controle de qualidade de um processo de produÇÃo de … · controle de qualidade de um ... dos...
TRANSCRIPT
CONTROLE DE QUALIDADE DE UM
PROCESSO DE PRODUÇÃO DE ITENS
DE SEGURANÇA DE CARROS
Raphael Henrique Teixeira da Silva (UFSJ )
Daniela Carine Ramires de Oliveira (UFSJ )
A qualidade pode ser entendida como um produto ou serviço acabado
que atende perfeitamente o consumidor de forma efetiva, acessível,
eficaz e no tempo adequado. As técnicas de controle da qualidade
contribuem para tomada de decisão que visaam à melhoria contínua
dos processos e de seus respectivos resultados. É necessário o controle
de como a produção está sendo realizada, de forma com que sejam
avaliadas todas as características que influenciam o produto fabricado
para a obtenção da qualidade. Os processos de produção na sua
maioria exigem que múltiplas características estejam de acordo com
determinadas especificações. Em geral, é utilizado o monitoramento
individual de cada característica. No entanto, esse procedimento pode
ser deficiente pelo fato de se ignorar as correlações entre as
características de interesse. Para suprir tal deficiência, existe uma
tendência mais moderna de se usar os métodos multivariados. Uma
alternativa é usar os gráficos de controle de qualidade baseados na
estatística T2 de Hotelling. Logo, apresentamos nesse trabalho, a
teoria e a implementação computacional em dois softwares estatísticos
desse gráfico multivariado no controle da qualidade de itens de
segurança. Além disso, apresentamos as diferenças nos softwares e os
cuidados na geração e na análise dos resultados.
Palavras-chaves: gráfico da amplitude, gráfico da média, gráfico T² de
Hotelling, software Minitab, software R.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
2
1. Introdução
A qualidade atualmente está crescendo cada vez mais, uma vez que serve como tática das
empresas para se sustentarem diante da competitividade. É de grande auxílio para a obtensão
de lucros e controle do processo dos produtos, pois garante uma mercadoria com alto índice
de aprovação e alta confiabilidade dos consumidores com a empresa. De acordo com Tavares
(2003), o Controle Estatístico de Processos (CEP) é empregado em muitas indústrias, pois há
uma necessidade de agilizar os processos e obter informações cada vez mais rápidas. Então,
os gráficos de controle multivariados ganham destaque por serem mais eficazes afinal,
conseguem monitorar mais de uma característica de qualidade de forma simultânea. Um dos
gráficos multivariados é o T² de Hotelling que será apresentado neste trabalho.
A motivação para estudar esse tema é que o CEP é um dos métodos mais eficazes em uma
indústria, tendo como intuito a busca da perfeição e o menor risco de erros. Isso acarreta
melhor desenvolvimento da estratégia de produção da empresa, pois há uma melhoria
contínua do desempenho e da qualidade dos produtos. Para tanto, um dos métodos mais
eficazes para o monitoramento e o controle do processo produtivo multivariado é o gráfico T²
de Hotelling. Alencar et al. (2007) apresenta o desempenho do processo de compressão de
comprimidos de captopril 25mg fabricado pelo LAFEPE
por meio do gráfico T² de
Hotelling. Foi aplicado por Follador (2010) o T² de Hotelling para verificar nove variáveis de
qualidade da água do rio Mandurim. Costa e Machado (2008) e Ferreira (2010) apresentaram
diferentes abordagens na determinação dos limites de controle do gráfico T² de Hotelling no
caso de amostragem dupla. Oyeyemi (2011) apresenta o gráfico T² de Hotelling para o
controle do processo de produção de um detergente, considerando quatro características.
Souza e Rigão (2005) tiveram como objetivo principal mostrar, por meio de um exemplo, um
procedimento de identificação de variáveis responsáveis pela instabilidade do processo. O
comportamento das mesmas foi analisado, inicialmente, por meio do gráfico de controle T² de
Hotelling, para a verificação da estabilidade do processo. Rojas et al. (2011) utilizaram o T²
de Hotelling para avaliar a diferenciação morfométrica entre duas espécies que são parasitas
de um rebanho de cabras. O T² de Hotteling foi aplicado por Singh e Kumar (2011) para
comparar a qualidade da água de duas estações de monitorização utilizando quatro

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
3
características e em comparação com o student’s t-test observou que o teste T² de Hotelling
teve maior poder para pequeno número de observações amostrais. Gorayeb (2010) apresentou
uma ferramenta computacional para geração de um Gráfico de Controle Multivariado de T² de
Hotelling. Melo (2008) teve como objetivo decompor a estatística do gráfico de controle
multivariado T² de Hotelling para monitoramento e avaliação do controle de processos
internos de agências bancárias, a fim de identificar variáveis que possam estar influenciando
na qualidade destes, levando em consideração quatro variáveis.
Logo, o objetivo deste trabalho é apresentar a teoria e a implementação computacional nos
softwares Minitab
versão 14 e R versão 2.15.1 desse gráfico multivariado no controle da
qualidade de itens de segurança na produção de automóveis.
Este trabalho está organizado em 5 capítulos. O Capítulo 2 contém o referencial teórico, em
que se apresentam os detalhes metodológicos do Gráfico T² de Hotelling. O Capítulo 3 traz
uma descrição da implementação computacional do Gráfico T² de Hotelling nos softwares
estatísticos citados anteriormente. O Capítulo 4 apresenta a aplicação a dados reais. No quinto
e último capítulo finaliza-se este artigo com as considerações finais.
2. Gráfico T² de Hotelling
Esse capítulo foi baseado no livro de Montgomery (2009) com a adição de detalhes matriciais.
Dentre os gráficos multivariados existentes, o gráfico de controle multivariado (GCM)
baseado na estatística T2 de Hotelling é o mais conhecido na literatura, e sua aplicabilidade é
mais recomendada para processos que apresentam várias características de qualidade. Tais
características são fortemente correlacionadas e precisam ser monitoradas conjuntamente.
Além disso, o gráfico de controle multivariado baseado nessa estatística apresenta mais
sensibilidade do que os gráficos univariados, permitindo ao operador detectar mais
rapidamente os possíveis problemas existentes no processo e com isso corrigi-los com mais
agilidade.
Esse gráfico foi desenvolvido por Hotelling (1947), o pioneiro na pesquisa sobre os gráficos
de controle multivariados. Ele utilizou a abordagem multivariada de controle em dados
contendo informações sobre localizações de bombardeios na Segunda Guerra Mundial. O
desenvolvimento teórico proposto por Hotelling é descrito a seguir.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
4
Em geral, ao estudarmos um processo, o vetor de médias µ e a matriz de covariância das
variáveis envolvidas são desconhecidos. Na prática µ e são estimados por meio de amostras
preliminares recolhidas do processo, quando este está sob controle estatístico.
Os dados no caso multivariado, possuem distribuição normal multivariada (mais detalhes
sobre essa distribuição ver Montgomery (2009, p. 497)) e são organizados matricialmente da
seguinte maneira:
npkk2nk1n
pk2k22k21
pk1k12k11
2np22n12n
2p2222212
2p1122112
1np21n11n
1p2221211
1p1121111
XXX
XXX
XXX
XXX
XXX
XXX
;
XXX
XXX
XXX
21
, (1)
em que Xijk é a i-ésima observação, da j-ésima característica de qualidade no k-ésimo instante
em que foi retirado a amostra, com i = 1, 2, ..., n, j = 1, 2, ..., p e k = 1, 2, ..., m. Note que
todas as colunas de cada uma dessas matrizes necessariamente terão que possuir a mesma
quantidade de linhas, para que seja possível fazer operações com essas matrizes (n linhas), ou
seja, deverá ser coletado o mesmo número de observações para cada variável (ou
característica de qualidade) a cada instante k, para que seja possível analisá-las
conjuntamente.
A estatística T2 de Hotelling é definida da seguinte maneira:
)()( 12 XXSXXnT , (2)
em que X é a estimativa do vetor de médias de dimensão px1 e S é a estimativa da matriz de
covariâncias do processo com dimensão pxp.
O vetor X é obtido da seguinte forma:
1
1
1
1
1
1
1
pxp
m
k
jk
m
k
k
X
X
Xm
Xm
X
, (3)
em que,

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
5
n
i
ijkjk Xn
X1
1, j = 1, 2,..., p e k = 1, 2,..., m (4)
O cálculo da expressão (4) é realizado por meio da média de cada coluna das matrizes
apresentadas em (1); em seguida, a expressão (3) é obtida da seguinte forma: a primeira linha
é a média das primeiras colunas das k matrizes em (1), a segunda linha é a média das
segundas colunas das k matrizes em (1) e assim por diante, até chegar a p-ésima linha de (3).
Já a estimativa de S é obtida por:
pxpp
p
p
m
k
kpp
m
k
kp
m
k
kp
m
k
kp
m
k
k
m
k
k
m
k
kp
m
k
k
m
k
k
S
SS
SSS
Sm
Sm
Sm
Sm
Sm
Sm
Sm
Sm
Sm
S
2
2
2
2
112
2
1
11
2
1
)1(
1
2
1
)22(
1
21
1
1
1
12
1
11
111
111
111
(5)
A covariância entre as características da qualidade j e h na k.ª amostras é dada por:
n
i
hkihkjkijkjhk XXXXn
S11
1, k = 1, 2,..., m e j ≠ h (6)
A expressão da estatística T2 em (2) é utilizada como base para o gráfico de controle
multivariado (Lowry e Montgomery, 1995). Segundo Montgomery (2009), há duas fases
distintas no uso de um gráfico de controle. A fase 1 é o uso dos gráficos para o
estabelecimento do controle, ou seja, testar se o processo estava, ou não, sob controle quando
os m subgrupos preliminares foram extraídas e as estatísticas amostrais X e S, calculadas. O
objetivo na fase 1, é a obtenção de um conjunto de observações sob controle, de modo que os
limites de controle possam ser estabelecidos para a fase 2, que é o monitoramento da
produção futura. Isto é, às vezes, chamado análise retrospectiva.
Os limites de controle para o gráfico de controle T² na fase 1 são dados por:
1,,1
)1)(1(
pmmnpF
pmmn
nmpLSC
e LIC = 0, (7)
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
6
Na segunda fase de controle, os novos limites são estabelecidos apenas para monitorar as
observações futuras, utilizando os limites de controle mostrados na equação (8).
1,,1
)1)(1(
pmmnpF
pmmn
nmpLSC ,
e LIC = 0, (8)
Para ilustrar a operacionalização do GCM, considere o conjunto de dados (ver Tabela A.1)
que são provenientes de um arquivo de dados disponível no Minitab 14®, denominado
Hospital.MTW. Esse arquivo refere-se a um estudo em um hospital visando estudar a
satisfação dos pacientes no mês de janeiro. Foram coletados de forma casual, cinco pacientes
por dia e esses preencheram um pequeno questionário sobre sua permanência no hospital.
Sabe-se que satisfação e o tempo de permanência no hospital são correlacionados. Logo, foi
utilizado o gráfico de controle multivariado baseado na estatística T2 de Hotelling, para
avaliar simultaneamente as seguintes características de qualidade: satisfação (em escala de 1-
7) e tempo de permanência no hospital (em dias).
Se essas variáveis forem analisadas individualmente com a construção das cartas de controle
de Shewhart (X-bar e R), o resultado terá conclusões equivocadas de que as duas variáveis
estão sob controle (ver as Figuras 1 e 2).
Figura 1 - Cartas de controle para a variável satisfação

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
7
Sample
Sa
mp
le M
ea
n
30272421181512963
6
4
2
__X=4,973
UC L=6,873
LC L=3,074
Sample
Sa
mp
le R
an
ge
30272421181512963
8
6
4
2
0
_R=3,293
UC L=6,964
LC L=0
1
Xbar-R Chart of Satisfacao
Fonte: Criado pelo Minitab 14®
Figura 2 - Cartas de controle para o tempo de permanência no
hospital
Sample
Sa
mp
le M
ea
n
30272421181512963
6
5
4
3
2
__X=3,507
UC L=5,506
LC L=1,507
Sample
Sa
mp
le R
an
ge
30272421181512963
8
6
4
2
0
_R=3,467
UC L=7,330
LC L=0
Xbar-R Chart of Tempo
Fonte: Criado pelo Minitab 14®
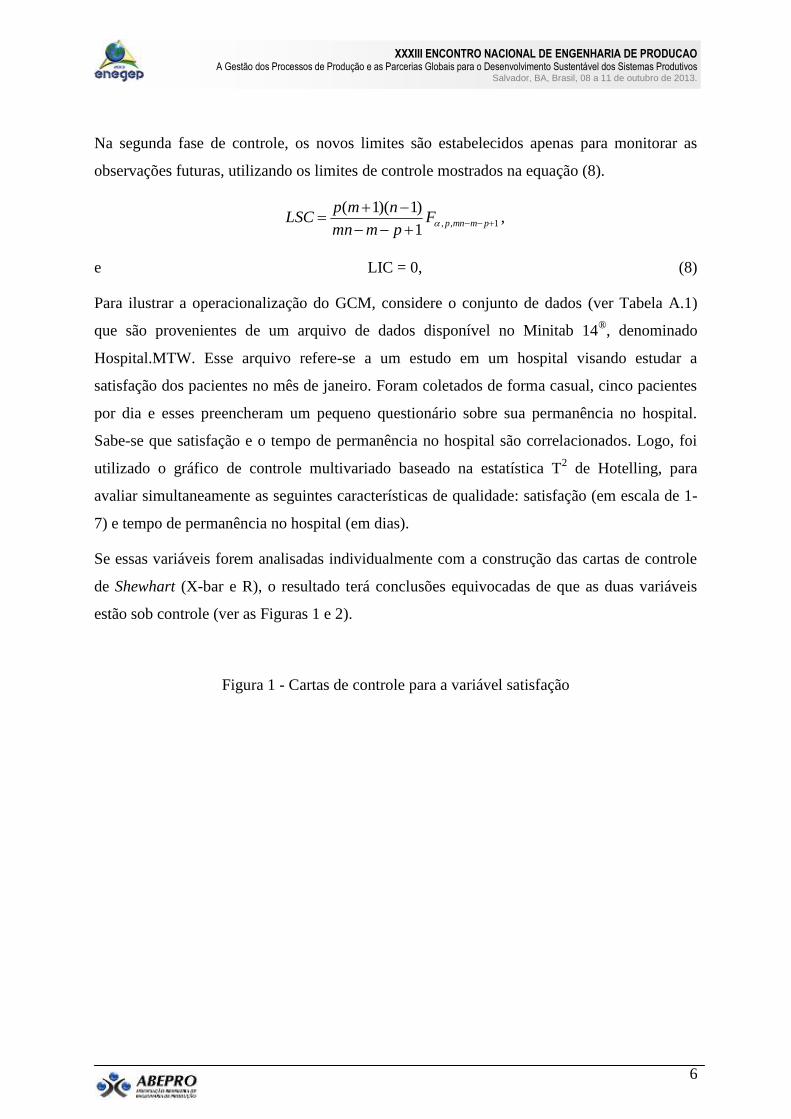
Utilizando o GCM T² de Hotelling pode ser observado outro resultado para o mesmo banco
de dados (ver Figura 3), isto é, houveram dois pontos que se destacaram.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
8
Figura 3 - GCM T2 de Hotelling
Sample
Tsqu
ared
30272421181512963
20
15
10
5
0
Median=1,36
UCL=13,62
LCL=0,00
Tsquared Chart of Satisfacao; Tempo
Fonte: Criado pelo Minitab 14®
3. Implementação computacional
Neste capítulo, serão apresentadas as rotinas dos softwares estatísticos: Minitab
versão 14 e
R versão 2.15.1, utilizando os dados do hospital (ver Tabela A.1). Cabe ressaltar que o
software Minitab
é uma versão release disponibilizada em um congresso de estatística para
divulgação acadêmica. Já o software R é um software livre, de código aberto, possui interface
com linguagens interpretadas e/ou compiladas e está disponível para diversos sistemas
operacionais.
3.1. Software Minitab
versão 14
Para realizar o T² de Hotelling no Minitab
foram adicionados todos os dados nas respectivas
colunas de acordo com a data em que foram coletados. Depois, foram selecionadas as opções:
“Stat” “Control Charts” “Multivariate Charts” “Tsquared” respeitando essa ordem.
Após clicar em “Tsquare”, na opção “Variables” coloca-se as duas características a serem
analisadas e na opção “Subgroup sizes” a data. Em seguida, no link “Tsquared Options” deve-
se definir um grau de confiança, neste caso foi adotado 95%. Para definir o grau de confiança
foi feito os seguintes passos: “Tsquared Options” “Confidence Limits” “Display
confidence limits at” 0,95. Depois de definido o grau de confiança foi selecionado “OK”.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
9
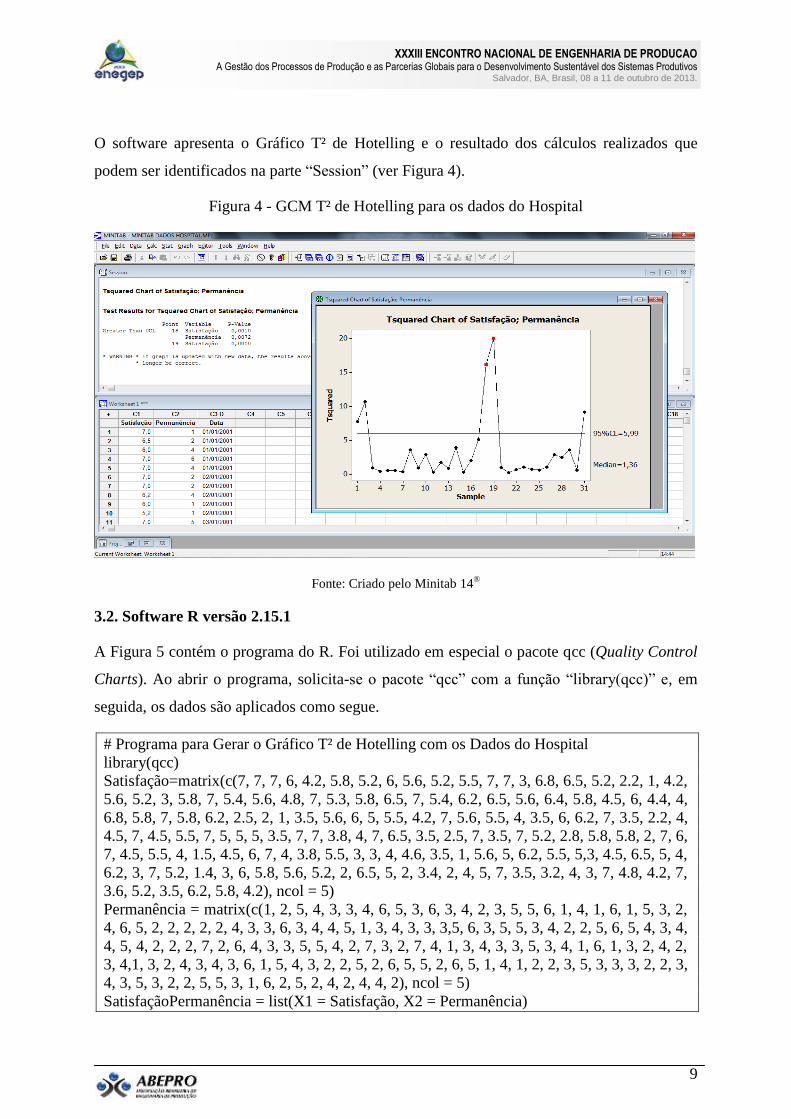
O software apresenta o Gráfico T² de Hotelling e o resultado dos cálculos realizados que
podem ser identificados na parte “Session” (ver Figura 4).
Figura 4 - GCM T² de Hotelling para os dados do Hospital
Fonte: Criado pelo Minitab 14®
3.2. Software R versão 2.15.1
A Figura 5 contém o programa do R. Foi utilizado em especial o pacote qcc (Quality Control
Charts). Ao abrir o programa, solicita-se o pacote “qcc” com a função “library(qcc)” e, em
seguida, os dados são aplicados como segue.
# Programa para Gerar o Gráfico T² de Hotelling com os Dados do Hospital
library(qcc)
Satisfação=matrix(c(7, 7, 7, 6, 4.2, 5.8, 5.2, 6, 5.6, 5.2, 5.5, 7, 7, 3, 6.8, 6.5, 5.2, 2.2, 1, 4.2,
5.6, 5.2, 3, 5.8, 7, 5.4, 5.6, 4.8, 7, 5.3, 5.8, 6.5, 7, 5.4, 6.2, 6.5, 5.6, 6.4, 5.8, 4.5, 6, 4.4, 4,
6.8, 5.8, 7, 5.8, 6.2, 2.5, 2, 1, 3.5, 5.6, 6, 5, 5.5, 4.2, 7, 5.6, 5.5, 4, 3.5, 6, 6.2, 7, 3.5, 2.2, 4,
4.5, 7, 4.5, 5.5, 7, 5, 5, 5, 3.5, 7, 7, 3.8, 4, 7, 6.5, 3.5, 2.5, 7, 3.5, 7, 5.2, 2.8, 5.8, 5.8, 2, 7, 6,
7, 4.5, 5.5, 4, 1.5, 4.5, 6, 7, 4, 3.8, 5.5, 3, 3, 4, 4.6, 3.5, 1, 5.6, 5, 6.2, 5.5, 5,3, 4.5, 6.5, 5, 4,
6.2, 3, 7, 5.2, 1.4, 3, 6, 5.8, 5.6, 5.2, 2, 6.5, 5, 2, 3.4, 2, 4, 5, 7, 3.5, 3.2, 4, 3, 7, 4.8, 4.2, 7,
3.6, 5.2, 3.5, 6.2, 5.8, 4.2), ncol = 5)
Permanência = matrix(c(1, 2, 5, 4, 3, 3, 4, 6, 5, 3, 6, 3, 4, 2, 3, 5, 5, 6, 1, 4, 1, 6, 1, 5, 3, 2,
4, 6, 5, 2, 2, 2, 2, 2, 4, 3, 3, 6, 3, 4, 4, 5, 1, 3, 4, 3, 3, 3,5, 6, 3, 5, 5, 3, 4, 2, 2, 5, 6, 5, 4, 3, 4,
4, 5, 4, 2, 2, 2, 7, 2, 6, 4, 3, 3, 5, 5, 4, 2, 7, 3, 2, 7, 4, 1, 3, 4, 3, 3, 5, 3, 4, 1, 6, 1, 3, 2, 4, 2,
3, 4,1, 3, 2, 4, 3, 4, 3, 6, 1, 5, 4, 3, 2, 2, 5, 2, 6, 5, 5, 2, 6, 5, 1, 4, 1, 2, 2, 3, 5, 3, 3, 3, 2, 2, 3,
4, 3, 5, 3, 2, 2, 5, 5, 3, 1, 6, 2, 5, 2, 4, 2, 4, 4, 2), ncol = 5)
SatisfaçãoPermanência = list(X1 = Satisfação, X2 = Permanência)

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
10
q = mqcc(SatisfaçãoPermanência, type = "T2", confidence.level = 0.95)
Ao apertar “enter” o gráfico T2 de Hotelling é gerado.
Figura 5 - GCM T² de Hotelling para os dados do Hospital
Fonte: Criado pelo R versão 2.15.1
Note que o R sinaliza em vermelho os pontos que ultrapassam o limite superior de controle. O
Minitab
sinaliza apenas os pontos que saem do limite superior de controle calculado com
grau de confiança igual a 99,865%.
4. Aplicação a dados reais
Neste capítulo foi utilizado o software R 2.15.1 para o controle de qualidade de dados
coletados e adaptados de medidas de têmpera e revenimento de uma empresa que trabalha
com produtos de segurança automotiva (ver Tabela A.2). Ambos são tratamentos térmicos
realizados nos aços das peças dos itens de segurança.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
11
A seguir foi verificado novamente conclusões diferentes com o uso de gráficos univariados e
o GCM T² de Hotelling, isto é, o processo está sob controle com os gráficos univariados e
com o GCM o processo não está (ver Figuras 6, 7, 8, 9 e 10).
#Programa para Gerar os Gráficos Univariad os e o T² de Hotelling
library(qcc)
Têmpera=matrix(c(55,56,58,55,55,60,55,60,60,58,59,60,57,55,60,59,57,55,58,55,55,60,55,
56,60,60,55,56,59,57,57,56,57,58,60,57,55,56,55,56,58,57,60,55,56,59,59,56,57,56,56,59,
57,55,59,56,55,55,57,55,57,60,56,60,56,60,57,60,60,60,56,55,60,58,55,57,56,60,55,56,55,
59,55,56,58,56,57,55,59,55,57,60,56,55,55,59,58,57,58,58,60,57,55,59,59,57,56,60,60,55,
56,60,55,55,57,59,56,59,56,55), ncol = 4)
Revenimento=matrix(c(52,55,50,51,53,51,55,51,50,55,50,52,54,50,54,51,53,51,54,51,50,5
5,51,52,50,50,54,53,52,53,55,55,53,55,52,51,53,51,53,55,53,55,55,51,55,53,55,50,53,50,5
2,54,50,55,50,55,55,50,53,51,52,50,51,51,53,55,53,53,54,54,53,50,50,53,54,53,53,55,54,5
0,51,54,51,50,50,53,54,52,52,54,53,50,50,50,52,54,50,54,51,53,55,54,52,53,55,51,52,54,5
3,51,50,55,50,54,51,54,53,50,51,54), ncol = 4)
#Para os gráficos univariados
qcc(Têmpera, type="R")
qcc(Revenimento, type="R")
qcc(Têmpera, type="xbar")
qcc(Revenimento, type="xbar")
#Para o gráfico T² de Hotelling
TêmperaRevenimento = list(Têmpera = Têmpera, Revenimento = Revenimento)
q = mqcc(TêmperaRevenimento, type = "T2")
Figura 6 - Gráfico R para Têmpera
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
12
Fonte: Criado pelo R versão 2.15.1
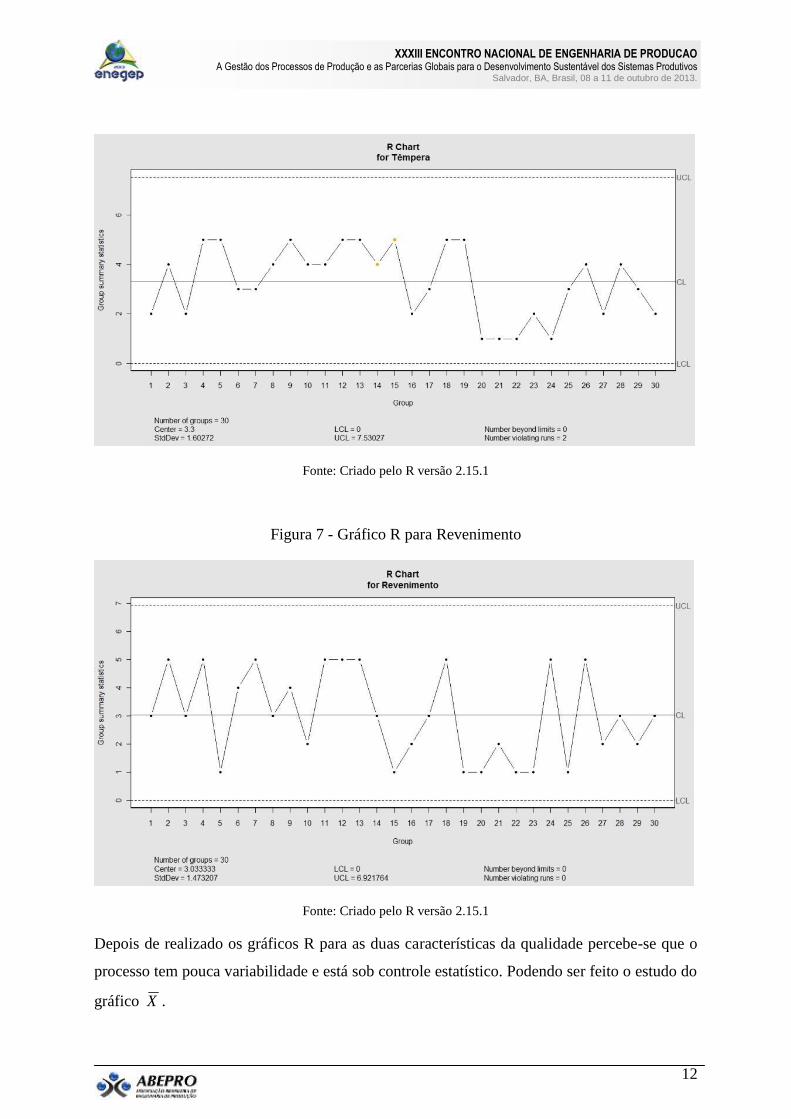
Figura 7 - Gráfico R para Revenimento
Fonte: Criado pelo R versão 2.15.1
Depois de realizado os gráficos R para as duas características da qualidade percebe-se que o
processo tem pouca variabilidade e está sob controle estatístico. Podendo ser feito o estudo do
gráfico X .

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
13
Figura 8 - Gráfico X-bar para Têmpera
Fonte: Criado pelo R versão 2.15.1
Figura 9 - Gráfico X-bar para Revenimento
Fonte: Criado pelo R versão 2.15.1
A seguir o GCM T² de Hotelling para os dados de itens de segurança.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
14
Figura 10 - GCM T² de Hotelling para Têmpera e Revenimento
Fonte: Criado pelo R versão 2.15.1
Observando a Figura 10, pode-se notar que o gráfico T² de Hotelling tem maior poder de
detecção de sinais fora de controle do que as cartas de Shewhart.
5. Considerações finais
Ao utilizar o software R deve-se tomar cuidado, pois qualquer erro na digitação fará com que
o R não aceite os dados. Caso contrário, os cálculos e os gráficos são apresentados em
segundos.
O Minitab
versão 14 tem uma interface didática. O menu é amigável e organizado para
corresponder aos principais livros texto. É um software mais simples, no qual se encontra
erros de digitação com maior facilidade, porém não é gratuito.
Os dois softwares funcionam em excelência, neste trabalho foi utilizado os gráficos
univariados e o GCM T² de Hotelling. Algumas diferenças foram encontradas entre os dois
programas com relação ao limite superior de controle dos gráficos, em que ambos utilizam
defaults diferentes para o grau de confiança. O R utiliza a seguinte fórmula como padrão: (1 –
0,0027)^p. Ao utilizar os dados do hospital nos softwares Minitab
e R foi verificado que,

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
15
para essa situação em que p = 2, cada software utiliza um grau de confiança. O R utilizou
99,460% e o Minitab
99,865%, gerando conclusões distintas entre os softwares. Quando o
grau de confiança é fixado em ambos os softwares, os mesmos chegam ao mesmo resultado.
Referências
ALENCAR, J. R. B.; LOPES, C. E.; SOUZA Jr, M. B. Controle Estatístico de Processo Multivariado: aplicação
ao monitoramento da produção de comprimidos de captopril. Revista Brasileira de Farmacologia, v. 88, n. 4,
p. 200-205, 2007.
COSTA, A. F. B.; MACHADO, M. A. G.; Bivariate control charts with double sampling. Journal of Quality
Technology, v. 35, n. 7, p. 809-822, 2008.
FERREIRA, G. U. A. Estudo de testes Estatísticos para o Vetor de Médias em Controle de Processos
Multivariados sob Amostragem Dupla. 2010. 134f. Dissertação (Mestrado em Estatística) – Instituto de
Ciências Exatas, Universidade Federal de Minas Gerais, Belo Horizonte, 2010.
FOLLADOR, F. A. C. Controle Estatístico de Processo Aplicado À Qualidade de Águas Superficiais. 2010.
132f. Tese (Doutorado em Engenharia Agrícola) – Centro de Ciências Exatas e Tecnológicas, Universidade
Estadual do Oeste do Paraná, Cascavel, 2010.
GORAYBE S. R. Ferramenta Computacional para Geração do Gráfico de Controle Multivariado de T² de
Hotelling. 2010. 54 f. Dissertação (Mestrado em Estatística) - Instituto de Ciências Exatas e Naturais,
Universidade Federal do Pará, Belém. 2010.
MELO, G. M. Decomposição da Estatística Teste do Gráfico de Controle Multivariado T² de Hotelling
para Monitoramento e Avaliação do Controle de Processos de Agências Bancárias. 2008. 90 f. Dissertação
(Mestrado em Estatística) – Instituto de Ciências Exatas e Naturais, Universidade Federal do Pará, Belém. 2008.
MONTGOMERY, D. C. Introduction to Statistical Quality Control. 6 ed. United State of America: John
Wiley & Sons, Inc., 2009, 734p.
OYEYEMI, G. M. Principal Component Chart For Multivariate Statistical Process Control. The Online Journal
of Science and Technology, Turkey, v.1, n. 2, p.22 – 31, April 2011.
R Development Core Team. R: A language and environment for statistical computing. Vienna: R Foundation for
Statistical Computing, 2012. Disponível em:<http://www.r-project.org>. Acesso em: 15 April 2012.
ROJAS N.; La O M.; ARECE J.; CARRION M.; PEREZ K.; MARTIN C. S.; VALERIANO P.; RAMIREZ W.
Identificación y caracterización de especies de Haemonchus en caprinos del valle del Cauto en Granma.
Revista Electrónica de Veterinaria, v. 13, n. 1, 2011.
SINGH Y.; KUMAR M. Application of Statistical Methods to Analyze Groundwater Quality. Journal of Earth
Sciences and Geotechnical Engineering, v. 1, n. 1, p. 1-7, 2011.
SOFTWARE Minitab. Disponível em:<http://www.minitab.com>. Acesso em: 15 April 2012.
SOUZA A. M.; RIGÃO M. H. Identificação de variáveis fora de controle em processos produtivos
multivariados. Revista Produção, v. 15, n. 1, p. 074-086, 2005.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
16
Anexos
Tabela A.1 - Conjunto de dados do hospital
Data Sat.* Perm.** Data Sat. Perm. Data Sat. Perm. Data Sat. Perm.
01/01/01 7 1 08/01/01 5,2 3 16/01/01 4 6 24/01/01 7 3
01/01/01 6,5 2 09/01/01 5,6 5 16/01/01 5 3 24/01/01 5 2
01/01/01 6 4 09/01/01 4,5 4 17/01/01 5,2 5 24/01/01 4,2 2
01/01/01 7 6 09/01/01 4,5 2 17/01/01 6,2 3 25/01/01 7 3
01/01/01 7 4 09/01/01 6 1 17/01/01 7 2 25/01/01 5,5 2
02/01/01 7 2 09/01/01 2 3 17/01/01 4,6 1 25/01/01 3,5 4
02/01/01 7 2 10/01/01 5,2 3 17/01/01 7 2 25/01/01 3 6
02/01/01 6,2 4 10/01/01 6 4 18/01/01 2,2 6 25/01/01 7 5
02/01/01 6 1 10/01/01 5,5 6 18/01/01 2,5 5 26/01/01 5,4 2
02/01/01 5,2 1 10/01/01 7 3 18/01/01 3,8 7 26/01/01 4,2 2
03/01/01 7 5 10/01/01 6,5 2 18/01/01 3,5 5 26/01/01 7 3
03/01/01 5,4 2 11/01/01 5,5 6 18/01/01 3,5 2 26/01/01 4,5 5
03/01/01 7 5 11/01/01 4,4 5 19/01/01 1 1 26/01/01 3,6 2
03/01/01 7 3 11/01/01 7 4 19/01/01 2 6 27/01/01 5,6 4
03/01/01 1,4 2 11/01/01 4 2 19/01/01 4 3 27/01/01 7 5
04/01/01 6 4 11/01/01 5 2 19/01/01 1 4 27/01/01 5,2 3
04/01/01 6,2 4 12/01/01 7 3 19/01/01 3,2 5 27/01/01 6,5 5
04/01/01 3,5 4 12/01/01 4 1 20/01/01 4,2 4 27/01/01 5,2 4
04/01/01 4,5 2 12/01/01 5 3 20/01/01 1 3 28/01/01 4,8 6
04/01/01 3 2 12/01/01 3,8 4 20/01/01 7 2 28/01/01 5,6 6
05/01/01 4,2 3 12/01/01 2 3 20/01/01 5,6 3 28/01/01 2,8 5
05/01/01 6,5 3 13/01/01 7 4 20/01/01 4 5 28/01/01 5 2
05/01/01 2,2 2 13/01/01 6,8 3 21/01/01 5,6 1 28/01/01 3,5 2
05/01/01 5,5 4 13/01/01 5 3 21/01/01 3,5 5 29/01/01 7 5
05/01/01 6 3 13/01/01 5,5 3 21/01/01 6,5 7 29/01/01 5,5 5
06/01/01 5,8 3 13/01/01 3,4 4 21/01/01 5 2 29/01/01 5,8 3
06/01/01 5,6 3 14/01/01 3 2 21/01/01 3 3 29/01/01 4 6
06/01/01 4 2 14/01/01 5,8 4 22/01/01 5,2 6 29/01/01 6,2 4
06/01/01 4 2 14/01/01 5 5 22/01/01 5,6 5 30/01/01 5,3 2
06/01/01 5,8 5 14/01/01 3 4 22/01/01 3,5 4 30/01/01 4 4
07/01/01 5,2 4 14/01/01 2 3 22/01/01 6,2 2 30/01/01 5,8 4
07/01/01 6,4 6 15/01/01 6,8 3 22/01/01 7 1 30/01/01 6,2 5
07/01/01 4,5 2 15/01/01 7 3 23/01/01 3 1 30/01/01 5,8 4
07/01/01 1,5 3 15/01/01 3,5 5 23/01/01 6 3 31/01/01 5,8 2
07/01/01 5,6 3 15/01/01 3 3 23/01/01 2,5 1 31/01/01 3,5 3
08/01/01 6 6 15/01/01 4 5 23/01/01 5,5 5 31/01/01 2 1
08/01/01 5,8 3 16/01/01 6,5 5 23/01/01 4,8 6 31/01/01 3 1
08/01/01 7 7 16/01/01 5,8 3 24/01/01 5,8 5 31/01/01 4,2 2
08/01/01 4,5 4 16/01/01 7 4 24/01/01 5 4
*Sat.: Satisfação (escala de 1-7) **Perm.: Tempo de permanência no hospital (em dias)
Fonte: Banco de dados disponível no Minitab 14®, denominado Hospital.MTW

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
17
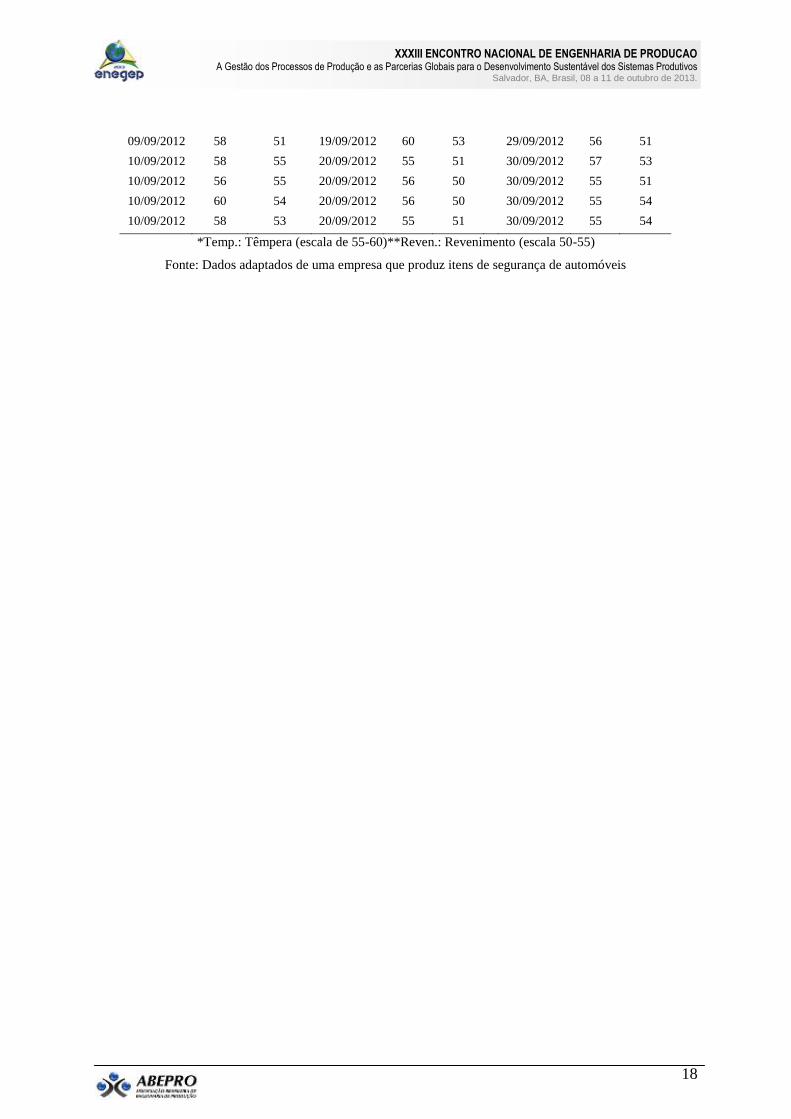
Tabela A.2 - Dados adaptados de uma empresa que produz itens de segurança de automóveis.
Data Temp.* Reven.** Data Temp. Reven. Data Temp. Reven.
01/09/2012 55 52 11/09/2012 59 50 21/09/2012 55 50
01/09/2012 57 55 11/09/2012 58 53 21/09/2012 56 52
01/09/2012 57 52 11/09/2012 56 53 21/09/2012 55 51
01/09/2012 57 53 11/09/2012 60 55 21/09/2012 56 50
02/09/2012 56 55 12/09/2012 60 52 22/09/2012 60 55
02/09/2012 56 55 12/09/2012 57 55 22/09/2012 59 54
02/09/2012 60 50 12/09/2012 55 50 22/09/2012 59 54
02/09/2012 60 50 12/09/2012 57 54 22/09/2012 60 55
03/09/2012 58 50 13/09/2012 57 54 23/09/2012 55 51
03/09/2012 57 53 13/09/2012 60 55 23/09/2012 57 50
03/09/2012 56 51 13/09/2012 60 50 23/09/2012 55 51
03/09/2012 56 50 13/09/2012 55 52 23/09/2012 55 50
04/09/2012 55 51 14/09/2012 55 50 24/09/2012 56 52
04/09/2012 58 55 14/09/2012 55 51 24/09/2012 55 55
04/09/2012 60 51 14/09/2012 58 53 24/09/2012 56 50
04/09/2012 55 50 14/09/2012 59 53 24/09/2012 55 54
05/09/2012 55 53 15/09/2012 60 54 25/09/2012 60 50
05/09/2012 60 52 15/09/2012 56 55 25/09/2012 59 50
05/09/2012 56 53 15/09/2012 55 54 25/09/2012 58 50
05/09/2012 55 52 15/09/2012 59 55 25/09/2012 57 51
06/09/2012 60 51 16/09/2012 59 51 26/09/2012 60 50
06/09/2012 57 51 16/09/2012 59 53 26/09/2012 56 55
06/09/2012 60 55 16/09/2012 57 53 26/09/2012 56 53
06/09/2012 59 54 16/09/2012 57 51 26/09/2012 59 54
07/09/2012 55 55 17/09/2012 57 53 27/09/2012 55 54
07/09/2012 55 53 17/09/2012 59 55 27/09/2012 55 55
07/09/2012 57 53 17/09/2012 56 53 27/09/2012 57 54
07/09/2012 58 50 17/09/2012 56 52 27/09/2012 56 53
08/09/2012 60 51 18/09/2012 55 51 28/09/2012 56 53
08/09/2012 56 51 18/09/2012 56 50 28/09/2012 55 50
08/09/2012 60 53 18/09/2012 60 55 28/09/2012 55 52
08/09/2012 57 54 18/09/2012 60 54 28/09/2012 59 50
09/09/2012 60 50 19/09/2012 58 54 29/09/2012 59 52
09/09/2012 55 53 19/09/2012 57 53 29/09/2012 57 53
09/09/2012 60 54 19/09/2012 55 54 29/09/2012 59 52
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
18
09/09/2012 58 51 19/09/2012 60 53 29/09/2012 56 51
10/09/2012 58 55 20/09/2012 55 51 30/09/2012 57 53
10/09/2012 56 55 20/09/2012 56 50 30/09/2012 55 51
10/09/2012 60 54 20/09/2012 56 50 30/09/2012 55 54
10/09/2012 58 53 20/09/2012 55 51 30/09/2012 55 54
*Temp.: Têmpera (escala de 55-60)**Reven.: Revenimento (escala 50-55)
Fonte: Dados adaptados de uma empresa que produz itens de segurança de automóveis