universidade estadual de campinas faculdade de...
TRANSCRIPT

i
UNIVERSIDADE ESTADUAL DE CAMPINAS
FACULDADE DE ENGENHARIA DE ALIMENTOS
CAROLYNE BITENCOURT FARIA
SECAGEM DA POLPA DE MARACUJÁ POR ATOMIZAÇÃO COM
ADIÇÃO DE MALTODEXTRINA E FARINHA DA SUA CASCA
CAMPINAS- SP
2014

ii

iii
UNIVERSIDADE ESTADUAL DE CAMPINAS
FACULDADE DE ENGENHARIA DE ALIMENTOS
CAROLYNE BITENCOURT FARIA
SECAGEM DA POLPA DE MARACUJÁ POR ATOMIZAÇÃO COM
ADIÇÃO DE MALTODEXTRINA E FARINHA DA SUA CASCA
Tese apresentada a Faculdade de Engenharia de Alimentos da Universidade Estadual de Campinas como parte dos requisitos para a obtenção do título de Doutora em Tecnologia de Alimentos
Orientador: Prof. Dr. Flavio Luis Schmidt
ESTE EXEMPLAR CORRESPONDE À VERSÃO FINAL TESE DEFENDIDA PELA ALUNA CAROLYNE BITENCOURT FARIA, E ORIENTADA PELO PROFESSOR DOUTOR FLAVIO LUIS SCHMIDT
______________________________________
CAMPINAS
2014

iv

v
Prof. Dr. Flavio Luis Schmidt – Presidente e Orientador FEA/Unicamp
Dra. Ana Silvia Prata Soares – Membro Titular FCA/Unicamp
Dra. Elaine Berges da Silva – Membro Titular Universidade de Sorocaba
Dra. Izabela Dutra Alvim – Membro Suplente Instituto de Tecnologia de Alimentos - ITAL/Campinas
Dra. Maria Isabel Berto – Membro Titular Instituto de Tecnologia de Alimentos - ITAL/Campinas
Dra. Michele Nehemy Bertéli – Membro Suplente Instituto de Tecnologia de Alimentos – ITAL/Campinas
Dra. Priscilla Efraim – Membro Titular FEA/Unicamp
Dr. Rafael Augustus de Oliveira – Membro Suplente FEAGRI/Unicamp

vi
vii
ABSTRACT
This work aimed to evaluate the addition of passion fruit peel flour (PFPF), as a
substitute for part of maltodextrin used as an adjuvant in the spray drying of
passion fruit pulp. The study of the physic-chemical, technological and structural
characteristics of the flour obtained from the peel of yellow passion fruit was held.
This having high porosity, good solubility in liquid medium and high glass transition
temperature (TG), being a product with promising technological characteristics. To
assess the amount of PFPF added to replace maltodextrin, a study of the
rheological behavior was performed. The rheological parameters were determined
at 25, 40, 60 and 80°C via a coaxial cylinder viscometer, with variation of the strain
rate from 6,60 at 198 s-1. In data fitting mathematical models of the: Laws of Power
and Herschel-Bulkley. To optimize the maximum amount of PFPF was performed a
rotational central statistical design 23, with 3 central points, totaling 17 tests, where
the independent variables were the temperature of the incoming air (163 at 197°C),
the mass flow rate (340 at 540 mL/h) and the concentration of maltodextrin
(0/100% at 15/85% PFPF/maltodextrin w/w). The responses analyzed were bulk
density, moisture powder, ascorbic acid content, process yield, dissolution time
and hygroscopic powder. The addition of PFPF reduced moisture, increased yield
and conservation of ascorbic acid in the final product. So the best drying conditions
established were: 190°C, 500 mL/h and 11.6/88.4% PFPF/maltodextrin. The
produced at optimum powder showed good acceptability, when prepared in the
form of nectar, with only reduction of flavor. Its hygroscopicity was evaluated
adsorption isotherms. It was observed that the powder was stable at low humidity
and showed the same behavior of powders containing only maltodextrin. The
results of this study show the viability of the addition of PFPF in spray drying of
passion fruit pulp, improving the characteristics of the powder and its nutritional
value.

viii

ix
RESUMO
Este trabalho teve como objetivo a avaliação da adição da farinha da casca de
maracujá (FCM), em substituição parcial da maltodextrina utilizada como
coadjuvante de secagem na atomização da polpa de maracujá. Foi realizado o
estudo das características físico-químicas, tecnológicas e estruturais da farinha
obtida da casca do maracujá amarelo. Esta apresentou alta porosidade, boa
solubilidade em meio líquido e alta temperatura de transição vítrea (TG),
mostrando-se um produto com promissoras características tecnológicas. Para
avaliar a quantidade de FCM adicionada em substituição a maltodextrina, foi
realizado um estudo do seu comportamento reológico. Os parâmetros reológicos
foram determinados a 25, 40, 60 e 80°C, por meio de um viscosímetro de cilindros
coaxiais, com variação da taxa de deformação de 6,60 a 198,0 s-1. No ajuste dos
dados foram utilizados os modelos matemáticos: Leis da Potência e Herschel-
Bulkley. Para otimizar a quantidade máxima de FCM adicionada na polpa para se
obter sua secagem por atomização, foi realizado um planejamento estatístico
central rotacional 23, com 3 pontos centrais, totalizando 17 ensaios, onde as
variáveis independentes foram a temperatura do ar de entrada (163 a 197°C), a
vazão mássica de alimentação (340 a 540 mL/h) e a concentração de agente
carreador (0/100% a 15/85% - FCM/maltodextrina p/p). As respostas analisadas
foram densidade aparente, umidade do pó, teor de ácido ascórbico, rendimento do
processo, tempo de dissolução e higroscopicidade do pó. A adição da FCM
reduziu a umidade, aumentou o rendimento e a conservação do ácido ascórbico
no produto final. Assim as melhores condições de secagem estabelecidas foram:
190°C, 500 ml/h e 11,6/88,4% de FCM/maltodextrina. O pó produzido no ponto
ótimo apresentou boa aceitação sensorial, quando preparado na forma de néctar,
com apenas redução do aroma. Foi avaliada sua higroscopicidade através de
isotermas de adsorção. Observou-se que o pó permaneceu estável a baixas
umidades e mostrou o mesmo comportamento dos pós contendo apenas
maltodextrina. Os resultados obtidos neste trabalho mostraram a viabilidade da
adição da FCM na secagem por atomização da polpa de maracujá, melhorando as
características do pó e seu valor nutricional.

x

xi
SUMÁRIO
INTRODUÇÃO ........................................................................................................ 1
OBJETIVOS DO TRABALHO .............................................................................. 4
CAPÍTULO 1 ........................................................................................................... 5
INFLUÊNCIA DOS AGENTES ENCAPSULANTES NA SECAGEM DE POLPA DE
FRUTAS POR ATOMIZAÇÃO – REVISÃO ............................................................. 5
1.1. Introdução ..................................................................................................... 9
1.2. Processo de atomização ............................................................................. 10
1.2.1. Microencapsulação ............................................................................... 12
1.3. Tipos de encapsulantes utilizados na secagem de polpas de frutas por
atomização ......................................................................................................... 12
1.3.2. Secagem de polpas com adição de maltodextrina................................ 15
1.3.3. Secagem de polpas com adição de maltodextrina e outros
coadjuvantes. .................................................................................................. 20
1.4. Conclusões ................................................................................................. 25
1.5. Referências Bibliográficas ........................................................................... 26
CAPÍTULO 2 ......................................................................................................... 33
PROPRIEDADES TECNOLÓGICAS E MICROESTRUTURA DA FARINHA DA
CASCA DO MARACUJÁ. ...................................................................................... 33
RESUMO............................................................................................................... 35
ABSTRACT ........................................................................................................... 36
2.1. Introdução ................................................................................................... 37
2.2. Materiais e métodos .................................................................................... 38
2.2.1. Produção da farinha da casca do maracujá .......................................... 38
2.2.2. Caracterização físico - química da Farinha da casca do maracujá. ...... 39
2.2.3. Determinação das propriedades físicas da Farinha da casca do
maracujá. ........................................................................................................ 40
2.2.3.1. Tempo de dissolução ............................................................................... 40
2.2.3.2. Índice de Absorção de água (IAA) e do índice de Solubilidade em água
(ISA). ..................................................................................................................... 40
2.2.3.3. Densidade absoluta, aparente e porosidade............................................. 41
2.2.4. Propriedades térmicas da Farinha da casca do maracujá .................... 42

xii
2.2.4.1. Determinação da Temperatura de transição vítrea (TG) ........................... 42
2.2.5. Características estruturais da Farinha da casca do maracujá .............. 42
2.2.5.1. Distribuição do tamanho de partícula ....................................................... 42
2.2.5.2. Microscopia eletrônica de varredura ......................................................... 43
2.3. Resultados e Discussão .............................................................................. 43
2.3.1. Caracterização química da Farinha da casca do maracujá. ................. 43
2.3.2. Características Tecnológicas. ............................................................... 45
2.3.2.1. Densidade absoluta, aparente e porosidade............................................. 46
2.3.2.2. Temperatura de Transição Vítrea ............................................................. 47
2.3.2.3. Distribuição de tamanho de partículas ...................................................... 48
2.3.2.4. Microscopia de Varredura ......................................................................... 49
2.4. Conclusões ................................................................................................. 51
2.5. Referências Bibliográficas ........................................................................... 52
CAPÍTULO 3 ......................................................................................................... 59
AVALIAÇÃO DO COMPORTAMENTO REOLÓGICO DA ADIÇÃO DE
DIFERENTES CONCENTRAÇÕES DE MALTODEXTRINA E FARINHA DA
CASCA DO MARACUJÁ EM SUA POLPA ........................................................... 59
RESUMO............................................................................................................... 61
ABSTRACT ........................................................................................................... 62
3.1. Introdução ................................................................................................... 63
3.2. Materiais e Métodos .................................................................................... 65
3.2.1. Preparo das amostras ........................................................................... 65
3.2.1.1. Caracterização da matéria prima .............................................................. 66
3.2.2. Determinação dos parâmetros reológicos. ........................................... 66
3.3. Resultados e Discussão .............................................................................. 68
3.3.1. Comportamento reológico ..................................................................... 68
3.3.2. Análise dos modelos matemáticos ........................................................ 74
3.4. Conclusão ................................................................................................... 80
3.5. Referências Bibliograficas ........................................................................... 81
CAPÍTULO 4 ......................................................................................................... 85
INFLUÊNCIA DA ADIÇÃO DA FARINHA DA CASCA E MALTODEXTRINA NA
MICROENCAPSULAÇÃO DA POLPA DO MARACUJÁ POR ATOMIZAÇÃO. ..... 85

xiii
RESUMO............................................................................................................... 87
ABSTRACT ........................................................................................................... 88
4.1. Introdução ................................................................................................... 89
4.2. Materiais e Métodos .................................................................................... 91
4.2.1. Matéria-prima ........................................................................................ 91
4.2.2. Preparo das amostras ........................................................................... 92
4.2.3. Comportamento reológico ..................................................................... 92
4.2.4. Atomização e condições experimentais ................................................ 93
4.2.4.1. Análises físico- químicas realizadas ......................................................... 95
Teor de ácido ascórbico: ................................................................................................... 95
Tempo de dissolução: ........................................................................................................ 95
Umidade: ........................................................................................................................... 96
Densidade Aparente: ......................................................................................................... 96
Higroscopicidade: .............................................................................................................. 96
Rendimento: ...................................................................................................................... 96
4.2.5. Morfologia ............................................................................................. 97
4.2.6. Distribuição do tamanho de partículas .................................................. 97
4.2.7. Análise Sensorial .................................................................................. 98
4.3. Resultado e Discussão ............................................................................... 99
4.3.1. Caracterização da matéria-prima .......................................................... 99
4.3.2. Comportamento reológico ................................................................... 100
4.3.3. Análise estatística ............................................................................... 104
4.3.4. Morfologia das partículas .................................................................... 118
4.3.5. Distribuição do tamanho das partículas .............................................. 121
4.3.6. Otimização da secagem ..................................................................... 125
4.3.7. Análise Sensorial ................................................................................ 126
4.4. Conclusões ............................................................................................... 127
4.5. Referências Bibliograficas ......................................................................... 128
CAPÍTULO 5 ....................................................................................................... 135
ISOTERMAS DE ADSORÇÃO DA POLPA MICROENCAPSULADA DE
MARACUJÁ COM MALTODEXTRINA E FARINHA DE SUA CASCA POR SPRAY
DRYER. ............................................................................................................... 135

xiv
RESUMO............................................................................................................. 137
ABSTRACT ......................................................................................................... 138
5.1. Introdução ................................................................................................. 139
5.2. Materiais e Métodos .................................................................................. 141
5.2.1. Matéria-prima ...................................................................................... 141
5.2.2. Preparo da amostra ............................................................................ 142
5.2.3. Secagem ............................................................................................. 142
5.2.4. Isotermas de Sorção ........................................................................... 142
5.2.4. Modelos Matemáticos ......................................................................... 143
5.2.5. Propriedades Termodinâmicas ........................................................... 145
5.2.5.1. Diferencial de entalpia e diferencial de entropia de sorção ..................... 145
5.3. Resultado e Discussão ............................................................................. 146
5.3.1. Ajuste das Isotermas por Modelos Matemáticos .................................... 150
5.3.2. Diferencial de Entalpia e Entropia ....................................................... 153
5.4. Conclusões ............................................................................................... 157
5.5. Referências Bibliográficas ......................................................................... 158
CONCLUSÕES GERAIS ..................................................................................... 163
REFERÊNCIAS BIBLIOGRÁFICAS .................................................................... 165
ANEXOS ............................................................................................................. 169
Capítulo 4 ......................................................................................................... 169
GRÁFICOS DO COMPORTAMENTO DA VISCOSIDADE .............................. 169
ANOVAS DA ANÁLISE ESTATÍSTICA ............................................................ 172
Capítulo 5 ......................................................................................................... 174
FIGURAS DAS ISOTERMAS ........................................................................... 174
GRÁFICOS DA DETERMINAÇÃO DA TRANSIÇÃO VÍTREA ......................... 177

xv
DEDICATÓRIA
A minha família, principalmente a minha querida mãe Maria do Carmo pelo
carinho, dedicação e apoio sempre presentes;
Ao meu esposo Floriano pelo amor e companheirismo;
A minha amada filha Heloísa que é a luz da minha vida;

xvi

xvii
AGRADECIMENTOS
Primeiramente a Deus, por sempre estar presente em todos os momentos
guiando meus caminhos e pelo dom da vida.
A minha mãe, pela minha educação e formação, e ao incentivo sempre
dado sem nunca medir esforços.
Aos meus familiares, pelo convívio, compreensão, companheirismo e
auxílio.
Ao meu esposo Floriano e a minha filha Heloísa por estarem sempre ao
meu lado e me darem força para alcançar meus objetivos.
Ao prof. Dr. Flávio Luís Schmidt, pela orientação, confiança, apoio, carinho
e amizade. Obrigada pelos ensinamentos e conselhos sempre presentes.
A Ana Koon pela amizade, carinho e ajuda sempre presentes.
Aos membros da banca por seus valiosos comentários e paciência na
correção.
Ao Cnpq pela bolsa de estudos e financiamento para a realização do
trabalho.
Aos alunos de graduação Nicole e Kaian, que me ajudaram na realização
deste trabalho.
Aos amigos do laboratório, Diana, Simone, Kazumi, Sebastian, Luana,
Ingrid. Meu muito obrigado pelas conversas, carinho e amizade sempre presente.
As técnicas Sandra, Adriana e Leila e aos funcionários do Departamento de
Tecnologia de Alimentos, pela ajuda, conversas e amizade.
A todos que de alguma forma contribuíram para a realização deste trabalho.

xviii

xix
LISTA DE FIGURAS
Figura 2.1. Termograma obtido para a amostra de farinha da casca de
maracujá. ...................................................................................................... 47
Figura 2.2. Distribuição de tamanho da partícula da farinha da casca do
maracujá ....................................................................................................... 49
Figura 2.3. Imagens da microestrutura da Farinha da casca do maracujá, (a)
Aumento de 85 vezes e (b)Aumento de 450 vezes ..................................... 50
Figura 3.1. Comportamento reológico da polpa de maracujá com diferentes
porcentagens de farinha da casca do maracujá a 25°C ............................... 69
Figura 3.2. Comportamento reológico da polpa de maracujá com diferentes
porcentagens de farinha da casca do maracujá a 40°C ............................... 70
Figura 3.3. Comportamento reológico da polpa de maracujá com diferentes
porcentagens de farinha da casca do maracujá a 60°C. .............................. 70
Figura 3.4. Comportamento reológico da polpa de maracujá com diferentes
porcentagens de farinha da casca do maracujá a 80°C. .............................. 71
Figura 3.5. Comportamento da viscosidade aparente da polpa de maracujá
com 0,0 e 15%FCM em diferentes temperaturas. ......................................... 72
Figura 3.6. Viscosidade da polpa de maracujá em função da concentração
de FCM em diferentes temperaturas. ........................................................... 73
Figura 3.7. Dados reológicos da polpa de maracujá com diferentes
concentrações de FCM em 4 diferentes temperaturas. ................................ 78
Figura 3.8. Curva de Arrhenius: (a) viscosidade aparente a (b) coeficiente de
consistência para as diferentes concentrações de FCM, nas temperaturas de
25, 40, 60 e 80°C. ......................................................................................... 79

xx
Figura 4.1. Comportamento reológico da polpa de maracujá com diferentes
concentrações de FCM e maltodextrina a 25°C. ........................................ 101
Figura 4.2. Comportamento reológico da polpa de maracujá com diferentes
concentrações de FCM e maltodextrina a 40°C. ........................................ 101
Figura 4.3. Comportamento reológico da polpa de maracujá com diferentes
concentrações de FCM e maltodextrina a 60°C. ........................................ 102
Figura 4.4. Comportamento reológico da polpa de maracujá com diferentes
concentrações de FCM e maltodextrina a 80°C. ........................................ 102
Figura 4.5. Viscosidade da polpa de maracujá em função da concentração
de FCM. ...................................................................................................... 103
Figura 4.6. Superfícies de resposta para densidade aparente, relacionando:
(a) temperatura × concentração de FCM; (b) vazão × concentração de FCM.
.................................................................................................................... 109
Figura 4.7. Superfícies de resposta para umidade, relacionando: (a) vazão ×
concentração de FCM; (b) temperatura × concentração de FCM; (c) vazão x
temperatura................................................................................................. 111
Figura 4.8. Superfícies de resposta para rendimento, relacionando:
(a)temperatura × concentração de FCM; (b) vazão × temperatura. ............ 113
Figura 4.9. Superfícies de resposta para tempo de dissolução, relacionando
vazão × concentração de FCM. .................................................................. 114
Figura 4.10. Superfícies de resposta para Higroscopicidade, relacionando:
(a)temperatura × concentração de FCM; (b) vazão × concentração de FCM.
.................................................................................................................... 116
Figura 4.11. Imagens das partículas resultantes da secagem da polpa de
maracujá, produzidas com diferentes concentrações de maltodextrina de
FCM a 170°C. ............................................................................................. 119

xxi
Figura 4.12. Imagens das partículas resultantes da secagem da polpa de
maracujá, produzidas com diferentes concentrações de maltodextrina e FCM
a 190°C. ...................................................................................................... 119
Figura 4.13. Imagens dos pós resultantes da secagem da polpa de maracujá
com 0 e 15% de FCM, produzidos por spray dryer. .................................... 121
Figura 4.14. Distribuição do tamanho de partículas dos pós produzidos com
diferentes concentrações de FCM com maltodextrina (MD), a 180ºC e vazão
volumétrica de 440 mL/h. ............................................................................ 122
Figura 4.15. Distribuição do tamanho de partículas dos pós produzidos em
diferentes temperaturas de secagem, 7,5% de FCM e vazão volumétrica de
440 mL/h. .................................................................................................... 123
Figura 5.1. Isoterma de adsorção das microcápsulas de polpa de maracujá
com adição de maltodextrina e 0,0, 11,6 e15% FCM obtido por spray dryer e
11,6% FCM (*) liofilizado a 25°C. ............................................................... 148
Figura 5.2. Isoterma de adsorção das microcápsulas de polpa de maracujá
com adição de maltodextrina e 0;11,6 e15% FCM obtido por spray dryer e
11,6% FCM (*) liofilizado a 35°C. ............................................................... 148
Figura 5.3. Isoterma de adsorção das microcápsulas de polpa de maracujá
com adição de maltodextrina e 0;11,6 e15% FCM obtido por spray dryer e
11,6% FCM (*) liofilizado a 45°C. ............................................................... 149
Figura 5.4. Diferencial de entalpia de adsorção das microcápsulas
preparadas com maltodextrina e FCM por spray dryer e (*)liofilizador em
função da umidade de equilíbrio. ................................................................ 153
Figura 5.5. Diferencial de entropia de adsorção das microcápsulas
preparadas com maltodextrina e FCM por spray dryer e (*)liofilizador em
função da umidade de equilíbrio. ................................................................ 155

xxii
Figura 5.6. Diferencial de entalpia em função do diferencial de entropia das
microcápsulas preparadas com maltodextrina e FCM por spray dryer e (*)
liofilizador em função temperatura. ............................................................. 156
Figura 4.A. Comportamento da viscosidade aparente da mistura da polpa de
maracujá com diferentes concentrações de FCM e maltodextrina, em função
da taxa de deformação a 25°C. .................................................................. 169
Figura 4.B. Comportamento da viscosidade aparente da mistura da polpa de
maracujá com diferentes concentrações de FCM e maltodextrina, em função
da taxa de deformação a 40°C. .................................................................. 170
Figura 4.C. Comportamento da viscosidade aparente da mistura da polpa de
maracujá com diferentes concentrações de FCM e maltodextrina, em função
da taxa de deformação a 60°C. .................................................................. 170
Figura 4.D. Comportamento da viscosidade aparente da mistura da polpa de
maracujá com diferentes concentrações de FCM e maltodextrina, em função
da taxa de deformação a 80°C. .................................................................. 171
Figura 5.A. Amostras dos pós atomizados (a, b e d) e liofilizado* (c), após
equilíbrio a 25°C nas isotermas de adsorção em ordem crescente de Aw ( 0,1
a 0,8). .......................................................................................................... 174
Figura 5.B. Amostras dos pós atomizados (a, b e d) e liofilizado* (c), após
equilíbrio a 35°C nas isotermas de adsorção em ordem crescente de Aw ( 0,1
a 0,8). .......................................................................................................... 175
Figura 5.C. Amostras dos pós atomizados (a, b e d) e liofilizado* (c), após
equilíbrio a 35°C nas isotermas de adsorção em ordem crescente de Aw ( 0,1
a 0,8). .......................................................................................................... 176
Figura 5.D. Gráfico da determinação da TG da amostra em pó da polpa de
maracujá com 0,0 %FCM atomizada por DSC. .......................................... 177

xxiii
Figura 5.E. Gráfico da determinação da TG da amostra em pó da polpa de
maracujá com 11,6%FCM atomizada por DSC. ......................................... 177
Figura 5.F. Gráfico da determinação da TG da amostra em pó da polpa de
maracujá com 11,6%FCM liofilizada por DSC. ........................................... 178
Figura 5.G. Gráfico da determinação da TG da amostra em pó da polpa de
maracujá com 15,0 %FCM atomizada por DSC. ........................................ 178

xxiv

xxv
LISTA DE TABELAS
Tabela 1.1 – Estudos de secagem em polpa/suco de frutas realizados com
adição de maltodextrina ................................................................................ 19
Tabela 1.2 – Estudos de secagem em polpa/suco de frutas realizados com
adição de maltodextrina e outros coadjuvantes ............................................ 22
Tabela 2.1- Caracterização da Farinha da casca do maracujá .................... 43
Tabela 2.2 – Resultado do estudo de porosidade da farinha da casca do
maracujá. ...................................................................................................... 46
Tabela 3.1 - Concentrações de FCM e maltodextrina adicionadas ao suco de
maracujá. ...................................................................................................... 65
Tabela 3.2 – Características da polpa de maracujá. .................................... 68
Tabela 3.3 - Resultado modelo matemático de Herschel-Bulkley para as
diferentes concentrações de FCM e maltodextrina. ...................................... 75
Tabela 3.4 – Resultado do modelo matemático Lei da Potência para as
diferentes concentrações de FCM e maltodextrina. ...................................... 76
Tabela 3.5 – Energia de ativação obtida a partir da Equação de Arrhenius
para viscosidade aparente na taxa de deformação de 106s-1 para a polpa de
maracujá com diferentes concentrações de FCM. ........................................ 80
Tabela 4.1 – Variáveis independentes codificadas do delineamento
estatístico aplicado. ...................................................................................... 94
Tabela 4.2 – Planejamento estatístico da microencapsulação da polpa de
maracujá com adição de maltodextrina e FCM. ............................................ 94
Tabela 4.3 - Composição química centesimal da polpa de maracujá pura. . 99

xxvi
Tabela 4.4 - Resultados das análises de resposta do planejamento
estatístico. ................................................................................................... 106
Tabela 4.5 - Coeficientes (C) de regressão e análise estatística (valor p) do
planejamento estatístico. ............................................................................ 107
Tabela 4.6 - Modelos matemáticos obtidos no planejamento estatísticos dos
parâmetros de resposta. ............................................................................. 117
Tabela 4.7. Diâmetro médio D[4,3] das partículas produzidas com diferentes
concentrações da farina da casca do maracujá (FCM) e maltodextrina (MD),
a 180°C e vazão volumétrica de 440 mL/h. ................................................ 124
Tabela 4.8. Diâmetro médio D[4,3] das partículas produzidas em diferentes
temperaturas, com 7,5% FCM/MD e vazão volumétrica de 440 mL/h. ....... 124
Tabela 4.9 - Médias das notas obtidas das amostras de néctar de maracujá
produzidos com polpa concentrada (NPC) e polpa em pó encapsulada
(NPE). ......................................................................................................... 126
Tabela 5.1 – Umidade de equilíbrio (Xeq) a 25, 35 e 45°C,das amostras
contendo maltodextrina e diferentes porcentagens de FCM obtidos por spray
dryer e (*)liofilizado. .................................................................................... 147
Tabela 5.2 - Resultados dos cálculos da aplicação do Modelo matemático de
BET. ............................................................................................................ 151
Tabela 5.3 – Resultados dos cálculos da aplicação do Modelo matemático de
GAB. ........................................................................................................... 151
Tabela 5.4 - Resultados dos cálculos da aplicação do modelo matemático de
Oswin. ......................................................................................................... 152
Tabela A - Análise de variância (ANOVA) do modelo ajustado para a
densidade aparente. ................................................................................... 172

xxvii
Tabela B - Análise de variância (ANOVA) do modelo ajustado para o
rendimento. ................................................................................................. 172
Tabela C - Análise de variância (ANOVA) do modelo ajustado para a
umidade. ..................................................................................................... 172
Tabela D - Análise de variância (ANOVA) do modelo ajustado para teor de
ácido ascórbico. .......................................................................................... 173
Tabela E - Análise de variância (ANOVA) do modelo ajustado tempo de
dissolução. .................................................................................................. 173
Tabela F - Análise de variância (ANOVA) do modelo ajustado para
higroscopicidade. ........................................................................................ 173

xxviii

1
INTRODUÇÃO
Originário da América Tropical, o maracujá (Passiflora edulis) é um fruto
muito cultivado no Brasil. Sua polpa é bastante aromática e rica em pró-vitamina
A, vitamina C, vitaminas B1 e B2, carotenóides em geral, minerais como cálcio,
fósforo e potássio, além de fibras. A maior importância econômica do fruto está na
industrialização de sua polpa na forma de suco concentrado. A produção anual de
maracujá no Brasil é de 718,798 mil ton. ano-1 (Embrapa, 2009). Mais da metade
da produção mundial dessa fruta é destinada à fabricação de suco concentrado,
cujo processo apresenta um rendimento médio de 30%.
A produção e comercialização do suco/polpa de maracujá tem enfrentado
muitas dificuldades em relação ao transporte e vida de prateleira. A fruta
apresenta certa vida útil e, portanto necessita de rápida comercialização. O suco
natural normalmente apresenta uma concentração de 12-14°Brix e de 50°Brix
quando concentrado (IAC, 2014). Em relação aos subprodutos, a casca do
maracujá representa 52% da composição mássica da fruta (Córdova et al., 2005;
Gondim et al., 2005), resíduo este que não pode ser desprezado, uma vez que é
um material rico em fibras solúveis e minerais, aproveitado na maioria das vezes
na preparação de ração animal, ou dispensado como um resíduo agroindustrial
problemático (Oliveira et al., 2002).
Um dos processos cada vez mais utilizados nos últimos anos para
prolongar a vida útil de polpas de frutas é a secagem por spray dryer ou
atomização. Este processo tem por finalidade transformar a polpa de fruta em pó,
permitindo uma maior estabilidade e longevidade do produto, ampliando o acesso
do consumidor, especialmente nos períodos de entressafra (Anselmo et al., 2006).
Na prática, a implementação de novas técnicas de processamento tendem
a reduzir o custo dos alimentos bem como os impactos ambientais. O investimento
na tecnologia de secagem por atomização gera influência positiva na segurança
alimentar e sustentabilidade e, no âmbito mercadológico, pode consolidar posição
2
e ampliar o mercado consumidor internacional para produtos genuinamente
brasileiros (Silva et al., 2014).
A atomização para a produção de alimentos microencapsulados é um
processo amplamente utilizado na indústria de alimentos, e, em condições ideais
de processamento, tem se mostrado eficaz na obtenção de diversos produtos. O
uso do spray dryer na indústria alimentícia, se bem dimensionado, pode ser
rentável e bastante promissor, além de manter as propriedades das frutas para
aplicação em vários alimentos industrializados. Além disso, o cenário econômico
do mercado de alimentos processados de frutas é profícuo para todos os países
do mundo, independentemente do seu estágio de desenvolvimento,
principalmente, por força das perspectivas de aumento da população global (Silva
et al., 2014).
Apesar de todas as vantagens relacionadas ao processo de secagem por
atomização, os pós resultantes da secagem de polpas de fruta costumam
apresentar alguns problemas de manipulação, tais como pegajosidade (stickiness)
e alta higroscopicidade, decorrente da presença de açúcares e ácidos de baixo
peso molecular, que apresentam uma baixa temperatura de transição vítrea (TG).
Isto pode provocar a adesão do pó nas paredes do secador, dificuldade de
manipulação, empastamento e compactação do pó, tornando seu armazenamento
e utilização substancialmente mais difíceis (Dolinsky et al., 2000; Woo et al., 2008;
De-Oliveira et al.,2009). Assim é fundamental o uso de aditivos (ou agentes
carreadores), tais como amidos e seus derivados, algumas gomas e proteínas, a
fim de aumentar a TG do produto, facilitando a secagem e as operações de
transporte e armazenamento.
Os polímeros de alto peso molecular, como as maltodextrinas, apresentam
TG entre 100°C a 243°C (amido puro), e aumentam consequentemente a TG da
mistura (Roos & Karel, 1991), porém, vários autores têm utilizado outros polímeros
de alto peso molecular na atomização de polpa e suco de frutas. Brennam et al.,
(1971) secaram suco de laranja concentrado pelo método de Spray Drying com
adição de carboximetil celulose (CMC), goma arábica e glucose, embora não
tenha atingido bons resultados devido a característica termoplástica e alta

3
higroscopicidade do produto. Senoursi (1991) não encontrou diferença significativa
durante a secagem de suco de abricó, cassis e morango em Spray Dryer com
adição de pectina (acima de 2%). Estes resultados mostram que as moléculas de
cadeia mais longas nem sempre proporcionam a mesma taxa de secagem do que
as maltodextrinas em Spray Dryer. Além disso, seu uso deve ser limitado, pois
acarretam alta viscosidade ao produto, o que não é recomendado nem na
secagem e nem desejado para o uso final do pó.
Na busca por diferentes materiais que possam ser utilizados como
coadjuvantes de secagem, que tenham características desejáveis como alto peso
molecular, que não sejam reativos com o núcleo e que venham a agregar valor
nutricional ao produto em pó obtido a um baixo custo, o estudo da adição de fibras
tanto solúveis quanto insolúveis, proveniente de resíduos como a casca das frutas,
é de grande interesse.
Hoje em dia, fibras de frutas já estão disponíveis com melhores
propriedades de hidratação. O material fibroso tornou-se mais macio e pode ser
aplicado em emulsões de óleo/água ou em produtos gelados, sem a formação de
arenosidade. Isto permite novas possibilidades de aplicação das fibras como
ingredientes alimentares, com efeito positivo na saúde, e, ao mesmo tempo,
vantagens tecnológicas e sensoriais (Fischer, 2001; Endress & Fischer, 2001;
Figuerola et al., 2005).
Neste contexto, a casca do maracujá é rica em fibras solúveis,
principalmente pectina, que é benéfica ao ser humano (Guertzenstein, 1998; Yapo
& Koffi, 2006). Ao contrário da fibra insolúvel (contida no farelo dos cereais), que
pode interferir na absorção do ferro, a fibra solúvel pode auxiliar na prevenção de
doenças cardiovasculares e gastrointestinais, câncer de colón, hiperlipidêmicas,
diabetes e obesidade, entre outras (Schweize & Wursch, 1991; Turano et al.,
2002).

4
OBJETIVOS DO TRABALHO
Produzir e avaliar as características da farinha da casca do maracujá com
relação a suas propriedades físico-químicas, tecnológicas (absorção de água,
índice de solubilidade, densidade aparente, porosidade, temperatura de transição
vítrea, tempo de dissolução) e estruturais, por meio da microscopia eletrônica de
varredura e com isto, analisar sua possível utilização como coadjuvante de
secagem.
Estudar o aproveitamento e utilização da farinha da casca na substituição
da maltodextrina na secagem do suco de maracujá por atomização, analisando
seu impacto na viscosidade da solução e avaliando a melhor concentração a ser
utilizada de forma a produzir um suco em pó com maior valor nutricional,
estudando suas características e seu comportamento de secagem.
Analisar o comportamento e estabilidade do pó produzido nas condições de
secagem selecionadas por meio de isotermas de adsorção, avaliando qual a
melhor condição de armazenamento com relação à temperatura e atividade de
água.

5
CAPÍTULO 1
INFLUÊNCIA DOS AGENTES ENCAPSULANTES NA SECAGEM DE POLPA
DE FRUTAS POR ATOMIZAÇÃO – REVISÃO
Artigo a ser submetido a revista Drying Technology
C. B. Faria, F. L. Schmidt

6

7
RESUMO
A secagem por atomização é a transformação de um alimento fluido em um
produto seco, através do uso de ar aquecido em um equipamento denominado
spray dryer. O pó obtido depende das propriedades físicas e químicas do alimento
que irão afetar seu comportamento durante o processo. A secagem por
atomização de suco/polpa de frutas possui diversos desafios devido à presença de
açúcares de baixo peso molecular e ácidos orgânicos, que levam o produto a ter
uma baixa temperatura de transição vítrea (TG), dificultando o processo. Assim,
este processo requer a adição de coadjuvantes ou encapsulantes, como é o caso
da maltodextrina, goma arábica e outros tipos de amidos e gomas. Apesar da
secagem por atomização ser extensivamente investigada, não há muitos estudos
que possam predizer as propriedades dos produtos obtidos. Na literatura, há
estudos dedicados ao efeito das propriedades de alimentação e condições de
secagem nos equipamentos e das propriedades físicas do pó, como teor de
umidade, densidade aparente, higroscopicidade, solubilidade e grau de
pegajosidade “caking”, mas estas avaliações são muitas vezes ambíguas. O
objetivo desta revisão é reportar e comparar os pós obtidos de diferentes frutas,
com adição de maltodextrina e outros tipos de encapsulantes nas propriedades
dos pós obtidos ao longo do tempo. Os trabalhos citados descrevem as
características obtidas nos pós e as proporções de agentes de secagem
adicionados com relação ao suco/polpa da fruta e o teor de sólidos e o resultado
obtido no equipamento utilizado. Observa-se que como cada fruta é seca
avaliando certos parâmetros, não há como estabelecer um padrão de secagem
para determinado tipo de fruta ou para um determinado grupo de frutas, devido a
vários fatores como a variação de sua composição, concentração, equipamento e
tipo de encapsulante utilizado.

8
ABSTRACT
The dryer for atomization is the transformation of a feed fluid into a dry product,
through the use of heated air in a spray dryer. The powder obtained depends on
the physical and chemical properties of the food that will affect their behavior
during drying. Spray drying of juice / fruit pulp has several challenges due to the
presence of low molecular weight sugars and organic acids, which carry the
product to a low glass transition temperature (TG), making the process difficult.
Thus, this process requires the addition of adjuvant or encapsulants, such as
maltodextrin, gum arabic and other types of starches and gums. Although the
spray drying is extensively studied, there are few studies that can predict the
properties of the products obtained. In the literature, there are studies devoted to
the effect of feed properties and drying conditions on the equipment and the
physical properties of the powder, as moisture content, bulk density,
hygroscopicity, solubility and degree of stickiness "caking", but these assessments
are often ambiguous. The aim of this review is to report and compare the obtained
powders of different fruits, with added maltodextrin and other types of encapsulants
in the properties of the powders over time. The papers cited describe the
characteristics obtained in the powder and the proportions and drying agents
added with respect to juice / pulp and the solids content and the result obtained in
the equipment used. It is observed that as each fruit is dried evaluating certain
parameters, there is no way to establish a drying pattern for a particular type or a
particular group of fruits due to various factors such as changes in its composition,
concentration, equipment and type encapsulant used.

9
1.1. Introdução
A secagem por atomização, quando realizada em condições otimizadas,
pode ser um método eficiente na obtenção de produtos alimentícios em pó.
Quando aplicada a produtos ricos em açúcar, como sucos de frutas, apresenta um
grande potencial econômico, uma vez que resulta em produtos com volume muito
reduzido, o que facilita seu transporte, armazenamento, além de aumentar sua
vida de prateleira, mantendo suas características sensoriais e nutricionais, já que
contribui para a conservação de vitaminas, carotenoides, fenóis e outros
compostos presentes na fruta.
Os pós de frutas produzidos por atomização são em geral altamente
higroscópicos e pegajosos devido aos açúcares e ácidos orgânicos presentes, que
têm baixa temperatura de transição vítrea (TG), apresentando pegajosidade e
elasticidade na câmara de secagem (Bhandari et al. 1997; Bhandari & Hartel,
2005), tornando a secagem destes produtos puros, geralmente inviável
economicamente, devido a perdas causadas na câmara de secagem (Bhandari &
Howes, 2000).
Uma maneira de conseguir uma secagem bem sucedida destes tipos de
alimentos é elevar a TG pela adição de polímeros de alto peso molecular. Os
polímeros mais utilizados são as maltodextrinas, cuja TG varia de 100°C a 243°C
(amido puro) de acordo com sua dextrose equivalente (DE) (Roos & Karel, 1991).
Sua adição contribui para a secagem de um pó mais estável. A quantidade
utilizada normalmente é limitada pela viscosidade e pela característica sensorial
do pó obtido. Outros polímeros também são utilizados como a goma arábica ou
acácia, amido modificados e gomas de origem vegetal.
Em vista das possibilidades de melhorar o processo de secagem com o uso
de vários polímeros, torna-se interessante estudar a influência destes nos pós
obtidos. Nos estudos realizados, diversas variáveis tem sido avaliadas, como o
tipo de equipamento utilizado, a concentração inicial do produto, a pressão
empregada ou a velocidade de rotação em atomizadores rotativos, a influência da
vazão de alimentação e do tamanho do bico nas partículas obtidas, além de

10
variações nos tipos de frutas e agentes encapsulantes. Deste modo esta revisão
visa mostrar as principais características dos pós obtidos com os tipos de agentes
de secagem utilizados em diversas frutas.
1.2. Processo de atomização
Através da introdução de um produto no estado fluido (solução líquida,
emulsão ou pasta) em um meio aquecido, numa operação contínua, a secagem
por atomização consiste na transformação deste produto em um pó (Masters,
1980). A possibilidade da obtenção dos produtos diretamente na forma de pó, sem
dúvida é o ponto principal da tecnologia, pois se eliminam etapas posteriores de
moagem, típicas de outros métodos de secagem.
A atomização se baseia em quatro fases: 1) atomização do líquido; 2)
contato do líquido com o ar quente; 3) evaporação da água; 4) separação do
produto em pó do ar de secagem (Gava, 1978).
Atomização de líquidos em pequenas gotículas pode ser realizada por
pressão ou por energia centrífuga. Entre os atomizadores usados pode-se citar o
pneumático como uso de bico de pressão e o centrífugo com diferentes
configurações de discos de rotação (Master, 1968). A finalidade desta etapa é
criar uma superfície máxima de transferência de calor entre o ar seco e o líquido
atomizado a fim de otimizar a transferência de calor e massa. A escolha do
atomizador depende da natureza e da viscosidade dos alimentos e das
características desejadas do produto seco a ser obtido (Gharsallaoui et al., 2007).
O contato das partículas com o ar quente na câmara de secagem ocorre
durante a atomização, onde se inicia a fase de secagem. De acordo com a
colocação do atomizador em relação ao espalhador de ar quente, pode-se
denominar a secagem em co-corrente ou contra-corrente. Neste último, o líquido é
pulverizado na direcção oposta ao fluxo de ar quente, onde o produto seco é
exposto a altas temperaturas, o que limita a aplicação deste processo em produtos
termo-sensível (Fleming, 1921).
11
Com base na teoria fundamental da secagem, ocorrem três distintos passos
sucessivos. Logo após o líquido entrar em contato com o ar quente, a
transferência de calor, principalmente, se faz com que o aumento da temperatura
das gotículas até um valor constante. Este valor é definido como a temperatura do
ar de secagem; depois disso, a evaporação de água da gotícula é realizada a
temperatura constante e a uma pressão parcial de vapor de água. A taxa de
difusão da água se inicia a partir do núcleo da gotícula núcleo para a sua
superfície, sendo em geral, considerada constante e igual para a taxa de
evaporação da superfície. Finalmente, quando o conteúdo de água da gotícula
atinge um valor crítico, uma crosta seca é formada em sua superfície e a
velocidade de secagem diminui rapidamente. A progressão da frente de secagem
torna-se dependente da taxa de difusão da água através desta crosta. A secagem
é teoricamente termina quando a temperatura das partículas torna-se igual à do ar
(Gharsallaoui et al., 2007).
No processo de secagem de produtos ricos em açúcares ocorrem algumas
mudanças ao longo do processo de atomização, que foram descritas por
Bhandari, Data e Howes (1997). No início do processo, as gotículas estão
dispersas individualmente em um grande volume no secador, o que evita que haja
aglomeração, apesar de sua alta umidade. No entanto, devido à presença do alto
teor de açúcares com baixa TG, o produto pode permanecer como um xarope
(quando sua viscosidade está abaixo de um valor crítico de 107 Pa.s), mesmo a
baixas umidades, neste ponto do secador. Devido a isto, ocorre a aglomeração
das partículas ao atingirem a parte inferior da câmara de secagem, o que não
deveria ocorrer.
Dependendo da composição do produto e das condições de secagem, a
superfície das partículas pode permanecer plástica, resultando na aderência às
paredes do secador ou mesmo entre as partículas. Desse modo, o produto obtido
ao final do processo pode ser tanto um xarope quanto um pó pegajoso, ou ainda
um pó com escoamento relativamente livre (Bhandari e Howes, 2000).

12
1.2.1. Microencapsulação
A indústria de alimentos utiliza a técnica de microencapsulação
principalmente para reduzir a reatividade do produto com o meio externo,
diminuindo a evaporação ou a velocidade de transferência do material para o
ambiente. Desse modo, um melhor manuseio do produto é promovido, uma vez
que o mesmo adquire uma forma sólida, com maior uniformidade, facilitando
misturas (Thies, 2001).
A técnica de microencapsulação mais utilizada na indústria de alimentos é a
de secagem por atomização (spray drying), por ser considerada um processo
econômico e flexível, realizado em um equipamento de fácil acesso e resultando
em partículas de boa qualidade (Dziezak, 1988). Este processo pode ser útil para
ingredientes sensíveis ao calor, uma vez que a secagem é muito rápida e o
material de recheio é aquecido a temperaturas muito menores que 100ºC. No
entanto, ainda assim, podem ocorrer perdas de alguns compostos deste material.
A retenção do material do núcleo durante a microencapsulação por
atomização é afetada pela composição, propriedades da emulsão e condições de
secagem. A viscosidade da emulsão e a distribuição do tamanho de partículas na
câmara de secagem têm efeitos significativos sobre a microencapsulação na
secagem por atomização. Altas viscosidades interferem no processo e levam a
formação de gotas alongadas e grandes, que afetam negativamente a taxa de
secagem (Rosenberg, Kopelman, & Talmon, 1990).
1.3. Tipos de encapsulantes utilizados na secagem de polpas de frutas por
atomização
A seleção do agente encapsulante ou carreador de secagem depende das
propriedades físico-químicas do material a ser seco, do processo utilizado para
formar a partícula e das propriedades finais desejadas. Um material de cobertura

13
ideal deve ser insolúvel e não reativo com o material de recheio, ser de fácil
manipulação (apresentar uma baixa viscosidade a altas concentrações), ter
habilidade para dispersar ou emulsificar o material ativo e estabilizar a emulsão
produzida, aprisionar e manter o material ativo dentro da sua estrutura durante o
processamento e estocagem. Além disso, deve liberar completamente o solvente
ou outro material que será usado durante o processo de encapsulação,
proporcionar a máxima proteção ao material ativo contra condições ambientes, ser
solúvel em solventes utilizados na indústria de alimentos, apresentar boa
disponibilidade no mercado e baixo custo (Gharsallaoui et al., 2007; Desai & Park,
2005).
Em vários estudos sobre secagem de polpa de fruta, foram utilizados
diversos polímeros como coadjuvantes de secagem, entre eles podem ser citados:
maltodextrina (com diferentes DE – dextrose equivalente), goma acácia, pectina,
metilcelulose, lactose e outros polímeros derivados do amido.
A composição destes coadjuvantes de secagem é particularmente
importante em produtos em pó, uma vez que valores de TG afetam tanto o
processo como a estabilidade na estocagem dos materiais (Roos, 1995).
Considerando que os açúcares amorfos são geralmente higroscópicos, eles
causam pegajosidade devido à diminuição do valor de TG. Roos e Karel (1991) e
Slade e Levine (1991) relataram que a temperatura do ponto de pegajosidade de
pós alimentícios diminui com o decréscimo da massa molecular e,
consequentemente, do valor de TG. Como as frutas contém uma grande
quantidade de monossacarídeos (frutose), elas exibem uma baixa TG. A
pegajosidade de tais produtos pode ser reduzida e sua estabilidade no
armazenamento aumentado pela adição de componentes com alta TG.
Dentre os coadjuvantes utilizados no processo de atomização, os mais
comuns são a maltodextrina e a goma acácia/arábica, devido a sua composição e
propriedades apresentadas.
A estrutura química das maltodextrinas constitui-se desde cadeias
polissacarídicas complexas do amido a moléculas mais simples como a glucose.
Sendo produtos hidrolisados de amido, consistem de uma mistura de sacarídeos,

14
principalmente D-glicose, maltose e uma série de oligossacarídeos e
polissacarídeos (como oligossacarídeos de maltose, maltotriose e misturas de
maltotetraose) (Howling et al.,1979; Chronakis, 1998). Maltodextrinas são
frequentemente classificadas pelos seus valores de dextrose equivalente (DE),
sendo estes em geral menores que 20. Para DE > 20, os termos xarope ou
dextrina são usados. As maltodextrinas apresentam uma ampla distribuição de
massa molecular entre polissacarídeos e oligossacarídeos e estão disponíveis
comercialmente, principalmente na forma de um pó branco ou de soluções
concentradas. Ao contrário de amidos naturais, as maltodextrinas são solúveis em
água fria.
As maltodextrinas apresentam menor custo em comparação com outros
hidrocolóides comestíveis. De acordo com Reineccius (2001), apesar das
maltodextrinas apresentarem certa deficiência em relação às propriedades
emulsificantes, isso não representa um problema se o material a ser encapsulado
for solúvel em água ou se um emulsificante secundário for utilizado no processo.
Desse modo, são utilizadas principalmente como auxiliares para materiais de difícil
secagem, como suco concentrado de frutas, flavorizantes solúveis em água,
enzimas ou adoçantes de alta potência.
Entre as gomas utilizadas no processo de secagem, está à goma arábica
(ou goma acácia), que é um exsudado da seiva da árvore do gênero Acácia. Seu
pó possui coloração branca, ligeiramente amarelada, é inodoro e insípido.
Quimicamente é um heteropolissacarídeo complexo de estrutura muito ramificada,
cuja cadeia principal é formada por unidades de D-galactopiranose, unidas por
ligações glicosídicas em β-D-(1-3). Cadeias laterais com diferentes estruturas
químicas, formadas de D-galactopiranose, L-ramnose, L-arabinofuranose, e ácido
D-glucurônico estão ligadas a cadeia principal por ligações β (1-6) (Potter &
Hotchkiss, 1995; Bobbio & Bobbio, 1992).
A goma arábica comercial dissolve-se facilmente quando agitada em água.
Ela é a única entre as gomas alimentícias que apresenta alta solubilidade e baixa
viscosidade em solução facilitando a atomização (Rosemberg, Kopelman &

15
Talmon, 1990). A goma arábica é usada na indústria de aromas como agente de
encapsulação e na produção de aromas em pó (Thevenet, 1988).
Além da maltodextrina e da goma arábica e suas misturas, diferentes
materiais são testados como agentes encapsulantes, tanto sozinhos ou como em
conjunto, para que possa se obter um maior rendimento, ou mesmo melhor
retenção das propriedades nutricionais das polpas. Vários trabalhos têm sido
desenvolvidos neste intuito, entre eles podemos citar: Angel et al. (2009), que
estudaram o uso de blends de lactose com maltodextrina no encapsulamento de
polpa de maracujá; Jaya & Das (2004), que estudaram o uso de monoesterato de
glicerol, maltodextrina e fosfato tricálcico na obtenção de manga em pó; Chegini et
al., (2008) que avaliaram a adição de metilcelulose, maltodextrina e glucose
líquida na secagem de suco de laranja; Villacrez, Carriazo & Osorio (2014)
estudaram uma série de compostos e seus blends (maltodextrin DE 20, goma
arábica, amido de milho, amido de mandioca, amidos modificados: Capsul® TA e
Hi-CapTM 100) na secagem de amora silvestre (Rubus glaucus benth) por
atomização; Borrmann et al. (2012) que utilizaram um amido modificado ao qual
foi adicionado um componente lipofílico, o amido modificado n-octenylsuccinato,
tornando a emulsão mais estável (Arburto et al., 1998).
1.3.2. Secagem de polpas com adição de maltodextrina.
A maltodextrina é o coadjuvante de secagem mais utilizado devido a suas
características (solubilidade a frio, baixa viscosidade em alta concentração, alta
TG), é capaz de promover a secagem por atomização e diminuir a pegajosidade
do pó obtido. Na Tabela 1.1 estão descritos vários estudos realizados utilizando a
maltodextrina como coadjuvante de secagem em sucos de frutas. Nestes estudos
houve variação do teor de sólidos presentes nos sucos como também acidez.
Alguns trabalhos especificam o tipo de maltodextrina utilizado e suas DEs, outros
apenas citam que utilizaram o agente encapsulante. Em geral as quantidades

16
utilizadas variaram de 0,25 a 45 partes de maltodextrina adicionada por parte da
polpa ou suco ou pelos sólidos solúveis presentes nestes.
Um dos primeiros trabalhos realizados com secagem de polpa de fruta por
atomização em spray foi realizado por Bhandari, et al. (1993), no qual foi avaliada
a secagem de suco concentrado de três frutas em dois diferentes sprays dryers.
Foi utilizado um spray de bico atomizador rotativo (Niro, modelo Minor Lab) e outro
com injeção de ar comprimido (Leasflash 100, Sté Aoustin). Neste trabalho, foi
avaliada a concentração de maltodextrina e sua proporção com relação aos
sólidos presentes para se obter uma secagem eficiente. Os autores verificaram
que o aumento do teor de sólidos do suco impediu sua secagem efetiva,
ocorrendo aumento da pegajosidade do pó. Uma proporção máxima de suco em
relação ao coadjuvante de secagem foi definida, SC/MD foi: 65/35 para cassis,
60/40 para pêssego e 55/45 para framboesa. Além disso, observou-se que o
modelo do bico atomizador influenciou as condições de secagem. As melhores
condições de secagem para o spray de bico rotativo foram: 133°C, 35% de sólidos
totais, Maltodextrina 12DE. Como foi utilizada uma alta rotação, foram produzidas
partículas de menor tamanho e com isto foi possível à secagem a temperatura
mais branda. Para o spray de bico pneumático as melhores condições de
secagem foram: 180°C, 50% de sólidos totais, maltodextrina 19DE. Apesar de
apresentar mesmo rendimento de recuperação do pó que no bico rotativo, o autor
o considerou mais econômico, pois permitiu a utilização de um tipo mais barato de
maltodextrina e maior concentração de alimentação.
Papadakis, et al., 2006, do mesmo modo, estudou a secagem de suco de
uva concentrado (40%p/p), com adição de maltodextrina. Assim como Bhandari et
al, (2003), houve problemas na secagem devido ao teor de sólidos e a acidez
presente na amostra. Para melhorar a secagem do pó, foi adicionado Ca(OH)2,
para corrigir a acidez e elevar o pH, o que apresentou resultado positivo reduzindo
a pegajosidade do pó e possibilitando a secagem de uma proporção maior de
sólidos (suco concentrado/maltodextrina). Os melhores rendimentos de secagem
foram obtidos na proporção de 33/67 SC/MD, mas foi possível a secagem da
proporção de 67/33 SC/MD a 110°C com a maltodextrina 6DE, obtendo um pó

17
com maior teor de sólidos da fruta. No entanto os pós obtidos apresentaram sabor
e odor desagradáveis.
Outros trabalhos também estudaram a secagem de sucos concentrados,
como foi o caso de Zareifard, et al. (2012) e Goula & Adamopoulos (2009). A
quantidade de maltodextrina foi adicionada de acordo com a porcentagem de
sólidos presentes na polpa. Zareifard, et al., 2010, observaram que a umidade e o
tamanho das partículas dos pós variaram com a concentração de maltodextrina
utilizada. Goula & Adamopoulos (2009) utilizaram uma baixa vazão, resfriamento
do bico pneumático e desumidificador de ar para avaliar a obtenção de um pó com
menor concentração de maltodextrina e maior teor de sólidos da laranja. Os
autores observaram que o teor de humidade e a higroscopicidade dos pós
diminuiram com um aumento da temperatura do ar de entrada e da concentração
de maltodextrina, quando esta possuia uma menor dextrose equivalente.
Patil et al. (2014) descreveram a retenção de vitamina C nas amostras de
suco de goiaba em pó produzidas pela secagem com adição de maltodextrina. No
estudo foi utilizada a metodologia de superfície de resposta para otimizar o
processo de secagem de goiaba por spray dryer. A concentração de maltodextrina
influenciou a solubilidade e a dispersabilidade do pó. As condições ótimas de
secagem foram 185°C e 7% de maltodextrina. O pó obtido que não apresentou
pegajosidade ou aglomeração e alta concentração de vitamina C.
Na Tabela 1.1 estão citadas algumas das características que são
importantes para avaliar a qualidade e tipo do pó obtido. No entanto, a maioria dos
trabalhos estudados não avaliaram estas características como se pode observar
pelos espaços em branco. A higroscopicidade é uma variável de grande
importância para a estabilidade do pó, e nos trabalhos observados, apenas Tonon
et al (2009) e Goula & Adamopoulos (2009) apresentaram resultados, os outros
apenas citaram a importância e descreveram a menor ou maior higroscopicidade
visualmente. Em alguns trabalhos foram avaliadas outras características como a
cor ou o aspecto sensorial do produto, que são variáveis importantes para o visual
do produto.

18
Estes trabalhos mostraram que a maltodextrina é um coadjuvante de
secagem que permite a obtenção de um pó estável, sendo que o aumento de sua
concentração contribui para a redução da higroscopicidade e maior retenção dos
nutrientes. O que foi observado no estudo realizado por Tonon et al. (2009), onde
foi avaliada a influência da variação da temperatura na secagem da polpa de açaí
com um determinada concentração de maltodextrina e o uso de diferentes
concentrações em uma única temperatura. Nos resultados obtidos foi observado
que o aumento da concentração de maltodextrina levou a redução da
higroscopicidade e a retenção de um maior teor de antocianinas, o que refletiu na
coloração do pó obtido. Foi observado pelo perfil morfológico das partículas, que
estas apresentaram formato esférico e superfície rugosa. No entanto as que foram
produzidas em maior temperatura apresentaram superfície mais lisa.
As diferenças na morfologia dos pós obtidos nas condições de secagem
são devidas às diferenças na taxa de secagem e ao agente encapsulante
utilizado, que são responsáveis pelo comportamento e características das cascas
formadas nas partículas. A taxa de secagem pode influenciar tornando-as mais
plásticas, no caso das partículas produzidas sob temperaturas baixas e médias,
ou mais rígidas, no caso das partículas produzidas sob temperaturas mais altas.
Nos estudos realizados, as vazões de alimentação foram adaptadas de
acordo com cada spray dryer para se obter o suco em pó. Foi observado que
vazões muito altas levam a um tempo de retenção muito curto na câmara de
secagem, o que acarreta a retenção de umidade nas partículas e com isto sua alta
pegajosidade, que leva a um baixo rendimento devido a sua aderência na câmara
de secagem, independente da concentração de maltodextrina utilizada.

19
Tabela 1.1 – Estudos de secagem em polpa/suco de frutas realizados com adição de maltodextrina Características do pó
Fruta Maltodextrina
DE Parâmetros Spray Dryer Quant. Encap.
T1
(°C) T2
(°C) U.
(%) RN (%)
Dap (g/cm
3)
Higro. (%)
TP (µm)
Referência
Suco concentrado de cassis, pêssego
e framboesa
6,12 e 19.
Atomizador Niro: bico de100mm, 35000 rpm;
Leasflash 100: pressão
1,3 bar.
Niro: SC/MD (p/p) -min : 40/60, Max:
55/45 Leaflash: SC/MD (p/p)- min:35/65,
Max:65/35
160 a 250
130 a 200
90 a 110 75 a 100
< 5 -
a: 0,53 a 0,74
b: 0,47 a 0,58
- a: 2 a 20 b: 5 a 25
Bhandari, et al., 1993
Purê e suco clarificado de
Goiaba
Maltrin®100Maltrin®500 e Maltrin®580
APV Anhydro A/S. Bico atomizador Bosch 1210
50/45 SCLC/ Maltrin®100, 50/45 SCLC/
Maltrin®500 e SCL +8,3% Maltrin®580
+ 1,6% Maltrin®100+0,43%
Maltrin®500
160 80 2,24
Perda de 19,1 a 21 (Vit
C)
- - - Chopda &
Barret., 2001
Suco de Uva 6, 12 e 21 Lab-Plant modelo SD-04, bico de 0,5mm, fluxo de ar
de 0,39m3/min
SC/MD= 33/67 a 67/33 teor de sólidos (p/p)
110 a 200
77 a 115
0,6 a 2,6
- 0,64 a 0,67
- - Papadakis, et al. 2006
Polpa de Açaí 10 Lab Plant, bico de 1,5 mm, pressão 0,6bar e fluxo de
ar de 73m3/h
a: 20%
b:10, 20 e 30%
a:140, 170 e 200
b:170
a: 83, 97 e 112
b:96 a
99
a: 2,56;
1,45 e 0,66 b:
1,78; 1,45 e 1,68
a:84,62; 81,09 e 77,21.
b:83,13; 82,42 e 84,06 (Ant.)
-
a:15,54; 15,15 e 15,79.
b: 17,56; 15,15 e 14,15
a:13,38; 16,12 e 20,11.
b: 13,27; 16,12 e 21,35
Tonon et al., 2009
Suco concentrado de
laranja 6, 12 e 21
Mini spray Buchi, modelo B191, bico de 0,5 mm. Fluxo de ar:22,8 m
3/h.
Pressão 5,0 bar. Pressão do ar comprimido 800l/h.
Proporção sólidos do suco/MD: 4, 2, 1
e 0,25.
110, 120, 130 e 140
- 1,9 a 7,0
- 0,14 a 0,41
24,8 a 34,0
- Goula &
Adamopoulos, 2010
Suco de Limão -
Mini spray Buchi, modelo 190, bico de 0,5 mm.
Fluxo de ar 47,1; 53,5 e 57,8 m
3/h. 5 bar.
40, 50 e 60% dos sólidos totais do
suco
140, 155 e 170
79,3 a 92,0
2,13 a 4,80
- 0,41 a 0,69
- - Zareifard et
al., 2012
Polpa de Goiaba
- - 7 a 12% 170 a 185
- 2,15 a 3,87
834,85 a 969,17
(mg/100g)
(Vit C)
- - - Patil et al.,
2014
(*)T1- Temperatura de entrada, T2 – temperatura de saída; U- Umidade; RN – Retenção de Nutrientes; Dap – Densidade Aparente; Higro – higroscopicidade; TP- Tamanho das
partículas em diâmetro médio; MD – maltodextrina; DE – Dextrose Equivalente; SC – Suco Concentrado; SCLC- suco concentrado clarificado; Ant.- Antocianinas; VitC – Vitamina C.

20
No estudo realizado por Zareifard et al. (2012) embora não tenha sido
medido a TG, o pó obtido apresentou uma TG menor do que da maltodextrina
devido aos açúcares e ácidos presentes no suco de limão. Na secagem de suco
concentrado de laranja com maltodextrina, Goula & Adamopoulos (2009) reportou
que o valor de TG do pó do suco de laranja: maltodextrina 6DE (50:50) medido foi
igual a 66,4°C, e com o aumento do nível de maltodextrina de 50 para 60 partes,
resultou em um valor de TG de 86,4°C. O resultado demonstra que a adição da
maltodextrina é importante para se obter o suco de frutas em pó com maior TG,
portanto mais estável.
1.3.3. Secagem de polpas com adição de maltodextrina e outros
coadjuvantes.
Vários estudos analisaram a substituição parcial da maltodextrina por outros
tipos de agentes encapsulantes que pudessem melhorar a obtenção do suco em
pó, além de agregar algum caráter funcional ou de algum modo melhorar as
características do pó obtido. Alguns destes trabalhos, onde foram testados
diferentes materiais estão descritos na Tabela 1.2.
Cano-chauca, et al. (2005) estudaram a substituição parcial da
maltodextrina por amido ceroso e goma arábica adicionada de celulose
microcristalina em diferentes proporções na secagem de suco de manga com 12%
de sólidos totais. Foram realizadas análises da microestrutura, rigidez,
higroscopicidade e solubilidade sobre o pó obtido. Observou-se que houve
redução da pegajosidade com a adição da celulose para todos os agentes
encapsulantes estudados, e sua concentração, que variou de 0 a 9% alterou a
microestrutura das partículas. De 0% a 3% de celulose, verificou-se que as
partículas eram maiores, amorfas e aglomeradas, com o aumento da
concentração, as partículas tendem a tornar-se mais esféricas e espalhadas. No
que diz respeito à microestrutura do pó obtido pela atomização utilizando como
goma arábica e celulose, verificou-se que as partículas obtidas mostraram maior

21
grau de uniformidade e uma melhor distribuição das partículas (superfícies lisas e
intactas).
A celulose diminuiu a solubilidade dos pós, sendo mais pronunciada nos
tratamentos de amido. No tratamento de amido ceroso, verificou-se que os valores
de solubilidade eram de 31% e cairam para 9% com a adição de celulose. Isto
pode ser devido a dois fatores: os amidos apresentam baixa solubilidade em água
fria (cerca de 35 a 40%) e a presença de superfícies cristalinas no material, que
podem conferir-lhe uma maior organização das partículas (estado cristalino).
Roustapour et al. (2009) e Angel et al. (2009), visaram avaliar a substituição
da maltodextrina por um óxido e um açúcar respectivamente, de modo a melhorar
o pó obtido pelo processo de atomização. No caso de Roustapour et al. (2009),
estudaram o desempenho da secagem do suco de limão adicionado de dióxido de
silício e maltodextrina em spray dryer de bico rotativo. A melhor concentração a
ser utilizada para a secagem foi de 10% dióxido de silício e 20% maltodextrina.
Neste trabalho os autores avaliaram apenas se era possível a obtenção do suco
de limão em pó no equipamento, não sendo avaliada nenhuma característica do
pó obtido, apenas foi descrito que este apresentou cor amarela e aroma
característico da fruta.
No trabalho realizado por Angel et al. (2009), foi avaliada a adição de
lactose e maltodextrina na secagem de polpa de maracujá por spray drying,
utilizando um planejamento experimental. O pó obtido foi analisado com relação à
umidade, higroscopicidade e retenção de vitamina C. Foi observado que a
combinação destes componentes funcionou bem como agentes carreadores,
diminuindo a pegajosidade na câmara de secagem. Entretanto o uso de lactose
contribuiu para o aumento da higroscopicidade. Neste trabalho foram
determinadas as condições ideais de secagem para cada variável, assim para a
umidade e higroscopicidade, a melhor temperatura de secagem foi 188-190°C e a
quantidade de lactose-maltodextrina foi de 12:5% (p/v); para a retenção de
vitamina C, a temperatura foi de 180°C, 0,2 MPa e 10:5% (p/v).

22
Tabela 1.2 – Estudos de secagem em polpa/suco de frutas realizados com adição de maltodextrina e outros coadjuvantes
Características do pó
Fruta Ag. Encap. Parâmetros Spray Dryer Quant. Encap. T1
(°C) T2
(°C) U.
(%) RN (%)
Dap (g/cm
3)
Higro. (%)
TP (µm)
Referência
Suco de manga MD20DE, GA, Amido ceroso,
celulose microcristalina
Mini Spray Buchi modelo B191. Bico de 1,0mm. Fluxo de ar de
0,7 m3/min
12% p/p; Celulose micro cristalina: 0, 3 ,
6 e 9% (p/p)
160 70 e 75
- - - - - Cano-chauca, et al. , 2005
Suco de Limão Dióxido de silício e MD
05DE
Spray dryer rotativo, bico de 100mm e 500 rev/min. Fluxo de
ar de 317kg/h
10% de dióxido de silício e 10, 20 e 30% MD
135 e 160
59 e 63
- - - - - Roustapour et al., 2006
Suco de Maracujá
Lactose e MD com 10DE
Pulvis GB modelo 22, pressão de 0,10 a 0,20MPa e fluxo de ar
de 0,43m3/min
Lactose/MD: 8:5, 10:5 e 12:5% p/v
180, 185 e 190
- 2,37 a 9,40
39,73 a 56,89 (Vit
C)
- 17,39 a
35,38
- Angel et al., 2009
Suco de caju MD e Goma do cajueiro
Mini Spray Buchi modelo B290. Bico de 0,7mm. Fluxo de ar de
3,75.104L/h
GC: 0, 14,6, 50, 85,4 e 100%
MD: 100, 85,4, 50, 14,6 e 0%
185 90 - 66,19 a 95,46
- 37,21 a
45,86
- De-Oliveira et al., 2009
Polpa de açaí MD 10DE e 20DE, GA
LabPlant SD-05,bico com 1,5 mm. Fluxo de ar de 73 m
3/h.
pressão0,06MPa.
6% p/p 140, 170 e 200
82, 97 e 112
0,51 a 2,23
- 236,78 a 343,70
0,66 a 2,80
9,28 a 13,98
Tonon et al., 2010
Extrato de Camu-camu
MD e GA spray Dryer Buchi, bico com 1,5 mm,pressão 8,3 bar, volume de
ar comprimido700l/h
15% p/p 180 85 3,2 e 2,8
11,25 mg/100g e
15,36 mg/100g (Vit C)
- - 1,68 e 2,30
Silva et al., 2013
Suco de amora preta
MD 20DE, GA, e
MD20DE/GA (1:1 p/p)
Mini Spray Buchi modelo B290. Bico de 0,7mm. Fluxo de ar de
0,36 m3/h
7%MD, 7%Ga e 3,5%MD+3,5%
GA
145 75 a 80
1,74 a 3,32
78,24 a 85,02 (Ant.)
0,409 a 0,443
- 10,98 a
48,89
Ferrari et al., 2012
Extrato de Amora
selvagem (Rubus glaucus
benth)
MD 20DE, GA, AM,AMA, capsul®TA,
Hi-CapTM
100 , MD20DE/GA
(1:1p/p), MD20DE/AM
(1:1 p/p) e MD20DE/AMA
(1:1p/p)
LabPlant SD-06. Bicos de a-1mm
b- 2 mm. Fluxo de ar 100m
3/h e 4 bar.
Ext. aq : agente encap.(1:1 p/p)
120 70 a :4,22 a 12,56 b:3,43 a 8,55
a:0,144 a 0,594 (mg/g)
b:0,103 a
0,594 (mg/g) (Ant.)
- - 3 a 15 Villacrez et al., 2014
(*)T1- Temperatura de entrada, T2 – temperatura de saída; U- Umidade; RN – Retenção de Nutrientes; Dap – Densidade Aparente; Higro – higroscopicidade; TP- Tamanho das
partículas em diâmetro médio; MD – maltodextrina; DE – Dextrose Equivalente; SC – Suco Concentrado; SCLC- suco concentrado clarificado; GA-Goma arábica, GC-Goma Cajueiro;
AM- Amido de Milho, AMA-Amido de Mandioca; Ant.- Antocianinas; VitC – Vitamina C.

23
Oliveira et al. (2009), estudou a substituição da maltodextrina pela goma de
cajueiro na secagem de suco de caju por atomização. Nos resultados obtidos foi
observado que o aumento da concentração da goma adicionada resultou na
melhoria das propriedades físicas do pó (redução da higroscopicidade e aumento
da fluidez), bem como o aumento da retenção de ácido ascórbico durante o
processo de secagem. A goma do cajueiro se apresentou como bom agente
auxiliar de secagem. O uso dos coadjuvantes de secagem no suco de caju na
proporção em peso seco de 5:1, substituindo a maltodextrina pela goma, 90% do
ácido ascórbico foi mantido durante a secagem, e o pó obtido apresentou boas
propriedades de fluidez e solubilidade.
Tonon et al. (2010), compararam a secagem da polpa de açaí com a adição
de goma arábica em substituição a maltodextrina. Com relação aos resultados
obtidos, os pós com maltodextrina 10DE apresentaram um maior teor de umidade,
higroscopicidade, além de maior tamanho das partículas em relação aos pós
produzidos com a goma arábica. O uso de temperaturas mais altas ocasionou a
produção de partículas de maior tamanho, independente do agente encapsulante
utilizado. O pó produzido com a goma arábica apresentou menor densidade
aparente, mas maior higroscopicidade que a amostra com adição de maltodextrina
20DE.
Ferrari et al. (2012) também estudaram o uso de maltodextrina (7%), goma
arábica (7%) e sua mistura (3,5% maltodextrina: 3,5% goma arábica) no
encapsulamento de amora preta por atomização. As variáveis de resposta
estudadas foram: umidade, retenção de antocianinas, densidade aparente e
distribuição de tamanho de partículas. As umidades das amostras variaram entre
1,74% e 3,32%, sendo que as amostras adicionadas apenas de maltodextrina
apresentaram umidade significativamente menor que as adicionadas apenas com
goma arábica. A retenção de antocianinas também foi maior nas amostras secas
apenas com maltodextrina. A combinação dos agentes encapsulantes contribuiu
para o aumento da densidade aparente, em relação à aplicação das substâncias
utilizadas separadamente. O mesmo foi observado para a distribuição do tamanho
das partículas que foi bimodal. Pelos resultados obtidos, a maltodextrina

24
preservou melhor as características da amora preta no processo de atomização
por spray drying.
No trabalho realizado por Silva et al. (2012), a goma arábica e a
maltodextrina foram testadas como agentes de secagem para microencapsulação
de camu-camu por spray drying. Ao contrário dos resultados obtidos em Ferrari et
al. (2012), a goma arábica foi mais efetiva que a maltodextrina na preservação dos
compostos bioativos da fruta. Além disto, a goma arábica apresentou afinidade
mais alta com a água, ou seja, maior solubilidade que a amostra de pó obtida pela
adição de maltodextrina. O estudo de isotermas de adsorção também indicou
maior absorção de umidade, indicando maior higroscopicidade da amostra com
goma arábica. Não foi observada a perda significativa dos compostos bioativos no
processo de secagem utilizando os dois agentes encapsulantes.
Ainda na busca por novos agentes carreadores de secagem, Villacrez et al.,
(2014), estudaram a adição de diferentes amidos em extrato aquoso de amora
selvagem. A concentração de sólidos final para secagem variou de 20 a 25°Brix. A
secagem foi realizada com 2 diferentes tamanhos de bico para cada um dos
agentes encapsulantes utilizados e suas combinações. O pó obtido com o bico de
2 mm apresentou menor umidade e maior velocidade de secagem do que o bico
com 1 mm. As maiores umidade e atividades de água observadas foram obtidas
com o amido de mandioca e sua combinação com maltodextrina. A maior
quantidade de antocianinas foi observada nas amostras secas com Capsul®TA,
Hi-CapTM100 e maltodextrina 20DE/amido de mandioca (1:1 p/p), o que foi
refletido na análise colorimétrica. Os menores tamanhos de partículas foram
observados nos pós com Hi-CapTM100, maltodextrina 20DE e Capsul®TA, com
variação de 3 a 6µm. Os maiores foram observados com o amido de mandioca (7
a15 µm). As amostras dos pós obtidos foram submetidas à análise sensorial, onde
se avaliou o odor e sabor. Não houve diferença significativa entre as amostras
com relação ao odor, mas houve diferença com relação ao sabor em todas as
amostras, com relação à acidez e a doçura. As amostras obtidas com Capsul®TA
apresentaram um off-flavours de plástico e as com amido de mandioca
apresentaram adstringência e amargor. Assim apenas as amostras produzidas

25
com Hi-CapTM100 e maltodextrina 20DE forma selecionadas para estocagem e
estabilidade, sendo considerado um material promissor a ser utilizado na indústria
de alimentos.
Nos trabalhos citados na Tabela 1.1, alguns descreveram as melhores
condições de secagem e concentrações de maltodextrina e sua DE na obtenção
das frutas em pó (Bhandari et al., 1993; Chopda & Barret, 2001; Papadakis et al.,
2001; Tonon et al., 2009), em outros como Zareifard et al. (2012), apenas cita a
melhor concentração de maltodextrina a ser utilizada.
Nos trabalhos citados na Tabela 1.2, descrevem principalmente o
comportamento das partículas com relação à adição dos diferentes agentes
encapsulantes em comparação a maltodextrina, não indicando a melhor
concentração a ser utilizada, apenas os efeitos de sua adição. Nesta tabela as
principais características dos pós estudadas foram a retenção de compostos
bioativos e a higroscopicidade, na maioria dos trabalhos.
1.4. Conclusões
A secagem de polpas por spray dryer é uma tecnologia relativamente nova,
poucos trabalhos foram encontrados sobre o tema que mostram as características
dos pós obtidos. Como a obtenção de cada pó depende do equipamento utilizado,
do teor de sólidos presentes na polpa/suco da fruta, da quantidade de ácido
presente, do tipo de encapsulante utilizado e sua quantidade, torna-se difícil
estabelecer um padrão para a secagem e encapsulamento de determinada fruta.
A maioria dos trabalhos utiliza planejamentos ou delineamentos estatísticos
para indicar as melhores condições de secagem para a obtenção de determinada
fruta em pó. No entanto, estes trabalhos apenas descrevem a melhor condição de
secagem para determinadas variáveis ou a melhor condição para cada variável,
tornando difícil definir realmente qual a melhor condição para a secagem da fruta e
dificultando a comparação entre os trabalhos realizados.

26
A maltodextrina é o coadjuvante de secagem mais utilizado em polpa de
frutas devido as suas propriedades, como uma elevada TG, baixa
higroscopicidade, dissolução em baixa temperatura e sua capacidade de manter a
viscosidade da solução baixa, mesmo em altas concentrações, encapsular
compostos ativos, além de não interferir sensorialmente no sabor do pó da fruta.
A secagem de polpas de frutas é uma tecnologia bastante promissora, pois
os estudos mostram que mantém as propriedades da fruta e, assim, deve ser
explorada sua aplicação industrial. Também é de interesse o estudo de
substituintes para a maltodextrina, como amidos e gomas de diferentes origens,
até mesmo outros compostos, que possam melhorar o pó obtido com a redução
de sua higroscopicidade, maior retenção de compostos bioativos e vitaminas,
aumento da solubilidade e agregação de valor nutricional e funcional ao pó.
1.5. Referências Bibliográficas
ANGEL, R. C. M., ESPINOSA-MUNOZ, L. C., AVILES-AVILES, C., GONZALEZ-
GARCIA, R., MOSCOSA-SANTILLAN, M., GRAJALES-LAGUNES, A., ABUD-
ARCHILA, M. (2009). Spray-drying of passion fruit juice using lactose-maltodextrin
blends as the support material. Brazilian Archives of Biology and Technology.
An International Journal. 52(4), p. 1011-1018.
ARBURTO, L.C., TAVARES, D.Q., MARTUCCI, E.T., (1998). Microencapsulação
de óleo essencial de laranja. Ciência e Tecnologia de Alimentos. 18, 45–48.
BHANDARI, B.R., SENOUSSI, A., DUMOULIN, E.D., LEBERT, A. (1993). Spray
drying of concentrated fruit juices. Drying Technology, 11(5), p. 1081-1092.
BHANDARI, B.R.; DATTA, N.; HOWES, T. (1997). Problems associated with spray
drying of sugar-rich foods. Drying Technology, 15, 671–685.

27
BHANDARI, B.R.; HOWES, T. (2000) Drying of sticky materials – Relevance to
glass transition temperature. In: INTERNATIONAL FOOD DEHYDRATION
CONFERENCE – 2000 AND BEYOND, Food Science Australia, Melbourne,
Australia, Proceedings, p.8.2- 8.12.
BHANDARI, B.; HOWES, T.(2005). Relating the stickiness property of foods
undergoing drying and dried products to their surface energetics. Drying
Technology. 23, 781–797.
BOBBIO, F. O; BOBBIO, P. A. (1992). Introdução a Química de Alimentos. São
Paulo: Varela, 223 p.
BORRMANN, D., PIERUCCI, A. P. T. R., LEITE, S. G. F., LEÃO, M. H. M. R.
(2012). Microencapsulation of passion fruit (Passiflora) juice with n-
octenylsuccinate-derivatised starch using spray-drying. Food and Bioproducts
Processing.
CANO-CHAUCA, M., STRINGHETA, P.C., RAMOS, A.M. & CAL-VIDAL, J. (2005).
Effect of the carriers on the microstructure of mango powder spray drying and its
functional characterization. Innovative Food Science & Emerging Technologies,
6, 420–428.
CHEGINI, G.R.; GHOBADIAN, B. (2005) Effect of spray-drying conditions on
physical properties of orange juice powder. Drying Technology, 23(3), 657–668.
CHOPDA, C. A. & BARRETT, D. M..(2001). OPTIMIZATION OF GUAVA JUICE
AND POWDER PRODUCTION. Journal of Food Processing Preservation. 25.
411-430.

28
CHRONAKIS, I.S. (1998). On the molecular characteristics, compositional
properties, and structural-functional mechanisms of maltodextrins: A Review.
Critical Reviews in Food Science, v. 38, n. 7, p. 599-637.
DE-OLIVEIRA, M. A., MAIA, G. A., DE-FIGUEIREDO, R. W, SOUZA, A. C. R.,
BRITO, E. S. & AZEREDO, H. M. C.. (2009). Addition of cashew tree gum to
maltodextrin-based carriers for spray drying of cashew apple juice. International
Journal of Food Science and Technology. 44, 641–645
DESAI, K.G.H.; PARK, H.J. (2005). Recent developments in microencapsulation of
food ingredients. Drying Technology, v.23, n.7, p.1361-1394.
DZIEZAK, J.D. (1988). Microencapsulation and encapsulated ingredients. Food
Technology, v.42, n.4, p.136-148.
FERRARI, C.C.; GERMER, S.P.M.; ALVIM, I.D.; VISSOTT O, F.Z.; AGUIRRE,
J.M. (2012). Influence of carrier agents on the physicochemical properties of
blackberry powder produced by spray drying. International Journal of Food
Science & Technology., v.47, n.6, p.1237-1245.
FLEMING, R. S. (1921). The spray process of drying. The Journal of Industrial
and Engineering Chemistry, 13, 447–449.
GHARSALLAOUI, A.; ROUDAUT, G.; CHAMBIN, O.; VOILLEY, A.; SAUREL, R.
(2007). Applications of spray drying in microencapsulation of food ingredients: An
overview. Food Research International, v.40, n.9, p.1107-1121.
GOULA, A.M; ADAMOPOULOS, K.G.; KAZAKIS, N.A. (2004). Influence of spray
drying conditions on tomato powder properties. Drying Technology, v.22, n.5,
p.1129-1151,.

29
GOULA, A. M. & ADAMOPOULOS, K. G.. (2009). A new technique for spray
drying orange juice concentrate. Innovative Food Science and Emerging
Technologies,11. p. 342–351
HOWLING, D.; BIRCH, G.G.; PALMER, K.J. (1979). Sugar Science and
Technology. Applied Science, London, 263p.
JAYA, S.; DAS, H. Effect of maltodextrin, glycerol monostearate and tricalcium
phosphateon vacuum dried mango powder properties. Journal of Food
Engineering, v. 63, p. 125-134, 2004.
MASTERS, K. (1968). Spray drying: The unit operation today. Industry
Engineering and Engineering Chemistry, 60, 53–63.
MASTERS, K. (1980). Spray drying handbook. New York, John Wiley & Sons
Inc., 1980, 687p.
PAPADAKIS, S. E., GARDELI, C. & TZIA, C. (2006). Spray Drying of raisin
concentrate. Drying Technology. 24, 173-180.
PATIL, V., CHAUHAN, A. K., SINGH, R. P. (2014). Optimization of the spray-
drying process for developing guava powder using response surface methodology.
Power Technology. 253, p. 230-236.
POTTER, N. N.; HOTCHKISS, J.H. (1995) Food Science. 3 ed. New York;
Chapman and Hall, 608p.
ROSEMBERG, M; KOPELMAN, I. J; TALMON, Y. (1990) Factors affecting
retention in spray drying microencapsulation of volatile materials. Journal of
Agricultural and Food Chemistry, v. 38, p. 1288-1294.
30
SILVA, N. K.; CORNEJO, F. E.P.; GOMES, F. S.; PONTES, S. M.; MATTA, V. M.;
FREITAS, S. P.. (2013). Influence of 30hell material on vitamin C content, total
phenolic compounds, sorption isotherms and particle size of spray-dried camu-
camu juice. Fruits, vol. 68, p. 175–183.
SLADE,L. LEVINE,H. (1991). Beyond water activity: recente advances based on
na alternative approach to the assessment of food quality and safety. Critical
Reviews in Food Science and Nutrition, v. 30, n. 2-3, p.115-360.
RÉ, M.I. (1998) Microencapsulation by spray drying. Drying Technology, v.16,
n.6, p.1195- 1236.
REINECCIUS, G.A. (2001) Multiple-core encapsulation: the spray drying of food
ingredients. In: VILSTRUP, P. Microencapsulation of food ingredients. Surrey,
Leatherhead Publishing, p.151-185.
ROOS, Y AND KAREL, M.. Water and Molecular Weight Effects on Glass
Transitions in Amorphous Carbohydrates and Carbohydrate Solutions. J. Food
Sci. pp. 1676-1681, 1991.
ROOS, Y.H. (1995). Glass transition-related physicochemical changes in foods.
Food Technology, 49, 97–102.
ROUSTAPOUR, O.R., HOSSEINALIPOUR, M. & GHOBADIAN, B.. (2006). An
Experimental Investigation of Lime Juice Drying in a Pilot Plant Spray Dryer,
Drying Technology: An International Journal, 24:2, and 181-188.
SLADE, L.; LEVINE, H. (1991).Beyond water activity: recent advances based on
an alternative approach to the assessment of food quality and safety. Critical
Reviews in Food Science and Nutrition, v.30, n.2-3, p. 115-360.

31
THEVENET, F. Acacia Gums: Stabilizers for Flavor Encapsulation. In: RISCH, S.
J.; REINECCIUS, G. A. (Eds) (1988). Flavor encapsulation. American Chemical
Society, Washington, p. 87-102.
THIES, C. (2001). Microencapsulation: what it is and purpose. In: VILSTRUP, P.
Microencapsulation of food ingredients. Surrey, Leatherhead Publishing, p.1-
30.
TONON, R. V., BRABET, C., HUBINGER, M. D..(2009). Influência da temperatura
do ar de secagem e da concentração de agente carreador sobre as propriedades
físico-químicas do suco de açaí em pó. Ciência e Tecnologia de Alimentos.
29(2), p. 444-450.
TONON, R. V., FREITAS, S. S., HUBINGER, M. D..(2010). Spray drying of acai
(Euterpe Oleraceae mart.) juice: effect of inlet air temperature and type of carrier
agent. Journal of Food Processing and Preservation. 35. p. 691-700.
TRUONG. V., BHANDARI, B. R.,& HOMES, T. (2005). Optimization of concurrent
spray drying process of sugar-rich foods. Part 1 – Moisture and glass transition
temperature profile during drying. Journal of Food Engineering, 71(1),55-65.
VILLACREZ, J. L., CARRIAZO, J. G., OSORIO, C..(2014). Microencapsulation of
Andes Berry (Rubus glaucus Benth.) Aqueous Extract by Spray Drying. Food and
Bioprocess Technology, Volume 7, Issue 5, pp 1445-1456.
ZAREIFARD, M.R., NIAKOUSARI, M., SHOKROLLAHI, Z., JAVADIAN, S..(2012).
A Feasibility study on the drying of lime juice: The relationship between the key
operating parameters of a small laboratory spray dryer and product quality. Food
Bioprocess Technol.(5),p. 1896-1906.

32

33
CAPÍTULO 2
PROPRIEDADES TECNOLÓGICAS E MICROESTRUTURA DA FARINHA DA
CASCA DO MARACUJÁ.
Artigo a ser submetido a revista Brazilian Journal of Food Technology
Carolyne Bitencourt FARIA, Nicolle Bavaresco MARTINEZ, Flavio Luis
SCHMIDT

34
35
RESUMO
A casca do maracujá é um resíduo industrial praticamente não aproveitado,
apesar de ser rica em fibras solúveis benéficas ao ser humano, que contribuem
para a redução de doenças crônico-degenerativas. Este trabalho teve como
objetivo o estudo das características físico-químicas, tecnológicas e estruturais da
farinha obtida da casca do maracujá amarelo e a partir destes dados avaliar a
possibilidade de sua utilização como fonte de fibras no enriquecimento nutricional
de produtos. Foi estudada sua composição química, observando-se altos
conteúdos de fibras e pectina o que se reflete no alto índice de absorção de água
apresentado. A farinha apresentou baixa densidade aparente e alta porosidade, o
que contribui para sua maior solubilidade em meio líquido. A distribuição do
tamanho das partículas foi unimodal, mostrando sua uniformidade, com tamanho
médio de 136,31 µm. Sua alta temperatura de transição vítrea (TG) contribui para
seu uso em produtos secos ou nos quais haja a necessidade de aumentar sua TG
final. Pelos resultados obtidos, concluiu-se que a farinha da casca de maracujá é
um produto com promissoras características tecnológicas, podendo ser aplicada
em vários produtos alimentícios (pães, biscoitos, bebidas, sucos em pó, laticínios)
como fonte de fibras.

36
ABSTRACT
The peel of passion fruit is an industrial waste is not used, being rich in
soluble fiber beneficial to humans, contributing to the reduction of chronic
degenerative diseases. This work aimed to study the physical and chemical
characteristics, technological and structural flour obtained from the bark of yellow
passion fruit and from these data to evaluate its use as a source of fiber enriched
nutritional products. Was studied its chemical composition, observing high fiber
and pectin content, which is reflected in the high rate of water absorption
displayed. The flour has a low bulk density and high porosity, which contributes to
its greater solubility in the water environment. The particle size distribution was
unimodal, showing a uniform, with an average size of 136,312 µm. Its high glass
transition temperature (TG) contributes to its use in dry or in which there is a need
to increase the TG of final product. The results obtained showed that passion fruit
peel flour is a product with promising technological characteristics, and can be
applied in various food products (bread, biscuits, drinks, powdered drinks, and
dairy products) as a source of fiber.

37
2.1. Introdução
O maracujá azedo ou amarelo (Passiflora edulis f. flavicarpa) é o mais
cultivado e comercializado no Brasil (Marchi, 2000). A sua importância econômica
deve-se a sua polpa, que varia da coloração amarela a laranja, que gera um
mercado rentável com relação à produção de sucos. Sua polpa é rica em
substâncias antioxidantes como o ácido ascórbico (vitamina C) e carotenoides
(vitamina A), além de possuir sabor e aroma agradáveis.
A produção anual de maracujá no Brasil é em torno de 719 mil ton. ano-
1(Embrapa, 2009). Mais da metade da produção mundial dessa fruta é destinada
para a fabricação de suco concentrado, cujo rendimento no processamento é de
aproximadamente 30%. Segundo Córdova et al.(2005) e Gondim et al. (2005), a
casca do maracujá representa 52% da composição mássica da fruta, resíduo que
não pode ser desprezado uma vez que é um material rico em fibras solúveis e
minerais, que no entanto gera um problema de resíduo agroindustrial sendo
aproveitado, na maioria das vezes, apenas na preparação de ração animal.
(Oliveira et al., 2002).
A farinha da casca de maracujá amarelo tem a capacidade de reter água
formando géis viscosos que retardam o esvaziamento gástrico e o trânsito
intestinal (Galisteo et al., 2008). Estudos epidemiológicos mostraram que dietas
ricas em fibra dietética estão associadas com um risco reduzido de diabetes e
doenças cardiovasculares (Liu et al., 2000; Fung et al., 2002; Venn & Mann, 2004)
assim como inversamente relacionadas com a resistência a insulina e com
consequente aumento na sensibilidade desta (Ylonen et al., 2003).
Por causa das vantagens do consumo da fibra alimentar é interessante o
uso da farinha da casca do maracujá no enriquecimento de produtos ou como
ingrediente, pois sua composição de polissacarídeos, lignina, oligossacarídeo,
dentre outras substâncias (Chau & Huang, 2003), conferem diferentes
propriedades funcionais, podendo a fibra ser aproveitada na produção de bebidas,
sobremesas, derivados do leite, biscoitos, massas e pães (Giuntini et al., 2003).

38
Devido às várias vantagens da utilização da casca do maracujá, é
interessante o estudo de suas características tecnológicas e de sua estrutura
microscópica para seu melhor aproveitamento e uso em alimentos.
2.2. Materiais e métodos
2.2.1. Produção da farinha da casca do maracujá
Os maracujás azedos utilizados para a produção da farinha foram
adquiridos no CEASA (Campinas, São Paulo, Brasil). Os frutos apresentavam
cerca de 80% de sua casca com a coloração amarela. O processamento foi
realizado na planta piloto de Frutas e Hortaliças da Faculdade de Engenharia de
Alimento/Unicamp, onde os frutos foram higienizados em água clorada (100mg/l)
por 15 minutos e enxaguados com água da rede de abastecimento municipal. Foi
retirada sua polpa e a casca foi colocada em descascador abrasivo por 2 min para
a retirada de sua superfície. Em seguida, o albedo foi cortado manualmente em
pedaços de aproximadamente 2 cm2 utilizando um cortador de vegetais em aço
inoxidável e submetido ao tratamento térmico de acordo com Matsuura et al.,
(2005), (Fluxograma 2.1), para retirada dos compostos cianogênicos, sendo
depois seca em estufa de circulação forçada de ar Marconi, modelo MA 035, a
80°C por 14 horas, e então triturada em moinho Tecnal, modelo TE-631/2 até 65
mesh. Segundo Matsuura et al., (2005), este tratamento reduz em 90% a presença
destes compostos. Obtida a farinha da casca do maracujá, esta foi armazenada
em potes de polietileno de alta densidade em temperatura ambiente.

39
Maracujá
Lavagem
Descascamento abrasivo, 2 min
Corte dos frutos
Despolpamento Polpa + semente
Albedo
Corte manual~2 cm2
Cozimento, 100°C/15min
Lavagem com água quente (40°C)
Resfriamento
Fluxograma 2.1. Tratamento do albedo de maracujá para a retirada de compostos
cianogênicos.
2.2.2. Caracterização físico - química da Farinha da casca do maracujá.
A farinha da casca de maracujá produzida foi submetida às seguintes
análises físico-químicas: umidade em estufa à vácuo (0413/IV Adolfo Lutz, 1995);
cinzas (A.O.A.C.,n.32.1.05, 2006), fibras totais e solúveis pelo método
gravimétrico enzimático de acordo com o método 991.43 (AOAC, 1995) usando o
kit para determinação de fibras - Sigma Aldrich, proteína total (A.O.A.C., n.
32.1.22, 2006) e pectina (Blumenskrantz & Asboe-Hansen,1973).

40
2.2.3. Determinação das propriedades físicas da Farinha da casca do
maracujá.
2.2.3.1. Tempo de dissolução
O tempo de dissolução da amostra foi determinado de acordo com
Omobuwajo et al. (2000) e Takeiti et al. (2010). Este corresponde ao tempo
necessário para a completa dissolução de 1 g de amostra em 100 mL de água
destilada em um recipiente de 250 mL, sob um nível determinado de agitação a
temperatura de 20°C. A placa de agitação magnética (modelo 753, FISATOM,
Brasil) utilizada foi colocada na posição 5. A análise foi determinada em triplicata.
2.2.3.2. Índice de Absorção de água (IAA) e do índice de Solubilidade em
água (ISA).
O IAA e o ISA foram determinados, em triplicata, conforme metodologia
proposta por Anderson et al. (1969), com modificações. Uma amostra de 2,5 g em
base seca foi mantida em 30 mL de água destilada a 25°C por 30 min, sob
agitação em tubos TECNAL com capacidade de 50 mL.
A suspensão foi centrifugada a 2200g por 10min em centrífuga FANEM®,
Modelo 204 NR, e o sobrenadante evaporado e seco em estufa da
Marca TECNAL®, Modelo TE 394/2, com circulação e renovação de ar a 105°C
por 4 horas. A análise foi realizada em triplicata. Os resultados foram calculados
por meio das seguintes equações:
(Equação 2.1) (Equação 2.2)
100(bs) Ma
Mre ISA x
Mre - Ma
Mrc IAA

41
Onde:
Mre = Massa do resíduo de evaporação (g);
Ma = Massa da amostra (g), em base seca.;
Mrc = Massa do resíduo de centrifugação (g).
2.2.3.3. Densidade absoluta, aparente e porosidade
A densidade absoluta (ρabs) da farinha foi determinada com um picnômetro
de gás automático (AccuPye 1330 AutomaticGasPycnometer, Micromeritics,USA).
As amostras foram previamente secas em estufa a vácuo de 15 pol. Hg a 70 °C
por 48 horas. O material foi pesado, colocado na câmara para realização das 20
purgas e iniciadas as leituras. A precisão adotada para os resultados foi de 0,01%
e o número de corridas igual a 10, parâmetro estabelecido em ensaios
preliminares. Os melhores resultados apresentaram-se na taxa de equilíbrio de 1 x
10-3psi.min–1.
A densidade aparente (ρap) do pó foi obtida por método gravimétrico,
fazendo-se a pesagem da amostra contida em uma proveta cilíndrica de 25 mL,
em ambiente com temperatura de 25°C, sendo pré-estabelecidas as condições da
análise.
A porosidade (ε) da farinha da casca do maracujá foi determinada de
acordo com a equação 2.3.
Equação 2.3
Onde: ρap é a densidade aparente (g/mL) e ρabs é a densidade absoluta
(g/mL) da amostra.

42
2.2.4. Propriedades térmicas da Farinha da casca do maracujá
2.2.4.1. Determinação da Temperatura de transição vítrea (TG)
A farinha da casca do maracujá foi seca em estufa a vácuo a 70°C por 18
horas até peso constante, onde a umidade final foi de 2,71%. As propriedades
térmicas da farinha da casca do maracujá foram determinadas em calorímetro
diferencial de varredura, marca Shimadzu, modelo TA60 (Kyoto, JAP), conforme
manual do equipamento, com modificações. As cápsulas de alumínio contendo 2
mg de amostra em base seca (bs), foram hermeticamente seladas e mantidas à
temperatura ambiente por 1 h antes da leitura. Uma cápsula de alumínio vazia foi
utilizada como referência. A varredura foi realizada entre 30 e 210°C, com taxa de
aquecimento de 10°C/min. Os valores de temperatura inicial de gelatinização
(Ton.), temperatura de pico (Tp), variação de temperatura de gelatinização (ΔT) e
variação da entalpia de gelatinização (ΔH) foram obtidos em triplicata e os
resultados expressos em °C para Ton., Tp e ΔT e J.g-1 para ΔH (DSC, 2003). A
medida foi realizada em triplicata.
2.2.5. Características estruturais da Farinha da casca do maracujá
2.2.5.1. Distribuição do tamanho de partícula
A distribuição granulométrica da farinha foi determinada por Difração à
Laser (marca MALVERN Instruments Ltd; modelo MasterSizer S-MAM 5005, UK).
Foi utilizado como meio de dispersão o isopropanol. A análise dos resultados
obtidos foi realizada pelo software MasterSizer versão 2.18, sendo determinado o
diâmetro D[4,3], isto é, o diâmetro médio do momento volumétrico. As medidas
foram realizadas em triplicata.

43
2.2.5.2. Microscopia eletrônica de varredura
A estrutura da fibra alimentar da farinha foi observada utilizando-se imagens
de Microscopia eletrônica de varredura. A amostra foi colocada diretamente em
fita adesiva de dupla face em um cilindro metálico de 10,0 mm de diâmetro e 1,0
cm de altura. O recobrimento da amostra foi realizado através de um evaporador
Balzer, modelo SCDS 50, que continha uma target de ouro onde se trabalhou com
uma corrente de 40 mA, por 180 s, o que gerou um filme de ouro de
aproximadamente 19 nm de espessura (KIM & MORR, 1996).
A análise foi realizada no microscópio eletrônico de varredura marca JEOL,
modelo JSM-T300, com condições de operação. A aceleração de voltagem
utilizada foi de 10 KV, e o aumento observado variou de 50 até 500 vezes,
seguindo a metodologia descrita por Rosenberg & Young (1993).
2.3. Resultados e Discussão
2.3.1. Caracterização química da Farinha da casca do maracujá.
As características físico-químicas da farinha da casca do maracujá estão
apresentadas na Tabela 2.1.
Tabela 2.1- Caracterização da Farinha da casca do maracujá
Componentes Média (%)±Desvio Padrão
Cinzas 3,02 ±0,08
Proteína 9,13 ±0,64
Umidade 2,70 ±0,13
Acidez média 0,10 ±0,01
Pectina 4,62 ±0,05
Fibras Totais Insolúveis 59,99 ±0,08
Fibras Totais Solúveis 20,01 ±9,55

44
Comparando com resultados de outros autores, nota-se que o valor de
9,13% obtido para proteínas foi próximo do reportado por Lima (2007), de 9,24%.
Em relação à umidade Lima (2007) obteve 6,87%, enquanto, Matsuura (2005)
reportou 3,8%, se assemelhando mais aos valores obtidos no presente estudo. A
maior semelhança em relação aos valores encontrados por Matsuura (2005)
provavelmente se deve ao mesmo método utilizado para a diminuição de
compostos cianogênicos.
Pita (2012) e Lima (2007) registraram em seus estudos, respectivamente
7,54% e 7,37% para o teor de cinzas, enquanto que neste projeto os resultados
obtidos foram de 3,01%. Há de se considerar, no entanto, que o tratamento
aplicado para a retirada dos compostos cianogênicos pode ter alterado esse valor,
pois Matsuura (2005) obteve 7,7% de cinzas em suas amostras não tratadas,
enquanto que nas que sofreram tratamento, obteve 2,8%, se assemelhando aos
resultados obtidos.
O mesmo pode ser explicado no caso da pectina, cujo teor obtido foi de
4,62%, enquanto Lima (2007) registrou uma presença de 10,78% de pectina na
farinha casca do maracujá sem aplicação de tratamentos. Em geral, tratamentos
térmicos severos provocam quebra da membrana celular e liberação de conteúdo
da célula, afetando assim, a estabilidade de polissacarídeos como a pectina
(Pérez & Sanches, 2001).
O valor obtido para fibras insolúveis se mostrou condizente com os
trabalhos de Lousada Junior et al (2006) que obtiveram 56,15%, e de Pita (2012)
que registrou 50,64% de fibras. Estas fibras alimentares são normalmente
formadas pelos polissacarídeos da parede celular das plantas superiores:
celulose, hemicelulose e lignina (Guillon et al., 2000). Matsuura (2005) também
observou que houve concentração do teor de fibras insolúveis, em base seca,
após o tratamento realizado na casca.

45
2.3.2. Características Tecnológicas.
O tempo médio de dissolução da farinha da casca de maracujá foi de 36,5 ±
7,23 segundos. Tempo menor do que registrado por Takeiti et al. (2010) para
maltodextrinas com até 20DE que foi de 58,0s. Esta medida está vinculada ao
grau de porosidade da partícula que, quanto mais porosa, mas facilmente a água
a penetra, aumentando sua solubilidade e capacidade de aumentar a viscosidade
da solução.
O índice de absorção de água (IAA) mede a quantidade de água que
determinada fibra é capaz de absorver quando em excesso deste líquido. Estas
propriedades estão relacionadas com o teor de fibras solúveis presentes no
alimento. A farinha da casca do maracujá apresentou um IAA igual a 9,95± 0,27 g
de água/ g de matéria seca, próximo ao encontrado por Matssuura (2005) que foi
de 8,6 g de água/ g de matéria seca e ao da fibra da polpa da laranja, de 10,9 g de
água/ g de matéria seca (Céspedes, 1999).
O Índice de solubilidade em água (ISA) é um parâmetro que reflete a
degradação sofrida pelos constituintes da fibra, ou seja, o somatório dos efeitos de
gelatinização, dextrinização e, consequentemente, solubilização (Colonna et al.,
1984; Gutkosky, 1997). O ISA para a farinha da casca do maracujá que foi igual a
5,35± 0,36%, sendo este valor menor do que o obtido por Matssuura (2005) de
7,6% para o albedo tratado.
O processo para a obtenção da farinha não degradou a fibra obtida, pois
segundo Guillon e Champ (2000), a solubilidade tem efeito na funcionalidade da
fibra e, principalmente, na estabilidade da viscosidade, o que pode ser observado
devido ao elevado IAA, que promove o intumescimento do meio e aprisionamento
da água, propriedades úteis para o uso em alimentos nos quais se pretende
estabilizar a porção líquida presente.
A solubilidade tem efeito na funcionalidade da fibra e, principalmente, na
estabilidade da viscosidade (Guillon & Champ, 2000). A absorção de água e
aumento da viscosidade, devido à hidratação, também é de interesse funcional,
pois tende a diminuir a velocidade do esvaziamento gástrico (Liddle et al., 1985;

46
Mossner et al., 1992; Hein et al. 1998; Howarth et al., 2001; Malkki, 2001). A
hidratação da fibra ocorre pela adsorção de água à sua superfície ou pela
incorporação ao interstício macromolecular (Schweizer & Wursch, 1991). Na
mucosa intestinal há formação de uma camada gelatinosa, que altera a difusão e
absorção de nutrientes.
2.3.2.1. Densidade absoluta, aparente e porosidade
Os resultados obtidos no estudo das densidades e da porosidade da farinha
da casca do maracujá estão na Tabela 2.2. As partículas da farinha apresentam
alta porosidade, se comparada a maltodextrina que possui uma porosidade média
de 40% (Takeiti et al., 2010). A farinha da casca do maracujá apresentou baixa
densidade aparente, o que demostra que o pó apresenta muitos espaços
intersticiais entre as partículas.
Tabela 2.2 – Resultado do estudo de porosidade da farinha da casca do maracujá.
Densidade aparente (g/mL) Densidade absoluta (g/mL) Porosidade (ε) %
0,373 ± 0,014 1,522 ± 0,001 77,130± 0,016
A porosidade das fibras alimentares influencia na solubilidade, viscosidade,
gelificação e capacidade de incorporar substâncias (Magnoni, 2001). Ela influência
a velocidade em que os líquidos, principalmente a água é absorvida pelas
partículas.
A porosidade tem grande efeito nas propriedades mecânicas do material,
tais como a resistência à tensão, dureza e deformação; nas propriedades físico-
químicas, influência na característica de dissolução e na capacidade de retenção
de água; nas propriedades de transporte, atua na condutividade térmica, difusão
de aromas e em componentes de baixa massa molecular (Santana, 2005).

47
2.3.2.2. Temperatura de Transição Vítrea
A temperatura de transição vítrea foi medida por meio da análise de DSC, a
qual avalia a temperatura na qual a amostra sai de um estado amorfo de equilíbrio
para um estado borrachento ou gomoso.
Transição vítrea é a transição de fase de segunda ordem que ocorre ao
longo de uma gama de temperaturas, embora uma única temperatura seja muitas
vezes referida. A transição vítrea promove um aumento da mobilidade molecular e
do volume livre, podendo resultar em mudanças físicas e físico-químicas
significativas. A Figura 2.1 apresenta o termograma o comportamento da farinha
da casca de maracujá, ao longo da faixa de temperatura de 0 a 200°C por DSC.
Figura 2.1. Termograma obtido para a amostra de farinha da casca de
maracujá.
Pela análise foi possível perceber que a Farinha da casca do maracujá
apresentou um intervalo de TG, onset: 165,23°C a endset: 168,20°C, e pico
ocorreu a 165,72°C. Este resultado é esperado devido ao alto teor de fibras, tanto
insolúveis quanto solúveis. A TG é bastante influenciada pelo peso molecular dos
50.00 100.00 150.00 200.00
Temp [C]
-10.00
-5.00
0.00
mW
DSC
165.23x100COnset
168.20x100CEndset
165.72x100CPeak
-113.24x100J/gHeat

48
componentes presentes, principalmente com a presença de carboidratos de baixo
peso molecular, que possuem maior efeito e influência na TG de alimentos secos.
Para produtos em pó, a temperatura de transição vítrea é considerada
como um parâmetro crítico, desde o colapso, viscosidade, endurecimento,
problemas de aglomeração e fenômenos de recristalização podem ser evitados no
estado vítreo da matriz amorfa (Roos, 1995; Fang & Bhandari, 2011).
O resultado apresentado pela farinha é muito interessante para processos
nos quais há a necessidade de altas TG para manter o produto estável, como no
caso de biscoitos, como também auxiliar em processos de secagem de polpas de
frutas ou encapsulamentos por spray dryer ou liofilização.
2.3.2.3. Distribuição de tamanho de partículas
A distribuição do tamanho de partículas é importante em vários aspectos,
podendo influenciar o sabor, cor e textura do produto (O’Hagan et al., 2005). O
tamanho das partículas também pode influenciar no escoamento dos pós, sua
capacidade de reidratação, solubilidade e dispersibilidade, bem como a mistura de
componentes, a compactação e a segregação de uma mistura, na qual as
partículas menores permanecem distribuídas na parte inferior e as partículas
maiores na parte superior. A Figura 2.2 apresenta a distribuição do tamanho de
partículas da farinha da casca do maracujá.

49
Figura 2.2. Distribuição de tamanho da partícula da farinha da casca do
maracujá
A distribuição do tamanho das partículas da farinha da casca foi unimodal, o
que mostra que o processo de produção utilizado permite a obtenção de partículas
homogêneas. O diâmetro médio [4,3] foi de 136,132 µm, sendo maior do que
encontrado para a maltodextrinas comerciais até 20 DE (Dextrose equivalente) de
acordo com Takeiti et al (2010), no qual o maior diâmetro médio [4,3] encontrado
foi de 111,3 µm.
2.3.2.4. Microscopia de Varredura
A microestrutura de micropartículas está associada a propriedades como
funcionalidade, estabilidade e escoabilidade (Shahidi & Han, 1993). Esta análise é
importante, pois mostra a superfície da partícula, permitindo compreender seu
possível comportamento.
De acordo com a Figura 2.3 (a,b), a farinha se mostra bem particulada, com
partículas grandes e pequenas, o que pode contribuir para sua compactação, pois
as partículas menores tendem a preencher os espaços deixados pelas maiores.
0
1
2
3
4
5
6
7
0,001 0,1 10 1000
Vo
lum
e (
%)
Tamanho de partícula (um)

50
Também foi observada a presença de poros em sua estrutura, o que contribui para
uma menor densidade aparente e maior índice de absorção de água.
(a) (b)
Figura 2.3. Imagens da microestrutura da Farinha da casca do maracujá, (a)
Aumento de 85 vezes e (b)Aumento de 450 vezes
O método de secagem empregado para a obtenção da farinha da casca, de
acordo com Santana & Gaspareto (2009), pode causar um encolhimento da fibra,
que reflete na densidade do pó, no volume e na distribuição dos poros nas
partículas do albedo, em comparação a outros métodos empregados em secagem
como a liofilização.
Devido ao método utilizado para moagem das partículas, estas
apresentaram estrutura física irregular em formato de lascas. Pela imagem é
possível observar que as partículas maiores apresentam superfície porosa, o que
pode ser confirmado pelo resultado da porosidade apresentado na Tabela 2.2.
100µ 10µ

51
2.4. Conclusões
O método de tratamento do albedo do maracujá utilizado, de acordo com
Matssuura (2005), para a retirada dos compostos cianogênicos, acarretou a
redução de compostos solúveis (açúcares, fibras solúveis, sais minerais)
presentes e contribuiu para a redução da densidade aparente e aumento da
porosidade das partículas.
A farinha da casca do maracujá apresentou características tecnológicas
interessantes, como uma alta TG e alto índice de absorção de água, mostrando
ser uma ótima fonte de fibras para uso como ingrediente em diferentes alimentos,
tanto secos como biscoitos ou mesmo produtos cárneos, nos quais é importante a
manutenção da estabilidade do produto.
A alta absorção de água apresentada, o baixo tempo de dissolução, a alta
TG, juntamente com a distribuição uniforme das partículas apresentada, nos
mostra que a farinha de maracujá possui características requeridas para
substâncias utilizadas como coadjuvantes de secagem podendo ser utilizada na
substituição parcial ou total de alguma goma ou amido normalmente utilizado
neste tipo de processo. Além disto, devido a presença de grande quantidade de
fibras, sua utilização contribui para o aumento nutricional do produto final.
A farinha da casca do maracujá é um resíduo que possui ótimas
características tecnológicas e nutricionais que devem ser exploradas. Não apenas
como fonte de fibras para enriquecimento nutricional, mas também como
estabilizante, principalmente em alimentos nos quais é importante a manutenção
de sua temperatura de transição vítrea.
52
2.5. Referências Bibliográficas
INSTITUTO ADOLFO LUTZ. (1995).Normas Analíticas do Instituto Adolfo Lutz. v.
1: Métodos químicos e físicos para análise de alimentos, 3. ed. Sao Paulo: IMESP.
ASCHERI, J.L.R. (2009) Curso de processo de extrusão de alimentos: aspectos
tecnológicos para o desenvolvimento e produção de alimentos para consumo
humano e animal. EMBRAPA, Abril, 89p.
ASSOCIATION OF OFFICIAL ANALYTICAL CHEMISTS (2006). Official Methods
of Analysis of A.O.A.C. International 19 ed. V II, cap 37. Fruits and Fruits
Products.
BHANDARI, B.; HOWES, T. (2005). Relating the stickiness property of foods
undergoing drying and dried products to their surface energetics. Drying
Technology, 23, 781–797.
CÉSPEDES, M. A. L. (1998). Otimização do processo de extrusão da polpa de
laranja: modificação das propriedades funcionais e sua aplicação como
fonte de fibra alimentar. Campinas, 1999. 163p. Dissertação (doutorado) –
Faculdade de Engenharia de Alimentos, Universidade Estadual de Campinas.
CHAU, C. F., HUANG, Y. L. (2004).Characterization of passion fruit seed fibers – a
potencial fibre source. Food Chemistry 2004, 85, 189-194.
COLONNA, P.; DOUBLER, J.L.;MELCON, J.P.; MONREDON, F.; MERCIER, C.
(1984). Extrusion cooking and drum drying of wheat starch. I. Physical and
macromolecular modifications. Cereal Chemistry, Saint Paul, v.61, n.6, p. 538-
543.

53
CÓRDOVA, K. R. V., GAMA, T. M.M. T. B., WINTER,C. M. G., NETO,G. K., DE
FREITAS R. J. S. (2005). Características físico-químicas da casca do maracujá
amarelo (Passiflora edulis Flavicarpa Degener) obtida por secagem. B. CEPPA.
Curitiba, v. 23, n. 2, p. 221-230.
FANG, K.; BHANDARI, B. (2011). Effect of spray drying and storage on the
stability of bayberry polyphenols. Food Chemistry, v. 129, p.1139-1147.
FUNG TT, HU FB, PEREIRA MA, LIU S, STAMPFER MJ, COLDITZ GA, WILLET
WC (2002). Whole-grain intake and the risk of type 2 diabetes: a prospective study
in men. Am J Clin Nutr. 76: 535-540.
GALISTEO M, DUARTE J, ZARZUELO A 2008. Effects of dietary fibers on
disturbances clustered in the metabolic syndrome. J Nutr Biochem 19: 71-84.
GIUNTINI, E.B.; LAJOLO, F.M.; MENEZES, E.W. (2003). Potencial de fibra
alimentar em países ibero-americanos: alimentos, produtos e resíduos. Arch.
Latinoam. Nutr.,Caracas, v. 53, n.1, p. 1-7.
GONDIM, J. A. M. et al. (2005). Composição centesimal e de minerais em cascas
de frutas.Ciência e Tecnologia de Alimentos, v. 25, n. 4, p. 825-827.
GUERTZENSTEIN, S. M. J. (1998). Uso da casca de maracujá (Passiflora edulis f.
flavicarpa, Deg) cv. amarelo com fonte de fibra solúvel na alimentação de ratos
diabéticos. Rio de Janeiro, 116p. Dissertação de Mestrado – Mestrado em
Nutrição, Universidade Federal do Rio de Janeiro.
GUILLON, F.; CHAMP, M. (2000). THIBAULT, J. F. Dietary fibre functional
products. In: GIBSON, G. R.; WILLIAMS, C. M. (eds.) Functional foods: concept
to product. Boca Raton: CRC Press. p.315-364.
GUTKOSKY, L. C. (1997). Caracterização tecnológica de frações de moagem
de aveia e efeito de umidade e temperatura de extrusão na sua estabilidade.

54
1997. 241p. Tese (Doutorado em Tecnologia de Alimentos) – Faculdade de
Engenharia de Alimentos, Universidade Estadual de Campinas, Campinas.
HEINI, A. F.; LARA-CASTRO, C.; SCHNEIDER, H.; KIRK, K. A.; CONSIDINE, R.
V.; WEINSIER, R. L. (1998). Effect of hydrolyzed guar fiber on fasting and post
prandial satiety hormones: a double-bind, placebo-controlling trial during controlled
weight loss. International Journal of Obesity and Related Metabolic Disorders,
v.22, n.9, p.906-909.
HEIM, K. E, TAGLIAFERRO, A. R, BOBILYA, D. J. (2002). Flavonoid antioxidants:
chemistry, metabolism and structure activity relationships. J Nutr Biochem 13:
572-584.
HOWARTH, N. C.; SALTZMAN, E.; ROBERTS, S. B. (2001). Dietary fiber and
weight regulation. Nutrition Reviews, v.59, n.5, p.129-139.
JUNQUEIRA-GUERTZENSTEIN, S.M., SRUR, A.U.O.S. (2002). Uso da casca de
maracujá (Passiflora edulis, f. flavicarpa, Deg.) cv amarelo na alimentação de ratos
(rattus norvergicus) normais e diabéticos. Revista Cadernos do Centro
Universitário São Camilo 10: 213-218.
LIDDLE, R. A.; MORITA, E. T.; CONRAD, C. K.; WILLIAMS, J. A. (1986).
Regulation of gastric emptying in humans by cholecystokinin. Journal of Clinical
Investigation, v.77, n.3, p.992-996.
LIMA, C.C. (2007). Aplicação das Farinhas de Linhaça (Linum usitatissimum L.) e
Maracujá (Passiflora edulíssimas f. flavicarpa Deg.) no Processamento de Pães
com Propriedades Funcionais. Fortaleza, 157p. Dissertação (Mestrado em
Tecnologia de Alimentos). Universidade Federal do Ceará.

55
LIU S, MANSON JE, STAMPFER MJ, REXRODE KM, HU FB, RIMM EB,
WILLETT WC (2000). Whole grain consumption and risk of ischemic stroke in
women: a prospective study. JAMA 284: 1534-1540.
LOUSADA JÚNIOR, E. J.; COSTA, C. M. J.; JOSÉ, M. N. J.; RODRIGUEZ, M.
N. (2006). Caracterização físico-química de subprodutos obtidos do
processamento de frutas tropicais visando seu aproveitamento na alimentação
animal. Revista Ciência Agronômica, Fortaleza, v.37, n.1, p.70-76.
MAGNONI, D. (2001). Caracterização e aplicação na nutrição clínica. Qualidade
em alimentação. v.2, n.7 ,p.10-11.
MARCHI, R., MONTEIRO, M., BENATO, E. A.; Da SILVA, C. A. R. (2000). Uso da
cor da casca como indicador de qualidade do maracujá amarelo (Passiflora edulis
Sim. f. flavicarpa Deg.) destinado à industrialização. Ciência e Tecnologia de
Alimentos, v. 20, n. 3, p. 381-387.
MALKKI, Y. (2001). Physical properties of dietary fiber as keys to physiological
functions. Cereal Foods World, v.46, n.5, p.196-199.
MATSUURA, F. C. A. U. ; FOLEGATTI, M.I. S. ; MIRANDA, M. S. ; MENEZES, H.
C. (2005). Efeito da trituração e imersão em água na redução dos compostos
cianogênicos do albedo de maracujá amarelo. Revista Brasileira de Toxicologia,
São Paulo, SP, v. 18, n. 1, p. 63-69.
MEDEIROS, J.S. et al. (2009). Ensaios toxicológicos clínicos da casca do
maracujá-amarelo (Passiflora edulis, f. flavicarpa), como alimento com propriedade
de saúde. Rev. bras. farmacogn., vol.19, n.2a, pp. 394-399.
MORTON, J. 1987. Passion fruit. p. 320–328. In: Fruits of warm climates. Julia F.
Morton, Miami, FL. http://www.hort.purdue.edu/newcrop/morton/Passionfruit.html,
acessada em 5/2/2013.

56
MOSSNER, J.; GRUMANN, M.; ZEEH, J.; FISCHBACH, W.(1992). Influence of
various nutrients and their mode of application on plasma cholecystokinin
bioactivity. Clinical Investigator, v.70, n.2, p.125-129.
O’HAGAN, P.; HASAPIDIS, K; CODER, A. HELSING, H.; POKRAJAC, G. (2005).
Particle size analysis of food powder. In: ONWULATA, C. (ed) Encapsulated and
powdered foods. Boca Raton, Taylor & Francis, p.215-245.
OLIVEIRA, M. E. B.; BASTOS, M. S.R.; FEITOSA, T.; BRANCO, M. A. A. C.;
SILVA, M. G. G. (1999). Avaliação de parâmetros de qualidade físico-químicos de
polpas congeladas de acerola, cajá e caju. Ciências e Tecnologia de Alimentos,
Campinas, v. 19, n. 3.
OLIVEIRA LF, NASCIMENTO MRF, BORGES SV, RIBEIRO PCN, RUBACK VR.
(2002). Aproveitamento alternativo da casca do maracujá amarelo (Passiflora
edulis F. Flavicarpa) para produção de doce em calda. Cien. Tecnol. Aliment, 22:
259-262.
OMOBUWAJO, T.O.; BUSARI, O.T.; OSEMWEGIE, A.A. (2000). Thermal
agglomeration of chocolate drink powder. Journal of Food Engineering, v. 46, p.
73-81.
PAIVA R. (1998). Leite com maracujá. Titulo. Rev. Globo Rural 152: 9-15.
PÉREZ, M. F.; SÁNCHES, J. L. R. (2001). Tecnologia para la obtención de fibra
dietética a partir de materias primas regionales. La experiencia en cuba. In: Fibra
dietética en Ibero américa: tecnología y salud: obtención, caracterizatión,
efecto fisiológico y aplicación en alimentos. Cood. Franco Maria Lajolo. São
Paulo: Livraria Varela, p.221-236.
PITA, J.S.L. (2012). Caracterização físico-química e nutricional da polpa e farinha
da casca de maracujazeiros do mato e amarelo. Itapetinga – BA, 80p. Dissertação
– Mestrado em Engenharia de Alimentos: UESB.

57
RAMOS, A.T.; CUNHA,M. A. L.; SRUR, A. U. O. S.; PIRES,V. C. F.;
CARDOSO, M. A. A.; DINIZ, M. F. M.; MEDEIROS, C. C. M. (2007). Uso de
Passiflora edulis f. flavicarpa na redução do colesterol. Revista Brasileira de
Farmacognosia. vol.17 nº4, João Pessoa.
ROBBERS, J. E., SPUDIE, M. K., TYLER, V. E. (1996). Pharmacognosy and
pharmacobiotechnology, Baltimore: Williams e Wilkins.
ROSENBERG, M.; YOUNG, S. (1993). Whey proteins as microencapsulating
agents. Microencapsulation of anhydrous milk fat-structure evaluation. Food
Structure, v.12, p. 31-41.
ROOS, Y. H. (1995). Phase transitions in foods. 1 ed. California: Academic Pres,
Inc. 360p.
SACHS, A. (2002) Diabetes mellitus. In: Cuppari, L. Nutrição: nutrição clínica no
adulto, p.151-165.
SANDERSON, G.R. (1981). Polysaccharides in Foods. Food Technol.35: 50-57,
83.
SANTANA, M. D. F.S.; GASPARETTO, C. A.(2009). Microestrutura da fibra
alimentar do albedo de laranja: um estudo por técnicas físicas e análise de
imagens. Ciênc. Tecnol. Aliment., Campinas, 29(1): 124-134, jan.-mar.
SATO, G. S.; CHABARIBERY, D.; JUNIOR, A. A. B. (1992). Panorama da
produção e de mercado do maracujá. Informações Econômicas, São Paulo,
v.22, n.6, jun.
SHAHIDI, F.; HAN, X. D. (1993). Encapsulation of food ingredients. Critical
Reviews in Food Science and Nutrition, v. 33, n. 6, p.501-547.
SILVA, M.S.; ALVES, R.E.; MENDONÇA, R. M. N. (2007). Fisiologia pós-colheita
de frutas tropicais. In: SEDIYAMA, M. A. N.; BARROS, R. S.; FLORES, M. E. P.;

58
SALOMÃO, L. C. C.; PUSCHMANN, R. II Simpósio Brasileiro de Pós-Colheita
de Frutas Hortaliças e Flores. Viçosa, p.93-97.
SCHWEIZER TF, WURSCH, P. (1991). The physiological and nutritional
importance of dietary fiber. Experientia 47: 181-186.
TAKEITI, C. Y.; KIECKBUSCH, T. G.; COLLARES-QUEIROZ F. P. (2010).
Morphological and Physicochemical Characterization of Commercial Maltodextrins
with Different Degrees of Dextrose- Equivalent, International Journal of Food
Properties, 13:2, 411-425
TURANO, W., LOUZADA, S. R. N, DEREVI, S. C. N, MENDEZ, M. H. M. (2002).
Estimativa de consumo diário de fibra alimentar na população adulta, em regiões
metropolitanas do Brasil. Nutr Bras 3: 130-135.
VENN JB, MANN JL 2004. Cereal grains, legumes and diabetes. Eur J Clin Nutr
58: 1443-1461.
YAPO BD, KOFFI KLK. (2006). Yellow passion fruit rind a potential source of low-
methoxylpectin. J. Agric Food Chem. 54: 2738-2744.
ZERAIK, Maria Luiza et al. (2010). Maracujá: um alimento funcional?. Rev. bras.
farmacogn., Curitiba, v. 20, n. 3, July.

59
CAPÍTULO 3
AVALIAÇÃO DO COMPORTAMENTO REOLÓGICO DA ADIÇÃO DE
DIFERENTES CONCENTRAÇÕES DE MALTODEXTRINA E FARINHA DA
CASCA DO MARACUJÁ EM SUA POLPA
Artigo a ser submetido a revista LWT – Food Science and Technology
C. B. Faria, K. Castro, F. L. Schmidt

60

61
RESUMO
A viscosidade é um importante parâmetro a ser considerado em processos que
envolvem bombeamentos de polpas de frutas. Em processos de secagem, a
viscosidade tende a interferir na etapa de atomização no caso de spray dryer,
causando entupimentos e problemas nas câmaras de secagem, com a formação
de grandes partículas. Devido a seu tamanho, não ocorre sua secagem adequada
e assim podem se aderir às paredes da câmara de secagem, causando perda no
rendimento do processo de atomização. Em vista disto, este capítulo teve como
objetivo a avaliação da viscosidade da polpa de maracujá com a adição de
diferentes concentrações da Farinha da casca do maracujá (FCM) em substituição
a maltodextrina, para determinar a máxima quantidade deste produto a ser
utilizado para a secagem da polpa de maracujá por atomização e assim, obter um
produto com maior valor nutricional. Deste modo, foi adicionada à polpa de
maracujá uma quantidade de 12g de maltodextrina/100g, obtendo uma proporção
de 1:1. Nesta base foram realizadas substituições de 0,0 a 30,0% da maltodextrina
pela FCM. As medidas reológicas foram determinadas nas temperaturas de 25,
40, 60 e 80°C, por meio de um viscosímetro de cilindros coaxiais, onde a taxa de
deformação variou de 6,60 a 198,0 s-1. Os dados obtidos foram tratados
estatisticamente e foram utilizados os modelos matemáticos de Leis da Potência
ou Ostwald-de-Waele e Herschel-Bulkley no ajuste dos dados. Para analise da
melhor concentração da FCM a ser adicionada, foi avaliada a variação do índice
de consistência pela concentração da FCM. Foi obtida a Energia de Ativação pela
equação de Arrhenius das amostras nas 4 temperaturas estudadas. Pelos
parâmetros observados e resultados obtidos, a concentração de FCM a ser
utilizada em substituição a maltodextrina, na qual o sistema apresenta melhor
estabilidade e o comportamento reológico parecido, foi no intervalo de 7 a 10%.

62
ABSTRACT
Viscosity is an important parameter to be considered in processes involving
pumping of fruit pulps. In the drying process, the viscosity tends to interfere with
the atomization in spray drying step, and causing clogging problems in drying
chambers, with the formation of large particles that tend not dry out and / or by
adhering to the walls of the drying chambers. In view of this, this chapter aimed to
determine the viscosity of the passion fruit pulp with the addition of different
concentrations of passion fruit peel flour (PFPF) to substitute maltodextrin, to
assess the maximum amount of this product for drying the pulp by atomization and
give a product with a higher nutritional value. Thus, it was added to passion fruit
pulp a quantity of maltodextrin 12g / 100g, yielding a ratio of 1: 1, this base
substitutions were made from 0.0 to 30.0% maltodextrin by PFPF. Rheological
measurements were determined at temperatures of 25, 40, 60 e 80°C., by means
of a coaxial cylinder viscometer, varying the speed from 10 to 150 rpm. The data
were treated statistically and the behavior was assessed by mathematical models
or Laws of Power Ostwald-de-Waele and Herschel-Bulkley. The variation in the
consistency index by the concentration of FCM added on the pulp was evaluated.
Energy Activation was also obtained by the Arrhenius equation of the samples in
the 4 temperatures studied. From the results obtained, the best concentration of
FCM to be used to substitute maltodextrin was in the range 7-10%.

63
3.1. Introdução
A viscosidade de alimentos fluidos é uma propriedade importante de
transporte, o que é de grande utilidade na Ciência e Tecnologia de Alimentos, para
a concepção de processos e equipamentos de processamento de alimentos,
avaliação e controle de qualidade, como também compreender a estrutura dos
alimentos. Ela afeta vários parâmetros de concentração e secagem de produtos,
contribuindo para o dimensionamento de equipamentos e diferenciação de
processos.
Alimentos fluidos são materiais heterogêneos, constituídos por uma
dispersão de fibras, células, partículas de proteínas, gotículas de óleo e bolhas de
ar em fase contínua, como uma solução contínua de açúcar (Krokida et al., 2001).
Vários fatores influem no comportamento reológico de polpa de frutas, incluindo
temperatura, teor de sólidos solúveis/concentração e tamanho das partículas
(Haminiuk et al., 2006).
A adição de amido e/ou fibras em alimentos líquidos aumenta sua
viscosidade devido à absorção de água, causando o entumecimento destas
partículas e com isto a elevação da viscosidade do meio. O tipo de amido ou fibra
adicionado deve ser bem caracterizado para a sua utilização como aditivo em
alimentos ou uso biotecnológico (Wischmann et al., 2007), permitindo deste modo,
prever seu comportamento. As propriedades reológicas de dispersões de amido
podem reportar informações relevantes para a caracterização estrutural, bem
como para a escolha de condições adequadas de processamento de alimentos
(Park et al., 2004). As dispersões de amido gelatinizado exibem propriedades
reológicas específicas, dependendo da fonte, da temperatura e da concentração
(Rao, 2007).
A viscosidade determina o mecanismo de formação das gotas e seu
tamanho, influenciando significativamente no resultado obtido no processo de
secagem. O aumento da viscosidade através da adição de sólidos produz
partículas maiores e irregulares na atomização (Masters, 1972).

64
No processo de secagem por spray drying a adição de maltodextrina
propicia a melhora na secagem de suco de frutas. No entanto, o uso de grande
quantidade de maltodextrina acarreta o aumento da viscosidade do produto, o que
não é desejável para a secagem e nem para o uso final do suco em pó, pois o
descaracteriza sensorialmente e reduz seu valor nutricional (Bhandari et al., 1997).
Uma forma de aumentar o valor nutricional de um produto é a incorporação
de fibras, tanto solúveis, quanto insolúveis. A casca do maracujá é uma importante
fonte de fibras, que não é devidamente aproveitada na alimentação humana.
Muitas de suas propriedades funcionais têm sido estudadas, principalmente
aquelas relacionadas com o teor e tipo de fibras presentes. A casca do maracujá
constitui um produto vegetal rico em fibras do tipo solúvel (pectinas e mucilagens),
benéficas ao ser humano. Além das propriedades funcionais, a casca do maracujá
(albedo) é rica em pectina, niacina (vitamina B3), ferro, cálcio, e fósforo. Em
humanos, a niacina atua no crescimento e na produção de hormônios, assim
como na prevenção de problemas gastrointestinais. Os minerais atuam na
prevenção da anemia (ferro), no crescimento e fortalecimento dos ossos (cálcio) e
na formação celular (fósforo) (Córdova et al, 2005).
Um modo de consumo desta casca é na forma de farinha, sendo que esta
pode ser adicionada à polpa de frutas, facilitando o processo de secagem da
mesma em spray dryer, reduzindo a adição de maltodextrina. Foram realizados
vários testes com adição de diferentes quantidades de farinha da casca de
maracujá (FCM) e maltodextrina à polpa de maracujá, sendo avaliado seu
comportamento reológico frente a esta substituição bem como seu efeito na
secagem.
Deste modo, o objetivo deste capítulo foi à avaliação do comportamento
reológico em função da adição da FCM em substituição a maltodextrina na polpa
de maracujá. Para avaliar a quantidade máxima de FCM a ser utilizada na
secagem pelo processo de atomização em spray dryer.

65
3.2. Materiais e Métodos
3.2.1. Preparo das amostras
O suco de maracujá e a FCM foram produzidos a partir de 90 kg de
maracujás amarelos adquiridos no CEASA Campinas/SP. Foi realizado o
despolpamento em despolpadora de facas, modelo MDP-450, marca MAX
MACHINE, com peneira de 16 mesh para obtenção do suco, sendo este, para sua
conservação, armazenado congelado em sacos de polietileno (25x 38 x 0,05), em
frações de 500 mL a -18°C até o momento dos testes. A casca foi tratada de
acordo com Matsuura et al. (2005), para retirada dos compostos cianogênios,
sendo então seca em estufa Marconi (MA 035) com circulação de ar forçada, a
80°C, por 14 horas (até umidade próxima a 3%), e então triturada em moinho
TECNAL, modelo TE-631/2 até mesh<65, tamanho próximo ao da maltodextrina
10DE, Mor-Rex®1910 fornecida pela empresa Corn Products Brasil.
As soluções foram preparadas utilizando uma concentração de 12 g de
maltodextrina/100g de polpa, obtendo assim uma proporção de 1:1 de
maltodextrina pelos sólidos solúveis presentes na polpa do maracujá, visando
deste modo obter um pó com melhor qualidade nutricional e maior sabor da fruta.
Nesta base foram então realizadas as substituições do coadjuvante de secagem
pela FCM, de acordo com a Tabela 3.1.
Tabela 3.1 - Concentrações de FCM e maltodextrina adicionadas ao suco de maracujá.
Porcentagem %
FCM 0,0 2,0 3,0 5,0 7,0 10 15 20 30
Maltodextrina 100 98 97 95 93 90 85 80 70

66
3.2.1.1. Caracterização da matéria prima
A polpa de maracujá foi caracterizada quanto ao teor de sólidos solúveis
(°Brix) em refratômetro digital (AR200, Leica) e quanto ao PH em pHmetro (DM-20
– Digimed), com eletrodo de vidro com compensador de temperatura a 25°C. A
umidade e a acidez titulável em ácido cítrico foram medidas de acordo com a
metodologia da AOAC 920.107 e 942.15 (2006).
3.2.2. Determinação dos parâmetros reológicos.
A viscosidade das soluções foi determinada a 25, 40, 60 e 80°C utilizando
reômetro digital com geometria de cilindros coaxiais (Brookfield Programmable
Rheometer - Modelo DV- III, Massachusetts - EUA), o spindle empregando foi da
série SC4-27, com variação da taxa de deformação de 6,60 a 198,0 s-1, sendo a
leitura inicial em 6,60 s-1 e em seguida em intervalos de 13,2 s-1. Para obtenção do
ajuste foram utilizadas curvas ascendentes e descendentes. Como não foram
verificados efeitos tixotrópicos, foi tomado o valor médio da tensão de
cisalhamento, para cada taxa de deformação nas diversas temperaturas, de modo
a se obter uma curva do comportamento reológico das soluções e comparar suas
diferenças.
Um banho termostático de água foi utilizado para controle das
temperaturas de ensaio. A amostra ficou inicialmente sob agitação a 100 rpm por
5 minutos para atingir o equilíbrio com o banho térmico.
Para obtenção dos parâmetros reológicos e determinação do
comportamento da polpa foram usados os modelos: Lei da Potência ou Ostwald-
de-Waele (Equação 3.1), Herschel-Bulkley (Equação 3.2). O ajuste não linear para
o modelo foi feito utilizando o programa Statistica® 7.0 para a obtenção dos
parâmetros reológicos (K e n). Os valores de r2 (coeficiente de regressão linear) e
χ2 (chi-quadrado), equações 3.3 e 3.4, foram obtidos para avaliar a qualidade do
ajuste dos modelos matemáticos estudados.

67
Equação 3.1
Equação 3.2
Onde:
σ = tensão de cisalhamento, Pa.
σ0 = tensão inicial de cisalhamento, Pa.
K= índice de consistência, Pa.sn
γ = taxa de deformação, s-1
n = índice de comportamento do fluido
∑ ̆
∑ ̆ Equação 3.3
∑
Equação 3.4
Em fluidos não-Newtonianos, a razão entre a tensão de cisalhamento e a
taxa de deformação é denominada viscosidade aparente (ηa), que a uma taxa de
deformação constante, expressa em termos de uma viscosidade e a certa
temperatura de referência, também pode ser modelada pela equação de Arrhenius
(Steffe & Daubert, 2006) (Equação 3.5). Envolvendo a temperatura absoluta (T), a
constante universal dos gases (R) e a energia de ativação (Ea)
(
) Equação 3.5
Onde:
ηa = viscosidade aparente, Pa.s;
Kr = constante de proporcionalidade de reação;
Ea = energia de ativação (kcal/mol);
R = constante dos gases = 1,987 cal/g mol(K) ou 8,314 J/g mol(K);
T = temperatura absoluta (K).

68
Para fluidos da Lei de Potência, a viscosidade aparente a uma taxa de
deformação constante, expressa em termos de uma viscosidade de referência
dada a certa temperatura de referência, também pode ser modelada pela equação
de Arrhenius (Steffe & Daubert, 2006) (Equação 3.6).
(
) (
) (
) Equação 3.6
Onde:
ηr = viscosidade aparente de referência, Pa.s
Tr =temperatura de referência, K
A equação de Arrhenius é usada para avaliar a influência da temperatura na
viscosidade.
3.3. Resultados e Discussão
3.3.1. Comportamento reológico
As características da polpa de maracujá utilizada no experimento estão
descritas na Tabela 3.2. A polpa apresentou características esperadas para a
fruta.
Tabela 3.2 – Características da polpa de maracujá.
Componentes Média ± Desvio Padrão
pH 3,00± 0,00
Brix 11,90 ±0,02
Acidez média (%) 3,35 ±0,02
Umidade (%) 86,08 ±0,03

69
O comportamento reológico da polpa com adição de diferentes
concentrações FCM em substituição a maltodextrina de acordo com a Tabela 3.1,
pode ser observado nas Figuras 3.1, 3.2, 3.3 e 3.4., onde são apresentados os
pontos experimentais de tensão de cisalhamento (Pa) em função da taxa de
deformação (s-1), nas temperaturas de 25, 40, 60 e 80°C.
Figura 3.1. Comportamento reológico da polpa de maracujá com diferentes
porcentagens de farinha da casca do maracujá a 25°C
0
50
100
150
200
250
300
350
400
450
0 20 40 60 80 100 120 140 160 180 200 220
Ten
são
de
cis
alh
ame
nto
(P
a)
Taxa de deformação (s-1)
0% 2,00% 3,00% 5,00% 7,00% 10,00% 15,00% 20,00% 30,00%

70
Figura 3.2. Comportamento reológico da polpa de maracujá com diferentes
porcentagens de farinha da casca do maracujá a 40°C
Figura 3.3. Comportamento reológico da polpa de maracujá com diferentes
porcentagens de farinha da casca do maracujá a 60°C.
0
50
100
150
200
250
300
350
400
450
0 20 40 60 80 100 120 140 160 180 200 220
Ten
são
de
cis
alh
ame
nto
(P
a)
Taxa de deformação (s-1)
0% 2,00% 3,00% 5,00% 7,00% 10,00% 15,00% 20,00% 30,00%
0
50
100
150
200
250
300
350
400
450
0 20 40 60 80 100 120 140 160 180 200 220
Ten
são
de
cis
alh
ame
nto
(P
a)
Taxa de deformação(s-1)
0% 2,00% 3,00% 5,00% 7,00% 10,00% 15,00% 20,00% 30,00%

71
Figura 3.4. Comportamento reológico da polpa de maracujá com diferentes
porcentagens de farinha da casca do maracujá a 80°C.
Os reogramas apresentaram comportamentos semelhantes entre as
amostras, porém em escalas diferentes de acordo com a concentração do teor da
farinha da casca do maracujá (FCM) e a temperatura. Pode-se perceber nos
reogramas que há aumento da taxa de cisalhamento com o aumento da
concentração de FCM, demonstrando sua influencia sobre o comportamento
reológico da polpa.
Foi observado que a 25°C, a concentração de 0,0% até a concentração de
15,0%FCM há um aumento linear da tensão de cisalhamento, sendo que nas
outras temperaturas (60°C a 80°C), se observa um aumento linear até 20,0%FCM.
A 80°C as tensões de cisalhamento destas amostras tendem a se aproximar,
demonstrando que temperatura afeta o comportamento da solução.
Este comportamento demonstra que há uma redução da tensão de
cisalhamento com o aumento da temperatura, que pode ser atribuído ao aumento
das distâncias intermoleculares, por causa da dilatação térmica provocada pelo
aumento da temperatura (Constenla, Lozano & Crapiste, 1989). O que pode ser
comprovado pela redução da viscosidade aparente com o aumento da
temperatura, como apresentado na Figura 3.5, onde é apresentada a viscosidade
0
50
100
150
200
250
300
350
400
450
0 20 40 60 80 100 120 140 160 180 200 220
Ten
são
de
cis
alh
ame
nto
(P
a)
Taxa de deformação (s-1)
0% 2,00% 3,00% 5,00% 7,00% 10,00% 15,00% 20,00% 30,00%

72
aparente (Pa. s) pela taxa de cisalhamento (s-1) nas concentrações de 0,0, 7,0% e
15% de FCM.
Figura 3.5. Comportamento da viscosidade aparente da polpa de maracujá
com 0,0 e 15%FCM em diferentes temperaturas.
O mesmo comportamento reológico e redução da viscosidade aparente
foram observados em polpa de tomate reconstituída (Barbana & El-omri, 2009) e
polpa de tomate com maltodextrina durante a secagem em spray dryer (Goula &
Adamopoulos, 2008).
A polpa de maracujá possui um comportamento pseudoplástico,
normalmente observado em suco de frutas, devido à presença principalmente de
pectina e de outras fibras que constituem a polpa. Também se pode notar uma
diminuição da viscosidade com o aumento da temperatura, principalmente a 60 e
80°C, que causa a redução das interações das partículas devido à expansão
térmica.
As soluções até 20% de FCM tenderam a ter um comportamento próximo
ao Newtoniano devido à concentração de maltodextrina utilizada. De acordo com
0
50
100
150
200
250
300
350
400
450
500
0 50 100 150 200 250
Vis
cosi
dad
e a
par
en
te (
Pa.
s)
Taxa de deformação (s-1)
25°C-15% 40°C-15% 60°C-15% 80°C-15%
25°C-7% 40°C-7% 60°C-7% 80°C-7%
25°C-0% 40°C-0% 60°C-0% 80°C-0%

73
Dokic et al (1998), isto ocorre nas soluções devido a maior porcentagem de
cadeias lineares presentes. A interação com a maltodextrina permite que os
polissacarídeos da polpa possam se estender completamente em solução,
aproximando seu comportamento a de soluções de açúcares.
Pode-se observar também que a substituição da maltodextrina pela FCM
ocasionou um aumento na viscosidade aparente, como observado na Figura 3.6,
que apresenta um gráfico que relaciona a viscosidade aparente, a taxa de
deformação 106s-1, com as concentrações de FCM em substituição a
maltodextrina.
Figura 3.6. Viscosidade da polpa de maracujá em função da concentração de
FCM em diferentes temperaturas.
Este comportamento se deve a presença de moléculas mais longas, pois
estas possuem um maior volume hidrodinâmico que aumenta a viscosidade da
solução. A interação maltodextrina – polissacarídeo tende a facilitar a redução da
viscosidade da solução em comparação a outros tipos de amidos utilizados para
facilitar o processo de secagem em spray dryer (Grabowski, et al., 2008).
No entanto com a substituição da maltodextrina pela FCM, principalmente
na concentração de 30% a solução voltou a ter uma tendência pseudoplástica,
0
50
100
150
200
250
300
350
400
450
500
0,0% 5,0% 10,0% 15,0% 20,0% 25,0% 30,0% 35,0% 40,0%
Vis
cosi
dad
e a
par
en
te (
Pa.
s)
Concentração de FCM
25°C 40°C 60°C 80°C

74
como observado nos reogramas das Figuras 3.1 a 3.4, o que pode ser devido à
presença de pectina (4,62%) e fibras, incluindo as solúveis e as insolúveis, que
representam aproximadamente 80% da fibra presente da farinha.
3.3.2. Análise dos modelos matemáticos
As Tabelas 3.3 e 3.4 mostram os resultados obtidos pela análise dos dados
pelos modelos matemáticos de Herschel-Bulkley e Leis da Potência,
respectivamente.

75
Tabela 3.3 - Resultado modelo matemático de Herschel-Bulkley para as diferentes concentrações de FCM e maltodextrina.
%FCM Temperatura (°C)
σ0
(Pa) K
(Pa.sn) N (-)
χ2 r2
0,0
25 1,6031 0,4006 0,7744 0,6813 0,9999
40 1,2113 0,2492 0,7953 0,9617 0,9998
60 1,3292 0,1525 0,8201 0,4446 0,9998
80 1,0523 0,1128 0,8275 0,6441 0,9996
2,0
25 -0,5325 3,7924 0,4410 0,7124 0,9997 40 -6,1484 8,8765 0,2209 0,6163 0,9990 60 4,03924 0,7078 0,5401 0,3472 0,9989 80 2,5800 0,0787 0,7987 0,2571 0,9967
3,0
25 4,5245 1,5468 0,5314 0,3734 0,9997 40 1,3761 3,0579 0,3715 0,5163 0,9992 60 3,5125 1,9081 0,3789 0,6809 0,9977 80 5,5602 0,2881 0,5964 0,7804 0,9924
5,0
25 5,7604 2,3234 0,5306 0,2690 0,9999
40 1,3391 4,8647 0,3390 0,3624 0,9996
60 6,5148 0,6973 0,5318 0,77828 0,9971
80 5,0486 0,1353 0,7178 0,3838 0,9958
7,0
25 0,7613 7,1456 0,3404 1,4986 0,9994 40 2,8580 4,3101 0,3712 1,2278 0,9991 60 7,6836 0,4608 0,6468 0,9574 0,9979 80 -2872,23 2873,73 0,0008 8,2255 0,9495
10,0
25 15,9113 1,8422 0,6336 1,4252 0,9997 40 14,7612 1,5878 0,6162 1,5778 0,9996 60 11,7860 1,2302 0,5539 0,6184 0,9994 80 4,7409 7,2584 0,2109 3,1720 0,9909
15,0
25 22,9264 2,5955 0,6302 1,5749 0,9998 40 25,4960 1,4854 0,6874 1,5288 0,9998 60 23,6500 0,8852 0,7051 1,8075 0,9994 80 19,0761 2,1686 0,4898 4,0282 0,9974
20,0
25 42,1278 3,0259 0,6870 11,8557 0,9996 40 35,5180 2,7359 0,6622 4,3934 0,9997 60 25,1270 2,7884 0,6000 2,7334 0,9997 80 3,18710 5,8746 0,4363 3,5910 0,9994
30,0
25 137,0453 20,5129 0,5335 53,5351 0,9996 40 117,6128 18,3366 0,5092 33,3476 0,9996 60 15,1379 42,4180 0,3585 40,2698 0,9995 80 27,9628 8,9715 0,5687 16,3544 0,9996

76
Tabela 3.4 – Resultado do modelo matemático Lei da Potência para as diferentes concentrações de FCM e maltodextrina.
%FCM Temperatura (°C)
K (Pasn)
N (-)
χ2 r2
0,0
25 0,7292 0,6703 1,2880 0,9990 40 0,4861 0,6789 0,8295 0,9987 60 0,4269 0,6406 0,8954 0,9972 80 0,3283 0,6409 0,5967 0,9969
2,0
25 3,5443 0,4516 0,7378 0,9997
40 4,3548 0,3115 1,2008 0,9980
60 2,8181 0,3282 1,6781 0,9946
80 1,1267 0,3605 1,4687 0,9810
3,0
25 3,6390 0,3974 2,6861 0,9980
40 3,8862 0,3370 0,6046 0,9991
60 4,2257 0,2684 1,0384 0,9965
80 3,8169 0,2150 2,0143 0,9803
5,0
25 4,9129 0,4129 4,3488 0,9971
40 5,7230 0,3163 0,4229 0,9996
60 4,6673 0,2515 2,8013 0,9898
80 3,0381 0,2360 2,1460 0,9765
7,0
25 6,6791 0,3501 1,5228 0,9993
40 6,0658 0,3224 1,5792 0,9988
60 4,4812 0,2921 6,1165 0,9869
80 4,2416 0,2216 9,9807 0,9383
10,0
25 8,7011 0,3848 37,9226 0,9941
40 8,5312 0,3506 26,6992 0,9931
60 8,0338 0,2720 9,1307 0,9918
80 11,283 0,1635 3,2476 0,9907
15,0
25 12,6807 0,3767 73,8914 0,9939
40 13,2100 0,3377 87,3536 0,9887
60 13,2180 0,2795 56,0213 0,9834
80 14,8785 0,2169 15,1139 0,9905
20,0
25 20,8286 0,3748 287,2094 0,9910
40 18,7406 0,3544 173,3214 0,9912
60 15,1329 0,3353 69,1690 0,9930
80 7,50524 0,3991 4,4229 0,9992
30,0
25 106,629 0,2738 1141,1844 0,9931 40 95,7645 0,2541 676,9193 0,9933 60 52,2566 0,3277 49,5712 0,9994 80 22,4233 0,4145 124,3994 0,9974
Pelos resultados obtidos nas Tabelas 3.3 e 3.4, pode-se observar que a
polpa mantém um comportamento não Newtoniano, sendo um produto
pseudoplático (n<1) para todas as concentrações e temperaturas.

77
O modelo matemático da Lei da Potência representou melhor o
comportamento reológico da polpa de maracujá em relação ao modelo Herschel-
Bulkley nas soluções de menor concentração de FCM, onde havia maior
concentração de maltodextrina e em temperaturas menores que 60°C. Nas
maiores concentrações de FCM (≥15%) o comportamento reológico foi melhor
representado pelo modelo de Herschel-Bulkley, onde se pode observar uma maior
tensão inicial de cisalhamento da solução, independente da temperatura aplicada.
A adequação dos modelos matemáticos pode ser confirmada pelos valores
de X2 apresentados nas Tabelas 3.3. e 3.4, onde se observou seu aumento com a
substituição da maltodextrina pela FCM, sendo que seu valor tendeu a ser maior
no modelo de Lei da Potência nas concentrações acima de 10% FCM, enquanto
que no modelo de Herschel-Bulkely, apresentou um aumento considerável apenas
acima de 20% FCM.
O aumento da consistência da solução pode estar ligado à tendência das
fibras da FCM a absorver a água presente e também ao encapsulamento da polpa
pela maltodextrina, que tende a envolver as partículas de sólidos presentes,
contribuindo deste modo para o aumento do volume hidrodinâmico e com isto uma
maior viscosidade da solução. A concentração de 30% apresentou um valor de
coeficiente de consistência (K) próximo a de polpa de tomate (Fito et al., 1983) ou
polpa de maçã (Rao et al., 1993), ambos citados em Krokida et al. (2001).
A temperatura possui o maior efeito sobre o índice de consistência (K) em
alimentos com comportamento pseudoplático. Foi observado que as misturas da
polpa do maracujá com maior quantidade de FCM apresentaram um aumento no
índice de consciência, no entanto, foi observado que seu valor decresce com a
elevação da temperatura, em especial a 80°C. No entanto em menores
temperaturas houve aumento deste índice, sendo que apresentam uma tendência
a ter o mesmo valor no intervalo de concentração de 7 a 15% FCM, o que
demonstra que utilizando uma quantidade de FCM próxima a esta em substituição
a maltodextrina, a consistência é a mesma, independente da temperatura
aplicada, como se pode observar na Figura 3.7.

78
Figura 3.7. Dados reológicos da polpa de maracujá com diferentes
concentrações de FCM em 4 diferentes temperaturas.
O efeito da temperatura sobre a viscosidade aparente de alimentos líquidos,
a uma velocidade de cisalhamento constante, pode ser descrita pela equação de
Arrhenius (Rao & Tattiyakul, 1999). Os gráficos da Figura 3.8 (a e b) descrevem a
aplicação da equação de Arrhenius linearizada para quantificar o efeito da
temperatura na viscosidade aparente (η), a uma taxa de deformação 106 s-1, e no
índice de consistência (K) do modelo da lei da potência.
A análise destas Figuras indica a influência da temperatura na viscosidade
aparente da mistura da polpa com maltodextrina e FCM e no índice de
consistência, sendo que tanto η quanto K decrescem com aumento da
temperatura.
0,001
0,1
10
1000
0,00 2,00 4,00 6,00 8,00 10,00 12,00 14,00 16,00 18,00 20,00 22,00 24,00 26,00 28,00 30,00
K -
Co
efi
cie
nte
de
co
ns
istê
nc
ia (
Pa
sn)
Concentração FCM (%)
25°C 40°C 60°C 80°C
Linear (25°C) Linear (40°C) Linear (60°C) Linear (80°C)

79
(a)
(b)
Figura 3.8. Curva de Arrhenius: (a) viscosidade aparente a (b) coeficiente de
consistência para as diferentes concentrações de FCM, nas temperaturas de
25, 40, 60 e 80°C.
0
1
2
3
4
5
6
7
0,0028 0,0029 0,003 0,0031 0,0032 0,0033 0,0034
Ln
da v
isco
sid
ad
e a
pare
nte
, n
(P
a.s
)
Inverso da Temperatura absoluta, 1/T (K-1)
0% 2,00% 3,00% 5,00% 7,00%
10,00% 15,00% 20,00% 30,00%
-1,50
-1,00
-0,50
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
4,50
5,00
5,50
6,00
6,50
0,0028 0,0029 0,003 0,0031 0,0032 0,0033 0,0034
Ln
do
ín
dic
e d
e c
on
sis
tên
cia
, K
(P
a.s
n)
Inverso da temperatura absoluta, 1/T (K-1)
0% 2,00% 3,00% 5,00% 7,00% 10,00% 15,00% 20,00% 30,00%

80
A energia de ativação corresponde às modificações sofridas por estas
partículas sólidas e as macromoléculas presentes na polpa a partir do efeito do
fluxo laminar (Kassai, 2007). Os valores da energia de ativação obtidos a partir da
inclinação da reta do Gráfico de Arrhenius (Ea/R) estão na Tabela 3.5.
Tabela 3.5 – Energia de ativação obtida a partir da Equação de Arrhenius para viscosidade aparente na taxa de deformação de 106s -1 para a polpa de maracujá com diferentes concentrações de FCM.
Concentração de FCM (%) Energia de Ativação
(KJ.mol-1)
R2
0,0 1759,4 0,9932
2,0 2962,9 0,9703
3,0 1498,7 0,9842
5,0 2559,2 0,9902
7,0 2169,6 0,9874
10,0 1539,6 0,9822
15,0 1165,8 0,9925
20,0 1663,3 0,9835
30,0 1782,4 0,9575
Uma alta energia de ativação de fluxo (Ea), em geral, implica que pequenas
variações de temperatura são necessárias para modificar rapidamente a
viscosidade (Steffe, 1996). A Tabela 3.5 mostra a variação da Ea com a
concentração de FCM, onde a média foi de 1900,1 kJ.mol-1.
3.4. Conclusão
O comportamento reológico da polpa de maracujá, com diferentes
concentrações de FCM e maltodextrina foi mais bem descrito pelo modelo
matemático de Lei da Potência, principalmente em menores concentrações de
FCM em substituição à maltodextrina. Houve uma tendência na redução do índice
de consistência (k) com o aumento da temperatura. O índice de comportamento

81
do fluido (n) não mostrou nenhuma tendência em seu aumento ou redução
vinculado a temperatura ou a concentração de FCM, no entanto seu valor foi
menor que 1, demostrando que a solução teve um comportamento pseudoplástico
independente da concentração de FCM utilizada.
A quantidade de FCM adicionada em substituição a maltodextrina influencia
a viscosidade da polpa de maracujá causando seu aumento e alterando sua
consistência deixando a próxima a da polpa de tomate ou maçã, sendo necessário
avaliar um limite de adição.
A alta concentração de FCM causa um grande aumento da viscosidade,
que dificulta o escoamento do produto e pode interferir no processo de secagem,
principalmente por spray dryer, que leva ao gotejamento e/ou a não formação de
gotículas e com isto perdas na câmara de secagem e produtos de alta umidade e
baixa qualidade.
Apesar de uma maior quantidade de FCM proporcionar um produto mais
nutritivo, devido à incorporação de fibras, o estudo reológico mostrou que a melhor
quantidade de FCM a ser adicionada é em torno de 7,0 a 15,0%, nas temperaturas
de 25 a 60°C. Apesar da viscosidade diminuir com a temperatura, seu valor
elevado pode causar degradação de vários componentes presentes na polpa
como vitaminas e aromas, devido ao aquecimento prolongado.
3.5. Referências Bibliográficas
AOAC. (1984). Official methods of analysis. Arlington: Association of Official
Analytical Chemists.
BARBANA, C.; EL-OMRI, A.. (2009). Viscometric behavior of reconstituted tomato
concentrate. Food Bioprocess Technol.
BHANDARI, B.R.; DATTA, N.; HOWES, T. (1997).Problems associated with spray
drying of sugar-rich foods. Drying Technology. 15, 671–685.

82
CONSTENLA, D. T., LOZANO, J. E., & CRAPISTE, G. H. (1989). Thermo physical
properties of clarified apple juice as a function of concentration and temperature.
Journal of Food Science, 54(3), 663–668.
CÓRDOVA, K. R. V., GAMA,T. M.M. T. B., WINTER,C. M. G., NETO,G. K., DE
FREITAS R. J. S. (2005). Características físico-químicas da casca do maracujá
amarelo (Passiflora edulis Flavicarpa Degener) obtida por secagem. B. CEPPA.
Curitiba, v. 23, n. 2, p. 221-230.
DOKIC,P., JAKOVLJEVIC, J., DOKIC-BAUCAL, LJ. (1998). Molecular
characteristics of maltodextrins and rheological behavior of diluted and
concentrated solutions. University of Novi Sad, Faculty of Technology, Bul. Cara
Lazara 1, 21000 Novi Sad, Yugoslavia. Colloids Surfaces A: Physicochemical.
Eng. Aspects 141, 435–440.
FITO, P.J.; CLEMENTE, G.; SANZ, F.J. (1983).Rheological Behavior of Tomato
Concentrates Hot and Cold Break. Journal of Food Engineering, 2, 51762.
GOULA, A. M.; ADAMOPOULOS, K. G.. (2008). Effect of maltodextrin addition
during Spray drying of tomato pulp in dehumidified air: Drying kinetics and product
recovery. Drying Technology, 26: 714-725.
GURSES, A., & BAYRAKC-EKEN, S. (1996). Deneysel Fizikokimya. Ataturk
Universities Yayn no: 807. K.K. Egitim Fak. Yayin no: 62. Ders Kitaplari Serisi no:
48. Erzurum, Turkiye. In Memnune S., M., Fatih, & Mustafa E.S. (2005).
Rheological, physical and chemical characteristics of mulberry pekmez. Food
Control, 16, 73–76.
HAMINIUK, C.W.I.; SIERAKOWSKI, M.R.; VIDAL,J.R.M.B., MASSON, M.L..
(2006). Influence of temperature on the rheological behavior of whole araçá pulp
(Psidium cattleianum sabine). LWT-Food Science Technology. 39, 426-430.
KASAAI, M.R.. Carbohydrate Polymers 68 (2007) 477–488.

83
KROKIDA ,M. K.; Z. MAROULIS, B.; SARAVACOS, G. D.. (2001) Rheological
properties of fluid fruit and vegetable puree products: compilation of literature data.
international journal of food properties, 4(2), 179–200.
MASTERS, K. (1972). Spray drying: an introduction to principles, operation
practice and applications. London: Leonard Hill Books, 668p.
MATSUURA, F. C. A. U. ; FOLEGATTI, M. I. S. ; MIRANDA, M. S. ; MENEZES, H.
C..(2005) Efeito da trituração e imersão em água na redução dos compostos
cianogênicos do albedo de maracujá amarelo. Revista Brasileira de Toxicologia,
São Paulo, SP, v. 18, n. 1, p. 63-69.
PARK, S., CHUNG, M.G., YOO, B., 2004. Rheological properties of
octenylsuccinated cornstarch pastes. Starch 56, 431–438.
RAO, M.A.; COOLEY, H.J.; ORTLOFF, C.; CHANG, K.; WIJTS, S.C. (1993).
Influence of Rheological Properties of Fluid and Semi Solid Foods on the
Performance of a Filler. Journal of Food Process Engineering. 16, 28 97304.
RAO, M. A., & TATTIYAKUL, J. (1999). Granule size and rheological behavior of
heated tapioca starch dispersions. Carbohydrate Polymers, 38, 123–132.
RAO, M.A., 2007. Rheology of Fluid and Semisolid Foods: Principles and
Applications. Springer, New York.
STEFFE, J. F. (1996). Rheological methods in food process engineering. 2 ed,
Michigan: Freeman Press, 428 p.
STEFFE, J. F., DAUBERT, C. R., (2006) Bioprocessing pipelines: rheology and
analysis. Freeman Press.
WISCHMANN, B., AHMT, T., BANDSHOLM, O., BLENNOW, A., YOUNG, N.,
JEPPESEN, L.,THOMESEN, L..(2007).Testing properties of potato starch from
different scales of isolation – A ring test. Journal of Food Engineering 79, 970–978.

84

85
CAPÍTULO 4
INFLUÊNCIA DA ADIÇÃO DA FARINHA DA CASCA E MALTODEXTRINA NA
MICROENCAPSULAÇÃO DA POLPA DO MARACUJÁ POR ATOMIZAÇÃO.
Artigo a ser submetido a revista: International Journal of Food Science and
Technology
C. B. FARIA, F. L. SCHMIDT

86

87
RESUMO
O processo de secagem de polpas de frutas por atomização (spray drying)
é dificultado pela presença de açúcares de baixo peso molecular e ácidos, que
reduzem a temperatura de transição vítrea (TG). Face a este problema, há uma
busca por materiais coadjuvantes de secagem que possam facilitar e contribuir
para a manutenção das propriedades das polpas de frutas. Neste trabalho o
objetivo foi avaliar a influência das variáveis do processo de secagem por
atomização sobre as propriedades físico-químicas da polpa do maracujá em pó
obtida com adição da farinha da casca do maracujá (FCM). Para isto foi utilizado
atomizador de escala laboratorial e como agentes carreadores a maltodextrina
10DE (Dextrose Equivalente) e a FCM em diferentes concentrações. Foi feito um
delineamento composto central rotacional 23, com 3 pontos centrais, totalizando
17 ensaios. As variáveis independentes foram a temperatura do ar de secagem
(163 a 197°C), a vazão volumétrica de alimentação (340 a 540 mL/h) e a
concentração dos agentes carreadores (0%:100% a 15%:85% FCM :
maltodextrina). As respostas analisadas foram a densidade aparente (mg/cm3),
umidade (%), teor de ácido ascórbico (mg/100g), tempo de dissolução (s) e
higroscopicidade (%) do pó e rendimento do processo (%). A concentração de
FCM e a temperatura foram as variáveis que mostraram maior influência sobre a
umidade final e a densidade aparente das partículas. A vazão e a concentração do
agente carreador contribuíram para a retenção do ácido ascórbico, redução da
umidade, tempo de dissolução e higroscopicidade no pó obtido. A concentração
do coadjuvante de secagem contribuiu para o aumento do rendimento do
processo. Em relação à morfologia, as superfícies dos pós obtidos a 170°C se
apresentaram rugosas, sendo observada a aglomeração das partículas maiores
com menores e a presença de fibras. Os pós produzidos a 190°C se apresentaram
mais enrugados e com menor quantidade de partículas pequenas. A melhor
condição de secagem escolhida foi: 190°C, vazão mássica de 500mL/h e
11,6%:88,4% FCM : maltodextrina como agente carreador. A análise sensorial
realizada demonstrou que o néctar produzido a partir da polpa encapsulada diferiu
apenas com relação ao aroma do néctar produzido a partir da polpa.

88
ABSTRACT
The pulp drying process by spray drying fruit is complicated by the presence of
low molecular weight sugars and acids, which reduce the glass transition
temperature (TG). Due to this problem, there is a search for supporting materials
that can facilitate drying and to contribute to the maintenance of the properties of
the fruit pulp. In this study the objective of evaluating the influence of the variables
of the spray drying process on the physico-chemical properties of the powder
passion fruit pulp obtained with the addition of passion fruit peel flour (FPFP). For
this we used a laboratory scale and atomizer used as carrier agents maltodextrin
10DE (dextrose equivalent) and PFPF at different concentrations. One central
composite rotational design was done 23, with three central points, totaling 17
trials. The independent variables were the temperature of the drying air (163-
197°C), the feed mass flow (340-540 ml/h) and the concentration of carrier agents
(0%: 100% to 15%: 85% FCM: maltodextrin). The responses were analyzed
apparent density (mg/cm3), the powder moisture content (%), ascorbic acid (mg /
100g), process efficiency (%) dissolution time (s), and hygroscopicity (%) of the
product end. The concentration of PFPF and the temperature were the variables
that showed a larger influence on the final moisture and bulk density of the
particles. The flow and the concentration of the carrier agent contributed to the
retention of ascorbic acid, reduced humidity, dissolution time and hygroscopicity in
the obtained powder. The concentration of adjuvant drying helped to increase the
process yield. The morphology of the surfaces of the powders at 170°C was
exhibited rough, being observed agglomeration of smaller and larger particles with
the presence of fibers. The powders produced at 190°C were more wrinkled and a
lower amount of small particles. The best drying condition was selected: 190°C,
mass flow of 500 mL/h and 11.6%: 88.4% FCM: maltodextrin as carrier agent.
Sensory analyses showed that the nectar produced from the pulp encapsulated
differ only with respect to the nectar flavoring produced from the pulp.

89
4.1. Introdução
A secagem por atomização é um processo que consiste basicamente na
atomização de um líquido em um compartimento que recebe o fluxo de ar quente,
de modo que a rápida evaporação da água permite manter baixa a temperatura
das partículas, permitindo a secagem de produtos sensíveis ao calor, sem afetar
demasiadamente sua qualidade (Ré, 1998). No entanto, a secagem por
atomização de suco de frutas é um processo bem complexo.
Sucos de frutas são muito sensíveis e facilmente afetados por diferentes
parâmetros de secagem, devido a presença de grande quantidade de açúcares
simples presentes, o que impossibilita a secagem por atomização de sucos de
frutas puros, devido a problemas de pegajosidade e termo plasticidade na câmara
de secagem (Rodriguez-Hernandez et al., 2005; Roustapour et al., 2006).
Durante várias décadas, a microencapsulação tem sido realizada para
auxiliar a secagem por pulverização e, além de ser amplamente utilizada na
indústria alimentar para outros fins, uma vez que é um método de baixo custo
(Gouin, 2004). Contudo, o agente de encapsulação não deve reagir com o núcleo.
Assim, os materiais mais comuns usados para microencapsulação por atomização
são gomas, carboidratos de baixo peso molecular como alguns amidos
modificados e maltodextrinas, gelatinas, celulose, lipídeos e proteínas de soja
(Gharsallaoui et al., 2007; Hogan et al., 2001a, b, c; Kim & Morr, 1996; Keogh et
al., 2001; Lin et al., 1995).
A maltodextrina é o agente encapsulante ou coadjuvante de secagem mais
utilizado para polpa de frutas. Gianfrancesco et al. (2010) propuseram um estudo
dinâmico computacional para simular a secagem de soluções aquosas contendo
40g/100g de maltodextrina e avaliar a influência da concentração em relação a
problemas com a viscosidade no processo de atomização. A fração de
coadjuvantes de secagem utilizados em polpas de frutas é normalmente na faixa
de 40 a 60% dos sólidos solúveis presentes, mas uma fração maior pode ser
utilizada. Contudo, esta adição é limitada pelos atributos sensoriais do produto
(Truong et al., 2005) e pelo custo. Deste modo, é importante a otimização da

90
quantidade destes coadjuvantes a serem adicionados para a produção de um
produto econômico com qualidade.
As propriedades físico-químicas dos pós obtidos por atomização dependem
de algumas variáveis de processo, tais como as características do líquido de
alimentação (viscosidade, teor de sólidos, taxa de alimentação) e do ar de
secagem (temperatura, pressão), como também do tipo e mecanismo de
funcionamento do atomizador. Assim, é importante que se faça uma otimização do
processo, a fim de se obter produtos com melhores características sensoriais e
nutricionais, bem como um melhor rendimento do processo.
No caso da polpa de maracujá, a secagem por atomização representa uma
alternativa interessante de conservação, uma vez que esta é uma fruta perecível e
que apresenta pigmentos e aromas bastante instáveis ao processamento e
estocagem. Sendo uma fruta produzida no Brasil, possui uma produtividade de 25-
20 toneladas por hectare (Embrapa, 2011). O maracujá é uma fruta rica em
vitamina C, vitaminas B1 e B2 e pró-vitamina A, β-carotenos, também minerais
como Potássio, Fósforo, Cálcio e Ferro, além de fibras.
A casca de maracujá, que representa 52% da composição mássica da fruta,
não deveria ser considerada como resíduo industrial, uma vez que suas
características e propriedades funcionais podem ser utilizadas para o
desenvolvimento de novos produtos (Medina, 1980). A casca do maracujá (parte
branca) é rica em pectina, niacina (vitamina B3), ferro, cálcio, e fósforo. Em
humanos, a niacina atua no crescimento e na produção de hormônios, assim
como previne problemas gastrointestinais. Os minerais atuam na prevenção da
anemia (ferro), no crescimento e fortalecimento dos ossos (cálcio) e na formação
celular. Quanto à composição de fibras, a casca do maracujá constitui produto
vegetal rico em fibra solúvel (pectinase mucilagens), benéfica ao ser humano
(Córdova et al., 2005).
Uma forma de aproveitamento da casca do maracujá é sob a forma de
farinha, na qual as fibras são mantidas e há um maior teor de minerais e proteínas
presentes. O uso desta farinha, como um coproduto depende da disponibilidade
de uma tecnologia adequada, podendo ser convertido em produtos comerciais,

91
quer como matéria-prima para os processos secundários (alimentos intermédios
ingredientes), como fontes de operação ou como ingredientes para novos
produtos (Sánchez-Zapata et al., 2011).
Nesta vertente se propôs neste trabalho o estudo da utilização da FCM em
substituição a maltodextrina no processo de microencapsulação da polpa do
maracujá seca por atomização. Foi realizado um planejamento estatístico como o
objetivo de otimizar a melhor concentração de FCM a ser utilizada, avaliando o
comportamento reológico das soluções, a morfologia e distribuição do tamanho
das partículas obtidas neste processo.
A polpa de maracujá encapsulada obtida com a melhor concentração de
FCM foi reconstituída na forma de néctar e foi realizada uma comparação
sensorial com o néctar produzido a partir da polpa natural do maracujá, de modo a
avaliar os efeitos do processo na aparência, sabor, aroma, doçura e impressão
global.
4.2. Materiais e Métodos
Todos os ensaios foram realizados no Laboratório de Frutas, Hortaliças e
Produtos Açucarados do Departamento de Tecnologia de Alimentos da Faculdade
de Engenharia de Alimentos da Unicamp. As análises sensoriais foram realizadas
no Laboratório de Análise Sensorial do mesmo departamento.
4.2.1. Matéria-prima
O suco de maracujá e a farinha da casca foram produzidos a partir de 90 kg
de maracujás (Passiflora edulcis) amarelos adquiridos no CEASA, Campinas/SP.
Os maracujás foram abertos manualmente. Em seguida foi realizado o
despolpamento em despolpadora de facas, modelo MDP-450, marca MAX
MACHINE, com peneira de 16 mesh para obtenção do suco, sendo adicionado a

92
este, para sua auxiliar sua conservação 1mg/kg de metabissulfito de sódio, sendo
armazenado congelado em sacos de polietileno (25x 38 x 0,05), em frações de
500 mL a -18°C até o momento dos testes. Foi retirada a película superficial da
casca e o albedo foi tratado de acordo com Matsuura et al., 2005, para retirada
dos compostos cianogênicos. A casca em pedaços de 2cm3 aproximadamente foi
imersa em água (1:5) a 100°C/ 30min, lavada com água a 40°C, cujo excesso foi
retirado da casca deixando-a escorrer por 10 min e então, seca em estufa Marconi
MA 035, com circulação de ar forçada a 80°C por 14 horas. Em seguida o material
foi triturado em moinho Tecnal, modelo TE-631/2 até mesh<65, tamanho próximo
ao da maltodextrina 10DE, Mor-Rex® 1910 fornecida pela empresa Corn Products
Brasil.
4.2.2. Preparo das amostras
Inicialmente a polpa de maracujá foi descongelada e a ela foi adicionado
maltodextrina e farinha da casca do maracujá (FCM) em diferentes proporções
conforme o planejamento estatístico descrito na Tabela 4.1. A mistura de polpa e
FCM foi homogeneizada no equipamento Turrax (T25 basic, IKA Labortechnik) a
800 rpm por 30 minutos em banho de gelo, mantendo a temperatura de 5 ±2°C.
Após a homogeneização, a mistura foi aquecida até 40°C.
4.2.3. Comportamento reológico
O comportamento reológico das misturas preparadas com diferentes teores
da FCM e maltodextrina foi avaliado através da determinação das curvas de
escoamento, para todas as condições de entrada do produto no spray dryer.
As curvas de escoamento foram determinadas em reômetro digital com
geometria de cilindros coaxiais (Brookfield Programmable Rheometer - Modelo
DV- III, Massachusetts - EUA) com spindle SC4-27. Cada análise reológica foi
realizada em duas etapas consecutivas, sendo a primeira com taxa de deformação

93
crescente (subida) de 6,6 a 158s-1, em intervalos de 6,6 s-1, e outra decrescente
da mesma forma, a fim de avaliar a ocorrência de feitos tixotrópicos e comparar
suas diferenças. Um banho termostático de água foi utilizado para controle das
temperaturas aplicadas: 25 40, 60 e 80°C. Como não foram verificados efeitos
tixotrópicos, foi realizada uma média com os valores de subida e descida.
O comportamento reológico das misturas a serem alimentadas no
atomizador foi estudado através da determinação das curvas de escoamento a 25,
40, 60 e 80°C, em duplicata, utilizando-se uma nova amostra a cada ensaio.
Com base nos reogramas obtidos foram avaliados os comportamentos
reológicos das misturas da polpa de maracujá com diferentes concentrações de
maltodextrina e FCM.
4.2.4. Atomização e condições experimentais
A secagem por atomização ocorreu em equipamento BUCHII, modelo
B191, com bico injetor de 0,9 mm de diâmetro, fluxo de ar de 0,048 m3/h e
pressão de 4,5 bar. A alimentação do secador foi realizada através de uma bomba
peristáltica própria do equipamento, com velocidade de rotação ajustável. As
temperaturas de secagem e vazões volumétricas utilizadas estão descritas na
Tabela 4.1. A temperatura de saída do ar foi monitorada, observando-se sua
variação em função dos parâmetros adotados na alimentação do secador e das
características do produto.
Os ensaios foram realizados de acordo com um delineamento composto
central rotacional 23 completo. As variáveis independentes foram: temperatura do
ar de secagem, vazão volumétrica de alimentação da mistura e concentração do
agente carreador (FCM e maltodextrina). As variáveis de resposta avaliadas no
planejamento foram: densidade aparente, teor de ácido ascórbico, umidade do pó,
rendimento do processo, tempo de dissolução e higroscopicidade do pó. As
Tabelas 4.1 e 4.2 apresentam os valores das variáveis independentes codificadas
e os ensaios realizados para o planejamento experimental, respectivamente.

94
A maltodextrina foi adicionada de acordo com o teor de sólidos presentes
na polpa de maracujá (12g a cada 100g), obtendo assim a proporção de 1:1
maltodextrina: sólidos da fruta. No planejamento foi realizada sua substituição de 0
a 15% pela FCM.
Tabela 4.1 – Variáveis independentes codificadas do delineamento estatístico aplicado.
Variáveis -1,68 -1 0 +1 +1,68
Agente carreador –%FCM:%maltodextrina
0,0 3,33 7,50 11,66 15
Temperatura (°C) 163 170 180 190 197
Vazão volumétrica (mL/h)
340 400 440 500 540
Tabela 4.2 – Planejamento estatístico da microencapsulação da polpa de maracujá com adição de maltodextrina e FCM.
Ensaios Concentração de agente
carreador
%FCM:%maltodextrina
Temperatura
(°C)
Vazão volumétrica
(mL/h)
1 3,33 170 400
2 11,66 170 400
3 3,33 190 400
4 11,66 190 400
5 3,33 170 500
6 11,66 170 500
7 3,33 190 500
8 11,66 190 500
9 0,0 180 440
10 15,0 180 440
11 7,5 163 440
12 7,5 197 440
13 7,5 180 340
14 7,5 180 540
15 7,5 180 440
16 7,5 180 440
17 7,5 180 440

95
A análise de Variância (ANOVA), o teste de falta de ajuste (teste F), a
determinação dos coeficientes de regressão e a obtenção das superfícies de
resposta foram realizadas com o auxílio do software Statistica 7.0 (StatSoft, Tulsa,
EUA).
Avaliou-se também a morfologia e o tamanho das partículas das amostras
produzidas em diferentes temperaturas e com diferentes concentrações de FCM e
maltodextrina.
4.2.4.1. Análises físico- químicas realizadas
Aos pós obtidos no planejamento estatístico foram realizadas as seguintes
análises físico-químicas:
Teor de ácido ascórbico:
Teor de ácido ascórbico: segundo metodologia da A.O.A.C. (1984) n.
43046, modificada por (Benassi, 1990);
Tempo de dissolução:
A determinação do tempo de dissolução da amostra foi realizada seguindo-
se a metodologia descrita por Omobuwajo et al. (2000). Esta técnica consiste na
quantificação do tempo necessário para a total dissolução de 1 g de amostra em
100 mL de água destilada num béquer de 250 mL, sob nível de agitação constante
igual a 5 (Agitador magnético, marca FISATOM, modelo 753, Brasil), a uma
temperatura de 20 °C. As análises foram conduzidas em triplicata.

96
Umidade:
Foi obtido pela diferença 100 – ST (sólidos totais ou resíduos secos); o
resíduo seco foi determinado segundo metodologia da A.O.A.C. (2006), em estufa
(Vwr cientific product, 1400E) sob vácuo à temperatura de 70°C/ 24 horas;
Densidade Aparente:
A densidade aparente (ρap) do pó foi obtida por método gravimétrico,
fazendo-se a pesagem da amostra contida em uma proveta de 25 mL, em
ambiente com temperatura de 20°C. O preenchimento da proveta, com a amostra,
foi realizado lentamente, por meio de um funil evitando-se a compactação da
mesma, o que influenciaria no valor obtido da densidade. A calibração das
provetas, quanto ao volume real, foi realizada com água destilada, na mesma
temperatura. Estes testes foram realizados em triplicata.
Higroscopicidade:
A higroscopicidade foi determinada de acordo com a metodologia proposta
por Cai e Corke (2000), com algumas modificações. Colocou-se cerca de 1g de
cada amostra em um recipiente hermético contendo uma solução saturada de
NaCl (umidade relativa de 75,29% e aw de 0,753) a 25°C e após uma semana, as
amostras foram pesadas em triplicata na balança analítica e a higroscopicidade foi
expressa como g de umidade adsorvida por 100g de massa seca da amostra
(g/100g).
Rendimento:
O rendimento foi calculado pela diferença percentual entre o teor de sólidos
totais da mistura da polpa do maracujá com a maltodextrina e farinha da casca do
maracujá, pela quantidade de pó obtida no final da secagem.

97
4.2.5. Morfologia
O estudo da morfologia das partículas foi realizado através da microscopia
eletrônica de varredura (MEV), no Laboratório de Biologia molecular (Instituto de
Biologia – Unicamp).
Para preparação das amostras, utilizou-se stubs, cilindro metálico de 10,0
mm de diâmetro e 1,0 cm de altura. Uma fita adesiva dupla face foi fixada na
superfície do cilindro e a amostra foi colocada diretamente sobre a fita adesiva e o
excesso foi retirado. O recobrimento da amostra foi realizado no evaporador
Balzer, modelo SCDS 50, que continha uma target de ouro onde se trabalhou com
uma corrente de 40 mA, por 180 s, o que gerou um fino filme de ouro de
aproximadamente 19 nm de espessura.
A microscopia foi realizada em microscópio eletrônico de varredura JEOL,
modelo JSM-T300, com condições de operação aceleração de voltagem de 10 e
20 KV, e o aumento observado variou de 2000 até 5000 vezes.
4.2.6. Distribuição do tamanho de partículas
A distribuição do tamanho das partículas foi determinada em um aparelho
com difração a laser (Laser Scattering Spectrometer Mastersizer S, modelo MAM
5005 – Malvern Instruments Ltda., U. K.), disponível no Laboratório de Processos
(Faculdade de Engenharia de Alimentos - Unicamp), utilizando isopropanol como
líquido sedimentador, uma vez que a solubilização das partículas não ocorre neste
líquido. Um ultrassom acoplado ao equipamento foi utilizado para aumentar a
dispersibilidade da amostra. O diâmetro médio foi determinado com base no
diâmetro médio de uma esfera de mesmo volume (diâmetro de Brouckere, D[4,
3]), geralmente utilizado para caracterizar partículas de pó. Para essa análise,
uma pequena quantidade (aproximadamente 0,5 g) do produto foi dispersa em
isopropanol e submetida a 3 leituras de distribuição do tamanho de partículas.

98
4.2.7. Análise Sensorial
Foram preparados dois néctares de maracujá, um a partir da polpa natural e
outro da polpa microencapsulada com adição da FCM, de modo a se obter em
ambos 1,5°Brix de sólidos da fruta em solução aquosa, com posterior adição de
sacarose comercial até 12°Brix.
A análise sensorial foi realizada com 100 provadores através de um teste
de aceitação, onde foi avaliada a aceitação dos dois néctares de maracujá e se
verificou a diferenças entre eles, usando a escala hedônica estruturada de 9
pontos, que variam de 1- Desgostei extremamente a 9 – Gostei extremamente. Os
atributos avaliados foram: aparência, aroma, sabor, cor e impressão global do
produto. Também foi aplicado o Teste de Atitude de Compra para cada produto
avaliado, usando escala estruturada de 5 pontos (1 = certamente não compraria; 3
= talvez compraria / talvez não compraria; 5 = certamente compraria). (Meilgaard
et al, 1987).
A quantidade de 30 mL de cada amostra foi apresentada aos
consumidores, à temperatura de 10 a 15ºC, em copos plásticos de 50mL,
previamente codificados com números aleatórios de três dígitos. A ordem da
apresentação das amostras seguiu um delineamento em blocos completos
casualizados.
Os resultados coletados na análise sensorial foram analisados por meio do
programa estatístico SAS 9.1 Copyright (2002-2003 by SAS Institute Inc., Cary,
NC, USA), onde por meio do teste “tukey” as diferenças entre os dois néctares
foram avaliadas.

99
4.3. Resultado e Discussão
4.3.1. Caracterização da matéria-prima
A composição química centesimal da polpa de maracujá utilizada nos
ensaios de secagem encontra-se na Tabela 4.3. Os dados apresentados
correspondem à média de no mínimo três determinações, com seu desvio padrão.
Tabela 4.3 - Composição química centesimal da polpa de maracujá pura.
Componentes Média ±Desvio Padrão
Cinzas (%) 0,549±0,015
Lipídeos (%) 0,152±0,003
Proteína (%) 0,964±0,012
Umidade (%) 86,080±0,025
Ácido ascórbico (mg/100g) 12,138±0,666
Açúcar redutor (%) 3,265±0,636
Açúcar total (%) 13,025±0,304
Brix 11,900±0,020
pH 3,000±0,000
Acidez média (%) 3,350±0,020
Os resultados da composição da polpa de maracujá mostra que o fruto se
encontrava maduro pelos valores de Brix, acidez, pH e açúcares redutores e totais
presentes. Os maiores desvios padrões encontrados foram nas análises de
açúcares redutores e ácido ascórbico da amostra.
A vitamina C (ácido ascórbico) é uma vitamina instável, sendo que diversos
fatores são capazes de causar a sua degradação: meio alcalino, oxigênio, calor,
ação da luz, metais (Fe, Cu, Zn) e a enzima oxidase do ácido ascórbico (Oliveira
et al., 1999). A amostra apresentou maior teor de vitamina C que os valores
encontrados por Gomes et al (2006), que variaram de 9,78 a 12,67mg/100g. A

100
variação pode ser devido ao fruto utilizado estar maduro e a amostra ter sido
congelada.
Alguns frutos, como o maracujá, possuem como reserva de carboidratos o
amido durante seu desenvolvimento. Com o decorrer da maturação e
desenvolvimento do fruto este amido é degradado em glicose para ser utilizado no
processo de síntese de sacarose (Silva et al., 2007). Desse modo, a oscilação dos
valores de açúcares redutores (desvio padrão), que foram mensurados com base
na concentração de glicose, possivelmente foi devido à degradação do amido
presente.
Em frutas que apresentam em sua composição, uma acidez elevada e
baixo pH, em presença de calor, os ácidos presentes podem reagir com
carboidratos presentes, causando sua degradação em compostos de menor peso
molecular, ou convertendo parte deles em compostos tais como hydroxi-metil
furfural, pigmentos ou compostos voláteis (Fennema, 1997). Este processo leva à
perda do aroma, modificação de sua cor e dificulta os processos de secagem,
sendo necessária a adição de coadjuvantes de secagem.
4.3.2. Comportamento reológico
Houve pré-testes com adição somente da FCM para secagem, mas a
adição da mesma aumentou muito a viscosidade, causando entupimento do bico
atomizador, sendo necessária sua redução e adição de outro agente carreador de
secagem, sendo escolhida a maltodextrina 10DE. A concentração máxima de
FCM a ser adicionada em substituição a maltodextrina foi definida por meio do
estudo do comportamento reológico, realizado em experimentos anteriores.
Para avaliar a influência da substituição da maltodextrina pela FCM no
processo de atomização, foi realizado o levantamento do comportamento
reológico das soluções definidas por meio do delineamento experimental.
A mistura da polpa de maracujá com diferentes concentrações de
maltodextrina e FCM fez com que as curvas apresentassem comportamento
pseudoplástico. As Figuras 4.1, 4.2, 4.3 e 4.4 apresentam as curvas de
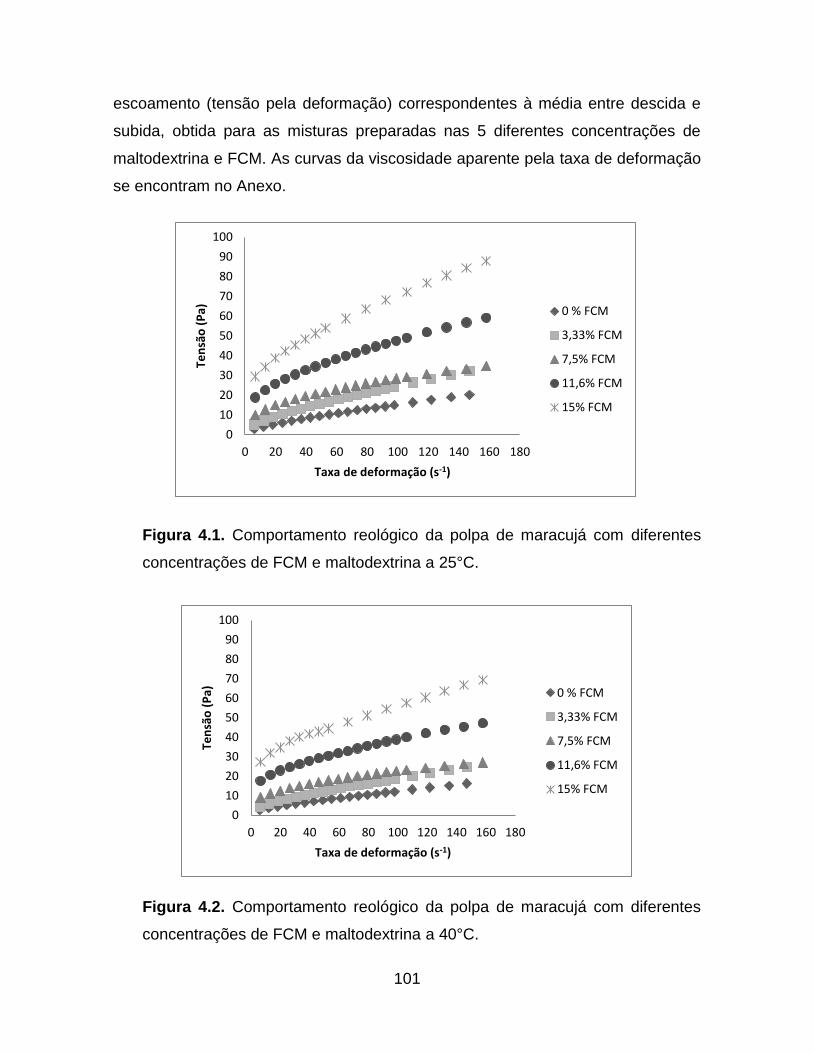
101
escoamento (tensão pela deformação) correspondentes à média entre descida e
subida, obtida para as misturas preparadas nas 5 diferentes concentrações de
maltodextrina e FCM. As curvas da viscosidade aparente pela taxa de deformação
se encontram no Anexo.
Figura 4.1. Comportamento reológico da polpa de maracujá com diferentes
concentrações de FCM e maltodextrina a 25°C.
Figura 4.2. Comportamento reológico da polpa de maracujá com diferentes
concentrações de FCM e maltodextrina a 40°C.
0
10
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100 120 140 160 180
Ten
são
(P
a)
Taxa de deformação (s-1)
0 % FCM
3,33% FCM
7,5% FCM
11,6% FCM
15% FCM
0
10
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100 120 140 160 180
Ten
são
(P
a)
Taxa de deformação (s-1)
0 % FCM
3,33% FCM
7,5% FCM
11,6% FCM
15% FCM

102
Figura 4.3. Comportamento reológico da polpa de maracujá com diferentes
concentrações de FCM e maltodextrina a 60°C.
Figura 4.4. Comportamento reológico da polpa de maracujá com diferentes
concentrações de FCM e maltodextrina a 80°C.
Como estudado em trabalhos anteriores, a polpa de maracujá com adição
da maltodextrina e FCM apresentou um comportamento pseudoplástico. O
0
10
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100 120 140 160 180
Ten
são
(P
a)
Taxa de deformação (s-1)
0 % FCM
3,33% FCM
7,5% FCM
11,6% FCM
15% FCM
0
10
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100 120 140 160 180
Ten
são
(P
a)
Taxa de deformação (s-1)
0 % FCM
3,33% FCM
7,5% FCM
11,66% FCM
15% FCM

103
aumento da concentração de FCM na solução causou uma elevação na tensão de
cisalhamento a uma mesma taxa de deformação.
Com o aumento da temperatura houve uma redução da tensão de
cisalhamento, principalmente a 60°C e 80°C, aproximando as curvas, como
observados nas Figuras 4.3 e 4.4. O que demonstra que o escoamento da polpa
de maracujá com FCM se torna mais fácil quando submetido a temperaturas
maiores.
Para avaliar o comportamento da viscosidade em função da concentração
de maltodextrina, foram considerados os valores experimentais da viscosidade
aparente correspondentes à taxa de deformação de 100s-1 (Nindo et al., 2007;
Gricelmo-Miguel, Ibarz-Ribas e Martín-Belloso, 1999; Steffe, 1996). A Figura 4.5
apresenta um gráfico que relaciona a viscosidade aparente a esta taxa de
deformação, com a concentração de FCM adicionada.
Figura 4.5. Viscosidade da polpa de maracujá em função da concentração de
FCM.
Através da Figura 4.5, observa-se que a viscosidade aparente (η) da
mistura (M): polpa de maracujá, maltodextrina e FCM; apresentou um aumento
exponencial com o aumento da concentração da FCM. A dependência da
0
10
20
30
40
50
60
70
80
90
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Vis
cosi
dad
e a
par
en
te (
s-1)
Concentração de FCM (%)
25°C
40°C
60°C
80°C

104
viscosidade em relação à concentração da FCM nas temperaturas de 25, 40, 60 e
80°C, podem ser representadas respectivamente pelos modelos apresentado nas
equações 4.0, 4.1, 4.2 e 4.3.
η25= 18,065 x M0, 0959 Equação 4.0
η40 = 14,106 x M0, 0971 Equação 4.1
η60 = 10,381 x M0, 0959 Equação 4.2
η80 = 8,824 x M0, 0867 Equação 4.3
4.3.3. Análise estatística
O resultado do método de secagem por atomização depende fortemente
das propriedades de alimentação e as configurações do equipamento utilizado. A
combinação dos efeitos da temperatura, vazão e concentração e tipo do agente
carreador, afeta os parâmetros do produto final obtido. Em vista disto,
procedimentos estatísticos com intuito de otimizar o processo para a obtenção da
polpa seca do maracujá foram requeridos.
O planejamento estatístico descrito no item 4.2.4, teve como objetivo avaliar
a influência das variáveis: temperatura do ar de secagem, vazão mássica da
mistura e concentração de agente carreador, principalmente da substituição da
maltodextrina pela FCM, sobre as respostas de: rendimento do processo,
umidade, densidade aparente, tempo de dissolução e teor de ácido ascórbico. Os
resultados estão apresentados na Tabela 4.4, juntamente com a temperatura de
saída do produto para cada ensaio.
Na Tabela 4.5 está descrita a análise estatística, onde estão os resultados
dos cálculos dos efeitos das variáveis independentes sobre as respostas
estudadas e a significância estatística (p).

105
Os valores dos efeitos estimados indicam quanto cada fator influencia na
resposta estudada. Um efeito positivo indica que ao passar de um valor mínimo a
um valor máximo da variável, a resposta aumenta, enquanto um efeito negativo
indica o contrário.
O valor do coeficiente p está relacionado ao nível de significância da
variável independente sobre a resposta em estudo. Normalmente, é escolhido
como intervalo de confiança o valor de 95% ou 90%. Sendo assim, pode-se
afirmar que para valores de p inferiores a 5% a variável é considerada
estatisticamente significativa. Caso contrário, é considerada não significativa.
A adição de FCM influenciou significativamente a densidade aparente,
umidade, teor de ácido ascórbico, rendimento, tempo de dissolução e a
higroscopicidade dos pós obtidos no atomizador.

106
Tabela 4.4 - Resultados das análises de resposta do planejamento estatístico.
Ensaios Densidade
Aparente
(mg/cm3)
Umidade (%)
Teor de ácido
ascórbico
(mg/100g)
Rendimento (%) Tempo de
dissolução (s)
Higroscopicidade
(g/100g)
Temperatura de
Saída (°C)
1 266,61 1,81 257,05 40,89 2,73 14,27 104
2 304,29 1,62 252,85 37,16 3,70 13,58 105
3 240,10 2,59 186,96 33,72 2,36 14,32 122
4 256,77 2,76 291,04 32,63 3,91 13,59 120
5 231,61 2,17 248,47 35,39 2,02 13,43 100
6 282,81 2,86 278,50 31,74 2,31 13,74 103
7 209,08 0,99 265,70 39,19 1,52 13,18 118
8 227,98 1,29 286,59 38,72 2,42 12,98 117
9 260,16 2,24 248,04 44,27 1,30 14,12 104
10 311,50 1,39 278,24 36,00 2,30 12,84 118
11 254,69 2,23 282,52 35,70 2,61 13,83 105
12 235,61 1,93 274,30 35,66 3,60 14,40 120
13 253,94 2,27 248,48 33,72 1,64 14,51 121
14 263,61 2,08 280,14 34,48 1,62 14,28 104
15 244,53 2,80 282,78 34,05 3,24 13,47 112
16 259,43 2,94 278,24 35,47 3,60 13,30 110
17 248,74 2,74 284,38 35,70 3,88 13,58 115

107
Tabela 4.5 - Coeficientes (C) de regressão e análise estatística (valor p) do planejamento estatístico.
Fator Densidade
Aparente (mg/cm3)
Umidade
(%)
Ácido ascórbico
(mg/100g)
Rendimento (%) Tempo de
dissolução (s)
Higroscopicidade
(g/100g)
C p C p C p C p C p C p
Média 251,6473 0,0003 2,8243 0,0004 282,4075 0,0000 35,1089 0,0002 3,5435 0,0027 3,5435 0,0027
Concentração
da FCM (L) 30,8700 0,0176 -0,0673 0,3493 29,5222 0,0033 -3,3460 0,0202 0,7904 0,0450 -0,5071 0,0209
Concentração
da FCM (Q) 19,5511 0,0506 -0,6991 0,0075 -17,3796 0,0117 3,3334 0,0245 -1,0194 0,0334 -0,1533 0,2026
Temperatura
do ar (L) -26,8698 0,0231 -0,1954 0,0721 -2,9881 0,2251 -0,1446 0,7932 0,1626 0,4479 -0,0002 0,9980
Temperatura
do ar (Q) -9,2140 0,1816 -0,5117 0,0139 -6,5821 0,0739 0,1833 0,7634 -0,0978 0,6597 0,2956 0,0691
Vazão
volumétrica (L) -14,6486 0,0719 -0,2620 0,0421 21,1770 0,0065 0,2809 0,6201 -0,6564 0,0634 -0,4119 0,0312
Vazão
volumétrica
(Q)
0,4203 0,9351 -0,4445 0,0183 -16,5523 0,0128 -0,9339 0,2214 -1,1420 0,0268 0,4923 0,0266
Concentração
X Temperatura -13,3275 0,1335 -0,0075 0,9271 24,7850 0,0081 1,4550 0,1478 0,2975 0,3201 -0,1326 0,3063
Concentração
X Vazão 3,9375 0,5438 0,2525 0,0736 -12,2400 0,0322 0,1750 0,8078 -0,3308 0,2822 0,3829 0,0590
Temperatura
X Vazão -0,8325 0,9483 -1,1675 0,0038 14,3050 0,0239 5,6200 0,0124 -0,0608 0,8137 -0,2687 0,1100
(*) Fatores em negrito apresentam significância a p≤ 0,05.
(L) Coeficiente linear (Q) Coeficiente Quadrático

108
A densidade aparente do pó pode indicar seu grau de compactação, que é
influenciado pelo tamanho das partículas e como estão distribuídas. Como os
sucos em pó possuem uma baixa TG (Temperatura de Transição Vítrea), o pó
tende a se compactar mais facilmente, o que influencia sua densidade. A
concentração de FCM adicionada foi o principal fator a influenciar este parâmetro
apresentando efeito significativo tanto linear quanto quadrático (p<0,05),
mostrando que seu aumento causa elevação na densidade aparente final do pó.
A temperatura também influencia na secagem, indicando que seu aumento
linear acarreta diminuição na densidade aparente do pó. O aumento linear da
vazão foi considerado significativo a p<0,10, sendo considerada uma importante
variável. O aumento da vazão reduz a temperatura de saída do spray e também
tende a diminuir a ação do calor sob as partículas na câmara de secagem,
evitando que haja uma secagem muito rápida da superfície da partícula e, com
isto, a retenção de umidade em seu interior, que com o tempo tenderia a migrar
para a superfície e ocasionaria o colapso das partículas do pó obtido.
As Figuras 4.6 a, b mostram a superfície de resposta gerada através do
modelo proposto para a densidade aparente. A superfície mostra que a densidade
tende a aumentar com concentrações de FCM maiores que 11,6%, temperaturas
acima de 180°C e vazões acima de 440 mL/h. No entanto a 11,6%FCM, nas
temperaturas entre 170 a 193°C e vazões acima de 380 mL/h, a densidade
aparente do pó é menor, ficando no intervalo de 260 a 280 mg/cm3.
340
320
300
280
260
240
220
340 320 300 280 260 240 220
0,0 2 3,3 5,4 7,5 9,5 11,6 13,3 15
CONCENTRAÇÃO FCM (%)
163
166
170
175
180
185
190
193
197
TE
MP
ER
AT
UR
A (
°C)
(a)

109
Figura 4.6. Superfícies de resposta para densidade aparente, relacionando:
(a) temperatura × concentração de FCM; (b) vazão × concentração de FCM.
A umidade é um importante parâmetro que afeta a qualidade final e ao
longo do tempo é responsável pelo fenômeno de “caking” ou pegajosidade do pó.
O uso de temperaturas mais altas implica num maior gradiente de temperaturas
entre o produto atomizado e o ar de secagem, acarretando numa maior
transferência de calor e, consequentemente, uma maior evaporação de água do
produto, resultando em umidades finais do produto mais baixas (Rattes & Oliveira,
2007). A umidade residual também é influenciada pela temperatura de saída no
atomizador, pois o resfriamento lento da partícula também contribui para a
redução da umidade.
No delineamento estatístico, a concentração da FCM, a temperatura e a
vazão volumétrica tiveram influência significativa (p<0,05) reduzindo a umidade
final do pó. A vazão foi o fator que mais influenciou a redução da umidade, tanto
na função linear quanto quadrática, juntamente com o aumento quadrático tanto
da temperatura quanto da FCM. Pelos resultados apresentados nos ensaios e a
média obtida (2,8243%) se pode considerar que houve sucesso no processo de
secagem.
As Figuras 4.7 a, b, c mostram a superfície de resposta gerada através do
modelo proposto para o comportamento da umidade. O ponto com maior umidade
se dá próximo ao ponto médio das variáveis independentes (7,5% FCM, 180°C e
320 300 280 260 240
320 300 280 260 240
0 2 3,3 5,4 7,5 9,5 11,6 13,3 15
CONCENTRAÇÃO FCM (%)
340
380
400
420
440
470
500
520
540
VA
ZÃ
O (
ml/h
)
(b)

110
440 mL/h). As menores umidades dos pós, próximas a 2%, são indicadas na
Figura 4.7 (a) em vazões abaixo 400 mL/h ou acima de 500 mL/h e em
concentrações de FCM abaixo de 3,33% e acima de 11,6%. Na Figura 4.6 (b) a
temperatura indicada para a obtenção de uma menor umidade se dá abaixo de
170°C e acima de 190°C. A Figura 4.7 (c) que relaciona a temperatura com a
vazão, também demonstra que as menores umidades no pó obtido podem ocorrer
tanto à baixa temperatura e baixa vazão, quanto à alta temperatura e alta vazão.
Estes resultados vêm de encontro ao coeficiente das respostas obtidas na
Tabela 4.5, mostrando que a temperatura utilizada na secagem no atomizador é
dependente da vazão volumétrica aplicada e que seus valores influenciam
significativamente o pó obtido.
2,5
2
1,5
1
2,8 2,4 2 1,6 1,2 0,8
0 2 3,3 5,4 7,5 9,5 11,6 13,3 15
CONCENTRAÇÃO DE FCM (%)
340
380
400
420
440
470
500
520
540
VA
ZÃ
O (
mL/
h)
(a)
2,5
2
1,5
1
0,5
2,8 2,4 2 1,6 1,2 0,8
0 2 3,3 5,4 7,5 9,5 11,6 13,3 15
CONCENTRAÇÃO DE FCM (%)
163
166
170
175
180
185
190
193
197
TE
MP
ER
AT
UR
A (
°C)
(b)
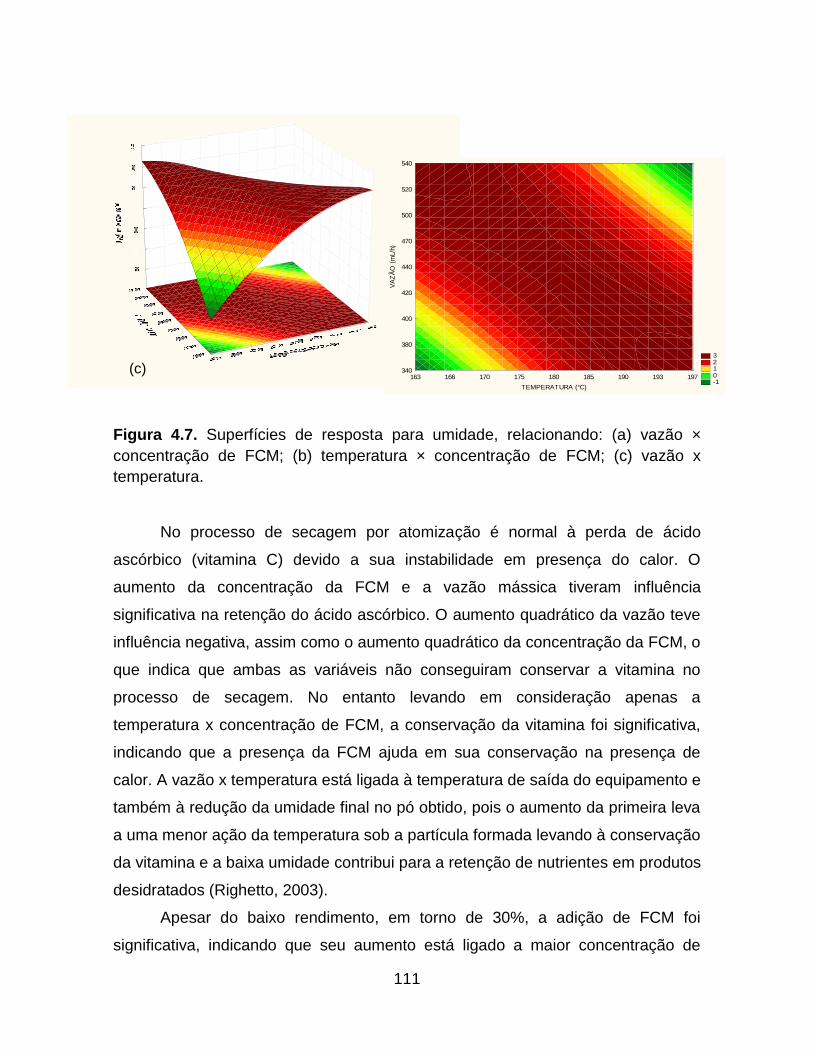
111
Figura 4.7. Superfícies de resposta para umidade, relacionando: (a) vazão ×
concentração de FCM; (b) temperatura × concentração de FCM; (c) vazão x
temperatura.
No processo de secagem por atomização é normal à perda de ácido
ascórbico (vitamina C) devido a sua instabilidade em presença do calor. O
aumento da concentração da FCM e a vazão mássica tiveram influência
significativa na retenção do ácido ascórbico. O aumento quadrático da vazão teve
influência negativa, assim como o aumento quadrático da concentração da FCM, o
que indica que ambas as variáveis não conseguiram conservar a vitamina no
processo de secagem. No entanto levando em consideração apenas a
temperatura x concentração de FCM, a conservação da vitamina foi significativa,
indicando que a presença da FCM ajuda em sua conservação na presença de
calor. A vazão x temperatura está ligada à temperatura de saída do equipamento e
também à redução da umidade final no pó obtido, pois o aumento da primeira leva
a uma menor ação da temperatura sob a partícula formada levando à conservação
da vitamina e a baixa umidade contribui para a retenção de nutrientes em produtos
desidratados (Righetto, 2003).
Apesar do baixo rendimento, em torno de 30%, a adição de FCM foi
significativa, indicando que seu aumento está ligado a maior concentração de
3 2 1 0 -1
3 2 1 0 -1
163 166 170 175 180 185 190 193 197
TEMPERATURA (°C)
340
380
400
420
440
470
500
520
540
VA
ZÃ
O (
mL/h
)
(c)

112
FCM, que indica que os sólidos presentes tendem a interagir com as fibras
presentes e com isto aumentando a quantidade de polpa em pó obtida. No entanto
esta quantidade de FCM possui um limite, pois a alta concentração de FCM tende
a aumentar a viscosidade da solução e com isto acarretar um declínio no
rendimento, como pode ser percebido pelo coeficiente linear negativo apresentado
na Tabela 4.5 (-3,3460%). Este parâmetro está associado à dispersão conseguida
pelo atomizador na câmara de secagem.
A alta viscosidade pode acarretar o entupimento do equipamento ou o
gotejamento da amostra. A interação entre a temperatura e a vazão também foi
significativa no aumento do rendimento da secagem.
As Figuras 4.8 a, b, mostram a superfície de resposta gerada através do
modelo proposto para o rendimento do processo de secagem. Na Figura 4.8 (a)
pode-se notar que a variável é dependente principalmente da concentração da
FCM, o que vem de encontro aos resultados obtidos na Tabela 4.5. A Figura 4.8
(b) mostra que os maiores rendimentos se dão em temperaturas abaixo de 175°C
com vazões menores que 440 mL/h e temperaturas acima de 90°C e vazões
acima de 470 mL/h.
44 42 40 38 36
44 42 40 38 36
0 2 3,3 5,4 7,5 9,5 11,6 13,3 15
CONCENTRAÇÃO DE FCM (%)
163
166
170
175
180
185
190
193
197
TE
MP
ER
AT
UR
A (
°C)
(a)

113
Figura 4.8. Superfícies de resposta para rendimento, relacionando:
(a)temperatura × concentração de FCM; (b) vazão × temperatura.
A temperatura utilizada na câmara de secagem se for muito elevada, pode
ocasionar a contração desta, e deste modo não propiciar a formação de poros na
estrutura, o que causa uma menor molhabilidade do pó e aumento do seu tempo
de dissolução. No entanto, pelo planejamento estatístico, a temperatura não
apresentou efeito significativo sobre este parâmetro.
O coeficiente quadrático da concentração de FCM foi significativo a p<0,05,
apresentando valor negativo (-1,0194s), indicando que seu aumento reduz o
tempo de dissolução da partícula. Este efeito pode ser devido à fibra da FCM ser
porosa e esta se manter assim após a secagem. Deste modo o aumento da
concentração de FCM tende a reduzir o tempo de dissolução, mas apenas até
certo ponto, pois o coeficiente linear, que também foi significativo, tende este
tempo.
As vazões volumétricas tanto lineares, quanto quadrática, apresentaram um
efeito negativo significativo sobre o tempo de dissolução. O aumento da vazão
pode ter contribuído para a formação de gotículas menores, o contribui para a
45
40
35
30
25
44 40 36 32 28 24
163 166 170 175 180 185 190 193 197
TEMPERATURA (°C)
340
380
400
420
440
470
500
520
540
VA
ZÃ
O (
ml/h
)
(b)

114
redução de sua molhabilidade e aumento do tempo de dissolução, pois segundo
Vissotto et al. (2006), durante a reconstituição de um alimento em pó, quando as
partículas finas entram em contato com o meio de dissolução, ocorre à formação
de uma camada hidrofóbica que impede que o líquido solubilizante penetre.
A Figura 4.9 mostra a superfície de resposta gerada através do modelo
proposto para o tempo de dissolução com relação à vazão e a concentração de
FCM. O maior tempo de dissolução se dá aproximadamente entre 5,4 a
11,6%FCM e 400 a 460 mL/h.
Figura 4.9. Superfícies de resposta para tempo de dissolução, relacionando
vazão × concentração de FCM.
A higroscopicidade constitui-se em uma das propriedades de maior
importância para determinar a vida útil e a estabilidade de estocagem de produtos
em pó. Quando este tipo de produto é estocado acima de uma atividade de água
crítica definida, as partículas se tornam coesivas e mudam seu estado de pó para
um estado pegajoso. Este fenômeno é conhecido como pegajosidade e tem
grande importância em alimentos secos, principalmente os que são ricos em
açúcares (Boonyai et al., 2004).
3
2
1
0
-1
-2
3 2 1 0 -1 -2
0 2 3,3 5,4 7,5 9,5 11,6 13,3 15
CONCENTRAÇÃO DE FCM (%)
340
380
400
420
440
470
500
520
540V
AZ
ÃO
(m
l/h
)

115
A concentração da FCM teve efeito significativo na redução linear da
higroscopicidade dos pós obtidos no delineamento estatístico. Apesar da
temperatura não ter apresentado efeito significativo (p<0,05), ela foi considerada
significativa, pois é uma variável de grande influência neste parâmetro, pois possui
grande efeito na higroscopicidade e termo plasticidade de açúcares (baixa TG),
especialmente frutose e glicose, levando a formação de uma massa plástica que
conduz à pegajosidade. O depósito destas partículas sobre a superfície do
equipamento acarreta em baixo rendimento do processo e problemas operacionais
frequentes, como interrupções e dificuldade de manuseio do produto (Adhikari et
al., 2003).
A vazão apresentou efeito significativo quadrático no aumento da
higroscopicidade (0,4923 g/100g). O aumento desta variável leva a uma menor
temperatura de saída do atomizador, no entanto esta redução não é suficiente
para que se tenha uma redução na higroscopicidade do pó obtido.
As Figuras 4.10 a, b descrevem as superfícies de resposta geradas através
do modelo proposto para a higroscopicidade. Ambas as figuras mostram que os
menores valores de higroscopicidade são encontrados a temperaturas abaixo de
190°C com concentrações próximas a 3%FCM, ou temperaturas acima de 165°C
e concentrações acima de 13%FCM. Apesar da interação da concentração x
vazão apresentar interação significativa, a Figura 4.10(b) não mostra que a
higroscopicidade é mais afetada pela concentração de FCM do que pela vazão
aplicada.

116
Figura 4.10. Superfícies de resposta para Higroscopicidade, relacionando:
(a)temperatura × concentração de FCM; (b) vazão × concentração de FCM.
Os modelos matemáticos codificados obtidos a partir dos coeficientes
significativos dos parâmetros estudados estão na Tabela 4.6, juntamente com os
valores de F calculados nas ANOVAS (em Anexo). Eliminando-se os fatores não-
significativos, verificou-se a significância da regressão e da falta de ajuste em
relação a 95% de confiança (p≤0,05), através do teste F, na análise de variância
13,8
13,6
13,4
13,2
13
13,8 13,6 13,4 13,2 13
0 2 3,3 5,4 7,5 9,5 11,6 13,3 15
CONCENTRAÇÃO DE FCM (%)
163
166
170
175
180
185
190
193
197
TE
MP
ER
AT
UR
A (
°C)
(a)
13,8
13,7
13,6
13,5
13,4
13,3
13,2
13,8 13,7 13,6 13,5 13,4 13,3 13,2
0 2 3,3 5,4 7,5 9,5 11,6 13,3 15
CONCENTRAÇÃO DE FCM (%)
340
380
400
420
440
470
500
520
540
VA
ZÃ
O (
ml/h
)
(b)

117
(ANOVA), no qual estão representadas as variáveis: Concentração de FCM
(FCM), Temperatura (T) e Vazão Volumétrica (V). O Ftabelado (5,2) para a falta de
ajuste é de 19,30.
Tabela 4.6 - Modelos matemáticos obtidos no planejamento estatísticos dos parâmetros de resposta.
Parâmetros Equações Freg Faj Ftab R2
Densidade
aparente (mg/cm3)
251,6473+30,87FCM+19,5511FC
M2-26,8698T-14,6486V 6,89 6,88 4,74 80,04
Umidade
(%)
2,8243-0,6990FCM2-0,5117T2-
0,2620V-0,4445V2-1,1675TV 15,61 11,27 6,26 89,05
Ácido ascórbico
(mg/100g)
282,4075+29,5222FCM-
17,3796FCM2+21,177V-
16,5523V2+24,785FCMT-
12,24FCMV+14,305TV
31,57 46,38 238,88 76,52
Rendimento
(%)
35,1089-
3,3460FCM+3,3334FCM2+5,62TV 16,15 1,77 8,94 90,54
Tempo de
dissolução (s)
3,5435+0,7904FCM-1,0194FCM2-
0,6564V-1,1420V2 24,54 4,66 5,19 78,84
Higroscopicidade
(g/100g)
3,5435-0,5071FCM+0,2956T2-
0,4119V+0,4923V2+0,3829FCMV 8,72 12,01 6,26 72,17
(*) Freg – Fregressão; Faj – Fajuste; Ftab – Ftabelado.
Os modelos matemáticos apresentaram regressão significativa ao nível de
95% de confiança (Freg superior ao Ftab) e falta de ajuste não significativa no
mesmo nível de confiança (Faj inferior ao Ftabelado (5,2)), para quase todos os
parâmetros de resposta estudados, exceto para o teor de ácido ascórbico, onde a
regressão não foi significativa e a falta de ajuste foi significativa a 95% de
confiança, sendo este o único modelo matemático considerado não preditivo.
A falta de ajuste normalmente se dá por erro na análise realizada, indicando
que ela não foi adequada para a amostra. Este resultado provavelmente ocorreu

118
devido à reação dos açúcares com os ácidos em presença do calor formando
grupos carbonil que tendem a reagir e degradar os carotenóides presentes na
polpa do maracujá, levando a formação de compostos com coloração mais escura.
O mesmo foi observado na secagem de Punica granatum L (Vardim & Yasar,
2012), no qual a polpa em pó obtida por meio da secagem por atomização com o
uso de maltodextrina, desenvolveu uma coloração avermelhada e uma redução na
luminosidade da amostra obtida, que foi justificada pela caramelização e a
concentração dos pigmentos presentes que levaram ao escurecimento do pó.
Como a análise se baseia em um método colorimétrico por meio de titulação, a cor
dos pós obtidos pode ter contribuído para o desvio.
4.3.4. Morfologia das partículas
A análise de morfologia foi realizada para as partículas produzidas com
diferentes concentrações de maltodextrina e FCM, sob diferentes temperaturas do
ar de secagem. As imagens apresentadas na Figura 4.11 correspondem às
partículas produzidas com temperatura do ar de 170°C com concentração de 3,33
e 11,66% de FCM com vazão de 400 mL/h. As imagens apresentadas na Figura
4.12 correspondem às partículas produzidas com temperatura do ar de 190°C com
concentração de 3,33 e 11,6% FCM com vazão de 400 mL/h.

119
(a)3,33%FCM – aumento de 1200 vezes. (b)11,66%FCM - aumento de 950 vezes.
Figura 4.11. Imagens das partículas resultantes da secagem da polpa de
maracujá, produzidas com diferentes concentrações de maltodextrina de FCM a
170°C.
(a) 3,33%FCM - aumento de 1400 vezes. (b)11,66%FCM – aumento de 1000
vezes.
Figura 4.12. Imagens das partículas resultantes da secagem da polpa de
maracujá, produzidas com diferentes concentrações de maltodextrina e FCM a
190°C.
De acordo com as Figuras 4.11 e 4.12, as partículas apresentaram formato
esférico, o que é característico de pós produzidos por atomização. As superfícies
das partículas maiores obtidas a 170°C apresentaram-se rugosas com presença
10µ 10µ
10µ 10µ

120
de fibras na Figura 4.11 (b), embora algumas de tamanho menor apresentassem
superfície lisa. Foi observada também aglomeração das partículas, o que pode ser
devido à baixa temperatura de transição vítrea apresentada pelo pó por causa dos
açúcares e ácidos presentes na polpa de maracujá. As partículas produzidas a
190°C apresentaram-se mais enrugadas e com tamanhos maiores do que a
170°C.
Segundo Thies (2001), as depressões que aparecem nas superfícies são
formadas devido à contração das partículas durante a secagem e o resfriamento.
Além disso, a extensão das depressões observadas em partículas produzidas por
spray drying é função da natureza do agente carreador utilizado, sendo
significativa naquelas que possuem cobertura de polissacarídeos.
Segundo Ré (1998), a formação de partículas ocas também é uma
característica comum em partículas produzidas por atomização. De acordo com a
autora, a formação deste vazio no interior da partícula está relacionada à
expansão sofrida pela mesma durante os estágios finais do processo de secagem.
Foi observado que a fibra oriunda da FCM presente foi recoberta pela
maltodextrina, que formou um encapsulado complexo, o que provavelmente
contribuiu para uma maior proteção das características e compostos presentes na
polpa, como o teor de ácido ascórbico.
Algumas partículas de tamanho próximo a 30- 50µm apresentaram furos em
sua superfície, indicando que provavelmente são ocas. Segundo Nijdam e
Langrish (2006), o aparecimento das partículas ocas se deve à formação de um
vacúolo (uma bolha de ar) dentro das partículas, logo após o desenvolvimento da
“casca” na superfície das mesmas. Esta casca incha quando a temperatura da
partícula excede a temperatura de ebulição local e a pressão de vapor dentro
deste vacúolo excede a pressão ambiente local.
As imagens apresentadas na Figura 4.13 correspondem às partículas
produzidas com temperatura do ar de 180°C com concentração de 0,0 e 15,0% de
FCM com vazão de 440 mL/h.

121
(a)0,0%FCM - aumento de 2200 vezes. (b)15%FCM – aumento de 1100 vezes.
Figura 4.13. Imagens dos pós resultantes da secagem da polpa de maracujá com
0 e 15% de FCM, produzidos por spray dryer.
O pó obtido com apenas maltodextrina apresentou partículas mais lisas e
de menor tamanho do que o pó obtido com a adição da maltodextrina e da FCM, o
que pôde ser observado na Figura 4.13. Isto pode ser devido ao maior teor de
fibras da amostra com 15%de FCM, (5,536% de Fibra Bruta, sendo 4,582% de
Fibra Insolúvel e 0,954% de Fibra Solúvel), do que a amostra com 0,0% de FCM
(3,837% de Fibra bruta, sendo 2,017% de Fibra Insolúvel e 1,820% de Fibra
solúvel). Deste modo a presença de maior teor de fibras, principalmente insolúvel,
contribuiu para um maior tamanho das partículas obtidas no processo de
secagem.
4.3.5. Distribuição do tamanho das partículas
A análise de distribuição do tamanho das partículas foi realizada para as
amostras produzidas sob diferentes temperaturas do ar de secagem e com
diferentes porcentagens de FCM. A Figura 4.14 corresponde às curvas obtidas
10µ 10µ

122
para as partículas produzidas com vazão volumétrica de 440mL/h e temperaturas
de 180°C.
A Figura 4.15 corresponde às curvas obtidas para as partículas produzidas
com de 7,5% de FCM em três diferentes temperatura e vazão mássica de 440
mL/h.
Figura 4.14. Distribuição do tamanho de partículas dos pós produzidos com
diferentes concentrações de FCM com maltodextrina (MD), a 180ºC e vazão
volumétrica de 440 mL/h.
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
0,1 1 10 100 1000 10000
Vo
lum
e (
%)
Tamanho da partícula (um)
0,0%FCM
7,5% FCM
15,0%FCM

123
Figura 4.15. Distribuição do tamanho de partículas dos pós produzidos em
diferentes temperaturas de secagem, 7,5% de FCM e vazão volumétrica de
440mL/h.
As partículas apresentaram diâmetros variando de 0,363 a 630,95µm.
Através das Figuras 4.14 e 4.15, observa-se que estas apresentaram uma
distribuição bimodal, ou seja, apresentaram dois picos distintos, cada um
representando um tamanho predominante. Isso é particularmente interessante
quando se considera o armazenamento do pó, uma vez que a “população” de
partículas menores pode penetrar nos espaços presentes entre as partículas
maiores, ocupando menor espaço. No entanto, a presença de partículas muito
finas pode representar propriedades de instantaneidade mais pobres, uma vez
que a redução dos interstícios pode prejudicar a penetração da água, afetando
negativamente propriedades como a molhabilidade e dispersibilidade do produto
(Vissotto et al., 2006).
O diâmetro médio das partículas foi expresso como D[4,3] (diâmetro médio
de Brouckere), que é o mais utilizado no caso de partículas em pó, e as
caracteriza pelo diâmetro de uma esfera com volume equivalente. Os diâmetros
obtidos para as partículas produzidas em diferentes temperaturas e com diferentes
0
1
2
3
4
5
6
0,1 1 10 100 1000 10000
Vo
lum
e (
%)
Tamanho da partícula (um)
197°C
180°C
163°C

124
concentrações de agentes carreadores estão apresentados nas Tabelas 4.7 e 4.8,
respectivamente.
Tabela 4.7. Diâmetro médio D[4,3] das partículas produzidas com diferentes concentrações da farina da casca do maracujá (FCM) e maltodextrina (MD), a 180°C e vazão volumétrica de 440 mL/h.
Concentração de FCM (%) Diâmetro médio (µm)
0,0 99,505
7,5 96,444
15,0 112,239
Tabela 4.8. Diâmetro médio D[4,3] das partículas produzidas em diferentes temperaturas, com 7,5% FCM/MD e vazão volumétrica de 440 mL/h.
Temperatura (°C) Diâmetro médio (µm)
163 82,960
180 96,444
197 121,619
O aumento da quantidade da FCM levou a produção de partículas com
maior diâmetro, o que pode estar relacionado à viscosidade da mistura, já que na
concentração de 15%FCM, a mistura atingiu sua maior viscosidade. Isto se deve
também ao encapsulamento desta fibra pela maltodextrina, como foi observado na
morfologia dos pós obtidos. De acordo com Masters (1979), para atomizadores
rotativos, o tamanho médio da gota atomizada varia diretamente com a
viscosidade do líquido. Quanto maiores são as gotas formadas durante a
atomização, maiores são as partículas de pó obtidas.
O aumento da temperatura resultou em partículas com maior diâmetro
médio. De acordo com Reineccius (2001), os processos realizados em condições
de maiores temperaturas, produzem partículas maiores que aqueles realizados
com menores taxas, já que a secagem mais rápida promove a formação mais
imediata de uma estrutura, evitando assim, que as partículas encolham durante a

125
secagem. Quando a temperatura do ar de secagem é baixa, a partícula fica mais
encolhida e, dessa forma, com diâmetro menor. Nijdam e Langrish (2006) e
Chegini e Ghobadian (2005) obtiveram resultados semelhantes, trabalhando com
produção de leite em pó a 120°C e 200°C.
4.3.6. Otimização da secagem
Os critérios utilizados para a seleção das melhores condições de secagem
foram: a umidade, densidade aparente, rendimento e teor de ácido ascórbico.
Apesar deste último não apresentar uma regressão satisfatória, é uma variável
que deve ser considerada. Entre as respostas as três variáveis independentes
influenciaram as respostas: temperatura, vazão e concentração da FCM em
substituição a maltodextrina.
O aumento da vazão teve influência significativa na redução da densidade
aparente, umidade e no aumento do teor de ácido ascórbico. Assim foi escolhida a
vazão de 500 mL/h. Em vazões superiores a esta foi observada que não havia a
secagem satisfatória das gotículas, provocando um gotejamento ou uma queda
muito grande do rendimento devido às partículas ficarem aderidas na parede da
câmara de secagem.
O aumento da temperatura de secagem influenciou significativamente a
redução da umidade final do produto, o que é muito importante para seu
armazenamento, já que uma maior umidade pode causar o colapso do pó e a
perda de suas características com o tempo. Como foi observado na secagem que
havia aglomeração dos pós com uma maior umidade final, optou-se por trabalhar
a uma temperatura de 190°C. Apesar de uma temperatura maior contribuir para a
redução do teor de ácido ascórbico, devido à vazão mássica adotada, as duas
variáveis juntas apresentam um efeito positivo na manutenção do teor de ácido
ascórbico no produto final.
O aumento da concentração da FCM contribuiu para a redução da umidade
final, a manutenção do ácido ascórbico no produto final e aumento do rendimento,
devido a isto foi escolhida a concentração de 11,66% de FCM. A concentração de

126
15% ou acima desta não foi escolhida, pois há um grande aumento da viscosidade
da solução final da polpa e isto contribui para a formação de partículas maiores, e
com isto o aumento da densidade aparente e da umidade final do produto e queda
no rendimento.
Deste modo, as condições de processo selecionadas como ótimas para a
secagem por atomização da polpa de maracujá com adição da Farinha da casca
do fruto foram: temperatura do ar de 190°C, vazão mássica de 500mL/h e
concentração de 11,66% FCM.
4.3.7. Análise Sensorial
O resultado obtido na análise sensorial de aceitação está na Tabela 4.9,
onde se avaliou a diferença entre o néctar preparado a partir da polpa concentrada
(NPC) do maracujá e outro a partir da polpa em pó encapsulada (NPE) obtida nas
condições de temperatura, vazão e porcentagem de FCM selecionadas no
planejamento estatístico.
Tabela 4.9 - Médias das notas obtidas das amostras de néctar de maracujá produzidos com polpa concentrada (NPC) e polpa em pó encapsulada (NPE).
Atributos Sensoriais
Amostras Aparência Aroma Sabor Doçura Impressão Global
NPC 7,70 a 7,57 ª 6,45 a 6,51 a 6,74 a
NPE 7,66 a 6,58 b 6,23 a 6,28 a 6,42a
(*) Médias seguidas pela mesma letra na mesma coluna, não apresentam diferença significativa a
5% de probabilidade.
Pelos resultados apresentados os néctares preparados com a polpa
concentrada e a polpa encapsulada obtida pelo processo de secagem por
atomização, apresentaram diferença significativa entre si apenas com relação ao
aroma, o que já era esperado devido ao processo de secagem utilizado, onde
parte dos aromas voláteis é perdido devido à temperatura utilizada. O restante dos
atributos não apresentou diferença significativa entre as duas amostras, o que

127
demonstra que a adição da FCM e maltodextrina não foi notada no néctar
produzido, não alterando drasticamente as características da polpa do maracujá.
4.4. Conclusões
A FCM como substituto parcial da maltodextrina como agente carreador na
secagem contribuiu para o aumento da viscosidade da polpa do maracujá, devido
a isto, o teor máximo utilizado foi de 15%. Estatisticamente o teor ideal de FCM
para se obter um bom resultado foi de 11,66%, sendo esta porcentagem suficiente
para que a quantidade de fibra na polpa final seca fosse o dobro do que no pó
seco apenas com maltodextrina.
O aumento da concentração de FCM afetou o pó obtido com relação ao
tamanho e a morfologia apresentada pelas partículas obtidas no processo de
secagem. As partículas apresentaram superfície mais rugosa com o aumento do
teor de Farinha com relação às partículas obtidas apenas com a adição da
maltodextrina.
A distribuição do tamanho das partículas não foi influenciada pela
concentração de FCM ou pela temperatura, se apresentando bimodal, no entanto
notou-se que adição até 7,5% FCM as partículas apresentaram tamanho próximo
as que possuíam 0%FCM de em sua composição. Mas o maior tamanho de
partícula se deu a 15%FCM e com a maior temperatura utilizada.
O néctar de maracujá produzido a partir da polpa em pó, seca nas
condições obtidas na otimização do processo apresentou diferença sensorial
apenas em relação ao aroma, demonstrando que a adição da FCM não apresenta
alteração perceptível no sabor, doçura, cor ou impressão global em relação ao
néctar produzido a partir da polpa concentrada.
A FCM é um resíduo da fruta que pode ser utilizado para a secagem por
meio do processo de atomização em spray drying em substituição parcial da
maltodextrina, aumentando o valor nutricional da polpa encapsulada obtida.

128
4.5. Referências Bibliográficas
ADHIKARI, B.; HOWES, T.; BHANDARI, B.R.; TROUNG, V.In situ characterization
of stickiness of sugar-rich foods using a linear actuator driven stickiness testing
device. Journal of Food Engineering, v. 58, p. 11-22, 2003.
A.O.A.C. Official Methods of Analysis.18th ed. Association of Official Analytical
Chemists, Gaithersburg, Maryland, 2006.
BHANDARI, B.R.; SENOUSSI, A.; DUMOULIN, E.D.; LEBERT, A. Spray drying of
concentrated fruit juices. Drying Technology, v.11, n.5, p.1081-1092, 1993.
BOONYAI, P.; BHANDARI, B.; HOWES, T. (2004). Stickiness measurement
techniques for food powders: a review. Powder Technology, v. 145, p. 34-46.
BRENNAN, I. G..HERMA, J.. JOWIN, R.. (1971). A study of some of the factors
affecting the spray dryingof concentrated orange juice, on a laboratory scale. J. Fd
Technol..6 pp. 295-307.
CAI, Y.Z.; CORKE, H. (2000). Production and properties of spray-dried
Amaranthus betacyanin pigments. Journal of Food Science, v.65, n.6, p.1248-
1252.
CHEGINI, G.R.; GHOBADIAN, B. (2005) Effect of spray-drying conditions on
physical properties of orange juice powder. Drying Technology, v.23, n.3, p.657-
668.
CÓRDOVA, K. R. V., GAMA,T. M.M. T. B., WINTER,C. M. G., NETO,G. K., DE
FREITAS R. J. S. (2005). Características físico-químicas da casca do maracujá
amarelo (Passiflora edulis Flavicarpa Degener) obtida por secagem. B. CEPPA.
Curitiba, v. 23, n. 2, p. 221-230.
129
DIB TAXI, C.M.; MENEZES, H.C., SANTOS, A.B.; GROSSO, C.R. Study of the
Microencapsulation of camu-camu (Myrciariadubia) juice. Journal of
Microencapsulation, v.20, n.4, p.443-448, 2003.
FÄLDT, P., BERGENSTÅHL, B., 1995. Fat encapsulation in spray-dried food
powders. J. Am. Oil Chem. Soc. 72, 171–176.
FENNEMA, Owen R. (1997), ed. Food chemistry. 3. ed. New York: Marcel Dekker,
1069 p.
GHARSALLAOUI, A.A., ROUDANT, G., CHAMBIN, O., VOILLEY, A., SAUREL, R.,
2007. Applications of spray-drying in microencapsulation of food ingredients: a
review. Food Res. Int. 40, 1107–1121.
GIANFRANCESCO, A.; TURCHIULI, C.; FLICK, D. & DUMOUNLIN, E..(2010).
CFD modeling and simulation of maltodextrin solutions spray drying to control
stickiness. Food and Bioprocess Technology; 3 (6).946-955.
GOMES, T. S.; CHIBA, H. T.; SIMIONATO, E. M. R.S.; SAMPAIO, A. C. (2006).
Monitoramento da qualidade da polpa de maracujá-amarelo - seleção AFRUVEC,
em função do tempo de armazenamento dos frutos. Revista Alimentos e
Nutrição, Bauru, v.17, n.4, p.401-405.
GOUIN, S., (2004). Microencapsulation: industrial appraisal of existing
technologies and trends. Trends Food Sci. Technol. 15, 330–347.
GOULA, A.M; ADAMOPOULOS, K.G.; KAZAKIS, N.A. (2004).Influence of spray
drying conditions on tomato powder properties. Drying Technology, v.22, n.5,
p.1129-1151.

130
GOULA, A. M. & ADAMOPOULOS, K. G.. (2009). A new technique for spray
drying orange juice concentrate. Innovative Food Science and Emerging
Technologies,11. p. 342–351
GRIGELMO-MIGUEL, N.; IBARZ-RIBAS, A.; MARTÍN-BELLOSO. (1999). O.
Rheology of peach dietary fibre suspensions. Journal of Food Engineering, v.39,
n.1, p.91-99.
HOGAN, S.A., MCNAMEE, B.F., O’RIORDAN, E.D., O’SULLIVAN,
M.,(2001a).Microencapsulating properties of sodium caseinate. J. Agric. Food
Chem. 49, 1934–1938.
HOGAN, S.A., MCNAMEE, B.F., O’RIORDAN, E.D., O’SULLIVAN, M., (2001b).
Microencapsulating properties of whey protein concentrate 75. J. Food Sci. 66,
675–680.
HOGAN, S.A., MCNAMEE, B.F., O’RIORDAN, E.D., O’SULLIVAN, M.,
(2001c).Emulsification and microencapsulation properties of sodium
caseinate/carbohydrate blends. Int. Dairy J. 11, 137–144.
HOWLING, D.; BIRCH, G.G.; PALMER, K.J. Sugar Science and Technology.
Applied Science, London, 263p., 1979.
JINAPONG, N.; SUPHANTHARIKA, M.; JAMNONG, P. (2008). Production of
instant soymilk powders by ultrafiltration, spray drying and fluidized bed
agglomeration. Journal of Food Engineering, v.84, n.2, p.194-205.
KEOGH, M.K., O’KENNEDY, B.T., KELLY, J., AUTY, M.A., KELLY, P.M.,
FUREBY, A., HAAHR, A.M..(2001). Stability to oxidation of spray dried fish oil
powder microencapsulated using milk ingredients. J. Food Sci. 66, 217–224.

131
KIM, Y.D., MORR, C.V.(1996). Microencapsulation properties of gum arabic and
several food proteins: spray-dried orange oil emulsion particles. J. Agric. Food
Chem. 44, 1314–1320.
LIN, C.C., LIN, S.Y., HWANG,L.S..(1995). Microencapsulation of squid oil with
hydrophilic macromolecules for oxidative and thermal stabilization. J. Food Sci. 60,
36–39.
MASTERS, K. Spray drying handbook. New York, John Wiley & Sons Inc., 1979,
687p.
MEDINA, J. C. Subprodutos. In: MEDINA, J. C. et al. (1980). Maracujá: da cultura
ao processamento e comercialização. Campinas: ITAL, p.145-148 (Série frutas
tropicais, 9).
MEILGAARD, M.; CIVILLE, G.V.; CARR, B.T.(1987). Sensory Evaluation
Techniques. New York: CRC Press. 281p.
NIJDAM, J.J.; LANGRISH, T.A.J..(2006).The effect of surface composition on the
functional properties of milk powders. Journal of Food Engineering, v.77, n.4,
p.919-925.
NINDO, C.I.; TANG, J.; POWERS, J.R.; TAKHAR, P.S. (2007). Rheological
properties of blueberry puree for processing applications. LWT – Food Science
and Technology, v.40,n.2, p.292-299.
OLIVEIRA, M. E. B.; BASTOS, M. S.R.; FEITOSA, T.; BRANCO, M. A. A.C.;
SILVA, M. G. G. (1999). Avaliação de parâmetros de qualidade físico-químicos de
polpas congeladas de acerola, cajá e caju. Ciências e Tecnologia de Alimentos,
Campinas, v. 19, n. 3.

132
OMOBUWAJO, T.O.; BUSARI, O.T.; OSEMWEGIE, A.A. (2000). Thermal
agglomeration of chocolate drink powder. Journal of Food Engineering, v. 46, p.
73-81.
PAPADAKIS, S.E.; GARDELI, C.; TZIA, C. (2006).Spray drying of raisin juice
concentrate. Drying Technology, v.24, n.2, p.173-180.Capítulo 398.
RATTES, A.L.R.; OLIVEIRA, W.P. (2007). Spray drying conditions and
encapsulating composition effects on formation and properties of sodium
diclofenac micro particles. Powder Technology, v.171, n.1, p.7-14.
RÉ, M.I. Microencapsulation by spray drying. (1998). Drying Technology, v.16,
n.6, p.1195-1236.
REINECCIUS, G.A. Multiple-core encapsulation: the spray drying of food
ingredients.(2001).In:VILSTRUP, P. Microencapsulation of food ingredients.
Surrey: Leatherhead Publishing, cap.9, p.151-185.
RIGHETTO, A. M.. Caracterização físico-química e estabilidade de suco de
acerola verde microencapsulado por atomização e liofilização. (2003) 200p. Tese
(Doutorado em Tecnologia de alimentos e nutrição) -Faculdade de Engenharia de
Alimentos, Universidade Estadual de Campinas.
RODRIGUES, R.A.F. Preparo, caracterização e avaliação funcional de
microcápsulasobtidas por spray drying, contendo extrato de café crioconcentrado.
Campinas, (2004).227p. Tese (Doutorado em Engenharia de Alimentos) –
Faculdade de Engenharia de Alimentos, Universidade Estadual de Campinas.
RODRIGUEZ-HERNANDEZ, G.R., GONZALES-GARCIA, R., GRAJALES-
LAGUNES,A. & RUIZ-CABRERA, M. (2005). Spray-drying of cactus pear juice:
effect on the physicochemical properties of powder and reconstituted product.
Drying Technology, 23, 955–973.

133
ROUSTAPOUR, O.R., HOSSEINALIPOUR, M. & GHOBADIAN, B. (2006).An
experimental investigation of lime juice drying in a pilot plant spray dryer. Drying
Technology, 24, 181–188.
SALOMÃO, L. C. C.; PUSCHMANN, R. II Simpósio Brasileiro de Pós-Colheita de
Frutas Hortaliças e Flores. Viçosa, p.93-97.
SÁNCHEZ-ZAPATA, E., FERNÁNDEZ-LÓPEZ, J., PEÑARANDA, M., FUENTES-
ZARAGOZA, E., SENDRA, E., SAYAS, E., et al. (2011). Technological properties
of date paste obtained from date by-products and its effect on the quality of a
cooked meat product. Food Research International, 44, 2401–2407.
SILVA, M.S.; ALVES, R.E.; MENDONÇA, R.M. N. (2007). Fisiologia pós-colheita
de frutas tropicais. In: SEDIYAMA, M. A. N.; BARROS, R. S.; FLORES, M. E. P.;
STEFFE, J. F. (1996)Rheological Methods in Food Process Engineering.2.ed.,
Michigan: Freeman Press.
THIES, C. (2001). Microencapsulation: what it is and purpose. In: VILSTRUP, P.
Microencapsulation of food ingredients. Surrey: Leatherhead Publishing, p.1-
30.
TRUONG.V; BHANDARI, B.R.; HOWES, T. (2005).Optimization of concurrent
spray drying process of sugar-rich foods.Part 1- Moisture and glass transition
temperature profile during drying. Journal of Food Engineering, 71 (1), 55-65.
VARDIN, H.; YASAR, M.. (2012). Optimization of pomegranate (Punicaranatum L.)
juice spray-drying as affected by temperature and maltodextrin content
International Journal of Food Science and Technology, 47, 167–176.
VISSOTTO, F.Z.; MONTENEGRO, F.M.; SANTOS, J.M.; OLIVEIRA, S.J.R. (2006).
Avaliação da influência dos processos de lecitinização e de aglomeração nas

134
propriedades físicas de achocolatado em pó. Ciência e Tecnologia de
Alimentos, v.26, n.3, p.666-671.

135
CAPÍTULO 5
ISOTERMAS DE ADSORÇÃO DA POLPA MICROENCAPSULADA DE
MARACUJÁ COM MALTODEXTRINA E FARINHA DE SUA CASCA POR
SPRAY DRYER.
Artigo a ser submetido a revista: Journal of Food Engineering
C. B. FARIA, F. L.SCHMIDT, F

136

137
RESUMO
A técnica de mmicroencapsulação permite a proteção de uma ampla gama de
agentes sensíveis ou voláteis tais como as vitaminas, corantes, aromas, extrato de
plantas e vários outros compostos. O pó produzido pela secagem de polpa ou
suco de frutas apresenta normalmente alta higroscopicidade e sua conservação e
qualidade depende do seu teor de umidade, da migração e da absorção desta por
ele durante o armazenamento. As isotermas são uma forma de avaliar o
comportamento do pó em presença da umidade através de equações matemáticas
que relacionam a absorção da umidade com relação à atividade de água (Aw) em
diferentes temperaturas. Os pós avaliados neste trabalho foram obtidos pela
microencapsulação da polpa de maracujá pela adição da farinha de sua casca e
maltodextrina em diferentes proporções, por atomização e liofilização. As
amostras foram armazenadas em 8 diferentes Aw variando de 0,1 a 0,8, a 25, 35 e
45°C, até peso constante. As isotermas obtidas foram avaliadas pelos modelos
matemáticos de GAB, BET e Oswim. Também foi avaliada a entalpia, entropia e
energia livre do sistema de modo a avaliar em qual umidade os pós apresentaram
maior estabilidade. Foi observada a redução da umidade com o aumento da
temperatura. Os modelos matemáticos que melhor se adaptaram foram os de
GAB e Oswim, nos quais pode se notar que a energia de ligação da monocamada
é baixa, e com isto é grande a adsorção de umidade pelos pós. A entalpia do
sistema variou, sendo alta à baixa umidade e decaindo com o aumento da mesma.
A entropia apresentou o ponto de maior estabilidade à umidade próxima a 0,2 kg
de H2O/ kg de peso seco. A energia livre do sistema demonstrou que o processo
de adsorção foi espontâneo decaindo com o aumento da umidade. O gráfico da
entalpia pela entropia indicou que houve variação da energia livre. Pelos
resultados observados se deduz que os pós obtidos, tanto por atomização, quanto
liofilizado, apresentaram alta higroscopicidade, se mantendo estáveis somente a
baixas umidades (Aw 0,1). Não houve variação dos resultados entre as amostras
com apenas maltodextrina e as que possuíam a farinha da casca do maracujá.

138
ABSTRACT
The microencapsulation technique allows protection from a wide range of sensitive
or volatile agents such as vitamins, colorants, flavorings, plant extracts and various
other compounds. The powder produced by drying pulp or fruit juice is usually high
hygroscopicity and its conservation and quality depend on the moisture content,
the migration of moisture and the moisture absorption by him during storage. The
isotherms are a way to assess the behavior of this powder in the presence of
moisture through mathematical equations that relate the absorption of moisture
with respect Aw at different temperatures. The powders evaluated in this paper
were obtained by microencapsulation of passion fruit pulp by addition of passion
fruit peel flour from its bark and maltodextrin in different proportions, for spray dryer
and lyophilized. The samples were stored in 8 different Aw ranging from 0.1 to 0.8,
at 25, 35 and 45 ° C until constant weight. The isotherms obtained were evaluated
by mathematical models GAB, BET e Oswim. We also evaluated the enthalpy,
entropy and free energy of the system in order to assess what amount of moisture
isotherms showed greater stability. It was observed that the moisture is reduced
with increasing temperature. The mathematical models that were better adapted to
the GAB and Oswim where one can note that the binding energy of the monolayer
is low, and this is a great post by moisture adsorption. The enthalpy of the system
varied, and high and low humidity decreasing with increasing it. The entropy of the
point showed greater stability to humidity close to 0.2 kg of H2O / kg dry weight.
The free energy of the system shows that the adsorption is spontaneous decaying
with increasing moisture. The graph of enthalpy by entropy indicated that there was
change in free energy. The observed results can be deduced that the powders
obtained by both spray dryer, as lyophilized, showed high hygroscopicity, keeping
only stable at low moistures ( Aw next at 0,1). There was no variation in results
between the sample with only maltodextrin and who possessed the passion fruit
peel flour.

139
5.1. Introdução
Para a preservação dos componentes originais das frutas, especial atenção
deve ser dada para desenvolver adequadas técnicas de secagem. Além de
agregar valor comercial para os frutos, a secagem pode reduz perdas e permitir a
sua comercialização por períodos mais extensos, sem depender das colheitas
sazonais (Marques; Ferreira; Freire, 2007).
Entre as frutas produzidas no Brasil, o maracujá é uma fruta de grande
importância comercial devido a sua polpa, de coloração amarelo-laranja e muito
aromática, amplamente utilizada para a produção de suco. É uma fruta rica em
ácido ascórbico (vitamina C) e carotenoides (vitamina A). No entanto sua polpa
apresenta alto teor de água, o que a torna muito susceptível a decomposição por
microrganismos, a reações químicas e enzimáticas. Como é um produto muito
perecível, não podem ser comercializados ou exportados como produto fresco.
(Agrianual, 2003).
A utilização da técnica de mmicroencapsulação permite a proteção de uma
ampla gama de agentes sensíveis ou voláteis tais como as vitaminas, corantes,
aromas, extrato de plantas e vários outros compostos (Shahidi & Han, 1993; VOS
et al., 2010). Esta técnica é baseada no efeito do envolvimento do composto em
uma matriz polimérica, criando um micro envolvimento em capsulas que são
capazes de controlar a interação entre as partes internas e externas destas e
proteger o composto encapsulado de fatores que podem causar deterioração
(Rosemberg et al. 1990). Com estas característica é possível manter a polpa de
frutas, como o maracujá, secas e estáveis por um tempo prolongado.
Alguns aditivos como amido, goma arábica e maltodextrinas são
comumente usados como materiais de suporte para aumentar a temperatura de
transição vítrea (TG) dos produtos durante a secagem em spray-dryer (Truong et
al., 2005; Java & Das, 2004). A quantidade destes agentes carreadores depende
do suco ou da polpa da fruta em questão e varia entre 20 a 60% peso/volume
(Masters, 1991). Porém, esta quantidade máxima de coadjuvante de secagem é
limitada pelas propriedades organolépticas do produto final.

140
A adição de fibras e os produtos ricos em fibras têm se destacando cada
vez mais e encorajado pesquisadores da área de alimentos a estudar novas fontes
de fibras e desenvolver produtos funcionais (Ou et al., 2001), o que pode incluir
sua utilização como agentes carreadores em processos de secagem. Fibras
dietéticas foram inicialmente conhecidas por suas propriedades nutricionais, no
entanto, elas também têm propriedades tecnológicas que podem ser usadas na
formulação de alimentos, resultando em modificação e melhoria de textura a
estabilida de do alimento, durante a produção e armazenamento (Thebaudin et al.,
1997).
Muitas propriedades funcionais da casca do maracujá têm sido estudadas
nos últimos anos, principalmente aquelas relacionadas com o teor e tipo de fibras
presentes. A composição e as propriedades físico-químicas da fibra alimentar
podem explicar a sua função nos alimentos. Essas informações podem ser
aplicadas para a compreensão dos efeitos fisiológicos das fibras. A casca de
maracujá, que representa 52% da composição mássica da fruta, não deveria ser
considerada como resíduo industrial, uma vez que suas características e
propriedades funcionais podem ser utilizadas para o desenvolvimento de novos
produtos (Medina, 1980).
O pó produzido pela secagem de polpa ou suco de frutas apresenta
normalmente alta higroscopicidade e sua conservação e qualidade depende do
teor de umidade, a migração de umidade e absorção de umidade por ele durante o
armazenamento. Este fenômeno de higroscopicidade de produtos sólidos porosos
é estudado por meio das equações que descrevem as isotermas de sorção de
água, que são representações matemáticas da relação existente entre o teor de
umidade do material em equilíbrio com diferentes valores de Aw e uma
determinada temperatura (Corrêa & Moure, 2000).
O conhecimento dessa relação de interdependência auxilia na identificação
do tipo de forças que intervêm na ligação da água com os elementos de
composição do produto, permitindo certas avaliações da sua estabilidade, durante
o armazenamento, podendo servir como parâmetro indicativo de embalagens

141
apropriadas para melhor conservação do produto e vida-de-prateleira do produto
industrializado.
Nos vários modelos matemáticos existentes que descrevem isotermas de
sorção de água em alimentos, nenhuma equação explica com precisão a gama de
Aw e para todos os tipos de alimentos. Labuza (1975) observou que nenhum
modelo de isoterma de sorção pode se ajustar a uma gama de dados de umidade
relativa, porque a água está associada com a matriz alimentar por diferentes
mecanismos em diferentes regiões. Segundo Leung (1986), as equações que
definem as isotermas de sorção são muito utilizadas para predizer as
propriedades de sorção da água em alimentos, embora forneçam pouca
informação sobre as interações entre a água e os componentes presentes a nível
molecular.
Na literatura, existem inúmeros modelos disponíveis para descrever as
isotermas de sorção e podem ser divididos nas seguintes categorias: (i) modelos
cinéticos baseados na monocamada (modelo Langmuir); (ii) modelos cinéticos
baseados em multicamadas e filme condensado (modelo BET) e (iii) modelo de
GAB, que é uma correção do modelo de BET.
5.2. Materiais e Métodos
5.2.1. Matéria-prima
Maracujás azedos (Passiflora edulcis), maduros com 80% da casca
amarela, foram higienizados em água clorada, enxaguados e abertos
manualmente. Em seguida foi realizado o despolpamento em despolpadeira de
facas, modelo MDP-450, marca MAX MACHINE, com peneira de 16 mesh para
obtenção do suco, sendo este, para sua conservação, armazenado congelado em
sacos de polietileno (25x 38 x 0,05), em frações de 500 mL a -18°C até o seu
preparo para a secagem. Para a produção da farinha, a casca foi tratada segundo
Matsuura et al., 2005, seca em estufa Marconi MA 035, com circulação de ar

142
forçada a 80°C por 14 horas. Em seguida o material foi triturado em
moinho Tecnal, modelo TE-631/2 até mesh<65, tamanho próximo ao da
maltodextrina 10DE, Mor-Rex®1910 fornecida pela empresa Corn Products Brasil.
5.2.2. Preparo da amostra
A polpa micro encapsulada foi produzida a partir da polpa congelada do
maracujá. As soluções foram preparadas utilizando como base a concentração de
12g de matodextrina/100g de polpa, de modo que se obtivesse a proporção e 1:1
de sólidos da fruta: maltodextrina. Nesta base foram realizadas substituições da
maltodextrina pela farinha da casca do maracujá (FCM), nas seguintes
proporções: 0,0%, 11,6% e 15,0%. As soluções contendo as diferentes
concentrações de FCM e a maltodextrina foram misturadas utilizando o
homogenizador (marca Ika Labortechnik, T25 basic) a 800rpm.
5.2.3. Secagem
A mistura foi seca em Mini Spray Dryer B191 (Buchi), a temperatura de
190°C, vazão de alimentação de 500 mL/h, a pressão de 4,5 bar, vazão do ar de
800 mL/min, com temperatura de saída variando entre 100-105°C. Uma amostra
do suco contendo 11,6%FCM p/p foi liofilizado sob as seguintes condições: vácuo
0,22 mbar, temperatura de liofilização -92°C a -35°C, por 44horas e secagem no
liofilizador -10°C, vácuo de 2,5 mbar, por 4horas (Modelo Christ, 2009) para efeito
de comparação. Os pós obtidos foram recolhidos e armazenados em recipientes
herméticos até sua utilização. Foi medida a temperatura de transição vitrea dos
pós em um calorímetro diferencial de varredura (Shimadzu TA60, Kyoto, Japão).
5.2.4. Isotermas de Sorção
Os teores de umidade de equilíbrio da amostra de polpa de maracujá
microencapsulada com diferentes concentrações de maltodextrina e farinha da

143
casca do maracujá, em diferentes condições de Aw foi determinada pelo método
gravimétrico (Jowitt et al., 1983) a 25, 35 e 45°C. Oito soluções saturadas de sais
(LiCl, CH3COOK, MgCl2, K2CO3, Mg(NO3)2, KI, NaCl e KCl) foram preparadas,
correspondendo a uma faixa de Aw de 0,102 a 0,850. Cada solução saturada foi
transferida para vasilhames com vedação, separados em quantidade suficiente
para ocupar um espaço de aproximadamente 1,5 cm de profundidade do fundo
deste. Amostras de 1g foram pesadas em triplicata em pequenos receptáculos de
plástico e colocadas sobre tripés nos vasilhames, os quais foram então vedados e
acondiocionados em câmara de temperatura controlada. O tempo requerido de
equilíbrio foi de 4 a 5 semanas, baseado na mudança do peso das amostras
expressa em base seca, quando a diferença não excedia 0,001g.g-1.
5.2.4. Modelos Matemáticos
Para ajuste das isotermas dos pós obtidos da secagem do suco de
maracujá com maltodextrina e farinha da casca do maracujá, mediante regressão
não-linear, foram testados os modelos matemáticos de BET (Brunauer et al.,
1938), GAB (Rizvi, 1986) e Oswin (Oswin, 1946), equações 5.1, 5.2 – 5.2.1 , 5.2.2
e 5.3 respectivamente, utilizando-se o programa Statistica versão 7.0.
⌊
⌋ Equação 5.1
Onde: aw é a atividade de água; Xm é o conteúdo de umidade (g de água/ g
de sólidos seco) correspondente a adsorvida na monocamada (BET); e C e K são
as constantes relacionadas ao efeito da temperatura.
A equação de BET (5.1) fornece uma estimativa do valor da monocamada
adsorvida na superfície. Tem sido útilna definição de um teor de umidade ótimo
para a secagem e estabilidade no armazenamento de alimentos, e na
estimativada área de superfície de um alimento.

144
O modelo de GAB (Guggenheim-Anderson-De Boer) possui três parâmetros
que tem significado físico, e é reconhecido como o mais versátil modelo de sorção
avaliado para alimentos. Ele é expresso matematicamente pela equação (5.2):
⁄ Equação 5.2
Onde Xeq é a umidade de equilíbrio (g de água/ g de sólidos seco); Xm é o
conteúdo de água na monocamada (g de água/ g de sólidos seco), aw é a
atividade de água, e C é a constante de Guggenheim, dada por:
Equação 5.2.1
Onde c’ é a constante da equação; hm é o calor total de sorção na primeira
camada (kJ.mol-1); hn é o calor total de sorção nas multicamadas (J.mol-1); R é a
constante universal dos gases (kJ.mol-1. K); T é a temperatura absoluta (K), e K é
a constante que corrige as propriedades das moléculas das multicamadas em
relação ao volume de líquido, e é dada por:
Equação 5.2.2
Onde k’ é a constante da equação; h1 é o calor de condensação da água
pura (kJ.mol-1).
O modelo de Oswin é empírico, sendo uma expansão da série de curvas
em forma de sigmoides e pode ser descrito na equação 5.3:
[
]
Equação 5.3
Onde Xeq é o conteúdo de umidade no equilíbrio (g de água/ g de sólidos
seco); A e B são constantes.

145
5.2.5. Propriedades Termodinâmicas
A energia livre da água de adsorção foi calculada utilizando a equação de
Gibbs:
Equação 5.4
Onde R é a constante universal dos gases (KJ/mol. K): T é a temperatura
de sorção (K), e aw é a atividade de água.
5.2.5.1. Diferencial de entalpia e diferencial de entropia de sorção
O Diferencial de entalpia (Δh) é utilizado com indicador do estado da água
no material biologico e representa a diferença entre o calor latente de adsorção e
o calor latente de condensação da água pura. (Rizvi, 1986). O diferencial de
entropia (Δs) representa a diferença da água adsorvida na parede do material
(Madamba et al., 1996). Este parâmetro pode ser usado para obter informações
com relação à racionalização da energia durante o processo de dissolução e
cristalização (Aviara et al., 2002). O diferencial de entalpia e entropia pode ser
obtido usando a equação de Clausius-Clapeyron:
⁄ ⁄ Equação 5.5
O Diferencial de entalpia de sorção (Δh) foi calculado utilizando a equação
(5.5), onde ln (aw) foi plotado versus 1/T para dado conteúdo de umidade,
determinando, assim, a inclinação da curva é igual a Δh/R. O diferencial de
entalpia (Δh) é usado para estimar o total de energia demandada durante a
secagem. O total de calor de sorção (ΔH) é a soma de “todos” o calor de sorção
isostérico e o calor de vaporização da água pura (ΔHvap, assumisse que é
constante com a temperatura e igual a 44,09 kJ.mol-1), de acordo com a equação
(5.6):

146
Equação 5.6
A energia livre de água de adsorção foi calculada usando a equação de
Gibbs (5.4). Onde R é a constante universal dos gases (kJ/mol. k); T é a
temperatura de sorção (K), e aw é a atividade de água.
A diferença molar de entropia de adsorção pode ser calculada pela equação
de Gibbs- Helmholtz, como usada por Beristain et al. (2002):
Equação 5.7
Onde s1 é a diferença molar de entropia da água adsorvida em todo
material (kJ/molK); S1 é a entropia molar da água pura em equilíbrio com o vapor
(kJ/molK).
5.3. Resultado e Discussão
A umidade inicial das amostras de microcápsulas de polpa de maracujá
com adição de maltodextrina e diferentes concentrações de FCM, obtidas por
Spray Dryer foi de 2,240 ±0,001% e Liofilizado foi de 2,756 ±0,003%. A TG inicial
(Figuras 5D a 5G no Anexo) das amostras ficou entre 177,30 a 188,41°C. Os pós
produzidos com adição da FCM em spray dryer demoraram mais para atingir o
intumescimento com relação à amostra com apenas maltodextrina. A coloração
dos pós se modificou com o aumento da Aw e também tenderam a um maior
escurecimento com a elevação da temperatura (Figuras 5A a 5C no Anexo).
Os resultados obtidos durante o experimento de obtenção das isotermas de
adsorção e seu comportamento podem ser observados na Tabela 5.1, que
descreve a umidade adsorvida pela amostra no ponto de equilíbrio do sistema nas
três temperaturas estudadas.

147
Tabela 5.1 – Umidade de equilíbrio (Xeq) a 25, 35 e 45°C, das amostras contendo maltodextrina e diferentes porcentagens de FCM obtidos por spray dryer e (*) liofilizado.
Temperatura aw 0FCM 11,6FCM 15FCM 11,6FCM
0,113 0,0445 0,0170 0,0397 0,0061
0,225 0,0781 0,0762 0,0754 0,0423
0,328 0,1085 0,1052 0,1025 0,0664
0,432 0,1050 0,0985 0,0989 0,0628
25°C 0,529 0,1293 0,1321 0,1218 0,0908
0,689 0,2335 0,2388 0,2209 0,1866
0,753 0,2949 0,2986 0,2855 0,2388
0,843 0,4692 0,5086 0,4250 0,4244
0,113 0,0202 0,0132 0,0161 0,0170
0,216 0,0552 0,0526 0,0577 0,0207
35°C 0,321 0,0575 0,0460 0,0601 0,0158
0,432 0,0702 0,0604 0,0716 0,0327
0,499 0,0940 0,0704 0,0959 0,0396
0,670 0,1932 0,1709 0,1992 0,1542
0,749 0,1541 0,1947 0,1563 0,1554
0,830 0,5114 0,4581 0,5195 0,4318
0,112 0,0157 0,0014 0,0172 0,0182
0,216 0,0642 0,0602 0,0708 0,0287
0,308 0,0429 0,0459 0,0519 0,0155
45°C 0,429 0,0596 0,0613 0,0651 0,0298
0,484 0,0828 0,0842 0,0896 0,0540
0,661 0,1689 0,1806 0,1559 0,1369
0,747 0,2239 0,2262 0,2064 0,1698
0,823 0,3307 0,3945 0,3528 0,2939
aw – valores das soluções salinas saturadas são ajustadas pela temperatura
As isotermas de sorção apresentaram um aumento de umidade de
equilíbrio com a crescente Aw, a temperatura constante. Tendências semelhantes
foram observadas para pós de acerola, açaí, maracujá, none, morangos e amora
(Righetto & Netto, 2005; Tonon et al., 2009 a, b, c, Catelam et al., 2011; Fabra et
al., 2011; Mosquera et al., 2012, Ferrari et al., 2012).

148
As Figuras 5.1, 5.2 e 5.3 representam a variação das isotermas descritas
pela variação da umidade pela Aw a 25, 35 e 45°C.
Figura 5.1. Isoterma de adsorção das microcápsulas de polpa de maracujá
com adição de maltodextrina e 0,0, 11,6 e15% FCM obtido por spray dryer e
11,6% FCM (*) liofilizado a 25°C.
Figura 5.2. Isoterma de adsorção das microcápsulas de polpa de maracujá
com adição de maltodextrina e 0;11,6 e15% FCM obtido por spray dryer e
11,6% FCM (*) liofilizado a 35°C.
0,000,050,100,150,200,250,300,350,400,450,500,55
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
Xeq
(b
ase s
eca)
Atividade de água (aw)
0%FCM 11,6%FCM 15%FCM 11,6%FM*
0,000,050,100,150,200,250,300,350,400,450,500,55
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
Xeq
(b
ase s
eca)
atividade de água (aw)
0%FCM 11,6%FCM 15%FCM 11,6%FCM*

149
Figura 5.3. Isoterma de adsorção das microcápsulas de polpa de maracujá
com adição de maltodextrina e 0;11,6 e15% FCM obtido por spray dryer e
11,6% FCM (*) liofilizado a 45°C.
A forma das isotermas é devido à combinação de efeitos coligativos,
capilares, interação da água de superfície, baixo peso molecular de carboidratos
(açúcares como glucose, arabinose, galactose, raminose, etc.), conteúdo proteíco
e outros fatores (Panchev et al., 2010).
A FCM adicionada nas amostras possui em torno de 5% de pectina
juntamente com o suco de maracujá que contém em torno de 0,5% pectina (Taco,
2011) podem ter contribuído para o comportamento da isoterma. O mesmo
comportamento foi observado por Bell e Labuza (2000), para isotermas de
pectinas, o que pode ser confirmado no trabalho feito por Panchev (2010), onde se
observou o mesmo comportamento para isotermas de pectinas de maçã, pectina
cítrica e pectina extraída de sementes de girassol. Da mesma forma, a pectina do
maracujá presente na amostra pode ter influenciado o comportamento de
adsorção de umidade na amostra.
As isotermas apresentaram redução de umidade com o aumento da
temperatura a uma mesma aw. As curvas também apesentaram uma inversão
acima da Aw de 0,4. Em ambientes com teores de UR acima de 50%, pode-se
constatar uma tendência na inversão de ordem das curvas. Resultados similares
0,000,050,100,150,200,250,300,350,400,450,500,55
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
Xeq
(b
ase s
eca)
atividade de água (aw)
0%FCM 11,6%FCM 15%FCM 11,6%FM*

150
também foram relatados por outros pesquisadores (Pérez Alonso et al., 2006;
Tsami et al., 1990; Abdelhaq e Labuza, 1987; Saravacos et al., 1986) e este
comportamento foi atribuído a um aumento na solubilização dos açúcares mais
simples. Além disto, para os biopolímeros, o processo não envolve apenas
adsorção, mas também mudanças estruturais na matriz do polímero devido ao
intumescimento. O fenômeno, que no início era fracamente adsortivo passa a ter
um crescente vetor absortivo e a solubilidade aumenta com a temperatura. A
conformação e a topologia da molécula, além dos sítios hidrofílicos/hidrofóbicos
adsorvidos na interface também são importantes (Pérez Alonso et al., 2006).
O ponto de inversão depende da composição do produto e da solubilidade
de seus açúcares, conforme pôde ser verificado em isotermas de adsorção de
outros produtos de baixo conteúdo de umidade. Segundo o trabalho de Abdelhaq
e Labuza (1987), uvas-passa apresentaram um ponto de inversão em aw= 0,55;
os figos em aw= 0,65; as ameixas em aw= 0,70 e para damascos, o produto com
o menor conteúdo de açúcares dentre as frutas secas estudadas, apresentou a
intersecção em aw de aproximadamente 0,75.
5.3.1. Ajuste das Isotermas por Modelos Matemáticos
O modelo de BET é baseado na suposição que a superfície é
energeticamente homogênea, que todo centro de adsorção é igual. Neste modelo
também não se leva em conta que a interação “horizontal” das moléculas incide
sobre as leis da adsorção e leva em conta apenas a interação “vertical” e as
interações perpendiculares a superfície. As forças horizontais entre as moléculas
adsorvidas dificilmente podem ser negligenciadas. Na conclusão da equação de
BET, também é postulado que o número de camadas absorventes é infinito
quando é alcançada a pressão de saturação do vapor de água.
Os cálculos das isotermas obtidas utilizando os modelos matemáticos de
BET, GAB e Oswin, estão descritos respectivamente nas Tabelas 5.2, 5.3 e 5.4.

151
Tabela 5.2 - Resultados dos cálculos da aplicação do Modelo matemático de BET.
Temperatura amostra Xm C k pvalor R2
25
0,0FCM 61,9369 0,0076 -0,0450 0,0194 0,9550
11,6FCM 71,6658 0,0055 0,0052 0,0270 0,9540
15,0FCM 51,7254 0,0100 -0,0558 0,0178 0,9625
11,6FCM* 62,6080 0,0070 0,0785 0,0392 0,9567
35
0,0FCM 95,1686 0,0041 0,0803 0,0613 0,8621
11,6FCM 89,9925 0,0045 0,1011 0,0545 0,9123
15,0FCM 96,9919 0,0040 0,0788 0,0612 0,8633
11,6FCM* 107,5178 0,0035 0,1691 0,0808 0,9062
45
0,0FCM 43,6321 0,0129 0,0176 0,0276 0,9695
11,6FCM 55,1441 0,0085 0,0590 0,0382 0,9578
15,0FCM 47,0731 0,0121 0,0018 0,0280 0,9446
11,6FCM* 45,4431 0,0124 0,1098 0,0462 0,9629
(*) Liofilizado
Tabela 5.3 – Resultados dos cálculos da aplicação do Modelo matemático de GAB.
Temperatura amostra Xm C K pvalor R2
25°C
0,0FCM 1,8045 0,1273 1,0770 0,0182 0,9932
11,6FCM 1,3032 0,1646 1,0765 0,0250 0,9954
15,0FCM 1,3805 0,1583 1,0487 0,0169 0,9920
11,6FCM* 0,2834 0,4277 1,0383 0,0360 0,9974
35°C
0,0FCM 7,9899 0,0210 1,1927 0,0464 0,9903
11,6FCM 0,7874 0,1582 1,1420 0,0455 0,9945
15,0FCM 8,4471 0,0204 1,1929 0,0465 0,9894
11,6FCM* 0,1331 0,4570 1,1265 0,0660 0,9896
45°C
0,0FCM 0,3081 0,4243 1,0072 0,0265 0,9913
11,6FCM 0,4317 0,3001 1,0807 0,0355 0,9929
15,0FCM 1,2527 0,1198 1,1271 0,0257 0,9918
11,6FCM* 0,0437 1,2082 1,0025 0,0434 0,9921
(*) Liofilizado

152
Tabela 5.4 - Resultados dos cálculos da aplicação do modelo matemático de Oswin.
Temperatura amostra A B pvalue R2
25°C 0,0FCM 0,1375 0,7150 0,0087 0,9925
11,6FCM 0,1307 0,7933 0,0122 0,9930
15,0FCM 0,1321 0,6874 0,0081 0,9935
11,6FCM* 0,0886 0,9256 0,0178 0,9966
35°C 0,0FCM 0,0671 1,2341 0,0256 0,9491
11,6FCM 0,0681 1,1747 0,0234 0,9826
15,0FCM 0,0696 1,2200 0,0257 0,9482
11,6FCM* 0,0400 1,4834 0,0343 0,9845
45°C 0,0FCM 0,0938 0,8172 0,0129 0,9918
11,6FCM 0,0907 0,9391 0,0176 0,9908
15,0FCM 0,0925 0,8408 0,0127 0,9851
11,6FCM* 0,0589 1,0411 0,0217 0,9920
(*) Liofilizado
O conteúdo de umidade na multicamada (Xm) apresentou valores próximos
a 25°C. Com o aumento da temperatura ocorreu à redução do valor de Xm, que
pode ser relacionado à menor adsorção de água na monocamada, apresentando
os menores valores a 45°C.
Pelos modelos de BET e GAB, o valor de C apresentou valores menores
que 1,0 e variação com a temperatura, obtendo os maiores valores a 45°C. O
comportamento desta constante pode ser atribuído ao aumento da energia de
ligação da primeira camada adsorvida em função do aumento de temperatura. A
constante C das amostras a 25°C e 35°C não apresentaram uma tendência clara
de comportamento de acordo com os modelos de BET e GAB.
A constante K apresentou valores negativos nas amostras de 0,0%FMC e
15,0%FCM a 25°C de acordo com o modelo de BET. No modelo de GAB, os
valores de K foram próximos a 1,0, que demonstra que a multicamada tem
propriedades próximas a da água pura. Os valores desta constante não
apresentaram correlação com a alteração de temperatura.

153
5.3.2. Diferencial de Entalpia e Entropia
O diferencial de entalpia de adsorção das microcápsulas foi calculado pela
aplicação da equação de Clausius-Clapeyron (Eq. 5.5). A Figura 5.4 mostra o
resultado, onde o diferencial de entalpia de adsorção foi plotado pelo conteúdo de
umidade no equilíbrio às temperaturas de 25°C, 35°C e 45°C. Como mostrado na
Figura 5.4, o diferencial de entalpia tem uma forte dependência com a umidade de
equilíbrio, possuindo maior valor a baixo teor de umidade e decréscimo com o
aumento da umidade de equilíbrio.
Figura 5.4. Diferencial de entalpia de adsorção das microcápsulas preparadas
com maltodextrina e FCM por spray dryer e (*) liofilizador em função da
umidade de equilíbrio.
Pela Figura 5.4, pode-se notar que o diferencial de entalpia aumenta
exponencialmente, sendo seu máximo a umidade próxima a 0,10 kgH2O/ kg de
sólidos. Mas com o aumento do conteúdo de umidade, decresce gradualmente em
magnitude e ocorre uma pequena elevação à umidade maior que 0,40 kgH2O/ kg
de sólidos.
0
500
1000
1500
2000
2500
3000
3500
4000
0,00 0,10 0,20 0,30 0,40 0,50 0,60
∆H
dif (
kJ.m
ol-1
)
Umidade (kg de água.kgds-1)
0%FCM
11,6%FCM
15%FCM
11,6%FCM*

154
Como o conteúdo de água no sistema aumentou, as moléculas de água
penetraram em toda a matriz do material e ocuparam todos os sítios ativos. A
penetração das moléculas de água em toda matriz do material iniciou o inchaço.
Como o comportamento foi o mesmo para as amostras de 0,0%, 11,6% e
15,0%FCM obtidas em spray dryer, à presença da maltodextrina e sua interação
com a FCM que possui fibras não modificou a adsorção de água na matriz das
amostras. A amostra de 11,6%FCM liofilizada apresentou uma adsorção maior
nos sítios ativo em uma umidade menor que as demais amostras.
O aumento do ΔHdif corresponde a um processo endotérmico que pode ser
associado com o inchaço dos polímeros e das fibras presentes na matriz
polimérica que expôs novos sítios ativos, onde novas moléculas de água podem
ser adsorvidas por processo exotérmico que compensa o calor endotérmico. A
queda da entalpia pode ser relacionada à dissolução dos açúcares presentes na
matriz em maiores conteúdos de umidade (na amostra umidade >0,20 kg de H2O/
kg de peso seco), o mesmo comportamento foi observado por Beristain, Garcia &
Azuara, (1996) em frutas secas como damascos e figos.
A Figura 5.5 mostra o diferencial de entropia em função do conteúdo de
umidade a 25°C, 35°C e 45°C. O diferencial de entropia tem um mínimo a 0,2 kg
de H2O/ kg de peso seco. As amostras mostraram redução do diferencial de
entropia com o aumento da umidade de equilíbrio. O mesmo comportamento foi
observado em maças e óleo de laranja encapsulado com goma de algaroba
(Nunes & Rotstein, 1991; Beristain et al. 2002).
Este parâmetro não significa ordem ou desordem total do sistema. O
diferencial de entropia representa a soma algébrica da integral da entropia em
uma determinada hidratação, além do nível de mudanças na ordem ou desordem
após novas moléculas de água ser absorvida pelo sistema em um nível de
hidratação.
À medida que as microcapsulas da polpa de maracujá com maltodextrina e
FCM adsorve umidade a entropia diminuiu até um ponto mínimo, que é
considerado como o de estabilidade máxima, pois neste ponto as moléculas de
água atingem um arranjo mais ordenado dentro do sólido.

155
Figura 5.5. Diferencial de entropia de adsorção das microcápsulas preparadas
com maltodextrina e FCM por spray dryer e (*) liofilizador em função da
umidade de equilíbrio.
A redução da entropia ocorre em dois pontos, na umidade menor do que
0,1kg de H2O/ kg de peso seco e na umidade próxima a 0,2 kg de H2O/ kg de peso
seco. Todas as amostras apresentaram o mesmo comportamento nas três
temperaturas. Assim há dois pontos de maior estabilidade da amostra. No entanto
apresenta maior ponto de instabilidade em baixo teor de umidade. O mínimo de
entropia pode ser interpretado como o conteúdo de umidade na monocamada
(Nunes & Rotstein, 1991). Este valor mínimo é esperado que surja quando ocorre
uma forte ligação entre o adsorvente e adsorvido, e portanto, onde há menos água
disponível para as reações de deterioração.
As amostras também se apresentam estáveis em umidade maiores que 0,4
kg de H2O/ kg de peso seco. Isto ocorre devido aos sítios ativos já estarem todos
ligados, a amostra não apresenta grande variação na adsorção de água,
mantendo-se mais estável. No entanto, a este teor de umidade, a amostra se
encontra colapsada e/ou exsudando água.
A Figura 5.6 relaciona a entalpia diferencial (Δh) em função da entropia
(ΔS) para as microcápsulas de polpa de maracujá. Pode-se obter a energia livre
0
2
4
6
8
10
12
14
16
18
20
22
0,0 0,1 0,2 0,3 0,4 0,5 0,6
∆S
dif(k
J.m
ol-
1.K
)
Umidade (kg de water.kgds-1)
0%FCM
11,6%FCM
15%FCM
11,6%FCM*

156
pela equação 5.7. Pelos valores calculados pela equação, a adsorção da umidade
pelas microcápsulas foi espontânea (ΔG< 0).
Figura 5.6. Diferencial de entalpia em função do diferencial de entropia das
microcápsulas preparadas com maltodextrina e FCM por spray dryer e (*)
liofilizador em função temperatura.
Pelo gráfico da entalpia em função da entropia da Figura 5.6, pode-se
observar o comportamento da energia livre do sistema. Observa-se que a energia
liberada é absorvida havendo uma compensação no sistema. Os pontos de
menores valores de entropia ocorrem em: 19,3011 kJ.mol-1.k a 25°C, 19,2633
kJ.mol-1.k a 35°C e 19,4405 kJ.mol-1.k a 45°C. Inicialmente a entalpia foi menor
para temperatura de 25°C para um mesmo valor de entropia à temperatura de 35
e 45°C.
No gráfico se observam 3 pontos de menor valor de entalpia às três
temperaturas. No entanto o ponto de maior estabilidade ocorre nos seguintes
valores de entropia: 3,4216 kJ.mol-1.k a 25°C, 3,4314 kJ.mol-1.k a 35°C e 3,5600
kJ.mol-1.k a 45°C.
0
500
1000
1500
2000
2500
3000
3500
4000
0 2 4 6 8 10 12 14 16 18 20 22
∆h
dif (
kJ.m
ol-
1)
∆Sdif(kJ.mol-1.K)
25°C
35°C
45°C

157
5.4. Conclusões
Devido à presença de pectina proveniente da polpa do maracujá e da
farinha de sua casca as isotermas apresentaram um comportamento senoidal, que
não é observado em amidos e seus derivados, como a maltodextrina. O pó seco
pelo método de liofilização não apresentou comportamento diferente do pó seco
por atomização em Spray Dryer, na mesma umidade.
A equação do modelo matemático de GAB foi a que melhor se adaptou ao
comportamento das isotermas, tanto das produzidas em spray dryer quanto da
liofilizada, nas diferentes concentrações de FCM e maltodextrina.
O valor mínimo de entropia é um indicativo das condições mais apropriadas
de armazenamento deste pó. Pelos resultados apresentados nas isotermas das
amostras, este ponto é próximo a aw de 0,2 para o intervalo de temperatura de 25
a 45°C.
A alta concentração de sólidos da polpa de maracujá, rica em açúcares de
baixo peso molecular associada a sua acidez, contribuiu para a alta
higroscopicidade do pó. No entanto, a presença das fibras da FCM contribuiu para
retardar o tempo de entumescimento das amostras.
Os pós produzidos com as duas diferentes concentrações FCM não
apresentaram diferença no comportamento das isotermas em comparação ao pó
produzido apenas com maltodextrina. Assim a maltodextrina pode ser substituída
pela FCM sem perdas na conservação do produto. Ainda assim, para aumentar
sua durabilidade e manter as características do pó, este deve ser armazenado em
baixas temperaturas e em embalagens não permeáveis a umidade.

158
5.5. Referências Bibliográficas
ABDELHAQ, E. H.; LABUZA, T. P. (1987). Air drying characteristics of apricots.
Journal of Food Science, v. 52, n.2, p. 342 – 345, 360.
AGRIANUAL (2003): anuário da agricultura brasileira. São Paulo: FNP.
AL-MUHTASEB, A. H.; MCMINN, W. A. M.; MAGGE, T. R. A. (2004). Water
sorption isotherms of starch powders. Part 1: Mathematical description of
experimental data. Journal of Food Engineering, v. 61, p. 297 – 307, 2004.
ALVES, R.M.V., BORDIM, M.R.; GARCIA, E.E.C. (1996). Aplicação de um modelo
matemático na estimativa da vida-de-prateleira de biscoitos “cream craker”.
Coletânea do ITAL, Campinas, v.26, n.1, p.89-101.
AVIARA N.A., AJIBOLA, O.O., DAIRO, U.O., (2002). Thermodynamics of moisture
sorption in sesame seed. Biosystems Engineering 83 (4), 423–431.
BASU, S.; SHIVHARE, U. S.; MUJUMDAR, A. S.(2006). Models for sorption
Isotherms for foods: a review. Drying Technology, v. 24, n. 8, p. 917-930.
BELL, L. N., & LABUZA, T. P..(2000). Moisture sorption. Practical aspect of
isotherm measurement and use. St. Paul, USA: American Association of Cereal
Chemists, Inc.
BERISTAIN, C. I., GARCIA, H. S. & , AZUARA, E. (1996). Enthalpy-entropy
compensation in food vapor adsorption. Journal of Food Engineering. 30, p. 405-
415.

159
BERISTAIN, C. I., AZUARA, E., & VERNON-CARTER, E. J. (2002). Effect of water
activity on the stability to oxidation of spray-dried encapsulated orange peel oil
using mesquite gum (Prosopis juliflora) as wall material. Journal of Food
Science, 67, 206–211.
BRUNAUER, S., EMMETT, P. H., TELLER, E. (1938) Adsorption of Gases in
Multilayers. Journal of American Oil Chemist’s Society, v. 60, p.309.
CATELAM, K. T., FÁVARO-TRINDADE, C. S., ROMERO, J. T.. (2011). Water
adsorption isotherms and esoteric sorption heat of spray-dried and freeze-dried
dehydrated passion fruit with additives and skimmed Milk. Ciênc. Agrotec, v. 35,
n. 6, p. 1196-1203.
CORRÊA, P.C.; MOURE, J. (2000) Higroscopicidad y propiedades térmicas de
semillas de sorgo. Alimetancion Equipos y.
FABRA, M. J, MÁRQUEZ, E, CASTRO, D., CHIRALT, A. (2011). Effect of
maltodextrins in the water-content-water activity-glass transition relationships of
noni (Morinda citrifolia L.) pulp powder. Journal of Food Engineering, v. 103, p.
47-51.
FERRARI, C.C.; GERMER, S.P.M.; ALVIM, I.D.; VISSOTTO, F.Z.; AGUIRRE, J.M.
(2012). Influence of carrier agents on the physicochemical properties of blackberry
powder produced by spray drying. International Journal of Food Science &
Technology., v.47, n.6, p.1237-1245.
JOWITT, R. et al., (1983) Phsysical properties of foods. London: Applied Science.
LABUZA, T. P., (1975). Interpretation of sorption data in relation to the state of
constituent water. Water Relations in Food. Duckworth, R. (ed) (academic Press,
New York, USA),pp 155-172.

160
LEUNG, H. K. (1986). Water activity and other colligative properties of foods. In:
Physical and chemical properties of food. M. R. Okos (ed.), ASAE, St. Joseph,
Michigan, p. 138 – 185.
MADAMBA, P.S., DRISCOLL, R.H., BUCKLE, K.A., (1996). Enthalpy–entropy
compensation models for sorption and browning of garlic. Journal of Food
Engineering 28, 109–119.
MARQUES, L. G.; FERREIRA, M. C.; FREIRE, J.T.(2007).Freeze-drying acerola
(Malpighiaglabra L.). Chemical Engineering and Processing, v. 46, n. 5, p. 451-
457.
MASTERS, K. (1991). Spray drying handbook. 5th ed. New York: Longman
Scientific & Technical.
MEDINA, J. C. Subprodutos. In: MEDINA, J. C. et al. (1980). Maracujá: da cultura
ao processamento e comercialização. Campinas: ITAL. p.145-148 (Série frutas
tropicais, 9).
MOSQUERA, L. H., MORAGA, G., MARTÍNEZ-NAVARRETE, N. (2012). Critical
water activity and critical water content of freeze-dried strawberry powder as
affected by maltodextrin and arabic gum. Food Research International, v. 47,
p.201-206.
NUNES, R. V.,& ROTSTEIN, E.(1991). Thermodynamics of the water-foodstuff
equilibrium. Drying Technol. 9, 113-117.
OSWIN, C. R., (1946), The kinetics of package life III. The Isotherm, J Chem
Indust, 65: 419–421.

161
OU, S., KWOK, K. C., LI, Y, & FU, L. (2001). In vitro study of possible role of
dietary fibre in lowering postprandial serum glucose. Journal of Agricultural Food
Chemistry, 49, 1026–1029.
PANCHEV, I. N., SLAVOV, A., NIKOLOVA, Kr., KOVACHEVA, D..(2010). On the
water-sorption properties of pectin. Food Hydrocolloids. 24, p. 763-769.
PÉREZ-ALONSO, C.; BERISTAIN, C. I.; LOBATO-CALLEROS, C.;
RODRÍGUEZHUEZO, M. E.; VERNON-CARTER, E. J. (2006).Thermodynamic
analysis of the sorption isotherms of pure and blended carbohydrate polymers.
Journal of Food Engineering, v. 77, n. 4, p. 753-760.
RIGHETTO, A. M., NETTO, F. M..(2005). Effect of encapsulating materials on
water sorption, glass transition and stability of juice from immature acerola.
International Journal of Food Properties, v. 8, p. 337-346, 2005.
RIZVI, S. S. H., (1986). Thermodynamic properties of foods in dehydration,
Engineering Properties of Foods, Rao, M. A. and Rizvi, S. S. H. (Marcel Dekker
Inc, New York, USA), pp 223–309.
ROSEMBERG, M., KOPELMAN, I.J., TALMON, Y., (1990). Factors affecting
retention in spray-drying microencapsulation of volatile materials. Journal of
Agricultural and Food Chemistry. 38, 1288-1294.
SARAVACOS, G. D., TSIOURVAS, D. A.; TSAMI, E. (1986). Effect of temperature
on the water adsorption isotherm of Sultana raisins. Journal of Food Science, v.
512, p. 381 – 383; 387.
SHAHIDI, F., HAN, X.Q.,(1993). Encapsulation of food ingredients. Critical
Reviews in Food Science and Nutrition. 33, 501-547.

162
TACO, (2011) Tabela brasileira de composição de alimentos / NEPA – UNICAMP. - 4. ed. rev. e ampl. -- Campinas: NEPAUNICAMP, 161 p.
THEBAUDIN, J. Y. et al. (1997).Dietary fibers: nutritional and technological
interest. Trends in Food Science & Technology, v. 8, n. 2, p. 41-48.
TONON, R. V.(2009). Secagem por atomização do suco de açaí: influência das
variáveis de processo, qualidade e estabilidade do produto. 242p. Tese
(Doutorado em Engenharia de Alimentos) – Faculdade de Engenharia de
Alimentos, Universidade Estadual de Campinas, Campinas.
TONON, R. V., BRABET, C., HUBINGER, M. D..(2009). Influência da temperatura
do ar de secagem e da concentração de agente carreador sobre as propriedades
físico-químicas do suco de açaí em pó. Ciência e Tecnologia de Alimentos.
29(2), p. 444-450.
TONON, R. V., FREITAS, S. S., HUBINGER, M. D. (2010). Spray drying of açai
(Euterpe Oleraceae mart.) juice: effect of inlet air temperature and type of carrier
agent. Journal of Food Processing and Preservation. 35. p. 691-700.
TRUONG, V.; BHANDARI, B. R.; HOMES, T..(2005). Optimization of co-current
spray drying process of sugar-rich foods. Part I – Moisture and glass transition
temperature profile during drying. Journal of Food Engineering, 71(1), 55-65.
TSAMI, E.; MARINOS-KOURIS, D.; MAROULIS, Z.B. (1990). Water sorption
isotherms of raisins, currants, figs, prunes and apricots. Journal of Food Science,
v.55, n.6, p.1594 – 1597.
VOS, p., FAAS, M., SPASOJEVIC, M., SIKKEMA, J.,(2010). Encapsulation for
preservation of functionality and targeted delivery of bioactive food componentes.
International Dairy Journal 20, 292-302.

163
CONCLUSÕES GERAIS
A farinha da casca do maracujá é uma forma de aproveitamento do resíduo
do maracujá que possui ótimas características tecnológicas e nutricionais que
devem ser exploradas. Pelo tratamento utilizado para a redução dos compostos
cianogênicos presentes na casca e as etapas de secagem e moagem, a farinha
obtida apresentou alta absorção de água, baixo tempo de dissolução, alta
temperatura de transição vítrea e distribuição de partículas uniforme.
A farinha possui características requeridas para substâncias utilizadas
como coadjuvantes de secagem, podendo ser utilizada na substituição parcial de
alguma goma ou amido normalmente utilizado neste tipo de processo. Além disso,
devido à presença de grande quantidade de fibras, sua utilização contribui para o
aumento nutricional do produto final.
A adição da farinha da casca de maracujá em substituição a maltodextrina
causa um grande aumento da viscosidade na polpa, o que dificulta o escoamento
do produto e pode interferir no processo de secagem, principalmente por spray
dryer, que leva ao gotejamento e/ou a não formação de gotículas e, com isto,
perdas na câmara de secagem e produtos de alta umidade e baixa qualidade.
Assim, deve se estabelecer um limite a ser utilizado, que depende do método de
secagem e equipamento empregado.
Com o uso do delineamento estatístico foi possível otimizar o processo de
secagem por atomização no equipamento piloto. As variáveis estudadas:
concentração da farinha da casca de maracujá como coadjuvante de secagem,
temperatura do ar e a vazão volumétrica da mistura, tiveram influencia significativa
nas respostas estudadas. A farinha causou elevação da densidade aparente,
conservação do teor de ácido ascórbico, aumento do rendimento, e a redução da
higroscopicidade dos pós obtidos em atomizador.
Os pós produzidos com adição da farinha da casca do maracujá
apresentaram higroscopicidade próxima a do pó produzido apenas com
maltodextrina. No entanto, estes pós demoram um tempo maior para entrar em
equilíbrio quando comparado à amostra contendo apenas maltodextrina na análise

164
de isotermas de adsorção, principalmente nas maiores Aw (0,7-0,8). Isto
demonstra que a farinha contribuiu para a maior conservação e estabilidade da
polpa do maracujá em pó.
As condições críticas de estocagem dos pós (acima das quais a polpa de
maracujá se torna “pegajosa” e susceptível a várias alterações indesejáveis) foram
determinadas com base nas isotermas de adsorção. A entalpia do sistema variou,
sendo alta à baixa umidade e decaíndo com o aumento da mesma. A entropia
apresentou o ponto de maior estabilidade à umidade próxima a 0,2 kg de H2O/ kg
de peso seco, porém, acima deste valor a amostra absorve água
espontaneamente. Estes resultados demonstram que a farinha contribuiu para a
maior conservação e estabilidade da polpa do maracujá em pó, mas ao longo da
estocagem terá o mesmo comportamento da polpa contendo apenas
maltodextrina.
A utilização da farinha da casca de maracujá como coadjuvante de
secagem em substituição parcial da maltodextrina é viável, podendo ser
considerada uma boa forma de aproveitamento da casca da fruta, pois melhora as
características físicas, químicas e nutricionais do pó obtido pelo processo de
atomização.

165
REFERÊNCIAS BIBLIOGRÁFICAS
ANSELMO, G. C. S. et al. Determinação da higroscopicidade do cajá em pó por
meio da secagem por atomização. Revista de Biologia e Ciências da Terra, v. 6,
n. 2, p. 58-65, 2006.
BRENNAN, I. G.. HERMA, J.. JOWIN, R.. A SI& of some of the Fanon Aliming the
Spray Drying of Conmtraled h g e Juice, on a Laboratory Scale, J. FdTechnol.. 6
pp. 295-307. 1971.
CÓRDOVA, K. R. V. et al. Características Físico-Químicas da Casca do Maracujá
Amarelo (Passiflora edulis Flavicarpa Degener) Obtida por Secagem. Boletim do
Centro de Pesquisa de Processamento de Alimentos, v. 23, n. 2, p. 221-230,
2005.
DE-OLIVERA, M.A.; MAIA, G.A.; DE-FIGUEIREDO, R.W.; DE-SOUZA, A.C.R.;
DE-BRITOO, E.S.; DE-AZEREDO, H.M.C. Addition of cashew tree gum to
maltodextrin-based carriers for spray drying of cashew apple juice. International
Journal of Food Science and Technology 2009, 44(3), 641–645.
DOLINSKY, A.; MALETSKAYA, K.; SNEZHKIN, Y. Fruit and vegetable powders
production technology on the bases of spray and convective drying methods.
Drying Technology 2000, 18(3), 747–758.
ENDRESS, H.U. AND FISCHER, J., Fibers and fiber blends for individual needs: A
physiological and technological approach, in Advanced Dietary Fiber Technology,
McCleary and Prosky, Eds., Blackwell Science, Oxford, U.K., 2001, Chapter 26.
FIGUEROLA, F. et al., Fiber concentrates from apple pomace and citrus peels as
potential fiber source for food enrichment, Food Chem., 91, 395, 2005.

166
FISCHER, J., (2001) Improved fruit fibers for modern food processing, Food
Ingredients Anal., May/June 29.
GONDIM, J. A. M. et al.(2005) Composição centesimal e de minerais em cascas
de frutas. Ciência e Tecnologia de Alimentos, v. 25, n. 4, p. 825-827.
GUERTZENSTEIN SMJ. (1998). Uso da casca de maracujá (Passiflora edulis f.
flavicarpa, Deg) cv. amarelo com fonte de fibra solúvel na alimentação de ratos
diabéticos. Rio de Janeiro, 116p. Dissertação de Mestrado – Mestrado em
Nutrição, Universidade Federal do Rio de Janeiro.
IAC (Instituto Agronômico de Campinas). Available at:
www.iac.sp.gov.br/UniPesquisa/Fruta/Frutiferas/Maracuja.asp (accessed
16.10.11).
OLIVEIRA, L.F, NASCIMENTO, M.R. F, BORGES, S.V, RIBEIRO, P.C. N,
RUBACK, V.R. (2002). Aproveitamento alternativo da casca do maracujá amarelo
(Passiflora edulis F. Flavicarpa) para produção de doce em calda. Cien Tecnol
Aliment 22: 259-262.
ROOS, Y & KAREL, M. (1991). Water and Molecular Weight Effects on Glass
Transitions in Amorphous Carbohydrates and Carbohydrate Solutions. J. Food
Sci. pp. 1676-1681.
SCHWEIZER TF, WURSCH, P..(1991) The physiological and nutritional
importance of dietary fiber. Experientia 47: 181-186.
SENOURSI. A,. DUMOULIN. E. D. AND BERK, Z..(1995) Rentention of Diaceryl in
Milk during Spray-Dqing and Storagc, J. Food Sci., 60 (5) pp. 894- 905.
SILVA, R.; PIRES, E. A.; FILHO, A. R. D. M.; SANTOS, J. A. B. D. (2014) Análise
prospectiva do uso de spray drying na obtenção de desidratados de frutas

167
tropicais. Cadernos de Prospecção - ISSN 1983-1358, 2317-0026 (online), vol.7,
n.2, p.187-197.
TURANO, W, LOUZADA, S. R. N., DEREVI, S. C. N, MENDEZ, M. H. M.(2002).
Estimativa de consumo diário de fibra alimentar na população adulta, em regiões
metropolitanas do Brasil. Nutr Bras 3: 130-135.
WOO, M.W.; DAUD, W.R.W.; TASIRIN, S.M.; TALIB, M.Z.M.(2008) Effect of wall
surface properties at different drying kinetics on the deposition problem in spray
drying. Drying Technology, 26(1), 15–26.
YAPO, B. D, KOFFI, K. L. K. (2006). Yellow passion fruit rind a potential source of
low-methoxylpectin. J Agric Food Chem 54: 2738-2744.

168

169
ANEXOS
Capítulo 4
GRÁFICOS DO COMPORTAMENTO DA VISCOSIDADE
As Figuras 4.A a 4.D representam as curvas de viscosidade aparente
versus taxa de deformação, para a polpa de maracujá com maltodextrina e
diferentes concentrações de Farinha de casca de maracujá nas temperaturas de
25, 40, 60 e 80°C.
Figura 4.A. Comportamento da viscosidade aparente da mistura da polpa de
maracujá com diferentes concentrações de FCM e maltodextrina, em função
da taxa de deformação a 25°C.
0
50
100
150
200
250
300
350
400
450
500
0 20 40 60 80 100 120 140
Vis
cosi
dad
e a
par
en
te (
Pa.
s)
Taxa de deformação (s-1)
0 % FCM
3,33% FCM
7,5% FCM
11,6% FCM
15% FCM

170
Figura 4.B. Comportamento da viscosidade aparente da mistura da polpa de
maracujá com diferentes concentrações de FCM e maltodextrina, em função
da taxa de deformação a 40°C.
Figura 4.C. Comportamento da viscosidade aparente da mistura da polpa de
maracujá com diferentes concentrações de FCM e maltodextrina, em função
da taxa de deformação a 60°C.
0
50
100
150
200
250
300
350
400
450
500
0 20 40 60 80 100 120 140
Vis
cosi
dad
e a
par
en
te (
Pa.
s)
Taxa de deformação (s-1)
0 % FCM
3,33% FCM
7,5% FCM
11,6% FCM
15% FCM
0
50
100
150
200
250
300
350
400
450
500
0 20 40 60 80 100 120 140
Vis
cosi
dad
e a
par
en
te (
Pa.
s)
Taxa de deformação (s-1)
0 % FCM
3,33% FCM
7,5% FCM
11,6% FCM
15% FCM

171
Figura 4.D. Comportamento da viscosidade aparente da mistura da polpa de
maracujá com diferentes concentrações de FCM e maltodextrina, em função
da taxa de deformação a 80°C.
Nas quatro temperaturas a viscosidade aparente de todas as amostras
diminuiu com o aumento da taxa de deformação, sendo que acima de 60 s-1, a
viscosidade das amostras foi praticamente constante. Além disso, houve aumento
da viscosidade aparente com o a concentração da FCM.
0
50
100
150
200
250
300
350
400
450
500
0 20 40 60 80 100 120 140
Vis
cosi
dad
e a
par
en
te (
Pa.
s)
Taxa de deformação (s-1)
0 % FCM
3,33% FCM
7,5% FCM
11,66% FCM
15% FCM

172
ANOVAS DA ANÁLISE ESTATÍSTICA
Tabela A - Análise de variância (ANOVA) do modelo ajustado para a densidade aparente.
SQ GL MQ Fcalculado Ftabelado
Regressão 5718,71 2 2859,355 6,89 4,74
Resíduo 2903,49 7 414,784
Falta de
Ajuste 2031,15 5 406,23 6,88 19,30
Erro Puro 118,00 2 59,0
Total 10771,35 16
*Valores tabelados de F a p ≤0,05. SQ = soma quadrática, GL = grau de liberdade, MQ = média quadrática
Tabela B - Análise de variância (ANOVA) do modelo ajustado para o rendimento.
SQ GL MQ Fcalculado Ftabelado
Regressão 132,713 3 44,2376 16,15 8,94
Resíduo 16,4343 6 2,7390
Falta de
Ajuste 7,0786 5 1,4157 1,77 19,30
Erro Puro 1,5973 2 0,7986
Total 157,8232 16
*Valores tabelados de F a p ≤0,05. SQ = soma quadrática, GL = grau de liberdade, MQ = média quadrática
Tabela C - Análise de variância (ANOVA) do modelo ajustado para a umidade.
SQ GL MQ Fcalculado Ftabelado
Regressão 5,3313 5 1,0662 15,61 6,26
Resíduo 0,2735 4 0,0683
Falta de
Ajuste 0,5923 5 0,1184 11,27 19,30
Erro Puro 0,0210 2 0,0105
Total 5,6048 16
*Valores tabelados de F a p ≤0,05. SQ = soma quadrática, GL = grau de liberdade, MQ = média quadrática

173
Tabela D - Análise de variância (ANOVA) do modelo ajustado para teor de ácido ascórbico.
SQ GL MQ Fcalculado Ftabelado
Regressão 7702,55 8 962,81 31,57 238,88
Resíduo 30,4900 1 30,49
Falta de
Ajuste 2351,58 5 470,31 46,38 19,30
Erro Puro 20,2900 2 10,14
Total 10104,91 16
*Valores tabelados de F a p ≤0,05. SQ = soma quadrática, GL = grau de liberdade, MQ = média quadrática
Tabela E - Análise de variância (ANOVA) do modelo ajustado tempo de dissolução.
SQ GL MQ Fcalculado Ftabelado
Regressão 10,2091 4 2,5522 24,54 5,19
Resíduo 0,5201 5 0,1040
Falta de
Ajuste 2,4021 5 0,4804 4,66 19,30
Erro Puro 0,2060 2 0,103
Total 12,3269 16
*Valores tabelados de F a p ≤0,05. SQ = soma quadrática, GL = grau de liberdade, MQ = média quadrática
Tabela F - Análise de variância (ANOVA) do modelo ajustado para higroscopicidade.
SQ GL MQ Fcalculado Ftabelado
Regressão 2,6801 5 0,5360 8,72 6,26
Resíduo 0,2458 4 0,0614
Falta de
Ajuste 1,1356 5 0,2271 12,01 19,30
Erro Puro 0,0379 2 0,0189
Total 4,2182 16
*Valores tabelados de F a p ≤0,05. SQ = soma quadrática, GL = grau de liberdade, MQ = média quadrática
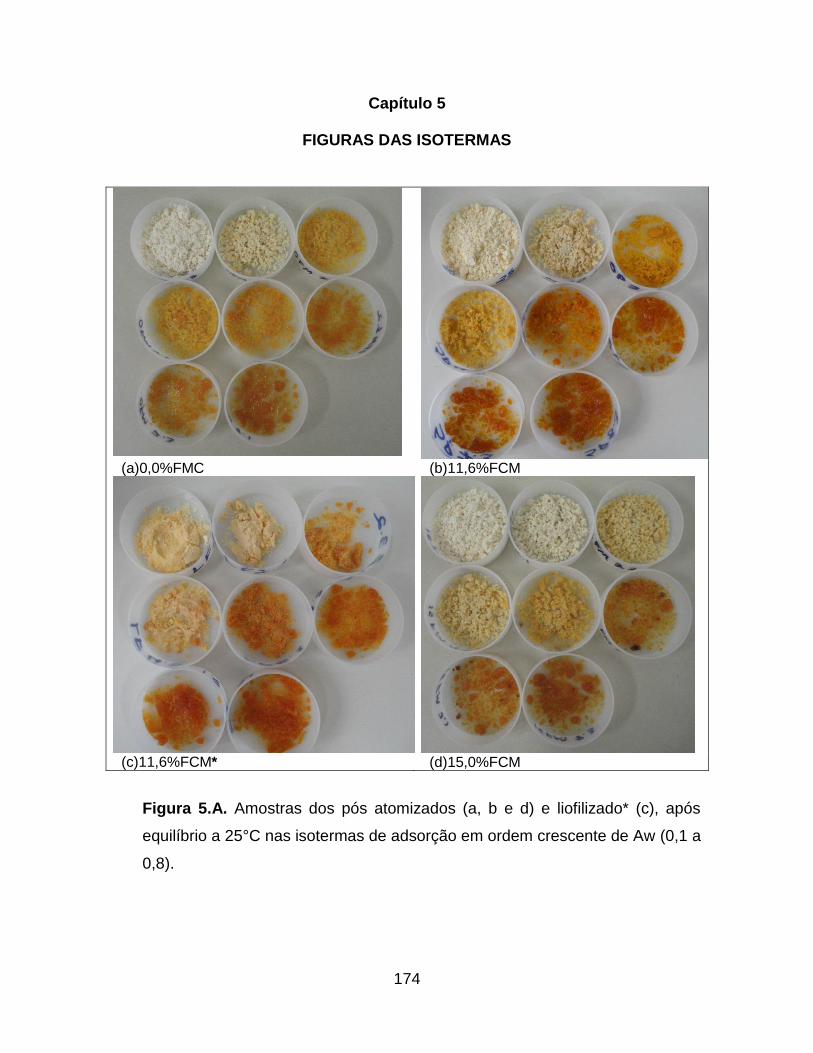
174
Capítulo 5
FIGURAS DAS ISOTERMAS
(a)0,0%FMC (b)11,6%FCM
(c)11,6%FCM* (d)15,0%FCM
Figura 5.A. Amostras dos pós atomizados (a, b e d) e liofilizado* (c), após
equilíbrio a 25°C nas isotermas de adsorção em ordem crescente de Aw (0,1 a
0,8).

175
(a) 0%FCM (b) 11,6%FCM
(c) 11,6%FCM* (d) 15%FMSP
Figura 5.B. Amostras dos pós atomizados (a, b e d) e liofilizado* (c), após
equilíbrio a 35°C nas isotermas de adsorção em ordem crescente de Aw (0,1 a
0,8).

176
(a) 0%FCM (b) 11,6%FCM
(c) 11,6%FCM* (d) 15%FCM
Figura 5.C. Amostras dos pós atomizados (a, b e d) e liofilizado* (c), após
equilíbrio a 35°C nas isotermas de adsorção em ordem crescente de Aw (0,1 a
0,8).

177
GRÁFICOS DA DETERMINAÇÃO DA TRANSIÇÃO VÍTREA
Figura 5.D. Gráfico da determinação da TG da amostra em pó da polpa de
maracujá com 0,0 %FCM atomizada por DSC.
Figura 5.E. Gráfico da determinação da TG da amostra em pó da polpa de
maracujá com 11,6%FCM atomizada por DSC.

178
Figura 5.F. Gráfico da determinação da TG da amostra em pó da polpa de
maracujá com 11,6%FCM liofilizada por DSC.
Figura 5.G. Gráfico da determinação da TG da amostra em pó da polpa de
maracujá com 15,0 %FCM atomizada por DSC.