universidade tecnológica federal do paraná departamento ... · ao exercício de 2011. os recursos...
TRANSCRIPT

Universidade Tecnológica Federal do Paraná
Departamento Acadêmico de Mecânica
Coordenação de Estágio
Relatório Final de Estágio – Engenharia de Produção Mecânica
Manutenção Externa - BRF
Banca: Prof. Dr. Jhon Jairo Ramirez Behainne
Prof. Dr. Eng. Davi Fusão
Prof. Dr. Eng. Felipe Barreto Campelo Cruz
Realizado por:
Cris Rogerson Tonon
936790
Ponta Grossa, 16 de Setembro de 2013
2
- O Termo de Aprovação assinado encontra-se na Coordenação do Curso -
TERMO DE APROVAÇÃO
do
ESTÁGIO CURRICULAR OBRIGATÓRIO
por
Cris Rogerson Tonon
A Defesa Final desse Estágio Curricular Obrigatório foi realizada em 16 de
setembro de 2013 como requisito parcial para a obtenção do título de Bacharel em
Engenharia de Produção Mecânica. O candidato foi arguido pela Banca Examinadora
composta pelos professores abaixo assinados. Após deliberação, a Banca
Examinadora considerou o estágio aprovado.
__________________________________ Prof. Dr. Jhon Jairo Ramirez Behainne
Prof. Orientador
____________________________________ Prof. Dr. Eng. Felipe Barreto Campelo Cruz
Coordenador de Estágios dos Cursos de Engenharia Mecânica e de Engenharia de
Produção Mecânica UTFPR/Campus Ponta Grossa
____________________________________
Prof. Dr. Eng. Davi Fusão Membro Titular
____________________________________ Prof. Dr. Thiago Antonini Alves
Coordenador dos Cursos de Engenharia Mecânica e de Engenharia de Produção Mecânica
UTFPR/Campus Ponta Grossa
Ministério da Educação
Universidade Tecnológica Federal do Paraná Campus Ponta Grossa
Coordenação de Engenharia Mecânica e de Engenharia de Produção Mecânica

Lista de Figuras
Figura 1 – Criação de Nota no SAP
7
Figura 2 – Exemplo de Tabela Utilizada para a Análise de Falhas
8
Figura 3 – Calha e Corrente Transportadora sem Proteção
8
Figura 4 – Rampa de Acesso a Estação de Tratamento de Efluentes Primário
9
Figura 5 – Piso da Estação de Tratamento de Efluentes Primário sem as ranhuras
9
Figura 6 – Saída do Flotador e Interior do Flotador
10
Figura 7 – Tanques de Cozimento de Lodo
10
Figura 8 - Situação antes da Proposta de Melhoria
11
Figura 9 – Piso da Estação de Tratamento de Efluentes Primário com as Ranhuras
17
Figura 10 – Situação depois da Melhoria Realizada
18

Sumário 1. Identificação 1
2. Responsabilidade pelas Informações 2
2.1 Termo de Compromisso do Aluno 2
2.2 Termo de Compromisso do Supervisor de Estágio 2
3. Introdução 3
4. Descrição da Empresa 4
5. Descrição das Atividades Desenvolvidas no Estágio 6
5.1 DSSMA 6
5.2 Integração 6
5.3 Visita Técnica 6
5.4 Participação em Reuniões de Acompanhamento dos Estagiários 6
5.5 Curso Excel 6
5.6 Notas de Manutenção 7
5.7 Análise de Falhas 8
5.8 Propostas de Melhorias 8
5.9 Cálculo do Índice de Queima da Caldeira H Bremer 11
5.10 Orçamentos 12
5.11 Aproveitamento de Água das Chuvas 12
5.12 Aproveitamento da Energia de Efluentes 12
6. Dificuldades Encontradas 13
7. Áreas de Identificação com o Curso 14
7.1 Materiais de Construção Mecânica 14
7.2 Mecânica dos Fluidos 14
7.3 Componentes Mecânicos 14
7.4 Gestão da Qualidade 14
7.5 Geração e Distribuição de Vapor 14
7.6 Ergonomia e Organização do Trabalho 15
7.7 Projeto de Fábrica 15
7.8 Máquinas de Fluxo 15
7.9 Fundamentos de Engenharia e Segurança no Trabalho 15
7.10 Planejamento e Gestão da Manutenção 15
7.11 Hidráulica e Pneumática 16
7.12 Demais Áreas 16
8. Resultados 16
8.1 Curso Excel 16
8.2 Notas de Manutenção e Análise de Falhas 16
8.3 Propostas de Melhorias 17
8.4 Cálculo do Índice de Queima da Caldeira H Bremer 18
8.5 Aproveitamento de Água das Chuvas 19
8.6 Aproveitamento da Energia dos Efluentes 19
9. Conclusão 20
Referências Bibliográficas 21

1
1 Identificação
Aluno:
Cris Rogerson Tonon, aluno do 10° semestre do Curso de Engenharia de Produção
Mecânica pela Universidade Tecnológica Federal do Paraná, Câmpus Ponta Grossa-Pr.
Telefone: (42) 99561317
e-mail: [email protected]
A Empresa:
BRF unidade Carambeí-Pr.
Telefone: (42) 3231 8023
Do Supervisor de Estágio:
Charles Moreira Pereira, supervisor da Manutenção Externa, com formação em Técnico em
Refrigeração, pela Universidade Federal do Rio Grande do Sul.
Telefone: (42) 9907 9007
e-mail: [email protected]
Do Estágio:
Estágio realizado na Empresa BRF unidade de Carambeí, no setor da manutenção externa,
entre os dias 20/03/2013 á 19/09/2013, sendo 6 horas diárias, das 7:30 ás 14:30 horas.
Do Orientador de Estágio:
Dr. Jhon Jairo Ramirez Behainne, Graduado em Engenharia Mecânica pela Universidad
Pontificia Bolivariana / Colômbia (1994). Mestre e Doutor em Engenharia Mecânica pela
Universidade Estadual de Campinas – UNICAMP / Brasil (1999; 2007), na área de Engenharia
Térmica e de Fluidos. Atualmente é professor da Universidade Tecnológica Federal do Paraná,
Câmpus Ponta Grossa-Pr.
2
2 Responsabilidade pelas Informações
Este relatório tem a função de avaliar o aprendizado durante o estágio e validar a disciplina
Estágio Obrigatório do 10º Período do curso de Engenharia de Produção Mecânica, da
Universidade Tecnológica Federal do Paraná – UTFPR, Câmpus Ponta Grossa. Portanto, é de
suma importância que a veracidade das informações deste relatório seja garantida. O aluno Cris
Rogerson Tonon, juntamente com o supervisor de estágio Charles Moreira Pereira, assumem a
responsabilidade pela veracidade destas informações através dos termos de compromisso
contidos nos itens a seguir.
2.1 Termo de Compromisso do Aluno
Eu, Cris Rogerson Tonon, declaro que as informações contidas neste relatório são verdadeiras.
Assinatura:________________________________
2.2 Termo de Compromisso do Supervisor de Estágio
Eu, Charles Moreira Pereira, declaro que as informações contidas neste relatório são
verdadeiras.
Assinatura:________________________________
Carimbo (supervisor ou CGC/CNPJ da empresa)

3
3 Introdução
O presente relatório descreve as atividades realizadas durante o período de estágio
obrigatório supervisionado, com tempo mínimo de 400 horas, do curso de Engenharia de
Produção Mecânica da Universidade Tecnológica Federal do Paraná – Câmpus Ponta Grossa, o
qual foi realizado na empresa BRF (Perdigão e Sadia) no setor de manutenção externa.
Este setor engloba os setores de tratamento de afluentes, tratamento de efluentes primário,
tratamento de efluentes secundário, caldeiras e central de resíduos.
O estágio teve como base o plano de estágio que consistia em realizar o levantamento de
equipamentos, planos de manutenção, análises de falhas, análises de efluentes primário e
secundário, acompanhamento e análises junto à estação de tratamento de afluentes, além de
rotinas operacionais.
Esse relatório descreve as atividades realizadas durante o estágio no período de 20 de
março de 2013 a 19 de setembro de 2013, das 07h30min às 14h30min, sendo uma hora para o
almoço, totalizando 6 horas diárias.

4
4 Descrição da Empresa
A BRF foi criada a partir da associação entre Perdigão e Sadia. A empresa nasceu como um
dos maiores players globais do setor alimentício, reforçando a posição do país como potência no
agronegócio. Atua nos segmentos de carnes (aves, suínos e bovinos), alimentos processados de
carnes, lácteos, margarinas, massas, pizzas e vegetais congelados, com marcas consagradas como
Sadia, Perdigão, Batavo, Elegê, Qualy, entre outras.
Com receita líquida de R$ 28,5 bilhões, registrada em 2012, a BRF é uma das maiores
exportadoras mundiais de aves e destaca-se entre as maiores empresas globais de alimentos em
valor de mercado. Responde por mais de 9% das exportações mundiais de proteína animal.
A BRF é uma das maiores empregadoras privadas do país, com cerca de 110 mil
funcionários. Opera 50 fábricas em todas as regiões do Brasil e possui sólida rede de distribuição
que, por meio de 33 centros de distribuição, leva seus produtos para consumidores em 98% do
território nacional.
As vendas externas responderam por 40,8% das receitas líquidas em 2012. No mercado
externo, mantém nove unidades industriais na Argentina e duas na Europa (Inglaterra e Holanda),
além de 19 escritórios comerciais para atendimento a mais de 120 países dos cinco continentes.
A associação entre Perdigão e Sadia, que deu origem à BRF, foi anunciada em 19 de maio
de 2009 e concluída em 2012, com o cumprimento do Termo de Compromisso de Desempenho
(TCD) acordado com o Conselho Administrativo de Defesa Econômica (CADE). O plano
estratégico de longo prazo da empresa contempla crescimento balanceado por expansão orgânica
das operações e aquisições seletivas em regiões estratégicas como Oriente Médio, América
Latina e outros emergentes.
No período, os investimentos somaram R$ 2,5 bilhões, valor 25% superior em comparação
ao exercício de 2011. Os recursos foram direcionados ao desenvolvimento de centenas de
projetos de crescimento, eficiência e suporte: adequação de fábricas para a produção de linhas
deslocadas de unidades transferidas, novos centros de distribuição, redesenho de malha logística,

5
entre outros. Durante o ano, foram lançados 454 produtos, ratificando a capacidade de inovação
da companhia e reforçando a sua presença nos diversos canais de varejo.
O estágio foi realizado na unidade de Carambeí-Pr, onde atualmente são abatidas 570.000
frangos diariamente. O setor de manutenção externa engloba as seguintes áreas: Estação de
tratamento de afluentes, estação de tratamento de efluentes primário e secundário, central de
resíduos e geração de vapor.
O setor de geração de vapor conta hoje com três caldeiras para o fornecimento de vapor
para fábrica, sendo uma caldeira fabricada pela empresa H. Bremer (15ton/h) e duas caldeiras
fabricadas pela empresa Meppam, com capacidade de (12ton/h e 10ton/h).
Nas estações de tratamento de efluentes, são tratados os resíduos líquidos da fábrica de
laticínios da BRF, os resíduos líquidos do abate de aves da BRF, a separação dos resíduos sólidos
decorrentes do abate de aves e os resíduos líquidos do abate de suínos da Seara.

6
5 Descrição das Atividades Desenvolvidas no Estágio
5.1 DSSMA
Participação em reuniões DSSMA (Diálogo Semanal de Saúde, Segurança e Meio
Ambiente). Essas reuniões ocorrem toda quinta-feira e contam com a participação dos
colaboradores do setor. A cada semana é discutido um tema diferente relacionado à saúde,
segurança, meio ambiente, direitos e deveres dos funcionários.
5.2 Integração
Participação em reuniões de integração dos novos funcionários. Todo novo funcionário
contratado pela empresa precisa passar por esse treinamento, para que tenha conhecimento sobre
as normas da empresa, regras de ouro, politica SSMA (Saúde, Segurança e Meio Ambiente) e a
história da empresa.
5.3 Visita Técnica
Realizou-se visita técnica no setor de aves e lácteos da unidade de Carambeí, onde foi
possível conhecer as linhas de produção e equipamentos utilizados pela indústria.
5.4 Participação em Reuniões de Acompanhamento dos Estagiários
Essas reuniões visam fazer um feedback entre os estagiários e a empresa e onde também
são apresentados vídeos e dados sobre a empresa.
5.5 Curso Excel
Aos estagiários foi disponibilizado na intranet, na página dos estagiários, curso de
Microsoft Excel com o tema: Fórmulas Poderosas. Os tópicos abordados foram: Função soma,
função média, função máximo, função mínimo, formatação condicional com funções, função
maior, função menor, aprendendo mais fórmulas poderosas, função procv, multiplicação, função
somase, função cont.se, divisão, média com o botão autosoma, função se.
7
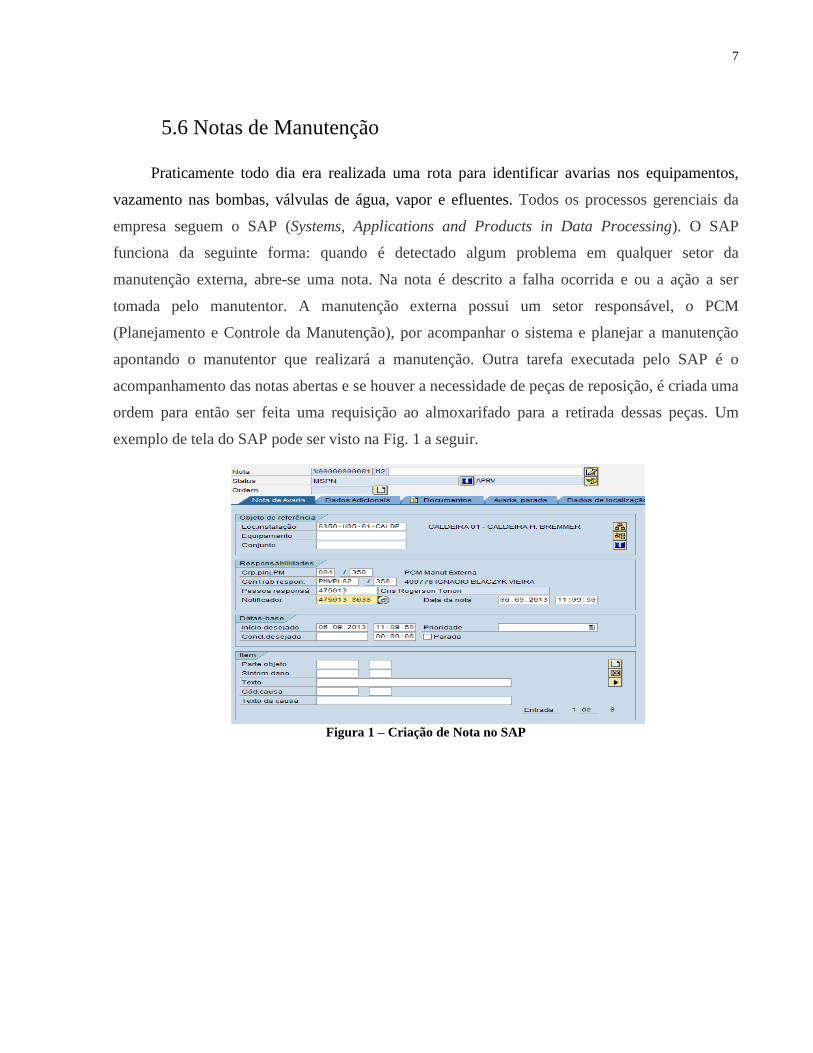
5.6 Notas de Manutenção
Praticamente todo dia era realizada uma rota para identificar avarias nos equipamentos,
vazamento nas bombas, válvulas de água, vapor e efluentes. Todos os processos gerenciais da
empresa seguem o SAP (Systems, Applications and Products in Data Processing). O SAP
funciona da seguinte forma: quando é detectado algum problema em qualquer setor da
manutenção externa, abre-se uma nota. Na nota é descrito a falha ocorrida e ou a ação a ser
tomada pelo manutentor. A manutenção externa possui um setor responsável, o PCM
(Planejamento e Controle da Manutenção), por acompanhar o sistema e planejar a manutenção
apontando o manutentor que realizará a manutenção. Outra tarefa executada pelo SAP é o
acompanhamento das notas abertas e se houver a necessidade de peças de reposição, é criada uma
ordem para então ser feita uma requisição ao almoxarifado para a retirada dessas peças. Um
exemplo de tela do SAP pode ser visto na Fig. 1 a seguir.
Figura 1 – Criação de Nota no SAP

8
5.7 Análise de Falhas
Ao ser detectada uma falha durante a realização de rotas nos diferentes setores da
manutenção externa, era preenchida uma planilha de análise de falhas e então enviada por e-mail
para o supervisor e para o setor de planejamento e controle da manutenção. A Figura 2 a seguir
mostra a planilha que foi desenvolvida durante o estágio, adaptada do FMEA (Failure Mode and
Effects Analysis). As principais falhas encontradas foram referentes a equipamentos sem proteção
com risco de acidente, equipamentos com corrosão e falta de pintura, tubulação com furos,
bombas com vazamentos entre outras.
Figura 2 – Exemplo de Tabela Utilizada para a Análise de Falhas
5.8 Propostas de Melhorias
Foi proposto algumas melhorias principalmente na estação de tratamento de efluentes
primário, visando à economia de água, vapor, tempo do operador, energia elétrica e segurança.
Entre as propostas estão a colocação de grades de proteção em equipamentos da
central de resíduos, Fig. 3, para impedir que algum operador caia na calha da peneira ou coloque
a mão na corrente transportadora de penas.
Figura 3 – Calha e Corrente Transportadora sem Proteção

9
No acesso a estação de tratamento de efluentes primário há uma rampa que não
está ergonomicamente correta, com ângulo de inclinação elevado, e nos dias de chuva ou que é
realizado o descarregamento de óleo, o risco de acidente é alto. Em cima dos dados coletados foi
realizado um estudo e proposto a reconstrução da rampa mudando sua angulação para 12°,
seguindo a norma NBR9077 e também que fosse utilizado em sua construção material com
antiderrapante. Fig.4.
Figura 4 – Rampa de Acesso a Estação de Tratamento de Efluentes Primário
A Figura 5 mostra dois pontos do piso da estação de tratamento de efluentes
primário onde o lodo, água e produtos químicos formavam poças e não escorriam diretamente
para os tanques de equalização. A proposta foi fazer ranhuras no piso para facilitar o escoamento
e posteriormente a lavagem dos pisos, economizando água, vapor, energia elétrica, etc.
Figura 5 – Piso da Estação de Tratamento de Efluentes Primário sem as Ranhuras
Os flotadores utilizados no tratamento de efluentes são esgotados uma vez por
semana. A tubulação despeja em uma calha de concreto, que possui velocidade de escoamento
menor que a velocidade de escoamento do flotadores. Com isso ocorre um transbordamento do

10
material para fora da calha, sujando todo o piso, necessitando que o operador lave o chão
posteriormente. A proposta foi a colocação de tubulação interligando os 3 flotadores e
desaguando direto no tanque de lácteos, com isso evitaria a necessidade de lavar o piso,
economizando água, vapor, etc. Também foi proposto a instalação de uma bomba para que seja
aproveitado os resíduos lácteos para a lavagem dos flotadores retirando todo o resíduo solido. E
assim também economizando água tratada, vapor, etc. Estes problemas podem ser visto na Fig. 6
a seguir.
Figura 6 – Saída do Flotador e Interior do Flotador
Da mesma forma foi proposto substituir a tubulação existente nos tanques de
cozimento de lodo por uma de maior diâmetro. Essa tubulação existente despeja o lodo
diretamente no chão, sujando algumas bombas, e a fiação elétrica. Muitas vezes ela entope,
tomando tempo do operador, desentupindo e lavando o local. A proposta visa diminuir o número
de entupimentos e a necessidade de lavar o piso, uma vez que seria despejado diretamente no
tanque de lácteos. Os tanques de cozimento de lodo e as tubulações podem ser vistos na Fig. 7.
Figura 7 – Tanques de Cozimento de Lodo

11
O setor da estação de tratamento de efluentes primário, mostrado na Figura 8,
formado por grama e barro, dificultava a limpeza do local, acumulando produtos químicos,
formigueiros, minhocas, larvas e detritos. A proposta de melhoria foi colocar piso de concreto no
local e pintar a sinalização segundo a norma NR23, referente ao extintor existente no local.
Figura 8 - Situação antes da Proposta de Melhoria
5.9 Cálculo do Índice de Queima da Caldeira H. Bremer
As Caldeiras da Unidade de Carambeí utilizam como combustível lenha em toras, com
comprimento de 1,2 metros e 2,4 metros. Segundo o fabricante da caldeira H. Bremer, o
comprimento ideal das toras para a queima é de 1,2 metros, por apresentar uma melhor
distribuição da lenha no interior da fornalha melhorando a passagem do ar para a combustão. O
principal problema desse tipo de metragem é seu custo elevado, tanto no corte como no
transporte e no armazenamento, o que levou a empresa a descartar esse comprimento e utilizar
como padrão toras de 2,4 metros. Com isso o índice de queima da caldeira diminuiu. Diante
disso, foi determinado que os estagiários estimassem o índice de queima, quando utilizada a
lenha de 2,4 metros.
Para o estudo com duração de uma semana, foi instalado um medidor de vapor do
fabricante Spirax Sarco, modelo V-Bar-700, na saída da caldeira para determinar a quantidade de
vapor que a caldeira estava produzindo. Também foi numerada e tarada 10 carretas para que após
serem carregadas, as carretas fossem pesadas e assim determinar a massa de lenha que estava
sendo utilizada para a produção de vapor na caldeira.
12
5.10 Orçamentos
Constantemente a empresa realiza obras de melhorias, expansão e manutenção, e em muitos
casos a mão de obra utilizada é terceirizada. Dessa forma é necessário entrar em contato com as
empresas, agendar uma visita, explanar as informações necessárias à execução da obra, para que
sejam feitos orçamentos que serão analisados. Exemplos de orçamentos realizados: Troca da grua
alimentadora dos carrinhos das caldeiras, melhoria piso da estação de tratamento de efluentes
primário, melhoria da rampa de acesso à estação de tratamento de efluentes primário, troca e
expansão do telhado do prédio das caldeiras, produto químico para a eliminação das ferrugens
dos equipamentos e instalações da manutenção externa e cobertura da caçamba de lodo.
5.11 Aproveitamento de Água das Chuvas
Um dos primeiros trabalhos realizados no estágio foi buscar uma solução para o
aproveitamento da água das chuvas. Foi contatado um engenheiro agrônomo da região para
buscar informações referentes a históricos pluviométricos da Cidade de Carambeí. Também
foram solicitadas ao setor de projetos as plantas baixas do prédio das caldeiras, estação de
tratamento de efluentes primário e demais prédios da manutenção externa.
5.12 Aproveitamento da Energia dos Efluentes
No intuito de aproveitar a energia acumulada pela queda d’agua na saída dos flotadores, e
de posse de dados coletados no local, foram contatadas algumas empresas do ramo, para que
fossem feitos orçamentos para uma possível instalação de uma hidro turbina para a geração de
energia para o setor.

13
6 Dificuldades Encontradas
A primeira dificuldade encontrada no estágio foi conhecer todo o processo que
envolve o tratamento de afluentes e efluentes da empresa, desde os produtos químicos
necessários, os equipamentos e suas funções. A grade do curso de Engenharia de Produção
Mecânica da UTFPR, não possui nenhuma disciplina ministrada sobre o assunto, o que gerou a
dificuldade.
As empresas estão cada vez mais burocráticas e na BRF não é diferente, seja por
motivos de segurança, qualidade do produto, etc. Algumas propostas de melhorias propostas
ainda não foram realizadas porque necessitava de um GT (Grupo de Trabalho) de mudanças, o
qual necessita análise de diversas pessoas e de diversos setores, e o retorno financeiro não seria
visto em um curto prazo de tempo ou a mudança seria apenas para aumentar a segurança já
existente no local.
Toda a programação de investimento foi realizada pelo antigo supervisor, no final
de 2012 e a verba destinada a novos investimentos ficou comprometida. Dessa forma, algumas
melhorias propostas não puderam ser realizadas por falta de verba.
No trabalho realizado para determinar o índice de queima da caldeira H. Bremer,
alguns operadores deixavam de anotar o número da carreta de lenha que foi utilizada para
abastecer a caldeira, e na balança o operador não anotava o número da carreta que foi pesada,
com isso era necessário analisar e determinar quais carretas ficaram sem marcação, tomando
muito tempo e dificultando a obtenção do peso líquido da lenha utilizada.

14
7 Áreas de Identificação com o Curso
7.1 Materiais de Construção Mecânica
O tratamento de afluentes e efluentes da empresa trabalha com vários produtos corrosivos
como ácidos, bases, sulfatos e o próprio sangue que é tratado. A tubulação de aço inox e o
restante dos equipamentos sofrem muito com a corrosão causada por esses produtos.
7.2 Mecânica dos Fluidos
A empresa possui tubulações de diferentes diâmetros ou alturas manométricas, pressão,
onde pode se verificar através de cálculos, a diferença de velocidade e tempo de escoamento.
7.3 Componentes Mecânicos
Verificou-se a grande variedade de componentes mecânicos utilizados pela fábrica como os
rolamentos, polias, correias, correntes, mancais, cabos de aço, etc.
7.4 Gestão da Qualidade
A empresa utiliza várias ferramentas de qualidade dentre elas, espinha de peixe, 5s, kanban,
e também possui uma ferramenta chamada SSMA (Saúde, Segurança e Meio Ambiente).
7.5 Geração e Distribuição de Vapor
A indústria possui três caldeiras, sendo uma H. Bremer com capacidade de 15 toneladas por
hora, e duas Meppan, uma com capacidade para 12 toneladas por hora e a outra com 10 toneladas
por hora.

15
7.6 Ergonomia e Organização do Trabalho
A ferramenta SSMA da BRF tem como um dos objetivos preservar a saúde e segurança dos
funcionários, e para isso utiliza vários recursos para que o funcionário não tenha sua qualidade de
vida afetada. Também pode ser citada a utilização do fone de ouvido para amenizar os problemas
decorrentes do ruído excessivo.
7.7 Projeto de Fábrica
Também estão sendo estudadas, ampliações de barracões e mudança no layout de
equipamentos, para facilitar o trabalho e diminuir o custo no processo.
7.8 Máquinas de Fluxo
A empresa trata uma grande quantidade de água, utilizando para isso inúmeras bombas para
o tratamento dos afluentes e efluentes.
7.9 Fundamentos de Engenharia e Segurança no Trabalho
A BRF possui cinco regras de ouro, para que haja uma maior segurança dos funcionários.
As cinco regras de ouro são: Proibido adulterar sistemas de segurança e fazer improvisações;
Proibido intervir em maquinas e equipamentos em movimento; Emissão, cumprimento e
fechamento de PET (Permissão de Execução de Trabalho); comunicação de acidentes; Uso de
EPI’s (Equipamento de Proteção Individual) em atividades que envolvam risco de alto potencial.
7.10 Planejamento e Gestão da Manutenção
A manutenção dos equipamentos na sua grande maioria é planejada pelo setor de PCM
(Planejamento e Controle da Manutenção), e posteriormente repassada aos manutentores.

16
7.11 Hidráulica e Pneumática
Muitos equipamentos utilizam hidráulica para movimentar matéria prima e insumos. As
caldeiras da fábrica utilizam gruas hidráulicas para movimentar as toras de eucalipto. Outros
setores utilizam o ar comprimido para abrir e fechar válvulas, e pistões.
7.12 Demais Áreas
Muitas outras áreas possuem identificação com o curso, como contabilidade e custos,
soldagem, instrumentação fabril, refrigeração, sistema de gestão ambiental, engenharia
econômica e finanças, logística e movimentação de materiais, transferência de calor,
termodinâmica, metrologia, energia e eficiência energética, desenho técnico, entre outras.
8 Resultados
8.1 Curso Excel
Ao final do curso é realizada uma avaliação, sendo necessária para a aprovação, nota maior
ou igual a 7,0 pontos. Foi obtido aprovação, com nota final igual a 7,0 pontos.
8.2 Notas de Manutenção e Análise de Falhas
As análises de falhas e as notas de manutenção foram analisadas e executadas em sua
maioria, e as demais permanecem abertas, onde o setor de planejamento e controle da
manutenção estuda uma melhor data para sua realização.

17
8.3 Proposta de Melhorias
Para a colocação de grades de proteção na central de resíduos, faz-se necessário a
realização e aprovação através de um GT (Grupo de Trabalho) de mudança, e por esse motivo
ainda não foi realizado.
A mudança da rampa de acesso à estação de tratamento de efluentes primário será
realizada no ano de 2014, pois esta não estava prevista no orçamento de gastos de 2013 para o
setor.
O piso entre os tanques de equalização e alguns outros setores da estação de
tratamento de efluentes primário, onde havia acúmulo de água, foram feitas ranhuras, com
caimento para os tanques, melhorando o escoamento da água, com isso será economizado o
tempo do operador, água tratada, energia elétrica e vapor na realização da lavagem do local. Essa
melhoria pode ser vista na Fig. 9 a seguir.
Figura 9 – Piso da Estação de Tratamento de Efluentes Primário com as Ranhuras
Por ainda estarem em fase de aprovação, não foi colocada a tubulação na saída dos
flotadores e também não foi instalada a bomba para captar água do tanque de lácteos para a
lavagem dos flotadores.
Nos tanques de aquecimento de lodo, as tubulações não foram retiradas, pois está
em andamento um projeto para a modificação dos mesmos.
18
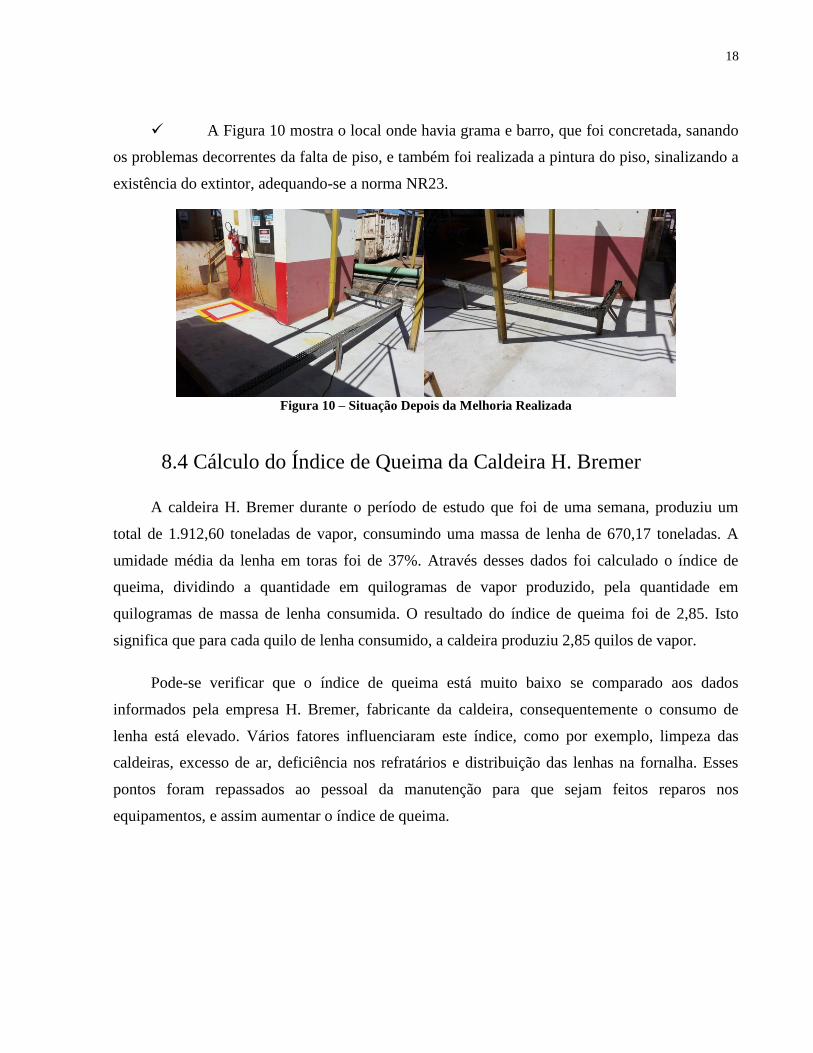
A Figura 10 mostra o local onde havia grama e barro, que foi concretada, sanando
os problemas decorrentes da falta de piso, e também foi realizada a pintura do piso, sinalizando a
existência do extintor, adequando-se a norma NR23.
Figura 10 – Situação Depois da Melhoria Realizada
8.4 Cálculo do Índice de Queima da Caldeira H. Bremer
A caldeira H. Bremer durante o período de estudo que foi de uma semana, produziu um
total de 1.912,60 toneladas de vapor, consumindo uma massa de lenha de 670,17 toneladas. A
umidade média da lenha em toras foi de 37%. Através desses dados foi calculado o índice de
queima, dividindo a quantidade em quilogramas de vapor produzido, pela quantidade em
quilogramas de massa de lenha consumida. O resultado do índice de queima foi de 2,85. Isto
significa que para cada quilo de lenha consumido, a caldeira produziu 2,85 quilos de vapor.
Pode-se verificar que o índice de queima está muito baixo se comparado aos dados
informados pela empresa H. Bremer, fabricante da caldeira, consequentemente o consumo de
lenha está elevado. Vários fatores influenciaram este índice, como por exemplo, limpeza das
caldeiras, excesso de ar, deficiência nos refratários e distribuição das lenhas na fornalha. Esses
pontos foram repassados ao pessoal da manutenção para que sejam feitos reparos nos
equipamentos, e assim aumentar o índice de queima.
19
8.5 Aproveitamento de Água das Chuvas
Através dos dados pluviométricos dos últimos três anos, e desconsiderando valores
menores do que sete milímetros de chuva diária pôde-se verificar que a quantidade de chuva na
região ficou em torno de 1.800 milímetros por ano. O prédio das caldeiras possui área igual a 794
metros quadrados, possuindo um potencial de captação de água das chuvas em torno de
1.429.200 litros por ano. Os cálculos para as demais áreas da manutenção externa ainda não
foram realizados.
8.6 Aproveitamento da Energia dos Efluentes
Com altura de saída dos flotadores de 4 metros e vazão de 100 litros por segundo, a turbina
mais adequada, geraria 10KVA, com um investimento de aquisição em torno de 28 mil reais. Um
estudo preliminar resultou numa economia de pouco mais de 800 reais por mês, se os flotadores
operassem todos os dias com vazão máxima. Segundo a politica da empresa, em que o retorno
econômico do investimento deve ocorrer em até 40 meses, inviabiliza a aquisição do
equipamento, uma vez que além da aquisição, outras obras deverão ser realizadas no local,
aumentando o custo de instalação e também haverá a necessidade da troca de material das pás da
turbina, uma vez que o pH da água na saída dos flotadores varia entre 3 e 4, ocasionando
oxidação do material.

20
9 Conclusão
O estágio curricular realizado na BRF unidade de Carambeí-Pr, teve como foco melhorar o
processo produtivo, diminuindo o consumo de água, vapor, energia elétrica e mão de obra que
não agrega valor ao produto final, e possibilitou verificar, na prática, as funcionalidades de um
setor de manutenção, geração de vapor, estação de tratamento de afluente e efluente, assim como
conceitos de gestão e acompanhamento de projetos de uma grande empresa.
Ofereceu oportunidade de aplicar conceitos práticos estudados durante o curso de
Engenharia de Produção Mecânica. As experiências vivenciadas foram consideradas de grande
valia para complementação da formação profissional do aluno, principalmente durante o estudo
realizado na caldeira H. Bremer.
Algumas propostas de melhoria e orçamentos ficaram para ser realizadas após a finalização
do período de estágio, tendo em vista do prazo estabelecido pela empresa para a captação de
recursos financeiros pelo setor de manutenção externa.
Em suma, o estágio evidenciou a função do Engenheiro de Produção Mecânica, no qual
procura conduzir os sistemas produtivos, utilizando adequadamente seus recursos para atender a
estratégia da empresa, desenvolvendo estudos para aprimoramento de sistemas, produtos e
processos, na busca da eficiência operacional da organização.

21
Referências Bibliográficas
BAZZO, EDSON. Geração de Vapor. editora da UFSC. Florianópolis, SC. 1995.
BEER, F. P.; JOHNSTON JR., E. R. Resistência dos materiais. 3.ed. São Paulo: Pearson
Makron, 1995.
BRF – Descrição da empresa.
Acesso em 05/09/2013 disponível em: http://www.brf-br.com/paginas.cfm?area=0&sub=27
INCROPERA, F. P. e WITT, D. P. Fundamentos de Transferência de Calor e Massa, LTC,
Rio de Janeiro, 1992.
MORAN, M.J. e SHAPIRO, H.N. Princípios de Termodinâmica para Engenharia. 4ª edição.
Rio de Janeiro: LTC. 2002.
NBR9077 – Saídas de Emergência em Edifícios.
Acesso em 05/09/2013 disponível em: http://www.maragabrilli.com.br/files/90772001.pdf
NR23 - Proteção Contra Incêndio.
Acesso em 05/09/2013 disponível em http://www.guiatrabalhista.com.br/legislacao/nr/nr23.htm