&xuvrgh(qjhqkduld0hfkqlfd …lyceumonline.usf.edu.br/salavirtual/documentos/1507.pdf ·...
TRANSCRIPT

&XUVR�GH�(QJHQKDULD�0HFkQLFD�� $XWRPDomR�H�6LVWHPDV�������������������������������������������������
27,0,=$d2�'(�7(032�'(�6(783�(0�725126�&1&�9,6$1'2�86,1$*(0�/(9(�
(GYDOGR�$SDUHFLGR�0HO]DQL��
Campinas – São Paulo – Brasil
Dezembro - 2008

ii
&XUVR�GH�(QJHQKDULD�0HFkQLFD���$XWRPDomR�H�6LVWHPDV�
27,0,=$d2�'(�7(032�'(�6(783�(0�725126�&1&�9,6$1'2�86,1$*(0�/(9(�
(GYDOGR�$SDUHFLGR�0HO]DQL�
0RQRJUDILD� apresentada à disciplina Trabalho de Conclusão de Curso, do Curso de Engenharia Mecânica – Módulo Automação e Sistemas da Universidade São Francisco, sob a orientação do Professor Mestre João Batista R. Ferreira, como exigência parcial para conclusão do curso de graduação. 2ULHQWDGRU: Professor Mestre João Batista R. Ferreira
Campinas – São Paulo – Brasil
Dezembro - 2008
iii
27,0,=$d2�'(�7(032�'(�6(783�(0�725126�&1&�9,6$1'2�86,1$*(0�/(9(�
�(GYDOGR�$SDUHFLGR�0HO]DQL�
Monografia defendida e aprovada em 09 de dezembro de 2008 pela %DQFD�([DPLQDGRUD assim constituída:
3URIHVVRU�0HVWUH�-RmR�%DWLVWD�5��)HUUHLUD��2ULHQWDGRU��USF – Universidade São Francisco – Campinas – SP.
�
3URIHVVRUD�0LULDQ�GH�/RXUGHV�0RWWD�0HOR�USF – Universidade São Francisco – Campinas – SP.
�
(QJHQKHLUR�5RQDOGR�)HUUDUL�0RUHLUD�&DUYDOKR�Metalúrgicas Werninghaus Ltda. - Valinhos – SP.

iv
³+i�KRPHQV�TXH�OXWDP�XP�GLD�H�VmR�ERQV��+i�RXWURV�TXH�OXWDP�XP�DQR�H�VmR�PHOKRUHV��+i�RV�TXH�OXWDP�PXLWRV�DQRV�H�VmR�PXLWR�ERQV��3RUpP��Ki�RV�TXH�OXWDP�WRGD�D�YLGD��(VVHV�VmR�RV�³LPSUHVFLQGtYHLV�´�� %HUWROW�%UHFKW�

v
'HGLFR� HVVH� WUDEDOKR� DRV� PHXV� SDLV� &ODXGHPLU�$SDUHFLGR� 0HO]DQL� H� &DUPHQ� 6�� =yLD� 0HO]DQL��VHP�RV�TXDLV�QmR�FKHJDULD�DWp�DTXL��$ PLQKD� HVSRVD� 9LYLDQ� /LPD� &DUGRVR� 0HO]DQL��TXH�PH�HQVLQRX�D�Ip�H�R�DPRU���$ WRGRV� RV� PHXV� DPLJRV� TXH� FRPSUHHQGHUDP� D�PLQKD� DXVrQFLD� HP� PXLWDV� IHVWDV� H�FRPHPRUDo}HV���6RX�HWHUQDPHQWH�JUDWR�D�WRGRV��

vi
$JUDGHFLPHQWRV�
Agradeço primeiramente ao Professor Mestre João Batista R. Ferreira, meu orientador, que
acreditou em mim e incentivou-me para a conclusão deste trabalho, face aos inúmeros
percalços do trajeto.
Agradeço também aos Professores Osmar Roberto Bagnato e Guilherme Bezzon,
companheiros de percurso e de discussões profícuas, dentro e fora do contexto deste trabalho,
agraciando-me incontáveis vezes com sua paciência, conhecimento e amizade.
Não poderia deixar de lembrar e agradecer também de todos os meus familiares e amigos que
compreenderam minha ausência em muitas festas e comemorações para a dedicação a essa
etapa muito importante na minha vida.
Sou eternamente grato a todos.
vii
6XPiULR��
/LVWD�GH�)LJXUDV�����������������������������������������������������������������������������������������������������������������YLLL 5HVXPR �������������������������������������������������������������������������������������������������������������������������������� L[
� ,1752'8d2 ������������������������������������������������������������������������������������������������������������� � 1.1 Objetivos................................................................................................................... 2 1.2 Justificativa ............................................................................................................... 2
� 5(9,62�%,%/,2*5È),&$ �������������������������������������������������������������������������������������� � ��� Tempo de 6HWXS�........................................................................................................ 3 2.2 Troca rápida de ferramentas (TRF). ........................................................................... 3 2.4 Estudo de Tempo (Cronoanálise). .............................................................................. 5
� 0$7(5,$,6�(�0(72'26������������������������������������������������������������������������������������������ � 3.1 Procedimento atual para realização do 6HWXS.............................................................. 7 ��� Torno CNC Centur 30D com comando MACH 9� ..................................................... 7 3.3 Acessórios utilizados para a usinagem dos produtos. ................................................. 9
� (678'2�'(�&$62� ��������������������������������������������������������������������������������������������������� �� 4.1 Análise de custos para implantação.......................................................................... 12 4.2 Procedimento proposto para realização do 6HWXS...................................................... 13 4.3 Resultados. .............................................................................................................. 14
� &21&/862�������������������������������������������������������������������������������������������������������������� ��
� 5()(5Ç1&,$6�%,%/,2*5$),&$6������������������������������������������������������������������������ ��

viii
/LVWD�GH�)LJXUDV�
Figura 1 - Torno CNC Centur 30D
Figura 2 – IHM Centur 30D
Figura 3 – Barramento em forma de Prisma
Figura 4 – Base Porta Ferramentas *DQJ�7RRO�Figura 5 – Suporte para usinagem interna
Figura 6 – Suporte Duplo de Ferramentas
Figura 7 – Colocador de peças
�

ix
5HVXPR�
Essa monografia apresenta uma proposta de implantação de um procedimento padrão
de 6HWXS, onde se faça o mínimo de busca de referências popularmente chamado de
“zeramentos” possíveis em um conjunto de ferramentas. A proposta discute a viabilização da
implantação desse novo procedimento padrão em tornos CNC Centur 30D com comando
Mach 9 sem torre de ferramentas, do fabricante Romi, fazendo algumas alterações no sistema
de fixação das ferramentas a serem utilizadas no processo de usinagem. Como o equipamento
é constituído de uma Base porta ferramentas (*DQJ�7RRO), essa proposta visa fixar essa base
com pinos guia onde após essa fixação não se fará mais necessária a retirada de todos os
suportes de ferramentas da base para se fazer a mudança dos mesmos, mas sim será retirado
todo o conjunto já fixados sobre a base sem a necessidade de desmontar todo o ferramental,
assim, não gerando a necessidade de se fazer todo o “zeramento” novamente quando se for
preparar o equipamento para a usinagem desse mesmo produto.
PALAVRAS-CHAVE: Otimização de tempo de 6HWXS.

1
� ,1752'8d2�
Na situação atual, a Metalúrgica Werninghaus perde muito tempo de produção com
máquinas em 6HWXS�no setor de usinagem, pois quando vai ser realizado deve se desmontar
toda a parte de ferramental utilizada naquele tipo de peça, como suporte de ferramentas,
colocador de peças e as castanhas utilizadas para fixação da peça na placa da máquina.
O tempo de VHWXS atual é em média uma hora e trinta minutos, porque ao se desmontar
todo esse ferramental citado acima é perdido toda a referência das ferramentas e da castanha.
Então quando se vai montar a mesma peça alguns dias depois é necessário que seja realizado
toda a busca de referências, popularmente chamado de “zeramento” novamente e a usinagem
das castanhas.
De acordo com a cronoanalise realizada a produção das peças envolvidas nessa situação é
de 120 peças por hora, um total de 900 peças por turno com 7 horas e meia trabalhadas. Com
essa situação de perda de aproximadamente uma hora e meia para 6HWXS é deixado de se
produzir 180 peças por SHWXS realizado, levando em consideração que são realizados em
média dois VHWXSV por dia e por equipamento, consequentemente é deixado de se produzir 360
peças diariamente gerando um total de 7.920 peças por mês a menos de produção em cada
equipamento.
Problema:
Como aumentar a capacidade de produção, ou seja, tempo máquina disponível no setor de
usinagem em tornos CNC?
Hipóteses:
- Otimizar o tempo de VHWXS das peças envolvidas nesse processo.
- Abertura do terceiro turno de trabalho nesse setor.
- Aquisição de novas máquinas para esse setor.

2
���� 2EMHWLYRV�
O objetivo desse projeto é criar uma proposta de um procedimento padrão de VHWXS,
onde se faça o mínimo de “zeramentos” possíveis no conjunto de ferramentas, utilizado nos
tornos CNC Centur 30D com comando Mach 9 do fabricante Romi, afim de aumentar a
capacidade de produção no setor de usinagem.
���� -XVWLILFDWLYD�
Este estudo é oportuno por propor uma maneira de diminuir ao máximo o tempo de VHWXS,
pois devido ao aumento de produção obteve-se um gargalo na usinagem dessas peças, assim
gerando a necessidade de uma disponibilidade maior de tempo máquina.

3
� 5(9,62�%,%/,2*5È),&$�
���� 7HPSR�GH�6HWXS��
O tempo de 6HWXS é determinado pelo tempo de parada de um equipamento para a troca
de ferramentas utilizadas para a fabricação de um determinado produto, sendo contado a partir
da parada de produção de um determinado produto até o retorno da produção de um outro
produto no seu rítimo normal. O que mais conta para a rapidez de um VHWXS�é o tempo de troca
das ferramentas, ou seja, quanto mais rápida for a troca das ferramentas, mais rápido será o
6HWXS (TRF).
Entende-se por 6HWXS, ou preparação, o trabalho feito para se colocar um equipamento
em condição de produzir uma nova peça com qualidade em produção normal. O tempo de
6HWXS é o tempo gasto na nova preparação do equipamento até o instante em que a produção é
liberada. Inclui-se nesse tempo o que se costuma chamar de WU\�RXW, que é a produção das
primeiras peças para verificar se o equipamento pode ser liberado para a produção normal. O
6HWXS costuma ser visto como uma atividade acíclica dentro do processo de produção, porque
ocorre cada vez que é produzido um lote de peças e não somente uma peça. [1]
O tempo de 6HWXS� de uma operação deve ser separado do tempo de operação
propriamente dito e deve ser objeto de cronometragem distinta. >�@
���� 7URFD�UiSLGD�GH�IHUUDPHQWDV��75)���
O desenvolvimento das técnicas de troca rápida de ferramentas se iniciou a partir dos
50 anos do século passado, a partir de estudos de um engenheiro japonês chamado Shigeo
Shingo. Influenciado fortemente pelas teorias da administração cientifica de Taylor, durante
19 anos (1950 á 1969), Shigeo Shingo desenvolveu técnicas que possibilitaram reduzir
qualquer tempo de VHWXS em tempos inferiores a 10 minutos. >�@
A troca rápida de ferramentas tem como objetivo reduzir o tempo de preparação de
equipamentos (VHWXS), minimizando períodos não-produtivos no chão de fábrica, ou seja, uma
metodologia para redução dos tempos de preparação de equipamentos, possibilitando a
produção econômica em pequenos lotes.
A utilização da metodologia de troca rápida de ferramentas auxilia na redução dos
tempos de atravessamento, possibilitando a empresa uma resposta rápida diante das mudanças

4
de mercado e o aumento nas horas disponíveis dos equipamentos para produção, assim
aumentando o faturamento e até abrindo espaço para novos produtos sem precisar da
aquisição de novos equipamentos ou aumento da mão de obra. >�@
����7pFQLFDV�SDUD�DSOLFDomR�GD�75)�>�@�
Na prática, a TRF é desdobrada em estratégias e técnicas de implantação. A análise
parte da metodologia proposta por Shingo (1996, 2000).
Shingo define TRF a partir de uma visão primeiramente estratégica, seguida de
conceitos para implantação da ferramenta e técnicas de apoio. Duas estratégias são sugeridas
para minimizar as perdas decorrentes da troca de produto em uma operação, a estratégia
envolvendo habilidades e a estratégia envolvendo tamanho de lotes.
*Estratégia envolvendo habilidades: a rapidez no 6HWXS� resulta do conhecimento do
equipamento em 6HWXS� e da habilidade do preparador nas tarefas inerentes ao
procedimento de 6HWXS.
*Estratégia envolvendo tamanho de lote: para reduzir as perdas decorrentes de 6HWXSV longos, uma solução é aumentar o tamanho do lote a ser fabricado para compensar a
parada do equipamento, isso pode se tornar indesejável se houver a urgência na
fabricação de um produto em um equipamento em produção.
A metodologia de Shingo também distingui as condições de 6HWXS em interno e
externo, a diferença é que o 6HWXS interno é realizado com a máquina parada e já o 6HWXS
externo é realizado com o equipamento ainda em operação, o maior ganho no tempo de 6HWXS
se dá quando o 6HWXS�interno é transformado em 6HWXS externo.
O ponto essencial para o sucesso da TRF é a adoção de uma metodologia ampla na
empresa, levando-se em consideração o ambiente produtivo dinâmico no qual as empresas
industriais nacionais se deparam atualmente. Este processo de melhoria continua nos tempos
médios de 6HWXS pressupõe, então, a adoção de uma metodologia robusta, capaz de padronizar
e estruturar as ações no âmbito de todo o sistema produtivo da empresa. >�@�
5
���� (VWXGR�GH�7HPSR��&URQRDQiOLVH���
A cronoanálise tem sua origem fortemente atribuída aos trabalhos feitos por Frederik
Taylor (1856 – 1915) e Frank Gilbreth (1885). O primeiro focou o estudo de tempos com a
decomposição das operações em elementos e a avaliação do ritmo do operador. O segundo
focou o estudo detalhado dos movimentos, criando tabelas com o nome de cada movimento,
no intuito de otimizar a execução de uma operação escolhendo-se os movimentos mais
simples, de menor fadiga e com maior valor de trabalho agregado.>�@
Frederik Taylor tinha como objetivo evitar conflitos entre interesses dos trabalhadores e
da empresa e Frank Gilbreth em substituir movimentos longos e cansativos por outros curtos e
menos fatigantes.
A cronoanálise também é uma ferramenta avançada da qualidade que permite o
conhecimento detalhado das atividades evidenciando pontos passíveis de melhoria. Um dos
pontos positivos deste método em relação a outros é a questão do treinamento, que permite ao
analista industrial já estar apto a aplicar o método com precisão, produzindo resultados
imediatos. >�@
A cronoanálise consiste em um estudo do tempo em que uma atividade é realizada,
considerando um ciclo fechado, ou seja, uma repetição da atividade em um tempo padrão.
Tempo padrão é o tempo necessário para executar uma operação, de acordo com um
método estabelecido, em condições determinadas, por um operador apto e treinado, possuindo
habilidade média, trabalhando com esforço médio durante todas as horas de serviço. >�@
A medição desse tempo deve ser feito no mínimo cinco vezes (nessa aplicação), para se
obter um número bem próximo da realidade e não mascarar o resultado, pois em cima desse
tempo medido é que é estabelecida a produção por hora e/ou por turno de trabalho em uma
empresa de produção em série.
A cronoanálise usa a cronometragem como ferramenta e apura melhor a medição do
tempo real para a indicação do tempo previsto, ou seja, com o tempo medido, devemos avaliar
o ritmo do operador, avaliar estatisticamente o número de medições exigidas e o grau de
confiabilidade, para obter um tempo puro. >�@
Determinado o método mais rápido e eficiente para a execução de uma operação
necessária a cronoanálise na prática identifica e fornece melhorias permitindo a redução dos
custos de manufatura de um produto.
6
O tempo requerido para que uma pessoa normal e em condições normais de trabalho,
realize uma tarefa, tendo o nível de confiabilidade igual a 95% e com erro relativo de mais ou
menos 5%, ou seja, o tempo padrão obtido através do procedimento cientifico pode no
máximo dizer o seguinte:
O tempo padrão tem 95% de possibilidade de estar correto, desde que, seja aceitável a
distorção para mais ou menos de 5%. Bem como, ritmo e velocidade são coisas diferentes,
velocidade é a relação do espaço pelo tempo e ritmo é o produto da habilidade pelo esforço. >�@
É aplicada em qualquer setor onde haja a atividade humana. Outras finalidades:
• Aproveitar o tempo apurado para a coordenação e controle de produção.
• Base para cálculo da remuneração variável.
• Formar tabelas de tempos planejados.
• Incluir observações sobre as condições ergonômicas do trabalho.
• Indicar os potenciais de racionalização.
• Determinação dos padrões de tempo para apropriação da mão de obra.
• Balanceamento de linhas e de setores da produção.
• Determinação dos padrões de tempo para apropriação de carga máquina.
Esse método trouxe para a organização cientifica do trabalho o cunho de tratamento
realmente cientifico, a ponto, de hoje no continente europeu haver cursos de graduação e
técnicos de nível médio para a formação de Agentes de Tempos e Métodos, diferentemente do
Brasil, onde se forma Cronoanalistas em cursos com duração de 8 a 24 horas.
7
� 0$7(5,$,6�(�0(72'26��
���� 3URFHGLPHQWR�DWXDO�SDUD�UHDOL]DomR�GR�6HWXS�
O método utilizado para o 6HWXS no torno CNC Centur 30D com comando Mach 9 do
fabricante Romi sem torre de ferramentas, consiste em retirar o suporte de pastilhas do
suporte de ferramentas que vai fixado na gangue da máquina, retirar o colocador automático
de peças também fixado na gangue e a retirada das castanhas utilizadas para fixação da peça a
ser usinada. Retirando esses dispositivos da máquina perde-se todo o “zeramento”, então
quando se tem a necessidade de preparação do equipamento novamente para a usinagem desse
produto os dispositivos devem ser zerados novamente, nesse novo “zeramento” é onde se dá a
maior perda de tempo.
De acordo com a cronoanálise realizada durante o SHWXS, é deixado de produzir 180 peças
por cada 6HWXS�realizado, sendo que o mesmo leva no mínimo 1 hora e 30 minutos para ser
finalizado. Levando em consideração que são realizados no mínimo dois SHWXSV por dia, são
deixadas de se produzir 360 peças por dia gerando um total de 7.920 peças por mês, sendo
que cada peça é vendida a R$ 1,1646 é deixado de faturar R$ 9.223,63 por mês e por
equipamento, considerando que atualmente existem 5 equipamentos na mesma situação, no
entanto é deixado de faturar R$ 46.118,16 por mês, onde daria para pagar a mão de obra de
pelo menos 20 colaboradores do chão de fabrica.
O equipamento utilizado na usinagem desse produto é um Torno CNC Centur 30D com
comando Mach 9, é um equipamento comandado numericamente onde se é programado uma
seqüência alfanumérica, onde essa seqüência programada é transformada em movimentos
pelo CNC (Comando Numérico Computadorizado). Esse equipamento permite a usinagem
automatizada dos mais variados tipos de peças e serviços com rapidez, precisão e possibilitam
usinar séries pequenas, medias e altas com excelente custo beneficio.
���� 7RUQR�&1&�&HQWXU���'�FRP�FRPDQGR�0$&+���
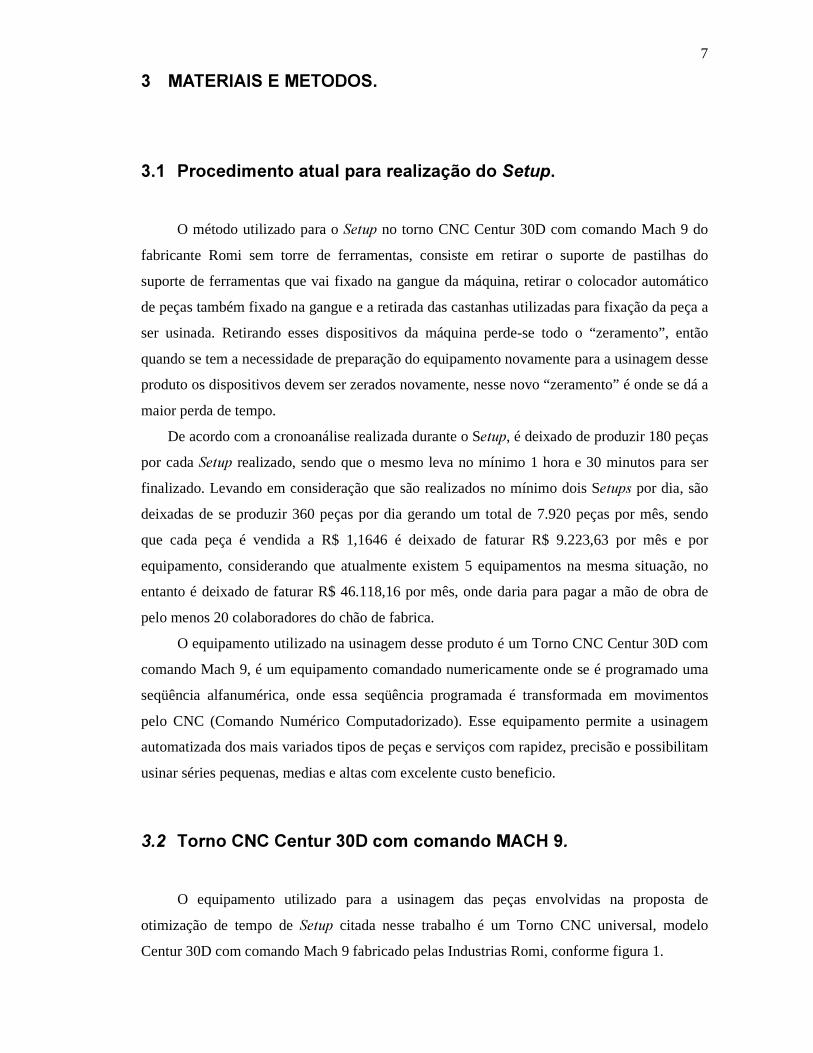
O equipamento utilizado para a usinagem das peças envolvidas na proposta de
otimização de tempo de 6HWXS citada nesse trabalho é um Torno CNC universal, modelo
Centur 30D com comando Mach 9 fabricado pelas Industrias Romi, conforme figura 1.

8
Figura 1 – Torno CNC Centur 30D
Fonte: http://www.romi.com.br/fileadmin/Editores/MF/Catalogos/Portugues/centur30d_2.pdf
Esse equipamento oferece ao usuário vasta flexibilidade de trabalho, para múltiplas
aplicações, com diversas configurações de placas e de porta-ferramentas. O cabeçote obtem
duas gamas de rotações, obtidas através de motor com duplo enrolamento, o que elimina
transmissão por engrenagens e permite obter plena potência em baixas rotações. O CNC
(comando numérico computadorizado) Romi Mach 9 é equipado com CLP integrado de alta
performance e KDUGZDUH de alta confiabilidade. Esse equipamento possui também um monitor
monocromático de 9” (conforme figura 2), com interface serial RS232C para transferência de
dados, softwer com ciclos fixos para auxilio de programação, simulação gráfica e
autodiagnose on-line.
Figura 2 – IHM Centur 30D
Fonte: http://www.romi.com.br/fileadmin/Editores/MF/Catalogos/Portugues/centur30d_2.pdf

9
O barramento é apoiado sobre colunas de ferro fundido com nervuramentos internos,
proporcionando grande absorção de vibrações durante as mais variadas condições de
usinagem, as guias planas e em forma de prismas, temperadas por indução e retificadas
constituem um sistema auto-ajustável, garantindo um contato permanente entre a mesa e o
barramento. Essas características oferecem rigidez, estabilidade e precisão da máquina em
operações em plena potência, conforme figura 3.
Figura 3 – Barramento em forma de Prisma
Fonte: http://www.romi.com.br/fileadmin/Editores/MF/Catalogos/Portugues/centur30d_2.pdf
���� $FHVVyULRV�XWLOL]DGRV�SDUD�D�XVLQDJHP�GRV�SURGXWRV��
No caso do equipamento utilizado para a usinagem dos produtos não possui Torre
Elétrica de Ferramentas, por tanto é equipado com uma Base Porta Ferramentas *DQJ�7RRO (conforme Figura 4) para fixação dos suportes (conforme figura 5). A Base Porta Ferramentas
*DQJ�7RRO vai fixada sobre a mesa do equipamento somente através de parafusos, por esse
motivo quando ela é retirada do equipamento e colocada novamente em um 6HWXS não existe
nenhuma precisão de posicionamento, o que acaba acarretando na perda de tempo para o
“zeramento” da mesma de acordo com a preparação anterior.

10
Figura 4 – Base Porta Ferramentas *DQJ�7RRO�
Figura 5 – Suporte para usinagem interna
O suporte de ferramentas (conforme figura 6) é especifico para cada produto. Foi
projetado internamente devido a necessidade de diminuir o tempo de usinagem dos produtos.
Esse suporte é feito de Metal Pesado (Sinterizado), pois esse material absorve muito bem as
vibrações da usinagem. Esse ainda traz a possibilidade da usinagem das duas faces do produto
sem que o mesmo se afaste da peça, ou seja, não existe a perda de tempo para a troca de
ferramenta no momento em que ocorre o termino da usinagem de uma face e passe para a
outra, dentro da operação de usinagem. Esse suporte é fabricado em cima de um desenho
especifico, projetado pela engenharia da empresa, é chamado de suporte duplo, pois existem
duas ferramentas em um mesmo suporte de ferramentas (conforme Figura 6). As ferramentas
utilizadas contem três arestas de corte, também para diminuir os gastos com ferramentas, pois
a ferramenta com duas arestas tinha um preço mais elevado alem de uma durabilidade menor.

11
Figura 6 – Suporte Duplo de Ferramentas
A fixação das peças a serem usinadas é feita através de uma placa de três castanhas,
onde a colocação das peças nas castanhas é feita através de um sistema de alimentação
automático. Esse sistema de alimentação é através de um colocador utilizando um suporte de
ferramentas para usinagem interna, onde foi adaptado uma haste de plastiprene e três
parafusos com porcas e contra-porcas (conforme figura 7). A haste de plastiprene serve como
apoio para que a peça fique alinhada com o centro do eixo arvore do equipamento e
conseqüentemente no centro da placa de três castanhas, por sua vez os três parafusos com
porcas e contra-porcas tem a função de alinhar a peça no momento do fechamento automático
das três castanhas para fixação das peças a serem usinadas.
Figura 7 – Colocador de peças

12
� (678'2�'(�&$62��
Inicialmente a proposta é adquirir uma Base Porta Ferramenta *DQJ�7RRO nova, para
que possamos sem parar a produção de nenhum equipamento fazer dois furos em lados
contrários e opostos da Base Porta Ferramenta *DQJ�7RRO, após furar utilizar um alargador
para manter uma maior precisão no diâmetro dos furos e também uma precisão centesimal no
posicionamento dos furos para que na montagem com os pinos guia não fique fora de posição.
Fazer dois furos na mesa do próprio equipamento na mesma dimensão dos furos feitos
na Base Porta Ferramenta *DQJ� 7RRO� também utilizando alargadores. Depois da furação
realizada com certa precisão na mesa do equipamento e na Base Porta Ferramenta *DQJ�7RRO,posicionar a Base Porta Ferramenta *DQJ� 7RRO sobre a mesa do equipamento e inserir os
pinos guia nos furos, após os pinos guia colocados fixar a Mesa *DQJ� 7RROV com os
parafusos.
Após a fixação da Base Porta Ferramenta *DQJ� 7RRO com os pinos guia e com os
parafusos, colocar o suporte para usinagem interna sobre a Base Porta Ferramenta *DQJ�7RRO,inserir o suporte Duplo de ferramentas e fixar com os parafusos necessários, em seguida
colocar o Colocador de peças sobre a Base Porta Ferramenta *DQJ�7RRO e também fixar com
os parafusos necessários.
Com o colocador e o suporte duplo de ferramentas fixado, o próximo passo é realizar o
“zeramento” das ferramentas, pois como é a primeira montagem com os pinos guia na mesa é
necessário realizar o mesmo.
���� $QiOLVH�GH�FXVWRV�SDUD�LPSODQWDomR��
Para a implantação do projeto será necessário um investimento na aquisição de alguns
itens, tanto para a usinagem que será necessária ser feita, como por exemplo, as furações,
quanto para a montagem do novo sistema de 6HWXS.
Os itens necessários para a furação seriam:
• Um alargador manual HSS Din206 para furo Ø 8,00mm H7 - R$ 125,35
• Uma broca de aço rápido Ø 7,85 - R$ 32,00
• Um desandador ajustável para o alargador manual - R$ 370,44

13
A definição da broca e do alargador a ser utilizado na fabricação do novo sistema de
6HWXS� foi feita em conjunto com o fabricante do alargador, analisando as condições de
usinagem, os materiais a serem usinados e a precisão necessária do diâmetro dos furos.
Os itens necessários para a montagem do novo sistema de setup seriam:
• Uma�Base Porta Ferramenta�*DQJ�7RRO – R$ 1.250,00
• Dois suportes para usinagem interna – R$ 1.720,00
• Um suporte duplo de ferramentas – R$ 2.500,00
• Dois Pinos Guia Ø 8,00 x 60,00 mm – R$ 20,00
Considerando somente um equipamento para ser realizada a mudança no sistema de
Setup citado nesse projeto, será necessário um investimento de aproximadamente
R$ 6.017,00 sem considerar o valor da mão de obra para a produção e adaptação que esta
sendo proposta, levando em consideração que o valor da hora de um mecânico na empresa
gira em torno de R$ 29,52 e que levará no mínimo 16 horas para a adaptação do equipamento,
temos somente de mão de obra R$ 472,00, que somado aos insumos e componentes que
seriam adquiridos chegamos a um investimento de aproximadamente R$ 6.500,00 em cada
equipamento a ser adaptado, levando em consideração que são cinco equipamentos do mesmo
modelo e que produzem o mesmo tipo de produto, o investimento total gira em torno de
R$ 32.500,00.
���� 3URFHGLPHQWR�SURSRVWR�SDUD�UHDOL]DomR�GR�6HWXS�
Uma vez que já foi realizado o zeramento anteriormente do sistema fixado com pinos
guia, o Setup irá funcionar de uma maneira diferente.
Quando houver a necessidade de realização de um Setup, devem-se retirar os parafusos
que fixam a Base Porta Ferramentas *DQJ�7RRO, retirar os pinos guia com o auxilio de um
saca pinos sem retirar os suportes de ferramentas fixados sobre a Base Porta Ferramentas
*DQJ�7RRO, retirar toda a Base com os suportes montados, retirar as castanhas de fixação da
peça a ser usinada na placa e anotar em um formulário os valores das posições das
ferramentas nos dois eixos.

14
Colocar a outra Base Porta Ferramentas *DQJ�7RRO com os suportes do outro produto
já fixado e zerado, colocar os pinos guia com o auxilio de um martelo de borracha e fixar com
os parafusos adequados, lançar nos devidos campos os valores de posição das ferramentas a
serem utilizadas para a fabricação do produto em questão, trocar o programa que é especifico
de cada item e colocar as castanhas adequadas também para esse produto. Fazer a primeira
peça em uma velocidade menor e em bloco a bloco, ou seja, lendo uma linha do programa por
vez, com o objetivo de que não se corra o risco de colisão dos suportes com as castanhas.
Assim sendo, a peça já deve sair na dimensão aproximada da nominal, preencher a
Ficha de Liberação de Máquina e assim que o setor de qualidade aprovar a primeira amostra o
equipamento esta liberado para produção, por fim está realizado o Setup.
���� 5HVXOWDGRV��
Estima-se que com a adaptação do equipamento para esse novo procedimento de 6HWXS,
o ganho que se pode ter é muito grande.
Com o sistema de 6HWXS atualmente, perde-se em torno de uma hora e trinta minutos
para a realização do mesmo, considerando um turno de trabalho de sete horas e trinta minutos
e uma produção de 120 peças por hora trabalhada, deixa de se produzir em média 180 peças
por 6HWXS realizado, considerando que são realizados em média dois 6HWXSV por dia é deixado
de se produzir aproximadamente 8.000 peças por mês e ainda levando em consideração que
são cinco equipamentos do mesmo modelo e produzindo os mesmos tipos de peças, perdem-
se por mês somente com as horas de Setup realizados 40.000 peças por mês, sendo que o
preço de venda de cada peça é R$ 1,1646, deixa de se faturar no mês aproximadamente
R$ 46.584,00.
Com a implantação do novo procedimento de 6HWXS, sugerido nesse projeto, estima-se
que caia de uma hora e trinta minutos para trinta minutos o tempo para a realização do 6HWXS,
assim sendo, tem-se um ganho de uma hora por 6HWXS, com as considerações que foram feitas
no parágrafo acima de 40.000 peças por mês, se deixaria de produzir somente 21.000 peças,
assim deixando de se faturar não R$ 46.584,00, mas sim R$ 24.456,00 gerando, portanto,
aproximadamente R$ 22.127,00 a mais de faturamento mensal. Lembrando que para haver
esse ganho é necessária a adaptação dos cinco equipamentos disponíveis para a produção dos
itens em questão.
15
� &21&/862�
Analisando o problema e as três hipóteses de se acabar com o mesmo, citado na
introdução desse trabalho, chegamos à conclusão que a otimização do tempo de 6HWXS das
peças envolvidas no processo de usinagem em torno CNC no setor de Usinagem da
Metalúrgica Werninghaus seria a melhor opção para aumentar a capacidade de produção, ou
seja, tempo máquina disponível no setor, pois o investimento total nos cinco equipamentos
gira em torno de R$ 32.500,00 e com essa mudança no sistema de 6HWXS proposto nesse
projeto iria se produzir a mais por mês em torno de 20.000 peças assim gerando R$ 22.127,00
a mais de faturamento mensal, onde analisando o custo beneficio, o investimento iria ser pago
em menos de dois meses, ou seja, um investimento com retorno em curto prazo e ainda após
os dois meses de implantação os R$ 32.500,00 seria de lucro a mais para a empresa, sem ter
que aumentar o seu quadro de funcionários e seu imobilizado.
As outras duas hipóteses foram descartadas por exigir um maior investimento e
conseqüentemente o custo benéfico se torna inviável no momento para a organização. A
abertura de um terceiro turno de trabalho nesse setor iria gerar uma folha de pagamento muito
maior devido à necessidade de contratação de novos colaboradores, além de ter em questão o
adicional noturno que perante a Lei tem que ser pago das 22h00min até as 6h00min do dia
seguinte, por isso essa hipótese foi descarta.
Também foi descartada a hipótese de aquisição de novos equipamentos para o setor de
usinagem, pois na atual situação financeira da empresa não temos nenhuma possibilidade de
investir em torno de R$ 150.000,00 em um novo equipamento, sem contar que o retorno
desses R$ 150.000,00 seria em longo prazo.
16
� 5()(5Ç1&,$6�%,%/,2*5$),&$6�
1- MARTINS, P. G.; LAUGENI, F. P. Administração da Produção. 2ª edição. São Paulo: Saraiva, 2006.
2- Estudo de caso de implementação de troca Rápida de Ferramenta em uma empresa Metal Mecânica, Ronaldo Mardegan, Pablo Lpoes, Rodrigo Boareto Tresisane, Marcelo Guerra e Fernando Rocha. XXVI ENEGEP-Fortaleza, CE, Brasil, 09 a 11 de Outubro de 2006.
3- Troca rápida de Ferramentas, Flávio Sanson Fogliatto. Gestão da Produção. (disponível) www.scielo.br/pdf/gp/v10n2/a04v10n2.pdf (2008, julho,11).
4- Aplicação da metodologia global de implementação da Troca Rapida de Ferramentas em uma empresa industrial do setor metal mecânico, André Seidel, José Antonio Valle Antunes Júnior, Marcelo Klippel e Rodrigo Pinto Leis. XXV ENEGEP-Porto Alegre, RS, Brasil, 29 de Outubro a 01 de Novembro de 2005.
5- SHOEI, Kuratomi. Cronoanálise - Organização e Metodos Projetos Industriais. 1ª edição. Mogi Das Cruzes: O&M, Itys-Fides Bueno de Toledo Junior & Cia, 1983.