universidade estadual paulista “jÚlio de mesquita … · 4.3.2 fluxograma de operação ... como...
TRANSCRIPT

Sorocaba
2014
UNIVERSIDADE ESTADUAL PAULISTA “JÚLIO DE MESQUITA FILHO”
Campus de Sorocaba
RICARDO MARTINS SANTOS
CONTROLE CASCATA E SUPERVISÃO APLICADA A CONTROLE DE NÍVEL EM
PLANTA DIDÁTICA DE PROCESSOS
UNIVERSIDADE ESTADUAL PAULISTA “JÚLIO DE MESQUITA FILHO”
Campus de Sorocaba
RICARDO MARTINS SANTOS
CONTROLE CASCATA E SUPERVISÃO APLICADA A CONTROLE DE NÍVEL EM
PLANTA DIDÁTICA DE PROCESSOS
Trabalho de Conclusão de Curso apresentado ao
Campus Experimental de Sorocaba, Universidade
Estadual Paulista (UNESP), como parte dos
requisitos para obtenção do grau de Bacharel em
Engenharia de Controle e Automação.
Orientador: Prof. Dr. Galdenoro Botura Jr
Coorientador: Prof. Dr. Eduardo Paciência Godoy
Ficha catalográfica elaborada pela Biblioteca da Unesp – Campus Experimental de
Sorocaba
Santos, Ricardo Martins.
Controle cascata e supervisão aplicada a controle
de nível em planta didática de processos / Ricardo
Martins Santos, 2014
92 f. : il.
Orientador: Galdenoro Botura Jr
Coorientador: Eduardo Paciência Godoy
Trabalho de Conclusão de Curso (Graduação)–
Universidade Estadual Paulista. Campus Experimental de
Sorocaba, Sorocaba, 2014
1. Controle cascata. 2. Controle de processo.
3. Sistema supervisório. I. Universidade Estadual
Paulista. Campus Experimental de Sorocaba. II. Título.
CONTROLE CASCATA E SUPERVISÃO APLICADA A CONTROLE DE NÍVEL EM
PLANTA DIDÁTICA DE PROCESSOS
RICARDO MARTINS SANTOS
ESTE TRABALHO DE GRADUAÇÃO FOI JULGADO ADEQUADO
COMO PARTE DO REQUISITO PARA A OBTENÇÃO DO GRAU DE
BACHAREL EM ENGENHARIA DE CONTROLE E AUTOMAÇÃO.
APROVADO EM SUA FORMA FINAL PELO CONSELHO DE CURSO DE
GRADUAÇÃO EM ENGENHARIA DE CONTROLE E AUTOMAÇÃO.
Prof. Dr. Flávio Alessandro Serrão
Coordenador
BANCA EXAMINADORA:
Prof. Dr. Galdenoro Botura Jr
Orientador/UNESP-Campus de Sorocaba
Prof. Dr. Eduardo Paciência Godoy
Coorientador/UNESP-Campus de Sorocaba
Prof. Dr. Everson Martins
UNESP-Campus de Sorocaba

Dedico este trabalho à minha mãe que sempre
lutou para proporcionar a seus filhos as
felicidades que a vida não lhe propiciou.
AGRADECIMENTOS
Aos meus familiares pelo apoio e confiança em mim depositados sempre.
Aos meus amigos que sempre me apoiaram em minhas aventuras e pelo carinho e
companheirismo nas boas e más fases. Em especial a Elsio Jr, Murilo e Tiago (Guto) por
fazerem efetivamente parte de minha vida como exímios companheiros durante essa longa
jornada.
Ao meu orientador e coorientador por aceitarem fazer parte desta etapa em minha vida
acadêmica e pelos valiosos conselhos profissionais.
A instituição UNESP por me acolher como integrante de seu universo e me
proporcionar aventuras e conhecimentos jamais possíveis sem seu apoio acadêmico e
financeiro. E por me guiar rumo a uma carreira e futuro antes inimagináveis.
Aos meus colegas e amigos de trabalho da Emerson pelo apoio e exemplo profissional
em meus primeiros passos na vida profissional.

“Veni, vidi, vici.”
Júlio César
RESUMO
Objetivando-se um melhor desempenho ao controle de nível da estação PCS Compact
Workstation do Laboratório de Controle da UNESP de Sorocaba, este trabalho propõe uma
abordagem integrada de controladores Proporcional-Integral-Derivativo (PID) a uma estrutura
mais complexa de controle cujo intuito é mitigar desvios e erro integral da resposta a
distúrbios espúrios do processo. A técnica empregada, denominada Controle Cascata, se
mostrou de fácil implementação e proporcionou eliminação de distúrbios da entrada do
processo, sem a necessidade de um modelo destes, e um ótimo desempenho na regulação da
variável manipulada. O processo controlado foi possível através de duas malhas de controle:
Malha Escrava, cuja variável controlada de fluxo possui dinâmica rápida o que proporcionou
eficácia na eliminação de distúrbios e; Malha Mestre, cuja variável controlada de tensão na
bomba tornou possível a regulação do nível de água no tanque. Adicionalmente, foi
implementado um sistema online de auto-tuning dos controladores Mestre-Escravo no próprio
sistema supervisório desenvolvido para automatizar e controlar a planta didática, processo
alvo de controle deste trabalho. De modo a corroborar as vantagens da estratégia de Controle
Cascata um controlador PI convencional foi utilizado como padrão de confronto, uma vez que
este é amplamente utilizado e difundido na indústria. Nesta estratégia, as medidas corretivas
aplicadas pelo controlador apenas surgiram efeito quando o erro atingiu o patamar de 3%. Isso
demonstrou que tal estratégia não se aplica a processos com alta rejeição a erros ou distúrbios.
Em contrapartida, no Controle Cascata não foi observada nenhuma oscilação da variável
controlada de nível quando aplicado o mesmo distúrbio na variável de vazão.
PALAVRAS-CHAVE: Controle Cascata. Controle de Processo. Controle
Proporcional-Integral-Derivativo. Sistema Supervisório.

ABSTRACT
Aiming to better the performance of PCS Compact Workstation level control from
UNESP Sorocaba Control Laboratory, this paper proposes an integrated approach of
Proportional-Integral-Derivative controller (PID) to a more complex control structure in
order to mitigate deviations and integral error response of spurious disturbances of the
process. The technique, called Cascade Control, proved easy to implement and provided
elimination of disturbances of the entry process without the need for a model of such
disturbances, and a great performance in regulating the manipulated variable. The controlled
process was possible through two control loops: inner loop (Slave controller) whose
controlled variable flow has fast dynamics, which resulted in the effective elimination of
disturbances and; outer loop (Master controller) whose controlled variable voltage at the
pump made it possible to control the level in the tank. Additionally, it was implemented an
online auto-tuning system of Master-Slave controllers through the supervisory system that
was developed to automate and control the didactic plan that is the subject of this control
process work. In order to confirm the advantages of cascade control strategy, a conventional
PI controller was used as a standard for comparison since this is widely used and widespread
in industry. The corrective action for this strategy only took place when error reached 3%.
Thus, it cannot be applied in process with high error or disturbance rejection. On the other
hand no level oscillation was observed when the Cascade Controller was in action and the
same disturbance took place.
KEYWORDS: Cascade Control. Process Control. Proportional-Integral-Derivative
Control. Supervisory System.
LISTA DE ILUSTRAÇÕES
Figura 2.1 - Estrutura do Controlador Cascata da Máquina Síncrona. ........................... 19
Figura 2.2 - Ilustração do processo de soldagem por fricção. ......................................... 20
Figura 2.3 - Representação esquemática do sistema de Controle Cascata. ..................... 21
Figura 3.1 - Princípio de funcionamento de um controlador. ......................................... 23
Figura 3.2 - Sistema elementar de controle feedback. .................................................... 24
Figura 3.3 - Controlador Proporcional. ........................................................................... 25
Figura 3.4 - Resposta do Controlador PI ao degrau unitário. ......................................... 26
Figura 3.5 - Diagrama de blocos do PID paralelo. .......................................................... 28
Figura 3.6 - Resposta em malha aberta para diversas entradas. ...................................... 28
Figura 3.7 - Malha de controle cascata. .......................................................................... 29
Figura 3.8 - Comparação de resposta ao distúrbio na malha secundária. ....................... 30
Figura 3.9 - Comparação de resposta ao distúrbio na malha primária. ........................... 30
Figura 3.10 - Parametrização da resposta do processo. .................................................. 32
Figura 3.11 - Auto-tuning do controlador cascata. ......................................................... 33
Figura 3.12 - Estação de Automação de Processo – Compact Workstation. .................. 34
Figura 3.13 - Diagrama P&ID da Estação de Automação de Processos. ........................ 35
Figura 3.14 - Diagrama P&ID da Estação para o Controle Cascata. .............................. 36
Figura 3.15 - Foto de um CLP S7-300. ........................................................................... 36
Figura 3.16 - Exemplo de programa em linguagem Ladder. .......................................... 37
Figura 3.17 - Arquitetura de um Sistema de Controle. ................................................... 38
Figura 3.18 - Exemplo de tela de supervisão para mineração. ........................................ 39
Figura 4.1 - Esquemático da arquitetura de rede............................................................. 41
Figura 4.2 - Fluxograma da programação do CLP. ......................................................... 43
Figura 5.1 - Painel frontal da aplicação para análise da resposta da planta. ................... 44
Figura 5.2 - Resposta do Nível ao degrau de 6V, 1, 2 e 3V, respectivamente. ............... 45
Figura 5.3 - Resposta da Vazão aos degraus de 6, 1, 2 e 3V, respectivamente. ............. 45
Figura 5.4 - Resposta da Planta a um degrau de 1V. ...................................................... 46
Figura 5.5 - Resposta do Nível ao degrau de 1V, com referencial em 7V. .................... 47
Figura 5.6 - Resposta da Vazão ao degrau de 1V, com referencial em 7V. ................... 48
Figura 5.7 - Controlador Mestre-Escravo do CLP. ......................................................... 50
Figura 5.8 - Tela de Análise Gráfica e Sintonia. ............................................................. 51
Figura 5.9 - Interface de operação da Planta. .................................................................. 52
Figura 5.10 - Resposta da Planta a um degrau de 5V na bomba. .................................... 54
Figura 5.11 - Resposta da Vazão ao degrau de 5V na bomba. ....................................... 54
Figura 5.12 - Resposta da Planta a um degrau de 2,09 l/min. ......................................... 56
Figura 6.1 - Resposta de controle Mestre-Escravo sintonizado. ..................................... 59
Figura 6.2 - Resposta ao distúrbio controlador PI........................................................... 60
Figura 6.3 - Resposta ao distúrbio controlador Mestre-Escravo. .................................... 61
Figura 6.4 - Supervisório - distúrbio controlador Mestre-Escravo. ................................ 61
LISTA DE TABELAS
Tabela 3.1 - Parâmetros do controlador PID. .................................................................. 32
Tabela 5.1 - Parâmetros dos controladores sintonizados. ............................................... 57
Tabela 6.1 - Parâmetros da sintonia pelo método Ziegler-Nichols. ................................ 58
Tabela 6.2 - Parâmetros finais dos controladores sintonizados da planta. ...................... 59

LISTA DE ABREVIATURAS E SIGLAS
CLP – Controlador Lógico Programável.
SDCD – Sistema Digital de Controle Distribuído.
P – Controlador Proporcional.
PI – Controlador Proporcional-Integral.
PID – Controlador Proporcional-Integral-Derivativo.
Kp – Constante Proporcional.
Ki – Constante Integral.
Kd – Constante Derivativa.
SP – Setpoint.
MV – Manipulated Variable.
CV – Controlled Variable.
PV – Process Variable.
DV – Disturbance Variable.
SCADA – Supervisory Control and Data Acquisition.
OPC – OLE for Process Control.
IHM – Interface Homem-Máquina.
FT – Função de Transferência.
P&ID – Piping and Instrumentation Diagram.
LIC – Level Indicator Controller.
FIC – Flow Indicator Controller.
SSC – Sistema de Supervisão e Controle.
DCS – Distributed Control System.
MPI – Message Passing Interface.
OB – Organization Block.
FB – Function Block.
SUMÁRIO
1 INTRODUÇÃO E JUSTIFICATIVA ............................................................................ 16
1.1 INTRODUÇÃO ............................................................................................................... 16
1.2 JUSTIFICATIVA E OBJETIVOS .................................................................................. 17
2 REVISÃO BIBLIOGRÁFICA ....................................................................................... 18
3 CONCEITUAÇÃO .......................................................................................................... 22
3.1 CONTROLE DE PROCESSOS ...................................................................................... 22
3.2 CONTROLE CONVENCIONAL ................................................................................... 23
3.3 CONTROLE CASCATA ................................................................................................ 29
3.4 SINTONIA DE CONTROLADORES PID .................................................................... 31
3.5 SINTONIA DE CONTROLADORES CASCATA ........................................................ 33
3.6 ESTAÇÃO DE PROCESSOS INDUSTRIAIS – P&ID ................................................. 33
3.7 CONTROLADOR LÓGICO PROGRAMÁVEL ........................................................... 36
3.8 PLATAFORMA DE SUPERVISÃO E CONTROLE .................................................... 38
4 METODOLOGIA ............................................................................................................ 40
4.1 COMPONENTES DE SOFTWARE ............................................................................... 40
4.2 COMPONETES DE HARDWARE ................................................................................ 40
4.3 PROCEDIMENTOS ....................................................................................................... 41
4.3.1 Arquitetura de Rede ................................................................................................... 41
4.3.2 Fluxograma de Operação ........................................................................................... 42
5 DESENVOLVIMENTO .................................................................................................. 44
5.1 ESTUDO DA RESPOSTA TEMPORAL DA PLANTA ............................................... 44
5.2 PROGRAMAÇÃO DO CLP ........................................................................................... 49
5.3 PROGRAMAÇÃO DO SISTEMA SUPERVISÓRIO ................................................... 51
5.4 SINTONIA DOS CONTROLADORES ......................................................................... 53
5.4.1 Sintonia do Controlador Escravo .............................................................................. 53
5.4.2 Sintonia do Controlador Mestre ................................................................................ 55

5.4.3 Parâmetros dos Controladores .................................................................................. 57
6 RESULTADOS ................................................................................................................ 58
6.1 ESTADO SEGURO DA PLANTA ................................................................................. 58
6.2 SINTONIA DOS CONTROLADORES ......................................................................... 58
6.3 GRÁFICOS DO CONTROLE ........................................................................................ 59
7 CONCLUSÕES ................................................................................................................ 62
REFERÊNCIAS ................................................................................................................... 64
ANEXO 1 – COMPONENTES DE SOFTWARE E HARDWARE ................................ 66
APÊNDICE A – APLICAÇÃO LABVIEW ....................................................................... 77
APÊNDICE B – PROGRAMAÇÃO DO CLP ................................................................... 81
16
1 INTRODUÇÃO E JUSTIFICATIVA
1.1 INTRODUÇÃO
A utilização de técnicas de controle capazes de dominar e corrigir todos os problemas
de um processo específico é almejado por empresas cujos processos são automatizados. As
técnicas clássicas de controle conseguem prover soluções para problemas atuais da indústria
como o controle de temperatura no forno de carga da torre de destilação atmosférica da
Refinaria REVAP, sendo a utilização de controladores feedback clássicos, tais como PIDs,
bastante expressiva. (SILVA, 2009)
Entretanto, com o aumento da complexidade dos processos, muitos pontos, como a
complexidade do processo em refinarias como a REVAP, foram observados e descobertos
como passíveis de melhoria para aumentar a eficiência da uma planta, sendo eles diretamente
relacionados às variáveis do processo. (SILVA, 2009)
A partir da década de 1990, com o início da utilização em larga escala do Sistema
Digital de Controle Distribuído (SDCD), muitas técnicas de controle, como o próprio controle
feedback, desenvolvidas durante as décadas anteriores começaram a ser utilizadas em maior
escala, em grande parte pela maior flexibilidade que um sistema digital proporciona ao
desenvolvedor. (OLIVEIRA, 1999)
Ainda, muitos processos, como o apresentado neste trabalho, não respondem de forma
tão boa ao controle clássico devido a distúrbios, perdas e irregularidades de processo. O
controle feedback convencional apenas toma ações corretivas às perturbações somente após a
variável controlada se desviar do setpoint, isso pode trazer problemas à dinâmica e ao controle
do processo. Portanto, uma alternativa se faz necessária objetivando-se um controle mais
eficiente de tais processos.
O controle cascata apresenta-se como uma alternativa ao controle feedback
convencional, podendo melhorar consideravelmente a resposta dinâmica aos distúrbios do
processo. Esta estratégia de controle é amplamente utilizada em processos industriais e é
particularmente útil quando os distúrbios estão associados à variável manipulada ou quando o
elemento final de controle apresenta comportamento não linear. (SEBORG, et al., 2003)
17
1.2 JUSTIFICATIVA E OBJETIVOS
A utilização de métodos clássicos de controle, baseado em controladores PIDs, nem
sempre atendem a todos os requisitos necessários ao controle de uma planta industrial.
Portanto, a utilização de técnicas avançadas de controle se faz necessária por se tratar de uma
forma mais eficaz na resolução de problemas mais complexos. (OGATA, 2003)
Como exemplo tem-se o controle de nível em um sistema onde é necessária a
compensação de dinâmicas indesejadas inerentes ao processo, tais como não linearidade na
vazão de saída devido à variação da coluna de água no tanque, ou de distúrbios como
alteração na abertura de escapes do líquido ao longo da tubulação. Esta problemática é muito
comum em sistemas de abastecimento de líquido compartilhado com várias outras linhas de
alimentação. A variação na quantidade de líquido sendo utilizada em cada linha do sistema
origina uma não linearidade na pressão do líquido e na taxa de alimentação do tanque
principal. (GODOY, 2013)
Tais situações serão abordadas neste trabalho de maneira a aprofundar os estudos acerca
da temática de controle de nível onde há não linearidade no sistema de abastecimento. Estes
estudos têm o intuito de solucionar um problema real utilizando-se de uma planta educacional
que, porém, simula perfeitamente a realidade.
Portanto, este trabalho consistirá na modelagem e projeto de um Sistema Supervisório
para configurar e sintonizar o Controlador Cascata o qual será programado no Controlador
Lógico Programável S7-300 (Siemens) para realizar o controle de nível da estação didática
“PCS Compact Workstation” (FESTO) disponível no Laboratório de Controle do Campus da
UNESP Sorocaba. Este equipamento é uma moderna estação de simulação de processos
industriais.
Através deste trabalho espera-se, também, obter resultados que, comparados com a
literatura acerca de estratégias clássicas de controle, justifiquem a utilização desta técnica para
processos similares a este.
Como complemento, será desenvolvida uma tela gráfica de interface (IHM) através do
Elipse E3 para supervisão do processo, de modo que este possa ser operado de forma
fidedigna à operação em uma planta industrial real.
18
2 REVISÃO BIBLIOGRÁFICA
Revisando-se a história industrial pôde-se averiguar que o primeiro controlador
automático constatado como aplicado na indústria foi o regulador centrífugo concebido por
James Watt. Tal regulador proporcionava o controle de velocidade das máquinas a vapor cuja
importância foi primordial na Revolução Industrial do século XVIII. (OGATA, 2003)
Por um longo período na história não se notou advento nessa área em específico.
Apenas por volta do início do século XX surgiram outros sistemas reguladores e
servomecanismos aplicados à máquina a vapor, a turbinas e a alguns processos simples.
A partir da década de 1950 o progresso do controle automático foi mais rápido. Isto
devido a maior disponibilidade no mercado de uma grande variedade de equipamentos de
medidas, transmissores, equipamento de regulação analógica (controle pneumático, elétrico e
eletrônico), atuadores (motores, válvulas, servomotores, turbinas, relés, etc), registradores,
indicadores, etc. (OLIVEIRA, 1999)
E, finalmente, com o advento do processamento digital e das tecnologias
computacionais das últimas décadas foi possível por em prática diversas estratégias e
conceitos de controle automático de processo com o auxílio de poderosos softwares e
compactos controladores digitais como microcontroladores, CLPs e os modernos SDCDs que
possuem ampla memória e alto poder de processamento e controle. (OLIVEIRA, 1999)
Geralmente, o controlador em sua forma generalista depende apenas do software, ou
seja, a lógica de controle é concebida dentro do software de configuração do controlador
físico (CLP, SDCD, etc), não há limitação quanto à quantidade de controladores, como
exemplo PIDs, utilizados em uma dada estratégia de controle. Sendo que a limitação está na
memória e capacidade de processamento do controlador físico.
Em vista destes presentes avanços, as estratégias de controle foram amplamente
estudadas de um ponto de vista prático. Sendo que algumas delas obtiveram amplo destaque
devido a suas respostas eficazes e eficientes na solução de problemas corriqueiros na
indústria. (ZIEGLER, et al., 1942)
O Controle Cascata é exatamente uma dessas eficientes estratégias. Tal abordagem
utiliza-se de dois controladores concatenados em sua formação básica. O custo de hardware
de controle é o mesmo de uma estratégia de controle convencional, custo este atrelado ao
CLP. Para o Controle Cascata é necessário gasto adicional com a instrumentação necessária à
malha escrava, sendo esta uma das únicas desvantagens desta estratégia de controle.
19
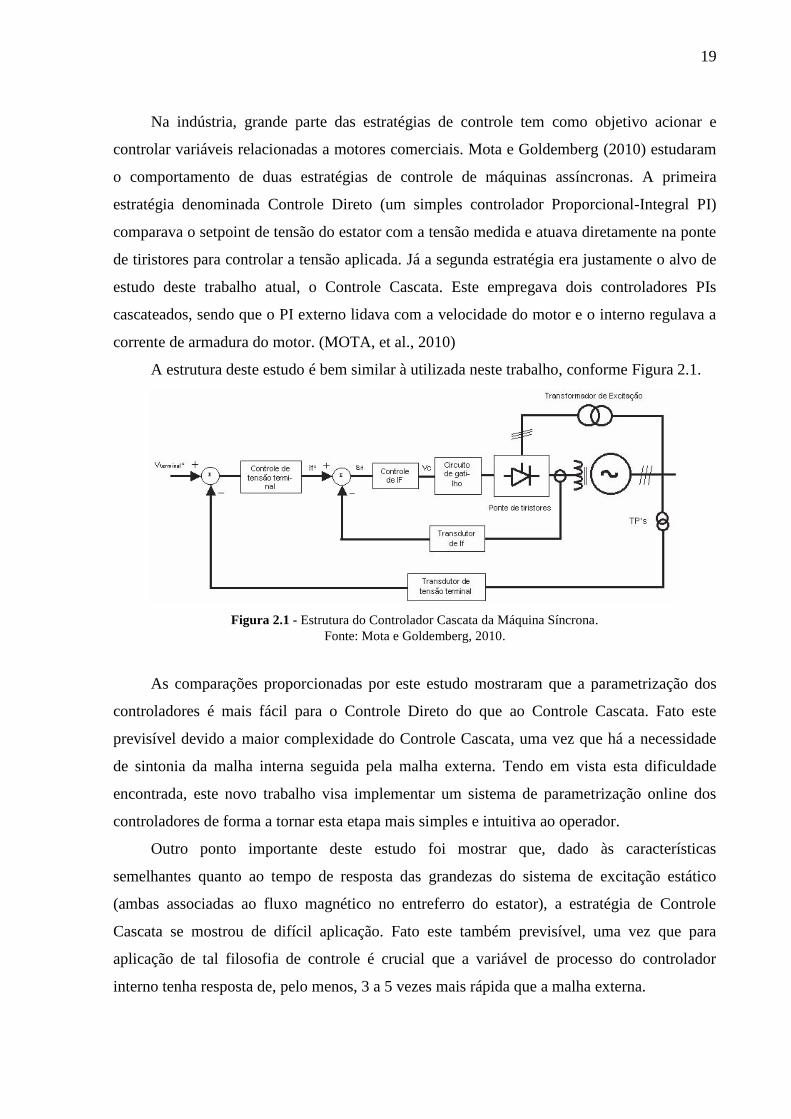
Na indústria, grande parte das estratégias de controle tem como objetivo acionar e
controlar variáveis relacionadas a motores comerciais. Mota e Goldemberg (2010) estudaram
o comportamento de duas estratégias de controle de máquinas assíncronas. A primeira
estratégia denominada Controle Direto (um simples controlador Proporcional-Integral PI)
comparava o setpoint de tensão do estator com a tensão medida e atuava diretamente na ponte
de tiristores para controlar a tensão aplicada. Já a segunda estratégia era justamente o alvo de
estudo deste trabalho atual, o Controle Cascata. Este empregava dois controladores PIs
cascateados, sendo que o PI externo lidava com a velocidade do motor e o interno regulava a
corrente de armadura do motor. (MOTA, et al., 2010)
A estrutura deste estudo é bem similar à utilizada neste trabalho, conforme Figura 2.1.
Figura 2.1 - Estrutura do Controlador Cascata da Máquina Síncrona.
Fonte: Mota e Goldemberg, 2010.
As comparações proporcionadas por este estudo mostraram que a parametrização dos
controladores é mais fácil para o Controle Direto do que ao Controle Cascata. Fato este
previsível devido a maior complexidade do Controle Cascata, uma vez que há a necessidade
de sintonia da malha interna seguida pela malha externa. Tendo em vista esta dificuldade
encontrada, este novo trabalho visa implementar um sistema de parametrização online dos
controladores de forma a tornar esta etapa mais simples e intuitiva ao operador.
Outro ponto importante deste estudo foi mostrar que, dado às características
semelhantes quanto ao tempo de resposta das grandezas do sistema de excitação estático
(ambas associadas ao fluxo magnético no entreferro do estator), a estratégia de Controle
Cascata se mostrou de difícil aplicação. Fato este também previsível, uma vez que para
aplicação de tal filosofia de controle é crucial que a variável de processo do controlador
interno tenha resposta de, pelo menos, 3 a 5 vezes mais rápida que a malha externa.
20
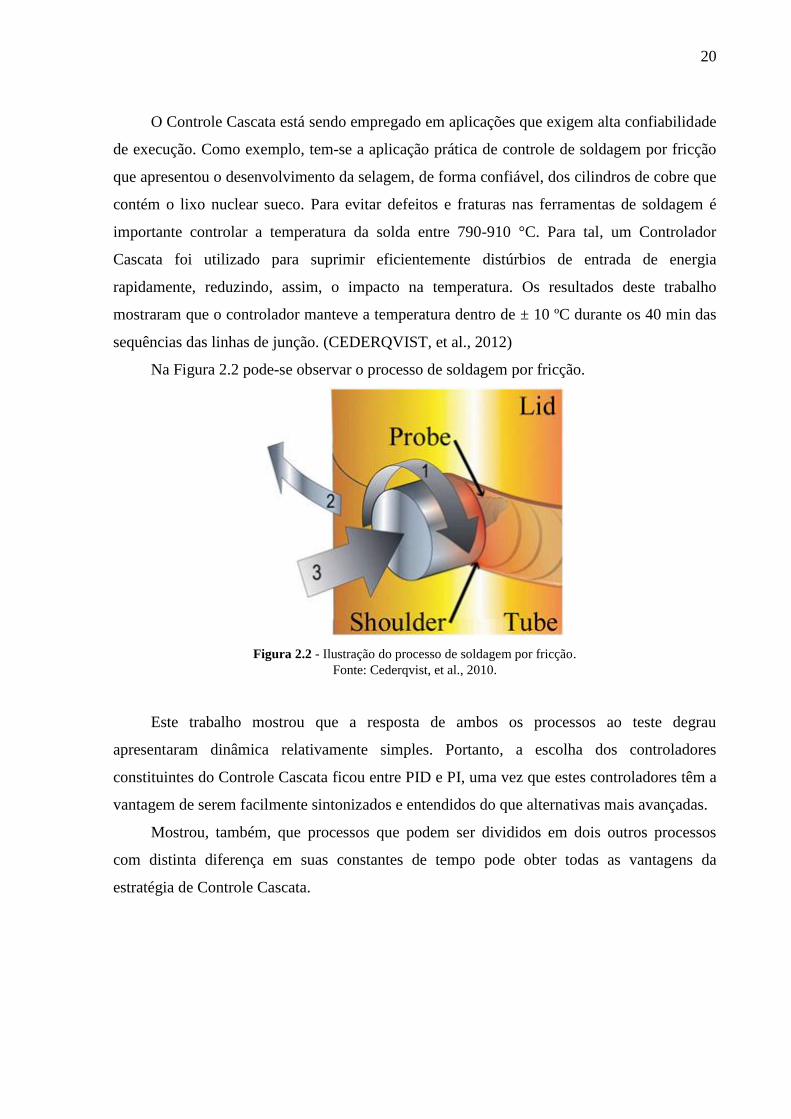
O Controle Cascata está sendo empregado em aplicações que exigem alta confiabilidade
de execução. Como exemplo, tem-se a aplicação prática de controle de soldagem por fricção
que apresentou o desenvolvimento da selagem, de forma confiável, dos cilindros de cobre que
contém o lixo nuclear sueco. Para evitar defeitos e fraturas nas ferramentas de soldagem é
importante controlar a temperatura da solda entre 790-910 °C. Para tal, um Controlador
Cascata foi utilizado para suprimir eficientemente distúrbios de entrada de energia
rapidamente, reduzindo, assim, o impacto na temperatura. Os resultados deste trabalho
mostraram que o controlador manteve a temperatura dentro de ± 10 ºC durante os 40 min das
sequências das linhas de junção. (CEDERQVIST, et al., 2012)
Na Figura 2.2 pode-se observar o processo de soldagem por fricção.
Figura 2.2 - Ilustração do processo de soldagem por fricção.
Fonte: Cederqvist, et al., 2010.
Este trabalho mostrou que a resposta de ambos os processos ao teste degrau
apresentaram dinâmica relativamente simples. Portanto, a escolha dos controladores
constituintes do Controle Cascata ficou entre PID e PI, uma vez que estes controladores têm a
vantagem de serem facilmente sintonizados e entendidos do que alternativas mais avançadas.
Mostrou, também, que processos que podem ser divididos em dois outros processos
com distinta diferença em suas constantes de tempo pode obter todas as vantagens da
estratégia de Controle Cascata.

21
É de grande importância conhecer o comportamento das diversas estratégias de controle
quando em conjunto com as arquiteturas de comunicação disponíveis no mercado, tais como
SCADA, OPC, CLP e internet. Este é justamente o trabalho de Sangeetha et al. (2012), que
apresenta um procedimento de validação experimental de um sistema de Controle Cascata
através das arquiteturas mais conhecidas e utilizadas industrialmente.
Assim, o desempenho e a eficácia das arquiteturas foram avaliados de forma individual
baseado na taxa de transmissão de dados, tempo de subida, tempo de pico e tempo de
estabilização do sistema de Controle Cascata, o qual é constituído pela combinação dos
processos de nível (processo primário) e vazão (processo secundário), conforme Figura 2.3.
Figura 2.3 - Representação esquemática do sistema de Controle Cascata.
Fonte: Sangeetha, et al., 2012.
Este trabalho validou esta estratégia de controle sobre a gama de arquiteturas propostas.
Vale ressaltar os resultados obtidos para CLP-SCADA que apresentaram rápido tempo de
estabilização e tempo de subida quando comparado a processos com SCADA apenas. Os
resultados provam que a interface CLP-SCADA auxiliou ao sistema obter um resultado mais
próximo às simulações. Outro importante resultado foi quanto à estrutura CLP-OPC que
propiciou mudança na taxa de dados, conforme desejado, mesmo em termos de milissegundos
ao passo que a taxa dados do CLP não pode ser alterada além de sua faixa. (SANGEETHA, et
al., 2012)
Os resultados apresentados mostram que a linha de pesquisa aqui proposta tem
fundamentação e segue uma linha de aplicação amplamente utilizada e continuamente
desenvolvida no âmbito de arquiteturas para controle e monitoramento online de processos
industriais.
22
3 CONCEITUAÇÃO
3.1 CONTROLE DE PROCESSOS
O objetivo principal do Controle de Processo é manter o processo nas condições de
operações desejadas, de forma eficiente e com segurança, satisfazendo requisitos ambientais e
de qualidade do produto. Em grande escala, plantas de processo integrado como refinarias de
petróleo ou plantas de etileno, milhares de variáveis de processo tais como composição,
pressão e temperatura são medidas e devem ser controladas. Afortunadamente, um grande
número de variáveis de processo usualmente pode ser manipulado com esse propósito.
Sistemas de controle feedback comparam medidas com seus valores desejados e, então,
ajustam as variáveis manipuladas adequadamente. (SEBORG, et al., 2003)
Algumas definições são necessárias para o entendimento de Controle de Processos.
Assim, seguem algumas das principais definições para uma melhor contextualização.
Processos. Operação natural de progresso contínuo ou um desenvolvimento
caracterizado por uma série de modificações graduais que se sucedem umas às outras de
modo relativamente estável, avançando em direção a determinado resultado ou objetivo; ou
uma operação contínua progressiva, artificial ou voluntária, que consiste em uma série de
ações ou movimentos controlados sistematicamente destinados a atingir determinados fins ou
resultados. (OGATA, 2003)
Para que o Processo possa ser controlado é necessário que o mesmo seja caracterizado
através da identificação de três importantes tipos de variáveis de processo.
Variáveis Controladas (do inglês CVs): são as variáveis do processo que são
controladas. O valor desejado de uma variável controlada é referenciado ao seu
setpoint, que é o valor desejado ao processo. (SEBORG, et al., 2003)
Variáveis Manipuladas (do inglês MVs): são as variáveis do processo que são
ajustadas com o intuito de manter as variáveis controladas no setpoint ou bem
próximas dele. (SEBORG, et al., 2003)
Variáveis de Distúrbio (do inglês DVs): são variáveis do processo que afetam as
variáveis controladas, porém não podem ser manipuladas. (SEBORG, et al.,
2003)
Planta. Também denominado de Sistema a Controlar, pode ser definida como sendo a
parte de um equipamento ou um conjunto de dispositivos de uma máquina que funcionam em
23
conjunto e cuja finalidade é desempenhar uma determinada operação. (OGATA, 2003) Nesse
trabalho a Planta é constituída de dois reservatórios de água interconectados por tubulações e
de dispositivos que medem e manipulam as variáveis de processo.
Sistema. Trata-se de uma combinação de dispositivos que operam em conjunto com a
finalidade de realizar uma ação e chegar ao um determinado objetivo. (OGATA, 2003)
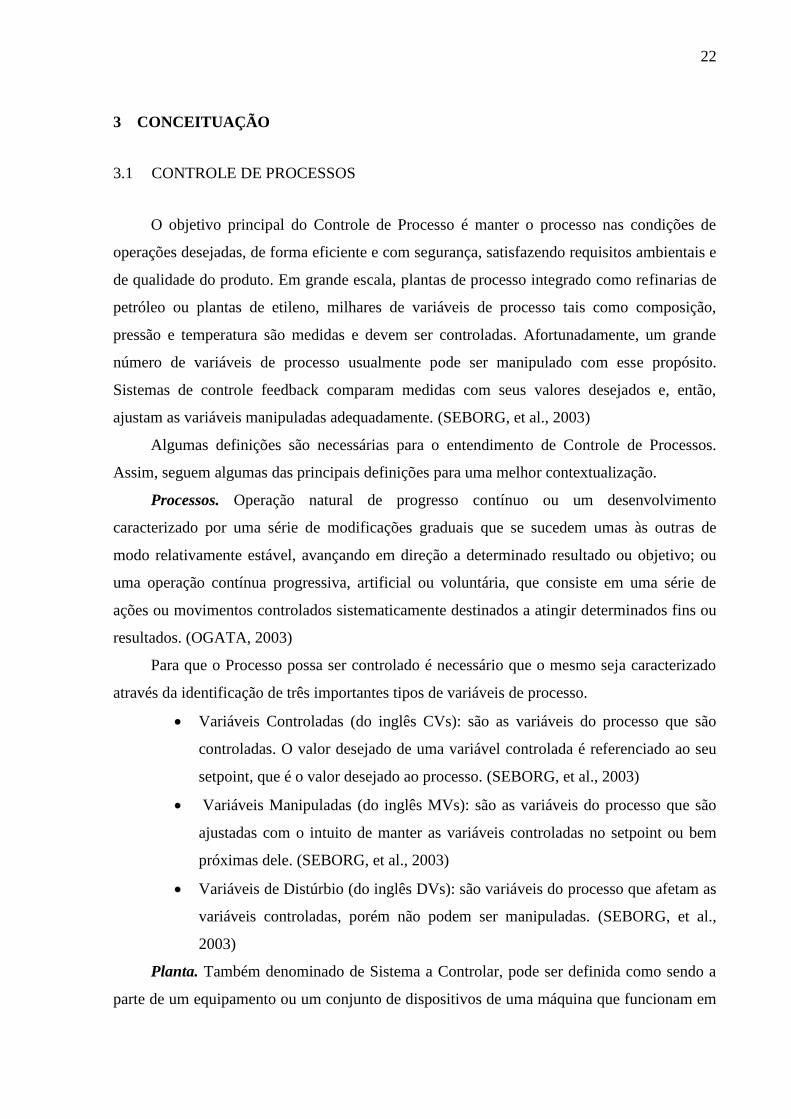
Controlador. O controlador tem a tarefa de manter a variável controlada o quão
próximo possível à variável de referência (setpoint). O controlador compara constantemente o
valor da variável controlada com o setpoint. A partir dessa comparação e da resposta de
controle (como o sistema controlado reage às mudanças da variável de entrada) o controlador
determina e altera o valor da variável manipulada. (BISCHOFF, et al., 1997)
A Figura 3.1 ilustra o funcionamento de um controlador.
Figura 3.1 - Princípio de funcionamento de um controlador.
Fonte: autoria própria.
3.2 CONTROLE CONVENCIONAL
A estratégia mais elementar de sistema de controle com feedback têm três componentes:
a planta (o alvo a ser controlado), um sensor para medir a saída da planta e um controlador
que gera a entrada da planta. Geralmente o atuador é incluído no bloco que representa a
planta. Para ilustrar os componentes de um sistema de controle feedback foi montado o
esquema da Figura 3.2.

24
Figura 3.2 - Sistema elementar de controle feedback.
Fonte: autoria própria.
De forma geral o sistema de controle deve satisfazer a uma variedade de objetivos de
desempenho para que o sistema seja controlado segundo os requisitos de controle do processo
em questão, muito embora seja possível resumi-los dizendo que a saída da planta deve se
aproximar, de forma preestabelecida, ao valor desejado (setpoint). Isto deve ser feito
considerando-se a presença de distúrbio, ruídos do sensor e incertezas da planta. (DOYLE, et
al., 1990)
A seguir serão considerados os três modos básicos de controle.
Controlador Proporcional
Como na estratégia de controle feedback o objetivo é minimizar o sinal de erro a zero,
temos:
( ) ( ) ( )
Sendo:
e(t) = sinal de erro;
ysp(t) = setpoint;
ym(t) = valor medido da variável de controle.
Embora a equação de erro sugira que o setpoint possa ser variante no tempo, na maioria
das aplicações na indústria esta se mantém constante ao longo do tempo. Uma aplicação típica
25
de setpoint variante no tempo é justamente o Controle Cascata, no qual o setpoint do
controlador escravo tem seu valor em constante alteração ao longo do tempo.
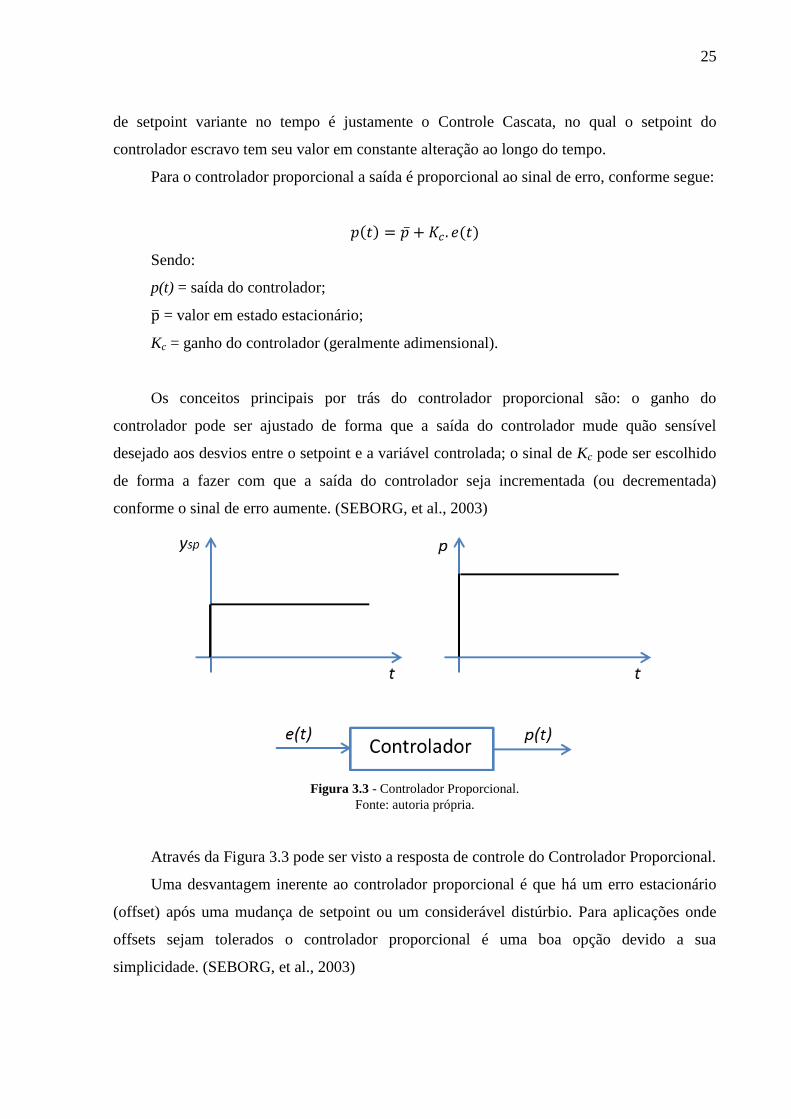
Para o controlador proporcional a saída é proporcional ao sinal de erro, conforme segue:
( ) ( )
Sendo:
p(t) = saída do controlador;
= valor em estado estacionário;
Kc = ganho do controlador (geralmente adimensional).
Os conceitos principais por trás do controlador proporcional são: o ganho do
controlador pode ser ajustado de forma que a saída do controlador mude quão sensível
desejado aos desvios entre o setpoint e a variável controlada; o sinal de Kc pode ser escolhido
de forma a fazer com que a saída do controlador seja incrementada (ou decrementada)
conforme o sinal de erro aumente. (SEBORG, et al., 2003)
Figura 3.3 - Controlador Proporcional.
Fonte: autoria própria.
Através da Figura 3.3 pode ser visto a resposta de controle do Controlador Proporcional.
Uma desvantagem inerente ao controlador proporcional é que há um erro estacionário
(offset) após uma mudança de setpoint ou um considerável distúrbio. Para aplicações onde
offsets sejam tolerados o controlador proporcional é uma boa opção devido a sua
simplicidade. (SEBORG, et al., 2003)
26
Controlador Integral
Para a ação do controlador integral a sua saída depende da integral do sinal de erro ao
longo do tempo, conforme segue:
( )
∫ ( )
Sendo τi um parâmetro definido como integral time ou reset time e pode ser ajustado
conforme a necessidade de controle.
O controlador integral sempre toma pequenas ações de controle enquanto o sinal de erro
persistir por determinado período de tempo. Essa característica faz com que este tipo de
controlador leve a saída da planta a um estado estacionário onde o offset e o erro estacionário
são nulos. Essa é uma das razões pela qual esse tipo de controlador é amplamente utilizado. O
controlador integral é normalmente utilizado em conjunto com o controlador proporcional, o
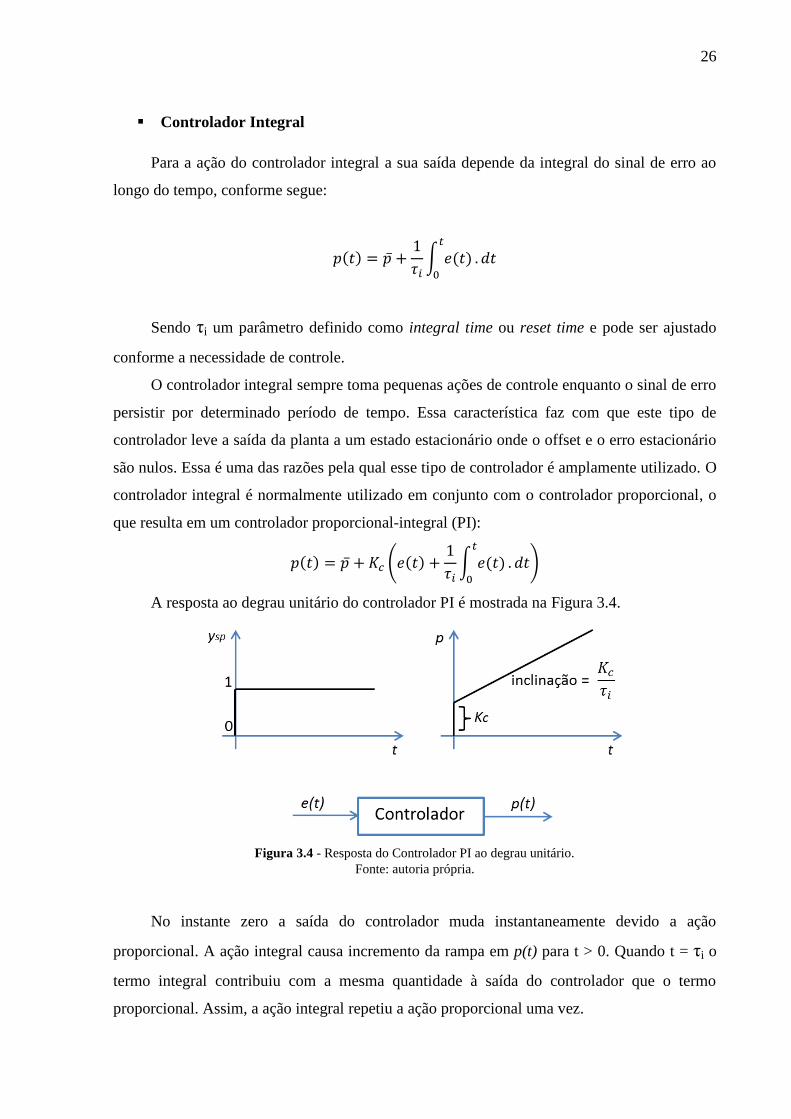
que resulta em um controlador proporcional-integral (PI):
( ) ( ( )
∫ ( )
)
A resposta ao degrau unitário do controlador PI é mostrada na Figura 3.4.
Figura 3.4 - Resposta do Controlador PI ao degrau unitário.
Fonte: autoria própria.
No instante zero a saída do controlador muda instantaneamente devido a ação
proporcional. A ação integral causa incremento da rampa em p(t) para t > 0. Quando t = τi o
termo integral contribuiu com a mesma quantidade à saída do controlador que o termo
proporcional. Assim, a ação integral repetiu a ação proporcional uma vez.

27
Uma desvantagem de usar ação integral é que tal ação tende a reproduzir respostas
oscilatórias da variável de processo e reduz a estabilidade do sistema de controle feedback.
(SEBORG, et al., 2003)
Controlador Derivativo
A função da ação de controle derivativo é antecipar o comportamento futuro do sinal de
erro através da taxa de mudança do mesmo. Para ação ideal derivativa, tem-se:
( ) ( )
A saída do controlador é igual ao valor nominal quando o erro é constante, portanto
ações derivativas nunca são usadas sozinhas.
Ações derivativas tendem a aumentar a dinâmica da resposta da variável controlada.
Porém, se a medida do processo for ruidosa a ação derivativa irá atuar de forma a amplificar o
ruído. (SEBORG, et al., 2003)
Controlador PID
A combinação dos três modos de controle vistos anteriormente dá origem a um dos
controladores mais utilizados atualmente, o controlador PID. Em sua forma mais comum, a
paralela, o algoritmo de controle que descreve tal estratégia é dado por:
( ) [ ( )
∫ ( )
( )
]
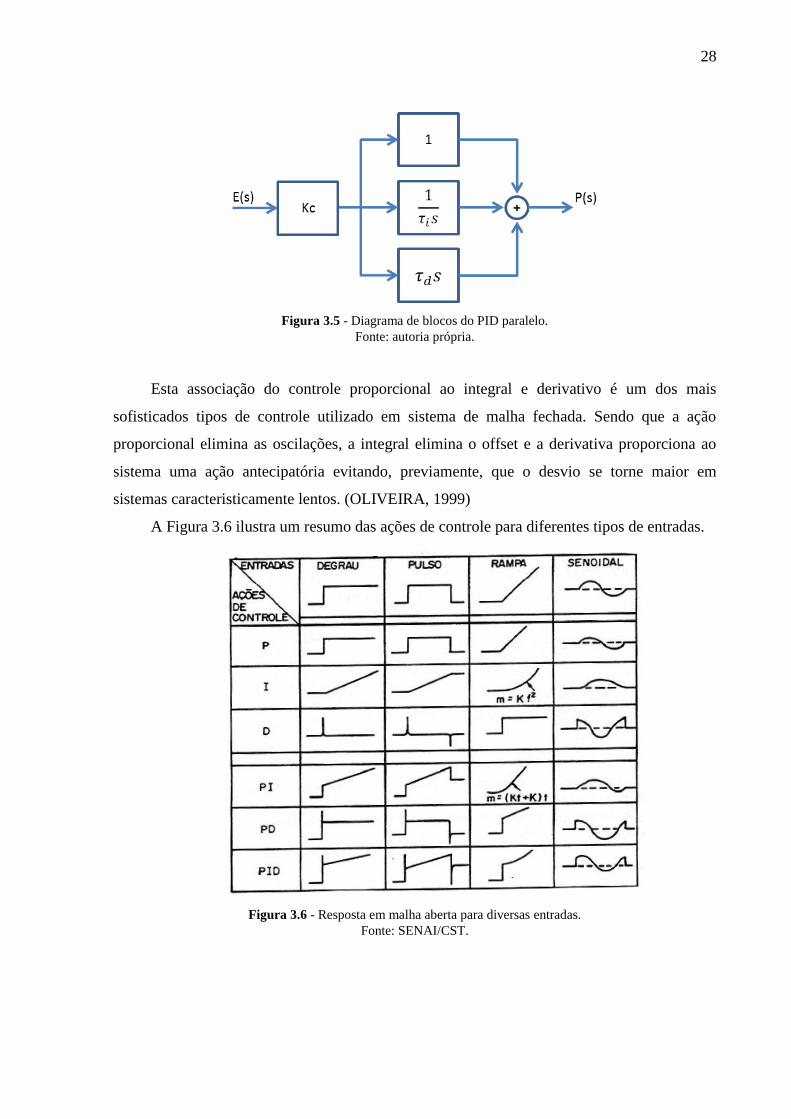
A Figura 3.5 ilustra que este controlador pode ser representado como três blocos de
controle operando em paralelo, sendo justamente esta a estrutura de PID disponível no CLP
utilizado neste trabalho.
28
Figura 3.5 - Diagrama de blocos do PID paralelo.
Fonte: autoria própria.
Esta associação do controle proporcional ao integral e derivativo é um dos mais
sofisticados tipos de controle utilizado em sistema de malha fechada. Sendo que a ação
proporcional elimina as oscilações, a integral elimina o offset e a derivativa proporciona ao
sistema uma ação antecipatória evitando, previamente, que o desvio se torne maior em
sistemas caracteristicamente lentos. (OLIVEIRA, 1999)
A Figura 3.6 ilustra um resumo das ações de controle para diferentes tipos de entradas.
Figura 3.6 - Resposta em malha aberta para diversas entradas.
Fonte: SENAI/CST.
29
3.3 CONTROLE CASCATA
Esta estratégia utiliza-se de dois pontos de medida do processo e dois controladores
convencionais por realimentação cascateados ou em sequência, sendo um mestre e o outro
escravo. O controlador escravo, utilizando-se do ponto secundário de medição, melhora
significantemente a resposta dinâmica do sistema aos distúrbios. Isto se dá devido ao
reconhecimento da perturbação antes da variável de controle ser afetada, embora não seja
necessário medir o distúrbio. Esta abordagem é amplamente utilizada em processos industriais
e muito útil quando os distúrbios estão associados à variável de controle ou quando o
elemento final de controle apresenta comportamento não linear.
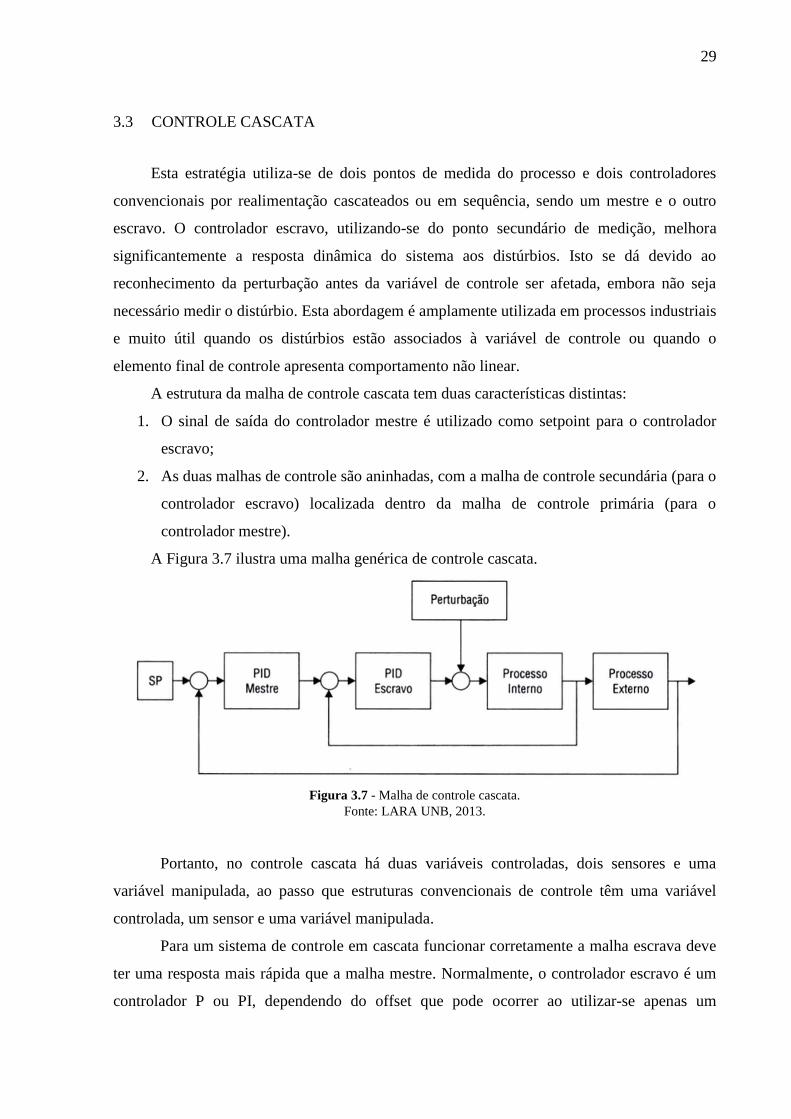
A estrutura da malha de controle cascata tem duas características distintas:
1. O sinal de saída do controlador mestre é utilizado como setpoint para o controlador
escravo;
2. As duas malhas de controle são aninhadas, com a malha de controle secundária (para o
controlador escravo) localizada dentro da malha de controle primária (para o
controlador mestre).
A Figura 3.7 ilustra uma malha genérica de controle cascata.
Figura 3.7 - Malha de controle cascata.
Fonte: LARA UNB, 2013.
Portanto, no controle cascata há duas variáveis controladas, dois sensores e uma
variável manipulada, ao passo que estruturas convencionais de controle têm uma variável
controlada, um sensor e uma variável manipulada.
Para um sistema de controle em cascata funcionar corretamente a malha escrava deve
ter uma resposta mais rápida que a malha mestre. Normalmente, o controlador escravo é um
controlador P ou PI, dependendo do offset que pode ocorrer ao utilizar-se apenas um
30
controlador proporcional. Pequenos offsets na malha escrava são tolerados, uma vez que a
malha primária fará sua compensação. Ações derivativas raramente são usadas na malha
escrava. O controlador mestre geralmente é um PI ou PID. (SEBORG, et al., 2003)
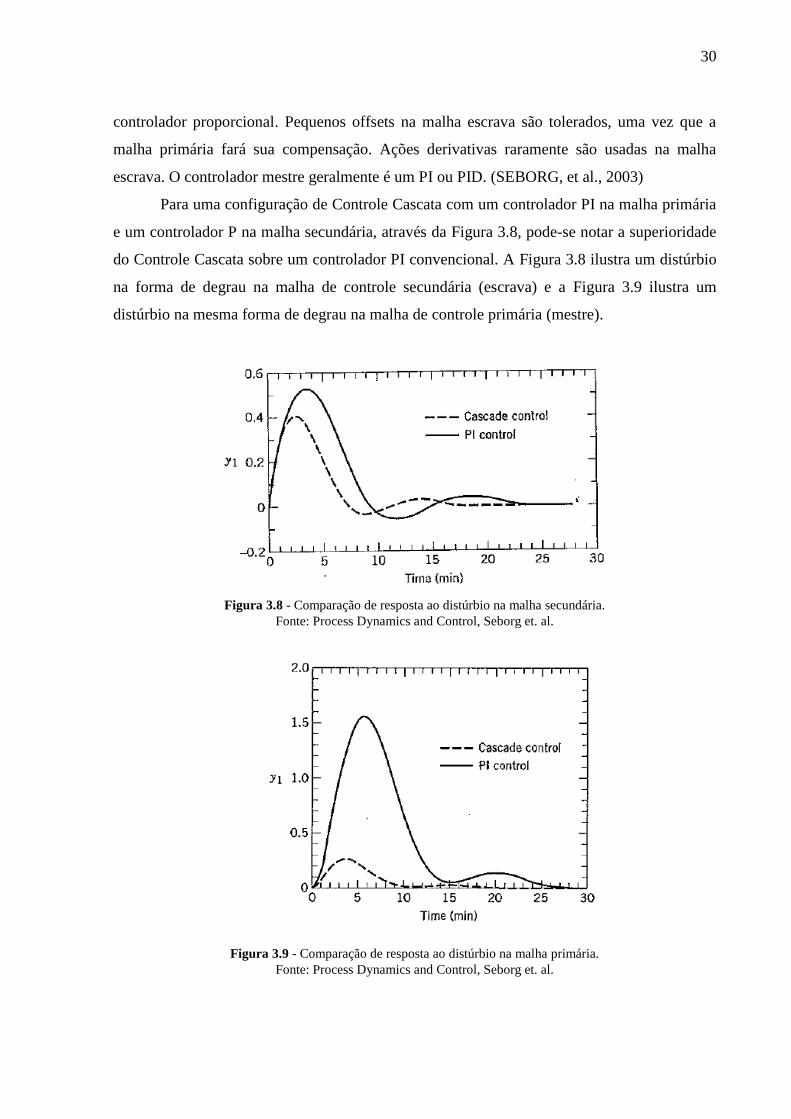
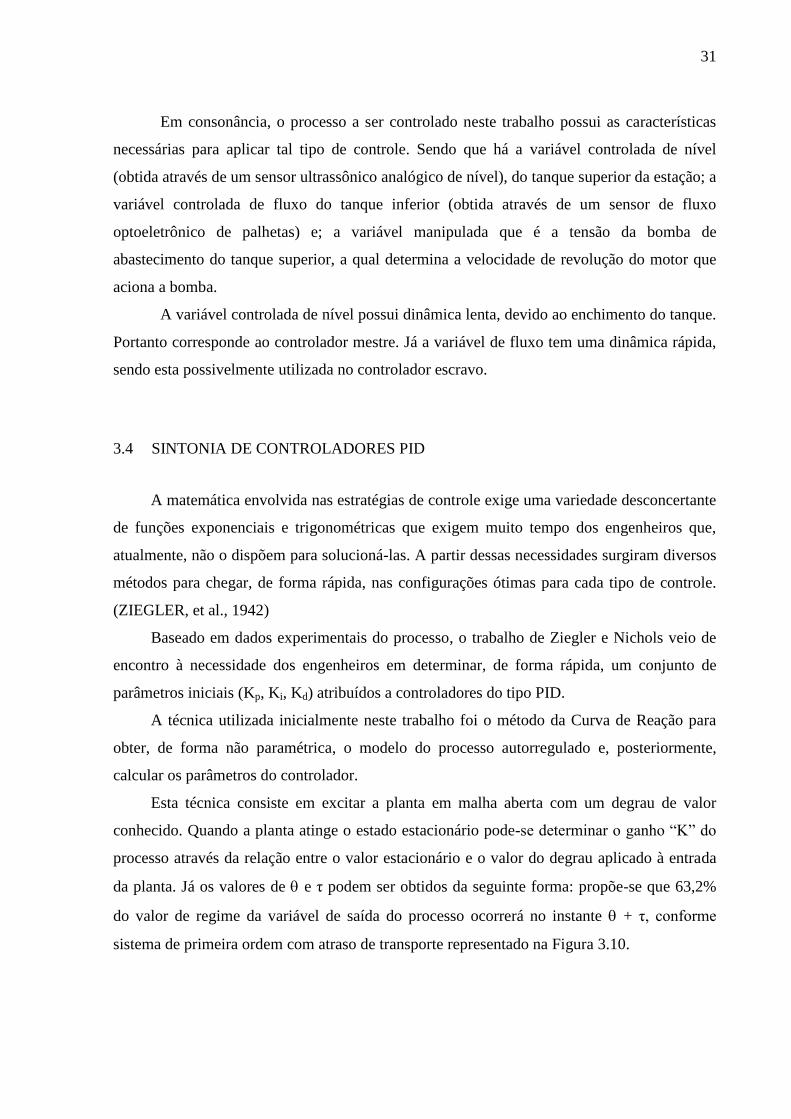
Para uma configuração de Controle Cascata com um controlador PI na malha primária
e um controlador P na malha secundária, através da Figura 3.8, pode-se notar a superioridade
do Controle Cascata sobre um controlador PI convencional. A Figura 3.8 ilustra um distúrbio
na forma de degrau na malha de controle secundária (escrava) e a Figura 3.9 ilustra um
distúrbio na mesma forma de degrau na malha de controle primária (mestre).
Figura 3.8 - Comparação de resposta ao distúrbio na malha secundária.
Fonte: Process Dynamics and Control, Seborg et. al.
Figura 3.9 - Comparação de resposta ao distúrbio na malha primária.
Fonte: Process Dynamics and Control, Seborg et. al.
31
Em consonância, o processo a ser controlado neste trabalho possui as características
necessárias para aplicar tal tipo de controle. Sendo que há a variável controlada de nível
(obtida através de um sensor ultrassônico analógico de nível), do tanque superior da estação; a
variável controlada de fluxo do tanque inferior (obtida através de um sensor de fluxo
optoeletrônico de palhetas) e; a variável manipulada que é a tensão da bomba de
abastecimento do tanque superior, a qual determina a velocidade de revolução do motor que
aciona a bomba.
A variável controlada de nível possui dinâmica lenta, devido ao enchimento do tanque.
Portanto corresponde ao controlador mestre. Já a variável de fluxo tem uma dinâmica rápida,
sendo esta possivelmente utilizada no controlador escravo.
3.4 SINTONIA DE CONTROLADORES PID
A matemática envolvida nas estratégias de controle exige uma variedade desconcertante
de funções exponenciais e trigonométricas que exigem muito tempo dos engenheiros que,
atualmente, não o dispõem para solucioná-las. A partir dessas necessidades surgiram diversos
métodos para chegar, de forma rápida, nas configurações ótimas para cada tipo de controle.
(ZIEGLER, et al., 1942)
Baseado em dados experimentais do processo, o trabalho de Ziegler e Nichols veio de
encontro à necessidade dos engenheiros em determinar, de forma rápida, um conjunto de
parâmetros iniciais (Kp, Ki, Kd) atribuídos a controladores do tipo PID.
A técnica utilizada inicialmente neste trabalho foi o método da Curva de Reação para
obter, de forma não paramétrica, o modelo do processo autorregulado e, posteriormente,
calcular os parâmetros do controlador.
Esta técnica consiste em excitar a planta em malha aberta com um degrau de valor
conhecido. Quando a planta atinge o estado estacionário pode-se determinar o ganho “K” do
processo através da relação entre o valor estacionário e o valor do degrau aplicado à entrada
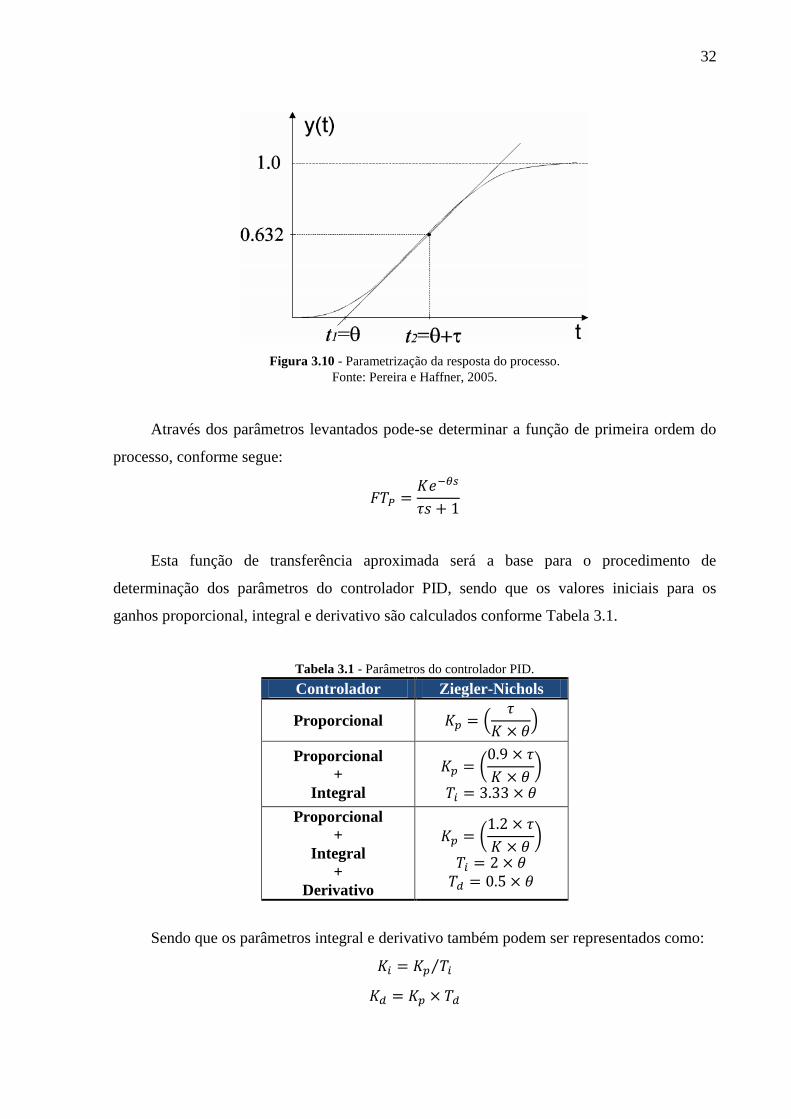
da planta. Já os valores de e τ podem ser obtidos da seguinte forma: propõe-se que 63,2%
do valor de regime da variável de saída do processo ocorrerá no instante + τ, conforme
sistema de primeira ordem com atraso de transporte representado na Figura 3.10.
32
Figura 3.10 - Parametrização da resposta do processo.
Fonte: Pereira e Haffner, 2005.
Através dos parâmetros levantados pode-se determinar a função de primeira ordem do
processo, conforme segue:
Esta função de transferência aproximada será a base para o procedimento de
determinação dos parâmetros do controlador PID, sendo que os valores iniciais para os
ganhos proporcional, integral e derivativo são calculados conforme Tabela 3.1.
Tabela 3.1 - Parâmetros do controlador PID.
Controlador Ziegler-Nichols
Proporcional (
)
Proporcional
+
Integral
(
)
Proporcional
+
Integral
+
Derivativo
(
)
Sendo que os parâmetros integral e derivativo também podem ser representados como:
⁄
33
3.5 SINTONIA DE CONTROLADORES CASCATA
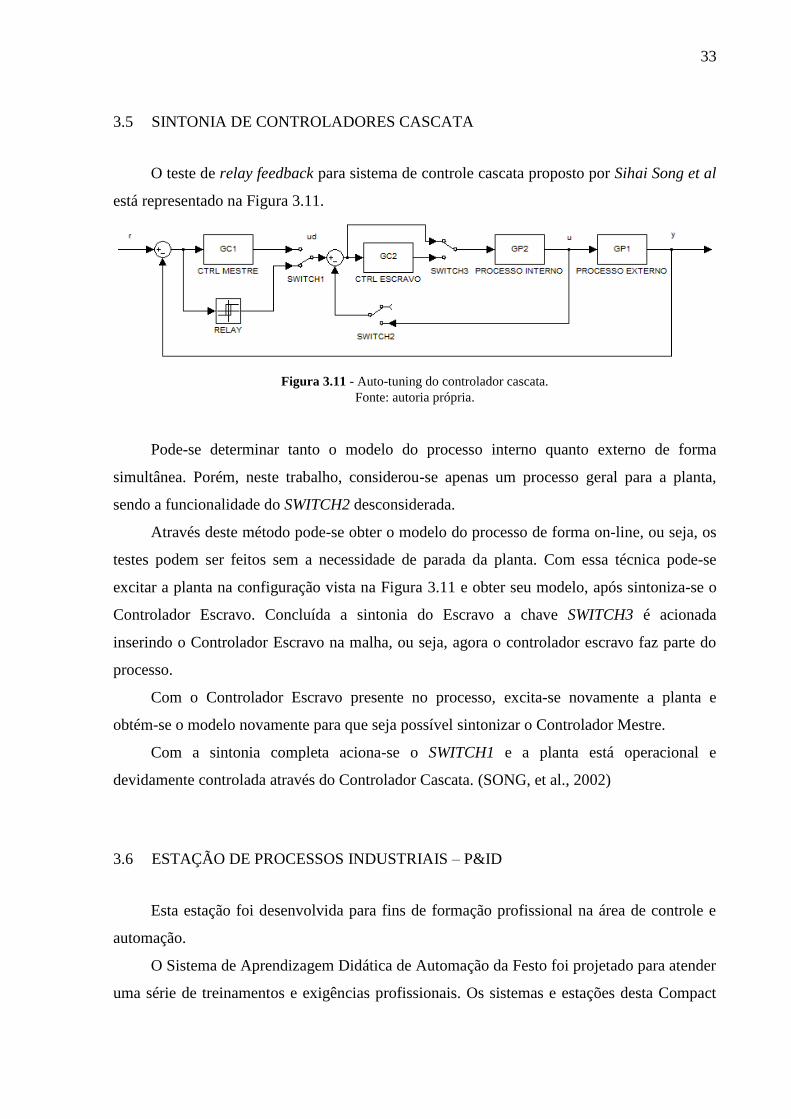
O teste de relay feedback para sistema de controle cascata proposto por Sihai Song et al
está representado na Figura 3.11.
Figura 3.11 - Auto-tuning do controlador cascata.
Fonte: autoria própria.
Pode-se determinar tanto o modelo do processo interno quanto externo de forma
simultânea. Porém, neste trabalho, considerou-se apenas um processo geral para a planta,
sendo a funcionalidade do SWITCH2 desconsiderada.
Através deste método pode-se obter o modelo do processo de forma on-line, ou seja, os
testes podem ser feitos sem a necessidade de parada da planta. Com essa técnica pode-se
excitar a planta na configuração vista na Figura 3.11 e obter seu modelo, após sintoniza-se o
Controlador Escravo. Concluída a sintonia do Escravo a chave SWITCH3 é acionada
inserindo o Controlador Escravo na malha, ou seja, agora o controlador escravo faz parte do
processo.
Com o Controlador Escravo presente no processo, excita-se novamente a planta e
obtém-se o modelo novamente para que seja possível sintonizar o Controlador Mestre.
Com a sintonia completa aciona-se o SWITCH1 e a planta está operacional e
devidamente controlada através do Controlador Cascata. (SONG, et al., 2002)
3.6 ESTAÇÃO DE PROCESSOS INDUSTRIAIS – P&ID
Esta estação foi desenvolvida para fins de formação profissional na área de controle e
automação.
O Sistema de Aprendizagem Didática de Automação da Festo foi projetado para atender
uma série de treinamentos e exigências profissionais. Os sistemas e estações desta Compact

34
Workstation facilitam a formação profissional orientada à indústria através de treinamentos,
sendo que o hardware foi didaticamente adequado dos componentes existentes da indústria. A
estação de trabalho Comparct Workstation oferece um sistema adequado para
desenvolvimento de projetos técnicos aliados às seguintes qualificações-chave:
• Competência social;
• Competência técnica e;
• Competência metodológica.
A Compact Workstation combina 4 malhas fechadas de controle com sensores digitais,
analógicos e atuadores. Com um CLP ou controlador é possível utilizá-los individualmente ou
em cascata para controles diversos, tais como:
• Sistema controlado de nível;
• Sistema controlado de vazão;
• Sistema de regulação da pressão;
• Sistema de temperatura controlada, etc. (JÜRGEN HELMICH, 2005)
A estação de processos pode ser vista, em sua totalidade de equipamentos e sensores, na
Figura 3.12.
Figura 3.12 - Estação de Automação de Processo – Compact Workstation.
Fonte: Manual Compact Workstation FESTO, 2005.

35
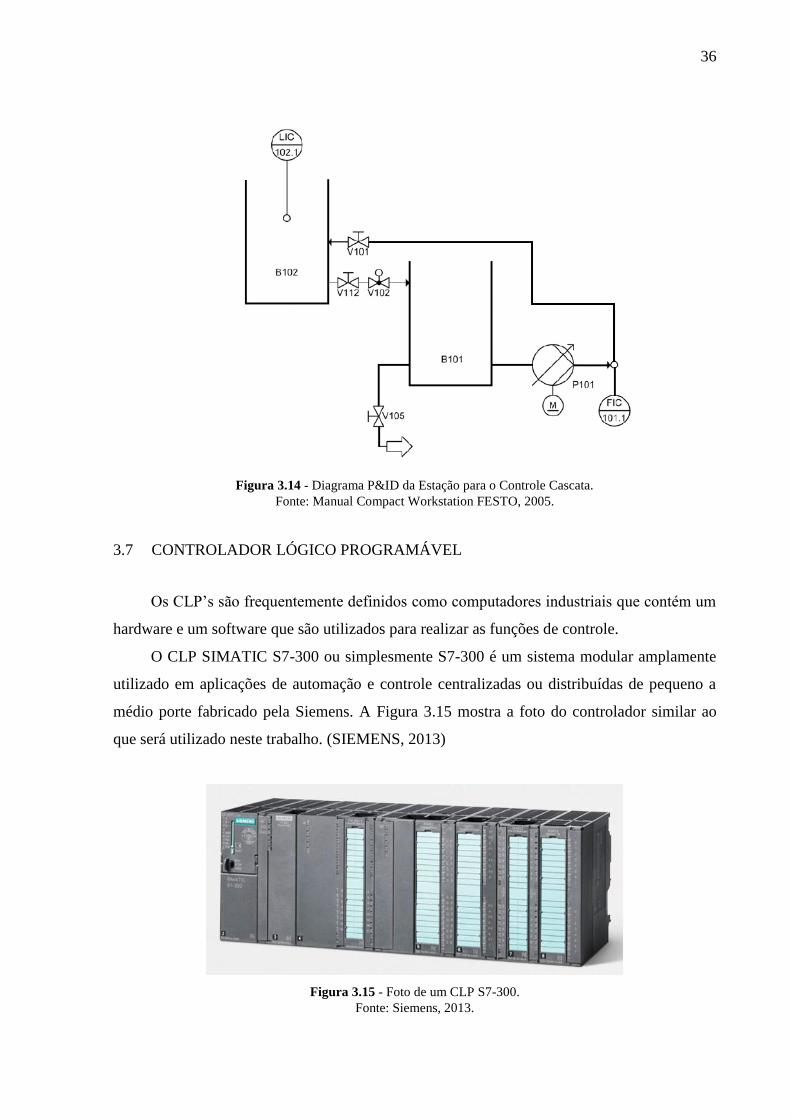
O diagrama do processo pode ser visto no P&ID presente na Figura 3.13. Este diagrama
mostra o processo como um todo. Porém, para este projeto o sistema será configurado de tal
forma a atender a proposição inicial de projeto, conforme Figura 3.14.
Figura 3.13 - Diagrama P&ID da Estação de Automação de Processos.
Fonte: Manual Compact Workstation FESTO, 2005.
Neste projeto a configuração a ser utilizada e que fará o papel da planta deste trabalho
está presente na Figura 3.14. Sendo que há a variável controlada de nível LIC 102.1 (obtida
através de um sensor ultrassônico analógico de nível) no tanque superior da estação (B102); a
variável controlada do fluxo de abastecimento do tanque superior FIC 101.1 (obtida através
de um sensor de fluxo optoeletrônico de palhetas) e; a variável manipulada que é a tensão da
bomba (P101) de abastecimento do tanque superior, a qual determina a velocidade de
revolução da bomba. As válvulas V112 e V102 proporcionam o caminho para
retroalimentação do tanque inferior (B101). A válvula V101 terá a importante função de
provocar distúrbios no sistema, ao fechá-la espera-se observar o efeito de um distúrbio na
variável secundária, ou seja, um distúrbio na vazão, a qual possui resposta mais rápida
comparada ao nível.
36
Figura 3.14 - Diagrama P&ID da Estação para o Controle Cascata.
Fonte: Manual Compact Workstation FESTO, 2005.
3.7 CONTROLADOR LÓGICO PROGRAMÁVEL
Os CLP’s são frequentemente definidos como computadores industriais que contém um
hardware e um software que são utilizados para realizar as funções de controle.
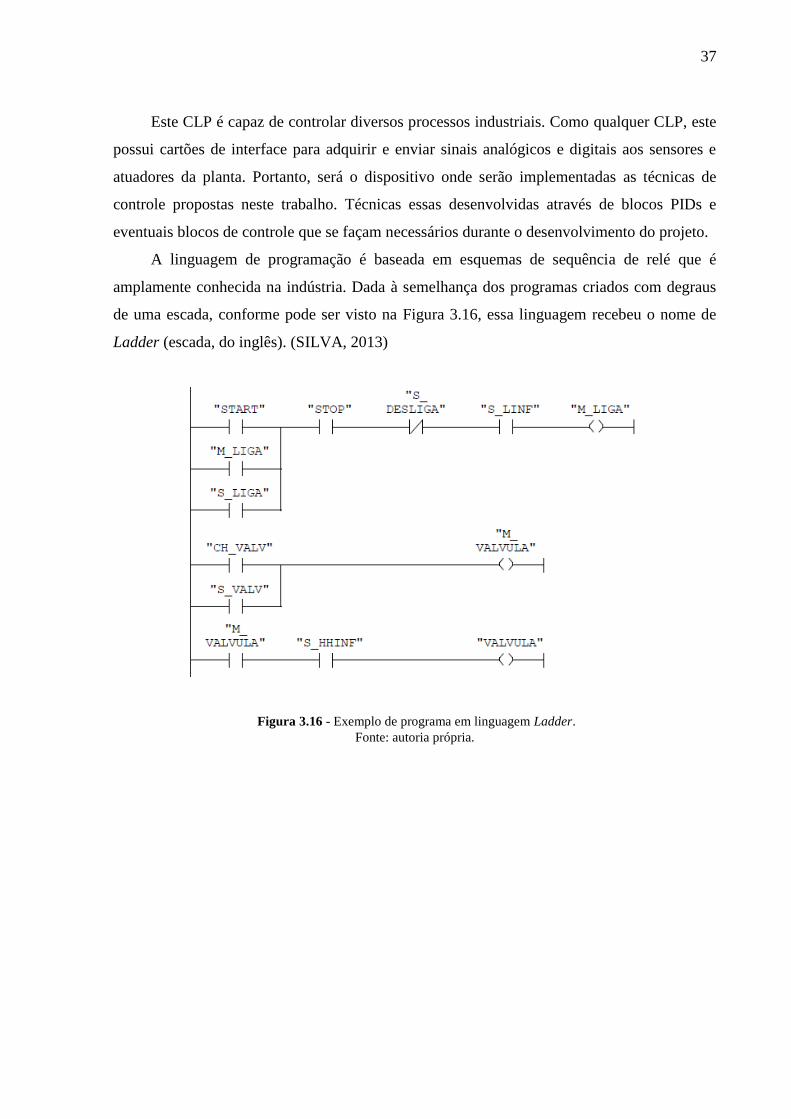
O CLP SIMATIC S7-300 ou simplesmente S7-300 é um sistema modular amplamente
utilizado em aplicações de automação e controle centralizadas ou distribuídas de pequeno a
médio porte fabricado pela Siemens. A Figura 3.15 mostra a foto do controlador similar ao
que será utilizado neste trabalho. (SIEMENS, 2013)
Figura 3.15 - Foto de um CLP S7-300.
Fonte: Siemens, 2013.
37
Este CLP é capaz de controlar diversos processos industriais. Como qualquer CLP, este
possui cartões de interface para adquirir e enviar sinais analógicos e digitais aos sensores e
atuadores da planta. Portanto, será o dispositivo onde serão implementadas as técnicas de
controle propostas neste trabalho. Técnicas essas desenvolvidas através de blocos PIDs e
eventuais blocos de controle que se façam necessários durante o desenvolvimento do projeto.
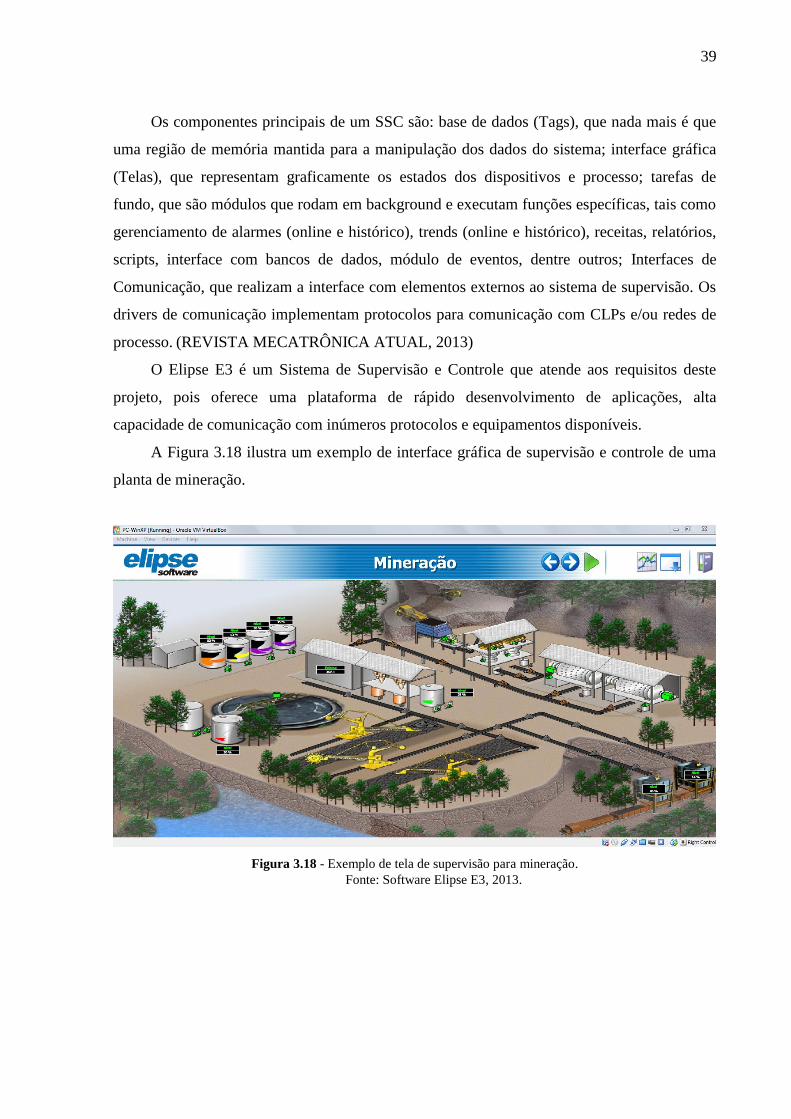
A linguagem de programação é baseada em esquemas de sequência de relé que é
amplamente conhecida na indústria. Dada à semelhança dos programas criados com degraus
de uma escada, conforme pode ser visto na Figura 3.16, essa linguagem recebeu o nome de
Ladder (escada, do inglês). (SILVA, 2013)
Figura 3.16 - Exemplo de programa em linguagem Ladder.
Fonte: autoria própria.

38
3.8 PLATAFORMA DE SUPERVISÃO E CONTROLE
Atualmente, devido ao constante incremento de complexidade, os processos são
acompanhados por operadores de planta em uma sala de controle. Portanto, o Sistema de
Supervisão e Controle (SSC) é parte fundamental do sistema de automação e controle do
processo. Embora o SSC tenha surgido com função básica de fornecer uma interface gráfica
amigável para os operadores de processo, atualmente estes sistemas são muito sofisticados
integrando várias ferramentas e oferecendo suporte a diferentes dispositivos e protocolos de
comunicação. Os principais SSC permitem aos operadores realizarem as seguintes funções:
Monitorar variáveis do processo em tempo real (temperatura, pressão, nível, dentre
outras);
Diagnosticar falhas ou condições indevidas através de alarmes e eventos;
Ajustar parâmetros do processo (setpoints);
Enviar comandos para o sistema, etc.
É fundamental apontar que os Softwares de Supervisão não tem como função o controle
on-line da planta, como é feito por um controlador ou CLP. Logo, tipicamente, o SSC realiza
a interface entre os elementos de controle (Controlador, CLP, DCS, etc.).
A Figura 3.17 ilustra um SSC.
Figura 3.17 - Arquitetura de um Sistema de Controle.
Fonte: Revista Mecatrônica Atual, 2013.
39
Os componentes principais de um SSC são: base de dados (Tags), que nada mais é que
uma região de memória mantida para a manipulação dos dados do sistema; interface gráfica
(Telas), que representam graficamente os estados dos dispositivos e processo; tarefas de
fundo, que são módulos que rodam em background e executam funções específicas, tais como
gerenciamento de alarmes (online e histórico), trends (online e histórico), receitas, relatórios,
scripts, interface com bancos de dados, módulo de eventos, dentre outros; Interfaces de
Comunicação, que realizam a interface com elementos externos ao sistema de supervisão. Os
drivers de comunicação implementam protocolos para comunicação com CLPs e/ou redes de
processo. (REVISTA MECATRÔNICA ATUAL, 2013)
O Elipse E3 é um Sistema de Supervisão e Controle que atende aos requisitos deste
projeto, pois oferece uma plataforma de rápido desenvolvimento de aplicações, alta
capacidade de comunicação com inúmeros protocolos e equipamentos disponíveis.
A Figura 3.18 ilustra um exemplo de interface gráfica de supervisão e controle de uma
planta de mineração.
Figura 3.18 - Exemplo de tela de supervisão para mineração.
Fonte: Software Elipse E3, 2013.
40
4 METODOLOGIA
Conforme descrito na revisão conceitual o controle de processo envolve três
componentes básicos. São eles: o processo que é o objeto alvo de controle, pelo controlador
que é um equipamento capaz de levar a planta à condição de equilíbrio desejada e o sistema
supervisório que é a interface entre o operador, o controlador e a planta. Assim sendo, na
sequência serão detalhadas sua importância e as configurações aplicadas a esses componentes
no desenvolvimento deste trabalho.
4.1 COMPONENTES DE SOFTWARE
Os principais softwares utilizados no desenvolvimento deste trabalho estão detalhados
no ANEXO 1 e suas funcionalidades estão brevemente descritas abaixo.
SIMATIC STEP 7
Software de desenvolvimento da lógica do CLP STEP 7 - 300.
LabVIEW 2010
Software utilizado para o levantamento da resposta da planta.
ELIPSE E3
Software utilizado para supervisão e controle do processo.
4.2 COMPONETES DE HARDWARE
Os principais componentes de hardware utilizados neste trabalho foram a PCS Compact
Workstation da FESTO que é o processo em si e uma estação de trabalho tipo Laptop para
programação e supervisão do sistema.
Estes itens também estão detalhados no ANEXO 1 deste trabalho.
41
4.3 PROCEDIMENTOS
4.3.1 Arquitetura de Rede
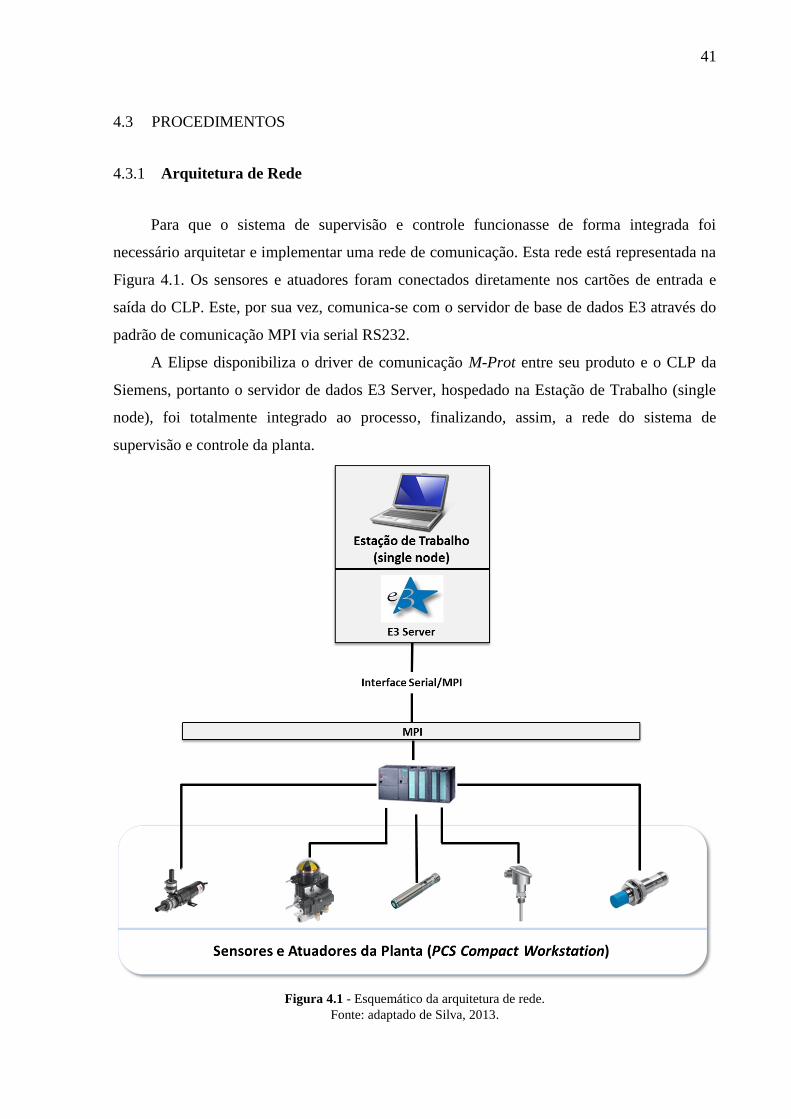
Para que o sistema de supervisão e controle funcionasse de forma integrada foi
necessário arquitetar e implementar uma rede de comunicação. Esta rede está representada na
Figura 4.1. Os sensores e atuadores foram conectados diretamente nos cartões de entrada e
saída do CLP. Este, por sua vez, comunica-se com o servidor de base de dados E3 através do
padrão de comunicação MPI via serial RS232.
A Elipse disponibiliza o driver de comunicação M-Prot entre seu produto e o CLP da
Siemens, portanto o servidor de dados E3 Server, hospedado na Estação de Trabalho (single
node), foi totalmente integrado ao processo, finalizando, assim, a rede do sistema de
supervisão e controle da planta.
Figura 4.1 - Esquemático da arquitetura de rede.
Fonte: adaptado de Silva, 2013.

42
4.3.2 Fluxograma de Operação
A programação do CLP foi concebida segundo o fluxograma da Figura 4.2, sendo que
esta foi concebida basicamente através de dois blocos amplamente utilizados em projetos de
automação: o bloco OB1 que é responsável pelo programa principal e o OB35 que é um bloco
de interrupção cíclica configurável.
O programa principal realizou a função de aquisição de dados e tratamento dos valores
lidos pelos cartões de entrada e saída do CLP. Este tratamento se fez gravando-se os valores
aquisitados em uma variável de memória temporária e aplicando-se a escala adequada ao tipo
de variável medida pelos instrumentos de campo. Assim, a variável era disponibilizada
adequadamente aos PIDs.
A sub-rotina, de responsabilidade do bloco OB35, era responsável por capturar os
parâmetros de sintonia dos PIDs, os valores de setpoint e os status de AUTO/MAN para que
os controladores mestre e escravos atuassem na planta. Estes valores eram provenientes do
supervisório e eram necessários ao funcionamento do bloco PID do CLP.
Uma vez que os parâmetros são passados aos PIDs do CLP, estes devem funcionar em
consonância com a revisão conceitual deste trabalho. Ou seja, os blocos PIDs devem ser
capazes de analisar o valor do setpoint com o valor lido através dos sensores e calcular a saída
baseando-se nos parâmetros Kp e Ti obtidos na sintonia que será demonstrada logo adiante.
É importante ressaltar que o tempo de ciclo (scan time) dos blocos foram configurados
de forma a otimizar a coleta de dados e, na sequência, ação de controle. Portanto, o bloco
OB1, que é o responsável pela aquisição de dados, foi fixado em 150ms e o bloco OB35 em
100ms. Tal estratégia assegurou que no instante inicial os dados fossem coletados e, após
100ms, as ações de controle fossem tomadas. Na sequência, 50ms após a ação de controle, os
dados eram coletados novamente, ou seja, 150ms após a primeira coleta de dados.

43
Figura 4.2 - Fluxograma da programação do CLP.
Fonte: autoria própria.
44
5 DESENVOLVIMENTO
5.1 ESTUDO DA RESPOSTA TEMPORAL DA PLANTA
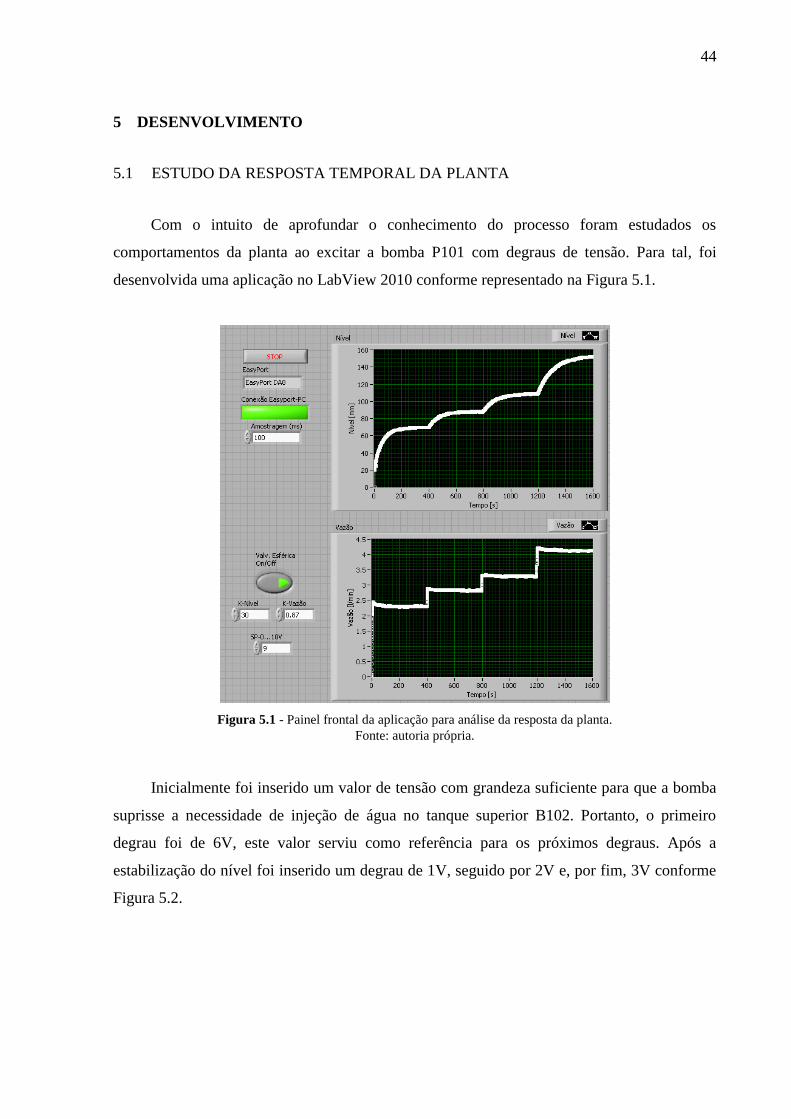
Com o intuito de aprofundar o conhecimento do processo foram estudados os
comportamentos da planta ao excitar a bomba P101 com degraus de tensão. Para tal, foi
desenvolvida uma aplicação no LabView 2010 conforme representado na Figura 5.1.
Figura 5.1 - Painel frontal da aplicação para análise da resposta da planta.
Fonte: autoria própria.
Inicialmente foi inserido um valor de tensão com grandeza suficiente para que a bomba
suprisse a necessidade de injeção de água no tanque superior B102. Portanto, o primeiro
degrau foi de 6V, este valor serviu como referência para os próximos degraus. Após a
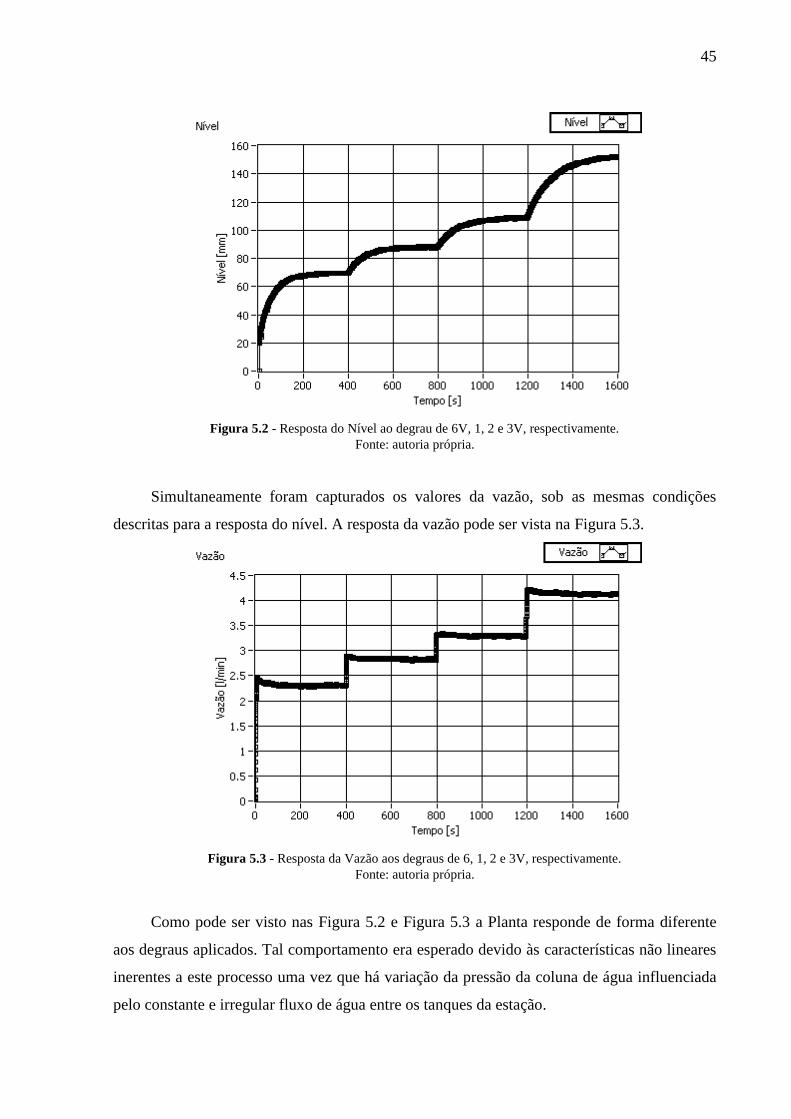
estabilização do nível foi inserido um degrau de 1V, seguido por 2V e, por fim, 3V conforme
Figura 5.2.
45
Figura 5.2 - Resposta do Nível ao degrau de 6V, 1, 2 e 3V, respectivamente.
Fonte: autoria própria.
Simultaneamente foram capturados os valores da vazão, sob as mesmas condições
descritas para a resposta do nível. A resposta da vazão pode ser vista na Figura 5.3.
Figura 5.3 - Resposta da Vazão aos degraus de 6, 1, 2 e 3V, respectivamente.
Fonte: autoria própria.
Como pode ser visto nas Figura 5.2 e Figura 5.3 a Planta responde de forma diferente
aos degraus aplicados. Tal comportamento era esperado devido às características não lineares
inerentes a este processo uma vez que há variação da pressão da coluna de água influenciada
pelo constante e irregular fluxo de água entre os tanques da estação.
46
Dadas às características não lineares da Planta, elegeu-se um ponto para se trabalhar de
forma que a bomba não fosse submetida a uma pressão excessiva comprometendo o
bombeamento. Isso possibilitou que a bomba operasse com folga para aumentar ou diminuir a
vazão, caso fosse requerido pelo controlador.
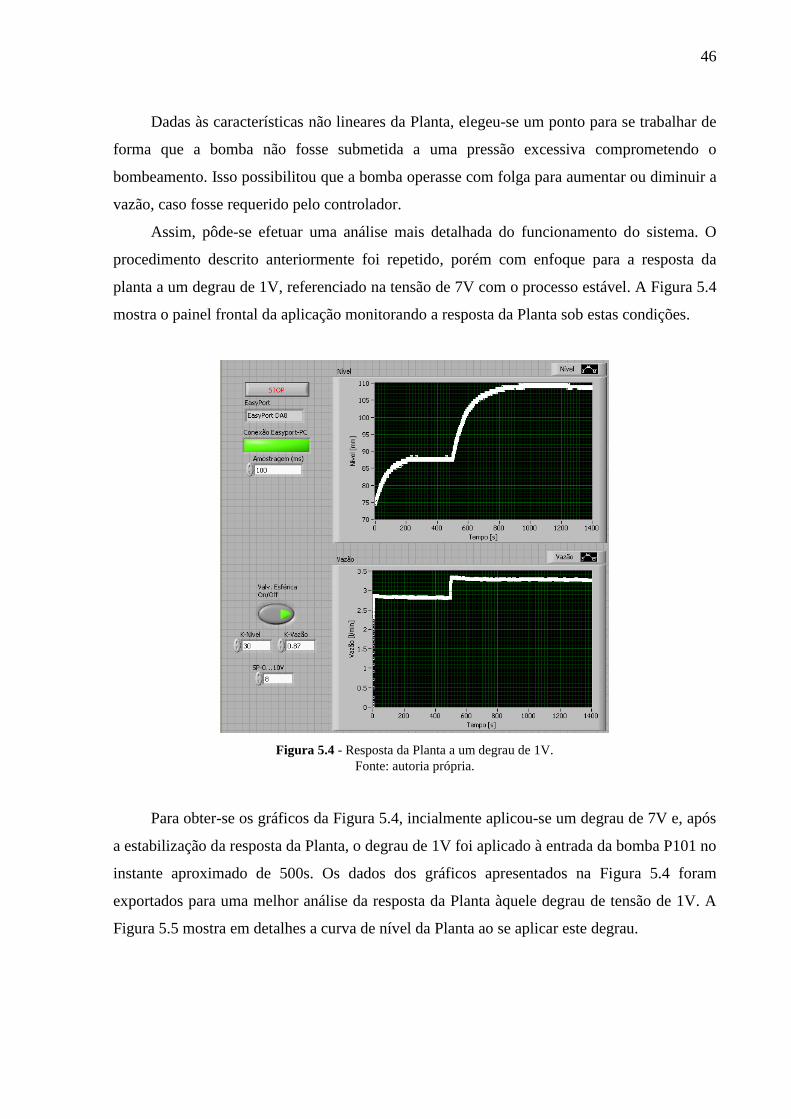
Assim, pôde-se efetuar uma análise mais detalhada do funcionamento do sistema. O
procedimento descrito anteriormente foi repetido, porém com enfoque para a resposta da
planta a um degrau de 1V, referenciado na tensão de 7V com o processo estável. A Figura 5.4
mostra o painel frontal da aplicação monitorando a resposta da Planta sob estas condições.
Figura 5.4 - Resposta da Planta a um degrau de 1V.
Fonte: autoria própria.
Para obter-se os gráficos da Figura 5.4, incialmente aplicou-se um degrau de 7V e, após
a estabilização da resposta da Planta, o degrau de 1V foi aplicado à entrada da bomba P101 no
instante aproximado de 500s. Os dados dos gráficos apresentados na Figura 5.4 foram
exportados para uma melhor análise da resposta da Planta àquele degrau de tensão de 1V. A
Figura 5.5 mostra em detalhes a curva de nível da Planta ao se aplicar este degrau.
47
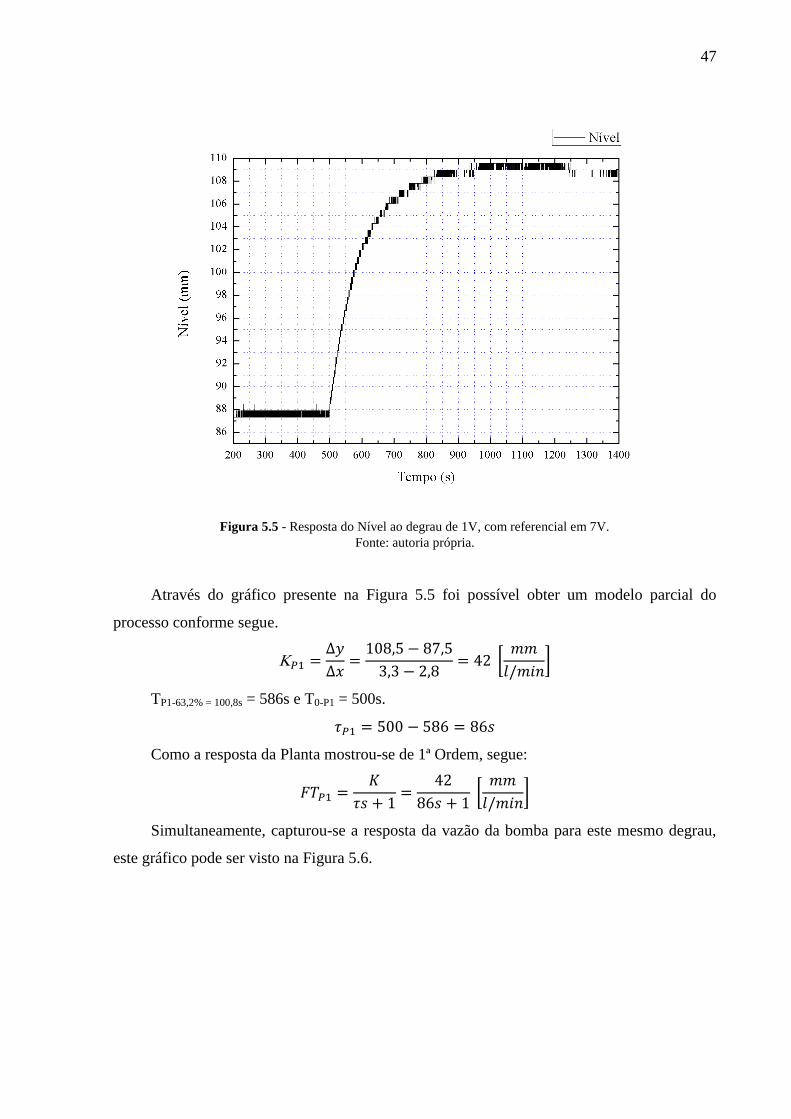
Figura 5.5 - Resposta do Nível ao degrau de 1V, com referencial em 7V.
Fonte: autoria própria.
Através do gráfico presente na Figura 5.5 foi possível obter um modelo parcial do
processo conforme segue.
[
]
TP1-63,2% = 100,8s = 586s e T0-P1 = 500s.
Como a resposta da Planta mostrou-se de 1ª Ordem, segue:
[
]
Simultaneamente, capturou-se a resposta da vazão da bomba para este mesmo degrau,
este gráfico pode ser visto na Figura 5.6.
48
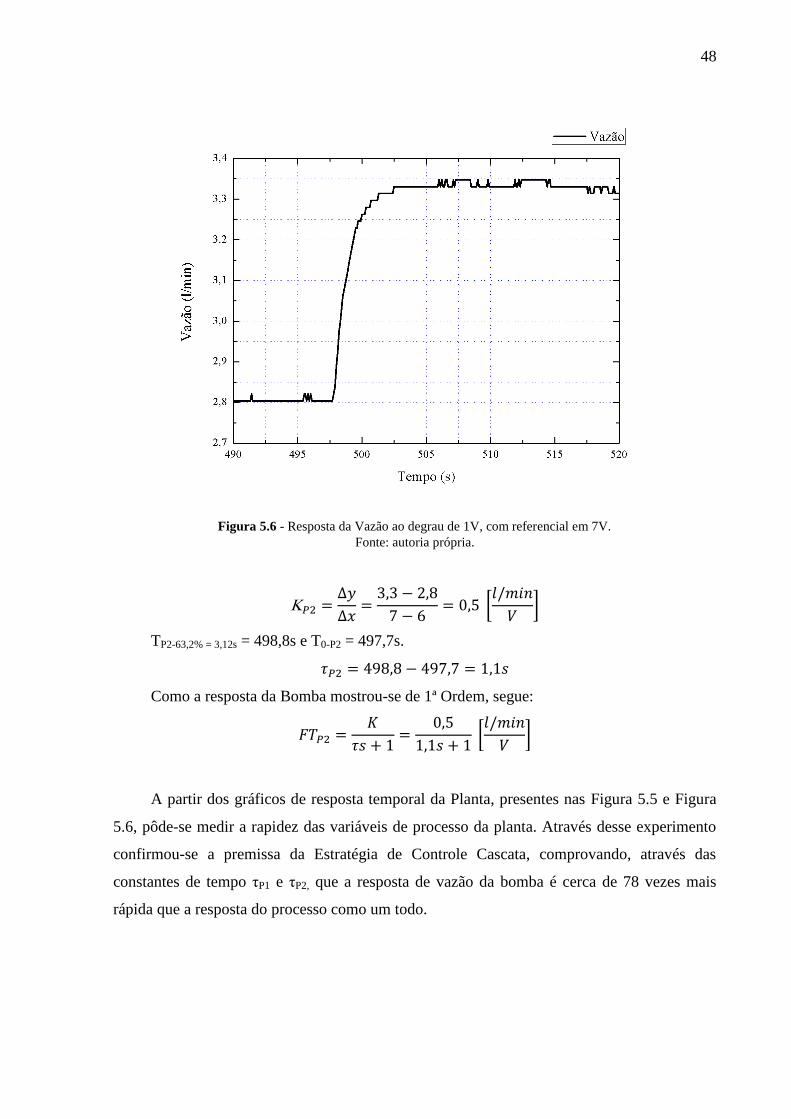
Figura 5.6 - Resposta da Vazão ao degrau de 1V, com referencial em 7V.
Fonte: autoria própria.
[
]
TP2-63,2% = 3,12s = 498,8s e T0-P2 = 497,7s.
Como a resposta da Bomba mostrou-se de 1ª Ordem, segue:
[
]
A partir dos gráficos de resposta temporal da Planta, presentes nas Figura 5.5 e Figura
5.6, pôde-se medir a rapidez das variáveis de processo da planta. Através desse experimento
confirmou-se a premissa da Estratégia de Controle Cascata, comprovando, através das
constantes de tempo τP1 e τP2, que a resposta de vazão da bomba é cerca de 78 vezes mais
rápida que a resposta do processo como um todo.
49
5.2 PROGRAMAÇÃO DO CLP
Para controlar a planta através da estratégia de controle cascata via CLP foram
utilizados dois blocos PID, conhecido como CONT_C (FB41), conforme Figura 5.7.
O Bloco DB1 desempenha o papel do controlador Mestre. Este bloco recebe o
parâmetro de setpoint de nível através da entrada SP_INT e da variável de processo de nível
através da entrada PV_IN. O sistema supervisório entra diretamente com os ganhos
proporcional, integral e derivativo do PID através das entradas GAIN, TI e TD,
respectivamente. Também, como entrada, são passados os parâmetros LMN_OFF
(configurado em 0.3) que é o offset adicionado ao valor manipulado para adaptá-lo ao range e
o LMN_FAC (configurado em 0.05) que é o fator que multiplica a variável manipulada para
adaptá-la ao range de 0,3 a 5,3 l/min, range este obtido experimentalmente. Este
escalonamento foi necessário devido à necessidade de ajuste do setpoint do controlador
escravo, o qual é justamente a saída manipulada LMN do bloco PID Mestre.
Já o Bloco DB2 desempenha o papel do controlador Escravo. Este bloco recebe como
setpoint o valor da variável manipulada do controlador mestre (LMN) através da entrada
SP_INT. Este é o setpoint da malha escrava e está entre 0,3 e 5,3 l/min, que é a capacidade de
vazão proporcionada pela bomba. Através da entrada PV_IN, este mesmo bloco, recebe a
variável de processo de vazão. Igualmente ao controlador mestre, o PID da malha escrava
recebe diretamente do supervisório os ganhos proporcional, integral e derivativo através das
entradas GAIN, TI e TD. Como saída tem-se apenas a variável manipulada de tensão da
bomba. Esta variável é disponibilizada através da saída LMN_PER do bloco PID escravo, tal
valor já está parametrizado para fornecer o valor condicionado às características de operação
da bomba.
Com esta configuração assegura-se o controle cascata em malha fechada tendo-se duas
variáveis de processo (vazão e nível) e uma variável manipulada (tensão da bomba).
Para que a sintonia dos PIDs fosse possível como proposto, alterou-se o modo dos PIDs
através da entrada MAN_ON, um por vez, iniciando-se pelo escravo. Quando esta entrada
tem nível lógico 1 é possível que o setpoint inserido na entrada MAN seja transferido para a
saída do bloco sem que a resposta de controle atue no processo. Isso permite ao operador
atuar no processo de forma manual e, com isso, inserir degraus na planta de forma a obter a
resposta do processo. Por fim, ambos os PIDs foram configurados com tempo de ciclo de
100ms através da entrada CYCLE.

50
Figura 5.7 - Controlador Mestre-Escravo do CLP.
Fonte: autoria própria.
51
5.3 PROGRAMAÇÃO DO SISTEMA SUPERVISÓRIO
A interface gráfica do Sistema Supervisório foi criada através da ferramenta Elipse E3.
Foram criadas duas telas de interface gráfica, sendo a primeira denominada de “Análise
Gráfica”, cuja finalidade é sintonizar, de forma online, os controladores; a segunda é a tela de
operação da Planta, denominada “Controle de Nível”. Por meio desta interface é possível
observar valores do processo tais como nível dos reservatórios, vazão, alarmes e, também,
pode-se enviar comandos de Start, Stop, Abrir Válvula e setpoint de nível à Planta.
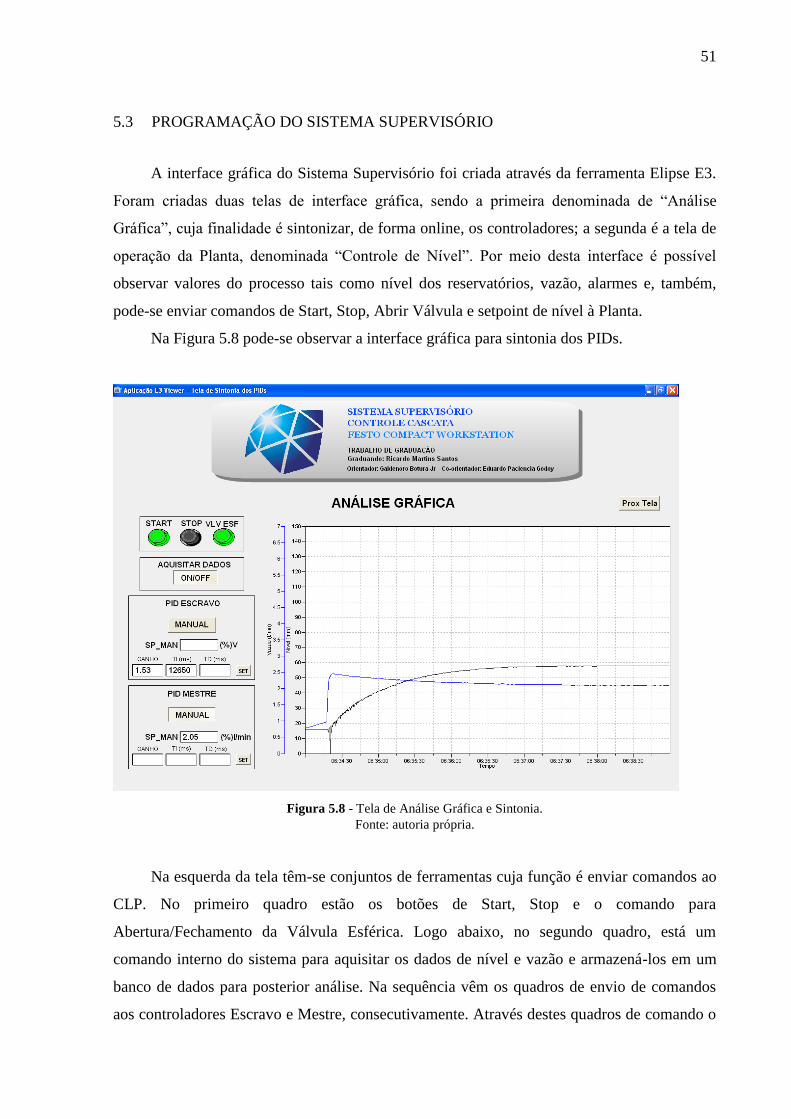
Na Figura 5.8 pode-se observar a interface gráfica para sintonia dos PIDs.
Figura 5.8 - Tela de Análise Gráfica e Sintonia.
Fonte: autoria própria.
Na esquerda da tela têm-se conjuntos de ferramentas cuja função é enviar comandos ao
CLP. No primeiro quadro estão os botões de Start, Stop e o comando para
Abertura/Fechamento da Válvula Esférica. Logo abaixo, no segundo quadro, está um
comando interno do sistema para aquisitar os dados de nível e vazão e armazená-los em um
banco de dados para posterior análise. Na sequência vêm os quadros de envio de comandos
aos controladores Escravo e Mestre, consecutivamente. Através destes quadros de comando o
52
operador pode enviar comandos diretos aos controladores, colocando-os em automático ou
manual. Quando o controlador está em manual pode-se enviar diretamente o valor de setpoint
à variável manipulada, aqui denominada de SP_MAN. Com isso é possível enviar degraus
diretamente às variáveis manipuláveis e observar graficamente a resposta da planta.
Com esta interface de sintonia pôde-se realizar os testes “relay feedback” para auto-
tuning dos controladores cascata proposto no trabalho de Sihai et. al. (SONG, et al., 2002)
Esta técnica proporcionou, através de um único teste, obter simultaneamente o modelo
interno e externo do processo.
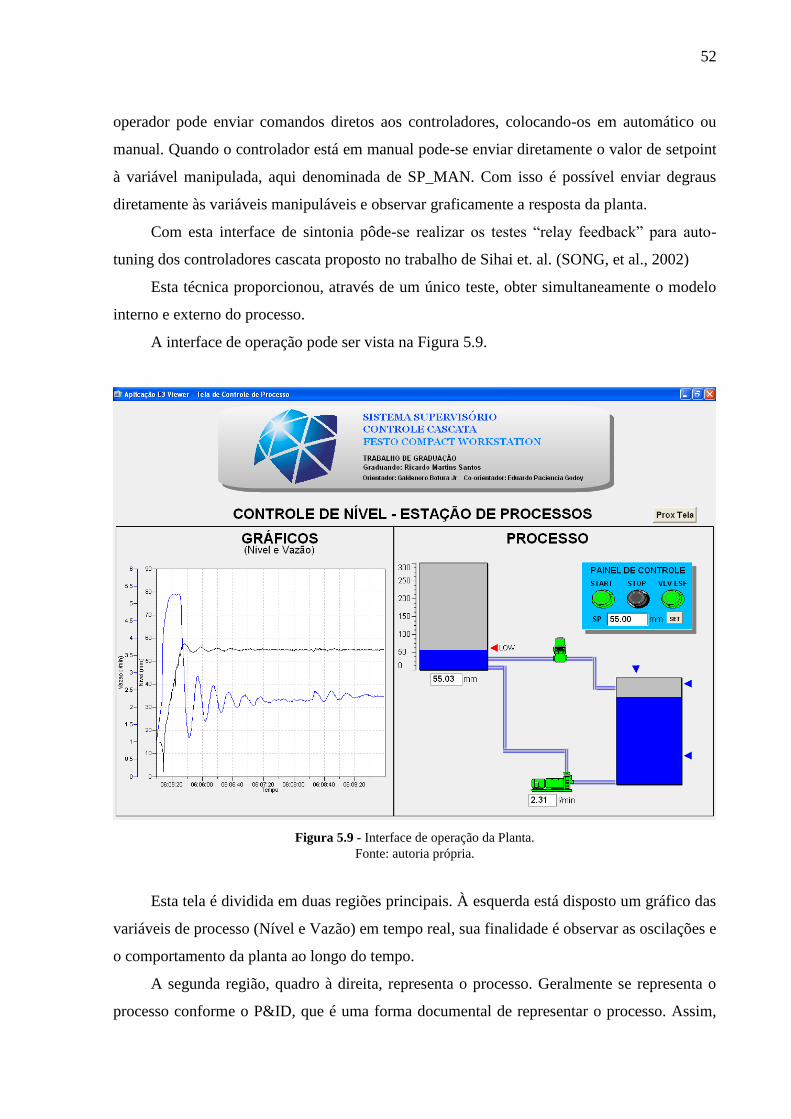
A interface de operação pode ser vista na Figura 5.9.
Figura 5.9 - Interface de operação da Planta.
Fonte: autoria própria.
Esta tela é dividida em duas regiões principais. À esquerda está disposto um gráfico das
variáveis de processo (Nível e Vazão) em tempo real, sua finalidade é observar as oscilações e
o comportamento da planta ao longo do tempo.
A segunda região, quadro à direita, representa o processo. Geralmente se representa o
processo conforme o P&ID, que é uma forma documental de representar o processo. Assim,

53
pode-se observar a disposição dos dois tanques e das conexões que há entre os dois para
fechar o circuito. A água é transportada do tanque inferior, através da bomba situada ao seu
lado, para o tanque superior através da tubulação que os conecta. Para fechar o circuito entre
os dois tanques e formar um laço há um segundo caminho que é permitido ou não pela válvula
esférica situada na saída do tanque superior, conforme a Figura 5.9.
No envoltório dos tanques podem ser visto indicações de Nível Baixo, Nível Alto e
Nível Muito Alto. Estas indicações são alarmes que piscam na tela para despertar a atenção do
operador para uma condição não segura do processo. Esses mesmos alarmes estão associados
na lógica de intertravamento da planta. Este intertravamento leva a planta à condição segura
que evita transbordamentos de água dos tanques.
Finalmente, na parte superior direita, está representado um painel de comando. Através
desse painel pode-se enviar comandos de Start, Stop, Abertura/Fechamento da válvula
esférica e, principalmente, o setpoint de nível desejado ao tanque superior. Esse setpoint é
enviado diretamente à entrada do Controlador Mestre.
5.4 SINTONIA DOS CONTROLADORES
5.4.1 Sintonia do Controlador Escravo
Para a sintonia dos PIDs foi utilizado o teste relay feedback do trabalho “Auto-tuning of
Cascade Control Systems” proposto por Sihai Song et al. descrito anteriormente. O
controlador a ser utilizado para o Escravo será do tipo PI, seguindo recomendações devido às
características da planta cujo controle é o nível. (OGATA, 2003)
Inicialmente foi inserido um degrau, na forma de tensão, à bomba no valor de 50% da
tensão nominal. A bomba tem tensão nominal de 24VDC, muito embora o CLP encare os
sinais de campo padronizados em nível de tensão de 0 a 10VDC, portanto com referência ao
PID o degrau foi de 5VDC.
Assim sendo, a resposta da planta a esse degrau pode ser verificado na Figura 5.10.

54
Figura 5.10 - Resposta da Planta a um degrau de 5V na bomba.
Fonte: autoria própria.
Como o foco era a sintonia do PID escravo, foi agrupado na Figura 5.11 o gráfico da
vazão.
Figura 5.11 - Resposta da Vazão ao degrau de 5V na bomba.
Fonte: autoria própria.

55
Do gráfico presente na Figura 5.11 pôde-se verificar que a resposta de vazão não se
tratava de uma resposta de primeira ordem. Porém, tal curva foi assumida, por aproximação, a
uma resposta de primeira ordem e, assim, foi possível calcular os parâmetros do controlador
PI segundo o método de sintonia de Ziegler-Nichols em malha aberta, conforme segue.
SP = u = 5V;
PV = Y = 2,09 - 0,32 = 1,77 l/min;
T0 = 3,2 s (tempo inicial do degrau);
T1 = 4,7 s (tempo efetivo de início de alteração na PV).
Assim, temos:
[
]
Para o tempo morto, tem-se:
Logo, para a constante de tempo, tem-se:
Com os parâmetros K e definidos, pôde-se determinar as constantes do controlador PI,
conforme segue.
Estes parâmetros foram utilizados, também, para o controlador simples, do tipo PI, que
foi utilizado como comparativo ao controlador cascata.
5.4.2 Sintonia do Controlador Mestre
Após a sintonia do controlador escravo e com os parâmetros devidamente fixados o
controlador mestre foi sintonizado da mesma forma. O controlador era do tipo PI e o degrau
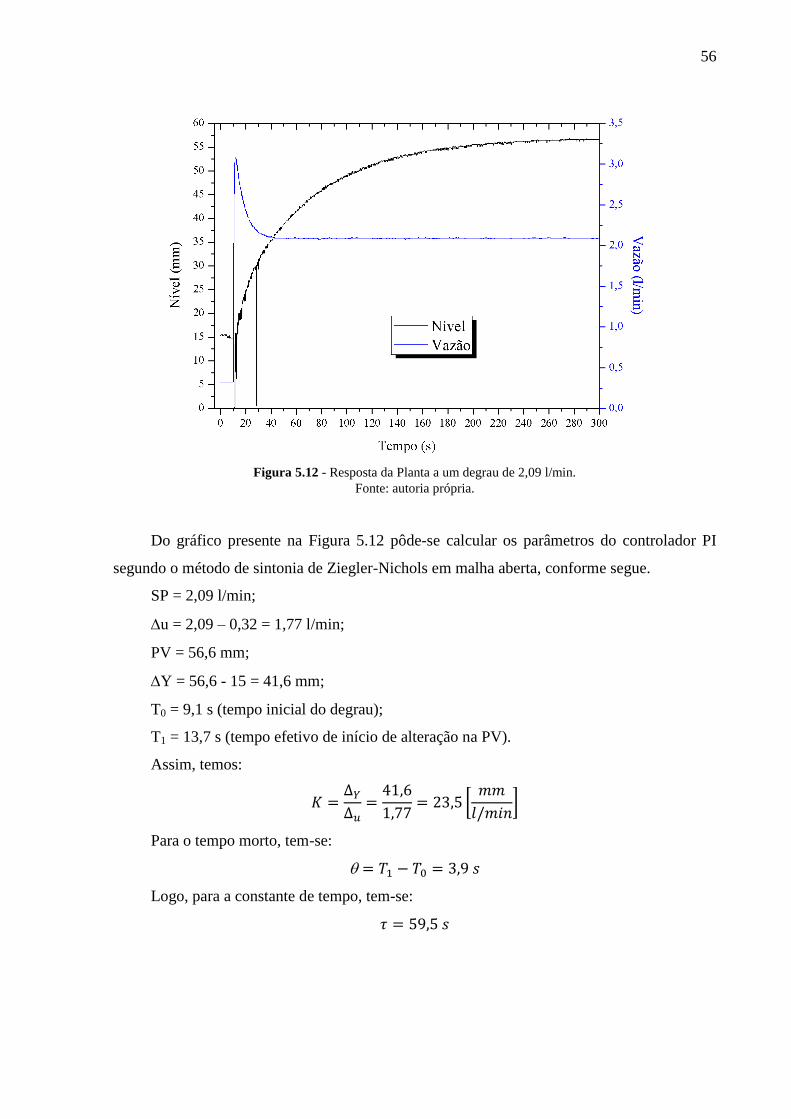
inserido foi de 2,09 l/min. A Figura 5.12 ilustra a resposta da planta ao degrau.
56
Figura 5.12 - Resposta da Planta a um degrau de 2,09 l/min.
Fonte: autoria própria.
Do gráfico presente na Figura 5.12 pôde-se calcular os parâmetros do controlador PI
segundo o método de sintonia de Ziegler-Nichols em malha aberta, conforme segue.
SP = 2,09 l/min;
u = 2,09 – 0,32 = 1,77 l/min;
PV = 56,6 mm;
Y = 56,6 - 15 = 41,6 mm;
T0 = 9,1 s (tempo inicial do degrau);
T1 = 13,7 s (tempo efetivo de início de alteração na PV).
Assim, temos:
[
]
Para o tempo morto, tem-se:
Logo, para a constante de tempo, tem-se:
57
Com os parâmetros K e definidos, pôde-se determinar as constantes do controlador PI,
conforme segue.
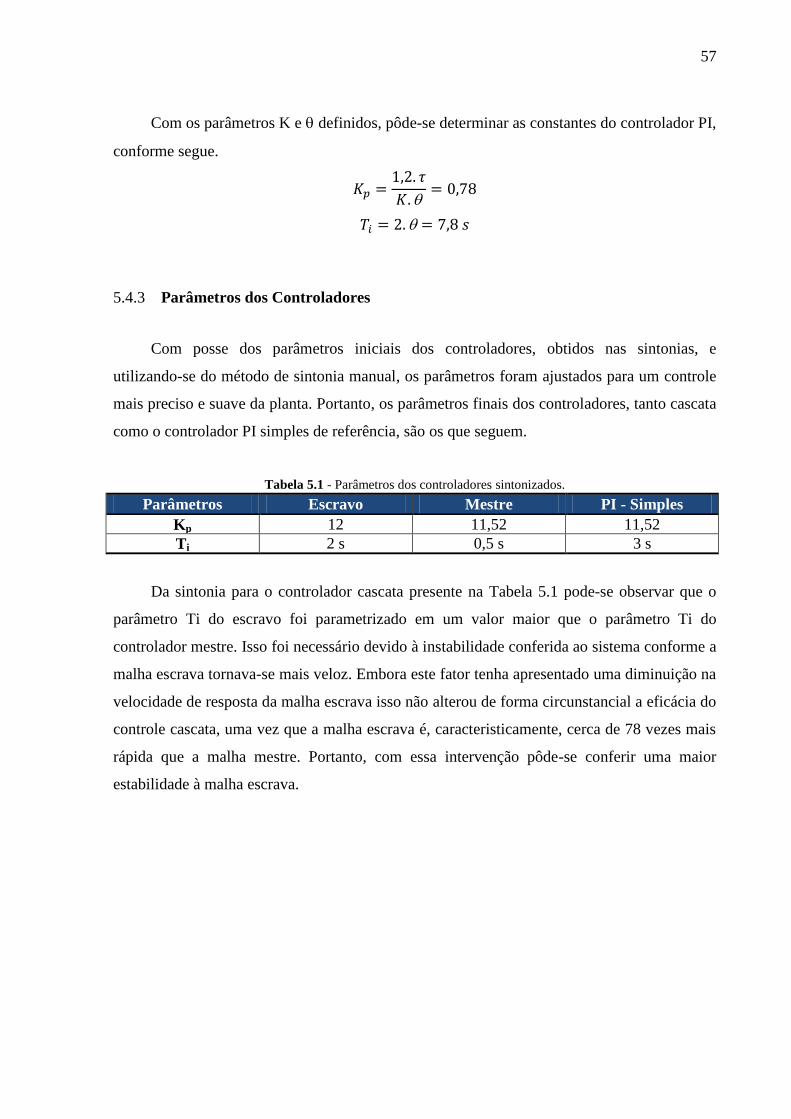
5.4.3 Parâmetros dos Controladores
Com posse dos parâmetros iniciais dos controladores, obtidos nas sintonias, e
utilizando-se do método de sintonia manual, os parâmetros foram ajustados para um controle
mais preciso e suave da planta. Portanto, os parâmetros finais dos controladores, tanto cascata
como o controlador PI simples de referência, são os que seguem.
Tabela 5.1 - Parâmetros dos controladores sintonizados.
Parâmetros Escravo Mestre PI - Simples
Kp 12 11,52 11,52
Ti 2 s 0,5 s 3 s
Da sintonia para o controlador cascata presente na Tabela 5.1 pode-se observar que o
parâmetro Ti do escravo foi parametrizado em um valor maior que o parâmetro Ti do
controlador mestre. Isso foi necessário devido à instabilidade conferida ao sistema conforme a
malha escrava tornava-se mais veloz. Embora este fator tenha apresentado uma diminuição na
velocidade de resposta da malha escrava isso não alterou de forma circunstancial a eficácia do
controle cascata, uma vez que a malha escrava é, caracteristicamente, cerca de 78 vezes mais
rápida que a malha mestre. Portanto, com essa intervenção pôde-se conferir uma maior
estabilidade à malha escrava.
58
6 RESULTADOS
6.1 ESTADO SEGURO DA PLANTA
Para assegurar que o processo sempre esteja em sua condição segura, tanto para o
operador quanto para o equipamento, foram criadas algumas lógicas com a finalidade de
manipular alguns instrumentos como válvulas ou, até mesmo, desligar a bomba e parar todo o
processo.
O principal intertravamento é o de transbordamento do tanque inferior. Caso o sensor de
transbordamento seja ativado o sistema fecha a válvula esférica que conecta o fluxo do tanque
superior para o inferior e não possibilita a passagem de água até que a planta retorne ao estado
de segurança.
O segundo intertravamento é realizado por um algoritmo de proteção, neste caso da
bomba. Este algoritmo previne que a bomba opere a vazio e se danifique, ou seja, quando não
há água para bombear no tanque inferior o sistema atua, por intermédio do sinal do sensor de
nível do tanque inferior, de tal forma que a bomba é desligada. Este estado permanece até o
sistema ser normalizado e o operador dar o start de partida novamente.
Com esses dois intertravamentos assegurou-se que a planta operasse de forma segura.
Diminuindo, assim, perigos ao equipamento e, principalmente, às pessoas envolvidas na
operação ou manutenção do sistema.
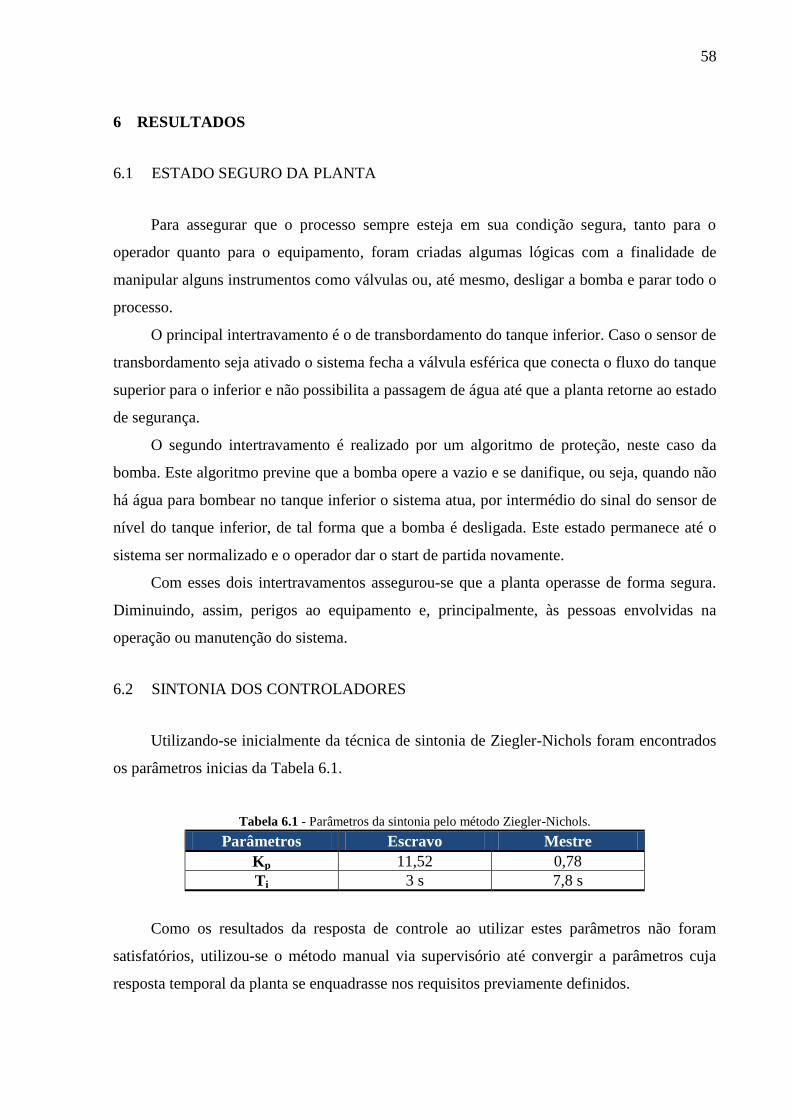
6.2 SINTONIA DOS CONTROLADORES
Utilizando-se inicialmente da técnica de sintonia de Ziegler-Nichols foram encontrados
os parâmetros inicias da Tabela 6.1.
Tabela 6.1 - Parâmetros da sintonia pelo método Ziegler-Nichols.
Parâmetros Escravo Mestre
Kp 11,52 0,78
Ti 3 s 7,8 s
Como os resultados da resposta de controle ao utilizar estes parâmetros não foram
satisfatórios, utilizou-se o método manual via supervisório até convergir a parâmetros cuja
resposta temporal da planta se enquadrasse nos requisitos previamente definidos.

59
Assim sendo, os resultados finais encontrados para os parâmetros dos controladores
mestre-escravo e o controlador simples são os presentes na Tabela 6.1 e repetidos aqui na
Tabela 6.2.
Tabela 6.2 - Parâmetros finais dos controladores sintonizados da planta.
Parâmetros Escravo Mestre PI - Simples
Kp 12 11,52 11,52
Ti 2 s 0,5 s 3 s
6.3 GRÁFICOS DO CONTROLE
Com os dados de sintonia da Tabela 6.2 foi possível obter a resposta de controle
almejada para um degrau de 55 mm na entrada do controlador mestre. A resposta pode ser
vista na Figura 6.1.
Figura 6.1 - Resposta de controle Mestre-Escravo sintonizado.
Fonte: autoria própria.
Para verificar a resposta comparativa entre o controle Mestre-Escravo e o convencional
foram inseridos distúrbios em ambos os sistemas de controle para verificar o comportamento
da planta submetida a ambas as estratégias de controle. Tal distúrbio foi concebido através da
válvula manual V101, válvula esta situada na linha de alimentação após a saída da bomba
P101 conforme Figura 3.14. Portanto, trata-se de um distúrbio na variável de vazão.
60
É importante ressaltar que se buscou reproduzir o mesmo distúrbio em ambas as
situações, ou seja, aplicou-se apenas uma pequena volta na válvula para que a tubulação não
se tornasse muito obstruída, impactando na capacidade de bombeamento da bomba.
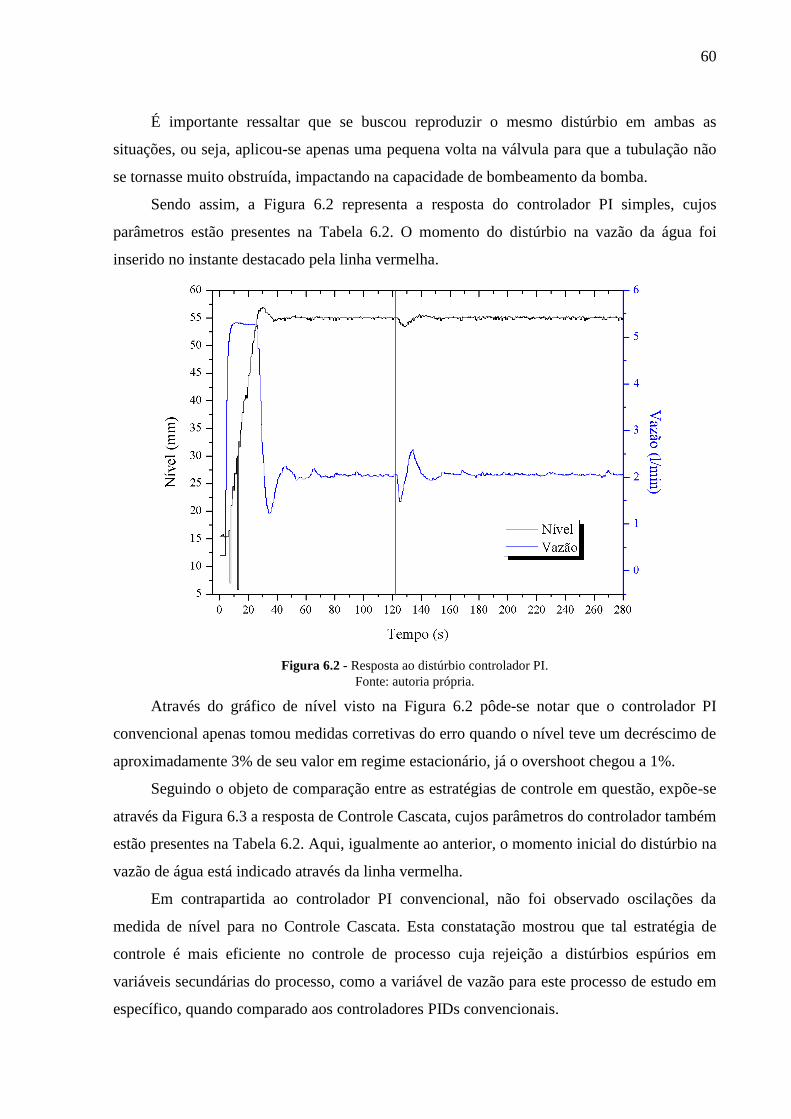
Sendo assim, a Figura 6.2 representa a resposta do controlador PI simples, cujos
parâmetros estão presentes na Tabela 6.2. O momento do distúrbio na vazão da água foi
inserido no instante destacado pela linha vermelha.
Figura 6.2 - Resposta ao distúrbio controlador PI.
Fonte: autoria própria.
Através do gráfico de nível visto na Figura 6.2 pôde-se notar que o controlador PI
convencional apenas tomou medidas corretivas do erro quando o nível teve um decréscimo de
aproximadamente 3% de seu valor em regime estacionário, já o overshoot chegou a 1%.
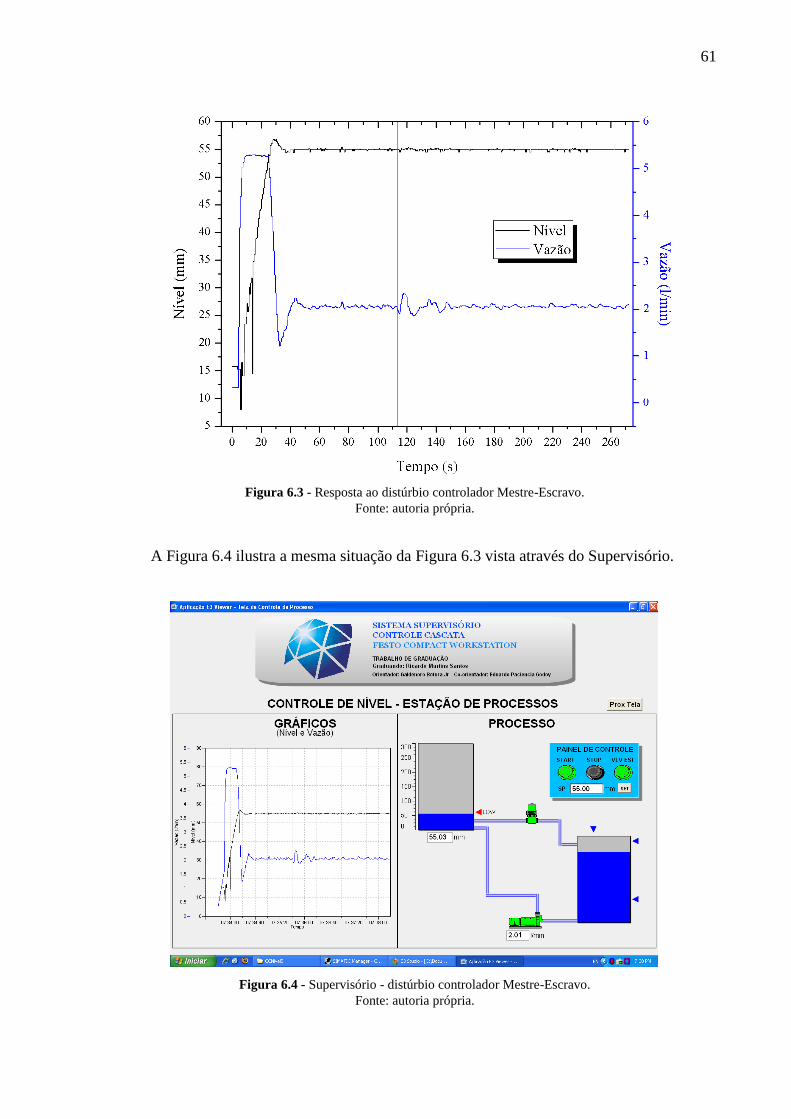
Seguindo o objeto de comparação entre as estratégias de controle em questão, expõe-se
através da Figura 6.3 a resposta de Controle Cascata, cujos parâmetros do controlador também
estão presentes na Tabela 6.2. Aqui, igualmente ao anterior, o momento inicial do distúrbio na
vazão de água está indicado através da linha vermelha.
Em contrapartida ao controlador PI convencional, não foi observado oscilações da
medida de nível para no Controle Cascata. Esta constatação mostrou que tal estratégia de
controle é mais eficiente no controle de processo cuja rejeição a distúrbios espúrios em
variáveis secundárias do processo, como a variável de vazão para este processo de estudo em
específico, quando comparado aos controladores PIDs convencionais.
61
Figura 6.3 - Resposta ao distúrbio controlador Mestre-Escravo.
Fonte: autoria própria.
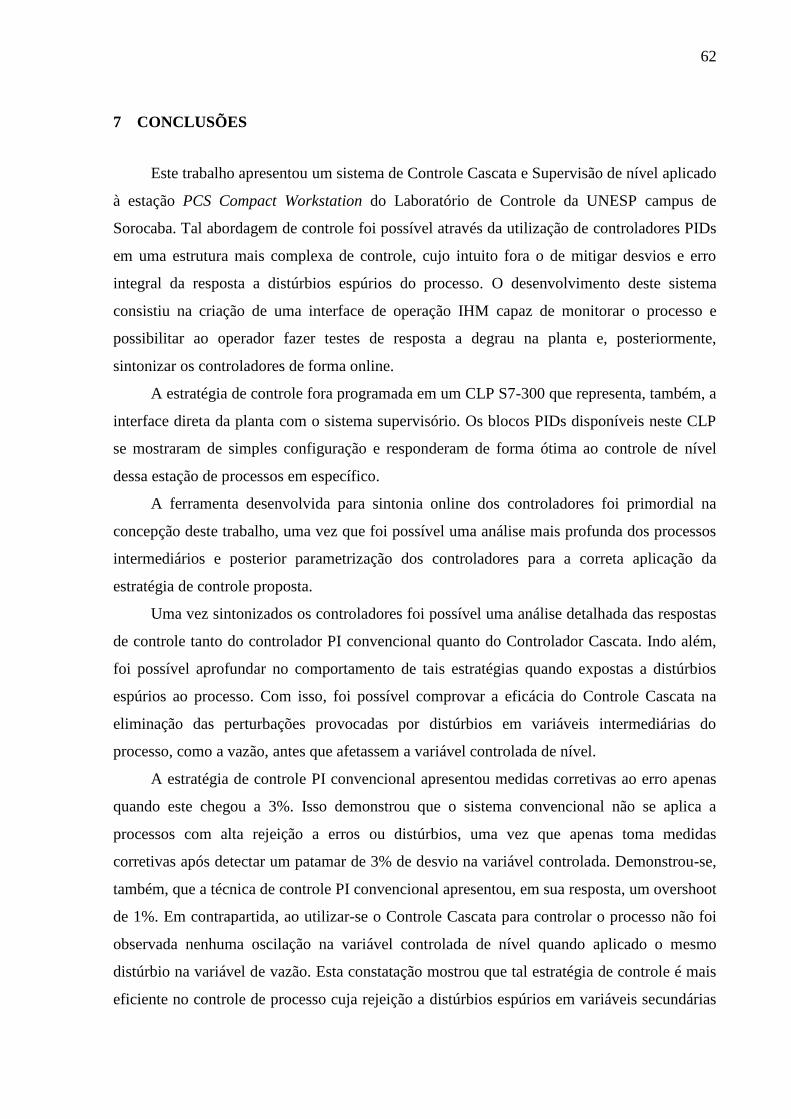
A Figura 6.4 ilustra a mesma situação da Figura 6.3 vista através do Supervisório.
Figura 6.4 - Supervisório - distúrbio controlador Mestre-Escravo.
Fonte: autoria própria.
62
7 CONCLUSÕES
Este trabalho apresentou um sistema de Controle Cascata e Supervisão de nível aplicado
à estação PCS Compact Workstation do Laboratório de Controle da UNESP campus de
Sorocaba. Tal abordagem de controle foi possível através da utilização de controladores PIDs
em uma estrutura mais complexa de controle, cujo intuito fora o de mitigar desvios e erro
integral da resposta a distúrbios espúrios do processo. O desenvolvimento deste sistema
consistiu na criação de uma interface de operação IHM capaz de monitorar o processo e
possibilitar ao operador fazer testes de resposta a degrau na planta e, posteriormente,
sintonizar os controladores de forma online.
A estratégia de controle fora programada em um CLP S7-300 que representa, também, a
interface direta da planta com o sistema supervisório. Os blocos PIDs disponíveis neste CLP
se mostraram de simples configuração e responderam de forma ótima ao controle de nível
dessa estação de processos em específico.
A ferramenta desenvolvida para sintonia online dos controladores foi primordial na
concepção deste trabalho, uma vez que foi possível uma análise mais profunda dos processos
intermediários e posterior parametrização dos controladores para a correta aplicação da
estratégia de controle proposta.
Uma vez sintonizados os controladores foi possível uma análise detalhada das respostas
de controle tanto do controlador PI convencional quanto do Controlador Cascata. Indo além,
foi possível aprofundar no comportamento de tais estratégias quando expostas a distúrbios
espúrios ao processo. Com isso, foi possível comprovar a eficácia do Controle Cascata na
eliminação das perturbações provocadas por distúrbios em variáveis intermediárias do
processo, como a vazão, antes que afetassem a variável controlada de nível.
A estratégia de controle PI convencional apresentou medidas corretivas ao erro apenas
quando este chegou a 3%. Isso demonstrou que o sistema convencional não se aplica a
processos com alta rejeição a erros ou distúrbios, uma vez que apenas toma medidas
corretivas após detectar um patamar de 3% de desvio na variável controlada. Demonstrou-se,
também, que a técnica de controle PI convencional apresentou, em sua resposta, um overshoot
de 1%. Em contrapartida, ao utilizar-se o Controle Cascata para controlar o processo não foi
observada nenhuma oscilação na variável controlada de nível quando aplicado o mesmo
distúrbio na variável de vazão. Esta constatação mostrou que tal estratégia de controle é mais
eficiente no controle de processo cuja rejeição a distúrbios espúrios em variáveis secundárias
63
do processo, como a variável de vazão para este processo em específico, quando comparado
aos controladores PID convencionais.
Além do Sistema Supervisório, do CLP e da estrutura de Controle Cascata um bom
conhecimento do processo foi provavelmente um dos grandes colaboradores por trás da
satisfatória aplicação dessa estratégica de controle.
Também, foi concebido um sistema de intertravamento da planta objetivando-se eximir
o operador desta função enquanto realiza testes de resposta ao degrau ou enquanto a está
operando.
Por fim, os resultados mostraram que a técnica de Controle Cascata e ideias por trás dos
resultados podem ser utilizadas em contextos mais amplos, como em subplantas de refinarias
de petróleo onde o nível e vazão dos derivados do petróleo são muito importantes para seu
devido refino. Sendo os resultados para o processo estudado neste trabalho apenas uma
demonstração do poder da estratégia de Controle Cascata.
64
REFERÊNCIAS
BISCHOFF, H., HOFMANN, D. e TERZI, E.V. 1997. Process Control System.
[WORKBOOK] Dresden : F. Ebel, FESTO DIDACTIC, 1997. 10/1997.
CEDERQVIST, L., et al. 2012. Cascade control of the friction stir welding process to
seal canisters for spent nuclear fuel. Control Engineering Practice. 2012, 20.
DOYLE, J., FRANCIS, B. e TANNENBAUM, A. 1990. Feedback Control Theory.
s.l. : Macmillan Publishing Co., 1990. p. 3.
ELIPSE SOFTWARE. 2014. Sobre o E3. [Online] 2014. [Citado em: 11 de Maio de
2014.] http://www.elipse.com.br/port/e3.aspx.
GODOY, E. P. 2013. Técnicas de Controle Avançado de Processos: Feedforward e
Cascata. Sorocaba : s.n., 2013.
JÜRGEN HELMICH, ADIRO. 2005. Process Control System. Compact Workstations
Manual. Esslingen, Germany : Adiro Automatisierungstechnik GmbH, 2005. Vol. 04/2005.
MOTA, D. S. e C., GOLDEMBERG. 2010. Comparison Between Voltage Control
Structures of Synchronous Machines. IEEE LATIN AMERICA TRANSACTIONS.
DECEMBER, 2010, Vol. 8, 6.
NATIONAL INSTRUMENTS. 2014. Ambiente gráfico de desenvolvimento de
sistemas LabVIEW. NI LabVIEW. [Online] National Instruments, 2014. [Citado em: 10 de
Maio de 2014.] http://www.ni.com/labview/pt/.
NATIONAL INTRUMENTS. 2013. LabVIEW. Getting Started with LabVIEW.
Austin, Texas : National Instruments, 2013. 373427J-01.
OGATA, K. 2003. Engenharia de Controle Moderno. 4ª. New Jersey : Prentice Hall,
2003. p. 2.
OLIVEIRA, A. L. L. 1999. Fundamentos de Controle de Processos. Serra - ES :
SENAI/CST, 1999.
REVISTA MECATRÔNICA ATUAL. 2013. Mecatrônica Atual. SSC – Sistemas de
Supervisão e Controle. [Online] 22 de Agosto de 2013. [Citado em: 07 de Setembro de 2013.]
http://www.mecatronicaatual.com.br/artigos/1124-ssc-sistemas-de-superviso-e-controle.
SANGEETHA, A. L., et al. 2012. Experimental validation of PID based cascade
control system through SCADA–PLC–OPC and internet architectures. Measurement. 2012,
45.
65
SEBORG, D. E., EDGAR, T. F. e MELLICHAMP, D. A. 2003. Process Dynamics
and Control. 2ª. s.l. : John Wiley & Sons, 2003. pp. 2-412.
SIEMENS AG. 2014. SIMATIC STEP 7 Professional. SIEMENS Global Site. [Online]
SIEMENS AG, 2014. [Citado em: 01 de Maio de 2014.]
http://www.automation.siemens.com/mcms/simatic-controller-software/en/step7/step7-
professional/Pages/Default.aspx.
SIEMENS. 2013. Industry Automation. SIMATIC S7-300: o controlador modular
universal para a indústria de transformação. [Online] Siemens AG, 2013. [Citado em: 07 de
Setembro de 2013.] http://www.industry.siemens.com.br/automation/br/pt/automacao-e-
controle/automacao-industrial/simatic-plc/s7-cm/s7-300/Pages/Default.aspx.
SILVA, B. C. 2013. Sistema Supervisório de Controle de Processos Utilizando o
Padrão de Interoperabilidade OPC. Trabalho de Graduação. Sorocaba : UNESP, 2013.
SILVA, R. T. 2009. Aplicações da Teoria de Controle em uma Refinaria de Petróleo.
São Paulo : UNIVERSIDADE DE SÃO PAULO, 2009.
SONG, S, L., XIE e J., CAI W. 2002. Auto-tuning of Cascade Control System.
Proceedings of the 4th World Congress on Intelligent Control and Automation. 2002, Vol. 4.
ZIEGLER, J. G. e NICHOLS, B. N. 1942. Optimum Settings for Automatic
Controllers. Transactions of the ASME. 11, 1942, Vol. 64.

66
ANEXO 1 – COMPONENTES DE SOFTWARE E
HARDWARE

67
1. COMPONENTES DE SOFTWARE DO TRABALHO
1.1. SIMATIC STEP 7
O SIMATIC STEP 7 é uma plataforma de engenharia que se encarrega das funções de
gerenciamento, configuração e desenvolvimento de lógicas de automação e controle para a
família de controladores S7 da Siemens. (SIEMENS AG, 2014)
Através do SIMATIC-MANAGER é possível gerenciar todo o projeto de automação. É
responsável também por inicializar automaticamente todas as ferramentas de software que são
necessárias para o processamento dos dados selecionados necessários ao projeto. (SIEMENS
AG, 2014)
As principais ferramentas agregadas a este gerenciador são:
Symbol-Editor
Através desta ferramenta é possível gerenciar todas as variáveis globais da aplicação
(em contraste aos parâmetros formais locais que são declarados localmente quando os blocos
são programados). Suas principais funções são: definição de designação simbólica e
comentários para os sinais de processo (entrada/saída); função de ordenação e intercâmbio de
dados entre outros programas baseados em Windows. (SIEMENS AG, 2014)
Hardware Configuration
Esta ferramenta é utilizada para configuração e parametrização do hardware usado para
o projeto de automação. Suas funções gerais são: configuração do Rack, escolhido dentre um
catálogo disponível; configuração das entradas e saídas (I/Os); atribuição de parâmetros da
CPU, tais como monitoração de scan-rate e características de restart; atribuição de parâmetros
de blocos, etc. (SIEMENS AG, 2014)
Communication Configuration
Ferramenta onde se configura os links de comunicação, tal como MPI. Esta ferramenta
proporciona Blocos de configuração e parametrização da comunicação. (SIEMENS AG,
2014)
As linguagens de programação disponíveis para este CLP são: Ladder (LAD), Function
Block Diagram (FBD) e Instruction List (IL).

68
As duas primeiras apresentam interface amigável que auxiliam ao programador uma
operação simples e intuitiva. A criação de diagramas ou blocos de funções em Ladder é
caracterizada pela facilidade de uso familiar em PCs tais como: arrastar e soltar, recortar e
colar. Há, também, bibliotecas predefinidas de funções complexas como para controlador
PID. (SIEMENS AG, 2014)
A Figura 1 ilustra a interface do Simatic Manager utilizado para a configuração das
lógicas de controle utilizadas nesse trabalho.
Figura 1 - Interface do Simatic Manager.
Fonte: autoria própria.
1.2. LabVIEW 2010
Trata-se de uma plataforma de programação gráfica voltada a projetos de pequeno e
grande porte com foco na resolução de problemas relacionados a sistemas de medição e
controle. A característica de integração é o forte dessa plataforma, isso torna fácil sua
integração com softwares, IP e hardwares já implementados. (NATIONAL INSTRUMENTS,
2014)
As aplicações desenvolvidas no LabVIEW são chamadas de Instrumentos Virtuais, ou
VIs – sigla do inglês, por causa de sua aparência e operação se assemelhar aos instrumentos
físicos, tais como osciloscópios e multímetros. O LabVIEW contém um conjunto abrangente
de ferramentas para adquirir, analisar, exibir e armazenar dados, bem como ferramentas que
auxiliam a solucionar problemas de código escritos pelo programador.
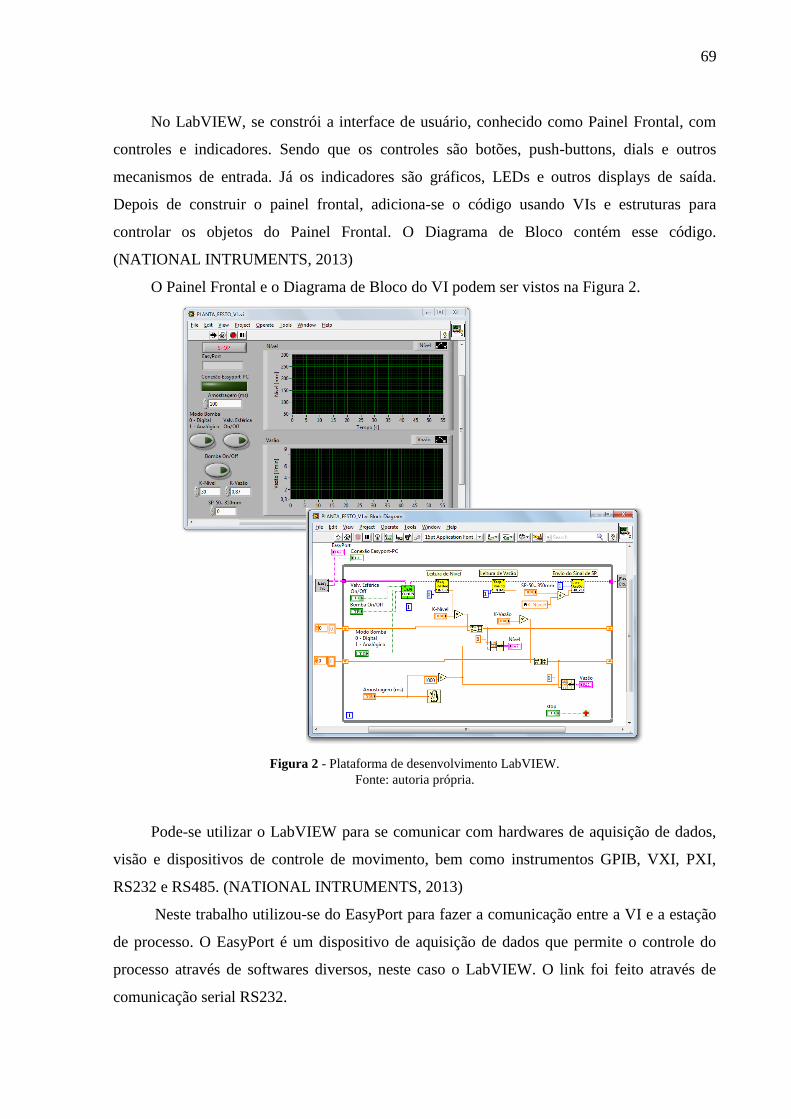
69
No LabVIEW, se constrói a interface de usuário, conhecido como Painel Frontal, com
controles e indicadores. Sendo que os controles são botões, push-buttons, dials e outros
mecanismos de entrada. Já os indicadores são gráficos, LEDs e outros displays de saída.
Depois de construir o painel frontal, adiciona-se o código usando VIs e estruturas para
controlar os objetos do Painel Frontal. O Diagrama de Bloco contém esse código.
(NATIONAL INTRUMENTS, 2013)
O Painel Frontal e o Diagrama de Bloco do VI podem ser vistos na Figura 2.
Figura 2 - Plataforma de desenvolvimento LabVIEW.
Fonte: autoria própria.
Pode-se utilizar o LabVIEW para se comunicar com hardwares de aquisição de dados,
visão e dispositivos de controle de movimento, bem como instrumentos GPIB, VXI, PXI,
RS232 e RS485. (NATIONAL INTRUMENTS, 2013)
Neste trabalho utilizou-se do EasyPort para fazer a comunicação entre a VI e a estação
de processo. O EasyPort é um dispositivo de aquisição de dados que permite o controle do
processo através de softwares diversos, neste caso o LabVIEW. O link foi feito através de
comunicação serial RS232.
70
1.3. ELIPSE E3
O E3 é um sistema de supervisão e controle de processos desenvolvido para atender os
atuais requisitos de conectividade, flexibilidade e confiabilidade. Sua arquitetura de operação
em rede compõe um sistema multicamadas, oferecendo uma plataforma de rápido
desenvolvimento de aplicações, alta capacidade de comunicação e expansão.
O E3 permite a comunicação com inúmeros protocolos e equipamentos, podendo
acomodar tanto sistemas locais como distribuídos. (ELIPSE SOFTWARE, 2014)
Suas principais características são: robustez dos servidores que coletam, processam e
distribuem dados de fontes diferentes em tempo real; arquitetura distribuída; banco de dados
aberto; ferramenta de relatório; gerenciador de alarme e eventos; historiador de processo;
OPC; módulo de relatório; etc.
As funcionalidades do E3 são distribuídas em quatro módulos descritos a seguir:
E3 Server
Trata-se do Servidor de Aplicação. Através desse módulo executa os processos
principais, incluindo a comunicação em tempo real com os equipamentos de controle. O
servidor é responsável, também por enviar os dados das Telas de Operação aos clientes
conectados em qualquer ponto da rede de automação.
E3 Studio
É a interface gráfica de configuração, sendo esta a plataforma principal de
desenvolvimento das Telas e parametrização da comunicação com o sistema de controle. Este
módulo inclui um editor gráfico e de scripts (VBScript).
E3 Viewer
Este módulo permite operar as aplicações residentes no servidor desde qualquer
computador através do programa executável Viewer ou através de um navegador de internet.
E3 Admin
Este módulo é responsável pela interface do E3 Server e os demais módulos do E3 com
o usuário. Assim, o usuário é capaz de enviar comandos ao E3 Server por intermédio do ícone
na Área de Notificação do Windows, e controlar o domínio através de linha de comando.
(ELIPSE SOFTWARE, 2014)
A Figura 3 ilustra o principal módulo do E3 utilizado nesse trabalho, trata-se da
interface de desenvolvimento E3 Studio.
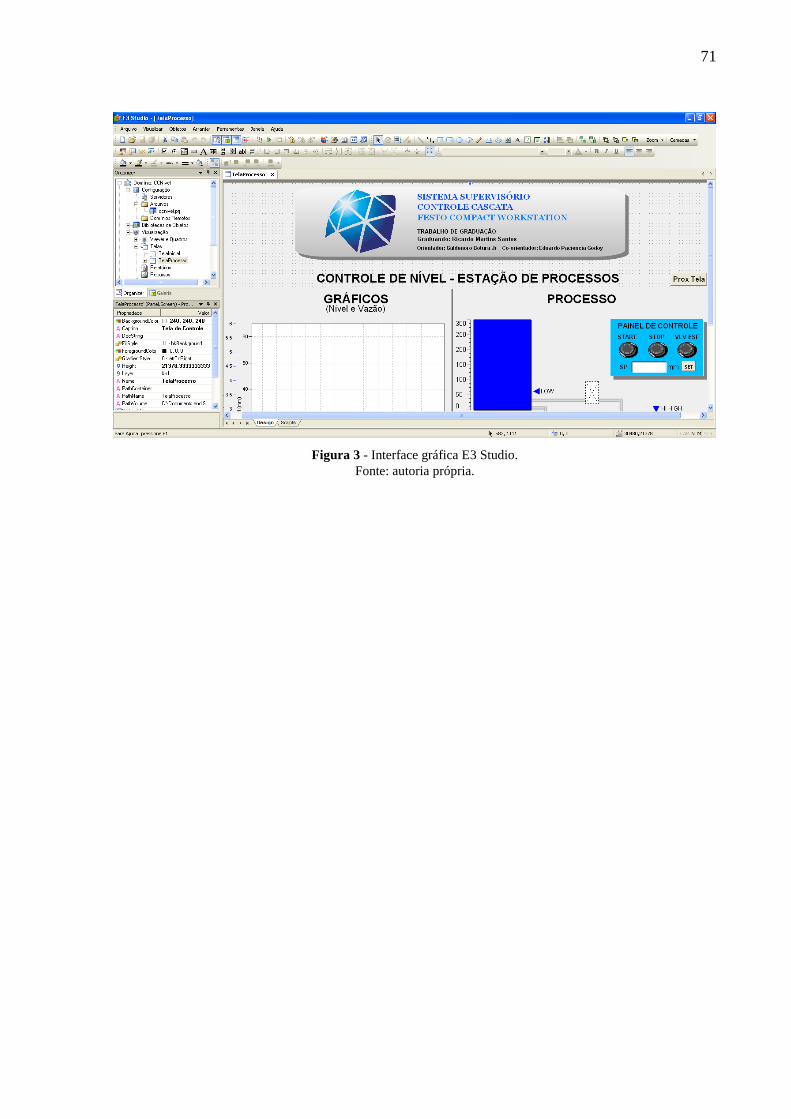
71
Figura 3 - Interface gráfica E3 Studio.
Fonte: autoria própria.

72
2. COMPONENTES DE HARDWARE DO TRABALHO
2.1. ESTAÇÃO DE CONTROLE DE PROCESSO
O componente principal que dá forma a este trabalho é a planta de simulação de
processos da FESTO, Figura 4, que proporcionou aplicar as estratégias de controle previstas
para este trabalho. A PCS Compact Workstation trata-se de uma planta didática formada a
partir de sensores e atuadores usualmente utilizados na indústria. Este equipamento é
conectado a uma central de processamento e controle conhecida como controlador lógico
programável – CLP.
Figura 4 - PCS Compact Workstation.
Fonte: Silva, 2013.
A PCS Compact Workstation possibilita que sejam formados quatro loops de controle,
sendo eles: controle de pressão, controle de temperatura, controle de nível e controle de
vazão. Para cada um desse laço de controle têm-se sensores e atuadores específicos para
formar a malha fechada. Através do CLP podem-se utilizar essas malhas com controle
simples ou cascata. (BISCHOFF, et al., 1997)
Esta estação é constituída por:
Dois tanques de água;
Tanque de pressão;
73
Sistema de pipelines (tubulação);
Painel de controle (incluindo um PLC S7-300);
Dois terminais de entrada e saída de sinais digitais;
Um terminal de entrada e saída de sinais analógicos;
Conversores de sinais (corrente, frequência e PT100 para tensão);
Sensor ultrassônico analógico;
Sensor de vazão com sinal em frequência;
Sensor de pressão piezo resistivo;
Indicador de pressão (0-1 bar);
Sensor de temperatura tipo PT100;
Dois sensores de nível tipo proximidade (nível superior e inferior);
Boia eletromecânica;
Sensor de transbordamento;
Bomba centrífuga;
Válvula proporcional;
Válvula esférica;
Válvulas manuais nas pipes;
Aquecedor.
Tendo em vista esses sensores e atuadores a Tabela 1 lista os parâmetros e as
especificações técnicas de cada componente da planta didática.
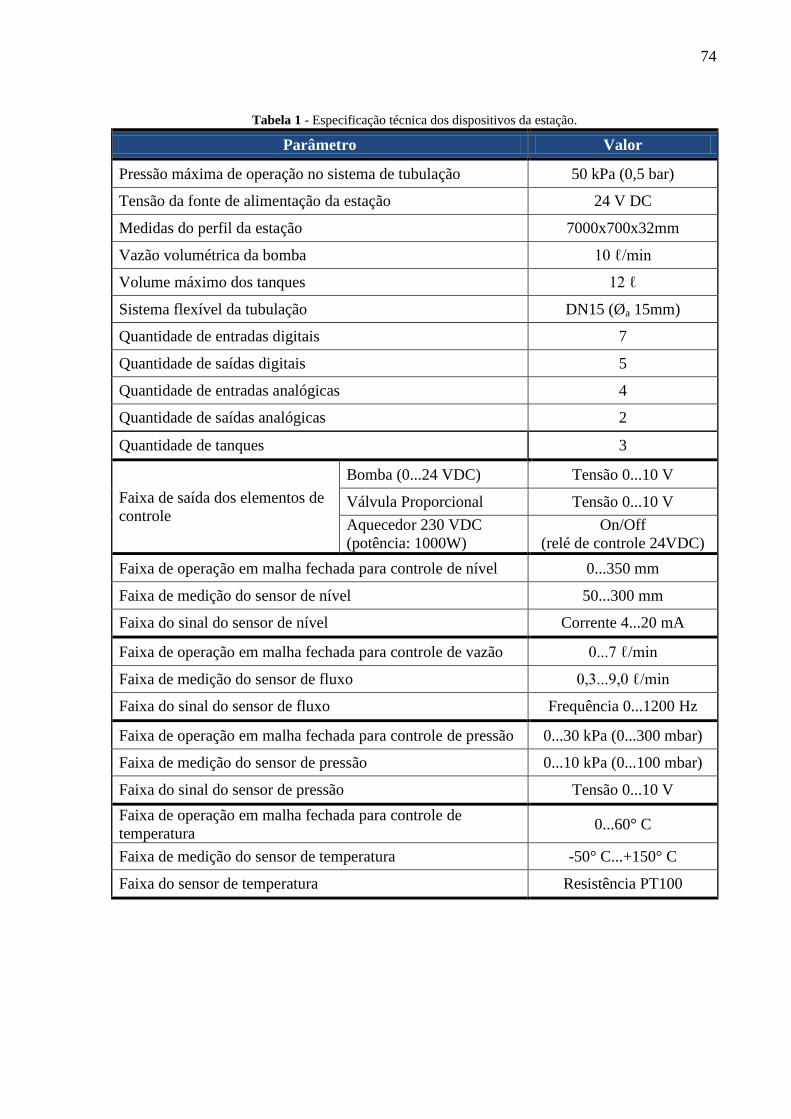
74
Tabela 1 - Especificação técnica dos dispositivos da estação.
Parâmetro Valor
Pressão máxima de operação no sistema de tubulação 50 kPa (0,5 bar)
Tensão da fonte de alimentação da estação 24 V DC
Medidas do perfil da estação 7000x700x32mm
Vazão volumétrica da bomba 10 ℓ/min
Volume máximo dos tanques 12 ℓ
Sistema flexível da tubulação DN15 (Øa 15mm)
Quantidade de entradas digitais 7
Quantidade de saídas digitais 5
Quantidade de entradas analógicas 4
Quantidade de saídas analógicas 2
Quantidade de tanques 3
Faixa de saída dos elementos de
controle
Bomba (0...24 VDC) Tensão 0...10 V
Válvula Proporcional Tensão 0...10 V
Aquecedor 230 VDC
(potência: 1000W)
On/Off
(relé de controle 24VDC)
Faixa de operação em malha fechada para controle de nível 0...350 mm
Faixa de medição do sensor de nível 50...300 mm
Faixa do sinal do sensor de nível Corrente 4...20 mA
Faixa de operação em malha fechada para controle de vazão 0...7 ℓ/min
Faixa de medição do sensor de fluxo 0,3...9,0 ℓ/min
Faixa do sinal do sensor de fluxo Frequência 0...1200 Hz
Faixa de operação em malha fechada para controle de pressão 0...30 kPa (0...300 mbar)
Faixa de medição do sensor de pressão 0...10 kPa (0...100 mbar)
Faixa do sinal do sensor de pressão Tensão 0...10 V
Faixa de operação em malha fechada para controle de
temperatura 0...60° C
Faixa de medição do sensor de temperatura -50° C...+150° C
Faixa do sensor de temperatura Resistência PT100
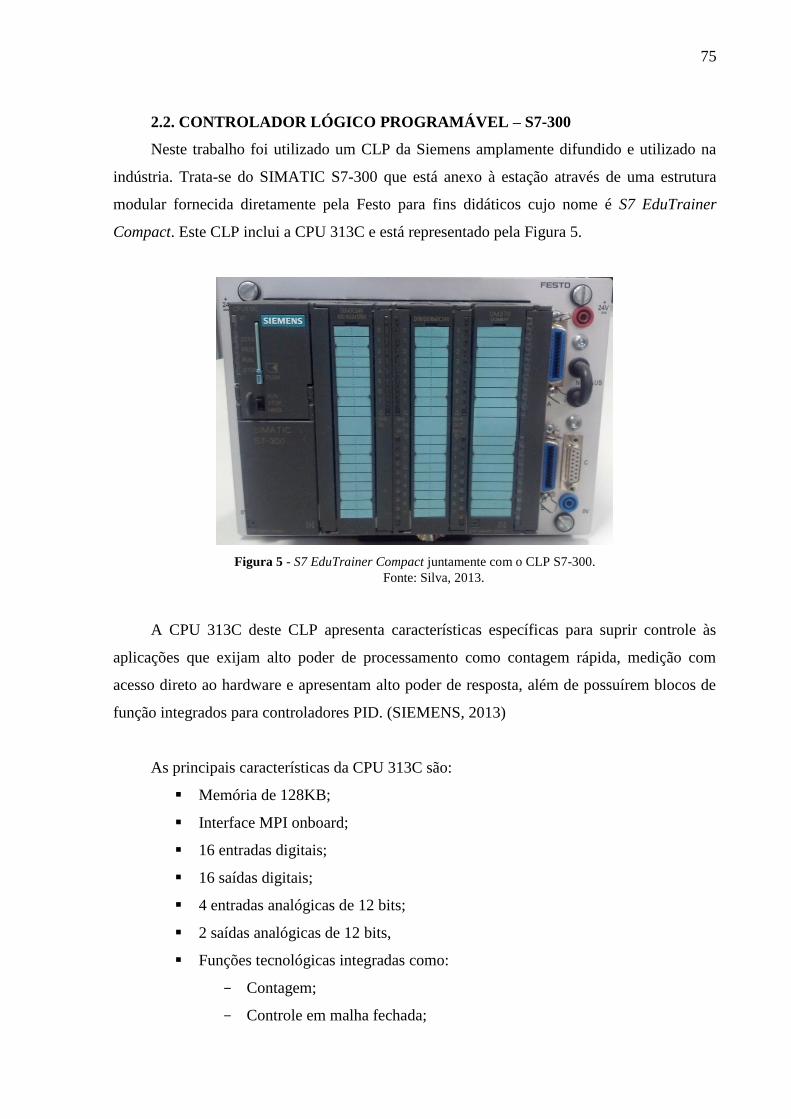
75
2.2. CONTROLADOR LÓGICO PROGRAMÁVEL – S7-300
Neste trabalho foi utilizado um CLP da Siemens amplamente difundido e utilizado na
indústria. Trata-se do SIMATIC S7-300 que está anexo à estação através de uma estrutura
modular fornecida diretamente pela Festo para fins didáticos cujo nome é S7 EduTrainer
Compact. Este CLP inclui a CPU 313C e está representado pela Figura 5.
Figura 5 - S7 EduTrainer Compact juntamente com o CLP S7-300.
Fonte: Silva, 2013.
A CPU 313C deste CLP apresenta características específicas para suprir controle às
aplicações que exijam alto poder de processamento como contagem rápida, medição com
acesso direto ao hardware e apresentam alto poder de resposta, além de possuírem blocos de
função integrados para controladores PID. (SIEMENS, 2013)
As principais características da CPU 313C são:
Memória de 128KB;
Interface MPI onboard;
16 entradas digitais;
16 saídas digitais;
4 entradas analógicas de 12 bits;
2 saídas analógicas de 12 bits,
Funções tecnológicas integradas como:
- Contagem;
- Controle em malha fechada;
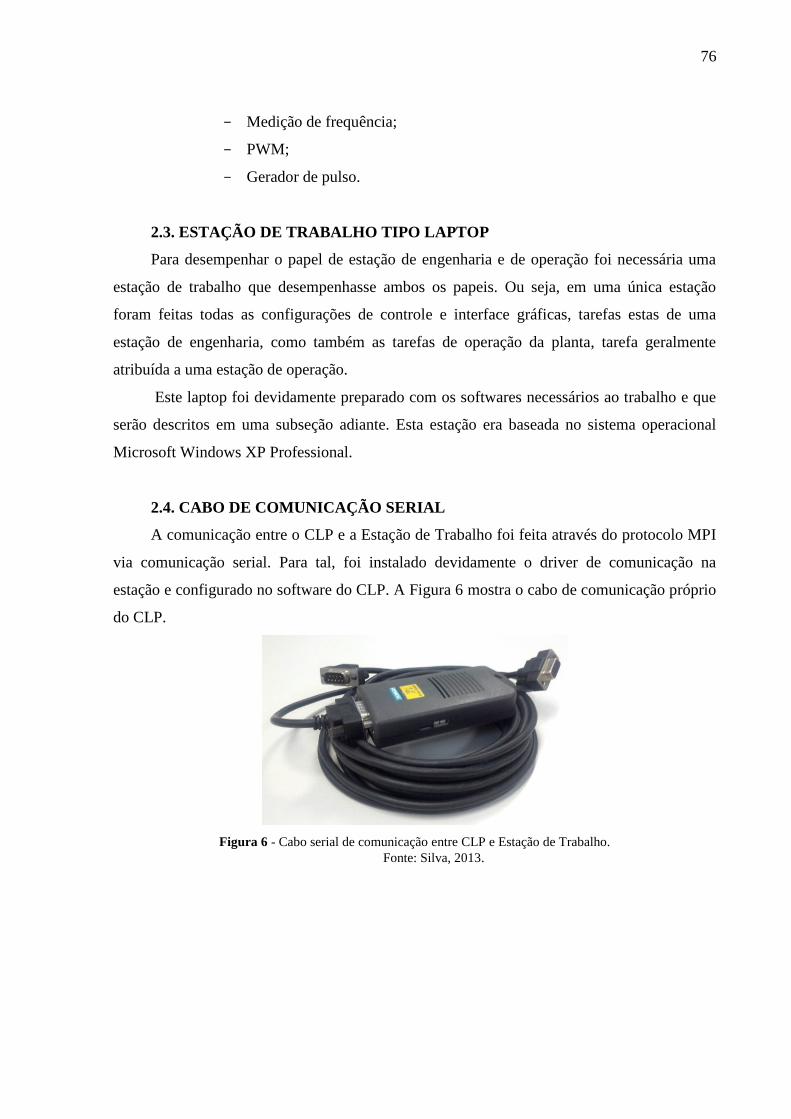
76
- Medição de frequência;
- PWM;
- Gerador de pulso.
2.3. ESTAÇÃO DE TRABALHO TIPO LAPTOP
Para desempenhar o papel de estação de engenharia e de operação foi necessária uma
estação de trabalho que desempenhasse ambos os papeis. Ou seja, em uma única estação
foram feitas todas as configurações de controle e interface gráficas, tarefas estas de uma
estação de engenharia, como também as tarefas de operação da planta, tarefa geralmente
atribuída a uma estação de operação.
Este laptop foi devidamente preparado com os softwares necessários ao trabalho e que
serão descritos em uma subseção adiante. Esta estação era baseada no sistema operacional
Microsoft Windows XP Professional.
2.4. CABO DE COMUNICAÇÃO SERIAL
A comunicação entre o CLP e a Estação de Trabalho foi feita através do protocolo MPI
via comunicação serial. Para tal, foi instalado devidamente o driver de comunicação na
estação e configurado no software do CLP. A Figura 6 mostra o cabo de comunicação próprio
do CLP.
Figura 6 - Cabo serial de comunicação entre CLP e Estação de Trabalho.
Fonte: Silva, 2013.
77
APÊNDICE A – APLICAÇÃO LABVIEW
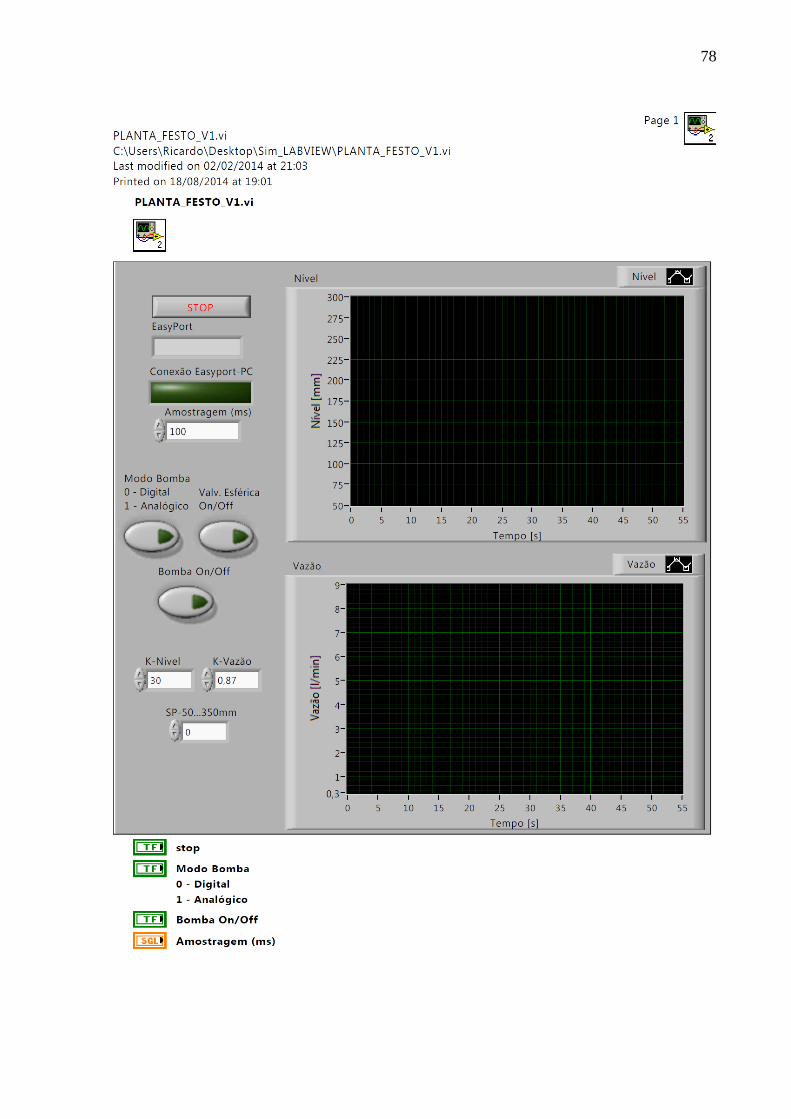
78
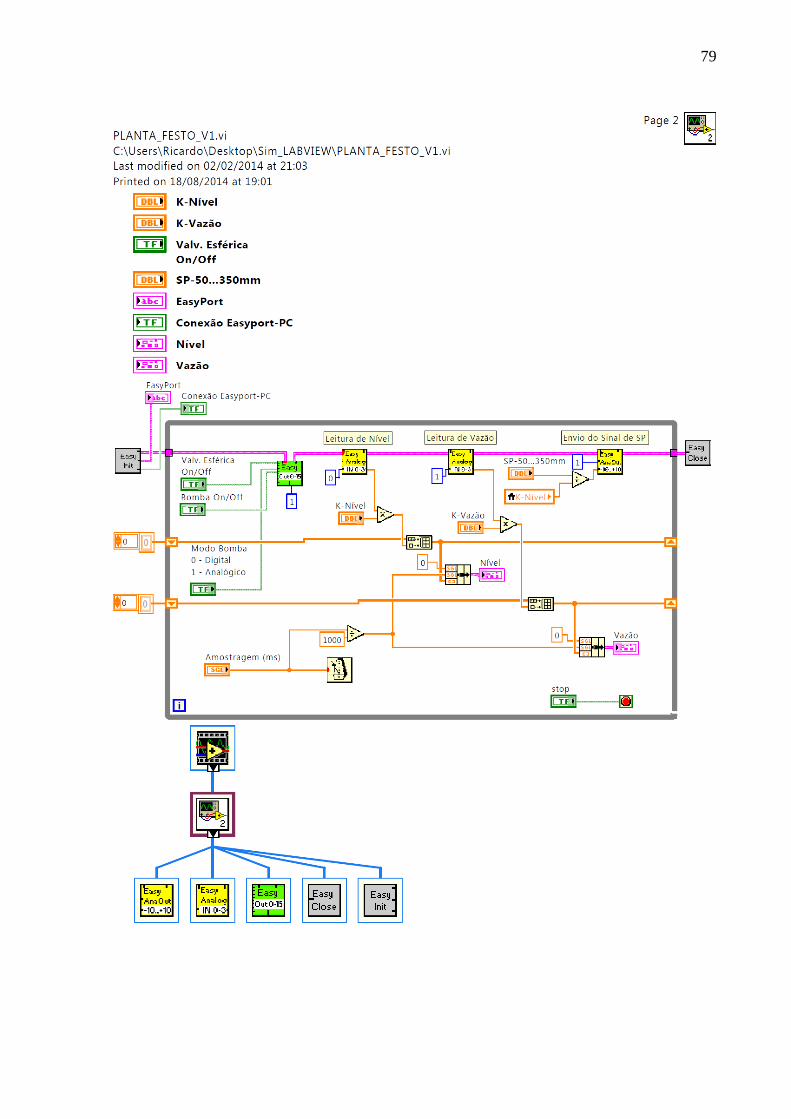
79
80
81
APÊNDICE B – PROGRAMAÇÃO DO CLP
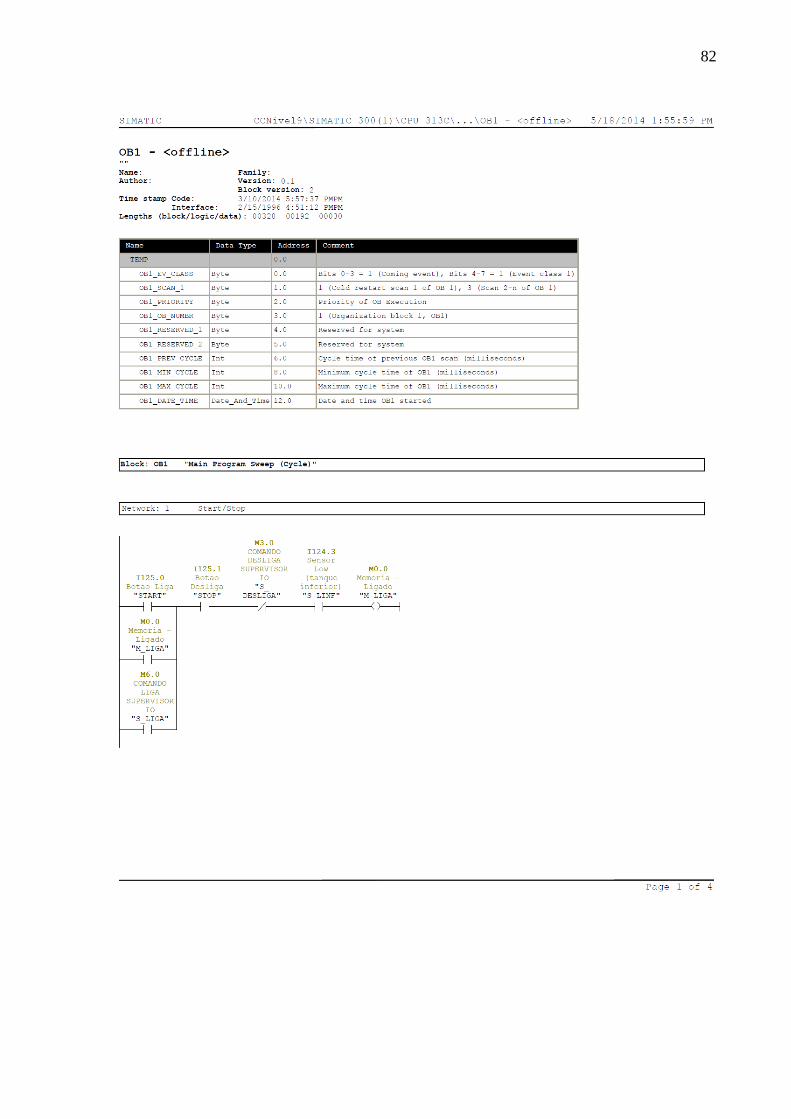
82
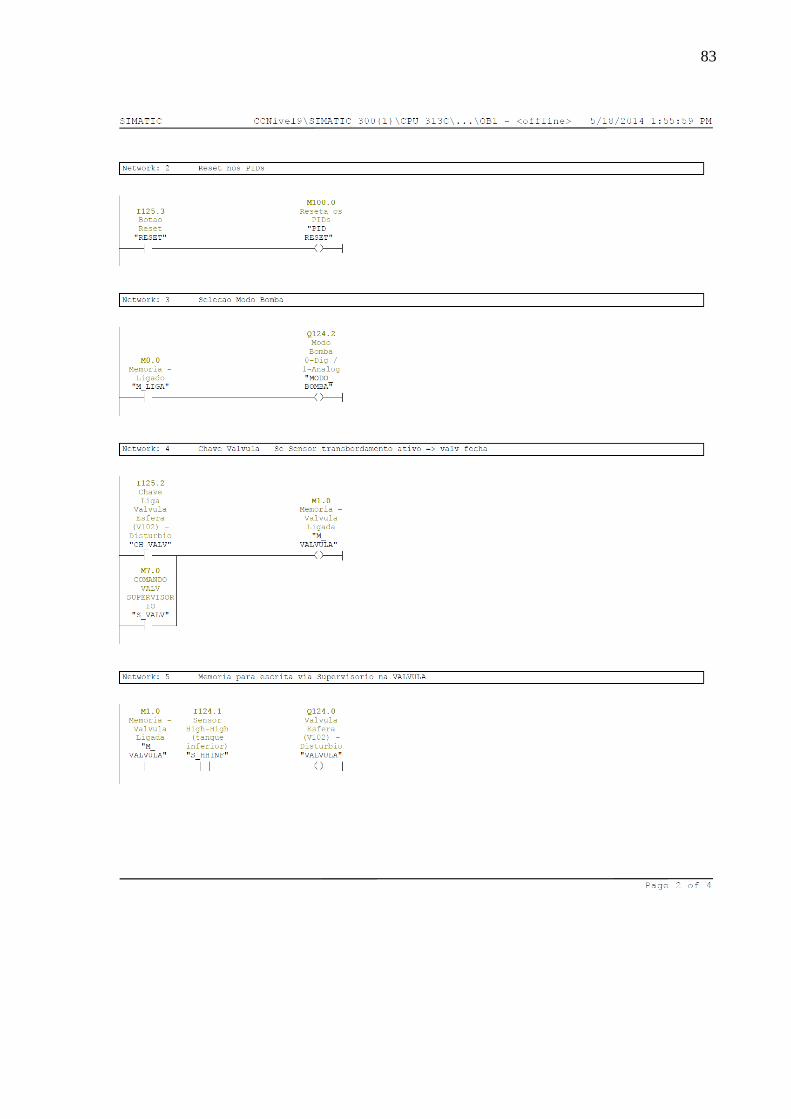
83
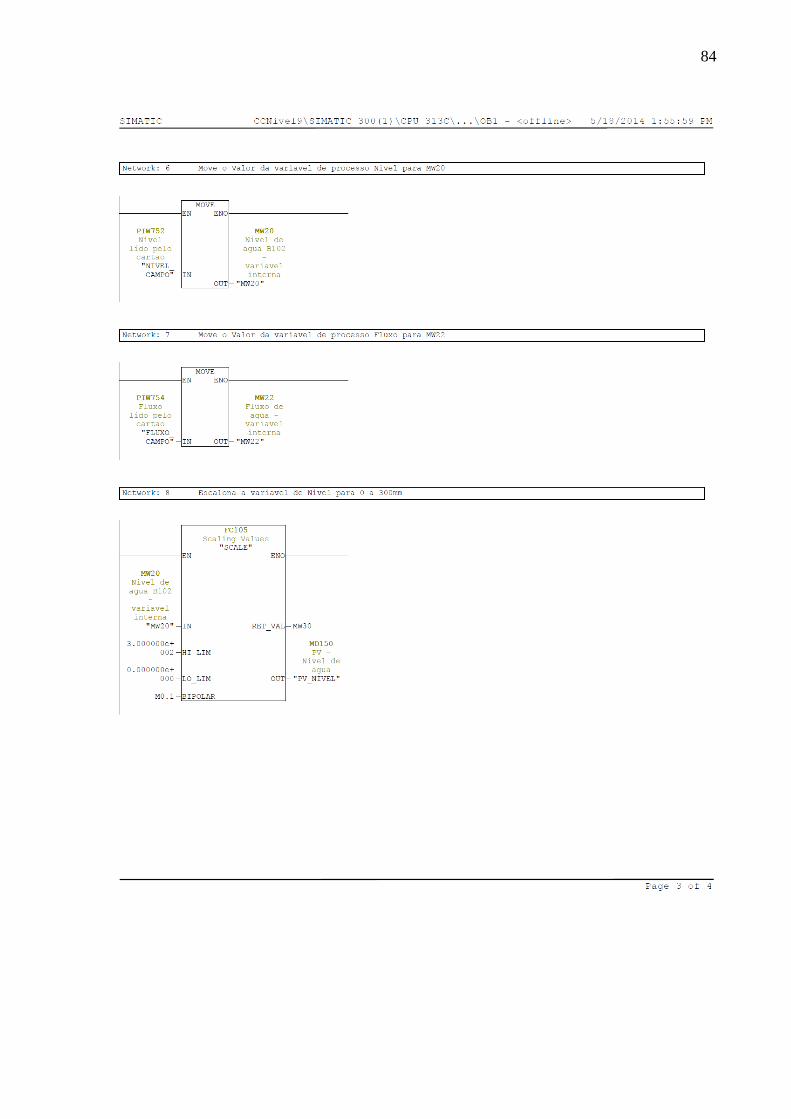
84

85

86

87
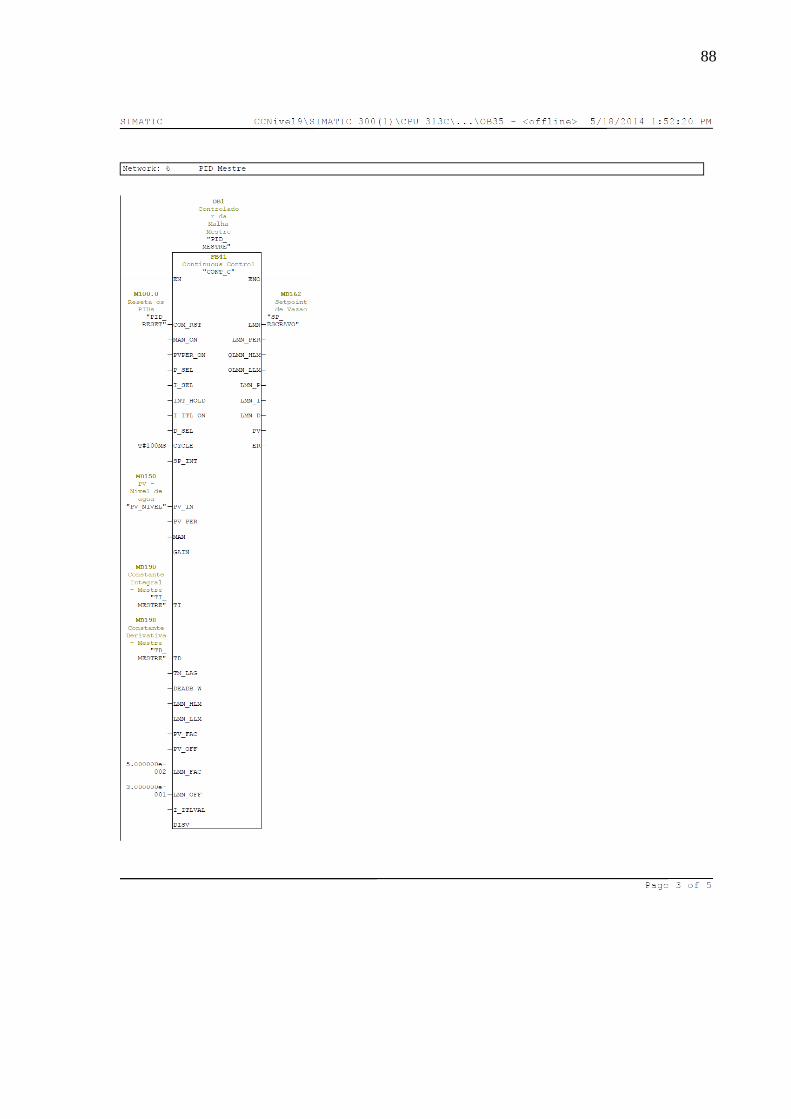
88
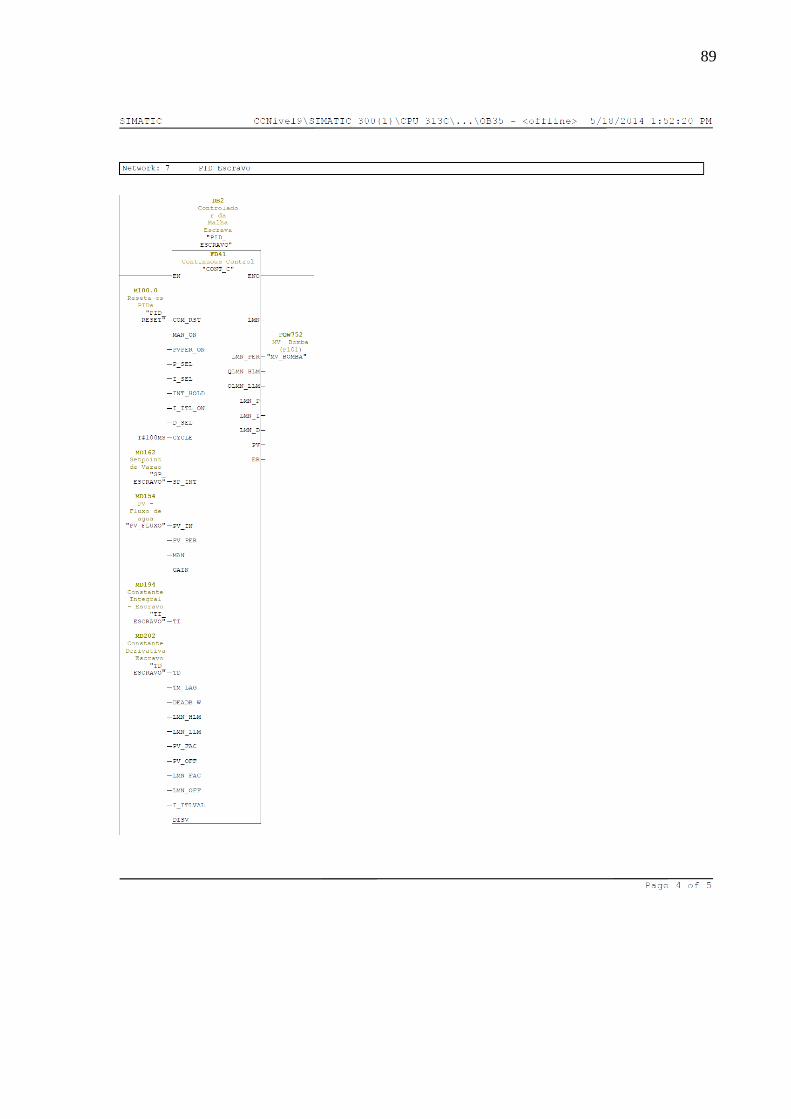
89
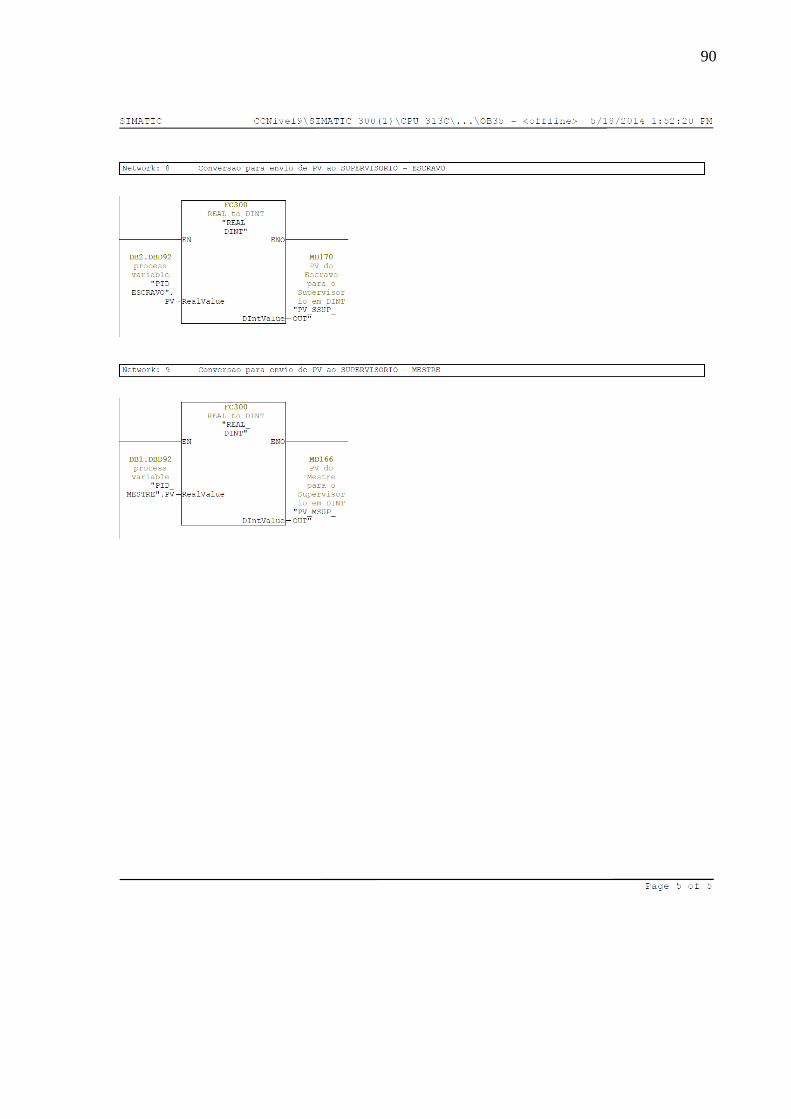
90
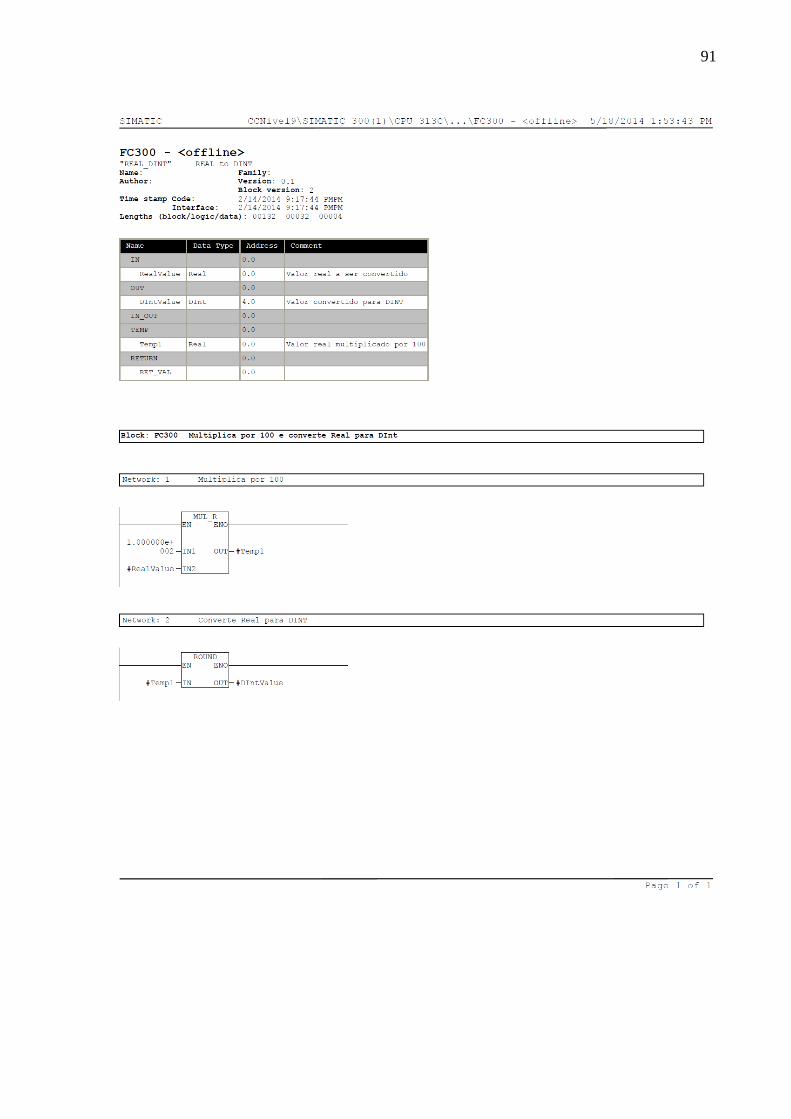
91
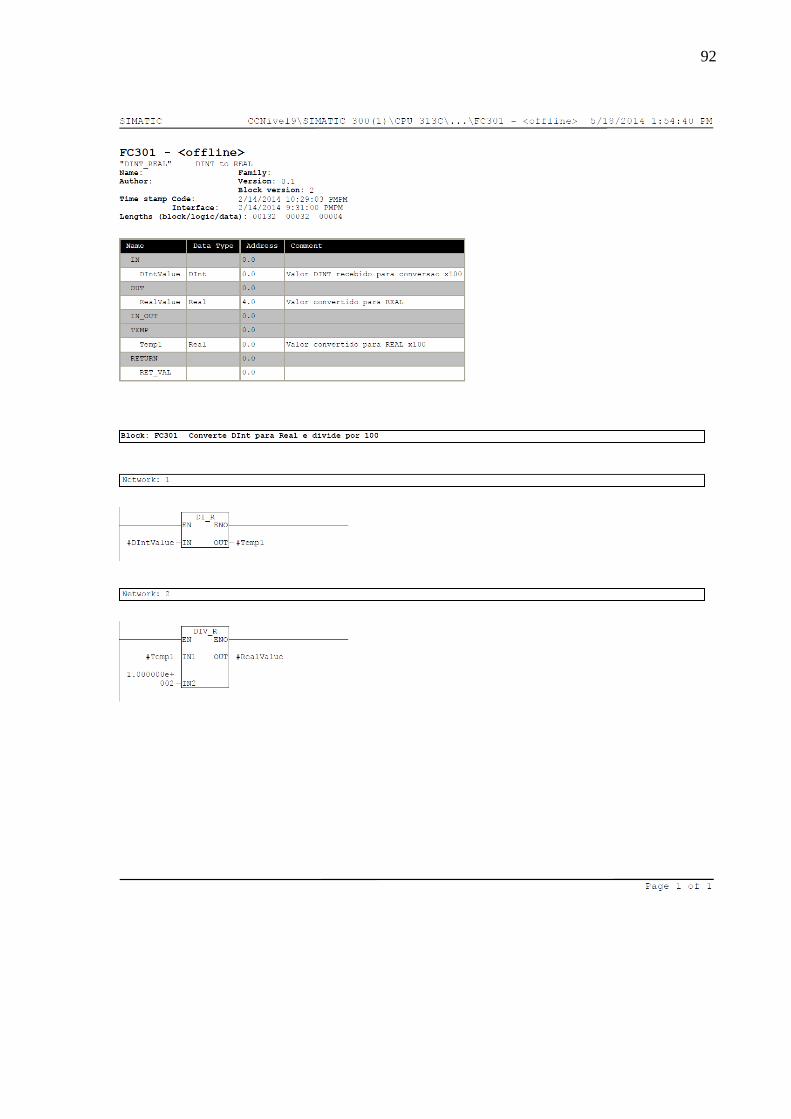
92