fotolitografia, utilizadas freqüentemente na fabricação dos circuitos
integrados. Conforme o propósito desta monografia, a seguir, serão descritos
esses processos, relatando suas particularidades. A seqüência aqui
apresentada segue a ordem como na pratica são executadas [1].
Sala limpa;
Fabricação da foto máscara;
Limpeza da lâmina;
Deposição da camada de óxido;
Fotoresiste;
Espalhamento do fotoresiste (spin coat);
Pré cozimento (soft bake);
Alinhamento e exposição;
Cozimento pós-exposição;
Inspeção e corrosão;
Remoção total do foto resiste.
4.1 Sala limpa
É preciso manter condições de ultra-limpeza durante os processos de
litografia. Algumas partículas de poeira no substrato ou que caem no substrato
durante o processamento podem resultar em defeitos como imperfeições no
espalhamento do resiste [1].
Após o processamento das lâminas, durante a fabricação dos circuitos,
elas seguem para uma etapa de teste em que cada circuito é testado. Os
circuitos que não passaram no teste são marcados, na lâmina, com uma gota

25
de tinta para serem descartados em uma etapa posterior. O rendimento de um
processo de fabricação de circuitos é dado pela relação entre a quantidade de
circuitos bons pela quantidade de circuitos total na lâmina. O rendimento de
uma lâmina depende fortemente da área do circuito e da densidade de defeitos
na lâmina
É importante notar como o tamanho da área de um circuito pode afetar
no rendimento da lâmina. A figura 8(a) e figura 8(b), mostram as lâminas com
os circuitos defeituosos marcados com um ponto de tinta e os circuitos bons
entre eles (sem marca). No caso da figura 8(a), a lâmina tem 120 circuitos, no
total, dos quais 52 são bons, tendo, portanto seu rendimento dado por: Y =
52/120 = 43%. A lâmina da figura 8(b) possui 60 circuitos, no total, dos quais
13 são bons, o que resulta em um rendimento de Y=13/60 = 22%. Comparando
os dois casos notamos a queda no rendimento. No caso da figura 8(b), os
circuitos possuem áreas maiores, isto reduz o número de circuitos que cabem
na lâmina, e tendo a lâmina um certo número de defeitos, os mesmos serão
distribuídos “aleatoriamente “entre estes poucos circuitos, o que aumenta as
chances de terem mais circuitos com defeitos do que circuitos bons [12]. Por
exemplo, uma CPU que ocupa uma área de 49mm2 tem um rendimento de
58% enquanto que uma memória “cache”, que ocupa uma área de 129mm2
tem um rendimento de 37%, ambos usando um processo de 1,4m. O baixo
rendimento pode ser entendido pelo grande número de etapas necessárias
para o processamento de um dispositivo completo. Nos processadores mais
modernos, entre a entrada de um conjunto de pastilhas na linha de produção e
o produto final encapsulado passam-se 2 semanas, 24 horas por dia, 7 dias por
semana.

26
Figura 8 Relação do rendimento da lâmina, (a) área do circuito menor, rendimento maior, (b) Área
do circuito maior rendimento menor A fim de evitar ao máximo qualquer tipo de contaminação da lâmina,
todos os processos fotolitográficos são realizados em sala limpa, onde se exige
baixo nível de poluentes como: poeira, bactérias, partículas em aerossol e
vapores químicos. A temperatura e a umidade devem, também, serem
rigorosamente controladas. O controle de contaminação é especificado pelo
número de partículas em suspensão por pé cúbico de ar e pelo diâmetro desta
partícula. O nível desejado de remoção das partículas do ambiente depende do
padrão necessário a ser alcançado. A norma federal 209E é um documento
que estabelece o padrão de pureza do ar em salas limpas. Regras rígidas de
procedimento devem ser seguidas para prevenir a contaminação do produto e
também do ambiente. A partir de 2001 passou a ser utilizada a norma ISSO
14644-1.
Uma Sala Limpa é equipada com um sistema de filtração para remover as
partículas do ar. Como citado anteriormente, o grau de limpeza da sala limpa é
avaliado pelo número máximo das partículas medidas por pé cúbico ou por
metro cúbico de ar como mostrado na tabela 1 [13]. Tabela 1: Classificações por classe da eficiência de filtração em Sala Limpa [1]
Classe Número de particulas de 0.5m por ft3 (m3)
Número de particulas de 5m por ft3 (m3)
10,000 10,000 (350,000) 65 (23,0000) 1,000 1,000 (35,000) 6.5 (2,300) 100 100 (3,500) 0.65 (230) 10 10 (350) 0.065 (23)* 1 1 (35)* 0.0065 (2.3)*

27
Para comparação o nível de poeira de um ambiente convencional esta
por volta de 400.000 partículas/ft3 com um diâmetro de 0,5 µm [1]. O nível de
limpeza de uma sala considerada limpa começa a partir de 100.000
partículas/ft3 e vai até 0,01 partículas/ft3 ou menos. A sala limpa classe 100 é
projetada para ter no máximo 100 partículas de 0,5µm ou maior, por ft3 de ar.
Classe 1000 e classe 10.000 são projetas para o limite de 1000 e 10.000
respectivamente. As Salas Limpas evoluíram da classe 100 para a classe 1,
propiciando o processamento VLSI (Escala Muito Larga de Integração) / ULSI
(Ultra- larga escala de integração).
No funcionamento de uma sala limpa, o ar externo que entra passa por
um sistema de filtros. O sistema é construído por um pré-filtro (ou filtro grosso)
para eliminar partículas entre 5 e 10 µm. Um segundo filtro (fino), intermediário,
filtra partículas entre 1 e 5 µm. Há um terceiro filtro (absoluto) ou HEPA – hith
efficiency particulate air (alta eficiência em partículas do ar), em geral
construído com papel de microfibra de vidro plissado, para partículas menores
que 1µm.
O ar é insuflado na sala limpa, normalmente pelo teto, é extraído pelo
piso, (condutor e perfurado). Internamente o ar é constantemente recirculado
através de filtros de alta eficiência para remover a contaminação gerada
internamente. O ar dentro da sala é unidirecional e contínuo, o que renova
totalmente o ar da sala várias vezes por hora. Os equipamentos usados em
sala limpa são projetados para gerar o mínimo possível de contaminação. Os
níveis de particulados são monitorados por um contador de partículas. As salas
limpas são mantidas com uma pressão de ar ambiente superior ao lado de fora
para evitar qualquer possibilidade de entrada de partículas externas devido a
vazamento [13].
O que realmente define a classe é a taxa de renovação do ar dentro da
sala e a cobertura de filtros. Por exemplo, para salas limpas classe 10.000
requerem entre 60 e 90 renovações de ar por hora e de 15% a 20% de
cobertura de filtros HEPA. Salas classe 100 requerem entre 240 e 480
renovações por hora e entre 35% e 70% de cobertura por filtros HEPA.
Partículas são geradas não só pelos materiais e equipamentos, mas
principalmente pelas pessoas, razão pela qual todos devem usar uniformes
apropriados (macacão, capuz, luvas, pantufas e botas) nas salas limpas.

28
Partes dos uniformes são descartáveis e outras laváveis; a lavagem precisa ser
em lavanderia especializada. Antes de entrar na sala para vestir o uniforme é
usual passar por um limpador de sapatos. A ante-sala usada para vestir o
uniforme já é mais limpa que o ambiente externo e é mantida a uma pressão
maior que a externa. As pessoas já uniformizadas devem passar por chuveiros
de ar limpo antes de entrar nas salas de produção, que são ainda mais limpas
e mantidas a uma pressão mais elevada.
Além do controle de partículas, as salas limpas também possuem
controle de temperatura, umidade e pressão. O controle desses parâmetros na
sala de fotolitografia é ainda maior pois desse controle depende a
reprodutibilidade dos processos de fotolitografia. A área de fotolitografia deve
possuir iluminação apropriada (amarelada) para o trabalho com materiais foto-
sensíveis ao ultra-violeta. A temperatura nas salas limpas é mantida em torno
de 21°C, com variação em torno de +/- 1°C; a umidade relativa do ar é mantida
em torno de 45% (+/- 5%); no ambiente classe 100 a velocidade do ar é em
torno de 0,3 a 0,5 m/s; a vibração deve ser menor que 25 µm pico a pico; a
resistividade da água ultra pura (ou deionizada) deve ser em torno de 18,2
M.cm [12].
A fim de ilustrar um pouco melhor a estrutura de uma sala limpa, a figura
9 mostra um desenho esquemático do espaço da sala e do sistema de
circulação de ar. O ar entra na sala pelo teto e sai pelo piso, sendo novamente
purificado, retornando ao ciclo. A figura 10 ilustra o esboço duplicado de uma
sala limpa com um sistema de filtração e circulação de ar dedicado a cada uma
das áreas da sala e a figura 11 mostra o esquemático de uma sala limpa classe
100, típica de uma linha de produção industrial, com seus sofisticados
equipamentos requeridos nos altos níveis de produção da litografia moderna
[12], [13].

29
Figura 9 Vista esquemática do projeto de uma sala limpa com o sistema de circulação de ar
Figura 10 Esquemático de uma sala limpa duplicada com sistema de circulação independente uma
da outra

30
Figura 11 Estrutura interior de uma moderna sala limpa, classe 100
4.2 Fabricação da Foto Máscara
A máscara é uma placa de vidro com um arranjo de padrões utilizada em
processos como foto máscara. Cada padrão consiste em uma área clara e
outra opaca que, respectivamente, permite ou impede a passagem da luz. A
máscara é alinhada com o padrão existente na lâmina de Silício e usada para
expor o fotoresiste [8]. As máscaras são construídas com o objetivo de que seu
padrão geométrico seja capaz de delinear completamente os componentes de
um circuito integrado. Como as estruturas dos dispositivos são formadas por
camadas de filmes finos em multiniveis, é necessária uma máscara padrão
para cada etapa de fotolitografia. Em um microprocessador podemos ter 15 ou
mais níveis diferentes de fotolitografia. Devido às necessidades impostas pela
alta intensidade de integração, a geração das máscaras padrões é um

31
processo que requer sofisticados equipamentos e bons recursos
computacionais, sendo um processo que consome tempo e custos
consideráveis. Atualmente, com a grande complexidade dos CIs, o projeto das
máscaras só pode ser efetivamente realizado com auxilio de um sistema
computacional conhecido como CAD (Computer–aided–desing). O CAD dispõe
de uma estação gráfica de projeto onde o projetista pode desenhar as células
básicas de um CI, calculadas anteriormente, em função da tecnologia a ser
empregada. A seguir, as células podem ser repetidas e interconectadas
formando-se o CI desejado. Antes da arte final, cada nível de máscara é
desenhado com cores diferentes, sobrepostas, em uma mesa X-Y de grandes
dimensões. Se com base neste resultado, se o projetista não encontrar mais
erros e estiver satisfeito, os dados estão prontos para a fabricação das
máscaras padrões. A figura 12 ilustra a interfase gráfica do CAD/CAM com o
esboço de um circuito integrado, já em fase final de elaboração [10].
Figura 12 Projeto de um CI usando o terminal interativo gráfico CAD

32
Na escolha dos materiais utilizados na fabricação das máscaras é
necessário que o substrato deva ser o mais transparente possível aos fótons
utilizados na foto reprodução destas máscaras, enquanto que o filme de
gravação deve ser o mais absorvente possível. As máscaras, que são expostas
em luz ultravioleta (UV), até 365nm, podem ser fabricadas com substratos de
vidro óptico, com transparência maior que 90% para comprimentos de onda ()
de até 0,365m. Abaixo deste valor temos a faixa do Utravioleta profundo
(Deep UV), onde o emprego de substratos de Sílica Fundida é imprescindível.
Para o material de gravação (máscaras), que forma o filme opaco ao UV, o
mais comum é a utilização de filmes de cromo.
Quanto menor a espessura da máscara, melhor é a resolução da
gravação [8]. O cromo é bastante interessante, pois com espessuras em torno
de 500 Å a 900 Å (0,05 a 0,09)µm, é possível ter absorbância óptica suficiente
para se conseguir foto reproduções com ótimo contraste. Além disso, sua
superfície pode ser levemente oxidada de 200Å a 300Å ,conseguindo-se um
coeficiente de reflexão menor que 5%. Este fator é importante para se garantir
a alta qualidade de reprodução quando se realiza a exposição de lâminas
metalizadas, pois neste caso, o alto coeficiente de reflexão das lâminas poderia
causar reflexões múltiplas. O cromo também possui boa estabilidade
dimensional, aderência e alta dureza, o que contribui para a elevada
durabilidade destas máscaras [8].
Na faixa dos Raios-X as especificações necessárias são mais difíceis de
serem atendidas. Para se ter uma transmissão adequada os substratos devem
ter espessuras tipicamente entre 1µm a 10µm o que torna o problema de
estabilidade dimensional bastante sério. A figura 13 mostra como um substrato
de nitreto de Silício (Si3N4) ultrafino pode ser usado como membrana no
processo de fabricação de uma máscara para raios-x. Partindo-se de uma
lâmina de Silício oxidada em ambas as faces, utiliza se um processo litográfico
de abertura de janelas e corrosão da superfície inferior, até o alcance do filme
fino de nitreto, depositado sobre a superfície superior do substrato de Silício,
em etapa intermediária. Sobre a membrana de nitreto será construída a
máscara. O ouro é o material absorvente mais utilizado, pois sua atenuação
aos Raios-X é da mesma ordem de grandeza dos outros elementos pesados,

33
tais como: cobre prata, platina, níquel, cobalto etc. e suas vantagens é a de
permitir facilidade no ataque de gravação e de ser simples a tecnologia de sua
deposição sobre o substrato. A espessura do ouro deve ser ajustada em
função do contraste desejado, o que dependerá do resiste e do escolhido [8].
Figura 13 Processo de construção de máscaras de RX com substrato de Si3N4

34
Defeitos em uma máscara/retículo acabam causando defeitos na lâmina
(substrato) ou desvio de padrão. Existem três defeitos comuns que ocorrem na
máscara/retículo: o primeiro é a contaminação com sujeira ou manchas na
parte clara da máscara/retículo. Em óptica litográfica, eles podem bloquear a
luz e imprimir, na lâmina, uma região opaca onde deveria ser transparente,
como se fosse realmente opaco no padrão da máscara. O segundo defeito é
causado por rachaduras no quartzo. Este defeito pode bloquear ou espalhar a
luz no padrão da máscara, causando imagens indesejadas ou imagens
distorcidas. O terceiro tipo de defeito é causado por distorções no padrão da
máscara/retículo, eles ocorrem no processo de fabricação das próprias
máscaras. Estes defeitos incluem furos ou pontos no cromo, extensão do
padrão ou a perda de partes dele, quebras do padrão ou pontes construídas
entre padrões adjacentes. A figura 14 mostra exemplos destes defeitos.
Figura 14 Defeitos na máscara. (a)Pontos na parte clara, (b) pontos claros na parte escura (hold),
(c) inclusão, (d) Prostrusion (pendente para fora), (e) quebras, (f) Formação de pontes

35
Controlar os defeitos gerados na lâmina é mais crítico para
dispositivos/circuitos com menores características de tamanho, alta densidade
e em lâminas maiores [14].
4.3 Limpeza
Antes do uso, as lâminas de Silício são limpas quimicamente para
remover partículas e contaminações da superfície, assim como alguns
vestígios de impurezas orgânicas, inorgânicas e metálicas. Um procedimento
bastante conhecido e usado nos laboratórios e nas indústrias de fabricação de
CI para a limpeza destas partículas é a limpeza RCA. Esta limpeza é feita com
soluções químicas que provaram ter alta eficácia nos processos de limpeza do
Silício, e desenvolvidas nos laboratórios da empresa de mesmo nome RCA
(Radio Corporation of America) pelo engenheiro Werner Kern em meados dos
anos de 1960.
O processo RCA consiste basicamente em duas etapas, RCA1 e RCA2,
que servem para remover os resíduos orgânicos e inorgânicos da lâmina de
Silício. Ao longo das experiências em laboratórios, muitas adaptações e
mudanças têm sido aplicadas na forma original das soluções RCA. Estas
mudanças na forma original da RCA revelam, de certa maneira, a versatilidade
e a eficiência desta solução, sendo assim possíveis algumas mudanças em
sua composição, na tentativa de se obter melhores resultados de limpeza em
determinados processos. Na figura 15, temos um exemplo da “curiosa”
amostra da composição e da proporção original das soluções RCAs feitas por
Werner.

36
Figura 15 Formas da limpeza RCA
Um problema relevante nos processos de limpeza é a remoção dos íons
metálicos da superfície da lâmina. Existem íons que não são dissolvidos na
maioria das soluções de limpeza ou de “decapagem”. A adição de um agente
como o ethylenediamine-tetra-acetic acid (acido acético) atua na solução
unindo-se aos íons metálicos, impedindo-os de se depositarem na lâmina.
Soluções diluídas de RCA são mais encontradas. Na RCA1 usa-se mais a
proporção de 1:1:1 (ao invés de 5:1:1 mostrado na figura 15) e na solução
RCA2 usa se mais a proporção de 1:1:60 (peróxido de hidrogênio, ácido
clorídrico e água),(ao invés de 6:1:1 mostrado na figura 15). Estas soluções
são mais eficazes em versões mais concentradas. Adicionalmente, elas
produzem menos rugosidade superficial, são mais rentáveis e fácil de serem
removidas. Pelos bons resultados obtidos nas práticas de limpeza com as
soluções RCA, sua importância nos freqüentes processos de limpeza nos
laboratórios as tornam notáveis. Há uma perspectiva do processo RCA
continuar sendo, ainda por muito tempo, utilizado na limpeza das lâminas de
Silício.Nas etapas de limpeza utiliza-se uma solução de ácido hidrofluorídrico
caso seja necessário remover todo óxido que pode ter se formado na
superfície da lâmina (óxido nativo).
Um produto químico muito importante usado na limpeza da lâmina e
durante todo o processo de fabricação da microeletrônica é a água deiônizada

37
(DI). A água DI é altamente purificada e filtrada para remover todos os
vestígios de partículas inorgânicas e de contaminação por bactérias. A
resistividade teórica da água pura a 25 °C é 18,3 MΩ.cm. A água DI deve
possuir resistividade em torno de 18MΩ.cm com menos de 1,2 colônias de
bactérias por mm e com nenhuma partícula maior que 0.25 µm. O controle da
limpeza e de contaminações é um fator de grande preocupação na fabricação
dos dispositivos eletrônicos. Portanto toda água utilizada no processo de
limpeza RCA deve ser deionizada e todos os produtos químicos utilizados
devem ser de grau eletrônico(grau de pureza do produto em %).
Na produção da água deionizada procede-se passando a água a tratar
por uma coluna com grãos de uma resina de troca iônica. No caso das resinas
de troca catiônica, esta trocará seus íons hidrogênio (H+) por contaminantes
Catiônicos, como os cátions (cálcio, magnésio, ferro, alumínio, manganês,
cobre, zinco, cromo, níquel e outros cátions metálicos e cátions diversos).
As resinas aniônicas trocam seus íons hidroxila (OH-) por sua vez pelos
contaminantes aniônicos (clorato, clorito, sulfato, sulfito, sulfeto, nitrato, nitrito,
fosfato, fluoreto e outros ânions, além da sílica). As resinas de troca iônica são
polímeros orgânicos geralmente sulfonados e derivados do estireno e do
divinilbenzeno, sob a forma de pequenas partículas geralmente esféricas (com
diâmetro menor que 0,5 mm). A pureza da água na saída do processo pode ser
determinada pela medição de sua condutividade elétrica (σ), que sempre será
reduzida de acordo com a eficiência da purificação.
O processo completo de limpeza pode ser descrito da forma que se segue.
Primeiro faz-se a limpeza do óxido nativo da lâmina de Silício.. Em seguida,
realiza-se a primeira etapa da limpeza RCA, usada para a eliminação de
contaminantes de resíduos orgânicos e inorgânicos. Nesta primeira etapa, a
lâmina é imersa em uma solução de água, peróxido de hidrogênio (água
oxigenada) e hidróxido de amônia (H2O-NH4OH-H2O2), esta solução é
aquecida à temperatura de 75 a 85°C durante 10 min. Logo em seguida, a
lâmina é retirada e lavada em água DI corrente monitorando-se a resistividade
da água até que ela seja a resistividade nominal da água DI. Entre a primeira
limpeza RCA e a segunda, é realizada uma outra limpeza para a eliminação
dos óxidos de Silício (SiO2), como foi realizado no início do processo. O SiO2

38
pode se formar na superfície da lâmina durante uma etapa e outra de limpeza,
sendo recomendada, entre duas etapas sucessivas de limpeza, a remoção dos
óxidos formados neste curto intervalo de tempo. Imerge-se então a lâmina na
solução de HF-H2O na proporção de 1:50 durante 15s, em seguida a lâmina é
lavada em água DI corrente com agitação durante 30s. A reação química do
processo é a seguinte: SiO2 + 4HF SiF4 + H2O.
Finalmente, realiza-se a segunda etapa da limpeza RCA para remoção de
gorduras e metais pesados do grupo IB e IIIB (Cu, Ag, Zn, Cd). Neste
processo, a lâmina é imersa em uma solução SC2. Retira-se em seguida a
solução sob uma corrente de água DI monitorando-se a resistividade,
finalizando assim o processo de limpeza [14], [15].
No preparo da solução para a limpeza a quantidade destes produtos a
serem usadas devem ser nas devidas proporções, cuja concentração total deve
ser de acordo com a quantidade de lâminas a serem limpas ou outros fatores
que podem influenciar na preparação da solução de limpeza.
4.4 Deposição da Camada de óxido
Depois da limpeza, a lâmina de Silício pode ser coberta com um material
que servirá para formar uma camada de barreira cuja função é proteger o
substrato, ou partes do substrato em processos de dopagem, corrosão por íons
ou deposição de filmes. O material mais comum é o dióxido de Silício (SiO2). O
dióxido de Silício é muito usado nos projetos de CI’s, por formar uma barreira
que serve para isolar um dispositivo do outro, sendo também útil nas etapas
seletivas dos processos de difusão, como também no de metalização. O fato
do Si ser um material excepcional para microeletrônica está muito ligado ao
fato do SiO2 ser um óxido natural que pode ser formado na superfície do
material por oxidação do mesmo. O SiO2 possui excelentes características
dielétricas e mecânicas.No processo difusão na estrutura da lâmina de Silício a
formação anterior da camada de dióxido de Silício (barreira) é importante para
limitar a área do dispositivo onde se deseja realizar, por exemplo, a dopagem.
No processo de metalização, o SiO2 tem a mesma utilidade ao impedir a
penetração do metal (cobre, alumínio, etc), em áreas do dispositivo não
permitidas pelo projeto do circuito [9]. É importante ressaltar que esta formação

39
da camada de óxido, seja por oxidação do substrato seja por deposição,
depende do propósito de construção do dispositivo, ou seja, pode ser que na
fabricação de um determinado circuito não seja necessário o uso do óxido.
A formação da camada de SiO2, no processo de oxidação térmica do
Silício, é realizada, aquecendo a lâmina de Silício a uma temperatura
tipicamente de 900°C a 1200°C, numa atmosfera contendo oxigênio puro ou
vapor de água. Ambos, os vapores de água e oxigênio, difundem-se facilmente
para o Silício a estas temperaturas. O oxigênio, chegando à superfície do
Silício, pode então combinar com o Silício para formar o dióxido de Silício. A
reação química que ocorre na superfície do Silício é: Si + O2 SiO2 para o
oxigênio seco e, para o vapor de água, a equação é: Si + 2H2O2 SiO2 + 2H2.
O Silício é consumido com o crescimento do óxido, resultando numa expansão
do óxido durante o crescimento. A camada final de óxido fica localizada
aproximadamente 54% acima da superfície original do Silício e 46% abaixo da
superfície original, isto, na prática, representa uma variação da espessura da
camada de SiO2 de 0,02µm a 2µm, sendo a temperatura do processo, a
concentração de impurezas e o tempo fatores que determinam a espessura
real [1]. O gráfico da figura 16 ilustra o processo de crescimento da camada de
óxido sobre a superfície do Silício em relação ao tempo e a temperatura do
óxido para ambos os processos de oxidação, com o oxigênio seco figura 16(a)
e para o oxigênio em vapor de água figura 16(b).

40
Figura 16 Processo de oxidação termica em função do tempo x temperatura ,(a) oxigênio seco,(b) oxigênio a base do vapor de água
A falta da adesão do foto resiste em muitas películas da superfície do
filme é um problema geralmente encontrado no processamento do Silício. A fim
de promover a adesão, a superfície da lâmina é tratada com um promotor de
adesão como o hexametildisilazano (HMDS, (H3C)3-Si-NH-Si-(CH3)3) antes da
aplicação do foto resiste. Este tratamento fornece uma boa adesão do foto
resiste para uma variedade de filmes, incluindo o dióxido de Silício contendo o
fósforo, Silício policristalino, nitreto de Silício (Si3N4) e o alumínio. O HMDS
pode ser aplicado diretamente sobre o substrato ou aplicado em pressão
reduzida, em um forno à vácuo, para formar uma camada monomolecular na
superfície da lâmina, tornando-a hidrofóbica, o que impede a condensação de
umidade, sendo também um equalizador para lâminas com diferentes tempos
de estocagem [17].
Desta forma, após ser formada a camada de SiO2, e ter sido tratada com
o HMDS para promover a adesão, a superfície da lâmina é coberta com um
material sensível a luz chamado Fotoresiste.
4.5 Fotoresiste
A princípio, a transferência de padrões de uma máscara litográfica para
uma superfície é possível através da utilização de materiais que possam ser

41
moldados, ou ter suas propriedades de dissolução e remoção ateradas através
de radiações ou de feixe de partículas nele incidente, estes materiais são os
“resistes”. Os resistes, em geral, possuem ou são constituídos por três
componentes principais: uma resina básica polimérica que forma a parte
estrutural em si do fotoresiste, os componentes foto ativos que promovem as
modificações geradas pela ação, por exemplo, de luz utra-violeta, os solventes,
e os agentes furfactantes ou tenso-ativos que promovem a uniformidade das
camadas depositadas sobre o substrato.
A resina forma o corpo do resiste sendo a responsável por proteger as
partes não expostas da lâmina, determinando também as propriedades
mecânicas e térmicas do composto resiste. O componente foto ativo é o que
determina as propriedades de sensibilidade às radiações incidentes no resiste.
Os Solventes, por sua vez, estão relacionados com o controle da viscosidade
do resiste, o qual possibilita ou favorece a aplicação do resiste na lâmina.
Como dito anteriormente os agentes tenso-ativos têm a função de
promover a uniformidade da camada de fotoresiste depositada por “spin-
coating”.
Tornou se habitual chamar de fotoresiste os polímeros sensíveis à luz,
em geral na região do ultravioleta (UV). O processo de transferência de
imagens, neste caso, chama-se litografia óptica, ou fotolitografia. Outros
processos de transferência de imagens, como a litografia por Raios-x, por feixe
de elétrons e por feixe de íons, necessitam de resistes específicos. A radiação
UV, em uma determinada faixa de comprimento de onda (), produz no foto
resiste uma mudança de solubilidade diferenciada nas regiões expostas e não
expostas, o que determina, na etapa da revelação, a formação da imagem no
resiste. Este padrão do resiste pode ser positivo ou negativo, de acordo com a
porção (exposta ou não exposta) a ser dissolvida durante a revelação.
O resiste positivo responde à radiação de maneira que as regiões
expostas se tornem mais solúveis que a região não exposta, protegida pela
porção opaca da máscara. Na revelação produz uma exata cópia do padrão
deverá permanecer sobre o substrato. O resiste negativo atua de forma
contrária: a radiação induz uma polimerização cruzada, processo no qual
grupos funcionais são transformados de um material de baixo peso molecular a

42
uma rede altamente concatenada, de alto peso molecular, o que torna a resina
menos solúvel. A figura 17 mostra de forma pictórica a diferença entre esses
dois tipos de resistes [18].
Figura 17 Diferença básica entre os resistes positivos e negativos quanto à formação da imagem
4.6 Processo de Formação de Imagem
A espessura e a razão de aspecto de um fotoresiste são duas
características de grande relevância a serem avaliadas após o processo
fotolitografico. Tal relevância refere-se às razões do rendimento, desempenho
do dispositivo e funcionalidade. O processo óptico desejado deve ser o que é
capaz de produzir a melhor resolução, ou seja, pequenas larguras de linha e
altas razões de aspecto. A qualidade da imagem final no processo de
revelação de um foto resiste é extremamente depende das propriedades do
mesmo e das características dos equipamentos de fotolitografia, como por
exemplo a abertura numérica dos mesmos. É sempre desejável que a imagem,
que se forma através da exposição do foto resiste, seja o máximo fiel em
termos do tamanho e formato referente ao padrão delineado pela máscara
litográfica [18], [19].
A inclinação de um fotoresiste que é gerada durante sua exposição e
que se torna evidente na revelação, pode ser transferida para a camada que é
corroída nos processos de corrosão posteriores a litografia, (especialmente
43
nos processos por Plasma ou de Dopagem). Não existe uma forma litográfica
exata que determina qual é o melhor processo a ser realizado. De algum
modo, o padrão final necessário de um fotoresiste é determinado pelas
considerações no final do processo litográfico. O perfil desejado de um resiste
é o que fica com a borda totalmente vertical ou bem próxima da vertical.
Embora paredes com elevada verticalidade são difíceis de se obter.
Independentemente da necessidade especifica do tamanho e inclinação do
padrão do resiste, o qual pode variar de uma tecnologia para outra, todo
processo litográfico deve ser consistente e reprodutível, relativo às
especificações de fabricação, a fim de que o mesmo possa ser apropriado para
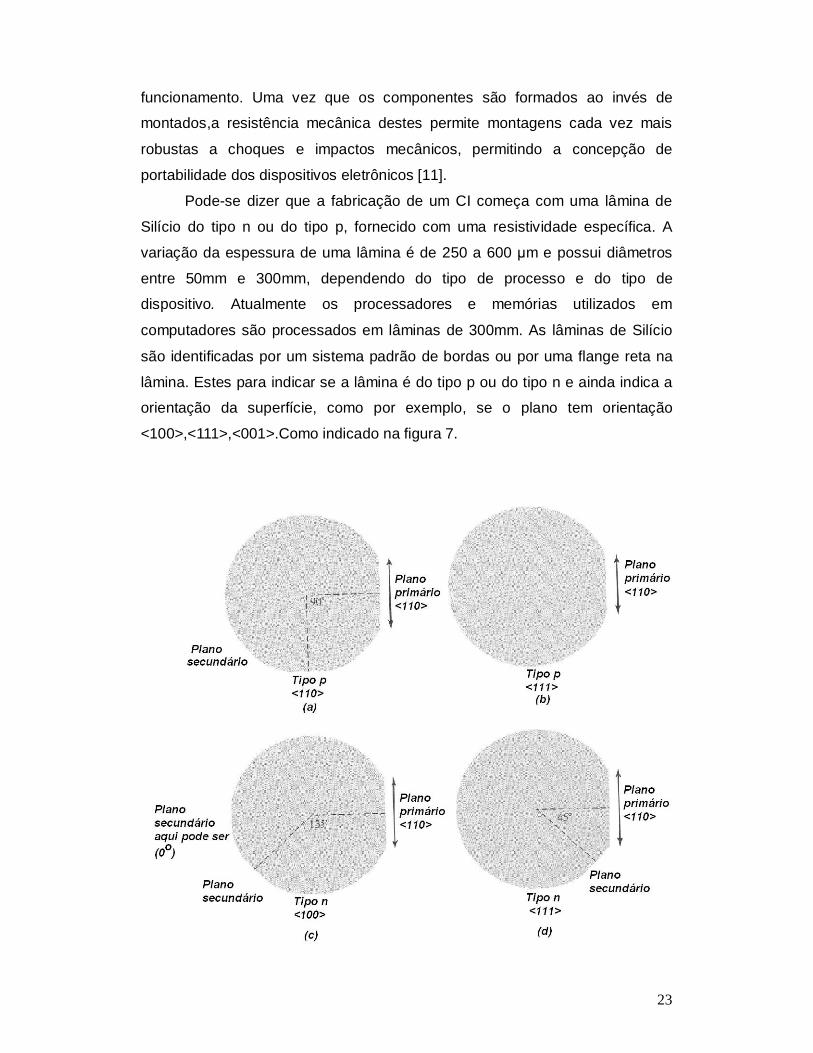
o uso em produção industrial. Um perfil típico do fotoresiste após a exposição é
mostrado na figura18 [18].
Figura 18 Perfil típico de resiste positivo (usado em microeletrônica), após revelação
A inclinação da seção transversal é muitas das vezes idealizada como
um trapezóide. As três dimensões mais importantes são: a largura de linha na
interfase resiste-substrato (L), a inclinação do lado lateral e a máxima
espessura do filme de resiste após o desenvolvimento. A largura de linha é o
parâmetro que indica qual a menor linha que se consegue imprimir em um
dado processo. A inclinação é dada pelo ângulo (teta) formado entre a base
do resiste/substrato e a parede lateral do resiste. A espessura (T) é a que
permanece após o processo de polimerização pela luz UV.

44
Algumas das razões dos resultados com resistes com inclinações
diferente de 090 são a difração da luz nas bordas da máscara, a finita
resolução das lentes nos equipamentos de litografia e também a falta de
uniformidade na distribuição da intensidade da luz produzida pela lâmpada em
função do comprimento de onda. Conforme pode ser visto, a figura 19(a) e
19(b) ilustra o perfil de distribuição da intensidade luminosa, no qual se
contrasta o perfil luminoso real em relação ao que seria ideal, figura 19(b). O
perfil de iluminação real forma, na camada de resiste, uma imagem com uma
inclinação (), o que deixa a desejar para a formação de uma borda vertical
(= 090 ) que é ideal nos processos litográficos [18].
Figura 19 Processo de formação de imagem,(a) a luz passa através do reticulo , resultando na
formação da imagem na estrutura do resiste, a resolução finita da lente resulta na distribuição da luz, a qual não define claramente a borda, (b) Dist. ideal da intensidade da luz em função do
comprimento de onda, o qual é capaz de gerar uma borda s/ inclinação (abrupta) [2] [18] [19]
A Curva Característica ou curva de contraste de um fotoresiste positivo
ou negativo é usada para avaliar a qualidade do mesmo, e representa a fração
percentual remanescente do resiste após sua exposição. O contraste é
definido como a inclinação da região de transição e se refere á propriedade de
distinção entre áreas escuras e claras no resiste. O contraste de um foto
resiste é importante na análise dos termos da resolução e do perfil de um
resiste. Uma concepção (não linear) da resposta de uma função é essencial
para modelar o padrão do contraste de um resiste, embora seja difícil de obter-
se.
Comprimentos de onda () ópticos, após passarem pela máscara, não
formam uma onda quadrada ideal, mas uma onda senoidal um tanto atenuada,
e a resposta linear como uma função da dose de exposição é um tanto útil,

45
porque o padrão do fotoresiste é suavemente curvo e não definido claramente
de forma retangular. O contraste de um resiste positivo e negativo pode ser
calculado conforme as respectivas fórmulas:
1
0
log
dd c
P Eq. (1)
1
0log
iN d
d Eq. (2)
Onde dc representa a dose total na exposição de todo o resiste e do é a
dose que extrapola na curva do contraste na figura 20(a). Para o resiste
negativo, do e di são analogamente definidos conforme ilustra a figura 20(b).
Para os resistes positivos baseados no Novalak um contraste típico esta em
torno de 2 a 5 e para os resistes usados em exposição no DUV (ultravioleta
profundo) o contraste é definido na faixa de 5 a 10 [17], [18], [19].
Figura 20 Contraste do resiste plotado, em termos da espessura x dose de exposição, para um contraste infinito e real do resiste (a) resiste positivo e (b) resiste negativo
A luz, ao atravessar o resiste, pode ser absorvida pelos vários
componentes do mesmo, mas somente o componente foto ativo do resiste é
capaz de reagir quimicamente à exposição da luz UV. A absorção ao longo da
espessura do resiste (direção z) faz com que a intensidade da luz decresça
exponencialmente nesta direção. Sendo 0 a intensidade da luz sobre a
superfície do resiste (em z = 0, topo do resiste), tem-se então a intensidade da
luz em função da espessura do resiste dada por:

46
(z) = 0*exp(-z) Eq.(3)
O coeficiente de absorção, (alfa) não permanece constante durante a
exposição, devido às reações químicas sofridas pelo componente foto ativo do
resiste [18], [19]. Com base na curva de contraste do resiste positivo na figura
21. A espessura remanescente de um fotoresiste Z(X) = (x), após a
revelação, é determinada pela dose de energia de exposição dada por:
(x)=(x).t Eq. (4)
onde: E(x) é a função da energia de exposição
(x) é a intensidade da luz na direção x
t é o tempo de exposição
A equação da espessura é dada por:
(x) = () = ((x)) Eq.(5)
A curva de contraste do resiste é uma propriedade não apenas do
resiste, mas de todas as etapas de processamento do resiste. Ela pode ser
obtida pela exposição de uma grande área da lâmina com diferentes energias
de exposição onde, medindo-se a espessura residual do resiste nestas áreas
após a exposição, é possível plotar a curva de contraste conforme mostrado na
figura 21 [19].

47
Curva Característica do fotoresiste positivo
Figura 21 Curva típica de contraste do resiste positivo remanescente após o desenvolvimento. A espessura em função da dose de exposição é plotada de forma logarítimaca, produzindo a curva
aproximadamente linear nas mediações de 0
Na curva da figura 21 a parte plana da curva, no inicio do gráfico,
representa uma região de baixa exposição, onde a espessura final do resiste
pode não ser igual à espessura 0 do resiste antes da exposição, já que
durante a revelação do resiste pode ter removido partes do resiste até mesmo
da região não exposta. A dose de exposição 0 como é vista na curva,
determina que, acima de seu valor, todo o filme de fotoresiste é totalmente
removido [19]. Desenvolvendo a Eq.(5) da espessura tem se que:
0TETE
EE0ln Eq.(6)
Pela Eq.(6), a espessura do fotoresiste decresce durante a exposição
numa relação logaritmica do quociente da dose de energia critica sobre a dose
de energia ao longo da exposição. Da Eq.(6) pode-se obter a equação do
contraste do resiste que é dada por:
0
0 lnT
TE Eq. (7)

48
Onde: ET é a espessura remanescente
0T é a espessura inicial
é o contraste
(x) é a Dose
0 é a dose crítica
A tabela 2 apresenta alguns valores típicos de contraste referente a alguns
tipos de resistes [7], [19].
Tabela 2: Contraste Típico dos resistes selecionados [19]
Com base na figura18, obtém-se a dependência do padrão final do processo
do fotoresiste, onde a inclinação lateral do resiste é dada por:
tandxdT Eq. (8)
a derivada desta equação é avaliada na posição x0 , ponto no qual o perfil do
resiste e o substrato se interceptam, onde se tem:
0 =(x0) Eq.(9)
49
Nas mediações de x0, T() é descrito pela Eq.(6), onde, seguindo nesta
análise, a Eq.(8) representa a inclinação do perfil do resiste que pode ser
escrita como:
dxxdE
xEyT
dxdT 1tan 0 Eq(10)
Esta análise está baseada no comportamento da revelação de um foto
resiste, medida em uma grande área exposta, a qual pode ser aplicada
diretamente em situações onde a intensidade da luz é modulada em pequenas
dimensões.
Dentro dos limites em que T() é função unicamente de (x) (dose de
energia de exposição), a dependência da inclinação do perfil do foto resiste é
claramente separada dentro das contribuições da parte óptica (1/E)*(dE/dx) e
da parte do processo do resiste que é o contraste (), onde cada uma pode ser
estudada separadamente [19]. Teoricamente, os modelos de formação de
imagens por projeção óptica tem sido desenvolvidos a partir de formulações de
imagens parcialmente coerentes, que se baseiam na teoria da difração de
ondas. Estes modelos são providos de recursos que permitem o cálculo de
E(x) para várias configurações ópticas. Se a espessura do foto resiste é
mudada de T0 para T0 +T, com todos os outros aspectos do processo
litográfico permanecendo constante, então a borda da linha do fotoresiste
move se de x0 para x0+x, e a mínima energia necessária para iluminar o
resiste sobre o substrato muda de E0 para E0+E. Após a exposição, com
energia E0, de uma espessa camada do fotoresiste, a quantidade de resiste
remanescente é T. Analisando melhor a curva de contraste do fotoresiste da
figura 22, a Eq.(7) do contraste pode ser melhor definida para pequenas
variações dos parâmetros do resiste, dado por:
00
0
0
1ln EET
T
EE
TTT
Eq (11)

50
Figura 22 Curva Característica da espessura do fotoresiste
É importante ressaltar que esta análise se aplica na condição em que as
reflexões das ondas na interface resiste/substrato estejam dentro do limite
aceitável de quando a luz incide a 090 . Nos casos de reflexões na estrutura do
foto resiste, acima deste limite ou em outras angulações, a análise é feita
considerando todos os parâmetros ópticos envolvidos tais como: difração,
coeficiente de absorção, índices de refletividade entre os meios etc.
Uma pequena mudança na borda de linha de um foto resiste, que ocorre
devido a um pequeno deslocamento T em sua espessura, pode ser expresso
pelo termo diferêncial em relação à direção de borda do resiste, dado por:
dx
dEEx
Eq. (12)
onde a derivada é avaliada no ponto x0 e, relacionando com a Eq.(11) do
contraste, fica:
1
0
1
dxdE
EyTTx Eq.(13)
Pela Eq.(13), um alto contraste do resiste proporcionará benefícios no
controle da largura de linha sobre a topografia, melhorando o perfil do resiste.
51
Observa-se novamente a separação entre o termo óptico que aparece de forma
normalizada como (1/E)*(dE/dx), e o contraste que representa as
propriedades do resiste [19].
Uma análise particular das equações dadas, entre a parte óptica e do
contraste, é que nem sempre se deve pensar que o processo ótimo de um foto
resiste é aquele no qual o contraste é maximizado. Infelizmente, existem
circunstâncias nas quais o contraste do resiste tem pouco efeito no
melhoramento da performance ou latitude, além disso, existem algumas
situações em que uma excessiva largura do contraste levará a um processo
que é de difícil controle. Tal circunstância pode ser observada na exposição de
filmes finos, onde os efeitos preponderantes no perfil do resiste estão
intimamente ligados às propriedades metálicas da lâmina que determinarão o
índice de refletividade na interface lâmina/resiste, o que gera ondas
estacionárias na fina espessura do resiste, que vão influenciar na etapa de
revelação do fotoresiste. Portanto, nesta parte, as propriedades de contraste
pouco afetarão a performance do resiste [19].
Um parâmetro para o qual o contraste do foto resiste afeta o controle do
processo, é na latitude de exposição, como por exemplo, na sensibilidade da
largura de linha para uma certa dose de exposição. Considerando um simples
modelo, onde a dose de exposição muda fracionalmente de E para (1+f)E,
consequentemente a linha de borda do resiste move-se de x0 para x0 + x. A
borda de linha do resiste é ainda determinada por: 0 = (x0) Eq. (9). Para o
cálculo da mudança da largura de linha, mediante a sua sensibilidade à
variação da energia da dose de exposição, tem-se:
)(1 000 xEExxEf Eq.(14 )
Conseqüentemente, a Eq.(12) anterior da variação da borda de linha do resiste,
pode ser escrita por:
1
0 )(
dxdExfEx Eq.(15)

52
onde é a fração de mudança da energia na dose de exposição definido como:
EEf
Eq.(16)
Pode-se, então, obter a expressão para a mudança na largura de linha,
que é sensível a variação da energia da dose de exposição, expressa por:
1
)()(
1)()(2
xE
dxd
xExExEL Eq.(17)
Observa-se que a Eq.(17) é composta apenas por fatores da parte de
exposição óptica, sendo, portanto, independente dos processos de contraste
do fotoresiste [2]. Este resultado é válido para uma grande escala de
parâmetros de processos, particularmente nos limites de um baixo ou alto
contraste do fotoresiste. Numa melhor análise dos parâmetros da Eq.(17) é
importante investigar, saber ou questionar, qual a fração de alteração na dose
de exposição que irá manter ou que levará a largura de linha a ficar dentro das
especificações desejadas do processo fotolitográfico. Tais alterações são
referidas geralmente como uma fração nominal da largura de linha.
Uma expressão precedente da Eq.(17) é dada pela Eq.(18), que
representa a latitude de exposição de uma forma melhor normalizada.
)()(
12 xEdxd
xEL
LL
EE Eq.(18)
Em última análise, tanto a parte óptica como a parte dos processos com o
resiste (contraste) possuem papéis separados e independentes no processo de
formação de imagens. O estudo da parte óptica e de seu papel na litografia,
reduz-se a análise de E(x) e dos parâmetros que determinam seus valores.
Similarmente, a parte que o foto resiste representa está relacionada com o seu
desenvolvimento como uma função da taxa de exposição.
Em todas as circunstâncias, a performance de um processo litográfico
será melhor determinada por problemas práticos, o que, de certa forma,
remete-se a um determinado processo específico, onde é possível avaliar a

53
instrumentação e os parâmetros utilizados, tendo como referência uma amostra
do protótipo pre-processado [2], [19].
4.7 Resistes Positivos e Negativos
Fotoresistes muito usados nos processos de fotolitografia, são os
resistes baseados no sistema DQN. O DQN é composto por um Éster foto-ativo
diazoquinona (DQ) na proporção de 20% a 50% e pela resina fenolítica
Novalak(N). A figura 23 ilustra, de forma simplificada, seu processo de
formação e de sensibilização pela luz ultravioleta (UV).
Figura 23 Resiste formado pelo DQN (Ester diazoquinona e resina fenolitica Novalak)
Como ilustrado na figura 23, o resiste positivo DQN é um sistema
formado pelos dois componentes (DQ+N), os quais são transformados
quimicamente em um produto de base solúvel. A resina Novalak hidrofílica é
por si só alcalina solúvel, mas torna insolúvel pela adição da proporção de 20%
a 50% da DQ, formando um complexo com o grupo fenol da resina Novalak. O
resiste torna-se solúvel através da reação foto química da DQ. A matriz
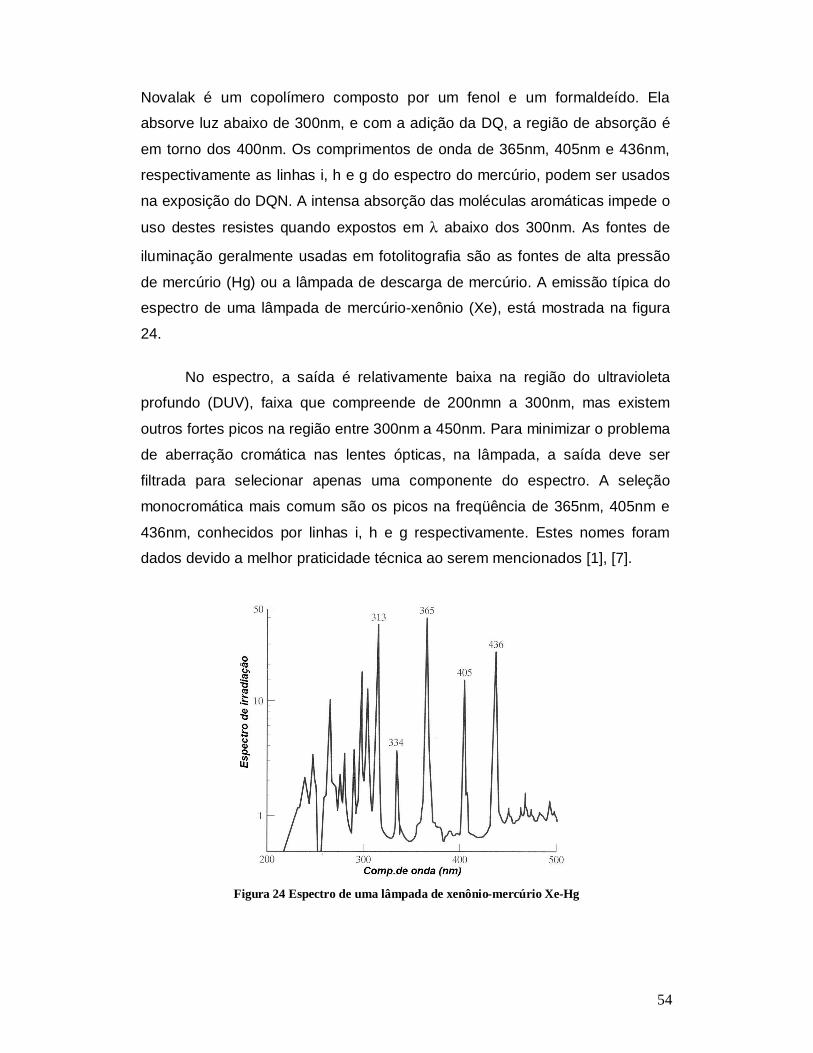
54
Novalak é um copolímero composto por um fenol e um formaldeído. Ela
absorve luz abaixo de 300nm, e com a adição da DQ, a região de absorção é
em torno dos 400nm. Os comprimentos de onda de 365nm, 405nm e 436nm,
respectivamente as linhas i, h e g do espectro do mercúrio, podem ser usados
na exposição do DQN. A intensa absorção das moléculas aromáticas impede o
uso destes resistes quando expostos em abaixo dos 300nm. As fontes de
iluminação geralmente usadas em fotolitografia são as fontes de alta pressão
de mercúrio (Hg) ou a lâmpada de descarga de mercúrio. A emissão típica do
espectro de uma lâmpada de mercúrio-xenônio (Xe), está mostrada na figura
24.
No espectro, a saída é relativamente baixa na região do ultravioleta
profundo (DUV), faixa que compreende de 200nmn a 300nm, mas existem
outros fortes picos na região entre 300nm a 450nm. Para minimizar o problema
de aberração cromática nas lentes ópticas, na lâmpada, a saída deve ser
filtrada para selecionar apenas uma componente do espectro. A seleção
monocromática mais comum são os picos na freqüência de 365nm, 405nm e
436nm, conhecidos por linhas i, h e g respectivamente. Estes nomes foram
dados devido a melhor praticidade técnica ao serem mencionados [1], [7].
Figura 24 Espectro de uma lâmpada de xenônio-mercúrio Xe-Hg

55
Na reação entre o Novalak (N) e a diazoquinona (DQ), a base insolúvel
N sensibiliza a DQ que sofre a ação fotoquímica induzida pela radiação. Após a
exposição, a diazoquinona (DQ) é convertida em um indeno ácido carboxílico
ICA, o qual é hidrofílico e muito ionizável. Este indeno sofre um rearranjo para
formar o keteno. O keteno reage com a água presente no filme e forma uma
base solúvel, um foto produto indeno-ácido carboxílico, o que torna o resiste
exposto solúvel, figura 23.
Os fotoresistes positivos, baseados no DQN, apresentam algumas
vantagens em relação aos fotoresistes negativos. A primeira delas é a
anisotropia, onde seu revelador age no sentido da região interna, onde o
resiste foi polimerizado em direção às regiões mais externas que foram mais
irradiadas. Com isto, pode-se prevenir à remoção de áreas irradiadas por
radiação espalhada, tendo, assim, maior precisão que os resistes negativos,
nos quais a radiação espalhada causa um alargamento da largura de linha.
Outra vantagem é que os resistes positivos são termicamente estáveis até
cerca de 200°C. A esta temperatura a maioria dos resistes negativos se
deterioram. Os resistes DQN são reaproveitáveis e podem ser removidos
quando ocorre algum erro de processamento [18].
Entre as propriedades desejáveis de um fotoresiste podemos citar: a
elevada estabilidade química; elevada pureza química; viscosidade adequada;
alta força de adesão na lâmina e nenhuma porosidade no filme, passíveis de
serem removidos a seco (dry etching). Além destas propriedades, é importante
que ele tenha uma boa sensibilidade ao comprimento de onda no qual é
exposto. Tendo boa sensibilidade, a espessura do resiste sobre a superficie da
lâmina pode ser bastante fina, o que proporciona uma boa resolução, evitando
desvios ópticos, devido à espessura, ao ser atravessada pela luz UV. Outra
propriedade importante é ser resistente o suficiente aos demais processos de
fabricação como o de corrosão, no qual a lâmina pode ser submetida durante a
fabricação do CI. Os resistes baseados no sistema DQN, apesar de terem
resolução limitada, são bem resistentes aos processos de corrosão
subsequentes.
Outros fatores como facilidade de processamento, reprodutibilidade e

56
baixo custo também devem influenciar na escolha de um fotoresiste apropriado
ao processo de fabricação de um dispositivo [2]. Alguns reveladores industriais
típicos de resistes positivos são: KOH (hidroxido de potássio) em solução
aquosa, TMAH (hidróxido tetra metil de amônio), cetonas e acetatos. Os
solventes típicos usados nos resistes positivos são os: “metais cellosolve”,
hidrocarbonos aromáticos e acetato cellosolve. Cellosolve é o nome comercial
para os solventes baseados em ésteres de etileno glicol, são possíveis
cancerígenos” [7]. A fim de ilustrar um pouco melhor, a tabela 3 enumera e
compara quanto à: polaridade, sensibilidade e técnicas de exposição alguns
tipos de polímeros que são usados na produção dos resistes [14]. Tabela 3: Comparação de resistes [14]
Resiste Poliméro Polaridade Sensibilidade(coul/cm2)
Radiação de
exposição Positivo Novalak (M-Cresol- formaldeido) + 3-5x10- 5 UV Negativo PMMA
Poli Isopreno Poli -(Metil Metacrilato)
- + 5x10-5
UV E-Beam
PMIPK Poli-(Metil Iso-propenil Ketone + 1x10-5 E-Beam Deep UV
PBS Poli-(Buteno-1-Sulfona) + 2x10-6 E-Beam
TFECA Poli-(Trifluoroetil cloroacrilato) + 8x10-7 E-Beam COP
(PCA) Copolímero-(α-Cilano
Etil Acrilato-α-Acrilato Etil Amido) - 5x10-7 E-Beam X- Raio
PMPS Poli-(2-Metil Penteno-1-Sulfone) + 2x10-7 E-Beam
Nos anos 60, atendendo às crescentes necessidades da indústria de
dispositivos, à base de semicondutores, surgiram os primeiros resistes
negativos. Estes resistes tinham como mecanismo de ação os processos de
foto polimerização e usavam a radiação produzida pelas lâmpadas de mercúrio
na região do Ultravioleta próximo, nos comprimentos de onda de 365nm e
436nm. A figura 25 mostra o exemplo de um fotoresiste negativo. A camada
insolúvel forma um padrão negativo que é usado como um modelo para
delinear muitos níveis de circuitos em semicondutores e em MEMS (sistemas
micro-eletro mecânicos) [7]. A insolubilização do resiste negativo pode ser
conseguida de duas formas: aumentando o peso molecular do material do foto
resiste negativo, através da exposição ao UV (resiste tradicional), ou é
transformado quimicamente para formar novos produtos insolúveis (são os
resistes mais recentes). O aumento do peso molecular é geralmente realizado

57
através de fotoionizadores que geram radicais livres ou ácidos fortes facilitando
ligações cruzadas poliméricas ou a foto polimerização de espécies de
monômeros ou oligonômeros.
A outra maneira de se conseguir a insolubilização dos resistes negativos
é pelo meio das transformações fotoquímicas dos mesmos. Estas
transformações fotoquímicas do resiste acabam por conduzir à formação de
grupos hidrofóbicos ou hidrofílicos que irão prover de outros meios de
polimerização para induzir a solubilidade preferêncial entre as partes expostas
e não expostas do filme de resiste [7].
Figura 25 Sistema de resiste negativo. A exposição induz diferentes tipos de mudanças no foto
polímero
A figura 26 mostra dois componentes usados geralmente em resiste
negativo. Os quais são: o biz (aryl) azide (bis aril azida, uma espécie de
borracha resiste) cuja matriz é uma resina (cyclized poly (cis-isoprene)) (poli-
cis-isopreno cíclica), que é uma borracha sintética. Na síntese do bis aril azida,
a azida perde nitrogênio e gera uma grande reatividade do nitreno mediante a
dissociação das moléculas pela incidência da luz (fotólise). O nitreno
intermediário sofre então uma série de reações que resultam em ligações
cruzadas na resina. A oxidação, devido ao oxigênio do ambiente ou dissolvido

58
no polímero, muitas vezes é uma reação de polimerização concorrente. De
outra forma, a polimerização pode ser inibida pela extinção das reações de
ligações cruzadas através da limpeza do nitreno foto produzido pelo oxigênio.
Uma desvantagem que as reações concorrentes apresentam é que as
exposições devem ser realizadas sob uma atmosfera de nitrogênio ou em
vácuo, o que dificulta o sistema tanto do ponto de vista da montagem em si, no
vácuo, como em termos da eficiência química devido à cobertura do nitrogênio
que contribuirá para as reações de polimerização concorrentes.
Outra desvantagem deste tipo de resiste negativo é que a resolução é
limitada pela espessura do filme. O processo de ligações cruzadas começa na
parte do resiste onde a luz atinge primeiro. Conseqüentemente, múltiplas
exposições são necessárias para aumentar a insolubilidade do resiste na
interface do substrato. A espessura do resiste necessitará de uma maior dose
para completar a polimerização, e isto amplia os efeitos da radiação disperça
na interface resiste/substrato, o que, por sua vez, reduz a resolução desejada
[7], [17].

59
Figura 26 Bis (aryl) azide- sintetizado em borracha resiste com cyclized poly (cis-isoprene) como
matriz da resina
4.8 O Resiste SU-8
O SU-8 é um resiste negativo que tem sua estrutura química baseada na
resina epoxi. O éter glicidílico polifuncional derivado do Novolac bis-fenol-A,
conhecido como EPON Resina SU-8, é um dos resistes de mais alta
resolução já desenvolvidos. É um resiste, cujo mecanismo de ação é a
amplificação química, é solúvel em solventes orgânicos e apropriado as
aplicações que exigem filmes de resiste com espessuras da ordem de mm. Ele
é muito usado na microfabricação no processo Liga por permitir a criação de
estruturas com elevada razão de aspecto.
O Epoxi é um prefixo relacionado à estrutura 1,2-epoxi: ponte formada
por um átomo de oxigênio ligado a dois outros átomos, freqüentemente de
carbono, já ligados de alguma maneira. A resina epoxi é uma molécula que
contém um ou mais grupos 1,2-epoxi [18]. A figura 27 apresenta a estrutura
química básica do resiste SU-8:

60
Figura 27 Estrutura química do éter glicidico de bis-fenol-A (SU-8)
O SU-8, sendo formulado com o fotoativador sal de triaril sulfônio, ele
se comporta como um fotoresiste que, exposto à radiação na região do UV
próximo (365 a 436 nm), forma uma matriz polimérica com estrutura
escalonada de alta densidade de polimerizações cruzadas. O SU-8 também
apresenta caracteristicas de elétron-resiste, o que o torna apropriado para ser
exposto a feixe de elétrons, feixe de íons e de raios-X.
Quando o material orgânico do resiste polimérico é atingido por elétrons
com energias da ordem de keV, dois são os efeitos possíveis: as moléculas
podem ser quebradas em fragmentos menores ou podem se ligar, formando
moléculas maiores. Embora esses dois efeitos ocorram simultaneamente, um
deles predomina, dependendo do tipo de material. A formação de moléculas
maiores (polimerização cruzada) caracteriza os elétron-resistes negativos. Os
elétron-resistes positivos são aqueles que, sob irradiação moderada, tém sua
cadeia polimérica principal quebrada, com conseqüente diminuição de seu
peso molecular. Para doses elevadas, entretanto, a polimerização cruzada
passa a dominar, tornando o resiste insolúvel.
No processamento as distintas viscosidades decorrentes determinam a
espessura do resiste em função da velocidade de rotação do substrato durante
seu espalhamento. Depois de espalhado sobre o substrato, ele deve passar
por um cozimento pré-exposição, à temperaturas superiores a de sua transição
vítrea (55°C), durante alguns minutos, para que evapore o solvente do resiste.
Se usado na categoria de foto resiste, deve ser exposto à radiação ultravioleta,
a comprimentos de onda na faixa de 350 nm a 450 nm,visto que o SU-8 pode
ser encontrado comercialmente, em seis diferentes especificações, de acordo
com o seu grau de dissolução. Por ser um resiste cujo mecanismo de ação é a
amplificação química, ele deve passar pela etapa de cozimento pós-exposição

61
durante 15 minutos, a 95°C, o que modela as estruturas de elevada razão de
aspecto; se a temperatura, entretanto, for de 200°C, o cozimento servirá para
completar o processo de polimerização cruzada, resultando num material de
grande dureza, geralmente usado como produto final. Mais alguns minutos de
cozimento, a cerca de 75°C, desencadeiam o processo de annealing
(cozimento), permitindo que a água nele presente evapore antes de atingir a
temperatura ambiente, e eliminando o estresse interno da camada de resiste. A
revelação do SU-8 pode ser efetuada com acetato de éter metílico de
propilenoglicol, sob agitação. O tempo de revelação é em função da espessura
do resiste depositado: cerca de 5 min são necessários para a revelação de 250
m de SU-8.
Um enxagüe final com o mesmo composto, ou com isopropanol, é
utilizado para a remoção final de resíduos que permanecem sobre o substrato.
O amplo processamento latitudinal é resultado da elevada seletividade do SU-8
entre regiões expostas e não expostas.
O resiste SU-8, com sua versátil capacidade de formação de imagens,
tem sido utilizado para a fabricação de dispositivos com largura de linha de
0,25m e 0,1m, através da litografia por feixe de íons. O elevado contraste, a
excelente solubilidade e a capacidade de planarização desse resiste são
decorrentes do baixo peso molecular da resina; a alta funcionalidade epoxi é
responsável por sua sensibilidade.
Em síntese, as principais caracteristicas do SU-8 que o tornam útil na
microfabricação, são: sua ótima adesão à maioria das superificies; seu baixo
peso molecular lhe confere elevado contraste e solubilidade em grande
variedade de solventes orgânicos; permite a obtenção de espessuras de até
200 m por simples espalhamento sobre substrato rotatório; sua baixa
absorção óptica na região próxima do UV possibilita razões de aspecto da
ordem de 14:1; sua funcionalidade aromática e matriz altamente polimérica
fazem com que ele seja térmico e quimicamente estável, sendo muito
adequado como molde para eletroformação. O SU-8, por apresentar difícil
remoção, como a maioria dos epoxies polimerizados, é muito útil para
aplicações a dispositivos em que o resiste é o material permanente [18].

62
4.8.1 Resistes Amplificados Quimicamente
A pesar dos processos litográficos com o uso dos resistes positivos
baseados no sistema Novalak/DQ apresentarem boa resistência aos processos
corrosivos pós-litográficos, eles apresentam limitação na resolução. O salto no
comprimento de onda utilizado para a litografia óptica, do ultravioleta próximo
(436nm a 365nm) e médio (300nm a 350nm) ao Ultravioleta profundo (DUV)
(254nm), implica em necessidades de modificações nos resistes baseados no
Novalak. Esse tipo de resiste apresenta um coeficiente de absorção elevado na
faixa do DUV (200nm a 300nm), o que impede que o resiste seja sensibilizado
em toda sua espessura [18], [21].
Contudo, a passagem para a litografia por UV-profundo foi uma
revolução do ponto de vista tecnológico, pois passou-se a empregar novas
tecnologias de exposição, novos mecanismos químicos de produção de
imagem e novos materiais poliméricos. Foi na busca por estes novos materiais
que surgiram os resistes baseados na amplificação química (CA), com o
objetivo de suplantarem o problema da baixa sensibilidade na faixa do DUV.
O conceito de amplificação química surgiu na década de 80, com os
trabalhos de Ito, Willson e Frechet nos laboratórios da IBM, onde em síntese no
processo,uma espécie catalítica é fotoquimicamente gerada e induz uma
cascata de transformações ou reações químicas posteriores, promovendo
assim, o mecanismo de amplificação, não sendo o agente catalítico consumido
pelas reações.
O ponto forte deste processo é o polímero ácido-reativo, que é
quimicamente amplificável por um ácido fotogerado. Esse novo mecanismo de
produção de imagem, (CA), fez-se necessário devido à baixa intensidade de
radiação produzida pelas lâmpadas de mercúrio nas foto-alinhadoras usadas
para litografia por DUV nos 254nm [18].
A característica crítica neste mecanismo é que o grupo ácido variável
ligado ao polímero deveria reagir com o ácido fotogerado de tal forma que a
nova molécula do ácido gerada pode iniciar um novo ciclo catalítico acelerando,
portanto, o processo de polimerização do resiste. Assim a molécula ácida
fotogerada pode produzir de 500 a 1000 reações químicas. A figura 28 ilustra o
princípio fotoquimico deste mecanismo [19].

63
Figura 28 Sistema de Amplificação química [19]
No início do desenvolvimento das primeiras versões dos resistes
quimicamente amplificados, estes incorporavam uma ampla variedade de
reações químicas ácido-catalitícas, estas primeiras versões apresentaram-se
problematicas quanto à sua revelação em meio aquoso, apesar de apresentar
um contraste bem mais elevado, comparado com os resistes DQN. A revelação
necessitava de solventes orgânicos, o que levou sua extensão a processos
negativos de formação de imagem [18].
A correção do ganho de dissolução em meio aquoso foi obtida com a
preparação de um co-polímero contendo um hidroxi-estireno terc-butoxi-
carbonila (t-BOC) protegido. No balanço total das reações do sistema, ocorre o
equilíbrio na proporção correta entre as propriedades hidrofílicas e hidrofóbicas
do resiste, o que evita a inibição da superfície e de resíduos de má revelação
(excesso de hidrofobia), e por outro lado, as elevadas taxas de erosão de
regiões não expostas pelo excesso de hidrofilia.
No processo catalítico, um poli-hidroxi-estireno(PHOST),parcialmente
protegido com tBOC, é manifestado com o foto ácido gerador(ag). É necessário
fazer um cozimento pós-exposição para que a eliminação da camada protetora
seja termicamente ativada, de forma que a quantidade catalítica de ácido
gerada durante a exposição possa produzir uma dissolução altamente
diferenciada. Na
presença do (ag), a resina PBOCST é estável até a temperatura de 200°C e
insolúvel em meio aquoso. A exposição em DUV libera um ácido catalisador, a
seguir é feito o aquecimento de pós-exposição (PEB) no qual o ácido
transforma o PBOCST lipofílico em PHOST poli (p-hidroxiestireno), que é
solúvel em meio quoso (hidrofílico). Essa mudança de polaridade, do estado

64
não-polar ao polar, permite a formação de imagens positivas ou negativas
simplesmente mudando o solvente revelador. Com o uso de solvente polar,
como álcool ou base aquosa, a área exposta é removida e a imagem revelada
é positiva. Se a revelação é feita com solventes orgânicos não polares, a área
não exposta é removida e a imagem formada é negativa. Na figura 29 tem-se a
ilustração do processo convencional de exposição nos 248nm no DUV com o
uso do resiste t-BOC, amplificado quimicamente com suas reações
fotoquímicas conforme descrito [20].
Figura 29 Reações químicas desde a exposição óptica à revelação empregando resiste t-BOC, CA
Entre as propriedades importantes do hidroxiestireno (PHOST), deve-se
citar a sua hidrofilicidade, que proporciona um bom-tom no resiste positivo
durante seu desenvolvimento, impedindo a erosão de áreas não expostas, sua
alta temperatura vítrea T (130°C a 170°C), superior às necessidades de
execução dos aquecimentos pós-exposição. Ele possui anéis aromáticos em
alta concentração, o que permite uma boa resistência aos processos de
corrosão. Finalmente, a presença de um grupo hidroxila facilmente bloqueado
para a incorporação do ácido funcional, ou melhor, o hidroxiestireno pode ser
facilmente anexado a um agrupamento ácido, como por exemplo, um ácido
carboxílico, que é reativo e removível, capaz de, na presença de um ácido forte

65
fotogerado, proporcionar significativa mudança na solubilidade do resiste.
Os resistes amplificados quimicamente foram utizados para fabricação
de milhões de memórias DRAM da IBM como também após o seu
desenvolvimento baseados na desproteção e conseqüente solubilização da
resina em solução aquosa, permitiu-se uma alternativa ao sistema DQN para
uso em DUV. Pela adição de determinada molécula básica, os resistes DQN,
passaram a se comportar como negativos,sendo amplamente utilizados na
formação metálica de imagens de elevada razão de aspecto [21].
4.9 Spin Coating (cobertura por meio de velocidade de giro) e espessura do Foto Resistem
Feito todo procedimento de limpeza, aderência e aplicado o fotoresiste
sobre a lâmina de Silício, utiliza-se o spin coating, que é um procedimento
usado para cobrir a lâmina com um material que está originalmente no estado
líquido. Este líquido é colocado sobre a superfície da lâmina, em quantidade
pré-determinada, na forma de doses/mm2 e então a lâmina é rotacionada a
uma velocidade de giro na faixa de 3000 rpm a 6000 rpm durante um tempo
médio de 15 a 30 segundos.
Existem mais três técnicas de cobertura de fotoresiste: cobertura eletro
mecânica, cobertura por (spray) pulverizador e por moldagem. A cobertura
eletro mecânica requer formulações de resiste especial, a técnica de spray é
aplicada para deposição de resistes finos e o método de moldagem é
adequado em processos em que se desenvolve apenas uma camada do foto-
resiste. Estas técnicas são especialmente adequadas para aplicações em que
a cobertura por velocidade de giro é notoriamente ruim. Abordaremos, portanto,
a técnica de recobrimento por rotação.
Durante a rotação, o líquido é distribuído uniformemente na superfície da
lâmina por forças centrífugas. No processo de spin coating podem ocorrer
estrias que são variações de aproximadamente 30nm na espessura do resiste,
devido à secagem não uniforme. A periodicidade radial destas estrias está na
media de 80 µm a 100 µm a partir do centro da lâmina. Podem ocorrer
também, durante o espalhamento do resiste, os problemas de Borda (Edge
Bead) que são saliências residuais na borda da lâmina, sendo estas de 20 a 30
vezes maior em relação à espessura nominal do resiste. As bordas
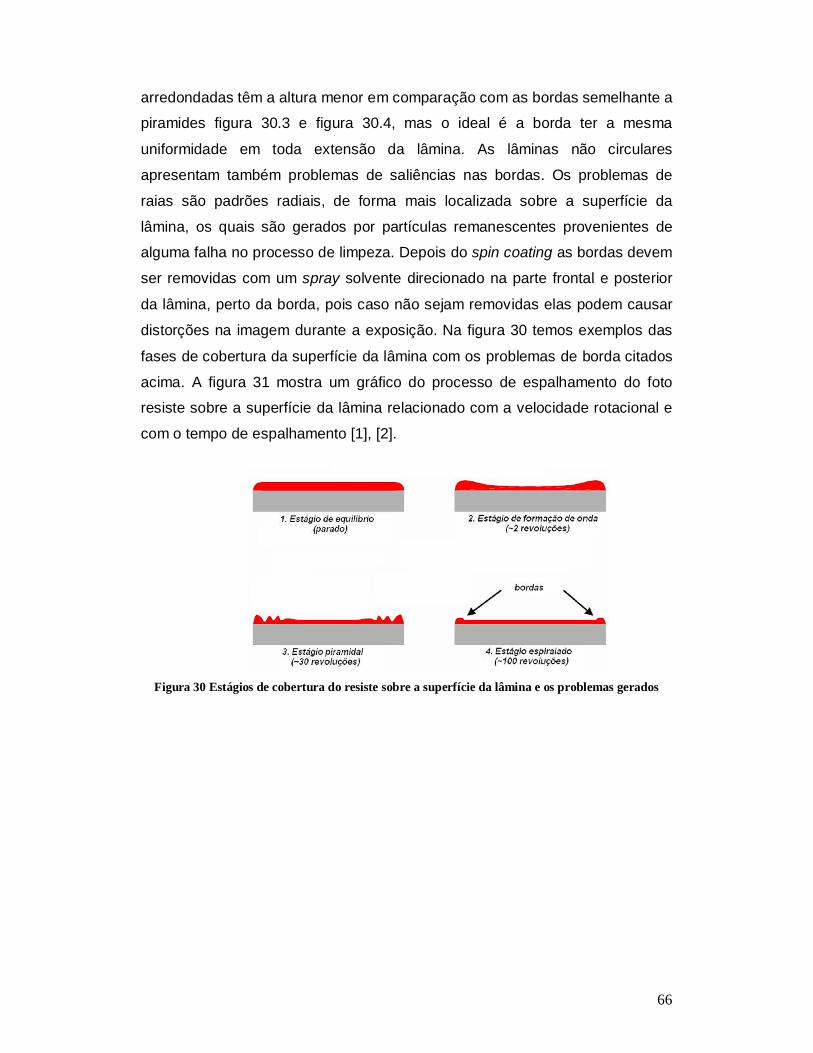
66
arredondadas têm a altura menor em comparação com as bordas semelhante a
piramides figura 30.3 e figura 30.4, mas o ideal é a borda ter a mesma
uniformidade em toda extensão da lâmina. As lâminas não circulares
apresentam também problemas de saliências nas bordas. Os problemas de
raias são padrões radiais, de forma mais localizada sobre a superfície da
lâmina, os quais são gerados por partículas remanescentes provenientes de
alguma falha no processo de limpeza. Depois do spin coating as bordas devem
ser removidas com um spray solvente direcionado na parte frontal e posterior
da lâmina, perto da borda, pois caso não sejam removidas elas podem causar
distorções na imagem durante a exposição. Na figura 30 temos exemplos das
fases de cobertura da superfície da lâmina com os problemas de borda citados
acima. A figura 31 mostra um gráfico do processo de espalhamento do foto
resiste sobre a superfície da lâmina relacionado com a velocidade rotacional e
com o tempo de espalhamento [1], [2].
Figura 30 Estágios de cobertura do resiste sobre a superfície da lâmina e os problemas gerados

67
Fotoresiste sendo girado
Figura 31 Gráfico do processo de espalhamento do fotoresiste na superfície (veloc. versus tempo)
De uma maneira pratica a espessura do fotoresiste pode ser calculada
pela Eq.19 dada por:
WPT
2 Eq. (19).
Onde k é a constante de giro (spinner) tipicamente entre 80 a 100 com
unidade de medida dada em m rpm ; P é o conteúdo sólido do resiste dado em
porcentagem (%) e W é a velocidade de rotação em rpm/1000.
Existem no mercado alguns equipamentos disponíveis que são utilizados
para medir com certa precisão a espessura do foto resiste após o seu
espalhamento sobre a lâmina. Entre eles pode-se citar o microscópio Leitz-
Ergoplan equipado com interferômetro de luz branca, o sistema de medida de
espessura Leitz-MPVSP com resolução de 1nm, o qual emprega índice de
refração de 1,64 tendo capacidade de medir espessuras em grandes áreas em
torno de 200x200 m2. É utilizado também o perfilômetro Sloan Dektak 3030,
que permite medidas de espessura em degraus no filme com resolução vertical
de 0,1nm [2], [21].
A espessura final do filme de resiste é estabelecida como resultado da
viscosidade do resiste, pela velocidade de espalhamento do resiste, pela

68
tensão superficial e pelas características de secagem do resiste. Na prática, a
tensão superficial e as características de secagem são propriedades do resiste
e a viscosidade, velocidade de espalhamento estão relacionadas e são
determinadas a partir das curvas fornecidas pelo fabricante do resiste ou por
um sistema de velocidade particular que seja utilizado. A figura 32 mostra as
curvas de alguns tipos de resiste para espessura em função da velocidade de
espalhamento.
Figura 32 Espessura do resiste versus a velocidade de espalhamento
Contudo, a finalidade das etapas de aplicação do fotoresiste é o
estabelecimento de um filme uniforme do fotoresiste, sem defeitos na superfície
da lâmina. Para conseguir estas metas são necessários bons equipamentos e
severo controle de todos os parâmetros mencionados durante o processo de
cobertura e espalhamento do fotoresiste. A espessura típica do resiste vária de
0,5 a 1,5 µm e sua deformidade deve ser de apenas +/- 0,01 µm (100 Å). Estas
variações é 1% de 1 µm da espessura [14].
4.10 Pré-cozimento suave: “Pre-Bake”
Após o spin coating, faz-se o pré-cozimento suave “Pre-Bake” ou “Soft
Bake”. Esta etapa é usada para melhorar a adesão e remover o solvente do

69
fotoresiste. Os tempos variam de 5 a 30 minutos em um forno com
temperaturas entre 80 e 150°C ou de 1 a 3 minutos em um chapa quente com
temperaturas entre 80 e 120°C. Alguns fotoresistes negativos são aquecidos
em uma atmosfera de nitrogênio. A temperatura deve ser bem controlada e
uniformemente distribuída e o ambiente em que se faz o cozimento deve
possuir um alto grau de limpeza. Os solventes devem ser evaporados por duas
razões: o principal papel dos solventes é permitir a aplicação do resiste na
camada fina da lâmina. Depois que exerce este papel deve ser evaporado do
resiste pois a partir de então sua presença pode interferir com o resiste no
processamento. Usando uma analogia com pinturas ou quadros é conhecido
que uma completa secagem, evaporação do solvente é necessaria para uma
boa adesão da tinta na tela. Os principais parâmetros de um pré-aquecimento
“soft-bake” são o tempo e a temperatura. Dois grandes objetivos no processo
de impressão são a correta definição da imagem e uma adesão do resiste na
lâmina durante cada etapa de corrosão. Ambos estes objetivos são
influenciados pelo “soft-bake”. Em casos extremos, o resultado de um baixo
aquecimento resultará em uma formação incompleta da imagem na exposição
e uma pobre adesão na etapa de corrosão. Sobre-aquecimentos causarão
efeitos no polímero do resiste que não reagirão à radiação expostaOs métodos
de transferência de calor por condução, convecção e radiação são apontatos
como possíveis soluções na montagem ou compra de um sistema adequado à
realização de um processo de soft-bake. Condução é a transferência de calor
por contato físico de um objeto com uma superficie aquecida para outro. O
equipamento de chapa quente usa o método de condução. No processo de
condução, a vibração dos átomos da superfície aquecida (chapa quente) causa
a vibração dos átomos da superficie não aquecida (lâmina) resultando em seu
aquecimento. Alguns aquecimentos para desidratação do resiste são feitos em
fornos de convecção. A convecção é um método de transferência de calor
caracterizado pelo movimento de um fluido devido à diferença de densidade.
Alguns sistemas que usam este método são: fornos de ar forçado, fornos de ar
e nitrogênio e fornos de oxidação. Nestes sistemas, uma unidade aquece o gás
e um soprador ou diferença de pressão empurra o gás para o espaço onde por
sua vez aquece o objeto. A figura 33 mostra um exemplo de forno de fluxo de
calor que pode ser usado em um soft-bake, onde as lâminas são colocadas em

70
um suporte de aluminio dentro do forno e são envolvidas pelo fluxo de calor
corrente, sendo a temperatura e o tempo do processo controlados
externamente. A figura 34 mostra um sistema alternativo de chapa quente com
opção de aquecer uma ou várias lâminas [14].
Figura 33 Forno de Convecsão
Figura 34 (a) Esquematico de uma chapa quente, (b) chapa quente em linha continua, (c) Uma
única lâmina na chapa quente
O terceiro método é a radiação. O termo descreve o movimento das
ondas eletromágneticas atraves do espaço como também no vácuo, em
atmosfera com gases e em outros meios. O sol transfere calor para a terra por
meio de radiações. Uma lâmpada aquecendo, também transfere calor por
radiação. A radiação é o método de aquecimento usado nos RTP
(processamento rápido de temperatura). Quando a radiação atinge um objeto,

71
a energia carregada pela onda é transferida diretamente para os átomos do
objeto. Soft Bake nesse caso pode ser feito utilizando micro ondas ou radiação
no infra-vermelho, para não sensibilizar o fotoresiste.. A figura 35 e figura 36
mostram um esquema deste sistema de aquecimento [14]. Após o pré
cozimento o fotoresiste está pronto para o alinhamento e a exposição da
máscara.
Figura 35 Aquecimento por infravermelho
Figura 36 Aquecimento com fonte de micro ondas
4.11 Alinhamento
Tendo aplicado o fotoresiste sobre o wafer o padrão a ser gravado pode,
então, ser transferido para o substrato. Antes da transferência a posição do
padrão deve ser ajustada sobre o substrato. No caso da deposição de padrões
múltiplos, como é o caso em geral, cada máscara, seguida da anterior, é

72
alinhada com os pontos de referência da própria superfície da lâmina,
seguindo o padrão precedente de alinhamento da primeira máscara com a
superfície da lâmina. Os projetos de VLSI/ULSI exigem características
geométricas extremamente pequenas, mínima largura de linha ou espaços e
tolerâncias mínimas no alinhamento. Como por exemplo, para 100nm (0.1µm)
no processo litográfico será requerido um erro de alinhamento, no pior dos
casos, de 35nm, (tres (delta) e meio, é o erro aleatório), e sistemas de
alinhamento automatizados, controlados por computador são necessários para
conseguir estes níveis de precisão do alinhamento com reprodutibilidade.
No equipamento de alinhamento, em alinhadoras de contato, a lâmina é
preza em um mandril do sistema de vácuo e movida com cuidado na posição
abaixo da máscara. A primeira máscara é posicionada sobre a lâmina usando
um estágio ajustável nas direções x-y formando um ângulo de 900 com o eixo y
e o eixo x é o plano de apoio, figura 37. Na figura 38 é mostrado um desenho
esquemático do alinhamento subseqüente da máscara usando as marcas de
alinhamento, que são pontos localizados numa posição facilmente encontrada
na ponta de cada lâmina ou na separação das linhas circulares da mesma. A
máscara é espaçada de 25µm a 125µm acima da superfície da lâmina durante
o alinhamento. Se a impressão por contato estiver sendo usada, a máscara é
trazida em contato com a lâmina após o alinhamento [1], [14].
Figura 37 Posicionamento da máscara sobre a lâmina e vise versa

73
Figura 38 Tipos de alinhamentos de máscara
Os erros de alinhamento ou desalinhamentos dividem-se em várias
categorias. Na figura 39 um exemplo comum de erro é o de um simples
desalinhamento na direção x-y, figura 39(a). Outro erro comum é o
desalinhamento rotacional, onde um lado da lâmina é alinhado, mas o padrão
fica crescentemente desalinhado cada vez mais na parte superior da lâmina,
figura 39(b). Outro problema de desalinhamento associado com a máscara e
os passos de alinhamento é o erro denominado run-out and run-in. O mesmo
surge quando na lâmina o padrão não é formado pelo centro constante da
máscara ou é colocado na lamina fora de centro, figura 39(c) [14].
Figura 39 Tipos de desalinhamentos (a) direção x, (b) rotacional e (c) descentralizado.

74
4.11.1 Exposição
Os sistemas de exposição são empregados para a sensibilização do
resiste depositado sobre a lâmina, através das máscaras. Entre as técnicas de
exposição existentes abordaremos as técnicas de contato, aproximação (não
contato) e projeção.
Após o alinhamento, o fotoresiste é exposto através da máscara com
alta intensidade de luz ultravioleta. No caso de resistes positivos, o resiste é
exposto onde quer seja aberta uma janela para processamento do substrato,
seja para depositar filmes, realizar processos de corrosão ou dopagem. Nos
modos de impressão por contato e por proximidade (máscara x lâmina), a
óptica litográfica tem sua resolução com limites ajustados por uma série de
fatores. Entre eles, tem-se a difração da luz, que pode ocorrer quando, por
exemplo, a luz passa da borda de uma região opaca da máscara para uma
área clara adjacente. Erros no alinhamento da máscara com a lâmina ocorrem
por motivos da não uniformidade no plano da lâmina ou por outras distorções
de alinhamento. A figura 40 ilustra uma distribuição típica da intensidade da luz
incidente na superfície de um fotoresiste, após a passagem através da
máscara contendo uma grade periódica consistindo de espaços opacos e
transparentes cuja largura é igual a “b”.
Figura 40 Perfil de distribuição da luz na superfície do fotoresiste, após a luz passar através da
máscara contendo linha e espaço igual

75
A resolução teórica (R), que é a mínima dimensão de linha ou espaço
(bmin) que o sistema é capaz de resolver com a grade de uma máscara é
definida pela forma:
223
minzsbR Eq.(20).
Onde: bmin é a metade do período da grade do mínimo tamanho
característico transferível.
S é o gap entre a máscara e a superfície do fotoresiste;
é o comprimento de onda de exposição;
z é a espessura do foto resiste.
A alta intensidade da radiação é ideal quando direcionada num ângulo
de 900 com a superfície da lâmina. Quando esta situação ideal ocorre, as
ondas, durante a exposição do resiste, refletem para cima e para baixo
diretamente no resiste, deixando uma imagem exposta melhor definida [14]. Na
realidade, algumas ondas viajam em ângulos diferentes e expõem porções de
áreas indesejadas do resiste. Esta refletividade sub-superficial varia com a
camada superficial do material e com a rugosidade da superfície. Camadas de
metais, especialmente alumínio e ligas de alumínio, tem alta refletividade. A
figura 41 ilustra este fenômeno da refletividade sub-superficial.
Figura 41 Refletividade sub-superficial
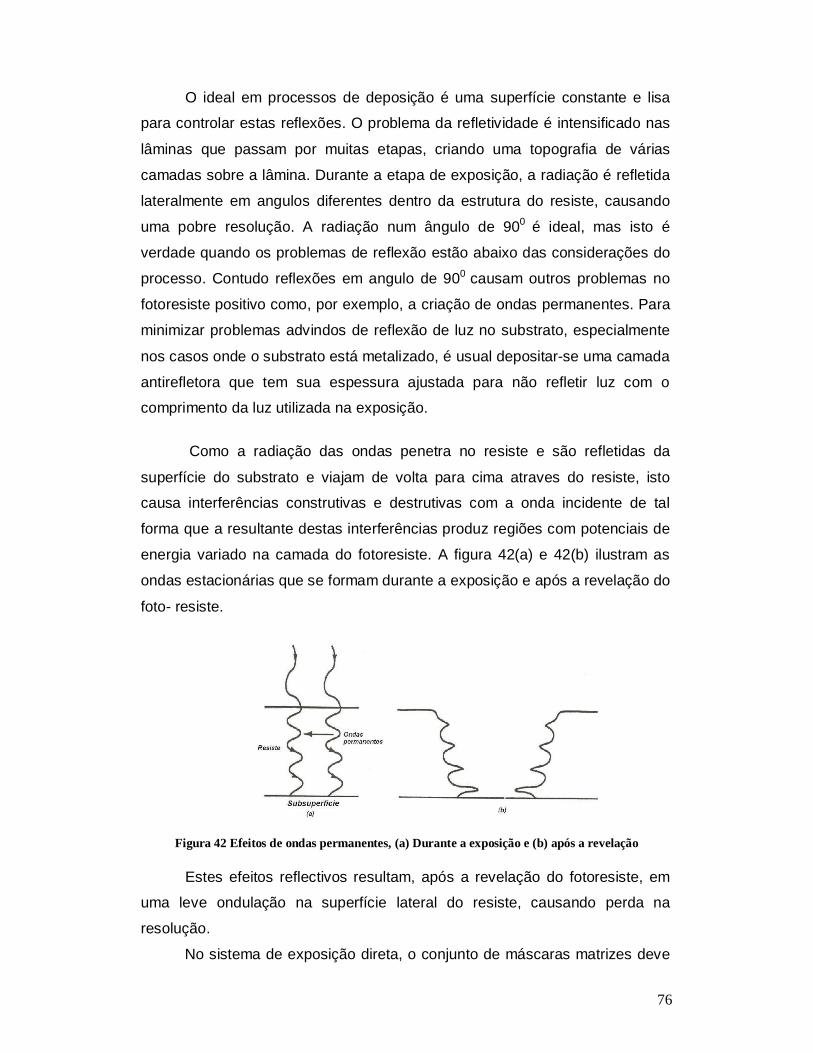
76
O ideal em processos de deposição é uma superfície constante e lisa
para controlar estas reflexões. O problema da refletividade é intensificado nas
lâminas que passam por muitas etapas, criando uma topografia de várias
camadas sobre a lâmina. Durante a etapa de exposição, a radiação é refletida
lateralmente em angulos diferentes dentro da estrutura do resiste, causando
uma pobre resolução. A radiação num ângulo de 900 é ideal, mas isto é
verdade quando os problemas de reflexão estão abaixo das considerações do
processo. Contudo reflexões em angulo de 900 causam outros problemas no
fotoresiste positivo como, por exemplo, a criação de ondas permanentes. Para
minimizar problemas advindos de reflexão de luz no substrato, especialmente
nos casos onde o substrato está metalizado, é usual depositar-se uma camada
antirefletora que tem sua espessura ajustada para não refletir luz com o
comprimento da luz utilizada na exposição.
Como a radiação das ondas penetra no resiste e são refletidas da
superfície do substrato e viajam de volta para cima atraves do resiste, isto
causa interferências construtivas e destrutivas com a onda incidente de tal
forma que a resultante destas interferências produz regiões com potenciais de
energia variado na camada do fotoresiste. A figura 42(a) e 42(b) ilustram as
ondas estacionárias que se formam durante a exposição e após a revelação do
foto- resiste.
Figura 42 Efeitos de ondas permanentes, (a) Durante a exposição e (b) após a revelação
Estes efeitos reflectivos resultam, após a revelação do fotoresiste, em
uma leve ondulação na superfície lateral do resiste, causando perda na
resolução.
No sistema de exposição direta, o conjunto de máscaras matrizes deve

77
ter exatamente as dimensões finais do CI. A figura 43 ilustra
esquematicamente o equipamento de exposição. A fonte de luz pode ser de
mercúrio (UV), ou de mercúrio-xenônio (UV profundo). O feixe de luz passa por
filtros destinados à eliminação do infravermelho, a intensidade do feixe é então
uniformizada e colimada, antes da incidência sobre a máscara. Neste método
de impressão por contato, a foto máscara é pressionada de encontro ao resiste
depositado sobre a lâmina com uma pressão na escala de 0,05 atm a 0,3 atm
e neste caso o “s” da equação dada acima é igual à zero, pois não há espaço
entre a máscara e a lâmina. Neste caso, a resolução é dada por :
22
3min
zbR Eq. (21)
Como exemplo, este método utilizando um de 400nm e espessura do
fotoresiste igual a 1m, é possível obter uma resolução próxima a 1m. Como
se observa pela Eq. 21, para pequenos comprimentos de onda, como 248 nm,
e para uma mínima espessura da camada de resiste, tem-se maiores
resoluções.
Figura 43 Esquemático básico do sistema de exposição por contato

78
No equipamento de aproximação da máscara na lâmina existem
espaçadores por meio dos quais aproxima-se a máscara na lâmina. A figura
44(a) e figura 44(b) mostram um exemplo do método de aproximação e por
contato direto respectivamente. A vantagem da exposição por contato direto é
que a resolução é melhor que no método de aproximação, mas a desvantagem
é que a durabilidade da máscara fica bastante reduzida, devido aos danos
físicos que podem ocorrer causados pelo contato direto entre as duas
superfícies. Normalmente, devido às macro distorções sofridas pela lâmina
durante os processos térmicos. Na técnica de aproximação os mínimos
espaçadores que podem ser utilizados são da ordem de 20 µm a 50 µm. O
sistema tem sua limitação imposta principalmente pela difração de Fresnel, a
qual reduz a resolução. Neste método, como “s” (espaço entre a máscara e a
lâmina) é muito maior que z (espessura do resiste). A Eq.21 da resolução pode
então ser escrita como: sbR 23
min
Como exemplo, para s = 10m e usando um = 400nm na radiação de
exposição, o limite de resolução é de cerca de 3m. De igual modo quanto
menor for o comprimento de onda da fonte empregada, maior será a
resolução.

79
Figura 44 Técnicas de fixação da máscara por proximidade (a) ou (b) por contato direto
A foto gravação por projeção consegue minimizar os efeitos negativos
da difração de Fresnel, pois utiliza máscaras em dimensões ampliadas. Como
por exemplo, com máscaras cinco vezes maiores (5x) do que o tamanho final
do CI, pode-se obter uma relação entre o comprimento de onda da iluminação
e a abertura mínima da máscara também 5 vezes maior. Neste sistema, após
a passagem da luz colimada através da máscara, existe uma óptica de
redução cujo resultado é a exposição, sobre a lâmina, nas dimensões finais do
CI. Devido à abertura limitada do sistema óptico, cada circuito é projetado
passo a passo, conforme ilustrado na figura 45.
Figura 45 Esquemático do sistema de exposição passo a passo

80
A mudança de posicionamento para cada nova projeção é feita
mecânicamente utilizando-se um estágio xy ultra-preciso. Quando se quer
aumentar a produtividade do sistema, projetam-se quatro circuitos iguais, ao
mesmo tempo. A máscara matriz deve conter os quatro circuitos no tamanho
conveniente [8]. Na pratica o limite da resolução por projeção é dado pela
equação:
NA
R 1 Eq. (22).
onde k1 é um parâmetro experimentalmente determinado o qual depende das
características do resiste, das condições do processo e do alinhamento óptico
e NA é a abertura numérica do sistema óptico, a qual é definida como a medida
da quantidade de luz que pode ser captada por um sistema óptico qualquer,
seja uma lente , uma objetiva microscópica ou uma fibra óptica. Uma boa
abertura numérica (NA) para a lente, num sistema litográfico operando no
comprimento de onda de 436nm (linha g), é de 0,54, com o fator k1 igual a 0.8,
o que leva a uma resolução de 0,49m. Com o sistema operando em 365nm
(linha i), a resolução de 0,49m pode ser obtida com a NA da lente igual a 0,45,
enquanto é exibida uma DOF superior a 0,9m, comparado com a DOF de
0,7m para a linha g. A figura 46 ilustra um esquemático da relação entre a
abertura numérica da lente e a respectiva profundidade de foco [7].

81
Figura 46 Com uma variável abertura pode equilibrar a resolução, DOF, e o rendimento para
diferentes aplicações
Melhores resoluções são permitidas com baixos valores de k1, o que
torna mais estreito o processo de impressão de linha na formação da imagem
no fotoresiste, sendo assim mais difícil o processo [7]. A tabela 4 apresenta
alguns parâmetros típicos de resoluções nos processos ópticos.
Tabela 4: Parâmetros típicos para processos ópticos [19]

82
Em litografia óptica, o principal objetivo é obter-se maior resolução com
a maior profundidade de foco. A profundidade de foco ou tolerância de foco de
um sistema é dada por:
22
)(NADOF
Eq. (23).
Onde 2 é uma constante que depende do sistema óptico empregado.
Esta equação define a habilidade do sistema em manter o foco para pontos
situados em diferentes posições da espessura do resiste, ou como a distância
onde o contraste da imagem latente no resiste é maior que 60% da condição
de pleno foco. No processo de exposição se ocorrer uma desfocalização
excessiva do feixe de luz, a energia é dispersada espacialmente e o resiste
não é devidamente sensibilizado [22]. Pela definição da DOF, e por sua
estreita relação de compromisso com a resolução, torna-se crítico o ganho de
qualidade na formação da imagem sobre a camada de resiste, quando, para
uma maior resolução, a profundidade de foco é reduzida (para uma situação
limite), devido ao aumento da abertura numérica (NA), implicando em
sofisticação do sistema de lentes, ou em comprimentos de onda de menores
comprimento (fonte de radiação modificada). Este compromisso entre ambas
equações tornar-se ainda mais sério se a superfície da lâmina em
processamento apresentar topografia bastante irregular, com vários degraus,
não permitindo a performance do contraste maior que os 60% em pleno
foco,[22].
Na prática, a DOF deve englobar a topografia do dispositivo, espessura
do resiste, planaridade da lâmina e os erros de tilt e de foco. Num processo
litográfico sub-micrométrico (0,5m), apenas uma pequena irregularidade na
planaridade do resiste pode ser tolerada sem afetar negativamente o controle
da dimensão crítica. Pequenos valores da DOF necessitam de extensivo
processo de planarização da superfície do resiste para que sejam executadas
todas as características do circuito dentro dos limites de tolerância de foco do
sistema [7]. No caso de processamento de lâminas que exigem alta resolução
e pouca tolerância com relação à profundidade de foco utiliza-se um processo

83
de planarização da superfície antes de depositar-se o fotoresiste e fazer a
exposição.
As pesquisas são intensas na utilização de excimer lasers, para a
obtenção de luz no ultravioleta profundo (deep ultra violet- DUV) como fonte de
radiação. No entanto, ambas as abordagens reduzem a profundidade de foco
tal que, hoje em dia, sistemas de alta resolução apresentam DOF reduzidas,
na ordem das variações topográficas na superfície de um circuito ULSI (escala
muito larga de integração).
4.11.2 Revelação.
O fotoresiste é revelado por um processo muito similar ao usado no
desenvolvimento de um filme fotográfico. Cada tipo de fotoresiste possui o seu
revelador específico. A área do resiste que foi exposta à luz ultravioleta é
removida e lavada, deixando o substrato desprotegido nas áreas expostas para
ser posteriormente processado (corrosão, dopagem, deposição de filmes). A
figura 47 mostra um exemplo de um teste padrão de transferência para uma
camada de barreira do dióxido de Silício usando fotoresiste positivo e negativos
com o uso da mesma máscara [1].
Figura 47 Padrões de resiste e do dióxido de Silício, resultante do processo da fotolitografia,com
resiste positivo ou negativo

84
Entre os vários agentes formadores das soluções nos processos de
revelação existe o tricloroetileno (TCE, C2HCl3), o qual dissolve as áreas não
polimerizadas e a superfície apresenta então o padrão desejado. Este
procedimento corresponde ao fotoresiste negativo, sendo possível também
para o fotoresiste positivo onde a área exposta à luz ultravioleta é removida.
Existe também outros reveladores industriais utilizados mais especificamente
na revelação dos resistes positivos como por exemplo o revelador CD-26
utilizado na revelação do resiste S-1813; o revelador KOH (hidroxido de
potássio) em solução aquosa; TMAH (hidróxido tetra metil de amônio), ketones
e acetatos. Para os resistes amplificados quimicamente (CA) usa-se os
reveladores polares como ácidos e bases aquosas (resistes positivos) e
solventes orgânicos não polares(resistes negativos). O revelador formado pelo
acetato de éter metílico de propilenoglicol é usado na revelação do SU-8 que é
um resiste negativo.
Os resistes negativos são extensamente usados em processos
avançados de fabricação de CIs. Entretanto, o resiste positivo produz um
melhor rendimento no controle de processos em pequenas estruturas
geométricas e é agora o tipo principal de resiste usado em processos de VLSI
[1].
4.12 (PEB) Post Exposure Bake (Cozimento Pós Exposição) “hard-baking”
Após a revelação, realiza-se o pós cozimento “hard-baking” objetivando
endurecer o fotoresiste e melhorar ainda mais sua adesão ao substrato. Um
outro fator que justifica a necessidade do PEB é o problema da refletividade no
filme fino de fotoresiste durante a exposição conforme apresentado
anteriormente na seção 4:11.1 sobre exposição. Apesar de todo esforço
técnico nos equipamentos de exposição com o objetivo de conseguir a
incidência da luz sobre a superfície do fotoresiste o mais diretiva possível
(ângulo de 900) ângulo no qual a luz incidente reflete sobre si mesma, na
prática isso não ocorre pois as ondas ao incidirem na interface
resiste/substrato refletem-se em ângulos diferentes e expõem porções de
áreas indesejadas do resiste. Algumas soluções são usadas para moderar as
85
ondas permanentes, incluindo tinturas na superfície, revestimento anti-
reflectivo diretamente na superfície da lâmina. Mas o processo para fotoresiste
positivo inclui o cozimento pós exposição (PEB), antes de fazer a revelação da
camada de resiste. O cozimento reduz as influências das ondas permanentes
do padrão de definição [14]. Um processo típico de cozimento pós exposição
(PEB) envolve cozer a lâmina em um forno durante 20 a 30 minutos a uma
temperatura em torno de 180°C. As especificações de tempo e temperatura do
PEB são funções do método de aquecimento, das condições de exposição e
da química do foto- resiste. Após esta etapa de aquecimento do resiste pós
exposição, antes mesmo da etapa de “etching” ou corrosão química em
líquidos ou gasosa das seções da camada de SiO2 (dioxido de Silício) o
fotoresiste deve passar por uma etapa de inspeção na qual, através dos
equipamentos apropriados, como por exemplo um microscópio, o resiste que
foi aquecido durante o “hard-baking” é cuidadosamente inspecionado, a fim de
verificar a existência de defeitos provenientes das etapas anteriores. Para isto,
deve-se ter como referência os parâmetros de controle de qualidade do resiste,
tais como: aderência do resiste ao substrato, contraste do resiste,
características do padrão de transferência da máscara para o resiste,
atentando para o aspecto da forma de ambos os tipos de resistes positivos e
negativos após a polimerização, presença de solventes, saliências na estrutura
ou na superfície do resiste dentre outros defeitos que podem comprometer a
etapa de corrosão posterior. A inspeção é uma etapa que visa exatamente que
etapas posteriores não sejam iniciadas com resiste apresentando defeitos.
Realizada a etapa de inspeção do resiste, faz-se a corrosão da camada
de óxido de Silício, a qual não está protegida pelo fotoresiste, pois este foi
removido após a polimerização através da exposição por luz UV. A corrosão
pode ser realizada por via seca ou via úmida. O óxido de Si é removido por
uma solução tampão de BHF(buffered de HF). As corrosões por via seca são
realizadas por um sistema de Plasma e são predominantemente anisotrópicas.
Este tipo de corrosão apresenta estruturas com alta razão de aspecto e
permite o controle preciso do processo de corrosão em dimensões críticas. As
descargas de plasma são quimicamente reativadas para o processamento de
superfícies. As corrosões por via úmida são geralmente feitas com soluções de

86
ácidos e bases aquosas e podem ser anisotrópicas como também isotrópicas,
nesta ultima a taxa de corrosão é a mesma para todos os planos
cristalográficos.
Um sistema típico de uma corrosão isotrópica é feita com o HNO3 (ácido
nítrico) + HF (ácido fluorídrico) + ácido acético. O mecanismo é a oxidação do
Si pelo ácido nítrico seguido de remoção do óxido pelo HF. O ácido acético
age como agente tampão e pode, em muitos casos, ser substituído por água
DI. A figura 48 ilustra o aspecto de ambos os tipos de corrosão.
Figura 48 Ilustrando o aspecto final dos tipos de corrosões Isotropica e anisotropica respectivamente figura 48 (a) e (b)
Na corrosão anisotrópica por via úmida,a taxa de corrosão depende do
plano cristalográfico, ou seja, a corrosão é feita preferencialmente de acordo
com o plano cristalino. Alguns planos são corroídos com uma taxa mais
elevada em relação a outros planos adjacentes: (110) > (100) > (111). Em
geral, soluções alcalinas que geram corrosões anisotrópicas. Uma das
principais soluções utilizadas para este tipo de corrosão é feita com KOH
“hidróxido de potássio”. Esse tipo de corrosão é largamente empregadas em
micro usinagem “micromachining” para fabricação de dispositivos e sistemas
micro eletro-mecânicos (MEMS).
Em um processo de corrosão, os parâmetros de tempo, temperatura e
concentração da solução devem ser bastante estudados para um determinado
processo e rigorosamente controlados durante a corrosão.

87
4.13 Remoção do Fotoresiste
Depois que o substrato exposto é processado o fotoresiste é removido
da superfície, deixando uma janela no dióxido de Silício. Para a remoção do
fotoresiste, utiliza-se tradicionalmente uma série de processos químicos secos
ou em soluções liquidas nos strippers (processos de remover completamente o
resiste), que fazem com que o resiste inche e perca sua adesão do substrato. A
tabela 5 enumera alguns dos métodos utilizados nos processos de remoção
dos resistes, (strippers).
Tabela 5: Processos de remoção completa de fotoresiste [14]
Técnica Mecanismo Plasma oxigênio Oxidação em vácuo Descarga de Ozônio Oxidação sobre pressão atmosférica Acetona Liquido em dissolução Água Deionizada Quebra de ligações e dissolução Acido Sulfúrico + oxidante Oxidação em meio liquido Orgânicos Aminos Oxidação em liquido e dissolução H2O2 Oxidação em liquido
O processo químico de forma seca pode ser realizado através da
utilização de plasma de oxigênio, onde o mesmo causa a oxidação do resiste,
removendo-o da superfície. A remoção de resistes por meio de soluções
liquidas são também usadas e preferidas nos processos de front end of the line
(proc. fabr. frontal e de linha do CI), onde a superfície e o estreito canal de
condução (fonte e dreno) do circuito são sensíveis e vulneráveis aos danos
causados pelo processo de remoção por plasma [1], [14]. A escolha do
processo a ser usado depende da etapa particular do processo de fabricação
do dispositivo, do material presente na lâmina e de como ela está metalizada
ou não, da natureza química do resiste e da estabilidade prática do método no
laboratório, que pode ser determinada por seu precedente histórico,
preocupações relacionadas com danos ao meio ambiente, como também por
outros fatores críticos. A remoção por plasma de oxigênio é um método
universalmente usado e os métodos por meio de fase líquida são específicos

88
para certos tipos de aplicações, como foi exemplificado nos processos de front
end of the line.
Geralmente os processos de remoção de resistes são divididos dentro
da categoria dos resistes positivos e dos resistes negativos, como também
podem ser divididos pelo tipo da superfície da lâmina: metalizada ou não
metalizada.
O ácido sulfúrico é um forte oxidante, e conseqüentemente é um efetivo
removedor de resiste; contudo não pode ser usado se a lâmina estiver
“metalizada”, ou seja, com uma camada de metal depositada sobre a
superfície, a qual seria removida também com a ação do ácido. A acetona é
menos crítica nos procedimentos de remoção, porém não deve ser usada se o
resiste tiver sido danificado ou tiver sofrido alguma transformação por
processos com plasma ou por bombardeamento de íons, pois uma vez o
resiste tendo sido modificado quimicamente por algum destes processos, a
acetona perderá a ação de agente removedor do fotoresiste.
O plasma de oxigênio por si só é frequentemente suficiente, mas não é
comum em um processo de fabricação de dispositivos fazer o uso de dois
métodos de remoção como, por exemplo, o plasma de oxigênio (seco) seguido
de remoção por soluções liquidas, e como foi comentado, o plasma não deve
ser usado nos processos de front end [17].
O desempenho das soluções nos strippers está associado aos cuidados
que devem ser tomados em sua execução e aos objetivos a serem alcançados
para que o mesmo seja eficaz. Os processos de remoção dos resistes devem
retirar todo o filme de fotoresiste, incluindo aqueles que estiverem sujeitos a
condições que podem significativamente afetar suas propriedades químicas. A
remoção deve ser completa dentro dos limites de detectabilidade.
No processo de remoção por solução química, ela deve atacar somente
a camada de fotoresiste e não a camada de interconexão metálica. A
preparação e manuseio do processo de remoção do resiste deve ser o máximo
segura. Perigos associados com os componentes do processo (stripper) devem
ser considerados. Finalmente, o tempo de vida útil de uma solução deve ser
considerado, assim como sua subseqüente eliminação no meio ambiente pela
rede de esgoto. Tradicionalmente o tipo mais popular de processos de remoção
de resiste é também o mais indesejável para a saúde e para o plano ecológico.

89
Os processos de remoção baseados no fenol são usados em uma certa
temperatura, tem um tempo de vida curto e são de difícil escoamento, por estes
fatores seu uso tem sido mais restrito [10].
5. Litografia por Ultravioleta Extremo (EUVL), ( de 10nm a 15nm)
Na linha evolutiva dos processos litográficos, aproximadamente desde
2004 tem sido factível a produção de dispositivos com dimensões da ordem de
70nm, utilizando luz ultravioleta com o comprimento de onda () de 193nm.
Para conseguir avanços desta natureza, na miniaturização dos
dispositivos eletrônicos, a litografia teve que sofrer algumas alterações
profundas. Entre as técnicas desenvolvidas para esta finalidade têm-se a
correção por proximidade óptica, máscaras de inversão de fase e técnicas de
lasers excimer.
Quando o tamanho dos dispositivos é menor que o comprimento de
onda da luz, as distorções, que surgem em decorrência de difração óptica,
podem ser facilmente calculadas e corrigidas. Isto é, pode-se imaginar um
determinado arranjo para que, após a difração, a máscara produza o desenho
desejado no Silício.
Atualmente, com tais correções, é possível a produção de transistores
com dimensões de 65nm utilizando luz com comprimento de onda de
157nm(litografia por Imersão). Contudo, essas técnicas de correção de difração
só podem ser expandidas até certo ponto, razão pela qual muitas pesquisas
têm sido realizadas na tentativa de desenvolver novos meios de criar padrões
com maior definição. A abordagem mais promissora emprega a litografia, mas
com luz de comprimento de onda muito menor, o que os astrônomos chamam
de raios-X "suaves" ou, Ultravioleta Extremo, termo preferido no setor de
semicondutores. Na fabricação dos dispositivos semicondutores enormes
obstáculos são enfrentados à medida que se migra para a litografia com
ultravioleta extremo, que reduz os comprimentos de onda e,
conseqüentemente, o tamanho dos elementos que podem ser fabricados. Os
protótipos de sistema construídos até agora são configurados para um
comprimento de onda de 13nm. São verdadeiras maravilhas da engenharia,
tanto em escala macrométrica quanto nanométrica [23].

90
O comprimento de onda de 13nm no extremo ultravioleta pode ser
produzido por um plasma quente gerado por um laser de alta potência incide
em um material alvo, geralmente Xe, Sn ou Li, [24]. Dentre os estudos e
experiências realizadas no desenvolvimento de fontes para luz no EUV, as
fontes de ECR (Ressonância síncrona de elétrons) tem sido também uma das
fontes bastante cotada até o momento a ser utilizada em Litografia por EUV. É
uma fonte amplamente usada em todo o mundo, devido a seu distinto
desempenho na produção de alta carga de íons. Fornece soluções nas
tecnologias de: Raios-X e VUV (ultravioleta em vácuo). A partir de sua
aplicação em EUVL como fonte de irradiação nos 13nm, a mesma poderá
também ser usada na metrologia em EUV, que também requer fonte com longo
tempo de vida, estabilidade e rendimento, requisitos que podem ser
encontrados em Plasma por ECR, além de sua fácil operação e manutenção. A
titulo de exemplo, Plasma por ECR é também um bom candidato a ser usado
como fonte em microscopia por “Raios-X suave”. Este tipo de microscopia tem
um espectro na escala de 0,5nm a 5nm de comprimento de onda,
correspondendo à faixa de energia de 250 a 2500eV, de modo que a
ressonância nas primeiras camadas atômica K e L dos elementos C, N, O, Al,
Ti, Fé, Co e Ni podem ser experimentados [26].
A litografia por Ultravioleta Extremo (EUVL), na escala de uma das
próximas gerações, irá com o uso dos 13nm produzir dispositivos com
dimensões de 32nm, tendo, portanto uma previsão para o seu desenvolvimento
em escala industrial a partir do ano de 2012, sendo desenvolvida
paralelamente com a tecnologia de “extensão à Litografia de Imersão”,
desenvolvida com laser de Fluoreto de argônio, a qual produz dispositivos na
dimensão dos 45nm. A figura 49 ilustra a linha de perspectivas futuras da
evolução dos processos litográficos até o ano de 2013 [2].

91
Figura 49 Linha evolutiva dos processos litográficos com previsões até 2013
Entre os méritos e desafios a serem superados na EUVL, tomamos
como ponto de partida as equações da resolução e da profundidade de foco
respectivamente:
NA
R 1 Eq. (22)
2
2
NADOF
Eq. (23)
Na prática, estes parâmetros são experimentalmente determinados e
são influenciados pelo tipo de resiste usado e pelo sistema óptico de
exposição. Em grande escala de fabricação de CIs, k1 e k2 são maiores que 0,6
e a profundidade de foco (DOF) maior que 0,5m. Estas condições permitem o
desejado controle das dimensões criticas (CD), dentro dos limites de tolerância
do processo de abertura de janela. Ao forçar para uma alta resolução nos
comprimentos de onda de 248nm e 157nm, a exposição à radiação deve ser
feita com valores aceitáveis de k1 e k2 que devem ser menores que 0,5. Isto
gera problemas no processamento dentre os quais o mais difícil é o controle da
CD, e cria uma intolerável profundidade de foco. As resoluções por esforço
técnico (RET) e a efetiva profundidade de foco nem sempre são amigáveis em
um processo produtivo. Na EUVL estes problemas são superados, porque seu
comprimento de onda é menor. A técnica é capaz de imprimir caracteres sob
100nm enquanto mantém uma DOF de 0,5m ou maior e tem uma faixa de

92
valores para k que faz o processo de controle da (CD) menos exigente [7].
Infelizmente os problemas encontrados em EUVL, é que o EUV é
fortemente absorvido pela maior parte dos materiais, e conseqüentemente a
formação da imagem deve ser desenvolvida em um ambiente a vácuo e então
transportada para fora deste. Toda câmera óptica assim como as máscaras
usadas devem refletir ao invés de refratar. Novas formas de resiste deveram
ser desenvolvidas. A primeira escolha de um resiste para uso em EUV é que
este satisfaça simultaneamente as especificações de resolução, baixa
rugosidade na borda da linha (LER) e boa sensibilidade. O melhor desempenho
com os resistes testados para EUV foi obtido com os dados de 32,5nm de
dimensão critica (CD), densidade de linha e espaço de 3σ = 4,3nm e uma
sensibilidade de 11mJ/cm2 (σ (sigma) é a variação da espessura da camada) a
figura 50 ilustra a formação da estrutura referida.
Figura 50 Imagens gravadas com resiste em EUV, (AMD)
Resolução de aproximadamente de 28nm com 4nm de rugosidade de
linha de borda tem sido também demonstrado para linhas isoladas usando um
resiste com sensibilidade de (8 a 9) mJ/cm2. Para superar alguns entraves na
tecnologia dos resistes novas ferramentas de exposição em EUV estão sendo
desenvolvidas para fazer o desenvolvimento de novas formulações de resiste,
tal como a possibilidade de reunir cuidadosamente as propriedades dos
resistes para uso em EUV com os recursos dos resistes amplificados
quimicamente já existente. O sucesso dos resistes para EUV exigira relevante
conhecimento de propriedades físicas, químicas e de processos eletrônicos.

93
Como é conhecido: elétrons secundários têm um importante papel na
exposição de resiste em EUV, mas ainda pouco trabalho tem sido feito na
caracterização destes elétrons, rendimento e distribuição de sua energia [7],
[24].
Como a maior parte dos materiais possui baixa refletividade na
incidência nominal da luz nestes pequenos comprimentos de onda, assim
espelhos de multicamadas ou com múltiplas coberturas refletivas devem ser
desenvolvidos para uso nas reflexões múltiplas do sistema. O trabalho com
ultravioleta extremo requer o uso de máscaras que absorvam e refletem a luz.
Para construí-las, dezenas de camadas de molibdênio e de Silício são
depositadas, cada uma com apenas alguns nanômetros de espessura. Isso
produz uma superfície extremamente reflexiva sobre a qual aplica-se uma
camada de cromo contendo um padrão para absorver luz precisamente nos
lugares apropriados [7], [23].
As especificações aplicáveis ao material da máscara são extremas: se a
temperatura de uma placa de 10cm de comprimento subir 1°C, só lhe é
permitido dilatar-se alguns décimos de nanômetro, ou seja, poucas vezes o
diâmetro de um átomo. Esta exigência situa-se na fronteira do que em princípio
é realizável [25].
A formação das múltiplas camadas provê uma refletividade ressonante
quando o período da camada é da ordem de /2. Com a emissão magnética
baseada na refletividade do Mo/Si (molibdênio/Silício), picos reflectivos de até
70% em 13,4nm tem sido obtido. As máscaras de múltiplas camadas em EUVL
têm apresentado defeitos no nível de aproximadamente 1014 defeitos/cm2,
estando ainda duas ordens de magnitude acima do objetivo esperado. Como
em outros aspectos da produção dos circuitos, as máscaras não podem conter
imperfeições, e como os comprimentos de onda são tão pequenos testar a
presença de defeitos nestas máscaras torna se em um desafio considerável,
[7], [23].
Outro obstáculo que impedia a litografia por EUV, era o de encontrar a
maneira de remover as partes expostas do resiste polimerizado (positivo) e de
gravar nas regiões descobertas de maneira que não seja removido material em
áreas adjacentes. Tarefa como esta que consiste no banho de remoção destes
resíduos, torna-se complicada à medida que os componentes diminuem de

94
tamanho. No nível nanométrico, os minúsculos componentes colocados no
circuito assemelham-se a arranha-céus altos e delgados, separados por fendas
estreitas. Nesta escala, os fluidos de limpeza tradicionais agem como
gigantescas ondas viscosas e poderiam facilmente pôr tudo a perder. Mesmo
que essa catástrofe possa ser evitada, esses líquidos têm a tendência
preocupante de ficar presos nos caninos nanotecnológicos. Uma solução
encontrada para esse problema surgiu com o desenvolvimento dos “fluídos
supercríticos” desenvolvidos pelo: (Los Alamos National Laboratory”). A idéia
consiste no uso do dióxido de carbono a pressão e temperatura
suficientemente altas para ultrapassar o chamado ponto crítico. Sob essas
condições, o CO2 assemelha um pouco a um líquido, mas conserva uma
propriedade importante dos gases que é baixa viscosidade. Assim, o dióxido de
carbono supercrítico flui com facilidade sob as partículas e consegue expeli-las
mecanicamente de modo mais eficaz do que qualquer produto químico líquido.
Quando misturado com os co-solventes certos, o dióxido de carbono
supercrítico pode ser muito eficaz na dissolução de elementos fotoresistivos.
Ao terminar esta limpeza, os fluidos supercríticos são facilmente removidos
com a redução da pressão para níveis atmosféricos, o que faz com que esses
fluidos evaporem como um gás normal [23]. Um
exemplo esquemático do sistema de exposição por EUVL, é mostrado na figura
51. Este particular sistema possui sete superfícies refletoras incluindo a
máscara [26]. O rendimento máximo deste sistema T(número de cm2 de resiste
exposto por segundo) pode ser estimado por:
S
RWPT S
73
Eq. (24).
Onde: s é o poder da fonte que incide no alvo (mW/cm2);
W é a transmissividade da janela (três janelas de vácuo são
necessárias no sistema);
S é a sensibilidade do resiste (mJ/cm2) e R é a refletividade do sistema
óptico expresso por:
7 3WpTSRs
Eq. (25)

95
Figura 51 Sistema óptico em EVUL
Consegue se um fator de redução de 20 no tamanho característico da
linha de espaçamento do circuito com o sistema operando com uma impressão
de 0,15m. Apesar do grau de complexidade deste sistema, ele não é tão
complicado quanto aos passos existente no sistema com lentes. Assumindo
que a refletividade no conjunto dos sete espelhos seja igual. Para uma alta
refletividade tal como de 70% ,a intensidade da radiação no plano da lâmina é
reduzida para cerca de 8% do valor eficaz da fonte. Deste modo espelhos
altamente reflexivos sobre o campo de exposição são necessários, tendo em
vista as livres aberrações do sistema o controle requerido deve ser superior a
2nm. Tais requisitos são proezas mediante aos padrões tecnológicos atuais.
Quanto ao desempenho deste sistema, seu papel e suas limitações, sua
resolução e DOF ainda serão dadas pelas Eq.(22) e Eq.(23). Na prática procura
utilizar o menor possível, embora seja mais penetrante na espessura das
múltiplas camadas, onde a absorção nestas camadas reduz a refletividade, o
que leva a um limite no ganho proveniente destes parâmetros. Superfícies
rugosas é também uma chave no limite do desempenho. Interfaces rugosas
atuam de forma a aumentar a incerteza do espaço entre as camadas, ou
melhor, ampliar a largura espectral da reflexão e abaixa a intensidade do pico.
A refletividade é reduzida por um fator ƒ dado por:

96
2
2216exp
f Eq. (26).
Onde (sigma) é a variação da espessura da camada interplanar. A
exemplo: para uma interface com uma largura de 2 = 1,3nm e λ = 10nm a
refletividade pode ser reduzida pela metade.
Existindo pequena queda nos espelhos abaixo do valor nominal de 70%
será minimamente aceitável. Atualmente o comprimento de onda de 13nm é o
que da o melhor compromisso entre a resolução e a refletividade. Os
compostos de molibdênio/Silício depositados por emissão magnética é o
material mais utilizado como camada intercalar apresentando alta refletividade
em torno de 130Å,[26]. O valor de para estas intercamadas é geralmente
superior a 1,4nm.
Um sistema óptico de abertura numérica (NA), relativamente baixo, da
ordem de 0,2 pode ser construído, desde que o λ seja pequeno a resolução
destes sistemas pode-se estender facilmente até 0.1µm, com k1 igual a 0.7. A
profundidade de foco será grande também [19].
A fim de ilustrar um pouco melhor a figura 52 apresenta a instalação do
protótipo de um sistema em EUV para a produção das futuras gerações de
dispositivos.

97
Figura 52 protótipo de um alinhador para EUVL [25]
Um dos fatores importante para o desenvolvimento da EUVL é com
relação à fonte de irradiação que deve ter uma alta relação referente à
profundidade e intensidade de foco. Numa escala de fabricação, com um
rendimento de 120 lâminas por hora é economicamente necessário que a fonte
de irradiação na saída tenha uma potência de 115W em torno dos 13nm de (),
com uma largura de banda de 2% na entrada do sistema, sendo ainda
necessário uma boa estabilidade e tempo de vida da fonte, conforme é
requerido para um bom sistema óptico.

98
6 Considerações Finais
Este trabalho teve como objetivo, principal a descrição das varias etapas
envolvidas no processo fotolitografico, no intuito de ressaltar a particular
importância que a litografia tem no processo global da microfabricação, onde
no qual representa uma parcela de 60% do custo total de fabricação. Tendo
seu desenvolvimento com o advento da fotografia, os processos litográficos
que representa uma grande escalada de avanços tecnológicos continuará
sendo nos próximos anos a área de perspectivas na linha da sofisticação
tecnológica. Os processos Litográficos com todas as suas etapas de
processamento é uma área que é referida direta ou indiretamente nas muitas
linhas de pesquisas tecnológicas que buscam melhor compreender tais
processos ou por hora descobrir novos agentes: materiais ou instrumental que
possam proporcionar melhores ganhos e controle dos parâmetros de
compromissos nos processos de fabricação dos Cis.
As etapas fotolitograficas não devem jamais serem executadas ou
seguidas como uma receita pronta, as experiências adquiridas em um processo
podem servir sim de embasamento técnico a um outro processo, mas os
parâmetros de qualidade pertinentes a cada etapa devem sempre serem
inspecionados com os devidos critérios de medida, pois neste campo de
construção submicrometrico qualquer falha em uma destas etapas podem
comprometer seriamente o processo de fabricação. Avançando no sentido de
conseguir cada vez mais ganhos na resolução da formação de imagens
associando os recursos ópticos com o desenvolvimento dos fotoresistes
apropriados, com o uso das técnicas de correção por proximidade óptica,
máscaras de inversão de fase e com as técnicas de laser excimer a litografia
tem conseguido cada vez mais reduzir o comprimento de onda utilizado,
avançando das exposições nos espectros do mercúrio-xenônio, nos referidos
picos de intensidade do espectro nas linhas i, h e g respectivamente em
365nm, 405nm e 436nm. Hoje já em escala industrial,com o desenvolvimento
dos Resistes Quimicamente Amplificados (CA),tornou se possível as
exposições no profundo ultravioleta (DUV) no comprimento de onda de 248nm.

99
Como os avanços seguem numa escala cronológica, com o
desenvolvimento da litografia por imersão em meios com índice de refração
maiores que o do ar (1.33 água), as exposições passaram para os
comprimentos de onda de 157nm produzindo dispositivos com dimensões de
abertura do canal de condução entre os 70nm a 45nm,[28]. Nesta escala de
avanços espera-se para o ano de 2012 o uso industrial da litografia no extremo
ultravioleta (EUVL), esta tecnologia que esta na fronteira do que em principio é
realizável, devido às exigências no desenvolvimento de materiais e
instrumentação, sobretudo em novas formas de resistes, máscaras com
propriedades de absorver e refletir a luz, e espelhos altamente reflectivos.
Contudo ao ser superado estes problemas inerentes a tal avanço, será possível
o uso do comprimento de onda de 13nm e produzir dispositivos com 32nm de
abertura do canal de condução entre a fonte e o dreno.
Tratando dos critérios e cuidados que se deve ter ao realizar um
processo litográfico. Este trabalho servirá como base e de orientação em como
processar cada etapa da litografia, como também não deixa de despertar o
interesse em novas pesquisas sobre algum ramo desta tecnologia que é de
fundamental importância numa escala de produção tecnológica.
100
Referência
[1] JAEGER, R. C. Introduction to microelectronic fabrication. 2.ed. Upper
Saddle River, N.J.: Prentice Hall, c2002. 316 p.
[2] PLENTZ, F. O. Notas de aula. Belo Horizonte: UFMG, 2007.
http://www.fisica.ufmg.br/~plentz/transfer/aulas/ C:\Documents and
Settings\aluno\Desktop\material de monografia\aulas de fotolitografia,plentz
[3] http://www.mnemocine.com.br/fotografia/histfoto2.htm
[4] SEDRA, A. S.; SMITH, K. C. Microeletrônica. São Paulo: Makron Books, 2000.
1270 p.
[5] http://pt.wikipedia.org/wiki/Hist%C3%B3ria_da_fotografia
[6] http://br.geocities.com/victorinooliveira/fotoh.html
[7] MADOU, M. J. Fundamentals of microfabrication: the science of
miniaturization. 2. ed. Boca Raton: CRC Press, 2002. 731 p.Second Edition
[8] BARANAUSKAS, V. Processos de microeletrônica. Campinas: Sociedade
Brasileira de Vácuo; Sociedade Brasileira de Microeletrônica, 1990. 1v.
[9]. REZENDE, S. M. Materiais e dispositivos eletrônicos. 2. ed. São Paulo:
Livraria da Física, 2004. 574 p.
[10] Pratica Integrated circuit Fabrication, edited by :ICE Staff , CID Eletronica
[11] http://pt.wikipedia.org/wiki/Circuito_integrado
[12] Montagem, encapsulamento, rendimento, Salas Limpas Antônio Luiz M.
[13] Sala limpa – Pop 001 Versão: 00-19/12/2006, Material de instrução da sala limpa
da UFMG, Coordenador Antonio de Pádua.

101
[14] ZANT, P. V. Microchip fabrication: a practical guide to semiconductor
processing. 5. ed. New York: McGraw-Hill, 2004. 642 p.
[15] http://www.ccs.unicamp.br/cursos/ee941/download/cap17.pdf
[16] Descrição do Processo MOS do CCS/UNICAMP
José Alexandre Diniz
http://www.ccs.unicamp.br/cursos/fee107/downloadppt/apresentacao.ppt.
http://meusite.mackenzie.com.br/lasthaus/micro/unicamp/cap17.pdf
[17] FRANSSILA, S. Introduction to microfabrication. Chechester, England:
John Wiley & Sons, 2004. 402 p.
[18] Falco, Janina Rubi. Eletroformação em Níquel de Microestruturas
Fabricadas pelo Processo Liga. 82f Dissertação(Mestrado em Física) –
Faculdade de Física,Mato Grosso do Sul,2001
[19] Handrook of Microlithography, Micromachining, and Microfabication, Vol. 1, Editor: P. Rai-
Choudhury
[20]http://translate.google.com/translate?hl=pt-BR&sl=en&u=http://www.research.ibm.com/journal/rd/411/allen.html&sa=X&oi=translate&resnum=5&ct=result&prev=/search%3Fq%3DRESISTE%2BCA%2BIBM%2BAPEX%26hl%3Dpt-BR%26sa%3DG
[21] www.lsi.usp.br/~acseabra/TeseSea.pdf
[22]http://www.lsi.usp.br/~acseabra/po
[23] http://www2.uol.com.br/sciam/reportagens/os_primeiros_nanochips_5.html
[24] Kemp, K; Wurm, S. EUVL lithography. Comceptes Rendus Phisiques ,v.7,n.8,p.875-886,Oct.2006, Dispovivel em:< http://www.sciencedirect.com/science?_ob=ArticleURL&_udi=B6X19-4MCW9YJ-1&_user=686413&_coverDate=10%2F31%2F2006&_alid=758146741&_rdoc=13&_fmt=high&_orig=search&_cdi=7237&_sort=d&_st=4&_docanchor=&_ct=31&_acct=C000037539&_version=1&_urlVersion=0&_userid=686413&md5=dd31fe158dbd880bca25effb7e2c6e7c >.Acesso em 23 jun, 2008.
[25] ftp://ftp.cordis.europa.eu/pub/nanotechnology/docs/nano_brochure_pt.pdf

102
[26] Stearns, D.G; Ceglio N.M, Hawryluk, A.M., Rosen, R.S .Multilayer optics for Soft X-ray Projection Lithography: Problems and Prospects In: Electon–beam,X-ray ,and ion-beam submicrometer lithographies for manufacturing:6-7 March 1991,San jose,CaliforniaSan jose,California, p.80-87
[27] ZHAO,H.Y;ZHAO,H.W; SHENG,L.S et al.Extreme ultraviolet narrow band emission from electron cyclotron Review of Scientific Instruments,Rochester,NY ,v.79,n.2,2008.Disponivel em http://scitation.aip.org/getpdf/servlet/GetPDFServlet?filetype=pdf&id=RSINAK00007900000202C719000001&idtype=cvips&prog=normal.Acesso em:06,maio 2008
[28] http://mesonpi.cat.cbpf.br/e2006/graduacao/g7.html Fabricação de Nanoestruturas Luiz Sampaio (CBPF) e Antonio Carlos Seabra (USP)

103
Bibliografia
(1) http://en.wikipedia.org/wiki/Extreme_ultraviolet_lithography
(2) T.Brunner,and R.R.Allen,"In situ measurement of an image during lithographic exposure,"IEEE Electr. Dev. Lett., EDL-6, No.7,pp.329-331,1985.
(3) T.Brunner,and R.R.Allen,"In situ resolution and overlay measurement on a stepper ,"SPIE Vol.5
(4) A.K.Pfau,R.Hsu and W.G.Oldham, "A Two-Dimensional High-Resolution Stepper Image Monitor,"SPIE Vol. 1674,pp.182-192,1992
(5) E.Abbe,Archiv.f.Mikraskopische Anat.,
(6) http://www.rjrconsultores.com.br/nano/wm.pdf
(7) http://www.fotodicas.com/biografias/joseph_nicephore_niepce.html HTML (8) SOTEC MICROSYSTEMS SA . Photoepoxies-SU8, 2001. Dispon´ıvel no s´ıtio da Internet http:www.somisys.ch/. (9) J. M. Shaw, J. D. Gelorme, N. C. LaBianca, W. E. Conley, S. J. Holmes. Negative photoresists for optical lithography. IBM J.Res. Develop., 1/2:81– 94, 1997. (10) Craig R. Friedrich, Robert Warrington, Walter Bacher, Werner Bauer, Philip J. Coane, Jost G¨ottert, Thomas Hanemann, J¨urgen HAU¯elt, Mathias Heckele, Regina Knitter, J¨urgen Mohr, Volker Piotter, Hans-Joachim Ritzhaupt-Kleissi, Robert Ruprecht. High Aspect Ratio Processing. In P. Rai-Choudhury, editor, Handbook of Microlithography, Micromachining and Microfabrication, chapter 6, pages 299–378. SPIE - The International Society for optical Engineering, USA, 1997. Vol.2
(11) http://www.tf.uni-iel.de/matwis/amat/elmat_en/kap_6/backbone/r6_2_1.html