capÍtulo 2 documento provisÓrio - paginas.fe.up.ptpaginas.fe.up.pt/~jcouti/cap2prov2004.pdf · no...
TRANSCRIPT
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
21
CAPÍTULO 2 DOCUMENTO PROVISÓRIO 1 – GENERALIDADES ......................................................................................22
2 - INTRODUÇÃO..............................................................................................23
3 - NATUREZA E CARACTERÍSTICAS MECÂNICAS DOS AÇOS. ENSAIO DE TRACÇÃO ...................................................................................................24 3.1 - Aços laminados a quente e endurecidos a frio .................................................................................24 3.2 - Aços laminados a quente; suas características.................................................................................27 3.3 - Aços endurecidos a frio; suas características...................................................................................29 4 - APTIDÃO PARA A DOBRAGEM. ENSAIOS ..............................................32 4.1 - Ensaio de dobragem............................................................................................................................32 4.2 - Ensaio de dobragem-desdobragem ...................................................................................................33 5 - PROPRIEDADES GEOMÉTRICAS DOS VARÕES; VARÕES LISOS E RUGOSOS .........................................................................................................34 5.1 - Diâmetro dos varões............................................................................................................................34 5.2 - Comprimento dos varões....................................................................................................................35 5.3 - Configuração da superfície dos varões .............................................................................................35 6 - ADERÊNCIA AO BETÃO. VARÕES DE ADERÊNCIA NORMAL E DE ALTA ADERÊNCIA ...........................................................................................36 6.1 - Aderência normal e alta aderência....................................................................................................36 7. FABRICO E COLOCAÇÃO DAS ARMADURAS .........................................37 7.1 - Generalidades ......................................................................................................................................37 7.2 - Material para armaduras ...................................................................................................................38
7.2.1 - Encomenda ....................................................................................................................................38 7.2.2 - Transporte.........................................................................................................................................38
7.2.3 - Armazenamento.............................................................................................................................39 7. 3 - Armaduras elementares.....................................................................................................................39
7.3.1 - Corte...............................................................................................................................................39 7.3.2 - Dobragem ......................................................................................................................................43
7.4 - Armaduras ...........................................................................................................................................46 7.4.1 - Montagem......................................................................................................................................46 7.4.2 - Colocação ......................................................................................................................................51
8 . PRODUÇÃO DE AÇO EM PORTUGAL ......................................................54 8.1 Generalidades.........................................................................................................................................54
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
22
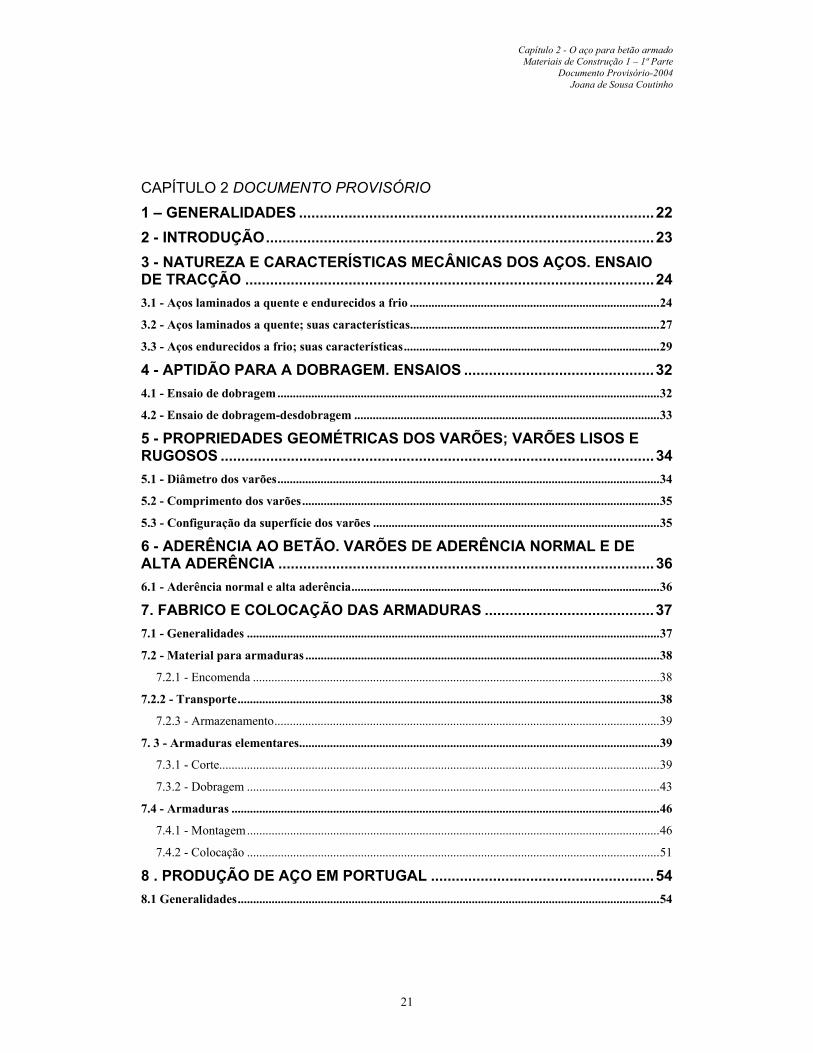
1 – GENERALIDADES
No estudo dos materiais de construção interessa conhecer com maior profundidade
aqueles que são mais usados e, sem dúvida, que o betão armado é o mais utilizado. O
betão armado, material compósito, é constituído pelo material betão, também
compósito, que envolve a armadura em aço em geral constituída por varões.
Figura 1 – Betão armado.
Percentagens aproximadas em volume num
betão corrente
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
23
2 - INTRODUÇÃO
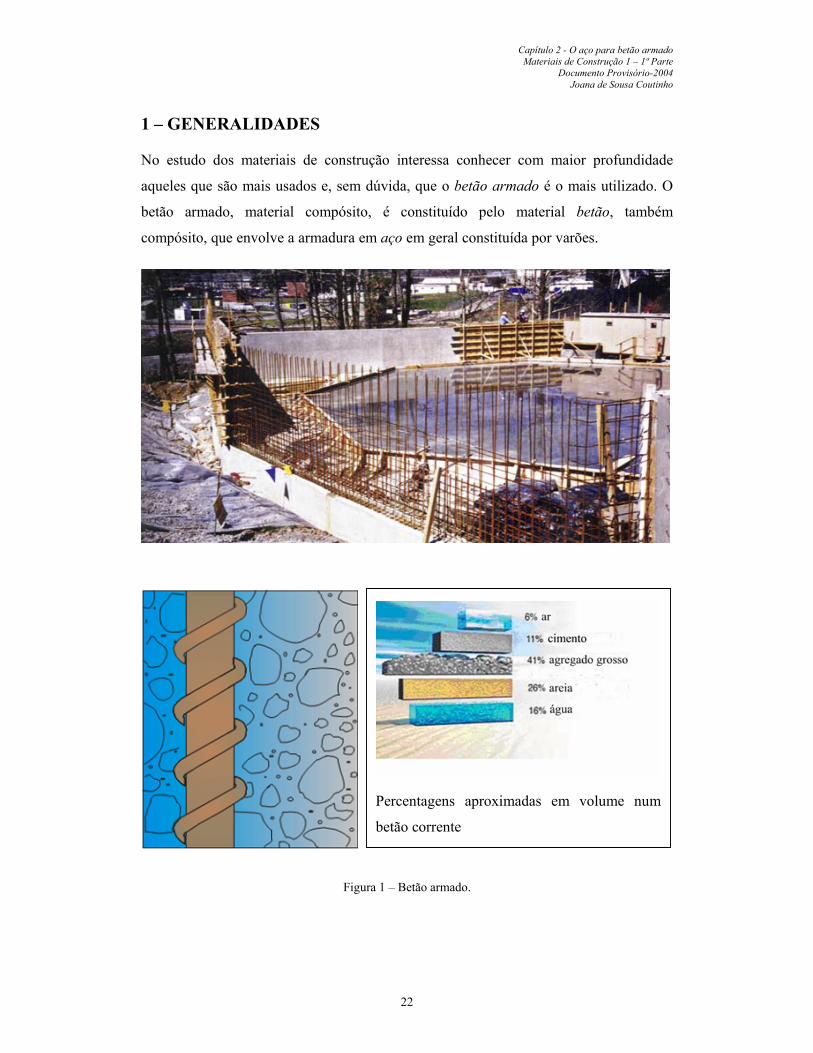
O material para armaduras apresenta-se em geral segundo quatro tipos diferentes:
varões, fios, redes e armaduras especiais.
Os varões (Figura 2) e os fios (Figura 3) correspondem a material de secção com forma
aproximadamente circular, sendo fios quando o seu diâmetro é relativamente pequeno e
permite portanto o seu fornecimento em bobinas.
Figura 2 – Varões nervurados para betão armado (Pádua Loureiro, 1995)
Figura 3 – Fio em bobinas e vários produtos em aço (UNESID, 1998)
As redes são um material para armaduras constituído por fios ou varões (Figura 4),
ligados entre si, formando malha rectangular ou quadrada; quando as ligações são
obtidas por soldadura designam-se por redes electrossoldadas e têm grande aplicação
em muitos elementos de betão armado com particular incidência nas lajes . (D’Arga e
Lima, 1988).

Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
24
Figura 3 – Rede electrossoldada (D’Arga e Lima, 1988)
Existem outros tipo de armaduras mas , os varões são, como é evidente, os que têm
maior aplicação pelo que, no que se segue, é deles que quase exclusivamente se trata.
3 - NATUREZA E CARACTERÍSTICAS MECÂNICAS DOS AÇOS.
ENSAIO DE TRACÇÃO
3.1 - Aços laminados a quente e endurecidos a frio
As operações necessárias para obter os varões das armaduras de betão armado podem
ser subdivididas em duas partes, indo a primeira até à solidificação do material -
“processo de fabrico do aço” - e a segunda, partindo daí e acabando no produto final -
“processo de produção dos varões” (D’Arga e Lima, 1988).
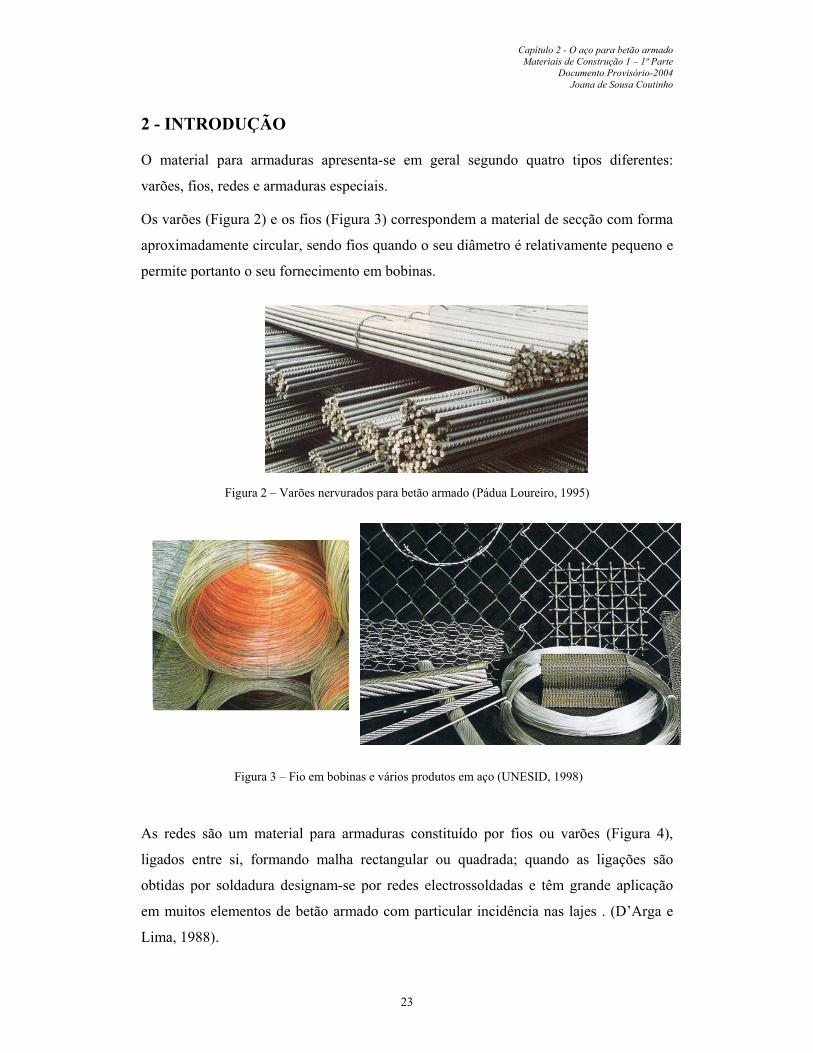
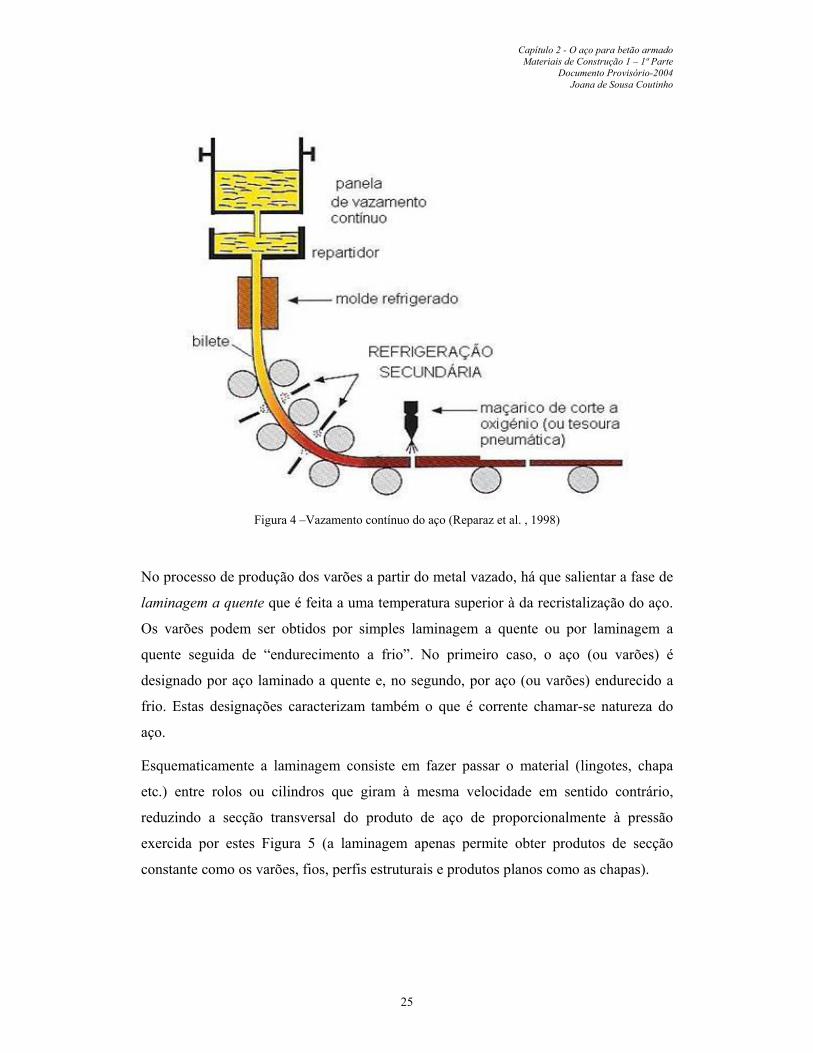
Hoje em dia nas unidades industriais modernas, incluindo as de Portugal onde se
produzem varões, após o fabrico do aço este é vazado de uma forma contínua – Figura
4. Este processo designado de vazamento contínuo é muito mais eficaz do que o
anterior, que consistia em vazar o aço produzindo-se lingotes que posteriormente eram
laminados.
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
25
Figura 4 –Vazamento contínuo do aço (Reparaz et al. , 1998)
No processo de produção dos varões a partir do metal vazado, há que salientar a fase de
laminagem a quente que é feita a uma temperatura superior à da recristalização do aço.
Os varões podem ser obtidos por simples laminagem a quente ou por laminagem a
quente seguida de “endurecimento a frio”. No primeiro caso, o aço (ou varões) é
designado por aço laminado a quente e, no segundo, por aço (ou varões) endurecido a
frio. Estas designações caracterizam também o que é corrente chamar-se natureza do
aço.
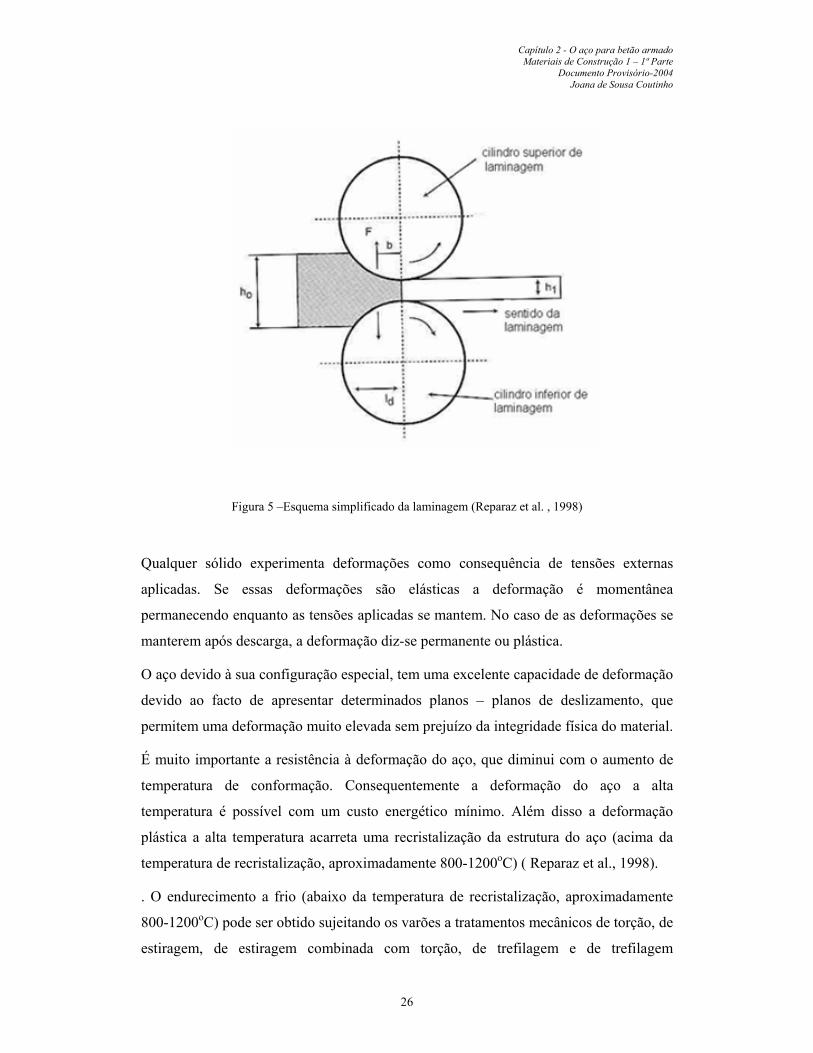
Esquematicamente a laminagem consiste em fazer passar o material (lingotes, chapa
etc.) entre rolos ou cilindros que giram à mesma velocidade em sentido contrário,
reduzindo a secção transversal do produto de aço de proporcionalmente à pressão
exercida por estes Figura 5 (a laminagem apenas permite obter produtos de secção
constante como os varões, fios, perfis estruturais e produtos planos como as chapas).
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
26
Figura 5 –Esquema simplificado da laminagem (Reparaz et al. , 1998)
Qualquer sólido experimenta deformações como consequência de tensões externas
aplicadas. Se essas deformações são elásticas a deformação é momentânea
permanecendo enquanto as tensões aplicadas se mantem. No caso de as deformações se
manterem após descarga, a deformação diz-se permanente ou plástica.
O aço devido à sua configuração especial, tem uma excelente capacidade de deformação
devido ao facto de apresentar determinados planos – planos de deslizamento, que
permitem uma deformação muito elevada sem prejuízo da integridade física do material.
É muito importante a resistência à deformação do aço, que diminui com o aumento de
temperatura de conformação. Consequentemente a deformação do aço a alta
temperatura é possível com um custo energético mínimo. Além disso a deformação
plástica a alta temperatura acarreta uma recristalização da estrutura do aço (acima da
temperatura de recristalização, aproximadamente 800-1200oC) ( Reparaz et al., 1998).
. O endurecimento a frio (abaixo da temperatura de recristalização, aproximadamente
800-1200oC) pode ser obtido sujeitando os varões a tratamentos mecânicos de torção, de
estiragem, de estiragem combinada com torção, de trefilagem e de trefilagem
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
27
combinada com laminagem a frio. Nestes tratamentos registam-se sempre nos varões
deformações permanentes que são devidas a esforços impostos aos varões: esforços de
torção, de tracção simples (no caso de estiragem), de tracção ou compressão através de
fieiras (no caso de trefilagem) e de compressão transversal (no caso da laminagem a
frio)(D’Arga e Lima, 1988, Reparaz et al., 1998).
Em qualquer dos casos pretende-se modificar as propriedades mecânicas relacionadas
com a resistência do aço, e da forma que seguidamente se expõe.
3.2 - Aços laminados a quente; suas características
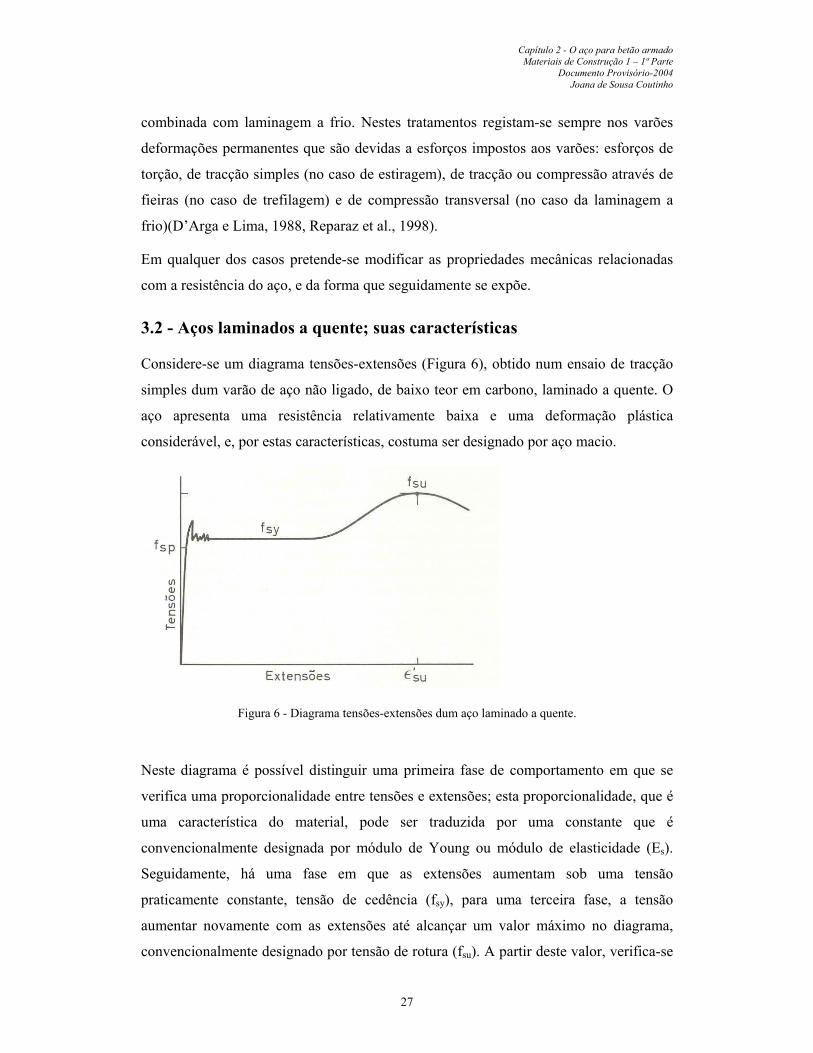
Considere-se um diagrama tensões-extensões (Figura 6), obtido num ensaio de tracção
simples dum varão de aço não ligado, de baixo teor em carbono, laminado a quente. O
aço apresenta uma resistência relativamente baixa e uma deformação plástica
considerável, e, por estas características, costuma ser designado por aço macio.
Figura 6 - Diagrama tensões-extensões dum aço laminado a quente.
Neste diagrama é possível distinguir uma primeira fase de comportamento em que se
verifica uma proporcionalidade entre tensões e extensões; esta proporcionalidade, que é
uma característica do material, pode ser traduzida por uma constante que é
convencionalmente designada por módulo de Young ou módulo de elasticidade (Es).
Seguidamente, há uma fase em que as extensões aumentam sob uma tensão
praticamente constante, tensão de cedência (fsy), para uma terceira fase, a tensão
aumentar novamente com as extensões até alcançar um valor máximo no diagrama,
convencionalmente designado por tensão de rotura (fsu). A partir deste valor, verifica-se
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
28
a localização da deformação do provete numa única secção cuja área vai diminuindo
progressivamente (fenómeno de estricção) até se atingir a rotura propriamente dita do
provete. Durante esta quarta fase, apesar de as tensões reais no material aumentarem
com as extensões aplicadas, as tensões obtidas no diagrama diminuem
progressivamente, pelo facto de serem calculadas através da razão entre a força de
ensaio, que durante esta fase é decrescente, e a área da secção inicial do provete, que é,
como tal, uma constante.
Note-se que no início da cedência se poderá verificar uma diminuição brusca da tensão
aplicada (correspondente a uma queda do valor da força no dispositivo indicador da
máquina), que estabiliza depois para um valor inferior. Poderá distinguir-se assim uma
“tensão de cedência superior” e uma “tensão de cedência inferior”. Este comportamento
é porém bastante dependente do tipo de aço ensaiado, das condições de ensaio e do tipo
de máquina que o realiza, nomeadamente a forma como varia a deformação do provete
ao longo do tempo durante o ensaio.
Convém observar que já antes da cedência as extensões deixam de ser proporcionais às
tensões, podendo assim definir-se uma “tensão limite de proporcionalidade” (fsp), por
vezes confundidas com a tensão limite de elasticidade, posto que, rigorosamente, os
valores das duas tensões não coincidem, pois que a última é definida para o valor
máximo da tensão que na descarga não dá lugar a deformações permanentes.
É ainda de fazer referência a duas outras características dos aços e que são a “extensão
na rotura”, também designada por “extensão uniforme” (ε’su) e a “extensão após rotura”
(εsu). A extensão na rotura é definida como a extensão correspondente à força máxima
ou seja à tensão de rotura; a extensão após rotura obtém-se marcando no provete, antes
do início do ensaio, um certo comprimento, l, e medindo o alongamento permanente
que esse comprimento sofreu durante o ensaio até à rotura do provete, ∆l, e fazendo o
quociente das duas grandezas, ou seja:
ll
su∆
=ε
O comprimento l é identificado antes do ensaio através de duas marcas de referência
apostas na superfície do provete, pelo que é designado por “comprimento inicial entre
referências”. O aumento deste comprimento, ∆l, é obtido justapondo convenientemente
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
29
as duas partes em que ficou dividido o provete após a sua rotura, e medindo o
comprimento final entre as referências.
Observe-se que o valor da extensão após rotura é função da extensão na rotura e da
deformação ocorrida durante o fenómeno da estricção. Com efeito, devido a este
fenómeno, depois de atingida a força máxima, as extensões deixam de ser uniformes ao
longo do provete, pelo que, se a extensão na rotura é independente do comprimento
inicial entre referências, a extensão após rotura já não o é, e, como é evidente, aumenta
com a diminuição deste comprimento. Por esta razão as normas de ensaio e os
regulamentos fixam tal valor, sendo usual na Europa considerar comprimentos iniciais
entre referências iguais a 5 ou 10 vezes o diâmetro do provete. Em primeira
aproximação poder-se-á dizer que a extensão após rotura medida em 5 diâmetros é 1,4
vezes maior que a extensão após rotura referida a 10 diâmetros; tal relação depende
porém dos diâmetros em consideração e, da qualidade do aço pelo que, em cada caso, há
que examinar devidamente o problema.
Note-se que as extensões na rotura e após rotura são características que, de certo modo,
medem a ductilidade do aço e que vão ter consequências nas peças de betão armado
influenciando o seu comportamento dúctil ou frágil nas proximidades da rotura.
Convém ainda salientar que o ensaio de tracção simples de que se tem estado a tratar é
um dos ensaios que serve para caracterizar o comportamento mecânico dum dado aço
(D’Arga e Lima, 1988).
Por isso é um dos ensaios que se executa normalmente aquando da recepção duma
partida de aço, encontrando-se a técnica de ensaio fixada, em Portugal, na norma
portuguesa NP EN 10 002-1 1990 Materiais metálicos Ensaio de tracção Parte 1.
Método de ensaio (à temperatura ambiente).
3.3 - Aços endurecidos a frio; suas características
Descrito num diagrama tensões-extensões dum aço laminado a quente, veja-se como, a
partir deste material, é possível obter um aço endurecido a frio. Suponha-se, Figura 7,
que um varão de aço macio (aço laminado a quente de resistência relativamente baixa e
de grande deformabilidade plástica) é deformado durante um ensaio de tracção simples
até ao ponto A na região das grandes deformações plásticas e, e em seguida é
descarregado de A a A’. Se agora, e imediatamente a seguir, se proceder a nova carga, o
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
30
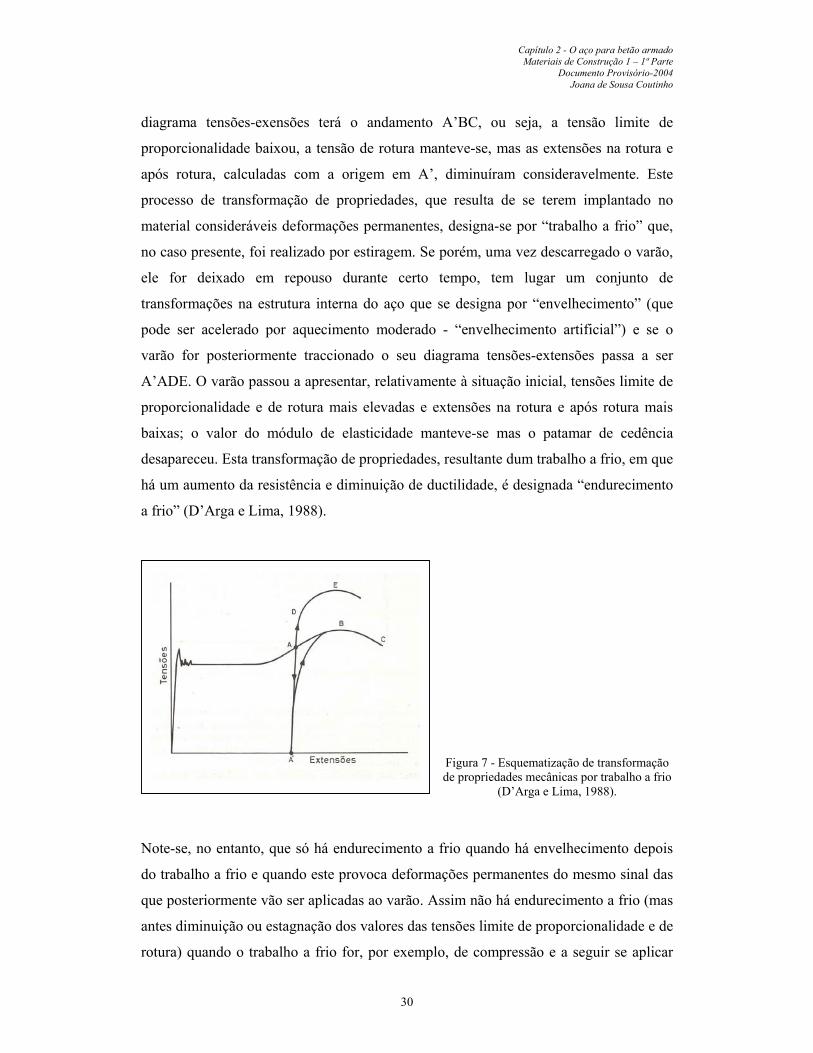
diagrama tensões-exensões terá o andamento A’BC, ou seja, a tensão limite de
proporcionalidade baixou, a tensão de rotura manteve-se, mas as extensões na rotura e
após rotura, calculadas com a origem em A’, diminuíram consideravelmente. Este
processo de transformação de propriedades, que resulta de se terem implantado no
material consideráveis deformações permanentes, designa-se por “trabalho a frio” que,
no caso presente, foi realizado por estiragem. Se porém, uma vez descarregado o varão,
ele for deixado em repouso durante certo tempo, tem lugar um conjunto de
transformações na estrutura interna do aço que se designa por “envelhecimento” (que
pode ser acelerado por aquecimento moderado - “envelhecimento artificial”) e se o
varão for posteriormente traccionado o seu diagrama tensões-extensões passa a ser
A’ADE. O varão passou a apresentar, relativamente à situação inicial, tensões limite de
proporcionalidade e de rotura mais elevadas e extensões na rotura e após rotura mais
baixas; o valor do módulo de elasticidade manteve-se mas o patamar de cedência
desapareceu. Esta transformação de propriedades, resultante dum trabalho a frio, em que
há um aumento da resistência e diminuição de ductilidade, é designada “endurecimento
a frio” (D’Arga e Lima, 1988).
Figura 7 - Esquematização de transformação de propriedades mecânicas por trabalho a frio
(D’Arga e Lima, 1988).
Note-se, no entanto, que só há endurecimento a frio quando há envelhecimento depois
do trabalho a frio e quando este provoca deformações permanentes do mesmo sinal das
que posteriormente vão ser aplicadas ao varão. Assim não há endurecimento a frio (mas
antes diminuição ou estagnação dos valores das tensões limite de proporcionalidade e de
rotura) quando o trabalho a frio for, por exemplo, de compressão e a seguir se aplicar
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
31
tracção ao varão. No caso, porém, de o trabalho a frio ser realizado por torção, pode
haver endurecimento a frio tanto para esforços de tracção como de compressão em
virtude de as deformações permanentes implantadas terem direcção diferente das que
seguidamente são impostas.
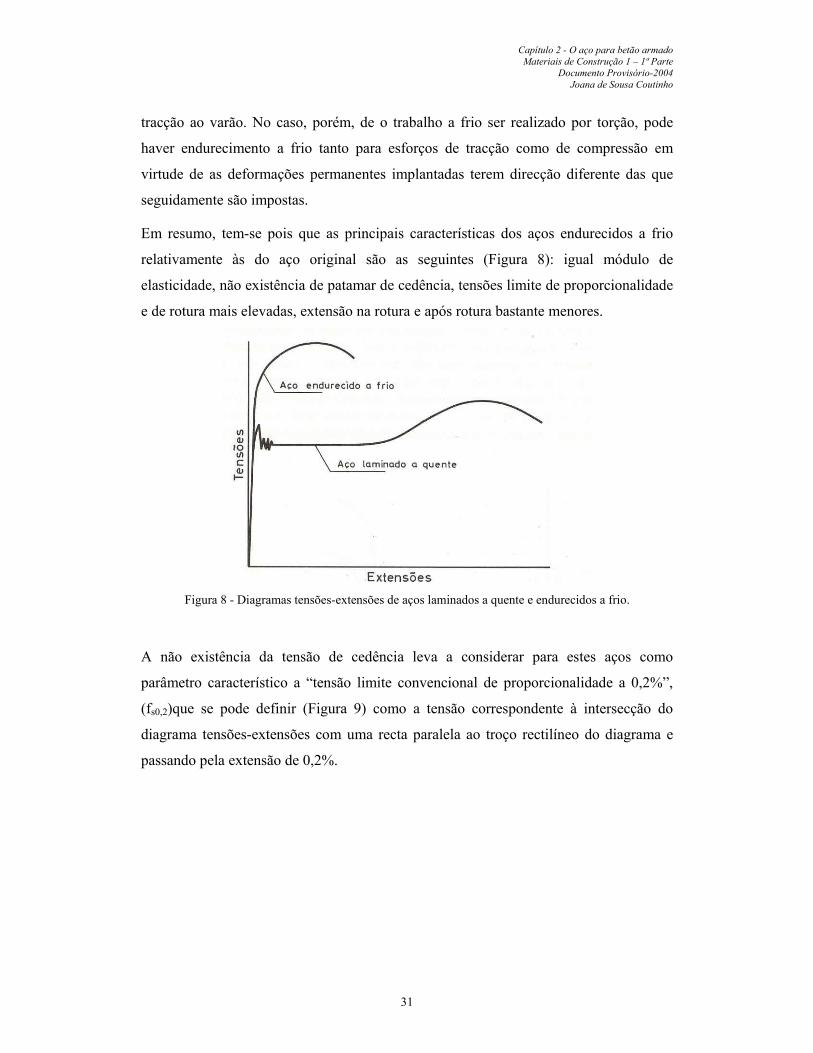
Em resumo, tem-se pois que as principais características dos aços endurecidos a frio
relativamente às do aço original são as seguintes (Figura 8): igual módulo de
elasticidade, não existência de patamar de cedência, tensões limite de proporcionalidade
e de rotura mais elevadas, extensão na rotura e após rotura bastante menores.
Figura 8 - Diagramas tensões-extensões de aços laminados a quente e endurecidos a frio.
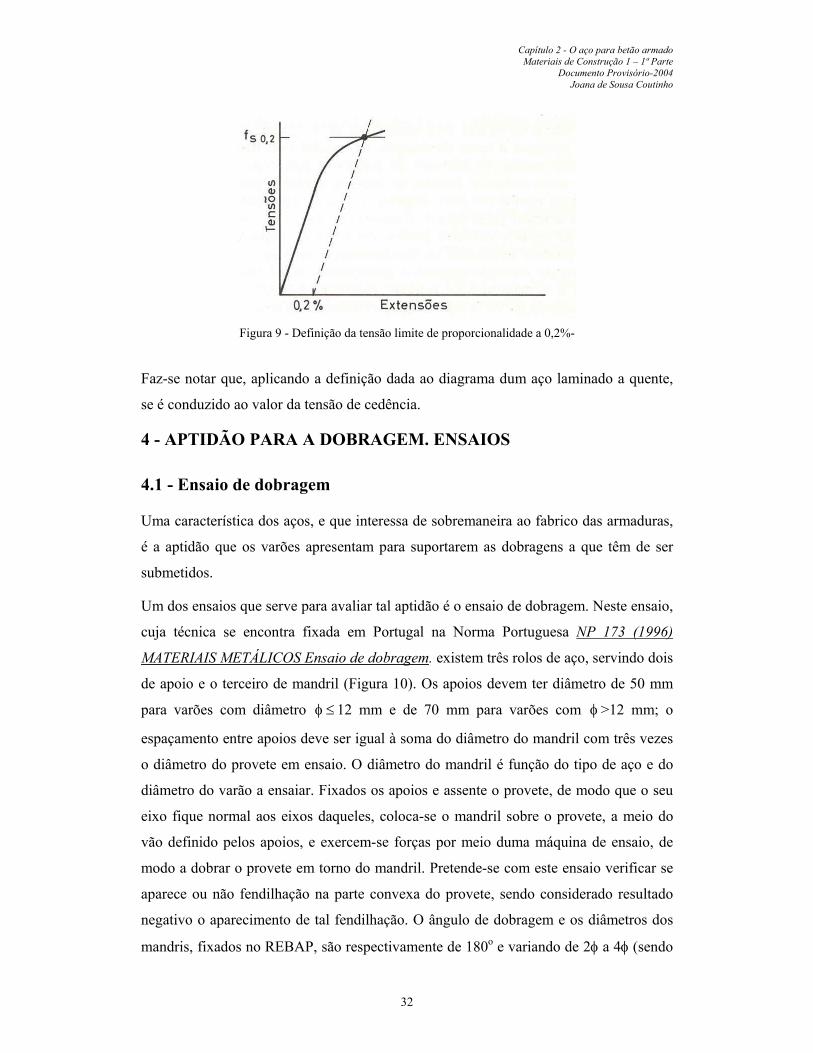
A não existência da tensão de cedência leva a considerar para estes aços como
parâmetro característico a “tensão limite convencional de proporcionalidade a 0,2%”,
(fs0,2)que se pode definir (Figura 9) como a tensão correspondente à intersecção do
diagrama tensões-extensões com uma recta paralela ao troço rectilíneo do diagrama e
passando pela extensão de 0,2%.
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
32
Figura 9 - Definição da tensão limite de proporcionalidade a 0,2%-
Faz-se notar que, aplicando a definição dada ao diagrama dum aço laminado a quente,
se é conduzido ao valor da tensão de cedência.
4 - APTIDÃO PARA A DOBRAGEM. ENSAIOS
4.1 - Ensaio de dobragem
Uma característica dos aços, e que interessa de sobremaneira ao fabrico das armaduras,
é a aptidão que os varões apresentam para suportarem as dobragens a que têm de ser
submetidos.
Um dos ensaios que serve para avaliar tal aptidão é o ensaio de dobragem. Neste ensaio,
cuja técnica se encontra fixada em Portugal na Norma Portuguesa NP 173 (1996)
MATERIAIS METÁLICOS Ensaio de dobragem. existem três rolos de aço, servindo dois
de apoio e o terceiro de mandril (Figura 10). Os apoios devem ter diâmetro de 50 mm
para varões com diâmetro ≤φ 12 mm e de 70 mm para varões com φ >12 mm; o
espaçamento entre apoios deve ser igual à soma do diâmetro do mandril com três vezes
o diâmetro do provete em ensaio. O diâmetro do mandril é função do tipo de aço e do
diâmetro do varão a ensaiar. Fixados os apoios e assente o provete, de modo que o seu
eixo fique normal aos eixos daqueles, coloca-se o mandril sobre o provete, a meio do
vão definido pelos apoios, e exercem-se forças por meio duma máquina de ensaio, de
modo a dobrar o provete em torno do mandril. Pretende-se com este ensaio verificar se
aparece ou não fendilhação na parte convexa do provete, sendo considerado resultado
negativo o aparecimento de tal fendilhação. O ângulo de dobragem e os diâmetros dos
mandris, fixados no REBAP, são respectivamente de 180o e variando de 2φ a 4φ (sendo
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
33
φ o diâmetro do provete) conforme o tipo de aço. Este ensaio é exigido no REBAP para
varões de qualquer diâmetro desde que tenham superfície lisa e apenas para varões com
diâmetro inferior ou igual a 12 mm no caso de varões com superfície nervurada (D’Arga
e Lima, 1988).
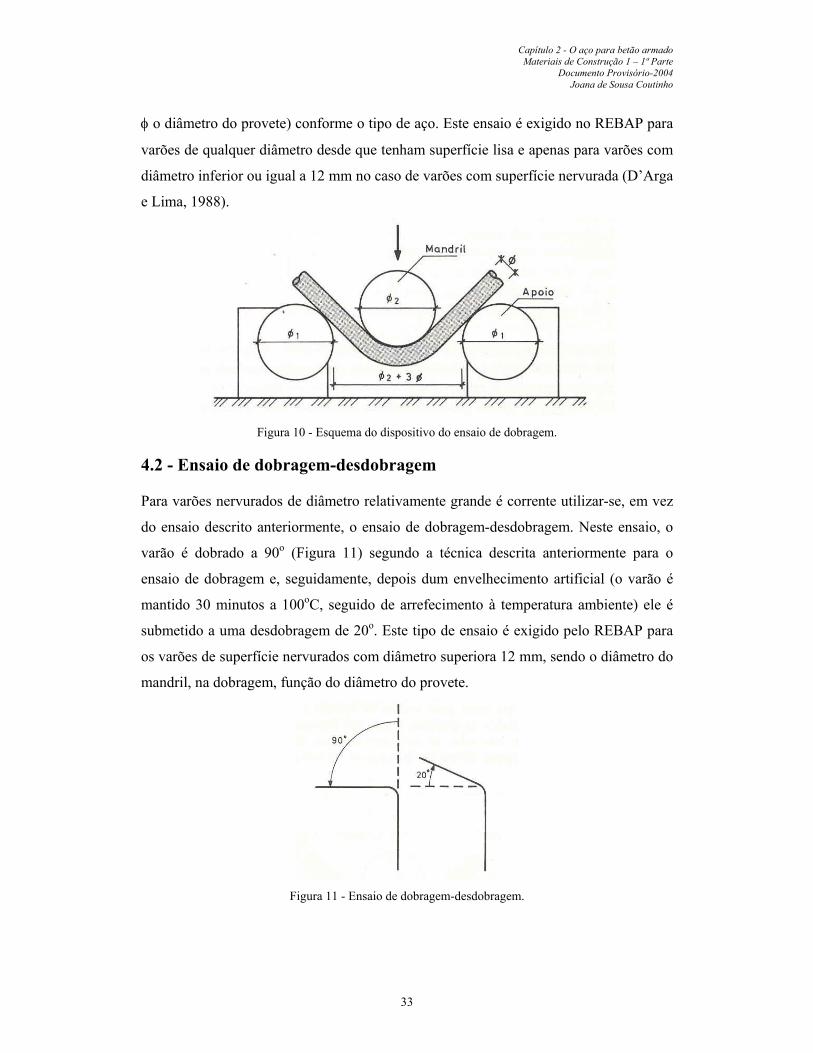
Figura 10 - Esquema do dispositivo do ensaio de dobragem.
4.2 - Ensaio de dobragem-desdobragem
Para varões nervurados de diâmetro relativamente grande é corrente utilizar-se, em vez
do ensaio descrito anteriormente, o ensaio de dobragem-desdobragem. Neste ensaio, o
varão é dobrado a 90o (Figura 11) segundo a técnica descrita anteriormente para o
ensaio de dobragem e, seguidamente, depois dum envelhecimento artificial (o varão é
mantido 30 minutos a 100oC, seguido de arrefecimento à temperatura ambiente) ele é
submetido a uma desdobragem de 20o. Este tipo de ensaio é exigido pelo REBAP para
os varões de superfície nervurados com diâmetro superiora 12 mm, sendo o diâmetro do
mandril, na dobragem, função do diâmetro do provete.
Figura 11 - Ensaio de dobragem-desdobragem.
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
34
Os ensaios de dobragem e de dobragem-desdobragem, bem como as extensões na rotura
e após rotura determinadas no ensaio de tracção, servem para avaliar da ductilidade do
aço. Esta propriedade é extremamente importante, quer para o fabrico das armaduras
dando possibilidade de dobragem frágil e sem fracturas, quer para o comportamento das
estruturas permitindo evitar roturas frágeis (D’Arga e Lima, 1988).
5 - PROPRIEDADES GEOMÉTRICAS DOS VARÕES; VARÕES
LISOS E RUGOSOS
5.1 - Diâmetro dos varões
No que se segue trata-se do que se costuma designar por propriedades geométricas dos
varões, ou seja, o diâmetro, o comprimento e a configuração da superfície, havendo
ainda que fazer referência às tolerâncias admissíveis para estes parâmetros.
Quanto aos diâmetros, as primeiras noções a reter são as de “diâmetro nominal” e
“diâmetro efectivo”. O diâmetro nominal corresponde ao diâmetro teórico dos varões,
ao diâmetro que é considerado na determinação da resistência das peças e que figura nos
desenhos de construção e nas listas de varões; o diâmetro efectivo é o que realmente
apresenta um certo varão e que pode ser determinado por medição directa em várias
secções, no caso de varões com superfície lisa, por determinação do diâmetro dum
cilindro de aço com a mesma massa por unidade de comprimento e que o varão em
causa, no caso de varões com superfície lisa ou superfície rugosa. Neste último caso, se
for M a massa em quilogramas do troço de varão de referência, L o seu comprimento
em metros e φ diagrama em milímetros, virá:
32
1085,74
−⋅⋅⋅= LM πφ
e portanto:
LM
πφ
⋅⋅
=85,7104 3
ou seja o diâmetro efectivo, em mm, é dado por
m74,12=φ
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
35
em que m é a massa por unidade de comprimento do varão em causa, expressa em
quilogramas por metro. Para o caso dos varões nervurados, as normas inglesas
especificam ainda a particularidade de que, se a massa das nervuras representar mais
que 3% da massa do varão sem nervuras, a massa por unidade de comprimento que
entra na expressão anterior deve ser a massa do varão sem nervuras aumentada de
apenas 3%. A massa por unidade de comprimento do varão sem nervuras terá,
obviamente, que ser determinada num provete em que são removidas as nervuras.
Os valores dos diâmetros efectivos estão porém condicionados pelas tolerâncias
admitidas nos diâmetros nominais; a sua determinação é fundamental na avaliação das
características de resistência dum aço, pois esta é feita por ensaios de tracção simples de
provetes desse aço e, consequentemente, as tensões são calculadas em relação às
secções efectivas (D’Arga e Lima, 1988).
5.2 - Comprimento dos varões
As tentativas havidas para a normalização do comprimento dos varões não foram ainda
coroadas de êxito, posto que, nos últimos anos, se registou uma nítida preponderância
de determinados comprimentos, variando apenas apreciavelmente em função do tipo de
transporte. No caso das redes, e quando não se trate de casos especiais, elas são, como
os fios, fornecidas em bobines.
5.3 - Configuração da superfície dos varões
A configuração da superfície dos varões pode ser lisa ou rugosa, correspondendo a
primeira a uma superfície sem rugosidades aparentes e, a segunda, a uma superfície em
que existem reentrâncias - superfície indentada - ou saliências - superfície nervurada.
Há assim a distinguir sob este aspecto varões (ou fios) “lisos” e “rugosos” e, dentre
estes, “indentados” e “nervurados”.
Os varões nervurados são presentemente os de maior utilização (os varões indentados
conferem, em regra, uma aderência menor que os varões nervurados e só são, em geral,
utilizados em redes), podendo as nervuras ser descontínuas ou contínuas. As nervuras
descontínuas são saliências oblíquas ou perpendiculares ao eixo do varão, repetidas a
intervalos regulares ao longo do seu comprimento
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
36
Podem ser de altura constante ou variável; as nervuras contínuas são nervuras que se
estendem sem interrupção ao longo dos varões podendo ser paralelas ao eixo (caso dos
aços laminados a quente) ou formar com ele um certo ângulo (caso dos aços
endurecidos a frio por torção)
As superfícies com reentrâncias são normalmente obtidas por laminagem a frio e
encontram-se quase exclusivamente nos varões de pequeno diâmetro ou seja nos fios
(D’Arga e Lima, 1988).
6 - ADERÊNCIA AO BETÃO. VARÕES DE ADERÊNCIA NORMAL
E DE ALTA ADERÊNCIA
6.1 - Aderência normal e alta aderência
A aderência das armaduras ao betão é, como se sabe, uma propriedade de que depende o
bom comportamento dos elementos de betão armado, influenciando directamente as
amarrações e as emendas das armaduras (segurança em relação a estados limites
últimos) e a fendilhação do betão (segurança em relação a estados limites de utilização).
No que se refere às amarrações e emendas é sabido que, em geral, elas se processam por
aderência, havendo assim, mesmo quando se utilizem ganchos nas extremidades, que
cuidar com as condições de superfície dos varões sejam as convenientes para que se
possa realizar em condições satisfatórias a aderência das armaduras ao betão. Quanto à
fendilhação, e dado que se utilizam hoje em dia aços trabalhando a tensões bastante
elevadas, há necessidade de distribuir o mais possível a fendilhação que se verifica no
betão, devida à deformação das peças, de modo a que, individualmente, as fendas
tenham larguras muito reduzidas.
Tal objectivo consegue-se fazendo com que a transmissão das forças das armaduras ao
betão se faça em boas condições, para o que é necessário aumentar o mais possível a
aderência entre os dois materiais, o que tem sido conseguido através da utilização de
varões rugosos.
É assim que para os aços que trabalham a tensões elevadas, não é possível o emprego de
varões que não sejam rugosos, pois, se assim não fosse, haveria o risco de, em serviço,
se registar fendilhação inconveniente, quer do ponto de vista estético, quer do ponto de
vista de segurança, devido à possível corrosão das armaduras.
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
37
Tem-se pois que é necessário exigir aos varões que trabalham as tensões elevadas um
certo grau de aderência ao betão, decorrendo daqui o conceito de “varões de alta
aderência” como aqueles que realizam a aderência necessária para que o seu emprego
em betão armado, mesmo quando trabalham a tensões elevadas, se faça sem risco de
fendilhação inconveniente.
Os varões que não satisfaçam a tal requisito serão considerados “varões de aderência
normal” e estão neste caso, em regra, os varões lisos; os varões rugosos poderão ser ou
não de alta aderência havendo, para decidir tal questão, dois critérios, um deles baseado
nas dimensões e configuração das rugosidades e o outro baseado em resultados dos
ensaios realizados sobre os varões em causa.
Está no primeiro caso, por exemplo, o processo indicado pela DIN 488 e no segundo
caso o critério decorrente dos “ensaios de viga” (beam-test) e de “arrancamento” (pull-
out test) (D’Arga e Lima, 1988).
7. FABRICO E COLOCAÇÃO DAS ARMADURAS
7.1 - Generalidades
Por fabrico das armaduras entende-se um conjunto de operações pelas quais, a partir dos
varões, e atendendo aos desenhos de projecto, são obtidas as armaduras a colocar em
obra. Neste processo podem distinguir-se a encomenda do material, o seu transporte e
armazenamento, o corte e a dobragem dos varões, donde resultam as “armaduras
elementares” que, seguidamente, são reunidas - “montagem” - de forma a obter as
armaduras propriamente ditas ou, simplesmente, as armaduras.
Estas operações, ou pelo menos parte delas, podem ser realizadas em oficina ou em
estaleiro situado junto à obra ou junto ao local de aplicação (perto ou mesmo na
cofragem).
No que se segue descrevem-se as diversas operações mencionadas, focando tanto o que
é a prática corrente no nosso país como no estrangeiro. Tratar-se-á também do problema
da colocação as armaduras na cofragem (D’Arga e Lima, 1988).
.
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
38
7.2 - Material para armaduras
7.2.1 - Encomenda
A encomenda dos varões pode, em princípio, ser feita ou directamente à siderurgia ou a
um fornecedor (armazenista) e deve conter todos os elementos que permitam, sem dar
lugar a dúvidas, proceder a um fornecimento correcto, tanto no que se refere a
características do material fornecido, como às quantidades pretendidas. No caso normal
de o material se encontrar homologado - ou, segundo o REBAP, classificado - as
características a mencionar são aquelas que figuram no documento de homologação ou
de classificação (REBAP) sendo neste último caso apenas necessário indicar a
designação comercial do aço que figura neste documento (D’Arga e Lima, 1988).
7.2.2 - Transporte
O material do transporte para armaduras quer do fornecedor para o utilizador, quer
dentro da oficina ou do estaleiro, quer ainda o transporte das armaduras para a sua
colocação nas cofragens, requer operações de vários tipo que devem ser executadas com
cuidado, de forma a evitar a diminuição das secções devido a mossas provocadas por
pancadas, a diminuição da aderência por ter havido contacto com substâncias capazes
de provocar tal efeito e ainda de maneira e não provocar deformações permanentes nos
varões ou nas armaduras, devido aos pontos de suspensão ou apoio terem sido mal
escolhidos. Além disso, no transporte, deve ter-se especial cuidado com as etiquetas
apostas aos feixes de varões ou de armaduras, destinadas à sua identificação, pois da
perda de tal identificação resultam, em geral, sérios inconvenientes.
O transporte entre o fornecedor e o utilizador é feito normalmente por via rodoviária,
sendo os vários feixes de varões atados de forma a ser possível guindá-los do meio de
transporte para o seu local de armazenagem.
O transporte na oficina ou no estaleiro, durante a fabricação das armaduras, está
intimamente ligado à racionalização das várias operações que constituem o fabrico, ou
seja o corte, a dobragem e a montagem. Deve ser uma operação especialmente cuidada,
havendo grande vantagem que seja feita por meios mecânicos, utilizando pontes
rolantes, guinchos fixos ou móveis ou ainda transporte por rolos entre as diversas
máquinas de fabrico (D’Arga e Lima, 1988).
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
39
7.2.3 - Armazenamento
O armazenamento do material para armaduras, quer quando estas são fabricadas em
oficina, quer quando fabricadas em estaleiro, deve obedecer, essencialmente, às três
condições gerais de bom armazenamento, ou seja, assegurar a conservação do material
armazenado, permitir a sua fácil identificação e dar possibilidade dum eficaz
manuseamento dos vários produtos tanto na sua entrada como na sua saída do armazém.
A conservação dos varões deve ser cuidada, tendo principalmente em atenção a
possibilidade de deterioração por perda das características de aderência e, neste sentido,
deve evitar-se o contacto com substâncias tais como massa consistente, óleo, tintas ou
terra; a existência duma camada de ferrugem não aderente é também altamente nociva.
Quanto à identificação dos varões, no armazém eles devem estar classificados e
indexados em relação ao tipo de aço, ao diâmetro, ao comprimento e ainda às datas de
fabrico e entrada de armazém. As “pontas” de varão podem pôr, no que se refere a este
problema, algumas dificuldades, devendo, quando não em comprimentos suficientes
para que a sua identificação seja possível, ser convenientemente etiquetadas.
No que se refere ao manuseamento do material armazenado, deve ter-se em atenção que
o transporte que envolva rotações dos varões em plano horizontal é, em geral,
inconveniente e, portanto, tanto à entrada no armazém como à saída para o corte e
dobragem, os varões devem ser deslocados, fundamentalmente, na direcção paralela aos
seus eixos.
Por outro lado, o manuseamento dos varões deve poder fazer-se sem que os operários se
tenham que dobrar, ou seja, devem em princípio situar-se a meia altura do corpo.
À saída do armazém, e antes de entrar na fabricação das armaduras, o material deve ser
convenientemente inspeccionado sendo esta inspecção mais rigorosa no caso de
condições ambientes agressivas ou de armazenamento por longos períodos (D’Arga e
Lima, 1988).
7. 3 - Armaduras elementares
7.3.1 - Corte
O corte dos varões com os comprimentos necessários para o fabrico das armaduras
elementares é feito em máquinas especiais, podendo-se em linhas gerais distinguir as
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
40
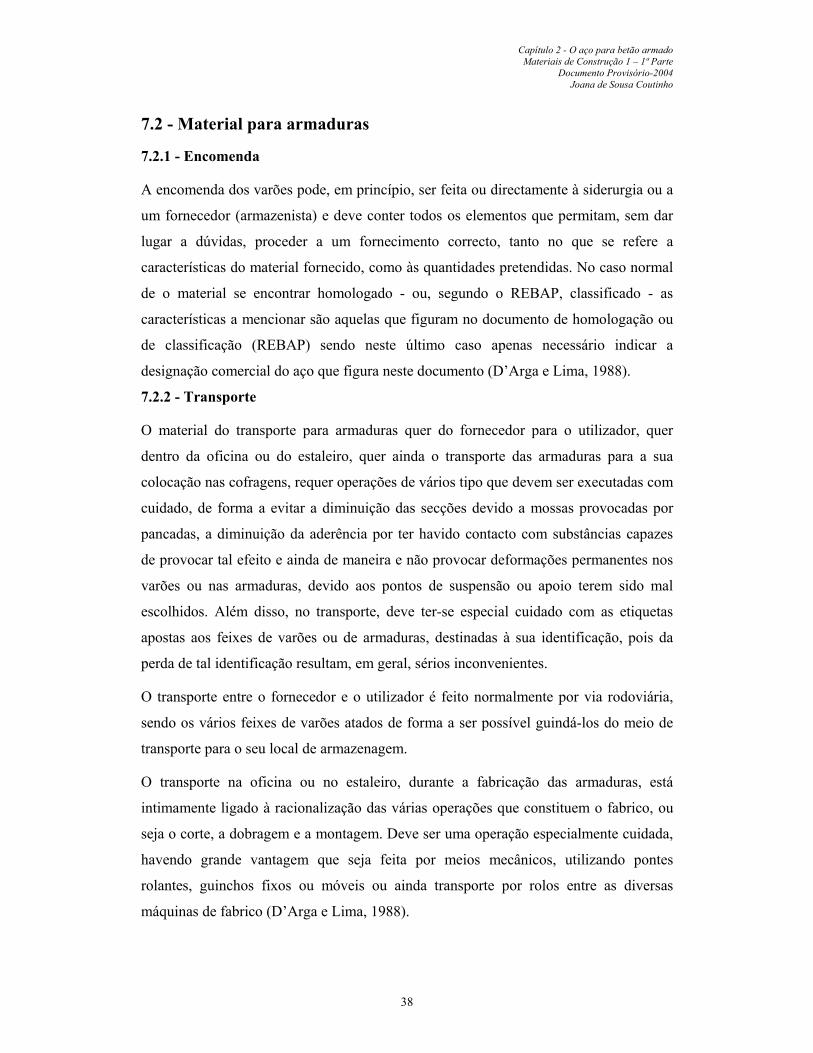
serras e as tesouras. As serras, Figura 12, são usadas apenas quando é necessário que as
secções cortadas sejam tanto quanto possível ortogonais ao eixo dos varões e sem
rebarbas, caso que aparece na realização de emendas especiais feitas por exemplo com
“mangas” (de enroscar ou não).
As tesouras são as máquinas normalmente utilizadas podendo ser portáteis ou fixas e
accionadas manualmente ou mecanicamente.
Figura 12 - Serra para corte de varões.
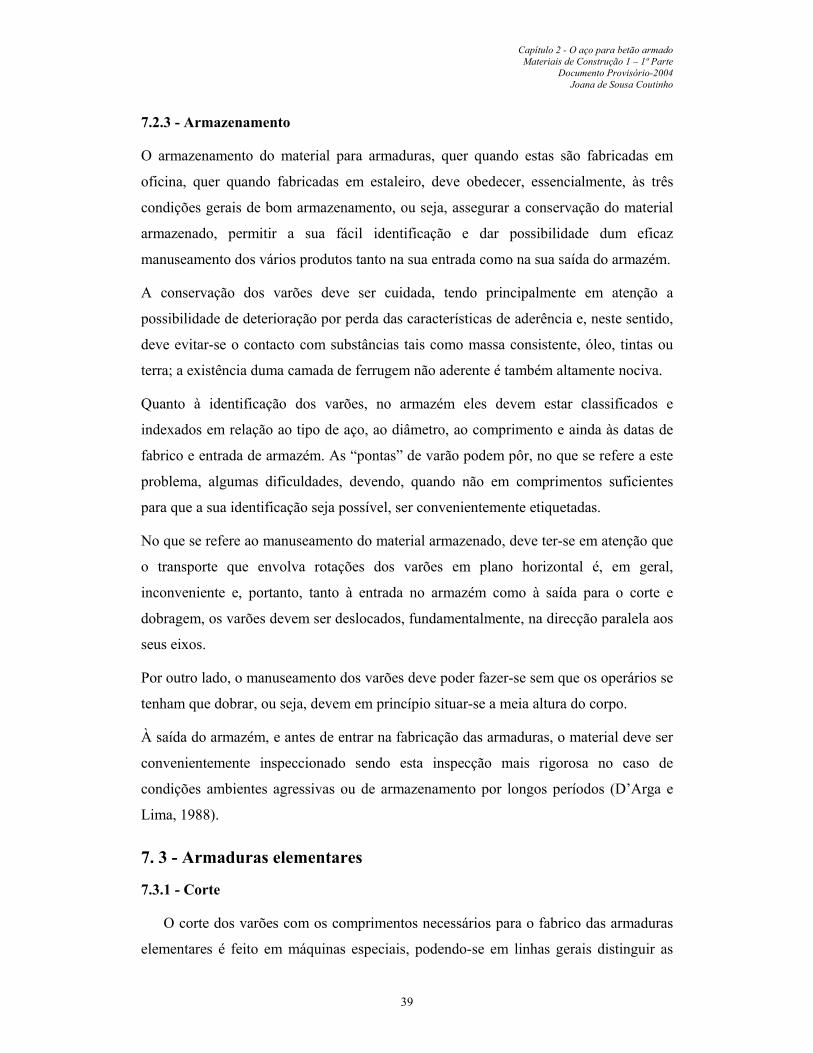
A tesoura portátil, Figura 13, é em geral de utilização manual, é leve pesando entre 2 a 6
kg e corta varões até diâmetros de 12 mm em aço macio, até 10 mm em aço de alta
resistência. É uma ferramenta imprescindível tanto na oficina como no estaleiro, como
na obra, pois, devido ao ser reduzido peso e tamanho, pode ser facilmente transportada
para qualquer local onde haja pontualmente que proceder ao corte de varões, como, por
exemplo, para desfazer ligações que serviram para rigidificar uma armadura durante o
seu transporte e colocação, ou mesmo para cortar os atilhos dos feixes de varões. Como
é evidente não é ferramenta que sirva para a produção em série.
Figura 13 - Tesoura portátil manual.
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
41
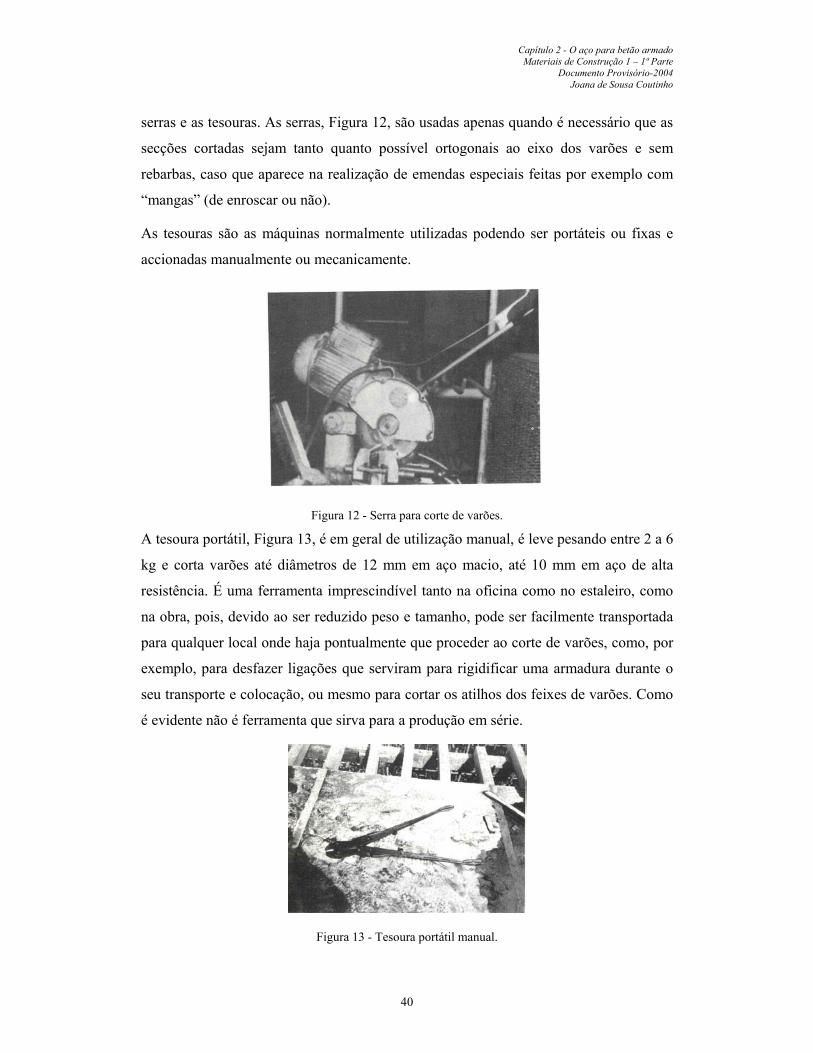
Do mesmo tipo é também a tesoura portátil mas de accionamento electro-hidráulico,
Figura 14, mais poderosa que a anterior mas apresentando o inconveniente de necessitar
de energia eléctrica.
Figura 14 - Tesoura portátil eléctrica.
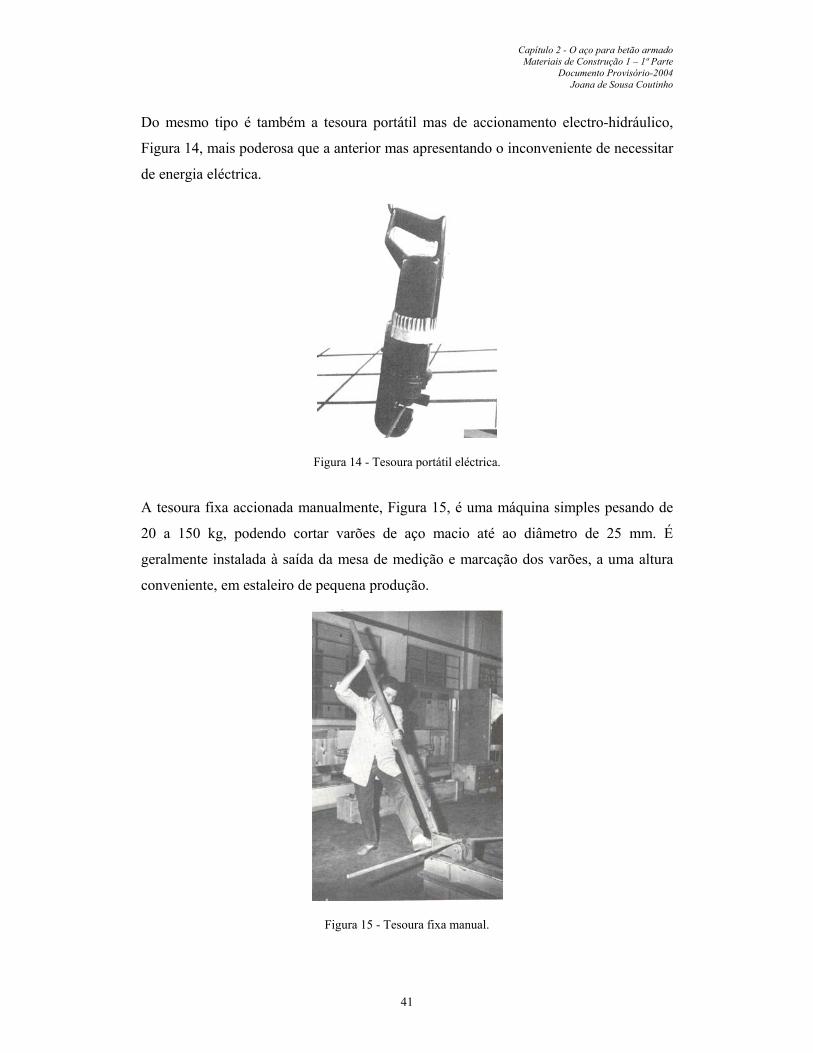
A tesoura fixa accionada manualmente, Figura 15, é uma máquina simples pesando de
20 a 150 kg, podendo cortar varões de aço macio até ao diâmetro de 25 mm. É
geralmente instalada à saída da mesa de medição e marcação dos varões, a uma altura
conveniente, em estaleiro de pequena produção.
Figura 15 - Tesoura fixa manual.
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
42
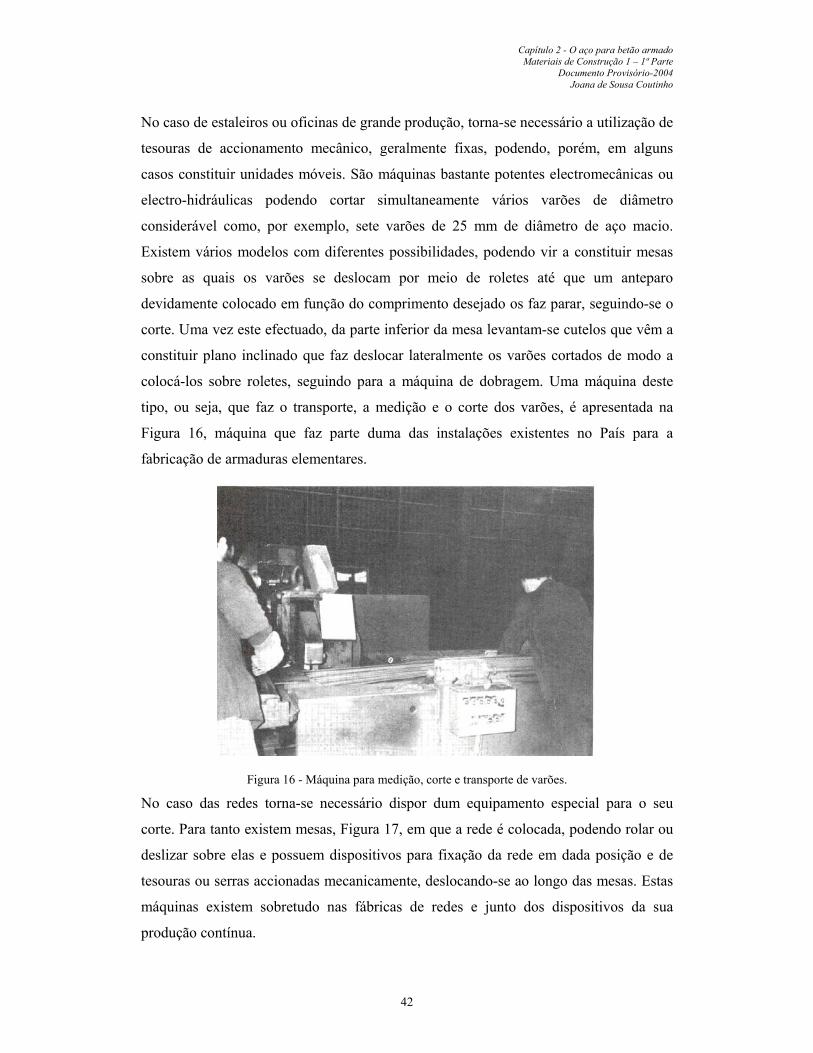
No caso de estaleiros ou oficinas de grande produção, torna-se necessário a utilização de
tesouras de accionamento mecânico, geralmente fixas, podendo, porém, em alguns
casos constituir unidades móveis. São máquinas bastante potentes electromecânicas ou
electro-hidráulicas podendo cortar simultaneamente vários varões de diâmetro
considerável como, por exemplo, sete varões de 25 mm de diâmetro de aço macio.
Existem vários modelos com diferentes possibilidades, podendo vir a constituir mesas
sobre as quais os varões se deslocam por meio de roletes até que um anteparo
devidamente colocado em função do comprimento desejado os faz parar, seguindo-se o
corte. Uma vez este efectuado, da parte inferior da mesa levantam-se cutelos que vêm a
constituir plano inclinado que faz deslocar lateralmente os varões cortados de modo a
colocá-los sobre roletes, seguindo para a máquina de dobragem. Uma máquina deste
tipo, ou seja, que faz o transporte, a medição e o corte dos varões, é apresentada na
Figura 16, máquina que faz parte duma das instalações existentes no País para a
fabricação de armaduras elementares.
Figura 16 - Máquina para medição, corte e transporte de varões.
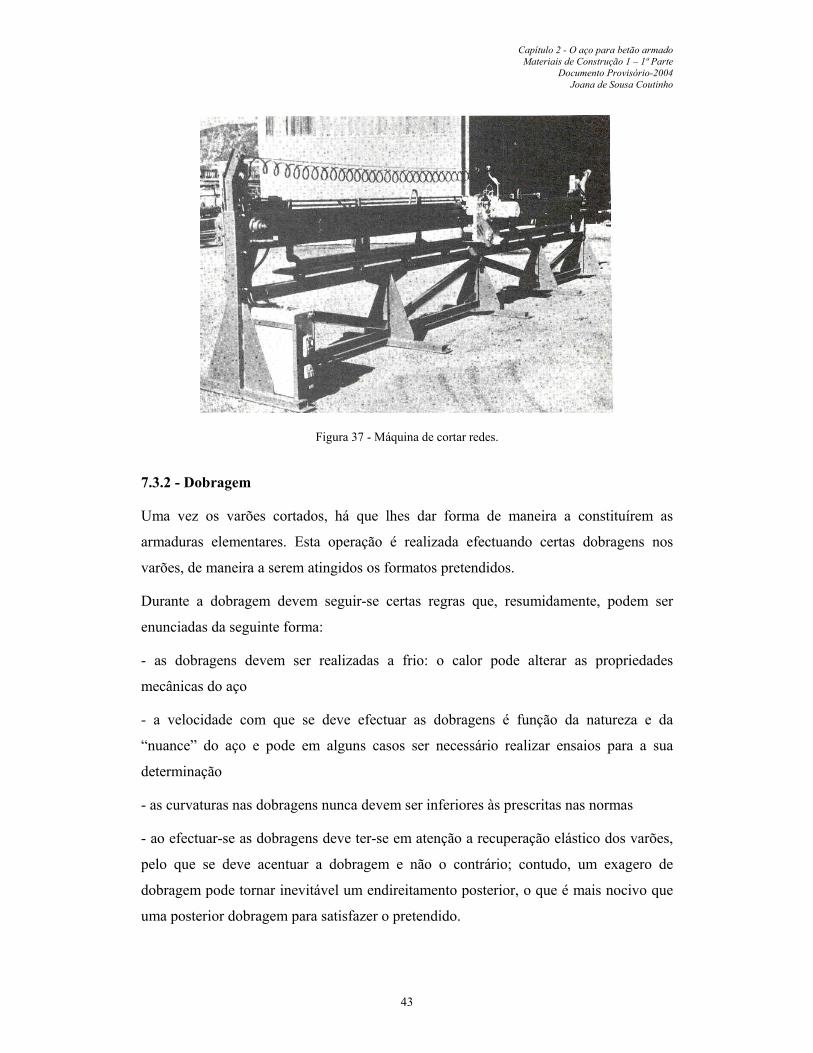
No caso das redes torna-se necessário dispor dum equipamento especial para o seu
corte. Para tanto existem mesas, Figura 17, em que a rede é colocada, podendo rolar ou
deslizar sobre elas e possuem dispositivos para fixação da rede em dada posição e de
tesouras ou serras accionadas mecanicamente, deslocando-se ao longo das mesas. Estas
máquinas existem sobretudo nas fábricas de redes e junto dos dispositivos da sua
produção contínua.
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
43
Figura 37 - Máquina de cortar redes.
7.3.2 - Dobragem
Uma vez os varões cortados, há que lhes dar forma de maneira a constituírem as
armaduras elementares. Esta operação é realizada efectuando certas dobragens nos
varões, de maneira a serem atingidos os formatos pretendidos.
Durante a dobragem devem seguir-se certas regras que, resumidamente, podem ser
enunciadas da seguinte forma:
- as dobragens devem ser realizadas a frio: o calor pode alterar as propriedades
mecânicas do aço
- a velocidade com que se deve efectuar as dobragens é função da natureza e da
“nuance” do aço e pode em alguns casos ser necessário realizar ensaios para a sua
determinação
- as curvaturas nas dobragens nunca devem ser inferiores às prescritas nas normas
- ao efectuar-se as dobragens deve ter-se em atenção a recuperação elástico dos varões,
pelo que se deve acentuar a dobragem e não o contrário; contudo, um exagero de
dobragem pode tornar inevitável um endireitamento posterior, o que é mais nocivo que
uma posterior dobragem para satisfazer o pretendido.

Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
44
A dobragem dos varões pode ser realizada manual ou mecanicamente. A dobragem
manual, que em princípio só deve ser utilizada em pequenos estaleiros e para varões
lisos de aço macio, é em geral executada pela tradicional, “chave de dobrar” que não é
mais que uma barra com dois espigões na ponta funcionando de alavanca inter-
resistente em torno dum mandril fixo (Figura 18), podendo também o próprio varão
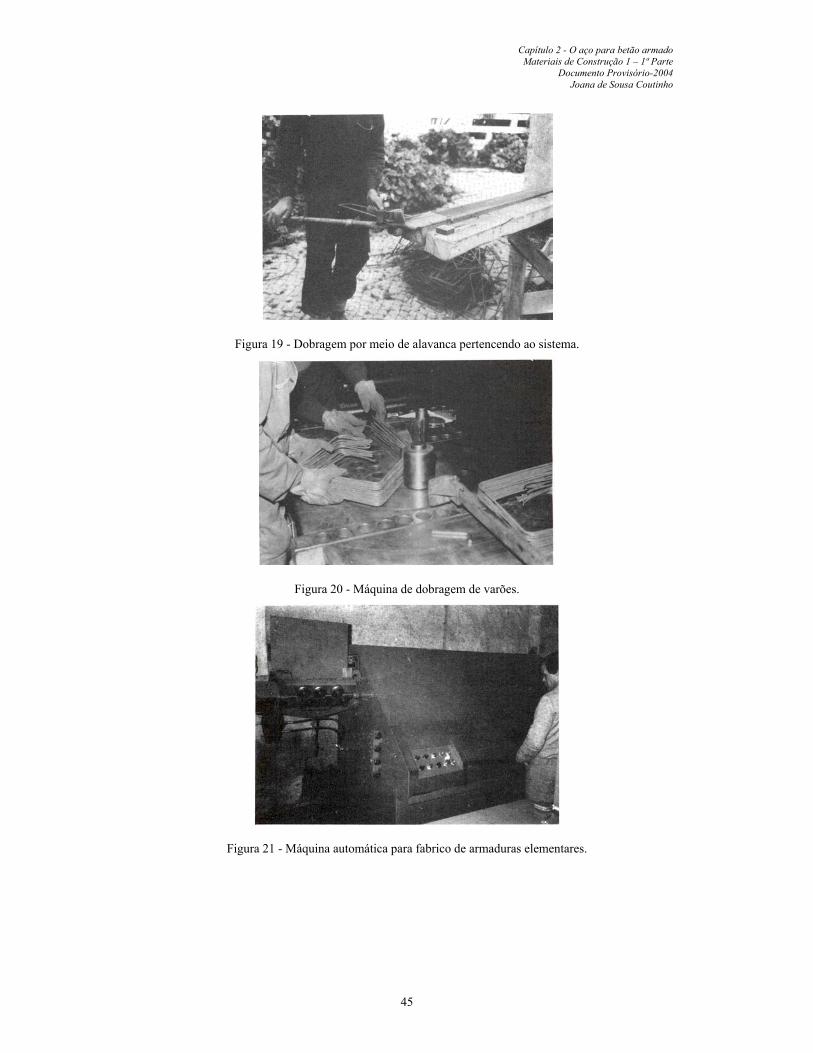
servir de alavanca. É ainda corrente a dobragem em que a força é executada por meio de
uma alavanca ligada ao sistema (Figura 19).
Figura 18 - Dobragem com chave de dobrar.
Estes processos apenas permitem dobragens com pequenas curvaturas e são por isso
indicados no caso de varões de aço macio, sendo a principal aplicação da chave de
dobrar para corrigir dobragens de armaduras quando da colocação destas.
A dobragem mecânica é feita em geral em máquinas fixas alimentadas por corrente
eléctrica, Figura 20, mais ou menos sofisticadas, podendo executar desde a dobragem
simples dum varão até ao corte e dobragem de varões de maneira a obter,
automaticamente, um dado “formato de armadura elementar” (estribos, por exemplo)
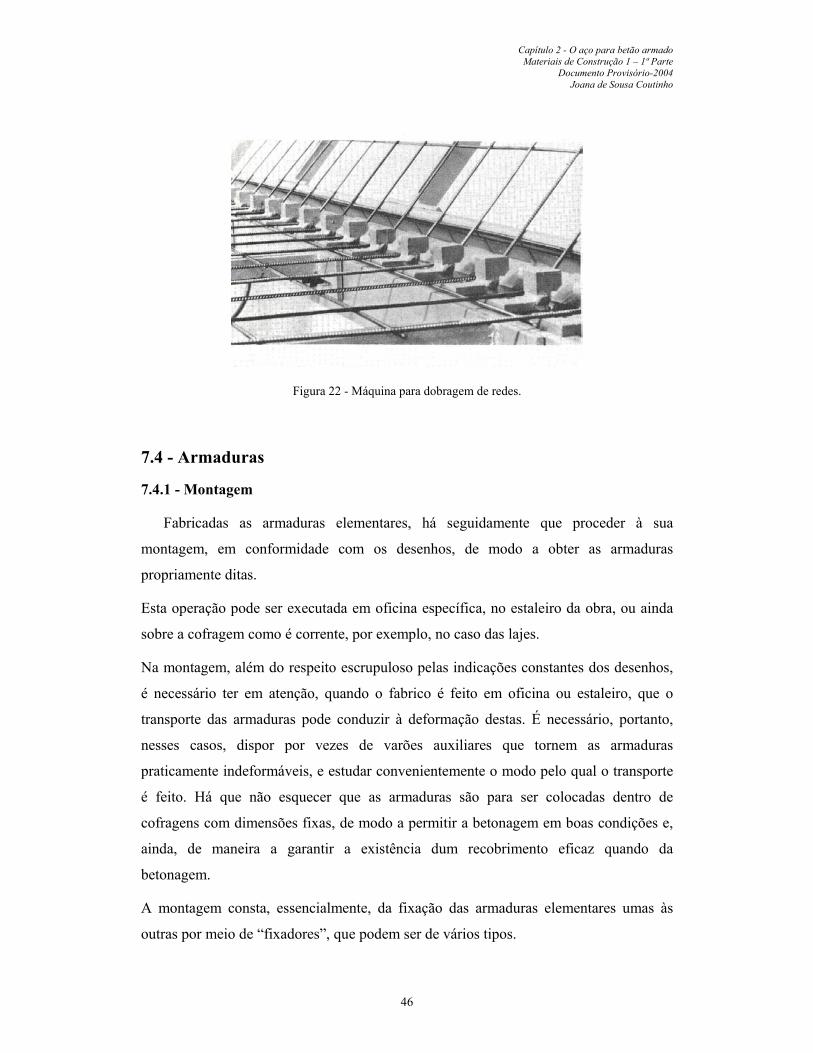
previamente programado, Figura 21. Para as redes existem máquinas específicas (Figura
22) capazes de dobrar na mesma direcção e para um dado ângulo a totalidade dos fios,
para o que são dotados duma série de mandris, sendo as distâncias entre eles adaptáveis
às distâncias entre os fios das redes a dobrar.
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
45
Figura 19 - Dobragem por meio de alavanca pertencendo ao sistema.
Figura 20 - Máquina de dobragem de varões.
Figura 21 - Máquina automática para fabrico de armaduras elementares.
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
46
Figura 22 - Máquina para dobragem de redes.
7.4 - Armaduras
7.4.1 - Montagem
Fabricadas as armaduras elementares, há seguidamente que proceder à sua
montagem, em conformidade com os desenhos, de modo a obter as armaduras
propriamente ditas.
Esta operação pode ser executada em oficina específica, no estaleiro da obra, ou ainda
sobre a cofragem como é corrente, por exemplo, no caso das lajes.
Na montagem, além do respeito escrupuloso pelas indicações constantes dos desenhos,
é necessário ter em atenção, quando o fabrico é feito em oficina ou estaleiro, que o
transporte das armaduras pode conduzir à deformação destas. É necessário, portanto,
nesses casos, dispor por vezes de varões auxiliares que tornem as armaduras
praticamente indeformáveis, e estudar convenientemente o modo pelo qual o transporte
é feito. Há que não esquecer que as armaduras são para ser colocadas dentro de
cofragens com dimensões fixas, de modo a permitir a betonagem em boas condições e,
ainda, de maneira a garantir a existência dum recobrimento eficaz quando da
betonagem.
A montagem consta, essencialmente, da fixação das armaduras elementares umas às
outras por meio de “fixadores”, que podem ser de vários tipos.
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
47
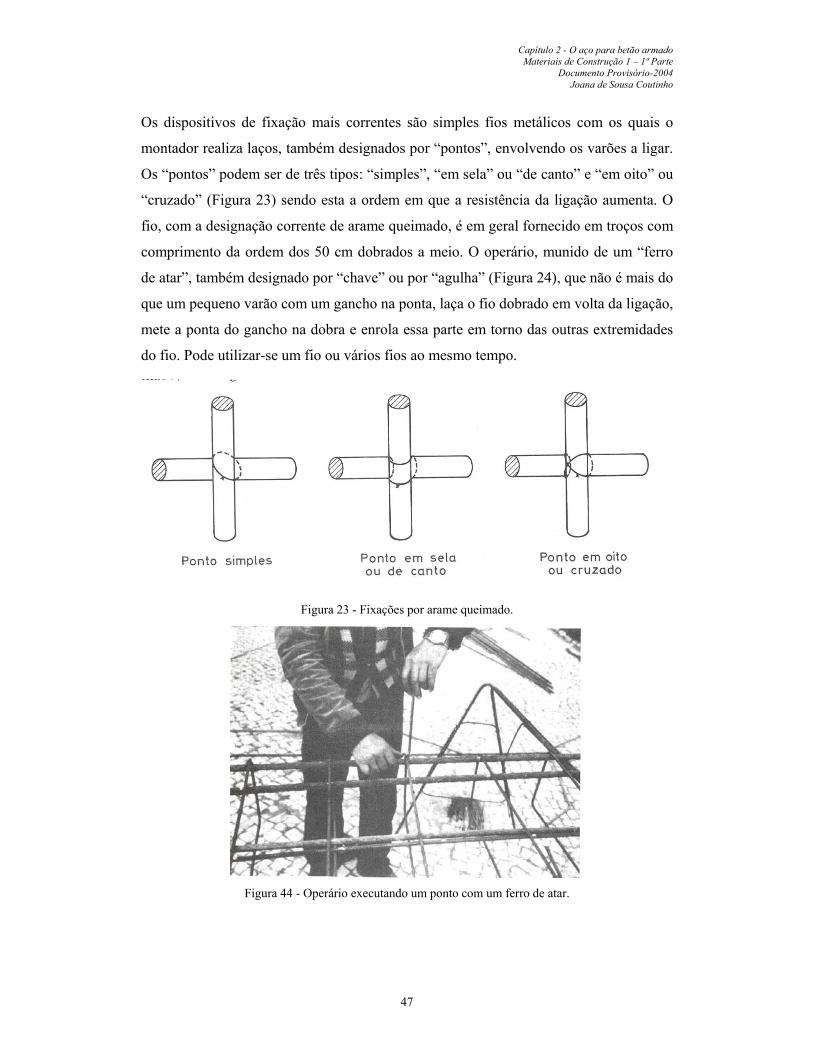
Os dispositivos de fixação mais correntes são simples fios metálicos com os quais o
montador realiza laços, também designados por “pontos”, envolvendo os varões a ligar.
Os “pontos” podem ser de três tipos: “simples”, “em sela” ou “de canto” e “em oito” ou
“cruzado” (Figura 23) sendo esta a ordem em que a resistência da ligação aumenta. O
fio, com a designação corrente de arame queimado, é em geral fornecido em troços com
comprimento da ordem dos 50 cm dobrados a meio. O operário, munido de um “ferro
de atar”, também designado por “chave” ou por “agulha” (Figura 24), que não é mais do
que um pequeno varão com um gancho na ponta, laça o fio dobrado em volta da ligação,
mete a ponta do gancho na dobra e enrola essa parte em torno das outras extremidades
do fio. Pode utilizar-se um fio ou vários fios ao mesmo tempo.
Figura 23 - Fixações por arame queimado.
Figura 44 - Operário executando um ponto com um ferro de atar.

Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
48
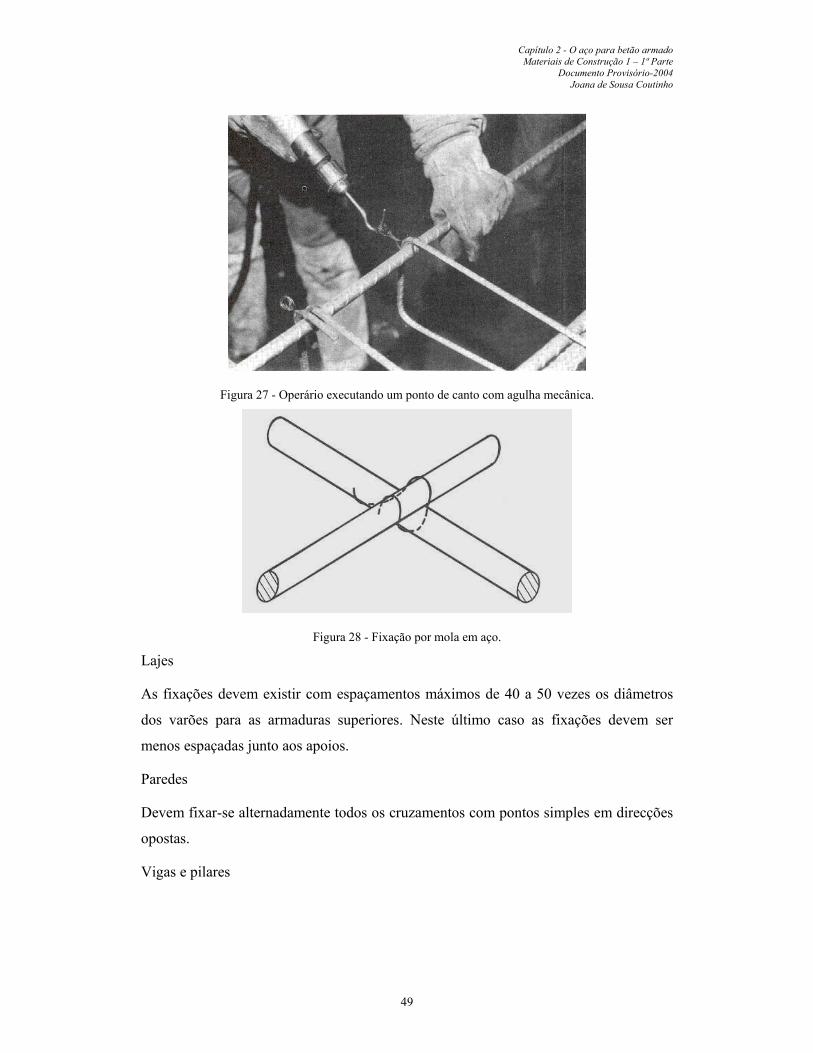
Um processo mais eficaz de efectuar idêntica operação consiste na utilização de fios de
atar prefabricados (Figura 25). Estes fios, que podem ser feitos em máquinas específicas
(Figura 26), são laçados à volta da ligação com o ferro de atar, podendo ainda utilizar-se
ferros de atar accionados mecanicamente por ar comprimido (Figura 27). A ligação
neste caso é bastante mais perfeita.
Além da fixação por fios outros processos existem como, por exemplo (Figura 28), um
dispositivo que consiste num arame de aço que se coloca abraçando “em sela” os varões
a ligar e funcionando de mola para aperto.
Quanto ao número de ligações a realizar numa armadura, ele é, evidentemente, o
mínimo necessário para que se obtenha uma indeformabilidade conveniente dessa
armadura. Vai depender, portanto, do tipo de armaduras em questão, da “nuance” do
aço, do diâmetro dos varões e ainda se a armadura é para transportar ou não. No entanto
pode-se, como regra geral, fornecer os seguintes valores (47):
Figura 25 - Fios de atar pré-fabricados.
Figura 26 - Máquina para fazer fios de atar.
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
49
Figura 27 - Operário executando um ponto de canto com agulha mecânica.
Figura 28 - Fixação por mola em aço.
Lajes
As fixações devem existir com espaçamentos máximos de 40 a 50 vezes os diâmetros
dos varões para as armaduras superiores. Neste último caso as fixações devem ser
menos espaçadas junto aos apoios.
Paredes
Devem fixar-se alternadamente todos os cruzamentos com pontos simples em direcções
opostas.
Vigas e pilares
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
50
Nos cantos dos estribos as ligações entre estes e os varões longitudinais devem todas ser
feitas com pontos de canto. Os outros varões longitudinais devem ter os seus
cruzamentos com os estribos ligados, alternadamente, com ponto simples.
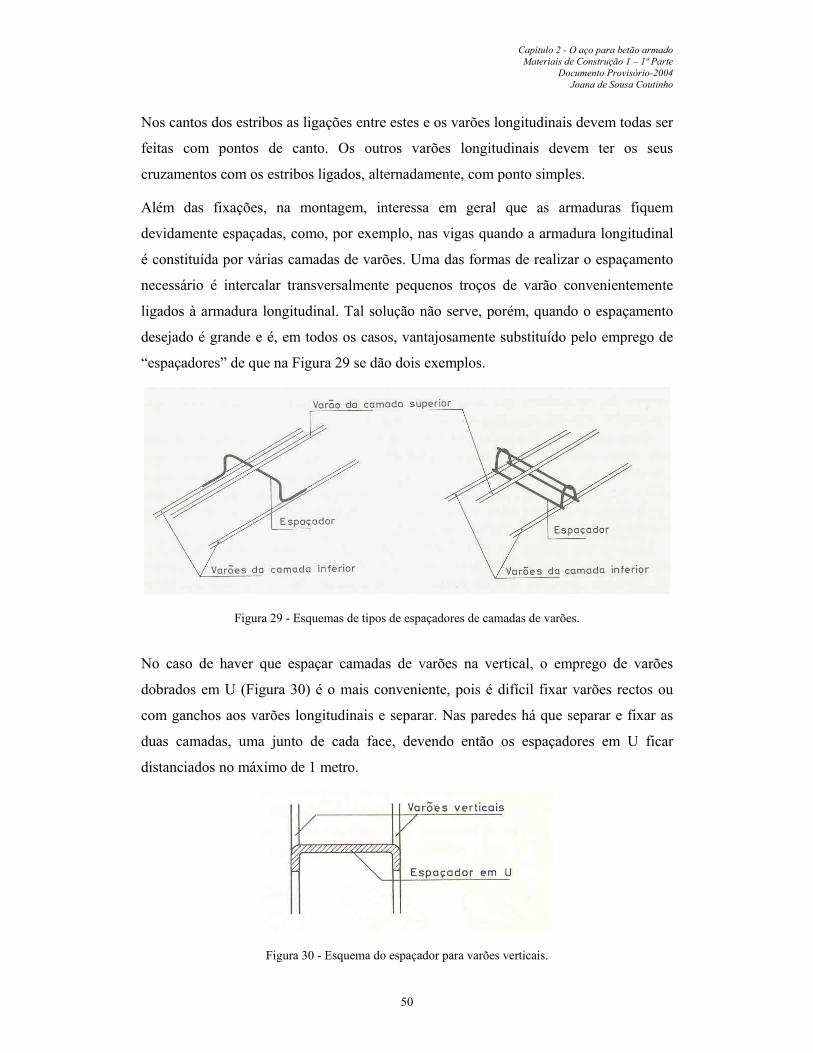
Além das fixações, na montagem, interessa em geral que as armaduras fiquem
devidamente espaçadas, como, por exemplo, nas vigas quando a armadura longitudinal
é constituída por várias camadas de varões. Uma das formas de realizar o espaçamento
necessário é intercalar transversalmente pequenos troços de varão convenientemente
ligados à armadura longitudinal. Tal solução não serve, porém, quando o espaçamento
desejado é grande e é, em todos os casos, vantajosamente substituído pelo emprego de
“espaçadores” de que na Figura 29 se dão dois exemplos.
Figura 29 - Esquemas de tipos de espaçadores de camadas de varões.
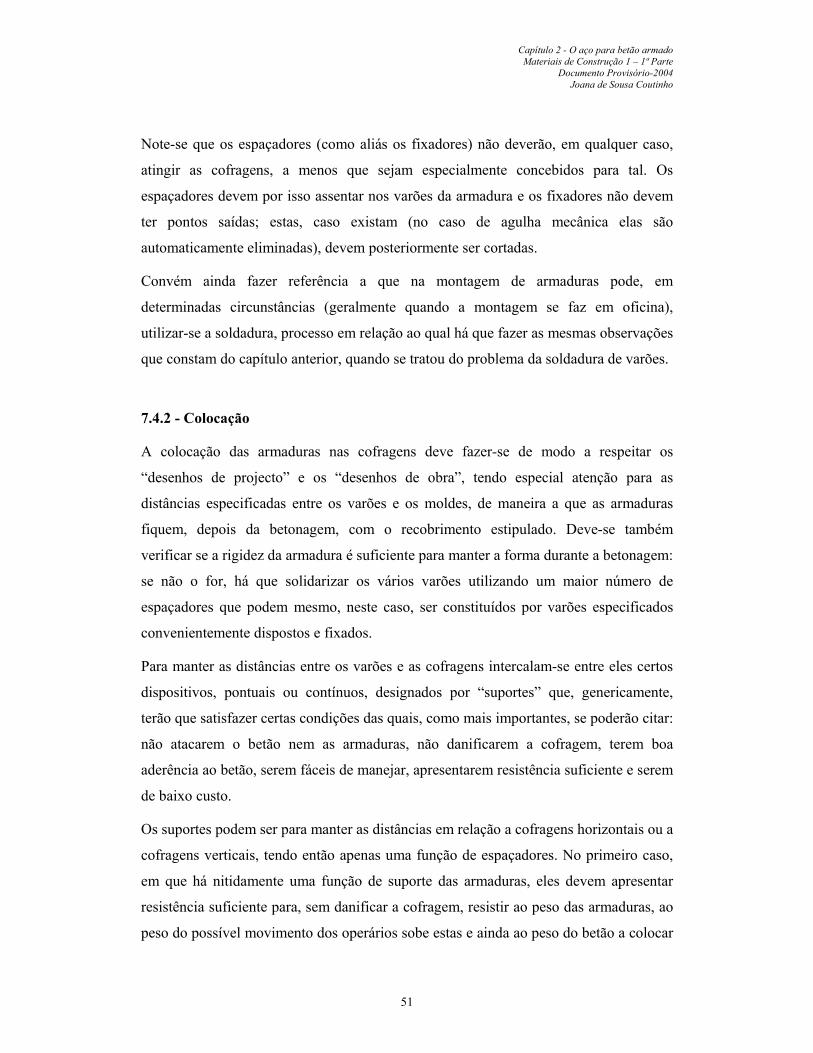
No caso de haver que espaçar camadas de varões na vertical, o emprego de varões
dobrados em U (Figura 30) é o mais conveniente, pois é difícil fixar varões rectos ou
com ganchos aos varões longitudinais e separar. Nas paredes há que separar e fixar as
duas camadas, uma junto de cada face, devendo então os espaçadores em U ficar
distanciados no máximo de 1 metro.
Figura 30 - Esquema do espaçador para varões verticais.
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
51
Note-se que os espaçadores (como aliás os fixadores) não deverão, em qualquer caso,
atingir as cofragens, a menos que sejam especialmente concebidos para tal. Os
espaçadores devem por isso assentar nos varões da armadura e os fixadores não devem
ter pontos saídas; estas, caso existam (no caso de agulha mecânica elas são
automaticamente eliminadas), devem posteriormente ser cortadas.
Convém ainda fazer referência a que na montagem de armaduras pode, em
determinadas circunstâncias (geralmente quando a montagem se faz em oficina),
utilizar-se a soldadura, processo em relação ao qual há que fazer as mesmas observações
que constam do capítulo anterior, quando se tratou do problema da soldadura de varões.
7.4.2 - Colocação
A colocação das armaduras nas cofragens deve fazer-se de modo a respeitar os
“desenhos de projecto” e os “desenhos de obra”, tendo especial atenção para as
distâncias especificadas entre os varões e os moldes, de maneira a que as armaduras
fiquem, depois da betonagem, com o recobrimento estipulado. Deve-se também
verificar se a rigidez da armadura é suficiente para manter a forma durante a betonagem:
se não o for, há que solidarizar os vários varões utilizando um maior número de
espaçadores que podem mesmo, neste caso, ser constituídos por varões especificados
convenientemente dispostos e fixados.
Para manter as distâncias entre os varões e as cofragens intercalam-se entre eles certos
dispositivos, pontuais ou contínuos, designados por “suportes” que, genericamente,
terão que satisfazer certas condições das quais, como mais importantes, se poderão citar:
não atacarem o betão nem as armaduras, não danificarem a cofragem, terem boa
aderência ao betão, serem fáceis de manejar, apresentarem resistência suficiente e serem
de baixo custo.
Os suportes podem ser para manter as distâncias em relação a cofragens horizontais ou a
cofragens verticais, tendo então apenas uma função de espaçadores. No primeiro caso,
em que há nitidamente uma função de suporte das armaduras, eles devem apresentar
resistência suficiente para, sem danificar a cofragem, resistir ao peso das armaduras, ao
peso do possível movimento dos operários sobe estas e ainda ao peso do betão a colocar
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
52
durante a betonagem. Tais suportes, quanto ao material de que são feitos, podem
classificar-se em suportes de argamassa, de fibrocimento, de plástico e metálicos.
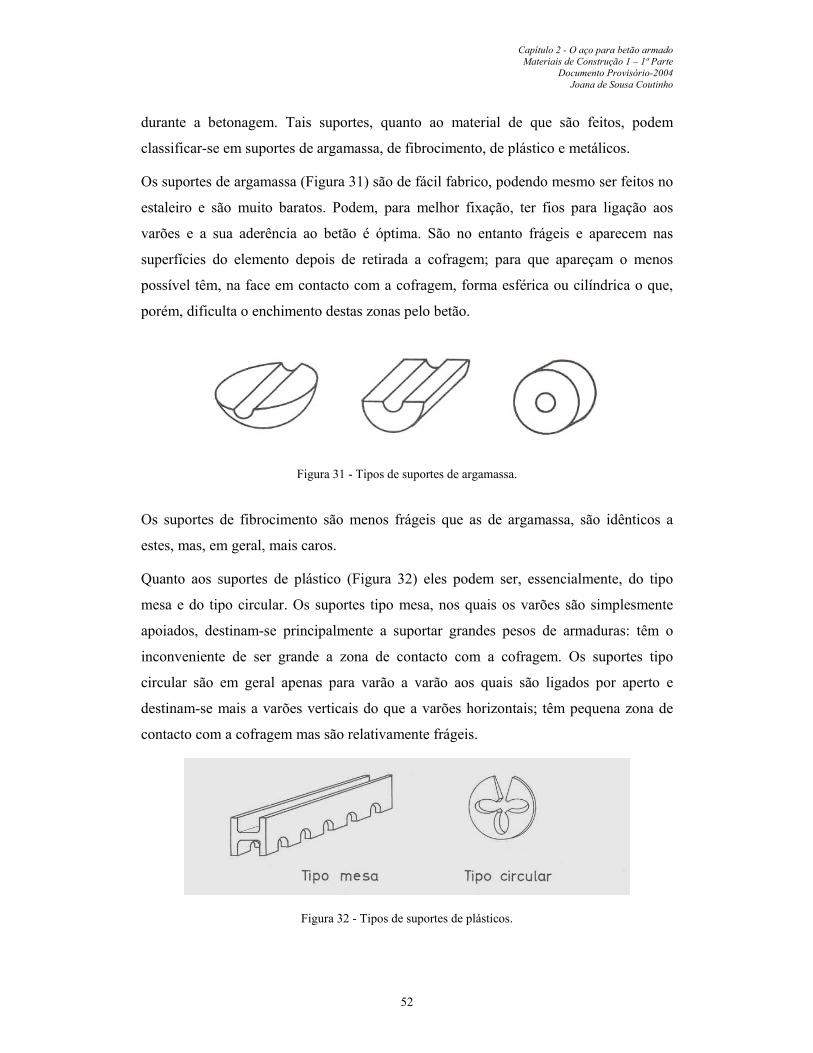
Os suportes de argamassa (Figura 31) são de fácil fabrico, podendo mesmo ser feitos no
estaleiro e são muito baratos. Podem, para melhor fixação, ter fios para ligação aos
varões e a sua aderência ao betão é óptima. São no entanto frágeis e aparecem nas
superfícies do elemento depois de retirada a cofragem; para que apareçam o menos
possível têm, na face em contacto com a cofragem, forma esférica ou cilíndrica o que,
porém, dificulta o enchimento destas zonas pelo betão.
Figura 31 - Tipos de suportes de argamassa.
Os suportes de fibrocimento são menos frágeis que as de argamassa, são idênticos a
estes, mas, em geral, mais caros.
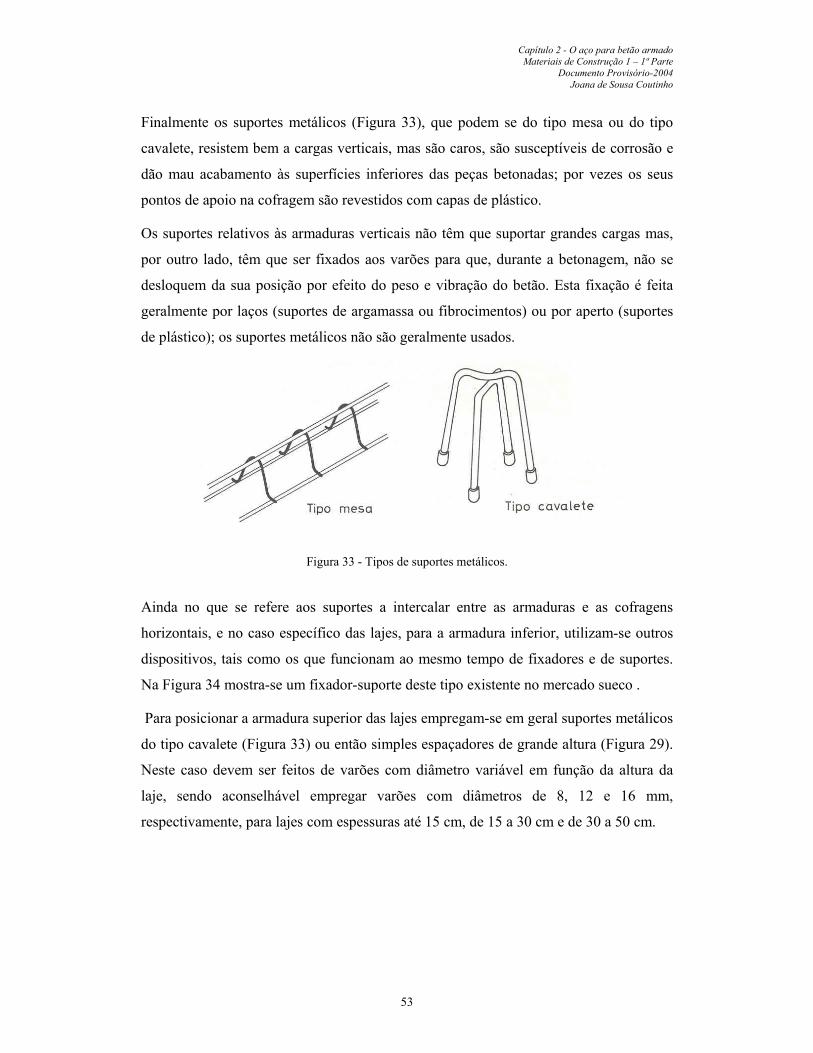
Quanto aos suportes de plástico (Figura 32) eles podem ser, essencialmente, do tipo
mesa e do tipo circular. Os suportes tipo mesa, nos quais os varões são simplesmente
apoiados, destinam-se principalmente a suportar grandes pesos de armaduras: têm o
inconveniente de ser grande a zona de contacto com a cofragem. Os suportes tipo
circular são em geral apenas para varão a varão aos quais são ligados por aperto e
destinam-se mais a varões verticais do que a varões horizontais; têm pequena zona de
contacto com a cofragem mas são relativamente frágeis.
Figura 32 - Tipos de suportes de plásticos.
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
53
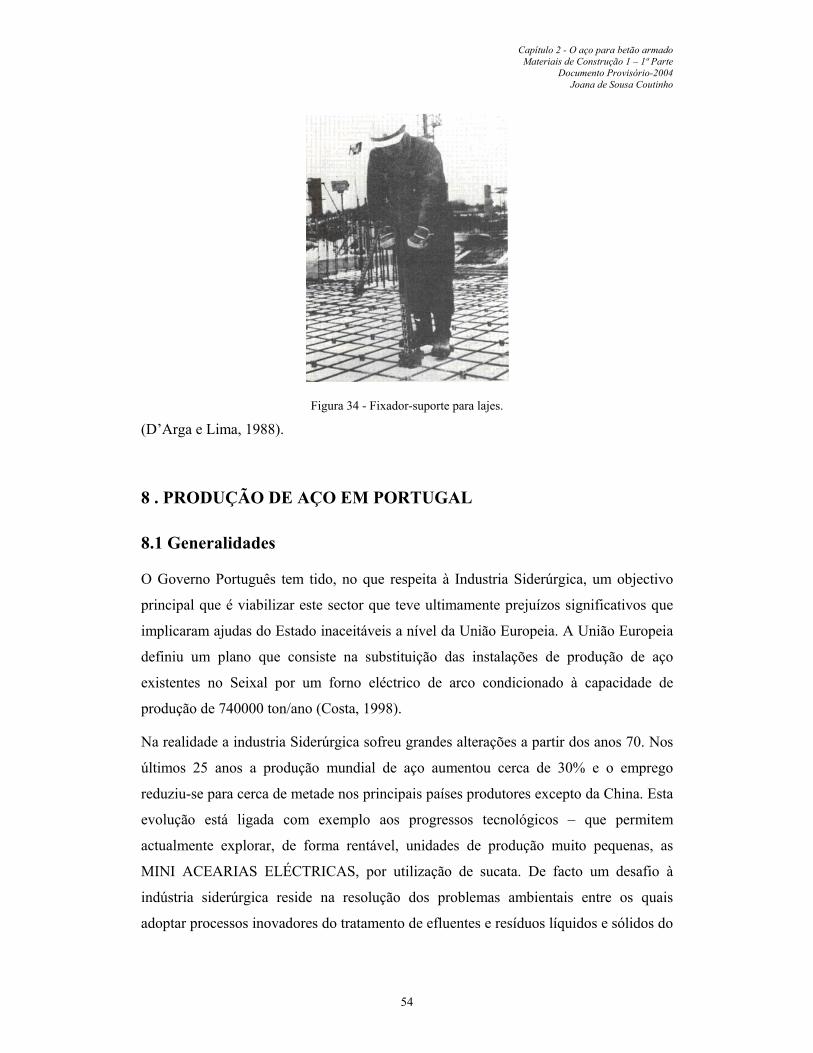
Finalmente os suportes metálicos (Figura 33), que podem se do tipo mesa ou do tipo
cavalete, resistem bem a cargas verticais, mas são caros, são susceptíveis de corrosão e
dão mau acabamento às superfícies inferiores das peças betonadas; por vezes os seus
pontos de apoio na cofragem são revestidos com capas de plástico.
Os suportes relativos às armaduras verticais não têm que suportar grandes cargas mas,
por outro lado, têm que ser fixados aos varões para que, durante a betonagem, não se
desloquem da sua posição por efeito do peso e vibração do betão. Esta fixação é feita
geralmente por laços (suportes de argamassa ou fibrocimentos) ou por aperto (suportes
de plástico); os suportes metálicos não são geralmente usados.
Figura 33 - Tipos de suportes metálicos.
Ainda no que se refere aos suportes a intercalar entre as armaduras e as cofragens
horizontais, e no caso específico das lajes, para a armadura inferior, utilizam-se outros
dispositivos, tais como os que funcionam ao mesmo tempo de fixadores e de suportes.
Na Figura 34 mostra-se um fixador-suporte deste tipo existente no mercado sueco .
Para posicionar a armadura superior das lajes empregam-se em geral suportes metálicos
do tipo cavalete (Figura 33) ou então simples espaçadores de grande altura (Figura 29).
Neste caso devem ser feitos de varões com diâmetro variável em função da altura da
laje, sendo aconselhável empregar varões com diâmetros de 8, 12 e 16 mm,
respectivamente, para lajes com espessuras até 15 cm, de 15 a 30 cm e de 30 a 50 cm.
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
54
Figura 34 - Fixador-suporte para lajes.
(D’Arga e Lima, 1988).
8 . PRODUÇÃO DE AÇO EM PORTUGAL
8.1 Generalidades
O Governo Português tem tido, no que respeita à Industria Siderúrgica, um objectivo
principal que é viabilizar este sector que teve ultimamente prejuízos significativos que
implicaram ajudas do Estado inaceitáveis a nível da União Europeia. A União Europeia
definiu um plano que consiste na substituição das instalações de produção de aço
existentes no Seixal por um forno eléctrico de arco condicionado à capacidade de
produção de 740000 ton/ano (Costa, 1998).
Na realidade a industria Siderúrgica sofreu grandes alterações a partir dos anos 70. Nos
últimos 25 anos a produção mundial de aço aumentou cerca de 30% e o emprego
reduziu-se para cerca de metade nos principais países produtores excepto da China. Esta
evolução está ligada com exemplo aos progressos tecnológicos – que permitem
actualmente explorar, de forma rentável, unidades de produção muito pequenas, as
MINI ACEARIAS ELÉCTRICAS, por utilização de sucata. De facto um desafio à
indústria siderúrgica reside na resolução dos problemas ambientais entre os quais
adoptar processos inovadores do tratamento de efluentes e resíduos líquidos e sólidos do
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
55
processo bem como aumentar a eficiência enérgica, reduzir a emissão de poluentes
gasosas designadamente os que provocam efeito de estufa.
As pressões ambientais e as inovações tecnológicas apontam também para um aumento
de procura de sucata à qual estará associada uma forte expansão de reciclagem de ferro
e aço de produtos finais, nomeadamente do sector automóvel e de construção naval
(Lobo e Albuquerque, 2001).
Portugal possui uma industria siderúrgica desde 1969 quando foi construída a então
Siderurgia Nacional, no Seixal (Paio Pires) para produção de produtos longos e
produtos planos. Em 1976 começou a funcionar igualmente a instalação de produtos
longos na Maia. Em 1994 foi aprovada pela Comunidade Europeia do Carvão e do Aço
(CECA) um plano de reestruturação da Siderurgia Nacional.
LUSOSIDER – Aços Planos, AS – (capitais estrangeiros) – produz diversos tipos de
chapa por laminagem a quente de bobines totalmente importadas.
Ao nível de produtos planos a LUSOSIDER produz diversos tipos de chapa:
- a chapa laminada a frio – produto de baixo valor acrescentado, utilizado em móveis
metálicos, cuja procura tem sido gradualmente deficitária, levando a que se tenha
abandonado a sua procura;
- a chapa galvanizada – utilizada para produzir equipamentos e máquinas, cuja
qualidade pode variar, sendo a chapa produzida em Portugal utilizada por várias
produtoras de máquinas, mas não na industria automóvel;
- a folha de flandres – utilizada para produção de embalagens metálicas,
nomeadamente enlatados.
É possível que, no futuro, se venham a produzir em Portugal alguns produtos de maior
valor acrescentado, como por exemplo chapa galvanizada lacada ou pintada, visto ter
aplicações crescentes na construção.
SN – Empresa de Produtos Longos, AS – (capitais estrangeiros) Ferrol (Galiza),
Maia, Seixal.
Quer na Maia, quer no Seixal produz-se varão para betão e no Seixal também se
produz fio–máquina.
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
56
- varão para betão - destinado à construção civil e produzido nas instalações da Maia e
do Seixal, sobretudo para abastecimento do mercado nacional.
- fio-máquina - produto de maior valor acrescentado utilizado na indústria
metalomecânica (para perfis, parafusos, pregos, etc...).
Dado que a instalação do Seixal é a única do grupo MEGASA que produz fio-máquina,
tem sido aposta da empresa explorar o mercado deste produto, que é sobretudo
exportado para Espanha.
A SN-EMPRESA DE SERVIÇOS, SN - de capitais exclusivamente nacionais,
produzia biletes a partir do minério de ferro, que constituem matéria-prima da SN-
Longos. Era utilizada a via clássica, que consistia em reduzir a quente os óxidos de ferro
do minério, por carbono. A operação era realizada no alto-forno, alimentado por uma
mistura de minério e coque, que exige a montante as operações de tratamento do
minério e produção do coque a partir do carvão, na coqueria. O produto obtido – a gusa
(combinação de ferro e carbono) – era afinada na acearia para redução do teor de
carbono e obtenção dos biletes de aço.
No âmbito do projecto de reestruturação da Siderurgia, foi encerrado o alto-forno e
processos associados (coqueria, sinterização e acearia), tendo sido substituído por um
forno eléctrico que consome sucata, passando a produção de aço a ser efectuada por
uma via mais moderna, em mini-acearia.
A remodelação do processo produtivo da siderurgia através da produção em mini-
acearia, permite ganhos de competitividade, por diversas vias. Por um lado, o forno
eléctrico evita níveis elevados de poluição local e os elevados investimentos que seriam
necessários em termos ambientais para manter o alto-forno. Ao consumir sucata, os
custos da matéria-prima irão ser substancialmente menores. O mercado nacional de
sucata não é suficiente, podendo no entanto vir a desenvolver-se, através da implantação
de um sistema de recolha e da constituição de empresas desmanteladoras e
fragmentadoras, que poderão inclusivamente vir a surgir no parque industrial a criar no
Seixal. Grande parte da sucata necessária para alimentar o forno eléctrico é importada,
dependendo o seu preço das características da sucata. Existem tabelas de características,
sendo mais caras as sucatas mais densas e com menos contaminantes (provenientes de
desmantelamento industrial e naval) (Lobo e Albuquerque, 2001) .
Capítulo 2 - O aço para betão armado Materiais de Construção 1 – 1ª Parte
Documento Provisório-2004 Joana de Sousa Coutinho
57
REFERÊNCIAS
D’Arga e Lima, “Betão armado, Armaduras-Caracterização, Fabrico, colocação e
pormenorização” Vol.1 – Aspectos Gerais, LNEC, 1988.
Costa, José Diogo “O Programa da Industria Siderurgica em Portugal”, Direcção Geral
da Industria do Ministério da Economia, 1998 (ISBN 972-8170-41-8)
Lobo, Angelo e Albuquerque, Maria Luisa. Metalurgia – Desafios do Sector, GEPE,
Gabinete de Estudos e Prospecção Económica do Ministério da Economia, Lisboa, 2001
(ISBN 97l2-8170-74-2)
NP EN 10 002-1 1990 Materiais metálicos Ensaio de tracção Parte 1. Método de ensaio
(à temperatura ambiente).
Pádua Loureiro, A., Os Aços Hoje, Ingenium, Novembro, 1995.
Reparaz, J.M.P.; Bilbao, J.M.; Ereno, J.M.L. e Bricio, L.I. “La Fabricacion del Acero”,
UNESID, Madrid, 1998.