universidade de sÃo paulo - sistema de...
TRANSCRIPT

0
UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
LETÍCIA MELO SILVA
Aplicação de ferramentas da qualidade para a não obstrução de roscas de porcas M6 e
M8 durante o processo de pintura a pó
Lorena
2012

1
LETÍCIA MELO SILVA
Aplicação de ferramentas da qualidade para a não obstrução de roscas de porcas M6 e
M8 durante o processo de pintura a pó
Trabalho de conclusão de Curso apresentado à
banca examinadora de Engenharia Química da
Universidade de São Paulo, como requisito
parcial para obtenção do título de Engenheira
Química, orientado pelo Prof. Dr. Messias
Borges Silva.
Lorena
2012

2
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE
TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA
FINS DE ESTUDO DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
CATALOGAÇÃO NA PUBLICAÇÃO
Biblioteca BLSTL
Escola de Engenharia de Lorena
Silva, Letícia Melo
Aplicação de ferramentas da qualidade para a não obstrução de
roscas de porcas M6 e M8 durante o processo de pintura a pó. / Letícia
Melo Silva. Lorena, 2012.
52 p.
Monografia apresentada como requisito parcial para a conclusão de Graduação do
Curso de Engenharia Química - Escola de Engenharia de Lorena da Universidade de
São Paulo.
Orientador: Messias Borges Silva
1. Controle da qualidade 2. Porcas 3. Pintura em metal. I.Título. II.
Silva, Messias Borges, orient.

3
SILVA, L. M. Aplicação de ferramentas da qualidade para a não obstrução de
roscas de porcas M6 e M8 durante o processo de pintura a pó. Projeto de Conclusão de
Curso apresentado à Universidade de São Paulo para a obtenção da Graduação em Engenharia
Química.
Aprovado em:
Banca Examinadora:
Prof. Dr. ___________________________ Instituição: _________________________
Julgamento: ________________________ Assinatura: _________________________
Prof. Dr. ___________________________ Instituição: _________________________
Julgamento: ________________________ Assinatura: _________________________

4
Dedico este trabalho primeiramente aos meus
pais, Rogis e Luciene, que me instruíram,
tornando-me a pessoa que sou hoje e me
proporcionaram a oportunidade de realizar o
sonho de me tornar Engenheira Química.
Dedico também ao meu noivo Altair, que
esteve ao meu lado, compreendendo os
momentos de dificuldade não só ao longo do
período de elaboração deste trabalho, mas
durante todo o curso.

5
AGRADECIMENTOS
À Deus, que está acima de todos, concebendo nossos sonhos, mesmo quando não
conseguimos perceber.
Aos meus pais, Rogis e Luciene, pela confiança e dedicação em me fazer feliz, pelos
conhecimentos transmitidos e pelo apoio nos momentos de dificuldades, mesmo quando a
distância.
À minha irmã Juliana, simplesmente por ser a melhor irmã que eu poderia ter.
Ao meu noivo Altair, que se fez presente em todos os momentos ao longo da minha
graduação e desenvolvimento deste trabalho, crescendo e aprendendo junto comigo,
aguentando minhas chatices, sendo namorado, companheiro e melhor amigo.
Ao José Sávio, que me acompanhou e ensinou muito durante todo o desenvolvimento deste
trabalho com suas experiências e amizade.
À Josi, pelas risadas frenéticas, amizade e compreensão que fizeram meu programa de
estágio e final da graduação mais agradável e feliz, por ser amiga e até mesmo quase mãe nos
momentos em que minha mãe não pode estar presente.
À equipe E-Coat e todos os colegas conquistados durante o programa de estágio na Iochpe
Maxion S/A, pelas oportunidades oferecidas.
À amiga Andressa, minha querida anjinha, que esteve sempre presente, mesmo à distância,
principalmente rezando por mim e por minhas conquistas.
A todos os colegas de faculdade, em especial ao amigo Tebas, primeiro e melhor amigo da
faculdade, que esteve sempre presente nos momentos de estudos, conquistas e dificuldades.
À Universidade de São Paulo, pela oportunidade de realização do curso de Engenharia
Química e todos os professores, que em algum momento transmitiram seus conhecimentos e
experiências para contribuir para o meu crescimento e, em especial ao Prof. Dr. Messias
Borges Silva, pela atenção e apoio durante o processo de definição e orientação.
À Iochpe Maxion SA, por colocar à disposição as instalações e colaboradores para a
realização deste trabalho.
A todos vocês meu muito obrigado! Sem vocês este trabalho e a graduação não seriam
possíveis.

6
“Jamais confunda conhecimento com
sabedoria. Um o ajuda a ganhar uma vida, o
outro, a construir uma vida”.
Sandra Carey

7
RESUMO
SILVA, L. M. Aplicação de ferramentas da qualidade para a não obstrução de roscas de
porcas M6 e M8 durante o processo de pintura a pó. 2012. Projeto de Conclusão de Curso
(Graduação) – Faculdade de Engenharia Química, Universidade de São Paulo, Lorena, 2012.
Na indústria automobilística o material mais utilizado para a fabricação dos componentes
estruturais é o aço carbono. Para garantir que não haja oxidação das peças, é necessária a
aplicação de uma proteção superficial. O material estudado neste projeto recebe duas camadas
de tinta por diferentes processos: Pintura por eletroforese (E-Coat) – que garante proteção de
bordas, aderência e intemperismos, exceto radiação ultravioleta (UV) – e Pintura a pó
poliéster, que garante a proteção contra UV. Entretanto, o processo de pintura a pó apresenta
alto índice de retrabalho em peças com porcas de roscas M6 e M8, obstruídas durante o ciclo
de pintura. Para evitar esse defeito, as peças que possuem rosca passam pelo processo de
pintura a pó e são protegidas para evitar a deposição da camada de tinta. O processo estudado
utiliza plugs de silicone, porém a proteção não tem se mostrado eficiente. O objetivo deste
projeto foi garantir a não obstrução das roscas em porcas M6 e M8 durante o processo de
pintura a pó poliéster, por meio do estudo e aplicação de algumas ferramentas da qualidade,
em parceria com o setor de Sistemas de Pintura Chassis e Prensados da empresa Iochpe
Maxion S/A – Site de Cruzeiro. Para a solução do problema foi desenvolvido um Ciclo
PDCA: na etapa P (Plan – Planejamento) foi feita a identificação e análise do problema,
análise do processo e estabelecimento de um plano de ação; na etapa D (Do – Execução) foi
implementado o plano de ação determinado na etapa anterior e coletados alguns dados que
foram analisados na etapa C (Check – Verificação), onde também foi verificado se as metas
planejadas foram atendidas. As informações obtidas até essa etapa permitiram a continuidade
do ciclo na etapa A (Action – Ação), com padronizações e treinamentos para garantir a
manutenção dos resultados. No desenvolvimento do PDCA foram utilizadas as seguintes
ferramentas da qualidade: Brainstorming, 5S, Análise de Modos de Falhas (FMEA), Controle
Estatístico de Processos (CEP), Diagramas de Pareto e Histogramas. Foi desenvolvido um
novo modelo de plug para a proteção das roscas no processo e, através de testes nas linhas de
pintura a pó com os novos modelos de plug, foi possível verificar que a alteração da
geometria dos plugs utilizados eliminou na totalidade a necessidade do retrabalho para esse
modo de falha, reduzindo significativamente os custos do processo.
Palavras-chave: Ciclo PDCA. Obstrução de Roscas. Pintura a Pó Poliéster.

8
ABSTRACT
SILVA, L. M. Application of quality tools for non-obstruction of M6 and M8 screws
during the process of powder coating. 2012. Projeto de Conclusão de Curso (Graduação) –
Faculdade de Engenharia Química, Universidade de São Paulo, Lorena, 2012.
In the automobile industry the material most used for manufacturing the structural
components is the carbon steel. To ensure no oxidation of the items, the application of a
superficial protection is required. The material studied in this project receives two layers of
ink, by different procedures: electrophoresis’s painting (E-Coat) – which ensures edges
protection, adherence and intemperisms, except for ultraviolet radiation (UV), and polyester
powder coating, which will ensure the protection against UV. However, the procedure of
powder coating has high index of reworking in items with M6 and M8 screw nuts, obstructed
during the cycle of painting. To avoid this flaw, the pieces that feature screw nuts pass
through the powder coating’s procedure and are protected to avoid the deposition of the
paint’s layer. The procedure studied uses silica’s plugs, but the protection hasn’t been shown
efficient. The aim of this project was to ensure the non-obstruction of the M6 and M8 screw
nuts during the process of polyester’s powder coating, through the study and application of
some quality tools, in partnership with the sector of Systems of Frame and Pressed’s Painting
from Iochpe Maxion enterprise S/A – Cruzeiro’s Site. To the solution of the problem it was
developed a PDCA cycle. On the P stage (Plan) the identification and analysis of the problem,
analysis of the procedure and the establishment of an action plan was done. On the D stage
(Do) the action plan determined on the previous stage was implemented and some data that
were analyzed on the C stage (Check) were collected, in which was also verified if the
planned goals were attended. The information obtained until this stage allowed the cycle to
continue on the A stage (Action), with standardizations and trainings to ensure the service of
the results. On the PDCA development the following quality tools were used: Brainstorming,
5S, Failure Modes and Effects Analysis (FMEA), Statistical Process Control (SPC), Pareto’s
Diagrams and Histograms. A new model of plug was developed to the protection of the
screws in the process and, through tests in the powder coating lines with the new models of
plug; it was possible to verify that the geometry changes of the used plugs eliminated
completely the need of rework to this failure mode, reducing significantly the process cost.
Key-words: PDCA cycle. Screws Obstruction. Polyester Powder Coating.

9
LISTA DE ILUSTRAÇÕES
Figura 1 – Ciclo PDCA ............................................................................................................ 20
Figura 2 – Modelo de agrupamento de causas 4M ................................................................... 22
Figura 3 – Base para elaboração de diagrama de causa e efeito .............................................. 23
Figura 4 – Exemplo de carta de controle com intervalo de amostragem adaptativo ................ 25
Figura 5 – Modelo de folha de dados ....................................................................................... 27
Figura 6 – Ciclo PDCA de melhorias e ferramentas de apoio ................................................. 29
Figura 7 – Diagrama de causa e efeito para apresentação de dados do brainstorming para
causas do defeito de obstrução de roscas.................................................................................. 40
Figura 8 – Diagrama de causa e efeito para visualização de ações a serem tomadas .............. 41
Figura 9 – Plug anteriormente utilizado ................................................................................... 42
Figura 10 – Protótipo 1 ............................................................................................................. 43
Figura 11 – Protótipo 2 ............................................................................................................. 44
Figura 12 – Protótipo 3 ............................................................................................................. 44
Figura 13 – Protótipo 4:- Plug final ......................................................................................... 45
Figura 14 – Plug para roscas M10 e M12 ................................................................................ 47

10
LISTA DE TABELAS
Tabela 1 – Análise de reclamações de clientes – relação entre clientes ................................... 34
Tabela 2 – Análise de reclamações de clientes – relação entre defeitos .................................. 35
Tabela 3 – Análise de reclamações de clientes – relação entre modelos ................................. 36
Tabela 4 – Inspeção 100% das roscas das peças MOD001 – início ......................................... 38
Tabela 5 – Legenda .................................................................................................................. 38
Tabela 6 – 5W2H...................................................................................................................... 41
Tabela 7 – Inspeção 100% das roscas das peças MOD001 – verificação ................................ 46

11
LISTA DE GRÁFICOS
Gráfico 1 – Análise de reclamações de Clientes – relação entre clientes ................................ 35
Gráfico 2 – Análise de reclamações de Clientes – relação entre defeitos ................................ 36
Gráfico 3 – Análise de reclamações de Clientes – relação entre modelos ............................... 37
Gráfico 4 – Inspeção 100% das roscas M6 das peças MOD001 – início ................................. 38
Gráfico 5 – Inspeção 100% das roscas M8 das peças MOD001 – início ................................. 38

12
ABREVIATURAS E SIGLAS
5W2H What, Who, Where, When, Why, How, How Much
CEP Controle Estatístico de Processos
CETEC Centro Tecnológico
E-COAT Pintura por Eletroforese
FMEA Failure Mode and Effect Analysis
KTL Kathodifsche Touch Lackierung
NBR Norma Brasileira
Nº
NPR
Número
Número de Prioridade de Risco
PDCA Plan, Do, Check, Action
SEBRAE Serviço Brasileiro de Apoio às Micro e Pequenas Empresas
TPM Total Productive Maintenance
UF Ultra Filtrado
UFMG Universidade Federal de Minas Gerais
USP Universidade de São Paulo
UV Ultra Violeta

13
SUMÁRIO
1 INTRODUÇÃO ................................................................................................................... 15
1.1 Objetivo ............................................................................................................................. 15
1.2 Apresentação do Problema. ............................................................................................. 16
1.3 Justificativa do Tema ....................................................................................................... 16
1.4 Relevância do Tema ......................................................................................................... 16
2 REVISÃO BIBLIOGRÁFICA ........................................................................................... 17
2.1 Descrição dos Processos de Pintura ................................................................................ 17
2.1.1 Processo de Pintura por Eletroforese .......................................................................... 17
2.1.1.1 Histórico ...................................................................................................................... 17
2.1.1.2 Descrição do Processo ................................................................................................ 18
2.1.2 Processo de Pintura a Pó ............................................................................................... 19
2.1.2.1 Histórico ...................................................................................................................... 19
2.1.2.2 Descrição do Processo ................................................................................................ 20
2.2 Ferramentas da Qualidade .............................................................................................. 20
2.2.1 PDCA .............................................................................................................................. 20
2.2.1.1 Conceito ....................................................................................................................... 20
2.2.1.2 Metodologia de Aplicação .......................................................................................... 21
2.2.2 Brainstorming ................................................................................................................. 21
2.2.2.1 Conceito ....................................................................................................................... 21
2.2.2.2 Metodologia de Aplicação .......................................................................................... 21
2.2.3 Diagrama de Causa e Efeito ......................................................................................... 22
2.2.3.1 Conceito ....................................................................................................................... 22
2.2.3.2 Metodologia de Aplicação .......................................................................................... 22
2.2.4 5W2H .............................................................................................................................. 23
2.2.4.1 Conceito ....................................................................................................................... 23
2.2.4.2 Metodologia de Aplicação .......................................................................................... 23
2.2.5 FMEA ............................................................................................................................. 24
2.2.5.1 Conceito ....................................................................................................................... 24
2.2.5.2 Metodologia de Aplicação .......................................................................................... 24
2.2.6 Cartas de Controle ........................................................................................................ 25
2.2.6.1 Conceito ....................................................................................................................... 25
2.2.6.2 Metodologia de Aplicação .......................................................................................... 25

14
2.2.7 Fluxograma de Processo ............................................................................................... 26
2.2.7.1 Conceito ....................................................................................................................... 26
2.2.7.2 Metodologia de Aplicação .......................................................................................... 26
2.2.8 Diagrama de Pareto ....................................................................................................... 26
2.2.8.1 Conceito ....................................................................................................................... 26
2.2.8.2 Metodologia de Aplicação .......................................................................................... 26
2.2.9 Gráfico de Baras ............................................................................................................ 27
2.2.9.1 Conceito ....................................................................................................................... 27
2.2.9.2 Metodologia de Aplicação .......................................................................................... 28
3 METODOLOGIA DE DESENVOLVIMENTO DO PROCESSO ................................. 29
3.1 Aplicação do Ciclo PDCA de Melhorias ......................................................................... 29
3.1.1 Etapa P (Plan – Planejamento) .................................................................................... 30
3.1.2 Etapa D (Do – Execução) .............................................................................................. 31
3.1.3 Etapa C (Check – Verificação) ..................................................................................... 31
3.1.4 Etapa A (Action – Ação) ................................................................................................ 32
3.2 Cronograma de Execução ................................................................................................ 33
4. DESENVOLVIMENTO DO CICLO PDCA ................................................................... 34
4.1 Etapa P (Plan – Planejamento) ....................................................................................... 34
4.1.1 Problema: Identificação do Problema ......................................................................... 34
4.1.2 Observação: Análise do Fenômeno .............................................................................. 37
4.1.3 Análise: Análise do Processo ........................................................................................ 39
4.1.4 Plano de Ação: Estabelecimento do Plano de Ação .................................................... 40
4.2 Etapa D (Do – Execução) ................................................................................................. 42
4.3 Etapa C (Check – Verificação) ........................................................................................ 46
4.4 Etapa A (Action – Ação) ................................................................................................... 47
5 CONCLUSÃO...................................................................................................................... 49
REFERÊNCIAS BIBLIOGRÁFICAS ................................................................................. 50
APÊNDICE A – CRONOGRAMA DE EXECUÇÃO DO PROJETO ............................. 52

15
1 INTRODUÇÃO
Atualmente, todos os componentes estruturais e alguns itens de acabamento da indústria
automobilística são feitos de aço carbono devido às suas características mecânicas aliadas ao
baixo custo. Entretanto, o aço carbono apresenta péssima resistência química quando
submetido ao intemperismo. Por essa razão se torna necessária a aplicação de uma proteção
superficial que atenda aos requisitos de conservação do material.
Existem diversas tecnologias para proteção superficial de materiais, dentre elas, aplicação
de camadas de tinta que apresentem características de resistência química desejadas.
Os materiais estudados neste projeto recebem duas camadas de tinta por diferentes
processos: Pintura por eletroforese e Pintura a Pó. Isso ocorre porque a tinta KTL, usada no
primeiro tipo de pintura apresenta boa proteção de bordas, boa aderência ao material, boa
proteção contra intemperismos, a exceção da radiação ultravioleta (UV), que degrada o filme
facilmente, expondo novamente o metal. Portanto, após a cura completa da tinta KTL, aplica-
se uma camada de tinta a pó de resina Poliéster que confere a proteção contra UV,
complementando a proteção da camada anterior.
Fazendo-se uma análise de reclamações dos clientes, observou-se que uma das maiores
dificuldades na utilização do processo de pintura a pó estava na aplicação da tinta a peças que
possuem roscas, pois, dentre outros fatores, a própria camada de tinta (que pode ter até
120µm, no processo estudado) é suficiente para diminuir significativamente o diâmetro ou
alterar o passo da rosca. Por essa razão, sempre que uma peça com rosca passa por esse
processo de pintura, deve ser protegida para evitar a deposição da camada de tinta. O processo
estudado utiliza plugs de silicone para a proteção, porém a proteção não tem se mostrado
eficiente.
Para solucionar este problema, foram utilizadas algumas Ferramentas da Qualidade, com a
finalidade de levantar as reais e possíveis causas das obstruções de roscas, bem como
identificar as ações a serem tomadas para que o problema não ocorra e determinar a
frequência ideal de inspeção de produto acabado (roscas das peças já pintadas) para detectar
eventuais falhas antes do envio ao cliente.
As Ferramentas da Qualidade utilizadas foram: Brainstorming, PDCA (Plan, Do, Check,
Action), Análise de Modos de Falhas (FMEA) e Controle Estatístico de Processos (CEP). Os
dados e resultados foram expostos na forma de Diagramas de Pareto e Histogramas.
1.1 Objetivo
Este projeto teve por objetivo garantir a não obstrução das roscas das peças MOD001
durante o processo de pintura a pó, através do estudo e aplicação de algumas Ferramentas da

16
Qualidade no processo de pintura a pó da empresa Iochpe Maxion S/A - Site de Cruzeiro. O
objetivo se baseou no estudo de documentos de Análise de Reclamações do Cliente,
comparando esse modo de falha com outros percebidos pelos clientes.
1.2 Apresentação do Problema
Este projeto estudou o problema de obstrução de roscas de porcas durante o processo de
pintura a pó, problema esse decorrente de variadas causas.
Durante o processo as roscas podem ser obstruídas por uma camada de tinta em pó, que
apresenta espessura de 60-120µm, suficiente para diminuir significativamente o diâmetro e o
passo das roscas. Podem também ser obstruídas por borras de tinta, provenientes, em geral, do
próprio plug utilizado para proteger a rosca que acumula tinta na extremidade durante a
pintura e, ao ser retirado, deixa restos (borra) de tinta na rosca. As roscas podem ser
obstruídas ainda por restos de plugs que aderem à rosca, na grande maioria dos casos, devido
a altas temperaturas da estufa (acima do especificado para o processo) ou utilização de plugs
que já esgotaram a vida útil.
1.3 Justificativa do Tema
Este projeto foi desenvolvido em parceria com o setor de Sistemas de Pintura, Chassis e
Prensados da empresa Iochpe Maxion S/A - Site de Cruzeiro, localizada no Município de
Cruzeiro-SP, como parte do programa de Estágio.
O problema de obstrução de roscas de porcas das peças MOD001 foi selecionado pela
equipe gerencial da área, e a solução do mesmo foi colocada como desafio para o estagiário.
1.4 Relevância do Tema
As reclamações do cliente que recebe as peças estudadas apresentam grande impacto nos
indicadores de qualidade e satisfação no setor, demonstrando a importância de tomada de
ações para a eliminação do retrabalho e a detecção futura de causas recorrentes.

17
2 REVISÃO BIBLIOGRÁFICA
2.1 Descrição dos Processos de Pintura
2.1.1 Processo de Pintura por Eletroforese
2.1.1.1 Histórico
Os primeiros processos industriais de eletroforese foram desenvolvidos para se criar
camadas muito finas de látex de borracha. Inicialmente, ainda na primeira década do século
XX, o processo foi utilizado para a confecção de luvas cirúrgicas e materiais afins.
No final dos anos 50, iniciaram-se as pesquisas visando utilizar este processo para a
proteção superficial.
A utilização da eletroforese em processos de pintura foi desenvolvida para atender aos
requisitos anticorrosivos exigidos pela indústria automobilística, de autopeças e de
eletrodomésticos. (ADD COR, 2011).
O processo de pintura por eletroforese (KTL – Kathodifsche Tauch Lackierung) ocorre
quando se mergulha um corpo metálico (catodo) em solução aquosa de tinta e se faz passar
corrente elétrica, estando a peça conectada a um polo e os eletrodos (anodo) conectados ao
outro (ADD COR, 2011; PINTAK, 2011). A peça só pode ser passada uma vez pelo banho
uma vez que a primeira camada de tinta é suficiente para isolar as partes condutivas,
impedindo que a geração da diferença de potencial entre a peça e os eletrodos.
A espessura da camada de tinta depositada é influenciada principalmente pelo tempo de
aplicação, diferença de potencial (tensão elétrica), tipo de tinta, teor de sólidos e temperatura
do banho. (ADD COR, 2011).
As linhas de pintura KTL podem ser contínuas, ideais para pintar peças menores, com
geometrias semelhantes e alta produtividade, ou estacionárias, para grande diversidade de
modelos de peças e, em geral, menor produtividade, devido à ociosidade de tempo percebida
durante o processo. Neste projeto foi estudado apenas o processo estacionário.
Para que haja boa aderência e uniformidade da camada de tinta é fundamental que as peças
passem por um processo de pré-tratamento superficial que elimina todo tipo de sujidades e
deposita uma camada uniforme de fosfato sobre as peças. A aderência da tinta é conferida
devido a um leve ataque que o KTL produz na superfície do fosfato. (SUTTI, 2011).
As principais vantagens desse tipo de processo de pintura são: proteção contra corrosão em
longo prazo, baixo impacto ambiental (apresenta 100% de rendimento de materiais e baixo
teor de solventes), boa aderência com todo tipo de substrato e posteriores revestimentos, boa
penetração, possibilitando a pintura de peças nas mais diversas geometrias. (SUTTI, 2011).

18
2.1.1.2 Descrição do Processo
Na empresa Iochpe Maxion S/A, o processo de pintura KTL se dá de acordo com a
descrição a seguir, baseada em documentação interna de Descrição de Processos:
As peças são recebidas do cliente interno, com as roscas já inspecionadas. As peças
recebem uma marcação denominada "tipo" que garante a inspeção (1º RECEBIMENTO DE
CARGAS). São carregadas lado a lado em dispositivos de pintura, denominados Skids, em
cargas mistas.
O pré-tratamento é realizado em oito etapas, descritas a seguir:
- DESENGRAXE: remover óleo e sujidades provenientes das operações de manufatura ou
oleamento de usina, obtendo uma superfície limpa.
- PRÉ-ENXÁGUE: reduzir o arraste de desengraxante para o Enxágue I. Poderá ser
utilizado como Desengraxe por ocasião de falhas nos queimadores do tanque principal e,
apenas nesta situação, os parâmetros de controle também serão os mesmos do tanque
desengraxe.
- ENXÁGUE I: remover resíduos das superfícies provenientes do estágio de desengraxe
(óleo emulsionado e resíduos alcalinos), evitando contaminação dos estágios subsequentes.
- REFINADOR: condicionar as superfícies a serem fosfatizadas para obtenção de uma
camada de fosfato uniforme, densa e micro cristalina, garantindo a qualidade do processo.
- FOSFATO: depositar sobre as superfícies uma camada de fosfatos metálicos flexíveis e
firmemente aderida ao substrato, preparando-as para receber revestimentos orgânicos,
proporcionando melhor aderência e resistência à corrosão.
- ENXÁGUE II: remover sais residuais, subprodutos de reação e acidez provenientes do
estágio de fosfatização para evitar a contaminação do estágio posterior.
- PASSIVAÇÃO: selar as porosidades existentes na camada de fosfato, pois a mesma
apresenta certo grau de porosidade, independente do tipo de cristal. Melhora a aderência da
pintura evitando empolamento e corrosão filiforme.
- ENXÁGUE DI: remover os sais solúveis residuais e excesso de acidez provenientes da
passivação, para evitar formação de blisters e focos de corrosão.
Seguindo o processo, a peça entra no tanque onde efetivamente receberá a camada de tinta
(Tinta KTL). Dentro desse tanque o processo se dá em quatro etapas:
- Eletrólise da água: H2O ↔ H+ +
-OH
- Eletroforese: criação de campo elétrico no momento em que se aciona um retificador,
carregando a resina positivamente, o que estimula a migração da partícula para a peça
(carregada negativamente).

19
- Eletrocoagulação: deposição da resina sobre a peça pela perda de carga, devido à
diferença de potencial.
- Eletroendosmose: expulsão da água do filme.
O banho KTL deve ser agitado e o sentido de circulação deve ser o mesmo do fluxo de
entrada das peças para evitar a formação de espumas no banho.
Saindo do tanque KTL, os Skids passam por três banhos de ultrafiltrados (UF I, UF II E
UF III, respectivamente), para a remoção do excesso de resina das peças, para evitar o
escorrimento do filme na estufa e para a recuperação da tinta.
Resumidamente, a peça arrasta sólidos no sentido KTL - UF III. O tanque UFIII é cheio
constantemente e, por transbordo, o fluido volta para o banho anterior (sentido UFIII – KTL),
garantindo que o processo seja fechado, o que confere maior rendimento (não perda de
sólidos) e elimina problemas ambientais (não há descarte de fluidos contaminados com tinta).
Saindo do UF III as peças passam pela ESTUFA com temperatura controlada e tempo
determinado, para que ocorra a cura do filme polimérico.
As peças são resfriadas, descarregadas e inspecionadas conforme especificações. Peças
"não conforme" são encaminhadas para retrabalho especifico para cada não conformidade.
Peças "conforme" são embaladas e encaminhadas para o cliente final ou para a etapa seguinte
do processo, onde recebe outra camada de tinta, desta vez a pó, também por eletrodeposição.
2.1.2 Processo de Pintura a Pó
2.1.2.1 Histórico
As primeiras tintas em pó foram desenvolvidas ao final da década de 1950 e eram
constituídas por mistura seca de resina epoxídica sólida, pigmentos e endurecedores. A
aplicação dessa tinta era feita em um processo de imersão da superfície previamente aquecida
em um leito fluidizado. Esse processo garantia bom isolamento elétrico e proteção
anticorrosiva, porém não apresentava bom acabamento devido à alta espessura de camada de
tinta que aderia às peças (acima de 200µm).
Foi desenvolvido então um novo processo de aplicação dessas tintas, denominado
Fluidização Eletrostática. Possibilitou a aplicação de tintas em pó em peças com formas
geométricas mais complexas, com maior controle de espessura de camada depositada e
eliminou a necessidade de pré-aquecimento da peça para pintura.
Em 1962/1963 a Ransburg (EUA) e a Sames/Gema (Europa) introduziram no mercado a
utilização de pistolas eletrostáticas para a aplicação de tintas em pó em um processo de
Pulverização Eletrostática. As instalações desse processo permitiram o reaproveitamento do
pó não aderido às peças (over spray).

20
As principais vantagens verificadas na utilização de tintas em pó são: ausência de solventes
orgânicos, alta eficiência do processo com aproveitamento de até 98%, elevada resistência
química e mecânica (impacto, corrosão, radiação UV) e acabamento final de alto nível
(CETEC INDUSTRIAL, 1995).
2.1.2.2 Descrição do Processo
O processo de pintura a pó da empresa Iochpe Maxion S/A descrito a seguir, utiliza tinta
com resina de poliéster e carregamento eletrostático do pó por ionização - Efeito Corona (a
descrição dos procedimentos foi baseada em documentos internos de descrição de processos).
As peças previamente pintadas em E-Coat, são recebidas e carregadas na linha de pintura.
No momento do carregamento as peças são inspecionadas visualmente e as roscas são
protegidas por plugs específicos.
Ao entrar na Cabine de Pintura o processo se dá da seguinte forma:
- o carregamento eletrostático do processo se dá através do ar que carrega o pó, que é
ionizado na ponta da pistola - carga elétrica transferida ao pó.
- a mistura ar/tinta sai pelo bico da pistola, formando um leque de tamanho e forma
ajustáveis de acordo com os parâmetros do processo.
- a peça, devidamente aterrada, atrai o pó que adere à superfície.
- as instalações da cabine de pintura tem capacidade de reaproveitar o over spray.
- saindo da cabine, as peças passam por uma estufa, com temperatura, previamente
especificada, controlada para que ocorra a cura do filme polimérico.
- as peças são então resfriadas e, no momento da descarga, fazem-se as inspeções
determinadas e retiram-se os plugs das roscas.
2.2 Ferramentas da Qualidade
2.2.1 PDCA
2.2.1.1Conceito
Esta ferramenta é muito importante para efetuar o planejamento e melhorias de processos
assim como iniciar sua implantação. (SEBRAE, 2005).
Figura 1 ˗ Ciclo PDCA (ANYTHING RESEARCH, 2011)

21
2.2.1.2 Metodologia de Aplicação
É muito simples entender e visualizar a metodologia de aplicação do PDCA, pois o próprio
nome da ferramenta indica como deve ser aplicada:
- P (Plan) = planejar: Através de dados determinar o objetivo e a forma para atingi-los;
- D (Do) = executar: Implantação do trabalho, caso haja necessidade efetuar treinamentos;
- C (Check) = verificar: Efetuar o levantamento de dados e verificar se estão de acordo
com a meta estabelecida e quais os erros cometidos;
- A (Action) = agir: Fazer uma revisão dos erros e com o que deu certo retornar ao ciclo.
2.2.2 Brainstorming
2.2.2.1 Conceito
O Brainstorming (tempestade cerebral) é uma técnica de geração de ideias em grupo com
participação de toda a equipe. Essa técnica cria um clima de envolvimento e motivação
garantindo maior comprometimento de todos e melhor qualidade nas decisões tomadas pelo
grupo.
A ferramenta é utilizada na identificação e seleção de questões a serem tratadas e possíveis
soluções.
Pode ser de dois tipos: Estruturado (“todas as pessoas do grupo devem dar uma ideia a
cada rodada ou ‘passar’ até que chegue sua próxima vez”) ou Não Estruturado (os membros
do grupo dão as ideias conforme surgem em suas mentes). Neste projeto a ferramenta será
utilizada de maneira Não Estruturada. (SEBRAE, 2005).
2.2.2.2 Metodologia de Aplicação
- reunir entre quatro e doze pessoas, sendo seis o número ideal de participantes;
- definir o objetivo a ser tratado;
- selecionar os participantes, mesclar homens e mulheres se possível e algumas pessoas que
não participem totalmente do problema;
- escolher do secretário e do coordenador;
- determinar o tempo de duração do processo e iniciá-lo;
- não descartar nenhuma ideia;
- tomar nota de todas as palavras sugeridas e as expor para visão geral;
- quando cessar o tempo ou acabarem as ideias o processo é finalizado.
As ideias sugeridas são então analisadas e são selecionadas as mais aplicáveis à solução do
problema proposto.
As ideias selecionadas são utilizadas para o desenvolvimento de outras Ferramentas da
Qualidade, como Diagrama de Causa e Efeito ou FMEA, por exemplo.

22
2.2.3 Diagrama de Causa e Efeito
2.2.3.1 Conceito
O diagrama de causa e efeito mostra sistematicamente as relações entre um efeito e suas
causas, permitindo a identificação e análise dessas causas e análise de como elas interagem
entre si.
Para que se possa visualizar estas relações entre causas e efeitos, deve-se agrupar as causas
em categorias. A forma mais utilizada de agrupamento chama-se 4M: Máquina, Mão-de-obra,
Método e Materiais, mas pode-se agrupar da maneira que achar mais conveniente para o
problema a ser estudado (Figura 2). (SEBRAE, 2005).
Figura 2 ˗ Modelo de agrupamento de causas 4M (SEBRAE, 2005)
Essa ferramenta amplia a visão das possíveis causas de um problema, enriquecendo a sua
análise e a identificação de soluções. (SEBRAE, 2005).
2.2.3.2 Metodologia de Aplicação
Para se elaborar um Diagrama de Causa e Efeito, deve-se seguir o seguinte procedimento,
de acordo com Ramos (2008):
- determinar a característica cujas causas se pretendem identificar;
- utilizando a ferramenta Brainstorming, determinar quais as causas de Nível 1 que
influenciam diretamente no problema a ser resolvido;
- traçar o esqueleto do diagrama e, na extremidade direita, colocar a característica a ser
estudada. A ‘espinha de peixe’ partirá dessa linha, conforme a figura abaixo:

23
Figura 3 ˗ Base para elaboração de diagrama de causa e efeito
- cada ramificação representa um agrupamento de causas. Neste projeto, o modelo de
agrupamento utilizado foi o conhecido como 6M, onde cada ‘M’ representa uma família de
causas: Máquina, Mão-de-Obra, Material, Método, Medição e Meio Ambiente;
- identificar causas de Nível 2 que afetam as causas primárias, anteriormente identificadas,
então as de Nível 3 e assim sucessivamente. Cada nível constituirá ramificações nas causas do
nível imediatamente anterior.
2.2.4 5W2H
2.2.4.1 Conceito
O 5W2H é, basicamente, um Check List de determinadas atividades que precisam ser
desenvolvidas com o máximo de clareza possível por parte dos colaboradores da empresa.
Funciona como um mapeamento dessas atividades onde fica estabelecido o que deve feito,
quem executa as tarefas, em qual período de tempo, em qual área da empresa e todos os
motivos pelos quais a atividade deve ser feita. Em um segundo momento figura nessa tabela
como a atividade deve ser executada e o custo aos cofres da empresa no empreendimento.
(AGUIAR, 2002).
2.2.4.2 Metodologia de Aplicação
Dentro do PDCA, uma importante ferramenta é o 5W2H que, assim como a Ferramenta
mestra PDCA, apresenta no próprio nome a Metodologia de Aplicação. Portanto, para aplicar
a ferramenta 5W2H, deve-se efetuar os seguintes questionamentos:
- What = O Que?: Qual ação será executada?
- Who = Quem?: Quem irá executar a ação?
- Where = Onde?: Onde será executada a ação?
- When = Quando?: Quando a ação será executada?
- Why = Por Quê?: A ação será executada por qual motivo?

24
- How = Como?: De qual forma será executada a ação?
- How much = Quanto custa?: Quanto custará para executar a ação?
As respostas para a essas perguntas devem ser dispostas em uma tabela para possibilitar o
acompanhamento da execução das ações.
2.2.5 FMEA
2.2.5.1 Conceito
Método qualitativo de análise de confiabilidade que envolve o estudo dos modos de falhas
que podem existir para cada item, e a determinação dos efeitos de cada modo de falha sobre
os outros itens e sobre a função especificada do conjunto. (NBR 5462, 1994).
O FMEA (Failure Mode and Effect Analysis - Modos de Falha e Análise de Efeitos) é um
documento que deve ser elaborado no momento em que se está planejando um projeto, antes
de começar a executá-lo, com o objetivo de prever qualquer modo de falha que reflita na
segurança do operador, andamento do processo ou no cliente final.
Sempre que se observar um novo Modo de Falha, novo efeito ou causa para Modos de
Falha já abordados no FMEA, deve-se retroalimentar a ferramenta, para que esteja sempre de
acordo com as características do processo.
2.2.5.2 Metodologia de Aplicação
De acordo com De Aguiar (2011), a execução do FMEA se dá seguindo os passos abaixo
descritos:
- mapeamento do Fluxograma do Processo;
- desmembramento da função de cada etapa apresentada no Fluxo;
- identificação dos Modos de Falha para cada função (em geral, o modo de falha é a
negativa da função);
- identificação dos efeitos desses modos de falhas, aos olhos do cliente;
- pontuação da Severidade (S) e identificação da Classificação;
- identificação das Causas dos Modos de Falha (recomenda-se realizar um Brainstorming e
elaborar um Diagrama de Causa e Efeito);
- pontuação das Ocorrências (O);
- definição dos controles preventivos para que as causas não se tornem modos de falha;
- definição dos controles de detecção, para que os modos de falha não se tornem efeitos;
- pontuação de Detecção (D);
- atribuição dos valores de NPR (S x O x D);
- recomendação de ações de melhorias;

25
- tomada de ações, com prazos e descrições (recomenda-se o uso da ferramenta 5W2H
como apoio);
- nova atribuição dos valores de NPR;
- retroalimentação do documento quando do aparecimento de novo efeito.
2.2.6 Cartas de Controle
2.2.6.1 Conceito
O Controle Estatístico de Processo (CEP) é uma coleção de ferramentas que, auxiliando na
diminuição da variabilidade do processo, permite o alcance de um processo estável cuja
capabilidade pode ser melhorada.(RIBEIRO, 1998).
A variação presente no processo produtivo deverá ser reduzida continuamente num
ambiente onde a busca pela excelência é uma atitude entremeada entre todos os agentes do
processo produtivo. Se esta variabilidade se mantém, ou mesmo aumenta é certo o aumento
de refugos e a consequência é a perda competitiva num mercado globalizado. Isto é um fator
extremamente importante, porque mais do que maximizar seus lucros, as organizações visam
diminuir suas perdas. (ANDRADE; FARIA; SILVA, 2008).
As Cartas de Controle são uma das ferramentas que compõem o CEP. São gráficos
utilizados no monitoramento das variações de um processo, identificando, com isso, suas
causas comuns (intrínsecas ao processo) e especiais (aleatórias). Existem dois tipos: Gráficos
por atributos e gráficos por variáveis (Figura 4). (BARBOSA, 1993).
Figura 4 ˗ Exemplo de carta de controle com intervalo de amostragem adaptativo
(SCIELO, 2002).
2.2.6.2 Metodologia de Aplicação
- escolher o tipo de Gráfico;
- planejar como e onde serão coletados os dados;

26
- registrar as Informações de identificação da carta (o que está sendo medido, as datas, o
local, e o coletor);
- destacar o cálculo da média de processo;
- determinar o cálculo dos limites de controle superior e inferior;
- determinar a escala para a carta de controle e esboço do centro e das linhas de controle;
- realizar a interpretação do gráfico. (CORREA, 2008).
2.2.7 Fluxograma de Processo
2.2.7.1 Conceito
Um fluxograma é um diagrama que mostra as etapas de um processo ou atividade e é
muito útil na investigação de falhas ou de melhoria. Através dele tem-se uma visão geral do
processo de forma detalhada mostrando realmente como esse processo é realizado.
Na verificação da interface entre as etapas do processo, podem-se descobrir falhas ou
fontes de futuros problemas. (CEDET, 2011).
2.2.7.2 Metodologia de Aplicação
- definir as etapas do processo do início ao fim;
- delinear cada etapa do processo (atividades, decisões, entradas e saídas);
- confeccionar um croqui do fluxograma;
- avaliar se o croqui representa o processo com fidelidade;
- corrigir os eventuais enganos detectados na avaliação;
- construir o fluxograma na versão final (podem ser usados os recursos de informática,
gabaritos ou mesmo desenhando as figuras à mão livre). (CEDET, 2011).
2.2.8 Diagramas de Pareto
2.2.8.1 Conceito
O Diagrama de Pareto consiste em um gráfico de barras que mostra a estratificação de
várias características. A quantidade desses fenômenos é apresentada em ordem decrescente,
através de barras de tamanhos diferentes. (BARBOSA, 1993).
A principal função dessa ferramenta é identificar o número de causas que estão por trás dos
modos de falhas. Uma vez identificadas as causas, é possível a implementação de ações que
reduzam ou eliminem o problema. (RAMOS, 2008).
2.2.8.2 Metodologia de Aplicação
Para se elaborar um Diagrama de Pareto, deve-se seguir o seguinte procedimento,
conforme Barbosa (1993) e Ramos (2008):
- preparação de uma Folha de Dados para cada estratificação:

27
Figura 5 ˗ Modelo de folha de dados.
- preencher a Folha de Dados com os itens e dados em ordem decrescente de quantidade;
- construir um diagrama de barras por essa ordem decrescente;
- desenhar a curva de Pareto (curva acumulada), unindo com segmentos de reta os valores
percentuais acumulados até cada item.
Dessa forma é possível visualizar as causas mais significativas da não conformidade
estudada, indicando onde devem ser tomadas ações corretivas.
2.2.9 Gráfico de Barras
2.2.9.1 Conceito
O diagrama de barras também chamado de diagrama de Gantt é um instrumento de
hierarquizar e visualizar graficamente a duração de cada uma das atividades singulares de um
projeto através de barras horizontais e paralelas. (CORREA, 2008)

28
2.2.9.2 Metodologia de Aplicação
Definir os de prazos a serem cumpridos e construir o diagrama, da maneira que se segue:
- formar duas colunas de dados, na abscissa o tempo e na ordenada as tarefas a serem
executadas;
- criar barras horizontais e paralelas, a partir das datas estipuladas. (CORREA, 2008).

29
3. METODOLOGIA DE DESENVOLVIMENTO DO PROCESSO
A partir deste momento, será apresentada a metodologia de desenvolvimento do projeto. A
integração das Ferramentas da Qualidade com o PDCA para a solução do problema foi
baseada em Aguiar (2002).
Este projeto realizou uma melhoria incremental (dentro do Gerenciamento da Rotina do
Dia-a-Dia), que teve como objetivo manter a confiabilidade dos resultados obtidos pela
empresa e promover as melhorias necessárias, melhorando a eficiência dos processos.
3.1 Aplicação do Ciclo PDCA de Melhorias
Para orientação das equipes envolvidas neste trabalho, foi confeccionado um banner
contendo a esquematização das etapas do Ciclo PDCA e do emprego das diversas ferramentas
de apoio.
Figura 6 ˗ Ciclo PDCA de melhorias e ferramentas de apoio.

30
3.1.1 Etapa P (Plan – Planejamento)
Esta etapa do PDCA teve por objetivo planejar as ações realizadas durante todo o Ciclo
PDCA. Para melhor entendimento do desenvolvimento desta etapa, ela foi decomposta em
quatro fases:
"A": Problema: Identificação do Problema
Nesta fase foi mostrada a relação do problema com a meta, mostrando sua relevância e a
conveniência da solução. Todas essas relações foram demonstradas através da construção de
Diagramas de Pareto, utilizando dados recolhidos de Análises de Reclamações de Clientes,
fornecidos pelo setor de Qualidade da empresa onde o projeto foi sendo desenvolvido.
Foram elaborados os seguintes diagramas, com as respectivas finalidades:
- Pareto para comparativo entre clientes: determinou o cliente que apresentava maior
impacto negativo no indicador de satisfação do cliente;
- Pareto para comparativo entre os defeitos apontados pelo cliente estabelecido no
diagrama anterior: determinou o defeito que apresentava maior impacto negativo no indicador
de satisfação do cliente;
- Pareto para comparativo entre modelos de peças para o defeito estabelecido no diagrama
anterior: determinou o modelo de peças mais significativo para o defeito selecionado.
"B": Observação: Análise do Fenômeno
Esta fase teve por objetivo conhecer e desdobrar o problema e, para sua solução, foi
avaliada a capabilidade do processo. Para isso, foram construídas cartas de controle, que
permitiram avaliar essas características.
"C": Análise: Análise do Processo
Fase que visava levantar as causas que geravam o defeito estudado para então priorizar as
que mais influenciavam na ocorrência do problema. Além disso, foi estabelecido o processo
relacionado ao problema, conhecendo assim as condições de processo que poderíam levar à
solução do problema.
As análises foram realizadas de acordo com as etapas que seguem:
- Brainstorming: para a condução do Brainstorming, inicialmente, foi analisada a
ferramenta FMEA que permitiu visualizar quais causas já tinham sido previstas para o
problema em questão. Essa primeira análise, também serviu como start para a geração de
novas ideias pelo grupo.
- Diagrama de Causa e Efeito: levantadas todas as ideias, fez-se um estudo crítico com o
grupo e determinaram-se quais as causas potenciais para o problema, permitindo elaborar o
Diagrama que possibilitou melhor visualização das causas.

31
"D": Plano de Ação: Estabelecimento do Plano de Ação
Nesta fase foram propostas e priorizadas as medidas para a solução do problema. Foram
avaliadas a possibilidade de implementação das ações sugeridas e análise crítica de quais
ações realmente levariam ao alcance da meta para selecionar as medidas que seriam adotadas.
Selecionadas as medidas, elas foram avaliadas em relação à delegação. Caso houvesse
alguma medida delegada, esta se tornaria uma nova meta e se reiniciaria o Ciclo PDCA para a
meta. Para as medidas não delegáveis foram elaborados planos de ação para facilitar e orientar
a execução das medidas.
Para o desenvolvimento desta fase foram aplicadas as seguintes Ferramentas da Qualidade:
- Brainstorming: a equipe determinou quais ações poderiam ser adotadas para eliminar
cada causa levantada na etapa anterior.
- Diagrama de Causa e Efeito: permitiu realizar análise crítica das ações levantadas e
selecionar as que mais se adequavamm e não apresentavam efeitos colaterais negativos para o
processo. Foi elaborado o diagrama relacionando a causa a ser solucionada (Efeito: solução da
causa) com as medidas a serem adotadas (Causas: medidas adotadas).
- 5W2H: foi elaborado um cronograma 5W2H para a execução das ações visando eliminar
cada causa, priorizando ações para a solução do problema.
- Diagrama de Barras (Gantt): foi elaborado um outro cronograma, baseado no 5W2H,
seguido para monitorar a evolução das ações.
3.1.2 Etapa D (Do – Execução)
Nesta etapa foram implementados os Planos de Ação desenvolvidos na Etapa anterior.
Também foram coletados alguns dados para análise na etapa seguinte (Check – Verificação)
do PDCA.
Para o sucesso da implementação de Planos de Ação foi necessário que as propostas
estivessem alinhadas entre todos da equipe, realizar treinamentos a respeito das medidas
propostas para as pessoas responsáveis pelas mesmas e acompanhamento da execução das
medidas para garantir que o plano de ação fosse implementado corretamente.
A principal Ferramenta da Qualidade utilizada nesta etapa foi o Diagrama de Barras:
acompanhamento do cronograma elaborado na Etapa P do PDCA, garantindo a execução dos
Planos de Ação.
3.1.3 Etapa C (Check – Verificação)
Nesta etapa foram avaliadas as informações obtidas na etapa anterior, para verificar se as
metas foram alcançadas.

32
Cada vez que a meta era atingida, podia-se avançar o Ciclo para a próxima etapa (Action –
Ação).
Se a meta não fosse alcançada, reiniciava-se o giro PDCA, a fim de se estabelecer medidas
adicionais que levassem ao alcance das metas.
Aqui, foram realizados Diagramas de Pareto com as seguintes finalidades:
- Pareto para comparativo entre modelos de peças para o defeito estabelecido: visualizou-
se se o modelo de peças estudado deixou de ser o mais significativo para o defeito
selecionado;
- Pareto para comparativo entre os impactos do problema estudado antes da execução do
plano de ação e após a execução: permitiu analisar a redução do impacto negativo do
problema estudado na satisfação do cliente.
Além dos Diagramas de Pareto, outra Ferramenta foi utilizada:
- Carta de Controle: permitiu analisar a variabilidade do processo para garantir que os
resultados obtidos com as medidas tomadas fossem confiáveis.
Se os resultados obtidos fossem satisfatórios, seria iniciada a Etapa A.
Se a meta não fosse atingida, as melhorias alcançadas seriam implementadas na próxima
etapa e o reinício do Ciclo PDCA seria indicado como sugestão para o desenvolvimento de
um novo projeto, seguindo as etapas, detalhados anteriormente.
3.1.4 Etapa A (Action – Ação)
Nesta etapa foram elaborados meios para manutenção dos benefícios obtidos com as ações
implementadas. Em geral, foram desenvolvidas atividades de padronização e treinamento.
Para garantir a manutenção dos resultados alcançados foram utilizadas as seguintes
Ferramentas da Qualidade:
- Fluxograma de Processo: elaborado para padronizar e documentar as etapas do processo
que foram eventualmente alteradas ou que afetassem diretamente a qualidade do produto para
a característica estudada. Foi desenvolvido na forma de Mapa de Processo, detalhando cada
etapa;
- Check List: foi elaborado para orientar e garantir o cumprimento de todos os
procedimentos padrão de acordo com os passos programados.
Também foram elaboradas Cartas de Controle com os seguintes objetivos:
- determinar a nova frequência de inspeção de produto acabado para garantir o envio de
peças "conforme" através da inspeção de pequena quantidade de peças;

33
- padronizar a identificação e controle de eventuais variações de processo ainda não
identificadas, garantindo que essas variações fossem percebidas e ações fossem tomadas antes
do envio de peças "não conforme" para o cliente.
3.2 Cronograma de Execução
Para a realização deste trabalho foi elaborado um Cronograma de Execução do Projeto
(Apêndice A), com suas respectivas atividades e datas previstas para a aplicação das
ferramentas da qualidade para a não obstrução de roscas das peças MOD001 durante o
processo de pintura a pó.
O desenvolvimento do projeto teve início em 02 de agosto de 2011 e data prevista para
término em 20 de abril de 2012, contando portanto, com 189 (cento e oitenta e nove) dias para
a sua execução.
As principais tarefas elencadas foram a revisão bibliográfica - 82 (oitenta e dois) dias - e a
aplicação das etapas do ciclo PDCA, com mais 107 (cento e sete) dias.
Alguns contratempos de ordem administrativa da empresa e limitações da situação de
estagiário, impuseram pequenas modificações ao calendário, sem comprometer o projeto no
todo.
Vide APÊNDICE A – Cronograma de Execução do Projeto.

34
4 DESENVOLVIMENTO DO CICLO PDCA
Como já foi explanado anteriormente, este projeto foi pautado no desenvolvimento da
Ferramenta de Qualidade denominada Ciclo PDCA. A seguir serão detalhados os trabalhos
referentes a cada etapa.
4.1 Etapa P (Plan – Planejamento)
4.1.1 Problema: Identificação do Problema
Há um modelo de peças – que será identidicado genericamente como MOD001, que
apresenta quatro roscas internas M6 e uma rosca interna M8. Esse modelo de peças
apresentava grande incidência de não conformidade por roscas obstruídas. Esse problema foi
identificado pelo corpo gerencial do setor baseado nas experiências e vivências do dia a dia
com o processo, sendo então solicitada uma ação corretiva para o mesmo.
Para verificar a consistência dessa informação, foram levantados os dados obtidos através
das reclamações formais levadas pelos clientes junto ao setor de qualidade da empresa durante
o período de Janeiro/2011 até Novembro/2011, filtrando-se apenas as reclamações para o
setor Sistemas de Pintura Chassis e Prensados.
Como fora solicitado pela empresa, os nomes dos clientes não foram divulgados, portanto
serão utilizadas letras maiúsculas do alfabeto latino, de “A” a “H” para identificar cada cliente
genericamente.
A Tabela 1 foi elaborada para visualizar o cliente que mais apresentava reclamações
formais junto à qualidade.
Tabela 1 – Análise de reclamações de clientes – relação entre clientes
CLIENTE NÚMERO DE PEÇAS
RECUSADAS
% DE PEÇAS
RECUSADAS
% ACUMULADA
DE PEÇAS
RECUSADAS
A 594 95,50 95,50
B 16 2,57 98,07
C 10 1,61 99,68
D 2 0,32 100,00
E 0 0,00 100,00
F 0 0,00 100,00
G 0 0,00 100,00
H 0 0,00 100,00
TOTAL 622 - -
A partir dessa tabela foi gerado o Gráfico de Pareto para representar os índices de
reclamações de clientes, com relação aos clientes (Gráfico 1).

35
Gráfico 1 – Análise de reclamações de clientes – relação entre clientes
O modelo de peças estudado é produzido para o Cliente A. Como pode ser observado no
Gráfico 1, esse cliente é o que mais apresentava reclamações junto à Qualidade (95.5%).
Assim, este primeiro gráfico (Gráfico 1) mostrou os primeiros indícios de que a solicitação de
ação corretiva para a não conformidade apresentada poderia trazer alterações significativas
aos indicadores de qualidade da empresa, no setor de Sistemas de Pintura Chassis e
Prensados.
Foi então realizada uma análise da relação entre os defeitos apresentados pelo Cliente A.
Para essa análise foi elaborada a Tabela 2 que permitiu selecionar o defeito que mais
interferia na satisfação do cliente.
Tabela 2 – Análise de reclamações de clientes – relação entre defeitos
DEFEITO
NÚMERO DE
PEÇAS
RECUSADAS
% DE PEÇAS
RECUSADAS
%
ACUMULADA
DE PEÇAS
RECUSADAS
Rosca (Parafuso) Obstruída 361 60,77 60,77
Rosca (Porca) Obstruída 162 27,27 88,05
Identificação Errada 51 8,59 96,63
Pintura Irregular 20 3,37 100,00
TOTAL 594 - -
Dessa tabela foi gerado um novo Gráfico de Pareto com nova análise de reclamações de
clientes, agora com relação aos defeitos (Gráfico 2).
93,00
94,00
95,00
96,00
97,00
98,00
99,00
100,00
101,00
0
100
200
300
400
500
600
700
Clientes
Número de Peças Recusadas
% Acumulada de PeçasRecusadas

36
Gráfico 2 – Análise de reclamações de clientes – relação entre defeitos
Desses estudos comparativos foi possível observar que o defeito de rosca obstruída é o que
mais causava incômodo ao Cliente “A”. Porém, diferentemente do que foi imaginado pelo
corpo gerencial do setor, não são as roscas internas (porcas) que se sobressaem, mas sim as
roscas externas (parafusos). Entretanto, como a não conformidade foi selecionada para um
modelo específico de peça, foi elaborada a Tabela 3, para verificar a relação entre quantidade
de peças recusadas por defeito de rosca obstruída, por modelo, incluindo peças com porcas e
parafusos. Os modelos de peças serão identificados com códigos genéricos, de “MOD001” a
“MOD011”, garantindo o sigilo solicitado pela empresa.
Tabela 3 – Análise de reclamações de clientes – relação entre modelos
MODELO
NÚMERO DE
PEÇAS
RECUSADAS
% DE PEÇAS
RECUSADAS
%
ACUMULADA
DE PEÇAS
RECUSADAS
F – MOD 001 160 29,96 29,96
M – MOD002 158 29,59 59,55
M – MOD003 103 19,29 78,84
M – MOD004 36 6,74 85,58
M – MOD005 21 3,93 89,51
M – MOD006 20 3,75 93,26
M – MOD007 11 2,06 95,32
M – MOD008 10 1,87 97,19
M – MOD009 10 1,87 99,06
M – MOD010 3 0,56 99,63
F – MOD011 2 0,37 100,00
TOTAL 534 - -
Na Tabela 3, a letra F antecedendo o código do modelo indica que a peça possui porca
(rosca fêmea) e a letra M indica presença de parafuso (rosca macho).
0,00
20,00
40,00
60,00
80,00
100,00
120,00
050
100150200250300350400
Defeitos
Número de Peças Recusadas
% Acumulada de PeçasRecusadas
37
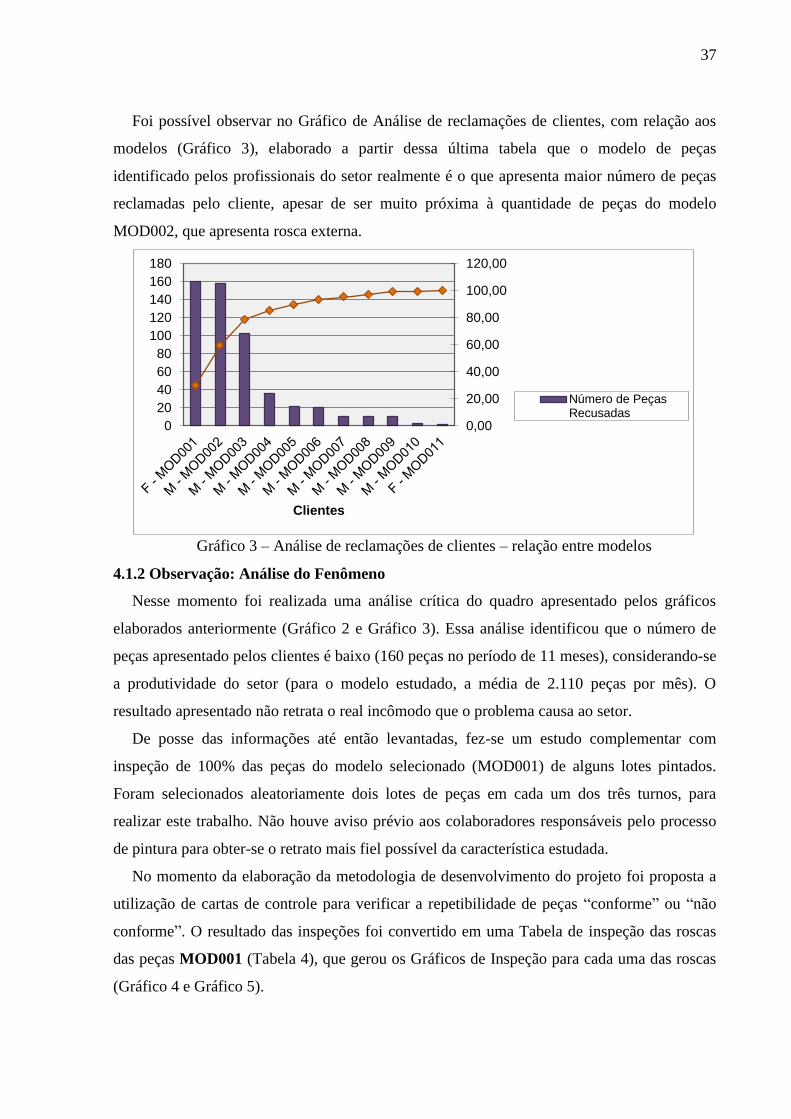
Foi possível observar no Gráfico de Análise de reclamações de clientes, com relação aos
modelos (Gráfico 3), elaborado a partir dessa última tabela que o modelo de peças
identificado pelos profissionais do setor realmente é o que apresenta maior número de peças
reclamadas pelo cliente, apesar de ser muito próxima à quantidade de peças do modelo
MOD002, que apresenta rosca externa.
Gráfico 3 – Análise de reclamações de clientes – relação entre modelos
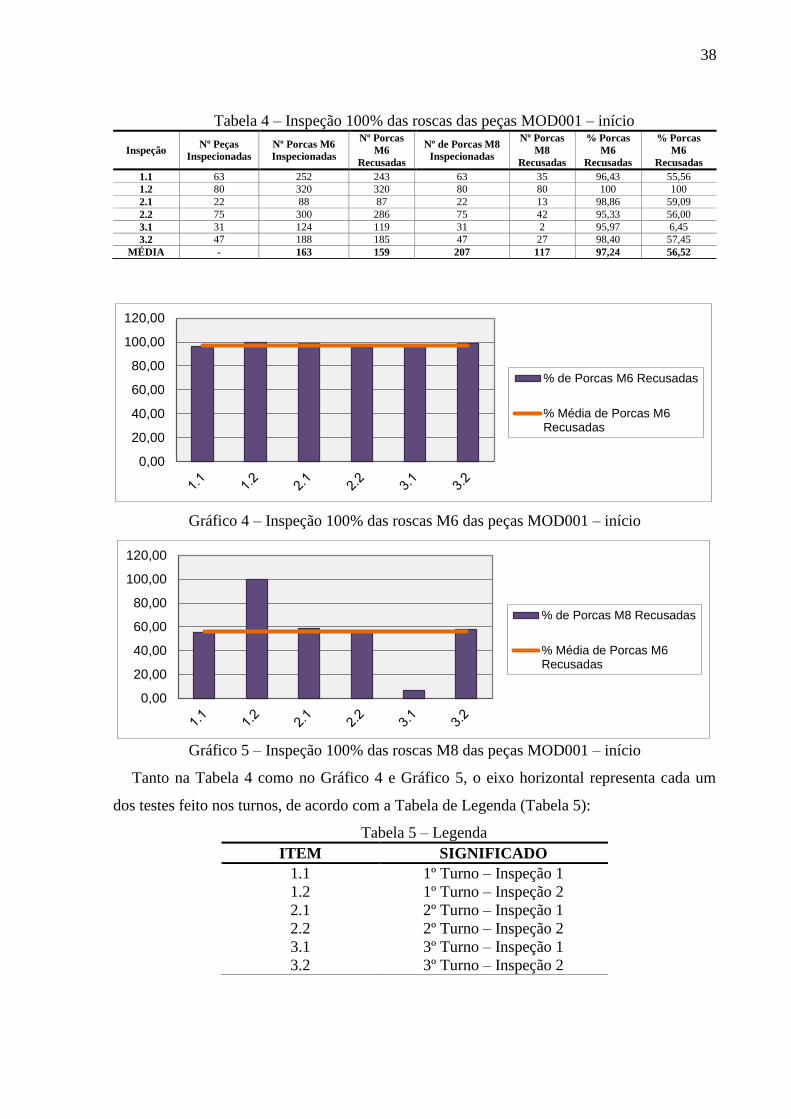
4.1.2 Observação: Análise do Fenômeno
Nesse momento foi realizada uma análise crítica do quadro apresentado pelos gráficos
elaborados anteriormente (Gráfico 2 e Gráfico 3). Essa análise identificou que o número de
peças apresentado pelos clientes é baixo (160 peças no período de 11 meses), considerando-se
a produtividade do setor (para o modelo estudado, a média de 2.110 peças por mês). O
resultado apresentado não retrata o real incômodo que o problema causa ao setor.
De posse das informações até então levantadas, fez-se um estudo complementar com
inspeção de 100% das peças do modelo selecionado (MOD001) de alguns lotes pintados.
Foram selecionados aleatoriamente dois lotes de peças em cada um dos três turnos, para
realizar este trabalho. Não houve aviso prévio aos colaboradores responsáveis pelo processo
de pintura para obter-se o retrato mais fiel possível da característica estudada.
No momento da elaboração da metodologia de desenvolvimento do projeto foi proposta a
utilização de cartas de controle para verificar a repetibilidade de peças “conforme” ou “não
conforme”. O resultado das inspeções foi convertido em uma Tabela de inspeção das roscas
das peças MOD001 (Tabela 4), que gerou os Gráficos de Inspeção para cada uma das roscas
(Gráfico 4 e Gráfico 5).
0,00
20,00
40,00
60,00
80,00
100,00
120,00
0
20
40
60
80
100
120
140
160
180
Clientes
Número de PeçasRecusadas
38
Tabela 4 – Inspeção 100% das roscas das peças MOD001 – início
Inspeção Nº Peças
Inspecionadas
Nº Porcas M6
Inspecionadas
Nº Porcas
M6
Recusadas
Nº de Porcas M8
Inspecionadas
Nº Porcas
M8
Recusadas
% Porcas
M6
Recusadas
% Porcas
M6
Recusadas
1.1 63 252 243 63 35 96,43 55,56
1.2 80 320 320 80 80 100 100
2.1 22 88 87 22 13 98,86 59,09
2.2 75 300 286 75 42 95,33 56,00
3.1 31 124 119 31 2 95,97 6,45
3.2 47 188 185 47 27 98,40 57,45
MÉDIA - 163 159 207 117 97,24 56,52
Gráfico 4 – Inspeção 100% das roscas M6 das peças MOD001 – início
Gráfico 5 – Inspeção 100% das roscas M8 das peças MOD001 – início
Tanto na Tabela 4 como no Gráfico 4 e Gráfico 5, o eixo horizontal representa cada um
dos testes feito nos turnos, de acordo com a Tabela de Legenda (Tabela 5):
Tabela 5 – Legenda
ITEM SIGNIFICADO
1.1 1º Turno – Inspeção 1
1.2 1º Turno – Inspeção 2
2.1 2º Turno – Inspeção 1
2.2 2º Turno – Inspeção 2
3.1 3º Turno – Inspeção 1
3.2 3º Turno – Inspeção 2
0,00
20,00
40,00
60,00
80,00
100,00
120,00
% de Porcas M8 Recusadas
% Média de Porcas M6Recusadas
0,00
20,00
40,00
60,00
80,00
100,00
120,00
% de Porcas M6 Recusadas
% Média de Porcas M6Recusadas
39
Como o resultado apresentado se mostrou constante, foi decidido juntamente com o
setor de qualidade responsável por responder ao Cliente A e o corpo gerencial do setor pela
não elaboração das cartas de controle.
Nos dois gráficos apresentados acima (Gráfico 4 e Gráfico 5), ficou evidente a necessidade
de uma tomada de ação para solucionar o problema de roscas obstruídas durante o processo de
Pintura a Pó, principalmente para as porcas M6, que apresentaram média de retrabalho de
97,24%.
Nas seis inspeções realizadas, todas as peças foram recusadas, pois todas apresentavam ao
menos uma rosca obstruída.
Pelo Gráfico 4 e Gráfico 5, verificou-se ainda a real necessidade de se efetuar um plano de
ação para buscar a melhor solução para o problema estudado, visto que as taxas de retrabalho
das roscas eram altas.
4.1.3 Análise: Análise do Processo
Nessa etapa do desenvolvimento do PDCA, foi feita a análise do processo, visando
buscar as causas do problema a ser solucionado. Para isso, foi realizado um Brainstorming. A
reunião contou com a presença do responsável dentro da Qualidade por responder as não
conformidades ao Cliente A, com coordenador do setor Sistemas de Pintura Chassis e
Prensados, o técnico de laboratório do setor e foi encaminhada por esta estagiária.
Inicialmente o problema foi apresentado brevemente aos participantes da reunião, uma vez
que todos já estavam envolvidos no desenvolvimento do projeto. Então, foram apresentadas
as causas já previstas na FMEA dos processos de pintura e cada integrante foi colocando suas
ideias conforme foram surgindo. Todas as causas sugeridas foram anotadas e, em um segundo
momento, analisadas para selecionar as mais pertinentes ao modo de falha analisado.
Constatou-se então que no processo de pintura a pó estudado, as roscas podem ser
obstruídas por uma camada de tinta a pó que apresenta espessura de 60-120µm, suficiente
para diminuir significativamente o diâmetro e o passo das roscas. Podem também ser
obstruídas por borras de tinta, provenientes, em geral, do próprio plug utilizado para proteger
a rosca que acumula tinta na extremidade durante o processo e, ao ser retirado, deixa restos
(borra) de tinta na rosca. As roscas podem ser obstruídas ainda por restos de plugs que aderem
à rosca, na grande maioria dos casos, devido a altas temperaturas da estufa (acima do
especificado para o processo) ou da utilização de plugs que já esgotaram a vida útil.
Para o estudo desse caso foram descartadas causas originadas em processos anteriores,
estabelecendo-se a linha de fronteira do estudo no processo de pintura a pó.

40
Com as informações coletadas e analisadas foi possível a elaboração de um Diagrama de
causa e efeito para apresentação de dados do brainstorming para causas do defeito de obstrução de
roscas (Figura 7).
Figura 7 – Diagrama de causa e efeito para apresentação de dados do brainstorming para causas do
defeito de obstrução de roscas
Inicialmente foi proposto um diagrama no formato 6M, porém não foram apresentadas
causas pertinentes para Medição e Meio Ambiente, portanto o formato foi substituído para
4M.
4.1.4 Plano de Ação: Estabelecimento do Plano de Ação
Nesse momento foram analisadas as principais causas apontadas na Figura 7 para reduzir o
retrabalho e, consequentemente, as reclamações dos clientes sobre o problema.
Para as causa selecionadas na Figura 7 foram levantadas ações a serem tomadas visando
solucionar o problema de obstrução de roscas M6 e M8.
Para causas relacionadas à Máquina (Estufa), foi recomendado realizar uma análise crítica
dos dados gerados pelo TPM (Total Productive Maintenance) e verificar a eficácia da
frequência estabelecida para manutenções preventivas da estufa. Este trabalho não foi
contemplado com a análise de dados de TPM do setor, pois o corpo gerencial não julgou
inicialmente necessário para a solução do problema estudado.
Para as causas relacionadas à Mão-de-obra (colaboradores) e Método (utilização do plug),
foi sugerida a revisão das Instruções de Trabalho e intensificados os treinamentos e
reciclagens para informar as possíveis alterações dos procedimentos adotados, além da
conscientização dos colaboradores sobre a importância do cumprimento das orientações.
Para causas inerentes ao Material (plug), solicitou-se um estudo para avaliar se a
composição e geometria do plug são adequadas para as condições de processo (temperatura da

41
estufa, tempo de operação, mão-de-obra disponível etc.) e também a avaliação da
possibilidade de alteração do plug.
Com essas informações um novo diagrama de causa e efeito (Figura 8) foi adaptado
para facilitar a visualização das ações que deveriam ser tomadas para cada grupo de causas.
Dessa forma, nos braços do diagrama, ao invés de apresentar causas, foram apresentadas
ações para as causas colocadas no diagrama da Figura 7.
Figura 8 – Diagrama de causa e efeito para visualização de ações a serem tomadas
Com base nessas informações e no Cronograma de Execução do Projeto (APÊNDICE A),
foram selecionadas as ações mais viáveis, juntamente com o corpo gerencial do setor e, então,
elaborou-se um cronograma de execução do Ciclo PDCA utilizando a ferramenta da
qualidade 5W2H (Tabela 6).
Tabela 6 – 5W2H
What? Who? Where? When? Why? How? How
Much?
Estudo da
composição do plug
Lúcio (E-Coat) /David
(fornecedor dos
plugs)
Sistemas de
Pinturas de Chassis e
Prensados (E-
Coat) /Fornecedor
20/10/2011
a 23/11/2011
Melhorar a resistência
do plug à ação da temperatura
Ação por conta do fornecedor,
mediante
aprovação do setor
Ação não
gerou custo
Estudo da geometria do
plug
Letícia – Lúcio –
Sávio (E-Coat) /David
(fornecedor dos
plugs)
Linhas de Pintura
a Pó/Fornecedor
20/10/2011 a
23/11/2011
Evitar que a tinta depositada no plug
obstrua a rosca
Desenvolvimento
de Plugs-Protótipo
Custo por conta do
Fornecedor
Teste dos
Plugs-Protótipo
Coordenadores
das Linhas de Pintura a Pó
Linhas de Pintura
a Pó
24/11/2011
a 01/02/2012
Selecionar o modelo
de plug que se adequa
às características e necessidades do
processo
Testes de campo
com análise dos colaboradores
Ação não
gerou custo
Análise de custo para
implementação
do modelo de plug
selecionado
Letícia (E-Coat)
Sistemas de
Pinturas de Chassis e
Prensados (E-
Coat)
02/02/2012 a
22/02/2012
Verificar a viabilidade
da aplicação do
modelo de plug selecionado
(Custo Retrabalho + Custo Plug)
Antigo X (Custo
Retrabalho + Custo Plug-Protótipo)
Novo
Ação não gerou
custo
continua

42
conclusão
What? Who? Where? When? Why? How? How
Much?
Implementação
do modelo de plug
selecionado
Lúcio – Sávio (E-Coat)
Linhas de Pintura a Pó
23/02/2012
a
20/04/2012
Solucionar o problema de obstrução de roscas
M6 e M8 durante o
processo de pintura a pó
Substituição dos
modelos antigos de plugs pelo novo
modelo
Vide Análise de
Custo
(etapa anterior)
Revisão das
Instruções de
Trabalho
Letícia – Sávio (E-Coat)
Sistemas de Pinturas de
Chassis e
Prensados (E-Coat)
23/02/2012
a
20/04/2012
Atualizar a fonte de
informações de acordo com as alterações
realizadas
Adequar as
Instruções de Trabalho às
alterações que
serão implementadas ao
processo
Ação não
gerou
custo
4.2 Etapa D (Do – Execução)
O fornecedor dos plugs, juntamente com o coordenador do setor, realizou alterações na
composição dos mesmos, garantindo maior vida útil aos plugs e reduzindo o risco de
degradação do material dentro da estufa.
Foram elaborados Plugs-protótipo para a substituição do modelo utilizado (Figura 9),
visando garantir que a rosca não tivesse nenhum contato com a tinta durante o processo de
pintura ou após, no momento da retirada dos plugs, evitando a obstrução das roscas por borra
de tinta. Cada protótipo foi testado nas linhas de pintura a pó para verificar a funcionalidade
dos modelos e a capacidade da linha de produção de absorver a alteração no processo de
colocação do plug – tempo e facilidade para a colocação do plug.
Figura 9 – Plug anteriormente utilizado – (a) plug utilizado nas roscas internas M6; (b)
plug utilizado nas roscas internas M8; (c) plug montado na peça.
Para todos os protótipos, foram solicitados ao fornecedor 10 (dez) unidades para a
realização dos primeiros testes. Esses testes consistiram da avaliação da qualidade das roscas
após passar pelo processo e agilidade para a colocação e retirada dos plugs nas peças. Para a
utilização dos plugs, foram consultados os colaboradores responsáveis pelas atividades
envolvendo o manuseio dos plugs.

43
O primeiro modelo sugerido – Plug azul (Figura 10) – foi pensado para atender cada
tamanho de rosca separadamente: roscas M6 teriam um tamanho de plug e roscas M8 teriam
outro tamanho.
Figura 10 – Protótipo 1 – (a) plug montado; (b) partes do plug
A ideia foi proteger a extremidade do plug que passará pela rosca. O modelo que era
utilizado não apresentava espaço suficiente para se realizar essa proteção. A parte 1 do plug
mostrado na Figura 10 foi sugerida pelo fornecedor dos plugs e a parte 2 foi uma adaptação
dos plugs utilizados para a proteção de roscas de parafuso no mesmo processo.
Os resultados dos testes foram os seguintes:
- qualidade das roscas: nenhuma rosca apresentou obstrução com a utilização do plug azul;
- colocação do plug: não foram levantadas dificuldades nessa etapa do processo e o tempo
de colocação foi compatível com os plugs anteriormente utilizados;
- retirada do plug: a extremidade do plug onde se segura para retirar é muito curta,
dificultando a retirada, inclusive com um tempo de retirada superior e, eventualmente, quebra
do plug.
Para solucionar os problemas levantados para o plug azul, foi desenvolvido o Protótipo-2 –
Plug vermelho (Figura 11) – que, além de eliminar a dificuldade de retirada do plug, foi
pensado para proteger tanto roscas M6 como roscas M8, com apenas um tamanho de plug.

44
Figura 11 – Protótipo 2 – (a) plug montado; (b) partes do plug; (c) plug montado na peça
O princípio utilizado foi o mesmo, proteger a extremidade do plug que entrará em contato
com a rosca após o processo e os resultados para os testes foram os seguintes:
- qualidade das roscas: nenhuma rosca apresentou obstrução com a utilização do plug
vermelho;
- colocação do plug: apresentou dificuldades, pois o corpo do plug (parte 1) é comprido e
fino, não apresentando flexão no momento da colocação da parte 2 do plug. Além disso, como
a única saída de ar ocorre ao final do encaixe da parte 2, o plug pode não entrar ou pode ficar
ar dentro do conjunto, fazendo com que a proteção escape na estufa;
- retirada do plug: não foram observadas dificuldades na retirada do plug e o tempo de
retirada foi compatível com os plugs anteriormente utilizados.
Para sanar as dificuldades apresentadas, foi desenvolvido o Protótipo-3 – Plug verde
(Figura 12) – que, diferente dos protótipos anteriores, apresenta uma das partes em aço,
solucionando o problema de flexão.
Figura 12 – Protótipo 3 – (a) plug montado; (b) partes do plug; (c) plug montado na peça

45
- qualidade das roscas: nenhuma rosca apresentou obstrução com a utilização do plug
verde;
- colocação do plug: não foram levantadas dificuldades nessa etapa do processo e o tempo
de colocação foi compatível com os plugs anteriormente utilizados;
- retirada do plug: não foram apresentadas dificuldades nessa etapa do processo e o tempo
de retirada foi compatível com os plugs anteriormente utilizados.
Entretanto, esse protótipo apresentou uma falha: o ar acumulado no conjunto expande com
o aquecimento da estufa, escapando. Além disso, foi observado que o plug verde é maior do
que a necessidade do processo.
Foi desenvolvido o Protótipo-4 – plug final (Figura 13) – que apresenta um furo no fundo
da parte 1, para que o ar não fique confinado no conjunto. Ele é também menor que o plug
verde, visando redução do custo do conjunto.
Figura 13 – Protótipo 4: Plug final – (a) plug montado; (b) partes do plug ; (c) plug montado
na peça
Foram realizados os mesmos testes e os resultados foram satisfatórios para todos os
fatores:
- qualidade das roscas: nenhuma rosca apresentou obstrução com a utilização do plug final;
- colocação do plug: não foram levantadas dificuldades nessa etapa do processo e o tempo
de colocação foi compatível com os plugs anteriormente utilizados;
- retirada do plug: não foram levantadas dificuldades nessa etapa do processo e o tempo de
retirada foi compatível com os plugs anteriormente utilizados.
Foi observado que os plugs não escaparam na estufa, assim determinou-se que o Protótipo-
4 se adequou ao processo, de acordo com as características apresentadas e foi selecionado
para ser produzido em escala piloto, para testes mais significativos.
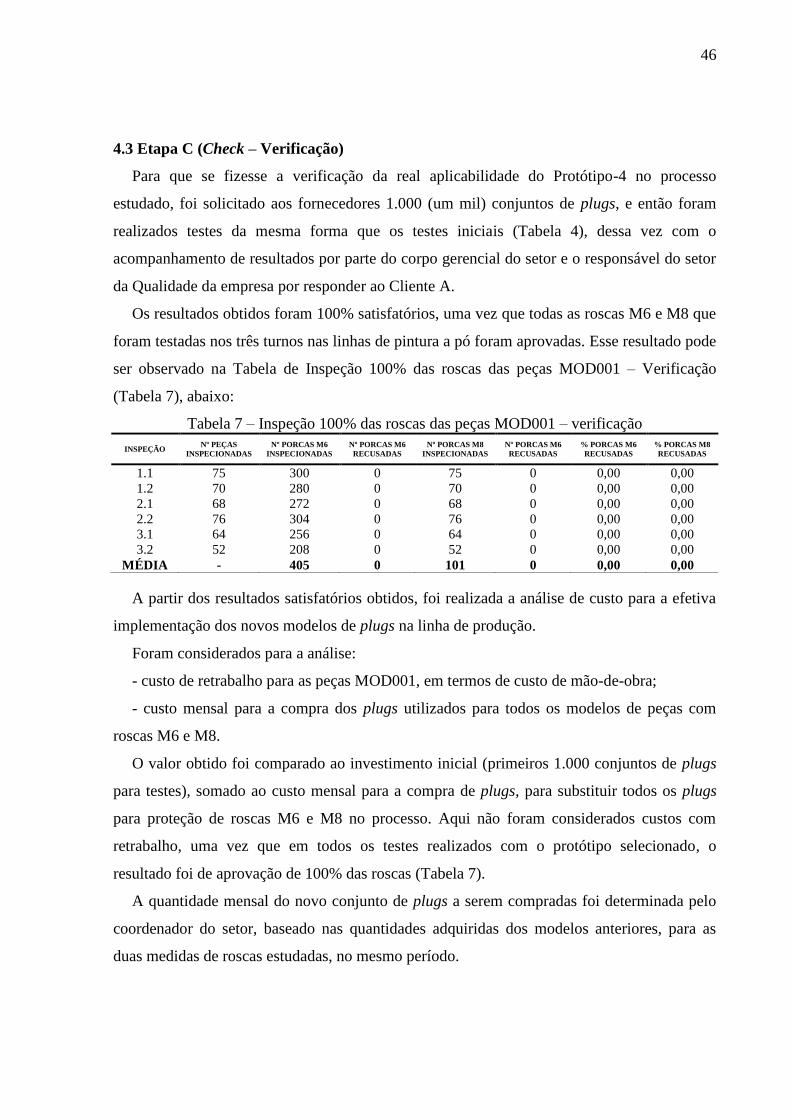
46
4.3 Etapa C (Check – Verificação)
Para que se fizesse a verificação da real aplicabilidade do Protótipo-4 no processo
estudado, foi solicitado aos fornecedores 1.000 (um mil) conjuntos de plugs, e então foram
realizados testes da mesma forma que os testes iniciais (Tabela 4), dessa vez com o
acompanhamento de resultados por parte do corpo gerencial do setor e o responsável do setor
da Qualidade da empresa por responder ao Cliente A.
Os resultados obtidos foram 100% satisfatórios, uma vez que todas as roscas M6 e M8 que
foram testadas nos três turnos nas linhas de pintura a pó foram aprovadas. Esse resultado pode
ser observado na Tabela de Inspeção 100% das roscas das peças MOD001 – Verificação
(Tabela 7), abaixo:
Tabela 7 – Inspeção 100% das roscas das peças MOD001 – verificação
INSPEÇÃO Nº PEÇAS
INSPECIONADAS
Nº PORCAS M6
INSPECIONADAS
Nº PORCAS M6
RECUSADAS
Nº PORCAS M8
INSPECIONADAS
Nº PORCAS M6
RECUSADAS
% PORCAS M6
RECUSADAS
% PORCAS M8
RECUSADAS
1.1 75 300 0 75 0 0,00 0,00
1.2 70 280 0 70 0 0,00 0,00
2.1 68 272 0 68 0 0,00 0,00
2.2 76 304 0 76 0 0,00 0,00
3.1 64 256 0 64 0 0,00 0,00
3.2 52 208 0 52 0 0,00 0,00
MÉDIA - 405 0 101 0 0,00 0,00
A partir dos resultados satisfatórios obtidos, foi realizada a análise de custo para a efetiva
implementação dos novos modelos de plugs na linha de produção.
Foram considerados para a análise:
- custo de retrabalho para as peças MOD001, em termos de custo de mão-de-obra;
- custo mensal para a compra dos plugs utilizados para todos os modelos de peças com
roscas M6 e M8.
O valor obtido foi comparado ao investimento inicial (primeiros 1.000 conjuntos de plugs
para testes), somado ao custo mensal para a compra de plugs, para substituir todos os plugs
para proteção de roscas M6 e M8 no processo. Aqui não foram considerados custos com
retrabalho, uma vez que em todos os testes realizados com o protótipo selecionado, o
resultado foi de aprovação de 100% das roscas (Tabela 7).
A quantidade mensal do novo conjunto de plugs a serem compradas foi determinada pelo
coordenador do setor, baseado nas quantidades adquiridas dos modelos anteriores, para as
duas medidas de roscas estudadas, no mesmo período.

47
O resultado da análise de custo se mostrou satisfatório, representando significativa redução
nos custos do processo, com um retorno do investimento já no primeiro mês de substituição.
Assim, a implementação da melhoria foi aprovada pelo corpo gerencial do setor.
As tabelas e valores para a realização deste estudo de custo foram mantidos em sigilo pela
empresa.
A partir desses resultados, deu-se continuidade ao ciclo PDCA com a implementação
definitiva da melhoria e padronização dos procedimentos envolvidos.
4.4 Etapa A (Action – Ação)
Após a aprovação da implementação da melhoria, os plugs começaram a ser substituídos.
Porém, verificou-se a necessidade de padronização do procedimento de proteção das roscas
para o processo de pintura a pó, garantindo que as peças fossem sempre protegidas pelo plug
adequado. Além disso, mostrou-se conveniente a substituição dos plugs para os demais
modelos de peças que apresentassem roscas de porcas M6 e M8, garantindo a qualidade de
todas as peças produzidas pelo setor.
Como a análise de custo contemplou a substituição de todos os plugs para porcas M6 e M8
utilizados no setor, decidiu-se por estender a melhoria para todos os modelos de peças, de
todos os clientes.
Foi decidido também que as peças com roscas de tamanho M10 e M12 (Figura 14), que
não foram objeto de estudo, também seriam protegidas pelos novos conjuntos de plugs. O
modelo projetado não atendeu a essas roscas, então foram elaborados plugs com o mesmo
formato, porém com dimensões adequadas para atender aos modelos de roscas internas
maiores.
Figura 14 – Plug para roscas M10 e M12 – (a) plug montado; (b) partes do plug

48
O passo seguinte foi estabelecer a nova frequência de inspeção das roscas após o processo
de pintura a pó. Essa atividade foi desenvolvida pelo setor de Qualidade da empresa e as
informações utilizadas para isso foram mantidas em sigilo.
Concluídas as alterações no processo, todas as Instruções de Trabalho relacionadas à
proteção de roscas no processo de pintura a pó foram revisadas, sendo inserido o novo modelo
de plug a ser utilizado, como ele deve ser colocado e retirado das peças, como e onde deve ser
armazenado e a frequência de inspeção das roscas para cada modelo de peça.
Após todas as alterações, foram elaborados e ministrados treinamentos para os
colaboradores capacitados para as funções que envolvem as atividades que envolvem os
procedimentos alterados. Os treinamentos abordaram todas as modificações do procedimento,
padronizando a atividade.
Foi constatada melhora dos índices de satisfação dos clientes, a redução significativa das
atividades de retrabalho e a redução dos custos de produção relativos ao processo objeto de
estudo, informações que justificam a validade deste trabalho.

49
5 CONCLUSÃO
Este trabalho teve como principal objetivo o desenvolvimento de um plug para solucionar
o problema de obstrução de roscas M6 e M8 nas linhas de pintura a pó nas linhas de produção
da empresa Iochpe Maxion S/A. Foi aplicado o ciclo PDCA e algumas ferramentas da
qualidade para analisar e sanar o problema.
Com base nos testes realizados em linha durante a etapa C (Check) do ciclo PDCA, cujos
resultados se mostraram satisfatórios conforme TABELA 7 e através do estudo de viabilidade
econômica também realizado na etapa C (Check) do ciclo PDCA de resultado igualmente
satisfatório, foi possível concluir que o projeto de desenvolvimento do plug através da
aplicação do ciclo PDCA e ferramentas da qualidade atingiu o objetivo de garantir a não
obstrução de roscas M6 e M8 durante o processo de pintura a pó, melhorando os índices de
satisfação do cliente e reduzindo as atividades de retrabalho e consequentemente os custos de
produção.

50
REFERÊNCIAS BIBLIOGRÁFICAS.
AGUIAR, Silvio. Integração das Ferramentas da Qualidade ao PDCA e ao Programa Seis
Sigma. Belo Horizonte: DG, 2002. v.1.
ANDRADE, Claudia Cristina; FARIA, Evandro de Paula; SILVA, Elvis Magno. O CEP
Como Ferramenta de Melhoria de Qualidade e Produtividade nas Organizações. In: SEGeT
– SIMPOSIO DE EXELÊNCIA EM GESTÃO E TECNOLOGIA. Resende, 2008. Disponível
em:
< http://www.aedb.br/seget/artigos2008.php>. Acesso em 8 setembro 2011.
BARBOSA, Eduardo Fernandes. Ferramentas do Controle da Qualidade. In: ______.
Gerência da Qualidade Total na Educação. Belo Horizonte: Fundação Christiano Ottoni:
Editora UFMG, 1993. cap.7.
CETEC INDUSTRIAL. Conceitos de Pintura Eletrostática Pó. S.l.: CETEC Industrial,
[1995].
DE AGUIAR, Dimas Campos. FMEA: Análise do Modo de Falha e Seus Efeitos. 4. ed.
Cruzeiro: s.n., 2011.
ESTnet. Add Cor Engenharia. Disponível em:
<http://addcor.com.br/blog/?p=6>. Acesso em: 18 novembro 2011.
ESTnet. Anything Research. Disponível em:
<http://www.anythingresearch.com/Strategic-Planning/PDCA-Plan-Do-Check-
Act.htm>. Acesso em 17 agosto 2011.
ESTnet. Cedet: Tutoriais. Disponível em:
http://www.cedet.com.br/index.php?/Tutoriais/Gestao-da-Qualidade/ferramentas-da-
qualidade.html. Acesso em 27 outubro 2011.
ETSnet. Pintak: Tratamento de Superfície Industrial. Disponível em:
<http://pintak.com.br/conteudo.php?page=processo>. Acesso em: 18 novembro
2011.
51
ESTnet. Gestão da Produção. São Carlos, v. 9. n. 1, 2002. Disponível em:
<www.scielo.br>. Acesso em 01 novembro 2011.
RAMOS, Diogo. Gestão da Qualidade Total e Certificação de Empresas: As 7 Ferramentas
da Qualidade. Funchal Portugal: s.n., 2008.
SEBRAE. Manual de Ferramentas da Qualidade. S.l.: SEBRAE, 2005.
SUTTI, Daniel R. Oliveira. E-Coat: BASF The Chemical Company. São Bernardo do
Campo: s.n., 2011.

52
APÊNDICE A – Cronograma de execução do projeto