universidade do etado de santa catarina – udesctede.udesc.br/bitstream/tede/1672/1/viviane lilian...
TRANSCRIPT

UNIVERSIDADE DO ESTADO DE SANTA CATARINA – UDESC CENTRO DE CIÊNCIAS TECNOLÓGICAS – CCT
DEPARTAMENTO DE ENGENHARIA MECÂNICA –DEM PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E
ENGENHARIA DE MATERIAIS - PGCEM
Formação: Mestrado em Ciência e Engenharia de Materiais
DISSERTAÇÃO DE MESTRADO OBTIDA POR
Viviane Lilian Soethe
DEPOSIÇÃO DE FILMES METÁLICOS SOBRE POLI (TEREFTALATO DE
ETILENO) VIA TRIODO-MAGNETRON-SPUTTERING: INFLUÊNCIA DA
CORRENTE E DA VOLTAGEM NAS PROPRIEDADES DOS FILMES.
Apresentada em 25 / 03 / 2004. Perante a Banca Examinadora: Dr. Luís César Fontana - Presidente (UDESC)
Dr. Evandro Luís Nohara (AMR – CTA/ UNITAU) Dr. Argemiro Soares da Silva Sobrinho (UFSC) Dr. Sergio Henrique Pezzin (UDESC)

II
UNIVERSIDADE DO ESTADO DE SANTA CATARINA – UDESC
CENTRO DE CIÊNCIAS TECNOLÓGICAS – CCT
DEPARTAMENTO DE ENGENHARIA MECÂNICA - DEM
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA
E ENGENHARIA DE MATERIAIS – PGCEM
DISSERTAÇÃO DE MESTRADO
Mestranda: VIVIANE LILIAN SOETHE – Licenciada em Física
Orientador: Prof. Dr. LUÍS CESAR FONTANA
CCT/UDESC – JOINVILLE
DEPOSIÇÃO DE FILMES METÁLICOS SOBRE POLI (TEREFTALATO DE
ETILENO) VIA TRIODO-MAGNETRON-SPUTTERING: INFLUÊNCIA DA
CORRENTE E DA VOLTAGEM NAS PROPRIEDADES DOS FILMES.
DISSERTAÇÃO APRESENTADA PARA OBTENÇÃO DO TÍTULO DE MESTRE EM CIÊNCIA E ENGENHARIA DE MATERIAIS DA UNIVERSIDADE DO ESTADO DE SANTA CATARINA, CENTRO DE CIÊNCIAS TECNOLÓGICAS – CCT, ORIENTADA PELO PROF. DR. LUIS CESAR FONTANA.
Joinville 2004

III UNIVERSIDADE DO ESTADO DE SANTA CATARINA - UDESC
CENTRO DE CIÊNCIAS TECNOLÓGICAS – CCT
COORDENAÇÃO DE PÓS-GRADUAÇÃO - CPG
“Deposição de filmes metálicos sobre poli (Tereftalato de Etileno) via Triodo-
Magnetron-Sputtering: influência da corrente e da voltagem nas propriedades dos
filmes”
por
Viviane Lilian Soethe
Essa dissertação foi julgada adequada para a obtenção do título de
MESTRE EM CIÊNCIA E ENGENHARIA DE MATERIAIS
na área de concentração "Metais", e aprovada em sua forma final pelo
CURSO DE MESTRADO EM CIÊNCIA E ENGENHARIA DE MATERIAIS
DO CENTRO DE CIÊNCIAS TECNOLÓGICAS DA
UNIVERSIDADE DO ESTADO DE SANTA CATARINA
Dr. Luís César Fontana (presidente)
Banca Examinadora: Dr. Evandro Luís Nohara
(AMR/CTA/UNITAU)
Dr. Argemiro Soares da Silva Sobrinho (UFSC)
Dr. Sérgio Henrique Pezzin
(UDESC)

IV FICHA CATALOGRÁFICA
NOME: SOETHE, Viviane Lilian
DATA DEFESA: 25/03/2004
LOCAL: Joinville, CCT/UDESC
NÍVEL: Mestrado Número de ordem: 35 – CCT/UDESC
FORMAÇÃO: Ciência e Engenharia de Materiais
ÁREA DE CONCENTRAÇÃO: Metais
TÍTULO: Deposição de filmes metálicos sobre poli (Tereftalato de Etileno) via Triodo-Magnetron-Sputtering: influência da corrente e da voltagem nas propriedades dos filmes.
PALAVRAS - CHAVE: Triodo-Magnetron-Sputtering (TMS), PET, filmes finos, materiais
absorvedores de radiação eletromagnética, caracterização eletromagnética.
NÚMERO DE PÁGINAS: XVIII , 94 p.
CENTRO/UNIVERSIDADE: Centro de Ciências Tecnológicas da UDESC
PROGRAMA: Pós-graduação em Ciência e Engenharia de Materiais - PGCEM
CADASTRO CAPES: 4100201600P9
ORIENTADOR: Dr. Luís Cesar Fontana
PRESIDENTE DA BANCA: Dr. Luís Cesar Fontana
MEMBROS DA BANCA: Dr. Evandro Luís Nohara, Dr. Argemiro Soares da Silva Sobrinho, Dr.
Sérgio Henrique Pezzin

V DEDICATÓRIA
Dedico este trabalho e todo o meu esforço
a meus pais Lúcia e Valdevino,
por todo apoio, carinho e amor dados a mim
durante esta caminhada
e ao meu namorado Abel,
por todo amor, dedicação e compreensão!

VI
AGRADECIMENTOS
Agradeço acima de tudo a Deus, por ter me dado a vida e a capacidade de pensar,
refletir, compreender e indagar o mundo que me cerca, tornando-me admiradora de
suas criações.
Ao Abel, que sempre soube me ouvir, me alegrar, me incentivar e com seu modo todo
especial de ser, me fazer acreditar que tudo é possível e que lutar vale a pena.
Aos meus pais por todo o apoio, amor e carinho, além de todas as palavras de incentivo
e conforto dados a mim durante este percurso.
Ao meu irmão Volnei, a minha cunhada Maria Aparecida e ao meu sobrinho Ghabriel,
que perto ou longe sempre estiveram presentes nesta caminhada.
Ao Professor e amigo Dr. Luís César Fontana, que com sua amizade e dedicação soube
orientar e incentivar a realização deste trabalho.
A minha grande amiga Márcia que foi um presente que o mestrado me trouxe, a qual
agradeço imensamente pelos momentos de alegria, pelas horas de descontração e por
todo o carinho e amizade dedicada.
Aos outros presentes do mestrado: Udo, Romário, Luciano, Valmir, Gilmar, Carmeane
e demais colegas do curso. Estes os quais, de uma forma ou de outra sempre terei um
grande carinho e admiração, e sempre estarão presentes no meu coração.
A Soninha e a Déia, por todo carinho, compreensão e apoio durante estes anos, que
sem dúvida contribuíram em muito para o sucesso deste trabalho.
Aos meus tios e primos, cuja lista é imensa mas que possuem um lugar muito especial
em meu coração, em especial a: tia Hilda, tio Simão, tia Rose, tio Miguel, e meus
primos Maicon e Fabiano.
A todos os meus amigos e alunos do SENAI Joinville, por terem sempre me apoiado e
me incentivado para a chegada até aqui, em especial á Márcia, Solange, Simone, Vânia
e Moisés.
Aos alunos do Laboratório de Plasma, que sempre me apoiaram e com um olhar e um
sorriso sincero sempre buscaram me alegrar e me erguer, favorecendo minha chegada
até aqui, em especial: César, Júlio, Fernando, Lilian, David, Thomaz, Fabiane e
Patrícia.

VII Aos meus amigos Jorge, Marisa, Dna.Hilda, que ao meu lado sempre me ajudaram e
me apoiaram.
As minhas grandes amigas Rafaela Leoni e Tatiana C. Salvador, que mesmo longe
sempre estiveram perto e que de uma forma ou de outra se fizeram presentes durante
esta caminhada.
Á todos os professores do Curso de Mestrado em Ciência e Engenharia de Materiais,
que de alguma maneira contribuíram para a realização deste trabalho.
Á todos os professores do Departamento de Física, em especial ao professor Júlio
Pureza, por todo carinho e por todo o apoio dado desde o início até o término deste
trabalho.
Aos bolsistas dos laboratórios do Departamento de Engenharia de Materiais, pelas
realizações das análises.
Aos funcionários da Oficina Mecânica do Departamento de Engenharia Mecânica pelo
pronto auxílio fornecido durante a elaboração de equipamentos, em especial ao João e
ao professor Thorrens.
Á coordenadoria da Pós-Graduação em Ciência e Engenharia de Materiais.
Á Professora Dra. Mirabel Cerqueira Rezende pela amizade e pelas contribuições
fornecidas ao trabalho.
Ao Professor Dr. Evandro Luís Nohara pela amizade, contribuições e por todo o
esforço realizado para obtenção dos resultados de atenuação de microondas.
Ao Professor Dr. Argemiro Soares da Silva Sobrinho pela amizade e por todas as
contribuições fornecidas ao presente trabalho.
Ao Centro Técnico Aeroespacial (CTA), em especial á divisão de materiais (AMR) do
Instituto de Aeronáutica e Espaço (IAE) e toda a equipe de funcionários e técnicos,
pela disponibilidade dos laboratórios de caracterização e pela realização de ensaios que
muito enriqueceram o presente trabalho.
Ao Laboratório de Plasma da UDESC que possibilitou a realização deste trabalho,
disponibilizando todos os equipamentos e suprimentos necessários para as deposições.
Á Dupont ® pela doação dos filmes de Mylar.
Ao Centro de Ciências Tecnológicas, e ao Departamento de Engenharia Mecânica pela
infra-estrutura oferecida.
Á Capes pelo suporte financeiro oferecido.

VIII SUMÀRIO
Capítulo 1 - INTRODUÇÃO....................................................................................................5
Capítulo 2 ESTUDO BIBLIOGRÁFICO...............................................................................7
2.1. O que é Plasma? ...........................................................................................................7
2.2. Deposição de filmes finos por sputtering.................................................................10
2.3 O processo de sputtering ............................................................................................11
2.3.1 Sputtering Convencional...................................................................................15
2.3.2 Magnetron Sputtering .......................................................................................17
2.3.3 Triodo magnetron sputtering (TMS)...............................................................19
2.4. Características de formação dos filmes ...................................................................20
2.5 Modelos de Zonas de Crescimento do Filme ...........................................................22
2.6 Parâmetros que influenciam nas propriedades superficiais do filme...................24
2.7. Deposição de filmes metálicos sobre substrato polimérico. ..................................26
2.7.1 Características gerais dos polímeros ..............................................................26
2.7.2 Aplicações da deposição de filmes metálicos sobre polímeros.....................30
2.8 Filmes metálicos como atenuadores da energia da onda eletromagnética na
faixa de freqüência de (8-12 GHz)...................................................................................34
Capítulo 3 - MÉTODOS EXPERIMENTAIS......................................................................37
3.1 Aparato Experimental / Câmara de Descargas......................................................37
3.2 Preparação das Amostras..........................................................................................39
3.3 Etapas de Deposição...................................................................................................39
3.4 Considerações gerais do trabalho.............................................................................40
3.4.1 – Determinação da Razão de deposição ..........................................................41
3.5 Análises das Amostras ................................................................................................42
3.5.1 Microscopia Eletrônica de Varredura (MEV) ..............................................42
3.5.2 Microscopia de Força Atômica.........................................................................43
3.5.3 - Microscopia Óptica.........................................................................................43

IX 3.5.4 Difratometria de Raio X....................................................................................44
3.5.5 Análise térmica de TGA e DTG .......................................................................44
3.5.6 Análise térmica de DSC....................................................................................45
3.5.7 Caracterização da atenuação de energia da onda eletromagnética por
filmes de Al e Inconel depositados sobre Mylar por guia de onda (8-12 GHz) ...45
Capítulo 4 - RESULTADOS E DISCUSSÕES ....................................................................48
4.1 Estudo do comportamento da voltagem e da corrente no TMS em função da
variação da distância tela/alvo . .......................................................................................48
4.1.1 – Estudo do comportamento da corrente do alvo em função da variação
da distância tela/alvo mantendo-se a voltagem constante......................................48
4.1.2 – Estudo do comportamento da voltagem do magnetron em função da
variação da distância tela/alvo mantendo-se a corrente constante. ......................52
4.2 Escolha e Caracterização do polímero utilizado como substrato..........................57
4.3 Deposição de Filmes de Al sobre polímeros: Estudo do efeito da voltagem do
alvo nas propriedades do filme. .......................................................................................59
4.4 Deposição de Filmes sobre polímeros: Estudo da influência da Corrente do
alvo nas propriedades do filme. .......................................................................................68
MY1.....................................................................................................................................70
4.5 Comparação entre a influência da corrente e da voltagem na deposição de
filmes de Alumínio sobre polímero..................................................................................77
4.6 Aplicação de filmes de Alumínio e Inconel em substratos poliméricos (Mylar)
como atenuador da energia da onda eletromagnética (8-12 GHz)..............................79
Capítulo 5 – CONCLUSÕES .................................................................................................87
REFERÊNCIAS BIBLIOGRÁFICAS .................................................................................91

X
LISTA DE FIGURAS
Figura 2.1: Esquema representativo do plasma com seus constituintes [CHAPMANN,
1980] ......................................................................................................................................... 7
Figura 2.2: Características corrente-voltagem de uma descarga luminescente em gases
[Vossen - Kern, 1991] .............................................................................................................. 8
Figura 2.3: Esquema representativo dos fenômenos ocorridos na geração e manutenção de
descarga dc em um gás a baixa pressão. Quando uma diferença de potencial é aplicada
entre dois eletrodos, o gás, como por exemplo o argônio, é ionizando. Estes íons ao
chocarem-se com o alvo podem ejetar elétrons do alvo, chamados de elétrons secundários,
sendo estes responsáveis pela manutenção da descarga. [BOGAERTS et al, 2002] ............. 9
Figura 2.4: Lei de Paschen, relacionado a tensão de ignição com o produto pressão versus
separação dos eletrodos. ......................................................................................................... 10
Figura 2.5: Analogia de um jogo de bilhar com o comportamento dos átomos ejetados do
alvo durante o bombardeamento iônico [CHAPMANN, 1980] ........................................... 11
Figura 2.6: Fenômenos atômicos decorrentes da incidência dos íons no alvo durante o
processo de sputtering [CHAPMANN, 1980]. ...................................................................... 12
Figura 2.7: Variação do rendimento em função da energia do íon incidente para átomos de
alumínio bombardeados com Argônio [CHAPMANN, 1980]. ............................................ 15
Figura 2.8: Esquema representativo do magnetron sputtering. ............................................. 17
Figura 2.9: Cinética das partículas : a) sputtering convencional, evidenciando os íons,
elétrons e demais partículas neutras presentes no plasma e seu movimento desordenado; b)
Magnetron sputtering, observa-se devido a existência do arranjo de imas, uma ordenação na
direção de deslocamento das partículas presentes na descarga [BILAC-FARAH, 1991]. .. 18
Figura 2.10: Esquema representativo do Triodo Magnetron Sputtering............................... 19
Figura 2.11: Diferentes etapas na deposição de filmes no substrato. (a) um átomo chega e
pode migrar através da superfície; (b) chegada do segundo átomo e combinação com o

XI primeiro; (c) nucleação e formação de ilhas de átomos; (d) crescimento das ilhas; (e)
coalescência das ilhas; (f) formação de um filme contínuo [BOAGARTS et al.,2002]. ..... 20
Figura 2.12: Gráfico representativo da Energia Livre de Gibbs, em função do raio crítico.
[FONTANA, 1997] ................................................................................................................ 21
Figura 2.13: Modelo de zonas estruturais proposto por Thorton para filmes metálicos
depositados via sputtering [THORTON, 1974]..................................................................... 23
Figura 2.14 : Gráfico representativo do Módulo de Young para os diferentes materiais
utilizados pela indústria. ......................................................................................................... 28
Figura 2.15: Gráfico representativo das resistências mecânicas dos diversos materiais em
função da densidade................................................................................................................ 29
Figura 2.16: Estrutura polimérica principal do PET.............................................................. 30
Figura 2.17: Imagens de MEV com aumento de 2000x para: (a) Filmes de Mylar sem
tratamento e (b) Filmes de Mylar implantados com alumínio a 7 kV, B = 125 G [UEDA et
al,2003] ................................................................................................................................... 31
Figura 2.18: Micrografias SEM de multicamadas de Ti/TiN: (a) em substrato de PBT
(Ultradur B 4300 K6, BASF), observando-se a estrutura de crescimento características da
zona T do modelo de Thorton. (aumento de 20.000X); (b) em PA (Ultramid A3ZM4,
BASF), evidenciando a estrutura de crescimento característica da zona 01 (aumento de
20.000X) [REISTER et al, 1999]........................................................................................... 33
Figura 2.19: Micrografia da interface entre o filme de TiN, a intercamada metálica de Ti e
substrato de polisulfano. ......................................................................................................... 34
Figura 2.20: Estudo realizado por BHAT et al demonstrando atenuação de microondas em
função da espessura dos filmes de Kantal.............................................................................. 36
Figura 2.21: Estudo realizado por BHAT et al demonstrando atenuação de microondas em
função da freqüência da radiação de microondas incidente. ................................................. 36
Figura 3.1: Esquema de montagem experimental do sistema de deposição de filmes tipo
Triodo Magnetron Sputtering (TMS), montado no laboratório de Plasma da UDESC. ...... 38
Figura 3.2: Porta amostra utilizado neste trabalho para deposições de filmes de Al sobre
substratos poliméricos (Mylar)............................................................................................... 40
Figura 3.3: Esquema do procedimento para a obtenção de uma seção fraturada do filme
depositado sobre uma lamina de aço, para a medida da espessura da camada através de
observação via MEV. O objetivo é o cálculo da razão de deposição. .................................. 42

XIIFigura 3.4: Esquema representativo do porta-amostra utilizado para preparação e análise do
filme e do substrato no MEV e microscópio óptico (a) aparato representando a forma de
colocação das amostras dentro do porta- amostra de latão; (b) amostra e porta amostra
embutidos para preparação metalografica e análise no microscópio. ................................... 44
Figura 3.5: Esquema geral do princípio de conservação da energia da onda eletromagnética
incidente sobre um determinado material (■). Ei – Energia incidente, Ea – Energia
absorvida, Et – Energia transmitida, Er – Energia refletida [KNOTT, et al., 1985; SUCHER,
et al., 1980].............................................................................................................................. 46
Figura 3.6: Esquema do dispositivo utilizado no método de guia de onda. Ei – Energia
incidente, Er – Energia refletida, Ea – Energia absorvida pelo material [[NICHOLSON, et
al., 1970]. ................................................................................................................................ 47
Figura 4.1:Gráfico representativo da variação da corrente do alvo em função da mudança
de atd / , com a voltagem constante de -500V. No gráfico é possível observar diferentes
curvas obtidas com diferentes pressões na câmara de deposição. Os parâmetros utilizados
em cada condição podem ser visualizados na Tabela 4.1. .................................................... 50
Figura 4.2: Gráfico comparativo entre o comportamento da corrente em função da variação
da distância tela/alvo para duas diferentes voltagens do catodo. .......................................... 51
Figura 4.3: Gráfico representativo da variação do módulo da voltagem do alvo em função
da distância tela/alvo, com a corrente constante de 0,5A. No gráfico é possível observar
diferentes curvas obtidas com diferentes pressões da câmara de trabalho. Os parâmetros
utilizados em cada condição podem ser visualizados na Tabela 4.2..................................... 53
Figura 4.4: Gráfico representativo da variação da voltagem do alvo em função da mudança
na distância tela/alvo, com a corrente constante de 1,0A. No gráfico é possível observar
diferentes curvas obtidas com diferentes pressões da câmara de trabalho. Os parâmetros
utilizados em cada condição pode ser visualizados na Tabela 4.3........................................ 55
Figura 4.5: Variação da voltagem em função da distância tela/alvo para dois valores fixos
de corrente (0,50 e 1,0 A). ...................................................................................................... 56
Figura 4.6: DSC do polímero de trabalho: Mylar da Dupont, enfatizando a temperatura de
fusão do material, a temperatura de transição vítrea, bem como do valor da entalpia (calor
de fusão do material). ............................................................................................................. 58
Figura 4.7: TGA e DTG do polímero de trabalho: Mylar da Dupont, observando a perda de
massa do mesmo, bem como a velocidade desta perda, por meio da derivada da função. .. 58

XIIIFigura 4.8: Gráfico da relação entre o módulo da voltagem x distância tela/alvo, destacando
os pontos e demais parâmetros escolhidos para a realização das deposições com corrente
constante.................................................................................................................................. 60
Figura 4.9: Análise de MEV relacionando a topografia do filme obtido em função da
voltagem do magnetron, a corrente constante de 0,50A: (a) -470 V; (b) -490 V; (c)-620 V;
(d) –720 V; (e) –780 V. Os demais parâmetros são apresentados na Tabela 4.4 ................. 61
Figura 4.10: Micrografia ótica da interface filme/polímero. (a) filme depositado com baixa
voltagem do catodo (-470 V): não observa-se mudanças no polímero, próximo à interface;
(b) filme depositado com voltagem no catodo de -720 V, onde observa-se alteração
microestrutural do polímero, próximo à interface. Amostras polidas com pasta de diamante;
aumento 200X......................................................................................................................... 62
Figura 4.11: Gráfico da razão de deposição em função da voltagem do cátodo, indicando
uma pequena influência da energia dos átomos que se depositam na taxa de deposição. .. 64
Figura 4.12: Micrografias obtidas via MEV, com aumento de 10000X, visualizando a
fratura da camada de filme de Al depositado sobre lamina metálica para verificação da
razão de deposição. Observa-se que o filme acompanha a topografia da superfície do
substrato. ................................................................................................................................. 65
Figura 4.13: MEV com aumento de 10000X, evidenciando a homogeneidade da superfície
em ambos os casos com isenção de defeitos e total recobrimento, inclusive das impurezas
do substrato. ............................................................................................................................ 66
Figura 4.14: Difratometria de raios-x do polímero puro, sem recobrimento........................ 67
Figura 4.15: Difratometria de raios-x dos filmes depositados com corrente constante
(0,5A), demonstrando as direções preferenciais de crescimento dos filmes de Al e a sua
respectiva intensidade. É possível observar que o recobrimento possui uma pequena
proporção de fase cristalina devido aos pequenos picos de intensidade observados no
gráfico. .................................................................................................................................... 68
Figura 4.16: Variação da corrente em função da distância tela/alvo para a voltagem
constante de –700V no alvo. Os pontos indicados no gráfico (1 a 5) serão usados no estudo
das características superficiais do filme de Al depositado sobre o substrato polimérico..... 69
Figura 4.17: Gráficos relacionando a razão de deposição, corrente no alvo e temperatura do
substrato. ................................................................................................................................. 71

XIVFigura 4.18: Micrografias obtidas por MEV dos filmes de Al depositados variando-se a
corrente do alvo. (a) Corrente de 0,25 A durante 900 s. (b) Corrente de 1,12 A durante
240s. ........................................................................................................................................ 72
Figura 4.19: Características superficiais do filme de alumínio depositado sobre Mylar
obtidas via MEV, com aumento de 4000X, destacando as diferenças existentes entre as
condições de razão de deposição crescentes de (a) para (e), observando em (e) a existência
de pontos de degradação do filme. ......................................................................................... 73
Figura 4.20: Micrografias da superfície das amostras obtidas por microscopia óptica com
aumento de 200X, verificando a influência da razão de deposição na topografia do filme.
As amostras com maior razão de deposição (d) e (e) apresentaram uma certa modificação
estrutural do polímero............................................................................................................. 74
Figura 4.21: Micrografia obtida via MEV, com aumento de 2000X, observando a interface
metal-polímero para a condição de alta razão de deposição (e), realizada com corrente de
1,1A. A preparação da amostra para a análise via MEV é descrita na seção 3.5.3. ............. 75
Figura 4.22: Difratometria de raios-x das amostras obtidas com corrente variável e
voltagem constante (-700V), demonstrando as direções preferências de crescimento dos
filmes de Al............................................................................................................................. 76
Figura 4.23: Comportamento da temperatura do substrato em função da modificação da
distância tela/alvo, para as condições com corrente e voltagem constante respectivamente.78
Figura 4.24: Curvas obtidas para deposição com filme de Inconel (a) Voltagem constante (-
700V); (b) Corrente constante (0,5A), demonstrando o ponto escolhido para as deposições
(PE). Todas as curvas foram obtidas com um fluxo de Argônio de 0,60 V. ........................ 81
Figura 4.25: Resultado obtidos para a atenuação de radiação de microondas realizada por
guia de onda. (a) Filmes de Al (A12) e (B12); (b) Filme de Inconel (C10), depositados
segundo as condições das Tabela 4.8, 4.9, 4.10 e 4.11.......................................................... 83
Figura 4.26: Microscopia de força atômica (AFM) da superfície do filme de Inconel
depositado sobre polímero. Amostra C10; i=0,50A; Valvo=-700V. ...................................... 84
Figura 4.27: Microscopia de força atômica (AFM) da superfície dos filmes de Al que
apresentaram atenuação de radiação eletromagnética durante ensaio por guia de onda. (a)
Filme de Al (A12) i=0,50A e Valvo=-470V; espessura=216nm; (b) Filme de Al (B12)
i=0,50A; Valvo=-700V; espessura= 224 nm. .......................................................................... 85

XV LISTA DE TABELAS
Tabela 2.1: Rendimento do Sputtering (Yield) de elementos em descargas com diferentes
gases a -500eV [ROHDE e MUNZ, 1991]. .............................................................................14
Tabela 2.2: Livre caminho médio em função do gás de trabalho e da temperatura para
átomos de Al e Ar, obtidos por meio do calculo utilizando a Equação 04. .............................25
Tabela 4.1: Parâmetros usados no estudo da variação da corrente em função da distância
tela/alvo, mantendo-se a voltagem constante em -500 V, para cinco valores de pressão do gás
de trabalho..................................................................................................................................49
Tabela 4.2: Parâmetros usados no estudo da variação da voltagem em função da distância
tela/alvo, mantendo-se a corrente constante (0,50 A), para três valores de pressão do gás de
trabalho.......................................................................................................................................52
Tabela 4.3: Parâmetros usados no estudo da variação da voltagem em função da distância
tela/alvo, mantendo-se a corrente constante (1,0 A), para três valores de pressão do gás de
trabalho.......................................................................................................................................54
Tabela 4.4: Parâmetros de tratamento determinados e obtidos na deposição de filmes de
alumínio sobre Mylar, com manutenção de corrente em 0,50A e pressão de 2,0 mTorr para
todas as condições de deposição. ..............................................................................................60
Tabela 4.5: Razão de deposição de filmes de alumínio obtida para as condições descritas na
Tabela 4.4 realizadas com corrente constante (0,5A), durante 5 minutos. ..............................63
Tabela 4.6: Condições utilizadas para a deposição de Alumínio sobre Mylar com voltagem e
pressão constante de -700V e 2,0 mTorr respectivamente, com alteração da corrente em
função da mudança na distância tela/alvo.................................................................................70
Tabela 4.7: Razão de deposição obtida para as condições de deposições realizadas com
voltagem constante (-700V), com tempos variados. ................................................................70
Tabela 4.8: Condição de deposição de filmes de Al escolhida dentre as estudadas com
corrente constante (0,5A), para obtenção de diferentes espessuras variando-se o tempo de

XVIdeposição. Todas as condições foram realizadas com pressão de 2,0 mTorr, voltagem de -
470V, atd / de 2,0 cm e razão de deposição (Rd) de 1,2 nm/s. ................................................80
Tabela 4.9: Condição de deposição de filmes de Al escolhida dentre as estudadas com
voltagem constante (-700V), para obtenção de diferentes espessuras variando-se o tempo de
deposição. Todas as condições foram realizadas com pressão de 2,0 mTorr, voltagem de -
700V, atd / de 1,3 cm e razão de deposição (Rd) de 1,6 nm/s. ................................................80
Tabela 4.10: Condições de deposição de filmes de Inconel, para obtenção de diferentes
espessuras variando-se o tempo de deposição, com corrente constante de 0,5 A, pressão de
2,0 mTorr, voltagem de -640V e atd / 2,0 cm. .........................................................................82
Tabela 4.11: Condições de deposição de filmes de Inconel, para obtenção de diferentes
espessuras variando-se o tempo de deposição, com voltagem constante de -700V, pressão de
2,0 mTorr, corrente de 0,5 A e atd / 1,3 cm..............................................................................82

XVII
LISTA DE SÍMBOLOS
Ar – Argônio. Cr – Cromo. Cu – Cobre. Al – Alumínio. B – Campo magnético. E – Campo elétrico. e – carga elétrica elementar. Rd – Razão de deposição. SC – Sputtering convencional ou diodo de corrente contínua. MSC – Magnetron sputtering convencional. TMS - Triodo magnetron sputtering convencional. LCM – Livre caminho médio. PVD – Physical vapour deposition. CVD – Chemical vapour deposition. DC – Tensão contínua. SCCM – Standard Cubic Centimeters per Minute AISI – American Iron and Steel Institute. PET – poli (tereftalato de etileno) T- Temperatura TiN- Nitreto de Titânio ZrN- Nitreto de Zircônia V- Voltagem do alvo i- Corrente do Alvo
atd / - Distância Tela/alvo ABNT- Associação Brasileira de Normas Técnicas MEV- Microscópio Eletrônico de varredura TGA- Análise Termogravimétrica DSC- Calorimetria Diferencial de Varredura RF- Radio Freqüência AFM- Microscopia de Força atômica

1 RESUMO
O Triodo Magnetron Sputtering (TMS) é um sistema de deposição de filmes
caracterizado pela introdução de um terceiro eletrodo, que é constituído de uma tela móvel
aterrada, situado entre o catodo (alvo) e o anodo (substrato). Esta tela tem o papel de
capturar elétrons frios (menos energéticos) da descarga. Alterando-se a posição relativa
desta tela ao catodo, alteram-se algumas das características do plasma como, por exemplo,
a tensão de ignição. Baseado nisso, realizou-se um estudo investigando-se a relação entre a
corrente e a voltagem do alvo alterando-se a posição relativa da tela ao alvo. Por meio
deste estudo, pode-se verificar que é possível tornar independentes estes dois parâmetros
de deposição para uma determinada faixa de trabalho. Devido ao controle destes
parâmetros, verificou-se que é possível depositar filmes metálicos de qualidade, utilizando
um equipamento de TMS sobre substratos poliméricos. Através da escolha adequada das
condições de deposição, baseadas no estudo realizado anteriormente, realizou-se a
deposição de filmes de Al sobre um substrato de poli(Tereftalato de Etileno). Pode-se
observar por meio deste estudo que estes filmes apresentam-se estruturalmente íntegros e
com pouca quantidade de defeitos. As deposições de filmes de Al sobre substratos
poliméricos mantendo-se a corrente constante (0,5A) indica que a mudança na voltagem
altera principalmente a energia das partículas que se depositam, não modificando de forma
significativa as propriedades superficiais dos filmes. Pode-se observar ainda que a razão de
deposição não sofre alterações significativas com o aumento da voltagem, o que é
evidenciado pela pequena elevação da temperatura sofrida pelas amostras. Os filmes de Al
depositados sob voltagem constante (-700V) apresentaram topografia superficial distinta
em função da corrente utilizada. Pode-se verificar que a variação da corrente influencia de
forma significativa a estrutura final do filme depositado. Além disso, este parâmetro está
diretamente relacionado com a razão de deposição, sendo este o fator responsável pelo
aumento na temperatura da amostra devido a elevação no calor de condensação dos átomos
que se depositam. Pode-se desta forma, dizer que a temperatura da amostra é mais
influenciada pela corrente que pela voltagem do alvo. Assim, é possível observar que
deposições realizadas sob corrente constante provocam menor agressão ao polímero e ao
filme depositado que aquelas realizadas sob voltagem constante. Por meio do TMS, é
possível controlar-se as condições de deposição e conseqüentemente a razão de deposição
de maneira precisa, o que proporciona um controle da camada depositada. Isto faz deste

2 método uma alternativa eficiente para a deposição de filmes metálicos, passível de ser
utilizado em muitos ramos de pesquisa. Atentando-se a este fato, realizou-se uma aplicação
do estudo dos filmes depositados sobre polímero, alterando-se a corrente ou a voltagem do
alvo independentemente. Para isso depositaram-se filmes de Al e Inconel (liga de níquel
cromo) sobre Mylar®, um tipo de PET (poli (Tereftalato de etileno)), com a finalidade de
investigar o comportamento deste filme quanto as suas características de atenuação de
energia eletromagnética incidente. Esta aplicação é bastante vasta envolvendo
equipamentos aeronáuticos, radares, e outros. Conhecida a razão de deposição da condição
utilizada, pode-se alterar a espessura do filme obtido variando-se o tempo de deposição.
Assim, fez-se um estudo da influência da espessura da camada e do material que constitui
o filme (Al ou Inconel) nas características de atenuação de energia da onda
eletromagnética. De acordo com os estudos, pode-se verificar que a espessura da camada
depositada, e o material do filme influenciam nas características atenuadoras, sendo que os
filmes de Al e Inconel depositados apresentaram uma atenuação de no máximo 13% . Isto
nos leva a crer que filmes metálicos podem ser utilizados com materiais absorvedores de
radiação eletromagnética, desde que se conheça a espessura ideal de trabalho e outras
características intrínsecas do mesmo.
Palavras chaves: Triodo-Magnetron-Sputtering (TMS) , PET, filmes finos, materiais
absorvedores de radiação eletromagnética, caracterização eletromagnética.

3 ABSTRACT
The Triode Magnetron Sputtering (TMS) is a system of depositing film
characterized by the introduction of a third electrode, which is made up of a grounded
mobile screen, located between the cathode (target) and the anode (substrate). The purpose
of this screen is to capture cold electrons (at a lower energy level) of discharge. Changing
its relative position to the cathode, some of the characteristics of the plasma are changed
such as the ignition tension. Based on this, a study was made investigating the relationship
between the current and the target voltage by changing the positioning of the screen to the
target. Through this study, we could verify that, it’s possible to work independently with
either of above parameters of deposition. As a result of controlling these parameters, we
could verify that the deposition of quality metallic films is possible, by using a TMS
equipment on polymeric substrates. By choosing the suitable conditions of deposition,
based on a preliminary study, a deposition of Al film on a poly(ethylene terephthalate)
substrate was made. It was observed through this study that these films prove to be
structurally whole and with few faults. The maintenance of a constant current (0,5A) fir
deposition of Al films on polymeric substrates indicates that the change in voltage alters
mainly the deposition energy particles, not significantly the superficial property of films.
We can still observe that the rate of deposition does not alter significantly with voltage
increase, what is evidenced by the little temperature increase in the samples. The Al films
deposited submitted to a constant voltage (-700V) displayed a distinct superficial
topography due to the current used. The current variation influence was verified notably
for the final structure of the deposited film. Besides this, this parameter is directly related
to the deposition rate, this being responsible for a temperature increase of the sample
caused by increase of condensation heat of deposited atoms. Thus we can say that the
sample temperature is more influenced by target current than by target voltage. So, we can
observe that depositions made under constant current cause less aggression to polymer and
to deposited film than those made under constant voltage. Through TMS, it is possible to
control deposition condition and consequently the deposition rate in an accurate way. This
makes this method an efficient alternative to metallic film deposition. In view of above, an
application of the study of deposited film on polymers was made, altering either the current
or voltage of target. Films of Al an Inconel were deposited on Mylar® , a type of PET,
with the purpose of investigating film behavior concerning its attenuation characteristics of

4 incident electromagnetic energy. This application range is very wide, including aerospace
equipment, radars an so on. When the rate of deposition for the condition used is known,
the thickness of film can be altered by varying the time of deposition. A study was
conducted of the influence of layer thickness and film material (Al or Inconel) on the
characteristics of attenuation of electromagnetic wave energy. According to studies, it was
observed that deposited layer thickness and film material influenced attenuating
characteristics, so that Al and Inconel deposited films showed a maximum 13%
attenuation. This leads us into believing that metallic films can be used with
electromagnetic radiation absorbing materials, as long as ideal work thickness and its
intrinsic characteristics are known.
Key-words: Triode-Magnetron-Supttering (TMS), PET, thin films, electromagnetic
radiation absorbing materials, electromagnetic characterization.

01- Introdução
5
Capítulo 1 - INTRODUÇÃO A busca da ciência pelo desenvolvimento de materiais que proporcionem
concomitantemente excelentes propriedades mecânicas com amplas aplicações e menor
agressão ao meio ambiente, torna alguns tipos de polímeros atraentes do ponto de vista
tecnológico. A metalização de materiais poliméricos é atualmente uma das técnicas que
vem se destacando em meio a outras por proporcionar melhoria nas características
superficiais dos polímeros. Um exemplo desta vantagem é o aumento da resistência
mecânica e térmica do polímero, por ser uma técnica pouco agressiva ao substrato e ao
meio ambiente, por não proporcionar mudanças estruturais do material e por apresentar
muitas aplicações tecnológicas. A substituição de displays de computadores, calculadoras,
laptops e agendas eletrônicas por polímeros metalizados é um exemplo destas aplicações.
Estudos mostram que muitas investigações têm sido feitas para a utilização de polímeros
metalizados no recobrimento de equipamentos aeroespaciais em órbita na Terra com a
finalidade de reduzir a erosão provocada pela ação da radiação ultravioleta proveniente do
sol e do oxigênio atômico [UEDA et al, 2003]. A indústria automotiva também possui
interesse neste tipo de processo, principalmente para a melhoria superficial das peças,
elementos de máquinas e blocos de freios. Pode-se concluir que este processo é promissor
e que ganha cada dia mais espaço na indústria e na ciência [FORTUNATO et al, 2002].
Existem vários processos de metalização, dentre os quais pode-se destacar: o
processo CVD (chemical vapour deposition) e o processo PVD (physical vapour
deposition). No processo PVD a geração e o transporte de vapores a partir da fonte
geradora até o substrato é realizado por meio físico. Estes processos ocorrem a baixas
pressões. Podem-se obter as espécies vaporizadas do material sólido por meio de
evaporação térmica ou através do bombardeamento de partículas energéticas, sendo o
primeiro caso chamado de evaporação a vácuo e o segundo de sputtering. A produção do
filme nestes processos se dá por meio da condensação de unidades atômicas ou
moleculares. Existem vários processos que utilizam o princípio do arrancamento de átomos

01- Introdução
do substrato por meio do bombardeamento deste por partículas energéticas, sendo que para
a deposição sobre substratos sensíveis a elevação da temperatura, como substratos
poliméricos, utiliza-se o magnetron sputtering. Esta técnica possui algumas vantagens com
relação às demais, dentre as quais podemos destacar: simplicidade do equipamento, altas
taxas de deposição, menores pressões de trabalho, maior eficiência, menor
bombardeamento do substrato por partículas energéticas, possibilitando a deposição de
filmes sobre substratos sensíveis a temperatura, maior densidade do filme depositado, boa
aderência e baixo custo de manutenção. A fim de aumentar a eficiência do processo,
FONTANA et al (1997), inseriu um terceiro eletrodo ao aparato do magnetron sputtering,
constituindo o Triodo Magnetron Sputtering (TMS). Neste esquema, uma tela de aço
inoxidável introduzida entre o catodo e o anodo, recolhe os elétrons frios do plasma,
aumentando com isso a eficiência do mesmo. O presente estudo tem como objetivo
principal verificar o comportamento da voltagem e da corrente do alvo através da alteração
da distância entre a tela e o magnetron, observando a faixa de trabalho na qual é possível
manter estes dois parâmetros independentes. Por meio do conhecimento deste
comportamento pode-se controlar, de maneira mais precisa, as condições de deposição em
termos da energia dos átomos que se depositam e da razão de deposição. Este controle se
faz necessário quando se deseja recobrir materiais poliméricos, que possuem sensibilidade
a elevação da temperatura. O interesse pelo recobrimento destes materiais reside no fato de
que os polímeros apresentam amplas aplicações tecnológicas devido principalmente as
suas características de leveza, maleabilidade, isolação térmica e elétrica. Baseado no
estudo realizado anteriormente, verificou-se a influência da voltagem e da corrente,
independentemente, na estrutura final de filmes de Al depositados sobre substrato
polimérico constituído de PET. Além disso, baseado em um estudo realizado por BLAT et
al em 1998, através da possibilidade do controle dos parâmetros de deposição e
conseqüentemente da espessura do filme depositado, depositou-se filmes de Al e Inconel
(liga de níquel e cromo) com diferentes espessuras, verificando a influência da espessura
do filme e do material que o constitui nas características de atenuação da energia da onda
eletromagnética na faixa de freqüências compreendidas entre 8 e 12GHz.
6

02 –Revisão Bibliográfica
7
Capítulo 2 ESTUDO BIBLIOGRÁFICO
Este capítulo destina-se a uma abordagem geral sobre os conceitos relacionados
com a física de plasmas e deposição de filmes finos. Far-se-á um estudo dos processos de
deposição via sputtering, tais como magnetron sputtering, sputtering convencional, entre
outros, justificando a escolha do processo utilizado no decorrer do trabalho. Além disso,
discutir-se-á sobre algumas características dos polímeros, material este utilizado como
substrato de deposição, assim como as suas propriedades de atenuação da energia da onda
eletromagnética (8-12GHz), isto é a sua capacidade em reduzir o coeficiente de reflexão de
um metal (100% refletor), demonstrando sua importância tecnológica, suas principais
aplicações e evidenciando assim, a importância de tal pesquisa no âmbito cientifico
tecnológico.
2.1. O que é Plasma?
Pode-se considerar o plasma como um meio eletricamente neutro, constituído de
íons positivos e elétrons em um mar de átomos neutros, como representado
esquematicamente na Figura 2.1.
Figura 2.1: Esquema representativo do plasma com seus constituintes [CHAPMANN, 1980]
02 –Revisão Bibliográfica
8
Os mecanismos essenciais no plasma são excitação e relaxação, ionização e
recombinação [CHAPMANN, 1980]. O grau de ionização pode variar de 100% a valores
muito baixos (da ordem de 10-4 a 10-6 para gases parcialmente ionizados). O plasma é
conhecido também, como o quarto estado da matéria e consiste da maior parte da matéria
visível existente, uma vez que todo o conteúdo estelar é por ele constituída [BOGAERTS-
et al, 2002].
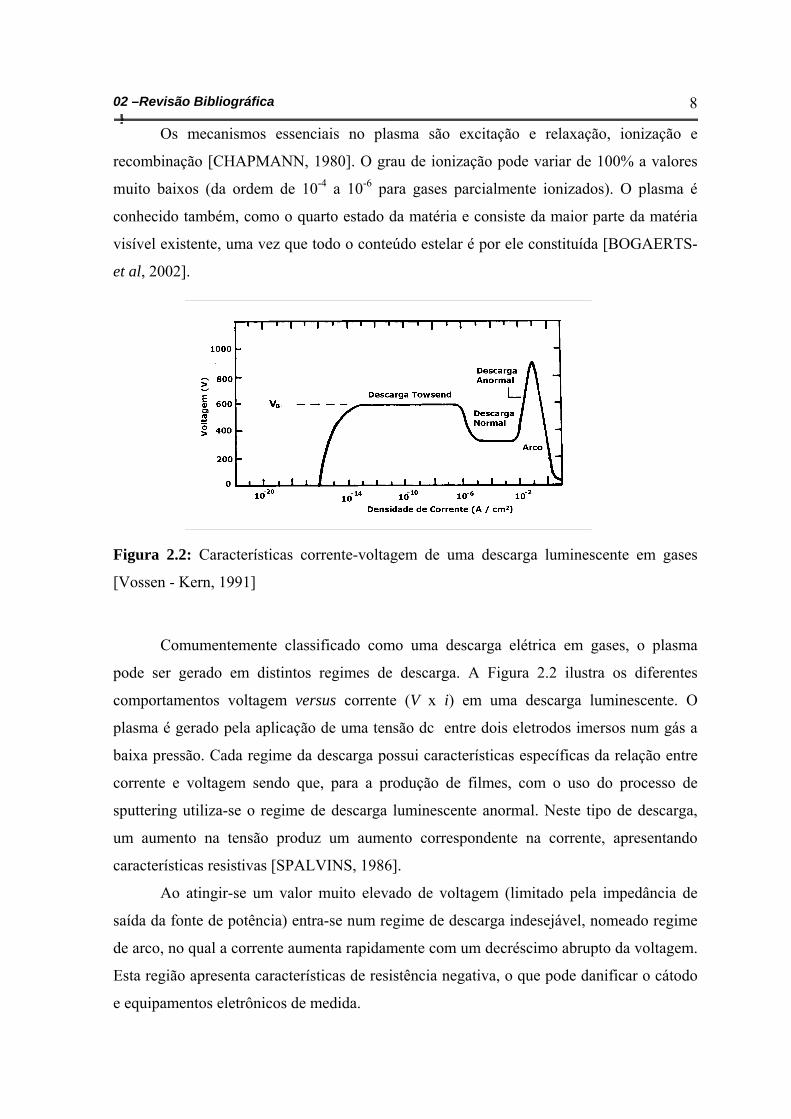
Figura 2.2: Características corrente-voltagem de uma descarga luminescente em gases
[Vossen - Kern, 1991]
Comumentemente classificado como uma descarga elétrica em gases, o plasma
pode ser gerado em distintos regimes de descarga. A Figura 2.2 ilustra os diferentes
comportamentos voltagem versus corrente (V x i) em uma descarga luminescente. O
plasma é gerado pela aplicação de uma tensão dc entre dois eletrodos imersos num gás a
baixa pressão. Cada regime da descarga possui características específicas da relação entre
corrente e voltagem sendo que, para a produção de filmes, com o uso do processo de
sputtering utiliza-se o regime de descarga luminescente anormal. Neste tipo de descarga,
um aumento na tensão produz um aumento correspondente na corrente, apresentando
características resistivas [SPALVINS, 1986].
Ao atingir-se um valor muito elevado de voltagem (limitado pela impedância de
saída da fonte de potência) entra-se num regime de descarga indesejável, nomeado regime
de arco, no qual a corrente aumenta rapidamente com um decréscimo abrupto da voltagem.
Esta região apresenta características de resistência negativa, o que pode danificar o cátodo
e equipamentos eletrônicos de medida.

02 –Revisão Bibliográfica
9
Quando uma diferença de potencial suficientemente grande (centenas de volts) é
aplicada entre dois eletrodos imersos em um gás a baixa pressão, ocorre uma aceleração de
partículas carregadas que dão origem à descarga. Ao aplicar-se esta diferença de potencial,
as partículas carregadas, existentes no meio gasoso, são aceleradas pelo campo elétrico
entre os eletrodos, colidindo com as partículas de gás presentes na descarga. Esta colisão
resulta em importantes fenômenos, dentre os quais podemos destacar as colisões inelásticas
que geram excitação e ionização. As colisões que resultam em excitação, seguidos de
relaxações com a emissão de radiação luminosa, são responsáveis pelo nome característico
da descarga luminescente. O processo de ionização é responsável pela criação de novos
elétrons e íons que são novamente acelerados pelo campo elétrico e são responsáveis por
novas ionizações e pela manutenção da descarga. A Figura 2.3 mostra esquematicamente
esse processo de geração e manutenção do plasma.
Figura 2.3: Esquema representativo dos fenômenos ocorridos na geração e manutenção de
descarga dc em um gás a baixa pressão. Quando uma diferença de potencial é aplicada
entre dois eletrodos, o gás, como por exemplo o argônio, é ionizando. Estes íons ao
chocarem-se com o alvo podem ejetar elétrons do alvo, chamados de elétrons secundários,
sendo estes os responsáveis pela manutenção da descarga [BOGAERTS et al, 2002].
A tensão de ignição, conhecida como VB, depende da pressão do gás de trabalho e
da distância entre os eletrodos. Na Figura 2.4 apresenta-se um gráfico dessa dependência,
tensão em função de p.d, onde p.d é o produto entre a pressão e distância dos eletrodos,
conhecida como Lei de Paschen.

02 –Revisão Bibliográfica
10
Figura 2.4: Lei de Paschen, relacionando a tensão de ignição com o produto pressão
versus separação dos eletrodos.
A Lei de Paschen (Figura 2.4) relaciona a tensão de ignição com dois dos
parâmetros mais importantes a serem analisados para a produção da descarga, a pressão e a
separação catodo/anodo. Segundo esta lei, se a pressão do gás de trabalho for baixa, e a
separação catodo/anodo for pequena, os elétrons secundários não terão atingido um
número suficiente de colisões com outras partículas da descarga antes de se chocarem com
o anodo, diminuindo assim, o índice de ionização e formação de espécies quimicamente
ativas. Ao contrário, se a distância entre os eletrodos e a pressão forem grandes o livre
caminho médio dos elétrons diminui de forma que não adquirem energia suficiente entre
dois choques sucessivos para promover ionização. Dessa forma é necessário aumentar a
tensão para compensar essa perda de energia.
2.2. Deposição de filmes finos por sputtering
A técnica de deposição de filmes finos por Sputtering surgiu na década de 70 e vem
se sobressaindo em relação às outras, tais como CVD, eletrodeposição e evaporação. Essa
técnica apresenta várias vantagens, dentre elas a elevada razão de deposição devido,
principalmente, ao confinamento magnético do plasma nas proximidades do alvo [BILAC -
FARAH, 1991]. Outras vantagens são a simplicidade de equipamentos, maior densidade do
material depositado, aderência e custo reduzido de manutenção. Além disso é possível a
deposição de diferentes ligas metálicas bem como de compostos reativos, proporcionando
versatilidade ao processo.

02 –Revisão Bibliográfica
11
Bola Tacada (Bombardeamento
Iônico) Alvo (Substrato)
Situação após bombardeamento iônico
2.3 O processo de sputtering
O fenômeno de Sputtering foi primeiramente observado no século XIX [GROVE,
1852] e sua utilização inicial como processo de deposição de filmes data de 1877
[WRIGHT, 1877].
No Sputtering, o alvo funciona como o cátodo no circuito e tem alta voltagem
negativa DC a ele aplicada. O substrato serve como o anodo. Um gás inerte é colocado na
câmara de tratamento a uma pressão específica. Ao aplicar-se uma tensão, surge uma
pequena corrente elétrica, devido a presença de íons e elétrons. Isso provoca a aceleração
dos elétrons, que acabam por colidirem com os átomos do gás inerte, ionizando alguns
destes átomos, produzindo íons e mais elétrons, responsáveis pela manutenção da descarga
[BILAC e FARAH, 1991]. O meio no qual ocorrem as reações é denominado plasma.
Assim, as partículas carregadas também são aceleradas pelo campo elétrico, sendo que os
elétrons dirigem-se para o anodo e os íons positivos para o cátodo, gerando assim uma
corrente elétrica no circuito.
Ao atingir o cátodo, os íons arrancam alguns átomos do alvo. Estes átomos não têm
direção preferencial espalhando-se por toda a câmara. Porém, alguns destes átomos
atingem o substrato, ali se condensam e formam o filme. A Figura 2.5 mostra um esquema
do princípio básico de sputtering, com analogia a um jogo de bilhar atômico, onde a bola
incidente representa o íon e os demais os átomos do alvo, demonstrando assim o
comportamento não direcional dos átomos ejetados deste [CHAPMANN, 1980].
Figura 2.5: Analogia de um jogo de bilhar com o comportamento dos átomos ejetados do
alvo durante o bombardeamento iônico [CHAPMANN, 1980]
A este processo dá-se o nome de sputtering, devido ao arrancamento e subseqüente
deposição dos átomos. A forma de deposição se dá por um processo físico, através do

02 –Revisão Bibliográfica
12
transporte por feixes moleculares, caracterizando este processo como PVD (Phisical
Vapour Deposition).
Alguns fenômenos característicos do processo de sputtering podem ser visualizados
na Figura 2.6.
+
Íon Incidente
Íons e nêutrons refletidos
Elétrons Secundários
Átomos arrancados
Superfície (Alvo)
Possíveis mudanças estruturais
O bombardeamento iônico pode gerar implantação
Resultar na ejeção de
átomos do alvo (sputtering)
Colisão em seqüência:
O átomo pode terminar dentro do
alvo ou
Figura 2.6: Fenômenos atômicos decorrentes da incidência dos íons no alvo durante o
processo de sputtering [CHAPMANN, 1980].
A energia do íon e a natureza do alvo são determinantes para a ocorrência destes
fenômenos, e dentre elas destacam-se: [ROHDE e MUNZ, 1991]
- Reflexão de íons;
- Ejeção de elétrons do alvo devido a colisões iônicas, produzindo elétrons
secundários, responsáveis pela manutenção da descarga.
- Penetração dos íons no alvo, sendo este fenômeno conhecido como implantação
iônica. Usa-se este princípio na microeletrônica principalmente.

02 –Revisão Bibliográfica
- Rearranjo na estrutura cristalina do material devido ao impacto, podendo
provocar mudança na posição dos átomos na rede, criação de vacâncias e
defeitos cristalinos.
13
- Colisão em cadeia do íon com os átomos do alvo, podendo ocorrer ejeção de
alguns destes átomos, sendo este especificamente o fenômeno de sputtering.
Um parâmetro importante nos processos de sputtering é o ganho ou rendimento
(Yield) do material, que é definido pelo número de átomos ejetados da superfície do alvo
por íon incidente. O rendimento depende de alguns fatores como:
- Características do material do alvo, como por exemplo, energia de ligação e
natureza cristalina.
- Energia e ângulo de incidência dos íons que atingem a superfície do alvo.
- Massa do íon incidente.
O rendimento do sputtering é expresso em função da energia do íon incidente (E) e
das massas atômicas do íon e do alvo, e pode ser encontrado utilizando-se a Equação 01,
para valores de energia menores que 1kev.
02
21
212 )(
443)(
UE
mmmm
EY+
=πα (01)
Onde:
Y(E): Rendimento do sputtering (átomo/íon)
m1= massa do íon incidente
m2= massa do átomo do alvo
E = energia cinética do íon incidente
U0= energia de ligação do átomo da superfície
Para valores de energia do íon incidente, menores que a energia de ligação dos
átomos do alvo, o valor do rendimento é nulo até que seja alcançada uma energia mínima,
conhecida como energia limiar, que é a energia cinética mínima a ser fornecida aos átomos

02 –Revisão Bibliográfica
da rede cristalina para que estes possam ser ejetados do alvo. Também, a energia com que
o átomo arrancado do alvo abandona o mesmo, é proporcional à energia do íon incidente.
Cada tipo de material possui um comportamento característico para este rendimento que
pode ser melhor visualizado na Tabela 2.1.
14
Tabela 2.1: Rendimento do Sputtering (Yield) de elementos em descargas com diferentes
gases a -500eV [ROHDE e MUNZ, 1991].
Íon Elemento He Ne Ar Kr Xe
Al 0,16 0,73 1,05 0,96 0,82 Ti 0,07 0,43 0,51 0,48 0,43 Cr 0,17 0,99 1,18 1,39 1,55 Fe 0,15 0,88 1,10 1,07 1,00 Ni 0,16 1,10 1,45 1,30 1,22 Zr 0,02 0,38 0,65 0,51 0,58 Mo 0,03 0,48 0,80 0,87 0,87 Ag 0,20 1,77 3,12 3,27 3,32 Ta 0,01 0,28 0,57 0,87 0,88 W 0,01 0,28 0,57 0,91 1,01 Au 0,07 1,08 2,40 3,06 3,01 Th 0,00 0,28 0,62 0,96 1,05 U - 0,45 0,85 1,30 0,81
No caso do Al, é possível concluir que para cada íon de argônio incidente, existe a
ejeção de um átomo de Al do alvo. Pode-se dizer, dessa forma que a razão de deposição é
elevada se comparada com outros elementos da Tabela 2.1.
A Figura 2.7 mostra o comportamento do rendimento (Yield) em função da energia
dos íons incidentes para um alvo de alumínio. Pode-se observar pelo gráfico que o
rendimento para o Al é linear para uma determinada faixa de energia, ou seja, quanto
maior for a energia do íon incidente, maior a quantidade de átomos ejetados da superfície
do alvo. Para valores superiores de energia, observa-se que existe implantação dos átomos
incidentes, devido a sua elevada energia cinética e devido a isto, ocorre uma redução no
rendimento.

02 –Revisão Bibliográfica
15
Figura 2.7: Variação do rendimento em função da energia do íon incidente para átomos de
alumínio bombardeados com argônio [CHAPMANN, 1980].
Vários sistemas de Sputtering são conhecidos, dentre os quais podemos citar:
Sputtering Convencional (SC), Magnetron Sputtering Convencional (MSC), Triodo
Magnetron Sputtering (TMS) e Sputtering via radio freqüência.
2.3.1 Sputtering Convencional
O sputtering convencional é um processo de deposição relativamente simples,
utilizando corrente contínua com dois eletrodos efetuado numa câmara a baixa pressão
(10-2 a 10-1 Torr) [BILAC- FARAH, 1991].
Neste processo o material do qual se deseja fazer o sputtering (alvo) é o cátodo do
sistema. O substrato, no qual se deseja realizar a deposição, é o ânodo, situado a uma
distância de alguns centímetros do cátodo. Produz-se o plasma por meio da aplicação de
uma tensão entre os eletrodos (da ordem de milhares de volts) permeados por um gás inerte

02 –Revisão Bibliográfica
a baixa pressão. Desta forma, os íons positivos produzidos na descarga são acelerados em
direção ao alvo (catodo) e podem arrancar átomos do mesmo devido a transferência de
momento no choque. Alguns átomos chegam ao substrato, lá condensam-se e formam o
filme.
16
A pressão do gás de trabalho (geralmente argônio) usada neste sistema é relativamente
alta, tornando o livre caminho médio dos átomos pequeno. Assim, os átomos arrancados do
alvo, por sputtering, perdem energia no percurso alvo-substrato (devido aos sucessivos
choques com átomos do gás de trabalho) e atingem o substrato com baixa energia cinética.
Dessa forma a ativação da difusão superficial dos átomos adsorvidos é pequena,
prejudicando a densificação e a aderência do filme ao substrato.
Além disso, os elétrons secundários gerados pela própria descarga são orientados pelo
campo elétrico na direção do substrato. O bombardeamento do substrato por elétrons
altamente energéticos gera aquecimento local deste, restringindo os tipos de materiais
possíveis de serem recobertos por meio desta técnica.
Os filmes depositados por sputtering convencional podem ser de uma grande variedade
de materiais, como por exemplo, os metais e suas ligas. A única condição imposta é que o
material do alvo tenha uma boa condutividade elétrica e térmica. Neste processo, de 75 a
95% da energia da fonte de alimentação do plasma é dissipada na forma de calor na água
do circuito de refrigeração do alvo. Este aquecimento é devido ao intenso bombardeamento
iônico sobre o alvo.
Uma vantagem deste processo é a simplicidade de construção, sendo ainda muito
utilizado na preparação de amostras para microscopia eletrônica de varredura.
As desvantagens do processo são:
- Baixa razão de deposição se comparada com processos como o magnetron
sputtering;
- Aquecimento dos substratos devido ao bombardeamento eletrônico, o que restringe
o tipo de material das amostras;
- Devido à alta pressão (20 – 100 mTorr) exigida no processo o livre caminho médio
é pequeno e os átomos arrancados do alvo atingem o substrato com baixa energia,
fazendo com que a aderência do filme fique prejudicada.
- A descarga espalha-se por todo interior da câmara de descarga, diminuindo a
eficiência do processo.

02 –Revisão Bibliográfica
17
2.3.2 Magnetron Sputtering
Este processo consiste em uma simples modificação do processo de sputtering
convencional. A principal diferença deste processo para o convencional é o fato de existir
próximo ao cátodo (alvo) um sistema composto por ímãs devidamente posicionados de
modo a criar um campo magnético fechado em frente ao alvo (Figura 2.8). A finalidade
deste campo magnético é de aprisionar os elétrons secundários nesta região, fazendo-os
espiralar em torno das linhas de campo, proporcionando assim um aumento significativo
na taxa de ionização do plasma. Com o aumento na taxa de ionização ocorre maior
bombardeamento do alvo e, portanto, na quantidade de átomos ejetados do alvo por
sputtering. Esse fato favorece o trabalho em baixas pressões (tipicamente da ordem de
7,5mTorr), altas correntes, da ordem de 1A [YEOM,1989] e menores voltagens (~500V),
se comparada com a descarga convencional [WINDOW- SAVVIDES, 1986].
Figura 2.8: Esquema representativo do magnetron sputtering.
O resultado da interação entre uma partícula de carga q e velocidade v com um
campo magnético B é a produção de uma força F na partícula. Esta força é perpendicular à
velocidade da partícula e às linhas de campo magnético e pode ser expressa na forma
vetorial pela equação (2):
r r rF qv B= × (2)
Essa força produzirá uma aceleração que é inversamente proporcional à massa da
partícula carregada. Para campos magnéticos usados em magnetron sputtering, que são

02 –Revisão Bibliográfica
18
tipicamente da ordem de 102 Gauss, somente os elétrons são afetados, pois os íons têm
massa muito maior que a do elétron [CHAPMANN,1980].
Com este arranjo obtêm-se algumas vantagens com relação ao sputtering convencional:
- A região de ionização (Plasma) se restringe à área próxima da superfície do cátodo
(alvo) evitando a perda de íons e elétrons para as paredes da câmara.
- A taxa de ionização do plasma é cerca de 103 vezes maior que no sputtering
convencional [BILAC-FARAH, 1991].
- Possibilita manter a descarga em baixas pressões, baixas tensões, com altas
correntes, sendo que estes parâmetros influenciam diretamente na formação de
filmes no substrato.
A Figura 2.9 ilustra as principais características dos dois processos descritos,
demonstrando as distinções existentes entre eles.
Figura 2.9: Cinética das partículas : a) sputtering convencional, evidenciando os íons,
elétrons e demais partículas neutras presentes no plasma e seu movimento desordenado; b)
Magnetron sputtering, observa-se devido a existência do arranjo de imãs, uma ordenação
na direção de deslocamento das partículas presentes na descarga [BILAC-FARAH, 1991].
Devido ao confinamento dos elétrons energéticos pelo campo magnético presente
no processo de magnetron sputtering, os mesmos não saem das proximidades do cátodo,
não havendo, portanto, aumento excessivo da temperatura do substrato, o que torna o

02 –Revisão Bibliográfica
19
processo viável para a deposição em substratos com baixo ponto de fusão, como por
exemplo, os polímeros e metais sensíveis ao acréscimo da temperatura.
2.3.3 Triodo magnetron sputtering (TMS)
O Triodo Magnetron Sputtering, desenvolvido por FONTANA no final dos anos
90, constitui-se de uma modificação na geometria do sistema de magnetron sputtering por
meio da inserção de uma tela de aço austenítico em frente ao alvo (cátodo) [FONTANA,
1997]. A tela é posicionada na “borda” do campo magnético e, geralmente, encontra-se
aterrada (Figura 2.9). O objetivo desta grade é recolher os elétrons frios (com pouca
energia cinética) presentes na descarga, uma vez que estes já não mais contribuem
significativamente para a ionização. Desta forma o plasma torna-se mais homogêneo e
concentrado entre a tela e o alvo, não somente próximo à região do cátodo, aumentando a
eficiência e estabilidade do sistema e diminuindo a tensão de ignição necessária para o
início da descarga. Com este sistema, pode-se ainda trabalhar com menores pressões, bem
como ampliar a faixa de operação dos parâmetros de tratamento como voltagem e corrente.
A Figura 2.10 esquematiza um sistema TMS, enfatizando a presença do terceiro
eletrodo na descarga.
Figura 2.10: Esquema representativo do Triodo Magnetron Sputtering.
As propriedades do filme são fortemente dependentes dos parâmetros de deposição,
e conseqüentemente, dos parâmetros da descarga elétrica, especialmente a voltagem,
corrente e pressão. O TMS proporciona uma maior faixa de operação com estes parâmetros
quando comparado com processos como, por exemplo, magnetron sputtering convencional,

02 –Revisão Bibliográfica
20
pois se alterando a distância tela/alvo, modificam-se parâmetros de deposição como
corrente e voltagem no alvo.
(a) Átomo simples chega à superfície
(b) Formação de duplas de átomos
(c) Nucleação e formação de ilhas
(d) Crescimento
(e) Coalescência
(f) Formação de um filme contínuo
2.4. Características de formação dos filmes
As características do filme formado dependem de muitos parâmetros de deposição.
A condição termodinâmica para o crescimento do filme é que a pressão parcial dos átomos
que formam o filme, na atmosfera da câmara de deposição, seja maior que a sua pressão de
vapor [NEUGEBAUGER, 1970]. Átomos adsorvidos no substrato podem se difundir pela
superfície do mesmo ou re-evaporarem (Figura 2-11-a). Quando um segundo átomo se
condensa na superfície do substrato, ele pode se unir ao primeiro, formando pequenos
“clusters” (agrupamentos) que são mais estáveis energeticamente (Figura.2.11-b). Ao irem
aproximando-se mais e mais átomos, estes vão se agrupando, sendo este estágio conhecido
como nucleação (Figura 2.11-c).
Figura 2.11: Diferentes etapas na deposição de filmes no substrato. (a) um átomo chega e
pode migrar através da superfície; (b) chegada do segundo átomo e combinação com o
primeiro; (c) nucleação e formação de ilhas de átomos; (d) crescimento das ilhas; (e)
coalescência das ilhas; (f) formação de um filme contínuo [BOAGARTS et al.,2002].

02 –Revisão Bibliográfica
21
Os núcleos formados têm de atingir um tamanho crítico para tornarem-se estáveis e
iniciar o processo de crescimento e coalescência até formarem um filme contínuo, pois do
contrário podem ser re-evaporados ou serem adsorvidos. A energia livre de um núcleo,
chamada energia livre de Gibbs, ∆Go, é a soma das energias necessárias para criar a
superfície e o volume do núcleo. A soma destas parcelas pode ser observada na Equação
(3).
Vcvo p
pVkTrrG ln
344 32 ⎟
⎠⎞
⎜⎝⎛+=∆ πσπ (3)
onde σcv é a energia livre interfacial condensado-vapor, V é o volume de uma molécula do
material do filme, p é a pressão parcial do vapor incidente e pv é a pressão de vapor do
material do filme na temperatura do substrato.
Pela Figura 2.12 pode-se observar o comportamento da ∆Go em função do raio do
núcleo. Inicialmente o processo se dá com acréscimo de energia livre de formação do
núcleo e após alcançar um tamanho crítico, o crescimento continua com o decréscimo da
energia livre. O raio que corresponde ao tamanho crítico é o raio crítico r*, e que
corresponde ao máximo da curva. Para valores maiores que r*, o núcleo é estável iniciando
o processo de crescimento.
Figura 2.12: Gráfico representativo da Energia Livre de Gibbs, em função do raio crítico. [FONTANA, 1997]

02 –Revisão Bibliográfica
No processo de crescimento, os clusters vão aumentando de tamanho devido à
adsorção de mais átomos, sendo que a nucleação e o crescimento ocorrem durante a
formação do filme simultaneamente.
22
Os átomos que se condensam no substrato, possuem certa mobilidade, o que
proporciona um deslocamento para a formação de ilhas bem definidas do material do filme
sobre o substrato, Figura 2.11(d). Estas ilhas tendem a coalescer para formar um filme
contínuo, porém isso só ocorre após a espessura média do filme atingir algumas
monocamadas, Figura 2.11(e). As ilhas podem ser monocristalinas ou policristalinas, sendo
que o fator determinante para a obtenção de tais estruturas é a estrutura presente no
substrato. Assim, de forma geral, se o substrato for policristalino, o filme será
policristalino. Em substrato monocristalino a orientação das partículas dependerá da
estrutura do substrato. Para a obtenção de um filme monocristalino é necessário que a
temperatura do substrato seja tal que ative a difusividade superficial.
2.5 Modelos de Zonas de Crescimento do Filme A estrutura final do filme obtido por meio de deposições depende de muitos fatores,
mais especificamente, dos parâmetros de crescimento. Pelo controle da microestrutura do
filme, muitas propriedades como refração, rugosidade da superfície, resistividade elétrica e
tensões intrínsecas ao filme podem ser controladas. A microestrutura depende,
primariamente das características da superfície e da mobilidade atômica dos átomos que se
depositam, sendo esta controlada pela temperatura do substrato e pela pressão do gás de
trabalho. A microestrutura dos filmes obtidos via sputtering geralmente é classificada pelo
modelo de Zonas, adaptação feita por THORTON em 1974 ao modelo das zonas
estruturais de Movchan-Demchishin.[THORTON, 1974] [MOVCHAN e DEMCHICHI,
1969]. Este modelo consiste na adição de um terceiro eixo ao diagrama, que relaciona a
pressão do gás de trabalho (Ar) com as propriedades do filme, como pode ser observado na
Figura 2.13.
A zona 01 surge devido a excessiva rugosidade do substrato,a alta pressão do gás
de trabalho (Ar), e devido as componentes oblíquas do fluxo de deposição. É uma região
que se constitui de muitos vazios e defeitos, sendo que nesta zona, a razão de T/Tm é menor
que 0,3, onde T é a temperatura do substrato e Tm é a temperatura de fusão do material do
filme.

02 –Revisão Bibliográfica
23
A zona 02 geralmente é verificada quando a razão T/Tm encontra-se entre os valores
de 0,6 a 0,8 sendo esta associada com uma intensa difusão atômica superficial. Esta região
caracteriza-se por uma densa estrutura de grãos colunares separados por contornos
intercristalinos [VOSSEN e KERN, 1991]. Quanto maior a razão T/Tm , maior o tamanho
de grão, podendo este atingir valores próximos ao da espessura do filme.
Figura 2.13: Modelo de zonas estruturais proposto por Thorton para filmes metálicos
depositados via sputtering [THORTON, 1974].
A zona 03 ocorre com temperaturas relativamente altas, ou seja, T/Tm>0,8. Este
tipo de região é caracterizada pela existência de grãos equiaxiais e possibilidade de
crescimento epitaxial, devido principalmente a uma elevada difusividade atômica
superficial e volumétrica. Nesta região, o diâmetro dos grãos aumenta com o aumento da
razão T/Tm. No caso do modelo de Thorton, existe uma quarta zona, que corresponde a
uma zona de transição, nomeada de zona T, que aparece exclusivamente em deposições
por sputtering, que é limitada pela zona 01 com T/Tm→ 0 para substratos idealmente
polidos. Esta zona consiste num arranjo de grãos fibrosos não bem definidos, e com
interligações suficientemente densas para proporcionar boas propriedades mecânicas.
Nesta zona T, a difusão atômica superficial já é grande o suficiente para se sobrepor ás
rugosidades do substrato e á orientação da nucleação inicial [FONTANA, 1997].
Nos casos de deposições em substratos poliméricos, com temperaturas do substrato
muito abaixo da temperatura de fusão do material depositado, de acordo com o modelo de

02 –Revisão Bibliográfica
Thorton, existe grande possibilidade de o filme depositado obter estrutura presente na zona
01, uma vez que T
24
m é muito maior que T, propiciando que o valor desta razão seja menor
que 0,3. Nestes casos, a obtenção de um filme com a microestrutura cuja morfologia
estivesse presente na zona 02 ou 03, proporcionaria o início da fusão do polímero e
inviabilizaria o processo de deposição [RISTER et al, 1999].
2.6 Parâmetros que influenciam nas propriedades superficiais do filme.
Um dos parâmetros mais importantes na determinação da microestrutura dos filmes
é a energia dos átomos ejetados da superfície do alvo e que se depositam no substrato.
Dependendo da energia, esses átomos podem eliminar ou criar defeitos cristalinos,
aumentar ou diminuir a densidade do filme, aliviar ou aumentar o nível de tensões
residuais, influenciando diretamente em várias propriedades do filme como aderência,
refletividade e condutividade.
No percurso entre o alvo e o substrato os átomos arrancados do alvo podem colidir
com partículas do gás, no interior da câmara de descarga, perdendo energia, momento
linear, e sofrendo um “espalhamento” de átomos em todas as direções. O espalhamento
provoca um decréscimo na razão de deposição e acentua-se à medida que a distância entre
o alvo e o substrato aumenta [KELLY e ARNEL, 1998]. A distância percorrida por estes
átomos antes de se chocarem com as partículas presentes na descarga é conhecida como
livre caminho médio (LCM) e depende, dentre outros fatores, da pressão do gás de
trabalho, diminuindo à medida que esta aumenta, tornando o espalhamento dos átomos
mais significativo. Por esta razão é importante trabalhar-se em baixas pressões para evitar
este fenômeno. A Tabela 2.2 mostra o livre caminho médio do Al e do Ar, para algumas
pressões típicas de operação do MSC e do TMS. No caso onde existem simultaneamente
átomos de alumínio e argônio no estado de vapor, é feita uma aproximação usando-se o
diâmetro médio destes átomos. O valor do LCM pode ser encontrado utilizando-se a
equação (4).
π2.2 dpkTLCM = (4)
onde k é a constante de Boltzmann, T a temperatura absoluta em kelvin, d o diâmetro dos
átomos e p a pressão do gás de trabalho.

02 –Revisão Bibliográfica
Tabela 2.2: Livre caminho médio em função do gás de trabalho e da temperatura para
átomos de Al e Ar, obtidos por meio do calculo utilizando a Equação 04.
25
LCM (cm)
Ar (d =3,76Å)
LCM (cm)
Al (d =1,14 Å)
LCM (cm)
Al/Ar (d = 3,35 Å)
P(mTorr)
T= 273 K T= 300 K T= 273 K T= 300 K T= 273 K T= 300 K
1,0 4,5 9,5 50,2 55,1 5,6 6,2
2,0 2,2 4,7 25,0 27,5 2,8 3,1
3,0 1,5 3,1 16,7 18,4 1,8 2,0
4,0 1,1 2,4 12,5 13,8 1,4 1,5
5,0 0,9 1,9 10,0 11,0 1,1 1,2
A termalização dos átomos ocorrem depois que eles sofrem um número suficiente
de colisões com os átomos do gás. A termalização, depende da pressão do gás (do livre
caminho médio), energia inicial dos átomos ejetados do alvo, da sua massa atômica e
algumas características do plasma. O livre caminho médio (LCM), para que ocorra a
termalização é tipicamente de alguns centímetros ou menos nos processos de sputtering
[ROSSNALGEL, 1991]. Em descargas mantidas em baixas pressões (2,0mTorr), o livre
caminho médio é relativamente grande (3,1cm para a temperatura ambiente) e
provavelmente uns números maiores de átomos alcancem o substrato com energias
superiores que aqueles termalizados. Os átomos energéticos (partículas neutras) causam
um bombardeamento adicional no processo de crescimento da camada, provocando uma
significativa melhora nas propriedades finais do filme devido à ativação da difusão
superficial. Na prática suas energias são difíceis de determinar e seus efeitos sobre as
propriedades físicas não estão totalmente compreendidos.
O aquecimento das amostras afeta significativamente a morfologia e a
microestrutura final do filme obtido [FONTANA e MUZART, 1998]. Dentre os diversos
fatores que provocam aquecimento da amostra em um sistema de sputtering, pode-se
destacar:
- Calor de condensação dos átomos que se depositam;
- Energia cinética dos átomos depositados;
- Íons que são neutralizados e refletidos pelo catodo;
- Elétrons que escapam do campo magnético;
- Radiação do plasma;

02 –Revisão Bibliográfica
26
- Fonte externa de calor (resistências).
Além disso, os parâmetros da descarga tais como corrente e voltagem do alvo,
influem significativamente no aquecimento e conseqüentemente na microestrutura e
topografia superficial do revestimento obtido por sputtering.
2.7. Deposição de filmes metálicos sobre substrato polimérico. A deposição de filmes metálicos utilizando-se as técnicas de deposição por plasma
é amplamente utilizada nos mais variados tipos de substratos. Entretanto, recentes
pesquisas mostraram que a deposição de filmes metálicos sobre substratos poliméricos têm
sido bastante eficiente em situações onde se deseja que o substrato apresente características
de leveza, flexibilidade, moldabilidade e baixo peso. Alguns exemplos de aplicações onde
a presença do polímero como substrato é vantajosa são: embalagens de alimentos
[GRIMBERG et al, 1997], microeletrônica, principalmente em displays [FORTUNATO et
al, 2002], componentes de freios [ FRUTH et al, 1999] e na aeronáutica [UEDA et al,
2003]. A fim de se observar o progresso destas pesquisas, bem como o campo de atuação
das mesmas, far-se-á um breve resumo de algumas das principais aplicações desta nova
tecnologia, ressaltando suas vantagens e desvantagens, bem como um estudo das
características do material utilizado como substrato, pautando desta forma, em estudos
científicos prévios o trabalho desenvolvido.
2.7.1 Características gerais dos polímeros
A expressão polímero foi criada por Berzelius, em 1832, para designar compostos
de pesos moleculares múltiplos, ou de mesmo peso molecular, no caso dos isômeros.
Polímeros são atualmente classificados como moléculas relativamente grandes, de pesos
moleculares da ordem de 103 a 106, em cuja estrutura se encontram, repetidas, unidades
químicas simples conhecidas como meros [MANO, 1985].
Compostos de elevado peso molecular em que a complexidade das moléculas (e
não a repetição de simples unidades) é que acarreta o seu tamanho, são englobadas no
termo amplo e geral “macromoléculas”, que contempla todos os polímeros. A composição
de um polímero é baseada em um conjunto de cadeias poliméricas, sendo que cada cadeia
polimérica é uma macromolécula. A formação dos polímeros se dá por meio da reação de

02 –Revisão Bibliográfica
compostos químicos classificados como monômeros, por meio do processo de
polimerização.
27
O monômero é obtido por meio do petróleo, carvão, madeira, álcool ou gás natural,
devido principalmente a presença abundante de carbono, principal componente das
ligações químicas existentes nas cadeias poliméricas. Para a geração do polímero, o
monômero vai sucessivamente, unindo-se a outras moléculas, gerando o dímero, trímero,
tetâmero, até resultar em um polímero. Essa produção é limitada por fatores práticos que
freiam a reação.
Os átomos de moléculas monoméricas, a partir das quais são formadas as
macromoléculas (polímeros), são unidos entre si por ligações atômicas, ou ligações
covalentes, sendo estas ligações as responsáveis por manter os átomos unidos. Além destas
forças, as moléculas de um polímero ligam-se entre si por forças intermoleculares. Estas
forças são as principais responsáveis por dar sustentação e estabilidade ao polímero
[MICHAELI et al, 2000]. Porém, as ligações intermoleculares são mais fracas que as
ligações covalentes, sendo assim, o polímero quando sujeito a ação de determinado esforço
externo, tende a romper primeiramente as ligações entre as moléculas, e posteriormente
com aumento excessivo do esforço ou da temperatura é possível quebrar-se as ligações
covalentes, liberando carbono ou qualquer outro elemento presente na ligação que foi
rompida.
Existem muitos tipos de polímeros, porém todos eles estão separados em dois
grandes grupos: sintéticos e naturais. Dentre os polímeros naturais podemos destacar a
borracha, celulose (algodão) e o nitrato de celulose e dentre os polímeros sintéticos
podemos destacar o poliestireno, poliamida, PET, entre outros.
Há inúmeras aplicações para os polímeros, entretanto alguns tipos possuem
características especificas, que possibilitam a sua utilização em processos mais severos em
termos de temperatura e condições de trabalho. Estes polímeros são conhecidos como
polímeros de engenharia.
Os polímeros de engenharia são polímeros de alto desempenho, utilizados em
muitas aplicações industriais e científicas devido principalmente as suas excelentes
propriedades. São atualmente muito utilizados na substituição de peças metálicas em
automóveis e utensílios domésticos onde a razão entre o peso e a resistência é um fator
fundamental para o desenvolvimento de um produto. Os polímeros de engenharia são
resistentes, flexíveis, duros, estáveis a altas temperaturas, possuem excelente resistência

02 –Revisão Bibliográfica
28
química, como quando submetidos a ação de reagentes e solventes, e resistentes a
intempéries. Estas propriedades específicas dos polímeros de engenharia estão relacionadas
com as forças intermoleculares inerentes a estrutura deste material. Dentre os polímeros de
engenharia mais utilizados, pode-se destacar o ABS (Acrylonitrile-butadiene-styrene),
Poliacetal, Poliamidas (Nylons), Policarbonatos (PC), Poly(phenylene oxide) (PPO), PPS,
Polisulfone, Polimidas e os Poliésteres de engenharia [EBEWELE R. O., 2000].
Algumas características destes polímeros se assemelham a materiais
conhecidamente resistentes, duros e estáveis térmica e quimicamente, como os metais e
cerâmicas. Estas semelhanças podem ser observadas na Figura 2.14 e 2.15, nas quais se
evidencia algumas das propriedades dos polímeros de engenharia e dos demais materiais
tais como o módulo de Young (Figura 2.14) e a resistência mecânica (Figura 2.15). Pode-
se por meio dos gráficos, compreender a utilização dos polímeros de engenharia como
substitutos dos metais em muitas aplicações industriais, pela proximidade das suas
propriedades.
Figura 2.14 : Gráfico representativo do Módulo de Young para os diferentes materiais
utilizados pela indústria.

02 –Revisão Bibliográfica
29
Figura 2.15: Gráfico representativo das resistências mecânicas dos diversos materiais em
função da densidade.
Especificamente, para aplicações em deposição de filmes finos e utilização em
embalagens de alimentos utiliza-se muito os poliésteres de engenharia. Estes poliésteres
são comercialmente importantes e são baseados em polímeros com grupos p-phenylene na
cadeia polimérica. Os mais conhecidos e utilizados poliésteres de engenharia são o
poly(ethylene terephthalate) (PET) e o poly(butylene terephthalate) (PBT). Estes
poliésteres são comercialmente produzidos por polimerização. Estes dois tipos de
polímeros são caracterizados por serem altamente resistentes mecânica e termicamente, por
possuírem excelente estabilidade dimensional, baixo coeficiente de atrito, grande
resistência química a óleos, solventes e graxas. Apresentam mínima absorção de umidade e
possuem excelentes propriedades elétricas [EBEWELE R. O., 2000]. O PET é altamente
empregado em fibras, utilizadas no vestuário, móveis domésticos e cordas. Atualmente, o
PET tem sido utilizado sob a forma de filmes, com inúmeras aplicações. Biaxialmente
orientados, os filmes de PET são utilizados na fabricação de fitas magnéticas, de raios-x,

02 –Revisão Bibliográfica
30
filmes fotográficos e insolação elétrica. Também são utilizados na produção de embalagens
de alimentos, e reforçado com fibras de vidro são amplamente utilizados em componentes
automotivos. Os poly(ethylene terephthalate) comercialmente conhecidos são Mylar,
Dacron ou Torelene. A estrutura polimérica principal do PET pode ser visualizada na
Figura 4.26.
Figura 2.16: Estrutura polimérica principal do PET.
2.7.2 Aplicações da deposição de filmes metálicos sobre polímeros
Apesar das inúmeras aplicações práticas já conhecidas dos materiais poliméricos
devido principalmente as suas características de isolação elétrica e térmica, flexibilidade,
entre outras, em muitos casos onde se expõe este material, ele não pode ser aplicado nas
condições naturais de sua estrutura. É com esta idéia de melhora superficial do polímero
que surgiram as deposições de filmes metálicos sobre superfície polimérica. Este processo
tem como finalidade principal, aumentar a resistência do material, tanto térmica quanto
mecânica, ampliando assim o campo de aplicação deste na indústria e em outras áreas
tecnológicas.
Um setor que possui grande interesse na metalização de polímeros é a
microeletrônica, na fabricação de displays dos mais variados aparelhos eletrônicos, como
celulares, calculadoras, agendas eletrônicas, laptops e monitores de computadores,
aparelhos estes que utilizam atualmente o vidro como material base de suas telas
[FORTUNATO, 2002 I]. Com o polímero como material do substrato (base das telas), é
possível obter-se a redução do peso geral do aparelho, assim como menor volume, maior
flexibilidade, menor propensão a quebras ou danos provocados por quedas. Devido à
facilidade de produção de grandes áreas metalizadas, e a flexibilidade do material
recoberto, pode ser facilmente empregado em detectores de posição sensíveis, na produção
de refletores IR, células solares e sensores ópticos [FORTUNATO et al, 2002 II].

02 –Revisão Bibliográfica
31
Outro fator que ganha destaque na utilização da técnica de deposição de filmes
finos sobre substratos poliméricos, é o fato de este ser um processo não poluente
[KUPFER et al, 1999], uma vez que não há necessidade de utilização de produtos
químicos, como ácidos ou outros reagentes, para a melhora estrutural do polímero e
ampliação de seu campo de aplicação.
UEDA et al, demonstrou que a técnica de metalização de polímeros é precursora na
indústria aeroespacial, uma vez que recobrimentos realizados na superfície de satélites e
componentes espaciais constituídas de polímeros, reduzem a acelerada erosão que é
causada nestes, quando localizados em órbita na Terra, acerca de 200-800km da superfície
terrestre, devido principalmente a presença do oxigênio atômico e radiação ultravioleta
proveniente do sol. Neste trabalho, íons de alumínio de 2,5, 5,0 e 7,0 kV de energia, foram
depositados sobre substratos de Kapton, Mylar, polietileno e polipropileno, por imersão em
plasma a arco. Neste caso o plasma ficou confinado por um campo magnético de 125 G,
retendo assim, 1016 átomos/cm2 [UEDA et al, 2003]. O estudo demonstrou que o tempo de
vida útil dos equipamentos que utilizaram a implantação de íons de alumínio, foi superior a
aqueles sem o tratamento, além de reduzir os custos do processo. Devido ao menor peso
geral dos equipamentos, que anteriormente eram constituídos de ligas metálicas e fibras,
foi possível aumentar a carga útil lançada ao espaço com espaçonaves e satélites. A Figura
2.17 ilustra a superfície do filme de alumínio obtida por UEDA et al, depositada sobre
Mylar, evidenciando que o filme depositado não altera a morfologia da amostra, e que em
ambos os casos é possível observar que há a presença de pó na superfície, entretanto,
macropartículas de alumínio não foram detectadas. Estes estudos evidenciaram que a maior
parte dos átomos implantados, permaneceram na superfície das amostras.
Figura 2.17: Imagens de MEV com aumento de 2000x para: (a) Filmes de Mylar sem
tratamento e (b) Filmes de Mylar implantados com alumínio a 7 kV, B = 125 G [UEDA et
al,2003]

02 –Revisão Bibliográfica
Estudos com deposições reativas de TiN sobre substratos poliméricos também
podem ser encontrados na literatura. Nestes estudos, pode-se observar que a morfologia do
filme depositado depende não só dos parâmetros de deposição, mas principalmente do
substrato, uma vez que este determina o tipo de estrutura obtida na camada de nitretos,
existindo uma similaridade entre a camada depositada sobre a superfície polimérica e sobre
um substrato não inerte, como no caso de metais e vidros. Porém, é compreensível que a
temperatura de tratamento no caso de substrato polimérico deve ser inferior á aquelas
utilizadas em substratos metálicos por exemplo, o que resulta em um filme com estrutura
morfológica pertencente nas zonas 01 e T do modelo de Thorton. A análise de MEV,
observada na Figura 2.18 retrata a diferença entre estruturas obtidas por meio de deposição
de TiN sobre dois diferentes substratos poliméricos, cujas condições de tratamento foram
idênticas, onde é possível observar a influência do tipo de substrato na morfologia do filme
obtido [REISTER et al, 1999].
32
Além da morfologia do filme obtido depender do substrato no qual está sendo
depositado, a energia com a qual os átomos chegam á amostra é altamente influente na
estrutura da camada. Os polímeros têm tendência à decomposição quando a energia dos
átomos que se depositam é alta, limitando assim a temperatura de trabalho. Geralmente
esta não deve exceder o valor de 100 ºC, ou então, deve ser bem abaixo da temperatura de
fusão do polímero. A elevação da temperatura pode induzir a modificação química do
material do substrato ou originar a evaporação de voláteis de baixo peso molecular, que
podem ser absorvidos ou absorverem água [REISTER et al, 1999].
Estudos envolvendo melhoria superficial de peças automotivas, elementos de
máquinas e blocos de freios também utilizam hoje da tecnologia de deposição de filmes
sobre substratos poliméricos [FRUTH et al, 1999]. Existem, porém alguns problemas
quanto ao uso da técnica de PVD na deposição de filmes metálicos em polímeros, como já
compreendido, a temperatura de degradação, o que limita o processo em termos de energia
dos átomos que se depositam e a necessidade da obtenção de uma boa adesão do filme com
o substrato polimérico. É então necessário que haja ativação do polímero e formação de
uma fase intermetálica para produzir uma maior adesão [GRIMBERG et al, 1997].
Observou-se por meio de estudos que filmes de TiN depositados sobre polímeros
melhoram a resistência deste, bem como sua aparência. Análises da estrutura e das
propriedades mecânicas como, por exemplo, resistência ao desgaste do substrato, mostrou
que este material apresenta relativa melhora em termos de propriedades mecânicas após

02 –Revisão Bibliográfica
33
deposição de TiN e ZrN, devido principalmente a produção de uma camada intermetálica
de Ti entre o nitreto e o polímero, provocando assim, aumento da adesão do filme.
Observou-se ainda que houve queda do coeficiente de atrito para algumas condições.
(b) (a)
Figura 2.18: Micrografias SEM de multicamadas de Ti/TiN: (a) em substrato de PBT
(Ultradur B 4300 K6, BASF), observando-se a estrutura de crescimento características da
zona T do modelo de Thorton. (aumento de 20.000X); (b) em PA (Ultramid A3ZM4,
BASF), evidenciando a estrutura de crescimento característica da zona 01 (aumento de
20.000X) [REISTER et al, 1999]
Estruturalmente, estes filmes apresentaram-se nanocristalinos ou uma mistura de
estruturas nanocristalinas e amorfas, como no caso de filmes de TiN depositados em baixa
temperatura. Uma micrografia obtida para este tipo de deposição pode ser visualizada na
Figura 2.19, onde é possível observar-se as diferenças entre as fases e a formação de uma
camada intermetálica de Ti entre o polímero e o TiN [ZHITOMIRSKY et al, 1998].
Alguns estudos mostraram que outra forma de provocar maior adesão do filme no
substrato é realizar um pré-tratamento com argônio puro, oxigênio puro ou uma mistura de
argônio com oxigênio, de 1:1. Porém, observou-se que o oxigênio produz uma adesão um
pouco superior àquela obtida com o uso de uma mistura de argônio e oxigênio e muito
maior que o argônio puro. A principal razão disto reside no fato que o efeito provocado
pelo argônio é estritamente físico, de rompimento das cadeias, enquanto que os efeitos do
oxigênio são fortemente químicos, produzindo radicais do tipo OH, CO, COOH nas
cadeias carbônicas do polímero [ZHITOMIRSKY et al, 1998].

02 –Revisão Bibliográfica
34
Figura 2.19: Micrografia da interface entre o filme de TiN, a intercamada metálica de Ti e
substrato de polisulfano.
A indústria de alimentos também tem se beneficiado da tecnologia de metalização
de polímeros. Para a conservação dos alimentos dentro das embalagens, como os derivados
de leite e produtos perecíveis sensíveis a ação dos gases presentes no ambiente, estuda-se
hoje embalagens poliméricas ou de papelão, que são facilmente recicláveis, recobertas com
uma fina camada de metal, como por exemplo, alumínio, níquel e outras ligas, a fim de
formar uma barreira contra gases, proporcionando desta forma a conservação dos
alimentos durante um período mais longo e mantendo as propriedades do produto
inalteradas. A combinação das propriedades de alta resistência ao desgaste, baixo peso,
facilidade de fabricação, flexibilidade no projeto e baixo custo [GRIMBERG et al, 1997],
são atrativos para a utilização desta técnica de deposição, que possui inúmeras aplicações e
que ganha espaço em muitas áreas tecnológicas.
2.8 Filmes metálicos como atenuadores da energia da onda eletromagnética na faixa
de freqüência de (8-12 GHz).
Deposições de filmes metálicos possuem inúmeras aplicações, dentre elas, na área
de materiais absorvedores de radiação eletromagnética por apresentarem potencial
interesse pelo setor da indústria de telecomunicações, aeronáutica, automobilística e
médica, dentre as quais pode-se citar:
- revestimentos de câmara anecóica para ensaios eletromagnéticos;
- blindagem de ambientes com fontes intensas de RF danosas ao tecido humano;

02 –Revisão Bibliográfica
35
- antenas de alto desempenho;
- controle da interferência eletromagnética;
- redução da seção reta radar de aeronaves e artefatos;
- blindagem de fornos de microondas;
- fabricação de absorvedores úteis na elaboração de cargas para guias de onda e
cabos coaxiais, atenuadores e outros elementos dissipativos, muito utilizados em
equipamentos /acessórios de medidas de microondas e antenas.
- proteção de locais próximos às estações rádio-base (ERB’s) do sistema celular e
torres de telecomunicações que transmitem sinais eletromagnéticos de alta potência
(“up-link” para transmissão de sinais via satélite), como “Back Cavity Absorber” e,
também, para a redução dos lóbulos laterais de antenas usadas em radares anti-
colisão (uso automobilístico) [NOHARA, E.L, 2003].
De acordo com o estudo realizado por BHAT et al, filmes de Kantal, uma liga de 5,8%
de Al, 22% de Cr e ferro, são utilizados no revestimento das paredes internas de guias de
onda para absorção de determinadas freqüências do espectro eletromagnético, ou seja, um
filtro seletivo para manter a pureza espectral do sinal. Devido às suas características de
resistência a corrosão e estabilidade em altas temperaturas, são utilizados em absorvedores
de calor solar e em conversores de energia termiônica. Neste estudo, o autor realizou uma
varredura das espessuras dos filmes, de 10 a 200 nm, e verificou a relação entre a
característica de atenuação de microondas com a espessura dos filmes de Kantal
depositados sobre lâminas de vidro e cerâmica. Como é possível observar na Figura 2.20 a
atenuação é alterada com a mudança na espessura do filme. É possível verificar que para
espessuras muito pequenas, a atenuação é insignificante (< 5%), enquanto que para valores
acima de 50 nm observa-se uma evidente atenuação da radiação na freqüência de 16,3 a
17,5 GHz (~17%), como é demonstrado na Figura 2.21. Esta absorção pelos filmes de
Kantal está relacionada com a espessura da camada pelicular ( skin depht), que varia com a
freqüência e com a condutividade do filme. A camada pelicular do material determina o
valor da espessura ideal do filme metálico para que se tenha uma atenuação da radiação
eletromagnética incidente. No estudo realizado por BHAT et al, verificou-se que o a
camada pelicular estimada para os filmes de Kantal foi de ~60 nm, valor este que se
aproxima da espessura onde se teve um aumento abrupto da atenuação (~50 nm).

02 –Revisão Bibliográfica
36
Figura 2.20: Estudo realizado por BHAT et al demonstrando atenuação de microondas em
função da espessura dos filmes de Kantal.
Figura 2.21: Estudo realizado por BHAT et al demonstrando atenuação de microondas em
função da freqüência da radiação de microondas incidente.

03 –Métodos Experimentais
37
Capítulo 3 - MÉTODOS EXPERIMENTAIS
Neste capítulo apresenta-se uma descrição do aparato experimental utilizado para a
deposição de filmes finos de Alumínio e Inconel sobre substratos poliméricos, bem como a
descrição de todos os processos e equipamentos utilizados para a preparação, tratamento e
a caracterização das amostras. São detalhados os procedimentos utilizados para limpeza
das amostras, os parâmetros de deposição, a metodologia utilizada nas análises
metalográficas, analises térmicas do polímero, análise da atenuação da energia da onda
eletromagnética por equipamento de guia de onda e difratometria de raios X.
3.1 Aparato Experimental / Câmara de Descargas
A câmara de descargas montada no Laboratório de Plasma (LABPLASMA), do
departamento de Física da Universidade do Estado de Santa Catarina, consiste em um
cilindro de aço inoxidável cujas dimensões correspondem a um diâmetro de 30 cm e altura
de 25 cm, com 4 janelas para observação e acoplamento de equipamentos de diagnóstico.
O sistema é vedado e interligado a duas bombas de vácuo, uma mecânica e outra difusora,
ligadas em série, de forma a atingir pressões da ordem de 10-6 Torr. A produção do vácuo
se dá inicialmente com a utilização da bomba mecânica, até aproximadamente 10-2 Torr.
Em seguida, com o auxílio da bomba difusora, pode-se alcançar pressões próximas a
10-5Torr. Após o sputtering a pressão chega a valores da ordem 10-6 Torr. A pressão da
câmara é medida por meio de dois dispositivos, um do tipo Pirani, que é ativado até a
pressão da câmara atingir valores de 10-3 Torr, e outro do tipo Penning para pressões na
faixa de 10-3Torr até 10-7Torr. Durante a deposição, usa-se um manômetro capacitivo tipo
Baratron (MKS), cujo fundo de escala é de 0 a 1,0 Torr. O controle do fluxo de argônio é
feito utilizando-se um fluxímetro de 20 sccm. Na Figura 3.1 é possível observar o
esquema referente ao aparato experimental utilizado no trabalho de forma detalhada.
Dentro da câmara, encontra-se o magnetron, cuja tensão é fornecida pela fonte de potência,

03 –Métodos Experimentais
38
posicionado em frente ao substrato. O magnetron funciona como o catodo da descarga ao
passo que toda a câmara de descarga e o porta amostra encontram-se aterrados. O porta
amostra funciona como o anodo da descarga. A distância entre o anodo e o catodo é da
ordem de 10 cm. Entre o magnetron e o substrato, encontra-se a tela, também aterrada, cuja
função está descrita na seção 2.3.3, confeccionada com aço inoxidável ASI 304, com
dimensões que assemelham-se àquelas do magnetron. Sobre o substrato, situa-se um
dispositivo tipo “abre-fecha” (shutter), cuja função é evitar a deposição de filme sobre a
amostra durante a pré descarga necessária para a limpeza do alvo. A descarga é alimentada
por uma fonte de tensão constituída por um controlador de voltagem (Variac), um
transformador (10 kVA) e uma ponte de diodos retificadora de onda completa.
Dependendo da distância tela/alvo e das condições de trabalho, pode-se alcançar valores
para a tensão que variam de 0 a 1000 V, o que corresponde a uma variação na corrente do
alvo de 0 a 10 A.
Figura 3.1: Esquema de montagem experimental do sistema de deposição de filmes tipo
Triodo Magnetron Sputtering (TMS), montado no laboratório de Plasma da UDESC.

03 –Métodos Experimentais
Para medir-se a temperatura da amostra durante a deposição, utiliza-se um
dispositivo micro-controlado da marca COEL, o qual é interligado a um termopar tipo
cromel-alumel. A medida da temperatura média da amostra é feita posicionando-se a
ponteira do termopar sobre a superfície de uma amostra padrão, colocada ao lado daquela a
ser depositada, garantindo assim que a temperatura seja praticamente igual àquela
encontrada na amostra de estudo. É importante ressaltar que este não é um parâmetro
definitivo para o trabalho, sendo que a temperatura é uma variável exclusivamente
necessária para o controle da modificação estrutural que o polímero poderá vir a sofrer.
39
3.2 Preparação das Amostras
Lâminas de 0,250 mm de espessura de formato A4 de poli (Tereftalato de Etileno)
(PET), comercialmente conhecido como Mylar1000A da Dupont® foram cortados para a
obtenção das amostras utilizadas como substratos na deposição de filmes finos de alumínio
e liga de níquel e cromo (INCONEL). As amostras apresentam formatos retangulares,
cujas dimensões são aproximadamente iguais a 20 mm de largura por 30 mm de
comprimento. Antes da colocação das amostras no reator de descarga, faz-se uma pré
limpeza com álcool em ultra-som, a temperatura de 40 ºC, durante 10 minutos. Depois da
limpeza, seca-se a amostra com ar quente até eliminação completa do produto de limpeza.
Assim que a amostra está livre de gorduras e outras impurezas, leva-se a mesma para a
câmara de deposição e inicia-se a evacuação do sistema.
3.3 Etapas de Deposição
Após a limpeza das amostras, coloca-se as mesmas dentro da câmara de deposição,
e inicia-se o processo de evacuação do sistema. Utiliza-se inicialmente uma bomba
mecânica, até uma pressão da ordem de 10-3 Torr e, em seguida, com a bomba difusora,
pode-se alcançar valores de pressão da ordem de 10-6Torr. Coloca-se um fluxo de argônio
a uma pressão aproximada de 4,5mTorr, realizando-se uma descarga elétrica (plasma) para
a limpeza do alvo, com o “shutter” fechado, a uma tensão de -500V, durante um minuto
aproximadamente. Após esta limpeza, retira-se o fluxo de argônio deixando-se o sistema
realizar novamente a evacuação da câmara. Logo após atingir a pressão limite do sistema,
ajusta-se os parâmetros necessários de acordo com a deposição a ser realizada, tais como

03 –Métodos Experimentais
40
Tubos de Vidro repassados com arame, para a rolagem
das amostras Porta Amostra
Sistema de Movimentação
Placa de Amostra
Cavidade de deposição, com as dimensões das
amostras
distancia tela/alvo, tensão, corrente, fluxo de argônio e pressão de trabalho. Após o ajuste
destes parâmetros, abre-se o shutter e, com um cronômetro, mensura-se o tempo de
deposição. Após o término da deposição, a amostra é resfriada na câmara de deposição sob
atmosfera de argônio.
O porta-amostras (Figura 3.2) permite a deposição de filmes sobre várias amostras,
por meio de um sistema de “máscaras”, sem a necessidade de abrir o reator. Isso garante as
mesmas condições experimentais para todas as amostras.
Figura 3.2: Porta amostra utilizado neste trabalho para deposições de filmes de Al sobre
substratos poliméricos (Mylar).
3.4 Considerações gerais do trabalho
O objetivo da metalização do polímero em estudo é, inicialmente verificar as
propriedades do filme depositado, tais como a topografia superficial e a microestrutura
obtida. O estudo consiste basicamente na observação da dependência da morfologia da
camada com a mudança na energia dos átomos que se depositam, alterando-se a voltagem
do magnetron e a corrente do alvo. Para possibilitar a variação independente da corrente e
voltagem do magnetron, utilizou-se uma tela colocada entre o magnetron e o alvo, com
malha de 4,2 mm x 4,2 mm e arame de 0,80 mm de diâmetro, correspondendo a malha 5.
Variando-se a distância tela/alvo é possível manter uma das variáveis, corrente ou
voltagem, constante. Todos os demais parâmetros de tratamento, como pressão e fluxo do
gás de trabalho, e tempo de tratamento foram mantidos constantes. A escolha da pressão de
trabalho mais adequada se deu por meio da confecção de curvas I(A) x d (cm), onde I é a
03 –Métodos Experimentais
corrente no alvo, medida em Ampère e d é a distância da tela ao alvo medida em cm, e
V(V) x d (cm) onde V é a voltagem do alvo medida em volt e d é a distância tela/alvo
medida em cm. Por meio destas curvas que serão abordadas no Capítulo 4, é possível
classificar as condições que serão utilizadas para as deposições, ou seja, aquelas que
proporcionam uma observação mais evidente da influência do parâmetro estudado na
morfologia do filme obtido. A razão de deposição foi medida com base na espessura da
camada e no tempo de deposição. Como aplicação deste processo foi estudada a absorção,
por estes filmes, de radiação microondas em função da espessura do filme.
41
3.4.1 – Determinação da Razão de deposição
A espessura do filme depositado sobre o substrato depende exclusivamente da
razão de deposição. Esta, por sua vez, está diretamente relacionada com os parâmetros de
tratamento como voltagem do magnetron, corrente do alvo e pressão do gás de trabalho.
A razão de deposição, também citada por muitos autores como taxa de deposição,
revela quanto de camada é formada por uma unidade de tempo. Com o conhecimento deste
parâmetro é possível controlar a espessura da camada pelo tempo de deposição.
Para a determinação deste parâmetro, utilizou-se como substrato para deposições de
Al uma lâmina de estilete de aço ABNT 1070, pela facilidade de identificação da interface
filme/substrato, uma vez que a visualização da interface metal/polímero é dificultada pela
sobreposição dos materiais durante a preparação metalográfica. Com a colocação em
conjunto das amostras poliméricas e das lâminas metálicas durante o processo de
deposição, garante-se que a condição utilizada para deposição das duas é idêntica
Para a visualização da camada depositada, realizou-se uma fratura na lâmina como
pode ser observado na Figura 3.3. À parte visualizada no microscópio eletrônico de
varredura é exatamente aquela exposta pela fratura.

03 –Métodos Experimentais
42
Filme de Al
Lâmina de Estilete Lâmina sem recobrimento
Figura 3.3: Esquema do procedimento para a obtenção de uma seção fraturada do filme
depositado sobre uma lâmina de aço, para a medida da espessura da camada através de
observação via MEV. O objetivo é o cálculo da razão de deposição.
3.5 Análises das Amostras Para a caracterização do substrato, da camada de alumínio e Inconel depositadas, da
interface metal/polímero, da razão de deposição e da atenuação da energia da onda
eletromagnética incidente pelo filme, realizou-se as seguintes análises:
- Microscopia Eletrônica de Varredura (MEV);
- Microscopia de Força Atômica;
- Microscopia óptica ;
- Difratometria de raios-X;
- Análise de TGA e DTG para o polímero;
- Análise de DSC para o polímero;
- Caracterização da atenuação de energia eletromagnética por filmes de Al e Inconel
depositados sobre Mylar por guia de onda
3.5.1 Microscopia Eletrônica de Varredura (MEV)
Um microscópio eletrônico de varredura da marca Zeiss, foi utilizado para análise
da topografia da superfície e porosidade dos filmes depositados sobre o polímero. Além

03 –Métodos Experimentais
disso, utilizou-se o equipamento para a medida da espessura do filme, usada no cálculo da
razão de deposição.
43
3.5.2 Microscopia de Força Atômica
Um microscópio de Força atômica, do departamento de Física do Instituto
Tecnológico da Aeronáutica (ITA), foi utilizado para fazer a análise da superfície dos
filmes que apresentaram determinada atenuação de radiação de microondas, bem como de
algumas amostras que não apresentaram atenuação, com a finalidade de realizar-se uma
correlação com a estrutura superficial e a condição de deposição utilizada com a
característica de atenuação por estes filmes.
3.5.3 - Microscopia Óptica
A análise do polímero é mais bem visualizada por meio do microscópio óptico, no
qual é possível obter-se micrografias coloridas melhorando o contraste das diferentes
regiões do filme e substrato. Um microscópio óptico Carl Zeiss-Jena Neophot 30, com
aumentos de 50, 100, 200 e 500X, foi utilizado para a realização destas análises. As
amostras analisadas foram limpas com álcool etílico e secas com ar quente, não
necessitando de preparação metalográfica. Este microscópio foi utilizado também na
medida da camada depositada diretamente sobre o polímero. Para tal, fez-se todo o
processo de embutimento da amostra dentro de um aparato desenvolvido com chapas de
latão, como é possível observar na Figura 3.4. O embutimento fora feito a frio com uma
resina poliéster ortocristal devido a sua menor temperatura de reação, uma vez que o calor
exotérmico da mesma pode provocar no polímero uma degradação indesejada. Depois de
embutida, a amostra fora preparada metalograficamente, com lixas finas e polida em pasta
de diamante com granulometria de 1µm, com posterior secagem em ar quente e álcool.
Este aparato também foi utilizado para observação da interface metal/ polímero no MEV.
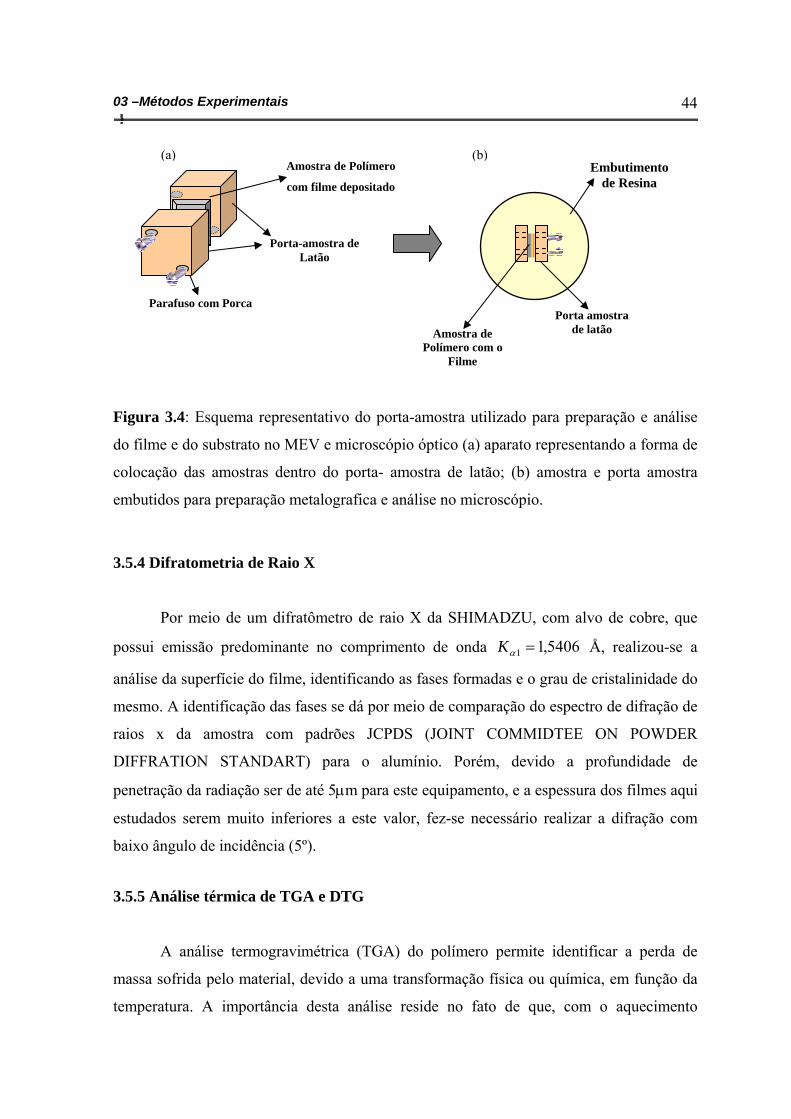
03 –Métodos Experimentais
44
Figura 3.4: Esquema representativo do porta-amostra utilizado para preparação e análise
do filme e do substrato no MEV e microscópio óptico (a) aparato representando a forma de
colocação das amostras dentro do porta- amostra de latão; (b) amostra e porta amostra
embutidos para preparação metalografica e análise no microscópio.
(a)
3.5.4 Difratometria de Raio X
Por meio de um difratômetro de raio X da SHIMADZU, com alvo de cobre, que
possui emissão predominante no comprimento de onda 5406,11 =αK Å, realizou-se a
análise da superfície do filme, identificando as fases formadas e o grau de cristalinidade do
mesmo. A identificação das fases se dá por meio de comparação do espectro de difração de
raios x da amostra com padrões JCPDS (JOINT COMMIDTEE ON POWDER
DIFFRATION STANDART) para o alumínio. Porém, devido a profundidade de
penetração da radiação ser de até 5µm para este equipamento, e a espessura dos filmes aqui
estudados serem muito inferiores a este valor, fez-se necessário realizar a difração com
baixo ângulo de incidência (5º).
3.5.5 Análise térmica de TGA e DTG
A análise termogravimétrica (TGA) do polímero permite identificar a perda de
massa sofrida pelo material, devido a uma transformação física ou química, em função da
temperatura. A importância desta análise reside no fato de que, com o aquecimento
Embutimento de Resina
Amostra de Polímero com o
Filme
Parafuso com Porca
Porta-amostra de Latão
Amostra de Polímero
com filme depositado
(b)
Porta amostra de latão

03 –Métodos Experimentais
provocado pelo calor de condensação dos átomos que se depositam para formar o filme, a
amostra pode sofrer perda de massa, modificando sua estrutura e inviabilizando ou
prejudicando o processo de recobrimento. Além disso há a possibilidade de contaminação
da câmara de deposição com gases resultantes devido ao início da degradação do polímero.
Com os dados da analise de TGA, pode-se monitorar a temperatura limite de trabalho com
o substrato. A análise foi realizada no Departamento de Materiais (AMR) do CTA (Centro
Tecnológico da Aeronáutica), num equipamento NETZSCH STA 449C. O ensaio
transcorreu com aquecimento de 20ºC a 800ºC com uma razão constante de aquecimento
de 10ºC/min, em uma atmosfera de argônio sintético a uma vazão de 20ml/min. As
amostras do polímero Mylar foram moídas, pesadas e levadas ao forno para análise. Neste
mesmo ensaio é calculado, pelo software do equipamento, a derivada da massa em função
da temperatura, que representa a velocidade da perda de massa nos processos envolvidos,
sendo esta técnica classificada como DTG.
45
3.5.6 Análise térmica de DSC
A análise de Calorimetria Diferencial de Varredura fora realizada no polímero a fim
de se detectar no mesmo, mudanças físicas ou químicas, provocadas pelo aumento de calor
pela amostra. Neste ensaio, mede-se a quantidade de calor envolvida em cada
transformação, correlacionando-as com suas respectivas temperaturas. Desta forma é
possível conhecer-se a temperatura de início de degradação do polímero, facilitando assim
o controle da temperatura limite de trabalho, a fim de evitar problemas durante a deposição
e mudanças estruturais do substrato. Este ensaio foi realizado em um equipamento
NETZSCH STA 449C, da Divisão de Materiais (AMR) do CTA (Centro Tecnológico da
Aeronáutica). Nesta análise o aquecimento foi feito de 30ºC a 300ºC a uma taxa constante
de 10ºC/min. O ensaio foi realizado em atmosfera de N2 a uma vazão de 20ml/min.
3.5.7 Caracterização da atenuação de energia da onda eletromagnética por filmes de
Al e Inconel depositados sobre Mylar por guia de onda (8-12 GHz)
Os métodos de caracterização de materiais absorvedores de radiação
eletromagnética envolvem fundamentalmente a avaliação da distribuição da energia,
relacionadas com a interação da onda eletromagnética com o material. De acordo com o

03 –Métodos Experimentais
46
princípio de conservação da energia, a onda eletromagnética com energia Ei incide no
material e a sua energia pode ser totalmente ou parcialmente refletida (Er), atenuada (Ea)
ou transmitida (Et), relativamente à energia que passa através da estrutura do material sem
ser absorvida ou refletida, representada por Et, esquematizadas na Figura 3.5 [KNOTT, et
al., 1985; SUCHER, et al., 1980].
A equação (5) representa o somatório das energias refletida, transmitida, absorvida
e dissipada, de acordo com o esquema representado na Figura 3.5.
Ei = Er + Et + Ea (5)
Figura 3.5: Esquema geral do princípio de conservação da energia da onda
eletromagnética incidente sobre um determinado material (■). Ei – Energia incidente, Ea –
Energia absorvida, Et – Energia transmitida, Er – Energia refletida [KNOTT, et al., 1985;
SUCHER, et al., 1980].
O princípio descrito acima foi utilizado para medir a atenuação de radiação
eletromagnética dos filmes de Al e Inconel depositados sobre substrato polimérico (Mylar)
por meio de um equipamento de guia de onda do Laboratório de Caracterização
Eletromagnética da Divisão de Materiais / Instituto de Aeronáutica e Espaço / Centro
Técnico Aeroespacial. O método de caracterização eletromagnética utilizando guias de
onda permite avaliar as propriedades descritas na Figura 3.5. O guia de onda é um
dispositivo construído com alta precisão mecânica, onde a onda eletromagnética propaga-
se em um sistema fechado [NICHOLSON, et al., 1970]. O sistema de medidas consta,
basicamente, de um guia de onda com um terminal para o gerador de sinais e um para o
analisador de espectro. A amostra é colocada no interior do guia de onda, e de acordo com
a posição do terminal ligado ao analisador de espectro, pode-se determinar as energias
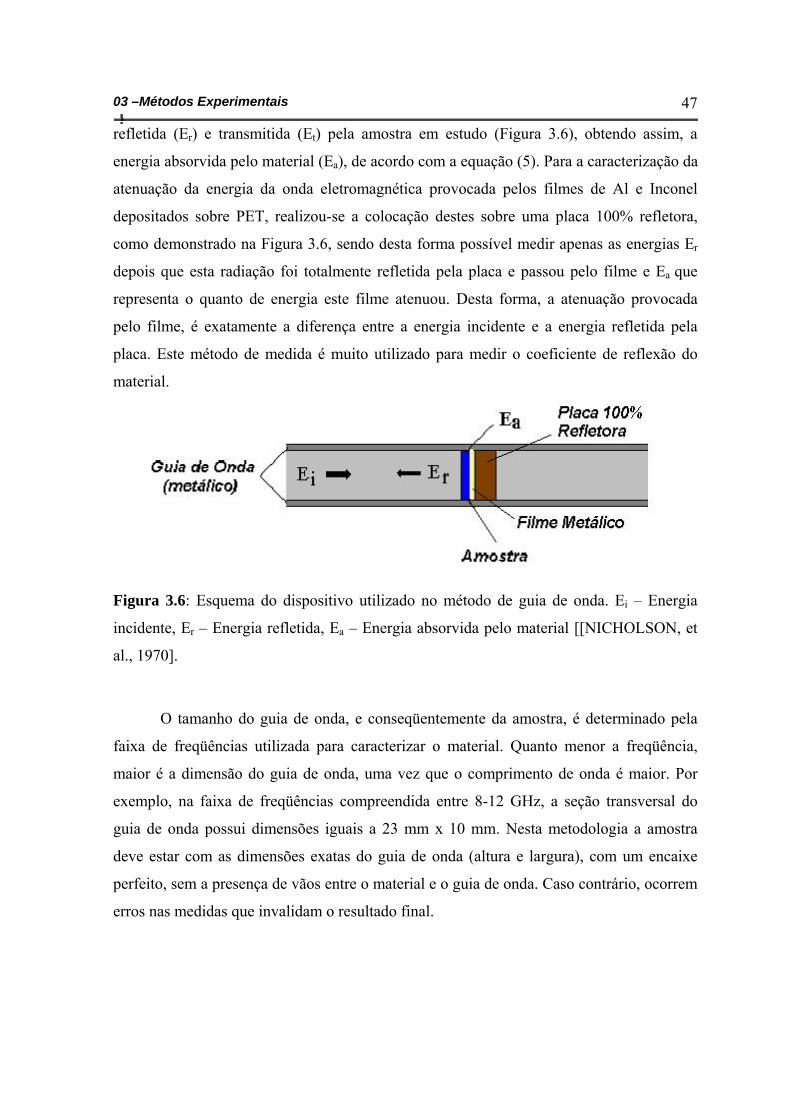
03 –Métodos Experimentais
47
refletida (Er) e transmitida (Et) pela amostra em estudo (Figura 3.6), obtendo assim, a
energia absorvida pelo material (Ea), de acordo com a equação (5). Para a caracterização da
atenuação da energia da onda eletromagnética provocada pelos filmes de Al e Inconel
depositados sobre PET, realizou-se a colocação destes sobre uma placa 100% refletora,
como demonstrado na Figura 3.6, sendo desta forma possível medir apenas as energias Er
depois que esta radiação foi totalmente refletida pela placa e passou pelo filme e Ea que
representa o quanto de energia este filme atenuou. Desta forma, a atenuação provocada
pelo filme, é exatamente a diferença entre a energia incidente e a energia refletida pela
placa. Este método de medida é muito utilizado para medir o coeficiente de reflexão do
material.
Figura 3.6: Esquema do dispositivo utilizado no método de guia de onda. Ei – Energia
incidente, Er – Energia refletida, Ea – Energia absorvida pelo material [[NICHOLSON, et
al., 1970].
O tamanho do guia de onda, e conseqüentemente da amostra, é determinado pela
faixa de freqüências utilizada para caracterizar o material. Quanto menor a freqüência,
maior é a dimensão do guia de onda, uma vez que o comprimento de onda é maior. Por
exemplo, na faixa de freqüências compreendida entre 8-12 GHz, a seção transversal do
guia de onda possui dimensões iguais a 23 mm x 10 mm. Nesta metodologia a amostra
deve estar com as dimensões exatas do guia de onda (altura e largura), com um encaixe
perfeito, sem a presença de vãos entre o material e o guia de onda. Caso contrário, ocorrem
erros nas medidas que invalidam o resultado final.

04- Resultados e Discussões
48
Capítulo 4 - RESULTADOS E DISCUSSÕES
4.1 Estudo do comportamento da voltagem e da corrente no TMS em função da
variação da distância tela/alvo .
Realizou-se um estudo utilizando-se um equipamento TMS no qual manteve-se a
corrente ou a voltagem do magnetron constante, através da mudança na distância da tela ao
alvo ( ). Esta tela localiza-se entre o alvo e o substrato e sua função principal é capturar
os elétrons e diminuir a voltagem de ignição [FONTANA,1997]. Estes elétrons contribuem
para a manutenção da descarga juntamente com os elétrons secundários, que são emitidos
devido a colisão dos íons com o material do alvo.
atd /
4.1.1 – Estudo do comportamento da corrente do alvo em função da variação da
distância tela/alvo mantendo-se a voltagem constante.
Realizou-se um estudo inicialmente mantendo-se a voltagem do cátodo em -500V,
modificando-se o valor da corrente do alvo pela da alteração da distância . Observa-se
pelos experimentos que a corrente da tela e do alvo tem aproximadamente o mesmo valor,
indicando que os elétrons (frios) são recolhidos pela tela. Para a realização deste estudo
utilizou-se os parâmetros descritos na Tabela 4.1.
atd /
A Figura 4.1 mostra o gráfico da corrente da tela em função da distância , para
cinco valores de pressão do gás de trabalho. A voltagem do alvo é a mesma para todas as
pressões. Pelo gráfico, observa-se primeiramente que o aumento na pressão do gás de
trabalho produz um aumento na corrente medida na tela para uma mesma . Quando a
pressão é menor, existe uma menor densidade de partículas em todo o reator, localizada
atd /
atd /

04- Resultados e Discussões
entre a tela e o alvo. Neste caso, o livre caminho médio (LCM) dos elétrons é maior, o que
provoca um decréscimo na taxa de colisões dos elétrons com as partículas neutras do gás,
proporcionando uma menor taxa de ionização e, conseqüentemente, menor corrente da tela.
Para uma mesma pressão verifica-se que, com o aumento de , ocorre um aumento na
corrente do alvo até atingir um valor máximo, decaindo em seguida. Aumentando-se ,
aumenta-se a distância que os elétrons tem para percorrerem até serem capturados pela tela
e, por isso, eleva-se a probabilidade destes colidirem com os átomos neutros do gás,
produzindo desta forma uma maior quantidade de elétrons e conseqüentemente íons, ou
seja, aumenta-se o volume do plasma.
49
atd /
atd /
Tabela 4.1: Parâmetros usados no estudo da variação da corrente em função da distância
tela/alvo, mantendo-se a voltagem constante em -500 V, para cinco valores de pressão do
gás de trabalho.
01
Fluxo de Ar:
2,80 sccm ±0,08
Pressão:
2,0mTorr ± 0,10
Tensão: -500V ±10
02
Fluxo de Ar:
3,52 sccm ±0,08
Pressão:
2,4mTorr ± 0,10
Tensão:-500V±10
03
Fluxo de Ar:
4,42 sccm ±0,08
Pressão:
3,0mTorr ± 0,10
Tensão:-500V ±10
04
Fluxo de Ar:
5,26 sccm ±0,08
Pressão:
3,5mTorr ± 0,10
Tensão:-500V±10
05
Fluxo de Ar:
6,00 sccm ±0,08
Pressão:
4mTorr ± 0,10
Tensão:-500V±10
I(A)
± 0,10A atd / (cm)
± 0,10cm
I(A)
± 0,10A atd / (cm)
± 0,10cm
I(A)
± 0,10A atd / (cm)
± 0,10cm
I(A)
± 0,10A atd / (cm)
± 0,10cm
I(A)
± 0,10A atd / (cm)
± 0,10cm
0,50 1,25 0,7 1,25 1,10 1,25 1,3 1,25 1,90 1,25 0,60 1,50 0,8 1,50 1,30 1,50 1,6 1,50 2,10 1,50 0,65 1,75 0,9 1,75 1,40 1,75 1,9 1,75 2,30 1,75 0,55 2,00 1,0 2,00 1,50 2,00 2,0 2,00 2,60 2,00 0,25 2,25 0,9 2,25 1,55 2,25 2,1 2,25 2,55 2,25 0,10 2,50 0,7 2,50 1,60 2,50 1,9 2,50 2,50 2,50
- 2,75 0,4 2,75 1,50 2,75 1,8 2,75 2,40 2,75 - 3,00 - 3,00 1,10 3,00 1,7 3,00 2,30 3,00
- 3,50 - 3,50 - 3,50 - 3,50 1,80 3,50
Observa-se que após atingir um máximo, ocorre um decréscimo no valor da
corrente do alvo. Isto acontece porque os elétrons transferem grande parte de sua energia
para as outras partículas presentes na descarga, diminuindo assim a probabilidade de novas
ionizações e aumentando a probabilidade de recombinação elétron/íon no volume do
plasma. Estes elétrons menos energéticos são denominados elétrons frios. Estes elétrons
frios não mais contribuem para a obtenção de íons e, portanto não contribuem para a
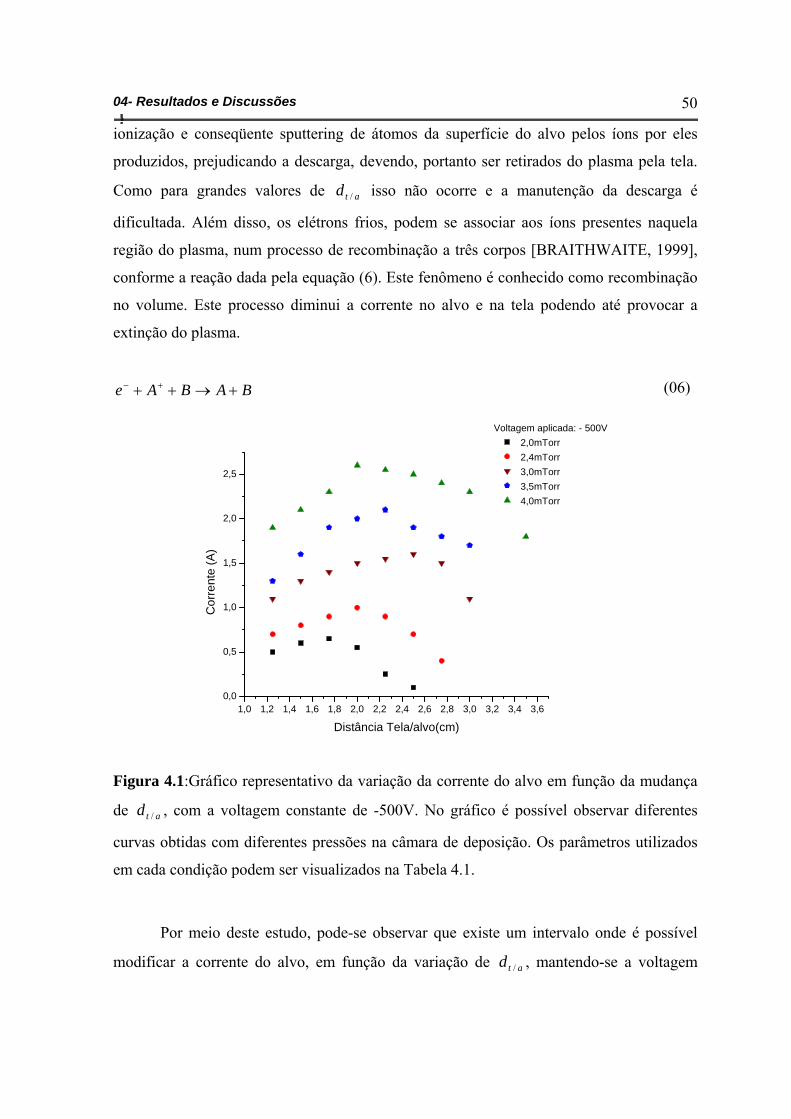
04- Resultados e Discussões
50
BABAe +→++ +−
1,0 1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,6 2,8 3,0 3,2 3,4 3,60,0
0,5
1,0
1,5
2,0
2,5
Cor
rent
e (A
)
Distância Tela/alvo(cm)
Voltagem aplicada: - 500V2,0mTorr2,4mTorr3,0mTorr3,5mTorr4,0mTorr
ionização e conseqüente sputtering de átomos da superfície do alvo pelos íons por eles
produzidos, prejudicando a descarga, devendo, portanto ser retirados do plasma pela tela.
Como para grandes valores de isso não ocorre e a manutenção da descarga é
dificultada. Além disso, os elétrons frios, podem se associar aos íons presentes naquela
região do plasma, num processo de recombinação a três corpos [BRAITHWAITE, 1999],
conforme a reação dada pela equação (6). Este fenômeno é conhecido como recombinação
no volume. Este processo diminui a corrente no alvo e na tela podendo até provocar a
extinção do plasma.
atd /
(06)
Figura 4.1:Gráfico representativo da variação da corrente do alvo em função da mudança
de , com a voltagem constante de -500V. No gráfico é possível observar diferentes
curvas obtidas com diferentes pressões na câmara de deposição. Os parâmetros utilizados
em cada condição podem ser visualizados na Tabela 4.1.
atd /
Por meio deste estudo, pode-se observar que existe um intervalo onde é possível
modificar a corrente do alvo, em função da variação de , mantendo-se a voltagem atd /
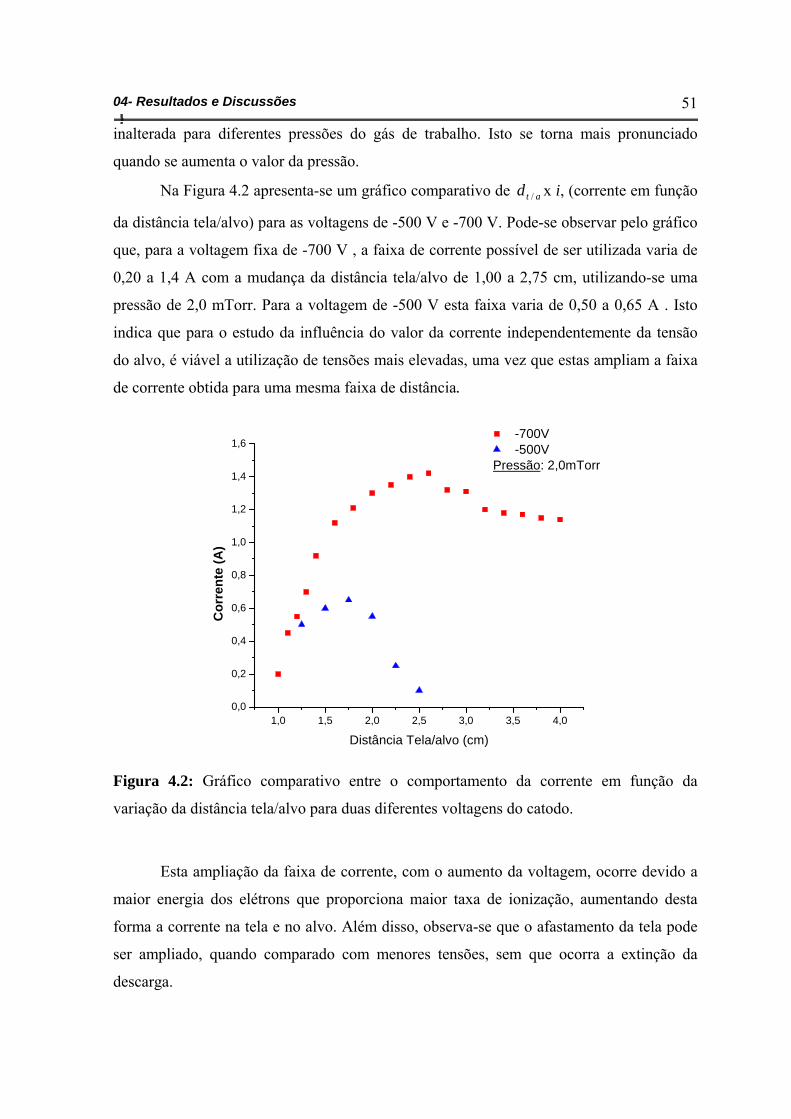
04- Resultados e Discussões
51
1,0 1,5 2,0 2,5 3,0 3,5 4,00,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
Cor
rent
e (A
)
Distância Tela/alvo (cm)
-700V -500V
Pressão: 2,0mTorr
inalterada para diferentes pressões do gás de trabalho. Isto se torna mais pronunciado
quando se aumenta o valor da pressão.
Na Figura 4.2 apresenta-se um gráfico comparativo de x i, (corrente em função
da distância tela/alvo) para as voltagens de -500 V e -700 V. Pode-se observar pelo gráfico
que, para a voltagem fixa de -700 V , a faixa de corrente possível de ser utilizada varia de
0,20 a 1,4 A com a mudança da distância tela/alvo de 1,00 a 2,75 cm, utilizando-se uma
pressão de 2,0 mTorr. Para a voltagem de -500 V esta faixa varia de 0,50 a 0,65 A . Isto
indica que para o estudo da influência do valor da corrente independentemente da tensão
do alvo, é viável a utilização de tensões mais elevadas, uma vez que estas ampliam a faixa
de corrente obtida para uma mesma faixa de distância.
atd /
Figura 4.2: Gráfico comparativo entre o comportamento da corrente em função da
variação da distância tela/alvo para duas diferentes voltagens do catodo.
Esta ampliação da faixa de corrente, com o aumento da voltagem, ocorre devido a
maior energia dos elétrons que proporciona maior taxa de ionização, aumentando desta
forma a corrente na tela e no alvo. Além disso, observa-se que o afastamento da tela pode
ser ampliado, quando comparado com menores tensões, sem que ocorra a extinção da
descarga.

04- Resultados e Discussões
4.1.2 – Estudo do comportamento da voltagem do magnetron em função da variação
da distância tela/alvo mantendo-se a corrente constante.
52
Verificou-se a influência da variação da distância tela/alvo na modificação da
voltagem, fixando-se o valor da corrente do cátodo. Para este estudo, utilizaram-se os
parâmetros descritos na Tabela 4.2 e 4.3. Utilizou-se correntes constantes de 0,50 e 1,0 A.
Estes valores de corrente proporcionam razões de deposição adequadas para melhor
controle da espessura da camada.
Tabela 4.2: Parâmetros usados no estudo da variação da voltagem em função da distância
tela/alvo, mantendo-se a corrente constante (0,50 A), para três valores de pressão do gás de
trabalho.
Fluxo de Ar: 2,86 sccm ±0,08
Pressão: 2,0 mTorr ±0,1
Corrente: 0,50 A±0,10
Fluxo de Ar: 4,66 sccm ±0,08
Pressão: 3,0 mTorr ±0,1
Corrente: 0,50 A±0,10
Fluxo de Ar: 5,06 sccm ±0,08
Pressão: 4,0 mTorr ±0,1
Corrente: 0,50 A ±0,10
V(V)
± 10V atd / (cm)
± 0,10cm
V(V)
± 10V atd / (cm)
± 0,10cm
V(V)
± 10V atd / (cm)
± 0,10cm
-620 1,0 -430 1,0 -400 1,0 -560 1,1 -- 1,1 -- 1,1 -480 1,2 -420 1,2 -385 1,2 -470 1,3 -- 1,3 -- 1,3 -465 1,4 -- 1,4 -- 1,4 -460 1,5 -410 1,5 -380 1,5 -455 1,6 -- 1,6 -- 1,6 -456 1,7 -- 1,7 -- 1,7 -457 1,8 -412 1,8 -382 1,8 -459 1,9 -- 1,9 -- 1,9 -460 2,0 -418 2,0 -383 2,0 -475 2,2 -435 2,2 -390 2,2 -505 2,5 -450 2,5 -405 2,5 -525 2,7 -460 2,7 -415 2,7 -545 3,0 -475 3,0 -425 3,0 -550 3,2 -490 3,2 -435 3,2 -590 3,5 -500 3,5 -450 3,5
Pela Figura 4.3 pode-se observar que quanto maior a pressão, menor a faixa de
variação de voltagem para uma mesma alteração da distância tela/alvo. Por exemplo,
considerando a distância tela/alvo variando de 0,5 cm a 1,5 cm, pode-se observar que para
a pressão de 2,0 mTorr existe uma variação de voltagem de -620 a -460 V
aproximadamente, ao passo que para a pressão de 4,0 mTorr, esta variação fica entre -400

04- Resultados e Discussões
53
1,0 1,5 2,0 2,5 3,0 3,5
380
400
420
440
460
480
500
520
540
560
580
600
620
640
Volta
gem
(V)
Distância Tela/alvo (cm)
2,0 mTorr 3,0 mTorr 4,0 mTorr
e -380 V. Em pressões inferiores o livre caminho médio dos elétrons é maior, diminuindo a
probabilidade de colisões destes com outras partículas neutras do gás e portanto
diminuindo a taxa de ionização. Desta forma, baixas pressões associadas com pequenas
distâncias da tela ao alvo, dificultam a abertura da descarga, exigindo elevados valores de
voltagem. Assim, os elétrons sofrem grande aceleração no campo elétrico criado na bainha
catódica. A força eletromagnética atuando sobre o elétron, provocada pelos campos
elétrico e magnético em frente ao alvo, fazem o elétron espiralar em torno das linhas de
campo magnético (paralelas ao alvo) com maior velocidade de modo a aumentar a taxa de
ionização. Na Tabela 4.3, apresentam-se os parâmetros utilizados para um estudo
comparativo da influência do valor da corrente na faixa de voltagem obtida, com aqueles
encontrados na Tabela 4.2.
Figura 4.3: Gráfico representativo da variação do módulo da voltagem do alvo em função
da distância tela/alvo, com a corrente constante de 0,5A. No gráfico é possível observar
diferentes curvas obtidas com diferentes pressões da câmara de trabalho. Os parâmetros
utilizados em cada condição podem ser visualizados na Tabela 4.2.

04- Resultados e Discussões
Tabela 4.3: Parâmetros usados no estudo da variação da voltagem em função da distância
tela/alvo, mantendo-se a corrente constante (1,0 A), para três valores de pressão do gás de
trabalho.
54
Fluxo de Ar: 2,80 sccm ±0,08
Pressão: 2,0 mTorr ±0,1
Corrente: 1,0 A ±0,10
Fluxo de Ar: 4,20 sccm ±0,08
Pressão: 3,0 mTorr ±0,1
Corrente: 1,0 A±0,10
Fluxo de Ar: 5,98 sccm ±0,08
Pressão:4,0 mTorr ±0,1
Corrente: 1,0 A±0,10
V(V)
± 10V
d(cm)
± 0,1cm
V(V)
± 10V
d(cm)
± 0,1cm
V(V)
± 10V
d(cm)
± 0,1cm
- 0,75 -700 0,75 - 0,75 - 0,90 -640 0,90 - 0,90 - 1,00 -560 1,00 - 1,00
-760 1,25 -490 1,25 -440 1,25 -710 1,50 -470 1,50 -425 1,50 -690 1,75 -460 1,75 -420 1,75 -700 2,00 -460 2,00 -420 2,00 -720 2,25 -470 2,25 -420 2,25
- 2,50 -490 2,50 -430 2,50 - 2,75 -510 2,75 -440 2,75 - 3,00 -550 3,00 -460 3,00 - 3,25 - 3,25 -470 3,25 - 3,50 - 3,50 -480 3,50 - 4,00 - 4,00 -520 4,00
O gráfico da Figura 4.4 mostra o comportamento da voltagem do alvo em função de
, para uma corrente constante de 1,0A. Observa-se que as regiões de mínima voltagem
para a manutenção da descarga com 1,0 A ocorre para valores de entre 1,5 e 2,0 cm
para todas as pressões estudadas. Entretanto, quanto maior for a pressão, menor é a
voltagem mínima de manutenção da descarga. A pressão de 3,0 mTorr apresenta a maior
faixa de variação de voltagem para a corrente de 1,0 A.
atd /
atd /

04- Resultados e Discussões
55
0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0400
450
500
550
600
650
700
750
Volta
gem
(V)
Distância Tela/Alvo (cm)
2,0mTorr 3,0mTorr 4,0mTorr
Figura 4.4: Gráfico representativo da variação da voltagem do alvo em função da mudança
na distância tela/alvo, com a corrente constante de 1,0A. No gráfico é possível observar
diferentes curvas obtidas com diferentes pressões da câmara de trabalho. Os parâmetros
utilizados em cada condição pode ser visualizados na Tabela 4.3.
Na Figura 4.5 apresenta-se a variação da voltagem do magnetron em função de
, comparativamente para dois valores de corrente (0,50 e 1,0A), para a pressão de 3,0
mTorr. Observa-se no gráfico que para a manutenção da corrente em 1,0 A os valores de
voltagem foram superiores àqueles necessários para a manutenção da descarga com
corrente constante de 0,50 A. Este resultado pode ser previsto pela lei de Paschen,
discutida na seção 2.1. Entretanto observa-se que a faixa de variação da voltagem para a
corrente de 1,0 A é muito maior que para a corrente de 0,50 A para o mesmo intervalo de
distâncias .
atd /
atd /

04- Resultados e Discussões
56
0,5 1,0 1,5 2,0 2,5 3,0 3,5400420440460480500520540560580600620640660680700720
Volta
gem
(V)
Distância Tela/alvo (cm)
I = 0,5A I = 1,0A
Pressão: 3,0mTorr
Figura 4.5: Variação da voltagem em função da distância tela/alvo para dois valores fixos
de corrente (0,50 e 1,0 A).
Além disso, para maiores correntes, a diferença de voltagem máxima e mínima
alcançada para uma mesma variação na distância também é maior.
Observando-se as curvas voltagem versus distância tela/alvo obtidas e apresentadas
nesta seção, pode-se verificar que as mesmas assemelham-se àquela obtida por Paschen,
discutida na seção 2.1, Figura 2.4. Como já descrito anteriormente, a curva de Paschen,
relaciona tensão de ignição de plasma com o produto da pressão pela distância do anodo ao
catodo. Nas duas situações relacionam-se as formas como a voltagem varia em função da
distância entre os eletrodos. No caso do experimento de Paschen, não há campo magnético
enquanto que no caso do TMS existe um campo magnético em frente ao catodo. Embora o
comportamento das curvas seja semelhante, os valores de voltagem e corrente certamente
são muito diferentes e outros fenômenos devem ser considerados como por exemplo, a
força magnética sobre os elétrons. Porém um aprofundamento maior neste campo foge ao
escopo deste trabalho.

04- Resultados e Discussões
57
4.2 Escolha e Caracterização do polímero utilizado como substrato.
A escolha do polímero de trabalho, utilizado como substrato, deu-se de tal forma a
exigir que o mesmo apresentasse características de flexibilidade, baixo peso e elevada
resistência à temperatura. O material utilizado foi caracterizado por análise térmica de
DSC e TGA, demonstrados na Figura 4.6 e 4.7 respectivamente. Através destes ensaios
pode-se observar as propriedades térmicas do polímero, como por exemplo a temperatura
de início de degradação e as possíveis mudanças físicas ou químicas devido ao
aquecimento ou resfriamento do mesmo. O polímero de trabalho é um tipo de PET, e,
portanto comercialmente conhecido, utilizado em embalagens plásticas de comidas e
bebidas, sacolas, utensílios domésticos como baldes, potes de conservação de alimentos,
entre outras inúmeras aplicações. As amostras utilizadas neste trabalho são lâminas de
polímeros com espessura 0,250 mm, fabricados pela indústria Dupont, conhecido
comercialmente como Mylar®. De acordo com a análise de DSC, apresentada na Figura
4.6, pode-se observar que a temperatura fusão deste polímero é de 255,8 ºC ao passo que a
temperatura de transição vítrea (Tg) é de ~80 ºC. Com base neste valor, pode-se verificar
que as deposições devem ser realizadas a temperaturas inferiores ou próximas ao valor da
Tg do material e menor que a temperatura de fusão do mesmo (~200ºC). Com a análise de
TGA é possível verificar o comportamento deste polímero, no que diz respeito a perda de
massa, em função do aumento da temperatura. Este comportamento pode ser visualizado
no gráfico da Figura 4.7. Nesta figura, pode-se observar ainda a análise de DTG, na qual
verifica-se uma aproximação da velocidade da degradação do polímero por meio da
derivada da curva obtida via análise termogravimétrica.
A análise de TGA indica que o polímero de trabalho possui estabilidade térmica até
temperaturas próximas a 350 ºC. Esta é a temperatura de inicio de degradação, onde o
polímero começa a perder massa com o aumento da temperatura. Em torno de 400 ºC o
material apresenta um decréscimo de massa acentuado, retardando-se com o aumento da
temperatura, o que pode ser visualizado observando-se a derivada da curva de TGA, que
indica a velocidade desta subtração.
Observando-se as análises de TGA conclui-se que o polímero apresenta-se no
estado sólido até temperaturas próximas a ~200 ºC. Acima desta temperatura, o polímero
entra numa região de início de fusão, dificultando o trabalho do mesmo em processos onde
a elevação da temperatura se faz necessária.

04- Resultados e Discussões
58
Figura 4.6: DSC do polímero de trabalho: Mylar da Dupont, enfatizando a temperatura de
fusão do material, a temperatura de transição vítrea, bem como do valor da entalpia (calor
de fusão do material).
Figura 4.7: TGA e DTG do polímero de trabalho: Mylar da Dupont, observando a perda
de massa do mesmo, bem como a velocidade desta perda, por meio da derivada da função.

04- Resultados e Discussões
4.3 Deposição de Filmes de Al sobre polímeros: Estudo do efeito da voltagem do alvo
nas propriedades do filme.
59
Como descrito na seção 3, um dos objetivos do presente trabalho consiste em
estudar o efeito da energia dos átomos que se depositam nas propriedades superficiais do
filme e na interação metal/polímero. Para atingir este objetivo, estudou-se a variação
independente dos parâmetros corrente e voltagem no cátodo em função da mudança na
distância tela/alvo, como descrito na seção 4.1. A escolha do Al como material do alvo a
ser depositado deu-se em função da facilidade de obtenção deste material (custo), alta
razão de deposição (Figura 2.7 e Tabela 2.1) deste metal em processos de sputtering,
leveza e boas propriedades ópticas. A utilização de filmes de alumínio sobre utensílios
sanitários, tais como ralos de banheiros, pias e torneiras elaboradas a base de polímeros,
são exemplos da aplicação deste processo. Além disso, utilizam-se polímeros recobertos
com alumínio na indústria aeroespacial, onde a leveza é um fator fundamental para a
utilização de um material. Assim, o filme de alumínio, associado com o polímero, produz
um composto leve, flexível e de amplas aplicações, o que justifica seu estudo
paralelamente a investigação da influência dos parâmetros de tratamento no filme
depositado.
O estudo inicial baseou-se na fixação da corrente do alvo, variando-se a voltagem
em função da mudança da distância tela/alvo, para uma mesma pressão. A pressão de
trabalho escolhida foi de 2,0 mTorr devido ao fato de nesta pressão o LCM dos átomos de
Al ser maior, proporcionando que estes atinjam o substrato com valores de energia
maiores. Este valor de energia depende das condições de deposição dos filmes. Outro fator
que justifica a escolha da pressão de trabalho de 2,0 mTorr é que nesta pressão, de acordo
com os estudos relatados na seção 4.1, existe uma maior faixa de variação na voltagem do
catodo para uma pequena mudança na distância tela/alvo, mantendo-se a corrente
constante. Isso facilita a observação da influência da energia dos átomos que se depositam
(Voltagem) na topografia e demais propriedades do filme obtido. De acordo com os
resultados da seção 4.1 verificou-se que uma maior faixa de trabalho com voltagens,
utilizando-se um mesmo intervalo de distância tela/alvo, era viabilizado quando a corrente
era fixa em 1,0 A. Porém, nestes casos, pode-se observar que a temperatura superficial do
porta-amostra eleva-se rapidamente, inviabilizando a utilização desta corrente no trabalho
com polímeros. Desta forma, optou-se em trabalhar com a corrente de 0,50 A, uma vez que

04- Resultados e Discussões
60
1,0 1,5 2,0 2,5 3,0 3,5440
460
480
500
520
540
560
580
600
620
640
0102
03
04
Volta
gem
(V)
Distância Tela/Alvo (cm)
Corrente = 0,5A Pressão: 2,0mTorr
05
o substrato é bastante sensível à temperatura e estável até a Tg = 80 ºC sem sofrer
modificações na sua estrutura, como discutido na seção 4.2. Por meio da Figura 4.8, curva
V(V) versus (cm), para a corrente de 0,50 A, determinou-se alguns pontos de
operação com valores de voltagem bem distintos entre si. Os demais parâmetros utilizados
para as deposições com corrente constante, são apresentados na Tabela 4.4.
atd /
Figura 4.8: Gráfico da relação entre o módulo da voltagem x distância tela/alvo,
destacando os pontos e demais parâmetros escolhidos para a realização das deposições com
corrente constante.
Tabela 4.4: Parâmetros de tratamento determinados e obtidos na deposição de filmes de
alumínio sobre Mylar, com manutenção de corrente em 0,50A e pressão de 2,0 mTorr para
todas as condições de deposição.
Condições
Nomenclatura das Amostras
Tensão (V)
(±10)
Distância Tela/alvo
(cm) (±0,10)
Temperatura (oC) (±1)
(a) M1 -470 2.0 35 (b) M2 -490 1.5 38 (c) M3 -620 1.3 43 (d) M4 -720 1.1 47 (e) M5 -780 1.0 59

04- Resultados e Discussões
61
Por meio de análises via microscópio eletrônico de varredura (MEV), obteve-se
uma visualização da influência da voltagem na topografia da superfície do filme
depositado. A Figura 4.9 demonstra as diferenças obtidas para os filmes depositados
segundo os parâmetros descritos na Tabela 4.4, para um aumento de 1000X.
Figura 4.9: Análise de MEV relacionando a topografia do filme obtido em função da
voltagem do magnetron, a corrente constante de 0,50A: (a) -470 V; (b) -490 V; (c)-620 V;
(d) –720 V; (e) –780 V. Os demais parâmetros são apresentados na Tabela 4.4
De acordo com o conjunto de micrografias representadas na Figura 4.9, pode-se
observar que a superfície do filme de alumínio é bastante homogênea. Os pontos que se
sobressaem na superfície são prováveis impurezas presentes na superfície da amostra
[UEDA et al, 2003] ou pertencentes à estrutura do polímero. Entretanto pode-se observar
que em todos os casos o filme recobriu toda a superfície da amostra.
Observa-se, ainda na Figura 4.9, que a topografia da superfície do filme muda
sensivelmente da micrografia (a) (depositado com voltagem no alvo de -470 V) para a
micrografia (e) (depositado com -780 V). É conhecido da literatura que a energia dos
(b) M2 (c) M3
10µm 10µm
(a) M1
10µm
(d) M4
10µm
(e) M5
10µm
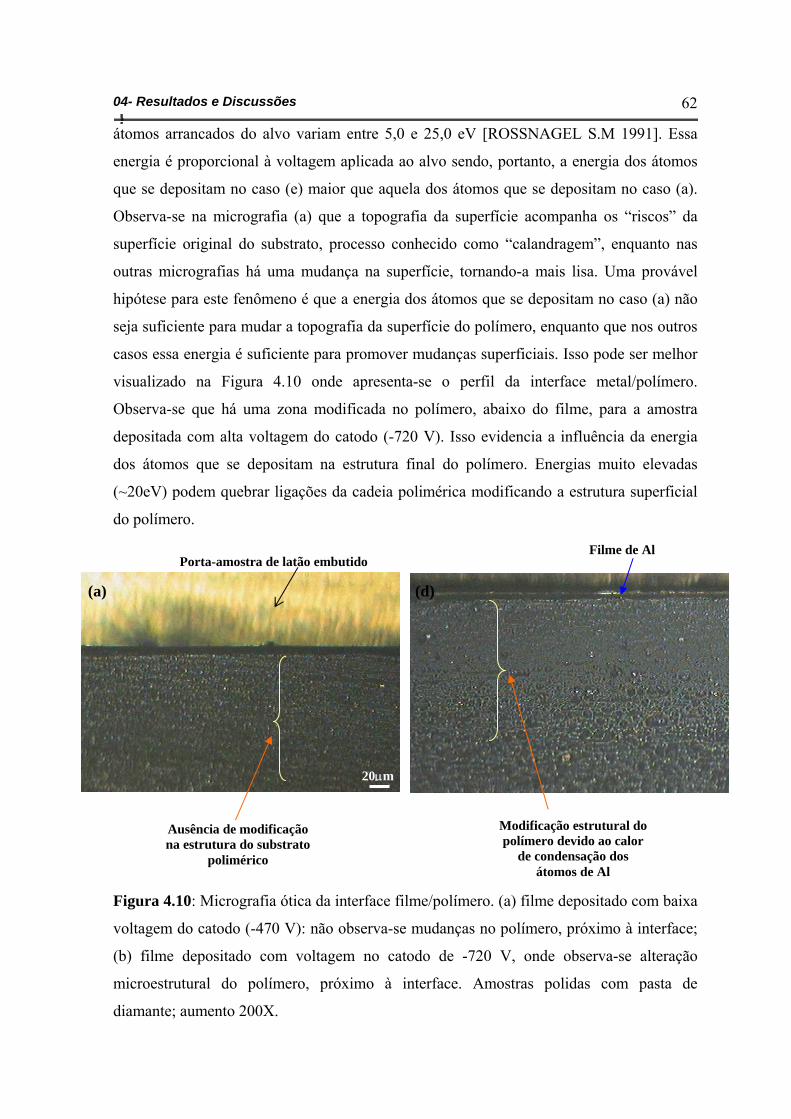
04- Resultados e Discussões
62
20µm
(a) (d)
M p
odificação estrutural doolímero devido ao calor
de condensação dos átomos de Al
Ausência de modificação na estrutura do substrato
polimérico
Filme de AlPorta-amostra de latão embutido
20µm
átomos arrancados do alvo variam entre 5,0 e 25,0 eV [ROSSNAGEL S.M 1991]. Essa
energia é proporcional à voltagem aplicada ao alvo sendo, portanto, a energia dos átomos
que se depositam no caso (e) maior que aquela dos átomos que se depositam no caso (a).
Observa-se na micrografia (a) que a topografia da superfície acompanha os “riscos” da
superfície original do substrato, processo conhecido como “calandragem”, enquanto nas
outras micrografias há uma mudança na superfície, tornando-a mais lisa. Uma provável
hipótese para este fenômeno é que a energia dos átomos que se depositam no caso (a) não
seja suficiente para mudar a topografia da superfície do polímero, enquanto que nos outros
casos essa energia é suficiente para promover mudanças superficiais. Isso pode ser melhor
visualizado na Figura 4.10 onde apresenta-se o perfil da interface metal/polímero.
Observa-se que há uma zona modificada no polímero, abaixo do filme, para a amostra
depositada com alta voltagem do catodo (-720 V). Isso evidencia a influência da energia
dos átomos que se depositam na estrutura final do polímero. Energias muito elevadas
(~20eV) podem quebrar ligações da cadeia polimérica modificando a estrutura superficial
do polímero.
Figura 4.10: Micrografia ótica da interface filme/polímero. (a) filme depositado com baixa
voltagem do catodo (-470 V): não observa-se mudanças no polímero, próximo à interface;
(b) filme depositado com voltagem no catodo de -720 V, onde observa-se alteração
microestrutural do polímero, próximo à interface. Amostras polidas com pasta de
diamante; aumento 200X.

04- Resultados e Discussões
Observa-se na Tabela 4.4 que a temperatura média na superfície da amostra (a)
(deposição com baixa energia -470V) foi de 35
63
oC enquanto que para a amostra (e)
(deposição com alta energia -780V) foi de 59ºC. Considerando que a razão de deposição é
praticamente a mesma e, portanto o aquecimento por condensação do filme é o mesmo,
conclui-se que o maior aquecimento da amostra (e) se deve a maior energia das partículas
que se depositam. Esta temperatura é medida na superfície de uma amostra padrão, mas é
possível afirmar que a temperatura real e pontual na superfície da amostra é superior a este
valor.
A razão de deposição dos filmes obtidos no estudo de deposições sob corrente
constante, podem ser visualizadas na Tabela 4.5. As mudanças observadas na topografia
superficial desses filmes, não estão significativamente associadas à diferença na razão de
deposição, pois todos os filmes foram depositados a uma razão de aproximadamente 1,4
nm/s, conforme apresentado na Tabela 4.5, e indicando no gráfico da Figura 4.11
Tabela 4.5: Razão de deposição de filmes de alumínio obtida para as condições descritas
na Tabela 4.4 realizadas com corrente constante (0,5A), durante 5 minutos.
Amostra Tensão(V) Distância tela/alvo(cm)
Espessura (nm)
Razão de deposição (nm/s)
(a) M1 -470 2,0 340 1,20 (b) M2 -490 1.5 500 1,67 (c) M3 -620 1.3 441 1,47 (d) M4 -720 1.1 300 1,00 (e) M5 -780 1.0 494 1,64
Por meio dos dados da Tabela 4.5, plotou-se um gráfico apresentado na Figura
4.11, no qual é possível observar que na média, a razão de deposição sofre uma pequena
alteração quando se aumenta a voltagem do catodo, ficando aproximadamente constante
em 1,4nm/s.

04- Resultados e Discussões
64
450 500 550 600 650 700 750 8000,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0R
azão
de
depo
siçã
o (n
m/s
)
Voltagem (V)
Figura 4.11: Gráfico da razão de deposição em função da voltagem do cátodo, indicando
uma pequena influência da energia dos átomos que se depositam na taxa de deposição.
Apresenta-se na Figura 4.12 as diferentes camadas obtidas sob deposição com
corrente constante usadas para as medidas da razão de deposição. Observa-se pela figura
que deposições com corrente constante não alteram significativamente a razão de
deposição. Possíveis erros na medida da espessura podem ser associados à dificuldade de
observação da seção transversal da camada no microscópio (MEV), visto que podem
ocorrer distorções da imagem em grandes aumentos como neste caso (10.000X), sendo esta
uma das causas das diferenças de valores encontrados para as razões de deposição nas
condições estudadas.

04- Resultados e Discussões
65
Figura 4.12: Micrografias obtidas via MEV, com aumento de 10000X, visualizando a
fratura da camada de filme de Al depositado sobre lâmina metálica para verificação da
razão de deposição. Observa-se que o filme acompanha a topografia da superfície do
substrato.
Outra análise realizada por MEV, com um aumento de 10000 vezes, possibilita
verificar a topografia superficial do filme depositado. A Figura 4.13 demonstra as
micrografias obtidas via MEV para as amostras (c) e (e) do conjunto da Figura 4.12, com a
finalidade de realizar um comparativo da estrutura do filme obtido, relacionando-a com a
influência do parâmetro em estudo, ou seja, a voltagem do alvo.
Filme acompanha a topografia da amostra
M4 (d)
M2 (b) M3 (c)
M5 (e)
1µm1µm1µm
1µm Microestrutura
colunar (Zona 01 – Modelo de Thorton)
M1 (a)
1µm

04- Resultados e Discussões
66
Figura 4.13: MEV com aumento de 10000X, evidenciando a homogeneidade da superfície
em ambos os casos com isenção de defeitos e total recobrimento, inclusive das impurezas
do substrato.
Observando-se a Figura 4.13 (c) constata-se que o filme recobre toda a superfície,
inclusive os defeitos e impurezas presentes na mesma. Isso evidencia que as deposições
utilizando tais parâmetros de tratamento produzem filmes de excelente qualidade
superficial que corresponde a zona 01 do modelo de zonas de Thorton. Tais filmes
apresentaram visualmente uma alta refletividade. É possível observar por meio da
Figura 4.13 que não existe acentuada diferença em termos estruturais do filme, sendo
ambas as condições realizadas com parâmetros diferentes. Isso mostra que este intervalo de
energia, dado pela variação da voltagem, é insuficiente para provocar evidentes alterações
na estrutura do filme depositado. Entretanto é suficiente para causar modificações na
superfície do polímero e, portanto, na interação filme/polímero.
Para ampliar a caracterização dos filmes de Al depositados sobre o substrato
polimérico, realizou-se análise de difratometria de raios-x. Os filmes depositados
apresentam espessuras da ordem de décimos de µm, o que provoca o aparecimento de
intensos picos de difração do substrato nos difratogramas de raios-x obtidos. Os picos de
difração relativos ao filme de Al são de muito baixa intensidade, indicando que o filme
apresenta uma grande parte de sua estrutura amorfa. Utilizando-se a equação (7), com o
auxílio do difratograma de raios x, pode-se calcular o parâmetro cristalino (a) dos filmes
obtidos.
(e) M5
1µm
(c) M3
1µm
Provável impureza da superfície totalmente recoberta

04- Resultados e Discussões
67
30 40 50 60 70 80 900
100
200
300
400
500
Mylar
Substrato
Inte
nsid
ade
Ângulo (2θ)
Mylar
Substrato
222 lkh
adhkl++
= (7)
onde h, k, l são os índices de Müller, a é o parâmetro cristalino e d é a distância
interplanar. Observou-se que o parâmetro cristalino para os filmes de Al ficou entre 4,039
a 4,063 Å para o plano 111, e entre 4,048 a 4,061 Å para o plano 220, enquanto que o
padrão para o Al é de 4,049 Å. Isso indica que a parte cristalina do filme obtido apresenta
um parâmetro cristalino próximo ao da amostra padrão, ou seja, apresenta um baixo grau
de tensionamento. Na Figura 4.14 apresenta-se um espectro de raios-x do polímero puro,
destacando a cristalinidade presente no substrato utilizado, a fim de proporcionar um
comparativo entre as amostras recobertas com filmes de alumínio. Este polímero apresenta
uma cristalinidade teórica de aproximadamente 55%.
Figura 4.14: Difratometria de raios-x do polímero puro, sem recobrimento.
Pela Figura 4.15 pode-se observar os picos do filme de Al presentes na
difratometria realizada para as amostra de (a) a (e), com os planos cristalinos devidamente
identificados. Pode-se observar que existe a presença dos planos (111) e (220) em quase
todas as amostras.

04- Resultados e Discussões
68
40 50 60 70 80
Al (220)Substrato
Inte
nsid
ade
Ângulo (2θ)
M1 M2 M3 M4 M5
SubstratoAl (111)
Figura 4.15: Difratometria de raios-x dos filmes depositados com corrente constante
(0,5A), demonstrando as direções preferenciais de crescimento dos filmes de Al e a sua
respectiva intensidade. É possível observar que o recobrimento possui uma pequena
proporção de fase cristalina devido aos pequenos picos de intensidade observados no
gráfico.
4.4 Deposição de Filmes sobre polímeros: Estudo da influência da Corrente do alvo
nas propriedades do filme.
Nesta seção será estudada a influência da variação da corrente nas propriedades do
filme, mantendo-se a voltagem constante. A variação da corrente será controlada pela
distância tela/alvo. Como visto na seção 4.1, para voltagem no alvo de -500V, houve uma
pequena variação da corrente, enquanto que para as tensões de -700V esta faixa de
variação da corrente ampliou-se. Portanto utilizou-se a voltagem no alvo de –700V para a
verificação da influência da corrente nas propriedades do filme depositado. A pressão de
trabalho escolhida dentre as estudadas, foi a de 2,0 mTorr, devido ao maior LCM dos

04- Resultados e Discussões
69
átomos arrancados do alvo, o que proporciona um maior bombardeamento sobre o filme
por partículas energéticas.
5
4
3
2
1
1,0 1,5 2,0 2,5 3,0 3,5 4,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
Cor
rent
e (A
)
Distância tela/alvo(cm)
Tensão = -700V Pressão = 2,0 mTorr
Ao alterar-se a corrente do alvo mantendo-se a voltagem e a pressão constante,
praticamente não se altera a distribuição de energia dos átomos que se depositam. O que se
modifica é apenas a quantidade de átomos que chegam na amostra. A corrente é
proporcional à quantidade de íons que bombardeiam o alvo e, conseqüentemente, ao
rendimento de sputtering de átomos de Al, alterando a razão de deposição do filme.
Inicialmente fez-se a escolha dos parâmetros e condições de tratamento, utilizando-
se para isso o gráfico Corrente versus , para a voltagem fixa de -700V. Os pontos
escolhidos para a realização do estudo podem ser visualizados na Figura 4.16, assim como
os demais parâmetros de tratamento podem ser observados na Tabela 4.6.
atd /
Figura 4.16: Variação da corrente em função da distância tela/alvo para a voltagem
constante de –700V no alvo. Os pontos indicados no gráfico (1 a 5) serão usados no estudo
das características superficiais do filme de Al depositado sobre o substrato polimérico.
Observando-se a Tabela 4.6, pode-se verificar que a temperatura do substrato é
crescente com o aumento da corrente uma vez que, mesmo mantendo-se a voltagem do
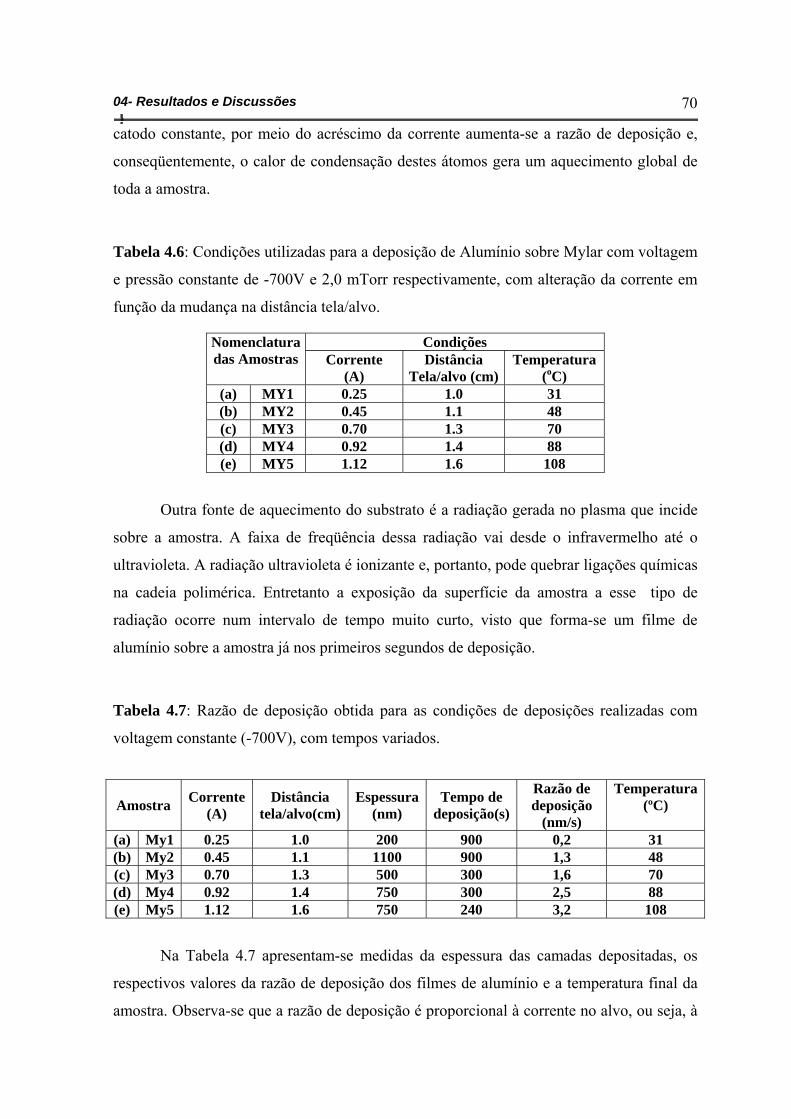
04- Resultados e Discussões
catodo constante, por meio do acréscimo da corrente aumenta-se a razão de deposição e,
conseqüentemente, o calor de condensação destes átomos gera um aquecimento global de
toda a amostra.
70
Tabela 4.6: Condições utilizadas para a deposição de Alumínio sobre Mylar com voltagem
e pressão constante de -700V e 2,0 mTorr respectivamente, com alteração da corrente em
função da mudança na distância tela/alvo.
Condições Nomenclatura das Amostras Corrente
(A) Distância
Tela/alvo (cm)Temperatura
(oC) (a) MY1 0.25 1.0 31 (b) MY2 0.45 1.1 48 (c) MY3 0.70 1.3 70 (d) MY4 0.92 1.4 88 (e) MY5 1.12 1.6 108
Outra fonte de aquecimento do substrato é a radiação gerada no plasma que incide
sobre a amostra. A faixa de freqüência dessa radiação vai desde o infravermelho até o
ultravioleta. A radiação ultravioleta é ionizante e, portanto, pode quebrar ligações químicas
na cadeia polimérica. Entretanto a exposição da superfície da amostra a esse tipo de
radiação ocorre num intervalo de tempo muito curto, visto que forma-se um filme de
alumínio sobre a amostra já nos primeiros segundos de deposição.
Tabela 4.7: Razão de deposição obtida para as condições de deposições realizadas com
voltagem constante (-700V), com tempos variados.
Amostra Corrente (A)
Distância tela/alvo(cm)
Espessura (nm)
Tempo de deposição(s)
Razão de deposição
(nm/s)
Temperatura(ºC)
(a) My1 0.25 1.0 200 900 0,2 31 (b) My2 0.45 1.1 1100 900 1,3 48 (c) My3 0.70 1.3 500 300 1,6 70 (d) My4 0.92 1.4 750 300 2,5 88 (e) My5 1.12 1.6 750 240 3,2 108
Na Tabela 4.7 apresentam-se medidas da espessura das camadas depositadas, os
respectivos valores da razão de deposição dos filmes de alumínio e a temperatura final da
amostra. Observa-se que a razão de deposição é proporcional à corrente no alvo, ou seja, à

04- Resultados e Discussões
71
taxa de sputtering. Ao fazermos uma comparação com o estudo feito na seção 4.3, da
deposição sob voltagem constante, observamos que a razão de deposição é mais
susceptível à mudança na corrente do alvo.
Na Figura 4.17 apresentam-se gráficos relacionando a razão de deposição, corrente
no alvo e temperatura do substrato. O gráfico (A) mostra um comportamento linear entre a
razão de deposição e a corrente no alvo. No gráfico (B) observa-se um comportamento
também linear entre a temperatura do substrato e a corrente no alvo. No gráfico (C)
observa-se que a temperatura é também diretamente proporcional à razão de deposição.
Isso indica que a amostra é aquecida principalmente pela razão de deposição, ou seja, pelo
calor de condensação dos átomos que se depositam.
Figura 4.17: Gráficos relacionando a razão de deposição, corrente no alvo e temperatura
do substrato.
0,0 0,2 0,4 0,6 0,8 1,0 1,2
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
Raz
ão d
e de
posi
ção
(nm
/s)
Corrente no alvo (A)0,2 0,4 0,6 0,8 1,0 1,2
20
30
40
50
60
70
80
90
100
110Te
mpe
ratu
ra (o C
)
Corrente no alvo (A)
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,520
30
40
50
60
70
80
90
100
110
Tem
pera
tura
(o C)
Razão de deposição (nm/s)
(C)
(B)
(A)
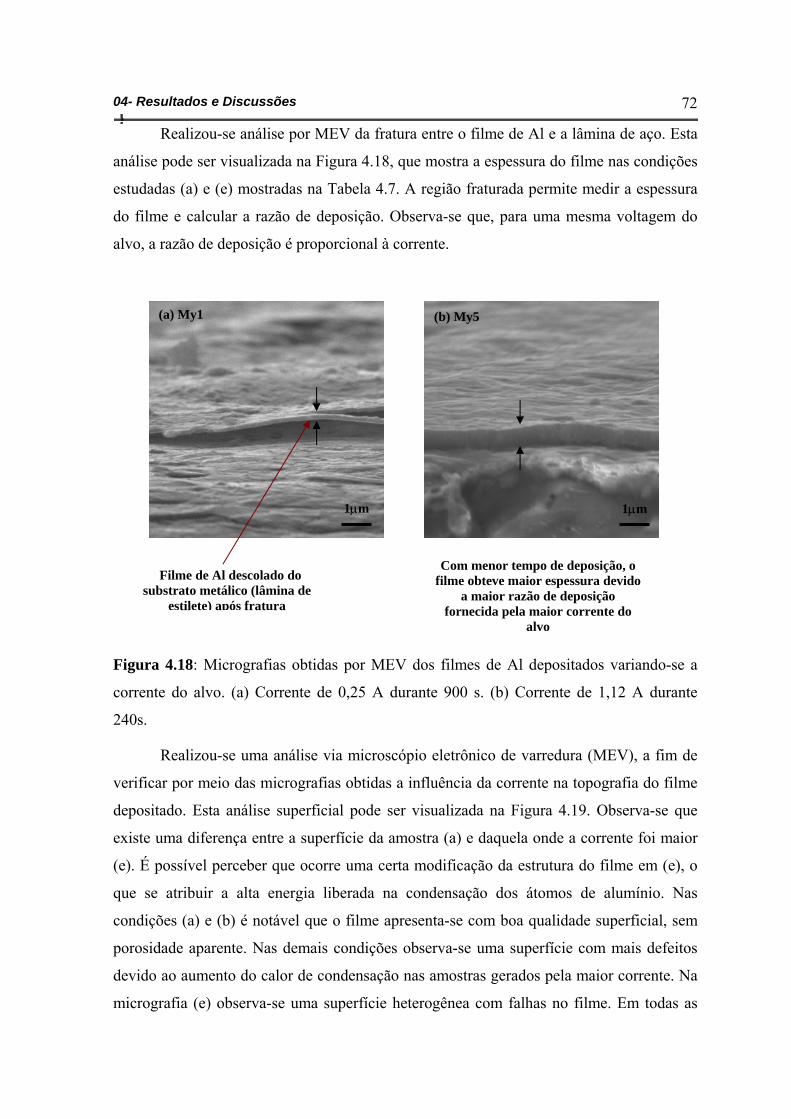
04- Resultados e Discussões
72
Realizou-se análise por MEV da fratura entre o filme de Al e a lâmina de aço. Esta
análise pode ser visualizada na Figura 4.18, que mostra a espessura do filme nas condições
estudadas (a) e (e) mostradas na Tabela 4.7. A região fraturada permite medir a espessura
do filme e calcular a razão de deposição. Observa-se que, para uma mesma voltagem do
alvo, a razão de deposição é proporcional à corrente.
Figura 4.18: Micrografias obtidas por MEV dos filmes de Al depositados variando-se a
corrente do alvo. (a) Corrente de 0,25 A durante 900 s. (b) Corrente de 1,12 A durante
240s.
Realizou-se uma análise via microscópio eletrônico de varredura (MEV), a fim de
verificar por meio das micrografias obtidas a influência da corrente na topografia do filme
depositado. Esta análise superficial pode ser visualizada na Figura 4.19. Observa-se que
existe uma diferença entre a superfície da amostra (a) e daquela onde a corrente foi maior
(e). É possível perceber que ocorre uma certa modificação da estrutura do filme em (e), o
que se atribuir a alta energia liberada na condensação dos átomos de alumínio. Nas
condições (a) e (b) é notável que o filme apresenta-se com boa qualidade superficial, sem
porosidade aparente. Nas demais condições observa-se uma superfície com mais defeitos
devido ao aumento do calor de condensação nas amostras gerados pela maior corrente. Na
micrografia (e) observa-se uma superfície heterogênea com falhas no filme. Em todas as
1µm
(b) My5 (a) My1
1µm
Com menor tempo de deposição, o filme obteve maior espessura devido
a maior razão de deposição fornecida pela maior corrente do
alvo
Filme de Al descolado do substrato metálico (lâmina de
estilete) após fratura

04- Resultados e Discussões
73
(a) My1 (b) My2 (c) My3
2µm 2µm 2µm
(d) My4 (e) My5
2µm 2µm
condições existe um recobrimento total do substrato, ou seja, o filme apresenta-se uniforme
recobrindo todas as impurezas e defeitos da superfície das amostras.
Figura 4.19: Características superficiais do filme de alumínio depositado sobre Mylar
obtidas via MEV, com aumento de 4000X, destacando as diferenças existentes entre as
condições de razão de deposição crescentes de (a) para (e), observando em (e) a existência
de pontos de degradação do filme.
A degradação sofrida pelo filme com o aumento da corrente pode ser observada
com mais detalhes nas micrografias obtidas por microscopia óptica (MO). Esta análise,
demonstrada na Figura 4.20, revela claramente a influência da variação da corrente do alvo
na topografia superficial do filme obtido. De acordo com esta figura, com o aumento da
corrente, crescente de (a) para (e), é possível observar que existe,uma maior densidade de
defeitos nas micrografias (d) e (e), além de ocorrer fissuras nos filmes. Isto é gerado pela
elevação da temperatura do substrato decorrente do aumento na razão de deposição, ou
seja, acréscimo do calor de condensação. Para as condições mais energéticas, além da

04- Resultados e Discussões
74
(b) My2 (a) My1 (c) My3
20µm 20µm 20µm
(e) My5 (d) My4
20µm 20µm
maior rugosidade e quantidade de defeitos, o filme apresenta-se visualmente com uma
certa tensão compressiva.
Figura 4.20: Micrografias da superfície das amostras obtidas por microscopia óptica com
aumento de 200X, verificando a influência da razão de deposição na topografia do filme.
As amostras com maior razão de deposição (d) e (e) apresentaram uma certa modificação
estrutural do polímero.
Todos os filmes apresentaram visualmente um alto índice de reflexão de luz. Porém
para as condições (d) e (e) foi possível constatar que existe uma opacidade do filme.
Os filmes depositados com as condições de (c) a (e) apresentaram uma maior
adesão ao substrato quando submetidos a tensões por dobramento do polímero. Esta maior
aderência pode estar relacionada a um ancoramento mecânico do filme sobre o substrato
como pode ser observado na Figura 4.21, que mostra a interface metal/polímero para a
condição de maior temperatura. Este ancoramento mecânico demonstra que além das
ligações químicas ocorridas entre o filme e o substrato, houve uma ligação mecânica entre
os dois, aumentando a aderência do filme ao polímero.

04- Resultados e Discussões
75
My5
5µm
Substrato Mylar depois da deposição. Filme de Alumínio
ancorado mecanicamente ao substrato
Resina termoplástica utilizada para embutimento
Figura 4.21: Micrografia obtida via MEV, com aumento de 2000X, observando a interface
metal-polímero para a condição de alta razão de deposição (e), realizada com corrente de
1,1A. A preparação da amostra para a análise via MEV é descrita na seção 3.5.3.
Com base neste resultado, pode-se observar que uma variação na corrente do alvo,
produz efeitos bastante distintos na topografia do filme depositado, sendo este um
parâmetro muito importante nas características do recobrimento.
É possível notar, por meio das análises de MEV, que as condições que
proporcionaram maior qualidade superficial do filme, com menor probabilidade de ocorrer
fissuras e erupções, foram aquelas onde a razão de deposição ficou entre 0,2 e 1,6 nm/s,
uma vez que estas não provocam excessivo aquecimento do polímero e evitam,
conseqüentemente, a sua degradação ou modificação estrutural. Porém, quanto maior a
temperatura, melhor é o ancoramento mecânico do filme ao substrato.
Outra caracterização realizada para os filmes depositados com voltagem constante,
foi a difratometria de raios-x. A Figura 4.22 apresenta um gráfico comparativo entre os
difratogramas de cinco amostras estudadas. Pode-se observar pelo gráfico que existe
pequenos picos de intensidade correspondentes ao Al, pois assim como no estudo realizado
com corrente constante, o filme depositado possui espessura da ordem de décimos de µm.
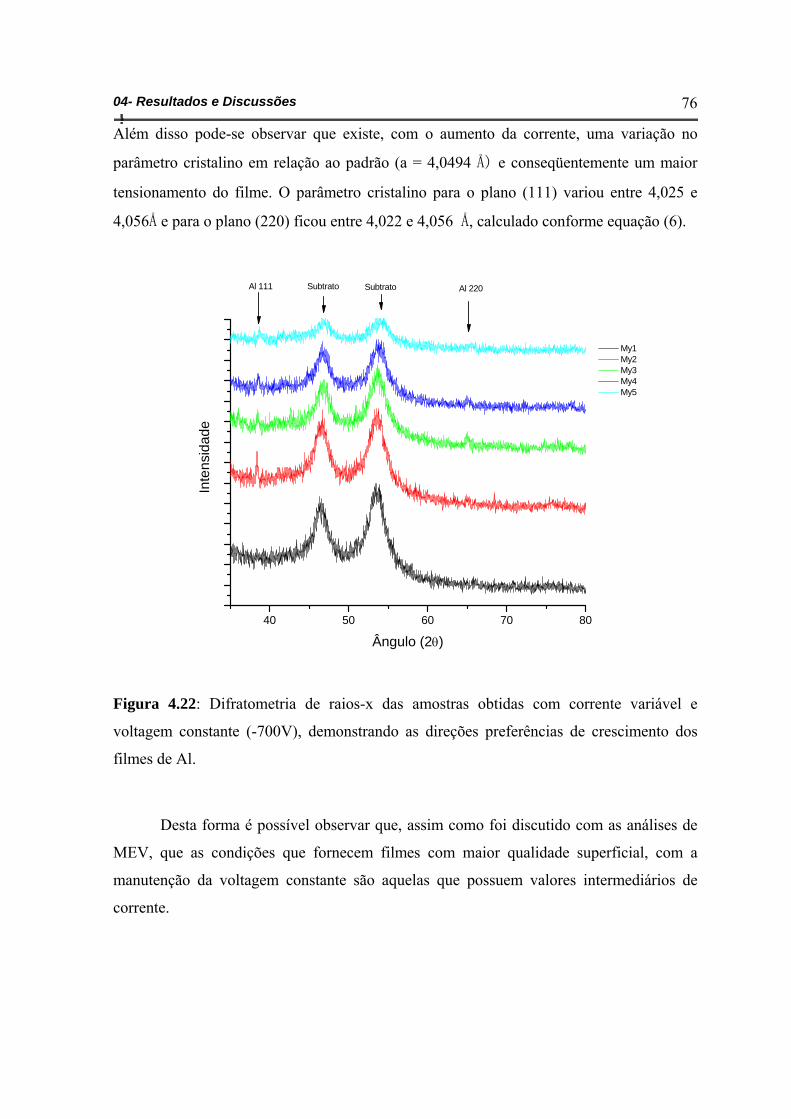
04- Resultados e Discussões
76
40 50 60 70 80
Al 220Subtrato
Inte
nsid
ade
Ângulo (2θ)
My1 My2 My3 My4 My5
Al 111 Subtrato
Além disso pode-se observar que existe, com o aumento da corrente, uma variação no
parâmetro cristalino em relação ao padrão (a = 4,0494 Å) e conseqüentemente um maior
tensionamento do filme. O parâmetro cristalino para o plano (111) variou entre 4,025 e
4,056Å e para o plano (220) ficou entre 4,022 e 4,056 Å, calculado conforme equação (6).
Figura 4.22: Difratometria de raios-x das amostras obtidas com corrente variável e
voltagem constante (-700V), demonstrando as direções preferências de crescimento dos
filmes de Al.
Desta forma é possível observar que, assim como foi discutido com as análises de
MEV, que as condições que fornecem filmes com maior qualidade superficial, com a
manutenção da voltagem constante são aquelas que possuem valores intermediários de
corrente.

04- Resultados e Discussões
4.5 Comparação entre a influência da corrente e da voltagem na deposição de filmes
de Alumínio sobre polímero.
77
Por meio do estudo realizado, verificou-se que existe um comportamento diferente
para a temperatura do substrato quando este se encontra submetido à voltagem e a corrente
constante, independentemente. Para facilitar esta análise, gerou-se um gráfico relacionando
a distância da tela ao alvo com a temperatura obtida para cada estudo. Esta comparação
pode ser visualizada na Figura 4.23. Por meio desta figura pode-se verificar uma
significativa influência da mudança da corrente na alteração da temperatura do substrato,
enquanto que as amostras que foram tratadas sob corrente constante tiveram uma pequena
variação nesta temperatura, indicando que a energia com a qual os átomos chegam a
superfície não altera de forma significativa a temperatura da amostra quando comparada
com a alteração sofrida pelas amostras recobertas sob voltagem constante. Pode-se dizer
que a temperatura dos filmes depositados sob voltagem constante, variando-se a corrente,
alterou-se de forma linear em função da distância tela/alvo. Quanto mais afastada do alvo
encontra-se a tela, maior é a corrente no alvo e, portanto, maior a temperatura da amostra.
Isto se deve principalmente ao fato de quanto maior a distância tela/alvo, maior a
quantidade de átomos que chegam ao substrato e portanto maior o calor liberado na
deposição destes, aquecendo a amostra.
A temperatura superficial das amostras recobertas à corrente constante, com
alteração da energia com que os átomos chegam ao substrato (variação na voltagem do
alvo), diminui com o aumento da distância tela/alvo. Isto ocorre pois se alterando a
voltagem, altera-se a distribuição de energia dos átomos que chegam ao substrato, porém
não se modifica a quantidade de átomos que se depositam. Desta forma, o calor de
deposição liberado é praticamente o mesmo para todas as condições, não provocando
grandes alterações na temperatura da amostra.

04- Resultados e Discussões
78
1,0 1,2 1,4 1,6 1,8 2,0
253035404550556065707580859095
100105110115
Tem
pera
tura
Am
ostra
(o C)
Distância Tela/Alvo (cm)
Corrente contante = 0,5A Voltagem constante= 700V
Figura 4.23: Comportamento da temperatura do substrato em função da modificação da
distância tela/alvo, para as condições com corrente e voltagem constante respectivamente.
Ao compararmos a integridade dos filmes depositados sob corrente constante e sob
voltagem constante, concluímos que aqueles depositados alterando-se apenas a energia
com que os átomos chegam a superfície (voltagem), produzem para quaisquer conjunto de
parâmetros utilizados filmes que recobrem toda a superfície da amostra, inclusive os
defeitos e impurezas nesta presente. Quando se altera o valor da corrente no alvo, observa-
se que existe, para as condições onde a corrente é mais elevada, uma alteração significativa
na estrutura do filme. Isso é atribuído à maior razão de deposição que provoca uma
elevação na temperatura das amostras, gerando fissuras e defeitos no filme. Ao visualizar-
se a influência de cada um destes parâmetros na estrutura do polímero e do filme de Al,
pode-se dizer que a corrente (razão de deposição) altera mais significativamente as
propriedades superficiais do filme que a variação da energia dos átomos que se depositam
(voltagem).
Nos recobrimentos realizados variando-se a razão de deposição, observaram-se
mudanças ópticas visíveis. Aqueles submetidos a maiores correntes apresentaram-se
foscos, enquanto que aqueles produzidos com valores inferiores, possuíram alta

04- Resultados e Discussões
refletividade. Entretanto, em filmes depositados com corrente constante e energia variável
esta diferença não foi detectada, uma vez que todos os recobrimentos apresentaram-se
igualmente refletores de luz visível (visualmente). Isto é importante quanto se pretende
utilizar esta técnica na deposição de filmes decorativos.
79
Contudo, pode-se dizer que a escolha de uma ou outra condição de trabalho para as
deposições deve estar pautada no tipo de estrutura final a ser obtida, se parcialmente
cristalina ou amorfa, na espessura do filme, na refletividade de luz visível, temperatura de
fusão do polímero utilizado e demais propriedades discutidas.
4.6 Aplicação de filmes de Alumínio e Inconel em substratos poliméricos (Mylar)
como atenuador da energia da onda eletromagnética (8-12 GHz).
Atentando-se ao fato de filmes metálicos terem a característica de absorverem
radiação eletromagnética, como demonstrado por BHAT et al, e descrito na seção 2.8 do
presente trabalho, realizou-se um estudo de deposição de filmes constituídos de alumínio e
liga Ni-Cr (Inconel) sobre substratos poliméricos (filmes de poliéster – mylar) para esta
finalidade. Pelo conhecimento da razão de deposição obtida por meio do estudo da
influência dos parâmetros de deposição, voltagem e corrente, independentemente, fez-se a
escolha das condições de tratamento que proporcionaram filmes com menor quantidade de
defeitos superficiais como porosidade e fissuras. Conhecendo-se a razão de deposição (Rd)
nestas condições, realizou-se recobrimentos em diferentes tempos de modo a se obter
filmes de Al e de Inconel (liga de Ni-Cr-Fe ) com espessuras entre 5 nm e 250 nm. A
escolha do Al se deve a todo o estudo anteriormente realizado com este material. Já o
Inconel, foi escolhido por apresentar uma elevada resistência à corrosão e ferro, que é um
elemento reconhecidamente absorvedor de radiação, em sua composição química.
Fez-se a escolha de quatro condições de deposição, duas para o Al e duas para os
filmes de Inconel, pautadas nos estudos descritos nas seções 4.3 e 4.4. Estas condições,
bem como os parâmetros de tratamento utilizados, podem ser visualizados nas Tabelas 4.8,
4.9, 4.10 e 4.11.

04- Resultados e Discussões
Tabela 4.8: Condição de deposição de filmes de Al escolhida dentre as estudadas com
corrente constante (0,5A), para obtenção de diferentes espessuras variando-se o tempo de
deposição. Todas as condições foram realizadas com pressão de 2,0 mTorr, voltagem de
-470V, de 2,0 cm e razão de deposição (Rd) de 1,2 nm/s.
80
atd /
Amostra Condição A1 A2 A3 A4 A5 A6 A7 A8 A9 A10 A11 A12
t(s) 5 10 15 20 30 40 60 80 100 120 160 180 Espessura
do filme (nm) 6 12 18 24 36 48 72 96 120 144 192 216
A condição apresentada na Tabela 4.8 foi escolhida, dentre as estudadas, por
apresentar menor energia das partículas que se depositam, como é possível observar nos
estudos da seção 4.1, 4.3 e 4.2. Esta condição escolhida é aquela classificada como M1 nos
estudos anteriormente apresentados. A razão de deposição proporcionada por esta condição
é próxima a média das razões de deposição do estudo, uma vez que mantendo-se a corrente
constante, verificou-se que a razão de deposição sofre poucas alterações, como pode ser
observado no gráfico da Figura 4.11, favorecendo um maior controle da espessura da
camada depositada.
Tabela 4.9: Condição de deposição de filmes de Al escolhida dentre as estudadas com
voltagem constante (-700V), para obtenção de diferentes espessuras variando-se o tempo
de deposição. Todas as condições foram realizadas com pressão de 2,0 mTorr, voltagem de
-700V, de 1,3 cm e razão de deposição (Rd) de 1,6 nm/s. atd /
Amostra Condição B1 B2 B3 B4 B5 B6 B7 B8 B9 B10 B11 B12
t(s) 4 6 10 15 20 30 40 60 80 100 120 140 Espessura
do filme (nm) 6,4 9,6 16 24 32 48 64 96 128 160 192 224
A condição apresentada na Tabela 4.9 foi escolhida dentre aquelas estudadas na
seção 4.1 e 4.4, por apresentar razão de deposição que proporciona filmes de Al com
excelente qualidade superficial e menor quantidade de defeitos quando comparada com
aqueles depositados com correntes mais elevadas. Esta condição é aquela classificada
como My3 nos estudos anteriormente realizados.

04- Resultados e Discussões
81
A fim de verificar a influência do material depositado nas características de
atenuação de radiação de microondas, realizou-se ainda deposição de filmes de uma liga de
Inconel (6-10% de Fe, 14-17% de Cr e balanço de Ni). A escolha das condições de
deposição, assim como realizado para o Al, foi pautada na obtenção das curvas V x ,
mantendo-se a corrente constante em 0,5A, e i x , mantendo-se a voltagem constante
em -700V. Estas curvas e as condições de deposição dos filmes de Inconel escolhidas,
podem ser observadas na Figura 4.24.
atd /
atd /
Figura 4.24: Curvas obtidas para deposição com filme de Inconel (a) Voltagem constante
(-700V); (b) Corrente constante (0,5A), demonstrando o ponto escolhido para as
deposições (PE). Todas as curvas foram obtidas com um fluxo de Argônio de 0,60 V.
Todos os parâmetros de deposição de filmes de Inconel, incluindo o tempo de
deposição e a nomenclatura das amostras pode ser observada na Tabela 4.10 e 4.11.
850
090
1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,6 2,8
600
650
700
750
800
Tens
ão(V
)
Distância Tela/ Alvo (cm)
Corrente: 0,5AFilme de Inconel
PE
1,0 1,5 2,0 2,5 3,0 3,50,35
0,40
0,45
0,50
0,55
0,60
0,65
0,70
0,75C
orre
nte
(A)
Distância Tela/ Alvo (cm)
Tensão: 700VFilme de Inconel
PE
(b)(a)

04- Resultados e Discussões
Tabela 4.10: Condições de deposição de filmes de Inconel, para obtenção de diferentes
espessuras variando-se o tempo de deposição, com corrente constante de 0,5 A, pressão de
2,0 mTorr, voltagem de -640V e 2,0 cm.
82
atd /
Amostra Condição C1 C2 C3 C4 C5 C6
t(s) 5 15 30 60 90 120 Devido a diferença de estrutura cristalina, a razão de deposição do Inconel é menor
que a do Al, porém como todo o estudo descrito na seção 4.3 e 4.4 foi sobre o Al, não foi
medida a razão de deposição do Inconel, necessitando-se verificar posteriormente às
deposições a espessura dos filmes obtidos e a relação desta com a característica de
atenuação ou não de radiação eletromagnética.
Tabela 4.11: Condições de deposição de filmes de Inconel, para obtenção de diferentes
espessuras variando-se o tempo de deposição, com voltagem constante de -700V, pressão
de 2,0 mTorr, corrente de 0,5 A e 1,3 cm. atd /
Amostra Condição C7 C8 C9 C10 C11 C12
t(s) 5 15 30 60 90 120
A avaliação do coeficiente de reflexão dos filmes de Al e Inconel em guia de onda,
posicionados sobre uma placa metálica (100 % refletora), permitiu avaliar a capacidade
dos filmes em atenuar o coeficiente de reflexão do metal. Os gráficos desta atenuação em
porcentagem em função da freqüência da radiação, podem ser visualizados na Figura 4.25
(a) e 4.25(b).

04- Resultados e Discussões
83
Figura 4.25: Resultado obtidos para a atenuação de radiação de microondas realizada por
guia de onda. (a) Filmes de Al (A12) e (B12); (b) Filme de Inconel (C10), depositados
segundo as condições das Tabela 4.8, 4.9, 4.10 e 4.11.
De acordo com os gráficos da Figura 4.25, pode-se observar que filmes de Al
(sobre substrato de Mylar) e os filmes de Inconel apresentaram uma atenuação máxima
próxima a 12%. O comportamento para o Inconel é distinto daquele observado pelas
amostras de Al. Pode-se observar pela Figura 4.25(b) que o filme de Inconel possui um
aumento crescente da sua atenuação com a freqüência da radiação, chegando a um máximo
para a freqüência de 12GHz. A escolha deste intervalo de freqüências se deve ao intervalo
de interesse, entretanto para algumas aplicações, a faixa acima de 12GHz pode ser
explorada e portanto, a investigação do comportamento destes filmes quando submetidos a
este tipo de radiação se faz necessária. Para os filmes de Al, esta atenuação possui um
comportamento próprio para cada espessura de filme, sendo esta superior para a amostra
B12, conforme Tabela 4.9, atingindo pontos máximos em diferentes freqüências.
Comparativamente ao resultado obtido por BHAT et al, pode-se dizer que a espessura da
camada, para um mesmo material, influencia de forma significativa nas características de
atenuação de radiação. Pela Figura 2.21, pode-se observar que existe uma similaridade
entre os resultados obtidos por BLAT e os resultados obtidos para os filmes de Al,
apresentados na Figura 4.25(a).
8 9 10 11 120
2
4
6
8
10
12
Ate
nuaç
ão (%
)
Frequencia (GHz)
A12 - 0,5A, -470V, 120s B12 - 0,5A, -700V, 140s
8 9 10 11 122
4
6
8
10
12
14
Ate
nuaç
ão (%
)Frequencia (GHz)
C10 - 0,5A, -700V, 60s(b) (a)

04- Resultados e Discussões
84
Observando os gráficos (a) e (b) da Figura 4.25, pode-se dizer que para a faixa de
espessuras, e as razões de deposição trabalhadas, o filme de Al teve uma atenuação
ligeiramente inferior que o filme de Inconel, porém, com uma faixa de freqüências mais
abrangente.
Com a finalidade de verificar as diferenças entre as superfícies das amostras que
apresentaram alguma atenuação de radiação de microondas incidente, realizou-se análise
de Microscopia de Força Atômica (AFM). Os resultados de AFM para os filmes de
Inconel, da amostra C10, podem ser observados na Figura 4.26, ao passo que os resultados
obtidos para os filmes de Al podem ser visualizados na Figura 4.27, na qual apresentam-se
os resultados das análises realizadas para as amostras A12 e B12. A principal diferença
entre estas amostras é que a energia dos átomos durante a deposição da amostra B12 é
superior em relação àquela da amostra A12. Verifica-se uma superfície mais lisa na
amostra com deposição mais energética (B12).
Figura 4.26: Microscopia de força atômica (AFM) da superfície do filme de Inconel
depositado sobre polímero. Amostra C10; i=0,50A; Valvo=-700V.

04- Resultados e Discussões
85
(a) A12
(b) B12
Figura 4.27: Microscopia de força atômica (AFM) da superfície dos filmes de Al que
apresentaram atenuação de radiação eletromagnética durante ensaio por guia de onda. (a)
Filme de Al (A12) i=0,50A e Valvo=-470V; espessura=216nm; (b) Filme de Al (B12)
i=0,50A; Valvo=-700V; espessura= 224 nm.

04- Resultados e Discussões
Ao observar-se a Figura 4.26, pode-se verificar que, comparativamente a Figura
4.27, o filme de Inconel apresenta menor rugosidade e grãos mais arredondados, com uma
superfície mais lisa.
86
Para verificar se a atenuação da onda eletromagnética provocada pelo material está
relacionada com absorção, é necessário determinar os parâmetros complexos deste
material, ou seja, a permeabilidade relativa (µr =µr’ - jµr’’) e a permissividade relativa
(εr = εr’ - jεr’’), que estão relacionados com as propriedades intrínsecas do material, ou
seja, a presença de mecanismos internos de absorção da energia da onda eletromagnética.
A permeabilidade relativa caracteriza a interação do material com o campo magnético da
onda eletromagnética, e a permissividade relativa com o campo elétrico. Os termos µr’ e εr’
estão relacionados com o armazenamento da energia do campo magnético e elétrico,
respectivamente, o os termos µr’’ e εr’’ com as perdas [NICHOLSON, et al., 1970;
GUREVICH, et al., 1985; GUREVICH, et al., 1996]. Por definição, se um material não
possui interação com a onda eletromagnética, a parte real do parâmetro complexo é igual a
um e a parte complexa igual a zero.
Entretanto, para este estudo, estes parâmetros não foram determinados, não
permitindo certificar se a atenuação da energia da onda eletromagnética observada pelos
filmes de Al e Inconel são características de absorção ou outro efeito gerado pelo material.
Os resultados preliminares deste estudo mostram uma correlação entre a espessura
dos filmes, sua constituição química e atenuação da energia da onda eletromagnética.
Posteriormente serão avaliados os parâmetros complexos permeabilidade e permissividade
dos filmes obtidos.

05- Conclusões
87
elevada temperatura de fusão (~250º C). Isto favorece a sua utilização como
Capítulo 5 – CONCLUSÕES
- Por meio da variação na distância de um terceiro eletrodo (tela) introduzido entre o
alvo e o substrato, é possível tornar a corrente e a voltagem do magnetron
parâmetros independentes.
- É possível variar a corrente no alvo, mantendo-se a voltagem constante, através da
variação da distância tela/alvo. A faixa de corrente possível de ser obtida dessa
forma depende da pressão do gás de trabalho. Por exemplo, para uma voltagem de
V e pressão de 2,0 mTorr, a faixa de corrente possível é de 0,20 a 1,4 A, para
o sistema TMS do Laboratório de Plasma-UDESC.
700−
- Também é possível variar a voltagem no alvo, mantendo-se a corrente constante,
através da variação da distância tela/alvo. A faixa de voltagem possível de ser
obtida dessa forma depende da pressão do gás de trabalho. Para o sistema TMS
usado neste trabalho observou-se que a maior faixa de variação de voltagem, com
corrente fixa, foi obtida para valores intermediários de pressão (3,0 mTorr), indo de
-450 V a -700V. Além disso, observa-se que quanto maior a corrente, para uma
mesma pressão, maior é a faixa de variação de voltagem.
- As curvas V (V) versus (cm) possuem um comportamento semelhante àquelas
conhecidas como “Curvas de Paschen”. Entretanto, neste estudo, diferentemente de
Paschen, existe um campo magnético em frente ao cátodo, que produzem outros
fenômenos que devem ser considerados como por exemplo, a força magnética
sobre os elétrons.
atd /
- As curvas I(A) versus (cm) apresentam um ponto de máximo quando a tela
encontra-se afastada ~2,0 cm do alvo, independentemente da pressão do gás de
trabalho.
atd /
- Por meio das análises térmicas realizadas com o material do substrato das
deposições, pode-se concluir que o polímero usado (Mylar - Dupont) apresenta

05- Conclusões
substrato em deposições de filmes metálicos, visto que sempre ocorre aquecimento
do substrato durante a deposição.
Levando-se em conta que o aume
88
- nto na voltagem do alvo implica em aumento na
50V), a
o voltagem, não se observa mudança significativa
- A análise por difratometria de raios x, permite concluir que os filmes depositados
- ção da corrente do alvo na deposição de filmes de Al sobre
Observa-se que a razão de deposição aumenta linearmente com a corrente
o maior quantidade
energia dos átomos arrancados do mesmo, o estudo da variação da voltagem do
alvo, mantendo-se a corrente constante (0,50A), permite-nos concluir que:
o Na faixa de voltagem estudada neste trabalho (-620V<Valvo<-4
variação na energia dos átomos que se depositam provocam mudanças
microestruturais em uma espessa camada superficial do substrato
(polímero), porém não altera significativamente a topografia superficial do
filme metálico (alumínio).
Também, para essa faixa de
na razão de deposição do filme. Em deposições de Al realizadas com
corrente fixa de 0,5A, com uma pressão de 2,0mTorr, a razão de deposição
é da ordem de 1,2nm/s.
apresentaram grande parcela de sua estrutura amorfa e uma pequena parcela
cristalina. Por meio desta análise é possível observar pequenos picos de difração
correspondentes à estrutura do Al pertencentes aos planos cristalinos (111) e (220).
Além disso verifica-se que o parâmetro cristalino “a” encontrado nestes filmes é
muito próximo àquele do Al padrão, indicando que o filme possui baixo nível de
tensões residuais.
O estudo da varia
polímero (Mylar), via TMS, com voltagem constante (-700V), permite-nos concluir
que:
o
no alvo e, concomitantemente, ocorre um aumento também linear na
temperatura do substrato. Isso indica que há uma importante contribuição
do calor de condensação para o aquecimento da amostra.
Maiores valores de correntes proporcionaram filmes com
de fissuras e defeitos ao passo que filmes depositados com correntes
menores proporcionaram melhores propriedades superficiais. Esses defeitos
são atribuídos às elevadas temperaturas localizadas na superfície do

05- Conclusões
substrato polimérico, gerados pelo calor de condensação dos átomos que se
depositam.
Maiores corr
89
o entes do alvo (~1,0A) proporcionaram filmes mais aderentes ao
o ios x indicam que esses filmes apresentam
- Com arando os estudos de deposição realizados sob voltagem ou corrente do alvo
substrato devido a um ancoramento mecânico. Entretanto, estes filmes
apresentaram-se visivelmente mais foscos e tencionados que os depositados
sob correntes inferiores (~0,3A).
As análises de difratometria de ra
uma estrutura bastante amorfa, e uma pequena parcela cristalina, com o
aparecimento dos planos cristalinos (111) e (220) de baixa intensidade para
todas as correntes estudadas.
p
constante observa-se que a variação da corrente provoca uma grande variação na
temperatura média do substrato enquanto que o aumento da voltagem praticamente
não altera essa temperatura.
É viável o uso do TMS pa- ra a deposição de filmes metálicos sobre substratos
- de uma ou outra condição de trabalho para as deposições deve estar
- Inconel depositados sobre Mylar como
omagnética
o es, assim como as condições de
deposição, influenciam na característica de atenuação de energia
eletromagnética.
poliméricos, com possibilidade de controle da espessura do filme na ordem de
nano-metros (nm), sendo que a condição ideal é aquela que gera pouco
aquecimento da amostra. Isto faz deste método uma alternativa eficiente para a
deposição de filmes metálicos, passível de ser utilizado em muitos ramos de
pesquisa.
A escolha
pautada no tipo de estrutura final a ser obtida, na espessura do filme necessária, na
refletividade de luz visível, temperatura de fusão do polímero utilizado como
substrato e demais propriedades desejadas.
Pelo estudo da aplicação dos filmes de Al e
materiais atenuadores de energia eletromagnética pode-se concluir que:
o Os filmes apresentaram uma pequena atenuação da energia eletr
e representam uma alternativa viável para a produção de materiais
absorvedores de radiação eletromagnética.
A espessura e o material que compõe os film

05- Conclusões
o Filmes de Inconel apresentaram uma atenuação crescente com a freqüência,
atingindo um máximo (~14%) em ~12GHz, ao passo que os filmes de Al
apresentaram aten
90
uação em diferentes faixas de freqüência.

06- Referências Bibliográficas
91
REFERÊNCIAS BIBLIOGRÁFICAS BILAC, S.A.B. and FARAH, E.A. Planar Magnetron Sputtering Construção e Aplicação.
Trabalho apresentado à EBRATS 89, Instituto de Física Gleb Wataghin, UNICAMP,
Campinas, SP, Brasil, 1991
BLAT, K.S., DATTA, S.K., SURESCH,C., Electrical and microwave characterization of
Kantal thin films: temperature and size effect, Thin Solid Film. Bangalore, India. n.332, p.
220-224, 1998. BOGAERTS, A., NEYTS, E., RENAAT, G., MULLEN, J. Gas discharge plasma and their
applications. Spectrochimica Acta Part B, v. 57, p. 609-658, 2002.
BRAITHWAITE, N.St.J.,. Introduction to gas discharges, Plasma Sources Sci. Technol..
UK, p. 517-527,2000.
CHAPMANN, B. Glow Discharge Processes. Sputtering and plasma etching, New York,
John Wiley & Sons, copyright 1980, Inc.
EBEWELE R. O. Polymer Science and Technology. CRC Press, 2000. ISBN 0-8493-
8939-9.
FONTANA, L.C. – Estudo da deposição de Filmes de Ti e TiN e desenvolvimento do
sistema modificado Triodo Magnetron Sputtering, Tese de Doutorado, UFSC, 1997

06- Referências Bibliográficas
FORTUNATO,E., NUNES,P., COSTA,D., BRIDA,D.,FERREIRA,I.,MARTINS,R
Characterization of aluminium doped zinc oxide thin films deposited on polymeric
substrates, Vacuum, Capararica, Portugal, n. 64, p. 233-236, 2002 [I]
92
FORTUNATO,E., NUNES,P., COSTA,D.,MARQUES,A., ÁGUAS,H., COSTA,M.E.V.,
GODINHO,M.H., ALMEIDA,P.L., BORGES, J.L., FERREIRA,I. MARTINS,R.
Transparent, conductive ZnO:Al thin film deposite on polymer substrates by RF magnetron
sputtering, Surface and Coating Technology, Caparica, Portugal, n. 151-152, p. 247-251,
2002 [II]
GRIMBERG, I., ZHITOMIRSKY,V.N., PARKANSKY,N.,MATTHEWS,A. WILSON,A.,
BOXMAN,R.L., WEISS,B.Z., GOLDMITH,S., Structure and Tribological properties of
thin vacuum arc coatings on polysulfone, Surface and Coating Technology, Israel, UK,
n. 94-95, p.213-219, 1997
GROVE, W. R. Phil. Trans. Roy. Soc. London, v.87, n 142, 1852.
KELLY P.J., ARNEL R.D. , Development of a novel structure zone model relating to the
close-field unbalanced magnetron sputtering system. J Vac Sci Technol A, v-16, p. 2858-
2869, 1998.
KNOTT, E. F.; SHAEFFER, J. F.; TULEY, M. T. Radar cross section, its
prediction, measurement and reduction. Artech House, Inc., 1985, p. 297.
KUPFER,H., HECHT,G., OSTWALD,R., Ecologically important metallization processes
for high-performance polymers, Surface and Coating Technology. Germany, n.112,
p.379-383, 1999
MANO, E.L. Introdução á Polímeros. Editora Edgard Blücher, São Paulo, Brasil, 1985
MICHAELI, W., GREIF, H., KAUFMANN, H., VOSSEBURGER, F.J. Tecnologia dos
Plásticos. 1ª Reimpressão. Aachen, Alemanha, Editora Edgard Blucher, 2000

06- Referências Bibliográficas
MOVCHAN B. A. and DEMCHICHIN, A. V. - Phys. Met. Metallogr. n.28, p. 83-90,
1969 .
93
NEUGEBAUGER, C.A. Condensation, Nucleation and of thin Films. Handbook of Thin
Film Technology, editado por L.I. Maissel e R. Glang, McGraw-Hill, cap.8, 1970
NICHOLSON A. M, ROSS G. IEEE Trans Instrum Measure. v. 19, p. 377, 1970.
NOHARA, E.L. Materiais Absorvedores de Radiação Eletromagnética (8-12 GHz) Obtidos
pela Combinação de Compósitos Avançados Dielétricos e Revestimentos Magnéticos.
Tese de Doutorado, Instituto Tecnológico de Aeronáutica, 2003
PADILHA, A. F. Nucleação e cristalização em vidro. Journal of Materials Science, v. 46,
n. 392, p. 454-57, 1999.
RISTER, M., BARWULF,S., LUGSCHEIDER,E., HILGERS,H.. Morphology of sputtered
titanium nitride thin films on thermoplastic polymers. Surface and Coating Technology,
Germany, n. 116-119, p.1001-1005,1999.
ROHDE, S.L. and MUNZ, M.D. Advanced Surface Coatings: a Handbook of Surface
Engineering , edited by D. S. Rickerby and A. Matthews , Blackie & Sons Limited
Glasgow and London , p. 93-129, 1991
ROSSNAGEL S.M., - Advanced Surface Coatings: a Handbook of Surface Engineering,
edited by D. S. Rickerby and A. Matthews, - Blackie & Sons Limited Glasgow and
London- p. 15-40, 1991.
SPALVINS, T. ASM International Conference, Cleveland/Ohio, p. 1-8, 1986
SUCHER, M.; FOX, J. Handbook of microwave measurements. Polytechnic Press, 1980. v. 5.

06- Referências Bibliográficas
94
THORTON J. A. - Metal Finishing,, 45-49 April, 1979. UEDA, M., TAN, I.H., DALLAQUA,R.S., ROSSI,J.O., BARROSO,J.J.,
TABACNIKS,M.H. Aluminium plasma ion implantation in polymers, Beam Interactions
whit Materials and atoms, São Paulo, Brasil, n.206, p. 760-766, 2003
VOSSEN, J.L. and KERN, W. Thin Film Processes, copyright 1978, Academic Press.
Inc.
ZHITOMIRSKY,V.N., GRINBERG, I., JOSEPH,M.C., BOXMAN,R.L., WEISS, B.Z.,
MATTHEWS,A., GOLDSMITH, S., Vacuum arc deposition of metal/ceramic coatings on
polymers substrates, Surface and Coating Technology. Israel, UK, n.108 - 109, p.160-
165, 1998
YEOM, G.Y., THORNTON, J.A., KUSHNER,M.J. Cylindrical magnetron discharges. I.
Current-voltage characteristics for dc and rf driven discharges sources, J. Appl. Phys.
V.65, p 3816-3824, 1989
WINDOW, B. and SAVVIDES, N. Charged particle fluxes from planar magnetron
sources, J. Vac. Sci. Technology, A4, p 196-202, 1986
WRIGHT, A.W. Am. J. Sci. and Arts, v. 13, n. 49, 1877