universidade do sul de santa catarina mateus da …
TRANSCRIPT

UNIVERSIDADE DO SUL DE SANTA CATARINA
MATEUS DA COSTA LOCKS
ELETROCOAGULAÇÃO-FLOTAÇÃO APLICADA AO TRATAMENTO DE ÁGUAS
RESIDUAIS DA INDÚSTRIA DE LATICÍNIOS
TUBARÃO
2018

UNIVERSIDADE DO SUL DE SANTA CATARINA
MATEUS DA COSTA LOCKS
ELETROCOAGULAÇÃO-FLOTAÇÃO APLICADA AO TRATAMENTO DE ÁGUAS
RESIDUAIS DA INDÚSTRIA DE LATICÍNIOS
Relatório apresentado ao Curso de Química Industrial da
Universidade do Sul de Santa Catarina como requisito
parcial à obtenção do título de Bacharel em Química
Industrial.
Prof. Dr. Jair Juarez João. (Orientador)
Tubarão
2018


3
Dedico este trabalho à minha família e amigos.

4
AGRADECIMENTOS
Agradeço a Deus, à minha esposa e família, aos professores, especialmente a meu
orientador professor Jair, e à equipe do CENTEC, por terem participado desta jornada de
construção deste trabalho juntamente a mim.

5
''A verdadeira motivação vem da realização, desenvolvimento pessoal, satisfação
no trabalho e reconhecimento.'' (Frederick Herzberg).

6
RESUMO
Diante de todos os problemas observados no planeta, a questão ambiental se apresenta como
uma preocupação para humanidade. Dentro deste paradigma de preservação do meio ambiente,
a conservação dos recursos hídricos é de extrema importância. Considerando a preservação
ambiental, sabe-se que uso da água no Brasil, 43% dos recursos são de uso domiciliar, 40% são
para agricultura e 17% são empregados na indústria. Destes 17% empregados na indústria,
grande parte é utilizada na agroindústria que é um dos principais motores da economia
brasileira. A indústria de laticínios faz parte da agroindústria, e é consumidora de grande
volume de água gerando um volume elevado de efluentes. Tendo em vista a precariedade no
tratamento do efluente proveniente do setor lácteo, novos métodos vem ganhando notoriedade.
A eletrocoagulação/flotação aparece como uma metodologia promissora para o tratamento
deste tipo de efluente. A versatilidade e a simplicidade do processo faz com que o tempo de
tratamento seja menor. No presente trabalho procurou-se estudar os parâmetros operacionais da
técnica de eletrocoagulação-flotação com objetivo de reduzir possíveis poluentes presentes no
efluente lácteo. Para realização dos estudos foram consideradas variáveis independentes e
dependentes, sendo que as variáveis independentes manipuladas foram os metais dos eletrodos
presentes nas células eletroquímicas (Fe, Al e Fe/Al), e as correntes elétrica utilizadas (1, 3 e 5
Amperes). Vários parâmetros relacionados ao grau de contaminação do efluente foram
analisados com objetivo de avaliar a eficiência no tratamento com as células eletroquímicas e
suas respectivas correntes. Ao final do trabalho concluiu-se que a faixa de corrente que
apresentou os melhores resultados para remoção da matéria orgânica foi 5 A. Nesta corrente
obteve-se eficiência de até: 98% e 99% na remoção de cor e turbidez; 93% e 99% na remoção
de DQO e DBO; e de 96,3% na remoção de óleos e graxas; indicando alta redução de poluentes
que compõem um grave problema no tratamento e descarte do efluente lácteo. Contudo, o
processo se mostrou eficiente, e todos parâmetros estudados apresentaram valores que atendem
a legislação vigente.
Palavras-chave: Eletrocoagulação-flotação; Tratamento de efluente; Indústria de laticínios.

7
ABSTRACT
Considering all problems observed on the planet, the environmental issue presents itself as a
concern for humanity. Within the evironment preservation paradigm, the conservation of water
resources is extremely important. Taking into consideration the environmental preservation, it
is known that the water use in Brazil is distributed in a way that, 43% of the resources are for
home use, 40% are for agriculture and 17% are employed in industry. From these 17%
employed in industry, a great deal of it is used in agribusiness, which is one of the main engines
of Brazil´s economy. The dairy industry is part of the agroindustry, and it consumes a large
volume of water, generating a high volume of effluents. Taking into account the precariousness
in the effluent treatment which comes from the dairy sector, new methods are gaining notoriety.
Electrocoagulation-flotation appears as a promising methodology for the treatment of this type
of effluent. The process versatility and simplicity makes the treatment time shorter. The present
work shows the electrocoagulation-flotation technique operational parameters studies in order
to reduce possible pollutants present in the dairy industry effluent. In order to perform the
studies, independent and dependent variables were considered. The independent variables
manipulated were the electrodes metals present in the electrochemical cells (Fe, Al and Fe/Al)
and the electric currents used (1, 3 and 5 Amperes). Several parameters related to the effluent
contamination degree were analyzed in order to evaluate the efficiency in the treatment with
the electrochemical cells and their respective currents. At the work´s end, it was concluded that
the current which presented the best results for organic matter removal was 5 A. In this current,
up to 98% and 99% efficiency was obtained in color and turbidity removal; 93% and 99% in
COD and BOD removal; and 96.3% in oils and grease removal; indicating high reduction of
pollutants that constitute a serious problem in dairy effluent treatment and disposal. However,
the process was efficient, and all parameters studied presented values that comply with the
present Brazil´s legislation.
Keywords: Eletrocoagulation/flotation; Wastewater treatment; Dairy industry.

8
LISTA DE ILUSTRAÇÕES
Figura 1 - Fluxograma da geração de efluentes ao longo do processo na indústria de laticínios
.................................................................................................................................................. 19
Figura 2 - Fluxograma do processo das CIP ............................................................................ 20
Figura 3 - Fluxograma de um sistema de remoção de areia ..................................................... 27
Figura 4 - Modelo de caixa de gordura..................................................................................... 28
Figura 5 - Fluxograma das operações substituídas pelo processo de ECF ............................... 38
Figura 6 - Esquemática das reações que ocorrem nos eletrodos .............................................. 41
Figura 7 - Célula eletroquímica de alumínio ............................................................................ 48
Figura 8 - Célula eletroquímica de ferro e alumínio ................................................................ 49
Figura 9 - Processo de ECF em funcionamento ....................................................................... 49
Figura 10 - Tratamento do efluente finalizado com eletrodos de ferro à 5 A .......................... 54
Figura 11 - Tratamento do efluente finalizado com eletrodos de ferro à 3 A .......................... 55
Figura 12 - Tratamento do efluente finalizado com eletrodos de ferro à 1A ........................... 55
Figura 13 - Mudança do pH em função do tempo para os eletrodos de ferro a 5A.................. 56
Figura 14 - Tratamento do efluente finalizado com eletrodos de alumínio à 5 A .................... 58
Figura 15 - Tratamento do efluente finalizado com eletrodos de alumínio à 3 A .................... 59
Figura 16 - Tratamento do efluente finalizado com eletrodos de alumínio à 1 A .................... 59
Figura 17 - Avaliação cinética de Cor (A), Turbidez (B) e pH (C) em função do tempo utilizando
eletrodos de alumínio e corrente de 5 A. .................................................................................. 60
Figura 18 - Tratamento do efluente finalizado com eletrodos de ferro e alumínio à 5 A ........ 62
Figura 19 - Tratamento do efluente finalizado com eletrodos de ferro e alumínio à 3 A ........ 63
Figura 20 - Mudança de pH em função do tempo para os eletrodos de alumínio e ferro à 5 A
.................................................................................................................................................. 64
Figura 21- Precipitação do ferro em pH 8,5. Efluente ferroso (A); efluente com ferro precipitado
(B) e o efluente após filtração simples (C) ............................................................................... 65
Figura 22 - Alteração de Cor em função da corrente para cada metal ..................................... 67
Figura 23 - Alteração de turbidez em função da corrente para cada metal .............................. 68
Figura 24 - Alteração de pH em função da corrente para cada metal ...................................... 69
Figura 25 - Alteração de sólidos totais, dissolvidos e suspensos em função da corrente para cada
metal ......................................................................................................................................... 70
Figura 26 - Alteração de DQO (A) e DBO (B) em função da corrente para cada metal.......... 71

9
Figura 27 - Massa dos metais no efluente, e desgaste dos eletrodos em função da corrente ... 72

10

11
LISTA DE TABELAS
Tabela 1 - Variação e média das taxas de consumo de água das indústrias de laticínios ......... 18
Tabela 2 - Taxas aproximadas de consumo de água (em L/L para fabricação de vários produtos
lácteos) ...................................................................................................................................... 18
Tabela 3 - Composição média do leite e subprodutos (em 100g) ............................................ 22
Tabela 4 - Valores citados em literatura para DBO de vários produtos de laticínios............... 22
Tabela 5 - Valores de DBO para vários constituintes do leite em seus despejos ..................... 23
Tabela 6 - Faixa de variação do despejo dos produtos produzidos para coeficientes de despejo
.................................................................................................................................................. 23
Tabela 7 - Valores de literatura para DBO, sólidos e pH de despejos ..................................... 24
Tabela 8 - Parâmetros do efluente bruto obtidos através das análises...................................... 52
Tabela 9 - Características do efluente após o tratamento com a célula eletrolítica de ferro .... 53
Tabela 10 - Cinética para avaliação da cor, turbidez e pH, utilizando eletrodos de ferro e
corrente de 5 A ......................................................................................................................... 56
Tabela 11 - Características do efluente após o tratamento com a célula eletrolítica de alumínio
.................................................................................................................................................. 57
Tabela 12 - Cinética de Cor, Turbidez e pH, para os eletrodos de alumínio à 5 A .................. 60
Tabela 13 - Parâmetros do efluente após o tratamento com a célula eletrolítica de ferro e
alumínio .................................................................................................................................... 61
Tabela 14 - Cinética de cor, turbidez e pH, utilizando eletrodos de ferro e alumínio com corrente
5A ............................................................................................................................................. 63
Tabela 15 - Avaliação do efluente com o ferro precipitado ..................................................... 66

12
SUMÁRIO
1 INTRODUÇÃO................................................................................................................. 14
1.1 OBJETIVOS .................................................................................................................... 15
1.1.1 Objetivo Geral ............................................................................................................. 15
1.1.1.1 Objetivos Específicos ................................................................................................. 15
2 REFERENCIAL TEÓRICO ........................................................................................... 16
2.1 INDÚSTRIA DE LATICÍNIOS ...................................................................................... 16
2.2 EFLUENTES DA INDÚSTRIA DE LATICÍNIOS ........................................................ 16
2.2.1 Características do efluente lácteo .............................................................................. 21
2.3 TRATAMENTO DO EFLUENTE .................................................................................. 25
2.3.1 Tratamento primário .................................................................................................. 25
2.3.1.1 Gradeamento/peneiramento ........................................................................................ 25
2.3.1.2 Caixas de areia ............................................................................................................ 26
2.3.1.3 Caixas de gordura ....................................................................................................... 27
2.3.1.4 Sedimentação .............................................................................................................. 28
2.3.1.5 Equalização................................................................................................................. 29
2.3.1.6 Neutralização .............................................................................................................. 30
2.3.1.7 Coagulação/floculação ............................................................................................... 31
2.3.1.8 Flotação ...................................................................................................................... 33
2.3.2 Tratamento secundário ............................................................................................... 33
2.3.2.1 Sistemas biológicos aeróbios ...................................................................................... 34
2.3.2.2 Processo de lodo ativado ............................................................................................ 34
2.3.2.3 Filtros biológicos aeróbios ......................................................................................... 35
2.3.2.4 Contactores biológicos rotativos ................................................................................ 35
2.3.2.5 Reator de batelada ...................................................................................................... 36
2.3.2.6 Lagoas de estabilização .............................................................................................. 36
2.3.2.7 Sistemas biológicos anaeróbios .................................................................................. 37
2.3.2.8 Reator UASB .............................................................................................................. 37
2.3.3 Tratamento terciário ................................................................................................... 38
2.4 ELETROCOAGULAÇÃO-FLOTAÇÃO (ECF) ............................................................. 38
2.4.1 Reações nas células de eletrocoagulação ................................................................... 40
2.4.2 Lei de Faraday ............................................................................................................. 42

13
2.4.3 Influência do material dos eletrodos.......................................................................... 42
2.4.4 Influência da densidade de corrente .......................................................................... 43
2.4.5 Influência do pH .......................................................................................................... 44
2.4.6 Influência da tensão aplicada ..................................................................................... 44
2.4.7 Consumo de energia .................................................................................................... 45
2.4.8 Influência da distância dos eletrodos ......................................................................... 45
2.4.9 Influência da condutividade elétrica do efluente ...................................................... 46
3 METODOLOGIA ............................................................................................................. 47
3.1 TIPO DE PESQUISA ...................................................................................................... 47
3.2 DESCRIÇÃO DO PROCESSO ....................................................................................... 47
3.2.1 Coleta do efluente ........................................................................................................ 47
3.2.2 Montagem e características dos reatores .................................................................. 48
3.2.3 Procedimentos e controle de variáveis do processo de eletrocoagulação/flotação 49
3.2.4 Instrumentos de coleta de dados ................................................................................ 50
3.2.5 Princípio Chauvenet .................................................................................................... 50
3.3 RESULTADOS E DISCUSSÃO ..................................................................................... 52
3.3.1 Características do efluente bruto ............................................................................... 52
3.3.2 Resultado da remoção de poluentes ou características indesejáveis pelos eletrodos
de ferro..................................................................................................................................... 53
3.3.3 Resultado da remoção de poluentes ou características indesejáveis pelos eletrodos
de alumínio .............................................................................................................................. 57
3.3.4 Resultado da remoção de poluentes ou características indesejáveis pelos eletrodos
de alumínio e ferro .................................................................................................................. 61
3.3.5 Parâmetros do efluente posterior a remoção do ferro por alcalinização do efluente
65
3.3.6 Alteração dos parâmetros avaliados com relação a cada metal.............................. 66
4 CONCLUSÃO ................................................................................................................... 73
REFERÊNCIAS ..................................................................................................................... 74

14
1 INTRODUÇÃO
Diante de todos os problemas observados no planeta, a questão ambiental se
apresenta como uma preocupação para humanidade. Dentro deste paradigma de preservação do
meio ambiente, a conservação dos recursos hídricos é de extrema importância. Sabendo-se que
com a diminuição da água potável, também ocorre a diminuição do bioma do planeta, assim
tornar sua utilização mais sustentável se faz necessário. Desta maneira, a efetivação da
legislação ambiental vem sendo cada vez mais eficaz em suas aplicações, o que previne que
substâncias nocivas sejam jogadas nos corpos hídricos sem passar por uma estação de
tratamento de efluentes (ETE) previamente. (FORNARI, 2008).
Sabe-se que a utilização percentual dos recursos hídricos está difundido da seguinte
maneira no Brasil: 43% dos recursos são qualificados como de uso domiciliar, 40% são
designados para agricultura e 17% são empregados na indústria. Ou seja, a indústria ocupa a
terceira posição no gasto de recursos, e é capaz de sérios impactos ambientais. (CRESPILHO;
REZENDE, 2004).
Por esta razão, empresas de todos os setores necessitam mostrar processos mais
sustentáveis, controlando os impactos de suas ações sobre o meio ambiente e procurando
obedecer as demandas da legislação vigente. (ABNT, 2004).
A agroindústria é um dos principais motores da economia brasileira, fazendo do
Brasil um dos principais produtores de derivados de animais do mundo. A indústria de laticínios
faz parte desta produção, sendo que esta começou a se desenvolver a partir da crise de 1929, no
momento em que as importações principiaram sua substituição, dando força para o mercado
interno e sua produção. (MAPA, 2017).
As empresas do setor lácteo, utilizam uma quantidade elevada de água para garantir
a higiene sanitária necessária e manter a qualidade dos produtos fabricados. Ainda que vários
corpos hídricos possuam pequena dimensão, numerosos estabelecimentos do setor lácteo
descartam seus efluentes diretamente nestes corpos receptores sem qualquer tratamento prévio,
o que pode se apresentar como um problema para o abastecimento hídrico da população, e
também para biota aquática. (EMBRAPA, 2017).
Para evitar este despejo indevido de resíduos líquidos, faz-se necessário a
implantação das ETEs. Existem muitos tipos de tratamentos de efluentes industriais, como
físico-químico, tratamento biológico anaeróbio, com a utilização UASB (UPFLOW
ANAEROBIC SLUDGE BLANKET); filtros biológicos, lagoas de estabilização, lodo ativado,
etc. (FORNARI, 2008).

15
Mesmo com os inúmeros tipos de tratamento de efluentes aplicado, faz-se
necessário o desenvolvimento de novas tecnologias dentro deste setor, e a técnica de
eletrocoagulação-flotação (ECF) por exemplo, apresenta-se como uma alternativa atraente à ser
aplicada no tratamento de efluentes gerados na indústria de laticínios. Esta metodologia
apresenta algumas vantagens, tais como: ocupa áreas bem menores se com relação aos
tratamentos convencionais; substitui os tratamentos preliminares, primários e secundários do
efluente; possui facilidade e segurança de operação; requer menor tempo de retenção do
efluente no reator eletroquímico; gera menos lodo que os tratamentos convencionais, sendo que
o lodo gerado possui múltiplas aplicabilidades; não utiliza produtos químicos; e possui reações
rápidas (MOLLAH et al, 2004)(JOÃO et al., 2018).
Assim, no presente trabalho, propõe-se avaliar os parâmetros operacionais da
técnica de ECF, buscando o melhor ajuste e combinação entre as variáveis com o objetivo de
reduzir a contaminação presente no efluente lácteo.
1.1 OBJETIVOS
1.1.1 Objetivo Geral
Estudar os parâmetros operacionais da técnica de ECF, buscando o melhor ajuste e
combinação entre as variáveis desta, objetivando-se a maior redução possível de poluentes
presentes no efluente lácteo.
1.1.1.1 Objetivos Específicos
a) Projetar e construir os protótipos reatores para o tratamento de águas residuais
geradas na indústria de laticínios;
b) Realizar a coleta e a amostragem de efluentes líquidos de acordo com a NBR
9897 e NBR 9898 respectivamente;
c) Caracterizar o efluente bruto;
d) Ajustar as variáveis do reator para a melhor tratabilidade;
e) Caracterizar o efluente tratado;
f) Realizar o tratamento dos dados obtidos.

16
2 REFERENCIAL TEÓRICO
2.1 INDÚSTRIA DE LATICÍNIOS
Mundialmente a produção estimada de leite em 2015 foi de 784,4 bilhões de litros,
sendo que deste montante, 34 bilhões de litros foram produzidos no Brasil, colocando desta
maneira o país em quarto lugar no ranking mundial dos países produtores. (MAPA, 2017).
Posteriormente a crise de 1929, o Brasil começou a se desenvolver neste setor em
função de que as importações passaram a ser substituídas pela produção interna, dando força
ao mercado. Junto a este aumento na produção, também ocorreu o aumento da produção de
leite, houve também melhoramento genético bovino visando uma maior produtividade de leite.
Novas expansões aconteceram no setor leiteiro nas décadas 50 a 90 por razões da construção
de estradas, evolução da tecnologia industrial e das embalagens, chegada de multinacionais,
abertura do mercado, estabilização da economia, entre outros fatores. (EMBRAPA, 2017).
O setor de laticínios brasileiro tem grande representação na agricultura e contribui
expressivamente para o Produto Interno Bruto (PIB) do país, sendo um dos maiores produtores
de leite do mundo. Existem empresas de todas as dimensões, e cooperativas, que procuram
garantir a qualidade do produto final para que possam garantir seus lucros e consequentemente
sua supervivência, e competição internacional. (MAPA, 2017)
Ao contrário de outros países da África, Ásia e China, a América Latina possui a
tendência de aumentar a produção de leite, por existir uma crescente demanda mundial, e por
possuir boas condições climáticas, disponibilidade de águas e território. (EMBRAPA, 2017).
2.2 EFLUENTES DA INDÚSTRIA DE LATICÍNIOS
Em meio aos setores industriais, a indústria de alimentos se sobressai com relação
ao dispêndio de água e alta formação de águas residuais por produto fabricado, e também pela
formação mássica de lodo no tratamento secundário em estação de tratamento de efluente.
(RAMJEAWON, 2000 apud BARBOSA et al, 2009).
A utilização de água pela indústria de laticínios pode ocorrer de diversas formas, tais
como: incorporação ao produto, lavagens de máquinas, tubulações e pisos, águas de
sistemas de resfriamento e geradores de vapor, águas utilizadas diretamente nas etapas

17
do processo industrial ou incorporadas aos produtos e esgotos sanitários gerados pela
empresa. Assim, as águas tornam-se contaminadas por resíduos do processo industrial
ou pelas perdas de energia térmica, originando com isso uma considerável quantidade
de efluentes líquidos. (BEGNINI & RIBEIRO, 2014, p.20).
O setor lácteo é consumidor ávido de recursos hídricos pelo fato de que o
processamento de seus produtos e a limpeza dos equipamentos requerem grande quantidade de
água, e por este motivo, também há a geração de águas residuais (efluentes líquidos) carregados
com cargas orgânicas e minerais com um potencial contaminante e infectante. Levando em
consideração as características do efluente gerado, é importante a implantação de ETEs
buscando a otimização, avaliando os pontos críticos visando tornar o ciclo do processo mais
sustentável.
A vazão dos efluentes líquidos das indústrias de laticínios está relacionada
diretamente com o volume de água consumido por ela. Segundo Strydom et al. (1997),
o valor da relação entre vazão dos efluentes líquidos e a vazão da água consumida
pelo laticínio situa-se entre 0,75 e 0,95 L/L. O fato de o último valor limite estar bem
próximo de 1, muitos projetistas por medida de segurança adotam este valor. Por essa
razão, é extremamente importante o conhecimento do volume de água consumido por
uma indústria de laticínios, pois de posse deste dado é possível avaliar a
correspondente vazão de efluentes líquidos produzidos por ela. (BARNOSA et al,
2009, p.12).
As águas residuais geradas variam ao longo do dia, conforme a limpeza dos
equipamentos e o tipo de produto processado. Além disso pode haver diferenças estacionais por
razões de alterações qualitativas ou quantitativas do processo. (MACHADO et al., 2002 apud
BARBOSA et al, 2009).
Danalewichet al. (1998) fizeram um levantamento em algumas indústrias de leite e
derivados situadas nos Estados Unidos cujos processos de fabricação e cuja escala
eram semelhantes e observaram grandes variações entre as vazões de efluentes
gerados diariamente por cada uma dessas indústrias. As vazões diárias médias,
mínimas e máximas se encontravam, respectivamente, entre 170 e 2081, 4 e 170, e
257 e 2650 m³/dia. Os autores também notaram elevada oscilação horária na produção
de efluentes, sendo quenos períodos em que eram realizadas operações de lavagem e
limpeza, maior volume de efluente era gerado. As fontes de geração desses efluentes
são função dos tipos de produtos produzidos e processos empregados em sua
fabricação. (ANDRADE, 2011, p.9).
Na Tabela 1, são mostrados uma correlação entre os tipos de empresas de laticínios,
recepção diária leite por dia (L/dia) e a taxa de consumo de água por litro de leite processado
(L/L).

18
Tabela 1 - Variação e média das taxas de consumo de água das indústrias de laticínios
Laticínios Recepção
diária de leite
(L/dia)
Número de
Laticínios
Taxa de
Consumo de
água por
consumo de leite
(L/L)
Variação Média
Laticínios de
cooperativas
10.000 a 20.000
> 20.000
3
25
0,9 a 2,0
0,4 a 7,1
1,5
2,3
Laticínios
Independentes
Até 10.000
10.001 a 20.000
>20.000
19
9
6
1,4 a 5,6
0,3 a 6,7
1,5 a 5,1
2,9
3,1
3,5 Fonte: Apropriado de BARBOSA et al, 2009, p. 11.
Na Tabela 2, evidencia-se a razão entre o consumo de água e a geração de efluente.
Também pode ser observado as taxas aproximadas de consumo de água (em L/L) para
fabricação de vários produtos lácteos em diferentes países.
Tabela 2 - Taxas aproximadas de consumo de água (em L/L para fabricação de vários produtos
lácteos)
Produto Austrália Bélgica Finlândia Japão Nova
Zelândia
Noruega
Manteiga
e leite em
pó
(spray)
Valor
típico:
2,5 2,1
0,7 - 7,2
3,8
1,7 - 8,6
4,6 -7,03/
0,9 - 3,04/ Faixa:
Caseína
(ácida)
Valor
típico:
2,5
1,7 - 3,2
Faixa:
Caseína,
manteiga,
leite em
pó
(spray)
Valor
típico:
2,5
1,4 - 6,9
Faixa:
Queijo Valor
típico:
3,5 - 5,01/
1,12/
0,6 - 1,5
1,7 1,6
1,0 - 3,0
27 - 37 Faixa: 1/ requeijão; 2/ manteiga; 3/ inclui condensado de vapor; e 4/ indústrias maiores.
Fonte: Apropriado de BARBOSA et al, 2009, p. 11.
A geração de efluentes líquidos na linha de produção de uma indústria de lacticínio
pode visualizado na Figura 1.

19
Figura 1 - Fluxograma da geração de efluentes ao longo do processo na indústria de laticínios
Fonte: Apropriado de ANDRADE, 2011, p. 10.
Conforme pode ser observado no fluxograma da Figura 1, nos processos de limpeza,
descarga, rejeitos, vazão e derramamentos é onde se tem maior geração de águas residuais,
sendo que as operações de lavagem e limpeza que visam a desinfecção de equipamentos e
instalações são responsáveis por 50 a 95% do volume de efluentes gerados. (MACHADO et
al.,2002; DAUFIN, 2001 apud ANDRADE, 2011).
Dentre os métodos e procedimentos gerais de limpeza na indústria de alimentos os
mais comuns são os Cleaning in Place (CIP), e o Open Plant Cleaning (OPC). Na indústria de
laticínios o mais comum dos métodos é o CIP, por sua rentabilidade.
O sistema de limpeza Clean in Place permite que se efetue uma limpeza e desinfecção
às superfícies internas dos equipamentos de processamento de alguns tipos de
alimentos, sem que se proceda à sua desmontagem ou exista intervenção manual
importante. O sistema consiste num conjunto de tubagens que unem diferentes
equipamentos de produção, ao qual está associada uma instalação de limpeza (unidade
CIP), que possui variável complexidade e cujo funcionamento dependerá de uma
maior ou menor intervenção dos operadores. Possui grandes vantagens relativamente
à limpeza manual que, apesar de válida para muitos equipamentos, tem elevado custo
de manutenção, altos riscos de recontaminação na montagem e rendimentos
produtivos mais baixos. O CIP permite ultrapassar muitos destes problemas.
(CORREIA, 2009, p. 42).
Segundo o Sistema Brasileiro de Respostas Técnicas (SBRT), as CIP se dão da
seguinte maneira:

20
Figura 2 - Fluxograma do processo das CIP
Fonte: do autor (2017).
Para fazer as CIPs é necessário utilizar soluções de NaOH e HNO3 à composição
de 30% e 50% respectivamente, que são diluídas a uma concentração que pode variar de 0,9 -
3% dependendo do setor, onde atuam automaticamente dentro dos equipamentos em períodos.
(DRUNKLER, 2009).
O processo de limpeza e funcionamento baseia-se em fazer passar soluções com
elevada capacidade de limpeza pelos locais onde circulam os ingredientes e todos
produtos provenientes do normal funcionamento da indústria. Neste sistema, as
variáveis como a pressão são ajustadas e controladas de modo a obter a máxima
eficácia de limpeza; a intervenção do operador pode ser reduzida ao controlo de todo
o sistema através de uma interface computacional, enquanto noutros casos será
necessário recorrer a intervenções pontuais, como seja o doseamento de um
detergente. Em todo o caso, não há necessidade de proceder à desmontagem de
grandes equipamentos nem à limpeza manual de grandes circuitos, à excepção de
alguma intervenção específica. O grau de automatização é geralmente elevado e
conseguido através da programação de sistemas de válvulas, condutivímetros, sondas
de pH e de temperatura, que em conjunto maximizam a autonomia deste sistema de
limpeza. (CORREIA, 2009, p. 43).
As soluções alcalinas e ácidas utilizadas nos enxágues dos CIPs são normalmente
bombeadas de volta para seus respectivos tanques, onde é adicionado hidróxido de sódio e ácido
nítrico até a obtenção da concentração desejada da solução. No entanto, se a solução é
descartada, esta deve ser conduzida até a ETE para o tratamento precedente ao descarte.
(MAGANHA, 2006).
PRÉ-ENXAGUE
CIRCULAÇÃO DE SODA
ENXAGUE
CIRCULAÇÃO ÁCIDA
ENXAGUE
SANITIZAÇÃO
ENXAGUE

21
2.2.1 Características do efluente lácteo
O tratamento do efluente proveniente do setor de laticínios depende dos produtos
que são fabricados, por razão de que estes influenciam nas características do efluente gerado.
(MAPA, 2017). Normalmente os efluentes provenientes do setor de laticínios possuem uma alta
demanda química de oxigênio (DQO), demanda bioquímica de oxigênio (DBO) e conteúdo de
lipídeos, que possivelmente diferem com relação ao produto que gera efluentes em sua
fabricação, podendo este ser queijo, requeijão, manteiga leite UHT e etc (PERLE et al., 1995;
SALMINEN & RINTALA, 2002).
Geralmente este tipo de efluente pode ser tratado por processos biológicos
anaeróbios e aeróbios.
Os microrganismos que realizam a digestão anaeróbia, e microrganismos
metanogênicos, têm sua propagação prejudicada por causa do acumulo de lipídeos que gera a
formação de ácidos graxos não biodegrádaveis causando a diminuição de adenosina trifosfato
(ATP). O alto teor de matéria orgânica presente no efluente provoca uma alta taxa de DBO e
DQO que faz com que a quantidade de oxigênio dissolvido (O.D.) diminua possibilitando a
destruição de ecossistemas existentes nos corpos receptores. (PERLE et al., 1995; SALMINEN
& RINTALA, 2002). As águas residuais provenientes deste tipo de indústria pode possuir uma
DQO de 3000 a 80000 mg/L, e DBO de até 60000 mg/L.
Conforme visto anteriormente, a qualidade dos despejos têm relação com a espécie
de produto fabricado. A DQO e DBO dependem da concentração de oxigênio requerido para
oxidar diferentes componentes do leite, como carboidratos, proteínas e gorduras. Sendo assim,
é necessário analisar os dados nas tabelas 4 a 7, com objetivo de melhor compreender as
características do efluente lácteo. (FERREIRA, 2007).
Na Tabela 3, pode-se observar alguns resultados provenientes da análise nutricional
de alguns produtos. Sendo que na ordenada verifica-se o tipo do produto, e na abscissa os
parâmetros nutricionais analisados.

22
Tabela 3 - Composição média do leite e subprodutos (em 100g)
Produtos Gordura
(g)
Proteína
(g)
Lactose
(g)
Ácido
Láctico
Sólidos
orgânicos
totais
Ca
(mg)
P (mg) Cl
(mg)
Leite
desnatado
0,08 3,5 5,0 - 8,56 121 95 100
Leite
integral
3,0 3,5 4,9 - 13,1 118 93 102
Creme
grosso
40,0 2,2 3,1 - 45,3 75 59 38
Leite
com
chocolate
3,5 3,4 5,0 - 18,5 111 94 100
Manteiga 84,3 3,0 4,6 0,1 8,0 121 95 103
Iogurte 3,0 3,5 4,0 1,1 10,5 143 112 105
Soro
(fresco)
0,3 0,9 4,9 0,2 6,3 51 53 95
Soro
(ácido)
0,08 0,9 4,4 0,7 6,1 96 76 9
Sorvete 10,0 4,5 6,8 - 41,3 146 115 104 Fonte: apropriado de FERREIRA, 2011, p. 11.
Na Tabela 4, observa-se a quantidade necessária de oxigênio para biodegradar
alguns produtos da indústria láctea. Desta maneira, pode ser visualizado a lista de produtos e a
porcentagem de sólidos orgânicos em cada produto e as respectivas faixa de variação da DBO5
e a DBO total (mg.L-1).
Tabela 4 - Valores citados em literatura para DBO de vários produtos de laticínios
Produtos Porcentagem de
sólidos orgânicos
DBO5 (ppm) faixa
de variação
DBO total (mg/L)
Leite desnatado 8,2 40000 - 73000 82000
Leite integral 11,2 84350 - 125000 117000
Creme - 40% 44,9 399000 449000
Leite concentrado
(2:1)
26,2 208000 262000
Sorvete 34 292000 340000
Manteiga 6,8 55000 - 72000 68000
Soro (fresco) 6,0 25000 - 120000 60000 Fonte: apropriado de FERREIRA, 2011, p. 11.
Na Tabela 5, tem-se a razão entre a DBO em Kg.L-1 e a concentração dos
componentes do leite e seus despejos em Kg.L-1.

23
Tabela 5 - Valores de DBO para vários constituintes do leite em seus despejos
Constituintes Kg DBO5/Kg do componentes (média)
Lactose 0,65
Glucose 0,66
Ácido lático 0,63
Gordura do leite 0,89
Caseína 1,04
Alginato de sódio 0,36
Proteína do leite 1,03
Sabão 1,43
Alquil-benzeno-sulfonato 0,02
Carboximetil-celulose 0,03 Fonte: apropriado de FERREIRA, 2011, p. 12.
A Tabela 6, são mostrados os produtos processados e a razão entre a massa de
produto fabricado e leite processado em Kg/Kg (coeficiente de despejo mássico) e a razão em
massa de DBO5 (Kg) por 1000 Kg de leite (coeficiente de DBO5).
Tabela 6 - Faixa de variação do despejo dos produtos produzidos para coeficientes de despejo
Produtos Coeficiente de despejo
mássico (Kg/Kg de leite
processado)
Coeficiente de DBO5 (kg
DBO5/1000kg de leite)
Recebimento do leite 4,6 - 12,5 0,2 - 4,8
Leite 1,5 - 18,6 1,1 - 22,0
Manteiga 1,4 - 8,3 0,8 - 2,1
Queijo 0,3 - 5,1 0,2 - 4,1
Leite condensado 1,2 - 2,3 1,0 -1,9
Leite em pó 0,8 - 11,5 0,6 - 12,3
Leite, requeijão, sorvete 0,8 - 1,2 0,6 - 0,9
Vários produtos 1,1 - 6,8 1,3 - 3,2
Variação 0,3 - 18,6 0,02 - 22 Fonte: apropriado de FERREIRA, 2011, p. 12.
Os dados da literatura mais importantes para elaboração de propostas (projetos)
para o tratamento de efluentes são apresentados na Tabela 7, pois esta possui os valores de
DBO, sólidos suspensos, sólidos suspensos voláteis, sólidos suspensos totais, e pH presentes
no efluente de cada produto a ser fabricado. Além destes dados, é importante também saber
''[...] a temperatura, os constituintes inorgânicos, e conhecer também os materiais (reagentes)
químicos utilizados durante o processo industrial.'' (CAVALCANTI, 1979 apud FERREIRA,
2011, p. 14).

24
Tabela 7 - Valores de literatura para DBO, sólidos e pH de despejos
Autor Produto DBO
(mg/L)
Sólidos
suspensos
(mg/L)
Sólidos
suspensos
voláteis
(mg/L)
Sólidos
voláteis
totais
(mg/L)
Sólidos
totais
(mg/L)
pH
Gauchmen
(1940)
Queijo 13.760 4.500 - - - 8,0
Hatch
(1940)
Queijo 775 - - - 1246 6,7
McKee
(1957)
Queijo 1.890 396 560 2.698 4.516 5,7
Schweizer Queijo 1000 -
2700
- - - 1500 -
8500
7,1 -
7,4
Sarka col. Queijo 1.045 306 - 1.391 2.192 8,4
Gauchmen
(1940)
Manteiga 3.760 - - - 5.300 7,6
Hatch
(1940)
Manteiga 1246 - - - 2.242 7,7
Morgan
(1957)
Manteiga 3.030 - 1360 1.740 - -
Sweiger
(1968)
Manteiga 250 -
1700
- - - 700 -
4000
7,6 -
8,3
Sarca e
col. (1970)
Manteiga 873 354 - 763 1.158 8,1
Hatch
(1940)
Leite
condensado
1.291 - - - 2.793 7,8
Morgan
(1957)
Leite em pó 2.150 - 500 1.199 - -
De Martin
(1946)
Secagem de
soro
15 24 17 57 156 7,7
Montagne
(1940)
Leite 545 - - - 797 7,3 -
8,1
Has
Further
(1949)
Leite 1.010 250 230 1.320 1.340 7,9
Anderson
(1968)
Manteiga,
Leite em pó
3.060 1.322 - - 3.182 4,4
Walgren
(1966)
Queijo,
Manteiga
780 - - 1.130 2.300 5,3 -
9,2
Bloodgood
(1947)
Produtos em
geral
548 - - - 863 8,0
Lawton
(1959)
Desconhecido 4.790 1.025 998 3.800 5.450 5,6
4.310 1.040 910 4.740 6.490 4,8
1.280 361 303 1.350 2.280 6,8
1.241 619 561 1.240 2.653 6.4 Fonte: apropriado de FERREIRA, 2011, p. 13.

25
2.3 TRATAMENTO DO EFLUENTE
Para o tratamento do efluente proveniente do setor de laticínios é necessário o
tratamento primário para retirada do material grosseiro e lipídeos do efluente, tratamento
biológico (secundário) para retirada de compostos orgânico, nitratos e fosfatos. O tratamento
terciário, que seria o polimento, dificilmente necessário para os efluentes lácteos. (ANDRADE,
2011).
2.3.1 Tratamento primário
O tratamento primário na indústria de laticínios tem como objetivo minimizar os
impactos nos despejos no tratamento secundário. Pode ser composto pelas operações de
gradeamento e peneiramento, também denominadas como tratamento preliminar, e em
sequencia caixas de gordura, sedimentação, equalização (em alguns casos), neutralização
(ajuste do pH), coagulação/floculação e flotação. (CAVALCANTI & BRAILE, 1979).
Como pré-tratamento dos efluentes de laticínios, geralmente é empregado
gradeamento para remoção de sólidos grosseiros, tais como resíduos de embalagens,
pequenos fragmentos de pedras e coágulos de leite. No caso de fábricas onde o período
de trabalho não é integral ou onde os efluentes são gerados apenas em alguns
momentos do dia, os tanques de equalização também são adotados. Nesses tanques
também pode ocorrer a correção de pH, que dependendo das estratégias de limpeza
aplicadas, pode variar de 1,6 a 14,0 (BRITZ et al., 2008). (ANDRADE, 2011, p. 15).
O gradeamento geralmente ocorre no interior da fábrica por meio de ralos que
encontram-se ao longo do perímetro. Na saída do efluente geralmente são empregados caixas
de gordura e subsequentemente um tanque de equalização. (CAVALCANTI & BRAILE,
1979).
2.3.1.1 Gradeamento/peneiramento
O gradeamento é normalmente a primeira parte do tratamento de efluentes, este
consiste em reter sólidos grosseiros maiores que a abertura das barras, que pode variar conforme
as características do efluente. Existem três tipos de grades, as grosseiras, e as médias e finas.
O principal objetivo do gradeamento é proteger as ferramentas de transporte do efluente, e
adequar o efluente para próxima etapa do tratamento.

26
Os dispositivos de remoção de sólidos grosseiros são constituídos de barras de ferro
ou aço paralelas, posicionadas transversalmente no canal de chegada dos esgotos nas
estações de tratamento , perpendiculares ou inclinadas, dependendo do dispositivo do
material de remoção do material retido. As grades devem permitir o escoamento dos
esgotos sem que ocorra perda de carga considerável. (DEZOTTI, 2008, p. 57).
Em alguns casos, podem ser usadas ferramentas que fazem a fragmentação dos
sólidos antes destes terem contado com as grades, no entanto este não é o caso da indústria de
laticínios.
As peneiras vêm em seguida das grades, também são aplicadas para remover sólidos
grosseiros. Existem peneiras estáticas e rotativas, que são fabricadas com aço inoxidável ou
algum outro material não ferroso, e podem possuir aberturas de 0,2mm a 6mm. (DEZOTTI,
2008).
As peneiras estáticas são feitas de pequenas barras de aço inoxidável, são colocadas
na estação de forma inclinada com sua parte plana tangenciando o fluxo, os sólidos retidos na
peneira são empurrados pelo próprio efluente, o efluente que atravessa a peneira é encaminhado
para próxima etapa.
Peneiras estáticas com abertura de 0,2mm a 1,2mm são projetadas para a aplicação
superficial e apresentam perda de carga de 1,2m a 2,1m. A tela consiste de pequenas
barras triangulares construídas em aço inoxidável com parte plana tangenciando o
fluxo. Desse modo, o efluente flui pela parte superior, passando pela peneira inclinada,
sendo posteriormente encaminhado para unidade seguinte. os sólidos fixados na
peneira estática pelo próprio efluente. [...] (DEZOTTI, 2008, p.59)
As peneiras rotativas são compostas por um cilindro que gira a medida que o fluxo
do efluente a atravessa, o efluente cai em um compartimento abaixo e os sólidos ficam presos
nas fissuras do cilindro e são raspado com um dispositivo próprio, ou lavados por um jato de
água continuo. As peneiras possuem diversos tamanhos. (METCALF & EDDY, 1991 apud
DEZOTTI, 2008).
2.3.1.2 Caixas de areia
O termo areia em tratamento de efluentes '' integra, alem de areia, cascalho, cinzas
e outros materiais solidos pesados que tem velocidades de sedimentacao ou gravidade
especifica substancialmente superiores aos solidos organicos [...]''. (METCALF & EDDY,
1991). A retirada da areia é importante para se evitar o acumulo excessivo de areia em
biodigestores, tanques de aeração, adutoras, canais, condutos, e desgaste dos equipamentos por
abrasão.

27
São destinadas a reter areia e outros detritos inertes e pesados de rápida deposição que
se encontram nas águas residuárias, os quais são oriundos, de lavagem, enxurradas e
infiltrações. Entre esses detritos se encontram a terra, partículas de metal, carvão,
cascalho, escórias e outros. A retenção desses materiais tem por finalidade proteger
bombas válvulas e outros acessórios contra abrasão, evitar obstruções de canalizações,
tanques, orifícios, sifões e impedir depósitos de material inerte em sedimentadores e
digestores. Desse modo, o transporte líquido sistema se torna facilitado,
principalmente a transferência de lodos, em suas diversas fases. (JORDÃO &
PESSOA, 1995 apud DEZOTTI 2008, p. 60).
Todo sistema de retirada de areia tem como finalidade fundamental a retirada de
toda areia possivelmente sedimentável, buscando a obtenção de um produto apropriado para
acondicionamento em aterros. Um processo de remoção de areia completo é composto por 3
partes, primeiro vem a separação da areia, depois a lavagem da areia, e por último a secagem
da areia. (METCALF & EDDY, 1991).
Figura 3 - Fluxograma de um sistema de remoção de areia
Fonte: adaptado de METCALF & EDDY, 1991.
Os sistemas de remoção de areia podem ser caixas de areia de escoamento
horizontal, caixas de areia retangulares de escoamento horizontal, caixas de areia quadradas de
escoamento horizontal e caixas de areia aeradas. (METCALF & EDDY, 1991).
2.3.1.3 Caixas de gordura
As caixas de gordura são tanques que servem para separar compostos que têm
densidade menor que a da água e que são imiscíveis nesta, e portanto se comportam como
material sobrenadante, como gorduras, óleos e graxas. (DEZOTTI, 2008).
As características de uma caixa de gordura dependem da localização da instalação, do
tipo de efluente e da quantidade de esgoto a ser tratado. Os principais sistemas
removedores de gordura são: caixa de gordura domiciliar, caixa de gordura coletiva,

28
tanques aerados ou flotadores e separadores de óleo. O dimensionamento das caixas
de gordura deve ser realizado levando-se em consideração a capacidade de
acumulação de gordura entre cada limpeza, pontos de entrada e saída projetados para
permitir o escoamento do efluente, condições de vedação para prevenir odores e
contato com insetos e roedores. (DEZOTTI, 2008, p.62).
O princípio de funcionamento da caixa de gordura é simples, as gorduras chegam
com o efluente que colidi com o septo perdendo velocidade, a gordura fica como sobrenadante
e se acumula anteriormente a este, e é removida através do tampão posteriormente. O efluente
saí livre de gordura pela extremidade de saída após o septo.
Figura 4 - Modelo de caixa de gordura
Fonte: adaptado de Dezotti, 2008.
Os efluentes normalmente possuem quantidades grandes de óleos, gorduras, graxas
e outros compostos imiscíveis e com densidade menor que a da água. Para evitar danos as
unidades subseqüentes, da mesma forma que as grades, peneiras, e caixa de areia, faz-se
necessário o uso de sistemas retentores de gordura. (DEZOTTI, 2008).
2.3.1.4 Sedimentação
O desígnio dos sistemas de sedimentação é basicamente a redução dos
sólidos suspensos, este processo é ''[...] tipicamente, o primeiro processo de tratamento apos a
remocao de solidos grosseiros e de areia. Quando eficientemente operados os tanques de
sedimentacao primaria podem remover de 50 a 70% de solidos suspensos e de 25 a 40% da
DBO.'' (METCALF & EDDY, 1991, p. 369).
Observa-se então, que na verdade o objetivo principal dos sedimentadores é a
remoção de um percentual de matéria orgânica suspensa presente no efluente. No entanto os

29
sedimentadores também são úteis para retenção de águas pluviais ao longo de um período de
10 a 30 min e estes períodos de detenção também servem para desinfecção destes
extravasamentos. (METCALF & EDDY, 1991).
É uma operação empregada para a remoção de sólidos em suspensão não retidos pelas
grades ou peneiras. A sedimentação é uma operação unitária convencional para
separação sólido líquido e se baseia na diferença de densidade entre as fases. Essa
etapa é geralmente realizada em decantadores, os quais podem ser construídos em
diversos formatos (circulares ou retangulares) e com diferentes formas de remoção de
lodo (com ou sem mecanização). Os decantadores (sedimentadores) circulares
apresentam custos menores de instalação e de manutenção quando comparados com
os decantadores retangulares. Tanto os sedimentadores circulares quanto os
retangulares podem apresentar limpeza de fundo por pressão hidrostática ou com
remoção de lodo mecanizada por raspagem ou sucção. Caso haja a presença de
escumas (materiais flutuantes), faz-se necessário um removedores de escuma.
(DEZOTTI, 2008, p. 63)
Os decantadores primários, tanto os retangulares quanto os circulares, normalmente
têm fundura que pode variar de 3 a 4 m, e período de detenção de 3 a 4 horas. Nos
sedimentadores o efluente entra e uma estrutura faz com sua velocidade diminua, ao passar por
esta estrutura este se direciona para um reservatório. A velocidade do fluxo é lenta dando tempo
para que aconteça a sedimentação, o efluente saí então por um ponto em outra dimensão do
decantador. O material sedimentado é raspado e direcionado para outro compartimento.
(METCALF & EDDY, 1991).
A sedimentação uma operação que ocorre também na caixa de areia, no
sedimentador primário o qual precede o reator biológico, e no sedimentador secundário que
vem posteriormente ao tratamento secundário. (DEZOTTI, 2008).
2.3.1.5 Equalização
Com tanques de equalização objetiva-se o controle da concentração e da vazão do
efluente. Os tanques fazem com que a alimentação nos processos seguintes seja contínua,
homogênea, e com carga de compostos indesejáveis bem distribuída, permitindo que se controle
o pH, e se possa dosar com mais precisão agentes químicos necessários no processo.
O Objetivo principal da etapa de equalização é minimizar ou controlar as variações
nas características do efluente, como fluxo e concentração, visando criar melhores
condições para os processos de tratamento seguintes. O processo de mistura pode ser
auxiliado por ar comprimido. Em suma, a equalização propicia evitar carga excessiva
nos sistemas de tratamento, garantindo a alimentação contínua dos mesmo e
quantidade de poluentes bem distribuída, evitando também picos de concentração de
compostos tóxicos. Além disso, permite minimizar as oscilações de vazão e pH

30
durante os tratamentos físico-químicos, garantindo melhores condições para a
aplicação dos diferentes reagentes químicos. (DEZOTTI, 2008, p. 67).
A operação de equalização pode servir para homogeneização da vazão ou da
concentração do efluente, ou ambos.
2.3.1.6 Neutralização
A retirada do excesso de acidez ou alcalinidade com um composto químico de
composição contrária é determinada como neutralização. Se o efluente a ser tratado difere muito
em sua neutralidade, este necessita de uma correção antes de, por exemplo, ser despejado no
corpo receptor, ou seguir adiante no tratamento secundário, levando em consideração o prejuízo
que pode causar a fauna e flora local, e o prejuízo que pode causar no tratamento secundário
respectivamente. A correção do pH pode ser realizada por vários reagentes químicos.
(METCALF & EDDY, 1991; DEZOTTI, 2008).
Existe uma disposição de vários compostos que podem ser usados com a finalidade
neutralizar, o que define o composto a ser utilizado é sua compatibilidade com o sistema ou
com o efluente a ser tratado. Por exemplo, se o efluente é ácido, há muitos compostos que
podem ser empregados para neutralizar-lo, como carbonato e cálcio, hidróxido de cálcio,
hidróxido de sódio, óxido de cálcio, cal hidratada dolomítica, etc. Para neutralizar o efluente
alcalino, que geralmente é menos problemático, são aplicados ácido carbônico, ácido clorídrico,
ácido sulfúrico. A escolha do agente químico a ser usado depende principalmente das
características do efluente e fluxo deste, do tamanho da estação, da disponibilidade financeira.
Em diversas operacoes e processos de tratamento de esgoto, ha, freqüentemente, a
necessidade de ajuste do pH. Como existem muitos produtos quimicos utilizados para
uma aplicacao especifica, a escolha depende da adequabilidade de um determinado
produto e do custo correspondente.[...]Esgoto acido pode ser neutralizado com
diversos produtos quimicos basicos,[...]. Hidroxido de sodio (NaOH, tambem
conhecido como soda caustica) e carbonato de sodio, embora um pouco caros, sao
adequados e largamente utilizados em pequenas estacoes ou quando quantidades
pequenas sao suficientes para tratamento. Cal hidratada, que e barata, mas um pouco
menos conveniente, e o composto quimico mais amplamente utilizado. Ela pode ser
adquirida como oxido de calcio ou cal hidratada dolomitica com alta concentracao de
cal e em diferentes formas fisicas. Calcario e calcario dolomitico sao mais baratos,
mas mais dificil de ser utilizados e tem taxas de reacao mais lentas. Como eles podem
ser revestidos em determinadas aplicacoes de tratamento de esgoto tem uso limitado.
Compostos quimicos de calcio e de magnesio geralmente formam lodos que requerem
disposicao. (METCALF & EDDY, 1991, p. 512).

31
A operação de neutralização do efluente aparece nas etapas de equalização, antes
do tratamento químico ou biológico, antes do descarte no corpo receptor e antes do descarte no
esgoto municipal no caso de indústrias que descartam neste. (DEZOTTI, 2008).
2.3.1.7 Coagulação/floculação
A principal finalidade da coagulação é fazer com que as suspensões no estado
coloidal se juntem formando partículas maiores, possibilitando a decantação. A aglomeração
dos sistemas coloidais se dá pelo fato de que os produtos químicos adicionados, conhecidos
também como eletrólitos, desestabilizam as cargas superficiais dos colóides por ligação e
adsorção a superfície deste, levando a neutralização da repulsão.
Segundo Di Bernardo (1993), a coagulação resulta de dois fenômenos: o primeiro,
essencialmente químico se refere às reações do coagulante com a água e a formação
de espécies hidrolisadas com carga positiva, e depende da concentração do cátion e
do pH final da mistura; o segundo, fundamentalmente físico, consiste no transporte
das espécies hidrolisadas para que ocorra o contato com as impurezas presentes na
água. (DEZOTTI, 2008, p. 69).
Existem duas possibilidades de câmara de floculação, as com agitação mecânica e
as não mecânicas, nestas câmaras é levado em consideração além velocidade da água, e o tempo
de retenção, também o gradiente de velocidade. Nas câmaras com agitação mecânica é
empregado um dispositivo que é responsável por agitar o efluente fazendo com a solução de
eletrólitos se misture apropriadamente, neste caso o gradiente de velocidade é bem expressivo.
Para que as câmaras sem agitação mecânica tenham o mesmo efeito, é necessário que ocorra
perda de carga do efluente. Para que isso aconteça é necessário a utilização de chicanas e
ressaltos na parte interna da câmara que controlam a velocidade da água. (METCALF & EDDY,
1991).
A floculação é a etapa subseqüente do processo de coagulação que consiste na
aglomeração dos colóides que formam flocos maiores. Neste ponto a movimentação suave da
água ajuda a manter os flocos grandes sem quebrar-los em flocos menores. Nas câmaras de
floculação é levado em consideração, o gradiente de velocidade que deve ser bem menor que
na coagulação, e o período de retenção do efluente. Existem as câmaras de floculação com
agitação mecânica e as não mecânicas, ambas funcionam de forma similar as câmaras de
coagulação. (DEZOTTI, 2008).

32
Após a câmara de floculação, o efluente é direcionado para os sedimentadores ''[...]
onde a velocidade de escoamento é bastante reduzida, fazendo com que os flocos sedimentem.
Durante este trajeto os flocos vão arrastando as partículas que vêm ao seu encontro, até
atingirem o fundo do decantador, formando o lodo de fundo.'' (DEZOTTI, 2008, p. 71).
Posteriormente ao processo de coagulação, parte química do procedimento, as
partículas possuem dimensão de 0,5 a 5 µm, já na etapa de floculação, parte física do processo,
as partículas podem ter até 5.000 µm.
Após a coagulação, que consiste na etapa química do processo, as partículas
apresentam tamanho variando predominantemente entre 0,5 e 5 µm. Essas partículas
são normalmente referenciadas como partículas primárias. Na etapa de floculação,
etapa física do processo, os flocos maiores formados como resultado da colisão entre
as partículas sedimentam e apresentam tamanho entre 100 e 5000 µm. (DEZOTTI,
2008, p. 71).
Para realizar a coagulação/floculação, são usados coagulantes, alcalinizantes e
coadjuvantes. Os agentes utilizados na coagulação são normalmente sais inorgânicos, como por
exemplo sulfato de alumínio, e cloreto de ferro. No entanto também podem ser empregados
coagulantes naturais tanto de natureza inorgânica como a sílica, quanto orgânica como amido
ou alginatos. Também podem ser usados coagulantes de natureza sintética como polímeros,
conhecidos como polieletrólitros. (METCALF & EDDY, 1991).
Em meio aos fatores que influenciam na coagulação destacam-se a espécie de
coagulante, quantidade deste mesmo, a agitação, a temperatura do meio e o pH. Com relação a
espécie do coagulante utilizado, temos que a valência do íon gerado na diluição influencia no
efeito coagulante que este possui, quanto mais alta é a valência, maior é o efeito de neutralização
das cargas de repulsão entre os colóides, e conseqüentemente maior é o efeito de coagulação.
A quantidade de coagulante aumenta até certo ponto o efeito de neutralização das cargas entre
os colóides, mas após certa quantidade o oposto passa a acontecer. Com relação a temperatura,
sabe-se que em maiores temperaturas o efeito dos coagulantes é mais pronunciado, diminuindo
o gasto deste. Quando há adição de coagulante ao meio acontecem alterações de pH e
condutividade na água, sendo que o pH geralmente diminui. Devido ao fato de que para uma
boa coagulação acontecer é necessário um pH ideal para cada agente coagulante, faz-se
necessário o uso de agentes alcalinizantes, como cal, cal hidratada, hidróxido de sódio,
carbonato de sódio, etc. (DEZOTTI, 2008).
Os coadjuvantes, também vistos como auxiliares da coagulação, além de serem
coagulantes também promovem a floculação, aumentando a velocidade desta reação, a

33
densidade dos flocos, e o quão rígidos estes são, evitando com que estes se decomponham ao
longo da trajetória para os decantadores criando colóides suspensos novamente. Como exemplo
de coadjuvantes temos argila, sílica ativa, adsorventes, oxidantes e polieletrólitos. (METCALF
& EDDY, 1991).
2.3.1.8 Flotação
A flotação ''[...] e uma operacao unitaria utilizada para separar particulas solidas ou
liquidas de uma fase liquida.'' (METCALF & EDDY, 1991, p. 390). A operação de flotação se
da em quatro etapas, ''[...] a formação de bolhas de tamanho adequado, ligação das bolhas ao
material a ser flotado, separação sólido/líquido ou líquido/líquido e remoção de sobrenadante.''
(DEZOTTI, 2008, p. 78).
As vantagens principais da flotacao sobre a sedimentacao sao que particulas leves ou
muito pequenas, que sedimentam lentamente, podem ser removidas mais
completamente em um menor periodo de tempo. Uma vez que as particulas tenham
sido flotadas para a superficie, elas podem ser coletadas por uma operacao de
raspagem. (METCALF & EDDY, 1991, p. 390).
O processo de flotação acontece pelo fato de que os flocos formados possuem
cavidades onde as bolhas geradas se aderem, fazendo com que o empuxo sobre estas partículas
aumentem em razão da redução da densidade aparente do contíguo partícula e bolha. Após a
flotação, ocorre a raspagem do sobrenadante que é destinado a um tanque onde ocorre a
separação sólido, líquido e ar. Dentro deste tanque também ocorre o adensamento do lodo
através de compactação. (DEZOTTI, 2008).
2.3.2 Tratamento secundário
A degradação biológica é uma das opções mais promissoras na remoção de matéria
orgânica do efluente de laticínios. No tratamento biológico destacam-se os sistemas biológicos
aeróbios, processo de lodo ativado, filtros aeróbicos, contactores biológicos rotativos, reator de
bateladas, lagoas de estabilização, sistemas biológicos anaeróbios, reator UASB, entre outros.
(CAVALCANTI & BRAILE, 1979; BRITZ et al, 2006).

34
2.3.2.1 Sistemas biológicos aeróbios
Os métodos de tratamento biológico dependem do crescimento de microorganismos
em um ambiente rico em oxigênio para oxidar a matéria orgânica em dióxido de carbono, água
e material celular. Informações provenientes de pesquisas em laboratório, e em escalas maiores,
têm mostrado que o tratamento aeróbio do efluente é confiável e possui bom custo benefício na
produção de um efluente de alta qualidade. No começo, é necessário um período de
aclimatização para permitir o desenvolvimento de uma comunidade microbiana competitiva.
Amônia-nitrogênio pode ser removido com eficiência, prevenindo desta maneira problemas no
descarte. Problemas com os processos aeróbios estão normalmente associados a alta formação
de espumas, e baixa separação sólido-líquido. (BRITZ et al, 2006).
2.3.2.2 Processo de lodo ativado
O processo convencional de lodo ativado é definido como um tratamento contínuo
que utiliza um consórcio de microorganismos suspensos no efluente no tanque de aeração para
absorver/adsorver, e biodegradar os poluentes orgânicos. Parte da matéria orgânica se oxida em
um produto final inofensivo e outras substâncias inorgânicas que geram energia para sustentar
o crescimento de microorganismos e a formação de biomassa (flocos). Os flocos são mantidos
em suspensão tanto por ar bombeado no fundo do tanque como por aeração mecânica. O nível
de oxigênio dissolvido no tanque de aeração é essencial é deve manter-se na faixa de 1-2 mg/L,
e o tanque deve sempre ser projetado em termos de período de aeração e tempo de residência
celular. A mistura flui do tanque de aeração para o tanque de sedimentação onde os flocos de
lodo ativado formam partículas maiores e decantam como lodo. A forma do metabolismo
aeróbio biológico é extremamente eficiente em termos de recuperação de energia, mas resulta
em grandes quantidades de lodo produzido. Uma parte do lodo retorna ao tanque de aeração,
mas o resto deve ser processado e descartado de forma aceitável, esta etapa constitui o maior
gasto operacional. (CAVALCANTI & BRAILE, 1979).
Existem muitas variações do processo de lodo ativado, mas em todos os casos, o
oxigênio provido durante a aeração constitui o maior gasto de energia do processo. Nos
processos de lodo ativado, os problemas geralmente estão relacionados ao aumento do volume,

35
produção de espuma, precipitação do ferro e carbonatos, produção excessiva de lodo, e
decréscimo da eficiência em períodos de inverno.
O sucesso no tratamento de despejos da indústria de laticínios através do processo
de lodo ativado tem sido evidenciado. Autores relatam uma remoção de DQO de 90%, e uma
remoção de 65% de nitrogênio, a remoção de fósforo não foi tão boa e parece ser sensível a
mudança climática. (BRITZ et al, 2006).
2.3.2.3 Filtros biológicos aeróbios
Os filtros biológicos são um dos métodos de tratamento biológico mais antigos para
produzir efluentes de alta qualidade. A carga de suporte pode ser de pedras-pomes, cascalho,
rochas, pedaços de plástico, serragem, entre outros, que são populadas por uma diversidade de
consórcios de microorganismos. O efluente do tanque de estocagem é normalmente bombeado
e gotejado por cima da carga de suporte, que deve conter uma espessura de 2 m. A massa
microbiana absorve os componentes orgânicos do efluente e os decompõe de forma aeróbia. O
lodo que se forma na carga de suporte deve ser removido de tempos em tempos. As condições
aeróbias são facilitadas pelo gotejamento e convecção natural de correntes resultantes da
diferença de temperatura do ar e do efluente adicionado. A ventilação forçada pode ser
empregada para intensificar a decomposição, mas o ar precisa ser desinfetado através da
passagem em tanques de clarificação. Filtros biológicos convencionais possuem espessura de
carga suporte em torno de 2 m, filtros com maior profundidade geram iniciam a decomposição
anaeróbia acarretando em problemas com odor. No entanto filtros com carga suporte sintética
podem conter até 8 m de profundidade e promover somente a digestão aeróbia. O efluente final
flui para sedimentação ou tanque de clarificação, para remover os sólidos e o lodo da carga
suporte. (CAVALCANTI & BRAILE, 1979; BRITZ et al, 2006).
2.3.2.4 Contactores biológicos rotativos
O projeto dos contactores biológicos rotativos contêm discos circulares feitos de
polímeros de alta densidade ou outro material de baixo peso. Os discos, que rodam de 1 a 3
rpm, são colocados em um eixo horizontal deixando com que sua superfície fique de 40 a 60%
para fora do tanque. Isto faz com que o oxigênio seja transferido da atmosfera para a membrana

36
exposta do disco. Um biofilme se desenvolve nas superfícies do disco facilitando a oxidação
dos componentes orgânicos presentes nas águas residuárias. Quando o lodo do biofilme se torna
muito grosso, este se despedaça e posteriormente vai para um tanque de sedimentação. A
eficiência da operação se baseia em grama de DBO por m2 da superfície do disco por dia.
Autores relataram que há 85% de eficiência na remoção da DQO com alcance de 500g DQO.m-
3.h-1 durante o tratamento do efluente. (CAVALCANTI & BRAILE, 1979; BRITZ et al, 2006).
2.3.2.5 Reator de batelada
O reator de batelada é um único tanque que é utilizado para aerar, estabilizar,
remover efluente, e reciclar os sólidos. Depois que o tanque é preenchido, o efluente é misturado
sem aeração para promover o metabolismo de compostos fermentáveis. Em seguida inicia-se a
etapa de aeração, que visa a promoção da oxidação e formação de biomassa. O lodo se estabiliza
e o efluente tratado é removido para completar o ciclo. O reator de batelada depende muito do
local de operação para ajustar a duração de cada fase que reflete a flutuação na composição do
efluente. Autores relataram que este processo é eficiente para o tratamento primário e
secundário do efluente de laticínios, promovendo uma remoção de até 97% de DQO. (BRITZ
et al, 2006).
2.3.2.6 Lagoas de estabilização
Em áreas onde existem terras disponíveis, as lagoas de estabilização constituem um
dos métodos de tratamento secundário mais baratos existentes. Com exceção de lagoas aeradas,
nenhum dispositivo mecânico é utilizado, o fluxo de água acontece por gravidade. Como
resultado de sua simplicidade e ausência de local necessário para fazer a reciclagem do lodo, as
lagoas são tidas como um ótimo método em termos de custo benefício para o tratamento de
águas residuárias.
No entanto, a falta de um ambiente controlado pode causar um retardamento do
processo, resultando em um aumento no tempo de retenção. Em locais onde o clima é mais
quente, e há disposição de terras, este método é visto como conveniente, mas existe a
possibilidade de poluição de lençóis freáticos, odores fortes, e insetos que podem se tornar um
incômodo. (CAVALCANTI & BRAILE, 1979).

37
2.3.2.7 Sistemas biológicos anaeróbios
A digestão anaeróbia é um processo promovido por um consórcio de
microorganismos que possuem os receptores de elétrons exógenos ausentes. Até 95% do
conteúdo orgânico no efluente pode ser convertido em biogás, como metano e dióxido de
carbono, e o restante é utilizado para manutenção do crescimento celular. Os sistemas
anaeróbicos geralmente são vistos como econômicos para tratar águas residuárias provenientes
da indústria de laticínios, pois não requerem toda energia empenhada no processos aeróbios. A
digestão anaeróbia gera metano, que pode ser utilizado como uma fonte de energia, além disto,
menos lodo é gerado e consequentemente menos problemas com o descarte deste acontecem.
Menos nutrientes são necessários na digestão aeróbia, e também microorganismos patogênicos
normalmente não se proliferam, se a concentração de metais pesadas é baixa no lodo final este
possui boa aplicação para o solo. A possibilidade de remoção de DQO é alta sem a necessidade
de diluir o efluente lácteo como no caso da digestão aeróbia, este fato reduz a necessidade de
espaço e seu custo conseqüente. Odores ruins são em geral ausentes em sistemas operados com
eficiência.
As desvantagens associadas aos sistemas anaeróbios, são o alto custo capital, longo
período de começo, controle rígido das condições de operação, grande sensibilidade a mudança
de substâncias no efluente e choques orgânicos, assim como compostos tóxicos. (BRITZ at al,
2006).
2.3.2.8 Reator UASB
O reator UASB se baseia em uma propriedade superior de estabilização de um lodo
granular. O crescimento e desenvolvimento dos grânulos é a chave do sucesso na operação do
reator UASB, sendo que a presença de grânulos no sistema UASB serve para separar o tempo
de retenção hidráulica do tempo de retenção dos sólidos, no entanto, uma boa granulação é
requerida para que se atinja menores tempos de retenção hidráulica sem que seja necessário
fazer a lavagem da biomassa. O efluente é alimentado por baixo do digestor e saí por cima
através de um sistema defletor onde ocorre a separação das fases gasosa, líquida, e do lodo
causando desta maneira a separação do lodo granular e a biomassa.

38
Sob condições ótimas, uma carga de 30 kg/m3 de DQO pode ser tratada com uma
eficiência de remoção de 85% à 95%. O conteúdo do biogás é de 80% à 90% de metano com
relação ao volume. Um tempo de retenção hidráulica de 4 horas pode ser satisfatório, com
excelente estabilização do lodo e sólidos totais retidos por mais do que 100 dias. A temperatura
de operação pode variar de 7o à 400, sendo que a temperatura ideal é de 350C. (BRITZ et al,
2006).
2.3.3 Tratamento terciário
O tratamento terciário ou polimento do efluente dificilmente é aplicado ao efluente
de laticínios. No entanto quando objetiva-se a obtenção de um efluente de alta qualidade,
métodos como oxidação química com sais e ferro ou alumínio, adsorção com carvão ativo,
osmose inversa, eletrodiálise, troca iônica, e filtros de areia, podem ser aplicados. (FERREIRA,
2003; CAVALCANTI & BRAILE, 1979).
2.4 ELETROCOAGULAÇÃO-FLOTAÇÃO (ECF)
O tratamento de efluente através da ECF chama atenção por sua
multifuncionalidade, tendo em vista que este processo substitui uma série de operações,
conforme pode ser observada na Figura 5.
Figura 5 - Fluxograma das operações substituídas pelo processo de ECF

39
Fonte: apropriado de MOLLAH, 2004, p. 200.
Na Figura 5 pode-se observar que as operações de peneiramento, caixa de areia,
decantadores primários, tratamento biológico e tratamento do lodo pode ser substituído pelo
tratamento de ECF.
Outros fatores que também destacam este processo, são a adequação ambiental,
''[...] simplicidade de equipamento, facilidade de operação, menor tempo de retenção, ausência
de adição de produtos químicos, rápida sedimentação dos flocos eletrogerados e menor
produção de lodo.'' (MENESES, 2012, p. 235).
A ECF é complicada e envolve muitos fenômenos físicos, e químicos que usam
eletrodos para fornecer íons a corrente de efluente. No processo de ECF íons
coagulantes são produzidos 'in situ' em estágios sucessivos: (i) formação de
coagulantes através de oxidação eletrolítica dos eletrodos de sacrifício, (ii)
desestabilização de contaminantes, partículas suspensas e quebra de emulsões, (iii)
agregação de fases desestabilizadas para formar flocos. (MOLLAH et al, 2004, p. 200
- Traduzido pelo autor).
De acordo com Mollah et al (2004), o mecanismo de desestabilização dos
contaminantes, partículas em suspensão, e quebra de emulsões pode ser descrito da seguinte
maneira:
Compressão da camada dupla difusa ao redor das espécies carregadas pelas interações
dos íons gerados através da oxidação do ânodo de sacrifício;
Neutralização das cargas das espécies iônicas presentes no efluente produzidas pela
dissolução eletroquímica do ânodo de sacrifício;
Os contra íons reduzem a repulsão eletrostática interparticular fazendo com que as
forças de van der Waals predominem e gerem a coagulação. O processo da origem a um
líquido de carga neutra;
Os flocos formados como resultado da coagulação formam uma camada de lodo
sobrenadante que atrai partículas coloidais que ainda estão na fase aquosa.
Os óxidos sólidos, hidróxidos, e oxihidroxidos promovem uma superfície ativa para
adsorção das espécies poluentes. A eletrocoagulação foi empregada com sucesso na remoção
de metais, partículas suspensas, minerais de argila, corantes orgânicos, óleos e graxas de uma
variedade de efluentes industriais. Neste processo, como visto anteriormente, o potencial é

40
aplicado nos anodos do metal que são normalmente fabricados de ferro ou alumínio, causando
duas reações diferentes.
Primeiro Fe/Al se dissolvem do ânodo gerando os íons metálicos correspondentes,
que quase imediatamente se hidrolisam para um ferro polimérico ou hidróxido de alumínio.
Estes hidróxidos poliméricos são excelentes agentes coagulantes. Os ânodos geram
continuamente hidróxidos poliméricos em sua vizinhança. A coagulação ocorre quando os
cátions destes metais se combinam com as partículas negativas carregadas em direção em
direção ao ânodo pela migração de elétrons. Contaminantes presentes no efluente são tratados
tanto por reações químicas como por precipitação ou ligação física e química a materiais
coloidais que são gerados pela erosão do eletrodo. Estes contaminantes são removidos por
eletroflotação, ou sedimentação e filtração. Diferentemente do processo de coagulação
convencional, onde agentes químicos são adicionados para promover-la, a coagulação no
processo de eletrocoagulação é gerada in situ.
Em segundo, água é hidrolisada em uma reação paralela, produzindo bolhas de
oxigênio no ânodo, e hidrogênio no cátodo. Estas bolhas se juntam com as partículas floculadas
influenciando em sua densidade aparente e causando o empuxo que resulta em sua flotação.
Algumas reações físico-químicas também podem acontecer na célula
eletroquímica. Como redução catódica das impurezas presentes no efluente, descarga e
coagulação de partículas coloidais, migração de elétrons na solução, eletroflotação de partículas
coaguladas por bolhas de O2 e H2 produzidas no eletrodo, redução de íons metálicos no cátodo,
entre outros processos eletroquímicos e químicos.
2.4.1 Reações nas células de eletrocoagulação
De acordo com Crespilho & Rezende (2004), um reator de eletrocoagulação
simples é composto por um ânodo e um cátodo. Quando o potencial é aplicado por uma fonte
externa, o ânodo começa a se oxidar, enquanto o cátodo sofre a redução. As reações
eletroquímicas no ânodo, podem ser resumidas genericamente da seguinte maneira:
No ânodo:
M(𝑠) → 𝑀(𝑎𝑞)𝑛+ + 𝑛e−

41
2H2O(l) → 4H(aq)+ + O2(g) + 4e−
No cátodo:
M(aq)n+ + ne− → M(s)
2H2O(l) + 2e− → H2(g) + 2OH(𝑎𝑞)−
Figura 6 - Esquemática das reações que ocorrem nos eletrodos
Fonte: apropriado de AN, 2017, p.6.
Se eletrodos de ferro e alumínio são usados, íons Fe(aq)3+ ou Al(aq)
3+ são gerados, e
em seguida desencadeiam reações que produzem seus hidróxidos e polihidróxidos
correspondentes. Por exemplo, íons Al3+ em hidrólise podem gerar Al(H2O)63+, Al(H2O)5OH2+,
Al(H2O)4(OH)2+ e os produtos da hidrólise podem formar muitas espécies monoméricas e
poliméricas como Al(OH)2+, Al(OH)2+, Al2(OH)2
4+, Al(OH)4-, Al6(OH)15
3+, Al7(OH)174+,
Al8(OH)204+, Al13O4(OH)24
7+, Al13(OH)345+, ao longo de uma ampla faixa de pH. Similarmente,
os íons férricos gerados pela oxidação eletroquímica do eletrodo de ferro, podem formar íons
monoméricos, Fe(OH)3 e complexos hidróxido poliméricos como Fe(H2O)63+,
Fe(H2O)5(OH)2+, Fe(H2O)4(OH)2+, Fe2(H2O)8(OH)2
4+, e Fe2(H2O)6(OH)44+, dependendo do pH
do meio aquoso. Estes compostos, assim como os contra íons, possuem uma forte afinidade
com as partículas dispersas, realizando a coagulação. Os gases gerados nos eletrodos, causam
a flotação dos materiais coagulados. (MOLLAH et al, 2004).

42
Bolhas de hidrogênio e oxigênio são formadas no cátodo e no ânodo
respectivamente, o sucesso da ECF depende do tamanho das bolhas formadas, como também
de sua mistura com a água. Acredita-se que bolhas menores possuem uma maior superfície de
contato para produzir ligações com as partículas coaguladas, resultando numa melhor separação
das fases. (id ibid).
2.4.2 Lei de Faraday
Temos na equação gerada pela Lei de Faraday, a relação entre o desgaste dos
eletrodos com a corrente aplicada, o nox do metal, e a massa de metal utilizada nos eletrodos.
A partir desta, equação que pode ser vista a seguir, pode-se controlar em teoria a quantidade
em massa do metal liberada na solução.
mel =i × t × M
F × n
Nesta equação temos que i é a corrente (A), t é o tempo em que realiza-se o processo
(s), M é a massa molar do elemento que predomina no eletrodo (g/mol), n é o nox do elemento
principal que compõe o ânodo (nAl = 3), e por último F que seria a constante de Faraday (9,65
x 104 C/mol). (MENESES et al, 2012).
2.4.3 Influência do material dos eletrodos
Os eletrodos do qual o reator eletroquímico é feito, devem ser compostos de
materiais sem toxicidade para saúde ou meio ambiente, geralmente utilizam-se ferro e alumínio,
por esta razão e por sua disponibilidade.
Para o caso do ânodo, o material determina os íons e as espécies liberadas na solução,
algumas delas agindo como coagulantes e outras como floculantes. Por isso, Al e Fe
são os materiais mais utilizados, pois apresentam baixo custo são facilmente
disponíveis. O material usado para o cátodo pode ser o mesmo que o usado para o
ânodo, mas podendo ser afetado pela oxidação química, que causa um excesso na
liberação dos íons na solução. Por tal motivo é que geralmente se usa um catodo inerte
como aço inox, também recomendado quando a solução tem alto conteúdo de íons
Ca2+ e Mg2+. (MERMA, 2008, p. 71).
Com eletrodo de alumínio, o produto final do tratamento de ECF não possui
coloração residual, ao contrário do efluente tratado por eletrodos de ferro que pode possuir ''[...]

43
uma cor residual verde ou amarela bastante forte. Esta coloração é proveniente dos íons Fe2+
(cor verde) e Fe3+ (cor amarela) gerados no tratamento eletrolítico. [...]'' (MERMA, 2008, p.
71).
O que influencia na geração de micro bolhas é o material utilizado nos eletrodos,
que pode ser insolúvel ou solúvel. Sabe-se que os eletrodos solúveis apresentam melhores
resultados na formação de bolhas, e este é o caso do alumínio e do ferro.
(MURUGANANTHAN et al, 2004).
Verifica-se que quando ferro e alumínio são utilizados nas mesmas condições, a
remoção de DQO, turbidez, sólidos suspensos, fenóis, e hidrocarbonetos/graxas, são maiores
para o alumínio do que para o ferro. (MERMA, 2008).
2.4.4 Influência da densidade de corrente
A equação que estipula a densidade de corrente é:
δ =I
Aânodo
Onde δ e a densidade de corrente (A/m2), I é a corrente elétrica (A), Aânodo é a área
total dos ânodos (m2).
Um aumento na densidade de corrente acarreta em uma maior formação de íons
metálicos, geração de gases hidrogênio e oxigênio, pH, e por consequencia coagulação das
partículas coloidais. Com o aumento da densidade de corrente o tamanho das bolhas diminui
até certo ponto, sendo que bolhas pequenas possuem uma eficiência maior na flotação dos
sólidos coagulados.
Após o aumento de uma certa densidade de corrente, a eficiência da flotação cai,
por causa do fenômeno de coalescência, que consiste em ser a incorporação de bolhas menores
a bolhas maiores. O uso de altas densidades de corrente acarreta em um desgaste maior dos
eletrodos, por esta razão, deve-se procurar uma densidade de corrente ideal para se conduzir a
ECF. (MERMA, 2008).

44
2.4.5 Influência do pH
O pH influencia diretamente na densidade de corrente, pois quanto mais íons estão
presentes no meio aquoso, maior será o fluxo de elétrons neste. Ainda que o consumo de energia
seja maior quando o pH está próximo ao neutro, há uma maior eficiência na remoção de
poluentes para eletrodos de alumínio. Já os eletrodos de ferro, possuem maior eficiência quando
o pH é alcalino. No entanto, alguns poluentes possuem suas faixas específicas de pH para serem
removidos.
Com relação a eletroflotação, o tamanho das bolhas também se modifica conforme
o pH, que são menores no caso do hidrogênio, e maiores no caso do oxigênio, quando o pH está
próximo a 7. (CHEN, 2004).
Segundo o que foi observado por vários autores o pH final da solução depende do
pH inicial da solução, e do material utilizado nos eletrodos. Se o material componente do
eletrodo for alumínio, e o pH inicial for inferior a 8, este tenderá a aumentar. Se o pH for maior
que 8 a tendência será uma diminuição neste. Já se os eletrodos forem de ferro, o pH final será
sempre maior que o inicial, exceto quando o pH inicial for maior que 8, a diferença entre os
dois será menor. (MERMA, 2008).
2.4.6 Influência da tensão aplicada
A tensão aplicada tem relação com a densidade de corrente, o espaçamento entre os
eletrodos, e o estado em que estes se encontram, levando em consideração sua passivação que
diz respeito a superfície de suas placas, e também da condutividade do efluente.
Segundo Gohua Chen, quando corrente passa através de um reator eletroquímico,
deve-se superar a diferença de potencial de equilíbrio, sobrepotencial anódico,
sobrepotencial catódico e queda de potencial ôhmico da solução. Enquanto o
sobrepotencial anódico considera o sobrepotencial de ativação, o sobrepotencial de
concentração e o possível de passivação - resultado da camada passivante presente na
superfície anódica -, o sobrepotencial catódico considera principalmente do
sobrepotencial de ativação, e do sobrepontencial de concentração. (MERMA, 2008,
p. 82).
Quando aumenta-se a tensão no reator tem-se uma maior geração de gases nos
eletrodos e uma maior interação das bolhas com os colóides coagulados, e portanto uma melhor
remoção de poluentes, no entanto um aumento da tensão acima do valor ótimo pode acarretar

45
em um excedente de bolhas. Além disto, altas tensões acarretam em um desgaste mais rápido
dos eletrodos. A corrente influencia diretamente no aumento da tensão, e é importante para
eficiência do processo, por esta razão deve-se visar a diminuição da tensão e o mantimento da
corrente. (MERMA, 2008).
O potencial varia com o tempo, sendo que inicialmente este aumenta até atingir seu
valor máximo e depois diminui até encontrar seu valor estacionário. ''[...] O máximo valor da
tensão e o tempo requerido para alcançar esse plateu de estado estacionário são maiores com
menores concentrações de NaCl (condutividade).'' (MERMA, 2008, p. 84).
A tensão necessária para que um corrente atravesse o efluente pode ser expresso
pela equação a seguir:
U =δ × d
k
Onde U e a tensao (V), δ e a densidade de corrente em A.m-2, d é a distância entre
os eletrodos (m), e k é a condutividade do eletrólito (S.m-1). (MERMA, 2008).
2.4.7 Consumo de energia
Em um reator eletroquímico que trabalha em um regime de batelada, o gasto de
energia pode ser medido pela seguinte equação:
Cenergia =Uit
V
Na qual Cenergia é consumo elétrico em kW.h.m-3, U é a tensão em V, i é a corrente
elétrica em A, t é o tempo do processo em h, e V é o volume total do efluente tratado em m3.
(KOBYA et al, 2005).
2.4.8 Influência da distância dos eletrodos
A distância entre os eletrodos tem um papel importante quando se trata da questão
financeira do processo, sabendo que a distância dos eletrodos não altera a eficiência do
tratamento e sim o consumo de energia.
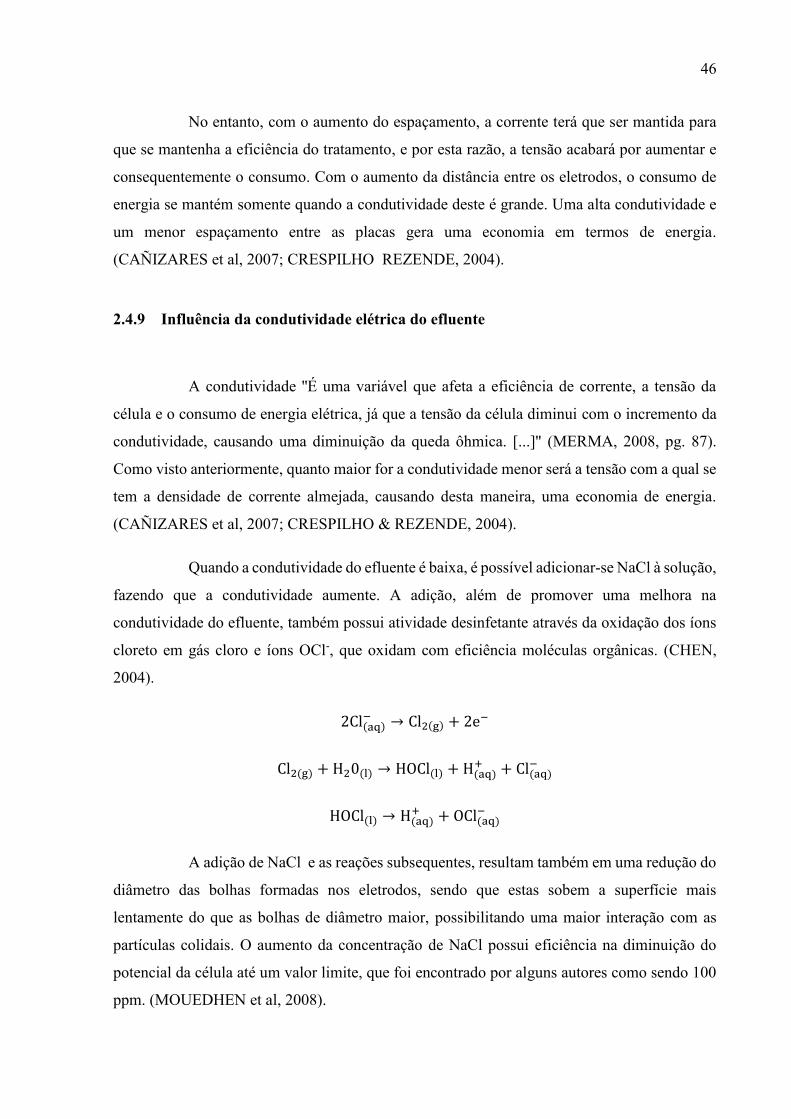
46
No entanto, com o aumento do espaçamento, a corrente terá que ser mantida para
que se mantenha a eficiência do tratamento, e por esta razão, a tensão acabará por aumentar e
consequentemente o consumo. Com o aumento da distância entre os eletrodos, o consumo de
energia se mantém somente quando a condutividade deste é grande. Uma alta condutividade e
um menor espaçamento entre as placas gera uma economia em termos de energia.
(CAÑIZARES et al, 2007; CRESPILHO REZENDE, 2004).
2.4.9 Influência da condutividade elétrica do efluente
A condutividade ''É uma variável que afeta a eficiência de corrente, a tensão da
célula e o consumo de energia elétrica, já que a tensão da célula diminui com o incremento da
condutividade, causando uma diminuição da queda ôhmica. [...]'' (MERMA, 2008, pg. 87).
Como visto anteriormente, quanto maior for a condutividade menor será a tensão com a qual se
tem a densidade de corrente almejada, causando desta maneira, uma economia de energia.
(CAÑIZARES et al, 2007; CRESPILHO & REZENDE, 2004).
Quando a condutividade do efluente é baixa, é possível adicionar-se NaCl à solução,
fazendo que a condutividade aumente. A adição, além de promover uma melhora na
condutividade do efluente, também possui atividade desinfetante através da oxidação dos íons
cloreto em gás cloro e íons OCl-, que oxidam com eficiência moléculas orgânicas. (CHEN,
2004).
2Cl(aq)− → Cl2(g) + 2e−
Cl2(g) + H20(l) → HOCl(l) + H(aq)+ + Cl(aq)
−
HOCl(l) → H(aq)+ + OCl(aq)
−
A adição de NaCl e as reações subsequentes, resultam também em uma redução do
diâmetro das bolhas formadas nos eletrodos, sendo que estas sobem a superfície mais
lentamente do que as bolhas de diâmetro maior, possibilitando uma maior interação com as
partículas colidais. O aumento da concentração de NaCl possui eficiência na diminuição do
potencial da célula até um valor limite, que foi encontrado por alguns autores como sendo 100
ppm. (MOUEDHEN et al, 2008).

47
3 METODOLOGIA
3.1 TIPO DE PESQUISA
A investigação realizada foi de abordagem quantitativa pois a pesquisa é
considerada quantitativa quando está ''[...] dentro de análises quantitativas e qualitativas, quando
há um levantamento de dados e o porquê destes dados; [...]'' (DALFOVO, 2018, p. 4). Teve como
método de procedimento o estudo experimental por razão de que ''[...] envolve algum tipo de
experimento que deve seguir um método a rigor científico para que a estrutura se faça eficiente;[...]
(id ibid, p. 5). O nível do estudo foi caracterizado como descritivo pois tratou da manipulação
de variáveis sendo que houve ''[...] um levantamento de dados e o porquê destes dados [...]'' (id
ibid, p. 4).
Portanto a pesquisa foi de cunho experimental e quantitativo porque o objeto de
estudo foi isolado de elementos externos e estudado em sua essência. Das análises resultaram
dados quantitativos resultantes da observação das variáveis manipuladas.
3.2 DESCRIÇÃO DO PROCESSO
3.2.1 Coleta do efluente
O efluente utilizado no trabalho foi coletado na estação de tratamento de efluentes
de uma indústria de laticínios localizada no município de Armazém, Santa Catarina cuja as
principais atividades são a fabricação de queijo, requeijão e nata. O efluente foi coletado
posteriormente a passagem nas operações de gradeamento e peneiramento em sua entrada na
caixa de gordura.
Realizou-se 7 coletas do efluente, sendo que em cada uma destas recolheram-se 20
litros de efluente, que foi armazenado em frascos de polietileno sob refrigeração. As coletas e
processo de amostragem foram realizadas de acordo com as normas NBR 9897 e NBR 9898
(ABNT).

48
3.2.2 Montagem e características dos reatores
As células eletroquímicas utilizadas no reator foram compostas por 8 placas de
ferro, ou alumínio, ou ferro/alumínio. Cada placa possuía dois orifícios, e uma parte quadrada
recortada para que o sistema funcionasse em paralelo e não em série. Estas foram roscadas a
duas barras de inox, cada barra possuía 4 placas que foram intercaladas. Pelo menos duas hastes
de polímero também foram utilizadas para manter unido o par de 4 placas.
O reator eletroquímico utilizado para realizar a ECF foi de acrílico com dimensões
de 300 mm de comprimento, 150 mm de largura, e 200 mm de altura. Cada placa componente
da célula eletroquímica possuía dimensões de 95 mm de altura, 70 mm de largura, e 1mm de
espessura observando que o espaçamento entre as placas foi de 10 mm. Estas características
podem ser observadas na Figura 7 e Figura 8.
Na Figura 7, pode ser observado a célula eletroquímica composta por eletrodos de
alumínio conforme as característica especificadas anteriormente.
Figura 7 - Célula eletroquímica de alumínio
Fonte: do autor , 2018.
Na Figura 8 são mostrados o reator eletroquímico com placas de ferro e alumínio.

49
Figura 8 - Célula eletroquímica de ferro e alumínio
Fonte: do autor , 2018.
As células eletroquímicas foram conectadas a uma fonte onde era controlado a
diferença de potencial aplicado, fazendo com que as placas em paralelo possuíssem cargas
opostas. Sistema que pode ser melhor visualizado na Figura 10.
Figura 9 - Processo de ECF em funcionamento
Fonte: do autor , 2018.
3.2.3 Procedimentos e controle de variáveis do processo de eletrocoagulação/flotação
As variáveis independentes que se mantiveram constantes foram a distância entre
as placas, a área de contato dos eletrodos com o efluente, o volume do efluente utilizado no
reator. Sendo que estas foram de 10 mm, 13474,82 mm2, e 3,5 L, respectivamente. Não foi
adicionado sal ao meio para promover o aumento da condutividade, e nem ajustou-se o pH da
água residual, estas variáveis se mantiveram dependentes do efluente.

50
As variáveis independentes que foram manipuladas foram o tipo de metal dos
eletrodos, a corrente e a tensão. Os metais utilizados nos eletrodos foram ferro, alumínio e
ferro/alumínio. As correntes utilizadas para cada célula eletroquímica produzida com seu
respectivo metal foram 5, 3, e 1 ampere (A), sendo que a cada 5 minutos os pólos dos eletrodos
foram invertidos para evitar passivação dos mesmos. A tensão variava conforme a corrente
alterava. Entretanto, deve-se ressaltar que a corrente também sofria variações conforme a
condutividade e o pH do efluente.
As variáveis dependentes foram os parâmetros das águas residuais coletadas
(poluentes), águas residuais tratadas, desgaste dos eletrodos. Os parâmetros avaliados dos
efluentes foram: cor, turbidez, pH, sólidos totais, sólidos dissolvidos, sólidos suspensos, DQO,
DBO, óleos e graxas, nitratos, ferro e alumínio, e dureza em cálcio e magnésio.
Durante a execução do experimento de ECF à 5 A, para cada metal, foi feita uma
análise em triplicata, da cinética em termos de cor turbidez e pH, utilizando aproximadamente
10 mL de amostra, coletados de pontos diferentes do reator eletroquímico.
Para o caso do tratamento das águas residuais com eletrodos de ferro, foi realizada
a precipitação do ferro com objetivo de comparar a diferença dos parâmetros do efluente tratado
com ferro sem precipitação, e com precipitação em termos das características cor, turbidez,
DQO e DBO.
Para analisar a quantidade dos metais liberados para meio, foi realizada a aferição
da massa dos eletrodos antes, e subsequentemente ao tratamento.
3.2.4 Instrumentos de coleta de dados
As análises dos parâmetros Cor, Turbidez, Sólidos totais, Sólidos Dissolvidos,
Sólidos Suspensos, DQO, DBO, Óleos e Graxas, Ferro, Alumínio, Dureza em Cálcio e
Magnésio, e Nitrogênio total para água residual bruta e tratada foram realizadas de acordo com
os procedimentos do Standard Methods for Examination of Water and Wastewater, 22 Edition.
Para aferição das massas dos eletrodos utilizou-se uma balança com até três casas
após a vírgula.
3.2.5 Princípio Chauvenet
Para fazer a análise dos dados utilizou-se o princípio de Chauvenet por ser preciso
e de fácil aplicabilidade. A fórmula pode ser vista a seguir:

51
Xmédia ± (p × m)
Onde:
Xmédia = (X1+X2+X3…Xn
n)
p = erro provável = ±S
√n
m = valor tabelado
S = desvido padrão = ±√∑(Xn − Xmédia)2
n − 1

52
3.3 RESULTADOS E DISCUSSÃO
3.3.1 Características do efluente bruto
Após as coletas foram realizadas as análises para o efluente bruto. Os resultados
das análise físico-químicas para efluente bruto, bem como os valores máximos e mínimos
obtidos para as diferentes amostragens são mostrados na Tabela 8.
Tabela 8 - Parâmetros do efluente bruto obtidos através das análises
Parâmetros Efluente Bruto Valores Máximos Valores Mínimos
pH 4,78 ± 0,32 5,5 4,33
Cor (Hz) 1515 ± 336,20 3310 746
Turbidez (FAU) 1500 ± 215,87 3300 650
Sólidos totais (mg.L-1) 4055,2 ± 830,21 5240 2560
Sólidos dissolvidos
(mg.L-1) 2672,05 ± 386,56
3096 1864
Sólidos suspensos
(mg.L-1) 1420,75 ± 485,59
2440 512
DQO (mg.L-1) 7462 ± 2147,14 10720 3990
DBO (mg.L-1) 4071,25 ± 129,24 2211 6036
Nitrogênio total (mg.L-1) 67,67 ± 29,67 90 34
Óleos e Graxas (mg.L-1) 2835 ± 678,82 6045 750
Cálcio (mg.L-1) 181,59 ± 37,84 224,56 124,03
Magnésio (mg.L-1) 56,06 ± 1,50 128,89 54,56
Alumínio (mg.L-1) 0,44 ± 0,24 0,78 0,1
Ferro (mg.L-1) 0,35 ± 0,20 0,3 0,05 Fonte: do autor , 2018.
Através dos valores mostrados na Tabela 8, observa-se valores elevados para
concentrações de matéria orgânica e gordura, fato este já observado por Ferreira (2011) e
Cavalcanti (1979). Observa-se também que o pH é levemente ácido, este fato pode estar
relacionado com a fermentação do efluente posterior às operações de gradeamento e
peneiramento. Do mesmo modo contata-se altos valores de dureza em cálcio e magnésio, isto
certamente está relacionado à concentração destes metais no leite conforme mostrado por
Ferreira (2011) na Tabela 3.
Além disso, apresenta elevadas variação em todos parâmetros analisados. Esta
oscilação pode estar relacionado ao fato de que o processo de fabricação dos produtos na
indústria em que o efluente foi coletado acontece por batelada, de acordo com demanda do

53
mercado. Desta maneira, como a quantidade de produto fabricado se modifica ao longo do dia,
a concentração dos contaminantes dos efluentes gerados também se alteram, apresentando
oscilações significativas nas concentrações dos poluentes.
3.3.2 Resultado da remoção de poluentes ou características indesejáveis pelos eletrodos
de ferro
Na Tabela 9, são mostrados os parâmetros analisados para efluente em diferentes
correntes, utilizando eletrodos de ferro, onde pode ser observado o percentual de remoção de
cada parâmetro analisado.
Tabela 9 - Características do efluente após o tratamento com a célula eletrolítica de ferro
Parâmetros 1 A (%)
Remoção
3 A (%)
Remoção
5 A (%)
Remoção
pH 4,36 ± 0,15 ---- 5,40 ± 0,19 ---- 5,40 ± 0,30 ----
Cor (Hz) 1482 ± 52,39 2,18 731 ± 25,84 51,75 1460 ± 51,62 3,63
Turbidez
(FAU) 480 ± 16,97
68 24 ± 0,85 98,4 60 ± 2,12 96
Sólidos totais
(mg.L-1) 2880 ± 101,82
28,98 3488 ± 123 13,98 3520 ± 124 13,2
Sólidos
dissolvidos
(mg.L-1)
2440 ± 86,27 8,68 3356 ± 119 - 25,5 3400 ± 120 - 27,24
Sólidos
suspensos
(mg.L-1)
440 ± 15,56 69,03 132 ± 4,67 90,71 120 ± 4,24 91,55
DQO (mg.L-1) 4100 ± 144,95 45,05 3540 ± 125 52,56 3230 ± 114 56,71
DBO (mg.L-1) 2664 ± 94,2 34,56 1784 ± 63,1 56,19 303 ± 10,7 92,54
Óleos e graxas
(mg.L-1) ----
---- ---- ---- 226,8 ± 8,02 92
Desgaste dos
Eletrodos (g) 1,23 ± 0,02
0,21 3,48 ± 0,05 0,59 4,86 ± 0,13 0,81
Fonte: do autor , 2018.
De acordo com os dados apresentados na Tabela 9, observa-se uma alta remoção de
DBO após o tratamento, sendo que o mesmo não foi observado na remoção de DQO. Entretanto,
analisando os valores de cor, sólidos totais, sólidos dissolvidos e o desgaste dos eletrodos,
verifica-se que há uma grande concentração de íons ferro no meio o que pode influenciar nos
ensaios de DQO, pois o ferro é um interferente neste tipo de análise.
A verificação de que havia muitos íons ferro solubilizados no efluente tratado, se
deve ao desgaste dos eletrodos. A baixa remoção de cor também é um resultado que mostra a
presença de íons ferro no efluente tratado, pois estes promovem coloração amarelada e ou
esverdeada no efluente. Da mesma forma, foi observado nas correntes de 3 e 5 A, que a maior

54
parte dos sólidos totais são sólidos dissolvidos, o que indica que ocorreu um maior desgaste do
ânodo,provocando uma elevada liberação de íons ferro para efluente.
Foi observado também uma elevada remoção na turbidez e sólidos suspensos,
demonstrando que ocorreu uma redução significativa de matéria orgânica, e que os íons ferro
foram os grandes causadores das distorções dos valores dos parâmetros de DQO.
Nas Figuras 10, 11 e 12, pode-se observar o aspecto final do efluente in situ tratado
à 5 A, 3 A e 1 A.
Figura 10 - Tratamento do efluente finalizado com eletrodos de ferro à 5 A
Fonte: do autor , 2018.
Através dos resultados apresentados, observa-se que com a corrente de 5 A ocorreu
maior formação de lodo sobrenadante (Figura 10), quando comparado com as correntes de 3 e
1 A (Figuras 11 e 12), justificando dessa forma, a redução de matéria orgânica, de sólidos
suspensos e da turbidez. Todavia, ficou evidente também que à corrente de 5 A, houve uma
maior liberação de íons ferro para o meio, que pode ser observado através dos resultados obtidos
para o desgaste dos eletrodos, sólidos dissolvidos e cor.
Na Figura 11, são mostrados o tratamento do efluente com eletrodos de ferro a 3 A.
De acordo com os resultados, observa-se uma menor formação de lodo
sobrenadante quando comparado ao tratamento com corrente de 5 A. Este fato se deve a menor
remoção de matéria orgânica, que pode ser constatada através dos valores obtidos para DBO.
Entretanto, ocorreu maior diminuição de cor, pois nesta corrente verificou-se um equilíbrio
entre liberação de íons ferro no efluente e remoção de matéria orgânica.

55
Figura 11 - Tratamento do efluente finalizado com eletrodos de ferro à 3 A
Fonte: do autor , 2018.
Para corrente 1 A, foi observado que a redução de matéria orgânica foi muito
pequena e, consequentemente, ocorreu pouca remoção de cor, turbidez, sólidos totais e
suspensos. De maneira semelhante para corrente de 3 A, o desgaste dos eletrodos foi baixo,
fazendo com que a concentração de sólidos dissolvidos não aumentasse por excesso de íons de
ferro fazendo com que a cor sofresse pouca interferência analítica (Figura 12).
A razão pela qual não obteve-se maior remoção de matéria orgânica está
relacionado com o fato de que não houve grande liberação de íons ferro para o efluente, sendo
que os íons ferro são os responsáveis pela formação dos complexos de polióxidos e
polihidróxidos que fazem a coagulação dos colóides.
Figura 12 - Tratamento do efluente finalizado com eletrodos de ferro à 1A
Fonte: do autor , 2018.
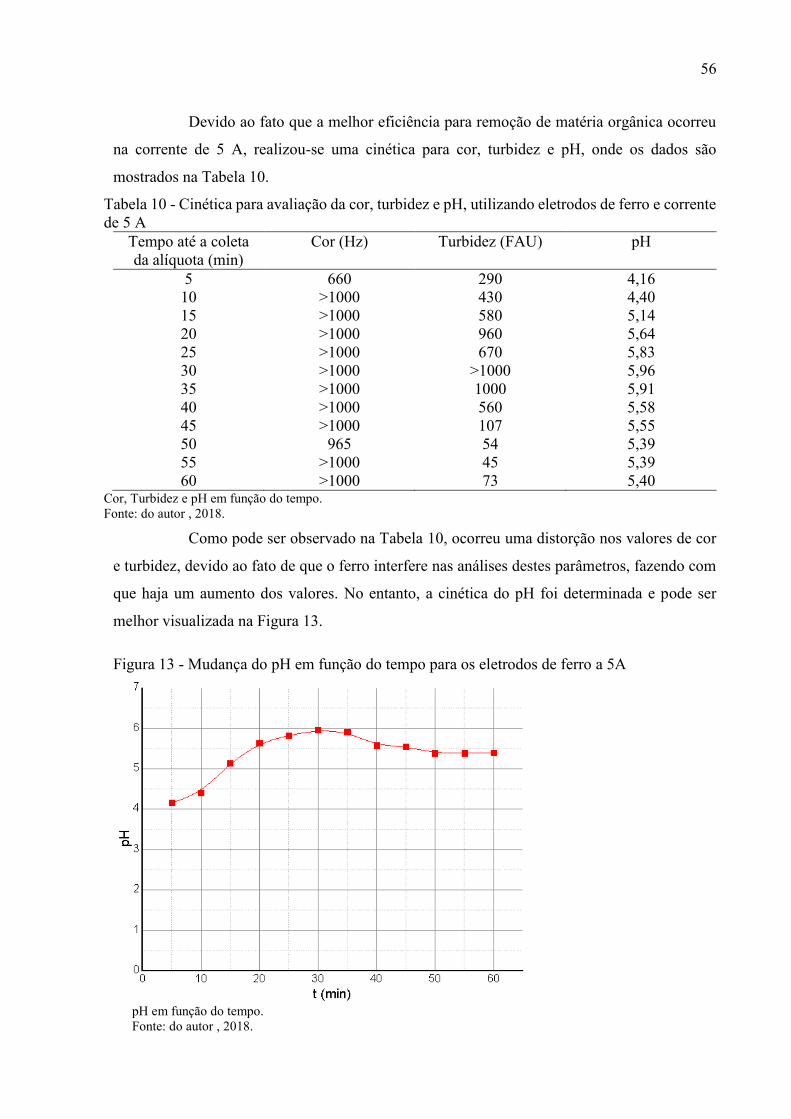
56
Devido ao fato que a melhor eficiência para remoção de matéria orgânica ocorreu
na corrente de 5 A, realizou-se uma cinética para cor, turbidez e pH, onde os dados são
mostrados na Tabela 10.
Tabela 10 - Cinética para avaliação da cor, turbidez e pH, utilizando eletrodos de ferro e corrente
de 5 A
Tempo até a coleta
da alíquota (min)
Cor (Hz) Turbidez (FAU) pH
5 660 290 4,16
10 >1000 430 4,40
15 >1000 580 5,14
20 >1000 960 5,64
25 >1000 670 5,83
30 >1000 >1000 5,96
35 >1000 1000 5,91
40 >1000 560 5,58
45 >1000 107 5,55
50 965 54 5,39
55 >1000 45 5,39
60 >1000 73 5,40 Cor, Turbidez e pH em função do tempo.
Fonte: do autor , 2018.
Como pode ser observado na Tabela 10, ocorreu uma distorção nos valores de cor
e turbidez, devido ao fato de que o ferro interfere nas análises destes parâmetros, fazendo com
que haja um aumento dos valores. No entanto, a cinética do pH foi determinada e pode ser
melhor visualizada na Figura 13.
Figura 13 - Mudança do pH em função do tempo para os eletrodos de ferro a 5A
pH em função do tempo.
Fonte: do autor , 2018.

57
Como pode ser visto na Figura 13 o pH aumenta, no entanto este aumento não é tão
expressivo por razão de que segundo Mollah et al (2004) os íons ferro tendem a formar mais
polióxidos do que polihidróxidos.
3.3.3 Resultado da remoção de poluentes ou características indesejáveis pelos eletrodos
de alumínio
A seguir na Tabela 11, evidencia-se os parâmetros do efluente após o tratamento
com a célula eletrolítica composta por eletrodos de alumínio. Na Tabela 11, observa-se na
abscissa as faixas de corrente de 5 A, 3 A e 1 A, e também o percentual de remoção de cada
parâmetro com relação a média dos parâmetros do efluente bruto. Na ordenada, visualiza-se os
parâmetros do efluente após o tratamento.
Tabela 11 - Características do efluente após o tratamento com a célula eletrolítica de alumínio
Parâmetros 1 A Remoção
(%)
3 A Remoção
(%)
5 A Remoção
(%)
pH 5,8 ± 0,20 ---- 8,25 ± 0,29 ---- 9,05 ± 0,32 -----
Cor (Hz) 464 ± 16,40 69,37 20,8 ± 0,74 98,63 82,2 ± 2,91 94,57
Turbidez (FAU) 101 ± 3,57 93,27 9 ± 0,32 99,4 45 ± 1,59 97
Sólidos totais
(mg.L-1) 2880 ± 101,8
28,98 1988 ± 70,28 50,98 2280 ± 80,61 43,78
Sólidos
dissolvidos
(mg.L-1)
2660 ± 94,04 0,45 1876 ± 66,33 29,79 2200 ± 77,78 17,67
Sólidos
suspensos
(mg.L-1)
220 ± 7,78 84,52 112 ± 3,96 92,12 80 ± 2,83 94,37
DQO (mg.L-1) 4240 ± 149,9 43,18 3704 ± 130,9 58,77 630 ± 22,3 91,55
DBO (mg.L-1) 2494 ± 88,2 38,74 1695 ± 59,9 58,36 256,49 ± 6,7 93,7
Óleos e Graxas ---- ---- ---- ---- 104,9 ± 80,6 96,3
Desgaste dos
eletrodos (g) 0,59 ± 0,02
0,2 1,75 ± 0,04 0,58 2,56 ± 0,04 0,85
Fonte: do autor , 2018.
De acordo com os resultados obtidos, ocorreu uma redução significativa de óleos e
graxas, e matéria orgânica em termos de DBO e DQO, principalmente com a corrente de 5 A.
Nesta corrente foi observado uma redução de 91,5% para DQO; 93,7% para DBO e 96,3% para
óleos e graxas. Resultados semelhantes foram observados por Mollah et al (2004), Merma
(2008), Moudhen (2008), Kobya et al (2006), entre outros.
Também foi observado uma redução expressiva na cor (94,5%), que segundo
Moudhen (2008) e Murugananthan (2004) se deve ao fato de que os íons alumínio não geram
cor residual no efluente após o tratamento por ECF. Os sólidos suspensos e turbidez também

58
tiveram elevada remoção, indicando mais uma vez a redução de matéria orgânica. Observa-se
que a maior parte dos sólidos totais são sólidos dissolvidos, indicando desta forma que a maior
parte do conteúdo de sólidos são íons alumínio dissolvidos no efluente tratado.
O pH, conforme Chen (2004) e Merma (2008), tende à aumentar, pois segundo
Mollah et al (2004) existe uma maior tendência que ocorra formação de polihidróxidos estáveis
quando são utilizados eletrodos de alumínio.
Na Figura 14, pode ser visualizado o tratamento do efluente com a célula
eletroquímica de alumínio à 5 A. Observa-se através da Figura 14, que ocorreu uma grande
formação de lodo sobrenadante, indicando desta maneira uma elevada remoção de matéria
orgânica, óleos e graxas, cor, turbidez e sólidos suspensos. Para DQO ocorreu redução de
94,5%; DBO 91,5% e para cor 93,7%.
Figura 14 - Tratamento do efluente finalizado com eletrodos de alumínio à 5 A
Fonte: do autor , 2018.
Na Figura 15, observa-se o tratamento do efluente com eletrodos de alumínio à
corrente de 3 A. Conforme pode ser constatado ocorreu uma menor formação de lodo
sobrenadante quando comparado com a corrente de 5 A. Entretanto, com a corrente de 3 A
observou-se os melhores resultados para cor (98,6%) e turbidez (99,4%), que pode ser atribuído
ao menor desgaste dos eletrodos e, consequentemente, menor liberação de íons alumínio para
o meio (efluente). Além disso, ocorreu redução de 58,7% para DQO e 58,3% DBO.

59
Figura 15 - Tratamento do efluente finalizado com eletrodos de alumínio à 3 A
Fonte: do autor , 2018.
Na Figura 16, pode ser visualizado o tratamento do efluente com a célula
eletroquímica de alumínio com corrente de 1 A. Observa-se uma pequena redução da matéria
orgânica e, consequentemente, da cor, turbidez, sólidos totais, dissolvidos e suspensos. Além
disso, observa-se também um baixo desgaste dos eletrodos, indicando que a liberação de íons
do metal foi pequeno, criando desta maneira menor possibilidade de formação de complexos
do metal e, portanto, justificando baixa remoção de matéria orgânica, com redução 43,1% para
DQO e 38,7% para DBO.
Figura 16 - Tratamento do efluente finalizado com eletrodos de alumínio à 1 A
Fonte: do autor , 2018.
Também foram realizadas cinética de cor, turbidez e pH, na corrente de 5 A com
eletrodo de alumínio, conforme mostrado na Tabela 12.

60
Tabela 12 - Cinética de Cor, Turbidez e pH, para os eletrodos de alumínio à 5 A
Tempo até a coleta
da alíquota (min)
Cor (Hz) Turbidez (FAU) pH
5 726 440 4,82
10 648 360 5,46
15 570 280 5,71
20 539 250 5,73
25 509 220 5,89
30 411 150 5,86
35 239 80 6,30
40 68,1 26 6,59
45 53,1 9 7,33
50 21,5 9 7,05
55 20,1 9 8,30
60 18,7 9 9,05 Fonte: do autor, 2018.
Diferentemente do ferro, o alumínio não gera coloração no efluente após o
tratamento, por esta razão pôde-se determinar as cinéticas de cor e turbidez.
Figura 17 - Avaliação cinética de Cor (A), Turbidez (B) e pH (C) em função do tempo utilizando
eletrodos de alumínio e corrente de 5 A.
Figura 17 A - Cor em função do tempo; Figura 17 B - Turbidez em função do tempo; Figura 17 C - pH em
função do tempo.
Fonte: do autor , 2018.
Como pode ser visualizado na Figura 17 A e B, e como já relatado por Fornari
(2008), Chen (2004), Merma (2008), entre outros autores, a cor e a turbidez decaem
A B
C

61
rapidamente em razão da remoção da matéria orgânica em forma de lodo sobrenadante. Ainda
que o tempo tenha sido mantido como uma variável fixa (60 minutos), observa-se que entre 45
e 50 minutos o tratamento apresentou sua eficiência máxima, não sendo necessário continuar o
tratamento após este período de tempo.
De acordo com Crespilho & Rezende (2004) e Mollah et al (2004), o pH tem uma
tendência a aumentar quando são utilizados eletrodos de alumínio , tal fato pode ser constatado
na Figura 17 C. O pH aumentou em função de que o eletrodo de alumínio apresenta maior
propensão à formação de hidróxidos e complexos de polihidróxidos.
3.3.4 Resultado da remoção de poluentes ou características indesejáveis pelos eletrodos
de alumínio e ferro
Na Tabela 13 pode ser visualizado a taxa de remoção dos poluentes após o
tratamento com a célula eletroquímica de ferro e alumínio.
Tabela 13 - Parâmetros do efluente após o tratamento com a célula eletrolítica de ferro e
alumínio
Parâmetros 1 A Remoção
(%)
3 A Remoção
(%)
5 A Remoção
(%)
pH 6,26 ±
0,22 ---- 6,30 ± 0,22 ---- 5,82 ± 0,21 ----
Cor (Hz) 380 ±
13,44 74,92 455 ± 16,09 69,97 116 ± 4,10 92,34
Turbidez
(FAU) 240 ± 8,48
84 130 ± 4,59 91,33 59 ± 2,09 96,07
Sólidos
totais
(mg.L-1)
2972 ±
105,1
26,71 2252 ±
79,62 44,47 2020 ± 71,42 50,19
Sólidos
dissolvidos
(mg.L-1)
2820 ±
99,70
- 5,54 2184 ±
77,22 18,26 2012 ± 71,14 24,70
Sólidos
suspensos
(mg.L-1)
152 ± 5,37 89,30 68 ± 2,40 95,21 8 ± 0,28 99,44
DQO
(mg.L-1)
4171 ±
147,5 44,1 3305 ±
116,8 55,7 1930 ± 68,23 74,13
DBO
(mg.L-1)
2579 ±
91,18 36,65 1759 ± 62,2 56,79 280 ± 19,8 93,12
Óleos e
Graxas
(mg.L-1)
---- ---- ---- ---- 255,15 ± 9,1 91
Desgaste
dos
eletrodos
(g)
1,65 ±
0,06
0,38 2,28 ± 0,08 0,52 3,55 ± 0,12 0,80
Fonte: do autor , 2018.

62
De acordo com os resultados apresentados na Tabela 13, observa-se que os
melhores resultados obtidos com eletrodos de ferro/alumínio foram com a corrente de 5 A.
Nesta corrente ocorreu redução de 93,1% para DBO; 74,1% para DQO e 91% para óleos e
graxas. Além disso, redução acima de 90% para cor, turbidez e sólidos suspensos. Resultados
inferiores foram observados para corrente de 1 e 3 A.
Os resultados de remoção de matéria orgânica, cor e sólidos dissolvidos foram
intermediários aos resultados obtidos quando foram utilizados apenas eletrodos de ferro ou
alumínio. Levando-se em consideração o fato de que quando foi utilizado somente eletrodo de
ferro, houve interferência nas análises de DQO, cor e sólidos dissolvidos, como já citado por
Merma (2008). Os resultados mostram que a utilização de eletrodos ferro/alumínio melhoram
significativamente o processo de tratabilidade.
Com relação aos sólidos totais, pode ser visto que a maior parte destes são sólidos
dissolvidos, demonstrando que a maior parte do conteúdo sólido são íons do metálicos
dissolvidos no efluente tratado.
O comportamento de alguns parâmetros quando utilizado a célula eletroquímica
composta por eletrodos de ferro e alumínio, foi intermediário às células eletroquímicas somente
com eletrodos de ferro ou alumínio.
Na Figura 18 pode ser visualizado o reator com a célula eletroquímica composta
por eletrodos de ferro e alumínio de forma alternada.
Figura 18 - Tratamento do efluente finalizado com eletrodos de ferro e alumínio à 5 A
Fonte: do autor , 2018.
Com a corrente 5 A ocorreu uma maior formação de lodo sobrenadante, indicando
alta remoção de DQO (74,1%), DBO (93,1), e Óleos e Graxas (91%). Nesta mesma faixa de

63
corrente obteve-se o maior desgaste dos eletrodos e, consequentemente, maior liberação de íons
alumínio e ferro para o meio, justificando a alta remoção de matéria orgânica. Conforme Mollah
et al (2004), Chen (2004), Merma (2008), esta remoção ocorre porque formam complexos de
polióxidos e polihidróxidos do metal liberado.
A Figura 19, mostra o tratamento do efluente utilizando célula eletrolítica de
ferro/alumínio com corrente de 3 A.
Figura 19 - Tratamento do efluente finalizado com eletrodos de ferro e alumínio à 3 A
Fonte: do autor , 2018.
Com a corrente de 3 A ocorreu menor formação de lodo sobrenadante,
demonstrando uma menor remoção de matéria orgânica no efluente tratado. Para DQO ocorreu
redução de 55,7%, DBO 56,7% e para cor 69,7%.
Na Tabela 14 são mostrado os resultados obtidos para cinética de cor, turbidez e
pH, utilizando eletrodo de ferro/alumínio com corrente de 5 A.
Tabela 14 - Cinética de cor, turbidez e pH, utilizando eletrodos de ferro e alumínio com corrente
5 A
Tempo até a coleta
da alíquota (min)
Cor (Hz) Turbidez (FAU) pH
5 >1000 >1000 4,32
10 >1000 570 4,80
15 >1000 470 5,40
20 >1000 710 5,92
25 >1000 880 5,89
30 >1000 >1000 5,88
35 >1000 710 5,79
40 >1000 530 6,02
45 >1000 440 5,70
50 >1000 61 5,80
55 948 100 5,82
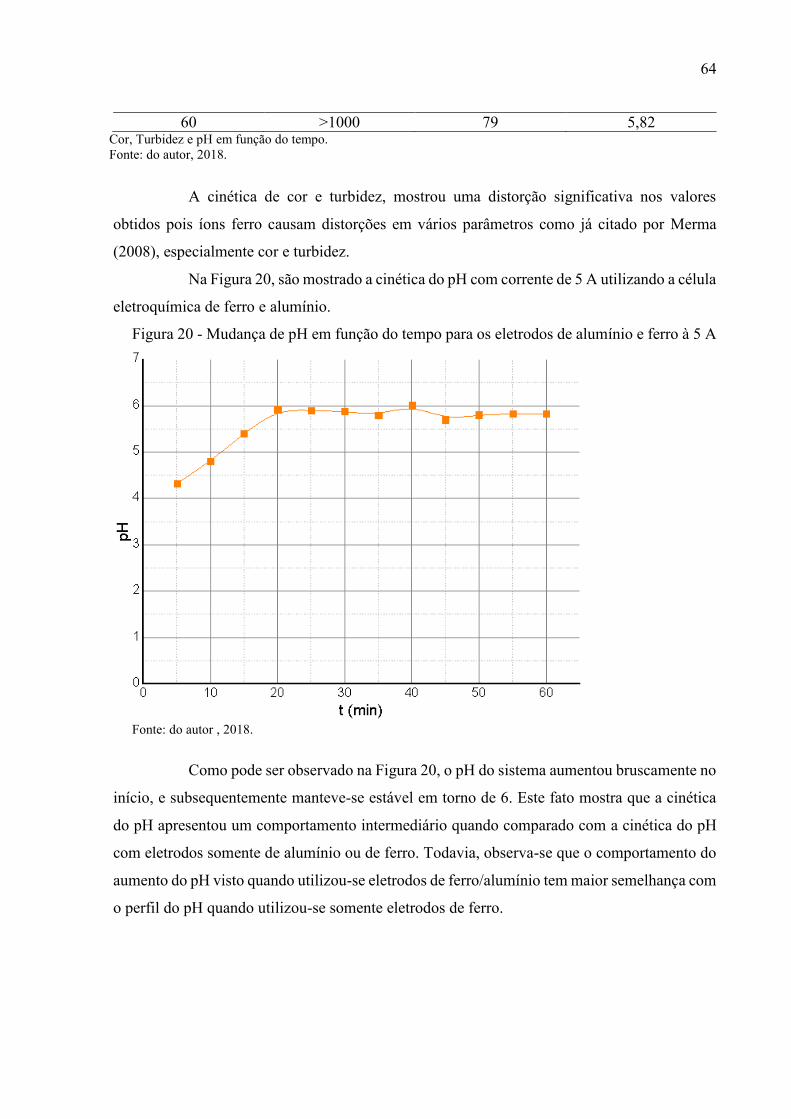
64
60 >1000 79 5,82
A cinética de cor e turbidez, mostrou uma distorção significativa nos valores
obtidos pois íons ferro causam distorções em vários parâmetros como já citado por Merma
(2008), especialmente cor e turbidez.
Na Figura 20, são mostrado a cinética do pH com corrente de 5 A utilizando a célula
eletroquímica de ferro e alumínio.
Figura 20 - Mudança de pH em função do tempo para os eletrodos de alumínio e ferro à 5 A
Fonte: do autor , 2018.
Como pode ser observado na Figura 20, o pH do sistema aumentou bruscamente no
início, e subsequentemente manteve-se estável em torno de 6. Este fato mostra que a cinética
do pH apresentou um comportamento intermediário quando comparado com a cinética do pH
com eletrodos somente de alumínio ou de ferro. Todavia, observa-se que o comportamento do
aumento do pH visto quando utilizou-se eletrodos de ferro/alumínio tem maior semelhança com
o perfil do pH quando utilizou-se somente eletrodos de ferro.
Cor, Turbidez e pH em função do tempo.
Fonte: do autor, 2018.

65
3.3.5 Parâmetros do efluente posterior a remoção do ferro por alcalinização do efluente
De acordo com Merma (2008), o ferro causa uma coloração amarelada ou
esverdeada no efluente após o tratamento, e também causa distorções nas análises de DQO, cor,
e turbidez. Por esta razão, buscou-se realizar a eliminação do ferro do efluente tratado com
eletrodo de ferro. Entretanto, no efluente tratado com a célula eletroquímica de ferro e alumínio
não foi possível a eliminação do ferro por meio da alcalinização do efluente, por razão de que
as hidroxilas reagem com íons alumínio presentes no efluente não acarretando na oxidação do
ferro.
Na Figura 21, são mostrados o efluente ferroso (A), o efluente com ferro precipitado
(B) e o efluente após filtração simples (C).
Figura 21- Precipitação do ferro em pH 8,5. Efluente ferroso (A); efluente com ferro precipitado
(B) e o efluente após filtração simples (C)
Fonte: do autor , 2018.
Como pode ser observado na Figura 21 - C, os resultados visuais foram excelentes.
Sendo assim, realizou-se ensaios de alguns parâmetros. Os resultados obtidos a partir das
análises podem ser visualizados na Tabela 15 a seguir.
A
B C

66
Tabela 15 - Avaliação do efluente com o ferro precipitado
Parâmetros 1 A (%)
Remoção
3 A (%)
Remoção
5 A (%)
Remoção
pH 8,52 ±
0,03 ---- 8,56 ±
0,18 ---- 8,59 ± 0,02 ----
Cor (Hz) 29,7 ±
1,05 98,04 20,1 ±
0,71 98,67 23,9 ± 0,84 98,42
Turbidez
(FAU) 3 ± 0,11
99,8 2 ± 0,07 99,87 2 ± 0,11 99,87
DQO
(mg.L-1)
3480 ±
123 53,36 3040 ±
107,5 59,26 507 ± 17,9 93,2
DBO
(mg.L-1)
2326 ±
82,2 42,85 1264 ±
44,7 68,93 40,2 ± 1,42 99,01
Cálcio 63,23 ±
2,24 65,18 63,23 ±
0,89 65,18 29,68 ± 1,05 83,65
Magnésio 4,86 ±
0,06 91,33 16,21 ±
0,57 71,08 7,61 ± 0,27 86,42
Fonte: do autor , 2018.
De acordo com resultados apresentados na Tabela 15, observa-se uma boa remoção
em todos os parâmetros analisados. Os melhores resultados foram observados com a corrente
de 5 A, com remoção de 98,4% para cor, 99,8% para turbidez, 93,2% para DQO e 99% para
DBO.
Também foi analisado a dureza presente no efluente cujo ferro foi removido. Os
ensaios de titulação utilizando EDTA não eram possíveis anteriormente por razão de que a
presença de íons de alumínio e ferro causavam distorções nas análises. Sendo assim, com a
remoção do ferro, efetuaram-se os ensaios e as análises das titulações com EDTA, e constatou-
se uma grande redução na dureza do efluente, acima de 90%.
3.3.6 Alteração dos parâmetros avaliados com relação a cada metal
Nas figuras a seguir as células eletrolíticas com eletrodos de ferro, alumínio,
ferro/alumínio, são representadas respectivamente pelas cores vermelho, azul, e amarelo. Os
parâmetros obtidos do efluente cujo ferro foi removido são expressos pela cor preta.
A alteração dos parâmetros foi analisada ao final de cada tratamento a 5, 3 e 1
ampere.
A seguir na Figura 22 observa-se a alteração de cor para cada metal em função da
corrente.

67
Figura 22 - Alteração de Cor em função da corrente para cada metal
Vermelho - Eletrodos de ferro; Amarelo - eletrodos Fe/Al; Azul - Eletrodos de alumínio;
Preto - Efluente cujo os íons ferro foram removidos.
Fonte: do autor , 2018.
Na Figura 22, observa-se que os maiores valores para cor são provenientes do
efluente cujo os eletrodos de ferro foram utilizados no tratamento. Este fato se deve, segundo
Merma (2008) à interferência que os íons ferro nas análises de Cor.
Também observa-se que o resultado do tratamento com a célula eletroquímica de
ferro e alumínio é intermediário ao resultado obtido quando o tratamento foi realizado somente
com eletrodos de ferro ou alumínio.
A Figura 22 demonstra que quando utilizou-se eletrodos de alumínio, obteve-se os
melhores resultados visuais após o tratamento. Entretanto, os melhores resultados visuais
obtidos foram a partir do efluente cujo os íons ferro foram removidos.
Na Figura 23 a seguir, observa-se a variação da turbidez em função da corrente para
cada metal estudado.

68
Figura 23 - Alteração de turbidez em função da corrente para cada metal
Vermelho - Eletrodos de ferro; Amarelo - eletrodos Fe/Al; Azul - Eletrodos de alumínio;
Preto - Efluente cujo os íons ferro foram removidos.
Fonte: do autor , 2018.
Na Figura 23, pode-se visualizar que a remoção da turbidez, está relacionada aos
sólidos suspensos, foi similar para todos os metais. Sendo que os piores valores para remoção
ficaram com o efluente cujos eletrodos de ferro foram utilizados no tratamento, e os melhores
ficaram com o efluente cujo ferro foi removido.

69
Figura 24 - Alteração de pH em função da corrente para cada metal
Vermelho - Eletrodos de ferro; Amarelo - eletrodos Fe/Al; Azul - Eletrodos de alumínio;
Preto - Efluente cujo os íons ferro foram removidos.
Fonte: do autor , 2018.
Conforme Chen (2004) e Merma (2008), o pH no caso do efluente tratado somente
com ferro ou alumínio, em geral tende a aumentar. No entanto, a diferença entre o aumento do
pH do efluente tratado com eletrodos de alumínio para o efluente tratado com eletrodos de ferro
é grande, pois segundo Mollah et al (2004) e Merma (2008), os íons alumínio têm maior
propensão a formar polihidróxidos do metal, enquanto os íons ferro têm maior propensão a
formar polióxidos do metal.

70
Na Figura 25, observa-se as alterações de sólidos totais, dissolvidos e suspensos em
função da corrente para cada metal estudado. Pode-se visualizar nas linhas contínuas os sólidos
totais, nas tracejadas os sólidos dissolvidos, e nas pontilhadas os sólido suspensos.
Figura 25 - Alteração de sólidos totais, dissolvidos e suspensos em função da corrente para cada
metal
Vermelho - Eletrodos de ferro; Amarelo - eletrodos Fe/Al; Azul - Eletrodos de alumínio;
Preto - Efluente cujo os íons ferro foram removidos.
Linhas contínuas - Sólidos totais; Linhas tracejadas - Sólidos Dissolvidos;
Linhas pontilhadas - Sólidos suspensos.
Fonte: do autor , 2018.
Na Figura 25 são mostrados as relações entre sólidos totais, dissolvidos, e
suspensos. Observa-se que a remoção de sólidos suspensos foi maior independentemente do
metal utilizado. A máxima eficiência constatada na remoção de sólidos suspensos foi à 5 A.
Em geral houve remoção de sólidos totais, entretanto, observa-se uma baixa
eficiência na sua remoção. Além disso, observa-se que a maior parte dos sólidos totais são
sólidos dissolvidos, constatando que ocorreu uma grande liberação de íons dos metais para o
meio, fazendo com que a quantidade de sólidos dissolvidos se mantivesse alta.
Na Figura 26 são mostrados os valores de DQO e DBO em função da corrente
aplicada para cada metal estudado.

71
Figura 26 - Alteração de DQO (A) e DBO (B) em função da corrente para cada metal
Vermelho - Eletrodos de ferro; Amarelo - eletrodos Fe/Al; Azul - Eletrodos de alumínio; Preto - Efluente cujo os íons
ferro foram removidos.
Fonte: do autor , 2018.
De acordo com a Figura 26, observa-se que os resultados para remoção de DQO
são próximos, para cada metal, nas faixas de corrente de 1 A e 3 A, sendo distante somente
quando o tratamento foi realizado com a corrente de 5 A.
Com a corrente de 5 A, os piores resultados de remoção na DQO foram para o
efluente cujo os eletrodos de ferro foram utilizados no tratamento. Isto se deve ao fato de que o
ferro causa interferência nas análises da DQO. Da mesma maneira, as análises efetuadas no
efluente tratado com a célula eletroquímica de ferro e alumínio mostraram distorção nos
resultados. Portanto, por razão que o ferro é um forte interferente em vários parâmetros
analisados, realizou-se sua remoção e obteve-se os valores reais dos parâmetros, mostrando que
a remoção de DQO foi mais alta do que a remoção efetuada quando foi utilizado somente
eletrodos de alumínio.
A Figura 26 - B, mostra os valores da remoção de DBO são próximos para todos os
metais em todas as correntes. Entretanto, o efluente em que efetuou-se a remoção do ferro, foi
o que apresentou maior redução na DBO.
Na Figura 27 - A, pode ser visualizado a massa do metal liberada para o efluente
em função da corrente; e na Figura 27 - B, observa-se o desgaste dos eletrodos em função da
corrente.
A B

72
Figura 27 - Massa dos metais no efluente, e desgaste dos eletrodos em função da corrente
Vermelho - Eletrodos de ferro; Amarelo - eletrodos Fe/Al; Azul - Eletrodos de alumínio; Preto - Efluente cujo
os íons ferro foram removidos.
Fonte: do autor , 2018.
Na Figura 27 - A, observa-se que o metal que mais liberou massa para o efluente
foi o ferro, no entanto, sabe-se que o ferro é mais denso que o alumínio. Sendo assim,
relacionando-se as Figuras 27 - A e 27 - B, observa-se que os eletrodos que mais liberaram íons
para o efluente são os de alumínio, pois apesar de que sua massa liberada no efluente é menor,
sua massa atômica é menor que a do ferro, e seus eletrodos são os que mais sofrem desgaste,
principalmente à 5 A.
À 5 A, na faixa de corrente em que o tratamento teve sua eficiência máxima, a
quantidade de mols de alumínio e de ferro foi de 2,71 × 10−2 𝑚𝑜𝑙
𝐿 e 2,48 × 10−2 𝑚𝑜𝑙
𝐿
respectivamente, mostrando desta maneira, que a quantidade de alumínio liberada para o
efluente é ligeiramente maior que a de ferro.
A quantidade molar dos metais liberada pela célula eletrolítica feita com eletrodos
de ferro e alumínio à 5 A foi de 1,15 × 10−2 𝑚𝑜𝑙
𝐿 e 1,36 × 10−2 𝑚𝑜𝑙
𝐿 respectivamente, exibindo
novamente uma maior liberação de alumínio para o meio.
A B

73
4 CONCLUSÃO
As principais conclusões obtidas com realização deste trabalho foram:
1. Os melhores resultados visuais (cor) de tratabilidade para o efluente bruto foram
obtidos com a célula eletrolítica composta por eletrodos de alumínio.
2. Com eletrodos de ferro houve interferência na cor, entretanto, os resultados
foram bons quando realizou-se a precipitação ferro em pH alcalino.
3. Os melhores resultados obtidos para remoção de matéria orgânica foram à 5
amperes (A).
4. Posteriormente a precipitação do ferro, independente da célula eletrolítica
utilizada, a remoção dos contaminantes em termos de DQO e DBO foram sempre acima de
90% à 5 A.
5. A quantidade de íons alumínio liberados no efluente foi maior e sua remoção é
mais difícil do que a remoção dos íons ferro.
6. Sendo assim, por fim conclui-se que para a reutilização da água, o melhor
tratamento seria a utilização dos eletrodos de ferro, por razão de que a remoção do ferro pode
ser associada ao polimento do efluente através de cloração ou ozonólise (entre outros), e uma
posterior filtração. Os eletrodos de alumínio seriam mais indicados quando o objetivo for o
descarte do efluente, levando-se em consideração o fato de que a legislação Brasileira não
estipula valores máximos de alumínio em efluentes.

74
REFERÊNCIAS
ABNT NBR 9800/87 - Critérios para lançamento de efluentes líquidos industriais no
sistema coletor público de esgoto sanitário. Associação Brasileira de Normas Técnicas,
1987. p. 03.
AN, Chunjiang et al. Emerging usage of electrocoagulation technology for oil removal from
wastewater: A review. Science of the Total Environment, v. 579, p. 537-556, 2017.
ANDRADE, L. H. Tratamento de Efluente de Indústria de Laticínios por Duas
Configurações de Biorreator com Membranas e Nanofiltração Visando Reúso. Tese
(Mestrado em Saneamento, Meio Ambiente e Recursos Hídricos) - Departamento de
Engenharia Sanitária e Ambiental, Escola de Engenharia, Universidade Federal de Minas
Gerais, Belo Horizonte, 2011.
ANTONIO GUTIERREZ, M. ELETROCOAGULATION APPLIED TO TREAT
SOLUTIONS WITH HIGH CONCENTRATION OF OIL; Eletrocoagulação Aplicada a
Meios Aquosos Contendo Óleo. Brazil, South America, 2008.
APHA; Standard Methods for the Examination of Water and Wastewater, 22th ed.,
American Public Health Association: New York, 2012.
BEGNINI, BC; RIBEIRO, HB. Plano para redução de carga poluidora em indústria de
lacticínios. Brazil, South America, 2014.
BRAILE, P. M. e CAVALCANTI, J. E. W. A. Manual de tratamento de águas residuárias
industriais. São Paulo: CETESB, 1979, 761 p.
BRITZ, T. J.; VAN SCHALKWYK, C.; HUNG, Y.T. Treatment of dairy Processing
Wastewater. 2006.
BARBOSA, C.S.; et al. Consumo de água e geração de efluentes em uma indústria de
laticínios. Revista do Instituto de Latícinios Cândido Tostes, v. 64, Iss 367, p. 10-18 (2009).
367, 10, 2009.
CORREIA, LS. Orientações de higienização na produção primária de leite e indústria dos
lacticínios. Portugal, Europe, 2009.
CRESPILHO, F. N; REZENDE, M. O. O. Eletroflotação: Princípios e Aplicações. São
Carlos: Rima, 1. ed. 96 p., 2004.
DALFOVO, Michael Samir; LANA, Rogério Adilson; SILVEIRA, Amélia. Métodos
quantitativos e qualitativos: um resgate teórico. Revista Interdisciplinar Científica
Aplicada, v. 2, n. 3, p. 1-13, 2008.
DEZOTTI, M. Processos e técnicas para o Controle Ambiental de Efluentes Líquidos. Rio de
janeiro: E-papers, 2008.
DRUNKLER, D.A. Produção de Requijão Cremoso Simbiótico. Tese (Doutorado em
Tecnologia de Alimentos) - Programa de Pós- Graduação em Tecnologia de Alimentos, Setor
de Tecnologia, Universidade Federal do Paraná, Curitiba, 2009.

75
EMBRAPA - Empresa brasileira de Pesquisa Agropecuária. Disponível em:
<https://www.embrapa.br/gado-de-leite> Acesso em: 12 de outubro de 2017.
FERREIRA, I.C.S. Tratamento terciário de indústria de efluente de laticínio através
adsorção de lactose em argila esmectítica. São Paulo. (Dissertação de mestrado) - Escola
Politécnica, Universidade de São Paulo, 2003.
FORNARI, M. M. T. Aplicação Técnica de Eletro-Floculação no Tratamento de
Efluentes de Curtumes. Dissertação de Mestrado em Engenharia Química. Toledo-PR:
Universidade Federal do Oeste do Paraná. 2008.
GUOHUA CHEN. Electrochemical Technologies in Wastewater Treatment. Separation
and Purification Technology 38, 2004, 11-41.
Janaina Moreira de, M; et al. Tratamento do efluente do biodiesel utilizando a
eletrocoagulação/flotação: investigação dos parâmetros operacionais. Química Nova, Vol 35,
Iss 2, p. 235-240 (2012). 2, 235, 2012.
JOÃO, Jair J. et al. ELECTROCOAGULATION-FLOTATION PROCESS:
INVESTIGATION OF OPERATIONAL PARAMETERS FOR WASTEWATER
TREATMENT FROM FISHERY INDUSTRY. Química Nova, v. 41, n. 2, p. 163-168, 2018.
MAGANHA, M.F.B. Guia técnico ambiental da indústria de produtos lácteos. São Paulo:
CETESB, 2006.
MAPA - Ministério da Agricultura, Pecuária e Abastecimento.
<http://www.agricultura.gov.br> Acesso em: 12 de outubro de 2017.
MERMA, A. G. Eletrocoagulação Aplicada a Meios Aquosos Contendo Óleo. Dissertação
de Mestrado em Ciência dos Materiais e Metalúrgica. Rio de Janeiro - RJ: Pontifíca
Universidade Católica do Rio de Janeiro. 2008.
Metcalf and Eddy, I. Tratamento de efluentes e recuperação de recursos. Porto Alegre, 2016.
M. KOBYA, H. HIZ, E. SENTURK, C. AYDINER, E. DEMIRBAS. Treatment of potato
chips manufacturing wastewater by ectrocoagulation. Desalination 190 (2006) 201-211.
MOLLAH, MY; et al. Fundamentals, present and future perspectives of electrocoagulation.
JOURNAL OF HAZARDOUS MATERIALS. 114, 1-3, 199-210, 2004.
MOUEDHEN, G; et al. Behavior of aluminum electrodes in electrocoagulation process.
Journal of Hazardous Materials. 1, 124, 2008.
MURUGANANTHAN, M; BHASKAR RAJU, G; PRABHAKAR, S. Separation of
pollutants from tannery effluents by electro flotation. SEPARATION AND PURIFICATION
TECHNOLOGY. 40, 1, 69-75, 2004.
PABLO CAÑIZARES, FABIOLA MARTINEZ, CARLOS JIMENEZ, CRISTINA SAEZ,
MANUEL A. RODRIGO. Coagulation and Electrocoagulation of oil in water emulsions.
Journal Hazardous material 2007.

76
PERLE, M.; KIMCHIE, S.; SHELEF, G. Some biochemical aspects of the anaerobic
degradation of dairy wastewater. Water Research, v. 29, p. 1549-1554, 1995.
SALMINEN, E. & RINTALA, J. Anaerobic digestion of organic solid poultry
slaughterhouse waste a review. Bioresource Technology, v. 83 p. 13-26, 2002.
SBRT - Sistema Brasileiro de Respostas Técnicas. <http://sbrt.ibict.br> Acesso em: 13 de
outubro de 2017.