universidade do estado de santa catarina centro … · de produção, rccp ( rough-cut capacity...
TRANSCRIPT

UNIVERSIDADE DO ESTADO DE SANTA CATARINA
CENTRO DE CIÊNCIAS TECNOLÓGICAS
DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS
CLÉRISSON TANK
INTEGRAÇÃO DO PLANEJAMENTO DA PRODUÇÃO E MATERIAIS
COM ÊNFASE EM REDUÇÃO DE ESTOQUES
JOINVILLE – SC
2009

UNIVERSIDADE DO ESTADO DE SANTA CATARINA
CENTRO DE CIÊNCIAS TECNOLÓGICAS
DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS
CLÉRISSON TANK
INTEGRAÇÃO DO PLANEJAMENTO DA PRODUÇÃO E MATERIAIS
COM ÊNFASE EM REDUÇÃO DE ESTOQUES
Trabalho apresentado à Universidade do Estado de Santa Catarina como requisito parcial para obtenção do título de Engenheiro de Produção e Sistemas.
Orientador : Professor Lírio Nesi Filho, Dr.
JOINVILLE – SC
2009

CLÉRISSON TANK
INTEGRAÇÃO DO PLANEJAMENTO DA PRODUÇÃO E MATERIAIS COM ÊNFASE EM REDUÇÃO DE ESTOQUES
Trabalho aprovado como requisito parcial para obtenção do título de Engenheiro no Curso de Graduação em Engenharia de Produção e Sistemas da Universidade do Estado de Santa Catarina.
Banca Examinadora : Orientador:
__________________________________________________________ Professor Lírio Nesi Filho, Dr. UDESC Membro:
__________________________________________________________ Professor Evandro Bittencourt, Dr. UDESC Membro:
__________________________________________________________ Professor Adalberto José Tavares Vieira, Dr. UDESC
Joinville (SC), 17 de junho de 2009

AGRADECIMENTOS
À Deus:
Pela benção da vida e por iluminar meu caminho.
Aos meus pais:
Por todos os anos de dedicação, mostrando o caminho para uma vida
com dignidade, saúde e respeito ao próximo.
À minha esposa:
Por sua compreensão nos momentos de ausência, por incentivar e
auxiliar na busca pelo conhecimento, também por sua confiança em
Deus e por seu bom humor imbatível.
Ao professor Lírio:
Pelo exemplo de profissional, pelo comprometimento e por seu auxílio
na elaboração deste trabalho.
Espero poder retribuir à todos vocês.
CLÉRISSON TANK
INTEGRAÇÃO DO PLANEJAMENTO DA PRODUÇÃO E MATERIAIS COM ÊNFASE EM REDUÇÃO DE ESTOQUES
RESUMO
A gestão de estoques vem se destacando como uma questão essencial nas empresas, uma vez que este fator influencia significativamente nos resultados financeiros da organização, visto que a falta de controle dos estoques acarreta diversas conseqüências como dificuldades no fluxo de materiais, tempo elevado de atravessamento, pouca visibilidade do processo produtivo e baixos índices de qualidade. Este trabalho tem como objetivo aplicar ferramentas de administração da produção e materiais, focando redução de estoque, com análise de capacidade produtiva e gestão visual no chão de fábrica, integrando os processos de curto, médio e longo prazo. O procedimento metodológico utilizado baseia-se na pesquisa qualitativa e exploratória, sendo desenvolvido um estudo de caso com pesquisa-ação em uma empresa do segmento de componentes automotivos de médio porte que atua com demanda dependente para seus itens armazenados. Nesse sentido, foi desenvolvido um planejamento de materiais em função da capacidade produtiva, utilizando as ferramentas de administração da produção e materiais: plano agregado de produção, RCCP (Rough-Cut Capacity Planning), MPS (Master Production Scheduling), MRP (Material Requirement Planning), CRP (Capacity Requirement Planning), Kanban e a classificação ABC para análise do alcance de estoques. Os principais resultados obtidos indicam uma significativa melhoria na redução e controle de estoques, com aprimoramento no processo de planejamento, por meio de uma sistematização hierárquica dos níveis estratégico, tático e operacional. A gestão visual, com a utilização do Kanban conferiu um controle dos estoques intermediários, conciliando as ordens de produção aos cartões Kanban.
Palavras chave: Estoques, Capacidade produtiva, Gestão visual, Planejamento.

LISTA DE FIGURAS
Figura 1 - Estoque - amenizar oscilações .................................................................15
Figura 2 - Representação da curva ABC para classificação dos itens ......................18
Figura 3 - Subprocessos do S&OP ...........................................................................23
Figura 4 - Papéis no processo de S&OP...................................................................24
Figura 5 - Políticas de reposição...............................................................................26
Figura 6 - Dados de entrada para o MPS..................................................................27
Figura 7 - Estrutura analítica do produto ...................................................................32
Figura 8 - Gantt de seqüenciamento .........................................................................37
Figura 9 - Quadro Kanban.........................................................................................39
Figura 10 - Mapa de processo - atual........................................................................44
Figura 11 - Plano agregado - GM01..........................................................................45
Figura 12 - Área de Montagem, Usinagem e seus processos...................................47
Figura 13 - Fluxo de materiais entre operações - atual .............................................48
Figura 14 - Mapa de processo...................................................................................51
Figura 15 - Análise inicial do RCCP ..........................................................................53
Figura 16 - Análise final do RCCP.............................................................................55
Figura 17 - Gráfico CRP............................................................................................56
Figura 18 - Fluxo de materiais entre operações - proposta.......................................59
Figura 19 - Quadro de produção Kanban + OP.........................................................60

LISTA DE TABELAS
Tabela 1 - Planilha MPS............................................................................................28
Tabela 2 - MPS inicial ...............................................................................................52
Tabela 3 - MPS final..................................................................................................54
Tabela 4 - Análise ABC .............................................................................................62
Tabela 5 - Alcance do estoque..................................................................................63
Tabela 6 - Redução de WIP ......................................................................................66
Tabela 7 - Resultado da análise de cobertura..........................................................66
Tabela 8 - Lista completa da análise ABC ................................................................70

7
LISTAS DE ABREVIATURAS, SIGLAS E SÍMBOLOS
ACA - Produto acabado
AP - Administração da produção
ATO - Assembly to order (Montagem sob encomenda)
BOM - Bill of material
EBITDA - Earnings before interest, taxes, depreciation and amortization (ganho
líquido de uma empresa antes da contabilização dos juros, impostos, depreciação e
pagamento de dívidas)
ERP - Enterprise resource planning (Planejamento dos recursos produtivos)
ETO - Engineering to order (Engenharia sob encomenda)
EVA - Economic value added (Método financeiro do performance para calcular o
lucro econômico verdadeiro)
KW - Kalenderwoche (Semana na língua alemã)
MOB - Mão-de-obra
MP - Matéria-prima
MPS - Master production scheduling (PMP - Plano mestre de produção)
MRP - Material requirement planning
MTO - Make to order (Produção sob pedido do cliente)
MTS - Make to stock (Produção para estoque)
OC - Ordem de compra
OP - Ordem de produção
P&D - Pesquisa e desenvolvimento
PCP - Planejamento e controle da produção
PP - Plano de produção
PV - Previsão de vendas
RCCP - Rough-cut capacity planning (Planejamento grosseiro da capacidade)
S&OP - Sales and operations planning (Planejamento de vendas e operações)
SFC - Shop floor control (Sistema de controle da produção)
SMED - Single minute exchange of die (Setup em menos de dez minutos)
WC - Work center
WIP - Work in process
8
SUMÁRIO
1 INTRODUÇÃO......................................................................................................10
1.1 CARACTERIZAÇÃO DO TEMA..........................................................................11
1.2 OBJETIVO GERAL .............................................................................................11
1.3 OBJETIVOS ESPECÍFICOS...............................................................................11
1.4 JUSTIFICATIVA..................................................................................................12
1.5 DELIMITAÇÃO....................................................................................................12
1.6 ESTRUTURA DO TRABALHO............................................................................13
2 FUNDAMENTAÇÃO TEÓRICA.............................. ..............................................14
2.1 GESTÃO ESTRATÉGICA DE ESTOQUES.........................................................14
2.2 SISTEMAS DE PLANEJAMENTO DE PRODUÇÃO E MATERIAIS ....................19
2.2.1 S&OP - Sales and Operations Planning .........................................................21
2.2.2 MPS - Master Production Scheduling .............................................................26
2.2.3 RCCP - Rough-Cut Capacity Planning ...........................................................29
2.2.4 MRP - Material Requirement Planning............................................................31
2.2.5 CRP - Capacity Requirement Planning...........................................................33
2.2.6 SFC - Shop Floor Control ...............................................................................35
2.2.6.1 Gestão Visual ................................................................................................37
2.2.6.2 Kanban ..........................................................................................................38
3 METODOLOGIA........................................ ...........................................................41
4 ESTUDO DE CASO..............................................................................................43
2.3 APRESENTAÇÃO DA EMPRESA ......................................................................43
2.4 PROCESSO DE PLANEJAMENTO ....................................................................44
2.4.1 Oportunidades de melhoria.............................................................................49
2.5 PROPOSTA PARA PROCESSO DE PLANEJAMENTO .....................................50
2.6 PROPOSTA PARA CONTROLE CHÃO DE FÁBRICA........................................57
2.6.1 Kanban ...........................................................................................................58
2.7 MEDINDO O NÍVEL DOS ESTOQUES ...............................................................61

9
2.7.1 Análise ABC....................................................................................................61
2.7.2 Cobertura dos estoques..................................................................................63
CONSIDERAÇÕES FINAIS ............................... .......................................................65
REFERÊNCIAS.........................................................................................................68
APÊNDICE................................................................................................................70

10
1 INTRODUÇÃO
As organizações estão submetidas a constantes alterações nos negócios,
pois os clientes exigem alto nível de serviço, prazos para os pedidos mais curtos a
um custo menor. Com a crescente concorrência, as empresas buscam identificar
formas de melhorar seu desempenho, encontrando diferentes maneiras para obter
vantagens competitivas.
O diferencial de uma boa gestão dos recursos materiais e patrimoniais é o
foco na redução dos custos, que implica gerir bem seus estoques e seu patrimônio
produtivo, de forma a utilizá-los com a máxima eficiência e eficácia.
Em função da ênfase dada ao assunto gerenciamento de estoque, as
organizações têm conseguido reduzir o porte de seu estoque em relação as suas
vendas, conforme afirmam Bowersox e Closs (2008). No entanto, ainda há um
grande percurso a ser percorrido em busca da excelência, o que depende da
integração entre as cadeias de suprimentos com o intercâmbio de informações, além
de um esforço gerencial para reduzir incertezas da demanda.
Neste sentido, há uma necessidade de manter um estoque mínimo, o que
exige um planejamento estruturado, iniciando do nível organizacional estratégico,
passando pelo tático, até o nível operacional, sendo importante que todos estejam
envolvidos de acordo com o propósito da organização, conhecendo a situação atual
e seu objetivo.

11
1.1 CARACTERIZAÇÃO DO TEMA
Este trabalho tem como tema a integração do planejamento da produção e
materiais com ênfase em redução de estoques.
1.2 OBJETIVO GERAL
Aplicar ferramentas de administração da produção e materiais, focando
redução de estoque, com análise de capacidade produtiva e gestão visual no chão
de fábrica, integrando os processos de curto, médio e longo prazo.
1.3 OBJETIVOS ESPECÍFICOS
Para alcançar o objetivo geral proposto neste estudo, foram definidos os
seguintes objetivos específicos:
a) Realizar planejamento de materiais em função da capacidade produtiva,
por meio do uso de ferramentas como Plano agregado de produção,
RCCP, MPS, MRP, CRP;
b) Controlar o estoque em processo com o uso do cartão Kanban e
c) Aferir o nível dos estoques classificando os itens a partir da análise ABC e
verificando seu alcance.

12
1.4 JUSTIFICATIVA
No contexto competitivo em que as empresas estão inseridas, é necessário
criar uma sistemática de planejamento dos níveis de longo, médio e curto prazo para
minimizar problemas como grandes quantidades de estoques geradas pelas
oscilações do mercado, mão-de-obra alocada em máquinas ociosas, grandes
estoques intermediários, atrasos de pedidos por falta de matéria-prima e
necessidade de utilizar horas extras.
A utilização das ferramentas da administração da produção e materiais é
importante no sentido conferir maior integração ao planejamento de materiais e de
produção realizados nos níveis estratégico, tático e operacional.
Com isso, pode-se obter melhoria no nível de serviço ao cliente, com maior
agilidade, flexibilidade a um preço mais acessível. Além disso, é possível
compartilhar junto ao fornecedor informações de consumo, possibilitando que este
se prepare para as demandas futuras.
1.5 DELIMITAÇÃO
A pesquisa será realizada no processo de planejamento de materiais e
produção, para os itens de demanda dependente, no segmento empresarial de
componentes automotivos de uma organização de médio porte. Farão parte deste
estudo os itens que passam pelas áreas de usinagem e montagem.
O Planejamento de materiais ficará subordinado à análise de capacidade
produtiva com propósito de planejar somente materiais necessários no momento
apropriado, respeitando e integrando os níveis hierárquicos de planejamento.

13
1.6 ESTRUTURA DO TRABALHO
O estudo foi organizado em quatro capítulos, sendo o primeiro introdutório,
com apresentação do tema de pesquisa, os objetivos, a justificativa, a delimitação e
a estrutura do trabalho.
O segundo capítulo apresenta os conceitos essenciais para o
desenvolvimento do estudo de caso, trazendo a visão dos autores sobre gestão
estratégica de estoques e Sistemas de gerenciamento de materiais e produção.
No terceiro capítulo são apresentados os procedimentos metodológicos
utilizados para a realização do trabalho, definindo o tipo de pesquisa e os
instrumentos necessários para a coleta e análise de dados.
O quarto capítulo constitui o estudo e caso, descrevendo a situação anterior
da empresa e as melhorias obtidas com a aplicação das ferramentas da
administração da produção e materiais, seguidas pelas considerações finais,
referências e apêndice.

14
2 FUNDAMENTAÇÃO TEÓRICA
O propósito fundamental deste capítulo é apresentar os conceitos teóricos
que servirão de suporte para o estudo de caso desenvolvido posteriormente. Desta
forma, realiza-se uma abordagem que contempla a gestão estratégica de estoques e
o sistema de gerenciamento de materiais descrevendo as características de cada
ferramenta da administração da produção e materiais utilizado na parte prática.
2.1 GESTÃO ESTRATÉGICA DE ESTOQUES
O objetivo principal de uma empresa é maximizar o lucro sobre o capital
investido, independente dos recursos que receberam o investimento. Inicialmente os
valores dos estoques são considerados inativos, porém espera-se que este dinheiro
aplicado tenha função de contribuir para que a manufatura atenda aos pedidos na
forma que o cliente deseja, sendo utilizado o mínimo possível de estoques.
Por muito tempo o estoque foi utilizado como uma forma de segurança para a
organização, criando certa independência dos fornecedores e também entre as
operações. Shigeo Shingo (1996) afirma que, inicialmente, somente três fatores
eram vistos como uma forma de maximizar os lucros: redução de custos de matéria-
prima, custos mais baixos de mão-de-obra e custos indiretos reduzidos, sendo que
outro fator era esquecido pelas organizações: maior taxa de giro de capital. Este
último item significa aumentar os lucros com a redução de estoques. A experiência
do autor confirma que com a redução dos estoques, a diminuição da mão-de-obra

15
pode chegar a 40%, também em conseqüência do tempo de atravessamento menos
elevado.
Gestão de estoques é um ponto importante dentro do escopo da
administração da produção. O planejamento de estoques possui um papel critico
para a produção, pois a falta de matéria prima pode acarretar em paradas de linha.
Por outro lado, o excesso de estoque significa dinheiro parado e uma série de
desperdícios. Sendo assim, é preciso conseguir um sistema que nivele ao máximo o
estoque com a real necessidade.
Para Corrêa, Gianesi e Caon (2001), houve uma grande evolução sobre o
gerenciamento de estoques ao longo dos últimos anos. Inicialmente este item era
uma segurança para o bom funcionamento das operações, pois com estoques
grandes não faltaria material. Nos anos 80 muitas empresas adotaram uma nova
maneira de abordar este tema, denominada estoque zero, porém levaram o assunto
ao extremo, enfrentando sérios problemas de abastecimento.
Slack, Chambers e Johnston (2008) comenta que no contexto atual das
organizações, o estoque é criado para compensar diferenças de ritmo entre
fornecimento e demanda. Assim, se o fornecimento ocorrer exatamente quando
demandado, o estoque não existirá. A Figura 1 exemplifica esta situação: a taxa em
que é fornecida a água pelas chuvas difere da demanda da cidade, ou seja, um
tanque (represa) precisa ser mantido, para garantir o fornecimento. Então quando a
taxa de fornecimento for maior que a taxa da demanda, o estoque aumenta, e
quando a taxa de fornecimento for menor que a demanda, o estoque diminui.
Fase 1 Fase 2
suprimento de água consumo de água da cidade
t t
taxa taxa
Estoque
represa
Figura 1 - Estoque - amenizar oscilações
Fonte: Adaptado de Corrêa, Gianesi e Caon, 2001

16
Ainda segundo Slack, Chambers e Johnston (2008), devido ao desequilíbrio
entre a taxa de demanda e a taxa de fornecimento, ocorrem diferentes tipos de
estoques:
a) Estoque isolador – também conhecido como estoque de segurança,
tem o propósito de compensar as incertezas de fornecimento e
demanda. É comum ocorrer variações no sistema produtivo, tais como,
mão-de-obra (MOB) em treinamento, ou acréscimo no pedido do
cliente.
b) Estoque de ciclo – ocorre quando alguma operação não tem
capacidade para fornecer simultaneamente todos os itens, os quais
são produzidos em lotes, gerando automaticamente estoque.
c) Estoque de antecipação – geralmente é usado quando há flutuação
significativa, e também previsível, na demanda. Por exemplo,
sazonalidade no fornecimento de matéria-prima, ou quando há
dificuldade para compra de determinado item.
d) Estoque no canal – existe porque o material não vai diretamente para o
ponto de demanda, passa pela expedição, é carregada no caminhão,
transportado e descarregado. Ou seja, é todo estoque em trânsito.
Um dos motivos para existir estoque é a proteção contra as incertezas. De
acordo com Davis, Aquilano e Chase (2001), o estoque de matéria-prima (MP)
previne contra variações devido ao atraso nas entregas ou variações nas
quantidades de MP. As variações no fluxo de material ou a falta de
balanceamento resultam no aumento do estoque em processo (WIP). Há
também variação na demanda de produtos acabados (ACA) que leva a criar um
estoque de segurança de produtos prontos.
Outro motivo para existência do estoque na organização é o suporte a um
plano estratégico. As empresas geralmente adotam a estratégia de capacidade
constante, na qual o estoque de ACA permitirá a melhor utilização de sua
capacidade produtiva.
Pode-se mencionar ainda a obtenção de vantagens da economia de
escala que também motiva a criação de estoques. Existem custos fixos atrelados
aos processos, então ao aumentar o lote de produção, este custo fixo é diluído a
todos os itens do lote.

17
Por outro lado, manter estoque gera altos custos que precisam ser
conhecidos e considerados antes da tomada de decisão, conforme citam Davis,
Aquilano e Chase (2001):
a) Custos de manuseio e manutenção – considera-se aluguel ou
depreciação do armazém, seguros, segurança, pessoal de apoio. Se a
empresa tem excesso em caixa e optar por aumentar o estoque, ela deve
considerar a perda de juros que poderiam ser aproveitados em um
investimento de curto prazo, da mesma forma isto vale para empréstimos
feitos para manter o estoque. A obsolescência deve ser observada para
valorizar a depreciação dos produtos substituídos com muita freqüência e
perdem seu valor, o que acontece também com produtos perecíveis.
b) Custos de Preparação ou de Pedido – estão associados à liberação de
um pedido ou produção interna, são custos fixos. Estes podem incluir
taxas de entregas, custos de expedição, tempo para processar uma
ordem de compra ou tarifas telefônicas.
c) Custos de escassez – existe através da falta do produto para o cliente,
geralmente é a soma do lucro perdido com a insatisfação do cliente. É
difícil obter o balanço, pois há dificuldade em mensurar os efeitos dos
clientes perdidos, que pode ser um atraso na entrega e somente isso, ou
o cliente pode desenvolver outro fornecedor devido a incapacidade de
atendimento de suas necessidades, também pode haver a perda do
cliente.
d) Custos de compra – São os custos diretos de material, são custos
diretamente variáveis com a quantidade comprada, podendo haver
variação pela aquisição de grande volume ou de lote.
e) Custos de ineficiência da produção – os altos níveis de estoque impedem
ver os problemas da produção, este assunto será detalhado no assunto
Kanban.
A maioria das empresas conhece e empenha-se em reduzir este custos,
porém conforme Davis, Aquilano e Chase (2001), controlar milhares de itens no
estoque sempre é um desafio para qualquer empresa. Uma solução proposta é
dar maior importância a alguns itens, pois não há tempo nem dinheiro suficiente
para controlar todos como se deseja. Alguns itens têm grande rotatividade, se um
destes faltar afetará vários clientes. Já outro item pode ter um valor muito alto e

18
pouco giro, assim, um grande estoque seria um desperdício de dinheiro. Para
auxiliar neste processo faz-se uso da Análise ABC, conceituado como um
método para agrupar itens de estoque pelo volume de dinheiro envolvido com a
proposta de identificar aqueles itens a serem monitorados de perto.
Geralmente poucos componentes concentram grande parte das
movimentações do estoque, muitas vezes referenciada como regra 80/20, 80%
do valor de estoque se concentra em 20% dos itens que são classificados como
de classe A. Os Itens classe B são referenciados como 10/30 e os Itens classe C
são chamados 10/50 (SLACK, CHAMBERS e JOHNSTON, 2008).
Este percentual pode variar na literatura existente sobre o tema. Para
Nogueira (2006), o valor de estoque e o percentual de quantidade dos itens A
correspondem a 80/20, enquanto os itens da classificação B correspondem a
15/30 e os itens C correspondem a 5/50. Independentemente do percentual, o
interessante é aplicar a ferramenta e analisar o resultado. Quando os itens do
estoque são conhecidos, é possível avaliar se um item próximo do limite entre
duas classes pertence à primeira ou à segunda classe. A Figura 2 é um exemplo
de uma curva ABC, onde os itens foram separados, considerando sua relevância
para a produção.
Figura 2 - Representação da curva ABC para classificação dos itens
Fonte: O Gerente (2006)

19
Conhecer o nível de estoque é extremamente importante em uma
empresa para medir se a metas estão sendo alcançadas. Por exemplo, sabendo-
se que o estoque do item X deve ser de 20 dias, é possível controlar o nível de
estoque de forma consistente (SLACK, CHAMBERS e JOHNSTON, 2008).
Porém, é importante ressaltar que para controlar os estoques alguns
pontos precisam ser considerados, estes são definidos por Dias (2005): o
primeiro ponto refere-se aos diferentes tipos de estoques existentes na empresa;
outro considera que há diferentes visões com relação ao nível ideal de estoque
que deve ser mantido e um terceiro aspecto é a relação entre o nível do estoque
e o capital necessário envolvido.
Considerando a importância da gestão estratégica de estoques na
organização, cabe mencionar que os sistemas de planejamento de produção e
materiais são essenciais para atingir resultados positivos sobre o gerenciamento
de estoques.
Antes de dar seqüência ao próximo capítulo, é importante distinguir o que
é demanda dependente e demanda independente, Davis Aquilano e Chase
(2001) esclarecem da seguinte forma: com a demanda independente, as
quantidades não se relacionam a outro item, por exemplo, um item de revenda
ou um item acabado. Já um item com demanda depende, ele dependerá de outra
demanda para gerar necessidade, por exemplo, os componentes ou matéria-
prima de um produto acabado, eles somente terão demanda caso o item pai, ou
item de nível acima do seu, conter alguma demanda. A estrutura de produto na
Figura 7 página 32, ilustra de forma objetiva, o item “A” é o único item de
demanda independente, o restante dos itens são de demanda dependente.
2.2 SISTEMAS DE PLANEJAMENTO DE PRODUÇÃO E MATERIAIS
Os sistemas de planejamento de produção e materiais vêm sendo
incessantemente estudados por especialistas da área e por organizações, buscando
uma forma mais eficaz de gerenciar, planejar, controlar e agilizar este processo. A

20
abordagem deste tema vem sendo realizada por meio de diferentes métodos. A
utilização de softwares cada vez mais sofisticados permite uma análise detalhada,
resultando na otimização dos processos. A integração das informações é uma busca
constante para a obtenção de melhores resultados, porém demanda uma equipe
preparada, com conhecimento amplo sobre negócios e também sistemas
informatizados.
A administração da produção pode ser entendida como o processo de
transformar, manufaturar ou agregar valor ao produto. Segundo Martins e Laugeni
(2006) é o conjunto de atividades responsáveis pela transformação de um bem em
outro com maior utilidade.
Administração da produção [...] Gestão do processo de conversão que transforma insumos, tais como matéria-prima e mão-de-obra, em resultados na forma de produtos acabados e serviços (DAVIS, AQUILANO e CHASE, 2001, p. 24).
Desde a origem do homem existia a atividade de produção, pois quando ele
polia a pedra com o propósito de utilizá-la como ferramenta para suas atividades,
isso já caracterizava produção, mesmo não havendo comércio, porque o produto
acabado era utilizado por quem o produzia. Segundo Slack, Chambers e Johnston
(2008) a função produção representa o conjunto de recursos destinados à produção
de seus bens.
A administração de operações, similarmente à administração da produção
contempla o controle e direção dos processos para transformação de um bem em
outro. Atualmente caracterizada pela administração de pessoas, capital, informação
e materiais. Ritzman e Krajewski (2004) ainda ressaltam que cada parte da empresa
precisa projetar e operar processos com qualidade.
A administração de materiais é uma ferramenta imprescindível para manter as
empresas em um nível competitivo, pois foca a redução custos, produção com
qualidade e eficiência, eliminação de estoques desnecessários, agilidade na entrega
do produto, e diminuição no tempo do processo produtivo.
Segundo Chiavenato (2005), a administração de materiais é um importante
capítulo de qualquer literatura sobre administração da produção, entretanto a maior
parte dos seus assuntos está contida nos livros sobre administração da produção ou
21
sobre planejamento e controle da produção (PCP) de forma relativamente pequena,
que contempla apenas aspectos estáticos dentro de abordagens tradicionais.
Apenas recentemente a Administração de Materiais surgiu como disciplina
autônoma, utilizando técnicas e métodos próprios, que ao serem utilizados de forma
eficiente e eficaz contribuem significativamente para a competitividade dos negócios.
É importante conhecer os conceitos de administração de produção e
operações, assim como a administração de materiais, para que se tenha melhor
visibilidade do propósito deste estudo.
2.2.1 S&OP - Sales and Operations Planning
O S&OP, ou planejamento de vendas e operações, é fundamental para o
processo de gestão da empresa, pois a partir deste plano são realizadas as análises
estratégias da instituição. Corrêa, Gianese e Caon (2001) afirmam que o S&OP
propõe assegurar que as decisões tomadas no nível institucional sejam seguidas
numa visão de longo prazo, além de integrar os diferentes níveis organizacionais e
associar horizontalmente as decisões como marketing, manufatura, finanças, etc.
Segundo Wallace (2001) o planejamento de vendas e operações auxilia no
balanceamento da demanda e oferta das empresas, para tal, há um enfoque nos
volumes agregados (famílias e grupos de produtos), pois o plano a longo prazo
procura analisar o montante a ser produzido e não os itens detalhadamente. Desta
forma, torna-se possível controlar com agilidade os problemas de mix (produtos
individuais e pedidos de clientes).
Segundo essa base foram identificados quatro fundamentos: demanda e
oferta, volume e mix, que serão explanados a seguir:
a) Demanda e oferta: geralmente as perdas com o desbalanceamento entre
a oferta e demanda são significativos. Segue algumas conseqüências
quando a demanda ultrapassa demais a oferta: o atendimento ao cliente
será afetado, haverão atrasos nas entregas, negócios serão perdidos por
falta de capacidade. Também haverá aumento nos custos, serão aplicado

22
horas extras, os fornecedores poderão alterar os preços. A qualidade fica
comprometida, pois todos os esforços são aplicados para entrega dos
produtos, deixando as especificações em segundo plano, quando houver
contratação temporária os operadores não estarão preparados o
suficiente para realizar a tarefa dentro dos padrões antes realizados,
assim como os novos fornecedores não estarão preparados para manter
o mesmo padrão do principal fornecedor.
b) Volume e mix: é importante diferenciar de forma sistêmica estes dois
pontos. Volume se refere a situação geral, quantidade, índices, famílias
de produtos. Mix, por sua vez, se refere ao detalhe, variedade, seqüência,
produtos específicos e pedidos dos clientes. A missão do S&OP é a de
balancear a demanda e oferta em nível de volume, referindo-se em níveis
globais de vendas, índices de produção, inventários agregados. Percebe-
se que ao fazer um bom trabalho de planejamento e replanejamento de
volume durante o ano, problemas de mix são minimizados. (Wallace,
2001).
Buscando entender como acontece o ciclo de execução do processo S&OP, a
Bremer, Azevedo e Matheus (2008) afirma que o S&OP pode ser dividido em cinco
principais fases:
a) Prever vendas: subprocesso que utiliza ferramentas de inteligência de
mercado para prever a demanda, com a seleção de modelos matemáticos
mais adequados para sua unidade.
b) Planejar vendas: os gerentes comerciais e vendedores ajustam a previsão
com as informações advindas do mercado. Outras ações são discutidas
neste momento como, por exemplo, promoções ou retirada de produtos
do portfólio da empresa.
c) Planejar operações: analisa se a previsão de vendas é viável do ponto de
vista de capacidade produtiva, suprimentos, armazenagem e entregas,
identificando se há algum desbalanceamento entre demanda e
operações. Caso haja algum desbalanceamento, são verificadas as
alternativas como, por exemplo: horas extras, otimização de lotes de
produção, subcontratações. Algumas alternativas são levantadas e
valorizadas, exemplos: lucro líquido sobre faturamento, EVA (Economic
value added), EBITDA (Earnings before interest, taxes, depreciation and

23
amortization). Também é conhecido como plano agregado por outros
autores.
O plano agregado é útil porque se concentra em uma linha de ação geral, coerentes com metas e objetivos estratégicos da empresa, sem se ater muito a detalhes. Por essa razão, os planos de produção e de pessoal são preparados agrupando, ou agregando, produtos, serviços, unidades de mão-de-obra ou unidades de tempo similares. (RITZMAN e KRAJEWSKI, 2004, p. 329).
d) Selecionar cenário de planejamento: Fase que compreende o
alinhamento de todas as áreas para viabilizar o cumprimento do cenário
selecionado.
e) Comunicar decisões: por meio da ata da reunião é divulgado o cenário
definido para o desdobramento das informações dentro de cada uma das
áreas da empresa por seus respectivos gerentes.
A Figura 3 ilustra os cinco passos do planejamento integrado.
Figura 3 - Subprocessos do S&OP Fonte: Adaptado de Bremer, Azevedo e Matheus, 2008
Porém para atingir os resultados esperados com o auxilio desta excelente
ferramenta, é necessário o envolvimento de toda a organização, conforme dito por
Bremer, Azevedo e Matheus (2008), buscando manter o alinhamento entre as
decisões dos níveis estratégico e operacional, o S&OP faz com que os planos
táticos de várias áreas estejam integrados buscando um melhor cenário, não
24
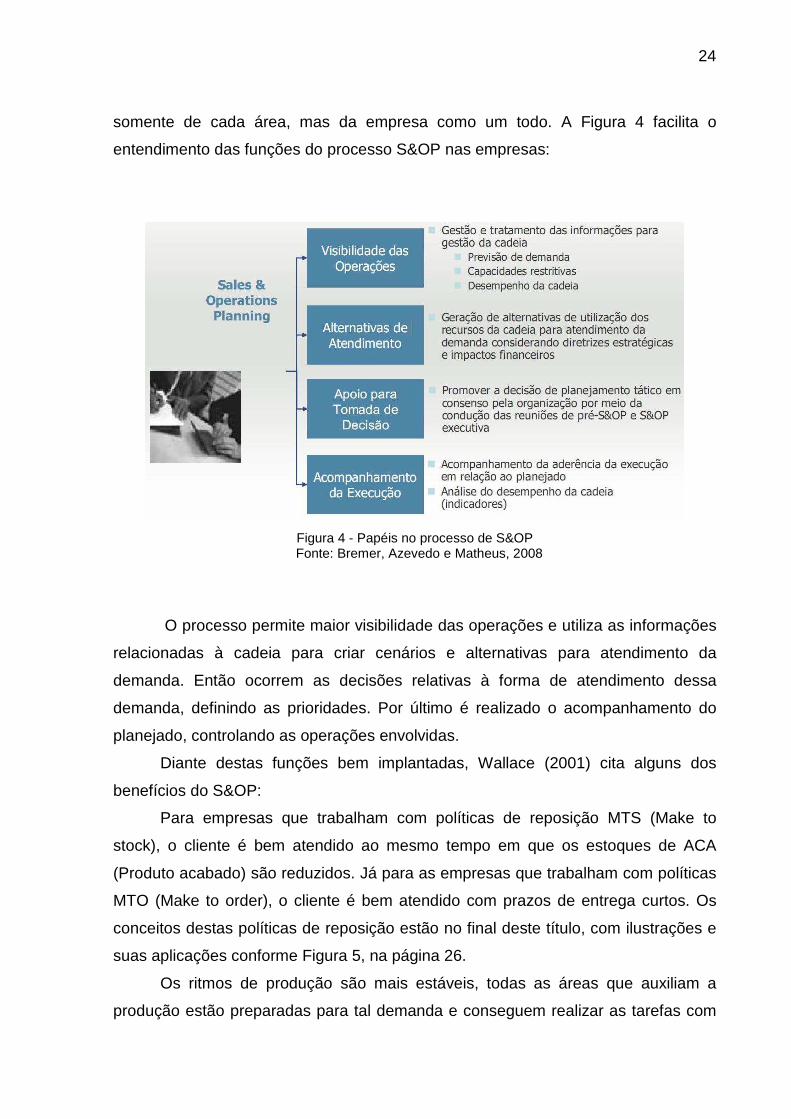
somente de cada área, mas da empresa como um todo. A Figura 4 facilita o
entendimento das funções do processo S&OP nas empresas:
Figura 4 - Papéis no processo de S&OP
Fonte: Bremer, Azevedo e Matheus, 2008
O processo permite maior visibilidade das operações e utiliza as informações
relacionadas à cadeia para criar cenários e alternativas para atendimento da
demanda. Então ocorrem as decisões relativas à forma de atendimento dessa
demanda, definindo as prioridades. Por último é realizado o acompanhamento do
planejado, controlando as operações envolvidas.
Diante destas funções bem implantadas, Wallace (2001) cita alguns dos
benefícios do S&OP:
Para empresas que trabalham com políticas de reposição MTS (Make to
stock), o cliente é bem atendido ao mesmo tempo em que os estoques de ACA
(Produto acabado) são reduzidos. Já para as empresas que trabalham com políticas
MTO (Make to order), o cliente é bem atendido com prazos de entrega curtos. Os
conceitos destas políticas de reposição estão no final deste título, com ilustrações e
suas aplicações conforme Figura 5, na página 26.
Os ritmos de produção são mais estáveis, todas as áreas que auxiliam a
produção estão preparadas para tal demanda e conseguem realizar as tarefas com

25
maior eficiência. O número de operadores está bem dimensionado com devido
treinamento, tendo como conseqüência maior produtividade.
Também se percebe que no trabalho em equipe do nível médio de
administração e grupo de executivos há maior responsabilidade com o desempenho
do plano. Além de uma maior visibilidade antecipada, evitando surpresas. Aumento
na capacidade de se efetuar mudanças caso haja necessidade.
Outra vantagem importante é o custo na utilização deste planejamento, há um
número baixo de pessoas envolvidas, isto acarreta menos custos em treinamento e
não exige pessoas em tempo integral (isto para empresas de porte médio).
Wallace (2001) ainda ressalta que, além dos benefícios já descritos para
empresa, há também uma repercução positiva nos fornecedores, pois quando o
plano é compartilhado, estes poderão se preparar para a demanda necessária. Os
ritmos de produção serão mais estáveis e as alterações antecipadas não impactarão
expressivamente nos custos em geral. Também, haverá maior capacidade de
reação às mudanças no mix.
Com o intuito de esclarecer alguns conceitos sobre políticas de reposição ou
ainda chamados modelos de referência para gestão da produção, segue definição
de Bremer e Lenza (2000):
a) Produção para estoque (MTS – Make to stock): Caracteriza por produtos
padronizados, utilizado quando o tempo de espera do cliente pelo produto
é menor que o tempo de produção do item;
b) Montagem sob encomenda (ATO – Assembly to order): os subconjuntos e
grandes componentes são armazenados até o recebimento dos pedidos
dos clientes contendo as especificações dos produtos finais, desta forma
o tempo de espera do cliente é moderado e ainda tem certa interatividade
na elaboração do produto;
c) Produção sob encomenda (MTO – Make to order): a etapa de produção
somente inicia após o recebimento formal do pedido. Há possibilidade de
o cliente alterar muitas características do produto em função de sua
necessidade. O tempo de espera varia de médio para longo prazo e
d) Engenharia sob encomenda (ETO – Engineering to order): o projeto do
produto é realizado totalmente baseado nas especificações do cliente. O
tempo de espera do cliente é longo e com grande interação.
A Figura 5 compara as diferentes aplicações destas políticas de reposição:

26
Figura 5 - Políticas de reposição
Fonte: Breme e Lenza, 2000
As cores mostram quando a produção é realizada sob previsão e sob pedido
do cliente em relação à fase do processo produtivo.
2.2.2 MPS - Master Production Scheduling
O MPS ou PMP (Plano mestre de produção) é uma ferramenta de nível
estratégico que permite a visualização simplificada da demanda dos produtos bem
como as quantidades a serem produzidas ao longo de um determinado período.
Segundo Corrêa, Gianesi e Caon (2001), o MPS desagrega o plano de produção
gerado pelo S&OP em níveis para programas mais detalhados de produtos
acabados. Além disso, o MPS deve respeitar hierarquicamente as decisões do
S&OP, colaborando com a melhoria no processo de atendimento ao cliente.
Slack, Chambres e Johnston (2008) definem esta ferramenta da seguinte
forma:

27
[...] o MPS contém uma declaração da quantidade e do momento em que os produtos finais devem ser produzidos; esse programa direciona toda operação em termos do que é montado, manufaturado e comprado. É a base do planejamento de utilização de mão-de-obra e equipamentos e determina o aprovisionamento de materiais e capital (SLACK, CHAMBERS e JOHNSTON, 2008, p. 455).
Pode-se dizer ainda que, segundo Tubino (2000), o MPS passa assumir um
compromisso para entrega de produtos acabados que formalizará quantidades
assim estabelecidas. Para isso, a área de finanças coordenará os gastos com
estoques, horas extras, novos equipamentos. Assim como a área de marketing
passará sua previsão de vendas e pedidos de clientes, a engenharia fornecerá
padrões de tempos e consumos de materiais. Compras informará suas necessidade
sobre logística de fornecimento externo, recursos humanos apresentará um plano de
treinamento e contratação de pessoal e a produção levantará suas limitações de
capacidade.
Esta idéia é ressaltada por Slack, Chambers e Johnston (2008), ao afirmar
que é de extrema importância que todas as fontes de demanda e informações sejam
relevadas no MPS conforme Figura 6.
Figura 6 - Dados de entrada para o MPS
Fonte: Adaptado de Slack, Chambers e Johnston, 2008

28
O resultado do MPS pode ser expresso em uma planilha simples e objetiva,
sendo apropriado informatizar a ferramenta conforme ressalta Tubino (2000). A
Tabela 1 mostra um exemplo de arquivo de MPS. Na primeira linha (Demanda
prevista), aparecem as quantidades previstas para cada período. Já na segunda
linha (Demanda confirmada), estão as quantidades confirmadas, sendo os pedidos
em carteira, note que para cálculo dos estoques projetados, a demanda que
prevalece é com a maior quantidade em cada período. Lembrando que, para este
exemplo, a planilha deverá manter estoque mínimo de 50 peças.
Tabela 1 - Planilha MPS
Julho Agosto Estoque Mínimo de 50
1 2 3 4 1 2 3 4
Demanda prevista 50 50 50 50 60 60 60 60
Demanda confirmada 55 40 10 5 0 0 0 0
Recebimentos Programados 100 0 0 0 0 0 0 0
Estoques projetados 5 50 100 50 100 140 80 120 60
PMP 100 100 100 100
Fonte: Adaptado de Tubino, 2000
Ainda conforme Tabela 1, na terceira linha (recebimentos programados),
estão as quantidades programadas anteriormente. Na quarta linha (Estoque
projetados), há informação do saldo em estoque no período, onde são consideradas
todas as outras linhas da planilha, o cálculo é realizado da seguinte forma: estoque
projetado do período anterior - maior demanda do período + recebimento
programado + PMP = estoque projetado. Tomando como exemplo o quarto período:
50 – 50 + 0 + 100 = 100. E por fim, a quinta linha mostra o PMP, as quantidades que
devem ser produzidas período por período.
Tubino (2000) ainda ressalta que é importante definir o plano mestre de
produção em duas dimensões: a primeira é a determinação da unidade de tempo de
cada período, este tempo dependerá da velocidade de produção dos produtos,
podendo variar entre uma empresa e outra. Geralmente as empresas trabalham com
períodos semanais, é muito raro utilizar períodos diários no MPS, empresas com
processos produtivos muito longos podem utilizar períodos mensais.
A segunda dimensão de tempo é o horizonte de planejamento, até onde o
planejamento deve enxergar. É dividido em duas partes, um nível firme de horizonte
curto, utilizado para programação da produção e recursos. Este nível, se alterado

29
significativamente, custa caro e é indesejável. Já o segundo nível é sujeito a
alterações, sendo usado para verificação da capacidade produtiva e negociar com
outros setores.
2.2.3 RCCP - Rough-Cut Capacity Planning
O RCCP, também chamado planejamento grosseiro da capacidade ou ainda,
planejamento de recursos críticos segundo Slack, Chambers e Johnston (2008),
determina a capacidade necessária para cumprir o plano mestre de produção, esta
análise verifica somente gargalos e recursos-chaves. Caso seja identificado que a
capacidade é extrapolada, deve-se ajustar o MPS.
Davis, Aquilano e Chase (2001) esclarecem que o planejamento grosseiro da
capacidade:
[...] Revisa o PMP para se certificar de que restrições óbvias de capacidade não irão exigir mudanças na programação. O planejamento grosseiro da capacidade inclui a verificação se instalações fabris e de armazenagem, os equipamentos e os trabalhadores estão disponíveis e se os fornecedores chave alocaram a capacidade adequada para fornecer os materiais quando necessário (DAVIS, AQUILANO e CHASE, 2001, p. 442).
O RCCP tem como objetivo apoiar as decisões do plano-mestre de produção.
Desta forma, segundo Corrêa, Gianesi e Caon (2001), este recurso auxilia a criação
de um plano de produção de produtos finais viável. Assim sendo, é possível
visualizar problemas de grande escala na capacidade, permitindo retornar ao MPS e
ajustar as quantidades por período.
Muito importante salientar que este cálculo de capacidade deve ser simples e
rápido, assim como o MPS. A análise neste nível de atuação da estrutura
organizacional (tático) não trata mais somente de famílias, porém o cálculo não é
realizado para todos os recursos, centros produtivos ou departamentos, trabalhando
com foco na restrição ou recursos críticos. O cálculo do RCCP não enxerga os

30
componentes dos produtos acabados, pois este papel cabe outra ferramenta que
será estuda mais a frente. É imprescindível ressaltar, nesse sentido, que a
concepção do RCCP entenderá que os produtos analisados no plano necessitam ser
totalmente manufaturados, sendo verificado somente o recurso restritivo.
Por tanto, é apropriado compreender de que forma deve-se trabalhar com as
restrições do sistema. Para Cox e Spenser (2002), o processo de pensamento da
teoria das restrições elaborado por Eliyahu M. Goldratt é uma das ferramentas mais
importantes para gerenciamento no século XX. Resumidamente o processo de
atuação no recurso restritivo se dá por cinco passos:
a) Identificar a restrição;
b) Explorar a restrição;
c) Subordinar a restrição;
d) Elevar a restrição do sistema e
e) Medir e refocar na próxima restrição.
Após encontrar o “elo mais fraco” do sistema, deve-se aproveitar ao máximo
sua capacidade, então o restante dos recursos devem ser organizados de tal forma
que a restrição seja priorizada na questão produtividade, a partir deste ponto deve-
se concentrar os esforços na restrição, aumentando sua capacidade e por último,
medir o processo e identificar a próxima restrição do sistema.
Utilizando-se desta informação básica sobre teoria das restrições já é possível
otimizar o processo produtivo, porém é importante manter atualizado o recurso
restritivo do sistema no RCCP para avaliar com mais exatidão as limitações da
organização. É importante ressaltar que quando ocorre a otimização, deve-se definir
qual o objetivo, qual a meta a ser alcançada.
Há vários tipos de restrições em uma empresa, Corrêa, Gianesi e Caon
(2001) identificam alguns fatores que podem ser considerados como restritivos no
RCCP:
a) Pode-se identificar um centro de trabalho que seja o gargalo, tendo sua
capacidade explorada ao máximo, restringindo o fluxo produtivo;
b) O recurso pode ser um processo de difícil subcontratação, por exigir
treinamento especializado;
c) Pode-se verificar a existência de algum gargalo temporário, variando de
acordo com o tipo de produto;

31
d) É possível identificar uma ferramenta especial que processa produtos de
algum centro de trabalho;
e) Em casos de altos-fornos ou processos que não podem parar por
questões de custos, qualidade de processo, pode-se identificá-lo como
restritivo e
f) Quando o recurso necessita de tempo de setup muito longo e se mal
explorado pode tornar-se uma restrição do processo produtivo.
O processo de identificação e exploração da restrição é uma atividade
adicional no RCCP, a simples identificação da restrição, também conhecido como
gargalo, pode ser simplesmente inserida no cálculo de capacidade e analisado os
resultados. Porém cabe ressaltar que a busca pela evolução e superação é
determinante neste cenário de globalização.
2.2.4 MRP - Material Requirement Planning
Devido a sua importância no gerenciamento de materiais, o MRP vem
recebendo destaque na teoria sobre o tema. Esta ferramenta pode ser conceituada,
de acordo com Davis, Aquilano e Chase (2001, p. 501) como um método que, “[...]
determina o número de submontagens, componentes e matérias-primas requeridas
e seus períodos de produção para completar um dado número de produtos finais em
suas datas específicas.”
Dias (2005) acentua esta definição afirmando que se trata de um sistema para
estabelecer procedimentos e regras de decisão com o objetivo de atender a
demanda numa seqüência de tempo determinada para cada componente do produto
final. O MRP busca garantir disponibilidade de materiais, componentes e produtos
para atender o plano e desta forma, assegurar entrega para o cliente.
O MRP também propõe controlar níveis de estoque, planejar prioridades de
operação e permite a análise da capacidade necessária para o plano, como afirmam
Davis, Aquilano Chase (2001). Conforme estes autores, quanto maior a variedade
de componentes em seu portfólio de produtos e quanto mais operações existirem,

32
mais complexo será o processo de abastecimento. Desta forma, disponibilizar
materiais certos na hora certa é um desafio. Os avanços da informática, com a
evolução de softwares e hardwares, possibilitaram o desenvolvimento de sistemas
velozes e versáteis, permitindo às empresas experimentar vários benefícios: preços
mais competitivos, níveis de estoques mais baixos; melhor nível de serviços;
respostas mais rápidas às demandas do mercado; maior flexibilidade; redução de
custos de setup; redução de ociosidade; possibilita ver previamente o plano antes de
serem liberados; altera quantidades de pedidos; auxilia no planejamento da
capacidade e permite reprogramação.
Para determinar o que deve ser produzido para atender a demanda do cliente,
o MRP necessita saber quais itens compõe este produto acabado. Desta forma, é
necessária a utilização da estrutura de produto. Segundo Plossl (1995) cada item
deve ter um único código de identificação associado a BOM (Bill of material)
especificando seus componentes para ser planejado e controlado pelo MRP. A lista
BOM identifica os componentes necessários para produzir o produto acabado, que
pode ser complexo como um produto montado de vários componentes ou pode ser
tão simples contendo uma única matéria-prima, conforme demonstra a Figura 7.
.
Figura 7 - Estrutura analítica do produto
Fonte: Adaptado de Martins e Laugeni, 2006

33
Na análise da Figura 7, pode-se perceber que, por meio da estrutura de
produto, o MRP “explode” a necessidade de materiais para produzir os itens da
demanda verificando saldo em estoque, ordem de compra em aberto, saldo em
terceiros. Estas verificações podem variar de empresa para empresa, de acordo com
a complexidade de sua análise.
Moreira (1993) relata que se denomina “explosão” ao processo de desagregar
o item pai em seus componentes, verificando a data e quantidade necessária para
que este item seja produzido.
Existem vantagens e desvantagens na utilização do MRP. Os pontos fracos,
segundo Pinto (2006) são que esta ferramenta planeja primeiramente os materiais,
somente depois permite a análise de capacidade produtiva e exige um grande
esforço computacional. Como vantagens, este método é um excelente método para
processamento da Estrutura de produtos, sendo adequado quando os componentes
são fator determinante e são produtos complexos. Além disso, é uma ferramenta
bem difundida, sendo bem apoiado por textos e consultoria.
2.2.5 CRP - Capacity Requirement Planning
De acordo com Slack, Chambers e Johnston (2008) o CRP ou Plano de
Necessidades de Capacidade verifica a carga necessária para produzir os itens
planejados pelo MRP, projetando a carga das ordens de produção planejadas e
firmes em cada período. É importante ressaltar que o CRP possui capacidade
infinita, simplesmente calculando a carga de cada OP nos centros de trabalho.
O planejamento das necessidades de capacidade é feito a partir do MRP a fim de calcular as necessidades de capacidade instalada, basicamente mão-de-obra e equipamentos, para completar o previsto no programa mestre de produção – ou MPS (MARTINS e LAUGENI, 2006, p. 378).
O CRP subsidiará o MRP gerando um plano de produção e compras viável,
pois seus ajustes finos aumentaram a precisão do planejamento. Corrêa, Gianesi e
Caon (2001) comentam que não há necessidade desta ferramenta ser rápida, visto

34
que o MRP não é rodado com tanta freqüência, também pelo fato do RCCP já ter
analisado as maiores divergências de capacidade.
Ao calcular a carga dos centros de trabalho, a partir das ordens criadas pelo
MRP, o CRP verifica as operações destas OPs e determina a carga que estas
ordens necessitam para serem produzidas. Cabe ao programador identificar se há
CTs (centros de trabalho) com capacidade insuficiente ou se há grande
desbalanceamento de carga entre estes CTs (DAVIS, AQUILANO e CHASE, 2001).
No que se refere às alternativas para os centros de trabalho com capacidade
insuficiente, os problemas identificados pelo CRP podem ser corrigidos uma vez
que, como afirmam Davis, Aquilano e Chase (2001), existem opções como: horas-
extras; utilizar centro de trabalho alternativo para algumas tarefas; subcontratar;
antecipar a produção ou então atrasar para o próximo período e renegociar a data
de entrega e reprogramar estas operações. Algumas alternativas podem ser
utilizadas para nivelar a produção ao longo dos períodos, aumentando assim a
produtividade.
Pinto (2006) ressalta que as soluções para problemas encontrados pelo CRP
são realizadas pela gestão de operações levando em consideração alguns aspectos
como, por exemplo, aspectos técnicos, financeiros ou humanos. É interessante que
haja métodos bem claros para tomada de decisão para estes casos.
O CRP traz benefícios de várias formas, segundo Vollmann et. al. (2008) a
ferramenta já considera os tamanhos dos lotes, os lead times para as ordens de
produção e as ordens planejadas (ordens ainda não confirmadas), também verifica
todos os centro de trabalho (WC). Por outro lado, o CRP não permite nenhuma
alteração, caso haja algum período com capacidade excedente, diretamente, ele
somente analisa o plano gerado pelo MRP.

35
2.2.6 SFC - Shop Floor Control
Há uma busca constante por parte das empresas pela excelência na gestão
de operações, e para atingir esse objetivo é utilizado o SFC, ou ainda chamado de
controle de chão de fábrica.
De acordo com Pinto (2006), o chão de fábrica é o local onde ocorre a
transformação do produto e onde geralmente há o maior acumulo de recursos da
empresa, pessoas, máquinas, materiais. Na contra mão é o local onde as condições
de trabalho são as mais desfavoráveis, ruídos, esforço repetitivo, ambiente
relativamente poluído, ritmo acelerado de trabalho.
Duas práticas de gestão são dominantes no chão de fábrica, satisfação do
cliente e produtividade, no entanto estes dois objetivos acabam entrando em conflito,
sendo que as decisões são tomadas realizando um balanço entre ambos.
Além disso, o chão de fábrica está em constante mudança decorrente de
avarias, atrasos, acidentes, alterações de última hora.
Assim, torna-se um grande desafio produzir conforme o planejado, como é
proposto por Tubino (2000), o SFC fecha um ciclo de atividades do PCP
(Planejamento e controle da produção). Tem a função de acompanhar e controlar a
produção para que seja cumprido o planejado, sendo uma ligação entre o
planejamento e a execução das atividades operacionais.
Deve-se ressaltar que os replanejamentos devem ser evitados, sendo
aplicado somente em casos em que haja significativos desvios de produção. Os
programas de produção devem ser exeqüíveis, pois caso seja algo impossível de
realizar, o plano ficará desacreditado.
Dando ênfase a esse pensamento, Corrêa, Gianesi e Caon, (2001) afirmam
que o chão de fábrica:
[...] tem a preocupação de garantir que o plano definido pelo MRP seja cumprido. Para isso, muitas vezes, é necessário que na decisão de seqüenciamento da produção [...], dentro de um período, cuidados sejam tomados para que uma programação inteligente seja feita [...] (CORRÊA, GIANESI e CAON, 2001, p. 318).

36
Segundo Tubino (2000) existem três grupos principais de recursos que devem
ser considerados na produção: máquinas, mão-de-obra e materiais, as funções
aplicáveis para controlar estes recursos são:
a) Coleta e registro de dados sobre o andamento das atividades
programadas;
b) Comparar real e planejado;
c) Identificar desvios;
d) Tomar ações corretivas;
e) Emissão de novas diretrizes de acordo com a nova situação;
f) Repasse de informações da produção para os demais setores e
g) Relatórios de análise de desempenho.
Ainda conforme Corrêa, Gianesi e Caon, (2001), geralmente para controlar o
chão de fábrica as empresas necessitam de softwares que por sua vez, já estão
integrados com o ERP (Enterprise resource planning ou planejamento dos recursos
produtivos) da empresa. Com a ferramenta bem aplicada é possível gerenciar os
lotes de produção, realizar o seqüenciamento e liberação das ordens de trabalho,
também pode-se monitorar as equipes de trabalho, incluindo alocação e
coordenação de recursos humanos e ferramental e ainda permitir rastreabilidade.
Mas de modo geral alguns sistemas produtivos necessitam de sistemas mais
sofisticados de SFC devido à complexidade de seus problemas. Fábrica de matrizes
de moldes para injeção e sopro de plástico, forjaria, empresas com produtos muito
variados, com roteiros muito variados. Tinturarias, litografias, gráficas complexas,
fábricas de alimentos e medicamentos. Parte da complexidade do sistema surge do
tamanho do sistema produtivo. A Figura 8 exemplifica um gráfico de Gantt, forma de
seqüenciamento de ordens de produção informatizada, que permite a priorização e
seqüenciamento de produção.

37
Figura 8 - Gantt de seqüenciamento
Fonte: ERP da empresa, 2009
Além da possibilidade exposta anteriormente de controlar o chão de fábrica
com softwares sofisticados e complexos, ainda existe a opção do controle por
gestão visual, uma maneira mais simples, como será visto a seguir.
2.2.6.1 Gestão Visual
O controle visual de produção é uma prática adotada inicialmente no
Japão, Pinto (2006) comenta que as empresas ocidentais, que geralmente,
buscando soluções cada vez mais especificas e detalhadas para sua situação,
acabavam criando sistemas extremamente complexos, difíceis de aplicar e
principalmente manter em funcionamento total. Já a gestão visual busca
simplicidade com eficácia. Segue alguns recursos do controle visual:
a) Mostrar como a tarefa deve ser realizada;
b) Mostrar como as ferramentas e equipamentos devem ser utilizados;
c) Mostrar como as coisas são guardadas e armazenadas;

38
d) Mostrar os níveis de inventário;
e) Mostrar quando as pessoas precisam de ajuda;
f) Mostrar áreas perigosas;
g) Mostrar como realizar as atividades garantindo que não haja erro na
execução e
h) Sinais sonoros, chão pintado indicando algo, etiquetas, quadros sombra,
quadros indicando produção, desempenho, são alguns exemplos de
gestão visual. Esta é uma forma simples, prática e barata para
implantação. E o mais importante, de fácil entendimento por todos.
2.2.6.2 Kanban
O Kanban, uma das formas de gestão visual, que significa cartão, é uma
ferramenta utilizada em várias organizações, que tem o objetivo de simplificar a
produção. Moura (1992) afirma que o Kanban é uma técnica de gestão de materiais
e de produção com a realização da tarefa ou atividade no momento exato, é
controlado através da movimentação do cartão Kanban.
Tem como função puxar a produção de modo geral, iniciando no produto
acabado, sendo desta forma, contrário aos sistemas tradicionais, que trabalham com
produção empurrada, gerando filas em várias etapas do processo produtivo.
Os cartões controlam os estoques entre as operações/processos, desta forma
é simples mensurar os estoques, verificando o número de cartões que estão fora do
quadro.
A idéia do cartão já existe a muito tempo, porém era utilizado para empurrar a
produção. Taiichi Ohno foi o pioneiro na utilização do cartão para puxar a produção,
O Kanban é uma maneira de reduzir o tempo de espera, diminuir o estoque,
melhorar a produtividade, conectar as operações em um fluxo contínuo e identificar
problemas.
Pace (2003) explica que o quadro Kanban, também chamado de painel porta-
kanban, é uma placa geralmente no formato retangular, mas isso não é uma regra,

39
na qual são pintadas três faixas horizontais sendo a superior vermelha, a
intermediária amarela e a inferior verde, onde são pendurados os cartões referentes
a cada peça produzida, como mostra a Figura 9, No entanto é preciso ressaltar que
não existe um modelo padrão, em alguns casos é preferível pintar as faixas no
próprio chão da fábrica, eliminando o uso de cartões.
Figura 9 - Quadro Kanban
Fonte: Controles Visuais, 2009
As cores estão relacionadas à prioridade de fabricação. Assim se todos os
cartões estiverem ocupando a área verde, a seqüência original de fabricação deve
ser seguida. No entanto se algum dos cartões estiver ocupando a faixa amarela, o
supervisor ou o operador consegue saber que precisa dar prioridade a produção
desta peça com relação as que estão dispostas na área verde, ou seja, está no nível
de atenção. Quando algum cartão de um dos itens a ser fabricado alcançar a faixa
vermelha, enquanto os outros se mantiverem na faixa verde ou amarela, é
caracterizado uma situação crítica, emergencial, essa peça precisa ser produzida
em primeiro lugar, independentemente da seqüência original de fabricação.
O planejamento foi apresentado através dos componentes considerados
fundamentais para estimar as quantidades a serem produzidas, assim como a
preocupação em suprir as necessidades de materiais conforme necessidade. A
utilização de sistemas informatizados torna-se essencial para tornar o processo de

40
planejamento eficaz e ágil, estando presente em praticamente todas as
organizações.
A adoção de métodos de planejamento de produção e materiais é objeto de
estudo de longa data. Atualmente, o enfoque está na integração dos planos para
otimização dos estoques. Dessa maneira, será destacado o mapa de processo de
Corrêa, Gianesi e Caon (2001), conforme Figura 14 na página 51, que será utilizado
no estudo de caso para determinar os passos do planejamento.

41
3 METODOLOGIA
A pesquisa foi desenvolvida por meio de revisão da literatura e estudo de
caso em uma empresa do ramo automotivo. Para o desenvolvimento do estudo foi
necessária a análise do processo de planejamento existente e como este era
aplicado na empresa.
De acordo com Gil (2002) a pesquisa é um processo organizado no sentido
responder a um problema existente em determinado contexto. Ela é realizada
quando a situação observada não corresponde à realidade esperada.
Neste sentido, segundo Gil (2002, p.17) “a pesquisa é um procedimento
racional e sistemático que tem como objetivo proporcionar respostas aos problemas
que são propostos.”
A pesquisa desenvolvida se caracteriza como qualitativa. De acordo com o
conceito de Marconi e Lakatos (2007), a pesquisa pode ser quantitativa ou
qualitativa. No primeiro caso, a análise tem como base técnicas estatísticas como
percentual, média, desvio-padrão e correlação de variáveis. No segundo caso, as
análises são realizadas a partir de observações da realidade formando uma análise
mais detalhada sobre investigações, hábitos, atitudes, tendências de
comportamento.
No método quantitativo, os pesquisadores valem-se de amostras amplas e informações numéricas, enquanto no qualitativo as amostras são reduzidas, os dados são analisados em seu conteúdo psicossocial e os instrumentos de coleta não são estruturados (MARCONI e LAKATOS, 2007, p. 269).
Por ser uma pesquisa qualitativa, o presente estudo, utilizou como
instrumento de coleta de dados a observação.
A observação é uma técnica de coleta de dados para conseguir informações utilizando os sentidos na obtenção de determinados aspectos da realidade.

42
Não consiste apenas em ver e ouvir, mas também em examinar fatos ou fenômenos que se deseja estudar (MARCONI e LAKATOS, 2007, p. 275).
Além da observação foram utilizados instrumentos como: planilhas para
produção de tabelas e gráficos na apresentação dos dados. Também foi utilizado o
sistema ERP denominado EMS para o cálculo do MRP. A partir da realidade
observada na empresa, foi desenvolvido um estudo de caso no período de janeiro a
abril de 2009.
[...] o grande valor do estudo de caso: fornecer o conhecimento aprofundado de uma realidade delimitada que os resultados atingidos podem permitir e formular hipóteses para o encaminhamento de outras pesquisas (TRIVIÑOS, 2002, p. 111).
O estudo de caso é um "estudo profundo e exaustivo de um ou poucos
objetos de maneira que permita seu amplo e detalhado conhecimento" (GIL, 2002, p.
45).
Gil (2002) menciona três tipos de pesquisa, sendo eles:
a) Exploratória: tem como finalidade proporcionar uma contextualização
sobre o problema existente para torná-lo mais explicito e a partir disso
formular hipóteses.
b) Descritiva: tem como propósito descrever as características de uma
determinada população ou fenômeno e correlacionar variáveis.
c) Explicativa: tem como objetivo identificar os fatores que determinam ou
contribuem para a ocorrência de um determinado fenômeno.
Conforme os dados apresentados, a pesquisa realizada neste estudo
caracteriza-se como sendo exploratória, apresentando ainda as características da
pesquisa-ação. Gil (2002) afirma que este tipo de pesquisa tem base empírica pois é
realizada de forma associada a uma ação ou resolução de um problema coletivo de
modo coletivo.
O problema observado na realidade estudada teve como foco o planejamento
de materiais de produção, buscando reduzir os estoques, bem como a integração
das ferramentas de nível operacional, táticos e estratégicos. Neste sentido o
trabalho envolveu inicialmente uma análise do planejamento da empresa de modo
geral e posteriormente foi delimitado para a área de usinagem e montagem.

43
4 ESTUDO DE CASO
Neste capítulo será aplicado o conhecimento teórico adquirido na
fundamentação teórica, utilizando os procedimentos metodológicos.
2.3 APRESENTAÇÃO DA EMPRESA
Esta pesquisa foi aplicada em uma empresa de componentes automotivos,
com atuação em vários países, de diferentes continentes. Está no mercado a mais
de cinqüenta anos, com mais de 2000 colaboradores em todo mundo. No Brasil há
aproximadamente 100 funcionários.
Atua como parceira de renomadas montadoras com desenvolvimento de
soluções para sistemas de filtragem. Seus produtos cobrem desde elementos
filtrantes para óleo, ar, combustível, bem como para ar de cabine, até abrangentes
módulos multifuncionais para motores de todos os tipos. Produzindo também,
soluções para aplicações industriais e ambientas.
Possui padrões de qualidade unificados e abrangentes a todas as áreas da
empresa – certificada conforme a ISO 9001, ISO/TS 16949 e ISO 14001 – que
garantem produtos com alto padrão de qualidade e eficiência.
A empresa pesquisada não será identificada por questões estratégicas,
informações como código de item, demanda do item, valores monetários serão
omitidos ou alterados. As figuras e tabelas que mostrarem dados com características
acima citadas foram alterados para manter sigilo nas informações da empresa.

44
2.4 PROCESSO DE PLANEJAMENTO
O processo de planejamento de materiais e produção consiste em Plano
Agregado, MRP, SFC e Compras. O planejamento se resume em verificar
capacidade produtiva, com uma visão macro, compra de materiais de acordo com a
demanda e acompanhamento da produção, conforme Figura 10.
Figura 10 - Mapa de processo - atual
Fonte: Primária, 2009
O plano agregado é a primeira fase do planejamento, a empresa recebe a
Previsão de vendas para todo o ano, o plano é criado para os doze meses, com
períodos mensais. Utiliza-se esta informação para fazer o cálculo de capacidade
necessária para atender a previsão de vendas, verificando se há capacidade de
máquinas, é neste momento que se determina o que será feito para equilibrar a
demanda com a oferta. Tendo como opções o aumento ou redução do número de
turnos, alteração na capacidade das máquinas ou até mesmo a compra ou venda de
máquinas. O intuito é trabalhar com capacidade utilizada constante ao longo do
tempo, com o menor investimento possível.
A Figura 11 mostra a carga utilizada, de três meses, para atender a demanda
recebida pela previsão de vendas, percebe-se que para estes três meses a média

45
de capacidade utilizada é de 0,97% em média, podendo ser arredonda para um
turno, desta forma a capacidade dos recursos serão ajustados para este contexto,
ou seja, haverá somente um turno de trabalho. Também pode ser verificada a carga
de trabalho para outras áreas, relacionadas a manufatura, como por exemplo,
metrologia.
Figura 11 - Plano agregado - GM01 Fonte: Primária, 2009
Percebe-se que no segundo período de análise, a carga será maior que um
turno, porém neste caso, a divergência é muito pequena, podendo antecipar uma
pequena quantidade e produzir no mês de março.
A segunda etapa do planejamento é realizada pela utilização do MRP, uma
rotina mensal, o horizonte de planejamento é de três meses. As demandas dos
clientes são concentradas em um documento, ou seja, cada período terá a soma das
quantidades dos clientes, para alimentar o MRP.
O plano é do tipo PP (Plano de produção), sendo este, um plano no qual não
considera os estoques dos produtos acabados. Ou seja, se há saldo do item X em
estoque de 25 unidades e houver um pedido de 30 unidades, o MRP não enxergará

46
estas 25 peças no sistema, criando necessidades de materiais para 30 peças. Os
itens que estão na estrutura de produto e tem saldos (quantidades) em estoque
terão estas quantidades levadas em consideração.
O MRP enxerga as ordens de compras em aberto, ordens de produção em
aberto (iniciadas ou não), saldos em estoque são considerados, assim com estoque
de segurança (é a quantidade de segurança necessária para absorver flutuações de
demanda ou de atrasos na entrega pelo fornecedor). Outros parâmetros não serão
mencionados por não ser o foco deste trabalho.
Os parâmetros são alterados com pouca freqüência, desta forma, após
incluído as demandas no plano, o cálculo é realizado (rodado). Lembrando que
estes são parâmetros aplicados ao sistema implantado na empresa estudada,
podendo haver diferenças para outros sistemas no mercado.
Lembrando que o MRP considera os parâmetros do item, cadastrados
previamente no sistema. Como por exemplo:
a) Lote mínimo – quantidade mínima a ser solicitada.
b) Lote múltiplo – calcula quantidades múltiplas para criação das ordens de
compra ou produção.
c) Lote econômico – sendo este o lote com menor custo por item
d) Políticas de reposição para os itens – podendo ser período fixo, lote
econômico, ordem, nível superior, configurado ou composto.
e) Fator refugo – faz o sistema aumentar a quantidade da ordem para
considerar perdas no processo.
f) Ressuprimento do fornecedor – tempo que o fornecedor necessita para
entregar as quantidades solicitadas.
Conforme Figura 10, o MRP se divide em dois processos, compras e SFC.
Esta etapa é a fase mais detalhada de todo planejamento.
As ordens de compra (OC) são confirmadas mensalmente para cada item, ou
seja, cada componente é comprado somente uma vez por mês. Os fornecedores já
estão cadastrados no sistema, incluindo seus parâmetros, itens, tempos, forma de
pagamento, etc. Após a confirmação das ordens de compra, é necessário vincular a
OC a um Pedido, no qual, será enviado ao fornecedor. Quando o material chegar, no
recebimento, o pedido passará a ter o status de atendido e a OC finalizada, quando
toda a quantidade for recebida.

47
O processo de compras é divido em duas partes, itens nacionais e itens
importados. Para os itens nacionais, o lead time é relativamente curto, podendo ser
realizado poucas semanas antes da necessidade dos materiais. Alguns
fornecedores nacionais solicitam previsão de consumo dos itens para os dois meses
seguintes. Já os itens importados têm lead time muito longo, podendo ser maior que
sessenta dias, o transporte é marítimo.
Devido ao longo tempo de ressuprimento de fornecedor para os itens
importados, torna-se necessário rodar o MRP para três meses. A compra de
materiais é baseada também em previsões. A homologação de fornecedores é um
processo crítico, pois deve-se fazer um acordo consistente, de maneira que o
fornecedor irá se comprometer em cumprir com a demanda e qualidade.
O sistema produtivo em análise possui dois processos distintos, Usinagem e
Montagem. Conforme Figura 12, a área de Usinagem abrange os processo de
Usinagem, Rebarbação e Lavação. Nesta área há somente uma matéria-prima, a
carcaça, base para montagem de todos os outros componentes. Na área de
Montagem há o processo de Pré-montagem, onde geralmente são realizadas as
prensagens de componentes, no processo de Montagem é inserida a maior parte
dos componentes, o último processo é a Estanqueidade, responsável pela
verificação de qualquer vazamento no módulo de filtragem.
Figura 12 - Área de Montagem, Usinagem e seus processos
.Fonte: Primária, 2009

48
A Figura 13 mostra a situação inicial, o estoque existe entre todos os
processos, porém não há estoque de produto acabado, logo após a estanqueidade.
Este estoque WIP não é proporcional entre as operações.
Figura 13 - Fluxo de materiais entre operações - atual
Fonte: Primária, 2009
O estoque intermediário é atrativo por trazer independência entre as
operações, se uma máquina quebrar, haverá tempo suficiente para arrumá-la sem
que o cliente seja prejudicado. Caso falte algum colaborador, os estoques
compensarão esta perda de produtividade. Se for encontrado um lote com medidas
fora das especificações, haverá outro lote já em processo para atender o cliente.
As ordens de produção (OP) são confirmadas de acordo com a necessidade,
assim sendo, quando não há OP aberta para reportar as quantidades produzidas,
abre-se uma nova OP através do MRP. Enquanto há OP com saldo para reportar,
ela é utilizada até o saldo esgotar.
Por exemplo: uma OP é gerada com a quantidade de 100 peças, no primeiro
dia são reportadas 50 peças, no segundo dia 40 peças, no terceiro dia, são
produzidas 30 peças, porém a OP aberta tem somente saldo de 10 peças para

49
completar a OP. Então é necessário abrir uma nova OP, para reportar as 20 peças.
Verifica-se no MRP a próxima OP planejada para confirmá-la.
A emissão de ordens de produção é realizada verbalmente para cada
máquina, as ordens geradas pelo MRP não condizem com a programação, não
sendo possível sua emissão. O controle dos estoques é feito visualmente,
diariamente é realizada a contagem de alguns itens para saber o que produzir em
cada máquina. Há um cliente que possui Kanban eletrônico, em algumas situações é
solicitado um lote de determinado item para ser enviado no mesmo dia, nestes
casos as máquinas sofrem alteração da programação da produção para atender
esta demanda.
2.4.1 Oportunidades de melhoria
A carga máquina é verificada somente no plano agregado, porém é uma visão
macro, verifica-se a capacidade produtiva do mês, sem um detalhamento maior. Não
havendo balanceamento dos recursos ao longo das semanas, a produção trabalhará
para atender a demanda, porém é limitada pelas máquinas e pela quantidade de
mão-de-obra, gerando assim diferenças entre o planejado e o realizado.
Para os materiais também há situações indesejadas conseqüentes destas
diferenças. Em alguns casos o material chegará antes do momento exato do
consumo, acarretando aumento do nível de estoques, ou o material poderá chegar
após o momento consumo, causando paradas de máquina, gerando perdas de
produtividades e insatisfação do cliente. Como o MRP é alimentado, simplesmente,
com as demandas dos clientes e as cargas não eram distribuídas, em uma semana
havia sobrecarga no GM xx, em outra semana isto ocorria no GM yy.
A programação da produção não verifica o MRP, simplesmente atende o
pedido, induzindo ao aumento de estoques para alguns componentes e falta de
outros. A solução encontrada para não permitir que falte material é aumentar o
estoque em processo. Para atender esta demanda da produção é necessário

50
aumentar o estoque de segurança dos componentes. Há também, por dificuldade no
controle de estoque, baixa acuracidade nos estoques.
Com estoque em processo dilatado, a visibilidade do fluxo de materiais torna-
se comprometida, assim como a programação da produção. O lead time está maior
que a necessidade real, também em função dos grandes estoques. Optou-se por
controlar visualmente o estoque WIP, contando diariamente alguns materiais. Outra
conseqüência é o excesso de transporte, há grande deslocamento de materiais.
Há também um grande número de retrabalhos, o risco de avarias, problemas
de qualidade encontrados muito tempo depois do defeito ocorrer, gerando estoques
de peças defeituosas. A qualidade encontra grande dificuldade para rastrear defeitos
e é comum encontrar altos custos por defeitos e retrabalhos.
A capacidade de mão-de-obra é outro recurso que é comprometido pelo
elevado número de retrabalho, refugos, inspeção de peças interditadas,
desmontagem de materiais acabados ou semi-acabados. As interrupções nas
atividades produtivas são freqüentes pelos motivos acima citados. Outra
conseqüência das interrupções nas atividades produtivas são as paradas de
máquinas, ou seja, mais perda de produtividade.
Um ponto preocupante é a ausência de estoque de produto acabado, há um
cliente que pode solicitar material para o mesmo dia do pedido. Isto demanda de um
esforço enorme para poder atender o cliente. Estimulando ainda mais o aumento do
estoque em processo.
2.5 PROPOSTA PARA PROCESSO DE PLANEJAMENTO
Segundo Corrêa, Gianesi e Caon (2001) o planejamento da capacidade e de
materiais é de responsabilidade da manufatura, o intuito é elaborar alternativas de
planos para atender a demanda.
Assim sendo, será seguido a estrutura de planejamento que Corrêa, Gianesi e
Caon (2001) propõem para realizar o planejamento de materiais e capacidade,
conforme Figura 14. O objetivo é seguir detalhadamente os passos que o autor
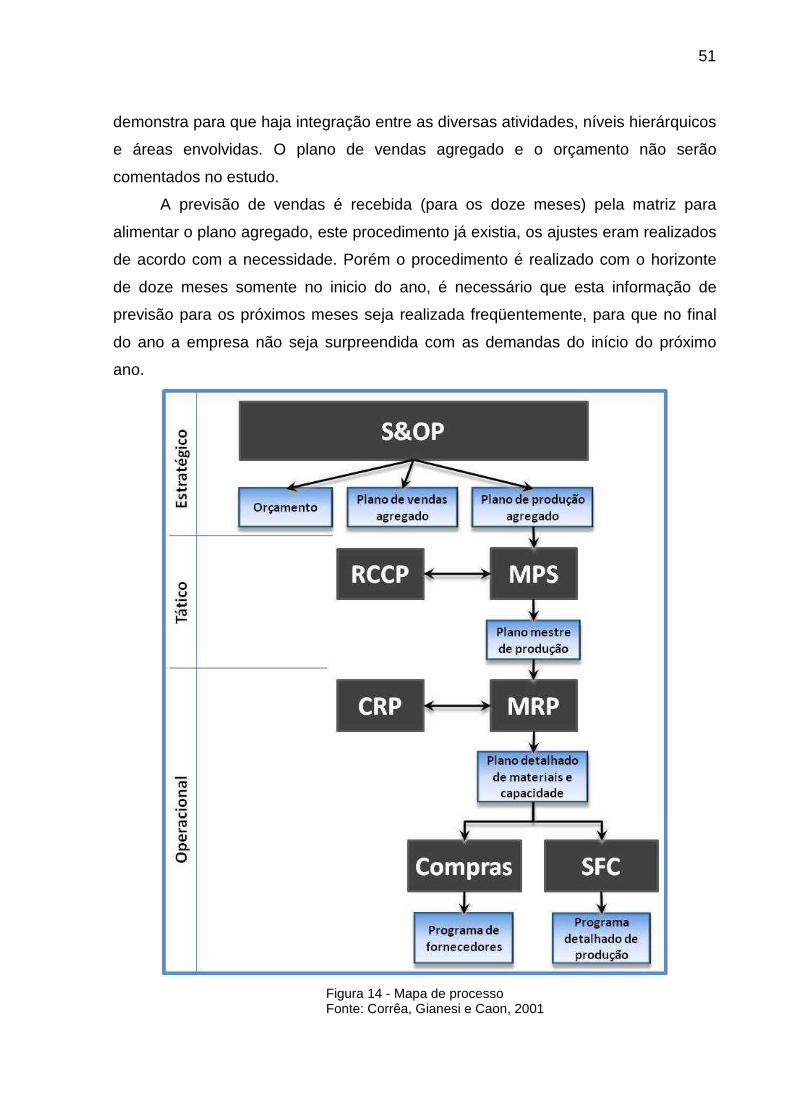
51
demonstra para que haja integração entre as diversas atividades, níveis hierárquicos
e áreas envolvidas. O plano de vendas agregado e o orçamento não serão
comentados no estudo.
A previsão de vendas é recebida (para os doze meses) pela matriz para
alimentar o plano agregado, este procedimento já existia, os ajustes eram realizados
de acordo com a necessidade. Porém o procedimento é realizado com o horizonte
de doze meses somente no inicio do ano, é necessário que esta informação de
previsão para os próximos meses seja realizada freqüentemente, para que no final
do ano a empresa não seja surpreendida com as demandas do início do próximo
ano.
Figura 14 - Mapa de processo
Fonte: Corrêa, Gianesi e Caon, 2001

52
O passo seguinte do planejamento é a análise de nível tático. As demandas
de pedidos e previsões são inseridas no MPS, aplica-se a ferramenta para os três
meses seguintes com períodos semanais. A ferramenta coordenará a demanda com
seus recursos de forma a estabelecer taxas adequadas de produção de produtos
finais. Neste ponto é verificado saldo em estoque de produtos acabados, pode-se
levantar a possibilidade de fazer estoque estratégico de algum item. A Tabela 2
mostra o MPS de uma família de produtos.
Tabela 2 - MPS inicial Março
6-mar 13-mar 20-mar 27-mar Itens Família A
KW 1 KW 2 KW 3 KW 4
Item 12 1831100000 Demanda 50 0 0 0
Estoque atual 0 Estoque 0 0 0 0
1831100000 Produção 50 0 0 0
Item 13n 1832100000 Demanda 90 0 200 90
Estoque atual 0 Estoque 0 0 0 0
1832100000 Produção 90 0 200 90
Item 14n 1833100000 Demanda 30 0 0 0
Estoque atual 0 Estoque 0 0 0 0
1833100000 Produção 30 0 0 0
Item13e 1832108000 Demanda 180 150 170 190
Estoque atual 50 Estoque 15 10 0 0
1832108000 Produção 145 145 160 190
Item 14e 1833108000 Demanda 72 150 120 80
Estoque atual 15 Estoque 15 0 0 0
1833108000 Produção 72 135 120 80
Item 15 1834108000 Demanda 170 180 204 180
Estoque atual 93 Estoque 90 90 66 50
1834108000 Produção 167 180 180 164
Demanda 592 480 694 540 Estoque 158 120 100 66 50 PMP Família 554 460 660 524
Fonte: Primária, 2009
O Plano Mestre de Produção verifica somente o estoque de produtos
acabados, conforme apresenta a Tabela 2. Os dados indicam que o saldo em
estoque dos componentes e matéria-prima não é verificado no plano. Isto simplifica
e acelera o cálculo nesta etapa. O Item 15 mostra que há saldo em estoque atual de

53
93 unidades e foi optado estrategicamente por manter o estoque final em 50
unidades.
Nesse sentido, é realizado um balanceamento semanal, com a ferramenta
RCCP, distribuindo as demandas ao longo dos períodos, analisando os impactos de
possíveis atrasos e antecipações da produção, garantindo de forma aproximada que
a capacidade necessária para o MPS será viável.
Neste ponto é possível visualizar a ociosidade de alguns recursos, alocando
mão-de-obra para outros recursos que estão sobrecarregados. Solucionando esta
situação, por exemplo, com férias para algumas pessoas caso haja necessidade e
ociosidade suficiente para interromper um turno de produção. No caso de
sobrecarga em vários recursos, pode-se contratar mais pessoas ou então distribuir
as quantidades além da capacidade para outros períodos.
Figura 15 - Análise inicial do RCCP Fonte: Primária, 2009
Na análise da Figura 15 pode-se perceber que na terceira semana (KW3) a
carga de atividades ultrapassou um turno de trabalho, indicando a inviabilidade para
a realização do planejado. É necessário que as quantidades alocadas na semana

54
três sejam alteradas, pois há ociosidade em outras semanas, não sendo necessário
aplicar horas extras. A Tabela 3 apresenta o MPS após o ajuste das quantidades
semanais.
Tabela 3 - MPS final Março
6-mar 13-mar 20-mar 27-mar Itens Família A
KW 1 KW 2 KW 3 KW 4
Item 12 1831100000 Demanda 50 0 0 0
Estoque atual 0 Estoque 0 0 0 0
1831100000 Produção 50 0 0 0
Item 13n 1832100000 Demanda 90 0 200 90
Estoque atual 0 Estoque 20 110 0 0
1832100000 Produção 110 90 90 90
Item 14n 1833100000 Demanda 30 0 0 0
Estoque atual 0 Estoque 0 0 0 0
1833100000 Produção 30 0 0 0
Item13e 1832108000 Demanda 180 150 170 190
Estoque atual 50 Estoque 15 10 0 0
1832108000 Produção 145 145 160 190
Item 14e 1833108000 Demanda 72 150 120 80
Estoque atual 15 Estoque 15 0 0 0
1833108000 Produção 72 135 120 80
Item 15 1834108000 Demanda 170 180 204 180
Estoque atual 93 Estoque 64 64 40 50
1834108000 Produção 141 180 180 190
Demanda 592 480 694 540 Estoque 158 114 184 40 50 PMP Família 548 550 550 550
Fonte: Primária, 2009
Na Figura 16 é possível verificar que as quantidades semanais inseridas no
MPS não ultrapassam o limite da capacidade disponível. Além disso, houve um
balanceamento da carga de trabalho ao longo das semanas. As quantidades
produzidas do item 13n foram antecipadas, assim como o item 15.

55
Figura 16 - Análise final do RCCP
Fonte: Primária, 2009
A análise do RCCP auxilia a criação de um plano de produção de produtos
finais viável, antes mesmo de chegar ao processo de MRP e CRP, reduzindo o
tempo de ajustes nas próximas ferramentas a ser utilizadas. Assim sendo, o nível
tático tem condições de analisar e tomar ações para que o cliente seja atendido com
maior antecedência.
Outra vantagem desta ferramenta é de apoiar as decisões de quantidades a
serem produzidas, muito importante em casos onde não há capacidade suficiente
para atender ao plano de vendas. Lembrando que os problemas de capacidade não
serão tão expressivos, pois a capacidade já foi verificada no plano agregado de
produção, ou seja, serão encontradas apenas pequenas divergências de
capacidade.
O próximo passo é levar estas informações de quantidades em seus devidos
períodos para o MRP, onde são geradas OP e OC planejadas. O tipo de plano
utilizado para rodar o MRP é o PP (Plano de produção), sendo que o MRP irá
“explodir” as necessidades de materiais sem verificar o saldo em estoque dos itens
do próprio plano, que geralmente, são produtos acabados, para os demais níveis da
estrutura de produto são verificados os saldos em estoque.

56
Após o cálculo do MRP, o CRP será acionado, lembrando que o RCCP irá
verificar a capacidade dos recursos, porém não é totalmente detalhado. Já o CRP,
irá calcular a capacidade de todos os centros de trabalho (WC). Por exemplo: para
os casos em que algum recurso não possua capacidade suficiente, é importante
reduzir as quantidades de itens que passam por aquele WC e então rodar o cálculo
novamente. Por exemplo, se o CRP mostrar que alguma máquina não conseguirá
produzir todo o material inserido num determinado período e mesmo assim
confirmarmos as ordens de compra, certamente ocorrerá o aumento do estoque de
alguns componentes (os componentes que fazem parte da estrutura dos itens que
não serão produzidos), pois não será possível consumir todos estes componentes.
Caso as ordens de produção sejam liberadas, não será possível cumprir a
programação de produção.
Na Figura 17 o recurso verificado é o mesmo que o analisado no MPS, pois
dessa forma é possível analisar melhor a diferença entre o RCCP e o CRP.
Figura 17 - Gráfico CRP
Fonte: Primária, 2009

57
Comparando com a Figura 16 é notável que na primeira semana a carga na
máquina analisada está mais ociosa que na análise do RCCP. Quando o item 15
passa por este WC, ainda não tem o código de identificação do ultimo nível na
estrutura de produto, ou seja, é um item semi-acabado. Neste caso o MRP verificou
o saldo de estoque deste item de 90 unidades, e desta forma, reduziu em 90 peças
a quantidade da ordem de produção deste item para o período em análise.
Na semana 01 há ociosidade de aproximadamente 0,25 turnos, permitindo
estudar alternativas, como por exemplo, antecipar a produção de itens da semana
seguinte, ou então aproveitar esta disponibilidade para realizar manutenção
preventiva ou treinamentos aos operadores.
Enquanto o RCCP analisa somente o recurso restritivo, o CRP analisa todos
os centros de trabalho envolvidos na produção dos itens do plano. Há mais uma
diferença entre o CRP e o RCCP, o primeiro visualizará saldo em estoque em todos
os níveis da estrutura de produtos (informação obtida pelo MRP), enquanto o
segundo verifica somente saldo em estoque de produtos acabados (informação
obtida pelo MPS).
Feito a análise de capacidade, já será possível confirmar as ordens
planejadas. Os materiais importados têm tempos de ressuprimento de fornecedor de
até 60 dias, adicionando ainda, tempo ressuprimento de compras, tempo de controle
de qualidade. Considerando estes tempos, é necessário comprar os componentes
com até 90 dias antes de sua utilização. Porém as ordens de compra são
confirmadas somente para os próximos 30 dias. As ordens de produção são
confirmadas semanalmente.
2.6 PROPOSTA PARA CONTROLE CHÃO DE FÁBRICA
Para o chão de fábrica (SFC), o ERP contém um módulo chamado Chão de
fábrica, porém devido a sua complexidade e dificuldade de acompanhamento da
produção em geral, é mais interessante aplicar soluções de gestão visual de
produção. Assim, a produção tem condições de acompanhar o andamento da

58
produção, inclusive pessoas de outras áreas sem conhecimento detalhado do
sistema produtivo.
2.6.1 Kanban
Segundo Moura (1992), esta ferramenta pode ser introduzida a qualquer
momento com qualquer nível de estoque, porém além de controlar o estoque, o
Kanban é um identificador de problemas e desta forma, tem o propósito de aumentar
a produtividade.
Inicialmente, o Kanban não será utilizado como um todo, sendo o controle dos
estoques intermediários o maior foco nesta etapa. A partir do momento em que o
fluxo de materiais ocorrer de maneira natural, vencidas as resistência existente nos
colaboradores envolvidos no processo e a percepção dos ganhos que a ferramenta
traz, será viável otimizar ainda mais os estoques nos supermercados. Desta forma,
possibilitará a melhoria continua nos processos, identificando problemas do tipo:
setups longos, gargalos, qualidade, manutenção, layout, etc. O propósito é utilizar a
ferramenta trazendo simplicidade e controle visual.
A proposta é a criação de dois painéis ou quadros, um próximo da última
operação e outro após o processo de lavação. Ou seja, um supermercado de ACA e
outro de semi-fabricado, reduzindo os demais estoques em apenas um lote, desta
forma é possível manter um estoque intermediário controlado sem grandes
investimentos, apenas com a organização e materiais simples como quadros, fitas,
cartões e treinamento.
A Figura 18 mostra o layout do processo de fabricação com a aplicação de
dois supermercados (estoque controlado).

59
Figura 18 - Fluxo de materiais entre operações - proposta Fonte: Primária, 2009
O painel de produção conterá os cartões Kanban que acionam a produção
quando for expedida uma caixa. Porém, um de nossos clientes necessita de um
tratamento diferenciado, o faturamento (levando em consideração que o faturamento
ocorre no momento da expedição) é realizado uma vez por semana, ou seja, estas
quantidades são produzidas ao longo de uma semana para então serem expedidas.
Caso fosse aplicado Kanban para atender a demanda deste cliente, seria necessário
um estoque de ACA dos itens para uma semana de produção, ou a quantidade total
a ser entregue para o cliente, inviabilizando o uso de cartão Kanban para este
cliente no painel de produtos acabados. Além disso, seria necessário estocar todos
os itens que este cliente poderia solicitar.
A Solução encontrada foi a criação de OP no último processo e puxar as
operações anteriores. Ou seja, no painel onde está a última operação haverá
cartões Kanban e também OP, conforme Figura 19. Neste painel, os cartões terão
prioridade um, pois a reposição destes itens deve ser o mais rápido possível para
que o próximo pedido, que poderá ser no dia seguinte, possa ser atendido. As OP
terão prioridade dois, estas quantidades têm o prazo de uma semana para ser
entregue, lembrando que a necessidade de entregar dentro do prazo solicitado pelo
cliente tem mesma importância para os dois tipos de clientes. O segundo quadro, da
área de usinagem, conterá somente cartões Kanban.

60
Figura 19 - Quadro de produção Kanban + OP
Fonte: Primária, 2009
Como o MRP calculou as quantidades dos itens que são puxados pelo cartão
Kanban?
O cliente regularmente passa uma previsão de quantidades no mês, no MPS
estas quantidades já são consideradas, assim como no MRP, e a capacidade
produtiva já considera estas quantidades no RCCP e no CRP, garantindo que
haverá capacidade e componentes suficientes para atender o cliente.
Havendo diferença entre as informações enviadas pelo cliente sobre PV e
Pedido firmes, haverá uma alteração nos níveis de estoque. Quando o pedido é
menor que a previsão, os estoques aumentam, quando o pedido é maior que a PV,
haverá falta de material. Para evitar que não ocorra falta de material, o MRP deve
considerar um estoque de segurança, parametrizado no próprio sistema.
A redução estimada com a utilização dos quadros associando OP e cartão
Kanban é de 35%. Este percentual pode ser melhorado com a redução do setup nos
centros de usinagem tendo como objetivo atingir tempos menores que 10 minutos,

61
conhecido como SMED (Single minute exchange of die). Com esta melhoria pode-se
reduzir os estoques em 47% comparando com a situação atual.
Com a utilização do Kanban é possível manter um estoque em processo
controlado, pois o número de cartões limita a quantidade de caixas (lotes) no
processo produtivo. Verificou-se que houve aumento no nível de estoque de alguns
itens em certos processos, porém, a redução no estoque ainda foi expressiva.
2.7 MEDINDO O NÍVEL DOS ESTOQUES
É de extrema importância saber como estão os níveis de nossos estoques,
para saber se está sendo trabalhado dentro dos objetivos estabelecidos, o estoque
não pode ser mais considerado como um ativo.
Segundo Davis, Aquilano e Chase (2001) empresas costumam acumular
grandes investimentos em seus estoques, o custo para manter estes estoques é de
30%, ou mais, em relação ao seu valor, num período de um ano. Outra vantagem na
redução de estoques é o aumento no nível de qualidade e performance.
2.7.1 Análise ABC
A classificação ABC trará uma visibilidade privilegiada dos itens em relação à
sua importância no resultado financeiro, os itens com grandes valores acumulados
por seu alto custo, pela grande quantidade armazenada ou pela combinação destes
fatores estarão em evidência.

62
Tabela 4 - Análise ABC
Item Preço (R$) Consumo mensal (pç) Total (R$) ABC
183110230137 R$ 322,40 26.335 R$ 8.490.391 A
61710104911 R$ 257,35 26.485 R$ 6.816.007 A
5223800074 R$ 35,01 115.505 R$ 4.044.003 A
53610236057 R$ 101,81 26.485 R$ 2.696.568 A
31420322277 R$ 14,63 115.505 R$ 1.689.954 A
117713000068 R$ 42,07 16.800 R$ 706.734 B
21913800046 R$ 24,02 26.485 R$ 636.236 B
31420201188 R$ 4,52 115.505 R$ 522.129 B
723200628 R$ 2,41 171.850 R$ 414.760 B
61710322231 R$ 12,68 26.485 R$ 335.880 B
59110200862 R$ 12,24 26.485 R$ 324.129 B
5361800036 R$ 21,52 13.700 R$ 294.872 B
61710219231 R$ 9,13 25.875 R$ 236.151 C
128710200870 R$ 90,45 2.220 R$ 200.792 C
7460800022 R$ 63,36 2.220 R$ 140.665 C
59110834623 R$ 18,36 7.210 R$ 132.358 C
90809201683 R$ 4,93 26.485 R$ 130.449 C
59110805845 R$ 210,02 610 R$ 128.112 C
61710235651 R$ 4,40 26.325 R$ 115.880 C
123200521 R$ 0,26 409.700 R$ 106.932 C
TOTAL R$ 30.155.408
Total R$ 30.155.408
A (80%) R$ 24.124.326
B (10%) R$ 27.139.867
C (10%) R$ 30.155.408
Fonte: Primária, 2009
Conforme já mencionado no capítulo 2.3, os dados foram alterados, porém a
proporção de alguns desses dados foram mantidos para que os resultados
pudessem ser mensurados com qualidade. A lista completa da análise ABC está em
anexos, na Tabela 8.
Com esta análise, verifica-se que há cinco itens na classificação A
(totalizando cinco por cento), sete itens na classificação B (oito por cento) e 80 itens
pertencentes à classificação C (com oitenta e sete por cento dos itens analisados).
Após os resultados obtidos com a Tabela 4, conclui-se que ao analisar
somente doze itens, será feito um controle de noventa por cento do valor aplicado
nos estoques. Ou seja, será muito mais simples e rápido reduzir custos de estoques
focando estes itens. Os itens C podem ficar para uma segunda etapa. É importante

63
salientar que esta análise deve ser realizada periodicamente, pois os preços e
principalmente o consumo oscilam com o passar do tempo.
2.7.2 Cobertura dos estoques
A opção pelo método para medir o estoque foi o de alcance (cobertura).
Verifica-se o estoque atual e a média de consumo do item de acordo com a previsão
de venda. Optou-se por utilizar a PV (previsão de vendas) por considerar que o
histórico de consumo (informações do passado) do item não atende as
necessidades da empresa. Se um item estiver em final de ciclo, haverá uma redução
no consumo deste item, se estivermos utilizando a PV será possível considerar esta
redução, tornando a ferramenta mais eficiente, segue Tabela 5.
Tabela 5 - Alcance do estoque
Item Consumo
mensal (pç)
Estoque atual (pç)
Preço (R$) Alcance (mês)
Valor estoque (R$)
Valor a reduzir (R$)
183110230137 26.335 55290 322,400 2,10 17.825.468 844.687 61710104911 26.485 990 257,354 0,04 254.780 0 5223800074 115.505 122490 35,012 1,06 4.288.559 0
53610236057 26.485 53735 101,815 2,03 5.471.024 77.888 31420322277 115.505 120890 14,631 1,05 1.768.742 0
117713000068 16.800 23800 42,068 1,42 1.001.207 0 21913800046 26.485 71805 24,023 2,71 1.724.936 452.464 31420201188 115.505 148820 4,520 1,29 672.726 0
723200628 171.850 290010 2,414 1,69 699.939 0 61710322231 26.485 82180 12,682 3,10 1.042.199 370.438 59110200862 26.485 70145 12,238 2,65 858.449 210.191 5361800036 13.700 36880 21,524 2,69 793.787 204.043
61710219231 25.875 59985 9,127 2,32 547.459 75.158 128710200870 2.220 5695 90,447 2,57 515.096 113.511
7460800022 2.220 6445 63,362 2,90 408.371 127.042 59110834623 7.210 116670 18,358 16,18 2.141.781 1.877.065 90809201683 26.485 68610 4,925 2,59 337.932 77.033 59110805845 610 7115 210,019 11,66 1.494.284 1.238.061 61710235651 26.325 69590 4,402 2,64 306.328 74.568
123200521 409.700 409265 0,261 1,00 106.818 0 42.259.882 5.742.149 Média (mês) 3,18
% a
Reduzir(R$) 13,59%
Fonte: primária, 2009

64
A Tabela 5 detalha o processo de obtenção do alcance de estoque. Além da
informação de alcance do estoque a planilha já verifica o excesso de estoque,
detalhando o percentual (R$) possível de reduzir, mantendo um estoque de
segurança de dois meses (componentes importados com transporte marítimo).
Na análise dos vinte primeiros itens da curva ABC, a média dos estoques é de
3,18 meses, ou seja, 1,18 maior que o planejado. É possível reduzir em 13,59% o
valor do estoque. Esta análise, em princípio, é utilizada para itens com demanda
independente, sendo neste momento, uma forma auxiliar para analisar o nível dos
estoques.
O MRP planejará somente o necessário para produzir os itens incluídos no
plano, verificando estoques de componentes e semi-acabados. Lembrando que o
MRP contém uma infinidade de parâmetros, no qual serão relevados no momento do
cálculo das necessidades. É extremamente importante conhecer todas as
funcionalidades do MRP para que não haja surpresas como estoques elevados ou a
falta por motivos de má parametrização.

65
CONSIDERAÇÕES FINAIS
O presente estudo possibilitou aplicar ferramentas de administração da
produção e materiais, focando redução de estoque, com análise de capacidade
produtiva e gestão visual no chão de fábrica, integrando os processos de curto,
médio e longo prazo.
Para uma aplicação consistente, a revisão bibliográfica proporcionou maior
conhecimento destas ferramentas. Sendo que, o embasamento científico foi
relevante para obter um resultado expressivo. Percebe-se, também, que somente a
experiência teórica não esclarece todos os obstáculos que podem ser enfrentados
na prática, porém é fundamental para obter sucesso de forma consistente.
Neste sentido, inicialmente foi desenvolvido um planejamento de materiais em
função da capacidade produtiva, por meio do uso de ferramentas como Plano
agregado de produção, RCCP, MPS, MRP, CRP. Por meio desta ação obteve-se
maior confiabilidade no planejamento, sendo possível identificar as alterações
gradativas, porém pouco perceptíveis, do mercado.
A partir disso, a organização poderá trabalhar com informações consistentes
que conferem maior coerência ao planejamento desde o nível estratégico até o
operacional. Isso contribui para tomada de decisão de forma mais segura e
antecipada.
Os benefícios advindos da aplicação das ferramentas da administração
mencionadas anteriormente estão voltados à melhoria no aproveitamento da
capacidade produtiva e também um balanceamento desta capacidade ao longo do
tempo, podendo otimizar o aproveitamento dos recursos da organização.
Um dos propósitos fundamentais da pesquisa foi a compra de materiais na
quantidade e no momento exato, contribuindo para o controle de estoques, sendo
constatado o alcance dos itens.

66
Outra vantagem pode ser observada no aproveitamento da mão-de-obra visto
que é possível prever ociosidades e gargalos nas operações. Neste sentido, as
horas-extras poderão ser focadas nas restrições produtivas, aumentando
diretamente o faturamento da empresa.
O estudo de controle do estoque em processo foi realizado com o uso do
cartão Kanban. Com isso foi possível obter maior visibilidade do processo produtivo,
mais especificamente no fluxo de materiais. Possibilitando que todos tenham
conhecimento sobre o está sendo e o que deverá ser produzido.
Tabela 6 - Redução de WIP Redução estimada de WIP 35%
Redução estimada de WIP com setup reduzido 47% Fonte: Primária, 2009
Como aspecto principal da aplicação desta ferramenta, foi verificado o
controle de estoques em processo, conforme Tabela 6, gerando benefícios como:
redução expressiva do lead time, melhoria da qualidade por meio da identificação
imediata dos defeitos no produto. A equipe apresenta maior comprometimento com
resultados devido à dependência entre as operações. A manutenção se torna mais
ativa, pela necessidade de atuar imediatamente nos problemas.
A análise de cobertura dos estoques com a pré-classificação dos itens em A,
B e C permitiu concentrar os esforços nos itens de maior impacto com relação aos
seus custos. O resultado foi a identificação de doze componentes, integrantes da
classe A e B, que concentram 90% do valor em estoques. Nos 20 primeiros itens foi
identificado um excedente de 1,18 meses de cobertura para a classe A, B e mais
oito itens da classe C, correspondendo a 13,59% do valor em estoques destes itens,
conforme Tabela 7.
Tabela 7 - Resultado da análise de cobertura Cobertura excedente de estoque (meses) 1,18
% a Reduzir (R$) 13,59% Fonte: Primária, 2009
Nesse sentido, é possível obter uma visão geral dos estoques, mesmo sendo
uma ferramenta apropriada para o uso em itens de demanda independente, pode-se
obter uma análise importante, permitindo identificar a existência de possíveis

67
incoerências na parametrização de itens no sistema ERP ou até mesmo no próprio
plano do MRP. Visto que o MRP já considera todos os saldos em estoques dos
itens, criando necessidades somente quando necessário.
Importante salientar que se deve realizar, também, a análise dos itens classe
C, podendo ser realizado com menor freqüência. Alguns itens desta classe, mesmo
não afetando expressivamente no resultado financeiro, podem ocupar espaço
significativo nos estoques, podendo tornar-se obsoletos e dificultando as atividades
de armazenagem.
Em virtude desses resultados e da necessidade de manter controle de
estoques o mais baixo possível, pode-se tratar este tema com uma amplitude maior,
sendo proposta a elaboração de outros estudos como: aplicação de Kanban para
componentes, controlando assim, os componentes em processo; aplicação de
Kanban para fornecedores, criando um elo maior e reduzindo ainda mais os
estoques; aplicar TOC no grupo de máquina restritivo utilizado no MPS para
aumentar a eficiência do sistema produtivo; compartilhar informações de demandas
futuras com os fornecedores permitindo sua preparação para tal; incluir o
planejamento totalmente ao ERP da organização, eliminando as vulnerabilidades
das planilhas com relação a erros humanos e por último, integrar área financeira
para processo de planejamento, identificando possíveis restrições neste sentido.
Pode-se concluir que um grande desafio sempre será a busca do equilíbrio
entre o nível dos estoques, os recursos financeiros disponíveis e o nível de serviço
ao cliente. Obter a equação de quanto manter em estoque com menos risco de
faltas de materiais, é necessário que as empresas sejam dinâmicas para responder
de forma rápida as movimentações do mercado. A utilização de ferramentas
informatizadas será fundamental para obter informações em tempo real em muitas
atividades da organização.

68
REFERÊNCIAS
ARNOLD, J. R. Tony. Administração de materiais: uma introdução . São Paulo, 1999. BREMER, Carlos Frederico; AZEVEDO, Rodrigo Cambiachi; MATHEUS, Leandro de Freitas. O retrato do processo de sales & operations plannin g (S&OP) no Brasil – Parte 1 . 2008. Disponível em: <http://www.axiaconsulting.com.br/down/S&OP1.pdf> acesso em: 25 de abril de 2009. BREMER, Carlos Frederico; LENZA, Rogério de Paula. Um modelo de referência para gestão da produção em sistemas de produção assembly to order – ATO e suas múltiplas aplicações. Scielo Brasil , São Carlos, dez. 2000. Disponível em:< http://www.scielo.br/scielo.php?pid=S0104-530X2000000300006&script=sci_arttext> acesso em: 03 mai 2009. CHIAVENATO, Idalberto. Administração de materiais: uma abordagem Introdutória . São Paulo: Campus, 2005. CORRÊA, H. L.; GIANESI, I. G. N. Just-In-Time, MRP II e OPT- Um enfoque estratégico . São Paulo: Atlas, 1993. CORRÊA, Henrique L.; GIANESI, Irineu G. N.; CAON, Mauro. Planejamento, programação e controle da produção: MRP II, ERP: co nceitos, uso e implantação . São Paulo, 2001. CORRÊA, Henrique L.; GIANESI, Irineu G. N.; CAON, Mauro. Sistemas híbridos com o MRPII/ERP . 2001. Disponível em: <http://www.salaviva.com.br/livro/ppcp/arquivos/transp/Cap%2002%20Conceitos%20de%20gestao%20de%20estoques.ppt> acesso em: 01 de maio 2009. CORRÊA, Henrique L.; GIANESI, Irineu G. N.; CAON, Mauro. Sistemas híbridos com o MRPII/ERP . 2001. Disponível em: <http://www.salaviva.com.br/livro/ppcp/arquivos/transp/Cap%2010%20Sistemas%20hibridos%20com%20o%20MRPII%20ERP.ppt> acesso em: 01 de maio 2009. COX III, James F.; SPENCER, Michael S. Manual da teoria das restrições . Porto Alegre: Bookman, 2002.

69
DAVIS, Mark M.; AQUILANO, Nicholas J.; CHASE, Richard B. Fundamentos da administração da produção . Porto Alegre: Bookman, 2001. FLEXITROL. Quadro Kanban . 2007. Disponível em <http://www.controlesvisuais.com.br/images/kanban.jpg >. Acesso em: 01 Mai 2009. GIL, Antônio Carlos. Como elaborar projetos de pesquisa . São Paulo: Atlas, 2002. MARTINS, Petrônio G.; LAUGENI, Fernando P. Administração da produção . São Paulo, 2006. MOREIRA, Daniel A. Administração da produção e operações . São Paulo: Pioneira, 1993. MOURA, Reinaldo Aparecido. Kanban – A simplicidade do controle da produção . São Paulo: IMAM, 1992. NOGUEIRA, Amarildo. Classificação ABC para melhor gestão do estoque . 2006. Disponível em: <http://www.ogerente.com.br/novo/index.php>. Acesso em: 25 Abr, 2009. PACE, João Henrique. O Kanban na prática . Rio de Janeiro: Qualitymark, 2003. PINTO, João Paulo. Gestão de operações na indústria e nos serviços . Lisboa: Lidel, 2006 PLOSSL, George W. Material requirement planning . Nova Iorque: McGraw-Hill, 1995. RICHARDSON, Roberto. Pesquisa social . São Paulo: Atlas, 1999. RITZMAN, Larry P.; KRAJEWSKI, Lee J. Administração da produção e operações . São Paulo, 2004. SHINGO, Shigeo. Sistemas de produção com estoques zero: o sistema s hingo para melhorias contínuas . Porto Alegre: Artes Médicas, 1996. SLACK, Nigel, CHAMBERS, Stuart, JOHNSTON, Robert. Administração da produção . São Paulo: Atlas, 2008. SLACK, Nigel. Vantagem competitiva em manufatura: atingindo compe titividade nas operações industriais . São Paulo: Atlas, 1993. TRIVIÑOS, Augusto Nibaldo Silva. Metodologia científica . São Paulo: Atlas, 2002. VOLLMANN, Thomas E. et. al. Sistemas de planejamento e controle da produção para o gerenciamento da cadeia de suprimentos . Porto Alegre: Bookman, 2006. WALLACE, Thomas F. Planejamento de vendas e operações: guia prático . São Paulo: Imam, 2001.

70
APÊNDICE
Tabela 8 - Lista completa da análise ABC Item Preço Consumo
mensal Total ABC
183110230137 R$ 322,40 26.335 R$ 8.490.391 A
61710104911 R$ 257,35 26.485 R$ 6.816.007 A
5223800074 R$ 35,01 115.505 R$ 4.044.003 A
53610236057 R$ 101,81 26.485 R$ 2.696.568 A
31420322277 R$ 14,63 115.505 R$ 1.689.954 A
117713000068 R$ 42,07 16.800 R$ 706.734 B
21913800046 R$ 24,02 26.485 R$ 636.236 B
31420201188 R$ 4,52 115.505 R$ 522.129 B
723200628 R$ 2,41 171.850 R$ 414.760 B
61710322231 R$ 12,68 26.485 R$ 335.880 B
59110200862 R$ 12,24 26.485 R$ 324.129 B
5361800036 R$ 21,52 13.700 R$ 294.872 B
61710219231 R$ 9,13 25.875 R$ 236.151 C
128710200870 R$ 90,45 2.220 R$ 200.792 C
7460800022 R$ 63,36 2.220 R$ 140.665 C
59110834623 R$ 18,36 7.210 R$ 132.358 C
90809201683 R$ 4,93 26.485 R$ 130.449 C
59110805845 R$ 210,02 610 R$ 128.112 C
61710235651 R$ 4,40 26.325 R$ 115.880 C
123200521 R$ 0,26 409.700 R$ 106.932 C
6360300719 R$ 3,36 31.840 R$ 106.877 C
33010200840 R$ 11,47 9.240 R$ 105.990 C
32910200867 R$ 9,42 10.920 R$ 102.870 C
2160217612 R$ 9,28 9.500 R$ 88.205 C
10213800082 R$ 7,56 10.920 R$ 82.608 C
6360238663 R$ 8,62 9.500 R$ 81.852 C
10513800032 R$ 8,38 9.240 R$ 77.458 C
6360201149 R$ 5,53 13.700 R$ 75.784 C
55010334686 R$ 2,84 26.485 R$ 75.117 C
49510322264 R$ 6,59 10.920 R$ 71.967 C
34310314582 R$ 1,46 48.865 R$ 71.524 C
139310201163 R$ 2,66 26.485 R$ 70.389 C
49610322211 R$ 7,30 9.240 R$ 67.426 C
87720200731 R$ 10,95 5.920 R$ 64.847 C
90809201766 R$ 2,85 19.275 R$ 54.841 C
61710230162 R$ 356,70 150 R$ 53.505 C
106910231446 R$ 2,52 20.160 R$ 50.876 C
760409200658 R$ 1,77 26.635 R$ 47.056 C
90809201951 R$ 2,27 20.160 R$ 45.771 C

71
6360206480 R$ 2,39 18.950 R$ 45.224 C
3860231457 R$ 3,30 13.700 R$ 45.148 C
34310226924 R$ 0,80 52.970 R$ 42.636 C
87720332380 R$ 7,11 5.920 R$ 42.070 C
24113800018 R$ 17,90 2.220 R$ 39.736 C
760409200976 R$ 2,65 13.200 R$ 34.915 C
69710234270 R$ 1,05 26.485 R$ 27.801 C
22410201119 R$ 1,37 20.160 R$ 27.633 C
78510214677 R$ 11,20 2.220 R$ 24.866 C
760309207828 R$ 0,91 26.485 R$ 24.178 C
78510219236 R$ 9,64 2.220 R$ 21.401 C
69710322274 R$ 9,17 2.220 R$ 20.348 C
2160218543 R$ 2,08 9.500 R$ 19.799 C
7260201177 R$ 1,31 13.700 R$ 18.010 C
34310214643 R$ 0,34 48.865 R$ 16.770 C
102120232454 R$ 2,83 5.920 R$ 16.725 C
760309208068 R$ 0,61 26.485 R$ 16.082 C
35320201035 R$ 1,04 11.840 R$ 12.304 C
760309202267 R$ 1,83 5.920 R$ 10.807 C
760309207717 R$ 0,44 19.275 R$ 8.570 C
7360238321 R$ 0,56 13.700 R$ 7.665 C
760309207929 R$ 0,35 20.160 R$ 7.040 C
32910234277 R$ 0,34 20.160 R$ 6.919 C
90809200833 R$ 2,78 2.220 R$ 6.161 C
760309207557 R$ 0,20 26.635 R$ 5.226 C
67910201181 R$ 2,15 2.220 R$ 4.765 C
760309208222 R$ 0,35 13.050 R$ 4.588 C
87720208320 R$ 0,70 5.920 R$ 4.140 C
760309202641 R$ 0,68 5.920 R$ 3.996 C
40210234270 R$ 1,78 2.220 R$ 3.959 C
68110214789 R$ 0,63 5.920 R$ 3.731 C
32910217159 R$ 0,17 20.160 R$ 3.484 C
68110219162 R$ 0,44 5.920 R$ 2.588 C
60610207846 R$ 0,18 13.700 R$ 2.515 C
560219082 R$ 0,26 9.500 R$ 2.445 C
76610200764 R$ 14,94 150 R$ 2.241 C
24820221826 R$ 0,35 5.920 R$ 2.073 C
24820218622 R$ 0,35 5.920 R$ 2.058 C
10708900264 R$ 0,35 5.920 R$ 2.055 C
40210204427 R$ 0,73 2.220 R$ 1.612 C
760309207226 R$ 0,71 2.220 R$ 1.566 C
760409200844 R$ 1,98 310 R$ 612 C
760309202124 R$ 0,18 2.220 R$ 408 C
76610201070 R$ 2,30 150 R$ 345 C
760309208120 R$ 0,45 310 R$ 140 C
760309210054 R$ 0,51 160 R$ 82 C
760309208555 R$ 0,05 160 R$ 8 C
TOTAL R$ 30.155.408
Total R$ 30.155.408
A (80%) R$ 24.124.326
B (10%) R$ 27.139.867
C (10%) R$ 30.155.408
Fonte: Primária, 2009