anÁlise da curva de aprendizado na construÇÃo de … · anÁlise da curva de aprendizado na...
TRANSCRIPT

ANÁLISE DA CURVA DE APRENDIZADO NA CONSTRUÇÃO DE NAVIOS IRMÃOS
DO TIPO MANUSEIO DE ESPIAS (LH
Alessandro Carvalho Perfetti Pereira
ANÁLISE DA CURVA DE APRENDIZADO NA CONSTRUÇÃO DE NAVIOS IRMÃOS
DO TIPO MANUSEIO DE ESPIAS (LH - LINE HANDLING)
Alessandro Carvalho Perfetti Pereira
Projeto de Graduação apresentadoEngenharia Naval e Oceânica Politécnica, Universidade Federal Janeiro, como parte dos requisitos obtenção do título de EngenheiroOceânico. Orientadora: Marta Cecilia Tapia Reyes
Rio de Janeiro
Julho de 2015
ANÁLISE DA CURVA DE APRENDIZADO NA CONSTRUÇÃO DE NAVIOS IRMÃOS
LINE HANDLING)
apresentado ao Curso de nica da Escola
Universidade Federal do Rio de equisitos necessários à Engenheiro Naval e
Marta Cecilia Tapia Reyes

Universidade Federal do Rio
ANÁLISE DA CURVA DE APRENDIZADO NA CONSTRUÇÃO DE NAVIOS IRMÃOS
DO TIPO MANUSEIO DE ESPIAS (LH
ALESSANDRO CARVALHO PERFETTI PEREIRA
PROJETO DE GRADUAÇÃO
ENGENHARIA NAVAL E O
UNIVERSIDADE FEDERAL
NECESSÁRIOS PARA A O
OCEÂNICO.
Examinado por:
___________________________________________________
___________________________________________________
___________________________________________________
Universidade Federal do Rio de Janeiro Escola Politécnica
Engenharia Naval e Oceânica
ANÁLISE DA CURVA DE APRENDIZADO NA CONSTRUÇÃO DE NAVIOS IRMÃOS
DO TIPO MANUSEIO DE ESPIAS (LH - LINE HANDLING)
ALESSANDRO CARVALHO PERFETTI PEREIRA
DE GRADUAÇÃO SUBMETIDO AO CORPO DOCENTE DO
ENGENHARIA NAVAL E OCEÂNICA DA ESCOLA POLITÉCNICA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISI
NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE ENGENHEIRO NAVAL E
___________________________________________________Profª. D.Sc. Marta Cecilia Tapia Reyes
___________________________________________________Prof. D.Sc. Severino Fonseca da Silva Neto
___________________________________________________Profª. D.Sc. Annelise Zeemann
RIO DE JANEIRO, RJ - BRASIL
JULHO DE 2015
POLI/UFRJ
ANÁLISE DA CURVA DE APRENDIZADO NA CONSTRUÇÃO DE NAVIOS IRMÃOS
LINE HANDLING)
OCENTE DO CURSO DE
LITÉCNICA DA
MO PARTE DOS REQUISITOS
NGENHEIRO NAVAL E
___________________________________________________ Marta Cecilia Tapia Reyes
___________________________________________________ Severino Fonseca da Silva Neto
___________________________________________________

iii
Pereira, Alessandro Carvalho Perfetti
Análise da curva de aprendizado na construção de navios
irmãos do tipo manuseio de espias (LH – Line Handling) / Alessandro
Carvalho Perfetti Pereira - Rio de Janeiro: UFRJ/ ESCOLA
POLITÉCNICA, 2015
VII, 82 p.: il.; 29,7 cm.
Orientador: Marta Cecilia Tapia Reyes
Projeto de Graduação – UFRJ/ Escola Politécnica/ Curso de
Engenharia Naval e Oceânica, 2015
Referências Bibliográficas: p. 63-64.
1.Introdução 2. Curva de Aprendizado 3. O Estaleiro 4. A
Embarcação Manuseio de Espias 5. O Processo de Inspeção na
Construção 6. Principais Não Conformidades Analisadas 7.
Acompanhamento da Construção 8. Análise dos Resultados 9.
Conclusão 10. Referências Bibliográficas
I. Tapia Reyes, Marta Cecilia. II. Universidade Federal do Rio
de Janeiro, Escola Politécnica, Curso de Engenharia Naval e
Oceânica. III. Análise da curva de aprendizado na construção de
navios irmãos do tipo manuseio de espias (LH – Line Handling).

iv
AGRADECIMENTOS
Aos meus pais, Sergio e Emilce, pelo apoio, palavras de incentivo e paciência
durante toda a vida, principalmente nos anos de graduação longe do aconchego do
lar. A minha irmã, Aline, que sempre me fez ser mais resiliente.
A toda minha família que sempre foram presentes e incentivadores do estudo.
Aos meus grandes amigos de São José dos Campos que passados tantos
anos distantes a amizade se mostra sempre grande e verdadeira e a certeza de bons
momentos quando todos estão reunidos.
A minha orientadora, Marta, pela ajuda durante o desenvolvimento desse
projeto, pelos ensinamentos e entusiasmos passados sobre Engenharia Naval durante
as disciplinas ministradas.
Aos docentes do DENO que se esforçaram em transmitir seus conhecimentos
tanto profissional como pessoal que sem dúvida farão parte da minha vida profissional.
Aos colegas de trabalho que foram excepcionais, permitindo que eu estivesse
em um ambiente agradável e de muito aprendizado, principalmente, os vistoriadores
que sempre foram solícitos em me ajudar e transmitir conhecimentos.
Aos amigos que fiz durante a trajetória acadêmica, calouros, veteranos e
colegas de turma, em especial a minha dupla de inúmeros trabalhos o Filipe e ao Caio
e Renan pela ajuda, incentivo, conselhos, risadas que sem dúvida tornaram a
faculdade uma época a ser lembrada com saudade.

v
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como parte
dos requisitos necessários para a obtenção do grau de Engenheiro Naval e Oceânico.
Análise da curva de aprendizado na construção de navios irmãos do tipo manuseio de espias (LH – Line Handling).
Alessandro Carvalho Perfetti Pereira
Julho/2015
Orientador: Marta Cecilia Tapia Reyes Curso: Engenharia Naval e Oceânica Com a retomada da indústria naval brasileira nos anos 2000 houve uma ampliação
dos estaleiros nacionais que viram o número de navios a serem construídos crescer.
Os muitos anos sem movimentação expressiva nesse setor tornaram-no escasso de
mão de obra, principalmente de soldadores. Fato esse que colabora para que existam
erros durante a construção. Após 15 anos de mercado aquecido ainda são
encontrados problemas nos estaleiros brasileiros, precisamente os do estado do Rio
de Janeiro.
Com o intuito de analisar a curva de aprendizado de um estaleiro ao construir navios
irmãos foi realizado esse projeto que consiste em acompanhar a construção de 4
embarcações de apoio marítimo denominadas de manipuladores de linhas “Line
Handling” a fim de identificar os problemas enfrentados (defeitos em soldas, não
conformidades estruturais, erros de projeto, desconhecimento de normas e
regulamentos entre outros) e como eles foram solucionados e aprendidos para a
construção dos navios subsequentes.
Ao final foi possível obter um panorama da situação do estaleiro que é um recorte dos
estaleiros encontrados no Brasil.
Palavras-chave: Estaleiros, Construção naval, Line Handling, Curva de Aprendizado

vi
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of
the requirements for the degree of Engineer.
Analysis of shipbuilding's learning curve of Line Handling sister ships
Alessandro Carvalho Perfetti Pereira
July/2015
Advisor: Marta CeciliaTapia Reyes Course: Naval and Ocean Engineering In the 2000s with the resumption of the Brazilian shipbuilding industry there was an
expansion of domestic shipyards and they seen the number of ships to be built to
increase. The many years without significant movement in this sector made a scarce of
manpower, mainly of welders. A fact that contributes to there are errors during
construction. After 15 years of hot market are still found problems in Brazilian
shipyards, precisely in the state of Rio de Janeiro.
In order to analyze the learning curve of a shipyard to build sisters ships was made this
project which was to follow the construction of four offshore support vessels know as
"Line Handling" to identify the problems faced (like defects in welds, structural non-
conformities, design errors, lack of knowledge of rules and regulations etc.) and how
they were solved and learned to build the subsequent ships.
Then it was possible to obtain an overview of the yard's situation which is an excerpt of
the shipyards found in Brazil.
Keywords: Shipyards, shipbuilding, Line Handling, Learning Curve

vii
ÍNDICE
1 - Introdução ............................................................................................................... 1
2 - Curva de Aprendizado ............................................................................................. 2
3 - O Estaleiro ............................................................................................................... 6
4 - A Embarcação Manuseio de Espias ........................................................................ 8
5 - O Processo de Inspeção na Construção ................................................................ 14
5.1 – Controle de Qualidade e Sociedade Classificadora ........................................ 14 5.2 – Processo de Inspeção .................................................................................... 14
6 - Principais Não Conformidades Analisadas ............................................................ 22
6.1 – Não Conformidades de Soldas ....................................................................... 22 6.1.1 – Porosidade .............................................................................................. 22
6.1.2 – Inclusão de Escória ................................................................................. 24
6.1.3 – Falta de Fusão ........................................................................................ 26
6.1.4 – Falta de Penetração ................................................................................ 27
6.1.5 – Mordedura ............................................................................................... 28
6.1.6 – Respingo ................................................................................................. 30
6.1.7 – Trincas .................................................................................................... 31
6.1.8 – Geometria ............................................................................................... 35
6.2 – Não Conformidades Estruturais ..................................................................... 36 6.2.1 – Desalinhamento ...................................................................................... 36
6.2.2 – Erros em peças estruturais ...................................................................... 38
6.2.3 – Empeno ................................................................................................... 39
6.3 – Outras Não Conformidades ............................................................................ 41 7 – Acompanhamento da Construção ......................................................................... 49
7.1 – Casco 01 ........................................................................................................ 49 7.2 – Casco 02 ........................................................................................................ 50 7.3 – Casco 03 ........................................................................................................ 51 7.4 – Casco 04 ........................................................................................................ 52
8 – Análise dos Resultados......................................................................................... 54
8.1 – Estudos da Série de embarcações manuseadores de linha ........................... 54 8.2 – Curva de Aprendizado da Série de embarcações manuseadores de linha ..... 58 8.3 – Interpretação dos resultados .......................................................................... 59 8.4 – Sugestões ao Estaleiro .................................................................................. 60
9 – Conclusão ............................................................................................................. 61
10 – Referências Bibliográficas ................................................................................... 63
ANEXO A – Planilhas com os Dados Analisados ........................................................ 65
ANEXO B – Tipos de Financiamento na Área Naval ................................................... 69
ANEXO C – Lista de Documentos necessários para a embarcação operar ................ 78
1
1 - INTRODUÇÃO
O Brasil sempre teve em sua história uma forte ligação com a indústria naval, desde a
época colonial com a criação do Arsenal de Marinha do Rio de Janeiro (1), depois no
final da década de 50 com o Plano de Metas em que estaleiros como Ishibrás e
Verolme vieram para o Brasil e agora nos anos 2000 que com o Programa de
Renovação da Frota de Apoio Marítimo (PROREFAM), criado em 2000; o Programa
de Mobilização da Indústria Nacional de Petróleo e Gás Natural (PROMINP), criado
em 2003 e o Programa de Modernização e Expansão da Frota (PROMEF), criado em
2004 possibilitou o ressurgimento da indústria naval brasileira.
Essa retomada aproveitou o cenário favorável do petróleo, por exemplo, com a
descoberta em 2007 do pré-sal, pela Petrobras. Para se ter uma ideia desse forte
incentivo pode-se observar que no 3º PROREFAM lançado em 2008, que prevê a
contratação de 146 embarcações com conteúdo local mínimo de 70%. (2)
Um dos problemas no ressurgimento da indústria naval brasileira foi a falta de mão de
obra, por exemplo, soldadores qualificados. Esse é um problema que afeta
diretamente na produtividade dos estaleiros nacionais, pois durante realização de
inspeções pelo controle de qualidade ou pela Sociedade Classificadora é comum
encontrar problemas de solda, além de problemas por falta de peças; desalinhamento
e empeno.
Nos últimos anos as carteiras dos estaleiros nacionais tem estado cheias,
principalmente por causa dos programas citados anteriormente. Outra característica
proporcionada por esses programas é a de existência de “Sister Ships”, ou seja,
navios irmãos que utilizam o mesmo projeto para ser construído.
Uma das vantagens desses navios irmãos é o aprendizado tanto dos armadores como
dos estaleiros no que diz respeito aos processos construtivos, ou seja, é esperado que
o estaleiro aprenda a cada nova construção, mais ainda se forem navios irmãos.
Nesse projeto foi estudada uma série de navios irmãos de apoio offshore
denomidados “Line Handling - LH” com o objetivo de verificar a melhora na
produtividade ocasionada pela curva de aprendizado.
No capítulos seguintes serão abordados o que é a curva de aprendizagem, juntamente
com as especificidades dela para a área naval e a importância de se conhecer os
processos produtivos, as características do estaleiro serão abordados em um novo
capítulo. Em outro capítulo é explicado como é a embarcação da série que será
estudada, as dimensões, equipamentos, quantidade de tanques. Outro capítulo é
destinado a explicar o processo de inspeção durante a construção, quais são as

2
etapas e os papéis tanto do estaleiro como da sociedade classificadora. Em seguida
serão apresentadas as principais não conformidades encontradas durante as
inspeções, como elas ocorrem e como são constatadas. Nos capítulos seguintes são
referentes ao estudo realizado, a reunião de dados para posterior análise deles dados,
mostrando a curva de aprendizado da série estudada.
Nos anexos do trabalho tem uma explicacação sobre o tipo de financiamento da
embarcação e uma explicação dos documentos exigidos para que ela navegue.
2 - CURVA DE APRENDIZADO
Uma curva de aprendizado é um modelo matemático que é usado para estimar a
eficiência durante a realização de uma atividade repetida. Ela foi inicialmente
introduzida na indústria aeronáutica pelo T.P. Wright ao publicar um artigo em 1936
descrevendo a teoria básica para obter estimativas de custos na produção repetitiva
de aviões na Segunda Guerra Mundial e desde então tem sido em várias áreas.
Existem duas teorias, a de Crawford que diz que toda vez que a quantidade produzida
for dobrada, será esperada uma redução percentual mais ou menos fixa no esforço
necessário para a produção de uma unidade ou uma redução no tempo médio para se
produzir um grupo de unidades, segundo Wright.
A percentagem de aprendizagem é geralmente determinada pela análise estatística
dos dados de custo real para produtos semelhantes. Rodney Stewart em “Cost
Estimator’s Reference Manual” explica como fazer o cálculo passo a passo para um
novo produto.
O aprendizado tende a se perder se existe uma interrupção ou alguma alteração na
atividade produtiva, por isso é importante entender como ocorre o processo produtivo.
Antigamente o método de construção de navios era feito por um processo denominado
“Straight Stick” (3), ou seja, era colocada uma estrutura de aço (stick), chamada de
quilha e começava-se a rebitar as chapas de aço, depois eram as cavernas e as
chapas do costado, ou seja, começava no chão e continuavam verticalmente. Dessa
maneira o intervalo entre batimento de quilhas entre dois navios era maior, pois era
preciso esperar lançar a embarcação para liberar o espaço para a subsequente.

3
Fonte: Jack Malcolm (4)
Figura 1 - Construção pelo método de "straight stick".
Com o método moderno de construção por blocos e o uso de soldas além de novas
formas de movimentar estruturas no estaleiro, foi possível a construção de navios em
paralelo.

4
Figura 2 - Plano de Blocos
Figura 3 - Junção dos blocos 109 e 110
Uma vez que os blocos construídos são menores e podem ser construídos
simultaneamente com os blocos de outros navios, não há mais a necessidade de
concluir uma embarcação para começar a outra. Apesar de uma maior necessidade de
interação entre as etapas construtivas, a construção por blocos tem vantagens como a
de permitir que o bloco não seja construído necessariamente no mesmo local da
edificação, flexibilizando a construção; evitar o trabalho sobre cabeça seja nas soldas,

5
assim como na instalação de suportes e tubulações; instalação de equipamentos sem
precisar fazer cortes no casco para que sejam instalados a bordo, facilidade na pintura
por ser uma área menor e ter mais acesso aos locais de difícil acesso.
Outro ponto importante na construção em paralelo é a de controlar o intervalo de
batimento entre quilhas para que não seja muito longo e a execução do projeto se
torne muito custosa e nem que seja muito curta, pois aumenta a necessidade de
gerenciar melhor as construções, além das lições aprendidas com os erros cometidos
no navio anterior não conseguirem ser colocadas em práticas gerando mais gastos.
Da economia sabe-se bem que a produção em massa e a economia de escala estão
diretamente ligadas com a diminuição dos custos de produção. Navios não são iguais
carros que são produzidos em massa, porém a construção de navios irmãos utiliza
esse princípio para reduzir o esforço da construção.
Todos os estaleiros experimentam uma diminuição do número de horas necessário
para construir os navios subsequentes, principalmente se forem navios irmãos
obviamente que uma alteração no projeto do navio ou nos processos produtivos do
estaleiro possa alterar e normalmente aumentar essas horas. Medidas de curvas de
aprendizado mostram que elas não são lineares, o ganho entre o primeiro e segundo
navio não é repetido nos navios seguintes. Apesar do maior ganho ser no início
mesmo em programas maiores é perceptível o ganho navio pós navio.
As curvas de aprendizado de construção naval de 90% a 94% são típicas (5) e podem
ser vistas na figura abaixo.
Fonte: Naval Shipbuilding Australia’s $250 bilion Nation Building Opportunity (5)
Figura 4 - Curvas de aprendizado típicas da construção naval
6
Ou seja, uma curva 90% quer dizer que a cada vez que a produção é dobrada, a
redução no tempo é de 10%.
3 - O ESTALEIRO
Para o desenvolvimento desse trabalho foram utilizados os dados referentes a
construção de quatro navios irmãos do tipo manuseio de linhas, que tiveram toda a
sua construção acompanhada por uma Sociedade Classificadora em um estaleiro
localizado no Estado do Rio de Janeiro que embora tenha mais de 10 anos era apenas
usado para reparo e desde a retomada da indústria naval começou a realizar as
construções em sua área também. O estaleiro tem a capacidade de construir navios
de pequeno porte em uma área total de cerca de 10 mil metros quadrados, sendo
cerca de 80 metros de cais. Possui oficinas de montagem tais como caldeiraria e
tubulação; carpintaria; elétrica; mecânica.
A fim de ter uma ideia do “layout” do estaleiro foi feito o esboço abaixo:
Figura 5 – “Layout” do estaleiro estudado.
A legenda da figura acima pode ser conferida abaixo:
A – Áreas destinadas a montagem de painéis e blocos.
B – Área onde são armazenadas as chapas de aço cortadas a serem utilizadas na
montagem de painéis.

7
C – Área de edificação das embarcações. Não é carreira nem dique seco.
D – Prédios onde se encontram a parte de projeto, controle e qualidade, sociedade
classificadora, fiscalização do armador, acompanhamento de obras.
E – Prédios Administrativos
F – Local para armazenar “outfitting”.
G – Oficinas de caldeiraria e tubulação.
H – Oficinas mecânica e elétrica.
I – Almoxarifado.
J – Área de descarte de material, sucata.
K – Dique flutuante.
As chapas de aço utilizadas são compradas através de fornecedores que as adquirem
junto a siderúrgica brasileira USIMINAS. Após a compra as chapas são certificadas
pela Sociedade Classificadora e elas seguem para o tratamento, aplicação de “shop
primer” em uma empresa terceirizada, assim como os cortes de cada bloco, também,
são terceirizados devido à falta de espaço no estaleiro. Ou seja, as chapas cortadas
chegam ao estaleiro através de caminhões ou através de balsas para serem utilizadas
na montagem dos painéis.
No estaleiro há predomínio do uso do eletrodo revestido (SMAW) nos
processos de soldagem, que é um processo necessariamente manual e de baixa
produtividade, seguido do processo MAG (GMAW) que embora seja um processo bom
é sucestivel as condições ambientais como vento, umidade e em gerar não
conformidades como respingo e poros. Outro processo utilizado também no estaleiro é
o TIG (GTAW), um processo de baixa produtividade, porém de alta qualidade nos
cordões.
No caso de blocos curvos, nos locais onde é requerido o uso de conformações o
estaleiro opta em receber as chapas e perfis já conformados ou construir o bloco em
uma área arrendada de outro estaleiro.
No caso da proa primeiro é montada a grelha de reforçadores para depois inserir as
chapas curvas.

8
Figura 6 - Bloco de proa. Estrutura da grelha de reforçadores montada antes das chapas
curvas.
Para a movimentação de carga conta com caminhões guindaste, sendo um maior de
50 toneladas de capacidade e outros menores, além de empilhadeiras. Ou seja, toda a
área do estaleiro é coberta pelos guindastes.
No caso do estaleiro por não ter carreira ou um dique seco a edificação é feita numa
área plana. Para colocar o navio na água é realizada uma operação com o auxílio de
uma empresa especializada em movimentação de grandes cargas usando reboques
modulares hidráulicos que consiste em um caminhão com uma plataforma hidráulica
capaz de suspender a embarcação e rebocá-la até o dique flutuante, onde o navio é
apoiado sobre picadeiros e é então removido o caminhão. Possibilitando assim lastrar
o dique a ponto de permitir que a embarcação flutue e seja finalizada no cais de
acabamento.
4 - A EMBARCAÇÃO MANUSEIO DE ESPIAS
A função principal do navio manuseio de espias é como seu nome já diz manipular
linhas de amarração dos navios tanques até a manobóia de descarga, como funções
auxiliares esses navios também auxiliam na operação de carregamento de navios
atracado em bóia única devido a sua capacidade de reboque marítimo e, também,
participam da manutenção de mangotes flexíveis flutuantes por ter uma área de
convés onde é possível manuseá-los enquanto são realizados os serviços de

9
manutenção. Essa área de convés permite também o transporte de suprimentos da
base para as unidades offshore ou entre elas (em menor quantidade que um Platform
Supply Vessel – PSV, mas com um custo diário menor do que os PSV’s).
Figura 7 - Embarcação típica manuseio de linhas
Os navios irmãos possuem as seguintes características aproximadas:
Quadro 1 - Características Principais aproximadas
Comprimento total (m) ≈ 30,00
Boca (m) ≈ 11,00 Pontal (m) ≈ 5,00 Calado (m) ≈ 4,00 Área de Convés (m²) ≈ 100 Bollard Pull (t) 40 ≤ BP ≤ 50 Arqueação Bruta (AB) 400 ≤ AB < 500 Potência Propulsora (HP) > 3000
Para conseguir realizar suas funções o navio possui um guindaste hidráulico com
capacidade segura de trabalho de uma tonelada em um raio máximo de dez metros. O
guindaste é importante para a movimentação de cargas no convés. Ele fica localizado
no convés principal à meia nau.

10
Para rebocar cabos, espias e até mesmo embarcações existe também um gato de
reboque localizado, também, no convés principal a meia nau.
Figura 8 - Gato de reboque.
Para que o cabo possa ser rebocado é importante que a popa do navio seja
adequada, ou seja, que possua um rolo de popa ou que seja arredondada e reforçada
devido ao atrito durante as operações.
Figura 9 - Visão da popa da embarcação, com detalhe para o rolo de popa; gato de reboque e
guindaste.

11
Para a realização da ancoragem da embarcação ela deve possuir um molinete,
localizado na proa da embarcação.
Figura 10 - Molinete para operação de ancoragem.
Para a propulsão são utilizados três motores de combustão e para a geração de
energia dois grupos diesel-gerador. Existem, também, outros equipamentos
necessários para adequar a embarcação aos regulamentos da MARPOL (6), como por
exemplo, uma unidade de tratamento de esgoto sanitário e um separador de água e
óleo e todos ficam localizados na praça de máquinas da embarcação.
Como já foi dito o navio de manuseio de espias também é utilizado com o propósito de
levar cargas no convés, mas também em tanques. São levadas água doce e óleo
diesel que são as maiores demandas nas plataformas de exploração. São 6 tanques
de carga, 6 tanques de lastro e mais 6 tanques, (águas de serviço, águas cinzas,
águas negras, dois de óleo diesel diário e óleo sujo).
Para a construção dessas embarcações o estaleiro dividiu o projeto dos
manuseadores de linhas em blocos. Levando-se em conta facilidade para a
construção além da capacidade de levante dos guindastes do estaleiro.

12
Quadro 2 - Divisão dos blocos
Unidade Peso Total (kg) Descrição
B01 32648 Duplo Fundo (PM)
B02 11530 Costado Duplo BB (PM)
B03 11530 Costado Duplo BE (PM)
B04 10657 Tanques e Cofferdam BB
B05 10635 Tanques e Cofferdam BE
B06 3589 Estrutura Central entre tanques de óleo 5 e 6
B07 2173 Estrutura base da chaminé
B08 10424 Convés Principal (PM)
B09 23670 Tanque de água doce / Piso da acomodação
B10 11313 Acomodação inferior / convés do castelo
B11 19483 Tanques de óleo diesel 1 e 2 / convés principal (Ré)
B12 10083 Pique tanque de vante
B13 26382 Pique tanque de ré
B14 14015 Acomodações superiores
B15 5912 Passadiço e estrutura superior das chaminés
B16 5379 Quilha (até caverna 20)
B17 1069 Quilha (caverna 20 à 38)
B18 965 Quilha (a partir da caverna 38)
B19 3459 Borda falsa (até caverna 23 BB e BE)
B20 3562 Borda falsa (a partir da caverna 23 BB e BE)
B21 2176 Rabeta (BB e BE)
Dados dos blocos

13
Figura 11 - Plano de blocos dos LH's

14
5 - O PROCESSO DE INSPEÇÃO NA CONSTRUÇÃO
O processo de inspeção durante a construção de um navio é um processo complexo
que envolve o estaleiro e a sociedade classificadora em diversas etapas como serão
explicadas nos itens subsequentes.
5.1 – Controle de Qualidade e Sociedade Classificadora
Durante o processo de construção de embarcações há as inspeções por parte do
controle de qualidade do estaleiro a fim de que quando a Sociedade Classificadora
seja chamada, não haja ou que se diminua a quantidade de não conformidades
encontradas, uma vez que o preço da hora do classificador é caro. Além de as
inspeções do estaleiro serem mais concentradas apenas na parte de dimensional,
estrutural e visual de soldas. Já a Sociedade Classificadora assegura que o projeto da
embarcação atende as suas regras assim como regulamentos, normas e convenções
aplicadas ao navio em questão a fim de que o armador receberá uma embarcação de
qualidade.
Após os planos serem submetidos à aprovação pela classificadora a embarcação está
apta a ser construída e será emitida uma licença de construção (provisória se ainda
estiverem sendo analisados os planos, ou definitiva se todos os documentos já tiverem
sido endossados) e acompanhada pela classificadora por meio de vistoriadores que
verificarão se a construção do navio está de acordo com os desenhos previamente
aprovados.
Durante a construção a Sociedade Classificadora certifica equipamentos e materiais
da embarcação além de acompanhar a construção dos blocos, realizando testes das
redes de tubulações, testes pneumáticos nos tanques, testes hidrostáticos, marcação
de calado, medição de porte bruto, prova de mar entre outras vistorias.
5.2 – Processo de Inspeção
O acompanhamento de uma construção é complexo e envolvem diversas etapas e é
importante conhecer qual é a dinâmica do estaleiro, por exemplo, no caso desse
estudado os blocos são considerados apenas a parte de aço, ou seja, não há a
instalação de tubulações, outfittings, equipamentos e nem pintura. Abaixo segue um
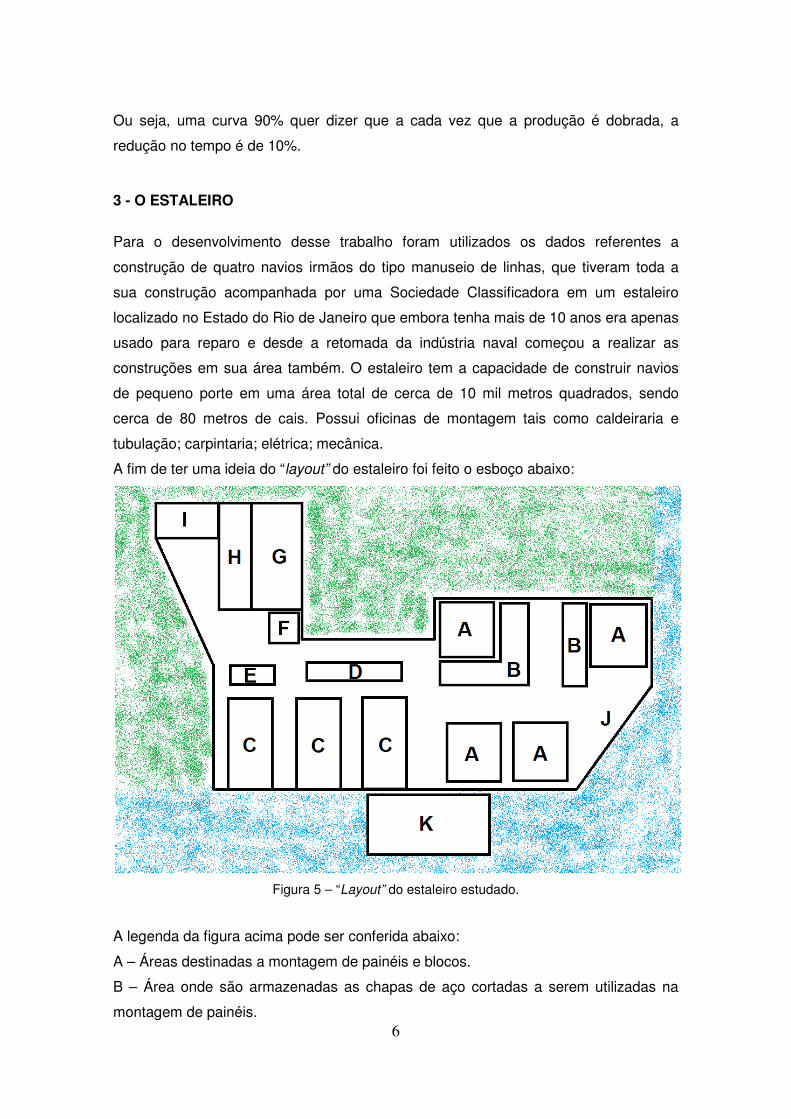
fluxograma para ajudar a ilustrar o processo.
15
Figura 12 - Fluxograma de inspeções realizadas durante a construção.

16
No Brasil, não é comum que as chapas de aço saiam das siderúrgicas já certificadas
pela classificadora, por isso o primeiro passo na construção dos blocos é a certificação
de chapas e perfis estruturais.
Figura 13 - Chapas e cantoneiras para serem certificadas
A certificação é feita tirando um corpo de prova do material e levando-o para um
laboratório certificado pela Sociedade Classificadora para se submeter aos testes
necessários, geralmente são realizados o teste de tração e a análise química.
Outros componentes do navio devem ser certificados ou possuir um certificado para
toda uma família de produtos que foram testados uma única vez e possuem a mesma
característica que o protótipo (“Type approval”). Dentre essas partes incluem: amarras,
âncoras, suspiros dos tanques, cabos elétricos, eixos, sistema de alarme, bombas,
indicadores de nível dos tanques, hélice, motores, portas estanques, quadro elétricos
entre outros componentes.
Em seguida, são feitos os cortes das chapas para as montagens dos painéis e
subsequentemente dos blocos. É importante que tenha sido feito a qualificação dos
procedimentos de soldagens e dos soldadores do estaleiro para evitar não
conformidades.

17
Figura 14 - Montagem de painéis
Figura 15 - Blocos 01 (Duplo Fundo) e 03 (Costado Duplo BE)
Figura 16 - Bloco 02 (Costado Duplo BE) içado para junção com blocos 01 (Duplo Fundo) e 03
(Costado Duplo BE)

18
Após a construção dos blocos é feita a vistoria pela Sociedade Classificadora, bloco a
bloco. É feita uma vistoria estrutural para verificar se foi construído de acordo com o
desenho aprovado, com todas as estruturas, dimensões corretas, se existe uma
continuidade estrutural, o alinhamento das estruturas.
Em seguida o bloco passa pela inspeção de soldas que visa garantir a existência de
soldas e a qualidade delas primeiramente pelo visual e onde forem necessários
ensaios não destrutivos são solicitados.
Algumas vezes blocos adjacentes já foram emendados durante a vistoria da
Sociedade Classificadora, é importante que nas emendas de blocos seja verificado o
alinhamento das estruturas, a existência de soldas, pois é comum o estaleiro deixar
uma parte do bloco sem solda para facilitar o alinhamento entre os blocos. Nesta
etapa, se houver dúvidas do vistoriador da classificadora, pode ser requerido um
ultrassom ou raios-X para assegurar a qualidade das emendas. Ou incluir esse ponto
de dúvida no raio-X ao final de todas as soldas de edificação.
Figura 17 - Região sem solda para facilitar alinhamento de blocos
Nas emendas de solda externas do zero até a altura de linha d’água é realizado o
teste caixa de vácuo para verificar a existência de vazamentos.

19
O teste de vácuo é um teste para verificar somente a estanqueidade, ou seja, se não
há vazamentos pela solda. Ele é aplicado com um “kit” que consiste numa caixa com
um manômetro e borracha para vedação, no cordão de solda a ser testado é passada
uma solução (água e sabão) para que caso haja algum vazamento quando o ar for
retirado da caixa (pressão negativa) se formem bolhas, identificando assim o
vazamento. Ele costuma ser usado após algum reparo ou quando existe alguma
dificuldade momentânea em pressurizar um tanque. Logo, ele não tem a capacidade
de verificar a resistência estrutural, deformações, além de como explicado acima, das
soldas que ficam entre a quilha e a linha d’água e não se encontram delimitadas por
tanques.
Figura 18 - Teste Caixa de Vácuo nas soldas externas até a linha d'água
A próxima etapa é testar a estanqueidade dos tanques através do teste de pressão
pneumático (TPP). O tanque é pressurizado normalmente até uma pressão de 0,2
Kgf/cm² (7) e jogada uma mistura de água e sabão nas soldas de todo o perímetro do
tanque em que se realiza o teste a fim de perceber formação de bolhas indicando o
vazamento. Vale ressaltar que se uma mesma aresta for comum a dois tanques o
resultado dela é aproveitado para o próximo.

20
Figura 19 - Exemplo de vazamento em Teste de Pressão Pneumático (TPP)
Outra etapa é a dos testes das redes de tubulação, ou seja, a tubulação juntamente
com as válvulas, estas devem possuir um certificado de tipo aprovado pela Sociedade
Classificadora. Antes da instalação das mesmas a bordo, elas são testadas em
bancadas, ou seja, é feito um teste com uma vez e meia a pressão de trabalho a fim
de garantir que não existam defeitos. Após a instalação de toda a rede no navio é feito
o teste delas, através do teste hidrostático, com até 1,5 vezes a pressão de trabalho
ou com teste pneumático com no máximo 1,1 vezes a pressão de trabalho. Nesse
caso também se joga uma mistura de água e sabão para verificar se não há
vazamentos nas soldas, nos flanges e nas gaxetas.
Quadro 3 - Redes e pressões de teste pneumático
Para assegurar a integridade estrutural dos tanques é realizado o Teste de Pressão
Hidrostática (TPH) normalmente feito com 0,24 Kgf/cm² após encher o tanque são
percorridos os limites dos tanques a fim de verificar alguma deformação (empeno)
acentuada. Quando é verificada uma deformação é preciso saber o quanto deformou,
para isso é comum a utilização de um barbante passando, por exemplo, entre duas
Óleo Diesel de Carga 6,0
Água Doce Carga 4,0
Óleo Diesel Serviço 6,0
Água Doce Serviço 5,0
Resfriamento MCP 3,0
Resfriamento MCA 2,0
Lastro 4,0
Incêndio 4,0
RedePressão de
Teste (Kgf/cm²)

21
cavernas a fim de verificar quantos milímetros de deformação houve, como pode ser
visto na figura abaixo.
Figura 20 - Uso de barbante para verificar a deformação durante o teste de TPH.
Figura 21 - Medição da deformação causada durante o TPH.
Note que como a finalidade do TPH é de garantir a integridade estrutural dos tanques
a Sociedade Classificadora por se tratar de navios irmãos aceita que seja aprovado os
tanques apenas em uma embarcação do que em todas.
A Sociedade Classificadora também deve acompanhar a instalação dos eixos
propulsores, motores, lemes e hélices a fim de garantir o alinhamento e a vedação
necessária entre outras partes, como por exemplo, o gato de reboque e a
determinação da Tração Estática (Bollard Pull) da embarcação.

22
Após terminar as soldas de emendas de blocos é comum a realização de radiografias
de alguns pontos do casco a fim de saber como foi a qualidade da soldagem no casco
como um todo. Para isso o vistoriador escolhe pontos aleatórios, pontos que peguem
interseções de soldas, regiões suspeitas, ou outro a critério do vistoriador. Caso seja
encontrado algum problema nas radiografias, além das soldas terem de ser refeitas,
juntamente com as radiografias para comprovar que não há mais problemas, novos
pontos podem ser incluídos para que se tenha confiança no restante da solda da
embarcação.
Ao final da construção são realizados os testes finais da embarcação como a Prova de
Cais onde a embarcação é testada na sua totalidade antes da realização da Prova de
Mar que são feitos os mesmos testes que os feitos no cais além de outros para
assegurar sua navegabilidade e segurança.
Com os resultados satisfatórios dos testes acima são realizadas as vistorias para a
emissão dos certificados para a liberação da embarcação à navegação, tais como
Certificado de Segurança da Navegação (CSN); Certificado Nacional de Borda-Livre
(NBL); Certificado de Classe; Certificado de Arqueação; Certificados MARPOL e os
demais explicados no Anexo C.
6 - PRINCIPAIS NÃO CONFORMIDADES ANALISADAS
As principais não conformidades encontradas durante as inspeções pela classificadora
são relativas a problemas de solda que podem ser desde a montagem dos painéis até
o fim da edificação e problemas estruturais que costumam aparecer apenas na
montagem dos blocos. Nos itens subsequentes serão descritos cada um deles.
6.1 – Não Conformidades de Soldas
Durante o processo de soldagem diversas não conformidades podem surgir em razão
da qualidade dos soldadores, parâmetros utilizados na máquina como, corrente,
velocidade, quanto condições ambientais, umidade, vento. Por isso é importante
entender quais são as não conformidades sujeitas, o que as causam e como identificá-
las.
6.1.1 – Porosidade
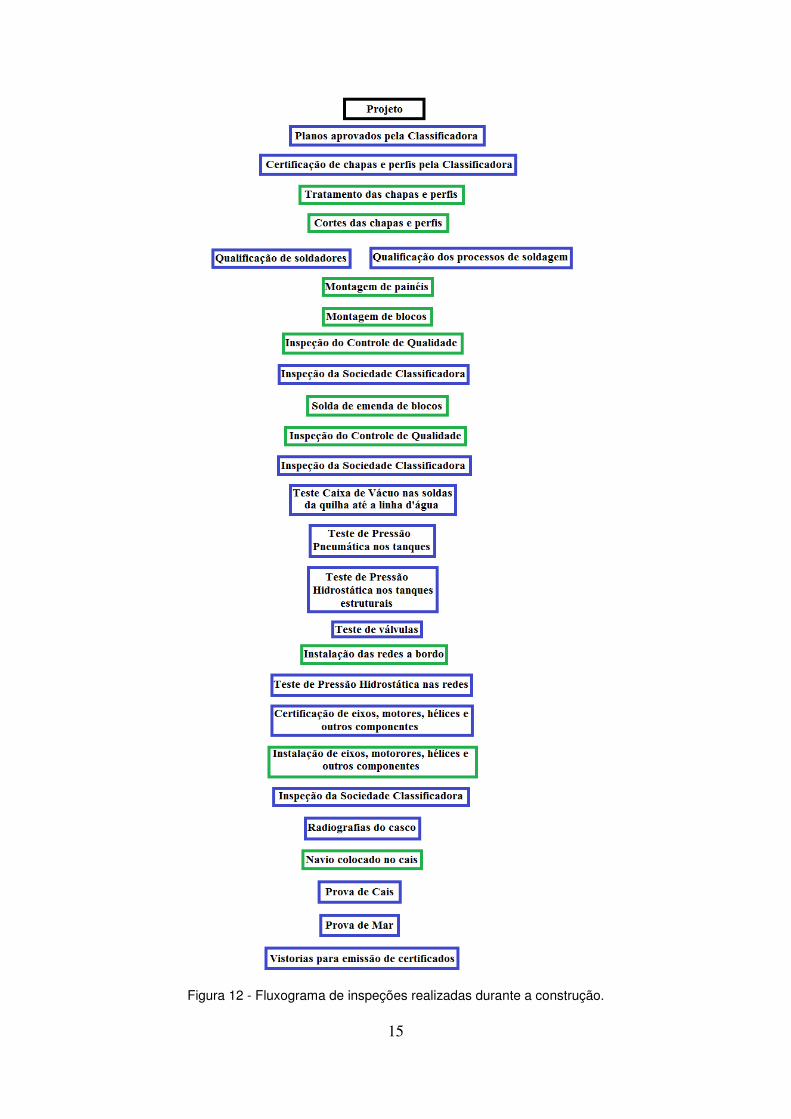
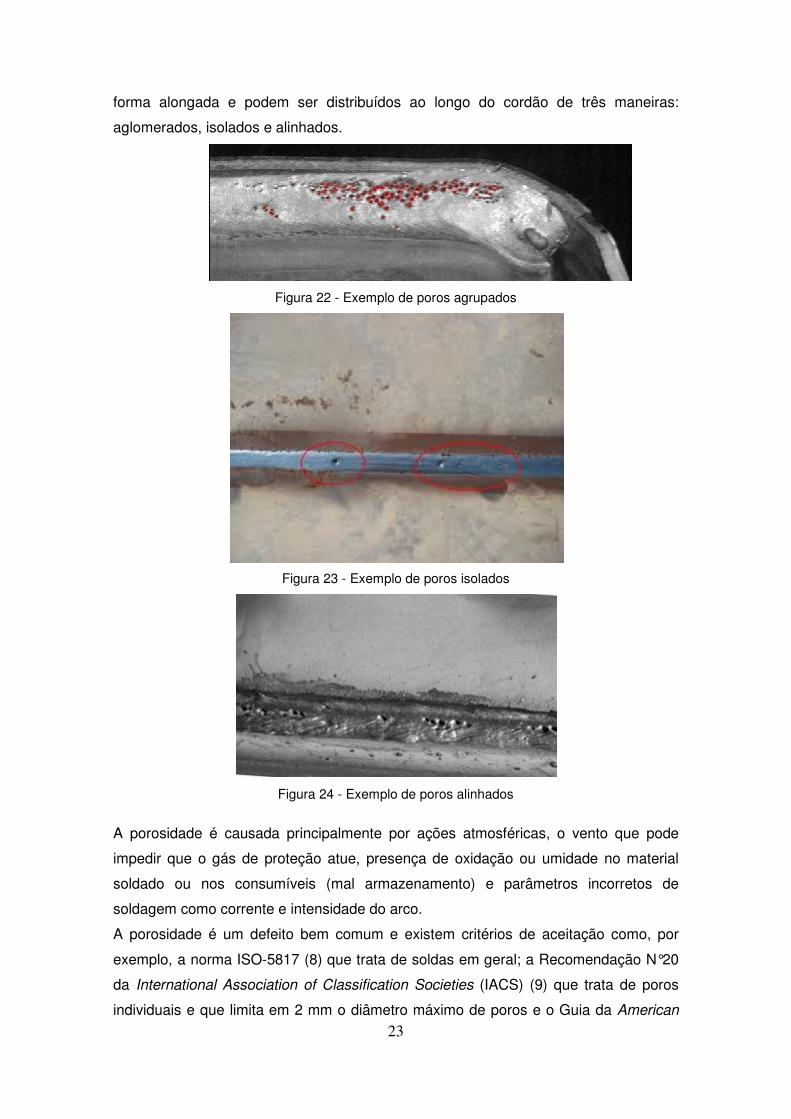
Os poros são a inclusão de gás ainda sob pressão no interior do material, às vezes
surgem na superfície do cordão de solda. Eles podem ter uma forma de esfera ou
23
forma alongada e podem ser distribuídos ao longo do cordão de três maneiras:
aglomerados, isolados e alinhados.
Figura 22 - Exemplo de poros agrupados
Figura 23 - Exemplo de poros isolados
Figura 24 - Exemplo de poros alinhados
A porosidade é causada principalmente por ações atmosféricas, o vento que pode
impedir que o gás de proteção atue, presença de oxidação ou umidade no material
soldado ou nos consumíveis (mal armazenamento) e parâmetros incorretos de
soldagem como corrente e intensidade do arco.
A porosidade é um defeito bem comum e existem critérios de aceitação como, por
exemplo, a norma ISO-5817 (8) que trata de soldas em geral; a Recomendação N°20
da International Association of Classification Societies (IACS) (9) que trata de poros
individuais e que limita em 2 mm o diâmetro máximo de poros e o Guia da American
24
Bureau of Shipping (ABS) para inspeção não destrutivas em soldas de casco (10) que
limita em 2 poros de 2 mm de diâmetro para um cordão de 150 mm e área total de
poros de 15 mm², embora permita 130 poros de diâmetros de 0,38 mm.
Vale ressaltar que os problemas dos poros estão em no futuro propagarem trincas,
que podem resultar em vazamentos, logo para compartimentos que são tanques,
como de óleo diesel, lastro devem evitar a existência de poros, enquanto que cordões
de solda com poros na superestrutura são mais toleráveis.
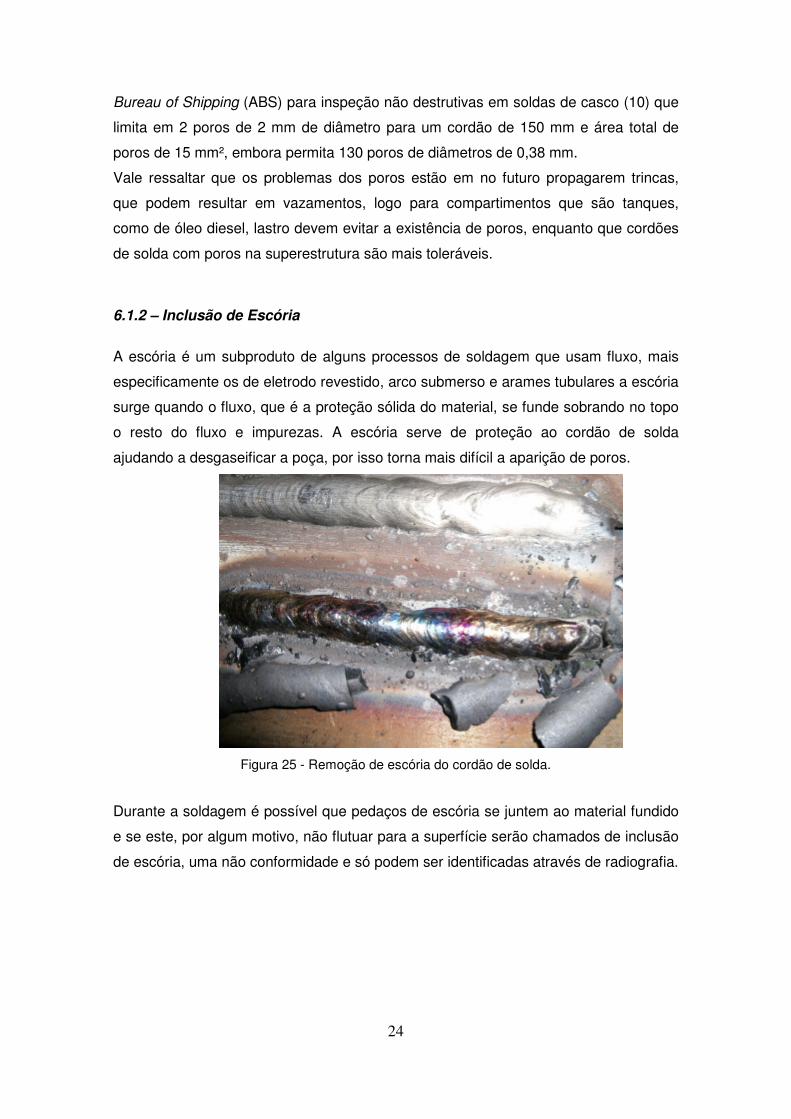
6.1.2 – Inclusão de Escória
A escória é um subproduto de alguns processos de soldagem que usam fluxo, mais
especificamente os de eletrodo revestido, arco submerso e arames tubulares a escória
surge quando o fluxo, que é a proteção sólida do material, se funde sobrando no topo
o resto do fluxo e impurezas. A escória serve de proteção ao cordão de solda
ajudando a desgaseificar a poça, por isso torna mais difícil a aparição de poros.
Figura 25 - Remoção de escória do cordão de solda.
Durante a soldagem é possível que pedaços de escória se juntem ao material fundido
e se este, por algum motivo, não flutuar para a superfície serão chamados de inclusão
de escória, uma não conformidade e só podem ser identificadas através de radiografia.

25
Figura 26 - Esquema da inclusão de escória no cordão de solda.
A causa pode ser: uma sequência incorreta de passe, caso em que as cavidades são
geralmente uma linha fina, uma manipulação incorreta do eletrodo, ou seja, a
deposição da escória sendo feita à frente da poça de fusão, remoção insuficiente de
escória entre passes de soldas.
Figura 27 - Inclusões de escória no cordão de solda resultado da falta de limpeza entre passes.
Como pode ser visto a inclusão de escória é um concentrador de tensões e podem
gerar trincar no futuro, por isso é importante fazer a remoção dessa inclusão e
ressoldar a área afetada.
Figura 28 - Inclusão de escória.

26
Os critérios de aceitação para a inclusão de escória é baseada, também, na ISO-5817
(8) tamanhos de no máximo 2 mm de altura ou largura da inclusão e não mais do que
25 mm de comprimento.
6.1.3 – Falta de Fusão
É a falta de fusão entre o metal base e o metal de solda. Um dos defeitos de soldas
mais graves que existem e que são difíceis de detectar através de Ensaios Não
Destrutivos (END). As opções são a radiografia, que apenas consegue captar grandes
faltas de fusão por detectar inclusões e vazios, mas não a falta de fusão em si e o
ultrassom que é o método mais indicado, porém grandes defeitos de falta de fusão
geram baixa refletividade o que acarreta em avaliar como “defeitos pequenos,
aceitáveis”.
Figura 29 - Tipos de falta de fusão.
As causas desse defeito são: quando o arco é muito longo ou a corrente é muito baixa,
velocidade muito alta, chanfros estreitos, ou seja, são problemas do proccesso de
soldagem e, portanto, é preciso rever o procedimento, se o mesmo está sendo
seguido.
A falta de fusão cria uma região com concentrador de tensões sendo suscetível
a trincas e uma diminuição da seção efetiva de solda que resiste à solicitações
mecânicas.

27
Figura 30 - Falta de fusão na raiz de junta T à esquerda.
Segundo a ISO-5817 (8) e a Recomendação N°20 da IACS (9) não são permitidas
faltas de fusão.
6.1.4 – Falta de Penetração
Essa não conformidade ocorre quando a solda não atinge a profundidade desejada,
não se consegue preencher a raiz ou quando os cordões não se interceptam nas
soldas com chanfro em X (Duplo V).
Figura 31 - Tipos de falta de penetração.
As causas são: corrente muito baixa, velocidade de soldagem muito alta, não dando
tempo de preencher as laterais, bitola do eletrodo muito grossa para o chanfro ou
chanfro muito apertado, em peças espessas corre o risco de não conseguir penetrar a
raiz.
28
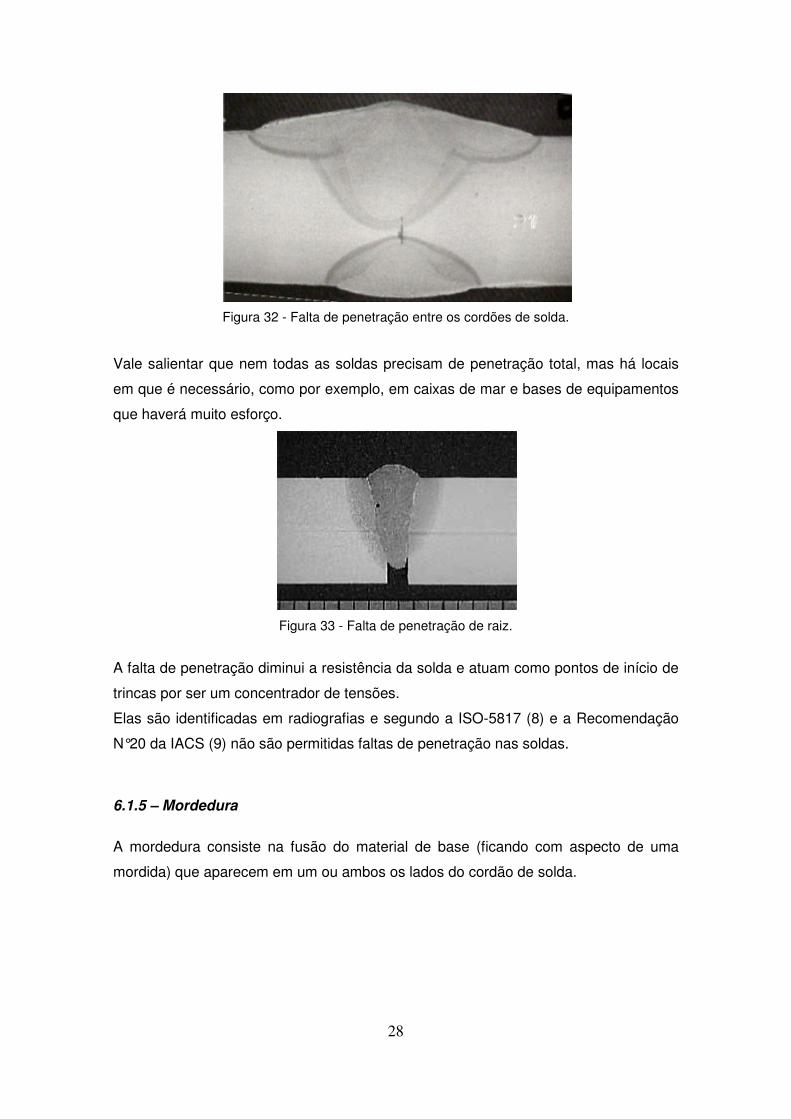
Figura 32 - Falta de penetração entre os cordões de solda.
Vale salientar que nem todas as soldas precisam de penetração total, mas há locais
em que é necessário, como por exemplo, em caixas de mar e bases de equipamentos
que haverá muito esforço.
Figura 33 - Falta de penetração de raiz.
A falta de penetração diminui a resistência da solda e atuam como pontos de início de
trincas por ser um concentrador de tensões.
Elas são identificadas em radiografias e segundo a ISO-5817 (8) e a Recomendação
N°20 da IACS (9) não são permitidas faltas de penetração nas soldas.
6.1.5 – Mordedura
A mordedura consiste na fusão do material de base (ficando com aspecto de uma
mordida) que aparecem em um ou ambos os lados do cordão de solda.

29
Figura 34 - Desenho esquemático de mordedura
Figura 35 - Caso real de mordedura
O motivo é o uso de corrente alta demais ou um arco muito longo, ou seja, a pouca
habilidade do soldador.
O problema que as mordeduras causam são o aumento da concentração de tensão e
a diminuição da resistência à fadiga.
Elas são visualmente verificadas, vale notar que apesar de ser uma não conformidade
ela é prevista e existem critérios para a sua aceitação, segundo as referências ISO-
5817 (8), a Recomendação N°20 (9) e a Recomendação N°47 (11) da IACS para
espessuras de chapas até 3 mm não são aceitas mordeduras, para espessuras
maiores são aceitas mordeduras de até 0,5 mm de profundidade, porém é preciso que
seja suave a mudança da geometria para não criar um concentrador de tensões. Se a
profundidade for maior do que 1 mm é preciso preencher a mordedura com solda.

30
6.1.6 – Respingo
O respingo de solda normalmente não traz problemas futuros, porém indica que os
parâmetros de soldagem não estão corretos. Eles são gerados pela corrente muito
alta, arco longo, peça suja, enferrujada, úmida ou o eletrodo se encontra úmido e são
facilmente identificados em um exame visual.
Figura 36 - Respingo de solda.
Segundo a Recomendação N°47 da IACS (11) dependendo da região da solda são
proibidos ter respingo, tais como nas chapas do casco, chapas do convés, em tanques
para cargas químicas, em tanques de água doce e de água potável, em tanques para
óleo lubrificante, óleo hidráulico, incluindo tanques de serviços.
Como forma de remediar o problema são indicados usar ferramentas como martelo,
raspador ou até mesmo esmerilhador. Se o respingo for difícil de tirar é preciso
esmerilhar o ângulo agudo para torná-lo obtuso.
Figura 37 - Remediação para respingos.
31
6.1.7 – Trincas
As trincas são as não conformidades mais graves existentes, pois formam um local de
concentração de tensões que acarreta na formação de mais trincas e que no futuro vai
acarretar a perda de integridade do cordão de solda e posteriormente da estrutura.
As trincas podem ser formadas durante a soldagem (trincas à quente), ou serem
formadas até 48h após a soldagem (trincas à frio) e são resultado de tensões de
tração.
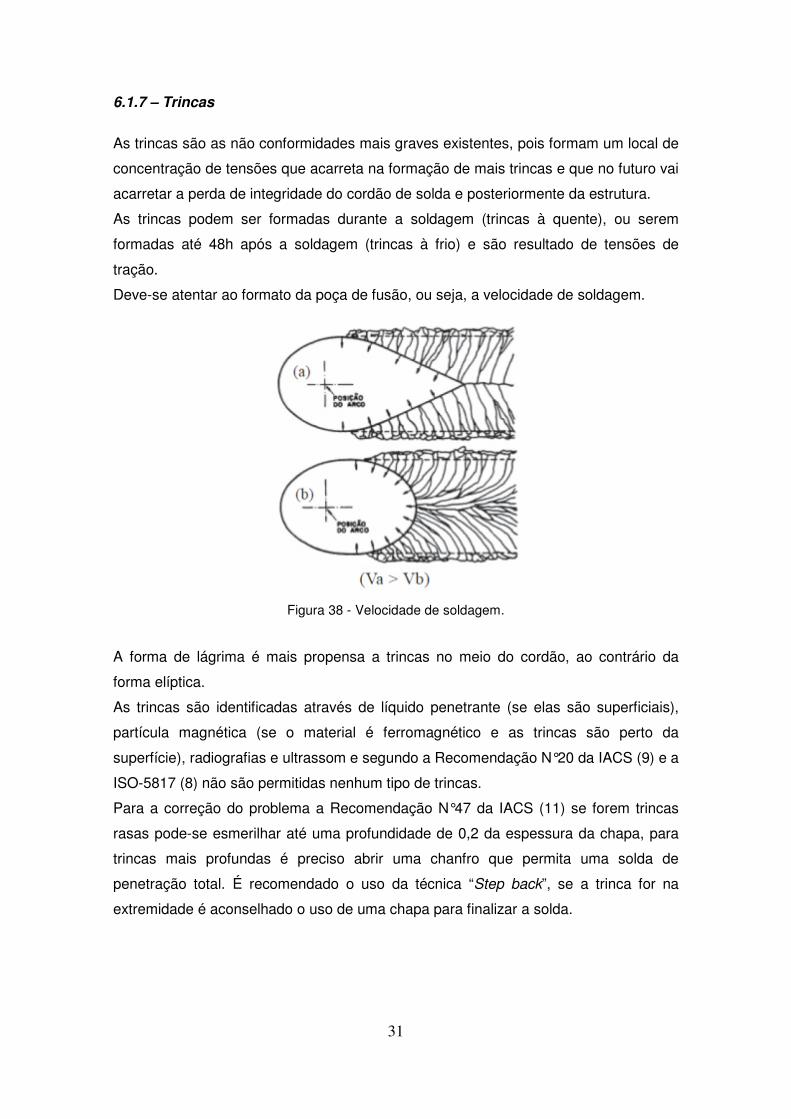
Deve-se atentar ao formato da poça de fusão, ou seja, a velocidade de soldagem.
Figura 38 - Velocidade de soldagem.
A forma de lágrima é mais propensa a trincas no meio do cordão, ao contrário da
forma elíptica.
As trincas são identificadas através de líquido penetrante (se elas são superficiais),
partícula magnética (se o material é ferromagnético e as trincas são perto da
superfície), radiografias e ultrassom e segundo a Recomendação N°20 da IACS (9) e a
ISO-5817 (8) não são permitidas nenhum tipo de trincas.
Para a correção do problema a Recomendação N°47 da IACS (11) se forem trincas
rasas pode-se esmerilhar até uma profundidade de 0,2 da espessura da chapa, para
trincas mais profundas é preciso abrir uma chanfro que permita uma solda de
penetração total. É recomendado o uso da técnica “Step back”, se a trinca for na
extremidade é aconselhado o uso de uma chapa para finalizar a solda.

32
Figura 39 - Técnica "Step back"
Figura 40 - Chapa soldada anexa para evitar trincas na extremidade do cordão.
É importante usar um consumível com baixo hidrogênio e realizar END do reparo.
Trincas à quente
Elas são geradas devido às tensões residuais e o intervalo de solidificação do
processo de soldagem por causa de impurezas, como: Fósforo, Enxofre, Carbono e
são atenuadas na presença de Manganês. Essas trincas possuem a característica de
serem encontradas na zona de soldagem, principalmente, paralelas ao eixo de
soldagem.

33
Figura 41 - Ilustração das zonas existentes no processo de soldagem.
Figura 42 - Exemplo de trinca à quente.
Existe um índice para calcular qual a suscetibilidade de ocorrer trincas à quente, o
Units of Crack Susceptibility (UCS), calculado através da seguinte fórmula:
UCS = 230C + 190S + 75P + 45Nb - 12.3Si - 5.4Mn – 1
Para UCS acima de 30 há uma grande suscetibilidade de ocorrer trincas, enquanto
valores menores do que 10, baixa.
Outro fator importante é a razão entre a largura e a profundidade do cordão de solda.
Valores de L/H em torno de 1,4 ajuda a prevenir trincas.

34
Figura 43 - Solidificação de fora para o centro do cordão de solda e relação
largura/profundidade.
A soldagem sobre chanfros sujos com hidrocarbonetos (óleos e graxas) aumentam
muito o teor de carbono na zona soldada, o que certamente acarretará em trincas à
quente.
Existe um tipo de trinca à quente chamada de trinca de cratera e ela ocorre nas
extremidades do cordão de solda e se irradiam para fora do centro.
Figura 44 - Trinca à quente do tipo de cratera.
Trincas à frio (Fragilização por hidrogênio)
Elas são geradas quando ocorrem simultaneamente: Hidrogênio dissolvido, tensões
residuais, baixa temperatura (< 150°), estrutura martensítica.
O hidrogênio pode se infiltrar durante a soldagem devido à umidade presente no ar, na
peça ou no eletrodo mal armazenado. Aliado o tempo de solidificação baixo que não
permite que todo o hidrogênio saia da solda. Por isso é indicado que se faça o pré-
aquecimento da peça para facilitar a difusão pra fora do hidrogênio.
Dependendo da composição química do material a zona termicamente afetada (ZTA)
se torna endurecida, portanto, frágil e isso a torna susceptível a ocorrência de trincas.
35
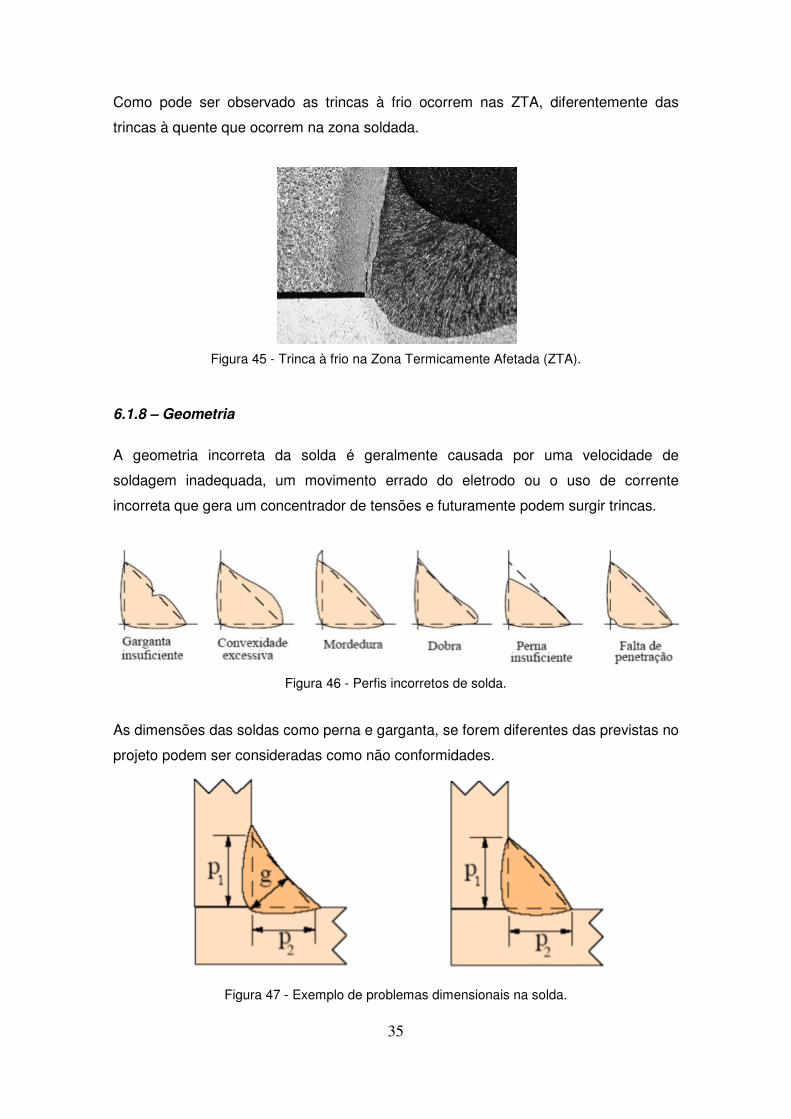
Como pode ser observado as trincas à frio ocorrem nas ZTA, diferentemente das
trincas à quente que ocorrem na zona soldada.
Figura 45 - Trinca à frio na Zona Termicamente Afetada (ZTA).
6.1.8 – Geometria
A geometria incorreta da solda é geralmente causada por uma velocidade de
soldagem inadequada, um movimento errado do eletrodo ou o uso de corrente
incorreta que gera um concentrador de tensões e futuramente podem surgir trincas.
Figura 46 - Perfis incorretos de solda.
As dimensões das soldas como perna e garganta, se forem diferentes das previstas no
projeto podem ser consideradas como não conformidades.
Figura 47 - Exemplo de problemas dimensionais na solda.

36
Figura 48 - Exemplo de um cordão de solda mal feito.
6.2 – Não Conformidades Estruturais
As não conformidades estruturais são verificadas durante a inspeção dos blocos e
consiste em problemas durante o projeto, montagem, processo construtivo em que
estruturas são esquecidas de serem inseridas, soldadas ou que gerem empenos,
desalinhamentos. Cada uma delas serão explicadas nos itens subsequentes.
6.2.1 – Desalinhamento
O alinhamento de elementos estruturais é importante para que haja a continuidade
estrutural, para que toda a carga recebida por um determinado elemento seja
descarregada para o elemento adjacente. Por isso, o desalinhamento é uma não
conformidade, já que um elemento pode sofrer uma solicitação acima da projetada,
acarretando uma diminuição da sua vida útil.
Para identificar o desalinhamento pode-se verificar visualmente, através da medição
da distância entre os elementos, usando uma chapa de aço para bater e ouvir o som
ecoado, então é possível verificar se o elemento se encontra na mesma posição ou
usar um giz, onde será possível identificar a posição da solda do elemento no outro
lado.

37
Figura 49 - Uso de giz para identificar a solda do outro lado, mostrando um desalinhamento.
A Recomendação N°47 da IACS (11) assim como para os problemas de soldagem
trata muito bem os principais defeitos estruturais e quais as formas de remediá-los.
Por exemplo, no desalinhamento de flanges longitudinais:
Figura 50 - Remediação proposta na IACS N°47.
O reparo depende quanto foi desviado, quando 0,04b <a ≤ 0,08b, até um máximo de 8
mm: deve-se esmerilhar os cantos para suavizar ao longo de um cone, sendo a
distância mínima de L = 3a. Agora quando a> 0,08b ou 8 mm: deve-se soltar e ajustar
a uma distância mínima de L = 50a.

38
6.2.2 – Erros em peças estruturais
Durante as vistorias são verificados problemas na construção do tipo: falta de peças,
por exemplo, na figura abaixo que não foi soldada uma borboleta (além de faltar solda,
como escrito na foto). Em outros casos, nem sequer a peça faltante se encontra perto
ou no bloco.
Figura 51 - Falta de uma borboleta soldada, além de solda entre chapas.
Outro problema comum é ter ou não uma peça ou um furo (passagem de tubulação)
que não está no desenho aprovado, logo, um novo plano é preciso ser submetido à
aprovação pela Sociedade Classificadora. Ao fazer um furo não previsto é possível
que o módulo de seção não seja mais atingido, comprometendo a estrutura.
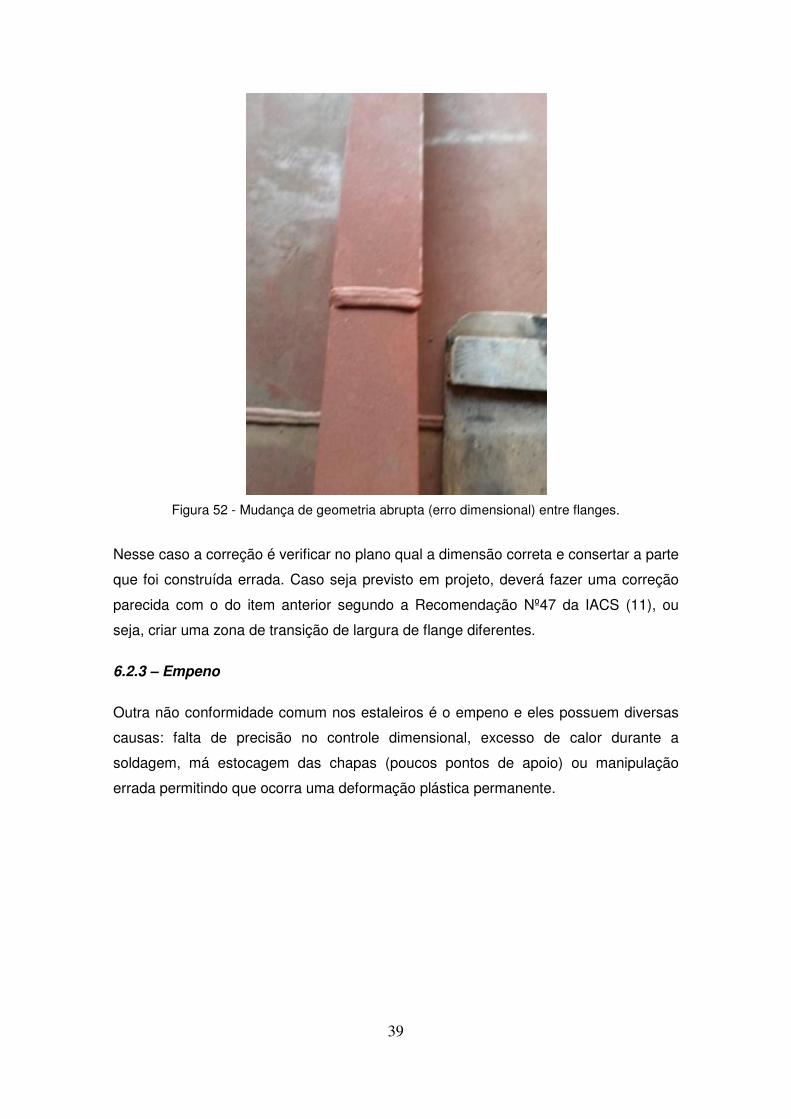
É importante checar o dimensional das peças, pois é possível encontrar uma borboleta
150 mm x 150 mm ao invés de uma 200 mm x 200 mm (aprovada no desenho). Como
por exemplo, a emenda desses flanges do reforçador que está nitidamente com
dimensões erradas. Nesse caso o problema pode acarretar em um concentrador de
tensões por alterar a geometria bruscamente.
39
Figura 52 - Mudança de geometria abrupta (erro dimensional) entre flanges.
Nesse caso a correção é verificar no plano qual a dimensão correta e consertar a parte
que foi construída errada. Caso seja previsto em projeto, deverá fazer uma correção
parecida com o do item anterior segundo a Recomendação Nº47 da IACS (11), ou
seja, criar uma zona de transição de largura de flange diferentes.
6.2.3 – Empeno
Outra não conformidade comum nos estaleiros é o empeno e eles possuem diversas
causas: falta de precisão no controle dimensional, excesso de calor durante a
soldagem, má estocagem das chapas (poucos pontos de apoio) ou manipulação
errada permitindo que ocorra uma deformação plástica permanente.

40
Figura 53 - A manipulação com um guindaste levantando em um ponto ao meio da chapa gera
um momento de flexão na chapa que pode deformá-la plasticamente.
Figura 54 - Empeno de bloco. À esquerda a parte exterior (côncava) e à direita a parte interior
do bloco (convexa).
Para medir o empeno é usada a mesma técnica já citada aqui, com uso do barbante. A
aceitação é de 4 mm, não podendo passar de 8 mm.

41
Existem alguns procedimentos para serem seguidos para desempenar:
- Deve-se usar uma temperatura entre 200°C a 250°C nas áreas da chapa adjacentes
aos dos perfis a fim de aliviar as tensões;
- Já para os perfis pode-se usar uma temperatura entre 600°C a 650°C;
- A peça a ser desempenada deve estar livre de tensões externas;
- O calor deve ser feito primeiro nas vigas e depois nas chapas;
- O desempeno deve ser feito do centro do navio para fora. Além de baixo pra cima
(da quilha pra superestrutura);
- Áreas de menores distorções são feitas primeiro, se conseguir ser feito com prensa,
melhor;
- O aquecimento da chapa aumentam as distorções, por isso se for preciso reaquecer
a chapa é preciso aguardar o resfriamento.
- Costuma-se aplicar o calor nas regiões convexas.
Figura 55 - Aplicação de calor na região convexa.
Figura 56 - Ao resfriar o lado aquecido se contrai mais do que o que estava frio.
6.3 – Outras Não Conformidades
Durante o acompanhamento das construções dos navios foram encontradas outras
não conformidades. Por exemplo, sobreposição de soldas mostrada na figura a seguir.
Esse tipo de não conformidade gera um acúmulo de tensões que podem criar trincas.
42
Figura 57 - Sobreposição de soldas.
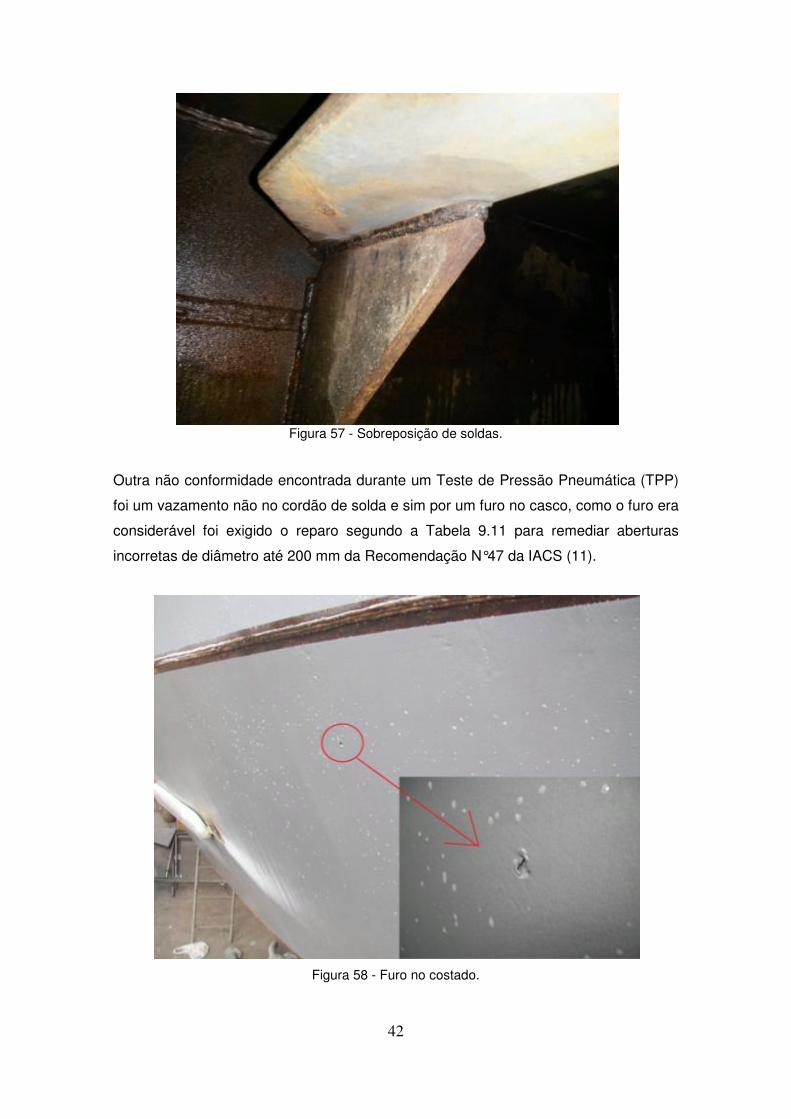
Outra não conformidade encontrada durante um Teste de Pressão Pneumática (TPP)
foi um vazamento não no cordão de solda e sim por um furo no casco, como o furo era
considerável foi exigido o reparo segundo a Tabela 9.11 para remediar aberturas
incorretas de diâmetro até 200 mm da Recomendação N°47 da IACS (11).
Figura 58 - Furo no costado.
43
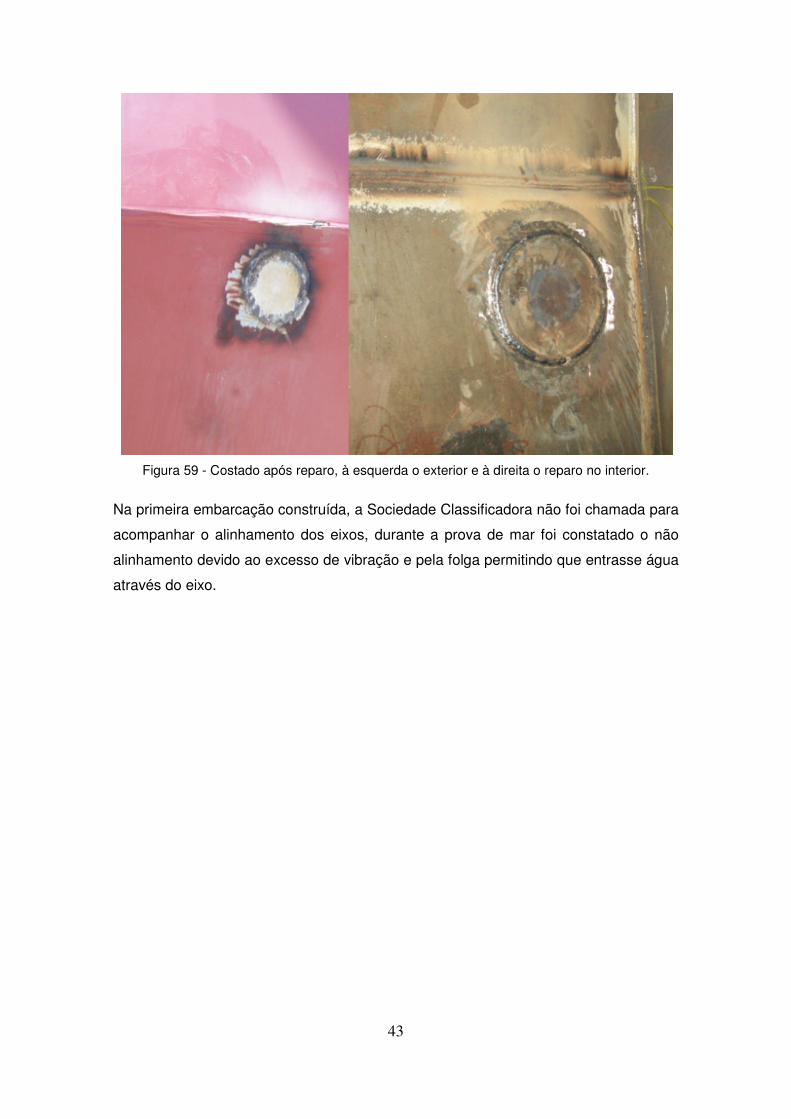
Figura 59 - Costado após reparo, à esquerda o exterior e à direita o reparo no interior.
Na primeira embarcação construída, a Sociedade Classificadora não foi chamada para
acompanhar o alinhamento dos eixos, durante a prova de mar foi constatado o não
alinhamento devido ao excesso de vibração e pela folga permitindo que entrasse água
através do eixo.

44
Figura 60 - Desalinhamento do eixo gerando folga e consequentemente a falta de vedação.
Fabricação de acessórios
O acompanhamento da fabricação do hélice para sua certificação da primeira
embarcação foi feita no interior de São Paulo. Constatou-se que o hélice estava
reprovado devido a poros, trincas e não adequação do material (foi reprovado nos
testes de tração mecânica, realizados em laboratórios certificados pela Sociedade
Classificadora).
Figura 61 - Presença de poros em uma das pás do hélice.

45
Figura 62 - Presença de trincas em vários pontos do hélice. Na foto em uma das extremidades
de uma pá.
Note que trincas quando são encontradas nas extremidades das pás são
potencialmente perigosas e não podem ser aceitas para um navio recém-construído.
Qualificação de operários
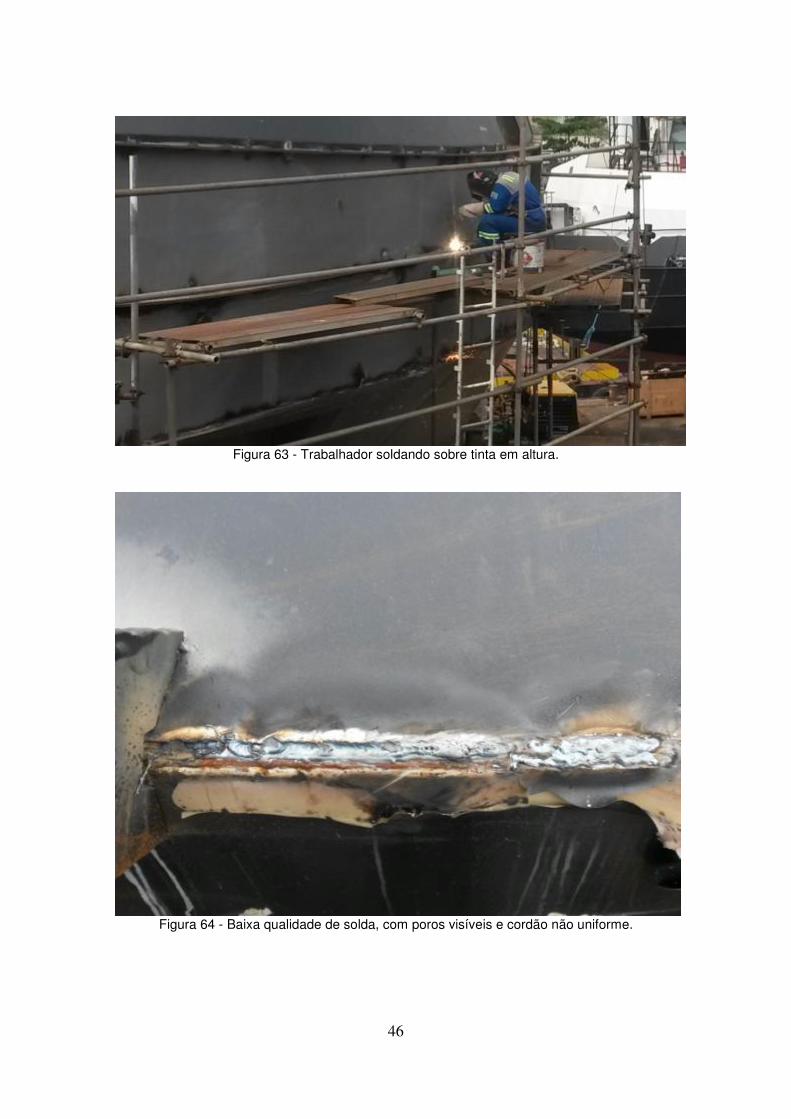
Por fim, outras não conformidades encontradas demonstram a falta de qualificação
dos trabalhadores em que muitas vezes acabam arriscando a própria saúde,
segurança. Como por exemplo, na foto seguinte onde um soldador está realizando
uma solda em altura sem os Equipamentos de Proteção Individual (EPI’s) além de
estar soldando sobre tinta que ao entrar em contato com o arco elétrico entra em
ebulição e expele gases tóxicos, prejudicando a saúde do trabalhador e podendo gerar
poros, inclusões, afetando a qualidade da solda.
46
Figura 63 - Trabalhador soldando sobre tinta em altura.
Figura 64 - Baixa qualidade de solda, com poros visíveis e cordão não uniforme.

47
A falta de cuidado com a segurança ao esmerilhar perto de produtos inflamáveis
causou um incêndio quando uma faísca caiu em uma lata de solvente. Por sorte, não
houve feridos.
Figura 65 - Incêndio causado por faísca de esmerilhadeira.
A alta rotatividade e falta de qualificação dos trabalhadores gera não conformidades
grotescas, mesmo na terceira construção da série.
Figura 66 - Desalinhamento da borda-falsa e solda ruim.

48
Nos reforços secundários são permitidos em alguns casos pela regra que a solda seja
intermitente, mas no gigante a solda deve ser obrigatoriamente contínua. Não
conformidade encontrada no quarto navio da série.
Figura 67 - Falta de solda contínua em elemento gigante.

49
7 – ACOMPANHAMENTO DA CONSTRUÇÃO
A coleta de dados foi obtida a partir dos relatórios do estaleiro e de relatórios de visita
da Sociedade Classificadora para a aprovação dos blocos. Os dados desses relatórios
foram inseridos em uma planilha e montada uma tabela referente a cada um dos
quatro navios que segue no anexo A.
A tabela é constituída da quantificação das não conformidades encontradas nos 21
blocos que formam a embarcação, organizadas de acordo com cada um dos três
grupos: solda; estrutural; estanqueidade – Teste de Pressão Pneumática – (TPP).
Após a organização dos dados referentes a cada navio foram feitas as análises dos
dados para cada casco e para a série.
7.1 – Casco 01
O primeiro navio da série bateu quilha em julho de 2012 e foi entregue em agosto de
2014.
Quadro 4 - Não conformidades encontradas na primeira embarcação.
Casco 01
Não Conformidade Qtd
Estrutural 52
Solda 466
Teste de Pressão Pneumática (TPP) 72
Gráfico 1 - Não conformidades encontradas na primeira embarcação da série.
0
50
100
150
200
250
300
350
400
450
500
Nú
me
ro d
e n
ão
co
nfo
rmid
ad
es
Tipo de não conformidade
Casco 01
Estrutural
Solda
TPP

50
Para poder ter um melhor entendimento das não conformidades foi feito um gráfico
para analisar em relação a cada bloco.
Gráfico 2 - Não conformidades encontradas em cada bloco da primeira embarcação.
7.2 – Casco 02
O segundo navio da série bateu quilha em janeiro de 2013 e foi entregue em janeiro
de 2015.
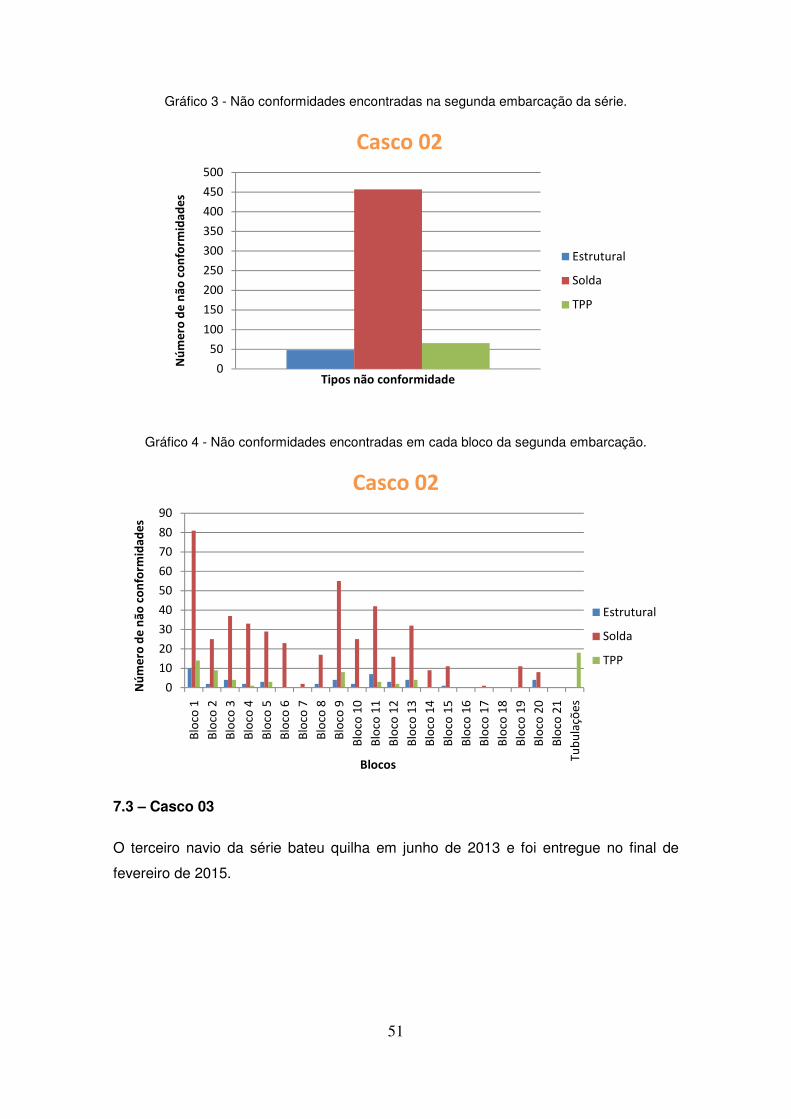
Quadro 5 - Não conformidades da segunda embarcação.
Casco 02
Não Conformidade Qtd
Estrutural 48
Solda 457
Teste de Pressão Pneumática (TPP) 66
0
10
20
30
40
50
60
70
80
90
100
Blo
co 1
Blo
co 2
Blo
co 3
Blo
co 4
Blo
co 5
Blo
co 6
Blo
co 7
Blo
co 8
Blo
co 9
Blo
co 1
0
Blo
co 1
1
Blo
co 1
2
Blo
co 1
3
Blo
co 1
4
Blo
co 1
5
Blo
co 1
6
Blo
co 1
7
Blo
co 1
8
Blo
co 1
9
Blo
co 2
0
Blo
co 2
1
Tub
ula
ções
Nú
me
ro d
e n
ão
co
nfo
rmid
ad
es
Blocos
Casco 01
Estrutural
Solda
TPP
51
Gráfico 3 - Não conformidades encontradas na segunda embarcação da série.
Gráfico 4 - Não conformidades encontradas em cada bloco da segunda embarcação.
7.3 – Casco 03
O terceiro navio da série bateu quilha em junho de 2013 e foi entregue no final de
fevereiro de 2015.
0
50
100
150
200
250
300
350
400
450
500N
úm
ero
de
nã
o c
on
form
ida
de
s
Tipos não conformidade
Casco 02
Estrutural
Solda
TPP
0
10
20
30
40
50
60
70
80
90
Blo
co 1
Blo
co 2
Blo
co 3
Blo
co 4
Blo
co 5
Blo
co 6
Blo
co 7
Blo
co 8
Blo
co 9
Blo
co 1
0
Blo
co 1
1
Blo
co 1
2
Blo
co 1
3
Blo
co 1
4
Blo
co 1
5
Blo
co 1
6
Blo
co 1
7
Blo
co 1
8
Blo
co 1
9
Blo
co 2
0
Blo
co 2
1
Tub
ula
ções
Nú
me
ro d
e n
ão
co
nfo
rmid
ad
es
Blocos
Casco 02
Estrutural
Solda
TPP

52
Quadro 6 - Não conformidades encontradas na terceira embarcação da série.
Casco 03
Não Conformidade Qtd
Estrutural 37
Solda 347
Teste de Pressão Pneumática (TPP) 51
Gráfico 5 - Não conformidades encontradas na terceira embarcação da série.
Gráfico 6 - Não conformidades encontradas em cada bloco da terceira embarcação da série.
7.4 – Casco 04
O quarto navio da série bateu quilha em novembro de 2013 e foi entregue em maio de
2015.
0
50
100
150
200
250
300
350
400
Nú
me
ro d
e n
ão
co
nfo
rmid
ad
es
Tipos não conformidade
Casco 03
Estrutural
Solda
TPP
0
10
20
30
40
50
60
Blo
co 1
Blo
co 2
Blo
co 3
Blo
co 4
Blo
co 5
Blo
co 6
Blo
co 7
Blo
co 8
Blo
co 9
Blo
co 1
0
Blo
co 1
1
Blo
co 1
2
Blo
co 1
3
Blo
co 1
4
Blo
co 1
5
Blo
co 1
6
Blo
co 1
7
Blo
co 1
8
Blo
co 1
9
Blo
co 2
0
Blo
co 2
1
Tub
ula
çõ…
Nú
me
ro d
e n
ão
co
nfo
rmid
ad
es
Blocos
Casco 03
Estrutural
Solda
TPP

53
Quadro 7 - Não conformidades encontradas no quarto navio da série.
Casco 04
Não Conformidade Qtd
Estrutural 31
Solda 315
Teste de Pressão Pneumática (TPP) 41
Gráfico 7 - Não conformidade encontrada no quarto navio da série.
Gráfico 8 - Não conformidade encontrada em cada bloco no quarto navio.
0
50
100
150
200
250
300
350
Nú
me
ro d
e n
ão
co
nfo
rmid
ad
es
Tipos não conformidade
Casco 04
Estrutural
Solda
TPP
0
10
20
30
40
50
60
Blo
co 1
Blo
co 2
Blo
co 3
Blo
co 4
Blo
co 5
Blo
co 6
Blo
co 7
Blo
co 8
Blo
co 9
Blo
co 1
0
Blo
co 1
1
Blo
co 1
2
Blo
co 1
3
Blo
co 1
4
Blo
co 1
5
Blo
co 1
6
Blo
co 1
7
Blo
co 1
8
Blo
co 1
9
Blo
co 2
0
Blo
co 2
1
Tub
ula
ções
Nú
me
ro d
e n
ão
co
nfo
rmid
ad
es
Blocos
Casco 04
Estrutural
Solda
TPP
54
8 – ANÁLISE DOS RESULTADOS
Neste capítulo os dados referentes a cada navio serão comparados com a série inteira
a fim de perceber uma diminuição no número de não conformidades, diminuição no
tempo de construção, ou seja, o aprendizado obtido durante a construção das
embarcações.
Primeiramente, serão contabilizados os números totais de não conformidades de cada
navio em relação a problema Estrutural, Solda e Estanqueidade - Teste de Pressão
Pneumático - (TPP) e será feito um gráfico para perceber a evolução ao decorrer de
cada nova construção.
Outro dado importante é conhecer se existe alguma similariedade nas não
conformidades encontradas em cada um dos 21 blocos que compõe a embarcação.
Para uma melhor visualização será feito um gráfico em barras para cada bloco
mostrando cada um dos três grupos de não conformidades (Estrutural, Solda e
Estanqueidade - Teste de Pressão Pneumático - (TPP)) para cada um dos 4 navios
estudados. Dessa maneira será possível perceber se o maior número de não
conformidades de um determinado bloco existe devido a alguma peculiariedade dele,
como ele ser curvo ou ter alguma dificuldade de acesso.
Com as informações do tempo de início de construção, batimento de quilha, e da
entrega de cada embarcação será montada a curva de aprendizado para a série de
navios estudada e para efeitos comparativos também será feito um gráfico com as
curvas de aprendizado “típicas” da construção naval apresentadas no capítulo 2 para
verificar a semelhança.
Todas as análises de dados serão interpretados a fim de compreender similariedades
e dissimilariedades dos resultados esperados e como forma de ajudar a melhorar o
processo de aprendizado serão feitas algumas sugestões ao estaleiro para que se
possa maximizar a taxa de aprendizagem.
8.1 – Estudos da Série de embarcações manuseadores de linha
Para ter uma visão holística da série foram feitos gráficos com os dados dos quatro
navios.

55
Quadro 8 - Não conformidades da série.
Não Conformidade Casco
01 Casco
02 Casco
03 Casco
04
Estrutural 52 48 37 31
Solda 466 457 347 315
Teste de Pressão Pneumática (TPP) 72 66 51 41
Gráfico 9 - Não conformidades da série Line Handling.
Para uma melhor visualização foram feitos gráficos separados para cada tipo de não
conformidade.
Gráfico 10 - Não conformidade Estrutural da série.
0
50
100
150
200
250
300
350
400
450
500
1 2 3 4
Nú
me
ro d
e n
ão
co
nfo
rmid
ad
es
Número do casco da série
Série Line Handling - "LH"
Estrutural
Solda
TPP
0
10
20
30
40
50
60
1 2 3 4Nú
me
ro d
e n
ão
co
nfo
rmid
ad
es
Número do casco da série
Estrutural
Estrutural

56
Gráfico 11 - Não conformidade Solda da série.
Gráfico 12 - Não conformidade TPP da série.
Outros gráficos feitos foram o de cada não conformidade da série para cada um dos
21 blocos.
0
100
200
300
400
500
1 2 3 4Nú
me
ro d
e n
ão
co
nfo
rmid
ad
es
Número do casco na série
Solda
Solda
0
10
20
30
40
50
60
70
80
1 2 3 4
Nú
me
ro d
e n
ão
co
nfo
rmid
ad
es
Número do casco na série
Teste de Pressão Pneumática (TPP)
TPP

57
Gráfico 13 - Não conformidade Estrutural da série por blocos.
Gráfico 14 - Não conformidade Solda da série por blocos.
0
2
4
6
8
10
12
14
16
18
20
Blo
co 1
Blo
co 2
Blo
co 3
Blo
co 4
Blo
co 5
Blo
co 6
Blo
co 7
Blo
co 8
Blo
co 9
Blo
co 1
0
Blo
co 1
1
Blo
co 1
2
Blo
co 1
3
Blo
co 1
4
Blo
co 1
5
Blo
co 1
6
Blo
co 1
7
Blo
co 1
8
Blo
co 1
9
Blo
co 2
0
Blo
co 2
1
Tub
ula
…Nú
me
ro d
e N
ão
Co
nfo
rmid
ad
es
Blocos
Estrutural
Casco 01
Casco 02
Casco 03
Casco 04
0
102030
405060
708090
100
Blo
co 1
Blo
co 2
Blo
co 3
Blo
co 4
Blo
co 5
Blo
co 6
Blo
co 7
Blo
co 8
Blo
co 9
Blo
co 1
0
Blo
co 1
1
Blo
co 1
2
Blo
co 1
3
Blo
co 1
4
Blo
co 1
5
Blo
co 1
6
Blo
co 1
7
Blo
co 1
8
Blo
co 1
9
Blo
co 2
0
Blo
co 2
1
Tub
ula
ç…
Nú
me
ro d
e N
ão
Co
nfo
rmid
ad
es
Blocos
Solda
Casco 01
Casco 02
Casco 03
Casco 04

58
Gráfico 15 - Não conformidade TPP da série por blocos.
8.2 – Curva de Aprendizado da Série de embarcações manuseadores de linha
A partir dos dados de batimento de quilha e entrega de cada embarcação foi feita a
curva de aprendizado utilizando os dados dos cascos 02, 03 e 04 como dados
relativos aos do casco 01.
Gráfico 16 - Curva de Aprendizado da Série de "LH's".
Como foi explicado na seção 2 sobre a curva de aprendizado e na Figura 4 foi
apresentada uma curva de aprendizado de uma série de 40 embarcações construídas
e essa curva costuma ser típica foram inseridos os dados dessas curvas típicas (90%
e 92% dos casos) a curva de aprendizado dos LH’s.
0
5
10
15
20
25
Blo
co 1
Blo
co 2
Blo
co 3
Blo
co 4
Blo
co 5
Blo
co 6
Blo
co 7
Blo
co 8
Blo
co 9
Blo
co 1
0
Blo
co 1
1
Blo
co 1
2
Blo
co 1
3
Blo
co 1
4
Blo
co 1
5
Blo
co 1
6
Blo
co 1
7
Blo
co 1
8
Blo
co 1
9
Blo
co 2
0
Blo
co 2
1
Tub
ula
ç…Nú
me
ro d
e N
ão
Co
nfo
rmid
ad
es
Blocos
Teste de Pressão Pneumática (TPP)
Casco 01
Casco 02
Casco 03
Casco 04
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1 2 3 4Te
mp
o d
eco
rrid
o e
m r
ela
ção
ao
pri
me
iro
na
vio
Número do casco
Curva de Aprendizagem - LH's
1
2
3
4

59
Gráfico 17 - Curva de Aprendizado da Série "LH's" com as curvas de aprendizado típicas.
8.3 – Interpretação dos resultados
Após analisar todos os gráficos foi possível perceber que em todas as obras o número
de problemas referentes a soldas foi muito grande e muito acima dos problemas
estruturais (como falta de peças, alinhamento) e estanqueidade (vazamentos durante
o Teste de Pressão Pneumática), embora vale notar a grande quantidade de soldas
realizadas durante a construção. Outro ponto a comentar é que a cada construção
houve uma diminuição em todas as não conformidades encontradas, na segunda a
diminuição não foi tão significativa, porém ela foi construída boa parte
simultaneamente com a primeira, logo, o aprendizado ainda não havia sido posto em
prática ou o controle de qualidade ainda não havia se adequado as exigências da
Sociedade Classificadora.
Quando analisados os blocos um a um em relação as não conformidades
encontradas, observou-se uma semelhança nas obras. Os blocos 01, 09, 11 e 13
foram os que apresentaram maiores problemas em relação à solda. Ao verificar quais
tipos de blocos são esses, observa-se que são os blocos maiores, duplo fundo,
regiões extensas e com difícil acesso, fato que justifica a maior incidência de não
conformidades devido a dificuldade de acesso.
Quanto as não conformidades estruturais surgiram mais em relação a falta de
soldagem de peças ou em posição incorreta, desalinhamento de algumas peças do
que um desalinhamento generalizado entre bloco. Além de que nas duas primeiras
60
embarcações havia algumas estruturas ou aberturas não previstas no desenho
aprovado.
Ao traçar a curva de aprendizado da série de embarcações do tipo manuseadores de
linhas observou-se que ao longo das construções o tempo para a construção diminuiu,
embora se esperasse que a segunda embarcação tivesse o maior ganho, fato que não
ocorreu. Como já dito acima, provavelmente por ter sido construída boa parte
simultaneamente com a primeira, ou seja, não foi possível incorporar os ganhos na
segunda, apenas na terceira em diante.
Vale ressaltar que a curva de aprendizado não é uma medida de produtividade do
estaleiro e sim uma função de quantos HH são necessários para a construção de uma
embarcação. A medida de produtividade do estaleiro é usualmente medida através de
HH por tonelada. Analisar a produtividade é complexo, pois dependem de fatores
como habilidade da mão de obra, qualidade no gerenciamento, capital, automação,
geografia (intempéries), equipe de projeto boa, indústria nacional que de suporte as
demandas entre outros. Esse ponto é importante, pois como foi verificado nas análises
dos dados durante a construção dos quatro navios houve diminuição das não
conformidades encontradas e uma melhora no tempo de construção, constatada
através da curva de aprendizado. Porém, se for avaliar em quantos meses foram
necessários para construir cada navio é notório que é um valor muito acima para
navios desse porte. Além de que é possível constatar que os ganhos de uma
embarcação para outra foram aleatórias, ou seja, não foi causada devido a uma ação
do estaleiro em estudar as não conformidades, identificá-las, tratá-las para que se
melhorasse o processo e elas não tornassem a aparecer nas outras construções.
8.4 – Sugestões ao Estaleiro
Com o intuito de ajudar a melhorar a curva de aprendizado do estaleiro alguns pontos
podem ser sugeridos. O principal é que visto que existe um problema no sistema de
qualidade, uma vez que identificada uma não conformidade não existe uma ação a ser
tomada para saná-la, portanto seria adequado implementar o ciclo PDCA (Plan – Do –
Check – Act), ou seja, planejar, executar, checar e reproduzir, a fim de ter um controle
e uma melhora contínua no processo. A maior não conformidade encontrada é
referente à solda, como parte das ações a serem planejadas poderiam ser incluídas:
Melhora no relatório de não conformidades, para que fossem incluídas informações
como tipo de junta, qual processo de soldagem, qual não conformidade foi encontrada,
extensão de toda a solda inspecionada e extensão da não conformidade. Dessa
maneira seria possível analisar qual a porcentagem de soldas em não conformidade,

61
se elas estão dentro de padrões internacionais, além de saber qual a não
conformidade possibilitar agrupar em problemas referentes ao processo (parâmetros
incorretos de soldagem, dimensional do chanfro) como o de problemas referentes à
falta de cuidado do soldador (soldagem com sujeira, vento, umidade); Existir no local
da soldagem informações do desenho, parâmetros da máquina, EPS (Especificação
de Procedimento de Soldagem); treinamento e aperfeiçoamento da mão de obra com
um curso simples, explicação de como que os defeitos aparecem e ter um inspetor de
solda circulando pelo estaleiro a fim de quando perceber procedimentos incorretos de
solda já intervir e coibir que uma possível má solda seja realizada, por exemplo,
diversas vezes foram vistos soldadores trabalhando em chuva (umidade), vento,
região de solda suja ou pintada, o que muitas vezes é perigoso para o próprio
trabalhador. É importante também se certificar de que todos os soldadores que estão
trabalhando na obra foram qualificados pela Sociedade Classificadora e que eles
estão sendo monitorados a cada 6 meses, como determina a regra. Juntamente ao
exposto acima rever os processos de soldagem, uma vez que o processo mais
utilizado atualmente é o Eletrodo Revestido (SMAW) um processo de baixa
produtividade. Ou seja, seria interessante buscar processos tais como GMAW e
FCAW que permitem automatização, são mais eficientes e menos suscetíveis a
questões ambientais.
Outra sugestão é um papel mais ativo do controle de qualidade (CQ), que exista um
controle desde o início do processo, ao invés de fiscalizar só ao término do bloco, pois
dessa maneira evita o retrabalho em locais de difícel acesso e que se garanta a
qualidade no processo e não para atender a classificadora. Além de que com um
controle de qualidade forte aliado com um projeto detalhado pronto, sem modificações
no decorrer da obra que gere retrabalho, pois até o início da terceira embarcação
ainda eram feitas alterações no projeto detalhado da série que foi elaborado pelo
próprio estaleiro é possível começar a montar os blocos através da integração casco-
equipamento-pintura o que acarreta uma melhora na produtividade.
9 – CONCLUSÃO
Desde o reaquecimento da indústria naval brasileira nos anos 2000, sempre foi alvo de
críticas a baixa qualidade da mão de obra e de que a médio prazo as não
conformidades diminuiriam, haveria um maior controle dimensional, possibilitando
chegar em níveis de produtividade parecidos com os dos países da Ásia, como China,
Coréia do Sul. No entanto, passados 15 anos ainda se constata a baixa qualidade nas

62
soldas nos estaleiros nacionais. É nítida a necessidade de investimento, da
capacitação dessa mão de obra e no sistema de qualidade do estaleiro.
No aspecto da duração da obra, que foram maiores do que pra embarcações do
mesmo porte, cabem ressalvas que colaboraram para esse tempo maior, tais como:
inexperiência do estaleiro; mudança de classificadora por parte do armador no início
da obra; armador construindo no mesmo estaleiro outra série de navios do tipo
rebocador, ou seja, o estaleiro chegou a ficar com 6 navios em construção
simultaneamente. Outro ponto que pode ser citado aqui e é explicado melhor no
Anexo B é sobre o tipo de financiamento das obras, a importância de se conhecer
como serão pagas as parcelas, nesse caso através da medição de avanço da obra, ou
seja, o estaleiro deve usar esse controle a seu favor, principalmente no caso de navios
irmãos, se organizando para que não haja atraso tanto no pedido como na entrega de
materiais que influenciem muito na percentagem de avanço.
Apesar de todos os contratempos durante a construção da série de navios irmãos, o
“aprendizado” do estaleiro e o visível problema no sistema de gestão, o armador já
assinou o contrato para a construção de mais 2 navios do tipo manuseador de espias,
então espera-se que com o ganho adquirido até agora e as sugestões da seção 8.4,
principalmente ao que se refere ao sistema de qualidade, possa ajudar na construção
dos próximos navios e que eles colaborem para a curva de aprendizado da série.

63
10 – REFERÊNCIAS BIBLIOGRÁFICAS
1. História Econômica da Construção Naval. [Online] [Citado em: 12 de 04 de 2015.]
http://www.anpec.org.br/revista/vol12/vol12n2p309_336.pdf.
2. SINAVAL. [Online] [Citado em: 12 de 04 de 2015.] http://sinaval.org.br/wp-
content/uploads/Prorefam-apresentacao-17-3-14.pdf.
3. Academia.edu. Academia.edu. [Online] [Citado em: 19 de 04 de 2015.]
http://www.academia.edu/9387732/Developments_in_Modular_Construction_for_Ship
building.
4. [Online] [Citado em: 19 de 04 de 2015.] http://jackmalcolm.com/blog/2012/05/the-
super-salesman-who-helped-win-world-war-ii/.
5. South Australia The Defence State. [Online] [Citado em: 21 de 04 de 2015.]
http://www.defencesa.com/upload/media-
centre/publications/cor/3304/NavalShipbuildingPaperFinalLoRes.pdf.
6. International Maritime Organization (IMO). International Convention for the Prevention of Pollution from Ships. 1973.
7. American Society of Mechanical Engineers (ASME). Boiler and Pressure Vessel Code. 2013.
8. International Stantard (ISO). Welding — Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) — Quality levels for imperfections. 2003.
9. IACS. Non-destructive testing of ship hull steel welds. London : s.n., 1988.
10. American Bureau of Shipping (ABS). NONDESTRUCTIVE INSPECTION OF HULL WELDS. Houston : s.n., 2011.
11. International Association of Classification Societies (IACS). Shipbuilding and Repair Quality Standard. 1996.
12. Banco Nacional de Desenvolvimento Econômico e Social. FINAME LEASING.
[Online] [Citado em: 14 de 05 de 2015.]
http://www.bndes.gov.br/SiteBNDES/bndes/bndes_pt/Institucional/Apoio_Financeiro/P
rodutos/FINAME_Leasing/index.html.
13. Ministério dos Transportes. Perguntas Frequentes FMM. [Online] [Citado em: 14
de 05 de 2015.]
http://www.transportes.gov.br/images/CONSELHOS/Perguntas_frequentes_FMM.pdf.
14. Rio Maguari. Fontes de Financiamento. [Online] [Citado em: 14 de 05 de 2015.]
http://www.riomaguari.com.br/pt/outras-infomacoes/fontes-de-financiamento.
15. BNDES - FMM. [Online] [Citado em: 14 de 05 de 2015.]
http://www.bndes.gov.br/SiteBNDES/bndes/bndes_pt/Areas_de_Atuacao/Infraestrutura
/Logistica/FMM/index.html.
16. Verocai, Henrique Dondeo. Gerenciamento de projetos de construção de
embarcações de apoio – Ferramentas e Aplicações. 25º Congresso Nacional de Transporte Aquaviário, Construção Naval e Offshore. 2014.
17. Ronchini, Pedro de Moura. UMA COMPARAÇÃO DE DIFERENTES FORMAS DE ACOMPANHAMENTO DE PROJETO NA CONSTRUÇÃO NAVAL:APLICAÇÃO NO CASO DE UM REBOCADOR PORTUÁRIO. Rio de Janeiro : UFRJ - Poli
Monografias, 2014.
18. International Maritime Organization (IMO). International Convention for the Safety of Life at Sea (SOLAS) - Versão Consolidade. Londres : s.n., 2009.

64
19. Brasil, Normas da Autoridade Marítima - Marinha do. Diretoria de Portos e
Costas. NORMAM. [Online] Marinha do Brasil, 2014. [Citado em: 16 de Março de
2015.] https://www.mar.mil.br/dhn/camr/download/normam01.pdf.
20. (IMO), International Maritime Organization. International Convention on Load Lines (ILLC). Londres : s.n., 1966.
21. International Maritime Organization (IMO). International Convention On the Control of Harmful Anti-Fouling Systems on Ships. 2001.

65
ANEXO A – PLANILHAS COM OS DADOS ANALISADOS
CASCO 01
BLOCO Descrição Estrutural Aprovado Solda Aprovado TPP Aprovado
Bloco 01
Tanque Óleo Diesel 03 3 04/02/2014 25 04/02/2014 6 14/02/2014
Tanque Óleo Diesel 04 0 04/02/2014 31 04/02/2014 5 14/02/2014
Caixa de Mar BB 0 14/02/2014 8 14/02/2014 0 13/02/2014
Caixa de Mar BE 2 14/02/2014 7 14/02/2014 2 13/02/2014
Tanque de Águas Cinzas 0 04/02/2014 11 04/02/2014 2 16/01/2014
Tanque de Resíduo Oleoso (slop) 4 04/02/2014 10 04/02/2014 4 17/01/2014
Bloco 02 Tanque de Lastro 02 2 20/02/2014 6 20/02/2014 0 24/02/2014
Tanque de Lastro 04 0 20/02/2014 8 20/02/2014 4 14/03/2014
Bloco 03 Tanque de Lastro 01 6 20/02/2014 8 20/02/2014 0 24/02/2014
Tanque de Lastro 03 3 20/02/2014 34 20/02/2014 2 20/02/2014
Bloco 04 Cofferdan BB 1 20/02/2014 14 20/02/2014 N/A N/A
Tanque de Água Potável BB 0 20/02/2014 9 20/02/2014 2 20/02/2014
Bloco 05 Cofferdan BE 1 20/02/2014 21 20/02/2014 N/A N/A
Tanque de Água Potável BE 0 20/02/2014 7 20/02/2014 4 20/02/2014
Bloco 06 Praça de Máquinas 0 20/02/2014 12 20/02/2014 N/A N/A
Bloco 07 Gaiúta BB/BE 0 20/02/2014 3 20/02/2014 N/A N/A
Bloco 08 Convés Principal da Maquinaria 0 20/02/2014 11 20/02/2014 N/A N/A
Bloco 09 Tanque de Água Doce BB/BE 0 20/02/2014 47 20/02/2014 4 14/03/2014
Paiol de Amarras BB / BE 0 20/02/2014 7 20/02/2014 3 25/02/2014
Acomodações (Piso) 0 20/02/2014 10 20/02/2014 N/A N/A
Bloco 10 Acomodações Convés Inferior 0 20/02/2014 22 20/02/2014 N/A N/A
Convés do Castelo 0 20/02/2014 5 20/02/2014 N/A N/A
Bloco 11
Tanque Óleo Diesel 01 7 20/02/2014 16 20/02/2014 2 24/02/2014
Tanque Óleo Diesel 02 11 20/02/2014 14 20/02/2014 5 24/02/2014 Convés Principal da Máquina do
Leme 0 20/02/2014 8 20/02/2014 N/A 12/03/2014
Bloco 12 Pique Tanque de Vante 1 26/02/2014 21 26/02/2014 3 14/03/2014
Bloco 13 Pique Tanque de Ré / Máq. Do
Leme 8 20/02/2014 40 20/02/2014 2 29/01/2014
Bloco 14 Acomodações Convés Superior 0 20/02/2014 17 20/02/2014 N/A N/A
Bloco 15 Passadiço / Estrutura Sup. da
Chaminé 0 14/03/2014 12 14/03/2014 N/A N/A
Bloco 16 Quilha 0 04/04/2014 0 04/04/2014 0 13/02/2014
Bloco 17 Quilha 0 04/04/2014 0 04/04/2014 0 13/02/2014
Bloco 18 Quilha 0 04/04/2014 0 04/04/2014 0 13/02/2014
Bloco 19 Borda Falsa 3 26/02/2014 13 26/02/2014 N/A N/A
Bloco 20 Borda Falsa 0 14/03/2014 9 14/03/2014 N/A N/A
Bloco 21 Rabeta BB / BE 0 14/03/2014 0 14/03/2014 N/A N/A
Tubulações 0 0 22 04/08/2014

66
CASCO 02
BLOCO Descrição Estrutural Aprovado Solda Aprovado TPP Aprovado
Bloco 01
Tanque Óleo Diesel 03 0 23/05/2014 21 23/05/2014 4 21/08/2014
Tanque Óleo Diesel 04 2 23/05/2014 18 23/05/2014 7 21/08/2014
Caixa de Mar BB 2 11/07/2014 7 11/07/2014 0 04/09/2014
Caixa de Mar BE 2 11/07/2014 3 11/07/2014 0 04/09/2014
Tanque de Águas Cinzas 1 27/05/2014 15 27/05/2014 25/07/2014
Tanque de Resíduo Oleoso (slop) 3 29/05/2014 17 29/05/2014 3 09/09/2014
Bloco 02 Tanque de Lastro 02 2 13/06/2014 14 13/06/2014 4 29/08/2014
Tanque de Lastro 04 0 13/06/2014 11 13/06/2014 5 15/08/2014
Bloco 03 Tanque de Lastro 01 1 13/06/2014 16 13/06/2014 3 29/08/2014
Tanque de Lastro 03 3 13/06/2014 21 13/06/2014 1 21/08/2014
Bloco 04 Cofferdan BB 0 11/07/2014 16 11/07/2014 N/A N/A
Tanque de Água Potável BB 2 22/07/2014 17 01/08/2014 1 22/08/2014
Bloco 05 Cofferdan BE 0 11/07/2014 11 11/07/2014 N/A N/A
Tanque de Água Potável BE 3 22/07/2014 18 01/08/2014 3 22/08/2014
Bloco 06 Praça de Máquinas 0 11/07/2014 23 11/07/2014 N/A N/A
Bloco 07 Gaiúta BB/BE 0 11/07/2014 2 11/07/2014 N/A N/A
Bloco 08 Convés Principal da Maquinaria 2 13/06/2014 17 13/06/2014 N/A N/A
Bloco 09 Tanque de Água Doce BB/BE 4 22/07/2014 32 25/07/2014 6 28/08/2014
Paiol de Amarras BB / BE 0 11/07/2014 16 15/07/2014 2 28/08/2014
Acomodações (Piso) 0 14/07/2014 7 14/07/2014 N/A N/A
Bloco 10 Acomodações Convés Inferior 2 22/07/2014 21 25/07/2014 N/A N/A
Convés do Castelo 0 16/07/2014 4 16/07/2014 N/A N/A
Bloco 11
Tanque Óleo Diesel 01 5 21/07/2014 16 25/07/2014 0 04/09/2014
Tanque Óleo Diesel 02 2 21/07/2014 18 25/07/2014 3 04/09/2014 Convés Principal da Máquina do
Leme 0 25/07/2014 8 25/07/2014 N/A N/A
Bloco 12 Pique Tanque de Vante 3 16/06/2014 16 16/06/2014 2 28/08/2014
Bloco 13 Pique Tanque de Ré / Máq. Do
Leme 4 21/07/2014 32 21/07/2014 4 28/08/2014
Bloco 14 Acomodações Convés Superior 0 13/06/2014 9 13/06/2014 N/A N/A
Bloco 15 Passadiço / Estrutura Sup. da
Chaminé 1 13/06/2014 11 13/06/2014 N/A N/A
Bloco 16 Quilha 0 25/07/2014 0 25/07/2014 0 25/07/2014
Bloco 17 Quilha 0 25/07/2014 1 25/07/2014 0 25/07/2014
Bloco 18 Quilha 0 25/07/2014 0 25/07/2014 0 25/07/2014
Bloco 19 Borda Falsa 0 25/07/2014 11 25/07/2014 N/A N/A
Bloco 20 Borda Falsa 4 25/07/2014 8 25/07/2014 N/A N/A
Bloco 21 Rabeta BB / BE 0 25/07/2014 0 25/07/2014 N/A N/A
Tubulações 0 0 18 29/10/2014

67
CASCO 03
BLOCO Descrição Estrutural Aprovado Solda Aprovado TPP Aprovado
Bloco 01
Tanque Óleo Diesel 03 2 12/09/2014 17 12/09/2014 7 19/11/2014
Tanque Óleo Diesel 04 1 12/09/2014 16 12/09/2014 4 07/11/2014
Caixa de Mar BB 1 12/09/2014 3 12/09/2014 0 12/11/2014
Caixa de Mar BE 0 12/09/2014 5 12/09/2014 0 12/11/2014
Tanque de Águas Cinzas 0 12/09/2014 7 12/09/2014 3 18/09/2014
Tanque de Resíduo Oleoso (slop) 2 12/09/2014 8 12/09/2014 1 04/12/2014
Bloco 02 Tanque de Lastro 02 1 19/11/2014 12 19/11/2014 0 23/11/2014
Tanque de Lastro 04 0 05/09/2014 16 05/09/2014 2 28/11/2014
Bloco 03 Tanque de Lastro 01 1 19/11/2014 15 19/11/2014 4 22/11/2014
Tanque de Lastro 03 0 05/09/2014 13 05/09/2014 3 23/11/2014
Bloco 04 Cofferdan BB 0 05/09/2014 9 05/09/2014 N/A N/A
Tanque de Água Potável BB 2 15/09/2014 9 15/09/2014 2 12/11/2014
Bloco 05 Cofferdan BE 1 05/09/2014 11 05/09/2014 N/A N/A
Tanque de Água Potável BE 0 15/09/2014 8 15/09/2014 0 17/11/2014
Bloco 06 Praça de Máquinas 3 01/08/2014 11 01/08/2014 N/A N/A
Bloco 07 Gaiúta BB/BE 0 06/08/2014 7 06/08/2014 N/A N/A
Bloco 08 Convés Principal da Maquinaria 0 04/08/2014 9 04/08/2014 N/A N/A
Bloco 09 Tanque de Água Doce BB/BE 2 22/11/2014 23 22/11/2014 3 07/11/2014
Paiol de Amarras BB / BE 1 22/11/2014 10 22/11/2014 0 28/10/2014
Acomodações (Piso) 0 10/11/2014 9 10/11/2014 N/A N/A
Bloco 10 Acomodações Convés Inferior 4 10/11/2014 8 10/11/2014 N/A N/A
Convés do Castelo 0 10/11/2014 3 10/11/2014 N/A N/A
Bloco 11
Tanque Óleo Diesel 01 3 14/11/2014 13 14/11/2014 2 04/12/2014
Tanque Óleo Diesel 02 6 14/11/2014 17 14/11/2014 0 04/12/2014 Convés Principal da Máquina do
Leme 0 13/11/2014 5 13/11/2014 N/A N/A
Bloco 12 Pique Tanque de Vante 2 10/11/2014 11 10/11/2014 3 28/11/2014
Bloco 13 Pique Tanque de Ré / Máq. Do
Leme 3 12/11/2014 30 12/11/2014 1 28/11/2014
Bloco 14 Acomodações Convés Superior 0 29/10/2014 19 29/10/2014 N/A N/A
Bloco 15 Passadiço / Estrutura Sup. da
Chaminé 0 07/11/2014 8 07/11/2014 N/A N/A
Bloco 16 Quilha 0 05/11/2014 0 05/11/2014 0 13/11/2014
Bloco 17 Quilha 0 05/11/2014 0 05/11/2014 0 13/11/2014
Bloco 18 Quilha 0 05/11/2014 0 05/11/2014 0 13/11/2014
Bloco 19 Borda Falsa 0 05/11/2014 9 05/11/2014 N/A N/A
Bloco 20 Borda Falsa 2 05/11/2014 6 05/11/2014 N/A N/A
Bloco 21 Rabeta BB / BE 0 12/11/2014 0 12/11/2014 N/A N/A
Tubulações 0 0 16 13/02/2015
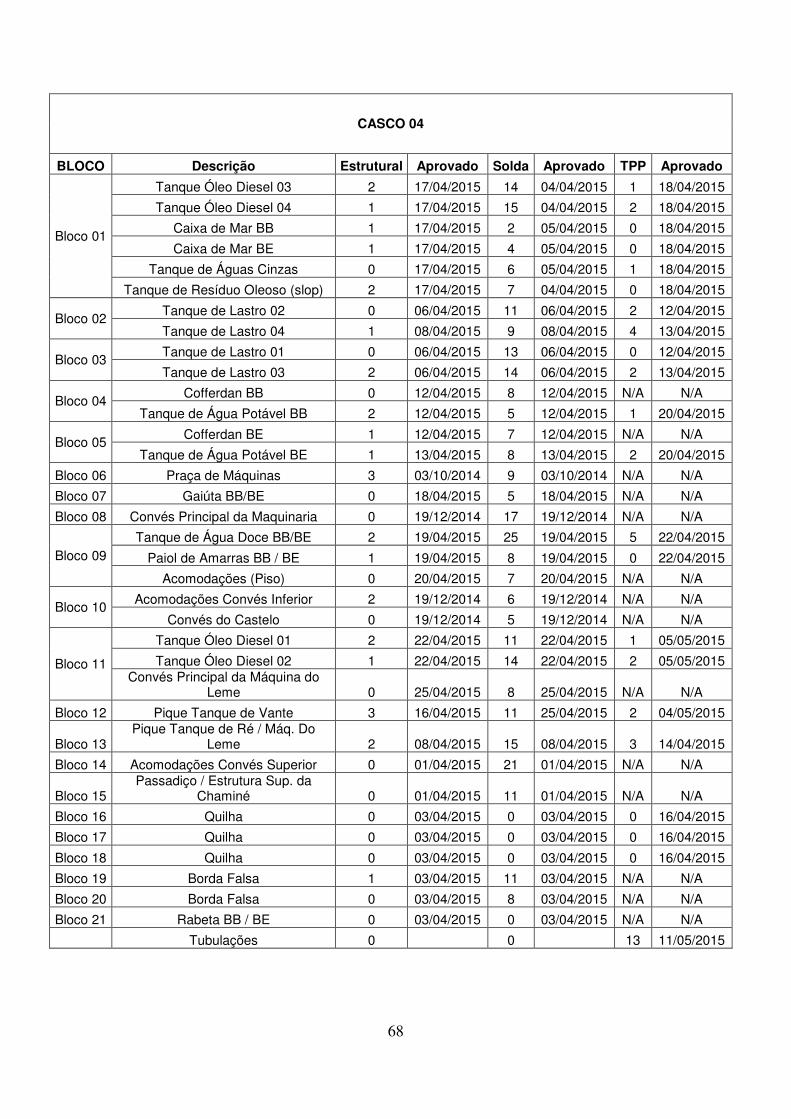
68
CASCO 04
BLOCO Descrição Estrutural Aprovado Solda Aprovado TPP Aprovado
Bloco 01
Tanque Óleo Diesel 03 2 17/04/2015 14 04/04/2015 1 18/04/2015
Tanque Óleo Diesel 04 1 17/04/2015 15 04/04/2015 2 18/04/2015
Caixa de Mar BB 1 17/04/2015 2 05/04/2015 0 18/04/2015
Caixa de Mar BE 1 17/04/2015 4 05/04/2015 0 18/04/2015
Tanque de Águas Cinzas 0 17/04/2015 6 05/04/2015 1 18/04/2015
Tanque de Resíduo Oleoso (slop) 2 17/04/2015 7 04/04/2015 0 18/04/2015
Bloco 02 Tanque de Lastro 02 0 06/04/2015 11 06/04/2015 2 12/04/2015
Tanque de Lastro 04 1 08/04/2015 9 08/04/2015 4 13/04/2015
Bloco 03 Tanque de Lastro 01 0 06/04/2015 13 06/04/2015 0 12/04/2015
Tanque de Lastro 03 2 06/04/2015 14 06/04/2015 2 13/04/2015
Bloco 04 Cofferdan BB 0 12/04/2015 8 12/04/2015 N/A N/A
Tanque de Água Potável BB 2 12/04/2015 5 12/04/2015 1 20/04/2015
Bloco 05 Cofferdan BE 1 12/04/2015 7 12/04/2015 N/A N/A
Tanque de Água Potável BE 1 13/04/2015 8 13/04/2015 2 20/04/2015
Bloco 06 Praça de Máquinas 3 03/10/2014 9 03/10/2014 N/A N/A
Bloco 07 Gaiúta BB/BE 0 18/04/2015 5 18/04/2015 N/A N/A
Bloco 08 Convés Principal da Maquinaria 0 19/12/2014 17 19/12/2014 N/A N/A
Bloco 09 Tanque de Água Doce BB/BE 2 19/04/2015 25 19/04/2015 5 22/04/2015
Paiol de Amarras BB / BE 1 19/04/2015 8 19/04/2015 0 22/04/2015
Acomodações (Piso) 0 20/04/2015 7 20/04/2015 N/A N/A
Bloco 10 Acomodações Convés Inferior 2 19/12/2014 6 19/12/2014 N/A N/A
Convés do Castelo 0 19/12/2014 5 19/12/2014 N/A N/A
Bloco 11
Tanque Óleo Diesel 01 2 22/04/2015 11 22/04/2015 1 05/05/2015
Tanque Óleo Diesel 02 1 22/04/2015 14 22/04/2015 2 05/05/2015 Convés Principal da Máquina do
Leme 0 25/04/2015 8 25/04/2015 N/A N/A
Bloco 12 Pique Tanque de Vante 3 16/04/2015 11 25/04/2015 2 04/05/2015
Bloco 13 Pique Tanque de Ré / Máq. Do
Leme 2 08/04/2015 15 08/04/2015 3 14/04/2015
Bloco 14 Acomodações Convés Superior 0 01/04/2015 21 01/04/2015 N/A N/A
Bloco 15 Passadiço / Estrutura Sup. da
Chaminé 0 01/04/2015 11 01/04/2015 N/A N/A
Bloco 16 Quilha 0 03/04/2015 0 03/04/2015 0 16/04/2015
Bloco 17 Quilha 0 03/04/2015 0 03/04/2015 0 16/04/2015
Bloco 18 Quilha 0 03/04/2015 0 03/04/2015 0 16/04/2015
Bloco 19 Borda Falsa 1 03/04/2015 11 03/04/2015 N/A N/A
Bloco 20 Borda Falsa 0 03/04/2015 8 03/04/2015 N/A N/A
Bloco 21 Rabeta BB / BE 0 03/04/2015 0 03/04/2015 N/A N/A
Tubulações 0 0 13 11/05/2015
69
ANEXO B – TIPOS DE FINANCIAMENTO NA ÁREA NAVAL
B - Financiamento
Para a construção de embarcações no Brasil é possível recorrer ao financiamento
geralmente através do Banco Nacional de Desenvolvimento Econômico e Social
(BNDES) através do FINAME (12) ou pelo Fundo de Marinha Mercante (FMM) através
dos agentes financeiros (BNDES, Banco do Nordeste, Banco da Amazônia, Banco do
Brasil e Caixa Econômica Federal) que tem como principal fonte de recurso o
Adicional ao Frete para Renovação da Marinha Mercante (AFRMM) (13). Outra
possibilidade é através da CAT Financial que é o banco da Caterpillar.
B.1 – BNDES - FINAME
As condições oferecidas pelo BNDES - FINAME (14) para a construção de uma
embarcação seguem abaixo:
- Juros BNDES:
1% para empresas que faturam até R$ 60 milhões e
2,3% para faturamentos superiores
- Carência:
Até 12 meses
- Amortização:
Até 48 meses
- Participação máxima:
Até 100%, sem capital estrangeiro.
- Custo Financeiro:
Taxa de Juros de Longo Prazo (TJLP)
- Spread do agente financeiro:
A negociar
- Garantias reais:
A negociar, a própria embarcação é aceita.
- Prazo estimado:
Entre 60 e 120 dias após protocolo no banco.
B.2 – FMM
As condições oferecidas pelo FMM (15) para a construção de uma embarcação
seguem abaixo:

70
1. Elaboração do projeto e entrada no DMM
2. Análise e encaminhamento ao CDFMM para apreciação
3. Concessão de “Prioridade”
4. Análise do crédito pelo agente financeiro
5. Financiamento ou reembolso de tudo o que foi investido até 6 meses antes
do protocolo do projeto no DMM
6. Prazo estimado entre o protocolo no DMM e liberação dos recursos: de 12 a
24 meses
7. Garantias reais – 130% - embarcações podem ser utilizadas
Figura 68 - Condições para financiamento no FMM.
B.3 – CAT Financial
As condições oferecidas pela CAT Financial (14) para a construção de uma
embarcação seguem abaixo:
- Juros:
Libor + 3,5%
- Comissão de análise:
1,25%
- Carência:
Pagamento trimestral de juros durante a construção

71
- Amortização:
8 anos
- Participação máxima:
Até 80%
- Custo do Contrato:
Até US$ 25 mil - advogados
- Garantias:
Hipoteca da própria embarcação
- Prazo estimado:
Entre 60 e 90 dias após protocolo no banco
- Obrigatoriedade de motores Caterpillar ou MAK
B.4 – Formas de Pagamento
Os financiamentos via BNDES-FINAME são pagos por eventos, por exemplo,
batimento de quilha, corte de chapas, enquanto os do FMM são por avanço físico.
Tanto o FMM, quanto o agente financiador (BNDES, Banco do Nordeste, Banco da
Amazônia, Banco do Brasil e Caixa Econômica Federal) fiscalizam trimestralmente o
avanço físico com visitas ao estaleiro e acompanham mensalmente o avanço por
relatórios.
O avanço físico é medido de acordo com os avanços das atividades da Estrutura
Analítica do Projeto (EAP), tendo como base para os pesos o orçamento usado para o
financiamento.
B.5 – Financiamento escolhido pelo Armador para os Line Handling
O financiamento através do FMM é mais vantajoso para o armador, tanto pela
carência maior quanto tempo de amortização. Além do acompanhamento por avanço
físico estimular mais o estaleiro a avançar a construção.
Nos tópicos seguintes será dada uma breve explicação de como funciona esse tipo de
financiamento, baseado em VEROCAI (16) e RONCHINI (17).
B.5.1 – Controle do FMM
O FMM criou alguns documentos modelos para as fases de planejamento e controle
dos projetos de construção naval. Esses documentos são: Documento para
Apresentação do Preço de Construção (OS5), Cronograma de Construção com os
principais eventos da fase de construção, Estrutura Analítica de Projeto (EAP) e
Quadro de Usos e Fontes (QUF).

72
Tais documentos auxiliam e forçam os estaleiros a programarem as emissões de
desenhos, as compras, as contratações e as etapas de construção da embarcação.
Figura 69 - Etapas da preparação dos documentos.
B.5.2 – Ordem de Serviço n° 5 (OS-5)
É através desse documento que são apresentados os custos da embarcação de forma
detalhada, portanto, é preciso que já possua além do projeto conceitual o projeto
básico para poder listar os materiais para a construção.
A OS-5 é dividida em quatro quadros:
- Quadro I: Apresentação da embarcação
- Quadro II: Composição do preço de venda
- Quadro III: Custos diretos
- Quadro IV: Outras despesas de produção
B.5.3 – OS-5: Quadro I: Apresentação da embarcação
O quadro I é uma apresentação da embarcação que será financiada, por isso é
importante definir qual moeda será utilizada e a data base, a qual será utilizada como
referência para os reajustes dos valores.
Os custos da parcela de importados são ajustados segundo a taxa do dólar, enquanto
que os da parcela nacional pela inflação. Já para os custos de mão de obra é feito de
acordo com o dissídio da categoria.
A apresentação da embarcação é basicamente as características gerais dela, como
comprimento, boca, calado, velocidade, tipo de planta propulsiva entre outras.
B.5.4 – OS-5: Quadro II: Composição do preço de venda
No quadro II é apresentado o custo total da embarcação e a taxa do dólar na data
base. Esse quadro é um resumo, que mostra como foi calculado o valor final. O valor
total é composto por: custos diretos, outras despesas de produção, lucro presumido
(porcentagem dos custos diretos e de outras despesas de produção), despesas com
importação (porcentagem do somatório de todos os custos de importados), tributos e
juros de produção.
Nesse quadro é apresentado também o índice de nacionalização da embarcação, pois
mostra o percentual do valor total da parte nacional e da parte importada.

73
B.5.5 – OS-5: Quadro III: Custos diretos
No quadro III, todos os materiais e equipamentos precificados são inseridos em grupos
divididos, de acordo com as disciplinas da construção naval, sendo eles:
- Grupo A: Estrutura
- Grupo B: Máquinas
- Grupo C: Redes e tubulações
- Grupo D: Eletricidade, comunicação e automação
- Grupo E: Acessórios de casco e convés
- Grupo F: Acabamento
- Grupo G: Tratamento e pintura
A quantidade de homem-hora (HH) utilizada é inserida em cada grupo, separando em
mão de obra própria e subcontratada, com os respectivos valores da mão de obra por
hora.
Depois de preenchido todo o quadro, cada item passa a ter um código que é utilizado
nos relatórios de acompanhamento.
B.5.6 – OS-5: Quadro IV: Outras despesas de produção
O quadro IV é composto pelos custos que estão associados à construção, divididos
em nacional e importado. Também é dividido em grupos, conforme relação abaixo:
Grupo H: Materiais Diretos
Grupo I: Classificação
Grupo J: Projeto, testes e apoio
Grupo K: Despesas em geral
Grupo L: Subcontratação de serviço
Grupo M: Tributos
B.5.7 – Cronograma
Para elaborar o cronograma é preciso conhecer os índices de produtividade do
estaleiro. É feito um histograma de mão de obra para estimar a duração das principais
atividades, tais como:
- Processamento
- Montagem dos blocos
- Batimento de quilha

74
- Edificação
- Acabamento em seco
- Lançamento
- Acabamento flutuando
- Comissionamento
- Testes e provas
- Entrega
B.5.8 – Estrutura Analítica do Projeto (EAP)
A Estrutura Analítica do Projeto (EAP) é uma subdivisão das tarefas do projeto em
componentes menores e mais facilmente gerenciáveis. Ela é dividida em quatro
grandes grupos:
- Projeto
- Suprimentos
- Produção
- Administrativo
As atividades da EAP recebem um peso de acordo com os valores da OS-5.
B.5.9 – EAP: Projeto
É dividido em projeto básico e projeto detalhado. Os pesos são dados conforme o
Grupo J da OS-5. Ou seja, na EAP serão discriminados a quantidade de desenhos
para serem emitidos em cada mês, separados pelas disciplinas, tanto no projeto
básico quanto no detalhado.
A medição de avanço é feita de acordo com o número de emissões de desenhos.
B.5.10 – EAP: Suprimentos
Os itens previstos para serem comprados em cada uma das disciplinas da OS-5
recebem um peso proporcional aos informados pela OS-5. Na EAP é colocada a
porcentagem que será paga de acordo com o cronograma, desde o pedido até o
recebimento do material.
A medição de avanço é feita conforme os pagamentos dos itens orçados são
efetuados. Como cada item tem um peso de acordo com o orçamento usa-se a
porcentagem do valor pago, caso ocorra algum desconto ou acréscimo não haverá
interferência no cálculo do avanço. No caso de importação de materiais e
equipamentos, costuma medir o avanço de acordo com a situação do item, atribuindo
pesos para encomenda, fabricação, embarque e recebimento do item no estaleiro.
75
B.5.11 – EAP: Produção
É a parte mais complexa da EAP e é através dela que é possível analisar o avanço
físico. O peso de cada disciplina é dado utilizando como referência os quantitativos de
HH estimados na OS5.
A lista das atividades geralmente utilizadas para mensurar o avanço em cada uma das
disciplinas segue abaixo:
Estrutura
- Processamento de chapas e perfis
- Submontagem
- Montagem de blocos
- Edificação
- Inspeção
- Inspeção visual
- Ensaios não destrutivos
- Teste estrutural dos tanques
Máquinas
- Inspeção de recebimento
- Colocação a bordo
- Instalação
Redes e tubulações
- Pré-fabricação
- Montagem a bordo
- Montagem das redes especiais
- Acabamento
- Teste das redes
Eletricidade, comunicação e automação
- Inspeção de recebimento
- Montagem dos caminhos mecânicos
- Passagem de cabos
- Montagem de equipamentos elétricos e eletrônicos
- Ligações elétricas
Acessórios de casco e convés

76
- Processamento
- Fabricação
- Montagem a bordo
Acabamento
- Montagem do isolamento
- Montagem do piso flutuante
- Montagem das anteparas divisórias
- Montagem de piso, portas e janelas
- Montagem de móveis e equipamentos
Tratamento e pintura
- Tratamento e pintura dos tanques
- Tratamento e pintura dos blocos/externo
- Tratamento e pintura de acabamento
Apoio
- Suporte/logística
Custos diretos de produção
- Utilização de materiais diretos
- Classificação
- Lançamento
- Prova de cais
- Prova de mar
- Limpeza antes da entrega
- Manuais e documentos de entrega
- Seguro
A produção reflete o avanço físico da obra e sua medição é feita mensalmente, dando
os avanços conforme as atividades previstas na EAP forem sendo executadas.
B.5.12 – EAP: Administrativo
São colocados os itens relativos a custos indiretos. O peso desse grupo é proporcional
ao valor orçado na OS5.
77
A medição de avanço é feita conforme o armador libera os recursos relativos à mão de
obra indireta do estaleiro. O percentual é calculado em relação com o orçamento inicial
definido na OS-5.
B.5.13 – Quadro de Usos e Fontes (QUF)
O quadro de usos e fontes (QUF) possui todos os custos da embarcação e com as
previsões de pagamentos mensais. O quadro é separado pelas disciplinas, onde os
custos são divididos em: mão de obra direta, mão de obra subcontratada, materiais e
equipamentos nacionais e materiais e equipamentos importados. Após os custos com
as disciplinas, entram as outras despesas de produção, lucro e despesas com
importação. O somatório de todos os valores deve ser igual ao valor final da OS-5, já
no QUF estão as previsões de utilização de todos os custos relativos à obra.
O QUF funciona como uma previsão do fluxo de pagamentos, tanto para o armador
quanto para o FMM e agentes financeiros. Com isso, se torna um documento de
fundamental importância para o financiamento do projeto.

78
ANEXO C – LISTA DE DOCUMENTOS NECESSÁRIOS PARA A EMBARCAÇÃO
OPERAR
C - Documentos necessários para a embarcação
A Diretoria de Portos e Costas (DPC) através das Normas da Autoridade Marítima
(NORMAM) estipulam regras a serem seguidas para embarcações que vão operar no
Brasil. Para operar essas embarcações deverão portar alguns documentos exigidos
por essa norma e, também, regulamentos, convenções e códigos Internacionais
ratificados pelo governo brasileiro. Como, por exemplo, a Convenção Internacional
para a Salvaguarda da Vida Humana no Mar (SOLAS) (18) e a Convenção
Internacional para a Prevenção da Poluição por Navios (MARPOL) (6).
C.1 - Certificado de Classe
Segundo a NORMAM-01 (19), que trata das embarcações que vão operar no Brasil
em mar aberto a obrigatoriedade para a classificação é:
- Todas as embarcações nacionais que transportem a granel substâncias
líquidas nocivas, produtos químicos perigosos ou gases liquefeitos, em conformidade
com o Anexo II da Convenção MARPOL, entre outros relativos a mercadorias
perigosas.
- Todas as embarcações nacionais com arqueação bruta (AB) maior ou igual a
500.
No caso desse projeto de “Line Handling”, a arqueação bruta é abaixo de 500 e não
são transportadas a granel substâncias perigosas, fato que desobrigaria a
necessidade do certificado de classe, porém, costuma ser uma exigência por parte de
seguradoras, bancos e dos clientes nos quais a embarcação irá operar, tanto para
assegurar que foi acompanhada durante a construção, submetida a padrões técnicos
de projeto, construção, equipamentos. Além de ser um comprovante da notação
requerida, por exemplo, nível de posicionamento dinâmico, nível de combate a
incêndio, resistência de convés, navegação no gelo dentre outras.
As regras das Sociedades Classificadoras visam avaliar a integridade e resistência
estrutural do casco do navio e seus elementos além de garantir a confiabilidade de
equipamentos necessários para manter os serviços a bordo, tais como propulsão,
manobrabilidade e governo, geração de energia.
C.2 - Certificado de Arqueação
É a medida de volume interno de embarcação e são realizadas a arqueação bruta e a
arqueação líquida. Este é um dos certificados mais importantes, pois muitas normas e
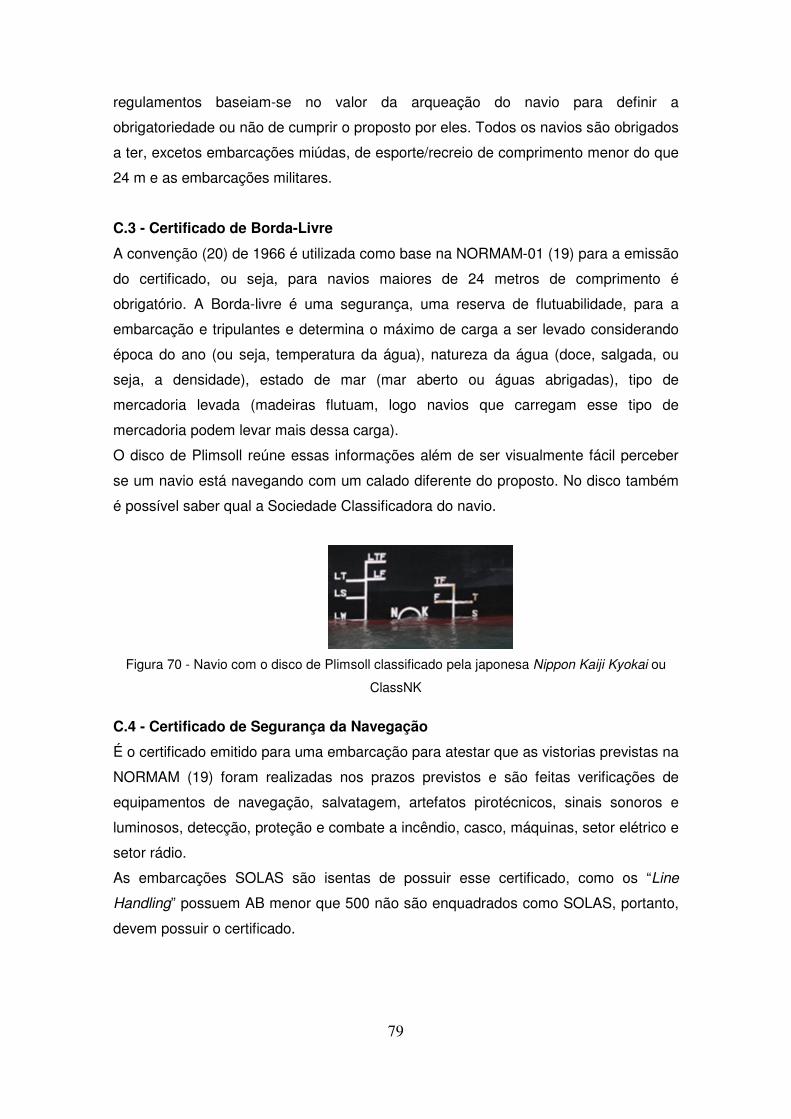
79
regulamentos baseiam-se no valor da arqueação do navio para definir a
obrigatoriedade ou não de cumprir o proposto por eles. Todos os navios são obrigados
a ter, excetos embarcações miúdas, de esporte/recreio de comprimento menor do que
24 m e as embarcações militares.
C.3 - Certificado de Borda-Livre
A convenção (20) de 1966 é utilizada como base na NORMAM-01 (19) para a emissão
do certificado, ou seja, para navios maiores de 24 metros de comprimento é
obrigatório. A Borda-livre é uma segurança, uma reserva de flutuabilidade, para a
embarcação e tripulantes e determina o máximo de carga a ser levado considerando
época do ano (ou seja, temperatura da água), natureza da água (doce, salgada, ou
seja, a densidade), estado de mar (mar aberto ou águas abrigadas), tipo de
mercadoria levada (madeiras flutuam, logo navios que carregam esse tipo de
mercadoria podem levar mais dessa carga).
O disco de Plimsoll reúne essas informações além de ser visualmente fácil perceber
se um navio está navegando com um calado diferente do proposto. No disco também
é possível saber qual a Sociedade Classificadora do navio.
Figura 70 - Navio com o disco de Plimsoll classificado pela japonesa Nippon Kaiji Kyokai ou
ClassNK
C.4 - Certificado de Segurança da Navegação
É o certificado emitido para uma embarcação para atestar que as vistorias previstas na
NORMAM (19) foram realizadas nos prazos previstos e são feitas verificações de
equipamentos de navegação, salvatagem, artefatos pirotécnicos, sinais sonoros e
luminosos, detecção, proteção e combate a incêndio, casco, máquinas, setor elétrico e
setor rádio.
As embarcações SOLAS são isentas de possuir esse certificado, como os “Line
Handling” possuem AB menor que 500 não são enquadrados como SOLAS, portanto,
devem possuir o certificado.

80
C.5 - Certificado de Tração Estática
Esse certificado é emitido após a realização de testes de tração por um engenheiro
naval responsável na presença, obrigatoriamente, da Sociedade Classificadora e
facultativa da Marinha. Nesse certificado é obrigatória a presença do gráfico Tração
Estática x Rotação do(s) Motor(es). Os procedimentos para a realização do teste
constam na NORMAM-01 (19), lembrando que o cabeço de amarração deve possuir
uma resistência mínima de três vezes a tração estática esperada.
C.6 - Certificado de Segurança Rádio
Para navios com arqueação bruta igual ou maior do que 300 são obrigados a possuir
uma instalação rádio (18). No Brasil a Agência Nacional de Telecomunicações
(ANATEL) é a responsável em homologar as estações de rádio gerando um indicativo
de chamada (call sign) para o navio.
C.7 - Certificado de Conformidade para Sistema Antiincrustante (Anti-Fouling
Systems)
Para embarcações com arqueação bruta igual ou superior a 400 a NORMAM-23 (19)
torna obrigatório o certificado em ratificação a Convenção Internacional de Controle de
Sistemas Anti-incrustantes Danosos em Navios (21) que é a verificação de que as
tintas empregadas nas obras vivas são livres de TBT (tributil estanho) que em
pesquisas foram descobertos serem tóxicos para o meio marinho com grande
capacidade de serem transferidos na cadeia alimentar.
C.8 - Certificado Internacional de Prevenção da Poluição por Óleo
Segundo o anexo I da MARPOL (6), para petroleiros com arqueação bruta igual ou
superior a 150 e as demais embarcações com arqueação bruta igual ou superior a
400, que é o caso dos “Line Handling” devem possuir um certificado além de um
suplemento (tipo A se for petroleiro e do tipo B para demais navios).
É verificado se o navio possui tanque de resíduo oleoso (borra), se a rede para os
tanques de borra e que partem deles não possuem conexão direta para fora do navio
e que o separador de água e óleo assegure que qualquer mistura oleosa
descarregada no mar após passar pelo sistema tenha um teor de óleo não superior a
15 partes por milhão.
Também é verificada a existência do Livro de Registro de Óleo Parte I; Plano de
emergência de bordo contra a poluição por óleo (SOPEP).

81
C.9 - Certificado Internacional de Prevenção da Poluição por Esgoto
Segundo o anexo IV da MARPOL (6), para navios com arqueação bruta igual ou
superior a 400 que é o caso desses “Line Handling” deverão possuir um certificado
que assegure a existência de uma instalação de tratamento de esgotos, um sistema
de trituração e desinfetação de esgoto, um tanque de armazenamento.
C.10 - Certificado Internacional de Prevenção da Poluição do Ar
Segundo o anexo VI da MARPOL (6), para embarcações com arqueação bruta igual
ou superior a 400 que possuam motor diesel marítimo com uma potência de saída
superior a 130 kW instalado e construídos após 2011 e antes de 2016 se encontram
no tier II e são limitados a emitir óxidos de nitrogênio a quantidade de 14,4 g/kWh para
rotações até 130 rpm e 7,7 g/kWh para rotações acima de 2000 rpm, para valores
intermediários de rotação é aplicada uma fórmula.
C.11 – Provisão de Registro da Propriedade Marítima (PRPM)
Para embarcações com Arqueação Bruta igual ou maior do que 100 é necessário
registrá-la no Tribunal Marítimo.
C.12 – Número de Identificação da IMO
De acordo com a regra 3, do capítulo XI, do SOLAS (18) navios de carga com
Arqueação Bruta igual ou superior a 300 devem possuir o número IMO.
C.13 – Licença de Construção
Para a emissão de Licença de Construção para embarcações Classificadas por uma
Sociedade Classificadora o armador deverá submeter a seguinte lista de documentos
para análise e aprovação:
1) Memorial Descritivo;
2) Plano de Linhas;
3) Plano de Arranjo Geral;
4) Curvas Hidrostáticas e Cruzadas;
5) Plano de Capacidade;
6) Plano de Arranjo de Luzes de Navegação;
7) Plano de Seção Mestra;
8) Plano de Perfil Estrutural;
9) Plano de Expansão do Chapeamento;
10) Plano de Segurança

82
11) Plano de Combate a Incêndio;
12) Plano de Revestimentos;
13) Arranjo de Forros e Anteparas;
14) Relatório da Prova de Inclinação;
15) Folheto de Trim e Estabilidade Intacta, incluindo cálculo do Momento Fletor
e Esforço Cortante para cada condição de carregamento analisada;
16) Manual de Carregamento de Grãos;
17) Folheto de Trim e Estabilidade em Avaria;
18) Plano de Emergência para Prevenção da Poluição por Óleo (SOPEP);
19) Manual de Peiação de Carga (Cargo Securing Manual);
20) Anotação de Responsabilidade Técnica (ART) referente ao projeto de
embarcações novas ou ART referente ao levantamento técnico‚ caso se trate de
embarcação construída sem acompanhamento de responsável técnico;
21) CTS Provisório.
No caso de uma série de construções a NORMAM-01 (19), aceita que sejam
analisados os documentos referentes apenas do protótipo e para as demais
embarcações da série apenas:
1) ART referente ao projeto, caso se trate de embarcação nova; ART referente
ao levantamento técnico, caso se trate de embarcação construída sem
acompanhamento de responsável técnico;
2) Memorial Descritivo;
3) Relatório da Prova de Inclinação ou Medição de Porte Bruto e Estudo de
Estabilidade Definitivo.
C.14 – Outros documentos
Além dos documentos citados acima para operar as embarcações precisam de:
Bilhete de Seguro Obrigatório de Danos Pessoais Causados por Embarcações e sua
Carga (DPEM); Certificado de Compensação de Agulha/Curva de Desvio; Certificado
de Calibração do Radiogoniômetro/Tabelas de Correções.