universidade federal de minas gerais curso de...
TRANSCRIPT

UNIVERSIDADE FEDERAL DE MINAS GERAIS CURSO DE ESPECIALIZAÇÃO EM MICROELETRÔNICA COM ÊNFASE EM
MICROFABRICAÇÃO
MARCO ANTÔNIO SOUZA JARDIM
Materiais para moldes e lentes de contato personalizadas
BELO HORIZONTE - MG
JUNHO – 2008

MARCO ANTÔNIO SOUZA JARDIM
Materiais para moldes e lentes de contato personalizadas
Monografia apresentada como requisito
parcial para obtenção do grau de especialista
em Microeletrônica com ênfase em
microfabricação.
Orientador: Dr. Davies William de Lima
Monteiro Departamento de Engenharia
Elétrica
BELO HORIZONTE - MG JUNHO – 2008
ii

MARCO ANTÔNIO SOUZA JARDIM
Materiais para moldes e lentes de contato personalizadas
Esta monografia foi julgada e aprovada para a
obtenção do grau de Especialista em Microeletrônica com ênfase em Microfabricação
no Curso de pós-Graduação em Microeletrônica com ênfase em Microfabricação da
Universidade Federal de Minas Gerais.
Belo Horizonte, 17 de junho de 2008.
______________________________________
Dr. Wagner Nunes Rodrigues
Coordenador do Curso
BANCA EXAMINADORA
______________________________________
Dr. Davies William de Lima Monteiro
Universidade Federal de Minas Gerais
_____________________________________
Dr.Flávio Orlando Plentz Filho
Universidade Federal de Minas Gerais
____________________________________
iii

Dedico este trabalho a Deus, à minha mãe,
meus tios e à minha família.
Por tudo que eles representam para mim e pelo
apoio que me deram em toda a minha vida
para a realização de meus objetivos. Inclusive
a conclusão do curso de Microeletrônica com
ênfase em microfabricação.
iv

AGRADECIMENTOS
A minha mãe, Josenete de Souza,
Pelos esforços feitos a meu favor,
A minha família, em geral,
Pelo apoio e esforços a meu favor,
Ao orientador, Davies William de Lima
Monteiro,
Pela ajuda na orientação da monografia,
Aos professores, em geral,
Pelo conhecimento passado no curso,
À FAPEMIG responsável pelo financiamento
dos meus estudos.
v

RESUMO
Neste trabalho é realizada uma pesquisa sobre materiais para moldes de lentes de
contato e aspectos envolvidos ou necessários para a sua realização. O estudo tem um
enfoque em materiais, microusinagem de massa no silício, moldes para lentes e lentes
de contato personalizadas. Com isso, pretende-se realizar a fabricação de lentes de
contato personalizadas, oferencendo uma alternativa para aberrações específicas no
olho humano.
Palavras-chave: Lentes de Contato Personalizadas; Materiais para Moldes;
Microusinagem de massa em silício; Moldes para Lentes.
vi

ABSTRACT This work presents a research about materials to molds of contact lenses and aspects
involved or necessary to them. The study has focus on materials, bulk micromachining
in silicon, molds to lenses and manufacturing customized contact lenses. Based on this,
one intends to manufacture customized contact lenses, offering an alternative to specific
aberrations in human eye.
Keywords: Bulk Micromachining in Silicon; Customized Contact Lenses; Materials to
molds; Molds to lenses.
vii

LISTA DE FIGURAS Figura 1 Estrutura cristalina do silício...................................................................................... 17
Figura 2 Método Czochralski [5]............................................................................................... 18
Figura 3 Planos cristalinos (111), (100) e (110) respectivamente ..................................... 19
Figura 4 Tipos de moléculas poliméricas: a) linear; b) ramificado; c) com ramificações;
d) escalar; e) graftizado ou enxertado; f) semi-escalar; g) com ligações cruzadas ou
reticulado [6] ................................................................................................................................ 20
Figura 5 resultado de uma corrosão anisotrópica através de uma máscara circular [13]
....................................................................................................................................................... 23
Figura 6 Formação da cavidade esférica [13]........................................................................ 24
Figura 7 Transição do perímetro superior da cavidade de quadrado para esférico para
afinamentos superiores a 7d0 ................................................................................................... 25
Figura 8 O olho humano [15] .................................................................................................... 27
Figura 9 Olho humano e aberrações corneanas [16] ........................................................... 28
Figura 10 Polinômios de zernike de primeira a quarta ordem[16] ...................................... 29
Figura 11 Representação gráfica dos polinômios de zernike [17]...................................... 30
Figura 12 Representação do sistema ar-lente-ar .................................................................. 32
Figura 13 Pré-moldagem e moldagem .................................................................................... 36
Figura 14 Planificação da lente pelo sub-molde e complemento ....................................... 36
Figura 15 Aberrações de altas ordens típicas do olho humano.......................................... 36
Figura 16 Onda plana ao passar pela lente ........................................................................... 37
Figura 17 Sub-molde .................................................................................................................. 37
Figura 18 Complemento ou molde e tampa do pré-molde e molde ................................... 38
Figura 19 Complemento ou molde, tampa para o molde e pré-molde e sub-molde ....... 38
Figura 20 Formação de superfície polinomial no sílicio [13]................................................ 41
Figura 21 Demonstração da abertura inicial com o molde todo em silício........................ 42
Figura 22 Medida da permeabilidade ...................................................................................... 44
Figura 23 Necessidade de oxigênio da córnea que é suprida pelo bombeamento
lacrimal, pela permeabilidade da lente ou por ambos [28] .................................................. 46
Figura 24 Transparência do PVDF- TRFE ............................................................................. 49
viii
LISTA DE TABELAS
Tabela 1 Alguns polímeros biocompatíveis e suas propriedades [6], [10], [11] ............... 22
Tabela 2 15 Polinômios de zernike em coordenadas polares e cartesianas [17] ............ 29
ix

LISTA DE ABREVIATURAS KOH – Hidroxido de potássio
PMMA – Polimetilmetacrilato
RGP – Rígida Gás Permeável
CNC – Torno Controlado Numericamente por Computador
MEMS – Sistemas Micro-eletro-mecânicos SH – Silicone-Hidrogel MH – Material Híbrido LIO – Lente Intra-oculares PHEMA – Polihidroxietilmetacrilato UV – Ultra Violeta PE – Polietileno PP – Polipropileno
PET – Politereftalato de Etileno
PC – Policarbonato
PS – Poliestireno
PVC – Policloreto de Vinila
PDMS – Polidimetilsiloxano
PTFE – Politetrafluoretileno
SiO2 – Dióxido de Silício
Si – Silício
TPU – Poliuretano Alifático
PVDF-TRFE – Polifluoreto de vinilideno – tvifluovoetileno
x

SUMÁRIO 1 INTRODUÇÃO......................................................................................................................... 13
1.1 JUSTIFICATIVA ............................................................................................................... 13
1.2 PROBLEMÁTICA ............................................................................................................. 13
1.3 OBJETIVO GERAL .......................................................................................................... 14
1.4 ESTRUTURA DA MONOGRAFIA ................................................................................. 15
2 CONCEITOS TEÓRICOS ...................................................................................................... 16
2.1 PROPRIEDADES DO SILÍCIO ...................................................................................... 16
2.2 PROPRIEDADES DOS POLÍMEROS .......................................................................... 19
2.3 FORMAÇÃO DE CAVIDADES POLINOMIAIS EM SÍLICIO USANDO KOH ......... 22
2.4 OLHO HUMANO E POLINÔMIOS DE ZERNIKE ....................................................... 26
3 MATERIAIS E MÉTODOS..................................................................................................... 31
3.1 Moldes e Pré-moldes....................................................................................................... 38
3.2 Sub-molde ......................................................................................................................... 40
3.3 Lentes................................................................................................................................. 42
4 METODOLOGIA EM BUSCA DE MATERIAIS ADEQUADOS PARA MOLDES........ 47
5 CONCLUSÃO E TRABALHOS FUTUROS........................................................................ 50
6 REFERÊNCIAS ....................................................................................................................... 52
7 ANEXOS ................................................................................................................................... 55
ANEXO A - Resistência a tração de alguns polímeros [10]............................................. 55
ANEXO B – Módulo de elasticidade de alguns polímeros [10] ....................................... 56
ANEXO C – Resistência ao impacto, com entalhe de alguns polímeros [10]............... 57
ANEXO D – Temperatura de transição vítrea de alguns polímeros [10] ....................... 58
ANEXO E – Índice de refração de alguns polímeros [10] ................................................ 59
ANEXO F – RMS das aberrações de frente de onda em 54 olhos de 27 pessoas.
a)RMS incluindo astigmatismo e aberrações de altas ordens terceira em diante,
b)RMS apenas com as aberrações de altas ordens terceira em diante. para 3
condições de uso. Sem lentes de contato(non-CL), com lentes de contato
gelatinosas(soft-CL) e com lentes de contato gelatinosas(RGP-CL) [18] ..................... 60
xi

xii
ANEXO G – RMS de cada ordem de aberração em 54 olhos de 27 pessoas, segunda
ordem, terceira ordem, quarta ordem e quinta e superiores. para 3 condições de uso.
Sem lentes de contato(non-CL), com lentes de contato gelatinosas(soft-CL) e com
lentes de contato gelatinosas(RGP-CL) [18] ...................................................................... 61
ANEXO H – Distribuição da acuidade visual em 22 pacientes segundo o tipo de
correção óptica e o grupo de pacientes [17] ...................................................................... 62
ANEXO I – Médias de sensibilidade ao contraste em 22 pacientes segundo o tipo de
lente de contato e os controles usuários de óculos [17]................................................... 62
ANEXO J – Distribuição da variável coma em 22 pacientes segundo o tipo de lente de
contato e o grupo de pacientes [17]..................................................................................... 63
ANEXO L – Distribuição da variável aberração esférica em 22 pacientes segundo o
tipo de lente de contato e o grupo de pacientes [17] ........................................................ 63
ANEXO M – Distribuição da variável outras aberrações de alta ordem em 22
pacientes segundo o tipo de lente de contato e o grupo de pacientes [17] .................. 64
ANEXO N – Distribuição da variável aberração total em 22 pacientes segundo o tipo
de lente de contato e o grupo de pacientes [17]................................................................ 64
ANEXO O – Distribuição da variável aberrações de alta ordem em 22 pacientes
(RMS) segundo o tipo de lente e o grupo de pacientes [17] ........................................... 65
ANEXO P – Distribuição da avaliação de conforto em 22 pacientes segundo o tipo de
lente de contato e o tempo em pacientes com astigmatismo miópico composto [17]. 65
ANEXO Q – Distribuição da avaliação de conforto em 22 pacientes segundo o tipo de
lente de contato e o tempo em pacientes com ceratocone [17]...................................... 66
1 INTRODUÇÃO
1.1 JUSTIFICATIVA
A área de lentes de contato personalizadas atrai diversas empresas e institutos
de pesquisa do setor, com o intuito de atender à parcela da população que sofre de
problemas de visão, especificamente aberrações de altas ordens como ceratocone que
é o principal incentivo para fabricação de lentes de contato personalizadas, essas
empresas se depararam com diversos insucessos, utilizando as técnicas tradicionais de
fabricação de lentes de contato personalizadas como escultura a laser e torneamento
mecânico CNC, esses fracassos se devem majoritariamente a não reprodutibilidade das
lentes de contato produzidas. Esta é uma motivação para o uso de novas tecnologias
para a confecção de lentes de contato personalizadas, como por exemplo cavidades
esféricas utilizando microusinagem em Si (MEMS) para realização de sub-molde para
lentes de contato personalizadas.
1.2 PROBLEMÁTICA
Lentes de contato tradicionais encontradas no mercado corrigem apenas
aberrações de baixas ordens, como miopia, hipermetropia e astigmatismo, com isso
aberrações de altas ordens como ceratocone de grandes amplitudes continuam a afetar
13

a visão das pessoas usuárias de lentes de contato e óculos. As lentes que se
encontram hoje no mercado são rígida, rígida permeável a gás (RGP), gelatinosa ou
soft, gelatinosa de silicone-hidrogel (SH), material híbrido (MH) e lentes intra-oculares
(LIO) que podem ser rígidas permeáveis a gás ou mais comumente manufaturadas
gelatinosas. Lentes rígidas e rígidas permeáveis a gás são constituídas principalmente
de PMMA(polimetilmetacrilato), gelatinosas e gelatinosas de silicone-hidrogel são
constituídas principalmente de PHEMA(polihidroxietilmetacrilato) e por último a de
material híbrido que é uma mistura dos dois materiais, todas estas lentes recebem
alguns aditivos, para proteção contra radiação UV(ultra violeta) , para aumento de
permeabilidade a oxigênio, melhoria de qualidades ópticas da lente e melhor adaptação
ao olho. Esses materiais estão em constante evolução para conseguir essas melhorias
e com isso faz-se necessário um estudo dos materiais para moldes e sub-moldes para
fabricação das lentes assim como também do material da própria lente.
1.3 OBJETIVO GERAL
O objetivo geral desse trabalho é conhecer os materiais usados para fabricação
de lentes, materiais usados no moldes, técnicas de fabricação de lentes; Apresentar
sugestões ou recomendações de combinações de possíveis materiais para fabricação
de lentes de contato personalizadas, e verificar se é possível, produzir lentes de contato
personalizadas utilizando microusinagem no sílicio. Esses tópicos serão porminorizados
ao longo do trabalho.
14
1.4 ESTRUTURA DA MONOGRAFIA
O capítulo 1 contém introdução, o capítulo 2 trata dos conceitos teóricos como
propriedades do silício, polímeros, processo de formação de cavidades esféricas em
silício com corrosão anisotrópica de KOH, Olho humano e polinômios de zernike. Em
seguida, no capítulo 3 é apresentado materiais e métodos para fabricação de lentes de
contato. No quarto capítulo é apresentada a metodologia de pesquisa a procura de
materiais para moldes adotada neste trabalho. No quinto capítulo encontra-se a
conclusão, relatando também sugestões de trabalhos futuros e combinações possíveis
de materiais, posteriormente são apresentadas as referências utilizadas. Por fim, vêm
os anexos ilustrando propriedades de polímeros e comparação entre os tipos de lentes
de contato.
15

2 CONCEITOS TEÓRICOS
Quando se fala em lentes de contato personalizadas utilizando a tecnologia de
microusinagem em Si é necessário falar sobre alguns aspectos teóricos como:
propriedades do Si, polímeros em geral, olho humano e polinômios de zernike e tópicos
inerentes ao processo como formação de cavidades esféricas em Si. Esses temas
serão porminorizados a seguir.
2.1 PROPRIEDADES DO SILÍCIO
O silício é encontrado na Natureza combinado com o oxigénio, na forma de
dióxido de silício (sílica), e com oxigênio e diversos metais, na forma de silicatos, nunca
se encontrando isolado, com relação a sua cristalinidade ele pode ser classificado como
monocristalino, policristalino e amorfo. Monocristalino que possui uma organização
cristalina bem definida ao longo de sua extensão, policristalino com várias organizações
cristalinas ou vários grãos cristalinos com orientações diferentes ao longo de sua
extensão e amorfo onde praticamente não possui organização cristalina [1], [2], [3], [4].
A figura 1 ilustra a estrutura cristalina do silício que como a do diamante é formada por
ligações tetraédricas entre os átomos e possui parâmetro de rede de 0.54 nm.
16

Figura 1 Estrutura cristalina do silício
O silício é bastante utilizado em sua forma monocristalina, por suas propriedades
elétricas e mecânicas se tornarem constantes, portanto sendo necessário o silício
monocristalino para a formação das cavidades esféricas como será visto
posteriormente, esta forma monocristalina é obtida comumente pelo método de
Czochralski, que consiste em fixar uma amostra do cristal que se quer obter, chamado
semente, a extremidade de uma haste em rotação, esta toca a superfície de uma
solução de silício fundido, solução devido aos dopantes ou impurezas, dopantes são
pequenas quantidades de outros materiais incorporadas ao silício para proporcionar
suas propriedades elétricas necessárias. A solução de silício fundido fica em um
recipiente chamado cadinho, cujo aquecimento é resistivo ou por rádio frequência [1],
[2], [3], [4], [5].
A haste em rotação é puxada lentamente para cima, enquanto o silício vai se
solidificando lentamente em torno da semente seguindo a orientação cristalina da
mesma, o diâmetro do tarugo de silício é determinado pela velocidade de tracionamento
e rotação. O corte destes tarugos, através de serras de diamante, iram originar as
lâminas que após etapas de polimentos em suas faces para retirada de imperfeições
estão prontos para a utilização na microeletrônica. Outro método utilizado para
obtenção de silício monocristalino é a fusão zonal, que se obtem lâminas menores e
com custo maior, mas com nível de pureza maior devido a não contaminação advinda
do contato com o cadinho, porém o nível de pureza do método Czochralski é suficiente
17

para a fabricação de moldes para lentes em sílicio [1], [2], [3], [4], [5]. A figura 2 ilustra o
método Czochralski.
Figura 2 Método Czochralski [5]
Semicondutores como o silício são materiais com propriedades elétricas
singulares, quando dopados com pequenas quantidades de outros elementos como o
boro ou fósforo e dependendo da temperatura, que no caso do silício a temperatura
ambiente 300 K, apresentam um aumento considerável na condutividade elétrica. Os
semicondutores encontram uma série de aplicações na tecnologia atual, pois é com
base nos semicondutores que se inventaram dispositivos como os transístores ou os
diodos, que constituem a base de qualquer circuito eletrônico digital e em grande parte
analógico também, sendo bastante utilizado como substrato em MEMS devido a suas
excelentes propriedades mecânicas e elétricas. O silício monocristalino com orientação
18

da superfície (100) será usado como substrato para produção de lentes de contato
personalizadas, devido seus mecanismos de corrosão com KOH serem bem
conhecidos, como na técnica de formação de cavidades esféricas em Si com corrosão
por KOH que lâminas com essas características garantem a formação de cavidades
esféricas com reprodutibilidade [1], [2], [3], [4], [5]. A figura 3 ilustra os principais planos
cristalinos do sílicio para processos de corrosão utilizados em MEMS.
Figura 3 Planos cristalinos (111), (100) e (110) respectivamente
2.2 PROPRIEDADES DOS POLÍMEROS
Polimeros são compostos de origem natural ou sintética formados pela repetição
de um grande número de unidades químicas denominada meros. Existem polímeros
orgânicos e inorgânicos, sendo os polímeros orgânicos mais estudados e importantes
comercialmente, devido a sua grande diversidade. A diferença entre polímero e
macromolécula apesar dos dois terem uma massa molar entre 104 e 106 é que polímero
é proveniente da repetição de unidades estruturais simples(poli = muitos; meros =
partes) e a macromolécula é devido a complexidade da molécula, sendo moléculas
gigantes que não possuem uma unidade estrutural simples de repetição. A substância
da qual se originam os polímeros são chamados monômeros e a estrutura repetitiva é
chamada meros. As cadeias poliméricas podem apresentar variações quanto à forma
como os meros se repetem ao longo da cadeia. Quando os meros são ligados entre si
formando uma entidade contínua, como um fio, a cadeia é linear, quando as unidades
são conectadas de forma tridimensional formando uma rede(ou mais redes unidas), o
19

polímero é reticulado ou contém ligações cruzadas e quando a cadeia possui
ramificações laterais o polímero é chamado de ramificado ou não-linear, estas
variações quanto a forma alteram propriedades como ponto de fusão, módulo de
elasticidade e resistência a tração, devido ao tipo de ligação intermolecular, os
polímeros reticulados possuem ligações cruzadas que são ligações primárias fortes
covalentes, diferente dos lineares que possuem ligações secundárias fracas de Van Der
Waals [6]. A Figura 4 ilustra os principais tipos de arranjos dos polímeros.
Figura 4 Tipos de moléculas poliméricas: a) linear; b) ramificado; c) com ramificações; d) escalar; e) graftizado ou enxertado; f) semi-escalar; g) com ligações cruzadas ou reticulado [6]
O processo de polimerização simultânea de dois ou mais monômeros é chamado
de copolimerização, quando dois ou mais monômeros são colocados em um mesmo
meio reacional, enquanto a polimerização de apenas um monômero é chamado
homopolimerização, um grande numero de estruturas pode ser formada através da
copolimerização e suas propriedades vão depender das propriedades dos monômeros
envolvidos, da proporção entre eles e da forma de distribuição dos monômeros. As
blendas são a mistura física de mais de um polímero, podendo ser miscíveis quando
estes polímeros misturados formam soluções sólidas homogeneas, que são raras, e em
sua grande maioria as blendas imiscíveis, que poderão através de modificações ou de
aditivos formar blendas compatíveis que apresentam propriedades úteis como
tenacidade, resistência a temperatura. As blendas que não apresentam propriedades
úteis são chamadas de blendas incompatíveis [6].
20

Uma propriedade importante dos polímeros para o projeto é a temperatura vítrea
que é a temperatura com que o polímero adquire maior maleabilidade, propriedade útil
para imprimir o formato desejado de uma lente. Segundo as propriedades mecânicas os
polímeros podem ser divididos em termoplásticos, termorrígidos (termofixos) e
elastômeros (borrachas) [7], [8]:
• Termoplásticos: São também chamados plásticos, constituem maior parte
dos polímeros comerciais. Alguns podem dissolver-se em vários solventes e pode ser
fundido diversas vezes, condição para a reciclagem ser possível, característica bastante
desejável atualmente. Sob temperatura ambiente, podem ser maleáveis, rígidos ou
mesmo frágeis. Exemplos: polietileno (PE), polipropileno (PP), politereftalato de etileno
(PET), policarbonato (PC), poliestireno (PS), policloreto de vinila (PVC),
polimetilmetacrilato (PMMA) [7], [8].
• Termorrígidos (Termofixos): São rígidos e frágeis, sendo muito estáveis a
variações de temperatura. Uma vez prontos, não mais se fundem. O aquecimento do
polímero acabado promove decomposição do material antes de sua fusão,
impossibilitando sua reciclagem. Exemplos: baquelite, usada em tomadas e no
embutimento de amostras metalográficas; poliéster usado em carrocerias, caixas
d'água e piscinas [7], [8].
• Elastômeros (Borrachas): Classe intermediária entre os termoplásticos e
os termorrígidos: não são fusíveis, mas apresentam alta elasticidade, não sendo rígidos
como os termofixos. Também não podem ser reciclados pela incapacidade de fundir o
material. Exemplos: pneus, vedações, mangueiras de borracha [7], [8].
Os polímeros para serem usados em aplicações biológicas eles devem ser
biocompatíveis, a biocompatibilidade depende da aplicação para qual o polímero será
usado, para o projeto de lentes de contato personalizadas o material deve ser
químicamente inerte para não reagir com a córnea ou a lágrima formando compostos,
ser transparente de maneira que nao afete a visão e não provocar irritações no olho [9].
Tabela 1 ilustra alguns polímeros biocompatíveis como o PDMS utilizado para silicone,
PMMA utilizado em lentes de contato e muitos outros como PE, PTFE, PVDF, PET e
PVC que não são tóxicos ao serem utilizados fora do corpo.
21

Tabela 1 Alguns polímeros biocompatíveis e suas propriedades [6], [10], [11]
Tipo Exemplo Características geraisPolisiloxano PDMS -Elasticidade (molde);
-Uso em microválvulas e outros dispositivos lab-on-chip
Poliolefina PE-Facilidade de processamento; -Boa resistência a solventes orgânicos e agentes delubrificantes
Polímero de
fluorcarbono
PTFE(teflon)
-Alta resistência química;-Baixo coeficiente de fricção;-Bom isolante elétrico e térmico;-Alta razão de aspecto em cantilevers e outros bioMEMS.
Poliacrilatos PMMA - Excelentes propriedades ópticas-Termoplástico transparente- Alta estabilidade química e mecânica
Tipo Exemplo Características geraisPolisiloxano PDMS -Elasticidade (molde);
-Uso em microválvulas e outros dispositivos lab-on-chip
Poliolefina PE-Facilidade de processamento; -Boa resistência a solventes orgânicos e agentes delubrificantes
Polímero de
fluorcarbono
PTFE(teflon)
-Alta resistência química;-Baixo coeficiente de fricção;-Bom isolante elétrico e térmico;-Alta razão de aspecto em cantilevers e outros bioMEMS.
Poliacrilatos PMMA - Excelentes propriedades ópticas-Termoplástico transparente- Alta estabilidade química e mecânica
Os polímeros estão em todas as areas mercadológicas e do conhecimento,
devido as inúmeras vantagens que costumam ter, dentre elas menor peso, maior
resistência ao impacto e menores custos, quando comparados a outro material para a
mesma finalidade, indo desde garrafas de refrigerantes até a medicina com a produção
de lentes de contato, fabricadas principalmente com PMMA e PHEMA [6]. Anexos A – E
ilustram propriedades de alguns polímeros como índice de refração, temperatura de
transição vítrea e propriedades que seriam interessantes para fabricação de moldes
como resistência a tração, módulo de elasticidade e resistência ao impacto.
2.3 FORMAÇÃO DE CAVIDADES POLINOMIAIS EM SÍLICIO USANDO KOH
MEMS significa sistemas micro-eletro-mecânicos ou seja sistemas mecânicos
e/ou elétricos, que possuem dimensões micrométricas, o sílicio é muito utilizado como
22

substrato em MEMS, devido as suas propriedades mecânicas e elétricas. Para
“esculpir” estes sistemas de dimensões micrométricas, são usadas dois tipos de
corrosão: Corrosão seca onde utiliza-se plasma para atacar o substrato e corrosão
úmida onde utiliza-se ácidos ou bases para atacar o substrato, com relação a
seletividade do ataque aos planos cristalinos a corrosão se divide em isotrópica onde
todos os planos cristalinos são atacados da mesma maneira e anisotrópica onde a taxa
de corrosão de um plano cristalino é maior que o dos outros. Normalmente utilizando-se
ácidos na corrosão úmida tem-se uma corrosão isotrópica e com bases obtem-se uma
corrosão anisotrópica [12], [13]. A figura 5 ilustra o resultado de uma corrosão
anisotrópica utilizando uma máscara circular numa lâmina de sílicio com orientação da
superfície (100), onde d0 é a abertura inicial na máscara e a profundidade da pirâmide
se da por d0/√2.
Figura 5 resultado de uma corrosão anisotrópica através de uma máscara circular [13]
Portanto utilizando KOH(Hidroxído de potássio) teremos uma corrosão
anisotrópica, formada pela taxa de corrosão mais rápida dos planos <100> em relação
aos planos <111>, formando um perfil de pirâmide invertida com o encontro dos planos
<111> no cume da pirâmide. Para obter um perfil esférico a partir da pirâmide invertida
na corrosão anisotrópica com KOH é necessário um procedimento extra, que é a
retirada da camada de SiO2 sobre o Si após a formação da pirâmide invertida. A técnica
se baseia primeiramente em abrir um orifício circular na camada de SiO2 sobre o Si,
para expor o Si, após este primeiro passo colocar a lâmina em solução de KOH:H2O
23

para corrosão anisotrópica e formação da pirâmide invertida. Após a formação da
pirâmide invertida deve-se retirar toda a camada de SiO2 resistente a corrosão de cima
da lâmina, expondo completamente o Si, e colocar novamente em solução de KOH:H2O
para afinamento da lâmina, com isso planos <411> de corrosão mais rápida são
expostos devido ao ataque aos planos <111>, quando os planos <411> ultrapassam os
planos <111> a profundidade da calota denominada sagitta é fixada, devido ao cume da
pirâmide ser o plano (100) como na superfície, fazendo com que no afinamento da
lâmina os dois progridam na mesma proporção mantendo fixa a sagitta s, não mudando
mesmo com diâmetro da calota D continuar aumentando, gerando um aumento no raio
de curvatura, a pirâmide invertida vai dando lugar a uma superfície esférica assim que
os planos <411> são consumidos [12], [13]. Figura 6 mostra a formação da cavidade
esférica passo a passo.
Figura 6 Formação da cavidade esférica [13]
A partir de h = 7d0 onde d0 é a abertura inicial na mascara e h é o quanto a
lâmina de silício afinou sendo corroído pelo KOH:H2O, as bordas passam de quadradas
24

para circulares com uma uniformidade de 5%. Com um conjunto de aberturas iniciais na
máscara é possível reproduzir superfícies polinomiais em silício, devido a sobreposição
das várias cavidades esféricas. Para formação destas superfícies polinomiais e projeto
da máscara litográfica as fórmulas (1) e (2) são importantes.
0.ds α= (1)
Onde (1) mostra a relação entre a sagitta e a abertura inicial na mascara, s é a
sagitta, α é um parâmetro de corrosão que depende da concentração de KOH:H2O e d0
é a abertura inicial na máscara, fórmula importante para controle local da profundidade
da função polinomial desejada e tamanho das aberturas iniciais na máscara.
42.0
058.08.7 dhD = (2)
E (2) mostra a relação entre o diâmetro da calota, afinamento da lâmina e
abertura inicial na máscara, onde D é o diâmetro da calota, h é o afinamento da lâmina
de silício e d0 é a abertura inicial na máscara.
A não utilização de corrosão isotrópica para obtenção de superfícies polinomiais
em sílicio é devido a extrema sensibilidade a agitação durante a corrosão, gerando
problemas de reprodutibilidade que são cruciais para o projeto [12], [13]. A figura 7
ilustra a transição do perímetro superior da cavidade de quadrado para esférico para
afinamentos superiores a 7d0.
Figura 7 Transição do perímetro superior da cavidade de quadrado para esférico para afinamentos superiores a 7d0
25

2.4 OLHO HUMANO E POLINÔMIOS DE ZERNIKE
A luz ao entrar no olho basicamente resumi-se a passar primeiramente pela
córnea, que possui cerca de 12mm de comprimento por 0.6mm de espessura no centro
e indice de refração de 1.376, que funciona como uma primeira lente responsável por
cerca de 80% do poder refrativo do olho, após a córnea a luz passa pela câmara
anterior que é preenchido por um líquido chamado humor aquoso, que possui indice de
refração de 1.336, no humor aquoso está a íris, um diafragma que dá a coloração do
olho e regula a entrada de luz no olho através de seu orifício regulável chamado pupila,
a abertura da pupila varia de 2mm típico de um dia claro até um máximo de 8mm em
condições de pouca luz, logo depois está o cristalino que funciona como uma segunda
lente que muda sua forma apropriadamente para focar a luz na retina possuindo índice
de refração de cerca de 1.41 no centro e 1.39 nas bordas, a forma do cristalino é
alterada pelos musculos ciliares, quando relaxados o cristalino assume sua forma mais
plana, com um raio de curvatura maior e consequentemente obtendo-se uma lente de
poder dioptrico menor focando objetos que estão mais distantes, relação entre poder de
uma lente, raio de curvatura e distância focal será vista posteriormente, os musculos
ciliares quando tensionados faz com que o cristalino assuma uma forma mais curva,
com raio de curvatura menor e consequentemente fazendo o poder da lente aumentar
focando objetos mais próximos. Após o cristalino a luz entra na câmara posterior
preenchida pelo humor vitreo, que possui índice de refração de 1.336, chegando a
retina região coberta por fotoreceptores chamados cones e bastonetes, os bastonetes
são cerca de 100 milhões mais densamente encontrados na periferia da retina, são
bem sensiveis a pouca luz mas incapazes de distinguir entre cores e os cones que não
funcionam bem em pouca luz mas faz distinção entre cores, são cerca de 10 milhões e
estão densamente concentrados na região central da retina de cerca de 3mm de
diâmetro chamada de macula, na região central da macula livre de bastonetes está a
fóvea central de cerca de 200µm de diâmetro região de maior acuidade visual, então
finalmente os fotoreceptores enviam o impulso visual para o nervo óptico que o leva
26

para o cérebro completando o processo da visão [14]. A figura 8 ilustra o olho humano e
algumas de suas principais partes.
Figura 8 O olho humano [15]
A córnea por ser a lente de maior poder refrativo no olho é responsável pela
maioria das aberrações ópticas. Uma aberração óptica é todo desvio que a luz sofre ao
passar por um sistema óptico diferindo das condições ideais de Gauss. Portanto como a
córnea não é uma calota perfeita sendo definida por uma função polinomial, uma frente
de onda ao passar por uma córnea adquire seu formato único, esta função polinomial
pode ser decomposta pelos polinômios de zernike, onde normalmente na oftalmologia
são utilizados os 15 primeiros polinômios de zernike para decompor a maioria das
aberrações relacionadas a visão. Em outras palavras com um somatório destes
polinômios com seus respectivos pesos é possível aproximar com alta precisão a
superfície de uma córnea [14], [16], [17]. A figura 9 ilustra uma morfologia única de
córnea através de uma topografia corneal.
27

Figura 9 Olho humano e aberrações corneanas [16]
Os polinômios de zernike são divididos por ordem de complexidade, definida pelo
grau do polinômio, começando da ordem zero que é a onda plana perfeita até altas
ordens, de terceira ordem para cima com suas respectivas formas, todos os termos da
série são normalizados e comumente associados a alguma aberração óptica como
astigmatismo, aberração esférica e coma. A figura 10 mostra os polinômios de zernike
de primeira a quarta ordem com seus coeficientes associados.
28

Figura 10 Polinômios de zernike de primeira a quarta ordem[16]
A tabela 2 mostra os 15 polinômios de zernike em coordenadas polares e
cartesianas.
Tabela 2 15 Polinômios de zernike em coordenadas polares e cartesianas [17]
29

A figura 11 ilustra graficamente os 15 primeiros polinômios de zernike.
Figura 11 Representação gráfica dos polinômios de zernike [17]
30
3 MATERIAIS E MÉTODOS Este capítulo trata dos métodos de fabricação de lentes de contato, materiais
utilizados em moldes e em lentes, novidades do mercado de lentes e como produzir
lentes de contato personalizadas. Lentes de contato personalizadas possuem como
principal finalidade a correção de aberrações de altas ordens como ceratocone, que é
uma doença não-inflamatória degenerativa do olho na qual a córnea torna-se mais fina
tomando um formato cônico, consistindo de um astigmatismo irregular, descentralizado
e com miopia associada que atinge 54 pessoas a cada 100.000 habitantes e cresce a
uma taxa anual de 2 novos casos a cada 100.000 habitantes, além da correção de
problemas como ceratocone o projeto pode ser usado para correção de aberrações de
altas ordens induzidas por cirurgias refrativas como LASIK, atingindo dois nichos o de
pessoas que sofrem com aberrações de altas ordens e pessoas que passaram por pós-
operatórios [18].
Após todo um estudo sobre lentes de contato, métodos de fabricação de lentes
de contato, doenças oculares e aberrações no olho humano, cavidades esféricas no
silício, cálculo de raios de curvatura de lentes para correção de doenças refrativas.
Chegou-se a conclusão de realizar o projeto de uma lente de contato personalizada,
utilizando o processo de cast moulding em duas etapas, na primeira etapa chamada de
pré-moldagem constituída de um molde macho, cujo raio de curvatura é definido com
relação ao olho humano e um molde fêmea, chamado de sub-molde, este possui raio
de curvatura definido para a dioptria desejada para a lente através da seguinte fórmula.
rnnD 12 −= (3)
31

Onde D é dioptria ou o poder da lente dada pelo inverso da distância focal da
lente, para um sistema ar-lente-ar n1 é o índice de refração do meio 1 no caso o ar, n2 é
o índice de refração do meio 2 a lente no caso o PMMA e r é o raio de curvatura. A
figura 12 ilustra o sistema ar-lente-ar utilizado para os cálculos onde a lente possui um
índice de refração n2 diferente do ar n1.
Figura 12 Representação do sistema ar-lente-ar
Lembrando que a dioptria total de uma lente é dada pela somas das dioptrias
anterior e posterior, conceito utilizado para os cálculos dos raios de curvatura dos
moldes as fórmulas 4, 5 e 6 ilustram para o sistema ar-lente-ar o cálculo do poder total
da lente onde Da é a dioptria anterior da lente, ra é o raio de curvatura anterior da lente,
Dp é a dioptria posterior da lente, rb é o raio de curvatura posterior da lente e Dt é a
dioptria total da lente.
aa r
nnD 12 −= (4)
pp r
nnD 21 −= (5)
pat DDD += (6)
32

O sub-molde tem um compartimento onde é colocada uma plaqueta de silício,
segurada por um sistema de vácuo, esta plaqueta leva o conjugado da aberração do
olho do paciente, onde o termo aberração refere-se a um desvio de algo ideal, a função
que descreve o conjugado da aberração do olho do paciente é obtida no silício através
de um conjunto de orifícios circulares na máscara de SiO2, estas aberturas e seus
espaçamentos são previamente calculados, que por sobreposição na formação das
cavidades esféricas irão aproximar a função desejada.
Na etapa de pré-moldagem uma quantidade de PMMA oftálmico ou material
RGP suficiente para uma lente é colocado dentro dos moldes de aço inox, PMMA
oftálmico devido as modificações que o PMMA convencional sofre para obtenção de
características desejadas como permeabilidade e hidrofilia, modificações feitas através
de copolimerizações e aditivos, o material dos moldes é aço inox devido a suportar
temperaturas elevadas, não oxidar o que poderia levar a uma alteração da forma
polinomial desejada, não reagir com o PMMA que poderia levar a alteração das
propriedades do material e possuir propriedades mecânicas de resistência a tração,
módulo de elasticidade e impacto para prensar o PMMA, estes moldes são aquecidos
até cerca de 105°C que é a temperatura vítrea do PMMA, então o molde macho é
pressionado sobre o molde fêmea, quantidade de material extra irá escoar pelas
canaletas de extrusão do molde macho. Como a plaqueta de silício é “plana” a
impressão da correção de aberrações de altas ordens compromete a correção das
aberrações de baixas ordens como miopia, hipermetropia e astigmatismo devido a
planificação da lente, alterando seu foco e consequentemente seu poder dióptrico que é
dado pelo inverso do comprimento focal da lente.
Com isso faz-se necessário uma segunda etapa, chamada de moldagem
constituída pelo mesmo molde macho usado na etapa de pré-moldagem e por um
molde fêmea com raio de curvatura definido para a dioptria desejada para a lente, nesta
etapa a lente será complementada, restaurando seu raio de curvatura original e
consequentemente sua correção de aberrações de baixas ordens, nesta etapa será
usado um material que seja biocompatível para aplicações ópticas como o PMMA e que
tenha um índice de refração que difira o máximo possível do PMMA, para que a
amplitude da aberração da frente onda que chegue ao olho do cliente, seja a mais
33

próxima possível da amplitude estimada da frente de onda ao sair da lente apenas de
PMMA, pois a amplitude de uma frente de onda ao passar de um meio refrativo para
outro decai pela multiplicação da diferença entre os índices de refração dos dois meios
que é sempre menor que 1, com isso o único problema é o aumento da reflexão da luz
entre os meios e uma diminuição da quantidade de luz que chega ao olho, mas nada
que interfira de maneira a prejudicar a visão do cliente. Já usando um material com
índice de refração mais próximo possível do PMMA, irá diminuir a reflexão da luz entre
os meios, mas a amplitude da aberração será diminuida ao extremo dependendo da
diferença entre os índices de refração dos meios, deixando de corrigir as aberrações de
altas ordens que é o objetivo do projeto, utilizando o mesmo PMMA a lente se tornará
uma lente comum sem a correção de altas ordens proposta pelo projeto.
Na etapa de moldagem o molde fêmea é feito de um polímero que tenha
propriedades mecânicas de resistência a tração, módulo de elasticidade e impacto para
prensar o PMMA, resistência a temperaturas acima de 160°C temperatura de fusão do
PMMA e transparência no ultra violeta próximo. Para fazer a polimerização do
monômero da etapa de moldagem através do ultra violeta e com isso evitar o
aquecimento, que pode destruir a forma polinomial impressa na lente na etapa de pré-
moldagem. Versões futuras poderam trocar também o sub-molde de aço inox para o
polímero transparente ao ultra violeta próximo para evitar o aquecimento em ambas as
etapas.
Para um primeiro protótipo, que não será utilizado num olho humano, na etapa de
moldagem usará um elastômero chamado sylgard 184, utilizado como adesivo
possuindo boa conformidade e aderência ao PMMA, para complementar a lente, então
o molde macho será pressionado sobre o molde fêmea, após esta etapa de moldagem
o sylgard 184 será curado com ultra violeta fora dos moldes, devido aos moldes serem
de aço inox e portanto absorverem ultra violeta. Com isso a técnica estará comprovada
que é possível fazer lentes personalizadas utilizando cavidades polinomiais em silício.
Outra opção para fabricação das lentes personalizadas é fazer a lente na etapa de pré-
moldagem corrigindo as aberrações de altas ordens e completar a correção de
aberrações de baixas ordens com óculos tradicionais. Um caso prático é a utilização do
Addvalue f100, material RGP com permeabilidade Dk = 100 e índice de refração n =
34

1.451 para etapa de pré-moldagem, devido sua permeabilidade e área de contato com
a córnea ser maior, Hiri material RGP com permeabilidade Dk = 50 e índice de refração
n = 1.513 para etapa de moldagem, as lentes terão correção de aberrações de baixas
ordens de 2 dioptrias miopia, devido ao projeto dos moldes, moldes em aço inox. As
aberrações de altas ordens típicas de um olho humano são aberrrações de terceira e
quarta ordens, que pode ser representada por um somatório dos polinômios de Zernike
com seus respectivos pesos em micrometros. Como por exemplo F(Z) = 0.4Z6 + 0.4Z7
+ 0.4Z8 + 0.4Z9 + 0.3Z10 + 0.3Z11 + 0.3Z12 + 0.3Z13 + 0.3Z14 que está
representando apenas os termos de terceira e quarta ordens de Zernike com seus
respectivos pesos em micrometros. Portanto uma frente de onda ao passar pela lente
assumirá a forma da fórmula (7).
)]1)(,()1)(,()[,(),( 22110 −+−Ξ=Ξ nyxAnyxAyxyx (7)
Onde é a forma da frente de onda ao passar pela lente, é a forma
da frente de onda antes de passar pela lente, é a função do complemento da
lente, n1 é o índice de refração do Hiri, é a função da pré-moldagem da lente,
n2 é o índice de refração do Addvalue f100 e o valor 1 devido ao índice de refração do
ar. O valor resultante de deverá ser o conjugado de F(Z), ou seja F(Z) = -0.4Z6 -
0.4Z7 - 0.4Z8 - 0.4Z9 - 0.3Z10 - 0.3Z11 - 0.3Z12 - 0.3Z13 - 0.3Z14.
),( yxΞ ),(0 yxΞ
),(1 yxA
),(2 yxA
),( yxΞ
As figuras 13, 14, 15, 16, 17, 18 e 19 ilustram o projeto mostrando a pré-moldagem
com a forma polinomial impressa pelo sub-molde e o complemento ou moldagem da
lente, planificação da lente pelo sub-molde e complemento, aberrações de altas ordens
típica do olho humano, formato da onda plana ao passar pela lente, desenho do sub-
molde, molde e tampa ou molde macho para as etapas de pré-moldagem e moldagem
da lente e projeto CAD dos moldes respectivamente.
35

Figura 13 Pré-moldagem e moldagem
Figura 14 Planificação da lente pelo sub-molde e complemento
Figura 15 Aberrações de altas ordens típicas do olho humano
36

Figura 16 Onda plana ao passar pela lente
Figura 17 Sub-molde
37

Figura 18 Complemento ou molde e tampa do pré-molde e molde
Figura 19 Complemento ou molde, tampa para o molde e pré-molde e sub-molde
3.1 Moldes e Pré-moldes
De acordo com as caracteristicas do projeto, o processo de cast moulding se
adequa melhor ao desenvolvimento de um projeto de lentes de contato personalizadas
38
devido ao baixo custo de aquisição dos moldes e materiais, a facilidade de manuseio e
construção das lentes. Para ratificar a escolha pelo processso de Cast Moulding
(Processo de Moldagem), são mostrados alguns detalhes dos processos convencionais
para fabricação de lentes de contato que são Lathe Cutting(CNC), Spin Cast, Cast
Moulding [19], [20]:
• Lathe Cutting ou torno (CNC): técnica mais robusta para fabricação de
lentes de contato e bastante utilizada para a manufatura de lentes RGP e Soft. A
vantagem deste método sobre os outros é a habilidade de produzir lentes
personalizadas, precisão sub-micrométrica e sua fácil automação. Como desvantagem
tem o custo elevado, devido a produção das lentes ser uma por vez e se mostrou
ineficiente, apresentando baixa reprodutibilidade dentro da amplitude encontrada em
aberração de alta ordem para produção de lentes polinomiais [19], [20].
• Spin Cast: Método onde o monômero da lente de contato é injetado em
um molde e rotacionado a uma velocidade pré-determinada. A força centrípeta faz com
que o monômero tome a forma do molde, sendo a superficie anterior da lente
determinada pela forma do molde e a superficie posterior pela taxa de rotação e pela
viscosidade do monômero, sendo ambas responsáveis pelo poder dióptrico da lente.
Tem como vantagem o custo relativamente baixo e como desvantagens a necessidade
de uma série de moldes, controle de velocidade de rotação, imprecisão devido a
superficie posterior e não ser apropriado para lentes polinomiais devido a rotação do
molde [19], [20].
• Cast Moulding: É um método comum para produção de lentes de contato
esféricas, tóricas e multifocais. O método consiste de um molde macho e de um fêmea
com raios de curvaturas bem definidos para a dioptria desejada. O molde macho é
pressionado sobre a fêmea para obtenção do formato da lente. Tem como vantagem o
custo baixo e como desvantagem a necessidade de um conjunto de moldes [19], [20].
Os três moldes para as etapas de pré-moldagem e moldagem foram fabricados
com especificações de raios de curvatura para miopia de 2 dioptrias, com canaletas de
extrusão para excesso de material e sistema de vácuo para segurar a plaqueta de
silício durante a etapa de pré-moldagem.
39

3.2 Sub-molde
O principal motivo para duas etapas na fabricação da lente personalizada foi
obtido pela analise do projeto da lente feita completamente no silício e observou-se que
o raio de curvatura necessário para a lente exigiria uma abertura inicial na máscara que
consumiria praticamente todo o espaço para correção óptica, impossibilitando a
formação da função polinomial necessária.
O raciocinio utilizado para tal decisão começa pelo cálculo do foco f de uma lente
comumente colocada no olho usando o raio de curvatura r típico de uma córnea 0,0085
m, supondo um índice de refração n de aproximadamente 1.5 para o PMMA ,material
da lente, é possível calcular o foco pela seguinte equação que resulta em cerca de
0,017 m
)1( −=
nrf (8)
Com o resultado obtido para o foco e utilizando um diamêtro D típico de 0,014 m
para uma córnea é possível encontrar a sagitta s do molde de silício para fabricação
desta lente atraves da equação que resulta em cerca de 715,32 x 10-6 m.
sDf16
2
= (9)
Com a sagitta do molde e utilizando α. Onde α é um parâmetro que depende da
razão entre as taxas de corrosão entre os planos (411) e (100) e que
consequentemente depende da concentração de KOH:H2O e do ângulo entre os planos
(411) e (100), tomando α por 0,35 para condições típicas de corrosão (30% KOH:H2O a
85 °C). Então a abertura inicial na máscara d0 pode ser calculado a partir da equação
(1) resultando em cerca de 2,04 x 10-3 m.
Portanto com uma abertura inicial na máscara d0 de 2,04 x 10-3 m e uma região
óptica para correção de aberrações de altas ordens de 6 x 10-3 m, tirada de uma
40

abertura de pupila média para a população humana, abertura onde ocorre grande
quantidade de aberrações ópticas, isso acarreta que o maior orifício na máscara, na
formação da cavidade esférica, irá sobrepor completamente todos os outros orifícios
menores, tornando invíavel a aproximação da função desejada por meio de um
conjunto de aberturas na máscara. Sendo necessário uma etapa de pré-moldagem com
um sub-molde para a correção de aberrações de altas ordens e uma etapa de
moldagem para complemento da lente [13], [19]. A Figura 20 ilustra a formação de uma
superfície polinomial no silício e seus detalhes mais importantes como o afinamento da
lâmina de silício dado por h, uma analise da maior calota esférica que gera o ponto de
minimo da função polinomial S(x,y), mostrando sua abertura inicial d0max, seu diâmetro
dado por Dmax e seu raio de curvatura dado por Rmax.
Figura 20 Formação de superfície polinomial no sílicio [13]
41

A figura 21 ilustra a abertura inicial com o molde todo em sílicio.
Figura 21 Demonstração da abertura inicial com o molde todo em silício
3.3 Lentes
Desde o desenvolvimento das lentes de contato a tecnologia tem-se voltado para
conseguir a melhor acuidade e o máximo conforto possível, a invenção de novos
materiais tem contribuído para o aperfeiçoamento das lentes de contato, conseguindo-
se lentes cada vez mais confortáveis, com melhor desempenho visual, ampliando o
tempo de uso e com maiores possibilidades de uma boa adaptação [21], [22], [23].
Atualmente existem dois grandes grupos de lentes que se encontram no
mercado, as rígidas e as gelatinosas ou hidrofílicas, as gelatinosas a partir do
PHEMA(polihidroxietilmetacrilato) e as rígidas a partir do PMMA(polimetilmetacrilato),
material não permeável a gás, com o surgimento de materiais RGP(Rígida Permeável a
Gás), devido a incorporação de silicone ao PMMA, desenvolveram lentes cujo centro
era formado por este material e circundado por uma banda hidrofílica, que tem como
objetivo combinar as qualidades ópticas da RGP, relacionado a correção de aberrações
e acuidade, com a qualidade do material gelatinoso, relacionado a conforto e
adaptação, denominando-se lentes de contato de material híbrido (MH), outra inovação
foi incorporar silicone aos materiais hidrofílicos para aumentar a oxigenação da córnea,
42

chamadas lentes de contato gelatinosas de silicone-hidrogel (SH) [21], [22], [23], [24],
[25].
As lentes de contato de material híbrido, foram testadas em portadores de
ceratocone e astigmatismo miópico composto, chegando a conclusão que propiciam
desempenho visual e conforto satisfatórios, em níveis que não diferem, quando
comparadas com a lente de contato rígida-gás-permeável nos dois grupos de pacientes
[21], [22], [23]. Anexos H – Q ilustram a comparação entre lentes rígida-gás-permeável
e MH.
As lentes rígida-gás-permeável quanto a permeabilidade a oxigênio são
quantificadas com o parâmetro Dk, sendo a permeabilidade ao oxigênio P uma
característica do material do qual a lente é feita e não uma característica da lente. A
fórmula da permeabilidade é: P = Dk x 10-11 (cm2 /s x mmHg), esta unidade 10-11 (cm2 /s
x mmHg) de permeabilidade é conhecida como 1 barrer ou unidade de Dk, na
nomeclatura da ISO a unidade de pressão utilizada é o hectopascal ao invés de mmHg
e para conversão das unidades convencionais para unidade da ISO utiliza-se a
constante 0.75006. Nesta fórmula, D é o coeficiente de difusão (quantidade de oxigênio
que passa através da unidade de área deste material) e k é o coeficiente de
solubilidade (quantidade de oxigênio que se dissolve na unidade de volume do material)
[20], [26].
Diferente da permeabilidade que é uma característica do material, a
transmissibilidade é uma característica da lente. Sua fórmula é: T = Dk/L x 10-11 onde L
é a espessura da lente em centímetros. A unidade de transmissibilidade é (cm /s x
mmHg) ou simplesmente unidade de Dk/L. A transmissibilidade depende do material do
qual a lente é feita, mas depende também da espessura da lente (L), comumente a
permeabilidade P é chamada de coeficiente de permeabilidade e a transmissibilidade T
é chamada de permeabilidade da lente de uma dada espessura L. Logo, duas lentes,
feitas do mesmo material (permeabilidade idêntica), porém com graus ou dioptrias
diferentes (espessuras distintas), terão diferentes transmissibilidades. E pelo fato de
terem esta característica distinta, terão indicações clínicas diferentes. Ou seja, lentes
manufaturadas com o mesmo material terão tempo de uso diferente, dependendo do
poder da lente que é dado em dioptrias, correspondendo ao inverso do comprimento
43

focal da lente. O método comumente utilizado para medir a permeabilidade de lentes
RGP consiste em uma câmara de concentração de oxigênio conhecida, este oxigênio
ao passar por uma lente de espessura conhecida chega a outra câmara e é consumido
por um sensor eletrodo que mede a permeabilidade da lente, este método tem algumas
imprecisões devido a espessura nas bordas da lente ser diferente da região central [20],
[26]. A figura 22 ilustra medição da permeabilidade de uma lente.
Figura 22 Medida da permeabilidade
Também foram comparadas as lentes de contato rígida-gás-permeável com as
lentes gelatinosas, constatando que as lentes de contato rígida-gás-permeável têm
como vantagens: Serem mais permeável a gases, permeabilidade quantificada para as
lentes RGP com o parâmetro Dk, que varia comumente entre 10Dk e 100Dk, mas
podendo chegar a 200Dk, quanto maior essa permeabilidade melhor é a adaptação
com a lente e menores são os problemas com edemas e oxigenação da córnea, essa
maior permeabilidade permite uma renovação constante da solução entre a córnea e a
lente, corrigir uma grande variedade de aberrações de altas ordens provocadas por
uma córnea anormal e como principal desvantagem sua grande mobilidade dentro do
olho, mas que pode ser sanada com a utilização de um balanço prismático, que é uma
espécie de contra-peso que retorna a lente a seu estado original após alguma agitação
ou rotação como um piscar de olhos. A lente gelatinosa tem como vantagem manter-se
mais fixa no olho [21], [22], [23].
Após análise detalhada das características das lentes de contato, observa-se
que as lentes rígidas e/ou rígidas permeáveis a gás estão mais aptas à produção de
lentes de contato personalizadas, visto as suas qualidades ópticas com relação a
44

correção de aberrações de altas ordens, não adicionando aberrações como as lentes
gelatinosas, podendo ser produzidas por qualquer um dos processos de produção até
então estudados e não sofrendo deformações durante as etapas finais da fabricação
como as gelatinosas que espandem quando hidratadas [21], [22], [23]. Anexos F e G
mostram comparações entre lentes rígidas permeáveis a gás e gelatinosas com relação
a correção de aberrações de altas ordens.
Quando se fala em lentes de contato outros fatores importantes são a
molhabilidade, dureza e o bombeamento lacrimal. A molhabilidade é a capacidade do
material tem de formar um filme coerente e estável de lagrima sobre ele, propriedade
importante para comodidade e adaptação da lente ao olho devido a função do filme
lacrimal na oxigenação da córnea, normalmente essa propriedade está associada a
hidrofilicidade, quanto mais a lente for hidrofílica mais fácil e melhor será o filme de
lágrima formado, dureza pode ser definida como a resistência de um material a
penetração, propriedade relacionada a quebra e arranhões em lentes de contato, os
métodos comumente utilizados para medidas de dureza em lentes de contato são
Shore D e Rockwell que consistem em aplicar com um indentador de formato variado
para cada método, uma carga sobre a amostra e analisar a profundidade da figura
impressa, a relação entre a carga aplicada e a profundidade da figura impressa é a
medida de dureza, não existindo uma correlação precisa entre os métodos devido a
diferença de identador e de carga aplicada, o bombeamento lacrimal é feito pelas
palpebras durante as piscadas de um olho, formando um filme que é responsável por
funções como nutrir, lubrificar, proteger e limpar. A estabilidade da córnea depende de
um suprimento adequado de oxigênio na presença de uma lente, sendo necessário
considerar a contribuição para oxigenação da córnea vinda da lente e do filme lacrimal,
formado pelo bombeamento lacrimal, para evitar edemas. Como o oxigênio está diluído
na lágrima é necessário considerar alguns aspectos [27], [28]:
• A lágrima é composta por 0.5% de proteína, ou seja, 5 mg/ml. A
concentração protéica pode aumentar ou diminuir em função do fluxo lacrimal maior ou
menor. Esse fluxo pode interferir na formação de depositos proteícos nas lentes de
contato e consequentemente baixar a transmissibilidade de oxigênio, causando
futuramente um edema no usuário e consequentemente rejeição da lente [28].
45

• Há cerca de 25% de perda de produção lacrimal por evaporação devido
ao calor do corpo ou a agentes externos, como correntes de ar. A ausência da camada
lipídica pode aumentar em vinte vezes a evaporação lacrimal, podendo ocasionar em
edemas e rejeição da lente [28].
• A evaporação com os olhos abertos durante o dia, produz um gradiente
osmótico ou diferença de concentração da córnea para lágrima, provocando um
afinamento corneano. A espessurra da córnea é 5% mais delgada durante o dia do que
durante o sono, por isso não é recomendável a utilização de lentes durante o sono,
caso não sejam especifícas para tal finalidade [28]. Portanto a permeabilidade da lente, que depende do material da mesma, e o
bombeamento lacrimal que varia de pessoa para pessoa são ambas importantes para a
oxigenação da córnea como é ilustrada na figura 23.
Figura 23 Necessidade de oxigênio da córnea que é suprida pelo bombeamento lacrimal, pela permeabilidade da lente ou por ambos [28]
46

4 METODOLOGIA EM BUSCA DE MATERIAIS ADEQUADOS PARA MOLDES
Houve uma procura por materiais adequados para confecção dos moldes, para
possível substituição do aço inox em versões futuras. Em uma segunda versão futura
pretende-se polimerizar o monômero da etapa de moldagem, que possivelmente será
PMMA com um índice de refração diferente do primeiro PMMA da etapa de pré-
moldagem, diretamente nos moldes através de ultra violeta. Em uma terceira versão
futura pretende-se polimerizar os monômeros das duas etapas diretamente nos moldes
com ultra violeta, para evitar o possível problema com o aquecimento, que pode destruir
a forma polimonial desejada. Um bom candidato para o material dos moldes poderia ser
um polímero, devido a seu baixo custo, este material deveria possuir algumas
propriedades dentre estas que fosse transparente ao ultra violeta próximo, o que
possibilitaria a polimerização do Polimetilmetacrilato (PMMA) dentro dos moldes,
suporta-se temperaturas superiores a 160°C, que é a temperatura de fusão do PMMA e
que tivese propriedades mecânicas de dureza suficientes para prensar o PMMA. O aço
inox suporta temperaturas elevadas, não oxida o que poderia levar a uma alteração da
forma polinomial desejada, não reage com o PMMA que poderia levar a alteração das
propriedades do material e possui propriedades mecânicas de resistência a tração,
módulo de elasticidade e impacto para prensar o PMMA, mas absorve toda a faixa do
ultra violeta próximo usado para polimerizar o PMMA, faixa que tem comprimento de
onda de 400nm a 200nm. A procura por esse material se deu por pesquisa em livros,
artigos, pantentes, conversa com especialistas na área de polímeros e com empresas
de moldes e polímeros.
A teoria das partículas da radiação electromagnética propõe que a luz consiste
de fótons de diferentes níveis de energia, e que esses níveis correspondem às cores
47

que enxergamos. A energia do fóton é inversamente proporcional ao comprimento de
onda: quanto maior a energia do fóton menor é o comprimento de onda. Os fênomenos
da transmissão e da absorção estão relacionados com a ação que os fótons têm nos
elétrons dos átomos e moléculas dos materiais que eles se chocam [29].
Quando absorvido por um material, um fóton é capaz de perder o excesso de
energia para as vibrações da rede cristalina, resultando no aumento da temperatura do
material que então emite esse calor como radiação de ondas longas. Para ser
transparente, um material deve ser tal que a energia necessária para mandar o elétron
da banda de valência para a banda de condução não corresponda à energia do fóton.
Se essa condição não for alcançada e o material tem níveis de energia de separação
correspondendo à energia do fóton de um comprimento de onda particular, então essa
comprimento de onda será absorvido [29].
Radiações UV são complicadas ao serem usadas em processos como este,
devido ao molde ser um polímero, polímeros costumam absorver UV incidente
quebrando ligações e modificando as propriedades físicas e químicas do material.
Desafio portanto será encontrar ou sintetizar este material transparente ao UV e que
não sofra outras mudanças em suas propriedades.
A definição do UV próximo para polimerização do PMMA, facilitaria a definição
do polímero, o poliuretano sintetizado no laboratório com cadeias mais alifáticas poderia
ter as propriedades necessárias do projeto inclusive a de transparência dentro da faixa
do UV próximo, pois os polímeros em sua totalidade costumam absorver faixas UV mais
distantes. A faixa do espectro utilizada será de 200 a 500nm devido a lâmpada para
cura ou polimerização emitir neste comprimento de onda. A ideia de adicionar aditivos
ao polímero para torna-lo transparente ficou descartada, pois a aplicação de aditivos
em polímeros é usado para gerar o efeito contrário de absorsão para proteger contra
UV.
Um material especial com requisitos térmicos, mecânicos e de transparência a
UV, contraditórios em polímeros, pois em certos polímeros como o poliuretano quando
se consegue transparência a UV tornando suas cadeias mais alifáticas sem os anéis
aromáticos suas propriedades mecânicas são comprometidas. Portanto carecia sem
dúvida de um tempo maior investido em pesquisar com maior critério sobre polímeros e
48

então após isso, caso nao encontra-se o material desejado, partir para testes de prova
em laboratório e síntese. A família do Teflon e do Naylon que são materiais fluorados,
resistentes a altas temperaturas e usados para fazer moldes em polímeros, mas não se
sabe a respeito de suas propriedades de transparência a UV. Os policarbonatos foram
descartados por serem usados para absorver UV em toldos de pontos de ônibus, mas
suas propriedades térmicas são ótimas para o projeto. Obteve-se amostras para testes
do polímero Poliuretano Alifático (TPU). Coleta de amostras do material Polifluoreto de
vinilideno – tvifluovoetileno (PVDF-TRFE), este material piezoelétrico possui
transparência no UV próximo, além de suportar temperaturas elevadas, por ser um
polímero fluorado, possui ótimas propriedades mecânicas de resistência a tração,
módulo de elasticidade, escoamento sob carga e impacto, sendo capaz de prensar o
PMMA. A figura 24 ilustra as propriedades de transparência ao ultravioleta próximo.
Figura 24 Transparência do PVDF- TRFE
49

5 CONCLUSÃO E TRABALHOS FUTUROS
Este trabalho teve como objetivo pesquisar materiais para moldes e lentes de
contato personalizadas, utilizando técnicas inovadoras para fabricação de lentes de
contato e verificando se é possível produzir lentes de contato personalizadas através de
formação de cavidades polinomiais em Si utilizando KOH.
Primeiramente trata-se da justificativa para realização deste trabalho, os
insucessos obtidos por grandes empresas ao tentarem fabricar lentes de contato
personalizadas, problemática onde trata dos problemas de visão que lentes de contato
comuns nao corrigem, objetivo geral e estrutura deste trabalho.
Numa segunda etapa vários conceitos teóricos sobre tópicos importantes para o
projeto foram abordados, como silício e suas propriedades, polímeros e suas
propriedades, olho humano e polinômios de zernike e formação de cavidades
polinomiais no Si usando KOH.
Após isso materiais e métodos que é o principal foco do trabalho foram
abordados tópicos tratando do projeto como um todo, fabricação de lentes
personalizadas, materiais utilizados, métodos de fabricação de lentes e suas
características, materiais de lentes de contato e suas propriedades. Viabilidade da
utilização de um sub-molde e etapas de pré-moldagem e moldagem. Decisões de
projeto para um primeiro protótipo que comprove que é possível a fabricação de lentes
de contato utilizando a técnica de cavidades polinomiais no Si
Por último a metodologia em busca de materiais adequados para os moldes,
para em versões futuras o método ser aperfeiçoado com utilização de ultra violeta para
polimerizar os monômeros das duas etapas de pré-moldagem e moldagem. Eliminando
50

o problema do aquecimento do PMMA e possível mudança na forma polinomial
desejada.
Então para o desenvolvimento de lentes de contato personalizadas é preciso
tomar uma série de decisões com relação ao método de fabricação, moldes, tipo de
lente a utilizar e material dos mesmos. Utilizando-se para fabricação das lentes de
contato personalizadas o método de fabricação cast moulding em duas etapas, etapa
de pré-moldagem, com molde macho e sub-molde fêmea em aço inox para correção de
aberrações de altas ordens, etapa de moldagem com molde macho e molde fêmea em
aço inox, utilizando o elastômero sylgard 184 como complemento, este adesivo possui
boa conformidade e aderência ao PMMA e sua polimerização será feita por ultra violeta,
após a etapa de moldagem, mas sendo suficiente para comprovar que é possível à
fabricação de uma lente de contato personalizada utilizando cavidades polinomiais no
Si. Uma segunda versão futura utilizará a mesma combinação diferindo no polímero a
ser utilizado na etapa de moldagem que pode ser PMMA com índice de refração
diferente e o molde fêmea da etapa de complemento feito de PVDF-TRFE 50:50 para
polimerização do segundo tipo de PMMA, durante a etapa de moldagem. Uma terceira
versão futura utilizando os dois moldes fêmeas das etapas de pré-moldagem e
moldagem de PVDF-TRFE 50:50, fazendo a polimerização nas duas etapas por ultra
violeta. Uma outra opção para fabricação das lentes personalizadas é fazer a lente na
etapa de pré-moldagem corrigindo as aberrações de altas ordens e completar a
correção de aberrações de baixas ordens com óculos tradicionais.
51

6 REFERÊNCIAS [1] http://www.silicio.com.br/ajuda/silicio/maissilicio.html. Acessado em 9 jan 2008. [2]http://www.dsif.fee.unicamp.br/~fabiano/IE012/Notas%20de%20aula/Propriedades%20mec%E2nicas%20do%20sil%EDcio_2006.pdf. Acessado em 9 jan 2008. [3] F. J. Fonseca, R. K. Onmori and K. Roberto, http://www.lme.usp.br/~fonseca/PSI%202641%2001%20aula%20silicio%202007%201.pdf. Acesso em 9 jan 2008. [4] S. M. Resende, “Materiais e dispositivos eletrônicos,” 2. ed. São Paulo: Editora Livraria da Física, 2004. [5]http://www.microeletronica.unifei.edu.br/EAM120/PROCESSO%20DE%20FABRICACAO.pdf. Acessado em 24 fev 2008. [6] L. Akcelrud, “Fundamentos da ciência dos polímeros,” 2. ed São Paulo: Editora Manole LTDA, 2007. [7] http://www.colegiosaofrancisco.com.br/alfa/plasticos/polimeros.php. Acessado em 8 fev 2008. [8] http://www.gorni.eng.br/intropol.html. Acessado em 24 fev 2008. [9] http://mesonpi.cat.cbpf.br/e2002/cursos/NotasAula/biomateriais.pdf. Acessado em 8 fev 2008. [10] E. B. Mano, “Polímeros como materiais de engenharia,” São Paulo: Editora Edgard Blücher LTDA, 1991. [11] S. S. Saliterman, “BioMEMS and Medical Microdevices,” 1. ed. Bellinghan: Spie Press, 2006. [12] D. L. Kendall, W. P. Eaton, R. Manginell and T. G. Digges Jr, “Micromirror arrays using KOH:H2O micromachining of silicon for lens templates, geodesic lenses, and other applications,” Opt. Eng. 33 (11), págs 3578 – 3588. 1994. [13] D. W. de Lima Monteiro, O. Akhzar-mehr, P. M. Sarro and G. Vdovin, “Single-mask microfabrication of aspherical optics using KOH anisotropic etching of Si,” Optics Express, Vol. 11, No. 18 , págs 2244-2252. 2003. [14] L. S. Pedrotti, F. L. Pedrotti,”Optics and vision,” New Jersey: Editora Upper Saddle River, 1998.
52
[15] J. W. Rohen, C. Yokochi, E. Lutjen-drecoll, “Anatomia Humana Atlas Fotográfico de Anatomia Sistêmica e Regional,” 6. ed. São Paulo: Editora Manole, 2007. [16] M. Jankov, M. Mrochen, P. Schor, W. Chamon, T. Seiler, ” Frentes de ondas (wavefronts) e limites da visão humana Parte 1 – Fundamentos,” Arquivos brasileiros de oftalmologia. 65, págs 679-684. 2002. [17] L. A. V. de Carvalho,” Aplicação de Redes Neurais na Implementação de um Sistema de Auxílio ao Diagnóstico em um Instrumento Médico-Hospitalar,” Revista de Física Aplicada e Instrumentação, Vol 17, No 1, março, 2004. [18] J. G. Dos Santos, http://www.filadelfianet.com.br/Topo/Trabalhos/Ceratocone.pdf. Acessado em 8 de fev 2008. [19] http://www.solitica.com.br/informacoes/curiosidades/hist_lentes/hist_lentes.html. Acessado em 8 fev 2008. [20] A. J. Phillips, L. Speedwell, “Contact lenses,” 5. ed: Editora Elsevier, 2007. [21] I. COX, “Customized vision correction Devices,” Adaptive Optics for Vision Science. 2006. [22] F. Leal, C. Lipener, M. R. Chalita, R. Uras, M. Campos, Höfling-Lima and Ana Luisa,” Lente de contato de material híbrido em pacientes com ceratocone e astigmatismo miópico composto,” Arquivos brasileiros de oftalmologia. 70 (2), págs 247-254. 2007. [23] Fan Lun, Xinjie Mao, Jia Qu, Dan Xu and Ji C. He, “Monochromatic Wavefront Aberrations in the Human Eye with Contact Lenses,” Optometry and Vision Science, Vol. 80, No. 2, págs 135-141. 2003. [24] S. Duran, http://www.2020brasil.com.br/publisher/preview.php?edicao=0505&id_mat=1077. Acessado em 8 fev 2008. [25] http://www.coral-lentes.com.br/index.php?id=7&pg=4. Acessado em 8 fev 2008. [26] http://www.cbo.com.br/cbo/sociedades/soblec/artigos/educac01.htm. Acessado em 8 fev 2008. [27] A. Gasson, J. Morris, “ The Contact Lens Manual,” 3.ed. London: Editora Butterworth Heinemann, 2003. [28] E. F. Dome, http://books.google.com/books?id=sg_A8YhrpVQC&pg=PA111&lpg=PA111&dq=bombeamento+de+lagrima&source=web&ots=JDZi3xBGh5&sig=v79QlxnzKuMVcqZEMSrWywYEHI8#PPA111,M1. Acessado em 8 fev 2008.
53

[29] E. Giacomini, http://paginas.fe.up.pt/~vpfreita/mce04008_O_vidro.pdf. Acessado em 24 fev 2008.
54

7 ANEXOS ANEXO A - Resistência a tração de alguns polímeros [10]
55

ANEXO B – Módulo de elasticidade de alguns polímeros [10]
56

ANEXO C – Resistência ao impacto, com entalhe de alguns polímeros [10]
57

ANEXO D – Temperatura de transição vítrea de alguns polímeros [10]
58

ANEXO E – Índice de refração de alguns polímeros [10]
59

ANEXO F – RMS das aberrações de frente de onda em 54 olhos de 27 pessoas. a)RMS
incluindo astigmatismo e aberrações de altas ordens terceira em diante, b)RMS apenas
com as aberrações de altas ordens terceira em diante. para 3 condições de uso. Sem
lentes de contato(non-CL), com lentes de contato gelatinosas(soft-CL) e com lentes de
contato gelatinosas(RGP-CL) [18]
60

ANEXO G – RMS de cada ordem de aberração em 54 olhos de 27 pessoas, segunda
ordem, terceira ordem, quarta ordem e quinta e superiores. para 3 condições de uso.
Sem lentes de contato(non-CL), com lentes de contato gelatinosas(soft-CL) e com
lentes de contato gelatinosas(RGP-CL) [18]
61
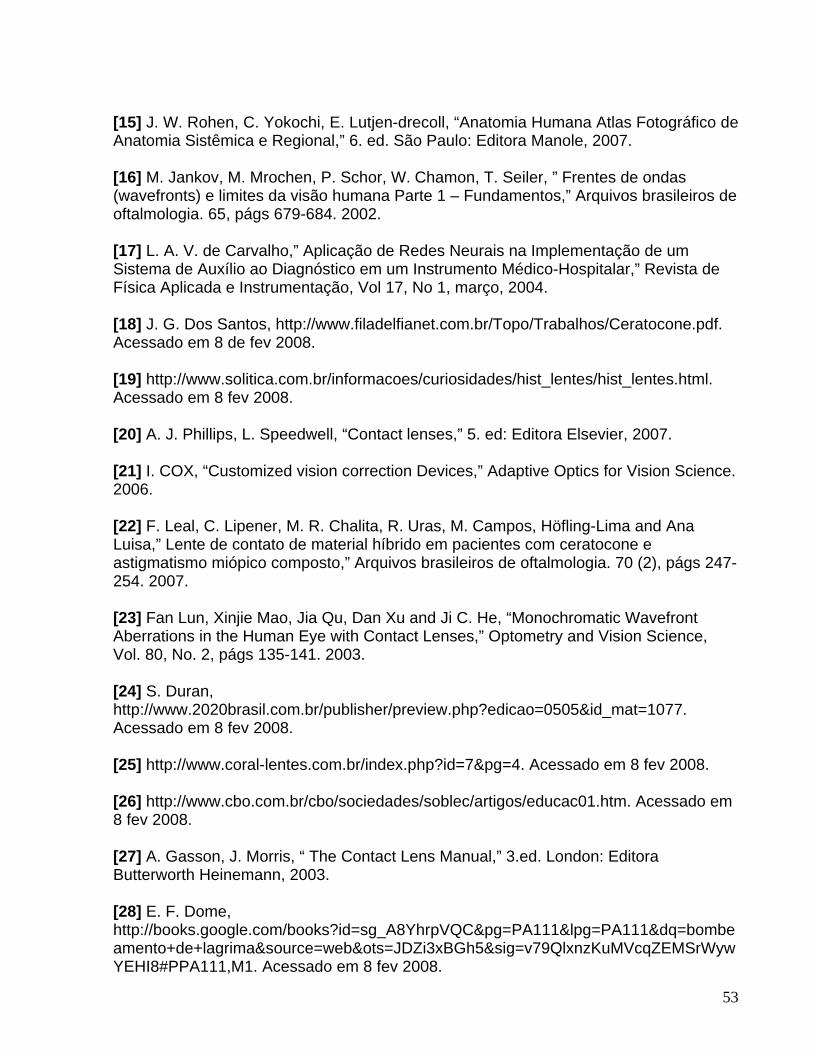
ANEXO H – Distribuição da acuidade visual em 22 pacientes segundo o tipo de
correção óptica e o grupo de pacientes [17]
ANEXO I – Médias de sensibilidade ao contraste em 22 pacientes segundo o tipo de
lente de contato e os controles usuários de óculos [17]
62
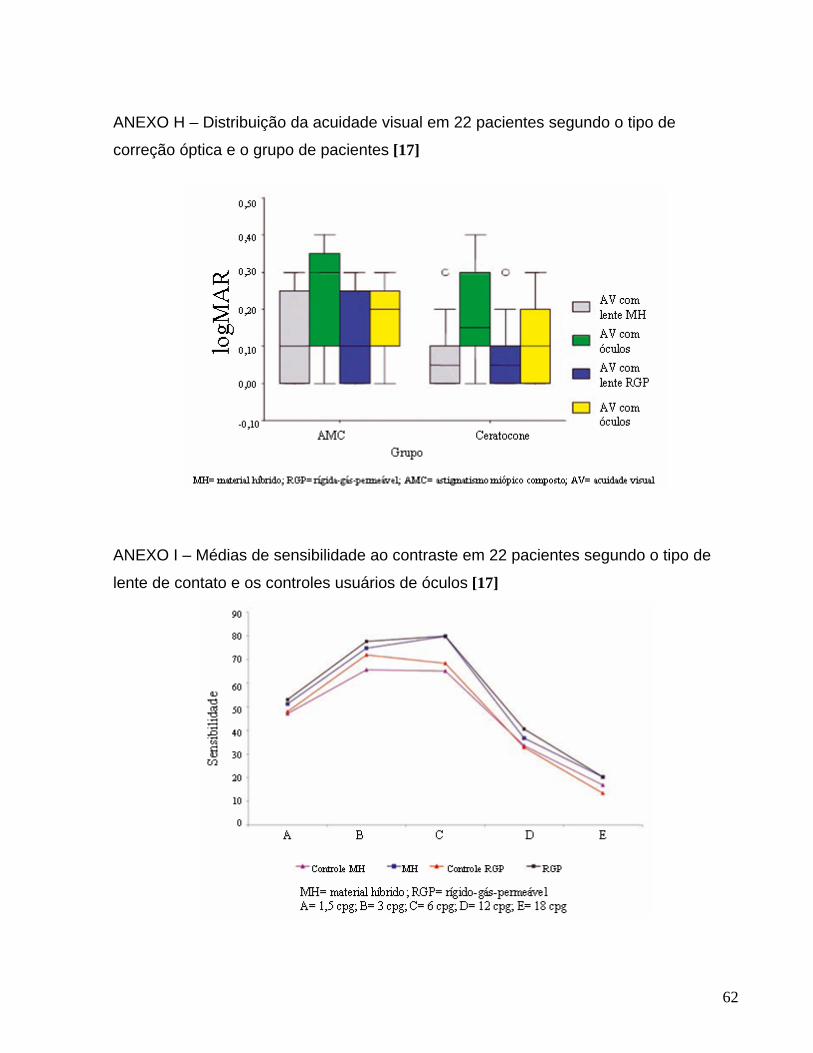
ANEXO J – Distribuição da variável coma em 22 pacientes segundo o tipo de lente de
contato e o grupo de pacientes [17]
ANEXO L – Distribuição da variável aberração esférica em 22 pacientes segundo o tipo
de lente de contato e o grupo de pacientes [17]
63

ANEXO M – Distribuição da variável outras aberrações de alta ordem em 22 pacientes
segundo o tipo de lente de contato e o grupo de pacientes [17]
ANEXO N – Distribuição da variável aberração total em 22 pacientes segundo o tipo de
lente de contato e o grupo de pacientes [17]
64

ANEXO O – Distribuição da variável aberrações de alta ordem em 22 pacientes (RMS)
segundo o tipo de lente e o grupo de pacientes [17]
ANEXO P – Distribuição da avaliação de conforto em 22 pacientes segundo o tipo de
lente de contato e o tempo em pacientes com astigmatismo miópico composto [17]
65

66
ANEXO Q – Distribuição da avaliação de conforto em 22 pacientes segundo o tipo de
lente de contato e o tempo em pacientes com ceratocone [17]