universidade sÃo francisco renan bueno...
TRANSCRIPT
UNIVERSIDADE SÃO FRANCISCO
RENAN BUENO CARVALHO
ROGERIO LEPPER DE ATALIBA NOGUEIRA
PETRAZ FURUYA MATIUSSI
ANGELO MIGUEL DA ROSA
ESTUDO DOS EFEITOS DO USO DE CONSUMÍVEL PARA AÇO
INOXIDÁVEL NA SOLDAGEM DE CHAPAS DE AÇO CARBONO
Itatiba
2014

RENAN BUENO CARVALHO
ROGERIO LEPPER DE ATALIBA NOGUEIRA
PETRAZ FURUYA MATIUSSI
ANGELO MIGUEL DA ROSA
ESTUDO DOS EFEITOS DO USO DE CONSUMÍVEL PARA AÇO
INOXIDÁVEL NA SOLDAGEM DE CHAPAS DE AÇO CARBONO
Monografia apresentada ao curso de Engenharia Mecânica da Universidade São Francisco, como requisito para obtenção do titulo de bacharel em Engenharia Mecânica.
Orientador: Profº. Dr. Fernando César
Gentile.
Itatiba
2014

Candidatos: RENAN BUENO CARVALHO
ROGERIO LEPPER DE ATALIBA NOGUEIRA
PETRAZ FURUYA MATIUSSI
ANGELO MIGUEL DA ROSA
Título: ESTUDO DOS EFEITOS DO USO DE CONSUMÍVEL PARA AÇO
INOXIDÁVEL NA SOLDAGEM DE CHAPAS DE AÇO CARBONO.
Monografia apresentada ao curso de Engenharia Mecânica da Universidade
São Francisco, como requisito para obtenção do titulo de bacharel em Engenharia
Mecânica.
Data: 03 de dezembro de 2014
________________________________ Prof. Fernando Cesar Gentile Orientador ________________________________ Prof. Renato Franco de Camargo Examinador ________________________________ Prof. Paulo Eduardo Silveira Examinador

A luta contra o erro tipográfico tem algo de
homérico. Durante a revisão os erros se
escondem, fazem-se positivamente invisíveis.
Mas assim que o livro sai, tornam-se
visibilíssimos.
(Monteiro Lobato)

Que os vossos esforços desafiem as
impossibilidades, lembrai-vos de que as grandes
coisas do homem foram conquistadas do que
parecia impossível.

.Agradecimentos
Agradecemos primeiramente ao orientador Profº Fernando Cesar Gentile
pela dedicação e por toda a ajuda que nos proporcionou durante todo o trabalho.
Aos funcionários de laboratório da Universidade São Francisco Itatiba pelo
apoio e suporte na fase de testes de tração e metalografia.
Aos amigos e pessoas que nos ajudaram com toda a parte de soldagem,
bem como o ensaio de ultrassom.
Aos demais professores que estiveram envolvidos de alguma forma para a
conclusão deste trabalho.
Resumo
Este trabalho apresenta um estudo realizado em processo de soldagem
utilizando com consumível aço carbono e aço inoxidável. Este tema foi abordado
visto que na indústria é comum utilizar o aço inox para substituir o carbono sem
qualquer especificação por norma. Neste trabalho foram realizados ensaios de
tração, ultrassom e metalografia para comparar resultados de chapas de aço
carbono soldada com ambos os consumíveis. Os resultados obtidos mostram que
chapas soldadas com os dois materiais utilizados apresentam um desempenho
similar.
Palavras-Chave: soldagem, aço carbono, aço inoxidável.

Abstract
This paper presents a study realized in welding process using as
consumable carbon steel and stainless steel. This subject was dealt since in industry
is normal to use the stainless steel to replace by iron steel whithout any specification
by a standard. It was performed traction test, ultrasound and metallography to
compare the results of steel plate welded with both consumable. The results obtained
show that steel plate welded with each material, presents a similar performance.
Key Words: welding, carbon steel, stainless steel.

Lista de Figuras
Figura 1 – Imperfeições nas dimensões do cordão de solda. ...................................... 22
Figura 2 – Falta de penetração ........................................................................................ 22
Figura 3 - Mordedura ........................................................................................................ 23
Figura 4 - Trincas .............................................................................................................. 23
Figura 5 - Poros ................................................................................................................. 24
Figura 6 – Inclusão de escória ......................................................................................... 24
Figura 7 – Método de aplicação do LP ........................................................................... 26
Figura 8 – Princípios básicos da inspeção de matérias por ultrassom........................ 27
Figura 9 – Técnica impulso Eco ...................................................................................... 28
Figura 10 – Técnica de transparência............................................................................. 28
Figura 11 – Equipamento para ensaios de tração ......................................................... 30
Figura 12 – Curva carga-alongamento ........................................................................... 31
Figura 13 – Corpos de prova antes de serem usinados ............................................... 34
Figura 14 - Chanfro em X ................................................................................................. 34
Figura 15 - Distância entre as chapas ............................................................................ 35
Figura 16 -Eletrodos utilizados ........................................................................................ 36
Figura 17 - Máquina utilizada ........................................................................................... 36
Figura 18 - Passe de acabamento .................................................................................. 37
Figura 19 - Transdutor ...................................................................................................... 38
Figura 20 - Ultrassom ....................................................................................................... 39
Figura 21 - Acoplante ....................................................................................................... 40
Figura 22 - Amostra sendo ensaiada .............................................................................. 40
Figura 23 - Inspeção de soldagem em ângulo ............................................................... 41
Figura 24 - Dimensões do corpo de prova para ensaio de tração ............................... 41
Figura 25 - LP aplicado .................................................................................................... 43
Figura 26 - Revelador aplicado ........................................................................................ 43
Figura 27 – Corpo de prova (região da solda e zona de calor afetada) ...................... 44
Figura 28 - Aparelho utilizado para lixar os corpos de prova ....................................... 45
Figura 29 - Representação esquemática do método de lixamento.............................. 45
Figura 30 – Amostra analisada ........................................................................................ 46
Figura 31 – Ataque químico ............................................................................................. 46
Figura 32 – Amostra após o ataque químico ................................................................. 47

Figura 33 - Microscópio Olympus BH2-UMA ................................................................. 48
Figura 34 - Máquina de ensaio de tração ....................................................................... 49
Figura 35 - Painel da máquina de ensaio ....................................................................... 49
Figura 36 – Corpo de prova fixado nas garras ............................................................... 50
Figura 37 - Ensaio de ultrassom ...................................................................................... 51
Figura 38 - LP revelado ER6013 ..................................................................................... 52
Figura 39 - LP revelado ER308L ..................................................................................... 52
Figura 40 - Pontos observados no ensaio metalográfico (ER6013 e ER308L) .......... 53
Figura 41 - 200x, eletrodo ER6013 no ponto 1 .............................................................. 54
Figura 42 - 200x, eletrodo ER308L no ponto 1 .............................................................. 54
Figura 43 - 200x, eletrodo ER 6013 no ponto 2 ............................................................. 55
Figura 44 - 200x, eletrodo ER308L no ponto 2 .............................................................. 55
Figura 45 - 200x, eletrodo ER6013 no ponto 3 .............................................................. 56
Figura 46 - 200x, eletrodo ER308L no ponto 3 .............................................................. 56
Figura 47 - Ensaio com ER6013. .................................................................................... 58
Figura 48 - Ensaio com ER308L. .................................................................................... 59

Lista de Tabelas Tabela 1 – Tabela de micro ataques de aços ................................................................ 47
Tabela 2 – Ensaios de tração .......................................................................................... 57

Lista de equações Equação 1 – Limite de escoamento ................................................................................ 31
Equação 2 – Tensão limite de resistência ...................................................................... 32
Equação 3 - Alongamento ................................................................................................ 32
Equação 4 – Redução de área ........................................................................................ 32

SUMÁRIO
1 INTRODUÇÃO ..................................................................................... 15
1.1 OBJETIVO ........................................................................................... 15
1.2 JUSTIFICATIVA .................................................................................... 16
2 REVISÃO BIBLIOGRÁFICA ............................................................... 17
2.1 PROCESSOS DE SOLDAGEM ................................................................. 17
2.1.1 Processo MIG/MAG (Metal Inert Gas/Metal Active Gas) ............ 18
2.1.2 Soldagem com arco submerso ................................................... 19
2.1.3 Soldagem Eletrodo de Tungstênio - TIG .................................... 19
2.1.4 Eletrodo Revestido ..................................................................... 20
2.2 DESCONTINUIDADES DO PROCESSO DE SOLDAGEM ................................ 21
2.2.1 Dimensão incorreta da solda (perfil do cordão) .......................... 21
2.2.2 Falta de fusão ou penetração ..................................................... 22
2.2.3 Mordeduras ................................................................................ 22
2.2.4 Trincas ....................................................................................... 23
2.2.5 Inclusão Gasosa (Poros) ............................................................ 23
2.2.6 Inclusão de Escória .................................................................... 24
2.3 ENSAIOS NÃO DESTRUTIVOS ....................................................... 25
2.3.1 Liquido Penetrante (LP) ............................................................. 25
2.3.2 Ensaio por Ultrassom (US) ......................................................... 27
2.3.3 Metalografia................................................................................ 29
2.4 ENSAIOS DESTRUTIVOS ............................................................... 29
2.4.1 Ensaio de tração ........................................................................ 29
2.4.2 Limite de escoamento ................................................................ 30
2.4.3 Limite de resistência ................................................................... 31
2.4.4 Alongamento .............................................................................. 32
2.4.5 Redução de área ........................................................................ 32
3 METODOLOGIA .................................................................................. 33
3.1 PREPARAÇÃO DOS CORPOS DE PROVA (CP) .......................................... 33
3.1.1 Objetivo ...................................................................................... 33
3.1.2 Preparação dos corpos de prova ............................................... 33
3.1.3 Soldagem ................................................................................... 34

3.2 ENSAIO DE ULTRASSOM ...................................................................... 37
3.2.1 Objetivo ...................................................................................... 37
3.2.2 Ensaio ........................................................................................ 37
3.2.3 Usinagem ................................................................................... 41
3.3 ENSAIO POR LÍQUIDO PENETRANTE (LP) ................................... 42
3.3.1 Introdução .................................................................................. 42
3.3.2 Ensaio de Líquido penetrante..................................................... 42
3.4 METALOGRAFIA ............................................................................. 44
3.4.1 Objetivo ...................................................................................... 44
3.4.2 Ensaio metalográfico .................................................................. 44
3.4.3 Micro ataque:.............................................................................. 47
3.5 ENSAIO DE TRAÇÃO ...................................................................... 48
3.5.1 Objetivo ...................................................................................... 48
3.5.2 Metodologia do ensaio ............................................................... 48
4 RESULTADOS .................................................................................... 51
5 CONCLUSÃO ...................................................................................... 60
6 REFERÊNCIAS BIBLIOGRÁFICAS ................................................... 61

15
1 INTRODUÇÃO
O processo de soldagem possui grande importância atualmente, visto que é
utilizado nas mais variadas aplicações, nos processos mais distintos que existem.
Lembrando que a soldagem não se aplica somente aos aços, podendo ser usado
em outros materiais. Um exemplo seria o processo por eletrodo revestido, tema que
será bastante discutido neste trabalho. Trata-se de um processo bastante versátil,
por esse motivo, trata-se de uma das principais escolhas na indústria.
O processo de soldagem consiste num procedimento bastante simples, que
em alguns casos não precisa de um operador com tanta experiência para executa-lo.
Embora sempre deva ser verificado se a solda é de boa qualidade.
No entanto, existem casos onde a aplicação exige um processo bastante
eficaz, no qual se tornam importantes os ensaios para análise da solda. Um dos
ensaios mais utilizados é o Liquido Penetrante (LP), em que se aplica um liquido na
região soldada que revela as não conformidades.
Importante destacar que um fator importante e característico da soldagem é o
consumível a ser utilizado. Os consumíveis são os materiais empregados na solda
como material de preenchimento. Para cada tipo de solda há uma norma
especificando os tipos de consumíveis a serem utilizados.
Contudo, observa-se que alguns operadores acabam por não utilizar o
consumível correto em alguns casos, normalmente para reaproveitamento de
material , finalizar uma solda e talvez diminuir o tempo de processo.
Com isso, será estudado neste trabalho qual o efeito que se obtém ao trocar
um consumível que não está especificado em norma e verificar se esta prática
realmente diminui a qualidade da solda e o quanto afeta na sua aplicação. Neste
trabalho não serão discutidos em detalhes os custos de cada processo.
1.1 Objetivo
Verificar os efeitos causados na soldagem de corpos de prova normalizados
de aço ABNT 1020 com eletrodo para aço inoxidável quanto ao surgimento de
trincas internas e externas, resistência mecânica e zona afetada pelo calor.

16
Comparar os resultados obtidos com corpos de prova semelhantes soldados com
eletrodos para aço ABNT 1020.
1.2 Justificativa
Verificar os problemas que podem surgir da prática de soldar chapas de aço
ABNT 1020 com eletrodo para aço inoxidável, uma vez que esta pratica é muitas
vezes utilizada na indústria sem base teórica e sem análises comparativas, contando
apenas com a experiência do operador.

17
2 REVISÃO BIBLIOGRÁFICA
2.1 Processos de soldagem
Utilizado em vários processos de fabricação, a soldagem tem como uma de
suas definições o processo de união de metais por fusão, também utilizado para
deposição de material sobre uma superfície desgastada a fim de recuperá-la através
de um revestimento com características especiais.
Ressalta-se que o processo de soldagem não se limita apenas para metais,
pois é uma operação que tem por objetivo unir duas ou mais peças assegurando em
sua junção a continuidade e propriedades físicas e químicas do material.
(BRACARENCE; MARQUES e MODENESI,2007).
De acordo com a Associação Americana de Soldagem (American Welding
Society – AWS), e segundo Bracarence et al.(2007, p 18) define-se como soldagem,
“Processo de união de materiais usado para obter a coalescência (união) localizada
de metais e não-metais, produzida por aquecimento até uma temperatura adequada,
com ou sem a utilização de pressão e/ou material de adição”.
Segundo Wainer, Brandi e Mello (1995, p.1), cada processo de soldagem
deve preencher os seguintes requisitos:
• Gerar energia para unir dois materiais
• Remover contaminações das superfícies unidas
• Evitar contaminação do ar atmosférico.
• Propiciar controle metalúrgico alcançando as propriedades físicas, químicas
ou mecânicas esperadas.
Tanto o desenvolvimento quanto a melhoria dos processos de soldagem
ocorrem pela relação de três áreas:
• Projeto de equipamentos
• Desenvolvimento
• Aperfeiçoamento de equipamentos

18
Pode-se também classificar os processos de soldagem por fonte de energia:
• Fonte mecânica: gera-se calor por atrito ou por ondas de calor, ou ainda por
deformação plástica do material.
• Fonte química: calor gerado por reações químicas exotérmicas. Exemplo:
queima de combustível.
• Fonte elétrica: calor gerado pela passagem de corrente elétrica ou por
formação de arco elétrico.
• Fonte radiante: gera calor por radiação eletromagnética ou por feixe de
elétrons acelerados.
Na sequência, serão mostrados os principais processos de soldagem, com
maior ênfase ao processo de solda a arco com eletrodo revestido.
2.1.1 Processo MIG/MAG (Metal Inert Gas/Metal Active Gas)
Nos processos MIG (Metal Inert Gas) e MAG (Metal Active Gas), são
utilizados como fonte de calor um arco elétrico mantido entre um eletrodo nu
consumível que é alimentado de forma constante e a peça a ser soldada. Um fluxo
de gás inerte (MIG) ou gás ativo (MAG) faz a proteção da área onde é feita a
soldagem. Após os primeiros trabalhos efetuados com gás ativo nos anos 30, esse
processo foi inviabilizado, mas após a segunda guerra mundial o processo voltou a
tornar-se viável, inicialmente para soldagem de magnésio e suas ligas para depois
serem utilizados em outros metais, mas sempre com gás inerte. Somente algum
tempo depois foi substituído o argônio pelo CO2, parcial ou totalmente na soldagem
dos aços. O processo MIG é mais adequado para soldagem de aços-carbono, baixa,
média e alta ligas, aços inoxidáveis, alumínio e ligas, magnésio e ligas e cobre e
ligas. Já o processo MAG, somente é utilizado na soldagem de aços de baixo
carbono e aços de baixa liga. (BRANDI; MELLO; WAINER, 1992, p 99).

19
2.1.2 Soldagem com arco submerso
No processo de soldagem com arco submerso, é estabelecido entre o arame-
eletrodo e o material a ser unido pela solda um arco elétrico, o qual permanece
totalmente submerso em uma camada de fluxo, não sendo visível. Assim, a solda
acontece sem produção de faíscas, luminosidades e respingos, que são
características de outros tipos de processo de soldagem com arco aberto. Esse fluxo
que fica na forma de grânulos age como fundente e protege de contaminações o
metal de solda líquido. O fluxo também atua como isolante térmico, mantendo o
calor concentrado na parte sólida. Este tipo de processo permite uma grande
facilidade de automação devido o arame-eletrodo ser continuamente alimentado no
cabeçote ou pistola de soldagem, onde dá a esse tipo de soldagem rapidez e
economia, quando se compara aos outros processos de soldagem em que é
utilizado arco elétrico. A soldagem com arco submerso é amplamente utilizada nas
indústrias de equipamentos metálicos como tubos, navios, plataformas marítimas,
trocadores de calor entre outros vários equipamentos pesados, assim como na
recuperação de peças como cilindros de laminação e peças rodantes de tratores.
(BRANDI; MELLO; WAINER, 1992, p 133).
2.1.3 Soldagem Eletrodo de Tungstênio - TIG
Consiste num processo de soldagem em que se utiliza como fonte de calor
um arco elétrico mantido entre um eletrodo não consumível de tungstênio e a peça
soldada. A proteção da região da solda é realizada por um fluxo de gás inerte. Esta
soldagem pode ser feita com ou sem metal de adição. Também pode ser feita de
forma automática ou manual.
O processo de solda TIG é normalmente utilizado na soldagem de ligas de
alumínio, magnésio, titânio e aços inoxidáveis. A solda deste processo pode ser
utilizada na maioria dos metais, sendo que não há nenhuma escória e o processo
pode ser realizado em diversas posições. É também o processo a arco elétrico mais
lento (GAREIS. 1994, p. 149).

20
Neste processo se utiliza corrente continua ou alternada como fonte de
energia, podendo ser a fonte um gerador, transformador, ou retificador, o qual será
determinado pelo tipo de metal.
A Tocha TIG, dispositivo no qual se fixa o eletrodo de tungstênio, conduz a
corrente elétrica e protege a região circundante do arco elétrico e a poça de fusão. A
tocha pode ser refrigerada por agua ou ar, dependendo da corrente empregada.
(GAREIS. 1994, p. 151).
A principal vantagem da Soldagem TIG, se dá pelo fato de não ser necessário
a utilização de um material de adição, o que ocorre nos processos de MIG/MAG e
eletrodo revestido.
Trata-se de um processo bastante versátil e de grande mobilidade, uma vez
que existem equipamentos de peso e tamanho bem reduzidos. Embora para este
processo o soldador deva ter bastante habilidade, o manuseio é relativamente fácil
(GAREIS 1994, p. 151).
Outras vantagens do Processo TIG são: soldas de alta qualidade, possível
soldar a maioria dos metais e ligas, fonte de calor concentrada diminuindo a zona
afetada pelo calor (ZAC) e distorções. (Wainer, Brandi e Mello. 1995, p. 61).
2.1.4 Eletrodo Revestido
Soldagem com eletrodo revestido é um processo de soldagem com arco. A
união ocorre pelo calor produzido pelo arco criado entre um eletrodo revestido e a
peça que está sendo soldada (Wainer, Brandi e Mello.1995, p. 31)
O equipamento básico para soldagem caracteriza-se por ser um dos mais simples
em comparação com outros processos elétricos. Consiste em:
• fonte de energia
• alicate para fixação dos eletrodos
• cabos de interligação
• pinça para ligação à peça
• equipamento de proteção individual
• equipamento para limpeza de solda.

21
Com relação aos eletrodos revestidos, estes podem operar com corrente
contínua ou alternada, dependendo do tipo de revestimento. No caso de corrente
contínua, tanto a polaridade direta como a reversa podem ser utilizadas.
Quando se usa corrente contínua, se obtém uma estabilidade maior de arco e
qualidade nos depósitos, que são inferiores quando se usa a corrente alternada.
Ao se usar a corrente alternada, para uma configuração mais simples e barata,
utiliza-se um transformador. No caso de corrente contínua, pode-se utilizar unidades
geradoras ou transformadoras-retificadoras.
As unidades geradoras são utilizadas para trabalhos onde o suprimento
elétrico adequado não é disponível. Já as retificadoras são vantajosas, pois
possuem operação silenciosa, baixo custo e requerem pouca manutenção (Wainer,
Brandi e Mello.1995, p. 33).
A velocidade do avanço no processo de soldagem possui grande importância
segundo Wainer, Brandi e Mello (1995), uma vez que esta pode variar a altura e
também a largura do cordão de solda.
Geralmente se mantém a energia de soldagem reduzida mesmo com
correntes elevadas, com uso de altas velocidades de avanço. Com isso, pode-se
obter altas taxas de deposição, com microestruturas mais refinadas, tanto na zona
fundida quanto na zona afetada pelo calor (Wainer, Brandi e Mello.1995, p. 33).
2.2 Descontinuidades do Processo de soldagem
2.2.1 Dimensão incorreta da solda (perfil do cordão)
A padronização do cordão de solda é importante. Variações bruscas são
concentradores de tensão, o que facilita o aparecimento de trincas. A figura 1 mostra
diferentes falhas causadas por imperfeições nas dimensões do cordão de solda.

22
Figura 1 – Imperfeições nas dimensões do cordão de solda.
Fonte: Universidade Federal de Minas Gerais
2.2.2 Falta de fusão ou penetração
A falta de fusão (Figura 2) é caracterizada pela ausência de continuidade
entre o metal depositado e o metal base ou entre os dois cordões adjacentes. É
mais comum aparecer na linha de fusão, entre os passes de solda, ou na raiz da
solda.
Figura 2 – Falta de penetração
Fonte: SENAI
2.2.3 Mordeduras
As mordeduras (Figura 3) são caracterizadas pela formação de depressão no
pé do cordão de solda. Sendo assim, elas se localizam entre o metal de base do
cordão de solda.

23
Figura 3 - Mordedura
Fonte: SENAI
2.2.4 Trincas
E considerado o defeito mais grave em uma junta soldada por ser
concentradora de tensão. Trincas (Figura 4) são formadas durante ou após a
operação de soldagem e podem ocorrer tanto a quente como a frio.
Figura 4 - Trincas
Fonte: SENAI
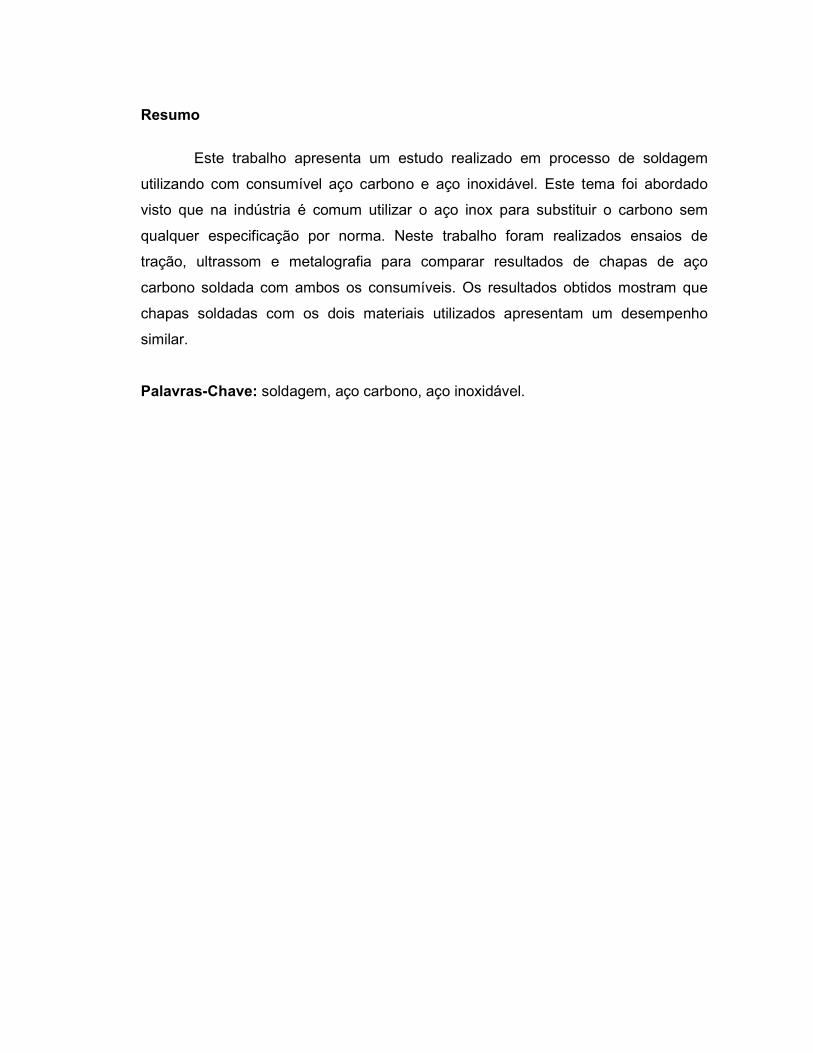
2.2.5 Inclusão Gasosa (Poros)
Na operação de soldagem, durante a fusão da solda, há um aprisionamento
de gases no cordão (Figura 5). Há inúmeras razões para este aprisionamento: tipo
do eletrodo usado, má regulagem do arco, deficiência na técnica do operador,
umidade etc.
24
Figura 5 - Poros
Fonte: SENAI
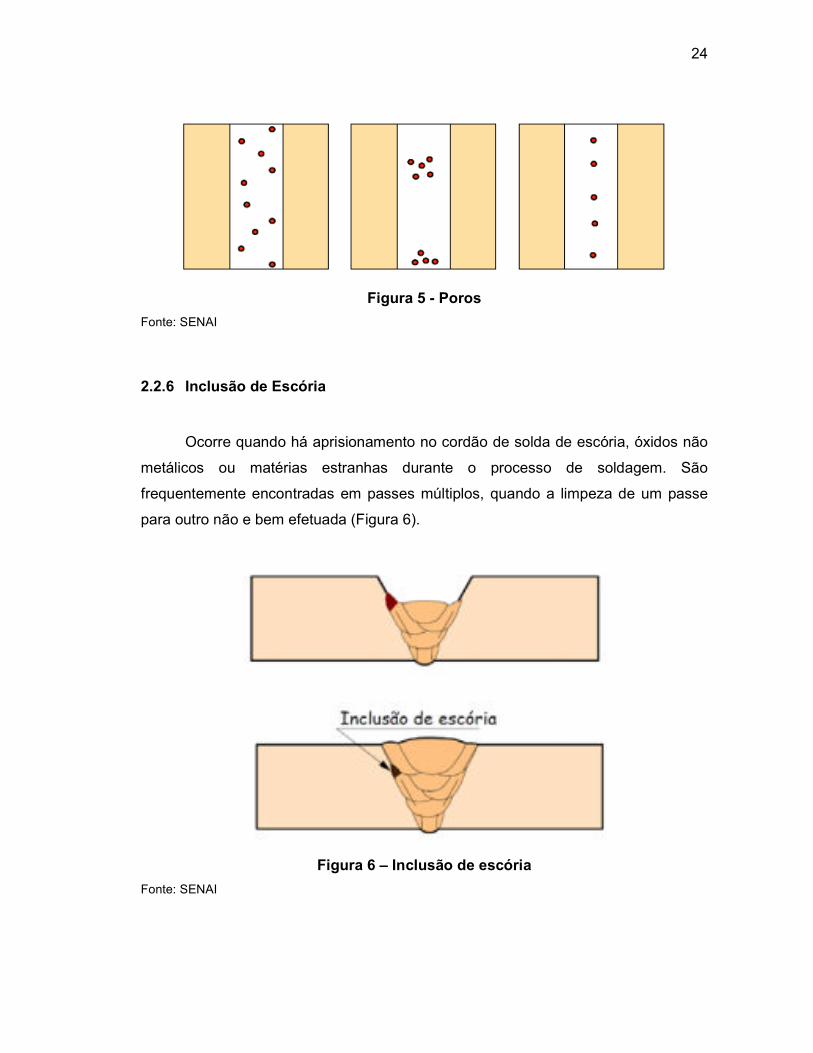
2.2.6 Inclusão de Escória
Ocorre quando há aprisionamento no cordão de solda de escória, óxidos não
metálicos ou matérias estranhas durante o processo de soldagem. São
frequentemente encontradas em passes múltiplos, quando a limpeza de um passe
para outro não e bem efetuada (Figura 6).
Figura 6 – Inclusão de escória
Fonte: SENAI

25
2.3 ENSAIOS NÃO DESTRUTIVOS
2.3.1 Liquido Penetrante (LP)
O ensaio de LP foi desenvolvido para detecção de descontinuidades
superficiais como: trincas, poros, dobras etc. Este método pode ser aplicado em
todos os materiais sólidos com superfície não porosa e grosseira. (ANDREUCCI,
2001, p. 4).
O uso do ensaio por LP teve início nos Estados Unidos no século XIX. Os
primeiros ensaios foram realizados nas rodas e eixos das locomotivas com a
finalidade de encontrar tricas. O método era simples e agressivo: aplicava-se soda
cáustica para limpeza das peças, após remoção das impurezas elas eram
submergidas em oléo diluído em querosene e então secava-se e aplicava-se uma
leve camada de giz. Com golpes de marreta fazia-se com que as peças vibrassem
até o óleo ser expulso das fissuras, revelando as trincas.
Em 1942, o ensaio por LP foi aprimorado pela Magnaflux com o sistema
“zyglo”. Foram adicionados pigmentos fluorescente ao líquido penetrante. Esses
pigmentos eram revelados quando expostos a luz ultravioleta. Foi a partir dai que se
descobriu a utilização do ensaio em materiais não ferroso, principalmente em
componentes da indústria aeronáutica. Este método foi se aprimorando até o estágio
atual (SILVA, 2005, p. 15).
O ensaio se resume na aplicação de um liquido de alta capilaridade, chamado
de penetrante, sobre a superfície limpa de uma peça, espera-se a penetração do
fluido, remove-se o excesso e então aplica-se o revelador na superfície. Após alguns
segundos já e possível observar as não conformidades reveladas pelo penetrante
sobre o revelador, representado na figura 01(SILVA, 2005, p. 17).

26
Figura 7 – Método de aplicação do LP
Fonte: www.jbsensaios.com.br/liquido.php
Para o autor, “Poderíamos dizer que a principal vantagem do método é a sua
simplicidade e a facilidade de interpretar seus resultados.” (ANDREUCCI, 2001, p.
7).
As principais propriedades do penetrante são: ter habilidade para rapidamente
penetrar em aberturas finas, ter habilidade de permanecer em aberturas
relativamente grandes, não evaporar ou secar rapidamente, ter baixo custo.
(ANDREUCCI, 2001, p.9).
Um revelador com boas características deve ter ação de absorver o
penetrante da descontinuidade, servir com uma base por onde o penetrante se
espalhe (granulação fina), servir para cobrir a superfície, evitando confusão com a
imagem do defeito formando uma camada fina e uniforme e deve ser facilmente
removível. (ANDREUCCI, 2001, p. 14)
Existem 4 tipos de revelador, são eles:
• Pós secos.
• Suspensão aquosa de pós
• Solução aquosa
• Suspensão do pó revelador em solvente
Segundo o autor, “O método LP apresenta algumas limitações, como a
impossibilidade de avaliar as descontinuidades no interior do material em estudo. O
ensaio não apresenta resultados viáveis se a superfície do material for rugosa, não é
possível dimensionar a profundidade das descontinuidades” (VIEIRA , 2013, p.6).

27
2.3.2 Ensaio por Ultrassom (US)
O ultrassom é um método de ensaio não destrutivo que detecta
descontinuidades internas em materiais ferrosos e não ferrosos, defeitos causados
por inúmeros processos de fabricação como bolhas de gás em materiais fundidos,
dupla laminação em laminados , micro trincas, e defeitos em soldagem como trincas,
porros inclusão de escoria. O US identifica as não conformidades através dos efeitos
sonoros característicos de cada defeito com aparelhos especiais capazes de emitir e
interpretar vibrações e ondas sonoras refletidas do interior da peça examinada . Em
1929 o cientista Sokolov aplicava energia sônica em materiais ferros.
Posteriormente, Firestone, no ano de 1942, utilizaria do método de ecosonda
ou ecobatímentro para examinar materiais. Somente em 1945 o ensaio ultrassônico
foi desenvolvido em escala industrial. Atualmente, o US é muito utilizado na moderna
indústria, principalmente em caldeirarias pesadas e na indústria naval para garantir a
segurança e qualidade em peças de geometria complexas de juntas soldadas e com
grades espessuras. (ANDREUCCI, 2001, p.5)
O método de US é de alta sensibilidade na detecção de pequenas
descontinuidades internas em materiais soldados, como por exemplo: trincas,
porosidades, inclusão de escoria. (ANDREUCCI, 2001, p.6).
A figura 8 mostra o funcionamento de um Ultrassom: O transdutor detecta a
descontinuidade através das ondas emitidas na peça. Esta leitura é enviada ao
aparelho de Ultrassom que mostra a falha através de "picos" na tela.
Figura 8 – Princípios básicos da inspeção de matérias por ultrassom
Fonte: ANDREUCCI, 2001, p.4

28
Uma das técnicas de inspeção por US é a técnica impulso eco ou pulso eco
(conforme a figura 9), na qual um transdutor posicionado somente em um lado do
material é responsável por emitir e receber ondas ultrassônicas, podendo verificar a
profundidade, suas dimensões, e localização na peça.
Figura 9 – Técnica impulso Eco
Fonte: ANDREUCCI, 2001, p 28
Existe também a técnica de transparência (conforme a figura 10), na qual são
utilizados dois transdutores separados , um que transmite e outro que recebe as
ondas sonoras.
Figura 10 – Técnica de transparência
Fonte: ANDREUCCI, 2001, p 29

29
2.3.3 Metalografia
Segundo Colpaert (1969, p. 22), “O exame metalográfico fornece dados sobre
como o material ou a peça foram feitos e também sobre sua homogeneidade”.
Esta técnica pode ser utilizada para controlar a qualidade dos produtos metálicos
pelo ponto de vista de sua estrutura, relacionando-a às suas propriedades físicas,
composição, processo de fabricação etc., para, assim, esclarecer ou prever seu
comportamento em uma determinada aplicação.
Este controle pode ser efetuado a olho nu (ensaio macrográfico) ou com o uso
de um microscópio (ensaio micrográfico). Com a macrografia, podem-se obter
informações de caráter geral, seu aspecto de conjunto sobre a homogeneidade do
material da peça, distribuição tipos e quantidade das impurezas contida no material.
Através da micrografia, observa-se a granulação do material, bem como sua
natureza, quantidade, distribuição e forma dos vários tipos de constituintes, certas
inclusões etc. que juntas dão conclusões importantes e de prática utilidade.
(COLPAERT,1969, p22).
2.4 ENSAIOS DESTRUTIVOS
É considerado ensaio destrutivo todo ensaio onde se provoca uma ruptura ou
inutilização do material através de testes em corpos de prova (CP), onde são
utilizados grandes esforços sobre o material para se calcular suas resistências
quanto à tração, dobramento, torção, flexão, impacto, compressão e fadiga.
2.4.1 Ensaio de tração
Um dos fatores mais importantes para a seleção de um material é sua
resistência à tração, principalmente se for um elemento estrutural, parte de uma
máquina ou de um vaso de alta pressão.
A realização do ensaio é de acordo com o que mostra a figura 11. O corpo de
prova (CP) deve ser usinado para as dimensões exatas, de acordo com normas e
preso à máquina de tração em suas extremidades. O CP é tracionado até o ponto

30
em que ele é rompido e suas informações ficam registradas em um gráfico.
(FORTES, 2004 ,p.37).
Figura 11 – Equipamento para ensaios de tração
Fonte: www.esab.com.br
O teste de tração fornece quatro informações básicas, que são: limite de
escoamento, limite de resistência, alongamento e redução de área.
2.4.2 Limite de escoamento
Sempre que um metal é tracionado até seu limite de escoamento, ele sofre
um aumento em seu comprimento, mas retorna às suas medidas originais quando se
retira o esforço ao qual foi submetido. Isso significa que ele esteve sob o regime
elástico, representado pela letra A da figura 12. Conforme a carga aumenta, o metal
atinge um ponto onde não mais retorna à sua dimensão original depois de retirada a
carga em que foi submetido. ((FORTES, 2004 , p.38).
31
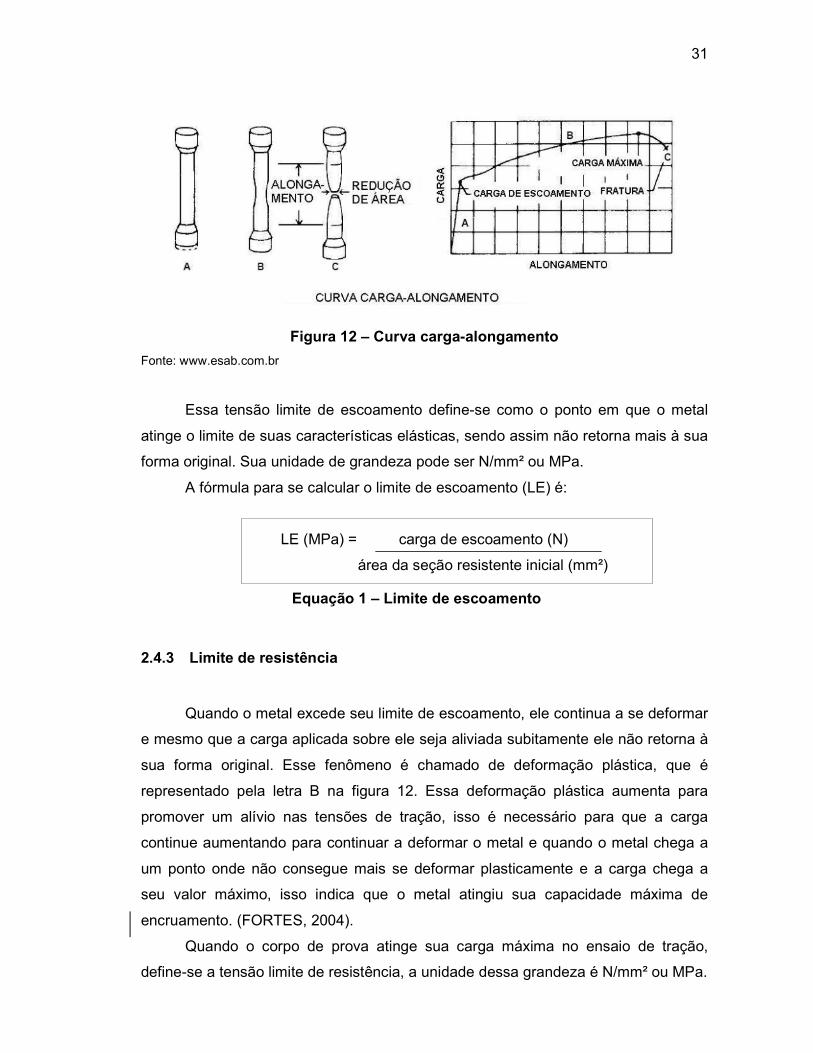
Figura 12 – Curva carga-alongamento
Fonte: www.esab.com.br
Essa tensão limite de escoamento define-se como o ponto em que o metal
atinge o limite de suas características elásticas, sendo assim não retorna mais à sua
forma original. Sua unidade de grandeza pode ser N/mm² ou MPa.
A fórmula para se calcular o limite de escoamento (LE) é:
LE (MPa) = carga de escoamento (N)
área da seção resistente inicial (mm²)
2.4.3 Limite de resistência
Quando o metal excede seu limite de escoamento, ele continua a se deformar
e mesmo que a carga aplicada sobre ele seja aliviada subitamente ele não retorna à
sua forma original. Esse fenômeno é chamado de deformação plástica, que é
representado pela letra B na figura 12. Essa deformação plástica aumenta para
promover um alívio nas tensões de tração, isso é necessário para que a carga
continue aumentando para continuar a deformar o metal e quando o metal chega a
um ponto onde não consegue mais se deformar plasticamente e a carga chega a
seu valor máximo, isso indica que o metal atingiu sua capacidade máxima de
encruamento. (FORTES, 2004).
Quando o corpo de prova atinge sua carga máxima no ensaio de tração,
define-se a tensão limite de resistência, a unidade dessa grandeza é N/mm² ou MPa.
Equação 1 – Limite de escoamento

32
A fórmula utilizada para calcular a tensão limite de resistência (LR) é:
LR (MPa) = carga máxima (N)
área da seção resistente inicial (mm²)
2.4.4 Alongamento
Duas marcas devem ser feitas a certa distância na parte útil do CP antes que
ele seja colocado na máquina de ensaio, pois o alongamento é medido após a
ruptura do CP, tomando como referência a distância original entre as duas marcas,
conforme a figura 12. Esse valor do alongamento é percentual (%) e dá a indicação
da ductilidade do material à temperatura ambiente. ((FORTES, 2004 ,p.39).
A fórmula para se calcular o alongamento (AL) é:
AL(%) = comprimento final (mm) – comprimento inicial (mm)
comprimento inicial (mm)
2.4.5 Redução de área
Conforme o corpo de prova é submetido a seu ponto de fratura, a sua área de
seção resistente diminui, conforme a figura 12. A redução dessa área é calculada e
registrada como uma porcentagem da área da seção original do CP. O valor de
redução de área é percentual (%) e mede a ductilidade ou a fragilidade relativa do
metal. (FORTES, 2004).
A fórmula usada para se calcular essa redução de área (RA) é:
RA(%)= (área inicial(mm²) – área final (mm²) ) x 100%
(área inicial (mm²) )
Equação 2 – Tensão limite de resistência
Equação 3 - Alongamento
Equação 4 – Redução de área
33
3 METODOLOGIA
3.1 Preparação dos corpos de prova (CP)
3.1.1 Objetivo
A preparação dos corpos de prova tem como objetivo deixa-los com as
medidas adequadas de acordo com as normas. Essa preparação é necessária
porque são os corpos de prova que serão utilizados em ensaios posteriores, por isso
sua confecção deve ser executada de maneira correta para que os resultados dos
ensaios sejam satisfatórios.
3.1.2 Preparação dos corpos de prova
Os corpos de prova foram confeccionados a partir de chapas de aço ABNT
1020 com 8 mm de espessura. As chapas foram soldadas horizontalmente utilizando
os eletrodos ER6013 de 2,5 mm e ER308L de 2,5 mm, cortas verticalmente e
usinadas com as medidas de acordo com a norma ABNT para que possam ser
utilizadas no ensaio de tração de acordo com as indicações da figura 13.
A solda executada será de acordo com a norma FBTS, utilizando a técnica de
passes sobre camada, começando por um passe de raiz e, depois, dois passes de
enchimento.

34
‘
Figura 13 – Corpos de prova antes de serem usinados
3.1.3 Soldagem
Antes de efetuar a soldagem das chapas, as mesmas foram preparadas
conforme descrito abaixo:
Foram feitos chanfros em X conforme Figura 14, as medias para isto foi
utilizado uma lixadeira de desbaste.
a = 2mm, b=2mm, e=8mm α=45°
Figura 14 - Chanfro em X
Depois de feito os chanfros, foram efetuados uma limpeza nos locais onde a
solda será feita.

Para a execução da solda, as chapas foram fixadas na mesa de soldagem a
uma distância necessária para que o primeiro pass
correta (figura 15).
Figura
Esse passe é chamado de passe de penetração (raiz). Para a solda fo
utilizados eletrodos ESAB
(Figura 16).
Para a execução da solda, as chapas foram fixadas na mesa de soldagem a
uma distância necessária para que o primeiro passe da solda seja feito de maneira
Figura 15 - Distância entre as chapas
Esse passe é chamado de passe de penetração (raiz). Para a solda fo
utilizados eletrodos ESAB ER6013 para Carbono, ER308L para aço inoxidável
35
Para a execução da solda, as chapas foram fixadas na mesa de soldagem a
e da solda seja feito de maneira
Esse passe é chamado de passe de penetração (raiz). Para a solda foram
para aço inoxidável

36
Figura 16 -Eletrodos utilizados
A máquina utilizada foi uma Super Bantam (Figura 17) da ESAB com Corrente
elétrica regulada em aproximadamente 210 A e 220 V para os corpos de prova
soldados com ER6013, e 240 A e 220 V para os corpos de prova soldados com
ER308L.
Figura 17 - Máquina utilizada
37
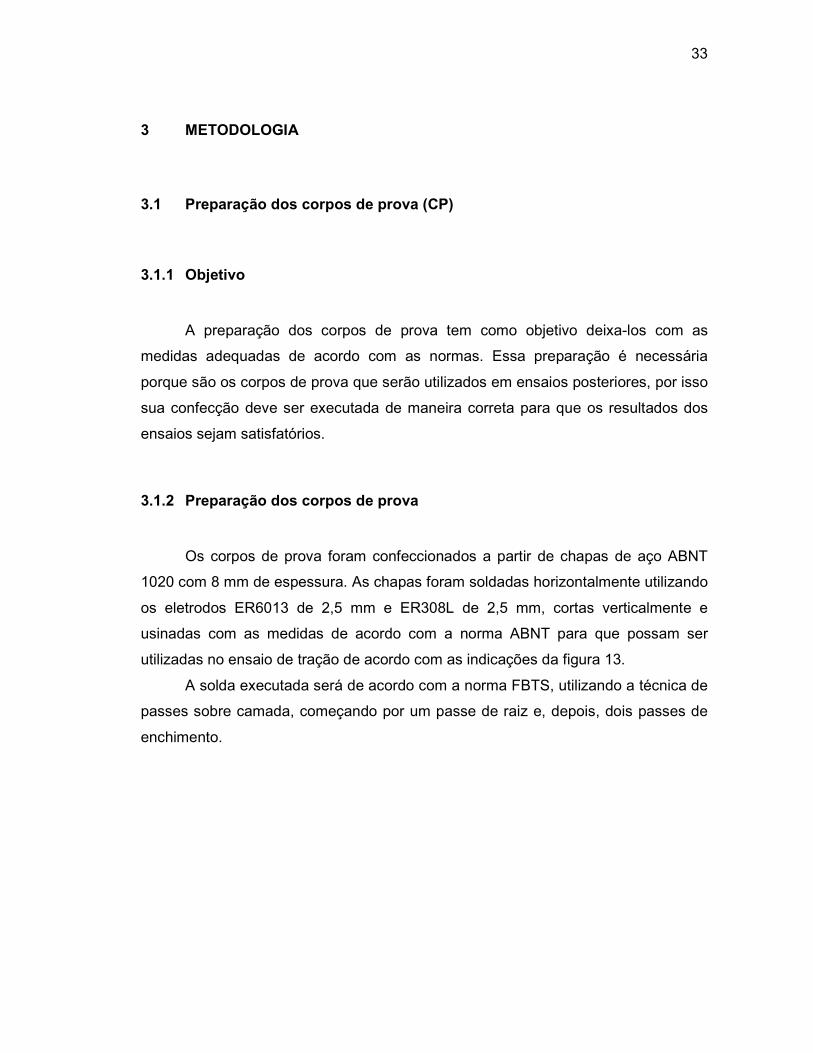
O próximo passo foi a execução dos passes de acabamento (Figura 18), em
que foram feitos um passe de cada lado da chapa para o preenchimento total da
união das chapas.
Figura 18 - Passe de acabamento
3.2 Ensaio de Ultrassom
3.2.1 Objetivo
O ensaio de ultrassom tem como objetivo verificar as descontinuidades do
material utilizando ondas sonoras de alta frequência.
3.2.2 Ensaio
O Ensaio de ultrassom é um ensaio não destrutivo também utilizado para
verificar processos de soldagem, e detectar as falhas internas.
O procedimento consistiu em utilizar um aparelho que produz ondas de alta
frequência (Olympus EPOCH 600) para verificar a solda internamente, que funciona
38
da seguinte forma: ondas ultrassônicas foram emitidas por um aparelho através da
peça, sendo que, se um defeito fosse detectado, gerava um "eco" de reflexo na tela
do ultrassom. Este eco (ou pulso) então seria avaliado podendo ou não reprovar a
amostra.
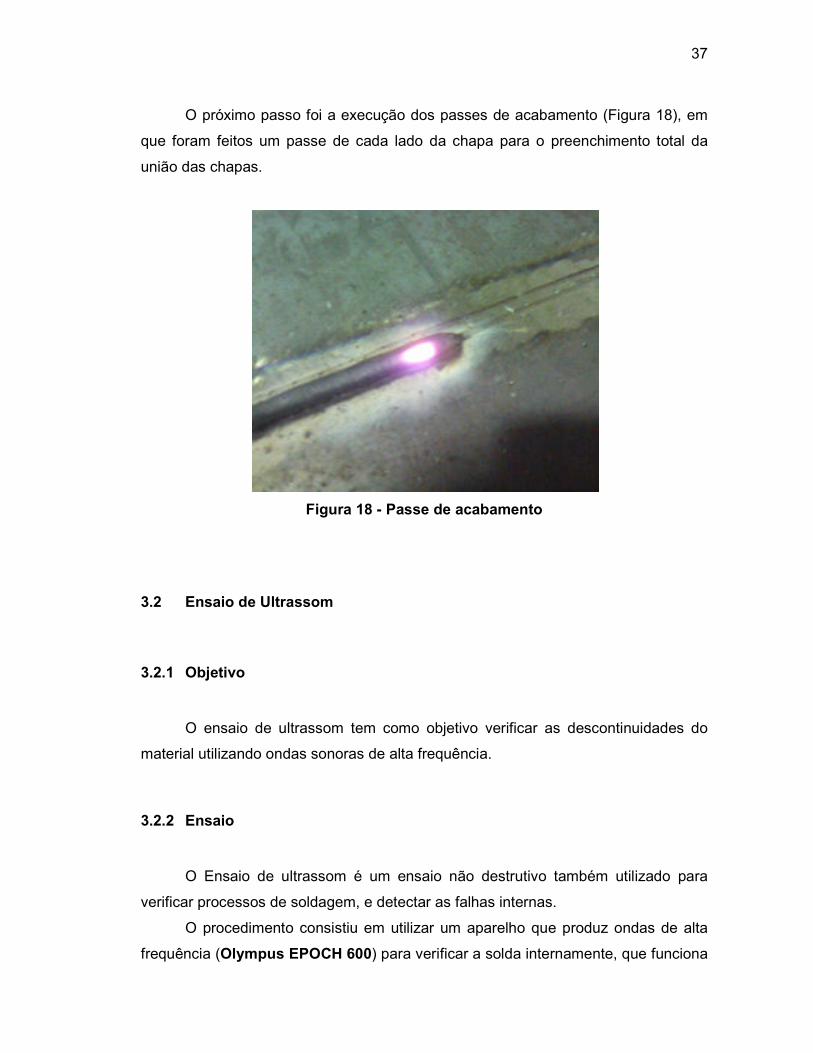
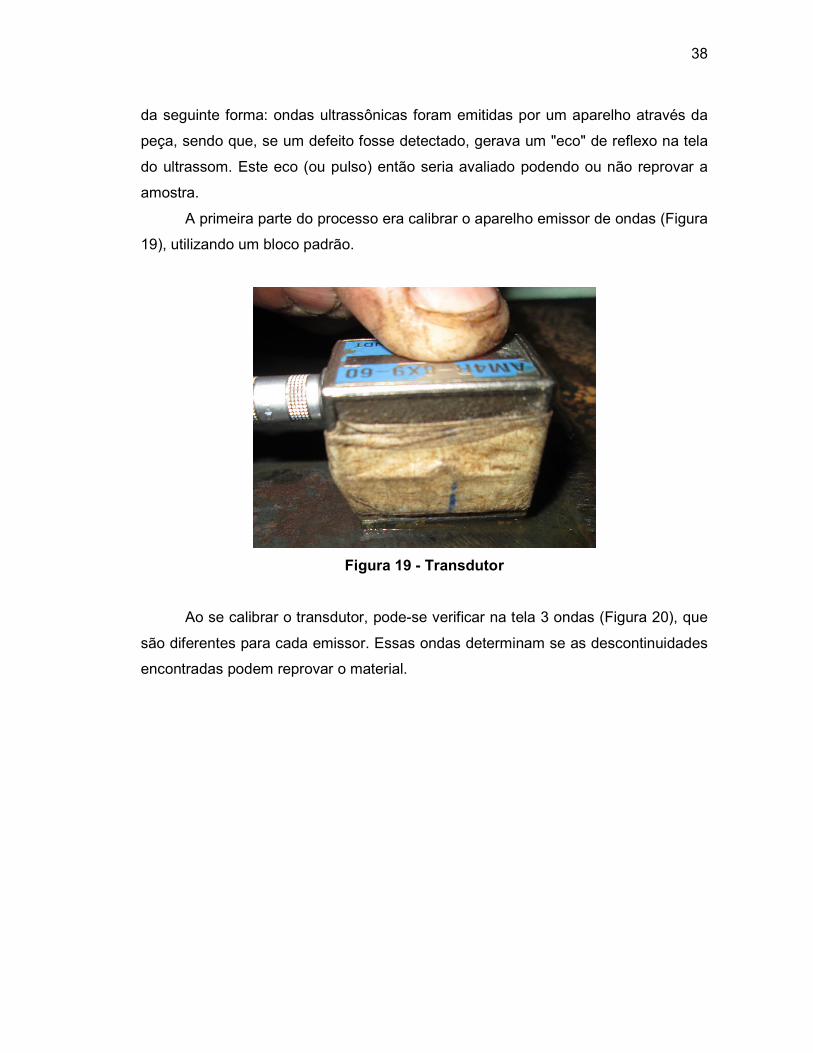
A primeira parte do processo era calibrar o aparelho emissor de ondas (Figura
19), utilizando um bloco padrão.
Figura 19 - Transdutor
Ao se calibrar o transdutor, pode-se verificar na tela 3 ondas (Figura 20), que
são diferentes para cada emissor. Essas ondas determinam se as descontinuidades
encontradas podem reprovar o material.

39
Figura 20 - Ultrassom
Assim, interpretar-se a figura desta forma: se o pulso atingir a primeira onda, a
peça ainda pode ser aprovada, mas se este atingir a segunda ou a terceira a onda, a
peça imediatamente está reprovada por conta do alto nível da falha.
Depois de calibrado o equipamento, aplicou-se um gel Acoplante
(Supermagna A/US 2000 conf. Figura 21) na região onde o cabeçote iria passar.
Este gel permite a passagem da onda pela peça.

Figura
Com isso, utilizou-se o cabeçote para varrer
prova soldados, a chapa de inox e a chapa de
para checar se havia falhas internas
Como existem vários tipos diferentes de cabeçotes, que atuam com
frequências e ângulos diferentes
superfícies irregulares como num processo de soldagem,
Figura 21 - Acoplante
Figura 22 - Amostra sendo ensaiada
se o cabeçote para varrer (Figura 22) os dois corpos de
a chapa de inox e a chapa de carbono, verificando a
para checar se havia falhas internas e superficiais.
xistem vários tipos diferentes de cabeçotes, que atuam com
requências e ângulos diferentes de acordo com o modelo e especificação
superfícies irregulares como num processo de soldagem, utilizou-se um
40
os dois corpos de
a região soldada
xistem vários tipos diferentes de cabeçotes, que atuam com
de acordo com o modelo e especificação, para
se um transdutor

41
em ângulo para varrer as amostras (Figura 23). Neste caso, o transdutor varreu a
área próxima do cordão, e não sobre ele.
Figura 23 - Inspeção de soldagem em ângulo
3.2.3 Usinagem
Após o ensaio de ultrassom, os corpos de prova foram cortados com as
seguintes dimensões:
Figura 24 - Dimensões do corpo de prova para ensaio de tração
Os corpos de prova cortados em “tiras” com aproximadamente 20 mm de
largura e 200 mm de comprimento (Figura 24), foram usinados para ficarem com as
medidas acima e assim serem utilizados no ensaio de tração.

42
3.3 ENSAIO POR LÍQUIDO PENETRANTE (LP)
3.3.1 Introdução
A aplicação de líquido penetrante trata-se de um procedimento
regulamentado por diversas normas. A principal norma que rege a aplicação
consiste na NM 334:2012 e que relata os passos a serem seguidos na aplicação do
LP.
Desse modo, será mostrado abaixo o procedimento utilizado para o ensaio a
fim de verificar as descontinuidades de uma solda.
3.3.2 Ensaio de Líquido penetrante
Primeiro foram retiradas todas as impurezas ou resíduos que possam cobrir a
abertura a ser detectada. Utilizou-se o removedor RCGS carbografite para limpar as
peças. Então foi aplicado o Líquido Penetrante PCG 53 carbografite na peça
utilizando o método de Spray.
Após ser aplicado o penetrante, esperou-se 15 minutos até que este tenha
entrado na descontinuidade para demonstrar a imperfeição.
Retirou-se então o excesso com o removedor RCGS carbografite de LP como
indica a norma da ABENDE, para que o ensaio não fosse encoberto, utilizando um
pano seco.
Após a retirada de excesso foi aplicado o revelador DCG52 carbografite.
Espera-se então cerca de 10 minutos para o revelador fazer efeito e poder
avaliar o ensaio.
O ensaio de Líquido Penetrante foi aplicado em 3 amostras de cada material
conforme figuras 25 e 26.

43
Figura 25 - LP aplicado
Figura 26 - Revelador aplicado

3.4 METALOGRAFIA
3.4.1 Objetivo
O objetivo do ensaio metalográfico
solda entre o metal de base e metal depositado, bem como as formas e tamanho
de grãos e algumas inclusões de material.
3.4.2 Ensaio metalográfico
O ensaio metalográfico, para ser realizado
foram divididas entre: corte, embutimento da amostra, marcação das amostras,
lixamento, limpeza, polimento, ataque químico (conforme tabela
amostras.
Foram cortados os corpos de prova (conforme figura
zona de calor afetada.
Figura 27 – Corpo de prova (região da solda e zona de calor afetada
No processo de lixamento
cada vez mais finas, passando pelas lixas 220, 320, 400 e 600, utilizando uma
Lixadeira Metalográfica Struers Pan
a cada lixa (conf. Fig 29) até desaparecerem os
O objetivo do ensaio metalográfico é visualizar a microestrutura
solda entre o metal de base e metal depositado, bem como as formas e tamanho
e algumas inclusões de material.
Ensaio metalográfico
talográfico, para ser realizado deve ter as seguintes etapas que
foram divididas entre: corte, embutimento da amostra, marcação das amostras,
lixamento, limpeza, polimento, ataque químico (conforme tabela 1) e análise das
Foram cortados os corpos de prova (conforme figura 27), na região da solda e
Corpo de prova (região da solda e zona de calor afetada
No processo de lixamento, as amostras foram lixadas várias vezes com lixas
cada vez mais finas, passando pelas lixas 220, 320, 400 e 600, utilizando uma
Metalográfica Struers Pan (figura 28) sempre mudando de direção
) até desaparecerem os traços da lixa anterior.
Linhas de Corte
44
microestrutura e a fusão da
solda entre o metal de base e metal depositado, bem como as formas e tamanhos
deve ter as seguintes etapas que
foram divididas entre: corte, embutimento da amostra, marcação das amostras,
) e análise das
na região da solda e
Corpo de prova (região da solda e zona de calor afetada)
, as amostras foram lixadas várias vezes com lixas
cada vez mais finas, passando pelas lixas 220, 320, 400 e 600, utilizando uma
) sempre mudando de direção (90º)
traços da lixa anterior.

45
Figura 28 - Aparelho utilizado para lixar os corpos de prova
Figura 29 - Representação esquemática do método de lixamento
Após cada estágio de preparação, foram efetuados os processos de limpeza
e secagem das amostras.
Feito isto, outra etapa muito importante é a de polimento, necessária para a
obtenção de uma superfície sem riscos (conf. Figura 30) e assim obter uma imagem
clara no microscópio. Nesta etapa as amostras foram polidas utilizando o mesmo
aparelho utilizado no processo de lixamento, mas agora no lugar da lixa utilizou-se
um pano de polimento e um agente polidor Alumina que é o agente polidor
convensional.

46
Figura 30 – Amostra analisada
O ataque químico (figura 31), foi realizado utilizando os reagentes (conforme
tabela 1), antes de se observar as amostras no microscópio, pois consiste em um
ataque na superfície da amostra necessária para que se revele a microestrutura dos
materiais, conforme figura 32.
Figura 31 – Ataque químico

47
Figura 32 – Amostra após o ataque químico
3.4.3 Micro ataque:
Tabela 1 – Tabela de micro ataques de aços
Reagente Composição Método de aplicação Materiais indicados
Nital
3ml HNO3+97ml Álcool
Etílico
Imersão Aços Carbono em geral
Marble 4g CuSO4 + 20ml HCl +
20ml H2O Imersão ou esfregar
Aços Inox, Austeníticos
End. Precipitação (AISI
660)
Por último, as amostras foram analisadas com o auxilio do microscópio
Olympus BH2-UMA (figura 33), na qual foram revelados a microestrutura e o
comportamento do material após as etapas anteriores, como a zona de fusão e os
pontos de união dos materiais.
48
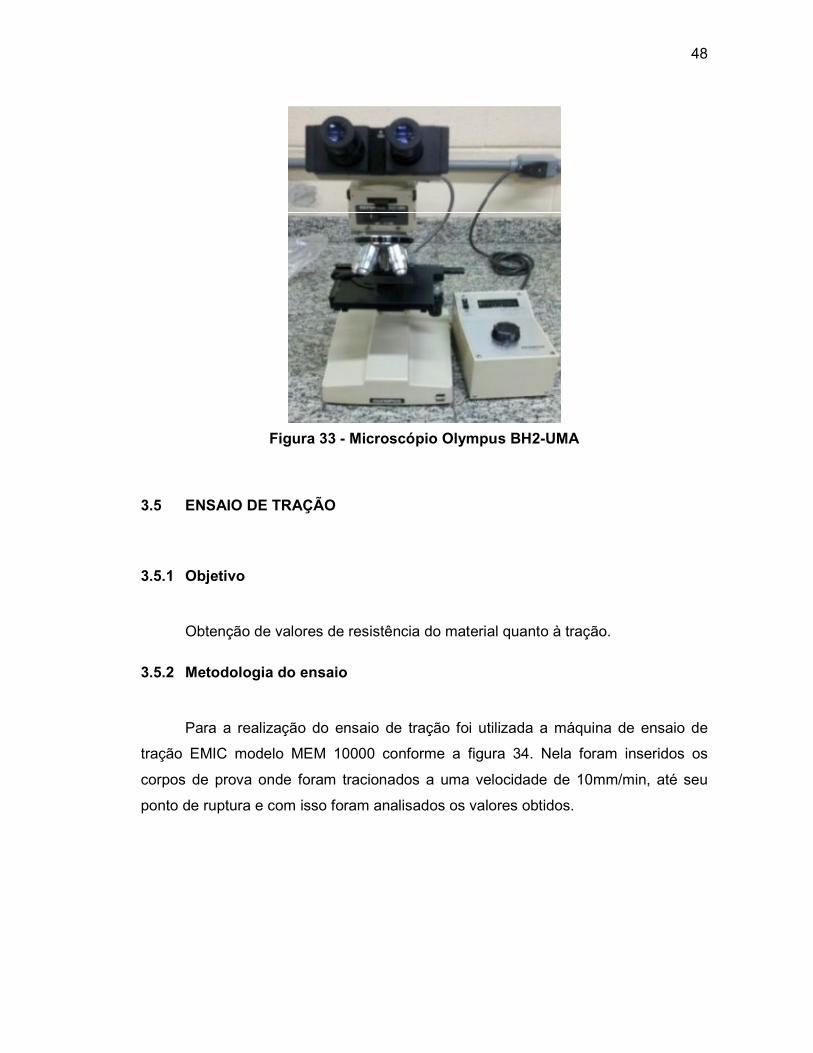
Figura 33 - Microscópio Olympus BH2-UMA
3.5 ENSAIO DE TRAÇÃO
3.5.1 Objetivo
Obtenção de valores de resistência do material quanto à tração.
3.5.2 Metodologia do ensaio
Para a realização do ensaio de tração foi utilizada a máquina de ensaio de
tração EMIC modelo MEM 10000 conforme a figura 34. Nela foram inseridos os
corpos de prova onde foram tracionados a uma velocidade de 10mm/min, até seu
ponto de ruptura e com isso foram analisados os valores obtidos.

49
Figura 34 - Máquina de ensaio de tração
Figura 35 - Painel da máquina de ensaio

Figura 36
36 – Corpo de prova fixado nas garras
50
51
4 RESULTADOS
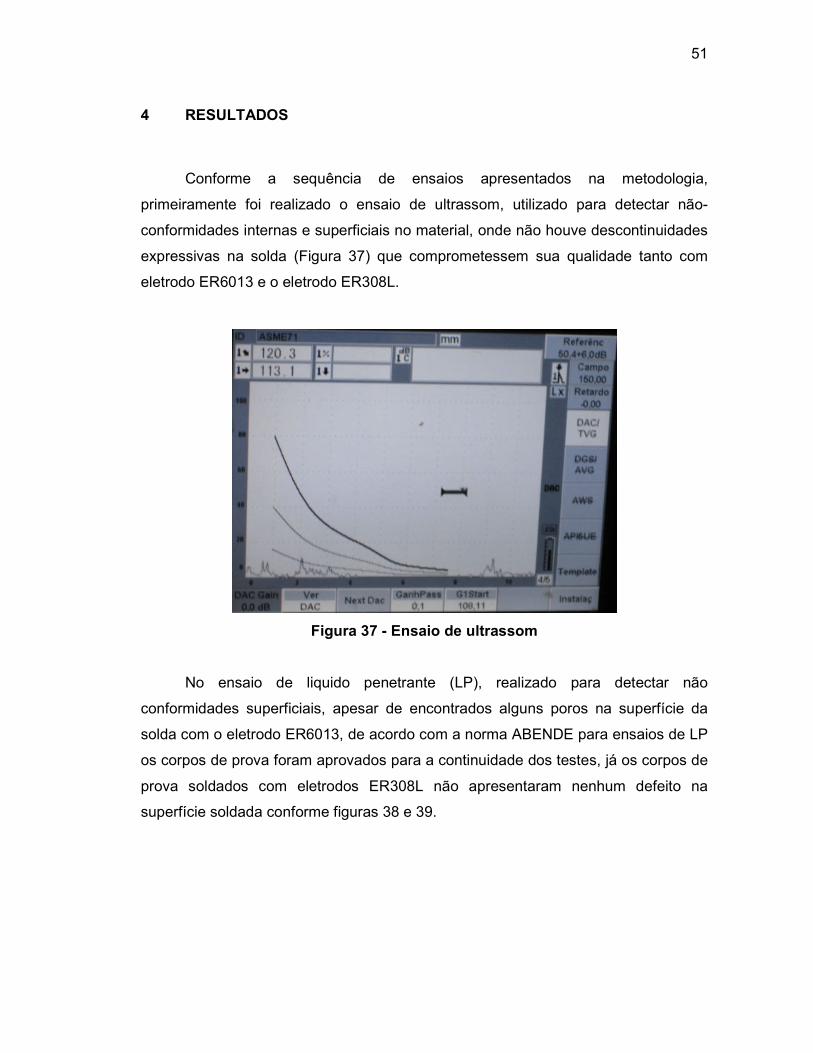
Conforme a sequência de ensaios apresentados na metodologia,
primeiramente foi realizado o ensaio de ultrassom, utilizado para detectar não-
conformidades internas e superficiais no material, onde não houve descontinuidades
expressivas na solda (Figura 37) que comprometessem sua qualidade tanto com
eletrodo ER6013 e o eletrodo ER308L.
Figura 37 - Ensaio de ultrassom
No ensaio de liquido penetrante (LP), realizado para detectar não
conformidades superficiais, apesar de encontrados alguns poros na superfície da
solda com o eletrodo ER6013, de acordo com a norma ABENDE para ensaios de LP
os corpos de prova foram aprovados para a continuidade dos testes, já os corpos de
prova soldados com eletrodos ER308L não apresentaram nenhum defeito na
superfície soldada conforme figuras 38 e 39.

52
Figura 38 - LP revelado ER6013
Figura 39 - LP revelado ER308L
Com o ensaio metalográfico, pôde-se observar a perfeita fusão dos materiais
de base e material depositado.
Nas figuras 41, 43 e 45, foi observado a microestrutura no corpo de prova
soldado com eletrodo ER6013. Nas figuras 42, 44, e 46, foi observado a

53
microestrutura no corpo de prova soldado com eletrodo ER 308L, em que os pontos
verificados estão demonstrados na figura 40 com aproximação de 200x.
Figura 40 - Pontos observados no ensaio metalográfico (ER6013 e ER308L)

54
Figura 41 - 200x, eletrodo ER6013 no ponto 1
Figura 42 - 200x, eletrodo ER308L no ponto 1
ER308L
SAE 1020
ER6013
SAE1020

55
Figura 43 - 200x, eletrodo ER 6013 no ponto 2
Figura 44 - 200x, eletrodo ER308L no ponto 2
56
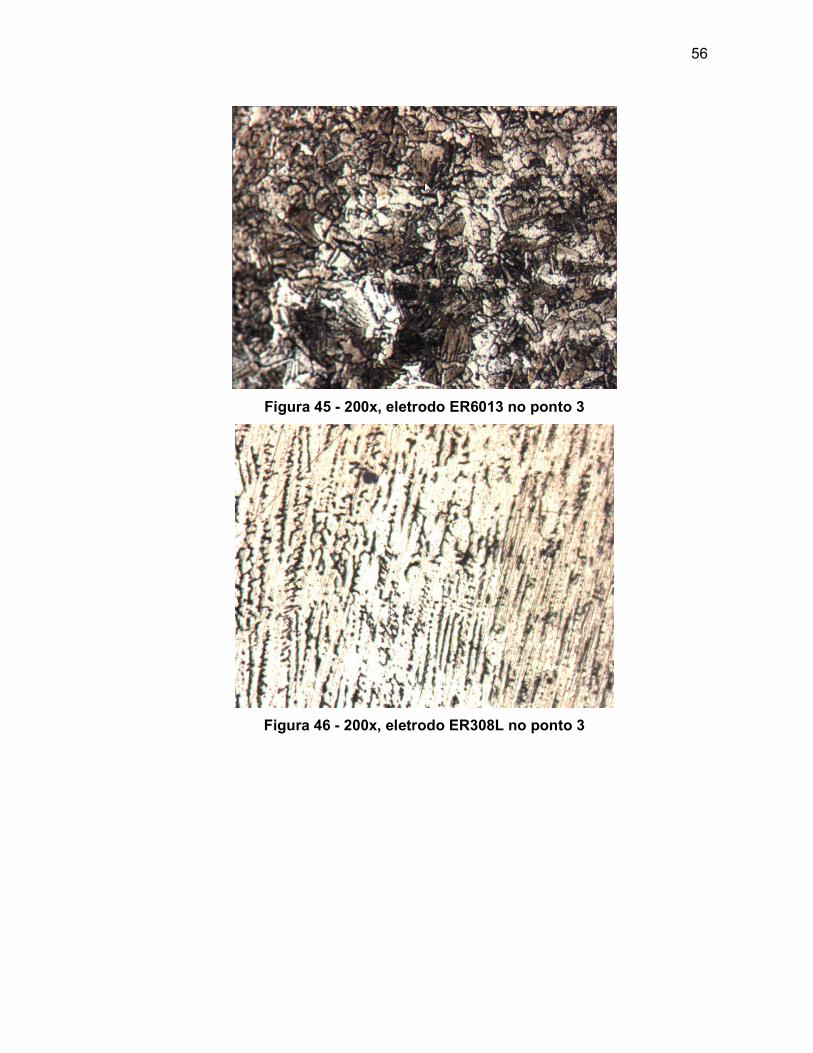
Figura 45 - 200x, eletrodo ER6013 no ponto 3
Figura 46 - 200x, eletrodo ER308L no ponto 3

57
Pode ser observado nas figuras acima, a microestrutura do ER6013 e
ER308L, em que o tamanho de grãos do ER6013 é maior que do ER308L, sendo
que este aumento torna a solda fragilizada diminuindo sua resistência mecânica. Por
isso observa-se uma melhor microestrutura no Inox na região da solda.
O último ensaio realizado foi o de tração, no qual apresentou os seguintes
resultados:
Tabela 2 – Ensaios de Tração

58
Gerando os seguintes gráficos:
Figura 47 - Ensaio com ER6013.

59
Figura 48 - Ensaio com ER308L.
Como pode ser observado no gráfico de tensão X deformação de ambos os
materiais, a tensão de escoamento do material foi bastante similar. Contudo, pode
ser visto que pelos resultados obtidos de alongamento, que houve maior deformação
no ensaio com ER308L. Isso ocorre por conta da ductibilidade e conformabilidade do
material.
Nos ensaios de tração com o ER6013, as rupturas dos corpos de prova
aconteceram na solda, enquanto que nos corpos de prova com ER308L a ruptura se
deu no metal de base.

60
5 CONCLUSÃO
Conforme os resultados apresentados, concluiu-se que ao utilizar o eletrodo
ER308L para soldagem com aço SAE1020, obteve-se uma boa fusão entre os
materiais no qual não apresentou problemas de estruturas físicas em que
comprometeria sua resistência mecânica.
Como pode ser observado nos ensaios realizados, todos os resultados
obtidos ao utilizar o eletrodo ER308L apresentou similaridade com o resultado do
eletrodo ER6013. Deve ser ressaltado apenas o teste de tração em que houve um
maior deslocamento quando foi utilizado o inox, entretanto os valores de tensão para
ambos os materiais foram bem próximos.
Sendo assim, conclui-se que a substituição do aço carbono por inox, como é
feita eventualmente na indústria, não compromete a solda ou a estrutura soldada, na
qual a única desvantagem em utilizar este tipo de consumível seria de caráter
econômico, uma vez que o custo eletrodo ER308L é maior que o ER6013 indicado
para este tipo de processo.

61
6 REFERÊNCIAS BIBLIOGRÁFICAS
ANDREUCCI, Ricardo. A Radiologia Industrial. 5ª ed., Editora ABENDE, São
Paulo, 2002.
BENARDO, Gareis. A soldagem, simples como ela é. Recife: SACTES, 1994.
COLPAERT, Hubertus. Metalografia dos produtos siderúrgicos comuns. 3ª ed.,
Editora Edgarg Blücher Ltda, São Paulo, 1969.
FORTES, Cleber. Metalurgia da soldagem. ESAB, 2004.
MARQUES, P. V.; MODENESI, P. J.; BRACARENCE, A. Q. Soldagem:
fundamentos e tecnologia. 2ª ed. revista e ampliada. Belo Horizonte: Editora
UFMG, 2007.
RUIZ, Eliana M. S. D., Manual de normalização de trabalhos acadêmicos /
Eliana Maria Severino Donaio Ruiz. Editora Universitária São Francisco, 2010.
SILVA, Luiz E. Líquido Penetrante. Editora ABENDE, São Paulo, 2005.
SOLDAGEM por eletrodos revestidos nível I. Apostila Aracaju: SENAI-SE, 2008.
VIEIRA, João AP. Estudo e Aplicação de Ensaios Não Destrutivos -Líquidos
penetrantes, Ultra sons, Radiografia digital -Técnica tangencial medição de
espessuras [dissertação de mestrado]. Porto: Faculdade de Engenharia da
Universidade do Porto FEUP; 2013.
WAINER, E.; BRANDI, S. D..; MELLO, F. D. H. Soldagem: Processos e
metalurgia. São Paulo: Editora Edgard Blücher Ltda., 1992.