sinterizaÇÃo de matrizes cerÂmicas À base de … · À professora neyde tomazin floreoto por...
TRANSCRIPT

UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE CENTRO DE CIÊNCIAS EXATAS E DA TERRA
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS
TESE DE DOUTORADO
SINTERIZAÇÃO DE MATRIZES CERÂMICAS À BASE DE ALUMINA REFORÇADAS POR CARBETOS A PARTIR DE
PRECURSORES POLIMÉRICOS
MARCUS ALEXANDRE DINIZ
Orientador: Prof. Dr. Wilson Acchar
Tese No 53/PPgCEM
Natal 2007

UNIVERSIDADE FEDERAL DO RIO GRANE DO NORTE CENTRO DE CIÊNCIAS EXATAS E DA TERRA
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS
SINTERIZAÇÃO DE MATRIZES CERÂMICAS À BASE DE ALUMINA REFORÇADAS POR CARBETOS A PARTIR DE
PRECURSORES POLIMÉRICOS
MARCUS ALEXANDRE DINIZ
Orientador: Prof. Dr. Wilson Acchar
Tese No 53/PPgCEM
Natal 2007
MARCUS ALEXANDRE DINIZ
SINTERIZAÇÃO DE MATRIZES CERÂMICAS À BASE DE
ALUMINA REFORÇADAS POR CARBETOS A PARTIR DE
PRECURSORES POLIMÉRICOS
Tese apresentada ao Programa de Pós-Graduação em Ciência e Engenharia de Materiais do Centro de Ciências Exatas e da Terra da Universidade Federal do Rio Grande do Norte, como parte dos requisitos para obtenção do título de Doutor em Ciência e Engenharia de Materiais.
Orientador: Prof. Dr. Wilson Acchar
Natal/RN 2007

Divisão de Serviços Técnicos
Catalogação da Publicação na Fonte. UFRN / Biblioteca Central Zila Mamede
Diniz, Marcus Alexandre.
Sinterização de matrizes cerâmicas à base de alumina reforçadas por carbetos a
partir de precursores poliméricos / Marcus Alexandre Diniz. Natal,RN, 2007
139 f.: il.
Orientador : Wilson Acchar.
Tese (Doutorado) – Universidade Federal do Rio Grande do Norte. Centro de Ciências Exatas e da
Terra – Programa de Pós-graduação em Ciência e Engenharia de Materiais.
1. Sinterização - Tese. 2. Matrizes Cerâmicas – Tese. I. Acchar, Wilson. II. Universidade Federal
do Rio Grande do Norte. III. Título.
RN/UF/BCZM CDU 536.421.5(043.3)

AGRADECIMENTOS Ao Professor Dr. Wilson Acchar (DFTE – UFRN) pela excelente e incansável orientação, compreensão, dedicação e apoio prestados na realização deste trabalho. Ao Programa de Pós-graduação em Ciência e Engenharia de Materiais pelo apoio e colaboração. Ao Centro Federal de Educação Tecnológica do RN (CEFET/UNED/MOSSORÓ) pelo incentivo no desenvolvimento deste trabalho. À Professora Neyde Tomazin Floreoto por disponibilizar o Laboratório de Metalografia. Aos amigos Ygor Alexandre, Eduardo Galvão, Wagner Lopes, Cláusio Cruz, Fernando Barcelos e Márcio Mendes, pelas inúmeras contribuições. Ao amigo Francisco Antônio Vieira pela ajuda na realização de ensaios. À Lídia Gabriela (secretária do PPgCEM) por sua dedicação, atenção e colaboração. À Professora e irmã Magda Renata Marques Diniz pela contribuição neste trabalho. A todos aqueles que direta ou indiretamente colaboraram para tornar real a realização deste trabalho.

A Deus, nosso Pai, pelo precioso dom da vida.
Ao meu Pai Diniz (in memorian), que mesmo distante fisicamente continua sendo um grande exemplo vivo de vida.
A minha mãe Dalva, um grande exemplo de mulher evidenciado
através de sua coragem, força, fé e perseverança.
Aos meus irmãos, Magnólia Marque Diniz, Magnus Roberto Diniz e Magda Renata Marques Diniz, pelo incentivo e confiança.
A minha esposa Déborah, por todo apoio e colaboração.
Ao meu bem mais precioso, meu filho Pedro, que pelo simples fato
de existir, foi capaz de me ensinar o significado do VERDADEIRO AMOR.

A grandeza de um ser humano não está no quanto ele sabe, mas no quanto ele tem consciência que não sabe. O destino não é frequentemente inevitável, mas uma questão de escolha. Quem faz escolha, escreve sua própria história, constrói seus próprios caminhos...
SUMÁRIO
ÍNDICE DE TABELAS
ÍNDICE DE FIGURAS
ÍNDICE DE NOMENCLATURA
RESUMO
ABSTRACT
1- INTRODUÇÃO 20
2 - REVISÃO BIBLIOGRÁFICA 23
2.1 - MATERIAIS COMPÓSITOS 23
2.1.1 - Compósitos de Matriz Cerâmica 24
2.1.2 - Alumina (Al2O3) 26
2.1.3 - Materiais Compósitos à Base de Alumina 31
2.1.4 - Carbetos Cementados 42
2.2 - OBTENÇÃO DE COMPÓSITOS CERÃMICOS POR PROCESSOS
CONVENCIONAIS 43
2.2.1 - Prensagem Uniaxial à Frio Seguida de Sinterização Convencional 43
2.2.2 - Sinterização sem Pressão à Altas Taxas de Aquecimento 44
2.2.3 - Prensagem Uniaxial à Quente (HP) 45
2.2.4 - Prensagem Isostática à Quente (HIP) 47
2.3 - PIRÓLISE DE PRECURSORES POLIMÉRICOS 50
2.4 - OBTENÇÃO DE COMPÓSITOS CERÂMICOS A PARTIR DE
PRECURSORES POLIMÉRICOS COM ADIÇÃO DE CARGA REATIVA64
2.5 - INFILTRAÇÃO 71
3 - PROCEDIMENTO EXPERIMENTAL 78

3.1 - MATÉRIAS-PRIMAS 79
3.2 - ANÁLISE DE DISTRIBUIÇÃO DE TAMANHO DE PARTÍCULAS 80
3.3 - MISTURA E HOMOGENEIZAÇÃO 81
3.4 - COMPACTAÇÃO 82
3.5 - PIRÓLISE 84
3.6 - INFILTRAÇÃO 86
3.7 - CARACTERIZAÇÃO 86
3.7.1 - Densidade e porosidade 86
3.7.2 - Resistência Mecânica à Flexão 87
3.7.3 - Difratometria de raios-x 88
3.7.4 - Microscopia Eletrônica de Varredura (MEV) 89
4 - RESULTADOS E DISCUSSÕES 90
4.1 - CARACTERIZAÇÃO FÍSICA 90
4.1.1 - Densidade e Porosidade 90
4.1.1.1 - Efeito da Temperatura 90
4.1.1.2 - Efeito dos Elementos Infiltrantes 92
4.1.2 - Difratometria de raios-x 96
4.1.3 - Microscopia Eletrônica de Varredura (MEV) 101
4.2 - CARACTERIZAÇÃO MECÂNICA 118
4.2.1 - Resistência Mecânica à Flexão 118
4.3 - MODELO PROPOSTO 121
5 - CONCLUSÕES 124
6 - SUGESTÕES PARA TRABALHOS FUTUROS 126
7 - REFERÊNCIAS 127

ÍNDICE DE TABELAS
TABELA 2.1 - Propriedades típicas de alguns materiais cerâmicos (adaptado de BURDEN et al, 1988). 25
TABELA 2.2 - Propriedades típicas da α-Al2O3 (LEE e RAINFORTH, 1994). 28
TABELA 2.3 - Propriedades típicas da alumina (DORRE e HUBNER, 1984). 29
TABELA 2.4 - Propriedades do compósito Al2O3-TiN prensado à quente (RAK e CZECHOWSKI, 1998). 32
TABELA 2.5 - Medidas de parâmetros derivados do compósito Al2O3-TiC (adaptado de WAHI e ILSCHNER, 1980). 33
TABELA 2.6 - Propriedades mecânicas da alumina e carbetos refratários (BOLZ, 1973). 35
TABELA 2.7 - Propriedades do compósito Al2O3-NbC sinterizado com 3% em peso Y2O3 (ACCHAR, 2001). 38
TABELA 2.8 - Valores de Dureza Vickers obtidos na literatura. 39
TABELA 2.9 - Tenacidade à fratura das amostras do compósito Al2O3-NbC. 40
TABELA 2.10 - Valores de Dureza Vickers. 46
TABELA 2.11 - Parâmetros obtidos do compósito Al2O3-NbC, em função da composição, por prensagem uniaxial, sinterizado a 1650°C (adaptado de VIEIRA, 1999).
47
TABELA 2.12 - Propriedades do compósito Al2O3-TiC em função das condições de sinterização (KIM e LEE, 1989). 49
TABELA 2.13 - Propriedades mecânicas do compósito Al2O3-TiC em função das condições de sinterização (BURDEN et al, 1988). 50
TABELA 2.14 - Alguns polímeros de silício usualmente empregados como precursores poliméricos em aplicações cerâmicas. 62
TABELA 2.15 - Valores de algumas propriedades do compósito 3Y/TZP/Al2O3 infiltrado com vidro. 74
TABELA 2.16 - Propriedades mecânicas do compósito Al2O3/Si infiltrado sem pressão (adaptado de TRAVITZKY, 1997). 77

TABELA 3.1 - Composição da mistura utilizada. 80
TABELA 4.1 - Densidade e porosidade das amostras após a pirólise e infiltração. 90
TABELA 4.2 – Valores de porosidade encontrados neste trabalho e na literatura. 94
TABELA 4.3 - Resistência mecânica, porosidade e densidade das amostras. 118

ÍNDICE DE FIGURAS
FIGURA 2.1 - Principais tipos de reforços em materiais compósitos (CHAWLA, 1993).
24
FIGURA 2.2 - Utilização de cerâmica de alta alumina em vários campos de aplicação (DORRE, 1984). 27
FIGURA 2.3 - Dureza Vickers x temperatura (adaptado de NORTH e BAKER, 1983). 31
FIGURA 2.4 - Efeito da concentração de whiskers (TiC) na Dureza Vickers (TAMARI et al, 1996). 34
FIGURA 2.5 - Dureza Vickers do compósito Al2O3-WC em função do conteúdo de WC (ACCHAR, 2000a). 36
FIGURA 2.6 - Tenacidade à fratura do compósito Al2O3-WC em função do conteúdo de WC (ACCHAR, 2000b). 37
FIGURA 2.7 - Tenacidade à fratura das amostras do compósito Al2O3 + NbC, com e sem aditivo de sinterização, a 1600°C, por 30 minutos. 41
FIGURA 2.8 - Esquema de matrizes cilíndricas uniaxiais (a) matriz de ação simples do pistão, (b) matriz com ação dupla do pistão (GOMES, 1993).
43
FIGURA 2.9 - Esquema de prensagem à quente (CHIAVERINI, 1992). 45
FIGURA 2.10 - Esquema de prensagem isostática à quente (adaptado de PRICE, 1984). 48
FIGURA 2.11 - Estabilidade térmica para diferentes matrizes derivadas de pirólise (adaptado de RIEDEL e DRESSLER, (1996); *SCHIAVON et al, 2002a; **SORARÚ et al, 1988; ***BALDUS et al, 1994).
54
FIGURA 2.12 - Principais etapas da conversão polímero/cerâmica com relação à perda de massa (GREIL, 1995). 55
FIGURA 2.13 - Processamento de produtos cerâmicos, a partir da pirólise de precursores poliméricos (adaptado de GREIL, 1995). 56
FIGURA 2.14 - Análise termogravimétrica de um poli(fenilsilsesquioxano) puro e um poli(fenilsilsesquioxano)/Al2O3/Nb/NbC (WOLLF, 2002). 59
FIGURA 2.15 - Análise termodiferencial de um poli(fenilsilsesquioxano) puro e um poli(fenilsilsesquioxano)/Al2O3/Nb/NbC (WOLLF, 2002).
60

FIGURA 2.16 - Principais transformações envolvidas durante a preparação de materiais cerâmicos, a partir de precursores poliméricos (adaptada de SCHIAVON, 2002).
61
FIGURA 2.17 - Reação de hidrólise/condensação de misturas de cloro ou alcoxissilanos (adaptado de MORETO et al, 1989). 63
FIGURA 2.18 - Esquema da técnica AFCOP (GREIL, 1995). 64
FIGURA 2.19 - Esquema do processo de pirólise de um precursor polimérico. 65
FIGURA 2.20 - Variação da retração linear em função da quantidade e do tipo de carga reativa (adaptado de GREIL, 1998). 66
FIGURA 2.21 - Esquema de prensagem à morno. 67
FIGURA 2.22 - Efeito da temperatura no aspecto interno de corpos conformados por prensagem (KONETSCHNY et al, 1999). 68
FIGURA 2.23 - Aspecto microestrutural da amostra de polissilazano conformada por: a) prensagem à frio e b) prensagem à morno (KONETSCHNY et al, 1999).
68
FIGURA 2.24 - Pressão x tempo para o processo de infiltração sob pressão.
73
FIGURA 2.25 - Amostras infiltradas com Al e ligas de Al a 1000°C.
FIGURA 2.26 - Dureza x conteúdo de Si do compósito (B4C com porosidade inicial de 38-40%), infiltrado com Al e liga de Al-Si.
FIGURA 2.27- Dureza x conteúdo de Si do compósito (B4C com porosidade inicial de 16-18%), infiltrado com Al e liga de Al-Si.
75
76
76
FIGURA 3.1 - Fluxograma das etapas empregadas para obtenção e caracterização do compósito cerâmico em estudo. 78
FIGURA 3.2 - Granulômetro à laser utilizado no ensaio. 80
FIGURA 3.3 - Matriz utilizada para dar forma ao material. 81
FIGURA 3.4 - Esquema da prensa de compactação utilizada na operação de conformação. 82
FIGURA 3.5 - Vista da estrutura interna da matriz de compactação. 83
FIGURA 3.6 - Esquema da prensa + matriz de compactação. 83

FIGURA 3.7 - Esquema da prensa + dispositivo controlador de temperatura. 84
FIGURA 3.8 - Forno resistivo tubular utilizado na pirólise das amostras. 84
FIGURA 3.9 - Esquema de evolução da temperatura x tempo. 85
FIGURA 3.10 - Amostras obtidas após as etapas de prensagem e pirólise. 85
FIGURA 3.11 - Equipamento utilizado no ensaio de resistência à flexão. 88
FIGURA 4.1 - Efeito da temperatura sobre as propriedades de porosidade e densidade das amostras pirolisadas a 1200°C, 1250°C e 1400°C, sem infiltração.
91
FIGURA 4.2 - Efeito dos elementos infiltrantes sobre as propriedades de porosidade dos compósitos pirolisados a 1200°C, 1250°C e 1400°C. 93
FIGURA 4.3 - Efeito dos elementos infiltrantes sobre a propriedade de densidade dos compósitos pirolisados a 1200°C, 1250°C e 1400°C.
FIGURA 4.4 - Efeito dos elementos infiltrantes ICZ e LZSA sobre as propriedades do compósito Al/Al2O3/Nb/polissiloxano.
93
95
FIGURA 4.5 - Difratograma de raios-x do compósito pirolisado a 1200°C, 1250°C e 1400°C, sem infiltração. 97
FIGURA 4.6 - Esquema da formação de compósitos alumina-aluminatos (GARCIA et al, 1997). 98
FIGURA 4.7 - Difratograma de raios-x do compósito pirolisado e infiltrado com ICZ a 1250°C. 99
FIGURA 4.8 - Difratograma de raios-x do compósito pirolisado e infiltrado com LZSA a 1400°C. 100
FIGURA 4.9 - Difratograma de raios-x do compósito pirolisado e infiltrado com Al com e sem vácuo, a 1200°C. 101
FIGURA 4.10 - Micrografia da amostra pirolisada a 1250°C sem infiltração (aumento de 200X). 102
FIGURA 4.11 - Micrografia da amostra pirolisada a 1250°C com infiltração ICZ (aumento de 100X). 102
FIGURA 4.12 - Micrografia da amostra pirolisada a 1250°C com infiltração ICZ (aumento de 200X). 103

FIGURA 4.13 - Micrografia da amostra pirolisada a 1200°C sem infiltração (aumento de 200X). 104
FIGURA 4.14 - Micrografia da amostra pirolisada a 1200°C com infiltração Al (aumento de 100X). 104
FIGURA 4.15 - Micrografia da amostra pirolisada a 1200°C com infiltração Al (aumento de 200X). 105
FIGURA 4.16 - Micrografia da amostra pirolisada a 1200°C – vácuo, sem infiltração (aumento de 100X). 106
FIGURA 4.17 - Micrografia da amostra pirolisada a 1200°C – vácuo, com infiltração Al (aumento de 100X). 106
FIGURA 4.18 - Micrografia da amostra pirolisada a 1200°C – vácuo, com infiltração Al (aumento de 200X). 107
FIGURA 4.19 - Micrografia da amostra pirolisada a 1400°C sem infiltração (aumento de 200X). 108
FIGURA 4.20 - Micrografia da amostra pirolisada a 1400°C com infiltração LZSA (aumento de 100X). 108
FIGURA 4.21 - Micrografia da amostra pirolisada a 1400°C com infiltração LZSA (aumento de 200X). 109
FIGURA 4.22 - Profundidade de infiltração e porosidade das dos compósitos em função dos elementos infiltrantes.
FIGURA 4.23 - Materiais infiltrantes, porosidade e respectivas profundidades de infiltração.
109
110
FIGURA 4.24 - Valores de profundidade de infiltração encontrados na literatura e neste trabalho. 111
FIGURA 4.25 - Microscopia eletrônica de varredura da amostra pirolisada a 1250°C sem infiltração (a); mapeamento do Al por EDS (b), mapeamento do Nb por EDS (c), mapeamento do Si por EDS (d).
112
FIGURA 4.26 - Microscopia eletrônica de varredura da amostra pirolisada a 1200°C sem infiltração (a); mapeamento do Al por EDS (b), mapeamento do Nb por EDS (c), mapeamento do Si por EDS (d).
113
FIGURA 4.27 - Microscopia eletrônica de varredura da amostra pirolisada a 1400°C sem infiltração (a); mapeamento do Al por EDS (b), mapeamento do Nb por EDS (c), mapeamento do Si por EDS (d).
114
FIGURA 4.28 - Microscopia eletrônica de varredura da amostra 115

pirolisada a 1250°C com infiltração ICZ (a); mapeamento do Zr por EDS (b).
FIGURA 4.29 - Microscopia eletrônica de varredura da amostra pirolisada a 1200°C, sem vácuo, com infiltração Al (a); mapeamento do Al por EDS (b).
116
FIGURA 4.30 - Microscopia eletrônica de varredura da amostra pirolisada a 1200°C, vácuo, com infiltração Al (a); mapeamento do Al por EDS (b).
116
FIGURA 4.31 - Microscopia eletrônica de varredura da amostra pirolisada a 1400°C, com infiltração LZSA (a); mapeamento do Zr por EDS (b). 117
FIGURA 4.32 - Valores de resistência mecânica à flexão das amostras do compósito. 119
FIGURA 4.33 - Valores de resistência mecânica à flexão obtidos na literatura e neste trabalho. 120
FIGURA 4.34 – Modelo proposto do processo de obtenção do compósito cerâmico pesquisado.
123

ÍNDICE DE NOMENCLATURA
AFCOP Pirólise controlada de polímeros com adição de carga reativa
PID Proporcional-integral-diferencial
D4Vi 1,3,5,7 tetrametil – 1,3,5,7 tetravinilciclotetrasiloxano
D1107 Polimetilhidrogeniossiloxano
PMHS Poli(metilhidrogeniosiloxano)
2θ Ângulo de difração de raios-x
CMC Compósito de matriz cerâmica
CMM Compósito de matriz metálica
MEV Microscopia eletrônica de varredura
EDS Espectroscopia por energia dispersiva
ICZ In-Ceram Zircônia
LZSA Vitrocerâmica do sistema Li2O-ZrO2-SiO2-Al2O3
KIC Tenacidade à fratura
°C Grau centígrado
HIP Prensagem isostática à quente
HP Prensagem à quente
HV Dureza Vickers
Ms Massa do corpo de prova seco
Mu Massa do corpo de prova saturado
Mi Massa do corpo de prova imerso
%DT Percentual de densidade teórica
Al Alumínio metálico
Al2O3 Óxido de alumínio

RESUMO
Os compósitos cerâmicos produzidos através de precursores poliméricos
vêm sendo estudados há vários anos, tendo em vista a facilidade de moldagem
em formas complexas, menores temperaturas de sinterização e custo reduzido.
O principal objetivo deste trabalho é estudar o processo de sinterização de
compósitos de base cerâmica constituída de alumina e silicatos, reforçados por
carbetos de nióbio, através da técnica de processamento AFCOP, bem como a
influência da adição de LZSA, ICZ, e Al como materiais infiltrantes nas
propriedades físicas e mecânicas do compósito cerâmico.
Foram produzidos compósitos de matriz cerâmica baseados em SiCxOy e
Al2O3 reforçados com carbeto de nióbio, a partir da reação de hidrossilação
entre os oligômeros D4Vi (1,3,5,7 tetrametil – 1,3,5,7
tetravinilciclotetrasiloxano) e D1107 – Poli (metilhidrogeniosiloxano), misturados
com alumina como carga inerte, nióbio e alumínio como aditivos reativos. As
amostras produzidas foram pirolisadas a 1200°C, 1250°C e 1400°C e infiltradas
com Al, ICZ e LZSA, respectivamente. Foram realizados ensaios de densidade,
porosidade, resistência mecânica à flexão e análises da superfície de fratura
por microscopia eletrônica de varredura. A microestrutura dos compósitos foi
investigada pela análise de difração de raios-x para identificação das fases
cristalinas presentes. Os compósitos apresentaram porosidade aparente
variando de 31 a 49 por cento e resistência mecânica à flexão de 14 a 34 MPa.
Os resultados mostraram que o processo de infiltração promoveu uma melhoria
na densificação e redução da porosidade, bem como um incremento nos
valores de resistência mecânica do compósito. As fases formadas após a

pirólise foram identificadas como sendo Al3Nb, NbSi2, Nb5Si3, Nb3Si e NbC. As
amostras que foram submetidas ao processo de infiltração apresentaram uma
camada superficial com reduzido número de poros em relação ao volume total.
Palavras-chave: compósitos cerâmicos, polissiloxanos, pirólise.

ABSTRACT
Ceramic composites produced with polymerics precursors have been studied
for many years, due to the facility of obtaining a complex shape, at low
temperature and reduces cost. The main objective of this work is to study the
process of sintering of composites of ceramic base consisting of Al2O3 and
silicates, reinforced for NbC, through the technique of processing AFCOP, as
well as the influence of the addition of LZSA, ICZ and Al as materials infiltration
in the physical and mechanical properties of the ceramic composite. Were
produced ceramic matrix composites based SiCxOy e Al2O3 reinforced with
NbC, by hidrosilylation reaction between D4Vi and D1107 mixtured with Al2O3
as inert filler, Nb and Al as reactive filler. The specimens produced were
pyrolised at 1200, 1250 and 1400°C and infiltred with Al, ICZ and LZSA,
respectively. Density, porosity, flexural mechanical strength and fracture surface
by scanning electron microscopy were evaluated. The microstructure of the
composites was investigated by X-ray diffraction to identify the presence of
crystalline phases. The composites presented apparent porosity varying of 31
up to 49% and mechanical flexural strength of 14 up to 34 MPa. The infiltration
process improviment of the densification and reduction of the porosity, as well
as increased the values of mechanical flexural strength. The obtained phases
had been identified as being Al3Nb, NbSi2, Nb5S3, Nb3Si and NbC. The samples
that were submitted the infiltration process presented a layer next surface with
reduced pores number in relation to the total volume.
Keywords: ceramics composites, polysiloxanes, pyrolysis.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
20
1- INTRODUÇÃO
Os compósitos cerâmicos têm sido intensamente estudados nos últimos anos.
O fato que tem motivado esses estudos é o grande atrativo tecnológico impulsionado
pela possibilidade de combinação de propriedades encontradas tanto nos materiais
metálicos quanto nos materiais cerâmicos.
Os materiais cerâmicos são resistentes à oxidação e deterioração em elevadas
temperaturas. Alguns desses materiais podem ser considerados ideais em aplicações
de altas temperaturas, apresentando várias vantagens como: baixo peso, boa
resistência ao desgaste, estabilidade dimensional, boa resistência à fadiga e longa
vida.
Ao longo das últimas décadas estudos acerca de compósitos cerâmicos
apresentaram um grande crescimento tecnológico no que se refere aos materiais e
técnicas de processamento. Este fato vem promovendo o desenvolvimento de vários
métodos de conformação e sinterização, dentre os quais, podemos destacar o
desenvolvimento de compósitos de alta dureza e resistência à abrasão.
Todavia, os altos custos oriundos das grandes pressões e temperaturas
envolvidas no processo, tornam necessário o estudo de novas técnicas que permitam
produzir materiais a pressões e temperaturas mais baixas, bem como a obtenção de
formas mais estáveis e variadas.
As propriedades dos materiais cerâmicos têm melhorado significativamente com
o desenvolvimento de uma nova geração de compósitos de matriz cerâmica contendo
particulado, fibras ou “whiskers” de um material cerâmico embebido em uma matriz.
Materiais que apresentem boas propriedades como resistência mecânica e ao
desgaste, dureza e tenacidade são alvos de recentes estudos e tem como objetivo
melhorar as propriedades da alumina, fazendo uso de elementos de reforço como TiC,
TiN, ZrO2, SiC e NbC (YAJIMA et al, 1976; YAJIMA et al, 1978; LIPOWITZ, 1991;
ERNY et al, 1993). Essas pesquisas mostraram que é possível obter compósitos de
matriz cerâmica com alta dureza e resistência ao desgaste através da incorporação do
carbeto de titânio ou de nióbio em matrizes de alumina. Esses compósitos de matriz
cerâmica apresentam como grande desvantagem o fato de que para sua produção são
necessárias altas temperaturas de sinterização. A densificação do compósito

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
21
Al2O3/NbC só é alcançada em temperaturas superiores a 1600ºC com processo de
prensagem à quente, e a 1800ºC na sinterização em forno convencional.
Na década de 70, vários estudos demonstraram a possibilidade da produção de
compósitos cerâmicos a partir de precursores poliméricos. Este método apresenta a
grande vantagem de permitir a utilização de baixas temperaturas de sinterização
abrindo perspectivas na obtenção destes materiais compósitos a um custo reduzido.
Temperaturas de processamento em torno de 1000ºC a 1400ºC e a possibilidade de
emprego das várias tecnologias existentes de conformação plástica, evidenciam o
grande potencial de aplicações desta técnica (YAJIMA et al, 1976; PEUCKERT et al,
1983; WILLS, 1983; WYNNE et al, 1984). O desenvolvimento de produtos cerâmicos,
a partir da pirólise de precursores poliméricos, foi inicialmente proposto na década de
60 onde foram preparadas cerâmicas monolíticas baseadas em nitreto de silício,
através da moldagem de polissilazanos e subseqüente pirólise (CHANTRELL e
POPPER, 1965). Esta técnica se baseia na produção de um corpo cerâmico a partir da
degradação de um polímero com alta densidade de ligações cruzadas, com ou sem a
presença de cargas. Este processamento se dá inicialmente pela síntese do polímero
a partir de monômeros ou oligômeros, seguida da moldagem (conformação) e cura à
temperaturas que variam de acordo com o tipo de polímero utilizado (geralmente entre
100 e 250°C). A última etapa consiste na pirólise sob o efeito de atmosfera inerte ou
reativa (geralmente entre 500 e 1600°C), que envolve a transição orgânica / inorgânica
entre 400 e 800°C, e a etapa de cristalização entre 1300 e 1600°C.
Esta técnica é um meio viável para o processamento de materiais cerâmicos,
devido ao fato de permitir um maior controle na composição da cerâmica, maior
precisão geométrica, obtenção de formas complexas, diversidade de processos de
conformação, além da possibilidade de utilização de um polímero de baixo custo e alta
pureza. A utilização de polímeros precursores cerâmicos tem sido descrita nas mais
diversas aplicações como: fibras cerâmicas resistentes a altas temperaturas
(LIPOWITZ, 1991; BALDUS, 1992), recobrimentos resistentes à corrosão (PEUCKERT
et al, 1990) e na produção de compósitos cerâmicos (HURWITZ et al, 1989).
Mesmo apresentando inúmeras vantagens, geralmente observa-se, após a
pirólise, uma elevada porosidade e fragmentação do produto final, característicos
indesejáveis na produção de corpos cerâmicos com boa resistência mecânica e
estabilidade dimensional. Desta forma, com o intuito de minimizar tais característicos

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
22
indesejáveis, tem-se feito a adição de uma fase e/ou atmosfera reativa com os
produtos da decomposição do polímero precursor, podendo-se obter, após pirólise,
fases desejáveis que podem conferir maior resistência mecânica, bem como
propriedades específicas ao produto final.
O presente trabalho tem por objetivo principal estudar o processo de
sinterização de compósitos cerâmicos de base cerâmica constituída de alumina e
silicetos e reforçados por carbeto de nióbio, obtidos a partir de sistemas contendo
D4Vi (1, 3, 5, 7 – tetravinil – 1, 3, 5, 7 – tetrametilciclotetrasiloxano) e D1107
(polimetilhidrogeniosiloxano), alumínio e nióbio (cargas reativas) e Al2O3 – α (carga
inerte), através da técnica de processamento denominada AFCOP, bem como a
influência da adição de Al, ICZ e LZSA, como materiais de infiltração nas propriedades
físicas e mecânicas do compósito.
A viabilidade desta técnica e a sub-utilização do Nióbio (Nb), face às grandes
reservas existentes no Brasil que correspondem a cerca de 60 a 70% da produção
mundial são fatores que despertam o interesse pelo desenvolvimento de estudos
nessa área (GUIMARÃES, 1988).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
23
2- REVISÃO BIBLIOGRÁFICA
2.1 - MATERIAIS COMPÓSITOS
São materiais constituídos por uma mistura de fases macrocomponentes
compostas de materiais que estão num estado dividido e que, geralmente, são
diferentes sob pontos de vista de composição química e forma. Os principais
macrocomponentes são fibras, partículas, lâminas, escamas e elementos de
enchimento (CLAUSSEN, 1975). As propriedades dos compósitos são
dependentes da natureza e das propriedades dos componentes. Estes atuam
geralmente como substâncias de reforço ou enchimento da matriz, proporcionando
propriedades como alta resistência mecânica e elevado módulo de elasticidade.
Estes materiais são formados pela combinação de dois ou mais materiais
distintos unidos por uma interface, com o intuito de adquirir propriedades
específicas (KELLY, 1988). Atualmente na indústria mundial, em virtude das
características mistas que unem propriedades de metais, cerâmicas e polímeros
tem-se uma variedade de elementos produzidos com materiais compósitos
(KOMEYA e MATSUI, 1994). Dentre inúmeros característicos dos materiais
compósitos, a possibilidade de obtenção de propriedades específicas como
resistência, alta rigidez, expansão térmica e eletromagnetismo são consideradas
importantes, tendo em vista que seria praticamente impossível se obter tais
característicos fazendo-se uso de um dos componentes individualmente (KELLY,
1988).
Os materiais compósitos podem ser classificados em função do material
empregado na matriz. Esta por sua vez atua como uma base que confere
ductilidade e mantém a estrutura coesa. São classificados em compósitos de
matriz polimérica, compósitos de matriz metálica e compósitos de matriz cerâmica.
O material de reforço pode ser encontrado na forma de fibras, whiskers,
partículas e plaquetas sendo geralmente constituído de um polímero, metal ou
cerâmica (CHAWLA, 1993). A figura 2.1 mostra os tipos de reforço e sua dispersão
na matriz.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
24
Figura 2.1 – Principais tipos de reforços em materiais compósitos (CHAWLA,
1993).
2.1.1 - Compósitos de Matriz Cerâmica
Os materiais cerâmicos têm apresentado um grande número de aplicações
devido às boas propriedades como: resistência mecânica, resistência à abrasão,
oxidação e altas temperaturas. Todavia apresenta uma predisposição à fratura
frágil, tendo em vista que os valores de tenacidade à fratura desses materiais
apresentam valores em torno de 1 a 6 MPa.m1/2 , valores bem inferiores a maioria
dos metais, que estão entre 15 e superior a 150 MPa.m1/2 (CALES et al, 1988).
O estudo e desenvolvimento de compósitos com matriz cerâmica (CMC)
reforçados com pequenas partículas, fibras ou whiskers tem melhorado de forma
significativa a tenacidade à fratura das cerâmicas, bem como outras propriedades
mecânicas, químicas e elétricas. Dentre os materiais em desenvolvimento
merecem destaque os compósitos de alumina reforçada com partículas de ZrO2,
SiC, TiC (MINYOUNG et al, 1988), NbC (ACCHAR et al, 2003), TiN (RAK et al,

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
25
1988), os quais têm melhorado suas propriedades devido aos diversos
mecanismos, entre eles o de deflexão de trincas, inibição de crescimento de grão,
aumento de estabilidade térmica e resistência à oxidação. Devido às suas
propriedades, a alumina vem sendo muito pesquisada nas últimas décadas, com o
objetivo de utilizá-la como matriz de compósitos para utilização como ferramenta
de corte (FUNDABASHI, 1985). Na tabela 2.1 são mostradas algumas
propriedades típicas dos materiais cerâmicos utilizados em aplicações mecânicas.
Tabela 2.1 – Propriedades típicas de alguns materiais cerâmicos (adaptado de
BURDEN et al, 1988).
Material
Ferramenta
Resistência
Flexão
Dureza
Vickers(HV)
Tenac. à fratura
(KIC)
( MPa) ( Gpa ) ( Mpa.m1/2)
Al2O3
Al2O3 – ZrO2
Al2O3 – TiC
Al2O3 – SiCW
Si3N4
SiAlON
Ligas WC – Co
500 – 700
700 – 900
600 – 850
550 – 750
700 – 1050
700 – 900
1250 – 2100
19
19
22
22
19
19
18
3,5 – 5,5
5,0 – 8,0
3,5 – 4,5
4,5 – 8,0
6,0 – 8,5
4,5 – 6,0
10,0 – 13,5
Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
26
2.1.2 - Alumina (Al2O3 )
A alumina sinterizada é uma das mais antigas cerâmicas óxidas especiais que
possui um largo espectro de aplicações, tendo sido desenvolvida na Alemanha no
início dos anos 30.
A alumina tem sido o material para ferramenta cerâmica tradicional e pode ser
manufaturado por pós prensados à frio em um molde e posterior sinterização (JACK,
1985).
Aplicação e produção comercial em larga escala tiveram início entre as décadas
de vinte e trinta após uma série de requisitos básicos terem sido satisfeitos como o
desenvolvimento de fornos adequados para sinterização (DAWIHL, 1934).
A partir dos anos 40, as cerâmicas de alta alumina foram utilizadas para fins
estruturais (matrizes de extrusão, de fundição e trefilação, ferramentas de corte etc.),
componentes de indústrias eletro-eletrônicas (velas de ignição, tubos de lâmpadas de
vapor de sódio etc.), bio-engenharia (implante ósseo e dentário), área química
(suporte para catalizadores) e indústria bélica.
A alumina representa atualmente cerca de 80% do mercado mundial das
cerâmicas usadas em aplicações especiais. Vários foram os fatores que possibilitaram
o desenvolvimento da alumina, entre eles o seu baixo custo de produção em
comparação aos outros materiais cerâmicos e sua grande resistência à abrasão e ao
desgaste, além de excelente refratariedade e alta resistência mecânica.
Existe no mercado uma grande variedade de aluminas calcinadas, que diferem
entre si em relação ao grau de pureza química, pureza de fase, granulometria e
reatividade. Tais diferenças são obtidas através do controle da taxa de precipitação e
calcinação do hidróxido de alumínio no processo Bayer (ONODA, 1978).
As primeiras aplicações de cerâmicas de alta alumina foram como velas de
ignição e equipamentos de laboratório, seguida por aplicações no campo da
engenharia eletrônica e mecânica (DORRE e HUBNER, 1984). A figura 2.2 mostra os
vários campos de aplicação da alumina.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
27
ESCALA DE TEMPO 1930 1940 1950 1960 1970 1980
Equipamentos de Laboratórios
Engenharia Mecânica Guias-fios
Ferramentas para usinagem
Máquinas para papel Mancais
Ferramentas de corte Eletrônica
Aplicações em blindagens
Aplicações médicas
Figura 2.2 - Utilização de cerâmica de alta alumina em vários campos de aplicação
(DORRE, 1984).
A α-Al2O3 é provavelmente a cerâmica estrutural mais extensivamente estudada
(KINGERY, 1976; EVANS e LANGDON, 1976; RICE, 1977; DAVIDGE, 1979;
SAJGALIK, 1996).
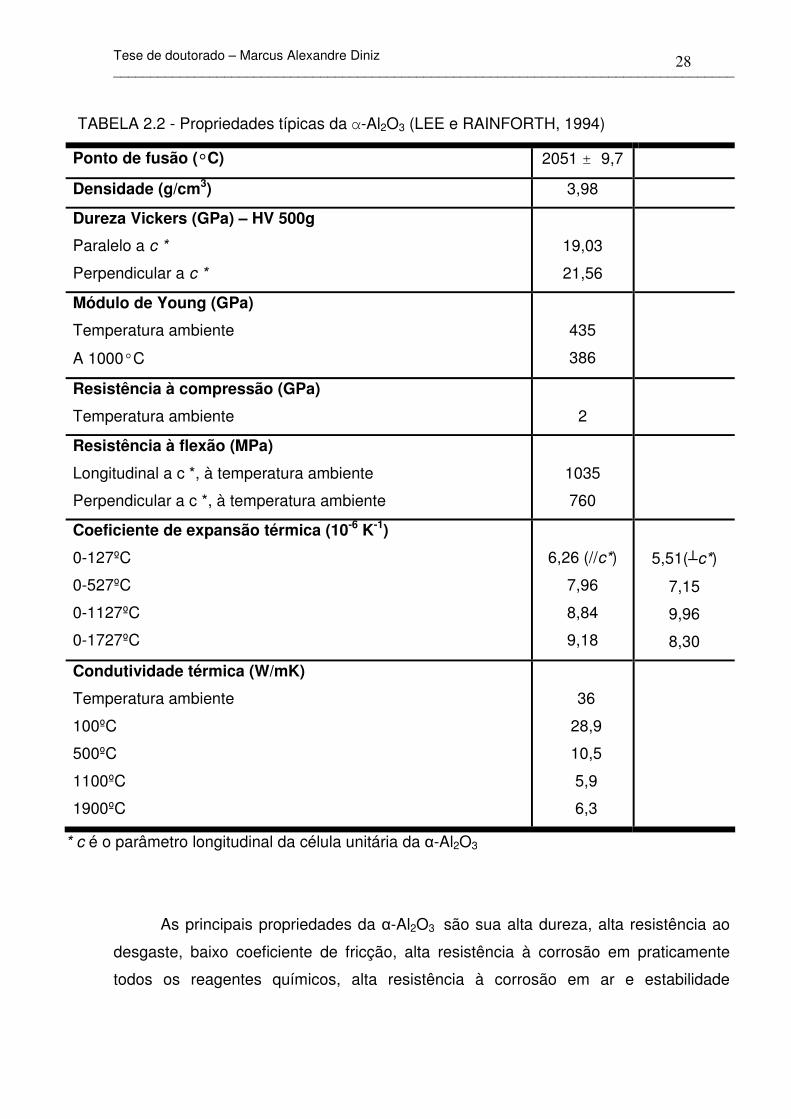
A tabela 2.2 fornece algumas propriedades típicas da α-Al2O3 (KINGERY, 1976;
RICE, 1977; DAVIDGE, 1979; LEE e RAINFORTH, 1994; SAJGALIK, 1996).
Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
28
TABELA 2.2 - Propriedades típicas da α-Al2O3 (LEE e RAINFORTH, 1994)
Ponto de fusão (°C) 2051 ± 9,7
Densidade (g/cm3) 3,98
Dureza Vickers (GPa) – HV 500g
Paralelo a c *
Perpendicular a c *
19,03
21,56
Módulo de Young (GPa)
Temperatura ambiente
A 1000°C
435
386
Resistência à compressão (GPa)
Temperatura ambiente 2
Resistência à flexão (MPa)
Longitudinal a c *, à temperatura ambiente
Perpendicular a c *, à temperatura ambiente
1035
760
Coeficiente de expansão térmica (10-6 K-1)
0-127ºC
0-527ºC
0-1127ºC
0-1727ºC
6,26 (//c*)
7,96
8,84
9,18
5,51(c*)
7,15
9,96
8,30
Condutividade térmica (W/mK)
Temperatura ambiente
100ºC
500ºC
1100ºC
1900ºC
36
28,9
10,5
5,9
6,3
* c é o parâmetro longitudinal da célula unitária da α-Al2O3
As principais propriedades da α-Al2O3 são sua alta dureza, alta resistência ao
desgaste, baixo coeficiente de fricção, alta resistência à corrosão em praticamente
todos os reagentes químicos, alta resistência à corrosão em ar e estabilidade

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
29
mecânica, ambos em altas temperaturas, na faixa de 1500°C a 1700°C (DORRE e
HUBNER, 1984). A tabela 2.3, ilustra as propriedades típicas da alumina.
Tabela 2.3 - Propriedades típicas da alumina (DORRE e HUBNER, 1984).
Alumina
99,7%
Alumina
98%
(1,5%SiO2)
Alumina
96%
Alumina
90%
Densidade [g/cm3] 3,85 – 3,90 3,80 – 3,85 3,72 3,60
Tenacidade à fratura
(KIC) [MPa.m1/2]
5,0 – 6,5 4,5 – 5,0 -- --
Módulo de Elasticidade [GPa]
350 – 380 340 – 350 303 375
Energia de Fratura [J/m2]
40 – 50 30 – 40 -- --
Condutividade Térmica (20-1000 ºC) [W/mk]
23 – 26 20 – 23 24 16
Choque Térmico [º C] 240 280 -- --
Coeficiente de Dilatação Linear [C-1]
8,0 x 10 –6 7,0 x 10 -6 7,4 x 10-6 7,0 x 10 –6
Dureza Vickers-HV
(GPa)
19 19 -- --
Mesmo com tantos pontos positivos, a alumina apresenta uma grande limitação
quando empregada como ferramenta de corte, que é a sua baixa tenacidade, o que a
Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
30
deixa susceptível a choque térmicos e mecânicos. Efeitos térmicos tornam-se mais
pronunciados em velocidades altas de usinagem e são causados também por curtos
ciclos de tempo ou profundidades de corte variáveis.
Alumina tem sido aplicada com sucesso para usinagem de uma variedade de
metais e ligas de engenharia, particularmente ferro fundido, aço endurecido e ligas
resistentes ao calor (BRANDT, 1999).
Muitas tentativas têm sido feitas para melhorar a dureza e resistência à fratura
da alumina, podendo-se destacar a produção de compósitos reforçados por carbetos
refratários, especialmente o carbeto de titânio (BRANDT, 1999).
As cerâmicas reforçadas apresentam melhor resistência ao choque térmico do
que as cerâmicas de óxido puro, como também são mais duras e retém melhor sua
dureza em temperaturas elevadas, tornando-as mais apropriadas para operações de
acabamento e para usinagem de aços duros e ferros fundidos, onde a combinação de
altas forças de corte e temperaturas elevadas podem causar deformações superficiais
na cerâmica de óxido puro (JACK, 1985).
Geralmente, a dureza da alumina se mantém alta em elevadas temperaturas
em relação a outros materiais como os carbetos cementados, figura 2.3.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
31
Figura 2.3 - Dureza Vickers X temperatura (adaptado de NORTH e BAKER, 1983).
2.1.3 - Materiais Compósitos à Base de Alumina
Estudos a cerca de materiais compósitos onde uma matriz cerâmica de alumina
reforçada por partículas nanométricas de uma segunda fase vêm sendo desenvolvidos
(BORSA et al, 1997).
Estes apresentam melhor resistência ao choque térmico, bem como são mais
duros e retém melhor sua dureza a altas temperaturas quando comparados aos óxidos
cerâmicos. Sistemas compósitos onde uma matriz cerâmica é reforçada por partículas
nanométricas de uma segunda fase vêm sendo muito estudados. Um sistema de
destaque é o nanocompósito Al2O3/SiC devido aos diversos resultados publicados
para esse material que mostram ganhos excepcionalmente altos em suas
propriedades mecânicas, todavia resultados similares nas propriedades não são
reportados para outros compósitos á base de alumina na literatura. Citam-se, por
exemplo, aumentos de 300% na resistência à flexão e 50% na tenacidade à fratura,
Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
32
pela simples adição de 5% em volume de partículas de SiC com tamanho aproximado
de 200ηm (NIIHARA e NAKAHIRA, 1991; NIIHARA, 1991).
Alumina reforçada com whiskers de carbeto de silício (SiC) foram introduzidas
desde 1985. Com a adição de 25% de whiskers de carbeto de silício em alumina
simultaneamente aumenta sua resistência, dureza e resistência ao choque térmico
(BRANDT, 1999).
Materiais de alumina-zircônia foram desenvolvidos desde 1975. São mais
fortes, duros e resistentes ao choque térmico do que alumina pura (BRANDT, 1999).
Materiais de alumina reforçados com TiC ou TiN foram desenvolvidos desde 1970 e
apresentam melhor dureza à quente e condutividade térmica do que alumina pura
(BRANDT, 1999). A adição de partículas de carbeto de titânio e nitreto de titânio em
alumina, tem atraído considerável atenção devido ao aumento da dureza, alto ponto
de fusão e baixa resistividade elétrica do compósito (TAPIERI et al, 1991). A adição de
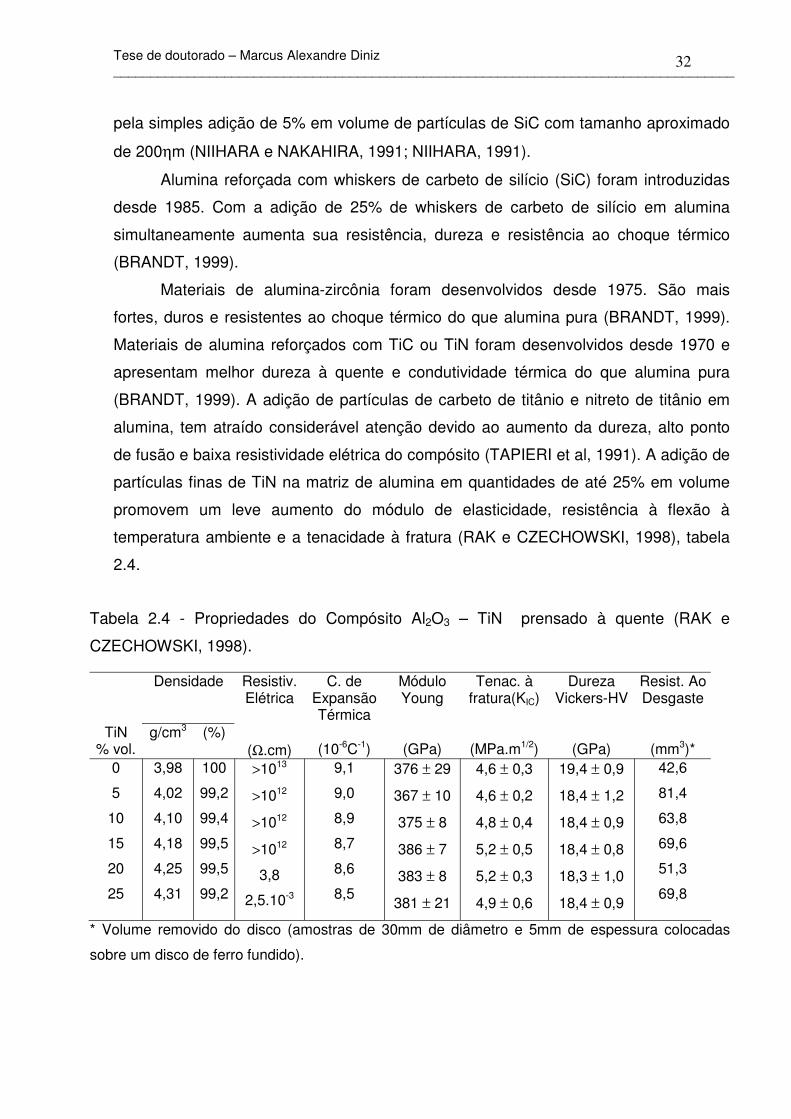
partículas finas de TiN na matriz de alumina em quantidades de até 25% em volume
promovem um leve aumento do módulo de elasticidade, resistência à flexão à
temperatura ambiente e a tenacidade à fratura (RAK e CZECHOWSKI, 1998), tabela
2.4.
Tabela 2.4 - Propriedades do Compósito Al2O3 – TiN prensado à quente (RAK e
CZECHOWSKI, 1998).
Densidade Resistiv. Elétrica
C. de Expansão Térmica
Módulo Young
Tenac. à fratura(KIC)
Dureza Vickers-HV
Resist. Ao Desgaste
TiN % vol.
g/cm3 (%) (Ω.cm) (10-6C-1) (GPa) (MPa.m1/2) (GPa) (mm3)*
0
5
10
15
20
25
3,98
4,02
4,10
4,18
4,25
4,31
100
99,2
99,4
99,5
99,5
99,2
>1013
>1012
>1012
>1012
3,8
2,5.10-3
9,1
9,0
8,9
8,7
8,6
8,5
376 ± 29
367 ± 10
375 ± 8
386 ± 7
383 ± 8
381 ± 21
4,6 ± 0,3
4,6 ± 0,2
4,8 ± 0,4
5,2 ± 0,5
5,2 ± 0,3
4,9 ± 0,6
19,4 ± 0,9
18,4 ± 1,2
18,4 ± 0,9
18,4 ± 0,8
18,3 ± 1,0
18,4 ± 0,9
42,6
81,4
63,8
69,6
51,3
69,8
* Volume removido do disco (amostras de 30mm de diâmetro e 5mm de espessura colocadas
sobre um disco de ferro fundido).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
33
A alumina reforçada com carbeto de titânio tem na grande estabilidade térmica
sua principal propriedade, tendo em vista sua aplicação em elevadas temperaturas e
ambientes oxidantes.
Melhores desempenhos podem ser alcançados com uma microestrutura de
grãos mais fina (TANAKA, 1987).
WAHI e ILSCHNER, 1980 investigaram o comportamento da fratura em
compósitos de Al2O3 com concentrações variando de 5 a 40% em peso TiC e
obtiveram os resultados expostos na tabela 2.5.
Tabela 2.5 - Medidas de parâmetros derivados do compósito Al2O3 – TiC (adaptado de
WAHI e ILSCHNER, 1980).
TiC
(wt%)
%DT Porosidade
(%)
Tamanho
Crítico de
Trinca
Inerente
Módulo
Elástico
(GNm-2)
Tenacidade
à
fratura KIC
(MPa.m1/2)
Trabalho
de
Fratura
γF(Jm-2)
Energia
de
Fratura
γ1(Jm-2)
ac (µm) KIC* KIC
**
0
5
10
20
30
40
99,5
99,1
99,3
98,5
98,7
98,7
0,50
0,87
0,69
1,53
1,29
1,28
175
68
56
59
43
44
393
399
399
405
410
415
4,10
6,20
6,05
6,60
6,16
6,30
4,55
4,29
4,22
4,61
4,69
4,99
19,4
14,7
14,3
14,5
16,1
16,5
20,4
19,8
18,5
21,5
21,3
26,5
* Entalhe mecânico
** Entalhe natural
Compósitos cerâmicos de Al2O3 + 30% em peso TiC apresentam alta
resistência mecânica e boa resistência ao desgaste (KOYAMA et al, 1992). A adição
de partículas de TiC pode aumentar a dureza e possibilitar a prevenção do
crescimento de grão da matriz de alumina (MATSUKI et al, 1991).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
34
Compósitos de alumina/TiC com whiskers até 40 vol%, apresentaram aumento
linear da dureza. Compósitos contendo whiskers em 50 vol% mostraram uma
tendência decrescente na dureza devido a grande redução na densificação, figura 2.4.
Figura 2.4 - Efeito da concentração de whiskers (TiC) na Dureza Vickers (TAMARI et
al, 1996).
Compósitos cerâmicos à base de alumina reforçados com carbetos refratários
têm sido desenvolvidos como uma alternativa para carbetos cementados.
Refratários publicados na literatura recentemente mostram o efeito benéfico
produzido na dureza em materiais de alumina reforçados com WC e prensados à
quente ( ACCHAR, 2000a).
A tabela 2.6 mostra algumas propriedades mecânicas da alumina e carbetos
refratários.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
35
Tabela 2.6 - Propriedades mecânicas da alumina e carbetos refratários (BOLZ,
1973).
Resistência à
flexão
(MPa)
Módulo de elasticidade
(GPa)
Dureza
Vickers-HV
(GPa)
Al2O3
NbC
TiC
WC
200 – 400
280 – 400
280 – 400
560
310 – 410
340
310 – 410
520 – 700
20
24
18 – 32
18 – 24
As figuras 2.5 e 2.6 mostram os valores de dureza e tenacidade à fratura
obtidas para o compósito Al2O3 – 3% em peso Y2O3 em função da concentração de
carbeto de tungstênio e dos métodos de sinterização. Pode-se notar que em ambos os
casos, o material prensado à quente obteve os melhores resultados.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
36
Figura 2.5 - Dureza Vickers do compósito Al2O3 - WC em função do conteúdo de WC
(ACCHAR, 2000a).
-5 0 5 10 15 20 25 30 350
5
10
15
20
Pressão à quente Sint. sem pressão(sem ítria) Sint. sem pressão(com ítria)
Dur
eza
Vic
kers
(GP
a)
% em peso WC

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
37
Figura 2.6 - Tenacidade à fratura do compósito Al2O3 - WC em função do conteúdo de WC (ACCHAR, 2000b).
A tabela 2.7 mostra os valores obtidos de densidade, dureza e tenacidade à
fratura do compósito Al2O3 em função da concentração de NbC e da temperatura de
sinterização.
Pode-se notar que o material sinterizado na temperatura de 1800ºC apresenta
valores superiores de dureza, o que é provavelmente devido a maior densidade das
amostras em função da fase líquida durante o processo de sinterização (ACCHAR,
2001).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
38
Tabela 2.7 - Propriedades do compósito Al2O3 – NbC sinterizado com 3% em peso
Y2O3 (ACCHAR, 2001).
Composição (% em peso) Densidade
(% DT)
Dureza
Vickers(HV)
(GPa)
Tenac. à
fratura(KIC)
(MPa.m ½ )
Sinterização a 1650ºC / 30
min
Al2O3 – 5% NbC 94,4 10,5 ± 1,1 3,8 ± 0,6
Al2O3 – 10% NbC 93,0 10,7 ± 1,1 3,9 ± 0,7
Al2O3 – 20% NbC 92,0 12,1 ± 0,6 4,2 ± 0,4
Al2O3 – 30% NbC 92,7 12,1 ± 2,1 3,2 ± 0,6
Al2O3 – 40% NbC 91,8 12,0 ± 0,5 3,3 ± 0,9
Sinterização a 1800ºC / 15
min
Al2O3 – 5% NbC 97,6 15,5 ± 0,7 2,9 ± 0,4
Al2O3 – 10% NbC 97,2 16,4 ± 1,6 2,8 ±0,4
Al2O3 – 20% NbC 97,5 16,7 ± 1,3 3,6 ± 0,5
Al2O3 – 30% NbC 97,8 16,9 ± 1,5 3,6 ± 0,5
Al2O3 – 40% NbC 96,6 16,8 ± 1,2 3,7 ± 0,6
ACCHAR, 2001 e CUTLER, 1988 obtiveram amostras do compósito Al2O3 –
NbC sinterizadas a 1600°C (HP), Al2O3 – NbC e Al2O3 – TiWC sinterizadas a 1650ºC,
30 minutos e Al2O3 – TiC, prensadas à quente, respectivamente, tabela 2.8.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
39
Tabela 2.8 - Valores de Dureza Vickers obtidos na literatura.
Material Dureza Vickers-HV (GPa)
ACCHAR (2001) (HP 1600ºC)
Al2O3
Al2O3 + 10% NbC
Al2O3 + 20% NbC
Al2O3 + 30% NbC
Al2O3 + 40% NbC
16,90 ± 0,2
18,80 ± 0,4
17,90 ± 0,3
18,40 ± 0,3
18,70 ± 0,1
ACCHAR (2001) (HP 1650º)
Al2O3 + 5% NbC
Al2O3 + 10% NbC
Al2O3 + 20% NbC
Al2O3 + 30% NbC
17,00 ± 0,58
16,20 ± 0,93
19,68 ± 0,17
18,98 ± 0,26
ACCHAR (2000c) (1650ºC)
Al2O3 + 5% WTiC
Al2O3 + 10% WTiC
Al2O3 + 20% WTiC
Al2O3 + 30% WtiC
21,00
21,50
21,60
22,70
CUTLER (1988)
Al2O3 + 5% TiC
Al2O3 + 10% TiC
Al2O3 + 20% TiC
Al2O3 + 30% TiC
19,90 ± 0,70
20,10 ± 0,20
20,00 ± 1,40
19,90 ± 0,90
Estudos mostraram que a adição de carbeto de nióbio em uma matriz de
alumínio em quantidade de até 40% tem apresentado resultados satisfatórios
(ACCHAR, 2001). A tabela 2.9 apresenta os valores de tenacidade à fratura obtidos no
compósito cerâmico Al2O3 – NbC sinterizado a 1600°C (HP).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
40
Tabela 2.9 - Tenacidade à fratura das amostras do compósito Al2O3 – NbC.
AMOSTRAS
TENACIDADE À FRATURA (MPa . m ½)
1600ºC / 30 Min.
A Al2O3 2,8 ± 0,2
B Al2O3 + 10% NbC 2,9 ± 0,2
C Al2O3 + 20% NbC 4,5 ± 0,2
D Al2O3 + 30% NbC 4,7 ± 0,4
E Al2O3 + 40% NbC 4,2 ± 0,2
F Al2O3 + 3%Y2O3 2,3 ± 0,3
G Al2O3 + 3%Y2O3 + 10%NbC 4,8 ± 0,4
H Al2O3 + 3%Y2O3 + 20%NbC 4,9 ± 0,3
I Al2O3 + 3%Y2O3 + 30%NbC 4,7 ± 0,4
J Al2O3 + 3%Y2O3 + 40%NbC 4,4 ± 0,2
Pode-se comprovar que a adição de carbeto de nióbio produziu um aumento no
valor da tenacidade à fratura em relação ao material monolítico, tanto nos compósitos
sem ítria como nos materiais com ítria,podendo ser melhor visualizado através da
figura 2.7.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
41
0 10 20 30 40
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
5,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
5,5T
enac
idad
e à
Fra
tura
(M
Pa.
m1/
2 )
% em peso NbC
Sem Ítria Com Ítria Sem ìtria Com ìtria
Por
osid
ade
(%)
Figura 2.7 - Tenacidade à fratura das amostras do compósito Al2O3 + NbC, com e sem
aditivo de sinterização, a 1600ºC, por 30 minutos.
A produção de compósitos de alumina reforçados com carbeto de nióbio
apresenta como ponto negativo a alta temperatura de processamento, tendo em vista
que para se produzir corpos densos torna-se necessária temperatura em torno de
1800ºC (ACCHAR et al, 2000) e a adição de ítria, para promover a formação da fase
líquida (PASOTTI et al, 1988; ACCHAR et al, 2001). Diante deste problema, surgiram
novos estudos para produção de compósitos de alumina com carbetos de nióbio que
pudessem ser processados à temperaturas mais baixas. DERNOVSEK et al, 2000
produziram um compósito à base de NbC e alumina a partir da técnica de precursores
poliméricos com a adição de carga reativa. Os resultados obtidos mostraram que
esses materiais não são adequados para utilização como ferramenta de corte, devido
à alta porosidade. Todavia, esta técnica possibilita a obtenção de corpos cerâmicos
das mais variadas formas através da utilização do método de conformação de
polímero na produção destes materiais, tais como: extrusão, moldagem por injeção,
entre outros (GREIL, 1998).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
42
2.1.4 - Carbetos Cementados
Basicamente, é formado por dois constituintes: carbetos extremamente duros e
de alta resistência ao desgaste (basicamente WC) e um elemento ligador (Co) cuja
função é aglomerar, durante a sinterização, as partículas de carbetos.
O carbeto cementado foi primeiramente aplicado por volta de 1920, quando
carbeto de tungstênio (WC) e cobalto foram usados como material para projeto de
uma matriz em função de sua elevada resistência ao desgaste, e atualmente tem-se
conseguido produzir composições de carbetos cementados para suprir uma larga faixa
de necessidades na área de engenharia.
Estes materiais apresentam propriedades fundamentais como dureza tanto a
temperatura ambiente quanto a temperaturas elevadas e resistência à ruptura
transversal. A faixa de dureza dos carbetos cementados varia aproximadamente de
900 a 2000 Vickers (JACK, 1985).
A capacidade de manipulação é uma das mais importantes características dos
carbetos cementados, o que permite obter a desejada combinação de resistência ao
desgaste, tenacidade e resistência à corrosão a altas temperaturas (JACK, 1985).
Os carbetos sinterizados constituídos por WC como material dominante são
empregados especialmente para usinagem rápida de ferros fundidos, aços
austeníticos, materiais não-ferrosos e outros e apresentam propriedades como alta
rigidez, com um Módulo de Elasticidade cerca de três vezes o do aço e alta
condutividade térmica, o que os permitem excelente resistência ao choque térmico e
capacidade para dissipar calor em aplicações como mancais e selos (JACK, 1985).
As inúmeras propriedades tornam o carbeto cementado o material mais
amplamente utilizado em camadas superficiais de ferramentas de corte de materiais
cerâmicos para usinagem de aço.
Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
43
2.2 - OBTENÇÃO DE COMPÓSITOS CERÂMICOS POR PROCESSOS
CONVENCIONAIS
Vários são os processos para produção e sinterização de materiais compósitos
cerâmicos. Dentre os quais podemos destacar: prensagem uniaxial à frio seguida de
sinterização convencional, prensagem uniaxial à quente (HP), prensagem isostática à
quente (HIP), sinterização à altas taxas de aquecimento.
As dimensões, forma da peça a ser produzida, custos ligados a cada processo
e as propriedades requeridas são fatores que regem a escolha do processo ideal.
2.2.1 - Prensagem Uniaxial à Frio Seguida de Sinterização Convencional
Consiste em um dos processos mais comumente utilizados na tecnologia do pó
parafabricação de peças cerâmicas e metálicas.
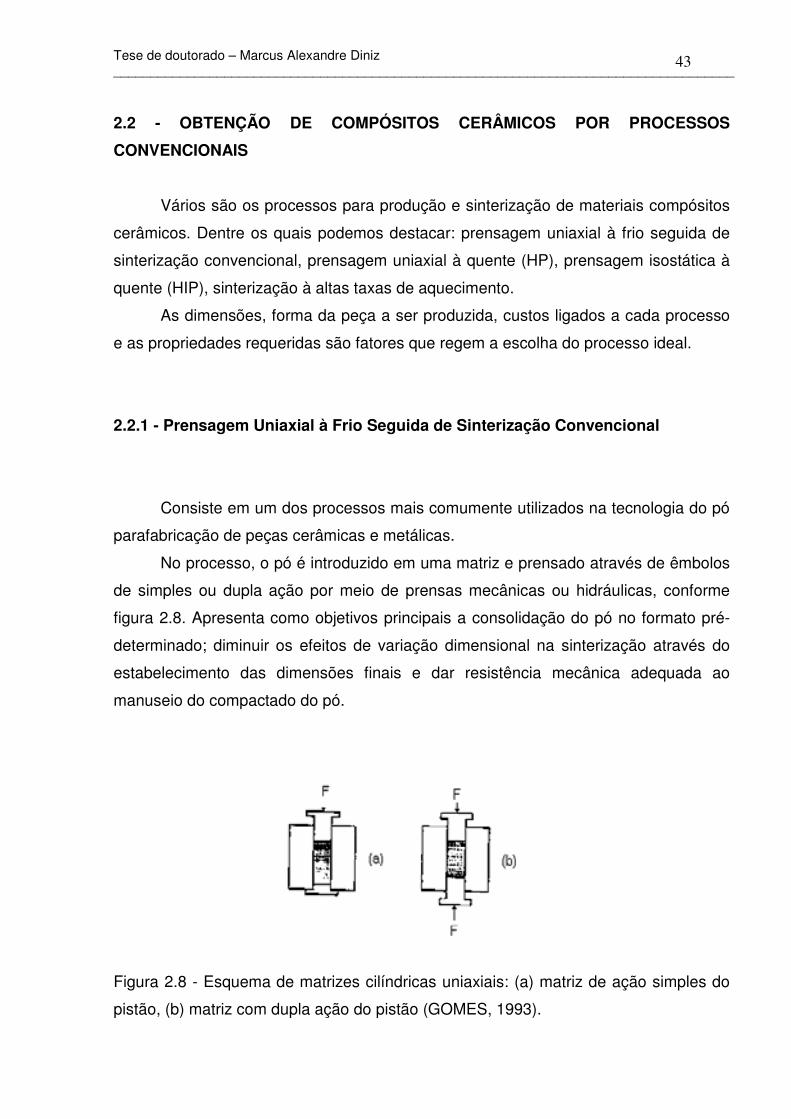
No processo, o pó é introduzido em uma matriz e prensado através de êmbolos
de simples ou dupla ação por meio de prensas mecânicas ou hidráulicas, conforme
figura 2.8. Apresenta como objetivos principais a consolidação do pó no formato pré-
determinado; diminuir os efeitos de variação dimensional na sinterização através do
estabelecimento das dimensões finais e dar resistência mecânica adequada ao
manuseio do compactado do pó.
Figura 2.8 - Esquema de matrizes cilíndricas uniaxiais: (a) matriz de ação simples do
pistão, (b) matriz com dupla ação do pistão (GOMES, 1993).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
44
2.2.2 - Sinterização sem Pressão à Altas Taxas de Aquecimento
Atualmente a maioria das ferramentas de corte produzidas com compósitos
Al2O3 – TiC, comercialmente disponíveis, são obtidas por prensagem à quente, o que
gera elevados custos e limitações nas formas das ferramentas.
BORON e LEE, 1986 sugeriram que o principal obstáculo para sinterizar Al2O3
– TiC é a interação entre a alumina e o carbeto de titânio à altas temperaturas.
Através de modelos experimentais e cálculos termodinâmicos indicou-se que durante
a sinterização do compósito de alumina com carbeto de titânio, reações envolvendo
produtos gasosos dificultam a sinterização (KIM e LEE, 1989). Reações entre alumina
e carono combinado ou livre poderão ser responsáveis pelas dificuldades em sinterizar
compósitos de alumina com carbeto de titânio.
Esses problemas podem ser eliminados por meio da produção de compósitos
quase que totalmente densos e uma correta atmosfera de sinterização que possa
controlar ou eliminar reações adversas durante e sinterização (LEE e BOROM, 1988),
ou ainda, através de pequeno tempo de sinterização e rápida taxa de aquecimento em
temperaturas acima de 1550°C. Taxas de aquecimento muito altas geram altos
esforços térmicos resultando em trincamento das peças mais robustas.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
45
2.2.3 - Prensagem Uniaxial à Quente (HP)
Figura 2.9 - Esquema da prensagem à quente (CHIAVERINI, 1992).
Neste processo, utiliza-se uma matriz de carbeto cementado, tungstênio,
cerâmico ou grafite (CAHN, 1991) e coloca-se o pó, que é aquecido por uma corrente
elétrica aplicada à baixa voltagem através da matriz, figura 2.9. Temperatura e
pressão são aplicadas simultaneamente ao longo do eixo da matriz, fazendo com que
todas as contrações ocorram na direção da pressão, promovendo um acréscimo na
força motriz termodinâmica para a densificação, por meio de uma força externa.
O processo é utilizado geralmente quando se tem peças muito grandes para
serem prontamente prensadas ou sinterizadas por técnicas convencionais ou quando
o material é de difícil sinterização (BROOKS, 1998).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
46
Apesar de vários trabalhos terem mostrado excelentes resultados na
densificação de compósitos cerâmicos à base de alumina quando obtidos por
prensagem à quente (KIM e LEE, 1989; WARI e ILSCHNER, 1980, CUTLER e
HURFORD, 1988), o processo apresenta algumas desvantagens como o custo de
operação e a complexidade na montagem do forno.
A tabela 2.10 mostra os valores de dureza vickers obtidos para os compósitos
Al2O3 – NbC (ACCHAR, 2001) e Al2O3 – TiC (CUTLER, 1988) prensados à quente,
respectivamente.
Tabela 2.10 - Valores de Dureza Vickers.
Material Dureza Vickers-HV (GPa)
Al2O3 – NbC (HP 1600ºC)
Al2O3
Al2O3 + 10% NbC
Al2O3 + 20% NbC
Al2O3 + 30% NbC
Al2O3 + 40% NbC
16,9 ± 0,2
18,8 ± 0,4
17,9 ± 0,3
18,4 ± 0,3
18,7 ± 0,1
Al2O3 – TiC / CUTLER (1988)
Al2O3 + 5% TiC
Al2O3 + 10% TiC
Al2O3 + 20% TiC
Al2O3 + 30% TiC
19,90 ± 0,70
20,10 ± 0,20
20,00 ± 1,40
19,90 ± 0,90
Os resultados evidenciam que os valores de dureza obtidos mostraram-se
independentes das concentrações de NbC e TiC, levando-se em consideração o
desvio padrão.
Resultados a cerca do compósito cerâmico Al2O3 – NbC, sinterizado a 1650°C,
com adição de NbC variando de 5 a 30% foram obtidos ( VIEIRA, 1999). Os valores
estão ilustrados na tabela 2.11.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
47
Tabela 2.11 - Parâmetros obtidos em compósitos Al2O3 – NbC, em função da
composição, por prensagem uniaxial, sinterizados a 1650ºC (adaptado de VIEIRA
1999).
NbC%
em
massa
Densidade
teórica (%)
Tam. Médio
de grão (µm)
Tenacidade à
fratura (KIc)
(MPa.m1/2)
Dureza (HV)
(GPa)
Resistência ao
Desgaste
(mm3)*
5
10
20
30
99,51 ± 0,01
99,52 ± 0,02
98,18 ± 0,01
95,72 ± 0,02
2,3
1,4
1,4
1,3
2,81 ± 0,53
2,82 ± 0,67
2,49 ± 0,51
1,23 ± 0,42
17,01 ± 0,53
16,20 ± 0,93
19,68 ± 0,17
18,98 ± 0,26
268,95
493,83
586,96
868,06
* Volume de desgaste
2.2.4 - Prensagem Isostática à Quente (HIP)
Neste caso, calor e pressão uniforme são simultaneamente aplicadas em todas
as direções, a fim de conferir ao compactado uma homogeneidade, figura 2.10. Aplica-
se geralmente o argônio como agente de pressão. Se faz necessária que a densidade
inicial das peças seja maior ou igual a 93 a 95% da densidade teórica, a fim de que o
processo seja eficiente, o que o torna uma técnica complementar aos outros processos
anteriores.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
48
Figura 2.10 - Esquema de prensagem isostática à quente ( adaptado de PRICE,
1984).
Ferramentas para mineração, matrizes e barras de perfuração e rolos são
produzidos por essa técnica, pois confere excelentes propriedades a esses produtos.
Como desvantagem desse processo pode-se citar o alto custo quando comparado aos
outros métodos de produção.
Excelentes resultados foram obtidos com compósitos cerâmicos à base de
alumina (TAMARI et al, 1996; KIM e LEE, 1989; RAK, 1998; BURDEN et al, 1988). A
tabela 2.12 mostra as propriedades do compósito Al2O3 – TiC obtidas por diferentes
métodos de produção dos materiais compósitos e evidencia a superioridade nos
valores das propriedades dos processos de prensagem à quente e prensagem
isostática à quente em relação à sinterização convencional.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
49
Tabela 2.12 - Propriedades do compósito Al2O3 – TiC em função das condições de
sinterização (KIM e LEE, 1989).
Material
Condições de
Densificação
Densidade
(%DT)
Tenacidade à
Fratura (MPa. m1/2)
Resistência à
Flexão (MPa)
Sinterizado
Prensado
Isostaticamente
à Quente
Prensado à
Quente
1870ºC / hélio /
10 min
Al2O3+C+TiC
HIP / 1550ºC /
argônio / 30
min / 150 MPa
1650ºC / vácuo
/ 30 min / 40
MPa
96,7
99,8
99,9
4,2 ± 0,5
4,3 ± 0,3
4,3 ± 0,3
625 ± 121
686 ± 95
721 ± 84
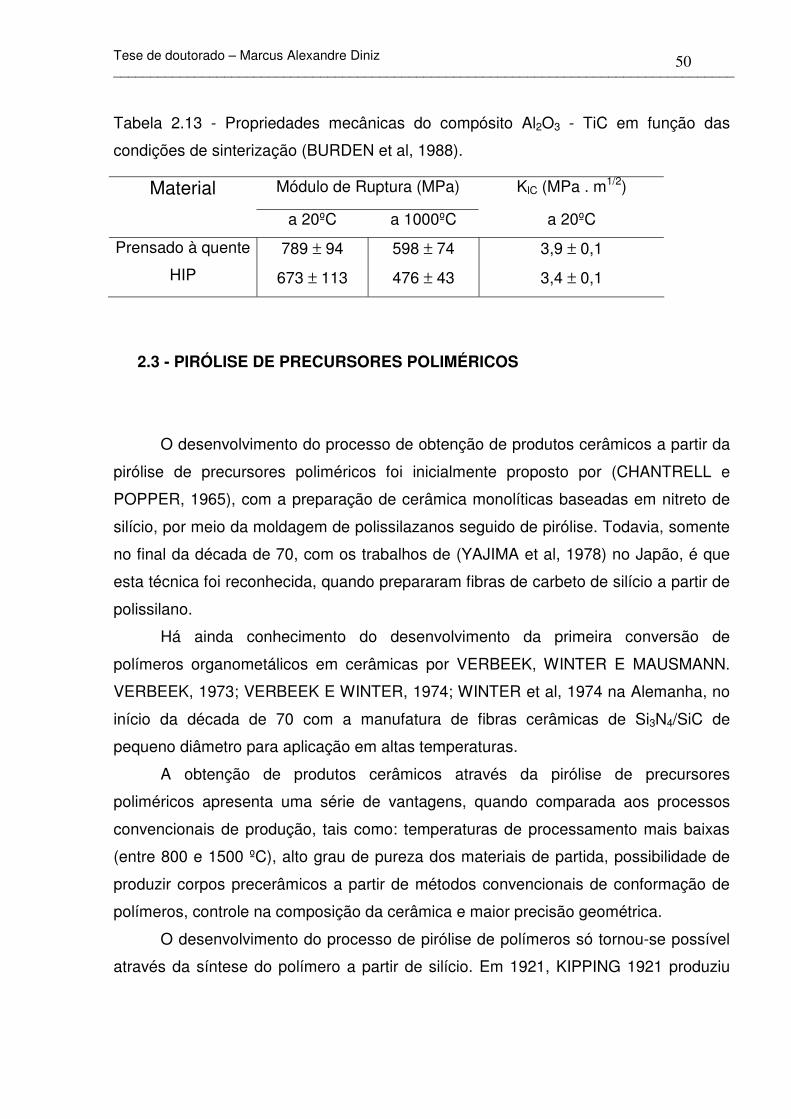
De acordo com a tabela 2.13, melhores valores na resistência mecânica e na
tenacidade à fratura das amostras do compósito Al2O3 - TiC foram obtidos através da
prensagem à quente (HP) do que através da pressão isostática à quente (HIP)
(BURDEN et al, 1988).
Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
50
Tabela 2.13 - Propriedades mecânicas do compósito Al2O3 - TiC em função das
condições de sinterização (BURDEN et al, 1988).
Material Módulo de Ruptura (MPa) KlC (MPa . m1/2)
a 20ºC a 1000ºC a 20ºC
Prensado à quente
HIP
789 ± 94
673 ± 113
598 ± 74
476 ± 43
3,9 ± 0,1
3,4 ± 0,1
2.3 - PIRÓLISE DE PRECURSORES POLIMÉRICOS
O desenvolvimento do processo de obtenção de produtos cerâmicos a partir da
pirólise de precursores poliméricos foi inicialmente proposto por (CHANTRELL e
POPPER, 1965), com a preparação de cerâmica monolíticas baseadas em nitreto de
silício, por meio da moldagem de polissilazanos seguido de pirólise. Todavia, somente
no final da década de 70, com os trabalhos de (YAJIMA et al, 1978) no Japão, é que
esta técnica foi reconhecida, quando prepararam fibras de carbeto de silício a partir de
polissilano.
Há ainda conhecimento do desenvolvimento da primeira conversão de
polímeros organometálicos em cerâmicas por VERBEEK, WINTER E MAUSMANN.
VERBEEK, 1973; VERBEEK E WINTER, 1974; WINTER et al, 1974 na Alemanha, no
início da década de 70 com a manufatura de fibras cerâmicas de Si3N4/SiC de
pequeno diâmetro para aplicação em altas temperaturas.
A obtenção de produtos cerâmicos através da pirólise de precursores
poliméricos apresenta uma série de vantagens, quando comparada aos processos
convencionais de produção, tais como: temperaturas de processamento mais baixas
(entre 800 e 1500 ºC), alto grau de pureza dos materiais de partida, possibilidade de
produzir corpos precerâmicos a partir de métodos convencionais de conformação de
polímeros, controle na composição da cerâmica e maior precisão geométrica.
O desenvolvimento do processo de pirólise de polímeros só tornou-se possível
através da síntese do polímero a partir de silício. Em 1921, KIPPING 1921 produziu
Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
51
polidifenilsilanos pela reação de Wurtz-Fittig do diclorodifenilsilano com sódio fundido
em xileno, um solvente inerte, equação 2.1 (FONSÊCA, 2006).
nph2SiCl2 [ph2S[ph2Si]n + 2nNaCl (2.1)
Em 1949 BURKHARDT sintetizou polidimetilsilanos através de uma reação
similar de decloração em benzeno, equação 2.2 (FONSÊCA, 2006).
n(CH3)2SiCl2 [(C[[[(CH3)2Si]n + 2nNaC (2.2)
Com o trabalho de YAJIMA et al em 1976, intensos estudos na área de
precursores poliméricos com microestrutura controlada foram realizados por vários
autores na última década (BOIS e BABONNEAU, 1994). Com isto, foi dada a largada
para o desenvolvimento de uma grande variedade de polímeros organossilanos
precursores para utilização na produção de materiais cerâmicos, com grande
extensão de composição no sistema Si-B-O-N.
Vários estudos vêm sendo realizados para entender melhor o processo de
pirólise, e deste modo produzir polímeros que ao se decompor produzam a maior
quantidade possível de material cerâmico (BOIS et al, 1994; BOIS et al, 1995;
CORRIÚ et al, 1992; SORARÚ et al, 1998; RADOVANOVIC et al, 1999). Com
métodos de síntese de polímeros avançados pode-se produzir atualmente
precursores que ao serem pirolisados em argônio, sem adição de carga, já possuam
um rendimento cerâmico de 86% (SCHIAVON et al, 2002a).
Através deste método pode-se produzir cerâmicas com base de Si (SiC, Si3N4),
que apresentam fases cristalinas e/ou amorfas dependendo da temperatura de
pirólise. Como produto da pirólise de polímeros temos uma fase amorfa denominada
oxicarbeto de silício (SiCxOy). Sua estrutura é uma distribuição aleatória de sítios de
SiO4, SiO3C, SiO2C2, SiOC3 e SiC4, dependendo do polímero utilizado
(RADOVANOVIC et al, 1999).
A pirólise deve ser realizada em atmosfera inerte ou reativa, sendo esta de
grande importância na formação do material final. Na pirólise de polímeros
geralmente se utiliza atmosfera inerte de argônio e atmosferas reativas de N2,
amônia ou ar. A atmosfera inerte de argônio é utilizada para a produção de
Na
Na

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
52
SiC/SiCxOy e a atmosfera de N2, para a produção de Si3N4/SiCN, sendo que neste
segundo caso à altas temperaturas ocorre também a formação de SiC (SCHIAVON
et al, 2002c; HALUSCHKA et al, 2000).
Durante a formação da fase SiCxOy, ocorre a geração de uma fase carbono
livre ao longo da rede de oxicarbeto, que é oriunda a partir da clivagem parcial das
ligações Si-CH3 presentes no precursor. A formação deste carbono também pode ser
controlada com a utilização de uma rede modificada de ligações Si-H que podem
reagir durante a pirólise com o Si-CH3 formando cadeias Si-CH2-Si (BOIS et al, 1994;
SORARÚ et al, 1998), reduzindo a formação de carbono livre e aumentando a
concentração de unidades carbono tetracoordenadas ou carbídicas (CSi4). Uma
forma encontrada para produzir esse efeito é sintetizar polímeros a partir de
trietoxisilano (TREOS) e metildietoxisilano (MDES) (SORARÚ et al, 1998; WALTER
et al, 2002) ou a utilização de polímero que contenham cadeias carbosilanas Si-Cx-
Si, sem decréscimo das ligações cruzadas. Este método tem sido utilizado para a
produção de polisilanos e polisiloxanos com cadeias carbosilanas que controlam a
estrutura molecular dos produtos cerâmicos e suas quantidades de carbono
(SCHIAVON et al, 2002b).
Dependendo da composição do polímero de partida e da atmosfera utilizada a
composição da fase vítrea pode ser alterada. Vários trabalhos vêm estudando o
efeito da quantidade de C, Si e N nos polímeros de partida além do efeito da
atmosfera na composição e propriedades do material cerâmico final (HALUSCHKA et
al, 2000; BREQUEL et al, 1999; WALTER et al, 2002).
A partir do momento que um material pode fornecer ao produto da pirólise
propriedades que não seriam possíveis sem sua aplicação, ampliando sua faixa de
utilização, torna-se conveniente o uso de um sistema quaternário utilizando um
cátion extra. Existem três formas básicas de se obter sistemas multicomponentes de
fases em pirólise de polímeros (RIEDEL e DRESSLER, 1996): a primeira
corresponde a mistura de polímeros com pós metálicos, cujo processo é chamado
pirólise de polímeros com adição de carga reativa e possui várias especificidades,
tendo em vista que o metal reage com os gases resultantes da decomposição do
polímero e da fase carbono livre, formando novas fases carbetos, nitretos e silicetos,
além da matriz vítrea de oxicarbeto ou oxinitreto de silício; a segunda etapa diz
respeito à reação de polímeros não óxidos com base em silício com monômeros

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
53
contendo o elemento desejado. Polisilazanos com Ti[N(CH3)2]4 foi sintetizado,
resultando em um polititanosilazano, a partir da equação 2.3, abaixo.
Um outro modo de se obter o polímero com o elemento boro é a hidroboração
de dicloro metilvinilsilano proveniente de um composto molecular contendo Si e B,
a policondensação deste polímero resulta na formação de poliborosilanos conforme
equação 2.4.
Como resultado da pirólise destes polímeros contendo boro tem-se uma matriz
vítrea de Si-B-C-N com rendimento cerâmico de 88%, além de apresentar maior
estabilidade térmica à recristalização, iniciando o processo a 1500°C com a
presença de pequenos cristais de SiC de 1 a 3ηm (SORARÚ et al, 1998).
Estudos mostraram que matrizes de Si-B-C-N podem resistir à temperaturas em
torno de 1450 - 1700°C (RIEDEL e DRESSLER, 1996) e à temperaturas superiores a
1900°C (BALDUS et al, 1994) sem recristalizar. A figura 2.11 ilustra a estabilidade
térmica de algumas matrizes vítreas. Pode-se observar que a substituição de N e C
por B provoca um aumento da estabilidade térmica. Tal fato pode ser justificado

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
54
porque sua inclusão na rede de sílica provoca um aumento no número de átomos
tetracoordenados (SORARÚ et al, 1998).
Figura 2.11 - Estabilidade térmica para diferentes matrizes derivadas de pirólise
(adaptado de RIEDEL e DRESSLER, (1996); *SCHIAVON et al, 2002 a; **
SORARÚ et al, 1998; ***BALDUS et al, 1994).
Vários estudos vêm sendo realizados visando um melhor entendimento do
processo de pirólise, uma vez que a conversão polímero/cerâmica compreende vária
fases, e cada uma delas é caracterizada por uma temperatura e uma transformação
do material (BOIS et al, 1994; BOIS et al, 1995; RADOVANOVIC et al, 1999; GREIL
e SEIBOLD, 1992). A figura 2.12 a seguir ilustra as principais etapas da conversão
polímero/cerâmica.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
55
Figura 2.12 - Principais etapas da conversão polímero / cerâmica com relação à
perda de massa (GREIL, 1995).
O processamento de cerâmicas a partir de precursores poliméricos tem início
com a síntese do polímero precursor. Também compostos cloro organossilanos são
usados para produzir polímeros pré-cerâmicos, tais como: polissilazanos,
polissilanos, polissiloxanos e policarbossilanos (YAJIMA et al, 1976; WILLS et al,
1983). Basicamente, a reação envolve a descloração dos monômeros cloro silanos.
A figura 2.13 ilustra a metodologia envolvida no processamento de cerâmicas a
partir de precursores poliméricos.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
56
Figura 2.13 - Processamento de produtos cerâmicos, a partir da pirólise de
precursores poliméricos (adaptado de GREIL, 1995).
A estrutura do polímero pode ser alterada de homopolímeros e copolímeros
lineares à altamente reticulados, que podem ser utilizados para controlar
propriedades do polímero e do produto cerâmico formado (SHILING et al, 1983).
Polímeros altamente reticulados com altas densidades de ligações cruzadas
são geralmente mais termorresistentes, em função de sua estrutura molecular que
dificulta a eliminação de grupos finais, pequenas moléculas e qualquer
acontecimento que promova a despolimerização e perda de massa à baixas
temperaturas (MICHALCZYK et al, 1993). O processo de reticulação é baseado em
reações de condensação ou adição. As reações de condensação podem ocorrer de
duas formas: as que utilizam a atmosfera para reações de hidrólise que promovem a
reticulação das cadeias do polímero, ou as que ocorrem diretamente entre polímeros
com diferentes grupos funcionais. O processo de cura por adição requer energia
adicional para que ocorra a reação. Ocorre de maneira rápida e não são formados
subprodutos.
Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
57
Terminado o processo de moldagem e cura do polímero, o mesmo é submetido
à pirólise, que pode ser realizada em atmosfera inerte ou reativa e tem importante
função na formação do produto final. A pirólise geralmente envolve várias etapas:
entre 200 e 400ºC ocorre uma primeira perda de massa, decorrente da perda de
água. Entre 400 e 600ºC ocorre a redistribuição das ligações Si-O e Si-C,
concomitantemente com liberação de voláteis como C2H2 e CH4, podendo ocorrer
também perda de segmentos constituídos de siloxanos cíclicos (BOIS et al, 1994).
Com o aumento da temperatura tem início a formação da fase carbono grafite.
A partir de 600°C tem início a reorganização dos sítios de Si. As reações
envolvidas na redistribuição dos sítios de Si-O e Si-C ocorrem conforme as equações
a seguir (CORRIÚ et al, 1992; BOIS et al, 1994; RADOVANOVIC et al, 1999)
2D M + T (2.5)
D + T M + Q (2.6)
D + M C + T (2.7)
D + Q 2T (2.8)
onde:
M = C3SiO; D = C2SiO2; T = CSIO3; Q = SiO4; C= SiC4
Com a decomposição da cadeia polimérica temos a geração desses sítios e em
função do aumento da temperatura ocorre a ativação dos grupos metil provocando a
formação da fase carbono grafite. A evolução do metano e hidrogênio com a
formação de carbono grafite pode ser descrita pela pirólise do metil derivado do
precursor siloxano pelas reações a seguir (BOIS et al, 1994):
≡Si – CH3 ≡Si. + .CH3 (2.9)
≡C – H ≡C. + .H (2.10)
≡C – H + .CH3 ≡C. + CH4 (2.11)
≡C – H + .H ≡C. + H2 (2.12)
A formação de Si-C-Si e de carbono livre no material cerâmico provavelmente
resultam da combinação de diferentes Si e C (BOIS et al, 1994).
Reações para o policarbosilano foram encontradas (CORRIÚ et al, 1992).
O mecanismo de decomposição do polímero é baseado em reações entre
cadeias e reações dentro da própria cadeia (SCHIAVON et al, 2002b).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
58
Com o aumento da temperatura, de 600ºC até valores entre 1000 e 1200ºC,
aproximadamente, ocorre a mineralização ou ceramização do material, onde se
obtém oxicarbeto ou oxinitreto de silício amorfo, com uma pequena percentagem de
carbono livre. Somente à temperaturas superiores a 1200ºC é que tem início a
formação de pequenos cristais de βSiC (BREQUEL et al, 1999). Esses pequenos
cristais que se formam são da ordem de 1nm, devido a baixa difusão e alta
resistência à cristalização característica desses materiais.
Estudos revelam que os cristais de βSiC que se formam também assumem a
morfologia de whiskers (DERNOVSEK et al, 2000; SCHIAVON et al, 2002a),
normalmente de tamanhos e formas irregulares.
A formação desses whiskers envolve etapas em que os reagentes são sujeitos
a uma fase de vapor durante o processo. A falta desses reagentes provoca a
precipitação de SiC particulado. A formação de whiskers de βSiC ocorre também
durante o processo de redução carbotérmica. Nesta fase a reação se dá pela reação
a seguir (SCHIAVON et al, 2002a):
SiO(v) + 3CO(v) SiC(w) + 2CO2(v) (2.13)
2C(s) + 2CO(v) SiC(w) + 4CO(v) (2.14)
resultando em uma reação final de :
SiO(v) + 2C(s) SiC(w)(s) + CO(v) (2.15)
O principal fato que ocorre a temperaturas superiores a 1500°C é a redução
carbotérmica, podendo também se iniciar por volta dos 1200°C, conforme a equação
a seguir (GREIL e SEIBOLD, 1992; GREIL, 1998):
SiO2(s) + C(s) SiO(v) + CO(v) (2.16)
SiO2(s) + 3C(s) SiC(s) + 2CO(v) (2.17)
Com base nesta equação a sílica se associa com o carbono livre na cadeia
ocorrendo a liberação de SiO e CO além da formação de SiC. Nesta fase ocorre a
maior formação de porosidade aberta em função da grande perda de massa
ocasionada pela liberação dos gases.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
59
WOLLF, 2002 investigou que durante a redução carbotérmica a temperaturas
em torno de 1400°C ocorre uma decomposição maior pela eliminação de prováveis
voláteis, como o CO, tornando os produtos da decomposição cada vez mais porosos.
Análises termogravimétricas e termodiferenciais de um poli(fenilsilsesquioxano)
puro e um poli(fenilsilsesquioxano)/Al2O3/Nb/NbC obtidas na literatura (WOLLF, 2002)
permitem uma análise do comportamento térmico da perda de massa em função da
temperatura, figuras 2.14 e 2.15.
Figura 2.14 - Análise termogravimétrica de um poli(fenilsilsesquioxano) puro e
um poli(fenilsilsesquioxano)/Al2O3/Nb/NbC (WOLLF, 2002).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
60
Figura 2.15 - Análise termodiferencial de um poli (fenilsilsesquioxano) puro e um
poli (fenilsilsesquioxano)/Al2O3/Nb/NbC (WOLLF, 2002).
Ao compararmos ambas as curvas, nas figuras 2.14 e 2.15, observa-se que a
partir de 1400°C inicia-se o processo de perda de massa, proveniente da redução
carbotérmica, que ocorre nesta faixa de temperatura, tornando os produtos da
decomposição mais porosos em função da perda de massa por volatização de CO(g).
Resultados finais de análises térmicas do compósito em estudo infelizmente
não foram possíveis em função de problemas ocorridos durante a realização dos
mesmos, tendo em vista que os materiais utilizados na composição da mistura (Nb,
polímero) reagiram de tal forma que danificaram consideravelmente o equipamento,
impossibilitando a realização e obtenção dos resultados.
Ao pirolisarmos polisilazanos em atmosferas de N2, por volta dos 1500°C ocorre
a cristalização da matriz de Si-C-n em Si3N4, pela reorganização dos sítios de Si e
decomposição do polímero, todavia com o aumento da temperatura ocorre a
formação de SiC. Tal fenômeno ocorre tanto em amostras pirolisadas em atmosfera
de argônio como em N2.
O SiC é formado à temperaturas em torno de 1600°C, em decorrência da
redistribuição dos sítios de silício com a formação de espécies carbídicas ou pela
reação da fase Si-C-N com a fase carbono livre a partir da equação (SCHIAVON et
al, 2002c; HALUSCHKA et al, 2000)
2SiCN(s) + 2C(s) 2SiC(s) + 2C(s) + N2(v) (2.18)

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
61
Ou pela reação do Si3N4 formado com a fase carbono livre, conforme equação a
seguir (SCHIAVON et al, 2002c):
Si3N4 + 3C βSiC + 2N2 (2.19)
A figura 2.16 ilustra as principais transformações que ocorrem durante a
obtenção de um produto cerâmico a partir da pirólise de polímeros.
Figura 2.16 - Principais transformações envolvidas durante a preparação de
materiais cerâmicos a partir de precursores poliméricos (adaptado de SCHIAVON,
2002).
Pode-se destacar entre os precursores poliméricos sintéticos os
policarbossilanos e poliborossilazanos que são excelentes precursores de fibras
cerâmicas de SiC e SiNxBy, respectivamente, resistentes a altas temperaturas
(LIPOWTZ, 1991; BALDUS, 1992) e os polissilanos e polissiloxanos como precursores
1450°C

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
62
de SiC e SiCxOy, respectivamente, (PEUCKERT, 1990). A tabela 2.14 apresenta
alguns polímeros de silício empregados como precursores poliméricos.
Tabela 2.14 - Alguns polímeros de silício usualmente empregados como
precursores poliméricos em aplicações cerâmicas.
Alguns polímeros
precursores de silício
Temperatura (ºC) /
atmosfera
Produtos Rendimento
cerâmico
Poli (metilsilano)
Poli (titanocarbossilano)
Poli (metilsilazano)
Poli (borossilazano)
Poli (metilsiloxano)
Poli (vinilsilazano)
Poli (metilvinilsilano)
Poli (silaetileno)
Poli (fenilsilsesquioxano)
950/Ar
1300/N2
800/NH3
1000/Ar
1000/He
1200/N2
1000/Ar
1000/N2
1400/Ar
SiC
SiTixCyOz
Si3N4
BN/Si3N4
SiCxOy
SiCxNy
SiC
SiC
SiCxOy
0,85
0,75
0,85
0,90
0,85
0,85
0,83
0,87
0,78
O termo polissiloxano dado ao polímero tem origem da ligação Si-O, chamada
ligação siloxano. São polímeros obtidos por reações de hidrólise/condensação de
misturas de cloro ou alcoxissilanos, (MORETO et al, 1989), conforme reação mostrada
na figura 2.17.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
63
Figura 2.17 - Reação de hidrólise/condensação de misturas de cloro ou
alcoxissilanos (adaptado de MORETO et al, 1989).
Onde R = Metil, Vinil, H, Fenil, etc.
Segundo KENDRICK et al, 1989 existe uma vasta variedade de estruturas de
polissiloxanos que podem ser sinterizadas a partir de uma simples estrutura linear
para uma complexa estrutura tridimensional que pode ser utilizada para uma
variedade de aplicações específicas.
OWEN, 1990, enumera uma série de propriedades dos polissiloxanos, dentre as
quais destacam-se: insolubilidade em água, alta permeabilidade a gases, baixa tensão
superficial, baixa temperatura de transição vítrea, grande volume livre, cadeias
flexíveis em função da rotação livre em torno das ligações, resistência térmica e
resistência à oxidação.Todavia, propriedades elétricas, resistência térmica,
hidrofóbicas, estabilidade e fácil manuseio na atmosfera ambiente têm caracterizado
esses polímeros como de grande importância nas mais diversas aplicações como
exemplo: isoladores, adesivos, materiais cirúrgicos e revestimentos selantes
(HARDMAN, 1983).
Nas últimas décadas novas aplicações têm sido estudadas e desenvolvidas
para esses materiais. Cabe destacar a utilização como precursores de cerâmicas
baseadas em carbeto de silício e oxicarbeto de silício, principalmente pelas inúmeras
propriedades que apresentam como alta estabilidade térmica e química, resistência ao
choque térmico, baixa densidade, alta dureza e alto módulo de Young (GMELIN, 1984;
GREIL, 1995). O oxicarbeto de silício ainda apresenta alta resistência à oxidação e
resistência à corrosão (SORARU et al, 2002) e estrutura amorfa.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
64
2.4 - OBTENÇÃO DE COMPÓSITOS CERÂMICOS A PARTIR DE
PRECURSORES POLIMÉRICOS COM ADIÇÃO DE CARGA REATIVA.
Nos últimos anos o processamento de compósitos cerâmicos a partir de
precursores poliméricos têm sido intensamente investigados por apresentarem
vantagens como baixa temperatura de processamento, possibilidade de obtenção de
formas mais complexas e maior controle da composição da cerâmica (GREIL, 1995).
Na técnica AFCOP (Active-Filler-Controlled Polymer Pyrolysis), que envolve a
pirólise de precursores poliméricos em presença de carga reativa, o polímero é
preenchido parcialmente com as partículas reativas do pó, que após a pirólise e sob
condições propícias, geram componentes monolíticos sem rachaduras e com taxas de
retração e porosidade controladas, bem como uma nova fase cerâmica. A figura 2.18
mostra o esquema da técnica AFCOP.
Figura 2.18 - Esquema da técnica AFCOP (GREIL, 1995).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
65
Com a utilização de cargas inertes, a formação intrínseca de porosidade e
retração, durante a conversão polímero-cerâmica, pode ser reduzida, sendo que a
retração da fase polimérica diminui de acordo com o volume da carga (GREIL e
SEILBOLD, 1992). Entretanto, empregando partículas de carga reativa, as reações
destas com os produtos da decomposição do polímero, ou da própria atmosfera do
gás de reação, promove uma expansão de volume. Consequentemente, devido à
compensação do encolhimento do polímero pela expansão, os materiais apresentam
retenção de forma e podem ser obtidos livres de rachaduras e trincas (SCHIAVON,
2002).
Uma das grandes limitações encontradas na preparação de monólitos a partir
de precursores poliméricos é a grande retração decorrente do aumento acentuado de
massa específica durante a conversão do polímero à cerâmica. Desta forma,
conseguir reduzir a retração e a geração de poros durante a conversão do polímero à
cerâmica são pontos criteriosos para a utilização deste processo na produção de
componentes monolíticos facilmente moldáveis. Observa-se, na prática, uma
combinação de porosidade e retração, o que torna impossível preparar corpos
cerâmicos densos a partir de um precursor polimérico, sem retração. A figura 2.19
mostra o processo de pirólise de um precursor polimérico cujo material cerâmico final
apresenta porosidade residual e alta retração (GREIL, 1995).
Figura 2.19 - Esquema do processo de pirólise de um precursor polimérico.
Baseado na pirólise de polímeros com utilização de carga reativa, inúmeros
materiais vêm sendo investigados, entre eles: NbC/SiCO (DERNOVESK et al, 2000;
ACCHAR e WOLF, 2001; ACCHAR et al, 2003); TiC/SiCO (GREIL e SEIBOLD, 1991;
MARTIN e MULLER, 1999); AlN/SiCN (COLOMBO et al, 1997); WC/SiCO (MARTIN et

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
66
al, 1999); Mo2C/SiCO (KAINDL et al, 1999); SiC/SiCO (WEI et al, 2002), onde os
polímeros mais intensamente utilizados são os polissiloxanos e os polisilsesquioxanos
(GREIL, 1998). Todavia polímeros contendo boro, polisilazanos e policarbosilanos
também vêm sendo usados nesta técnica. A figura 2.20 a seguir mostra o efeito da
adição de carga reativa na retração linear. Pode-se observar que a adição de carga
promove uma retração linear inferior a 5%.
Figura 2.20 - Variação da retração linear em função da quantidade e do tipo de
carga reativa (adaptado de GREIL, 1998).
A técnica de conformação por prensagem à morno (Warm Pressing) é a mais
utilizada nos estudos de materiais cerâmicos obtidos por AFCOP, figura 2.21.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
67
Figura 2.21 - Esquema da prensagem à morno.
Neste caso particular, as partículas da carga são recobertas pelo polímero
formando desta forma corpos verdes de boa resistência e porosidade aberta
controlada (SCHIAVOM et al, 2002a). Tem-se uma pressão de conformação que
varia de 1MPa (WEI et al, 2002) à 710 MPa (KONETSCHNY et al, 1999), todavia
geralmente esta pressão está na faixa de 20 à 40 MPa e temperatura entre 100 e
200°C. Nesta etapa além da conformação tem-se também o início da reticulação
do polímero.
A grande vantagem da utilização desta técnica está no fato de que, com o uso
da temperatura, as partículas do polímero se agrupam, deformam e consolidam,
formando um corpo verde homogêneo que facilita a formação da rede
tridimensional do polímero, figuras 2.22 e 2.23.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
68
Figura 2.22 - Efeito da temperatura no aspecto interno de corpos conformados por
prensagem ( KONETSCHNY et al, 1999).
Figura 2.23 - Aspecto microestrutural da amostra de polissilazano conformada por:
a) prensagem à frio e b) prensagem à morno (KONETSCHNY et al, 1999).
O processo de conversão polímero/cerâmica é similar ao processo de pirólise
convencional de polímeros, porém existem algumas diferenças decorrentes da

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
69
adição da carga reativa. Estas diferenças existem, pois a presença da carga reativa
influenciará desde o processo de cura do polímero, promovendo alterações no
processo de reticulação, até as diferentes etapas da conversão polímero/cerâmica
(GREIL e SEIBOLD, 1992).
A decomposição dos corpos poliméricos devidamente reticulados, inicia-se a
400°C, seja em atmosfera inerte quanto reativa. GREIL, 1998 através da
espectroscopia de massa nos gases da saída do forno, identificou a presença de
CH4 e C6H6, além de outros voláteis na faixa de 400 a 800°C durante a pirólise de
polisiloxanos.
Entre 600 e 1100°C, ocorre a liberação de H2 resultante da quebra das ligações
Si-H, Si-C e CH, provocando uma perda total da fase polimérica de 20 a 30%.
A carga reativa, a fase carbono livre e as espécies hidrocarbonetos reagem e
formam uma nova fase carbeto, resultando em um significante aumento de
rendimento cerâmico.
KAINDL et al, 1999 mostraram que polímeros com alta quantidade de carbono e
baixa razão O/Si tem uma maior tendência de ocorrer redução carbotérmica com
liberação de CO e SiO. Mostraram ainda que o aumento da quantidade de carga
reativa diminui a formação da porosidade aberta a 1300°C, pois nesta faixa de
temperatura a alta concentração de SiC, resultante do polímero, reage com a sílica
precipitada, formando CO e SiO, conforme equação 2.20, abaixo:
SiC(s) + 2SiO2(s) CO(v) + 3SiO(v) (2.20)
Durante a pirólise à temperaturas superiores a 1000°C ocorre a formação de
silicetos, tendo em vista que com a quebra das ligações do polímero, tanto íons
carbono como íons silício são formados. Tais íons reagem com o metal formando
silicetos de estrutura MxSix-2. O processamento de maior parte dos materiais pela
técnica AFCOP resulta na formação de silicetos, tais como: NbC e Nb5Si3 e Nb3Si
(DERNOVESK et al, 2000; ACCHAR e WOLF, 2001;), Mo2C e Mo3Si (KAINDL et al,
1999), TiC e Ti5Si3 (MARTIN e MULLER, 1999), WC, W5Si3 e WSi2 (MARTIN et al,
1999).
A formação da fase siliceto ocorre de acordo com a reação a seguir (GREIL e
SEIBOLD, 1992):
Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
70
F + XC + SiO2 FCx + SiO2 (2.21)
F + (3-X)C + SiO2 FOx + SiC + (2-X)CO (2.22)
F + 2XC + XSiO2 FSix + 2XCO (2.23)
onde:
F = carga reativa.
A transformação do sistema SiCxOy e adição da carga reativa ocorre na
superfície e dentro dos poros dos compósitos cerâmicos, de onde derivam os
carbetos. Em função da carga reativa e do tipo de precursor polimérico, pode- se
obter carbetos, nitretos e/ou óxidos na matriz de SiCxOy.
Com o aumento da temperatura ocorre a redução carbotérmica do SiO2,
conforme equação 2.24, resultando na evaporação do CO(g) e SiO(g) (KRSTIC,
1992). Os domínios de SiO2(g), em presença de excesso de C(s), podem reagir
segundo equação 2.25.
SiO2(g) + C(s) SiO(g) + 2CO(g) (2.24)
SiO2(g) + 3C(s) SiC(s) + 2CO(g) (2.25)
A partir de 1200°C, consequentemente, em presença da carga reativa (Nb),
ocorre a formação do NbC e de outras fases cristalinas de silicetos, podendo ser
justificadas pelas reações químicas a seguir (SEIBOLD et al, 1992; DERNOVSEK et
al, 2000):
3Nb(s) + 2C(s) + SiO2(s) Nb3Si(s) + 2CO(g) (2.26)
5Nb(s) + 6C(s) + 3SiO2(s) Nb5Si3(s) + 6CO(g) (2.27)
As reações acima descritas foram propostas em sistemas obtidos a partir de
poli(metilsilsesquioxano) e Nb, à temperatura entre 1200 e 1400°C.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
71
2.5 - INFILTRAÇÃO
A técnica de infiltração tem sido amplamente estudada e desenvolvida,
tornando-se um importante método para a redução da porosidade dos materiais
sinterizados. O processo de infiltração tem sido bastante explorado para produção de
compósitos cerâmica-metal (KANOPLA e SZAFRAN, 2003; HUCHLER e NAGEL,
2004).
Existem muitos trabalhos de cerâmica-metal obtidos por infiltração, mas existem
poucos trabalhos de cerâmica-cerâmica (REYES e PAN, 2003). Este processo pode
ser realizado com ou sem pressão em compactos cerâmicos. De todos os métodos de
infiltração, a infiltração espontânea, é a atrativa por ser realizada sem pressão externa.
Consequentemente, este método é o mais econômico (MICHAUD, 2001; GAO, 2004).
A força motora da infiltração espontânea do líquido nos compactos é a
capilaridade, que depende fortemente da forma e tamanho dos poros interconectados
e da molhabilidade entre líquido e o sólido do compacto. Os poros são canais de
capilares paralelos formando uma estrutura complexa de poros no compacto. Alguns
experimentos resultam que a velocidade da infiltração é diretamente proporcional para
o diâmetro do poro, tempo e energia superficial do líquido e inversamente proporcional
para a viscosidade do líquido (KEVORKIJAN, 1999). O processo de infiltração tem
sido modelado pela Lei de Darcy, equação abaixo (PAN, 1998):
h2 =[ Dγlv cosθ (1 – ρ)2t]/15ηρ (2.28)
onde:
h= distância da infiltração
η = viscosidade
D = tamanho médio das partículas
γlv = energia específica superficial
θ = ângulo de contato
ρ = densidade relativa
t = tempo de infiltração
A infiltração espontânea requer uma excelente molhabilidade das partículas
sólidas pelo líquido (TRUMBLE, 1998). O comportamento do líquido na superfície do

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
72
sólido é geralmente indicada pelo ângulo de contato θ, o qual é expressado como uma
função das energias superficiais(TAGUCHI et al, 2004). Quando θ < 90° a capilaridade
aumenta para a infiltração espontânea (TRUMBLE, 1998).
Estudos demonstram que o compósito Al2O3/Si com 30% em volume Si
produzido pela técnica de infiltração sem pressão apresentaram melhorias nas
propriedades mecânicas como resistência, tenacidade à fratura e dureza (TRAVITZKY
et al, 1997).
Os compósitos de matriz metálica são um campo de grande interesse devido ao
seu imenso potencial. A maioria das pesquisas e aplicações comerciais estão
direcionadas aos reforços de partículas e fibras, todavia diversas rotas de
processamento foram examinadas, a fim de se conseguir redes inteiramente
permeáveis. A etapa básica em todos os métodos não-reativos é produzir um corpo
cerâmico que tenha uma rede de porosidade aberta e contínua. Os corpos cerâmicos
são infiltrados com um metal fundido, e devido à natureza da maioria dos metais
fundidos não apresentarem uma boa molhabilidade, é necessário uma pressão
externa para promover o enchimento dos poros (MATTERN, et al, 2004).
Devido à não-molhabilidade da maioria dos metais, é impossível a infiltração
espontânea do metal no corpo cerâmico (cerâmica porosa) sem sistemas reativos e
sob condições controladas. Para superar o problema, o metal fundido tem que ser
infiltrado aplicando uma pressão externa. Os métodos mais usados para a infiltração
são pela fração de gás aplicada na superfície do metal e a dirigida.
A figura 2.24 mostra a dependência da pressão no tempo de infiltração para o
processo de fundição sob pressão. No gráfico da figura 2.24 duas velocidades
diferentes de infiltração estão traçadas, sendo u2 >u1.Três fases são visíveis: O início
da infiltração até que a pressão capilar do ponto inicial seja alcançada; o fluxo estável
de infiltração, onde o aumento da pressão é proporcional ao aumento da infiltração; e
a compressão com enchimento de microporos.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
73
Figura 2.24 - Pressão x tempo para o processo de infiltração sob pressão.
O processo de infiltração com vidro (In-Ceram) é um novo método para a
obtenção de compósitos cerâmicos dentários. Os compósitos alumina-vidro obtidos
por este método apresentam baixa retração, excelentes propriedades mecânicas e
microestrutura homogênea (SHENG, 2004). A Zircônia tetragonal parcialmente
estabilizada com ítria está ganhando reconhecimento como um material de boas
propriedades mecânicas para aplicações dentárias. Comparada com outras cerâmicas
dentárias, apresenta propriedades mecânicas superiores devido ao mecanismo de
transformação tenacificadora similar ao explorado no aço temperado.
Resultados reportados da literatura (SHENG, et al, 2004) de algumas
propriedades são vistos através da tabela 2.15.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
74
Tabela 2.15 - Valores de algumas propriedades do compósito 3Y/TZP/Al2O3 infiltrado
com vidro (SHENG, 2004).
Amostra Retração
(%)
Densidade
(g/cm3)
Resistência à
Flexão
(MPa)
Tenacidade
à Fratura
(MPa.m1/2)
Matriz
Compósitos
#1
#2
#3
#4
#1
#2
#3
#4
13,83
12,01
11,32
13,2
3,82
2,08
0,22
0,15
4,19
4,16
3,39
3,69
5,14
4,87
4,00
4,51
145,5 ± 18.2
101,4 ± 8.7
52,4 ± 1.5
66,8 ± 1.8
250,3
326,2
361,2
449,6
3,21 ± 0,68
2,12 ± 0,34
1,95 ± 0,13
2,86 ± 0,17
3,95 ± 0,89
4,93 ± 0,66
3,88 ± 0,12
5,92 ± 0,51
#1 = 0 vol. % Al2O3, #2 = 10 vol. % Al2O3, #3 e #4 = 20 vol. % Al2O3
De acordo com a tabela 2.15, a retração do compósito diminui com o aumento
da quantidade de alumina, pois o tamanho da partícula da alumina é tão grande que
limita a densificação e a resistência dos compactados. Entretanto, os compósitos
infiltrados com vidro que têm alta quantidade de alumina e temperaturas parciais de
sinterização favoreceram a estabilidade dimensional, beneficiando a infiltração do
vidro. Por outro lado, matrizes sem e com 10% Al2O3 tiveram uma maior retração
durante a infiltração do vidro, resultando numa infiltração ineficiente. A razão da
ineficiência pode estar ligada ao rearranjamento e fusão entre as partículas no
processo de infiltração, de forma que alguns poros abertos se tornam poros fechados.
A resistência à flexão e tenacidade à fratura dos compósitos aumentaram com a
adição de Al2O3.
A alta resistência à flexão e tenacidade à fratura dos compósitos infiltrados com
vidro podem ser atribuídas à transformação de fase espontânea da zircônia e deflexão
de trincas.
Materiais compósitos B4C – (Al, Si) foram produzidos pela infiltração de ligas
metálicas. A adição de Si no Al exerceu um forte efeito na cinética do molhamento

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
75
durante a etapa de infiltração. A presença do Si melhorou significantemente o
molhamento. A atividade reativa do Si melhorou não só a molhabilidade como também
acelerou o processo de infiltração da liga fundida nos poros da amostra. A figura 2.25
ilustra três amostras, que foram seccionadas após serem submetidas ao processo de
infiltração com Al e liga de Al-Si a 1000°C. O alumínio (à direita) não penetrou em
profundidade, enquanto a liga Al-40%Si penetrou completamente na amostra (à
esquerda).
Figura 2.25 - Amostras infiltradas com Al e ligas de Al a 1000°C.
A dureza dos compósitos infiltrados foi fortemente afetada pela razão metal-
cerâmica. As amostras do compósito infiltrado e tratado termicamente causaram uma
diminuição da fase metálica e consequentemente um aumento da dureza. O efeito do
tratamento térmico no compósito com uma razão inicial elevada metal-cerâmica pode
ser vista nas figuras 2.26 e 2.27.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
76
Figura 2.26 - Dureza x conteúdo de Si do compósito (B4C com porosidade inicial 38-
40%), infiltrado com Al e liga Al-Si.
Figura 2.27 - Dureza x conteúdo de Si do compósito (B4C com porosidade inicial 16-
18%), infiltrado com Al e liga Al-Si.
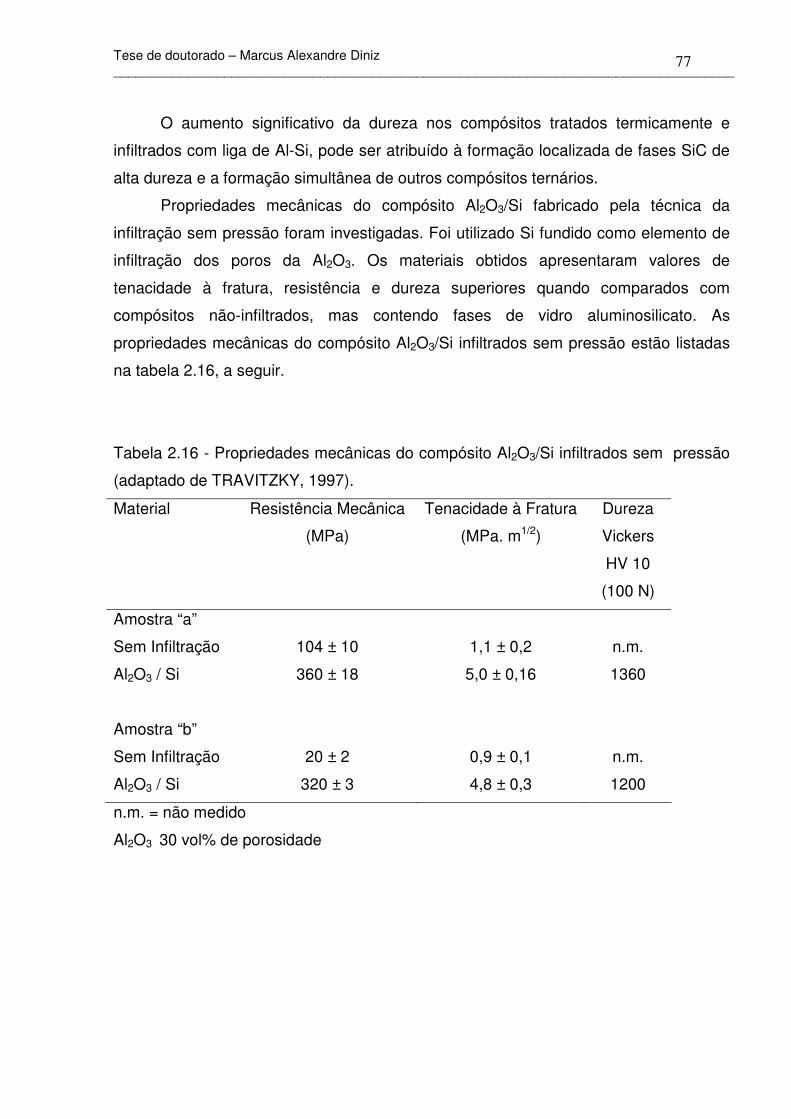
Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
77
O aumento significativo da dureza nos compósitos tratados termicamente e
infiltrados com liga de Al-Si, pode ser atribuído à formação localizada de fases SiC de
alta dureza e a formação simultânea de outros compósitos ternários.
Propriedades mecânicas do compósito Al2O3/Si fabricado pela técnica da
infiltração sem pressão foram investigadas. Foi utilizado Si fundido como elemento de
infiltração dos poros da Al2O3. Os materiais obtidos apresentaram valores de
tenacidade à fratura, resistência e dureza superiores quando comparados com
compósitos não-infiltrados, mas contendo fases de vidro aluminosilicato. As
propriedades mecânicas do compósito Al2O3/Si infiltrados sem pressão estão listadas
na tabela 2.16, a seguir.
Tabela 2.16 - Propriedades mecânicas do compósito Al2O3/Si infiltrados sem pressão
(adaptado de TRAVITZKY, 1997).
Material Resistência Mecânica
(MPa)
Tenacidade à Fratura
(MPa. m1/2)
Dureza
Vickers
HV 10
(100 N)
Amostra “a”
Sem Infiltração
Al2O3 / Si
Amostra “b”
Sem Infiltração
Al2O3 / Si
104 ± 10
360 ± 18
20 ± 2
320 ± 3
1,1 ± 0,2
5,0 ± 0,16
0,9 ± 0,1
4,8 ± 0,3
n.m.
1360
n.m.
1200
n.m. = não medido
Al2O3 30 vol% de porosidade

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
78
3 - PROCEDIMENTO EXPERIMENTAL
A seguir, serão apresentados os procedimentos e métodos utilizados para a
obtenção e caracterização física e mecânica do compósito estudado, conforme figura
3.1.
MATERIA PRIMA
Pó Al2O3, Pó Nb, Pó Al, Polímeros
MISTURA E HOMOGENEIZAÇÃO
(D4Vi + D1107) + (Al2O3, Al e Nb)
COMPACTAÇÃO
T= 80ºC
P= 40 MPa
t = 1h
PIRÓLISE
T= 1200º C / 1250º C / 1400º C
t = 3 h
SEM INFILTRAÇÃO
INFILTRAÇÃO (ICZ/Al/LZSA)
CARACTERIZAÇÃO
Densidade, Porosidade, Difratometria de raios-x, Microscopia Eletrônica de
Varredura, Resistência Mecânica à Flexão
Figura 3.1 - Fluxograma das etapas empregadas para obtenção e caracterização do
compósito cerâmico em estudo.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
79
3.1 - MATÉRIAS-PRIMAS
Polímeros
Foram utilizados os seguintes oligômeros de siliconas: (D4Vi)-1,3,5,7-tetrametil,
1,3,5,7-tetraviniciclotetrassiloxano e (D1107) – polimetilhidrogêniossiloxano. A escolha
desses polímeros, bem como dos outros componentes da mistura foi feita com base
na literatura visando uma otimização do processo. Estes oligômeros foram fornecidos
por Dow Corning e obtidos na forma fluida.
Pós
O pó de Nióbio metálico foi obtido pela empresa Aldrich Chem, com pureza de 99,8%.
Os pós de alumina α – APC-2011 SG, com área superficial de 1,5 m2/g e alumínio
foram fornecidos pela Alcoa.
Catalisador
O complexo de platina, dicloro – 1,3 – divinil – 1,1,3,3 – tetrametildissiloxano platina II
foi de procedência da Dow Corning.
Material de infiltração
Os materiais utilizados no processo de infiltração foram os seguintes:
In-Ceram Zircônia - composto de 67% de óxido de alumínio e 33% de óxido de
zircônio obtido da empresa VITA;
Frita LZSA - Vitrocerâmica baseada no sistema LiO-ZrO2-SiO2-Al2O3 ;
Alumínio - Pó de Al metálico fornecido pela Alcoa.
A tabela 3.1 mostra o percentual de material utilizado na composição da
mistura. A composição das amostras produzidas neste trabalho foi determinada com
base em resultados reportados da literatura (SCHIAVON et al, 2005; ACCHAR et al,
2006).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
80
Tabela 3.1 - Composição da mistura utilizada.
Material % em peso % total da mistura em
peso
D4Vi 16,96
D1107 15,04
Catalizador * 1
Polímero (32)
Al203 25
Nb 25
Al 18
Pó (68)
* O catalizador foi utilizado em uma quantidade de 1% da massa total de polímero.
3.2 - ANÁLISE DE DISTRIBUIÇÃO DE TAMANHO DE PARTÍCULAS
Os pós de alumina-α, alumínio e nióbio foram inicialmente selecionados e
submetidos à análise granulométrica através de um granulômetro à laser CILAS 920L,
com faixa de medição de 0,3 a 400 µm, figura 3.2. As medidas foram realizadas em
soluções líquidas contendo material particulado em suspensão e sua contagem
efetuada via microcomputador acoplado com interface serial. Os resultados foram
expressos em curvas de distribuição granulométrica das partículas.
Figura 3.2 - Granulômetro à laser utilizado no ensaio.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
81
3.3 - MISTURA E HOMOGENEIZAÇÃO
Os pós de alumina, nióbio e alumínio foram inicialmente pesados em um béquer
de vidro e em seguida misturados e homogeneizados manualmente com o auxílio de
um bastão de vidro, por um tempo aproximado de 1 hora, com o objetivo de se obter
misturas mais homogêneas possíveis, nas proporções desejadas e isentas de
aglomerados, a fim de se obter uma uniformidade das propriedades do produto
sinterizado. Os polímeros D4Vi e D1107 foram colocados em um béquer de teflon, no
qual foi adicionado o catalisador. Para uma perfeita homogeneização, foi utilizado um
agitador magnético, por um tempo aproximado de 1 hora. Concluída esta etapa, as
matérias-primas (pós de Al2O3, Nb e Al e polímeros) foram novamente misturadas e
homogeneizadas, por um intervalo de 30 minutos, adquirindo a forma pastosa para
então ser colocada na matriz de compactação, figura 3.3.
Figura 3.3 - Matriz utilizada para dar forma ao material.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
82
3.4 - COMPACTAÇÃO
As amostras foram compactadas a uma temperatura de 80°C e pressão de
40MPa. Para tanto foi desenvolvido pelo grupo de alunos do laboratório de materiais
um dispositivo de compactação capaz de conformar simultaneamente até cinco
amostras, conforme figura 3.4.
Figura 3.4 - Esquema da prensa de compactação utilizada na operação de
conformação.
O dispositivo de compactação consta de chapas de aço 1020 de 6mm de
espessura; placas cerâmicas com furos longitudinais; resistência Ni-Cr, com
resistividade elétrica – ρ = 1100 x 10-6 Ω.m e potência específica de 1,3 x 10-6 W/cm2)
em forma de espiral. Foi utilizada lã de rocha para isolamento das áreas internas
seguido de revestimento de alumínio de 1mm de espessura. A figura 3.5 ilustra o
dispositivo mencionado.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
83
Figura 3.5 - Vista da estrutura interna da matriz de compactação.
Para o controle da temperatura fez-se uso de um controlador PID – NOVUS N
2000 com variável de entrada medida a partir de um termopar tipo K (cromel-alumel).
O equipamento foi acoplado à prensa hidráulica, afim de que o processo de
compactação à morno fosse realizado. As Figuras 3.6 e 3.7 ilustram o processo de
compactação.
Figura 3.6 - Esquema da prensa + matriz de compactação.
Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
84
Figura 3.7 - Esquema da prensa + dispositivo controlador de temperatura.
3.5 - PIRÓLISE
O processo de pirólise foi realizado em um forno resistivo tubular MAITEC FTE-
1600/H, sob atmosfera de argônio, fluxo de 100 cm3/min. e temperaturas que variaram
entre 1200°C e 1400°C. As figuras 3.8 e 3.9 ilustram o equipamento utilizado e a
evolução da temperatura em função do tempo para o processo.
Figura 3.8 - Forno resistivo tubular utilizado na pirólise das amostras.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
85
Figura 3.9 - Esquema da evolução da temperatura x tempo.
Inicialmente foi utilizada uma taxa de aquecimento de 1°C/min. até a
temperatura de 800°C, a fim de se evitar a formação de trincas provenientes da rápida
liberação dos gases. A partir dos 800°C, a taxa de aquecimento foi de 5°C/min.,
seguida de uma isoterma de 180 minutos para ambas as temperaturas. A taxa de
resfriamento até a temperatura ambiente foi controlada a um valor de 5°C/min.
As amostras obtidas após as etapas de compactação e pirólise, figura 3.10,
apresentaram dimensões aproximadas de 50 x 5 x 3mm, bem como boas
características geométricas e superficiais de manuseio e rugosidade, atestando a
eficiência do dispositivo de prensagem e do processo de pirólise.
Figura 3.10 - Amostras obtidas após as etapas de prensagem e pirólise.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
86
3.6 - INFILTRAÇÃO
A infiltração foi realizada com o objetivo de tentar reduzir a porosidade
geralmente apresentada pelos corpos cerâmicos após a etapa de pirólise, com um
conseqüente ganho nos valores de densidade e resistência mecânica do compósito
cerâmico. Para tanto, foi depositada uma camada de aproximadamente 2mm de
espessura em toda a superfície dos corpos de prova através de um pincel, de maneira
que com o aquecimento, a mesma sofresse fusão e penetrasse no interior das
amostras, preenchendo os poros e promovendo significativas melhorias nas
propriedades físicas e mecânicas do compósito.
As amostras pirolisadas a 1250°C foram infiltradas com In-Ceram Zircônia
(ICZ), enquanto as amostras pirolisadas a 1200°C utilizaram o pó de alumínio
metálico. Já as amostras pirolisadas a 1400°C foram infiltradas com LZSA. Foi
utilizado um sistema de bomba de vácuo para a infiltração das amostras pirolisadas a
1200°C.
O material utilizado na infiltração foi obtido após misturar-se os referidos pós
com uma certa quantidade de água suficiente para formar uma pasta, sendo a mesma
em seguida depositada sobre as superfícies das amostras conforme descrito
anteriormente. Feita a deposição, as amostras foram novamente submetidas a um
novo ciclo de aquecimento, realizado sob atmosfera de argônio com taxa de
aquecimento de 5°C/min. até a temperatura de 1150°C, seguido de uma isoterma de
180 min. e por fim submetidos a uma taxa de resfriamento de 5°C/min. até alcançar a
temperatura ambiente. O ciclo de infiltração foi realizado duas vezes, com o intuito de
se conseguir uma maior penetração do material infiltrante.
3.7 - CARACTERIZAÇÃO
3.7.1 - Densidade e Porosidade
Para se determinar a densidade e porosidade aparente dos compósitos foi
utilizado o princípio de Arquimedes. Inicialmente as amostras foram colocadas em

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
87
uma estufa a aproximadamente 100°C por 1 hora, a fim de que a umidade fosse
retirada. Em seguida, foram pesadas em balança analítica, resolução de 0,0001
gramas, a seco. Posteriormente, as amostras foram colocadas em água destilada à
temperatura ambiente durante aproximadamente 24 horas e só após pesadas na
água. As amostras saturadas também foram pesadas. O ensaio foi realizado segundo
a Norma ASTM C 373/72 e utilizou-se dez amostras.
Para o cálculo da densidade e porosidade aparentes foram utilizadas as
equações abaixo:
Densidade aparente (g/cm3) = Ms/(Mu – Mi) (3.1)
Porosidade aparente (%) = (Mu – Ms)/(Mu – Mi) . 100 (3.2)
3.7.2 - Resistência Mecânica à Flexão
O ensaio de resistência mecânica ou tensão de ruptura à flexão é uma das
técnicas bastante utilizadas para caracterização de materiais. Neste trabalho foram
realizados ensaios de resistência mecânica em quatro pontos num total de dez
amostras/compósito com base na Norma ASTM C1161-94 e velocidade de aplicação
da carga de 0,5mm/min. Para tanto fez-se uso de um equipamento modelo
Zwick/Roel Z2.5, acoplado a um computador. A figura 3.11 mostra o equipamento
utilizado no ensaio de resistência à flexão.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
88
Figura 3.11 - Equipamento utilizado no ensaio de resistência à flexão.
3.7.3 - Difratometria de raios-x
O uso da técnica de difração de raios-x tem grande importância na
caracterização de sólidos cristalinos. Esta técnica baseia-se na incidência de um feixe
de raios-x, sobre a amostra, segundo um ângulo θ, sendo que o feixe difratado pelos
átomos da estrutura cristalina, localizados nos planos cristalográficos dh k l, devem
satisfazer a Lei de Bragg, conforme a equação a seguir:
n λ = 2 d senθ (3.3)
onde:
λ = comprimento de onda da radiação incidente
d = distância interplanar
θ = ângulo de incidência do feixe
A técnica de difração de raios-x foi utilizada com o objetivo da verificação das
fases cristalinas formadas após a pirólise. Neste trabalho, as análises por difração de
raios-x, foram realizadas através de um difratômetro de raios-x, marca Shimadzu,
modelo XRD 6000, utilizando-se radiação Cu/Kα. A identificação das fases cristalinas

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
89
presentes nas amostras do compósito foi realizada analisando-se a faixa 2θ, variando
entre 20 e 90 graus. O passo e tempo de contagem foram de 2 graus/minuto e 0,60
segundos, respectivamente.
3.7.4 - Microscopia Eletrônica de Varredura (MEV)
Na Microscopia Eletrônica de Varredura, um feixe fino de elétrons de alta
energia incide na superfície da amostra onde, ocorrendo uma interação, parte do feixe
é refletida e coletada por um detector que converte este sinal em imagem de BSE –
imagem de elétrons retroespalhados, ou nesta interação a amostra emite elétrons
produzindo a chamada imagem ES – elétrons secundários. Há ainda a emissão de
fluorescência de raios-x que fornece a composição química elementar de um ponto ou
região da superfície, fato este que possibilita a identificação de praticamente qualquer
elemento presente. A técnica de microscopia eletrônica de varredura permite a análise
microestrutural das amostras pirolisadas.
No estudo, foram realizados ensaios de MEV nas superfícies de fratura das
amostras do compósito, bem como o mapeamento dos elementos existentes, visando
a observação de aspectos como homogeneidade das fases formadas e eficácia da
técnica de infiltração. Para tanto utilizou-se um equipamento da marca PHILIPS,
modelo XL30 – ESEM; máquina de revestimento SPUTTER COATER, marca BAL-
TEC, modelo SCD-005

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
90
4 - RESULTADOS E DISCUSSÕES
4.1 - CARACTERIZAÇÃO FÍSICA
4.1.1 - Densidade e Porosidade
4.1.1.1 - Efeito da Temperatura
A tabela 4.1 mostra todos os resultados obtidos das densidades e porosidades
aparentes das amostras utilizadas nesta pesquisa após a pirólise e infiltração com In-
Ceram Zircônia (ICZ), alumínio e LZSA.
Verifica-se através da tabela 4.1 que as amostras pirolisadas a 1200°C, 1250°C
e 1400°C, sem infiltração apresentaram valores de porosidade compreendidos entre
38 e 49%, aproximadamente.
Tabela 4.1 - Densidade e porosidade das amostras após a pirólise e infiltração.
AMOSTRAS Densidade Aparente
(g/cm3)
Porosidade
Aparente (%)
CMC 1200°C 2,41 ± 0,01 37,95 ± 0,50
CMC 1200°C infiltrado (Al) 2,42 ± 0,01 35,68 ± 0,09
CMC 1200°C infiltrado (Al – vácuo) 2,46 ± 0,01 31,63 ± 0,37
CMC 1250°C 2,15 ± 0,01 49,24 ± 1,25
CMC 1250°C infiltrado (ICZ) 2,37 ± 0,01 38,08 ± 1,61
CMC 1400°C 2,29 ± 0,01 41,85 ± 1,39
CMC 1400°C infiltrado (vitrocerâmica-
LZSA) 2,40 ± 0,05 33,94 ± 0,21

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
91
Observa-se através da figura 4.1 que os compósitos pirolisados a 1200°C
sem infiltração apresentaram uma redução da porosidade, bem como um aumento de
densidade em relação aos compósitos pirolisados a 1400°C sem infiltração. Tal fato
pode ser justificado tendo em vista que a temperaturas em torno de 1400°C ocorre
uma perda de massa pela eliminação de prováveis voláteis (CO), proveniente da
redução carbotérmica, o que torna os produtos da decomposição do polímero cada
vez mais porosos.
30
35
40
45
50
55
1150 1200 1250 1300 1350 1400 1450
Temperatura (°C)
Po
rosi
dad
e (%
)
2
2,1
2,2
2,3
2,4
2,5
Den
sid
ade
(g/c
m³)
PorosidadeDensidade
Figura 4.1– Efeito da temperatura sobre as propriedades de porosidade e densidade
das amostras pirolisadas a 1200°C, 1250°C e 1400°C, infiltração.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
92
4.1.1.2 – Efeito dos Elementos Infiltrantes
As figuras 4.2 e 4.3 mostram o efeito dos elementos infiltrantes sobre as
propriedades de porosidade e densidade dos compósitos pirolisados a 1200°C,
1250°C e 1400°C e infiltrados com Al, ICZ e LZSA, respectivamente.
Observa-se através das figuras 4.2 e 4.3 que os compósitos pirolisados a
1200°C e infiltrados com Al utilizando o processo de vácuo apresentaram a menor
porosidade dos compósitos em estudo, bem como um incremento do valor de
densidade em relação aos compósitos pirolisados a 1200°C, 1250°C e 1400°C
infiltrados com Al, ICZ e LZSA, respectivamente. Tal fato permite concluir que o
processo de vácuo promoveu uma maior penetração do material infiltrante no
compósito, pois ao se aplicar o vácuo no ambiente no qual está se realizando a
infiltração, promove-se uma maior penetração do material infiltrante devido à retirada
de ar dos poros das amostras, facilitando assim o processo de infiltração.
Outro fato é que o elemento alumínio tem a capacidade de promover o
preenchimento de poros, o que fez com que houvesse uma redução nos valores da
porosidade para as amostras infiltradas com esse elemento, bem como uma melhoria
nos valores de densidade.
Observa-se ainda que as amostras pirolisada a 1400°C e infiltradas com LZSA
apresentaram uma redução da porosidade, bem como um acréscimo nos valores de
densidade quando comparadas às amostras pirolisadas a 1250°C e infiltradas com
ICZ. Isso pode ser justificado pela presença da fase espodumênio encontrada no
elemento infiltrante LZSA (figura 4.7), uma vez que a mesma é uma fase cristalizante
que promove o aumento da densificação do material (MONTEDO, 2005).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
93
30
32
34
36
38
40
42
1150 1200 1250 1300 1350 1400 1450
Temperatura (°C)
Po
rosi
dad
e (%
)
ICZ
Al
Al-vácuo
LZSA
Figura 4.2 – Efeito dos elementos infiltrantes sobre a propriedade de porosidade dos
compósitos pirolisados a 1200°C, 1250°C e 1400°C.
2,3
2,35
2,4
2,45
2,5
1150 1200 1250 1300 1350 1400 1450
Temperatura (°C)
Den
sid
ade
(g/c
m³)
Al
Al-vácuo
ICZ
LZSA
Figura 4.3 - Efeito dos elementos infiltrantes sobre a propriedade de densidade dos
compósitos pirolisados a 1200°C, 1250°C e 1400°C.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
94
Através da tabela 4.2 observa-se que os valores de porosidade encontrados
neste trabalho são superiores aos empregados por (FONSÊCA, 2006).
Tabela 4.2 - Valores de porosidade encontrados neste trabalho e na literatura
RESULTADOS DO TRABALHO
RESULTADOS (FONSECA, 2006)
AMOSTRAS CONDIÇÕES POROSIDADE
(%)
DENSIDADE APARENTE
(g/cm3)
POROSIDADE (%)
DENSIDADE APARENTE
(g/cm3)
CMC 1200°C SEM
INFILTRAÇÃO - - 32,85 ± 0,71 2,22 ± 0,04
CMC 1200°C INFILTRADO
(ICZ) - - 28,76 ± 0,52 2,23 ± 0,03
CMC 1250°C SEM
INFILTRAÇÃO 49,24 ± 1,25 2,15 ± 0,01 - -
CMC 1250°C INFILTRADO
(ICZ) 38,08 ± 1,61 2,37 ± 0,01 - -
CMC 1400°C SEM
INFILTRAÇÃO 41,85 ± 1,39 2,29 ± 0,01 30,66 ± 0,81 2,20 ± 0,03
CMC 1400°C INFILTRADO
(LZSA) 33,94 ± 0,21 2,4 ± 0,05 15,67 ± 0,93 2,25 ± 0,02
Tal fato pode ser justificado pela menor quantidade de Al utilizada na
composição do compósito em estudo com relação à quantidade empregada por
FONSÊCA, 2006 uma vez que o Al quando empregado nos materiais exerce o papel
de inibidor da oxidação, bem como promove o preenchimento dos poros.
De acordo com a composição química utilizada na preparação do compósito
(FONSÊCA, 2006), a quantidade de Al corresponde a cerca de 36% em peso. Por
outro lado a quantidade de Al utilizada neste trabalho foi de apenas 18% em peso.
A figura 4.4 mostra os efeitos dos elementos infiltrantes ICZ e LZSA
empregados neste trabalho e na literatura sobre as propriedades dos compósitos.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
95
28,76
33,94
2,37 2,4 2,25
15,67
38,08
2,23
0
5
10
15
20
25
30
35
40
45
ICZ (Neste trabalho) ICZ (FONSÊCA, 2006) LZSA (Neste trabalho) LZSA (FONSÊCA, 2006)
Porosidade (%)
Densidade (g/cm³)
Figura 4.4 - Efeito dos elementos infiltrantes ICZ e LZSA sobre as propriedades do
compósito Al/Al2O3/Nb/polissiloxano.
Todavia, neste trabalho todos os compósitos infiltrados apresentaram uma
redução da porosidade com consequente aumento na densificação. Esta relação
inversa pode ser explicada também pela quantidade reduzida de Al utilizada na
preparação do compósito em estudo quando comparada com a empregada por
(FONSÊCA, 2006), uma vez que neste trabalho não ocorreu a migração do Al fundido
por efeito gravidade nem sequer surgiram vestígios deste elemento na superfície da
placa porta-amostras, o que indica que todo Al fundido foi direcionado para o
preenchimento dos poros nas amostras.
Observa-se através da figura 4.4, que os elementos infiltrantes ICZ e LZSA
empregados na literatura propiciaram uma maior redução da porosidade em relação
aos utilizados neste estudo. Todavia, os valores de densidade encontrados neste
trabalho foram superiores aos obtidos na literatura. Este fato pode ser justificado em
função da quantidade de Al empregado na preparação composição química das
amostras dos compósitos, já comentado anteriormente neste capítulo.
A frita – LZSA utilizada como material infiltrante é normalmente empregada
como vitrocerâmica. Os resultados neste estudo são inéditos com relação à utilização
deste material como elemento de infiltração, de maneira que estudos comparativos só
serão possíveis posteriormente, à medida que novas investigações forem realizadas.
Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
96
Materiais compósitos B4C – (Al-Si) foram produzidos pela infiltração com Al e
ligas de Al-Si. O Al não penetrou em profundidade, enquanto a liga Al-40%Si penetrou
completamente na amostra (FRAGE, 2003).
Neste trabalho, o Al também foi utilizado como material infiltrante, porém como
na literatura, não conseguiu penetrar completamente, mas só na camada superficial da
amostra do compósito.
Desta forma, mais uma vez os resultados apresentados permitem concluir que a
densificação do material compósito é função de alguns parâmetros, tais como:
temperatura de cristalização, perda de massa por volatilização de CO e grau de
cristalização.
4.1.2 - Difratometria de raios-X
Foram realizadas análises de raios-x nas amostras dos compósitos pirolisadas
a 1200°C , 1250°C e 1400°C sem e com infiltração. Nos difratogramas mostrados na
figura 4.5 que correspondem às amostras pirolisadas a 1200°C, 1250°C e 1400°C,
sem infiltração, observa-se a formação das fases cristalinas Al3Nb, NbC e NbSi2, Nb3Si
e Nb5Si3. A formação dessas fases se dá pelas reações entre as cargas reativas e
pela reação das cargas reativas com os produtos da decomposição do polímero
precursor, de acordo com as equações (2.26) e (2.27) e pela equação 4.1, que segue
(PRETÓRIOS et al, 1991):
Nb + 3Al Al3Nb. (4.1)
Fases similares de silicatos de nióbio também foram observadas em outros
trabalhos (ACCHAR e WOLFF, 2001).
A presença da fase NbC em todos os difratogramas mencionados
anteriormente, nas diferentes temperaturas de sinterização, é conseqüência do

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
97
desencadeamento das reações, pois à medida que as mesmas evoluem a partir de
600°C até 1100°C, inicia-se o processo de cristalização (BELOT, 1992; CORRIU,
1995). Desta forma a presença do nióbio torna-se altamente reativa, favorecendo a
formação do carbeto.
20 30 40 50 60 70 80
0
500
1000
1500
G
FFF FF
FF
FFE
EE
E B
BB
C
B
AAA
A
AA
AAA
Inte
nsid
ade
2 θ
1400°C
0
500
1000
1500
F FFF
F
FF
F
E
E
E
E
E
E
B
BB
CCCCCC
BB
B
A A
AA
AA A
A
A
Inte
nsid
ade
1250°C
0
500
1000
1500
GG BC DD
D
CCCCCC
CCC
B
B
AA
AA
AA
AAA
A - Al2O
3
B - NbCC - Nb
5Si
3
D - Nb3Si
E - NbSi2
F - Al3Nb
G -AlInte
nsid
ade 1200°C
Figura 4.5 - Difratograma de raios-x dos compósitos pirolisados a 1200°C , 1250°C e
1400°C sem infiltração.
Foram ainda observados picos de difração de Al2O3. Trabalhos publicados na
literatura mostraram a presença de Al2O3 em uma mistura composta por Al, Nb e
polissiloxano pirolisado a 1200°C, o que sugere a ocorrência de reações de oxi-
redução entre o Al e a rede do polissiloxano (SCHIAVON et al, 2005).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
98
Analisando os difratogramas da figura 4.5 (1250°C e 1400°C – sem infiltração)
observa-se uma diminuição da intensidade dos picos da fase Al3Nb e um aumento da
intensidade dos picos das fases Al2O3 e NbSi2. Tal fato sugere que a uma temperatura
mais elevada há um favorecimento à reação do nióbio com o silício ou com o carbono,
em detrimento do alumínio, conforme equações (2.26) e (2.27). Este fato é ainda
reforçado pelo aumento da intensidade dos picos da fase cristalina NbC, apresentada
no difratograma da figura 4.5 (1400°C).
Com relação ainda, aos difratogramas da figura 4.5, não foi observada a
presença de óxidos de nióbio, sugerindo que o alumínio desempenhou eficientemente
o papel na prevenção da formação destes óxidos, uma vez que, à alta temperatura o
mesmo reagiria com o oxigênio presente, com o nióbio ou até mesmo com a fase
óxida formando Al2O3 e Al3Nb, conforme equações abaixo e esquema da figura 4.6.
4Al + 3O2 → 2Al2O3 (4.2)
3Al + Nb → Al3Nb (4.3)
Figura 4.6 - Esquema da formação de compósitos alumina-aluminatos (GARCIA et al,
1997).
Compósitos obtidos a partir de poli(metilsilsesquioxano) indicam a presença de
óxidos de nióbio do tipo NbO e NbO2 (DERNOVSEK, 2000). A formação de óxidos de
nióbio é devido a baixa concentração de carbono presente no polímero (13,2 wt%).
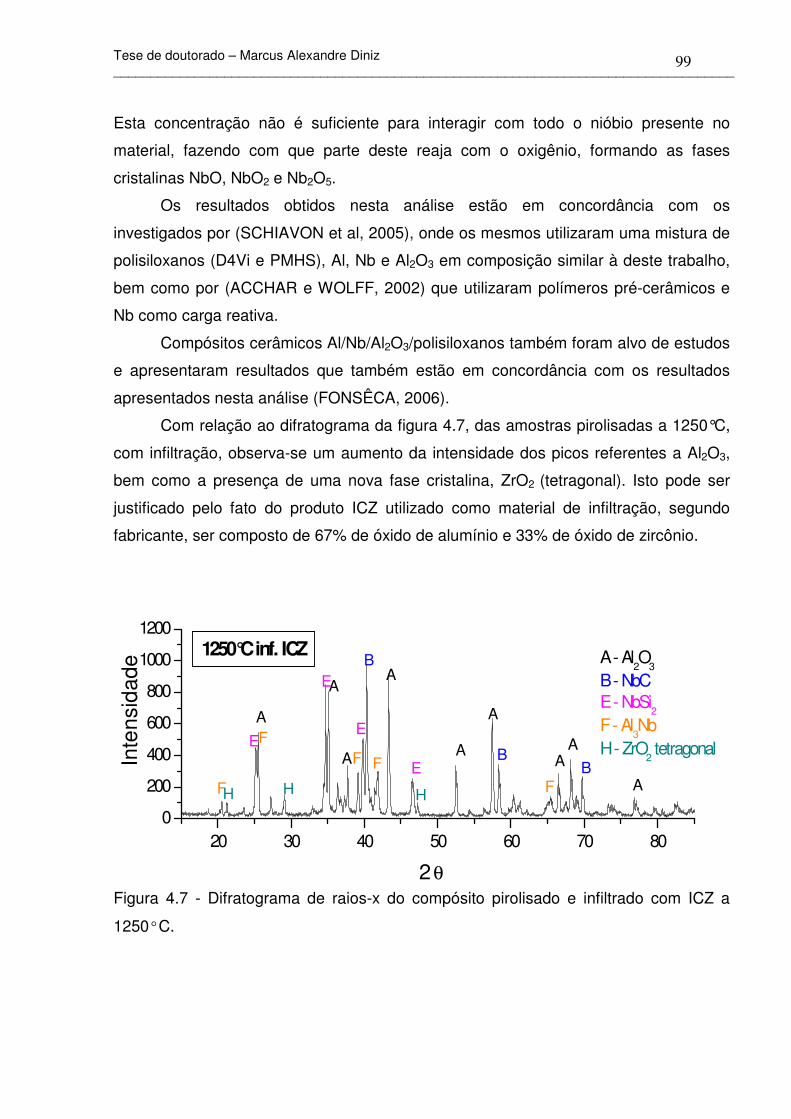
Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
99
Esta concentração não é suficiente para interagir com todo o nióbio presente no
material, fazendo com que parte deste reaja com o oxigênio, formando as fases
cristalinas NbO, NbO2 e Nb2O5.
Os resultados obtidos nesta análise estão em concordância com os
investigados por (SCHIAVON et al, 2005), onde os mesmos utilizaram uma mistura de
polisiloxanos (D4Vi e PMHS), Al, Nb e Al2O3 em composição similar à deste trabalho,
bem como por (ACCHAR e WOLFF, 2002) que utilizaram polímeros pré-cerâmicos e
Nb como carga reativa.
Compósitos cerâmicos Al/Nb/Al2O3/polisiloxanos também foram alvo de estudos
e apresentaram resultados que também estão em concordância com os resultados
apresentados nesta análise (FONSÊCA, 2006).
Com relação ao difratograma da figura 4.7, das amostras pirolisadas a 1250°C,
com infiltração, observa-se um aumento da intensidade dos picos referentes a Al2O3,
bem como a presença de uma nova fase cristalina, ZrO2 (tetragonal). Isto pode ser
justificado pelo fato do produto ICZ utilizado como material de infiltração, segundo
fabricante, ser composto de 67% de óxido de alumínio e 33% de óxido de zircônio.
20 30 40 50 60 70 800
200
400
600
800
1000
1200
2 θ
A - Al2O
3
B - NbCE - NbSi
2
F - Al3Nb
H - ZrO2 tetragonal
A
AA
A
A
A
A
A
A
BB
BE
F
FFF
FE
EE
HHH
1250°C inf. ICZ
Inte
nsid
ade
Figura 4.7 - Difratograma de raios-x do compósito pirolisado e infiltrado com ICZ a
1250°C.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
100
No difratograma da figura 4.8 das amostras pirolisadas a 1400°C, com
infiltração, observa-se também um aumento da intensidade em certos picos do
compósito infiltrado com a vitrocerâmica LZSA (Al2O3). Foi verificado também o
aparecimento da fase espodumênio( LiO.6AlO.6Si.O3 ).
20 30 40 50 60 70 800
300
600
900
1200
1500
1800
I
A - Al2O
3
B - NbCE - NbSi
2
I - LiO.6AlO.6SiO3
E
EE
I
I
AA
A
AA
A
A
AA B
B
B
B
B
Inte
nsid
ade
2 θ
1400°C inf. LZSA
Figura 4.8 - Difratograma de raios-x do compósito pirolisado e infiltrado com LZSA a
1400°C.
Trabalhos realizados no sistema LZSA mostram também a presença de outras
fases LiAlSi3O8, ZrSiO4, Li2Si2O5, ZrO2, Li2SiO3 e SiO2, as quais não foram
identificadas nesse estudo. Tal fato pode estar possivelmente associado ao tratamento
térmico de cristalização realizado no material LZSA. Nos difratogramas da figura 4.9
das amostras pirolisadas a 1200°C sem infiltração, e infiltradas sem e com vácuo,
observa-se a formação de fases cristalinas Al2O3, NbC, Al, Nb5Si3 e Nb2Si.
Para justificar a presença das fases cristalinas Al2O3, NbC, Nb5Si3 e Nb2Si
podemos utilizar o mesmo raciocínio mencionado para os difratogramas da figura 4.5.
Já a presença do Al era de se esperar tendo em vista que o mesmo foi utilizado como
material infiltrante.
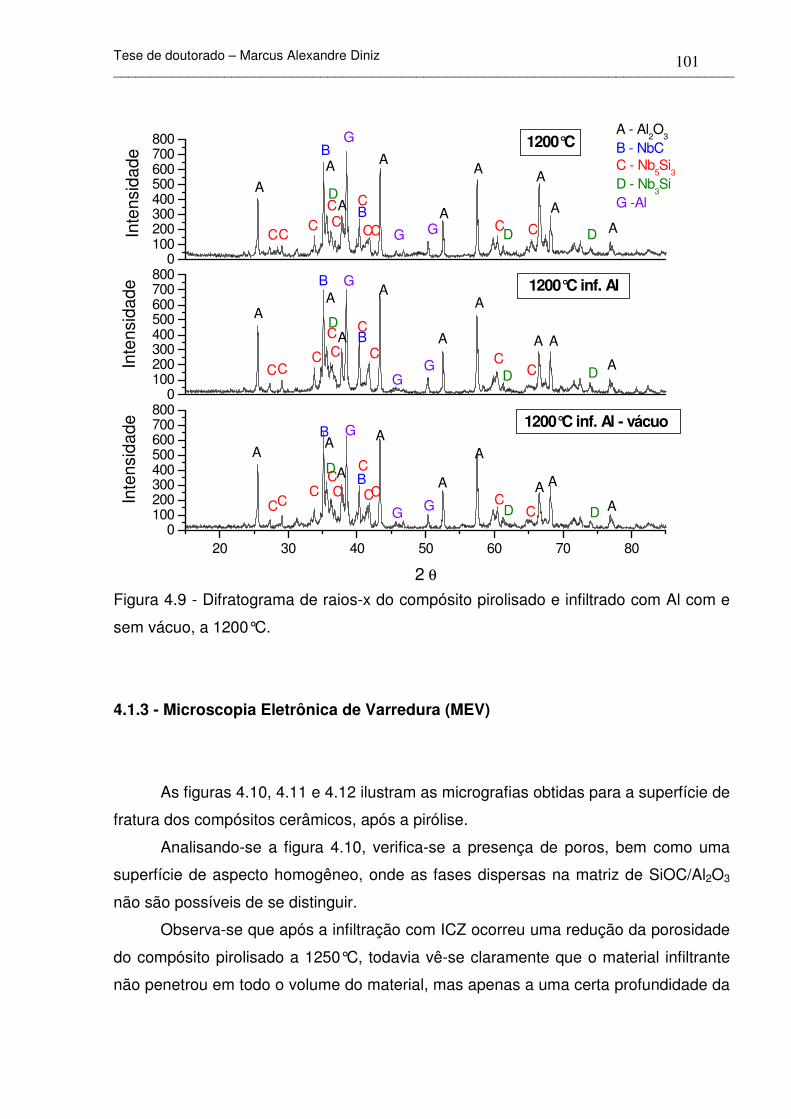
Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
101
20 30 40 50 60 70 800
100200300400500600700800
DD
D
G GC
CCCC
C
CC
CC
G
B
AA A
AA
AAA
A
Inte
nsid
ade
2 θ
1200°C inf. Al - vácuo
0100200300400500600700800
G DG
CD
D
CCC
CCC
CC
G
G
B
B
B
A A
A A
A
A A
A
A
Inte
nsid
ade 1200°C inf. Al
0100200300400500600700800
GG
A - Al2O
3
B - NbCC - Nb
5Si
3
D - Nb3Si
G -Al
CDD
D
CCCC
CCC
CC
B
B
AA
AA
A A
AA
A
Inte
nsid
ade
1200°C
Figura 4.9 - Difratograma de raios-x do compósito pirolisado e infiltrado com Al com e
sem vácuo, a 1200°C.
4.1.3 - Microscopia Eletrônica de Varredura (MEV)
As figuras 4.10, 4.11 e 4.12 ilustram as micrografias obtidas para a superfície de
fratura dos compósitos cerâmicos, após a pirólise.
Analisando-se a figura 4.10, verifica-se a presença de poros, bem como uma
superfície de aspecto homogêneo, onde as fases dispersas na matriz de SiOC/Al2O3
não são possíveis de se distinguir.
Observa-se que após a infiltração com ICZ ocorreu uma redução da porosidade
do compósito pirolisado a 1250°C, todavia vê-se claramente que o material infiltrante
não penetrou em todo o volume do material, mas apenas a uma certa profundidade da

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
102
superfície da amostra, figura 4.11. Constata-se também que a região infiltrada pelo
ICZ apresenta um aspecto vítreo com reduzido número de poros, figura 4.12.
Figura 4.10 - Micrografia da amostra pirolisada a 1250°C sem infiltração (aumento de
200 X).
Figura 4.11 - Micrografia da amostra pirolisada a 1250°C com infiltração ICZ (aumento
de 100 X).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
103
Figura 4.12 - Micrografia da amostra pirolisada a 1250°C com infiltração ICZ (aumento
de 200 X).
Analisando a figura 4.13, observa-se uma região de aspecto homogêneo. Como
era de se esperar, verificou-se também uma diminuição da porosidade nos compósitos
infiltrados com Al. Neste caso teve-se um aumento na profundidade de penetração do
material infiltrante, figura 4.14. Por conseqüência observa-se uma região com um
número mais reduzido de poros, figura 4.15.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
104
Figura 4.13 - Micrografia da amostra pirolisada a 1200°C sem infiltração (aumento de
200 X).
Figura 4.14 - Micrografia da amostra pirolisada a 1200°C com infiltração Al (aumento
de 100 X).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
105
Figura 4.15 - Micrografia da amostra pirolisada a 1200°C com infiltração Al (aumento
de 200 X).
Através das figuras 4.16, 4.17 e 4.18 observa-se uma superfície com um
número mais reduzido de poros. Verifica-se que este método de infiltração conseguiu
atingir uma maior profundidade de penetração do material infiltrante, de maneira que
promoveu uma melhor formação da camada impermeabilizante no material, figuras
4.17 e 4.18. Tais menções são comprovadas através dos resultados de porosidade e
densidade obtidos, tabela 4.1 e de resistência mecânica, tabela 4.3.
Compósitos B4C-(Al-Si) produzidos pela infiltração de Al e ligas Al-Si reportados
da literatura mostraram que o Al não penetrou em profundidade, em contrapartida a
liga Al-40%Si penetrou completamente (FRAGE et al, 2003).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
106
Figura 4.16 - Micrografia da amostra pirolisada a 1200°C – vácuo, sem infiltração
(aumento de 100 X).
Figura 4.17 - Micrografia da amostra pirolisada a 1200°C – vácuo, com infiltração Al
(aumento de 100 X).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
107
Figura 4.18 - Micrografia da amostra pirolisada a 1200°C – vácuo, com infiltração Al
(aumento de 200 X).
Observando a figura 4.19 verifica-se uma certa quantidade de vazios.
Comprova-se também que o material infiltrante só conseguiu penetrar até uma
determinada profundidade, o que fez com que o interior do material apresentasse uma
grande quantidade de poros e vazios, fato este constatado através da região infiltrada
e região não infiltrada, figuras 4.20 e 4.21.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
108
Figura 4.19 - Micrografia da amostra pirolisada a 1400°C sem infiltração (aumento de
200 X).
Figura 4.20 - Micrografia da amostra pirolisada a 1400°C com infiltração LZSA
(aumento de 100 X).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
109
Figura 4.21 - Micrografia da amostra pirolisada a 1400°C com infiltração LZSA
(aumento de 200 X).
As figuras 4.22 e 4.23 mostram os elementos infiltrantes utilizados nesse
trabalho e seu efeito sobre a porosidade e profundidade de infiltração.
100
200
300
400
500
30 31 32 33 34 35 36 37 38 39
Porosidade (%)
Pro
fun
did
ade
de
Infi
ltra
ção
(µ
m)
Al-vácuoAl
LZSA ICZ
Figura 4.22 – Profundidade de infiltração x porosidade em função dos elementos
infiltrantes.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
110
152
458493
192
38,08 35,68 31,63 33,94
0
100
200
300
400
500
600
CMC 1250°C Inf. (ICZ) CMC 1200°C Inf. (Al) CMC 1200°C Inf. (Al-vácuo)
CMC 1400°C Inf.(LZSA)
Profundidade de Inf iltração (µm)
Porosidade (%)
Figura 4.23 - Materiais infiltrantes, porosidade e respectivas profundidades de
infiltração.
Observa-se através das figuras 4.22 e 4.23 que a profundidade de infiltração se
comporta de maneira inversamente proporcional à porosidade, tendo em vista que o
maior nível de profundidade de penetração está relacionado com o menor nível de
porosidade. Desta forma, conclui-se que os elementos infiltrantes realmente
desempenharam a sua função, de maneira a preencher parte dos poros das amostras,
o que promoveu a redução da porosidade dos compósitos
Materiais compósitos utilizando ICZ e LZSA como elementos infiltrantes
também evidenciaram uma redução nos valores de porosidade em detrimento de uma
maior profundidade de penetração do material infiltrante (FONSÊCA, 2006).
Através da figura 4.24 pode-se visualizar melhor os valores obtidos.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
111
210
152
150
192
0
50
100
150
200
250
CMC 1200º C infiltrado(ICZ) - Fonsêca 2006
CMC 1250º C infiltrado(ICZ) - Neste trabalho
CMC 1400º C infiltrado(LZSA) - Fonsêca 2006
CMC 1400º C infiltrado(LZSA) - Neste trabalho
Pro
fun
did
ade
de
Infi
ltra
ção
(µ
m)
Figura 4.24 - Valores de profundidade de infiltração encontrados na literatura e neste
trabalho.
Pode-se observar através do gráfico da figura 4.24 que os valores encontrados
estão bem próximos, todavia o CMC 1400°C infiltrado (LZSA) reportado da literatura
apresentou maior capacidade de penetração no material. Esta condição pode ser
justificada, tendo em vista que a temperatura de infiltração utilizada para este caso
(1250°C) foi superior à deste trabalho (1150°C), fato que levou o material infiltrante a
um estado de maior fluidez, tornando-o menos viscoso, o que promoveu uma maior
penetração do mesmo. KEVORKIJAN, 1999 investigou que a distância de infiltração
aumenta linearmente com o tempo e exponencialmente com a temperatura de
infiltração.
Para os CMC´S 1200/1250°C, têm-se praticamente os mesmos valores de
profundidade de penetração. Esta situação pode ser justificada pelo fato de ambos os
compósitos terem utilizado a mesma temperatura de infiltração (1150°C).
Os compósitos pirolisados a 1250º C, 1200º C e 1400º C foram ainda
analisados por espectroscopia de energia dispersiva (EDS), levando-se em
consideração o mapeamento da linha Kα dos elementos Al, Nb e Si. As figuras 4.25,
4.26 e 4.27 ilustram o mapeamento.
Através da análise das micrografias das figuras 4.25, 4.26 e 4.27, pode-se
concluir que as fases cristalinas que foram formadas no material durante o processo
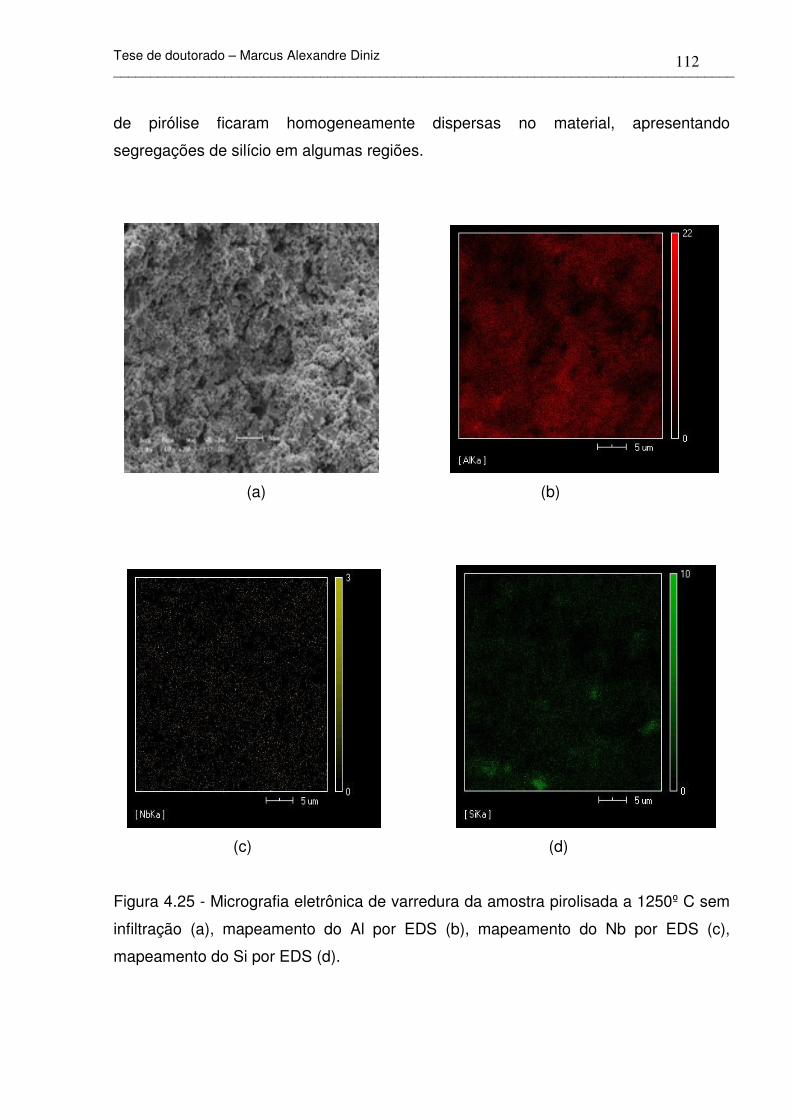
Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
112
de pirólise ficaram homogeneamente dispersas no material, apresentando
segregações de silício em algumas regiões.
(a) (b)
(c) (d)
Figura 4.25 - Micrografia eletrônica de varredura da amostra pirolisada a 1250º C sem
infiltração (a), mapeamento do Al por EDS (b), mapeamento do Nb por EDS (c),
mapeamento do Si por EDS (d).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
113
(a) (b)
(c) (d)
Figura 4.26 - Micrografia eletrônica de varredura da amostra pirolisada a 1200º C sem
infiltração (a), mapeamento do Al por EDS (b), mapeamento do Nb por EDS (c),
mapeamento do Si por EDS (d).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
114
(a) (b)
(c) (d)
Figura 4.27 - Micrografia eletrônica de varredura da amostra pirolisada a 1400º C sem
infiltração (a), mapeamento do Al por EDS (b), mapeamento do Nb por EDS (c),
mapeamento do Si por EDS (d).
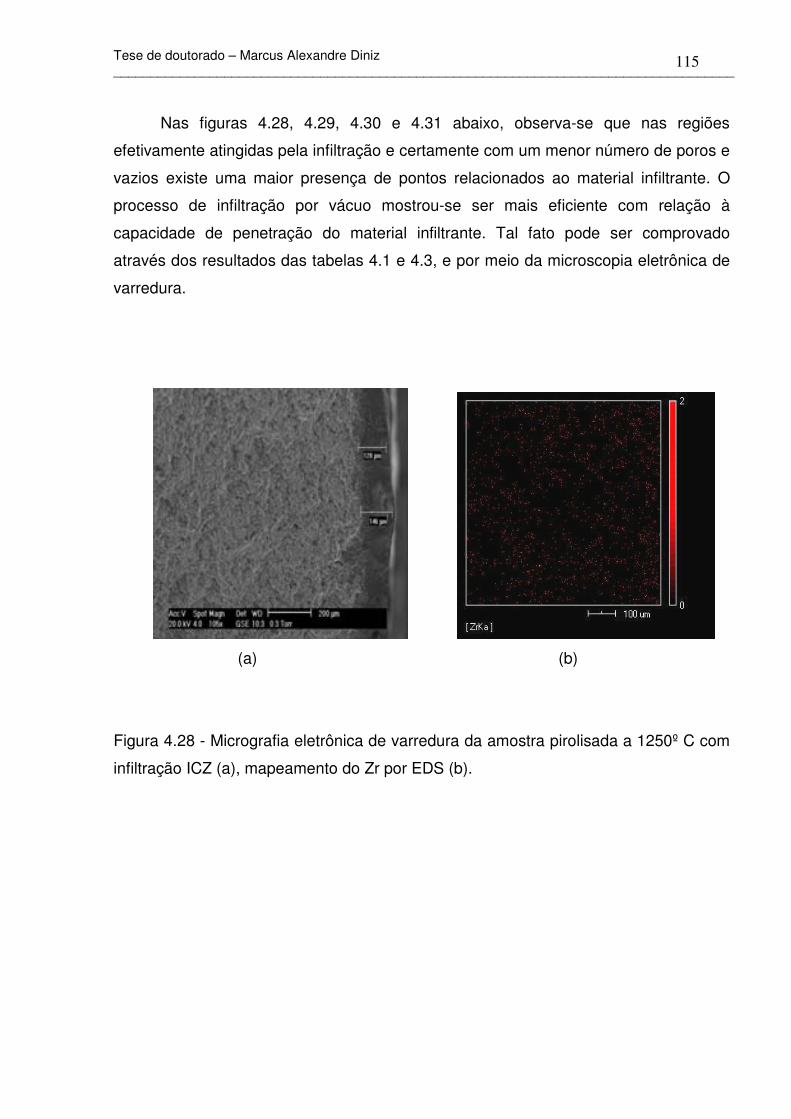
Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
115
Nas figuras 4.28, 4.29, 4.30 e 4.31 abaixo, observa-se que nas regiões
efetivamente atingidas pela infiltração e certamente com um menor número de poros e
vazios existe uma maior presença de pontos relacionados ao material infiltrante. O
processo de infiltração por vácuo mostrou-se ser mais eficiente com relação à
capacidade de penetração do material infiltrante. Tal fato pode ser comprovado
através dos resultados das tabelas 4.1 e 4.3, e por meio da microscopia eletrônica de
varredura.
(a) (b)
Figura 4.28 - Micrografia eletrônica de varredura da amostra pirolisada a 1250º C com
infiltração ICZ (a), mapeamento do Zr por EDS (b).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
116
(a) (b)
Figura 4.29 - Micrografia eletrônica de varredura da amostra pirolisada a 1200º C,
sem vácuo, com infiltração Al (a), mapeamento do Al por EDS (b).
(a) (b)
Figura 4.30 - Micrografia eletrônica de varredura da amostra pirolisada a 1200º C,
vácuo, com infiltração Al (a), mapeamento do Al por EDS (b).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
117
(a) (b)
Figura 4.31 - Micrografia eletrônica de varredura da amostra pirolisada a 1400º C com
infiltração LZSA (a), mapeamento do Zr por EDS (b).

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
118
4.2 - CARACTERIZAÇÃO MECÂNICA
4.2.1 - Resistência Mecânica à Flexão
A tabela 4.3 ilustra os valores de resistência mecânica à flexão dos compósitos
utilizados neste trabalho.
Tabela 4.3 – Resistência mecânica, porosidade e densidade das amostras.
AMOSTRAS
Resistência
Mecânica à
Flexão (MPa)
Porosidade
Aparente (%)
Densidade
Aparente
(g/cm3)
CMC 1200°C sem infiltração 21,75 ± 1,23 37,95 ± 0,50 2,41 ± 0,01
CMC 1200°C com infiltração
(Al) 25,88 ± 1,04 35,68 ± 0,09 2,42 ± 0,01
CMC 1200°C com infiltração
(Al-vácuo) 33,79 ± 0,67 31,63 ± 0,37 2,46 ± 0,01
CMC 1250°C sem infiltração 13,70 ± 1,28 49,24 ± 1,25 2,15 ± 0,01
CMC 1250°C com infiltração
(ICZ) 23,96 ± 2,48 38,08 ± 1,61 2,37 ± 0,0,1
CMC 1400°C sem infiltração 20,67 ± 0,77 41,85 ± 1,39 2,29 ± 0,01
CMC 1400°C com infiltração
(vitrocerâmica-LZSA) 29,77 ± 1,03 33,94 ± 0,21 2,40 ± 0,05
Através da tabela 4.3 pode-se observar que os compósitos pirolisados e
infiltrados apresentaram valores de resistência mecânica à flexão compreendidos
entre 23,96 e 33,79 (MPa), aproximadamente, mostrando-se compatíveis com os
valores de porosidade e densidade apresentados.
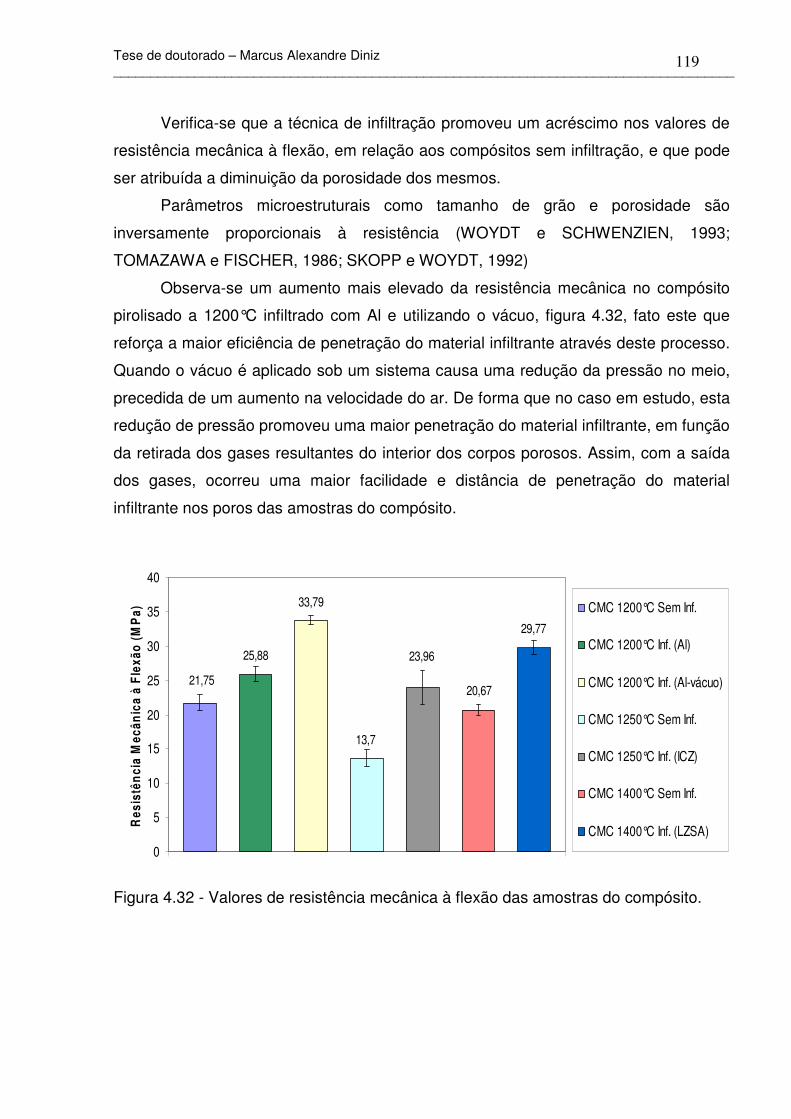
Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
119
Verifica-se que a técnica de infiltração promoveu um acréscimo nos valores de
resistência mecânica à flexão, em relação aos compósitos sem infiltração, e que pode
ser atribuída a diminuição da porosidade dos mesmos.
Parâmetros microestruturais como tamanho de grão e porosidade são
inversamente proporcionais à resistência (WOYDT e SCHWENZIEN, 1993;
TOMAZAWA e FISCHER, 1986; SKOPP e WOYDT, 1992)
Observa-se um aumento mais elevado da resistência mecânica no compósito
pirolisado a 1200°C infiltrado com Al e utilizando o vácuo, figura 4.32, fato este que
reforça a maior eficiência de penetração do material infiltrante através deste processo.
Quando o vácuo é aplicado sob um sistema causa uma redução da pressão no meio,
precedida de um aumento na velocidade do ar. De forma que no caso em estudo, esta
redução de pressão promoveu uma maior penetração do material infiltrante, em função
da retirada dos gases resultantes do interior dos corpos porosos. Assim, com a saída
dos gases, ocorreu uma maior facilidade e distância de penetração do material
infiltrante nos poros das amostras do compósito.
21,75
25,88
33,79
13,7
23,96
20,67
29,77
0
5
10
15
20
25
30
35
40
Res
istê
nci
a M
ecân
ica
à F
lexã
o (M
Pa) CMC 1200°C Sem Inf.
CMC 1200°C Inf. (Al)
CMC 1200°C Inf. (Al-vácuo)
CMC 1250°C Sem Inf.
CMC 1250°C Inf. (ICZ)
CMC 1400°C Sem Inf.
CMC 1400°C Inf. (LZSA)
Figura 4.32 - Valores de resistência mecânica à flexão das amostras do compósito.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
120
Compósitos cerâmicos produzidos e infiltrados com ICZ e LZSA foram
investigados (FONSÊCA, 2006). Os valores de resistência mecânica à flexão obtidos
na literatura e neste trabalho podem ser comparados através da figura 4.33.
3337
23,96
29,77
0
5
10
15
20
25
30
35
40
CMC 1200°C Inf. (ICZ)(FONSÊCA, 2006)
CMC 1250°C Inf. (ICZ)(Neste trabalho)
CMC 1400°C Inf. (LZSA)(FONSÊCA, 2006)
CMC 1400°C Inf. (LZSA)(Neste trabalho)
Res
istê
nci
a M
ecân
ica
à F
lexã
o (
MP
a)
Figura 4.33 - Valores de resistência mecânica à flexão obtidos na literatura e neste
trabalho.
Os valores de resistência mecânica à flexão obtidos neste trabalho são
inferiores aos encontrados na literatura (FONSÊCA, 2006), tanto para os CMC´S
1200/1250°C quanto para os CMC´S 1400°C. Isto pode ser explicado pelo fato de
que os compósitos produzidos na literatura utilizaram uma quantidade maior de Al em
sua composição, o que promoveu um maior preenchimento dos poros das amostras,
proporcionando uma diminuição da porosidade e consequente aumento da resistência
mecânica dos compósitos.
É fato comum o surgimento de trincas internas no material durante o processo
de degradação e mineralização do polímero, devido a evolução de voláteis. Tal fato
contribui para uma apreciável redução da resistência mecânica. Todavia a utilização
da carga reativa deve ter promovido uma redução da provável formação de vazios e

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
121
trincas, além da formação da fase de reforço, propiciando uma maior sustentação
mecânica para o material.
Uma das grandes dificuldades enfrentadas durante a elaboração desta
pesquisa foi encontrar literatura que pudesse ser utilizada como meio comparativo,
tendo em vista que os resultados obtidos neste trabalho são praticamente pioneiros.
Desta maneira, espera-se que estudos futuros sejam desenvolvidos com estes
materiais e métodos, visando um maior número de resultados e conclusões possíveis.
4.3 - MODELO PROPOSTO
Para a obtenção do compósito cerâmico em estudo foram necessárias várias
etapas de preparação que envolveram matéria-prima, compactação, pirólise, infiltração
e caracterização das amostras, desta forma visando uma maior clareza e
entendimento foi proposto um modelo de todo o processo de obtenção do compósito
cerâmico pesquisado, conforme figura 4.34.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
122

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
123
Figura 4.34 - Modelo proposto do processo de obtenção do compósito cerâmico
pesquisado.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
124
5 - CONCLUSÕES
Os corpos de prova produzidos através do dispositivo de prensagem
apresentaram boas características superficiais e geométricas.
Possibilidade de produção de compósitos cerâmicos reforçados com carbeto de
nióbio, a partir de precursores poliméricos utilizando-se temperaturas mais
baixas do que os métodos usuais.
O alumínio desempenhou importante papel na prevenção da formação dos
óxidos de nióbio, geralmente reportados em trabalhos na literatura.
Além da fase cristalina NbC, foram encontradas fases como Al3Nb, Al2O3,
NbSi2, Nb5Si3, Nb3Si, Al e Si.
Verificou-se a formação da fase LiO.6AlO.6Si.O3, nas amostras pirolisadas a
1400°C e infiltradas com LZSA, geralmente obtida mediante tratamentos
térmicos, em temperaturas de sinterização baixas, em torno de 650 a 900°C.
Verificou-se a formação da fase ZrO2 nas amostras pirolisadas a 1250°C e
infiltradas com ICZ, certamente devido a presença do elemento Zr na
constituição do material infiltrante.
Os compósitos pirolisados a 1200°C e infiltrados com Al utilizando o vácuo
apresentaram a menor porosidade dos compósitos em estudo, bem como um
incremento no valor da densidade em relação aos compósitos pirolisados a
1250°C, 1200°C e 1400°C infiltrados com ICZ, Al e LZSA, respectivamente.
A técnica de infiltração utilizando o vácuo promoveu uma maior penetração do
material infiltrante no material, formando uma camada impermeabilizante de
maior profundidade.
Observa-se através da Microscopia Eletrônica de Varredura uma redução da
quantidade de poros e vazios em todas as amostras infiltradas em relação
àquelas sem infiltração.
Na Microscopia Eletrônica de Varredura observa-se uma região de aspecto
poroso e homogêneo e de difícil distinção das fases dispersas na matriz.
Através da análise da EDS observa-se que nas regiões efetivamente atingidas
pela infiltração e certamente com um menor número de poros e vazios tem-se
uma maior presença de pontos relacionados ao material infiltrante.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
125
Os compósitos apresentaram baixos valores de resistência mecânica
compreendidos entre 13,70 e 33,79 (MPa), em função da alta porosidade
gerada após o processo de pirólise das amostras.
A técnica de infiltração apresenta-se como um meio potencial de aplicação,
visando à melhoria das propriedades dos materiais.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
126
6 - SUGESTÕES PARA TRABALHOS FUTUROS
Com base nos resultados obtidos e respectivas conclusões apresentadas,
algumas sugestões serão citadas para o desenvolvimento de trabalhos futuros.
1 - Aumentar o número de infiltrações nas amostras do compósito.
2 - Estudar a viabilidade tempo x temperatura de infiltração.
3 - Priorizar o emprego do processo de vácuo para a infiltração de compósitos
cerâmicos.
4 - Analisar o efeito do emprego de ligas metálicas como materiais infiltrantes nos
compósitos cerâmicos.
Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
127
7 - REFERÊNCIAS BIBLIOGRÁFICAS
ACCHAR, W. et al. Sintering behaviour of alumina-tungsten carbide composites.
Materials Science & Engineering, A284, p.84-87, 2000a.
ACCHAR, W et al. Reinforcing Al2O3 with W-Ti mixed carbide. Materials Letters,
n.46, p.209-211, 2000b.
ACCHAR, W. et al. Effect of Y2O3 addition on the densification and mechanical
properties of alumina-niobium carbide composites. Ceramics International, n.27,
p.225-230, 2001a.
ACCHAR, W., WOLFF, D.M.B. Production of niobium carbide ceramics
composites derived from polymer/filler mixtures: preliminaries results.
International Journal of Refractory Metals and Hard Materials, v.19, p.405-408, 2001b.
ACCHAR, W., DINIZ, M.A., CAIRO, C.A.A. Mechanical properties of Al2O3-NbC
composites produced by hot-pressing, Materials Science Forum, v.416-418,p.645-
650, 2003a.
ACCHAR, W., WOLFF, D.M.B., DANTAS, A.C.S. Sintering behaviour of alumina-
niobium carbide ceramics from polymer/filler mixtures, Materials Science Forum,
v.416-418, p.499-504, 2003b.
BALDUS, H.P., JANSER, M., WAGNER, O. key engineering materials, vol.89-91,
Trans. Tech Publications, Suíça, p.75, 1994.
BALDUS, H.P., WAGNER, O., JANSER, M. Synthesis of advanced ceramics in the
system Si-B-N and Si-B-N-C employing novel precursors compounds, in: Mat.
Res. Soc. Symp. Proc, 271(1992) 821.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
128
BELOT, V., CORRIU, R.J.P., LECLERCQ, D., MUTIN, P.H., VIOUX, A. Thermal
redistribution reactions in crosslinked polysiloxanes, Journal of Polymer Science –
Part A: Polym. Chem, A 30 (1992) 613.
BOIS, L., MARQUET, J., BABONNEAU, F., BAHLOU, D. Structural characterization
of sol-gel derived oxicarbide glasses. 2. Study of the thermal stability of the
silicon oxycarbide phase, Chemistry of Materials, v.7, p.975-981, 1995.
BOIS, L., MARQUET, J., BABONNEAU, F., MUTIN, H., BAHLOU, D. Structural
characterization of sol-gel derived oxicarbide glasses. 1. Study of the pyrolysis
process, Chemistry of Materials, v.6, p.796-802, 1994.
BOLZ, R.E., TUVE, G. (Eds.), Handbook of Tables for Applied Engineering
Science, 2nd ed., CRC Press, Boca Raton, 1973.
BORON, M.P., LEE, M. Effect of heating rate on densification of alumina-titanium
carbide composites. Adv. Ceram. Mater., v.4, n.1, p.335-40, 1986.
BORSA, C.E., JONES, N.M.R., BROOK, R.J., TODD, R.I. Influence of processing on
the microstructural development and flexural strength of Al2O3/SiC
nanocomposites, Journal of European Ceramic Society, n.17, p.865-872, 1997.
BRANDT, G. Ceramic cutting tolls, state of the art and development trends.
Materials Technology, v.1, n.14, p.17-24, 1999.
BREQUEL, H., PARMENTIER, J., SORARU, G.D., ENZO, S. Study of the phase
separation in amorphous silicon oxycarbide glasses under heat treatment.
Nanostructures Materials, v.2, n.6, p.721-731, 1999.
BROOKS, K.J.A. Hardmetal and other hard materials international carbide date,
3.ed., p.68-70, 1998.
BRUS, J., KOLAR, F., MACHOVIC, V., SVITILOVA, J. Structure of silicon
oxycarbide glasses derived from poly(methylsiloxane) and

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
129
poly[methyl(Phenil)siloxane] precursors, Journal of Non-Crystalline solids, v.289,
p.62-74, 2001.
BURDEN, S.J., KIM, Y.W., LEE, J.G., RAK, Z.S. Comparison of hot isostatically
pressed and uniaxially hot-pressed alumina-titanium carbide cutting tools,
Ceramic Bulletin, v.67, n.6, p.1003-05, 1988.
CAHN, R.W., HAASEN, P., KRAMER, E.J., Materials science and technology – a
comprehensive treatment, VCH – Verlasgesellchaft Gmbh, D-6940 Weinheim,
Germany, v.5, p.176-80, 1991.
CALES, B., MATHIEU, P., TORRE, J.P. Preparation and characterization of
whisker reinforced zircônia toughned alumina, in Science of Ceramics, n.14, ed.
TAYLOR, D. The Institute of ceramic, Stoke-on-Trend, UK, p.813-18, 1988.
CHANTRELL, P.G., POPPER, P. Inorganic polymers for ceramics. Special
Ceramics, p.67, New York, 1965.
CHAWLA, K.K. “Ceramic Matrix Composite”. Chapman and Hall, United Kingdon,
1993.
CHIAVERINI, V. Metalurgia do pó: técnicas e produtos. ABM – Associação
Brasileira de Metais, São Paulo, 1992.
CLAUSSEN, N., PABST, R., LAHMANN, C.P. Soc., n.2 5, p.139, 1975. Influence of
microstructure of Al2O3 and ZrO2 on KIc, Proc. Brit. Ceramic.
COLOMBO, P., ABDIRASHID, M.O., MADDALENA, A., MARCHETTI, A. Aluminum
powder-preceramic polymer mixtures for the preparation of ceramic composites,
Fourth Euro Ceramics, v.4, p.117-124, 1997.
CORRIU, R.J.P., LECLERCQ, D., MUTIN, P.H., VIOUX, A. Si-29 nuclear magnetic
resonance of the structure of silicon oxicarbide glass derived from organosilicon
precursors, Journal of Materials Science, v.30, p.272, 1995.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
130
CORRIU, R.J.P., LECLERCQ, D., MUTIN, P.H., VIOUX, A. Termogravimetric mass
spectrometric investigation of the thermal conversion of organosilicon
precursors into ceramics under argon and ammonia. 1. Poly (carbosilane),
Chemistry of Materials. V.4, p.711-716, 1992.
CUTLER, R.A., HURFORD, A.C. Pressureless-sintering Al2O3-TiC composites.
Materials Science & Engineering, A105/106, p.183-192, 1988.
DAVIDGE, R.W. Mechanical properties of ceramics, Cambridge: Cambridge
University Press, 1979.
DAWIHL, W., Untersuchunger in gebiet hoher und hochster temperaturen.
Tonindustrie-Z, n.58, p.3-25, 1934.
DERNOVSEK, O., BRESSIANI, A.H.A., BRESSIANI, J.C., ACCHAR, W., GREIL, P.
Reaction bonded niobium carbide ceramics from polymer-filler mixtures, Journal
of Materials Science, v.35, p.2201-2207, 2000.
DINIZ, M.A. Obtenção e caracterização do compósito cerâmico Al2O3-NbC
prensado à quente (HP), 2001. 100f. Dissertação (Mestrado em Engenharia
Mecânica) – Centro de Tecnologia, Departamento de Engenharia Mecânica, Programa
de Pós-graduação em Engenharia Mecânica, Universidade Federal do Rio Grande do
Norte, Natal.
DORRE, E., HUBNER, H. Alumina: processing and applications, Ed. Springler,
Berlim, p.6, 1984.
ERNY, Y., JARCHOW, O., SEIBOLD, M., GREIL, P. Microstructural development of
oxycarbide composites during active-filler controlled polymer pyrolysis, Journal
of American Ceramic Society, n.76, p.207, 1993.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
131
EVANS, A.G., LANDON, T.G. Structure ceramic, progress in materials science, n.21,
p.147-441, 1976.
FONSÊCA, Y.A.A. Produção de compósitos cerâmicos reforçados com carbetos
refratários a partir de precursores poliméricos, 2006. 80f. Dissertação (Mestrado
em Engenharia Mecânica) – Centro de Tecnologia, Departamento de Engenharia
Mecânica, Programa de Pós-graduação em Engenharia Mecânica, Universidade
Federal do Rio Grande do Norte, Natal.
FRAGE, N. et al. Manufacturing B4C (Al, Si) composite materials by metal alloy
infiltration. Journal of Materials Processing Technology, p. 486-490, 2003.
FUNDABASHI, T. High metal-removal rates with ceramic, Carbide Tools, v.3, p.22-
27, 1985.
G´melin, Handbook of inorganic chemistry, silicon (suppl. B2), Springer, Berlin,
1984.
GARCIA, D.E., SCHICKER, S., BRUHN, J., JANSEN, R., CLAUSSEN, N. Synthesis
of novel niobium aluminnide-based composites, Journal of American Ceramic
Society, v.80 [9], p.2248-2252, 1997.
GOMES, U.U. Tecnologia dos pós: Fundamentos e aplicações. Ed. Universitária,
Natal, p.43, 1993.
GREIL, P. Active-filler controlled pyrolysis of preceramic polymers. Journal of
American Society, v.78, p.835-848, 1995.
GREIL, P. Near net shape manufacturing of polymers derives ceramics. Journal of
the European Ceramic Society, v.18, p.1905-1914, 1998.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
132
GREIL, P., SEIBOLD, M. Active filler controlled pyrolysis (AFCOP) – a novel
fabrication route to ceramic composite materials, Ceramic Transactions: Advanced
Composite Materials, v.19, p.43-49, 1991.
GREIL, P., SEIBOLD, M. Modeling of dimensional changes during polymer-
ceramic conversion for bulk component fabrication. Journal of Materials Science.
v.27, p.1053-1060, 1992.
GUIMARÃES, J.R.C. Nióbio um Metal Emergente – Companhia Brasileira de
Metalurgia e Mineração (CBM), Brasil, p.145-150, 1988.
HALUSCHKA, C., KLEEBE, H.J., FRANKE, R., RIEDEL, R. Silicon carbonitride
ceramics derived from polysilazanes part I. Investigation of compositional and
structural properties, Journal European Ceramics Society, v.20,p.155-1364, 2000.
HARDMAN, B. Silicones. Enciclopédia of Chemical technology. John Wiley & Sons,
New York, v.1, 1983.
HUCHLER, B., NAGEL, A. Preparation of interpenetrating ceramic-metal
composites, Journal European Ceramic Society, v.24, p.3399-3408, 2004.
HURWITZ, F.J., GYENKENYESSI, J.Z., CONROY, P.J. Polymer-derived Nicalon/Si-
C-O composites: processing and mechanical behavior, Ceram. Eng. Sci. prod.,
v.10, p.750, 1989.
JACK, D.H. Sandvik Hard Metal Limited, Conventy, England, 1985.
KAINDL, A., LEHNER, W., GREIL, P., KIM, D.J. Polymer-filler derived Mo2C
ceramics, Materials Science and Engineering - A260, p.101-107, 1999.
KANOPLA, K., OLSZOWKA-MYALSKA, A., SZAFRAN, M. Ceramic-metal
composites with an interpenetrating network, Materials Chemistry and Physics,
v.81, p.329-332, 2003.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
133
KELLY, A. Mechanical and physical behaviour of metallic and ceramic
composites. Andersen, S.I. Ed. Riso, Denmark: Riso National Laboratories, p.75-88,
1988.
KENDRICK, T.C., PARBHOO, B., WHITE, J.W. Siloxane polymers and copolymers.
In: Patai, S. and Rappoport, Z. (Eds), The Chemistry of Organic Silicon Compounds,
Part 2. Wiley, Chichester, Cap. 21, 1989.
KEVORKIJAN, V. M. The reactive infiltration of porous ceramic media by a molten
aluminium alloy, Composites Science and Technology, v.59, p.683-686, 1999.
KIM, Y.W., LEE, J.G. Pressureless sintering of alumina-titanium carbide
composites, Journal of American Ceramic Society, v.8, n.72, p.1333-37, 1989.
KINGERY, W.D., BOWEN, H.K., UHLMANN, D.R. Introduction to ceramic, 2th Ed.
New York, John Wiley & Sons, 1976.
KOMEYA, K., MATSUI, M. High temperature engineering ceramics, materials
science and technology. A comprehensive treatment, v.11, VHC, Weinhein, 1994.
KONETSCHNY, C., GALUSEK, D., RESCHKE, S., FASEL, C., RIEDEL, R. Dense
silicon carbonitride ceramics by pyrolysis of cross-linked and warm pressed
polysilazane powders, Journal of the European Ceramic Society, v.19, p.2789-2796,
1999.
KOYAMA, T., UCHIDA, S., NISHIYAMA, A. Effect of microstructure on mechanical
properties and cutting performance of Al2O3-TiC(C,N) ceramics, Journal of
Ceramics Society of Japan, v.4, n.100, p.520-524, 1992.
KRSTIC, V. D. Production of fine high-purity beta silicon carbide powders, Journal
of American Ceramis Society, v.75, p.170-174, 1992.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
134
LEE, M., BORON, M. P. Rapid rate sintering of Al2O3-TiC composites for cutting-
tool applications, Advanced Ceramic Materials, v.3, p.38-44, 1988.
LEE, W.E., RAINFORTH, W.M. Ceramic microstructure property control by
processing, Ed. Chapman & Hall, First Edition, London, p.280, 1994.
LIPOWITZ, J. Polymer-derived ceramic fibers, American Ceramic Society Bulletin,
v.70, p.1888, 1991.
LIPOWITZ, J., RABE, J.A., FREVEL, L.K., MILLER, R.L. Characterizacion of
nanoporosity in polymer-derived ceramic fibers by X-ray scattering techniques,
Journal of Materials Science, v.25, p.2118, 1990.
MARTIN, H.P., MULLER, E. Formation process of mixed silicon and tungsten
carbide from copyrolysis of polysilane and metallic tungsten: Part II. Journal of
Materials Science, v.34, p.2671-2678, 1999a.
MARTIN, H.P., MULLER, E., DACHSELT, U. Formation process of mixed silicon
and tungsten carbide from copyrolysis of polysilane and metallic tungsten: Part
I. Journal of Materials Science, v.34, p.2671-2678, 1999b.
MATSUKI, R., et al. J.Jpn. Sci. Powder Metal., n.38, p.365-68, 1991.
MATTERN, A., et al. Journal of the European ceramic Society, v.24, p.3399-3408,
2004.
MICHALCZYYK, M.J., FARNETH, E.E., VEGA, A.J. High temperature stabilization
of cross-linked siloxanes glasses, Chemical Materials, v.5, p.1687, 1993.
MINYOUNG, L., BOROM, M.P. Rapid rate sintering of Al2O3-TiC composites for
cutting-toll applications. Advanced ceramic Materials, v.3, p.38-44, 1988.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
135
MONTEDO, O.R.K. Projeto, caracterização e preparação de camada de proteção
para revestimento cerâmico constituído por vitrocerâmica do sistema LZSA,
Florianópolis, 2005. Tese de doutorado. Programa de Pós-graduação em Ciência e
Engenharia de Materiais, UFSC.
MORETO, H.H., SCHULZES, M., WAGNER, G. Silicones, Ullmann’s Encyclopedia of
Industrial Chemistry, New York, A 24, p.57, 1989.
NIIHARA, K. New design concept of structural ceramics – ceramics
nanocomposites, THE CENTESIMAL MEMORIAL ISSUE OF CERAMIC SOCIETY
OF JAPAN, v.99, p.974, 1991a.
NIIHARA, K., NAKAHIRA, A. In: P. Vicenzini (Ed.), Advanced Structural Inorganic
Composites, Elsevier, p.637, 1991b.
NORTH, B., BAKER, R.D. Silicon nitride-based (Sialon) metal cutting tools-
properties and applications, 5th International Conference on New Materials, Cutting
Techniques and Metalforming, March, p.24-25, 1983.
ONODA, G.Y., HENCH, L.L. Ceramic processing before firing, John Wiley Sons,
New York, 1978.
OWEN, M. J. Siloxane surface activity: silicon-based polymer science; a
comprehensive resource, American Chemical Society, New York, 1990.
PASOTTI, R.M.R., BRESSIANI, A.H.A., BRESSIANI, J.C. Sintering of alumina-
niobium carbide composite. International Journal of refractory Metal & Hard
Material, n.16, p.423-27, 1998.
PEUCKERT, M., VAAHS, T., BRUCK, M. Ceramics from organometallic polymer,
advanced Materials, n.2, p.398-404, 1990.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
136
PEUCKERT, M., VAAHS, T., BRUCK, M. Ceramics from organometallic polymer,
advanced Materials, n.74, p.733-743, 1983.
PRICE, P.E. Metal Powder Rep. 39, p.28-29, 1984.
RADOVANOVIC, E., GOZZI, M.F., GONÇALVES, M.C., YOSHIDA, I.V.P Silicon
oxycarbide glasses from silicone networks, Journal of Non-Crystalline Solids,
n.248, p.37-48, 1999.
RAK, Z.S., CZECHOWKI, J. Manufacture and properties of Al2O3-TiN particulate
composites, J.Eur. ceram. Soc., n.18, p.373-80, 1998.
REYES, M. R., PECH-CANUL, M. I., PARRAS-MEDECIGO, E. E., GOROKHOVSKY,
A. Effect of Mg loss on the kinetics of pressureless infiltration in the processing
of Al-Si-Mg/SiCp composites, Materials Letters, v.57, p.2081-2089, 2003.
RICE, R. W., Microstructure dependence of mechanical behavior of ceramic in:
Maccrone, R.K. (Ed.): Treatise on Materials Science and technology, London,
Academic Press, v.11, p.199-381, 1977.
RIEDEL, R., DRESSLER, W. Chemical formation of ceramics, Ceramics
International, v.22, p.233-239, 1996.
RIEDEL, R., PASSING, P., SCHOFELDER, H. BROOK, R.J. Synthesis of dense
silicon-based ceramics at low temperatures, Nature, v.355, p.714, 1992.
SAJGALIK, P., LENCES, Z., DUSZA, J. Layered Si3N4 composites with enhanced
room temperature properties, Journal of Materials Science, n.31, p.4837-4842, 1996.
SCHIAVON, M.A. Polissiloxanos e polissilazanos como precursores de materiais
cerâmicos e suas aplicações na obtenção de compósitos de matriz cerâmica,
2002. 135f. Tese (Doutorado em Química) – Instituto de Química, Departamento de
Química, Universidade Estadual de Campinas, Campinas/SP.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
137
SCHIAVON, M.A., RADOVANOVIC, E., YOSHIDA, I.V.P. Microstructural
charcterisation of monolitic ceramic matrix composites from plysoloxane and
SiC composites, Powder Tschnology, v.123, p.232-241, 2002a.
SCHIAVON, M.A., REDONDO, S.U.A., PINA, S.R.O., YOSHIDA, I.V.P. Investigation
on kinetics of thermal decomposition in polysiloxane networks used as
precursors of silicon oxycarbide glasses, Journal of Non-Crystalline Solids, v.304,
p.92-100, 2002b.
SCHIAVON, M.A., SORARU, G.D., YOSHIDA, I.V.P. Synthesis of a polycyclic
silazane network and its evolution to silicon carbonitride glass, Journal of Non-
Crystalline Solids, v.304, p.76-83, 2002c.
SCHIAVON, M.A., YOSHIDA, I.V.P., ACCHAR, W., BRESSIANI, J. C. Ceramic
composites derived from polysiloxane/Al/Nb by AFCOP process. Materials
Science Forum, v.498, p.375-380, 2005.
SHENG, X., XU, H., JIN, Z., WANG, Y. Preparation of glass-infiltrated 3Y-
TZP/Al2O3/glass composites, Materialsl Letters, v.58, p.1750-1753, 2004.
SHILING, C.L., WESSON, J.P., WILLIAMS, T.C. Polycarbosilane precursor for
silicon carbide, American Ceramic Society Bulletin, v.62, p.912, 1983.
SKOPP, A., WOYDT, M. Ceramic composite materials with improved friction and
properties. Tribology international, n.25, p.61-70, 1992.
SORARU, G.D., BABONNEAU, F., MAURINA, S., VICENS, J. Sol-gel synthesis of a
SiBOC glasses, Journal of Non-Crystalline Solids, v.224, p.173-183, 1998.
TAMARI, N., et al. Mechanical properties and cutting performance of titanium
carbide whisker/alumina composites, J. ceram. Soc. Japan, v.104, n.5, p.439-43,
1996.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
138
TANAKA, H. Sintering of advanced materials-application and hot isostatic
pressing, Ed. By TANAKA, K. and ISHIZAKI, K., Utida Rokakuho, p.161-71, 1987.
TAPIERI, T., LANDI, E., BELLOSI, A. On oxidation behavior of monolitithic TiN
ceramic, Br. Ceram. Trans. J., n.90, p.171-74, 1991.
TOMIZAWA, H., FISCHER, T.E. Friction and wear of silicon nitride at 150°C to
180°C. ASLE Trans., n.29, p.481-88, 1986.
TRAVITZKY, N. A., GUTMANAS, E. Y., CLAUSSEN, N. Machanical properties of
Al2O3/Si composites fabricated by pressureless infiltration technique, Materials
Letters, v.33, p.47-50, 1997.
TRUMBLE, K. P. Spontaneous infiltration of non-cylindrical porosity: closed-
packed spheres, Elsevier Science Ltd, v.46, n.7, p.2363-2367, 1998.
VERBEK, W. Materials derived from homogeneous mixtures of silicon carbide
and silicon nitride and methods of their production (U.S. Pat. No. 3853567), 1973.
VERBEK, W., WINTER, G. Silicon carbide-shaped article and process for
manufacture thereof. (Ger. Pat. No. 02236078), 1974.
VIEIRA, F.A. Obtenção e caracterização do compósito cerâmico Al2O3-NbC, 1999.
87f. Dissertação (Mestrado em Engenharia Mecânica) – Centro de Tecnologia,
Departamento de Engenharia Mecânica, Programa de Pós-graduação em Engenharia
Mecânica, Universidade Federal do Rio Grande do Norte, Natal.
WAHI, R.P., ILSCHNER, B. Fracture bahaviour of composites based on Al2O3-TiC,
Journal of Materials Science, n.15, p.875-85, 1980.
WALTER, S., SORARU, G.D., BREQUEL, H., ENZO, S. Microstructure and
mechanical characterization of sol-gel derived Si-O-C glasses, Journal European
Ceramic Society, v.22, p.2389-2400, 2002.

Tese de doutorado – Marcus Alexandre Diniz ____________________________________________________________________________________
139
WEI, Q., PIPPEL, E., WOLTERSDORF, J., SCHEFFLER, M., GREIL, P. Interfacial
SiC formation in polysiloxane-derived Si-O-C ceramics, Materials Chemistry and
Physics, v.73, p.281-289, 2002.
WILLS, R.R., MARKLE, R.A., MUKHERJEE, S.P. Siloxanes, silanes and silazanes
in the preparation of ceramics and glasses, American Ceramic Society Bulletin,
n.62, p.904, 1983.
WINTER, G., VERBEK, W., MAUSMANN, M. Production of shape articles of silicon
carbide and silicon nitride (Ger. Pat. No. 2243527), 1974.
WOLLF, D.M.B. Produção de materiais cerâmicos através de precursores
poliméricos, 2002. 133f. Tese (Doutorado em Ciências e Engenharia de Materiais) –
Centro de Ciências Exatas e da Terra, Programa de Pós-graduação em Ciências e
Engenharia de Materiais, Universidade Federal do Rio Grande do Norte, Natal.
WOYDT, M., SCHWENZIEN, J. Dry and water – lubricated slep – rolling of Si3N4 –
and SiC – based ceramics. Tribology International, n.26, p.165-73, 1993.
WYNNE, K.J., RICE, R.W. Ceramics via polymer pyrolysis, Ann. Rev. Mat. Sci, n.14,
p.297, 1984.
YAJIMA, S., HAYASHI, J., OMORI, M., OKAMURA, K. Development of tensile
strength silicon carbide fiber using organilicon polymer precursor, Nature
London, v.261, p.683, 1978.
YAJIMA, S., SHISHIDO, T., KAYANO, H., OKAMURA, K., OMORI, M., HAYASHI, J.
SiC sintered bodies with three-dimensional plicarbosilane as binder, Nature,
v.264, p.237-239, 1976.