edição 86 | ano ix | agosto de 2018
TRANSCRIPT
Edição 86 | Ano IX | Agosto de 2018
Decididas a investir, as grandes empresas prometem contratar, na Área de Inspeção, somenteprofissionais certificados
ConaEnd&IEV já é nofim deste mês
Em Treinamentos: trabalhe no Setor Automotivo
Na Seção Técnica, leia oartigo ‘’Avaliação datécnica de Ultrassom
Phased Array na inspeção de soldas circunferenciais
de inconel® 625 emtubulações de aço
api 5l x70 cladeadas’’
A retomada do Setor de
Óleo e Gás

Conselho EditorialPedro Paiva – MagnafluxJan Smid – RadiolabWagner Romano – GEOswaldo Rossi Júnior – IntermetroCarlos Madureira – BBL
Comitê CientíficoProf. Sérgio Brandi – USPProf. Sérgio Barra – UFRNProf. Thomas Clarke – UFRGSProf. Armando Albertazzi – UFSC Prof. Américo Scotti - UFUProfa. Raquel Gonçalves – UnicampProf. Armando Shinohara – UFPEProf. Francisco Ilo – UPE
EquipeJornalista responsável: Alexandra Alves (MTB 26660)Comercial: Nicole BolantDesigner: Henrique LealRevisor: Paulo RanieriProjeto Gráfico e Diagramação:Giovana Garofalo Capa/Foto: CanstockEd. Gráfica: Giovana GarofaloGráfica: Company Graf
Tiragem7.000 exemplares
Público leitorProfissionais especializados (enge-nheiros, gerentes, administradores) de empresas de END e Inspeção, usuários dessa tecnologia, técnicos (supervi-sores, inspetores e operadores) que estão diretamente envolvidos com o tema e instituições de ensino.
ISSN: 1980-1599
A Abendi não se responsabiliza por ideias e conceitos emitidos em artigos ou matérias assinadas, que expressam apenas o pensa-mento dos autores, não representando neces-sariamente a opinião da revista. À publicação reserva-se o direito de, por motivo de espaço e clareza, resumir cartas e artigos.
Se você tiver ideias, sugestões ou críticas a fazer, envie para: [email protected]
Prezados leitores,
Nos últimos anos, falou-se muito a respeito do Setor de Óleo e Gás, que vem sendo asso-ciado à crise sofrida pela indústria brasileira, em função de desinvestimento na área. Nota-damente, em relação à Petrobras, pelo peso específico que ela ocupava em toda a cadeia de fornecedores, prejudicando vários outros, como o Naval e o Siderúrgico. Até então, não se tinha uma ideia exata do significado da Petrobras, creio eu, para toda a indústria nacional do Setor de Óleo e Gás.
Houve, sim, uma alteração da lei que regulava as atividades da Petrobras como única operadora do segmento. Mas nós temos que ver com bons olhos a vinda de diversos no-vos operadores para o setor no País. Grandes empresas internacionais, de diferentes con-tinentes, que, sem dúvida alguma, vão contribuir com a diversificação e intensificação das atividades.
Por outro lado, não obstante à importância desse segmento, a Abendi tem trabalhado de forma decisiva em outros mercados, como o Metroferroviário, em parceria com a Associa-ção Brasileira da Indústria Ferroviária (Abifer); Eólico, junto à Associação Brasileira de Ener-gia Eólica (Abeeólica); Setor de Defesa, com os apoios do Exército e da Marinha; e a Constru-ção Civil, na qual já temos um programa de atividades definido em conjunto com o Instituto Brasileiro do Concreto (Ibracon). É fato, estamos buscando novos mercados, no sentido de difundir as atividades de Ensaios Não Destrutivos e Inspeção e a sua importância.
Boa leitura a todos!
João Gabriel Hargreaves Ribeiro - Presidente
E d i t o r i a l
E x p e d i e n t e
06 08
Notícias• Abendi realiza reunião na Vale• Visita da Marinha à associação• Programa Universidades a todo vapor
SóciosO investimento que dá certo
TreinamentosSeja um profissional de destaque no Setor Automotivo
Eventos• 13º Encontro Regional de End e Inspeção
Sócios patrocinadoresPASA - Provedora de soluções para proteção de ativos
Área técnicaComitê Setorial Mercosul e Abendi: uma parceria de 14 anos
12 14
16 18
Os rumos do setor deÓleo e Gás34
Conheça os projetos que devem alavancar o setor
Certificação• Saiba como está o mercado de trabalho para inspetor de fabricação Óleo e Gás
42
Seção técnicaAvaliação da técnica de Ultrassom Phased Array na inspeção desoldas circunferenciais de inconel® 625 em tubulações de açoapi 5l x70 cladeadas
Sede AbendiAv. Onze de Junho, 1317 – Vila Clementino - CEP: 04041-054São Paulo (SP). Tel.: (11) 5586-3199 – Fax: (11) 3302-5850Site: www.abendi.org.br
BibliotecaLançamentos de livros, apostilas, anais e produtos [email protected] (11) 5586-3196
CertificaçãoBureau de Certificação Abendi. (11) 5586-3181
EventosFeiras, eventos, simpósios e encontros do [email protected] (11) 5586-3197
Área Técnica da [email protected] (11) 5586-3195
SóciosSeja um sócio ou sócio patrocinador da [email protected] (11) 5586-3190 ou 3146
TreinamentosTreinamentos e Ensino a Distância (EaD) - [email protected]
Informações Gerais(11) 5586-3141 ou 3175 [email protected]
Para anunciar nos Veículos AbendiNicole Bolant [email protected] (11) 5586-3190 / 5586-3168
Comunicaçã[email protected]
Representante Regional (AL)Jarbas Cabral Fagundes - [email protected] - (82) 9-9911-7619Representante Regional (BA)Antonio Luiz de Melo Vieira Leite - [email protected](71) 99964-8636Representante Regional(AM, CE, MA e PA)Antonio Noca Freire - [email protected](85) 99932-9159 ou (12)99644-8477Representante Regional (SE)Carlos Otávio Damas Martins - [email protected] (79) 99679-2747Representante Regional (PB, PE e PI)Marco Antonio Souza Brito - [email protected](81) 9961-5110 e ID 97 * 34748 (Nextel)Representante Regional (RN)Sérgio Rodrigues Barra - [email protected] - (84) 98828-1266Representante Regional(SC)Jean Eduardo Lima - [email protected] - (47) 99729-3786Sócios recebem gratuitamente a revista. Para assinar, envie ume-mail para: [email protected].
Acompanhe a Abendi nas mídias sociais
F a l e C o n o s c o
abendi.org.br
abendi_end
associacao.abendi
abendinews.org.br Abendi Associação
Abendi
30
18 27 a 29 de agostoO Conaend é neste mês: programe-se!

N o t í c i a s
6 Revista Abendi no 86 Agosto de 2018
Abendi realiza reunião na Vale
a
Visita da Marinha à associação
R ecentemente, o diretor do Centro de Coordenação de Estudos, co-
mandante Rogério Prado Lima de Souza, e o capitão de Fragata, Antonio Augusto Murat Torres, da Diretoria Geral de De-senvolvimento Nuclear e Tecnológico, ambos da Marinha do Brasil, visitaram a Abendi para discutir formas de coopera-ção entre as duas instituições. Eles foram recebidos pelo diretor executivo, João Conte, pelo gerente de Relações Institu-cionais, Antonio Aulicino, e também pelo consultor associado, coronel Claudio For-jaz. Em breve, será realizada uma nova reunião para dar início ao um projeto pi-loto em conjunto. Este foi o primeiro de vários encontros para a definição de projetos em parceria
Representantes da Vale querem o apoio da Abendi para aprimorar os processos operacionais
O diretor executivo, João Con-te, e o gerente de Relações
Institucionais, Antonio Aulicino, da Abendi, participaram de uma reunião na Vale, em São Luís do Maranhão, na intenção de buscar novos segmentos industriais de trabalho. O objetivo foi apresentar as principais atividades da associa-ção e buscar formas de atender às demandas da mineradora. Coor-denado por Eldo Alves de Sousa, da Gerência de Processos Opera-cionais e Capacitação Corredor Norte da empresa, o encontro ain-da contou com representantes dos setores de mineração, ferrovias e portos. a

Acesse nosso site e saiba mais: www.abendi.org.br
Programa Universidades a todo vapor
Fatec
Recentemente, alunos do curso de Mecânica da Sol-dagem, da Faculdade de Tecnologia de São Paulo, par-ticiparam de um treinamento na Abendi, das 8h às 15h. A programação contou com uma palestra sobre ‘’Bási-co de END’’, apresentada pelo especialista Rui Pereira Carvalho, que explicou sobre os métodos mais em-pregados: Ultrassom (US), Partículas Magnéticas (PM), Líquido Penetrante (LP) e Ensaio Radiográfico (ER). Além disso, os estudantes realizaram uma visita técnica ao Centro de Exames de Qualificação (CEQ) da entidade.
FAG
Já o especialista em END e Inspeção de Soldagem, Jorge Luiz Santin, colaborador da Abendi, represen-tou a Associação na Semana Acadêmica de Engenha-ria Mecânica do Centro Universitário Assis Gurgacz (FAG), em Cascavel, no Paraná (PR), quando conduziu a palestra ‘’Ultrassom – Técnicas Avançadas.’’ O públi-co, formado por professores e estudantes, chegou a 120 pessoas.
UNICAMP
Outro grupo de alunos, mestrandos e doutorandos do curso de Engenharia Mecânica da Universidade de Campinas (Unicamp), participou de uma aula prática na Abendi. Foram demonstrações técnicas dos mé-todos de Ultrassom (US), Partículas Magnéticas (PM), Líquido Penetrante (LP), Ensaio Visual de Solda (EVS) e Termografia. ’’Achei muito bom ter esse contato direto com as ferramentas de Ensaios Não Destruti-vos (ENDs). Infelizmente, tanto na graduação como na pós, não tivemos essa oportunidade’’, destacou o doutorando em Engenharia Mecânica com ênfa-se em Concentração de Manufatura, Caio de Freitas. Lembrando que o Programa Instituições de Ensino da Abendi é voltado à difusão das técnicas de END e Ins-peção por meio de ações focadas no aprimoramento da tecnologia e qualificação de pessoas.
Entre em contato com a Abendi e agende sua visita
Os estudantes da Fatec foram acompanhados pelo examinador da Abendi, Luciano Mendes da Silva (primeiro à direita)
Jorge Luiz Santin, um colaborador da Abendi, representou a asso-ciação na Semana Acadêmica de Engenharia Mecânica do Centro Universitário Assis Gurgacz (FAG), em Cascavel, no Paraná (PR)
O examinador da Abendi, Alessandro Aparecido Fonseca Sancovi-cei (primeiro à esquerda), realizou a aplicação de alguns méto-dos com os alunos
a
8 Revista Abendi no 86 Agosto de 2018
Á r e a T é c n i c a
Comitê Setorial Mercosul eAbendi: uma parceria de 14 anos
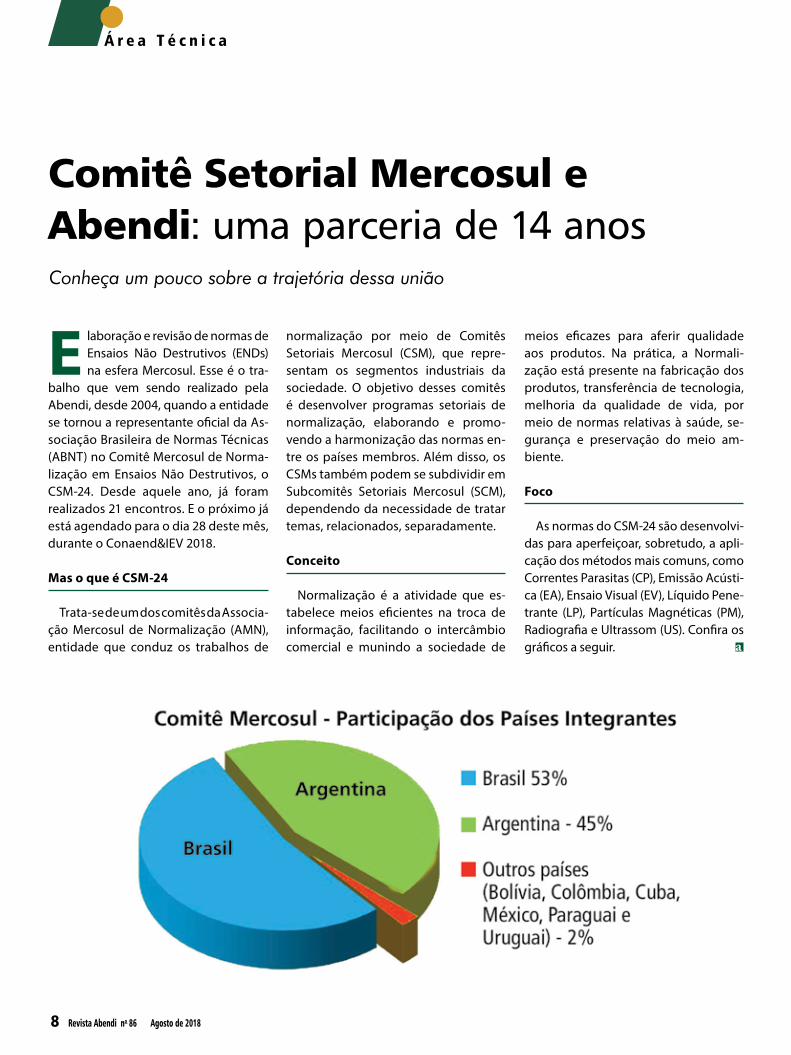
E laboração e revisão de normas de Ensaios Não Destrutivos (ENDs) na esfera Mercosul. Esse é o tra-
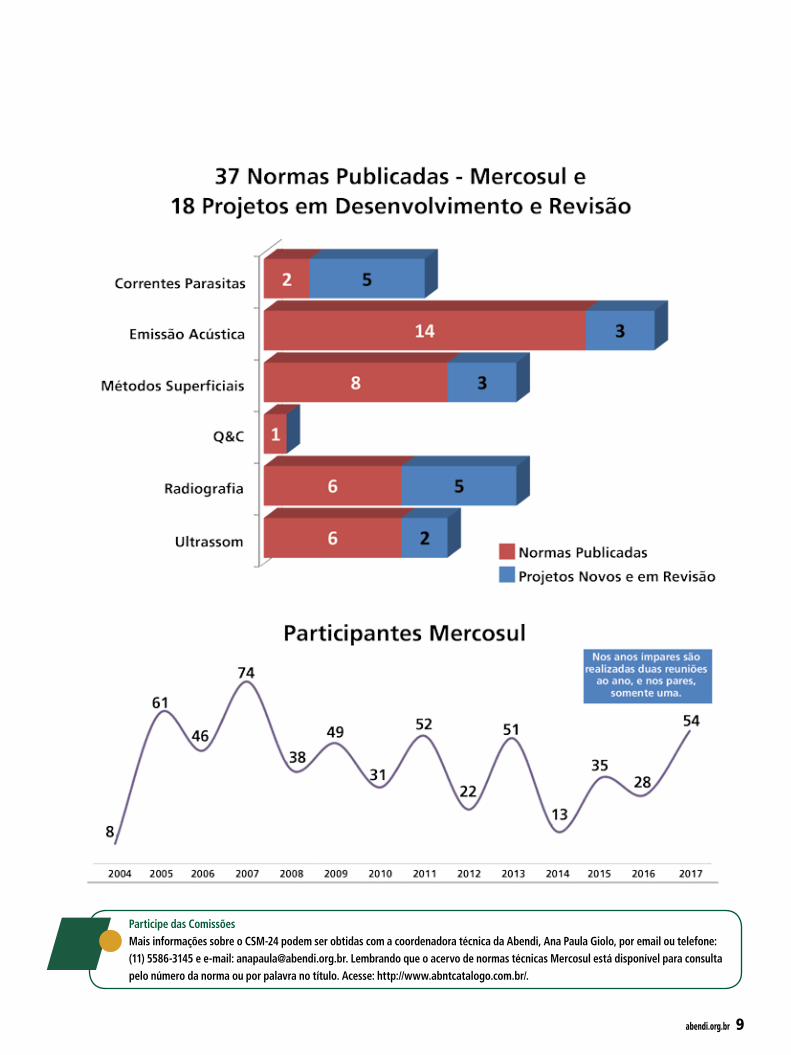
balho que vem sendo realizado pela Abendi, desde 2004, quando a entidade se tornou a representante oficial da As-sociação Brasileira de Normas Técnicas (ABNT) no Comitê Mercosul de Norma-lização em Ensaios Não Destrutivos, o CSM-24. Desde aquele ano, já foram realizados 21 encontros. E o próximo já está agendado para o dia 28 deste mês, durante o Conaend&IEV 2018.
Mas o que é CSM-24
Trata-se de um dos comitês da Associa-ção Mercosul de Normalização (AMN), entidade que conduz os trabalhos de
Conheça um pouco sobre a trajetória dessa união
normalização por meio de Comitês Setoriais Mercosul (CSM), que repre-sentam os segmentos industriais da sociedade. O objetivo desses comitês é desenvolver programas setoriais de normalização, elaborando e promo-vendo a harmonização das normas en-tre os países membros. Além disso, os CSMs também podem se subdividir em Subcomitês Setoriais Mercosul (SCM), dependendo da necessidade de tratar temas, relacionados, separadamente.
Conceito
Normalização é a atividade que es-tabelece meios eficientes na troca de informação, facilitando o intercâmbio comercial e munindo a sociedade de
meios eficazes para aferir qualidade aos produtos. Na prática, a Normali-zação está presente na fabricação dos produtos, transferência de tecnologia, melhoria da qualidade de vida, por meio de normas relativas à saúde, se-gurança e preservação do meio am-biente.
Foco
As normas do CSM-24 são desenvolvi-das para aperfeiçoar, sobretudo, a apli-cação dos métodos mais comuns, como Correntes Parasitas (CP), Emissão Acústi-ca (EA), Ensaio Visual (EV), Líquido Pene-trante (LP), Partículas Magnéticas (PM), Radiografia e Ultrassom (US). Confira os gráficos a seguir. a
abendi.org.br 9
Participe das ComissõesMais informações sobre o CSM-24 podem ser obtidas com a coordenadora técnica da Abendi, Ana Paula Giolo, por email ou telefone: (11) 5586-3145 e e-mail: [email protected]. Lembrando que o acervo de normas técnicas Mercosul está disponível para consulta pelo número da norma ou por palavra no título. Acesse: http://www.abntcatalogo.com.br/.
10 Revista Abendi no 86 Agosto de 2018
S ó c i o s
ABR Engenharia LtdaACINOR Inspeções e ServiçosTécnicos LtdaALTIPLANO Serviços em Altura e Treinamentos LtdaASP Serviços Industriais LtdaATSG - Academia Tecnológica de Sistemas de Gestão LtdaAraújo Engª e Integridade emEquipamentos LtdaArotec S/A Indústria e ComércioAss. Bras. Tecnologia paraConstrução e Mineração -SOBRATEMAAwi service LTDAÁtomo Radiop. e SegurançaNuclear S/C LtdaAços F. Sacchelli LtdaBL Inspeções TécnicasBRITO E KERCHE Inspeções eServiços Ltda MEBelov Engenharia LtdaBently do Brasil LtdaBruke Do Brasil LtdaC.I.C Certificação em Equipamentos Industriais e Cabos LtdaCARVALHO & CARVALHOEngenharia LTA - EPPCBC Indústrias Pesadas S/ACG. GEO Sensoriamento Remoto e Topografia Ltda - EPPCIA - Centro Nacional de Tecnologia e Com. LtdaCONSINSP - Insp. Equips. eManut. Indl. LtdaCarestream do Brasil Com.eServ. de Prod. Med. LtdaCarlos Alberto Arruda SallesMarques & Cia LtdaCarlos Henrique Moura DeAraujo - Me
Centro de Pesquisa de EnergiaElétrica - CEPELCieme Engenharia EireliConcremat - Engenharia eTecnologia S/AConfab Industrial S/ACooperativa dos Insp. Equip.Autônomos do Estado Bahia LtdaCyberiaDiagnostic Imagind Automação LtdaEND-Check Consult. e Serv. Espec.de Peças e Equip. LtdaENDI - Ensaios Não Destrutivos, Inspeção e Soldagem Ltda - MEEngisa Insp. e Pesquisa Aplicada à Indústria LtdaErcon Engenharia LtdaExtendeFASC - Serviços em Segurançado Trabalho LtdaFMC Technologies do Brasil LtdaFarol Servicos Em Inspecao e Ma-nutencao De EmbarcacoesLtda - MeFlir Systems Brasil Com. deCâmeras Infravermelhas LtdaFugro Brasil Serviços Submarinose Levantamentos LtdaFurnas Centrais Elétricas S/AGerman Engenharia e Serviçosde Manutenção LtdaGuided Ultrasonics LtdaHCG Equipamentos LtdaHelling GmbHISQ Brasil - Instituto de Soldadurae Qualidade LtdaIT - Elétrica Comercial eServiços - EIRELI - EPPITW Chemical Products LtdaInoservice Serviços deInspeção Ltda
Inspek Serviços Técnicos Ltda - MEInstrumental Inst. de Medição LtdaÍntegra Coop. de Trabalho Profis.de Engª Integ. Equip. LtdaIntermetro Serviços Especiais LtdaIntertek Industry ServicesBrasil Ltda.JBS Inspeção e Ensaios LtdaK2 do Brasil Serviços LtdaKroma Produtos Fotográficos eRepresentação LtdaKubika Comercial LtdaLenco - Centro de Controle Tecnológico LtdaLifting Assitência Técnica Elétricae Comercial LtdaLloyds Register do Brasil LtdaLottici & Lottici Ltda MeLuiz Fernandes Prolungatti - MEMETRÔ SP - Cia do Metropolitano de São PauloMISTRAS SOUTH AMERICA LTDAMKS Serviços Especiais deEngenharia LtdaMORIZA CRISTINA MERENDA EPPMaex Engenharia LtdaMarcelo de Carvalho Salomão EPPMattos & Grimaldi Rio Comercio e RepresentaçãoMaxim Comércio e Consultoria Industrial LtdaMegasteam Instrumentação &Mecânica LtdaMeta Servicos De Engenharia Ltda - EppMetal-Chek do Brasil Indústriae Comércio LtdaMetaltec Não Destrutivos LtdaNDT do BrasilNR Treinamentos Ltda. EPPNews Inspeções Ltda
Empresas sócias da Abendi

Nuclebrás EquipamentosPesados S/A - NUCLEPNúcleo Serviços de Inspeção de Equipamentos LtdaO.S Inspeções e Reparos em Equipamentos Industriais Ltda - EPPOceânica Engenharia eConsultoria LtdaOlympus Scientific Solutions Americas CorpPanamerican TrchnologyGroup S.A.PECTRON - P S Inspeção MEPRO-EngenhariaPhotonita Ltda - EppPolimeter Comércio eRepresentações LtdaPolotest Consultoria, Controle de Qualidade e Serviços LtdaPolyteste InspeçõesPro - Safe Ass. e Cons. em Seg. do Trab. LTDA - MEProaqt EmpreendimentosTecnológicosQualitec Engenharia daQualidade Ltda
Qualitech Inspeção, Reparo e Manutenção Ltda.Qualy End Inspeções LtdaR.R.V.M. Comércio e Assessoria Técnica LtdaRufino Teles EngenhariaSALT Serviços TécnicosEspecializados Ltda - EPPSENAT Group do Brasil -Serviços Marítimos eTerrestres Ltda.SGS do Brasil LtdaSISTAC - Sistemas deAcesso LtdaSKE Inspeção eConsultoria LtdaSafety Engenharia eTreinamentos LtdaSaipem do Brasil Serviçosde Petróleo.Sanesi Engenharia eSaneamento LtdaServ-End Indústria eComércio LtdaServiço Nacional deAprendizagem Industrial -SENAI
SÓCIOS PATROCINADORES
Serviços MarítimosContinental S/AStarnort Comércio e Serviços Técni-cos LtdaSystem Asses., Insp. e Controle da Qualidade LtdaT&D Inspeções e Consultorias LtdaTechnotest Serviços de Inspeções Técnicas LtdaTecnomedição Sistemas deMedição LtdaTrac Oil And Gas LTDA.Tracerco do Brasil Diagnósticosde Processos Industriais LtdaVallourec Soluções Tubularesdo Brasil S.AVallourec Soluções Tubularesdo Brasil S/A.Vertical Services - ServicosEspecializados Em Altura Ltda.Victória Qualidade Industrial LtdaVillar Manutenção de Máquinas LtdaVillares Metals S/AVoith Hydro LtdaXD4 Solutions EIRELE-MEXcel Inspection Solutions Ltda

12 Revista Abendi no 86 Agosto de 2018
S ó c i o s
Para solicitar uma bolsaacesse: www.abendi.org.br e clique em:sócios/concessão de bolsas
M esmo enfrentando um período de ins- tabilidade econômi-
ca, a Abendi continua cumprin- do com a sua responsabilidade social, oferecendo bolsas para atividades de certificação, even- tos e treinamentos. O objetivo é formar e capacitar profissionais, fortalecendo, consequentemen- te, a indústria nacional e estimu- lando a empregabilidade. Na se- quência, confira alguns depoi-mentos de quem já recebeu es- se apoio.
O investimento que dá certo
12 Revista Abendi no 86 Agosto de 2018
S ó c i o s

abendi.org.br 13
a
‘’O Treinamento de Metalurgia e Falha dos Materiais Metálicos na Abendi transmite um olhar diferente sobre os princípios da análise de falhas, engenharia de confiabilidade, falhas por Fadiga e Fluência, sendo por corrosão ou tensão no material metálico, submetendo alguns itens essenciais das normas API-579-580-581, AWS e a Norma Regulamentadora NR-13, assuntos de confiabilidade e mecânica da fratura. O conhecimento adquirido serve para melhorar e explorar mais a fundo antes de dar um parecer, laudar ou apontar o real defeito que podemos deparar no material, assim ajudando-os com o melhor método para realizar o reparo ou o retardamento e não prolongar ou acelerar o defeito do material. O apoio da Abendi foi e será sempre gratificante para aqueles que, nessa crise econômica, tenham uma o portunidade de aprimorar seus conhe-cimentos. Agradeço a oportunidade e aguardo para novos conhecimentos.’’Vaner Ricardo Basso
‘’Olá, meu nome é Hélia e sou Inspetora de Ultrassom S2.1/AE1, certificada desde 2005. Já participei de muitos projetos na área de petróleo e gás. Atualmente, pelo momento difícil que não só a nossa área está passando, estou desempregada e o cenário é propício para aumentar o conhecimento, reciclar e estudar. Sou sócia da Abendi há quase 15 anos e, no começo de maio, fui contemplada pela associação com uma bolsa para participar de um curso sobre mecânica da fratura e falha dos materiais metálicos, módulo 1, ministrado pelo Professor Leonardo Ramalho. Excelentes curso e professor. Agregaram muito ao meu conhecimento.Agradeço a Abendi e toda a equipe.’’Hélia Maria Dias Bexiga
‘’Sou o Paulo, tenho 33 anos, e sou formado em Técnico de Inspeção em Equipamentos, com inícios de ativida-des de inspeção em 2006. Tive a oportunidade de trabalhar com vários profissionais da área e fui adquirindo conhecimentos e passando por experiências espetaculares em empresas de pequeno, médio e grande portes (hotéis, hospitais, clubes, alimentícios, papel e celulose, plantas químicas, petroquímicas, refinarias, têxtil, termoelétricas, borracha, açúcar e álcool, entre outros. Na situação pela qual está passando o Brasil,o mercado está competitivo. Para ser diferenciado, associei-me à Abendi, em 2016, para me informar, atualizar e usufruir dos benefícios que o órgão oferece. Nesse mês, fui contemplado com uma bolsa de estudos no treinamento novo de Metalurgia e falha dos materiais metálicos (módulo 1). É um curso voltado para profissionais atuantes nas áreas de avaliação de integridade, análise de falhas e Ensaios Não Destrutivos. Sou muito grato em ter essa oportunidade concedida pela Abendi e pude aprofundar meus conhecimentos com o instrutor Leonardo Ramalho da Silva, que trouxe o moderno curso baseado no livro “Metal Failures – 2nd edition(2013)”, escrito por Arthur J. McEvily. Quero dizer a todos os profissionais que gostam das atividades de Inspeção, trabalhar em
equipe e estudar, que não desistam, pois a diversidade de situações que o profissional é submetido exige disposição contínua para sempre aprender e inovar com os novos métodos de avaliação. ‘’Paulo Antonio dos Reis
abendi.org.br 13
Alguns alunos bolsistas

14 Revista Abendi no 86 Agosto de 2018
S ó c i o s P a t r o c i n a d o r e s

abendi.org.br 15

16 Revista Abendi no 86 Agosto de 2018
T r e i n a m e n t o s
Seja um profissional de destaque num setor em evolução
C omum na indústria automotiva, a aplicação do Ultrassom em Solda a Ponto é considerada um
procedimento eficaz na detecção de anomalias no processo de soldagem du- rante a fabricação de veículos em geral. Na Abendi, o treinamento para essa es-pecialidade de inspeção tem 120 horas de duração, dividido entre os seguintes temas: Fundamentos da Soldagem e En-saio Destrutivo - Ultrassom, Ensaios Não Destrutivos, Aulas Práticas e Avaliações Teóricas. A seguir, confira uma rápida entrevista com um dos instrutores, Rui Carvalho Pereira.
1. Para quem é direcionado o treina-mento?
É dirigido a engenheiros e técnicos que já possuem alguma experiência no processo de inspeção de solda a ponto por ultrassom.
2. Esse procedimento de inspeção evoluiu nos últimos anos?
Sim, muito. Desde o uso de cabeçotes matriciais em conjunto com aparelhos com formação da imagem do ponto de solda, até sistemas de inspeção in line, que são capazes de realizar a inspeção do ponto de solda durante a soldagem.
3. Quais são as áreas do mercado de trabalho que mais necessitam dessa especialidade profissional?
Esta técnica de ensaio por ultrassom se aplica a soldas por resistência, e o grande consumidor é o setor automo-tivo.
Treinamento Semipresencial64 horas (online) + 56 horas (presencial), de 17 a 25 de setembroInformações e inscrições: [email protected]
a
O programa Rota 2030, do Governo, exige investimentos de R$ 5 bilhões, por ano, em P&D das montadoras

abendi.org.br 17
1. Fundamentos da Soldagem e Ensaios Destrutivos- Soldagem por resistência- Parâmetros de soldagem- Principais defeitos 2. Ensaios Destrutivos- Destacamento por martelo ou talhadeira- Ensaio de tração- Ensaio metalográfico 3. Ensaio não Destrutivo - Ultrassom - Definição- Histórico - Aplicações- O aparelho de ultrassom- Espectro de frequências- Ondas:Propagação de ondas | - Relação entre frequência, velocidade e comprimentode onda- Efeito piezelétrico | - Tipos de cristais- Cabeçotes: Normal, Duplo cristal e Angular- Técnicas de inspeçãoTransparênciaPulso eco- Mostradores A scan | B scan- Campo sônicoCampo próximo- Impedância acústicaIncidência normal - Atenuação - Tela do aparelho convencional - Calibração da escala - Cabeçote para solda a pontoSeleção do cabeçoteUtilização- Inspeção de solda a ponto - A scanRegras para aquisiçãoCaracterização dos pontos
Conheça o conteúdo programático- Inspeção de solda a ponto - B scanCabeçote matricialInterpretação das imagens- Comparação A x B scan
4. Aulas práticas- Plano de inspeção- Programação do equipamento- Execução do ensaio- Aplicação de critérios de aceitação
5. Avaliações Teóricas e práticas
Material didáticoSerá fornecido todo o material neces-sário ao bom acompanhamento do curso.
Instrutores:
• Rui Carvalho - Especialista Nível 3 em PM, LP e Ultrassom com mais de 20 anos de vivência em Ensaios Não Destrutivos.
• Danilo Stocco - Engenheiro Mecânico Automobilístico, Mestre em Engenharia-Soldagem, com mais de 15 anos de vivência em empresas como Mercedes-Benz e GM.

18 Revista Abendi no 86 Agosto de 2018
E v e n t o s
E stamos a poucos dias do Congresso Anual de Ensaios Não Destrutivos e Inspeção (Conaend&IEV 2018), que acontece agora, no fim deste mês, nos dias 27 a 29. Lem-
brando que, neste ano, a Inovação será o principal gancho
O ConaEnd&IEV é neste mês: programe-se!
dos debates, colocando, frente a frente, desenvolvedores, em-preendedores e potenciais clientes. Então, confira, a seguir, o pro- grama atualizado de atividades e saiba por que você deve apro- veitar cada momento desse evento, que completa a sua 36ª edição.

abendi.org.br 19
Programação
09h - 17h30 Funcionamento da Secretaria
09h - 18h30 Evento Paralelo: NDT Aeroespace
Meeting
10h -12h Cerimônia Solene de Abertura
Conferência Magna: A Inovação na Academia Transformando a
Indústria - Dr. Marcelo Gattass - Diretor do Instituto Tecgraf de
Desenvolvimento de Software Técnico-Científico da PUC-Rio
13h - 18h30 Funcionamento da Exposição
14h - 18h30 Programação Técnica
09h - 17h30 Funcionamento da Secretaria
10h - 18h30 Programação Técnica
10h - 18h30 Evento Paralelo: 4o Encontro Anual
Abendi sobre Certificação de
Competências Pessoais em
Atmosferas Explosivas
13h - 18h30 Funcionamento da Exposição
09h - 17h30 Funcionamento da Secretaria
10h - 17h30 Programação Técnica
10h - 17h30 Minicurso - O ciclo total de vida das
instalações em Atmosferas Explosivas
10h - 16h Funcionamento da Exposição
18h10 - 18h30 Encerramento e Entrega de Prêmios
28 de agosto de 2018 - Terça-Feira
27 de agosto de 2018 - Segunda-Feira
29 de agosto de 2018 - Quarta-Feira
• Análise de Falhas
• Análise de Tensão Teórica e Experimental
• Aplicações de RPAS (Sistemas de Aeronaves Remotamente
Pilotadas) em Inspeção
• Aplicações específicas de redes neurais na interpretação de
dados de inspeção.
• Automação dos END
• Avaliação de Integridade
• Confiabilidade dos END
• Confiabilidade dos Equipamentos
• Contribuição dos END na Proteção e Conservação do Meio
Ambiente
• Custo versus Benefício da Inovação na Inspeção e na Aplica-
ção dos END
• END na Indústria 4.0 e Internet das Coisas
• END no Controle da Qualidade de Produtos
• Fundamentos e Tecnologias dos END • Gerenciamento da
Inspeção
• Informática em END
• Inspeção de Dutos e Tubulações
• Inspeção de Estruturas de Concreto
• Inspeção e Caracterização de Materiais de Construção Civil.
• Inspeção em Materiais Compósitos
• Inspeção em Estruturas Metálicas
• Inspeção baseada em risco
• Inspeção Não Intrusiva
• Inspeção Subaquática
• Integridade e Extensão de Vida de Equipamentos
• Novas Tecnologias e Aplicações para Inspeção por END
• Pesquisa, Desenvolvimento e Inovação dos END
• Treinamento, Qualificação e Certificação de Pessoas
Temário
20 Revista Abendi no 86 Agosto de 2018
E v e n t o s
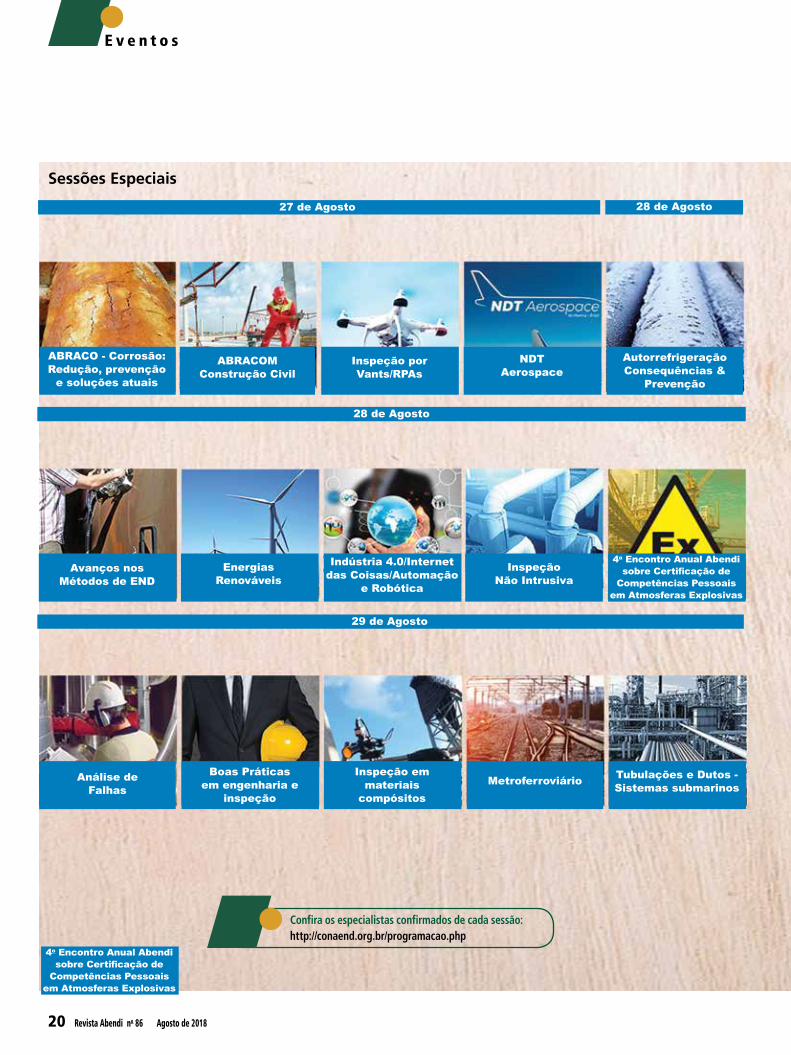
Confira os especialistas confirmados de cada sessão:http://conaend.org.br/programacao.php
Sessões Especiais
ABRACO - Corrosão:Redução, prevenção
e soluções atuais
ABRACOMConstrução Civil
Inspeção porVants/RPAs
NDTAerospace
AutorrefrigeraçãoConsequências &
Prevenção
Avanços nosMétodos de END
EnergiasRenováveis
Indústria 4.0/Internet das Coisas/Automação
e Robótica
InspeçãoNão Intrusiva
4o Encontro Anual Abendi sobre Certificação de
Competências Pessoais em Atmosferas Explosivas
Análise deFalhas
Boas Práticasem engenharia e
inspeção
Inspeção emmateriais
compósitosMetroferroviário Tubulações e Dutos -
Sistemas submarinos
4o Encontro Anual Abendi sobre Certificação de
Competências Pessoais em Atmosferas Explosivas
27 de Agosto 28 de Agosto
28 de Agosto
29 de Agosto
abendi.org.br 21
A 3ª edição do Campeonato de END e Inspeçãotraz a novidade das etapas regionais nasprincipais capitais: Salvador (BA), Rio de Janeiro (RJ)e São Paulo (SP). As provas finais serão realizadas nos dias 28 e 29 de agosto.uabendieventos.org.br/campeonato/
A 4ª edição do encontro é uma oportunidade deconhecimento dos requisitos do sistema decertificação de competências pessoais “Ex”disponibilizados pelos OPCs (Organismos deCertificação de Pessoas) no Brasil e no mundo, bem como o esclarecimento geral de dúvidas relacionados com os assuntos “Ex”. O encontro será realizado nos dias 28 e 29 de agosto. Confira a programa completa e Inscreva-se:uabendieventos.org.br/atmosferas_explosivas/
O 22º Encontro Mercosul de Normalização em END ocorrerá em 27 e 28 de agosto de 2018 das 10h às 18h30. O encontro reunirá especialistas, profissionais e representantes de diversas empresas. NesteEncontro estão previstas reuniões dos métodos de: Radiografia, Ultrassom, Métodos Superficiais eEmissão Acústica. Para mais informações, entrar em contato pelo e-mail: [email protected] ou telefoneu11 5586-3159
O NDT Aerospace é uma iniciativa da Abendi e ASNT em promover um encontro voltado para end no setor aeroespacial. O encontro contará com palestrasnacionais e internacionais. Será realizado no dia 27 de agosto, confira a programação completa e inscreva-se.ucomunicacao.abendi.org.br/ndt-aerospace
Eventos Paralelos
22 Revista Abendi no 86 Agosto de 2018
E v e n t o s
Durante a abertura oficial do evento, será apresenta-da a Conferência Magna, no dia 27 de agosto às 10h00: A Inovação na Academia Transformando a Indústria.
À frente do tema estará o diretor do Instituto Tecgraf de Desenvolvimento de Software Técnico-Científico da PUC-Rio, Marcelo Gattass (foto). Com formação em En-genharia, tem se dedicado ao desenvolvimento da In-formática Aplicada. É um dos pioneiros da Computação Gráfica no Brasil e exerce forte atuação na relação da PUC-Rio com a Petrobras e o Setor de Energia no País.
abendi.org.br 23
Alexandre Saldanha do Nascimento - UFPA Américo Scotti - UFU Antonio L. Gama - UFF Carlos Martins - UFS Charles Chemale Yurgel - SENAI CIMATEC Cláudia Teles Farias - IFBA Gabriela Ribeiro Pereira - UFRJ
Conheça os mentores do nosso encontro
Carlos Bruno Eckstein - PetrobrasDenise Souza de Freitas - INTHeloísa Cunha Furtado - Eletrobras CepelIrani de Oliveira - AbendiJoão Antonio Conte - Abendi
Comitê Executivo
André da Silva Pelliccione - Petrobras Annelise Zeemann - Tecmetal Carla Alves Marinho - Petrobras Cláudio Soligo Camerini - PUC Rio Geraldo Adabo - ITA Heloísa Cunha Furtado - CEPEL Ivan Uribe - Universidad Industrial Santander João Márcio de Castilho Santos - PETROBRAS Julio Endress Ramos - Petrobras Julio Soriano - FEAGRI/UNICAMP Luiz Mauro Alves - Abendi Manfred Ronald Richter - Consultor
José Luiz de França Freire - PUC RioMauro Barreto - IEC EngenhariaRicardo Barbosa Caldeira - ISQ BrasilSimone Louise Delarue Cezar Brasil - UFRJ/AbracoTito Luiz da Silveira - TSEC
Comitê Técnico
Márcio Humberto Silva Siqueira - Petrobras Marcus Vinícius Maciel Martins - Petrobras Milton Mentz - MKS Pablo Uchoa Bartolo - Petrorio Paulo Cesar Francisco Henriques - Consultor Ricardo de Oliveira Carneval - Consultor Rui Pereira de Carvalho - Abendi Sergio Damasceno Soares - Petrobras Tito Fernando da Silveira - TSEC Wallace Carmona - Petrobras Weslley Carlos Dias da Silva - Petrobras
Comitê Científico
Ivan Costa Silva - IFBA João Marcos Alcoforado Rebello - IBQN Ricardo Tadeu Lopes - UFRJ Sérgio Barra - UFRN Thomas Clarke - UFRGS Wanderson Santana da Silva - UFSC
24 Revista Abendi no 86 Agosto de 2018
E v e n t o s
abendi.org.br 25
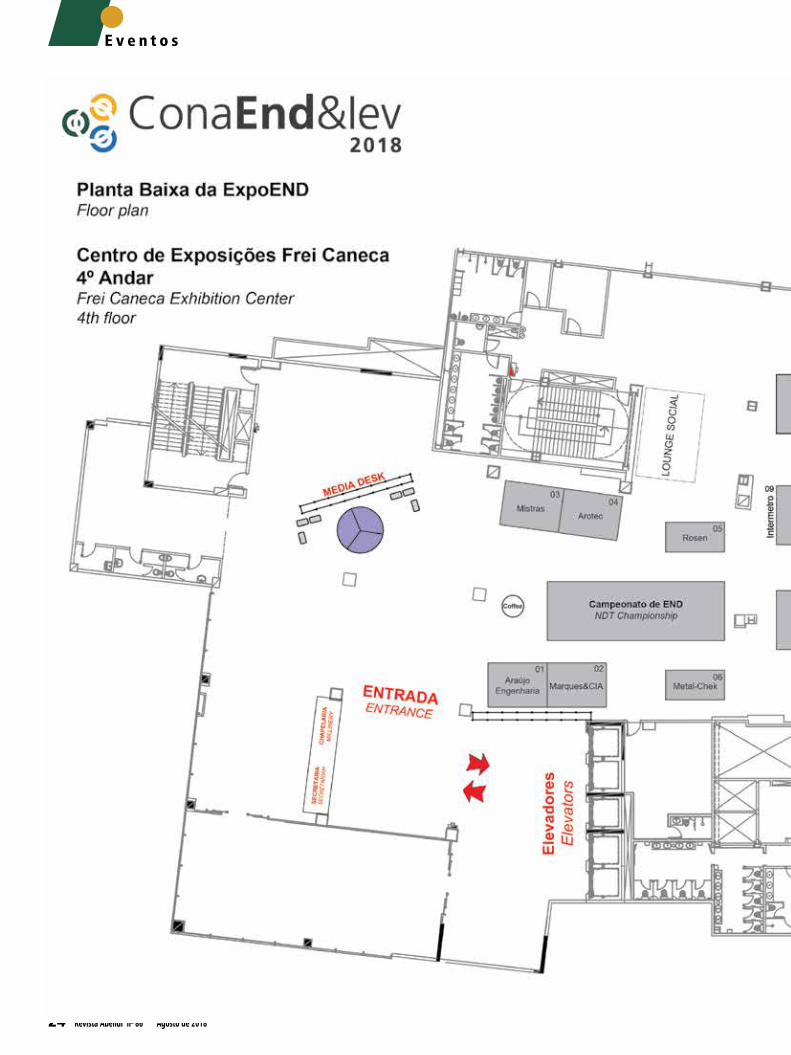
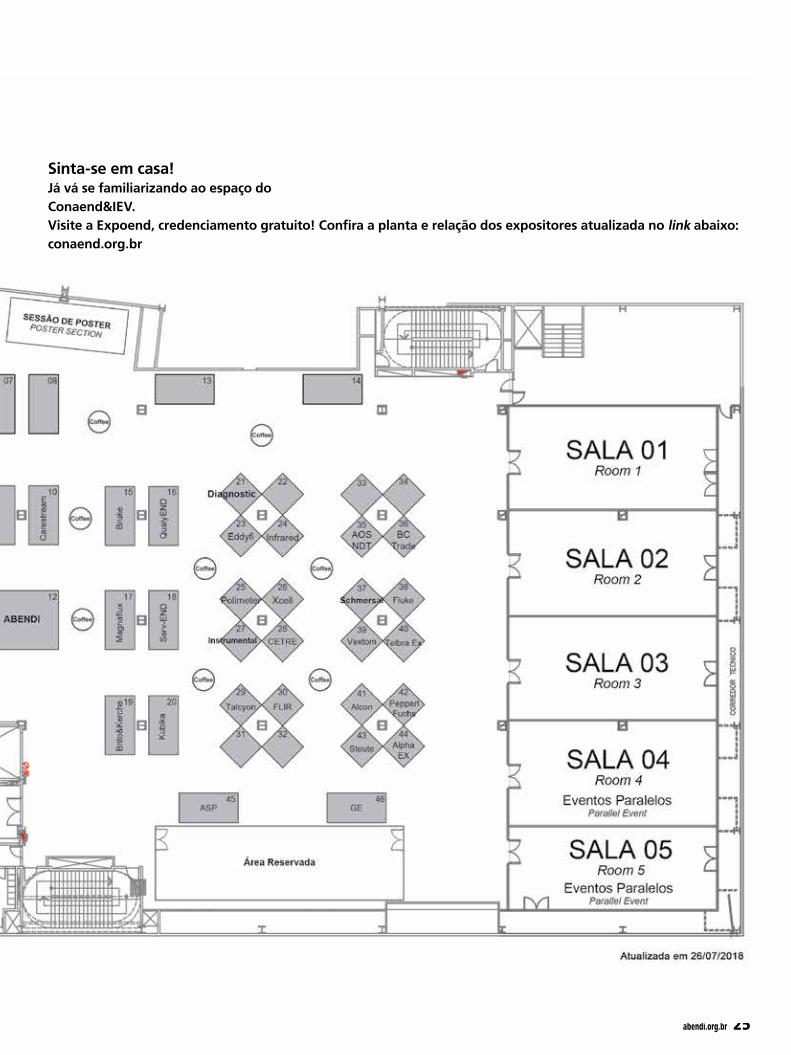
Sinta-se em casa!Já vá se familiarizando ao espaço doConaend&IEV.Visite a Expoend, credenciamento gratuito! Confira a planta e relação dos expositores atualizada no link abaixo:conaend.org.br

26 Revista Abendi no 86 Agosto de 2018
E v e n t o s
Patrocínio Bronze
Apoio Oficial
Apoio Institucional
Apoio Promocional
Realização
Patrocínio Master
Patrocínio Prata

Expositores Confirmados
Espaço 41 Espaço 44 Espaço 35 Espaço 01 Espaço 04
Espaço 45 Espaço 36 Espaço 40 Espaço 19 Espaço 15
Espaço 10 Espaço 28 Espaço 23 Espaço 30 Espaço 38
Espaço 24 Espaço 27 Espaço 09 Espaço 20
Espaço17 Espaço 02 Espaço 06 Espaço 03
Espaço 42 Espaço 25 Espaço 16 Espaço 05 Espaço 37
Espaço 18 Espaço 43 Espaço 40 Espaço 39 Espaço 26
(Atualizado em 26/07/2018)
28 Revista Abendi no 86 Agosto de 2018
E v e n t o s

13o Encontro Regional de END e Inspeção
Conheça a área de negócios do evento e escolha um espaço para divulgar a sua marca. Faça uma proposta: [email protected]
U m encontro direcionado à indústria com foco em manutenção, confiabili-
dade, integridade de equipamentos e apli-cação de END’s e Inspeção.
Nesta edição, o evento propõe temas rela-cionados ao segmento de geração de ener-gia/renováveis, que vem ao encontro do for-te desenvolvimento na região.
Participe! a
18 de outubro de 2018Salvador - BA
abendieventos.org.br/13_encontro/

30 Revista Abendi no 86 Agosto de 2018
C e r t i f i c a ç ã o
As informações completas sobre cada profissional certificado nos meses de junho e julho de 2018 estão disponíveis no site da Abendi, em consultas/profissionais certificados.
Profissionais Certificados em END - Nível1
Rubem Alberis Anselmo NobreRicardo José DiasJefferson Luiz Henrique CorrêaWagner Bernardo dos SantosCarlos Alberto Barzotto WirtiThiago Moreira VieiraMarcos Oliveira da Silva do CarmoCesar Augusto Schwambach FilhoVinicius Petronetto ZonPaulo Sergio da Rocha Martins JuniorIran Estevam FelixAdroenio Santos Borges
Lista de profissionais certificados pela Abendi
Profissionais Certificados em END - Nível2
Oéssimo da Silva PadilhaAttila Alexandre Ribeiro da SilvaAttila Alexandre Ribeiro da SilvaArnaldo José da SilvaRicardo Schayer SabinoJesse Pereira de SouzaRonaldo Guilherme da SilvaMauro Luís da SilvaRicardo José DiasMarcelo Cavalheiro de MoraesJoão Paulo Soares da LuzAndré Almeida de SouzaJimmy de Aguiar SandriniTiago Martins dos Reis BritoJobson da Cruz FonsecaAugusto Miguel de Oliveira JuniorPatrick Lemos Lemões
Faylon Henrique de AlmeidaEduardo Luiz Ferreira PintoRenato da Costa RezendeCléber Silva PintoHenrique Batista FrankAlexandre Zadra
Profissionais Certificados em END - Nível3
Wagner Gugel NevesFernando Costa MaximoFernando Santos Ferreira
Outras categorias
William Nunes Kendzierski RACJean Ferreira Silva RAC

abendi.org.br 31
Mercado de trabalho para inspetor de fabricação Óleo e Gás está aquecido
A matéria de capa deste número da Revista Abendi prevê um cenário de crescimento para o
Setor de Óleo e Gás, entre os anos de 2017 a 2026. Os planos do Governo incluem desenvolvimentos no Pré-Sal, abertura de capital a importantes players do seg- mento e outros projetos (leia na pági-na 34). Atrelado a essas perspectivas, está o incremento no mercado de tra-balho para inspetores certificados, pois representantes das empresas, entrevis- tadas na reportagem em questão, não abrem mão da segurança e da qualida- de na execução das atividades. Então, se você é um inspetor de fabricação de Óleo e Gás, mantenha a sua certificação em dia e aproveite as oportunidades que vêm por aí. Nesse momento, a Abendi vem recebendo muitos pedido de renovação do processo, que ocorre após 30 meses de certificação. Para isso, o interessado deve apresentar os documentos definidos na NA-012 (Nor- ma Abendi) e DC-065 (Documento Com- plementar), disponíveis no site da Aben-di, que contém todas as orientações re-lativas ao procedimento. Mas, atenção: toda a documentação deve ser enviada antes de completar o prazo de 30 me-ses, possibilitando um tempo hábil para a validação dos comprovantes. Confira, a seguir, os documentos a ser entregues:
• Ficha de Solicitação preenchida e as-sinada - FM-023;
Indispensável nas indústrias, é ele quem comprova a qualidade dos materiaise equipamentos
Para renovar a certificação, o inspetor de fabricação em IF Óleo&Gás deve com-provar que se manteve em atividade
32 Revista Abendi no 86 Agosto de 2018
C e r t i f i c a ç ã o
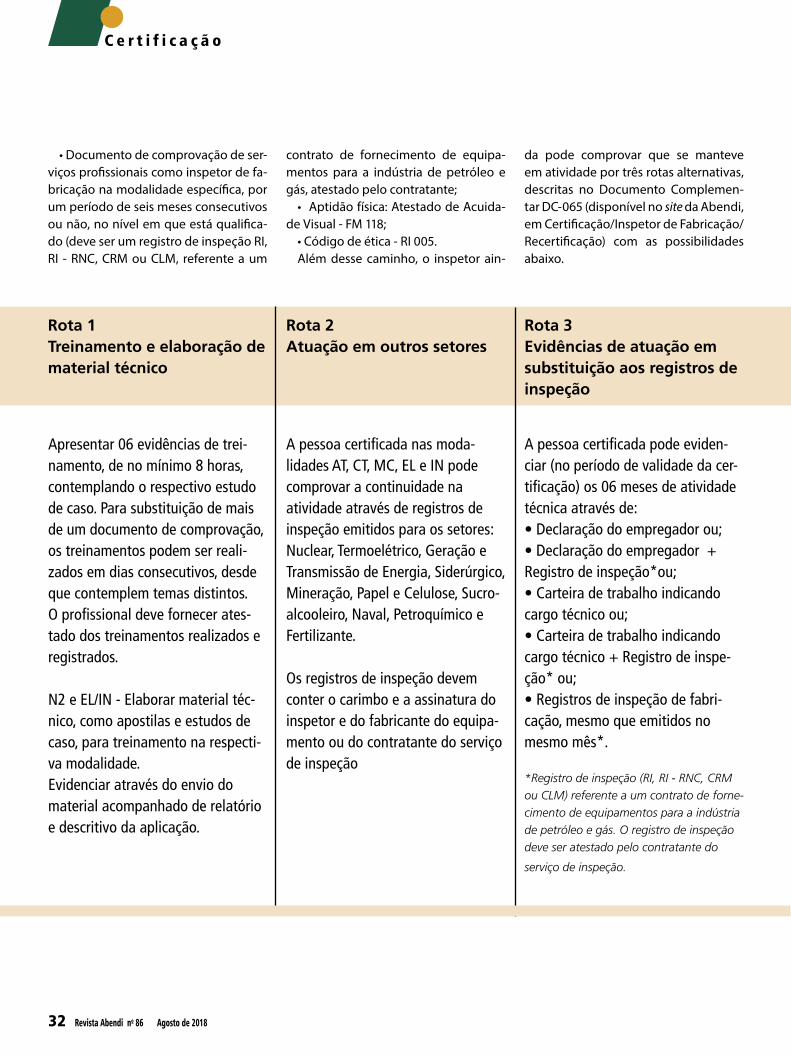
• Documento de comprovação de ser-viços profissionais como inspetor de fa-bricação na modalidade específica, por um período de seis meses consecutivos ou não, no nível em que está qualifica-do (deve ser um registro de inspeção RI, RI - RNC, CRM ou CLM, referente a um
Rota 1 Treinamento e elaboração dematerial técnico
contrato de fornecimento de equipa-mentos para a indústria de petróleo e gás, atestado pelo contratante;
• Aptidão física: Atestado de Acuida-de Visual - FM 118;
• Código de ética - RI 005.Além desse caminho, o inspetor ain-
da pode comprovar que se manteve em atividade por três rotas alternativas, descritas no Documento Complemen-tar DC-065 (disponível no site da Abendi, em Certificação/Inspetor de Fabricação/Recertificação) com as possibilidades abaixo.
Rota 2 Atuação em outros setores
Rota 3Evidências de atuação em substituição aos registros de inspeção
Apresentar 06 evidências de trei-namento, de no mínimo 8 horas, contemplando o respectivo estudo de caso. Para substituição de mais de um documento de comprovação, os treinamentos podem ser reali-zados em dias consecutivos, desde que contemplem temas distintos.O profissional deve fornecer ates-tado dos treinamentos realizados e registrados.
N2 e EL/IN - Elaborar material téc-nico, como apostilas e estudos de caso, para treinamento na respecti-va modalidade.Evidenciar através do envio do material acompanhado de relatório e descritivo da aplicação.
A pessoa certificada nas moda-lidades AT, CT, MC, EL e IN pode comprovar a continuidade na atividade através de registros de inspeção emitidos para os setores: Nuclear, Termoelétrico, Geração e Transmissão de Energia, Siderúrgico, Mineração, Papel e Celulose, Sucro-alcooleiro, Naval, Petroquímico e Fertilizante.
Os registros de inspeção devem conter o carimbo e a assinatura do inspetor e do fabricante do equipa-mento ou do contratante do serviço de inspeção
A pessoa certificada pode eviden-ciar (no período de validade da cer-tificação) os 06 meses de atividade técnica através de:• Declaração do empregador ou;• Declaração do empregador + Registro de inspeção*ou; • Carteira de trabalho indicando cargo técnico ou; • Carteira de trabalho indicando cargo técnico + Registro de inspe-ção* ou;• Registros de inspeção de fabri-cação, mesmo que emitidos no mesmo mês*.
*Registro de inspeção (RI, RI - RNC, CRM ou CLM) referente a um contrato de forne-cimento de equipamentos para a indústria de petróleo e gás. O registro de inspeção deve ser atestado pelo contratante do
serviço de inspeção.
abendi.org.br 33
a
Então, não perca mais tempo e faça agora a sua renovação.Envie sua documentação para: [email protected] ou para o endereço: Avenida Onze de Junho, 1317 – Vila Clementino – São Paulo/SP. Mais informações: (11) 5586.3181, das 09h às 17h.
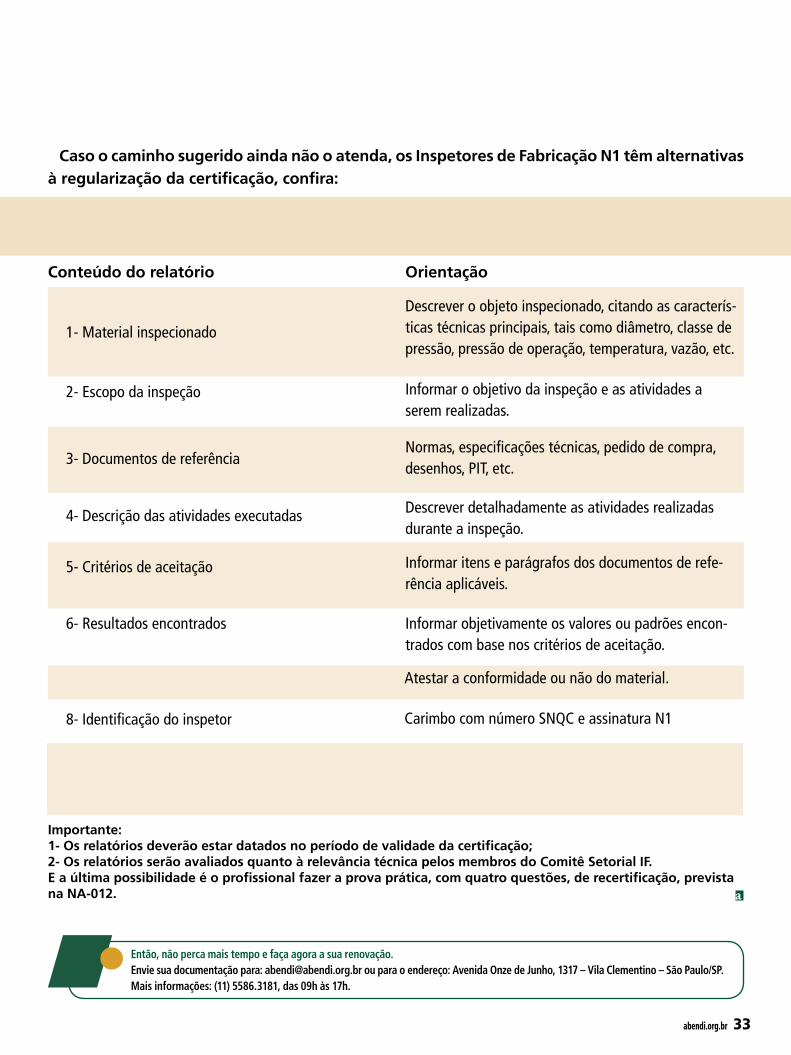
Caso o caminho sugerido ainda não o atenda, os Inspetores de Fabricação N1 têm alternativas à regularização da certificação, confira:
O profissional deve apresentar seis relatórios de inspeção simulados, seguindo as premissas listadas na sequência:
Conteúdo do relatório Orientação
9- Validação do N2 Os relatórios devem ser validados por um Inspetor de Fabricação N2 da referida modalidade, com carimbo com número SNQC e assinatura N2
1- Material inspecionado
Descrever o objeto inspecionado, citando as caracterís-ticas técnicas principais, tais como diâmetro, classe de pressão, pressão de operação, temperatura, vazão, etc.
2- Escopo da inspeção Informar o objetivo da inspeção e as atividades a serem realizadas.
3- Documentos de referênciaNormas, especificações técnicas, pedido de compra, desenhos, PIT, etc.
4- Descrição das atividades executadas Descrever detalhadamente as atividades realizadas durante a inspeção.
5- Critérios de aceitação Informar itens e parágrafos dos documentos de refe-rência aplicáveis.
6- Resultados encontrados Informar objetivamente os valores ou padrões encon-trados com base nos critérios de aceitação.
7- Parecer Atestar a conformidade ou não do material.
8- Identificação do inspetor Carimbo com número SNQC e assinatura N1
Importante: 1- Os relatórios deverão estar datados no período de validade da certificação;2- Os relatórios serão avaliados quanto à relevância técnica pelos membros do Comitê Setorial IF.E a última possibilidade é o profissional fazer a prova prática, com quatro questões, de recertificação, prevista na NA-012.

34 Revista Abendi no 86 Agosto de 2018
C a p a
As expectativas são de investimentos volumosos, criando a necessidade de mão de obra qualificada
A retomada do setor de Óleo e Gás
Alexandra Alves
C a p a
34 Revista Abendi no 86 Agosto de 2018
É fato que Brasil atravessa um período de revisão política sobre os pro-cessos de exploração e produção de petróleo e
gás. De qualquer forma, as perspecti-vas do Ministério de Minas e Energia (MME) são animadoras, consideran-do a previsão de investimentos entre US$ 280 bilhões e US$ 300 bilhões para essas atividades no País, de 2017 a 2026. A estimativa inclui a par-te da Petrobras, anunciada no Plano de Negócios da estatal (2017-2021), direcionada às bacias de Campos e
Santos, com foco no desenvolvimen-to do pré-sal. Emerge, nesse cenário competitivo, outro aspecto positivo: o aumento da demanda por serviços.
E essa é uma preocupação constan-te das empresas, cada vez mais incli-nadas a oferecer um trabalho exímio, pelas mãos de profissionais altamen-te capacitados e familiarizados com os avanços tecnológicos. Afinal, equi-pe qualificada e custo acessível re-presentam dois grandes diferenciais na hora da contratação.
Com pouco mais de um século de atividade no Brasil, a Shell é um des-ses exemplos. Atualmente, vem parti-cipando, ativamente, dos últimos lei- lões da Agência Nacional de Petróleo, Gás Natural de Biocombustíveis (ANP), como forma de expandir os negócios aqui. A área de inspeção do grupo é gerenciada por empresas terceiriza-das, a Modec (Bijurá & Salema) e SBM (Parque das Conchas). De uma forma
geral, os trabalhos são supervisio-nados pelos engenheiros da Shell, com objetivo de chancelar o cumpri-mento de padrões e procedimentos, alinhados às normas brasileiras e in-ternacionais aplicáveis. Além disso, é exigido que os profissionais tenham certificação profissional.
A utilização de Ensaios Não Destru-tivos (ENDs) é constante na empre-sa, por meio dos seguintes métodos: Ultrassom (US), Raio-X, B-Scan, Iris, Líquido Penetrante (LP) e Partícula
abendi.org.br 35abendi.org.br 35
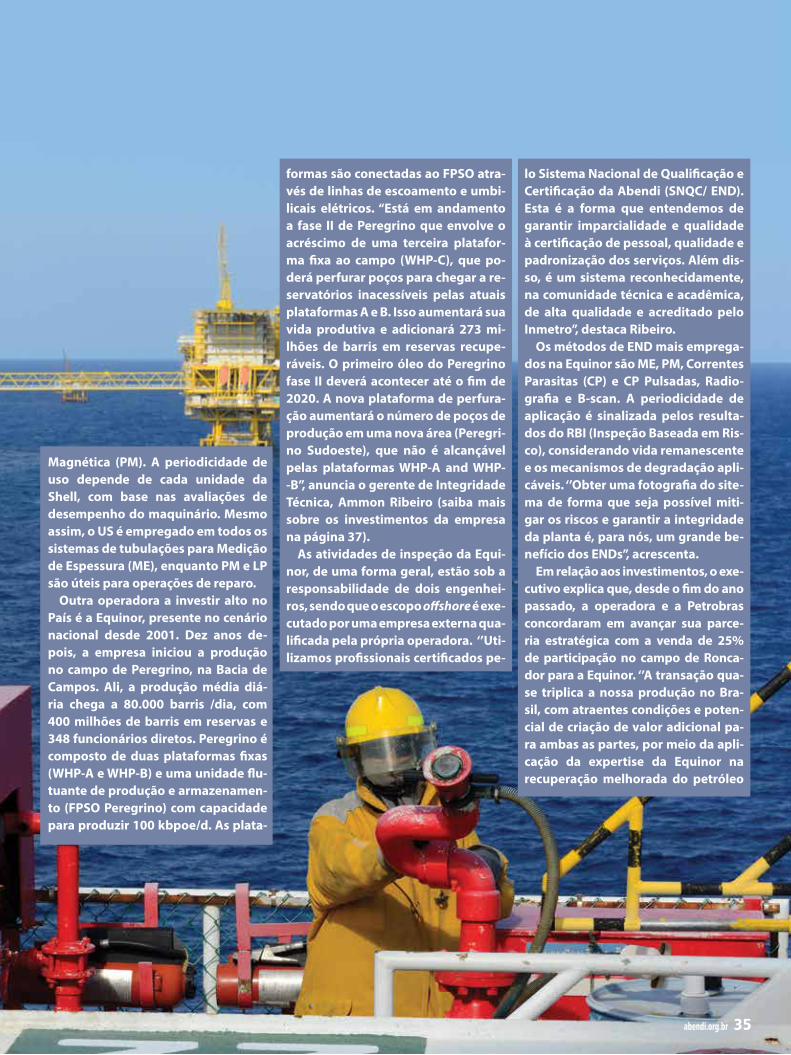
Magnética (PM). A periodicidade de uso depende de cada unidade da Shell, com base nas avaliações de desempenho do maquinário. Mesmo assim, o US é empregado em todos os sistemas de tubulações para Medição de Espessura (ME), enquanto PM e LP são úteis para operações de reparo.
Outra operadora a investir alto no País é a Equinor, presente no cenário nacional desde 2001. Dez anos de-pois, a empresa iniciou a produção no campo de Peregrino, na Bacia de Campos. Ali, a produção média diá- ria chega a 80.000 barris /dia, com 400 milhões de barris em reservas e 348 funcionários diretos. Peregrino é composto de duas plataformas fixas (WHP-A e WHP-B) e uma unidade flu- tuante de produção e armazenamen-to (FPSO Peregrino) com capacidade para produzir 100 kbpoe/d. As plata-
formas são conectadas ao FPSO atra- vés de linhas de escoamento e umbi-licais elétricos. “Está em andamento a fase II de Peregrino que envolve o acréscimo de uma terceira platafor-ma fixa ao campo (WHP-C), que po-derá perfurar poços para chegar a re- servatórios inacessíveis pelas atuais plataformas A e B. Isso aumentará sua vida produtiva e adicionará 273 mi-lhões de barris em reservas recupe-ráveis. O primeiro óleo do Peregrino fase II deverá acontecer até o fim de 2020. A nova plataforma de perfura-ção aumentará o número de poços de produção em uma nova área (Peregri-no Sudoeste), que não é alcançável pelas plataformas WHP-A and WHP--B’’, anuncia o gerente de Integridade Técnica, Ammon Ribeiro (saiba mais sobre os investimentos da empresa na página 37).
As atividades de inspeção da Equi-nor, de uma forma geral, estão sob a responsabilidade de dois engenhei-ros, sendo que o escopo offshore é exe- cutado por uma empresa externa qua- lificada pela própria operadora. ‘’Uti-lizamos profissionais certificados pe-
lo Sistema Nacional de Qualificação e Certificação da Abendi (SNQC/ END). Esta é a forma que entendemos de garantir imparcialidade e qualidade à certificação de pessoal, qualidade e padronização dos serviços. Além dis-so, é um sistema reconhecidamente, na comunidade técnica e acadêmica, de alta qualidade e acreditado pelo Inmetro’’, destaca Ribeiro.
Os métodos de END mais emprega- dos na Equinor são ME, PM, Correntes Parasitas (CP) e CP Pulsadas, Radio- grafia e B-scan. A periodicidade de aplicação é sinalizada pelos resulta- dos do RBI (Inspeção Baseada em Ris- co), considerando vida remanescente e os mecanismos de degradação apli- cáveis. ‘’Obter uma fotografia do site- ma de forma que seja possível miti-gar os riscos e garantir a integridade da planta é, para nós, um grande be-nefício dos ENDs’’, acrescenta.
Em relação aos investimentos, o exe- cutivo explica que, desde o fim do ano passado, a operadora e a Petrobras concordaram em avançar sua parce- ria estratégica com a venda de 25% de participação no campo de Ronca- dor para a Equinor. ‘’A transação qua- se triplica a nossa produção no Bra-sil, com atraentes condições e poten- cial de criação de valor adicional pa- ra ambas as partes, por meio da apli-cação da expertise da Equinor na recuperação melhorada do petróleo

36 Revista Abendi no 86 Agosto de 2018
C a p a
A Shell só contrata profissionais certificados
A Nova Engevix também está entre os players do segmento de Óleo e Gás
Nas estruturas da Engevix, são aplicados diversos métodos de END
Div
ulg
ação
En
gev
ix
(IOR-improved oil recovery). O objetivo principal é maximizar a criação de valor e a longevidade do campo Roncador. Aproveitaremos nossa tecnologia, competência e experiência em IOR na Platafor- ma Continetal Norueguesa e em outros lugares, enquanto a Petrobras fará uso da sua experiência como o maior operador de águas profundas e de-senvolvedor de pré-sal no mundo’’, destaca.
Como prestadora de serviços, a Nova Engevix também está entre os players do segmento de Óleo e Gás. Segundo o gerente de suprimentos da empresa, Robson Passos, o Setor de Inspeção da empresa cumpre as exigências das normas aplicá-veis. Atualmente, o grupo emprega os métodos de END mais comuns: Radiografia, Radioscopia e Ga-magrafia, Ensaio Visual (EV), Estanqueidade, LP, PM, US e Termografia. ‘’Eles são aplicados nas etapas de fabricação, construção e manutenção de materiais e equipamentos para assegurar a qualidade do servi-ço. Com isso, evitamos descarte ou estrutura sob tes-te, prevenimos falhas, temos alta assertividade e bai-xo custo’’, argumenta. Outra postura da empresa é a contratação de profissionais certificados pela Aben-di. ‘’Essa é a nossa certeza de que as atividades serão conduzidas por inspetores altamente capacitados. ’’
Gaps
Embora a tecnologia esteja evoluindo rapida-mente, existem ainda muitos gaps a serem preen-chidos em termos de inspeção de equipamentos. Na Shell, a equipe de engenharia vem buscando ferramentas capazes de detectar delaminação em reparos à base de compósitos, os conhecidos ‘’wraps.’’ O argumento é que este tipo de trabalho é de grande importância, porém, confirmar a inte-gridade desse conserto depois de realizado, ainda representa um desafio à empresa.
Já na Equinor, segundo o gerente de Integrida- de Técnica, Ammon Ribeiro, existe a necessidade de mapear áreas afetadas por corrosão externa severa, sem que seja preciso remover o produto de corro-são e nem retirar a tubulação de serviço.
Outra empresa com gaps na inspeção é a Engevix. ‘’Nossa principal demanda é o desenvolvimento de ensaios que permitam atestar a qualidade e integri-dade do material do equipamento ou instalação “a quente” em operação, sem necessidade de parada de produção’’, diz Passos.
abendi.org.br 37
O portfólio de exploração da opera-dora no Brasil se concentra, principal-mente, nas bacias de Santos, de Campos e do Espírito Santo, considerado, pela empresa, com potencial de descobertas de alto impacto. Confira:uBacia de de Campos
Licença BM-C-33 – a Equinor detém a operação desde setembro de 2016 e participação de 35% no bloco BM-C-33, localizado em 2.900 metros de lâmina d’água na Bacia de Campos. O bloco foi adquirido na sétima rodada de licita-ções (em 2005) e a parceria conta ainda com Repsol (35%) e Petrobras (30%).
No bloco, ainda em fase de avaliação, foram realizadas três descobertas no pré--sal: Seat (2010), Gávea (2011) e a gran-de descoberta de gás e condensado do prospecto Pão de Açúcar, anunciada em 2012. Um total de quatro poços de ava-liação foram perfurados no bloco, confir-mando um volume total recuperável de hidrocarbonetos estimado em cerca de 1 bilhão de barris de óleo equivalente.
Licença BM-S-8 – a Equinor é a operado-ra com 76% de participação no bloco BM-S-8 offshore na Bacia de Santos, que con-
Conheça, a seguir, os planos de exploração da Equinor, no Brasil
tém uma parte significativa do campo de Carcará, umas das maiores descobertas do pré-sal nos anos recentes. Foram ad-quiridos 10% da participação da Queiroz Galvão numa transação em 2017, depois de adquirir-se a operação e a participação de 66% da Petrobras em 2016. Os parcei-ros no bloco incluem a Petrogral Brasil (14%) e Barra Energia (10%).
Carcará foi descoberto em 2012, no mesmo trend geológico do campo de Lula e da área de Libra, vizinhos ao blo-co. Trata-se de uma descoberta de pri-meira classe, com óleo de alta qualidade em torno de 30º API e gás associado em um reservatório espesso com excelen-tes propriedades. O reservatório abran-ge tanto o bloco BM-S-8 quanto áreas não licitadas ao norte. A Equinor estima que os volumes recuperáveis dentro do bloco BM-S-8 estejam na faixa de 700 milhões a 1,3 bilhão de barris de óleo equivalente (boe). Além da descoberta de Carcará, o BM-S-8 contém potencial exploratório que pode incrementar sig-nificativamente seu volume de recursos.uBacia do Espírito Santo
Licença BM-ES-32 – A Equinor obteve
40% da licença BM-ES-32 na sétima ro-dada de licitações em outubro de 2005, tendo a Petrobras como operadora com 60%. No período de 2010 a 2013 efetuou-se a campanha de perfuração exploratória que resultou na descober-ta de óleo leve conhecida como Indra, caracterizando-se como a primeira des-coberta de hidrocarbonetos em lâmina d’água superior a 2.100 metros na Bacia do Espírito Santo. A licença encontra-se atualmente suspensa.
Licença BM-ES-22ª – A Equinor é par-ceira desta licença desde 2014 quando a Agência Nacional do Petróleo, Gás Na-tural e Biocombustíveis (ANP) aprovou a aquisição de 25% da participação da Vale SA. Operada pela Petrobras, atual-mente esta área encontra-se em estágio de avaliação da descoberta conhecida como São Bernardo que em 2013 re-portou a presença de óleo leve em dois reservatórios arenosos com boas carac-terísticas petrofísicas, caracterizando-se como a primeira descoberta abaixo de uma camada de sal raso da bacia.uLicitações da ANP
Em maio de 2013, seis concessões
‘’Utilizamos profissionais certificados pelo Sistema
Nacional de Qualificação e Certificação da Abendi
(SNQC/ END). Esta é a forma que entendemos de
garantir imparcialidade e qualidade na certificação
de pessoal, qualidade e padronização dos serviços.
Além disso, é um sistema reconhecidamente,
na comunidade técnica e acadêmica, de alta
qualidade e acreditado pelo Inmetro’’,
Ammon Ribeiro,
gerente de Integridade Técnica da Equinor
Você sabe como é constituída acadeia produtiva brasileira do setor de Óleo&Gás?
Fonte: Agência Nacional do Petróleo,Gás Natural e Biocombustíveis (ANP)
A área é composta pelos segmentos:
Upstream(exploração e produção
de petróleo e gás)
Downstream (produção, incluindo
refino eabastecimento de
combustíveis)

38 Revista Abendi no 86 Agosto de 2018
C a p a
foram incorporadas ao portfólio da empresa por ocasião da realização da 11ª rodada de licitações da ANP, quatro delas como operadora. Tal aquisição re-presentou um acréscimo de 4.328 km² de novas áreas exploratórias à carteira de negócios da empresa, dobrando o que ela detinha antes, e deixou claro
seu foco na expansão da presença no Brasil e seu comprometimento de longo prazo com o país. As quatro concessões operadas (ES-M-598, ES-M-671, ES-M-673 e ES-M-743) cobrem uma área total de aproximadamente 2.885 km² e pre-veem a realização de unidades de traba-lho equivalentes à perfuração de quatro
poços (sendo um poço na concessão ES-M-598, um na concessão ES-M-671 e dois na concessão ES-M-743) e aquisi-ção sísmica 3D em toda a área, comple-tada já em 2014. O consórcio é formado por Petrobras (40%) e Queiroz Galvão (20%) nas licenças ES-M-598 e ES-M-673 e Petrobras (40%) e Total (25%) nas
licenças ES-M-671 e ES-M-743. As de-mais concessões ES-M-596 e ES-M-669 são operadas pela Petrobras e contém a previsão de realização de unidades de trabalho correspondentes à perfuração de seis poços, além da realização de sís-mica 3D, também já completada. Atual-mente, o primeiro período exploratório tem a duração de cinco anos, estenden-do-se até 29 de agosto de 2018.uEnergia Solar
A Equinor adquiriu uma participação de 40% da planta de energia solar Apodi de 162 MW, da Scatec Solar. A Apodi está loca-lizada no município de Quixeré, no Ceará.
O projeto Apodi fornecerá energia para aproximadamente 160.000 residências.
Fonte: MME
As escolhas e realizações da política energética do Brasil estão à altura dos desafios energéticos mais urgentes do mundo. Um esforço concentrado fez com que o acesso à eletricidade seja praticamente universal em todo o país: 99,7% da população possui acesso à eletricidade. A determinação para o desenvolvimento de alternativas aos com-bustíveis fósseis fez com que o Brasil explorasse o potencial hidroelétrico e a alternativa de base agrícola. As diretrizes para a redução da dependência externa de petróleo e de-rivados resultaram em escolhas que destacaram o Brasil como uma economia pouco in-tensiva em carbono. Apesar da posição de destaque do Brasil em questões de segurança energética, sustentabilidade e acesso à energia, a formulação de suas políticas perma-nece como um desafio. A autossuficiência em recursos energéticos, embora mitigue os riscos externos, não garante confiabilidade no suprimento a custos acessíveis. Há limitações para o uso dos recursos renováveis – incluindo sociais e ambientais. Políticas públicas de conservação da biodiversidade, uso do solo e gestão de recursos hídricos devem ser sobrepostas com as perspectivas do setor energético. Nos últimos dez anos, a diversificação da produção de energia ocorreu em diversas frentes, com destaque para petróleo (+39.608 mil tep), gás natural (+19.585 mil tep) e usinas eólicas (+2.823 mil tep), fontes que aumentaram suas participações com relação à produção total.
Fonte: MME
Matriz energética nacional
abendi.org.br 39
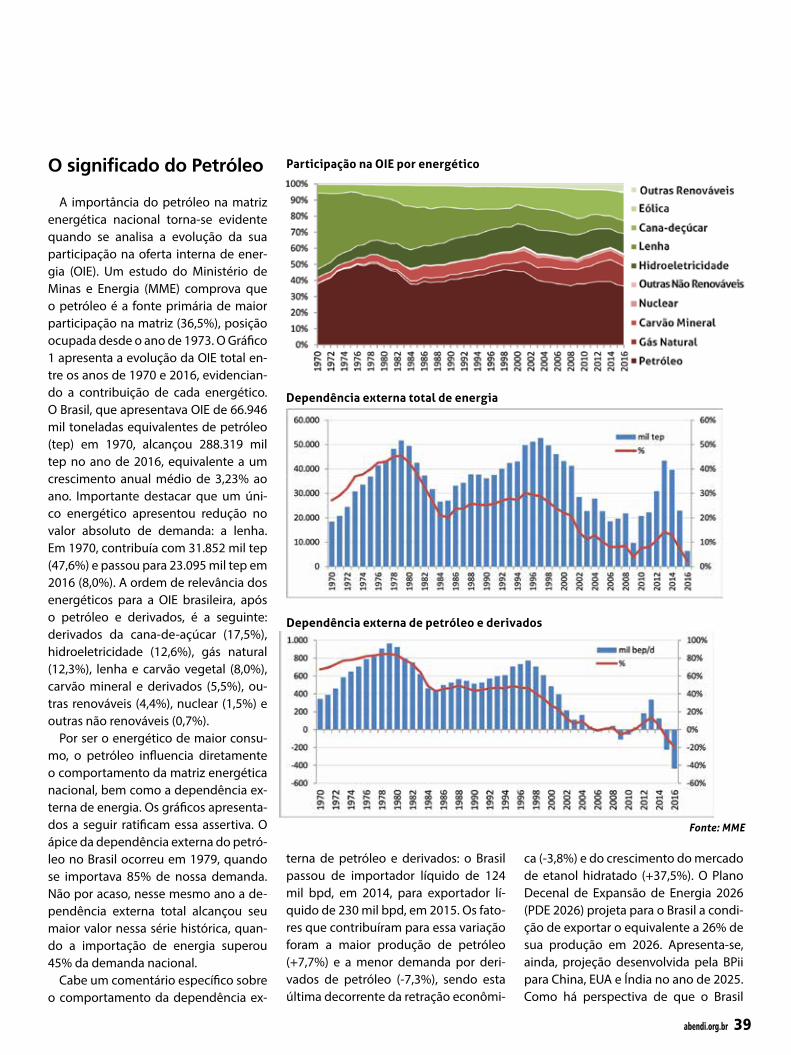
A importância do petróleo na matriz energética nacional torna-se evidente quando se analisa a evolução da sua participação na oferta interna de ener-gia (OIE). Um estudo do Ministério de Minas e Energia (MME) comprova que o petróleo é a fonte primária de maior participação na matriz (36,5%), posição ocupada desde o ano de 1973. O Gráfico 1 apresenta a evolução da OIE total en-tre os anos de 1970 e 2016, evidencian-do a contribuição de cada energético. O Brasil, que apresentava OIE de 66.946 mil toneladas equivalentes de petróleo (tep) em 1970, alcançou 288.319 mil tep no ano de 2016, equivalente a um crescimento anual médio de 3,23% ao ano. Importante destacar que um úni-co energético apresentou redução no valor absoluto de demanda: a lenha. Em 1970, contribuía com 31.852 mil tep (47,6%) e passou para 23.095 mil tep em 2016 (8,0%). A ordem de relevância dos energéticos para a OIE brasileira, após o petróleo e derivados, é a seguinte: derivados da cana-de-açúcar (17,5%), hidroeletricidade (12,6%), gás natural (12,3%), lenha e carvão vegetal (8,0%), carvão mineral e derivados (5,5%), ou-tras renováveis (4,4%), nuclear (1,5%) e outras não renováveis (0,7%).
Por ser o energético de maior consu-mo, o petróleo influencia diretamente o comportamento da matriz energética nacional, bem como a dependência ex-terna de energia. Os gráficos apresenta-dos a seguir ratificam essa assertiva. O ápice da dependência externa do petró-leo no Brasil ocorreu em 1979, quando se importava 85% de nossa demanda. Não por acaso, nesse mesmo ano a de-pendência externa total alcançou seu maior valor nessa série histórica, quan-do a importação de energia superou 45% da demanda nacional.
Cabe um comentário específico sobre o comportamento da dependência ex-
O significado do Petróleo Participação na OIE por energético
Dependência externa total de energia
Dependência externa de petróleo e derivados
Fonte: MME
terna de petróleo e derivados: o Brasil passou de importador líquido de 124 mil bpd, em 2014, para exportador lí-quido de 230 mil bpd, em 2015. Os fato-res que contribuíram para essa variação foram a maior produção de petróleo (+7,7%) e a menor demanda por deri-vados de petróleo (-7,3%), sendo esta última decorrente da retração econômi-
ca (-3,8%) e do crescimento do mercado de etanol hidratado (+37,5%). O Plano Decenal de Expansão de Energia 2026 (PDE 2026) projeta para o Brasil a condi-ção de exportar o equivalente a 26% de sua produção em 2026. Apresenta-se, ainda, projeção desenvolvida pela BPii para China, EUA e Índia no ano de 2025. Como há perspectiva de que o Brasil
40 Revista Abendi no 86 Agosto de 2018
C a p a
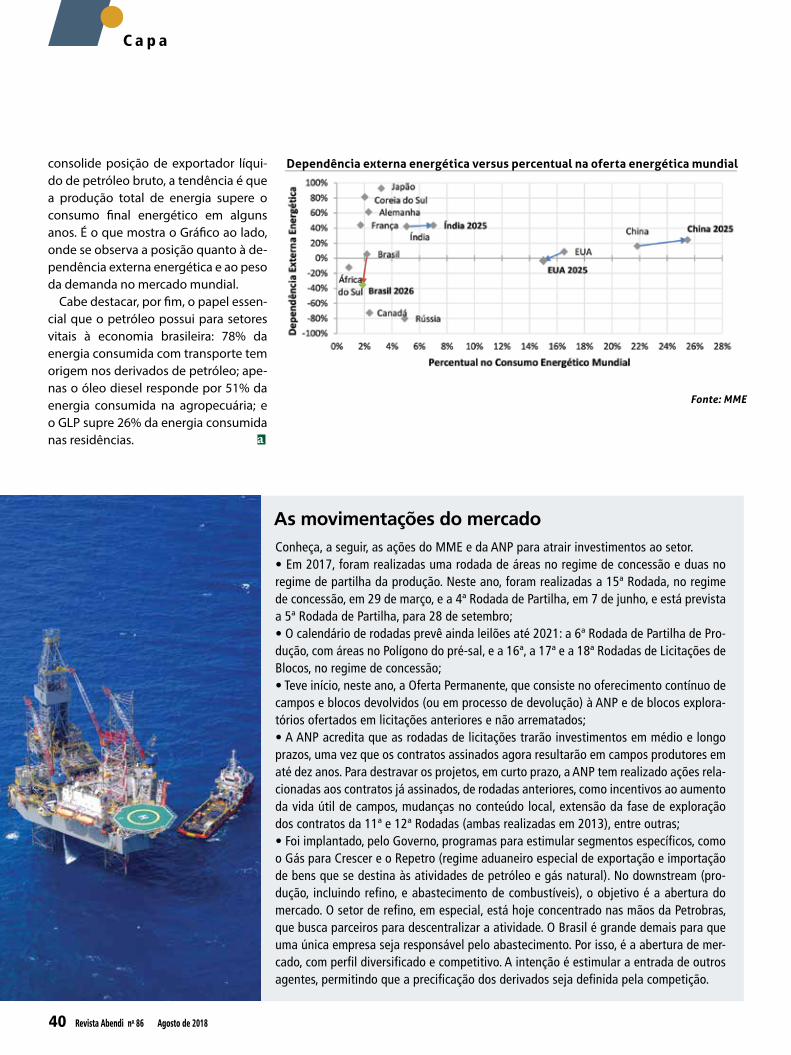
consolide posição de exportador líqui-do de petróleo bruto, a tendência é que a produção total de energia supere o consumo final energético em alguns anos. É o que mostra o Gráfico ao lado, onde se observa a posição quanto à de-pendência externa energética e ao peso da demanda no mercado mundial.
Cabe destacar, por fim, o papel essen-cial que o petróleo possui para setores vitais à economia brasileira: 78% da energia consumida com transporte tem origem nos derivados de petróleo; ape-nas o óleo diesel responde por 51% da energia consumida na agropecuária; e o GLP supre 26% da energia consumida nas residências.
Dependência externa energética versus percentual na oferta energética mundial
Fonte: MME
Conheça, a seguir, as ações do MME e da ANP para atrair investimentos ao setor.• Em 2017, foram realizadas uma rodada de áreas no regime de concessão e duas no regime de partilha da produção. Neste ano, foram realizadas a 15ª Rodada, no regime de concessão, em 29 de março, e a 4ª Rodada de Partilha, em 7 de junho, e está prevista a 5ª Rodada de Partilha, para 28 de setembro;• O calendário de rodadas prevê ainda leilões até 2021: a 6ª Rodada de Partilha de Pro-dução, com áreas no Polígono do pré-sal, e a 16ª, a 17ª e a 18ª Rodadas de Licitações de Blocos, no regime de concessão;• Teve início, neste ano, a Oferta Permanente, que consiste no oferecimento contínuo de campos e blocos devolvidos (ou em processo de devolução) à ANP e de blocos explora-tórios ofertados em licitações anteriores e não arrematados;• A ANP acredita que as rodadas de licitações trarão investimentos em médio e longo prazos, uma vez que os contratos assinados agora resultarão em campos produtores em até dez anos. Para destravar os projetos, em curto prazo, a ANP tem realizado ações rela-cionadas aos contratos já assinados, de rodadas anteriores, como incentivos ao aumento da vida útil de campos, mudanças no conteúdo local, extensão da fase de exploração dos contratos da 11ª e 12ª Rodadas (ambas realizadas em 2013), entre outras;• Foi implantado, pelo Governo, programas para estimular segmentos específicos, como o Gás para Crescer e o Repetro (regime aduaneiro especial de exportação e importação de bens que se destina às atividades de petróleo e gás natural). No downstream (pro-dução, incluindo refino, e abastecimento de combustíveis), o objetivo é a abertura do mercado. O setor de refino, em especial, está hoje concentrado nas mãos da Petrobras, que busca parceiros para descentralizar a atividade. O Brasil é grande demais para que uma única empresa seja responsável pelo abastecimento. Por isso, é a abertura de mer-cado, com perfil diversificado e competitivo. A intenção é estimular a entrada de outros agentes, permitindo que a precificação dos derivados seja definida pela competição.
As movimentações do mercado
a
abendi.org.br 41
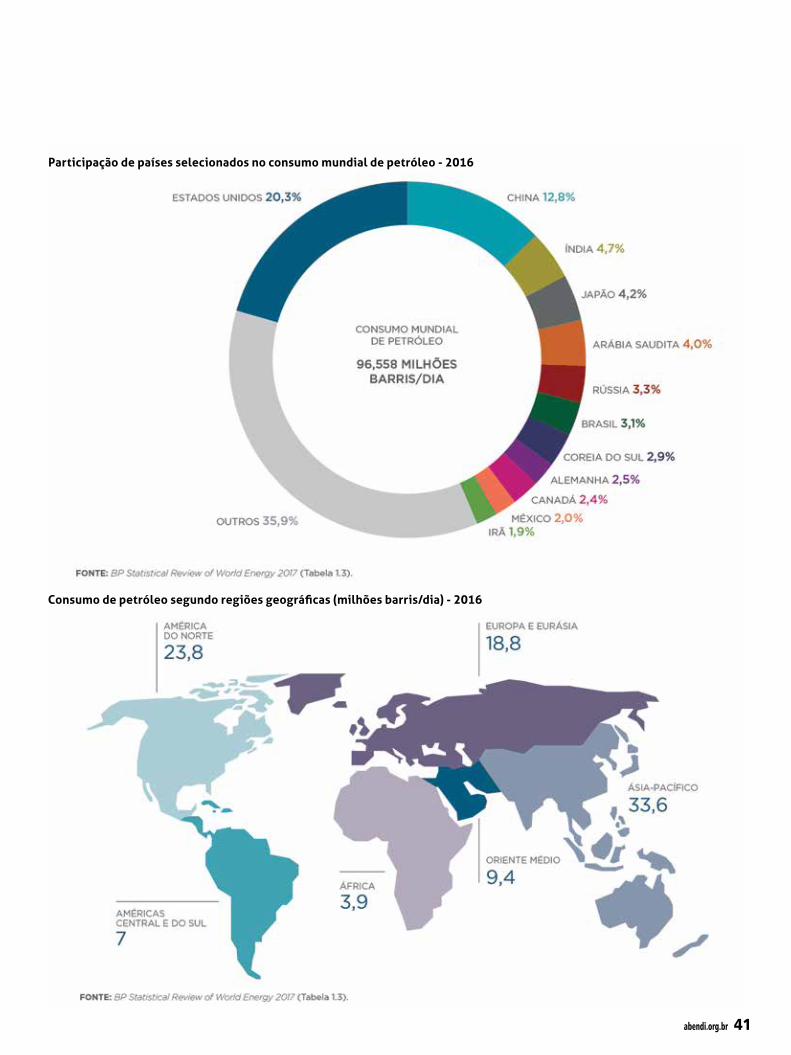
Participação de países selecionados no consumo mundial de petróleo - 2016
Consumo de petróleo segundo regiões geográficas (milhões barris/dia) - 2016
42 Revista Abendi no 86 Agosto de 2018
S e ç ã o T é c n i c a
1. INTRODUÇÃORisers rígidos de produção produzidos
a partir de tubos de aço C-Mn com reves- timento interno a base de ligas níquel es- tão sendo adotados como solução econo- micamente viável no setor offshore, uma vez que restringem a utilização de mate- riais nobres somente às regiões que de- mandam melhores propriedades, em particular uma maior resistência a cor- rosão em meios agressivos, nesse caso, à superfície interna dos tubos. Neste as- pecto, a liga Inconel® 625 se mostra a mais adequada, por apresentar uma óti- ma combinação de elevada resistência mecânica e a corrosão (1) (2).
A utilização destes materiais mais no- bres impõe limitações a aplicação da
Daniel D. Santos1
Luís F. G. de Souza2
Maurício S. Motta3
Ramon F. Ferreira4
Lincoln S. Gomes5
Suzana B. Peripolli6
Avaliação da técnica de UltrassomPhased Array na inspeção de soldascircunferenciais de INCONEL® 625 emtubulações de aço API 5L X70 cladeadas
1Engenheiro Mecânico - Instituto SENAI de Tecnologia de Solda – Sistema FIRJAN2 Doutor, Engenheiro Metalúrgico - CEFET-RJ3 Doutor, Engenheiro Mecânico - CEFET-RJ4 Mestre, Engenheiro Mecânico - Instituto SENAI de Tecnologia de Solda - Sistema FIRJAN5 Doutor, Materiais - Instituto SENAI de Tecnologia de Solda - Sistema FIRJAN6 Doutora, Materiais - Instituto SENAI de Tecnologia de Solda - Sistema FIRJAN
Copyright 2017, ABENDI, ABRACO, ABCM, IBP e FBTS.Trabalho apresentado durante a 14ª Conferência sobre Tecnologia de Equipamentos.As informações e opiniões contidas neste trabalho são de exclusiva responsabilidade do(s) autor(es).
SINOPSEVerificação da propagação do feixe sônico em soldas circunferenciais de Inconel® 625 em tubos de aço API 5L X70 com 8” de diâmetro, revestidos com Inconel® 625, analisando a capacidade de detecção e dimensionamento de descontinuidades internas pela utilização da técnica de inspeção por Ultrassom Phased Array. Para este estudo foi confeccionada uma junta soldada com 5 descontinuidades. Foram avaliadas as microestruturas resultantes do processo de soldagem, atenuação, relação sinal/ruído e velocidade sônica no material determinando a melhor condição de propagação do feixe sônico no volume soldado. Os parâmetros de inspeção foram avaliados por simulações computacionais no software CIVA. Análises metalográficas foram realizadas para determinar o dimensionamento real das descontinuidades. Os testes realizados demonstraram que para a detecção de descontinuidades o transdutor de 2,25MHz se apresentou com um melhor desempenho. Para a inspeção do metal de solda o modo de propagação por ondas longitudinais com ângulo de 50º apresenta melhores resultados. O dimensionamento da altura das descontinuidades foi mais preciso utilizando o transdutor com frequência de 5MHz.
técnica de inspeção por ultrassom. Isto ocorre devido as diferentes propriedades elásticas dos materiais constituintes na junta, que acarretam variações de velo- cidade e amplitude da onda conforme a direção de propagação do feixe sônico (3).
Para a inspeção de componentes reves- tidos, os ensaios por radiografia, ultrassom convencional e Phased Array podem ser aplicados. No entanto, a radiografia é me- nos sensível a alguns tipos de defeitos que o ultrassom (4), porém, o feixe ultrassônico pode sofrer interferências entre as re- giões de interface: revestimento, metal depositado e metal base (5) (6). Desta for- ma, analisar a sensibilidade do ensaio nes- tas condições é fundamental para a garan- tia da confiabilidade do resultado da ins- peção.
Este estudo se justifica pela grande apli- cação de tubos revestidos com Inconel®
abendi.org.br 43
625 no campo offshore. A utilização destes materiais dificulta a aplicação da técnica de inspeção por ultrassom convencional e Phased Array, devido à grande atenuação e espalhamento do feixe sônico com a anisotropia do material. A detecção de defeitos é prejudicada pela fraca relação sinal-ruído recebida, prejudicando a inter-pretação dos resultados.
O presente trabalho, através do estudo da propagação do feixe sônico em soldas circunferenciais de Inconel® 625 em tubos de aço API 5L X70, tem por objetivo ana- lisar a capacidade de detecção e dimensio- namento de descontinuidades internas pela utilização das técnicas de inspeção por ultrassom Phased Array buscando um melhor entendimento das vantagens e limitações do método.
2. MATERIAIS E MÉTODOS2.1 Fabricação dos Corpos de ProvaPara elaboração da junta soldada fo-
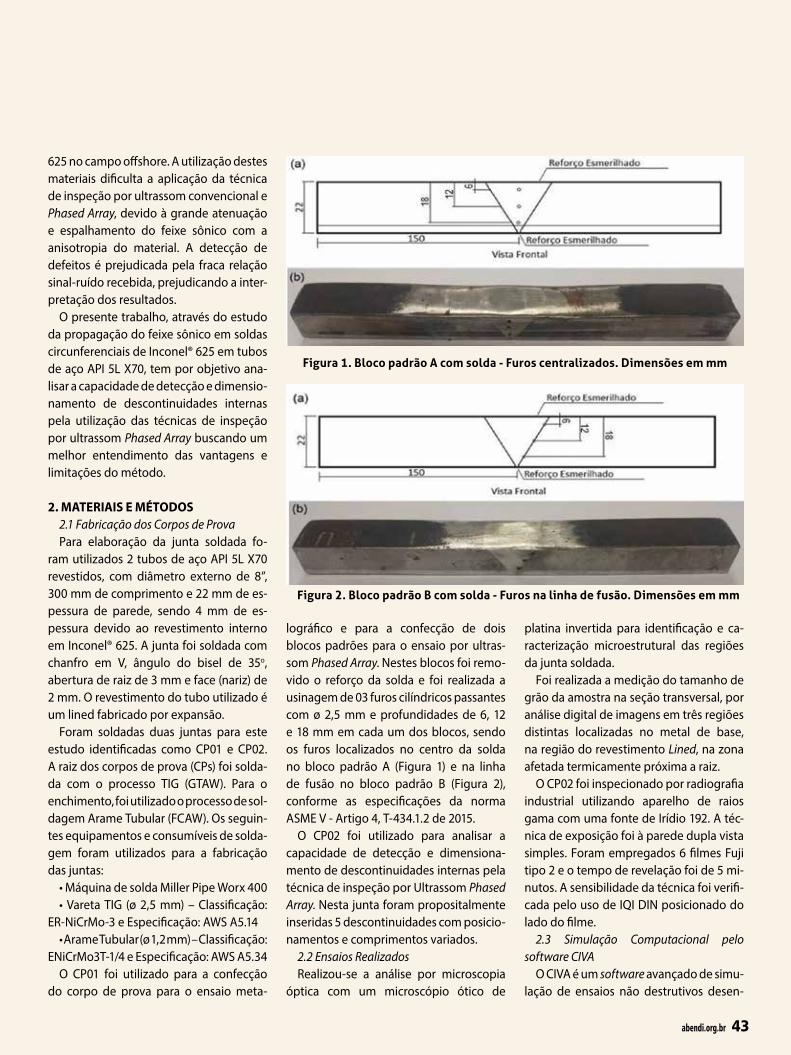
ram utilizados 2 tubos de aço API 5L X70 revestidos, com diâmetro externo de 8”, 300 mm de comprimento e 22 mm de es- pessura de parede, sendo 4 mm de es- pessura devido ao revestimento interno em Inconel® 625. A junta foi soldada com chanfro em V, ângulo do bisel de 35o, abertura de raiz de 3 mm e face (nariz) de 2 mm. O revestimento do tubo utilizado é um lined fabricado por expansão.
Foram soldadas duas juntas para este estudo identificadas como CP01 e CP02. A raiz dos corpos de prova (CPs) foi solda- da com o processo TIG (GTAW). Para o enchimento, foi utilizado o processo de sol- dagem Arame Tubular (FCAW). Os seguin- tes equipamentos e consumíveis de solda- gem foram utilizados para a fabricação das juntas:
• Máquina de solda Miller Pipe Worx 400• Vareta TIG (ø 2,5 mm) – Classificação:
ER-NiCrMo-3 e Especificação: AWS A5.14• Arame Tubular (ø 1,2 mm) – Classificação:
ENiCrMo3T-1/4 e Especificação: AWS A5.34O CP01 foi utilizado para a confecção
do corpo de prova para o ensaio meta-
Figura 1. Bloco padrão A com solda - Furos centralizados. Dimensões em mm
Figura 2. Bloco padrão B com solda - Furos na linha de fusão. Dimensões em mm
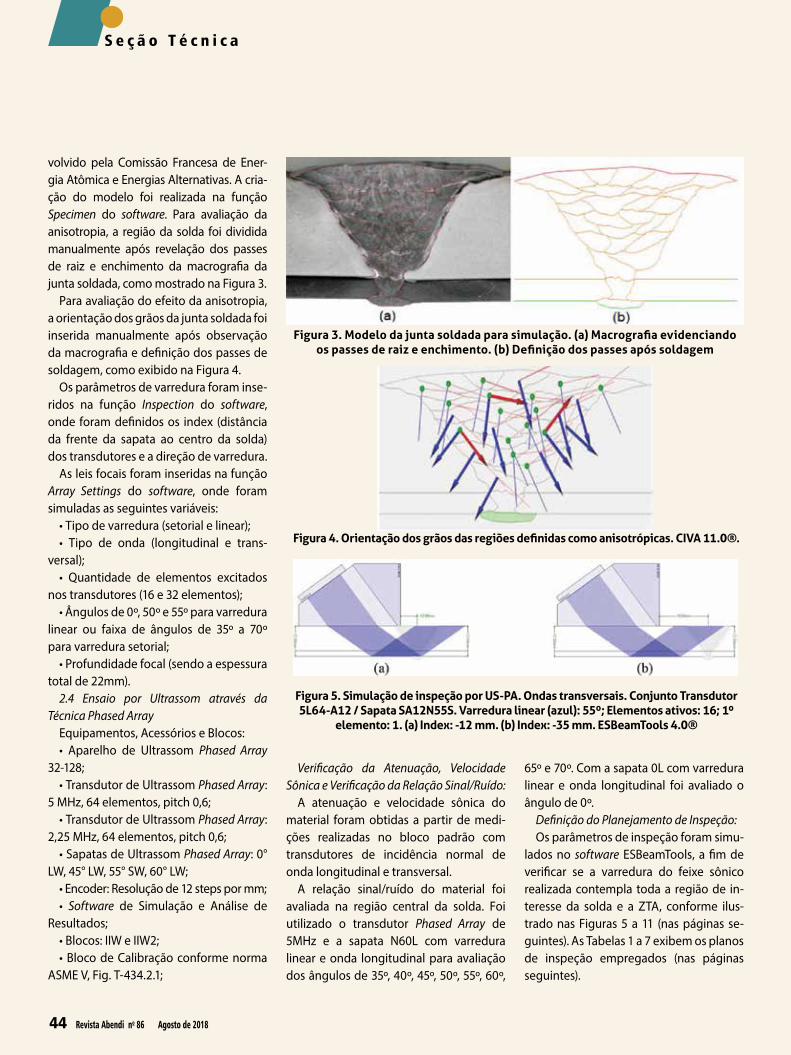
lográfico e para a confecção de dois blocos padrões para o ensaio por ultras- som Phased Array. Nestes blocos foi remo- vido o reforço da solda e foi realizada a usinagem de 03 furos cilíndricos passantes com ø 2,5 mm e profundidades de 6, 12 e 18 mm em cada um dos blocos, sendo os furos localizados no centro da solda no bloco padrão A (Figura 1) e na linha de fusão no bloco padrão B (Figura 2), conforme as especificações da norma ASME V - Artigo 4, T-434.1.2 de 2015.
O CP02 foi utilizado para analisar a capacidade de detecção e dimensiona- mento de descontinuidades internas pela técnica de inspeção por Ultrassom Phased Array. Nesta junta foram propositalmente inseridas 5 descontinuidades com posicio- namentos e comprimentos variados.
2.2 Ensaios RealizadosRealizou-se a análise por microscopia
óptica com um microscópio ótico de
platina invertida para identificação e ca- racterização microestrutural das regiões da junta soldada.
Foi realizada a medição do tamanho de grão da amostra na seção transversal, por análise digital de imagens em três regiões distintas localizadas no metal de base, na região do revestimento Lined, na zona afetada termicamente próxima a raiz.
O CP02 foi inspecionado por radiografia industrial utilizando aparelho de raios gama com uma fonte de Irídio 192. A téc- nica de exposição foi à parede dupla vista simples. Foram empregados 6 filmes Fuji tipo 2 e o tempo de revelação foi de 5 mi- nutos. A sensibilidade da técnica foi verifi- cada pelo uso de IQI DIN posicionado do lado do filme.
2.3 Simulação Computacional pelo software CIVA
O CIVA é um software avançado de simu- lação de ensaios não destrutivos desen-
44 Revista Abendi no 86 Agosto de 2018
S e ç ã o T é c n i c a
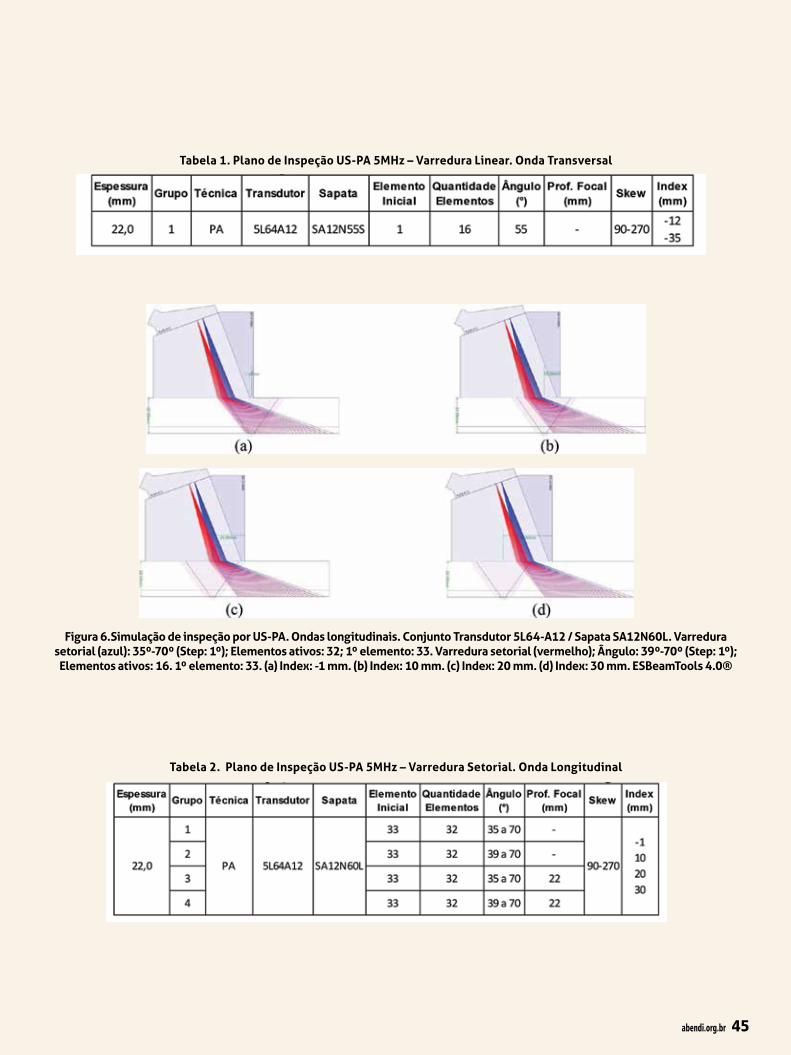
volvido pela Comissão Francesa de Ener- gia Atômica e Energias Alternativas. A cria- ção do modelo foi realizada na função Specimen do software. Para avaliação da anisotropia, a região da solda foi dividida manualmente após revelação dos passes de raiz e enchimento da macrografia da junta soldada, como mostrado na Figura 3.
Para avaliação do efeito da anisotropia, a orientação dos grãos da junta soldada foi inserida manualmente após observação da macrografia e definição dos passes de soldagem, como exibido na Figura 4.
Os parâmetros de varredura foram inse- ridos na função Inspection do software, onde foram definidos os index (distância da frente da sapata ao centro da solda) dos transdutores e a direção de varredura.
As leis focais foram inseridas na função Array Settings do software, onde foram simuladas as seguintes variáveis:
• Tipo de varredura (setorial e linear);• Tipo de onda (longitudinal e trans-
versal);• Quantidade de elementos excitados
nos transdutores (16 e 32 elementos); • Ângulos de 0º, 50º e 55º para varredura
linear ou faixa de ângulos de 35º a 70º para varredura setorial;
• Profundidade focal (sendo a espessura total de 22mm).
2.4 Ensaio por Ultrassom através da Técnica Phased Array
Equipamentos, Acessórios e Blocos:• Aparelho de Ultrassom Phased Array
32-128;• Transdutor de Ultrassom Phased Array:
5 MHz, 64 elementos, pitch 0,6;• Transdutor de Ultrassom Phased Array:
2,25 MHz, 64 elementos, pitch 0,6;• Sapatas de Ultrassom Phased Array: 0°
LW, 45° LW, 55° SW, 60° LW;• Encoder: Resolução de 12 steps por mm;• Software de Simulação e Análise de
Resultados;• Blocos: IIW e IIW2;• Bloco de Calibração conforme norma
ASME V, Fig. T-434.2.1;
Figura 3. Modelo da junta soldada para simulação. (a) Macrografia evidenciando os passes de raiz e enchimento. (b) Definição dos passes após soldagem
Figura 4. Orientação dos grãos das regiões definidas como anisotrópicas. CIVA 11.0®.
Verificação da Atenuação, Velocidade Sônica e Verificação da Relação Sinal/Ruído:
A atenuação e velocidade sônica do material foram obtidas a partir de medi- ções realizadas no bloco padrão com transdutores de incidência normal de onda longitudinal e transversal.
A relação sinal/ruído do material foi avaliada na região central da solda. Foi utilizado o transdutor Phased Array de 5MHz e a sapata N60L com varredura linear e onda longitudinal para avaliação dos ângulos de 35º, 40º, 45º, 50º, 55º, 60º,
65º e 70º. Com a sapata 0L com varredura linear e onda longitudinal foi avaliado o ângulo de 0º.
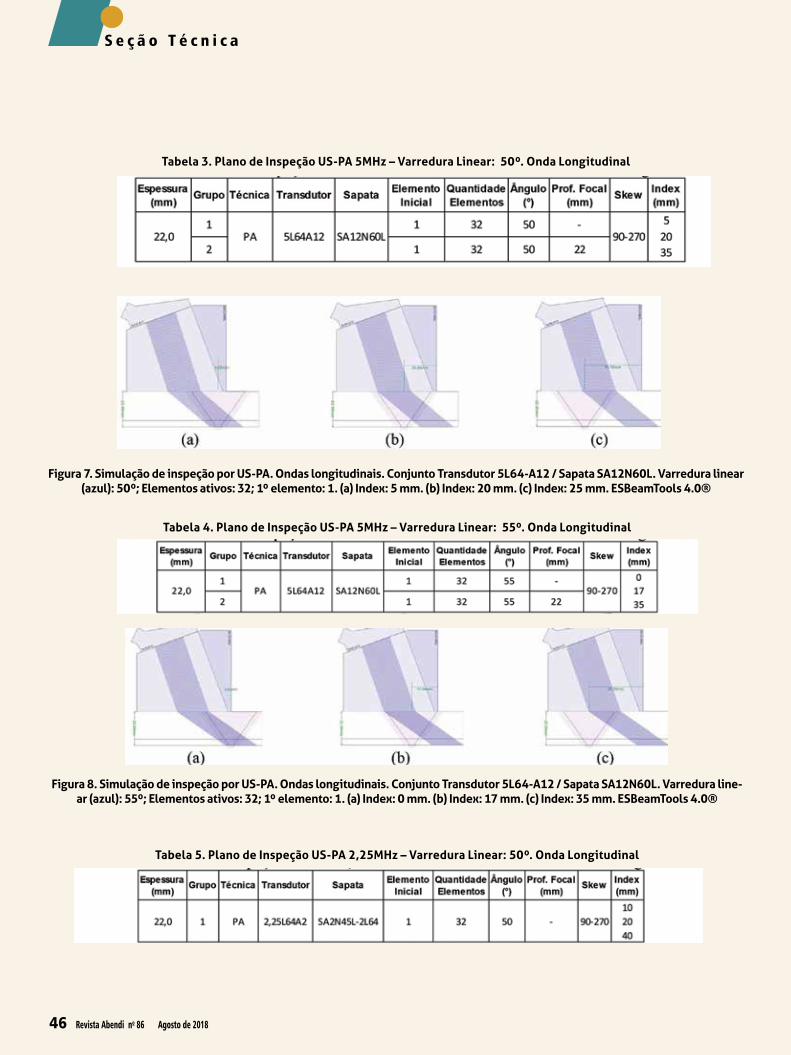
Definição do Planejamento de Inspeção:Os parâmetros de inspeção foram simu-
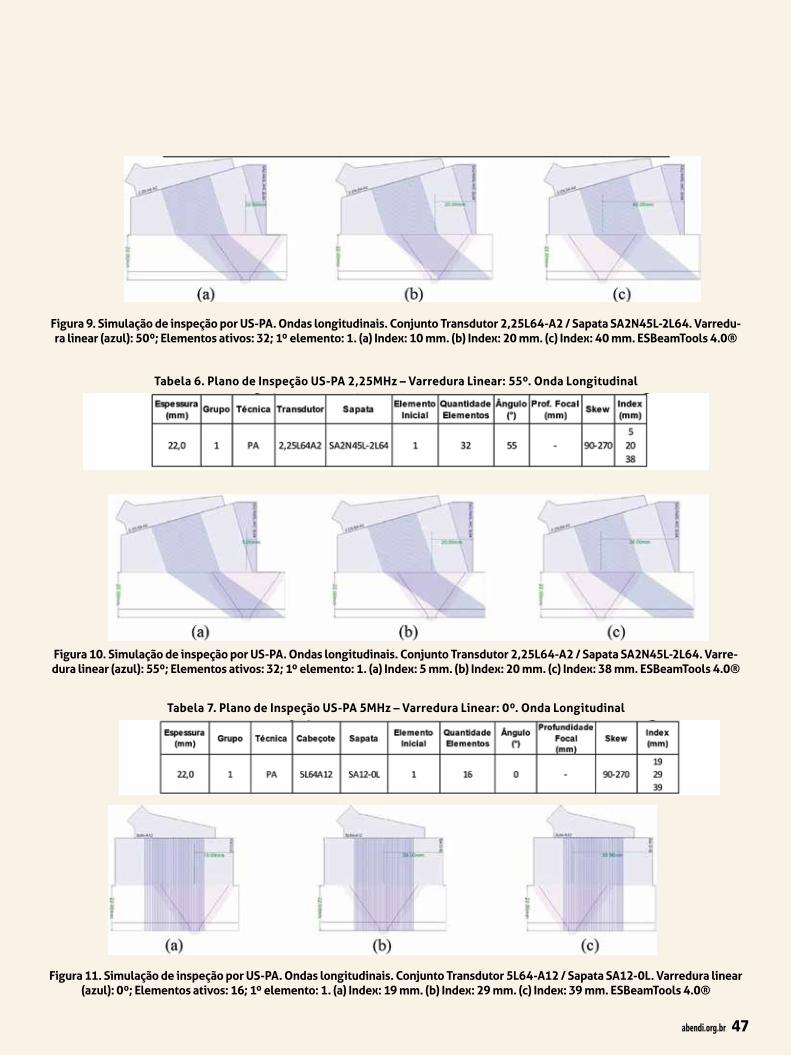
lados no software ESBeamTools, a fim de verificar se a varredura do feixe sônico realizada contempla toda a região de in- teresse da solda e a ZTA, conforme ilus- trado nas Figuras 5 a 11 (nas páginas se- guintes). As Tabelas 1 a 7 exibem os planos de inspeção empregados (nas páginas seguintes).
Figura 5. Simulação de inspeção por US-PA. Ondas transversais. Conjunto Transdutor 5L64-A12 / Sapata SA12N55S. Varredura linear (azul): 55º; Elementos ativos: 16; 1º
elemento: 1. (a) Index: -12 mm. (b) Index: -35 mm. ESBeamTools 4.0®
abendi.org.br 45
Figura 6.Simulação de inspeção por US-PA. Ondas longitudinais. Conjunto Transdutor 5L64-A12 / Sapata SA12N60L. Varredura setorial (azul): 35º-70º (Step: 1º); Elementos ativos: 32; 1º elemento: 33. Varredura setorial (vermelho); Ângulo: 39º-70º (Step: 1º); Elementos ativos: 16. 1º elemento: 33. (a) Index: -1 mm. (b) Index: 10 mm. (c) Index: 20 mm. (d) Index: 30 mm. ESBeamTools 4.0®
Tabela 1. Plano de Inspeção US-PA 5MHz – Varredura Linear. Onda Transversal
Tabela 2. Plano de Inspeção US-PA 5MHz – Varredura Setorial. Onda Longitudinal
46 Revista Abendi no 86 Agosto de 2018
S e ç ã o T é c n i c a
Figura 7. Simulação de inspeção por US-PA. Ondas longitudinais. Conjunto Transdutor 5L64-A12 / Sapata SA12N60L. Varredura linear (azul): 50º; Elementos ativos: 32; 1º elemento: 1. (a) Index: 5 mm. (b) Index: 20 mm. (c) Index: 25 mm. ESBeamTools 4.0®
Figura 8. Simulação de inspeção por US-PA. Ondas longitudinais. Conjunto Transdutor 5L64-A12 / Sapata SA12N60L. Varredura line-ar (azul): 55º; Elementos ativos: 32; 1º elemento: 1. (a) Index: 0 mm. (b) Index: 17 mm. (c) Index: 35 mm. ESBeamTools 4.0®
Tabela 3. Plano de Inspeção US-PA 5MHz – Varredura Linear: 50º. Onda Longitudinal
Tabela 4. Plano de Inspeção US-PA 5MHz – Varredura Linear: 55º. Onda Longitudinal
Tabela 5. Plano de Inspeção US-PA 2,25MHz – Varredura Linear: 50º. Onda Longitudinal
abendi.org.br 47
Figura 9. Simulação de inspeção por US-PA. Ondas longitudinais. Conjunto Transdutor 2,25L64-A2 / Sapata SA2N45L-2L64. Varredu-ra linear (azul): 50º; Elementos ativos: 32; 1º elemento: 1. (a) Index: 10 mm. (b) Index: 20 mm. (c) Index: 40 mm. ESBeamTools 4.0®
Figura 10. Simulação de inspeção por US-PA. Ondas longitudinais. Conjunto Transdutor 2,25L64-A2 / Sapata SA2N45L-2L64. Varre-dura linear (azul): 55º; Elementos ativos: 32; 1º elemento: 1. (a) Index: 5 mm. (b) Index: 20 mm. (c) Index: 38 mm. ESBeamTools 4.0®
Figura 11. Simulação de inspeção por US-PA. Ondas longitudinais. Conjunto Transdutor 5L64-A12 / Sapata SA12-0L. Varredura linear (azul): 0º; Elementos ativos: 16; 1º elemento: 1. (a) Index: 19 mm. (b) Index: 29 mm. (c) Index: 39 mm. ESBeamTools 4.0®
Tabela 6. Plano de Inspeção US-PA 2,25MHz – Varredura Linear: 55º. Onda Longitudinal
Tabela 7. Plano de Inspeção US-PA 5MHz – Varredura Linear: 0º. Onda Longitudinal
48 Revista Abendi no 86 Agosto de 2018
S e ç ã o T é c n i c a
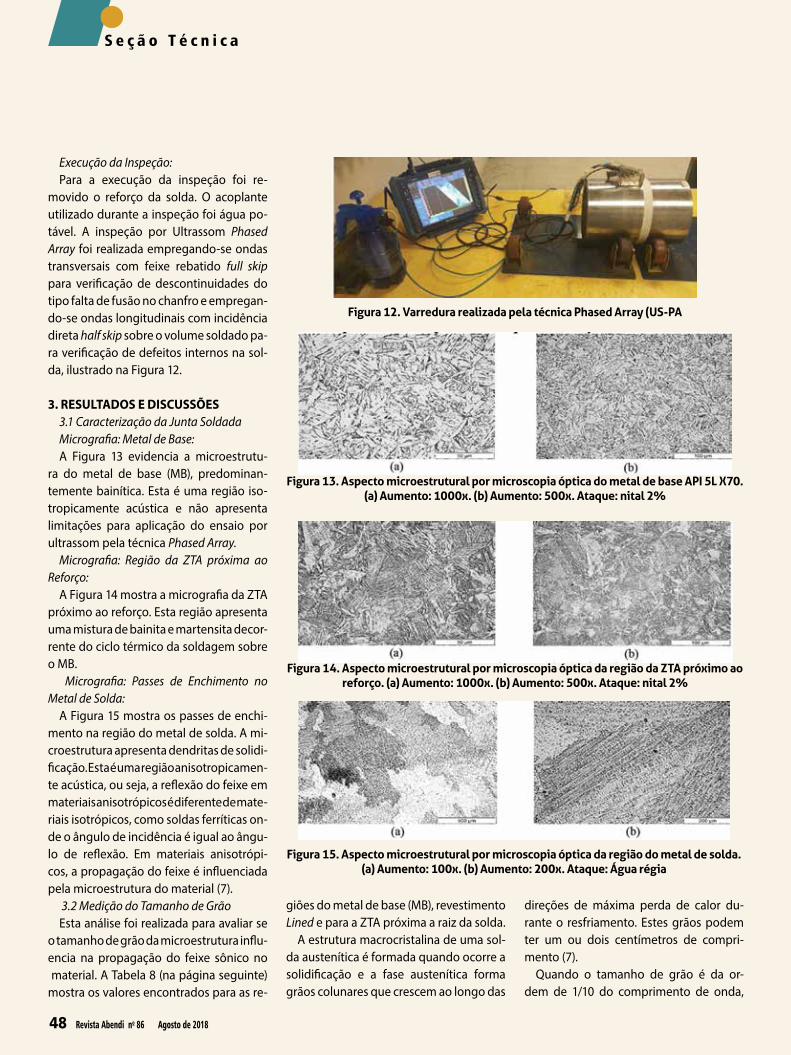
Execução da Inspeção:Para a execução da inspeção foi re-
movido o reforço da solda. O acoplante utilizado durante a inspeção foi água po- tável. A inspeção por Ultrassom Phased Array foi realizada empregando-se ondas transversais com feixe rebatido full skip para verificação de descontinuidades do tipo falta de fusão no chanfro e empregan- do-se ondas longitudinais com incidência direta half skip sobre o volume soldado pa- ra verificação de defeitos internos na sol- da, ilustrado na Figura 12.
3. RESULTADOS E DISCUSSÕES
3.1 Caracterização da Junta SoldadaMicrografia: Metal de Base:A Figura 13 evidencia a microestrutu-
ra do metal de base (MB), predominan- temente bainítica. Esta é uma região iso- tropicamente acústica e não apresenta limitações para aplicação do ensaio por ultrassom pela técnica Phased Array.
Micrografia: Região da ZTA próxima ao Reforço:
A Figura 14 mostra a micrografia da ZTA próximo ao reforço. Esta região apresenta uma mistura de bainita e martensita decor- rente do ciclo térmico da soldagem sobre o MB.
Micrografia: Passes de Enchimento no Metal de Solda:
A Figura 15 mostra os passes de enchi- mento na região do metal de solda. A mi- croestrutura apresenta dendritas de solidi- ficação. Esta é uma região anisotropicamen- te acústica, ou seja, a reflexão do feixe em materiais anisotrópicos é diferente de mate- riais isotrópicos, como soldas ferríticas on- de o ângulo de incidência é igual ao ângu- lo de reflexão. Em materiais anisotrópi- cos, a propagação do feixe é influenciada pela microestrutura do material (7).
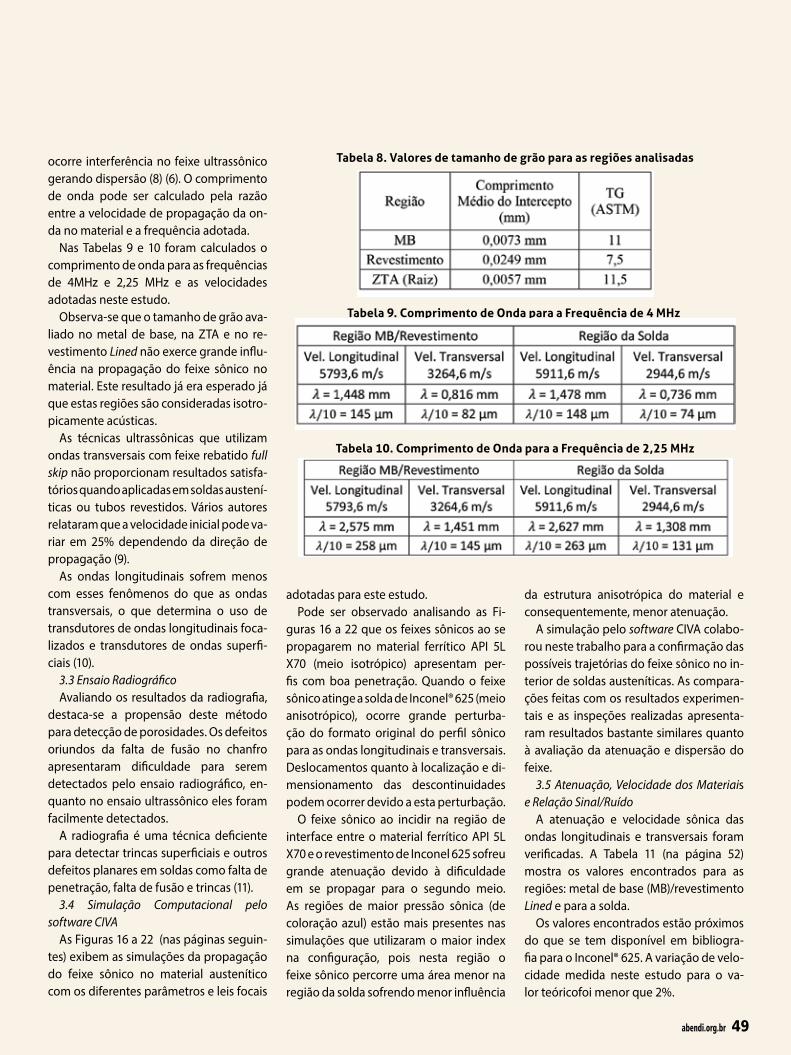
3.2 Medição do Tamanho de GrãoEsta análise foi realizada para avaliar se
o tamanho de grão da microestrutura influ- encia na propagação do feixe sônico no material. A Tabela 8 (na página seguinte)mostra os valores encontrados para as re-
Figura 12. Varredura realizada pela técnica Phased Array (US-PA
Figura 13. Aspecto microestrutural por microscopia óptica do metal de base API 5L X70. (a) Aumento: 1000x. (b) Aumento: 500x. Ataque: nital 2%
Figura 14. Aspecto microestrutural por microscopia óptica da região da ZTA próximo ao reforço. (a) Aumento: 1000x. (b) Aumento: 500x. Ataque: nital 2%
Figura 15. Aspecto microestrutural por microscopia óptica da região do metal de solda. (a) Aumento: 100x. (b) Aumento: 200x. Ataque: Água régia
giões do metal de base (MB), revestimento Lined e para a ZTA próxima a raiz da solda.
A estrutura macrocristalina de uma sol- da austenítica é formada quando ocorre a solidificação e a fase austenítica forma grãos colunares que crescem ao longo das
direções de máxima perda de calor du- rante o resfriamento. Estes grãos podem ter um ou dois centímetros de compri- mento (7).
Quando o tamanho de grão é da or- dem de 1/10 do comprimento de onda,
abendi.org.br 49
ocorre interferência no feixe ultrassônico gerando dispersão (8) (6). O comprimento de onda pode ser calculado pela razão entre a velocidade de propagação da on- da no material e a frequência adotada.
Nas Tabelas 9 e 10 foram calculados o comprimento de onda para as frequências de 4MHz e 2,25 MHz e as velocidades adotadas neste estudo.
Observa-se que o tamanho de grão ava- liado no metal de base, na ZTA e no re- vestimento Lined não exerce grande influ- ência na propagação do feixe sônico no material. Este resultado já era esperado já que estas regiões são consideradas isotro- picamente acústicas.
As técnicas ultrassônicas que utilizam ondas transversais com feixe rebatido full skip não proporcionam resultados satisfa- tórios quando aplicadas em soldas austení- ticas ou tubos revestidos. Vários autores relataram que a velocidade inicial pode va- riar em 25% dependendo da direção de propagação (9).
As ondas longitudinais sofrem menos com esses fenômenos do que as ondas transversais, o que determina o uso de transdutores de ondas longitudinais foca- lizados e transdutores de ondas superfi- ciais (10).
3.3 Ensaio RadiográficoAvaliando os resultados da radiografia,
destaca-se a propensão deste método para detecção de porosidades. Os defeitos oriundos da falta de fusão no chanfro apresentaram dificuldade para serem detectados pelo ensaio radiográfico, en- quanto no ensaio ultrassônico eles foram facilmente detectados.
A radiografia é uma técnica deficiente para detectar trincas superficiais e outros defeitos planares em soldas como falta de penetração, falta de fusão e trincas (11).
3.4 Simulação Computacional pelo software CIVA
As Figuras 16 a 22 (nas páginas seguin- tes) exibem as simulações da propagação do feixe sônico no material austenítico com os diferentes parâmetros e leis focais
adotadas para este estudo.Pode ser observado analisando as Fi-
guras 16 a 22 que os feixes sônicos ao se propagarem no material ferrítico API 5L X70 (meio isotrópico) apresentam per- fis com boa penetração. Quando o feixe sônico atinge a solda de Inconel® 625 (meio anisotrópico), ocorre grande perturba- ção do formato original do perfil sônico para as ondas longitudinais e transversais. Deslocamentos quanto à localização e di- mensionamento das descontinuidades podem ocorrer devido a esta perturbação.
O feixe sônico ao incidir na região de interface entre o material ferrítico API 5L X70 e o revestimento de Inconel 625 sofreu grande atenuação devido à dificuldade em se propagar para o segundo meio. As regiões de maior pressão sônica (de coloração azul) estão mais presentes nas simulações que utilizaram o maior index na configuração, pois nesta região o feixe sônico percorre uma área menor na região da solda sofrendo menor influência
da estrutura anisotrópica do material e consequentemente, menor atenuação.
A simulação pelo software CIVA colabo- rou neste trabalho para a confirmação das possíveis trajetórias do feixe sônico no in- terior de soldas austeníticas. As compara- ções feitas com os resultados experimen- tais e as inspeções realizadas apresenta- ram resultados bastante similares quanto à avaliação da atenuação e dispersão do feixe.
3.5 Atenuação, Velocidade dos Materiais e Relação Sinal/Ruído
A atenuação e velocidade sônica das ondas longitudinais e transversais foram verificadas. A Tabela 11 (na página 52) mostra os valores encontrados para as regiões: metal de base (MB)/revestimento Lined e para a solda.
Os valores encontrados estão próximos do que se tem disponível em bibliogra- fia para o Inconel® 625. A variação de velo- cidade medida neste estudo para o va- lor teóricofoi menor que 2%.
Tabela 8. Valores de tamanho de grão para as regiões analisadas
Tabela 9. Comprimento de Onda para a Frequência de 4 MHz
Tabela 10. Comprimento de Onda para a Frequência de 2,25 MHz
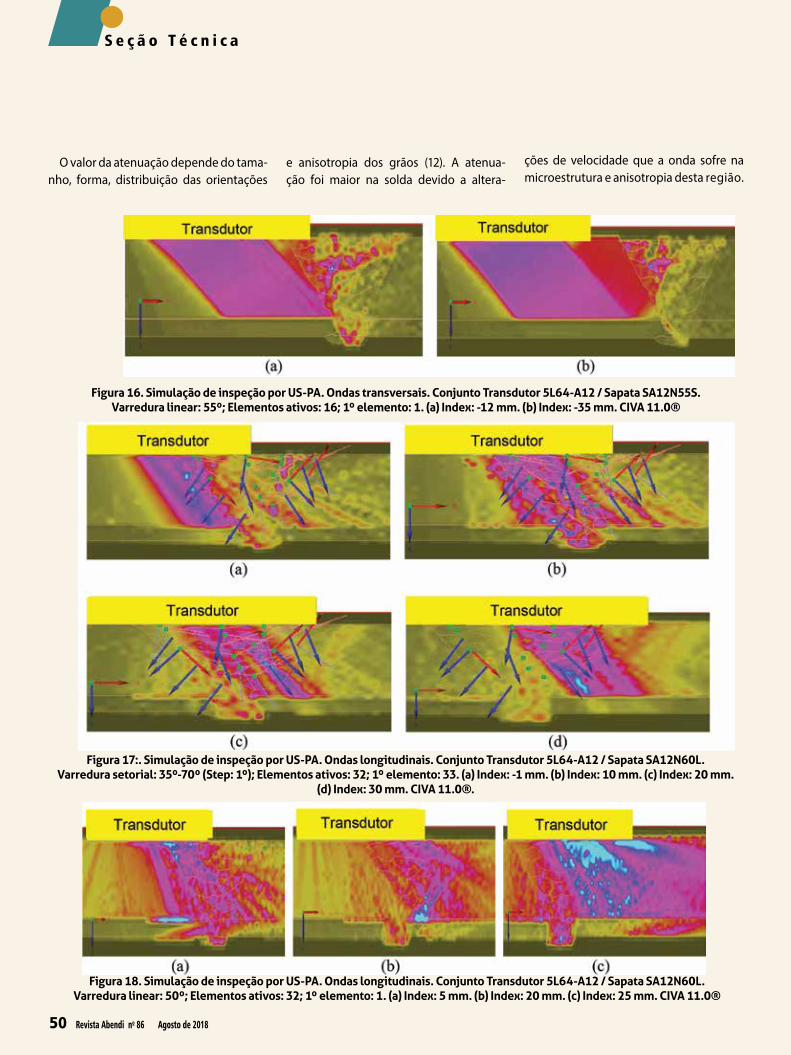
50 Revista Abendi no 86 Agosto de 2018
S e ç ã o T é c n i c a
Figura 16. Simulação de inspeção por US-PA. Ondas transversais. Conjunto Transdutor 5L64-A12 / Sapata SA12N55S.Varredura linear: 55º; Elementos ativos: 16; 1º elemento: 1. (a) Index: -12 mm. (b) Index: -35 mm. CIVA 11.0®
Figura 17:. Simulação de inspeção por US-PA. Ondas longitudinais. Conjunto Transdutor 5L64-A12 / Sapata SA12N60L.Varredura setorial: 35º-70º (Step: 1º); Elementos ativos: 32; 1º elemento: 33. (a) Index: -1 mm. (b) Index: 10 mm. (c) Index: 20 mm.
(d) Index: 30 mm. CIVA 11.0®.
Figura 18. Simulação de inspeção por US-PA. Ondas longitudinais. Conjunto Transdutor 5L64-A12 / Sapata SA12N60L.Varredura linear: 50º; Elementos ativos: 32; 1º elemento: 1. (a) Index: 5 mm. (b) Index: 20 mm. (c) Index: 25 mm. CIVA 11.0®
O valor da atenuação depende do tama- nho, forma, distribuição das orientações
e anisotropia dos grãos (12). A atenua- ção foi maior na solda devido a altera-
ções de velocidade que a onda sofre na microestrutura e anisotropia desta região.
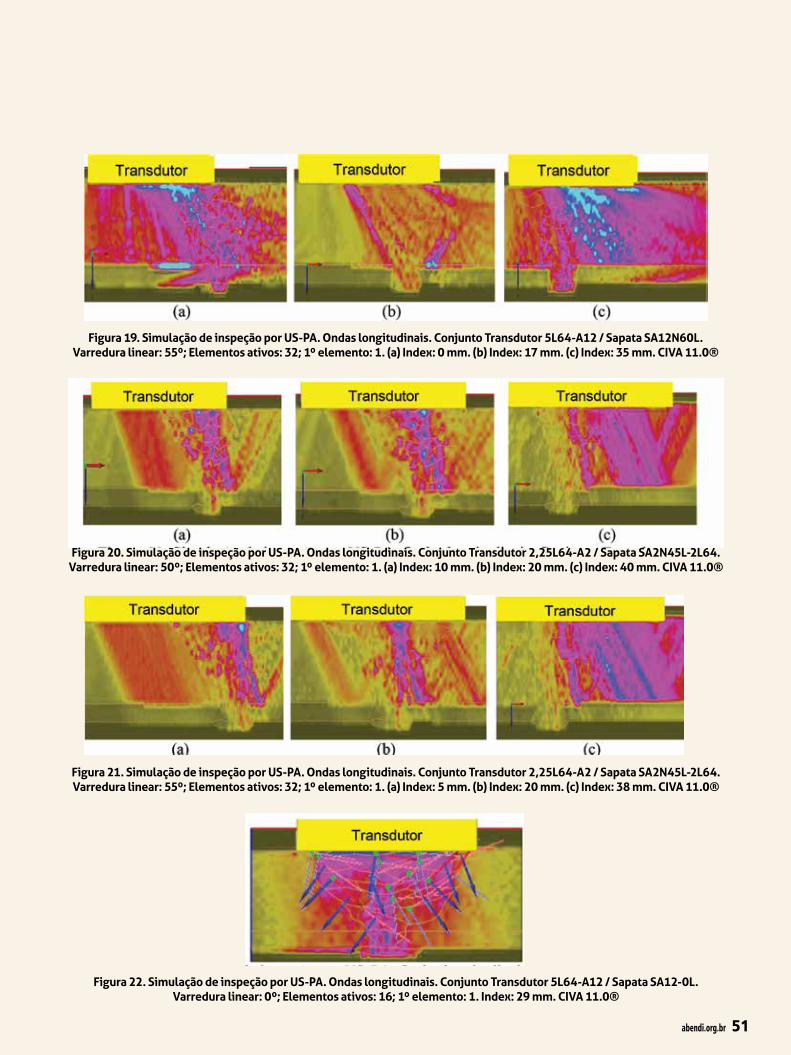
abendi.org.br 51
Figura 19. Simulação de inspeção por US-PA. Ondas longitudinais. Conjunto Transdutor 5L64-A12 / Sapata SA12N60L.Varredura linear: 55º; Elementos ativos: 32; 1º elemento: 1. (a) Index: 0 mm. (b) Index: 17 mm. (c) Index: 35 mm. CIVA 11.0®
Figura 20. Simulação de inspeção por US-PA. Ondas longitudinais. Conjunto Transdutor 2,25L64-A2 / Sapata SA2N45L-2L64.Varredura linear: 50º; Elementos ativos: 32; 1º elemento: 1. (a) Index: 10 mm. (b) Index: 20 mm. (c) Index: 40 mm. CIVA 11.0®
Figura 21. Simulação de inspeção por US-PA. Ondas longitudinais. Conjunto Transdutor 2,25L64-A2 / Sapata SA2N45L-2L64.Varredura linear: 55º; Elementos ativos: 32; 1º elemento: 1. (a) Index: 5 mm. (b) Index: 20 mm. (c) Index: 38 mm. CIVA 11.0®
Figura 22. Simulação de inspeção por US-PA. Ondas longitudinais. Conjunto Transdutor 5L64-A12 / Sapata SA12-0L.Varredura linear: 0º; Elementos ativos: 16; 1º elemento: 1. Index: 29 mm. CIVA 11.0®
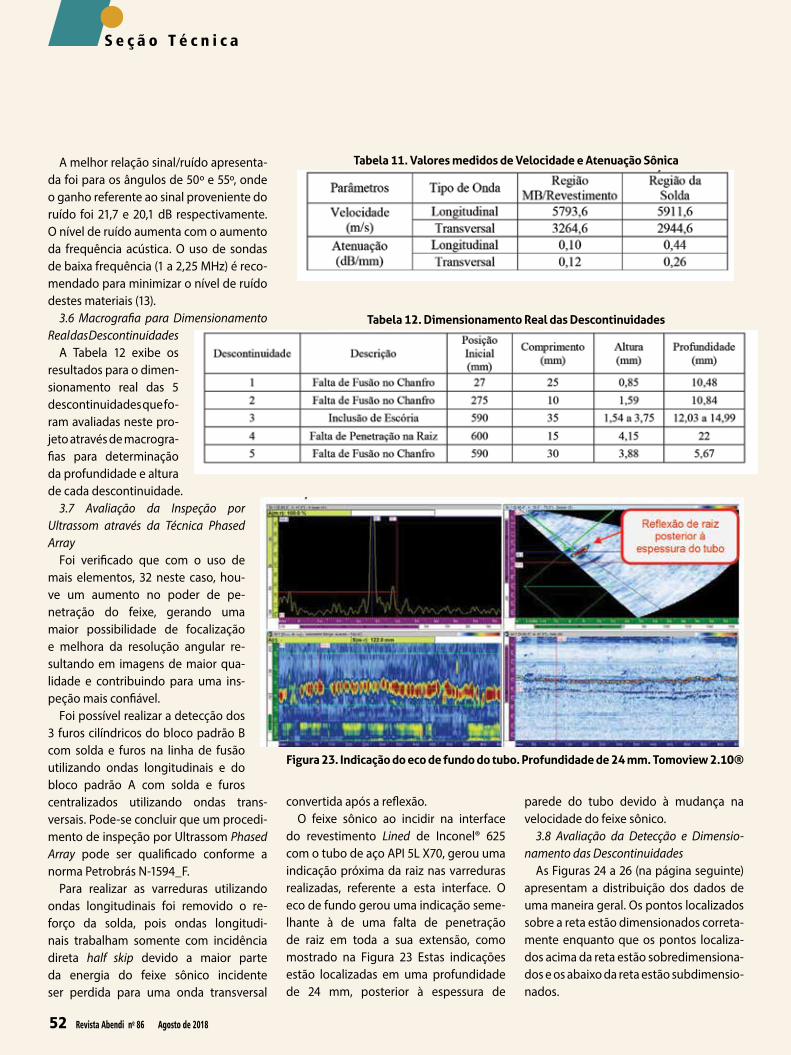
52 Revista Abendi no 86 Agosto de 2018
S e ç ã o T é c n i c a
A melhor relação sinal/ruído apresenta- da foi para os ângulos de 50º e 55º, onde o ganho referente ao sinal proveniente do ruído foi 21,7 e 20,1 dB respectivamente. O nível de ruído aumenta com o aumento da frequência acústica. O uso de sondas de baixa frequência (1 a 2,25 MHz) é reco- mendado para minimizar o nível de ruído destes materiais (13).
3.6 Macrografia para Dimensionamento Real das Descontinuidades
A Tabela 12 exibe os resultados para o dimen- sionamento real das 5 descontinuidades que fo- ram avaliadas neste pro- jeto através de macrogra- fias para determinação da profundidade e altura de cada descontinuidade.
3.7 Avaliação da Inspeção por Ultrassom através da Técnica Phased Array
Foi verificado que com o uso de mais elementos, 32 neste caso, hou- ve um aumento no poder de pe- netração do feixe, gerando uma maior possibilidade de focalização e melhora da resolução angular re- sultando em imagens de maior qua- lidade e contribuindo para uma ins- peção mais confiável.
Foi possível realizar a detecção dos 3 furos cilíndricos do bloco padrão B com solda e furos na linha de fusão utilizando ondas longitudinais e do bloco padrão A com solda e furos centralizados utilizando ondas trans- versais. Pode-se concluir que um procedi- mento de inspeção por Ultrassom Phased Array pode ser qualificado conforme a norma Petrobrás N-1594_F.
Para realizar as varreduras utilizando ondas longitudinais foi removido o re- forço da solda, pois ondas longitudi- nais trabalham somente com incidência direta half skip devido a maior parte da energia do feixe sônico incidente ser perdida para uma onda transversal
convertida após a reflexão. O feixe sônico ao incidir na interface
do revestimento Lined de Inconel® 625 com o tubo de aço API 5L X70, gerou uma indicação próxima da raiz nas varreduras realizadas, referente a esta interface. O eco de fundo gerou uma indicação seme- lhante à de uma falta de penetração de raiz em toda a sua extensão, como mostrado na Figura 23 Estas indicações estão localizadas em uma profundidade de 24 mm, posterior à espessura de
parede do tubo devido à mudança na velocidade do feixe sônico.
3.8 Avaliação da Detecção e Dimensio- namento das Descontinuidades
As Figuras 24 a 26 (na página seguinte) apresentam a distribuição dos dados de uma maneira geral. Os pontos localizados sobre a reta estão dimensionados correta- mente enquanto que os pontos localiza- dos acima da reta estão sobredimensiona- dos e os abaixo da reta estão subdimensio- nados.
Figura 23. Indicação do eco de fundo do tubo. Profundidade de 24 mm. Tomoview 2.10®
Tabela 11. Valores medidos de Velocidade e Atenuação Sônica
Tabela 12. Dimensionamento Real das Descontinuidades
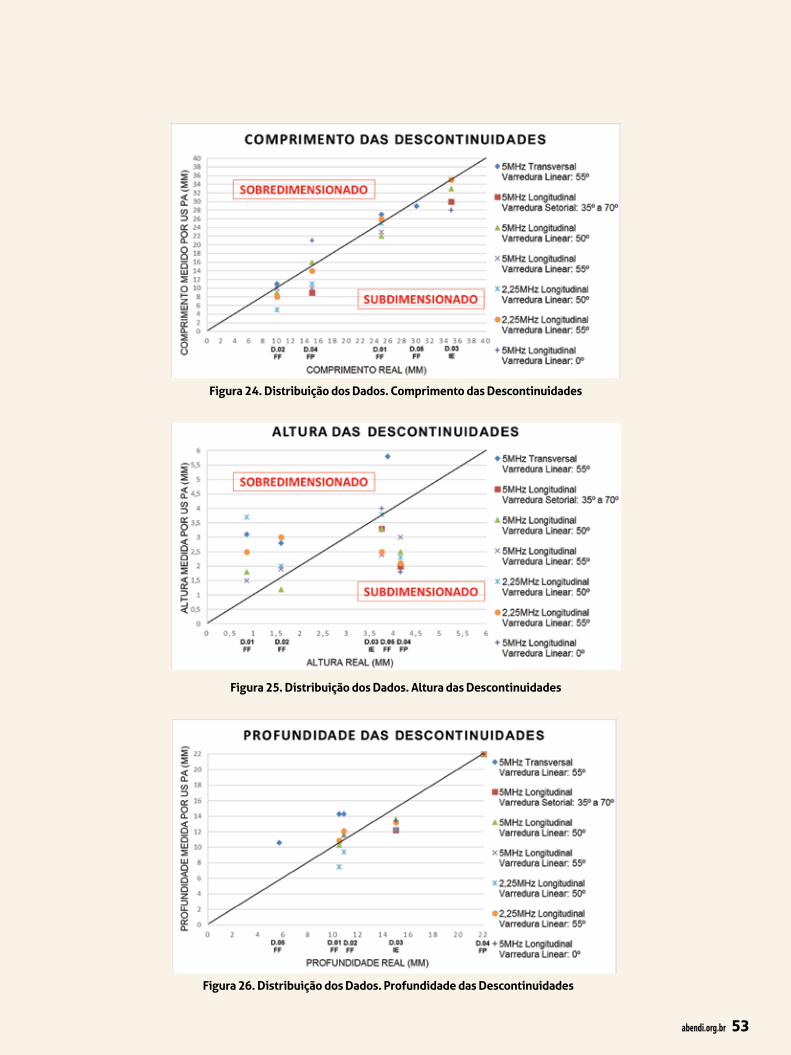
abendi.org.br 53
Figura 24. Distribuição dos Dados. Comprimento das Descontinuidades
Figura 25. Distribuição dos Dados. Altura das Descontinuidades
Figura 26. Distribuição dos Dados. Profundidade das Descontinuidades
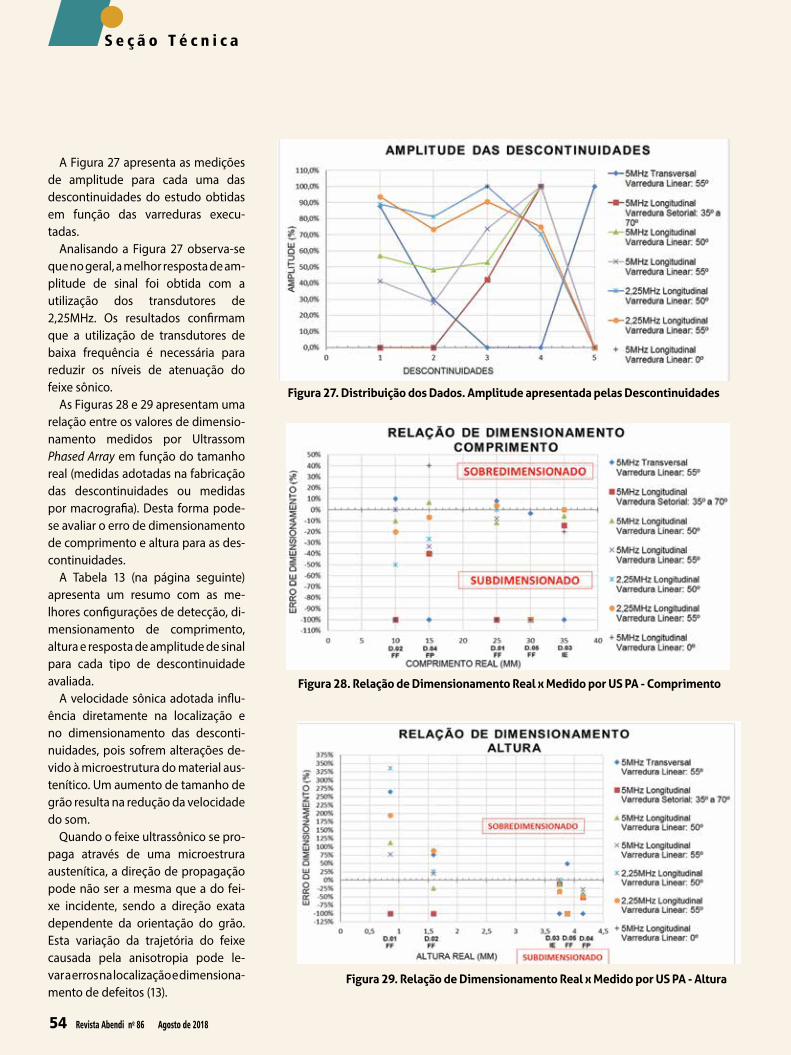
54 Revista Abendi no 86 Agosto de 2018
S e ç ã o T é c n i c a
A Figura 27 apresenta as medições de amplitude para cada uma das descontinuidades do estudo obtidas em função das varreduras execu- tadas.
Analisando a Figura 27 observa-se que no geral, a melhor resposta de am- plitude de sinal foi obtida com a utilização dos transdutores de 2,25MHz. Os resultados confirmam que a utilização de transdutores de baixa frequência é necessária para reduzir os níveis de atenuação do feixe sônico.
As Figuras 28 e 29 apresentam uma relação entre os valores de dimensio- namento medidos por Ultrassom Phased Array em função do tamanho real (medidas adotadas na fabricação das descontinuidades ou medidas por macrografia). Desta forma pode-se avaliar o erro de dimensionamento de comprimento e altura para as des- continuidades.
A Tabela 13 (na página seguinte)apresenta um resumo com as me- lhores configurações de detecção, di- mensionamento de comprimento, altura e resposta de amplitude de sinal para cada tipo de descontinuidade avaliada.
A velocidade sônica adotada influ- ência diretamente na localização e no dimensionamento das desconti- nuidades, pois sofrem alterações de- vido à microestrutura do material aus- tenítico. Um aumento de tamanho de grão resulta na redução da velocidade do som.
Quando o feixe ultrassônico se pro- paga através de uma microestrura austenítica, a direção de propagação pode não ser a mesma que a do fei- xe incidente, sendo a direção exata dependente da orientação do grão. Esta variação da trajetória do feixe causada pela anisotropia pode le- var a erros na localização e dimensiona- mento de defeitos (13).
Figura 27. Distribuição dos Dados. Amplitude apresentada pelas Descontinuidades
Figura 28. Relação de Dimensionamento Real x Medido por US PA - Comprimento
Figura 29. Relação de Dimensionamento Real x Medido por US PA - Altura
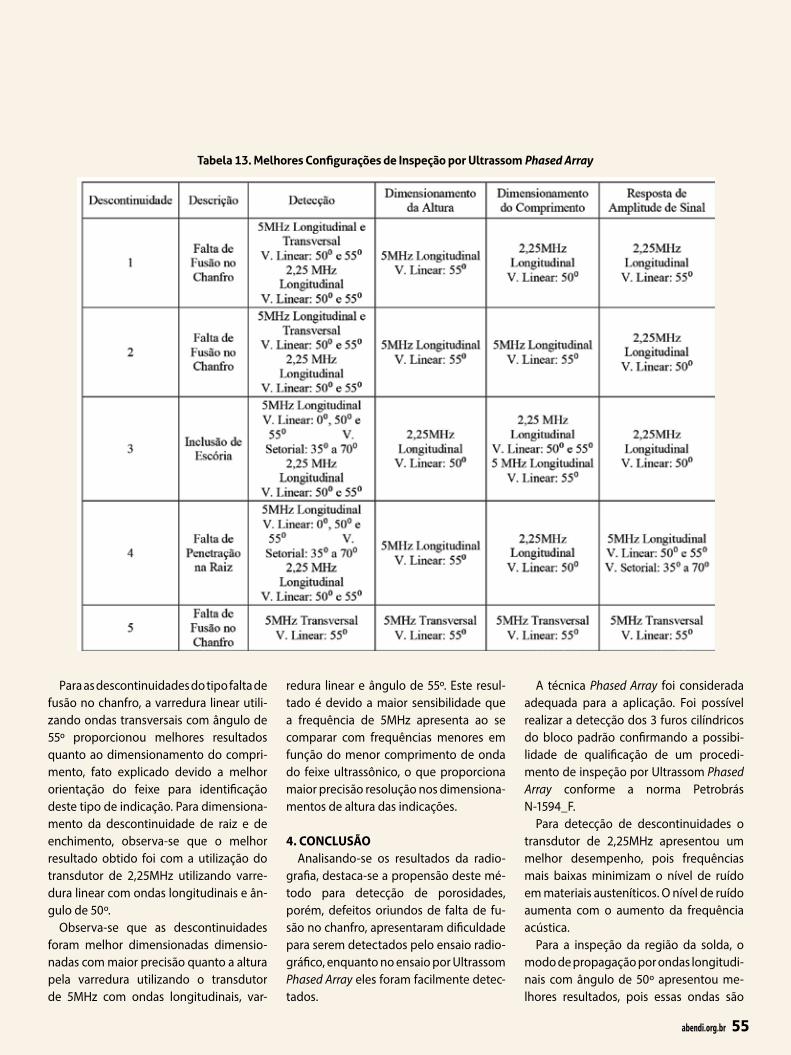
abendi.org.br 55
Para as descontinuidades do tipo falta de fusão no chanfro, a varredura linear utili- zando ondas transversais com ângulo de 55º proporcionou melhores resultados quanto ao dimensionamento do compri- mento, fato explicado devido a melhor orientação do feixe para identificação deste tipo de indicação. Para dimensiona- mento da descontinuidade de raiz e de enchimento, observa-se que o melhor resultado obtido foi com a utilização do transdutor de 2,25MHz utilizando varre- dura linear com ondas longitudinais e ân- gulo de 50º.
Observa-se que as descontinuidades foram melhor dimensionadas dimensio- nadas com maior precisão quanto a altura pela varredura utilizando o transdutor de 5MHz com ondas longitudinais, var-
redura linear e ângulo de 55º. Este resul- tado é devido a maior sensibilidade que a frequência de 5MHz apresenta ao se comparar com frequências menores em função do menor comprimento de onda do feixe ultrassônico, o que proporciona maior precisão resolução nos dimensiona- mentos de altura das indicações.
4. CONCLUSÃOAnalisando-se os resultados da radio-
grafia, destaca-se a propensão deste mé- todo para detecção de porosidades, porém, defeitos oriundos de falta de fu- são no chanfro, apresentaram dificuldade para serem detectados pelo ensaio radio- gráfico, enquanto no ensaio por Ultrassom Phased Array eles foram facilmente detec- tados.
Tabela 13. Melhores Configurações de Inspeção por Ultrassom Phased Array
A técnica Phased Array foi considerada adequada para a aplicação. Foi possível realizar a detecção dos 3 furos cilíndricos do bloco padrão confirmando a possibi- lidade de qualificação de um procedi- mento de inspeção por Ultrassom Phased Array conforme a norma Petrobrás N-1594_F.
Para detecção de descontinuidades o transdutor de 2,25MHz apresentou um melhor desempenho, pois frequências mais baixas minimizam o nível de ruído em materiais austeníticos. O nível de ruído aumenta com o aumento da frequência acústica.
Para a inspeção da região da solda, o modo de propagação por ondas longitudi- nais com ângulo de 50º apresentou me- lhores resultados, pois essas ondas são
56 Revista Abendi no 86 Agosto de 2018
C a l e n d á r i o
56 Revista Abendi no 86 Agosto de 2018
S e ç ã o T é c n i c a
menos sensíveis à microestrutura do ma- terial quando comparadas as ondas trans- versais e o ângulo de 50º proporciona me- lhor relação sinal/ruído na propagação do feixe sônico. Para identificação de des- continuidades do tipo falta de fusão no chanfro, a utilização de ondas transversais full skip proporcionam melhores resultados devido a melhor incidência conforme a orientação da descontinuidade.
Para o dimensionamento de peque- nas dimensões como a altura das descon- tinuidades, a frequência de 5MHz mos- trou-se mais eficaz em função do menor comprimento de onda do feixe ultrassôni- co, o que proporciona maior resolução.
A localização e o dimensionamento das descontinuidades inseridas não foram exa- tamente conforme as medidas reais de-vido às alterações de velocidade que a onda sônica sofre ao se propagar na micro- estrutura do material austenítico.
O revestimento austenítico não impede que um componente seja examinado, mas irá impor limitações que devem ser compre- endidas pelos profissionais de Ultrassom. A atenuação que o feixe ultrassônico sofre na passagem pelo revestimento é signifi- cativamente maior do que o que seria espe- rado para componentes não revestidos.
5. REFERÊNCIAS BIBLIOGRÁFICAS(1) KEJELIN, N. Z; BUSCHINELLI D. A; BOHÓRQUEZ, A. J; NIÑO, C. E. Soldagem Dissimilar do Aço X-60 com Inconel 625 (Dissimilar Metal Welding of X-60 Steel
with Inconel 625). [s.d.].
(2) WELDING HANDBOOK – MATERIALS AND APLICATIONS – PART 2. v.4 – 8th edition. American Welding Society. Miami, Fl. 1998. 621 p.
(3) SCHUBERT, Frank et al. A New Ultrasonic Phased Array Testing System for Dissimilar Welds. Radiation Protection, v. 7, p. 12428, 2012.
(4) SILK, M. G.; STONEHAM, A. M.; TEMPLE, J. A. G. ‘The Reliability of Non-destructive Inspection – Assessing the assessment of structures under stress’, Adam Hilger, Bristol, 1987.
(5) HUDGELL, R. J. ‘Handbook on the ultrasonic examination of austenitic clad steel components’, European Commission Joint Research Centre, 1994.
(6) NAGESWARAN, C.; TAT-HEAN GAN. Application of Phased Array Ultrasonic Inspection of Girth Welds for Clad Pipelines. Disponível em: <http://www.ndt.net/article/apcndt2013/papers/048.pdf>.
(7) THE INTERNATIONAL INSTITUTE OF WELDING. Handbook on the Ultrasonic Examination of Austenitic Clad Steel Components. Miami: The American Welding Society, 1994.
(8) CARPENTIER, C; NAGESWARAN, C; TSE, Y. Y. Evaluation of a New Approach for the
inspection of Austenitic Dissimilar Welds Using Ultrasonic Phased Array Techniques, Proc 10th ECNDT conference, Moscow, June 2010.
(9) KUPPERMAN, D. S; REIMANN, K. J; KIM, D. I. Ultrasonic characterisation and microstructure of stainless steel weld metal. In: Proc. of Symposium on Microstructural Characterisation and Reliability Strategies, Pennsylvania (United States), 1980.
(10) VAN DER ENT, J; FINDLAY, N; PORTZGEN, N; NUPEN, O; ENDAL, G; FØRLI, O. Automatic Ultrasonic Inspection Of Pipeline Girth Welds With A Corrosive Resistant Alloy (CRA) Layer. In: Asia-Pacific Conference on NDT, 12, 2006. Anais... Auckland (New Zealand), 2006.(11) GHAEMI, M. Codes for Automatic Ultrasonic Testing (AUT) of Pipeline Girth Welds. [s.d.].
(12) PLOIX, M. A; GUY, P; EL GUERJOUMA, R; MOYSAN, J; CORNELOUP, G; CHASSIGNOLE, B. Attenuation Assessment for NDT of Austenitic Stainless Steel Welds. In: European Conference on Non Destructive Testing, 9, 2006. Anais... Berlin (Alemanha), 2006.
(13) UNITED KINGDOM ATOMIC ENERGY AUTHORITY NORTHERN DIVISION. The Ultrasonic Inspection of Austenitic Materials – State of the Art Report. Oxfordshire: OECD Nuclear Energy Agency, 1985. a
abendi.org.br 57
OUTUBRO DATA REALIZAÇÃO LOCALInspeção em Faixa de Dutos 1 a 5 Abendi Abendi Inspeção de Dutos Flexíveis e Risers 4 a 6 Abend Rio de JaneiroUltrassom N3 15 a 26 Abendi Abendi NOVO - Condições de Monitoramento ISO 18436 22 Abendi Abendi NOVO - Inspeção Visual e Eletromagnética de Cabos de Aço 22 Abendi Abendi NOVO - Inspeção de Soldas em Aço Inoxidável Austenítico por Ultrassom 23 e 24 Abendi Abendi
UNIDADE BAHIA SETEMBRO DATALíquido Penetrante N2 10 a 29Ensaio Visual N2 21/9 a 9/11Ultrassom Medição de Espessura 24/9 a 3/10
SETEMBRO DATA REALIZAÇÃO LOCALEnsaios Radiográficos N3 10 a 19 Abendi Abendi Líquido Penetrante N3 10 a 14 Abendi Abendi Ultrassom em Solda a Ponto 17 a 25 Abendi Abendi Soldagem para Engenheiros e Inspetores de Equipamentos - Noturno 17 a 21 Abendi Abendi NOVO - Análise de Falhas direcionado para END 18 Abendi Abendi END e Inspeção no Setor Metroferroviário 24 a 26 Abendi Abendi Inspeção de Dutos Terrestres, Ensaios e Testes 24 a 28 Abendi Abendi
C a l e n d á r i o
UNIDADE SANTOS SETEMBRO DATALíquido Penetrante N2 10 a 29
OUTUBRO DATAUltrassom Medição de Espessura 15 a 24
UNIDADE SÃO PAULO SETEMBRO DATAUltrassom Medição de Espessura 3 a 10Ultrassom N1 Chapa Laminada 3 a 13Ultrassom N2 3 a 24Inspetor de Teste de Estanqueidade 10 a 14Partículas Magnéticas N2 10 a 21Radioproteção para Operadores de Radiografia Industrial i 10 a 21Ultrassom Phased Array N2 10 a 25Líquido Penetrante N2 10 a 29Controle Dimensional N2 - Caldeiraria e Tubulação 10/9 a 20/10Partículas Magnéticas N2 15/9 a 17/11Líquido Penetrante N2 15/9 a 17/11Detecção de Vazamentos N2 25 a 28

58 Revista Abendi no 86 Agosto de 2018
C a l e n d á r i o
UNIDADE TAUBATÉ SETEMBRO DATALíquido Penetrante N2 10 a 29Ultrassom Medição de Espessura 24/9 a 3/10 OUTUBRO DATAinspetor de teste de estanqueidade 15 a 24
OUTUBRO DATAUltrassom Medição de Espessura 01 a 10Ultrassom N1 Chapa Laminada 01 a 17Ultrassom N2 01 a 31Líquido Penetrante N2 08 a 22Partículas Magnéticas N2 08 a 27Ensaio Visual N2 15 a 30Partículas Magnéticas N2 20/10/2018 a 2/3/2019Detecção de Vazamentos N2 23 a 26Detecção de Vazamentos N1 24 a 26