revista eletrÔnica do mestrado em engenharia de...
TRANSCRIPT

REVISTA ELETRÔNICA DO MESTRADO EM ENGENHARIA DE PETRÓLEO E GÁS
Ano 5, n. 1 - out.2016/mar.2017 ISSN 2316-6681

C743 RunPetro - Revista Eletrônica do Mestrado em Petróleo e Gás / Universidade Potiguar/Mestrado Profissional em Engenharia de Petróleo e Gás. – Ano 5, n.1. (out.2016/mar.2017). – Natal: Edunp, 2017. 64p.: il.
Versão eletrônica. ISSN 2316-6681
1. Petróleo e Gás. 2. Sistema em malha fechada. 3. Argila. 4. Biodiesel. 5. Fluídos poliméricos.
RN/UnP/BCSF CDU 665.62
© Copyright APEC e Rede Internacional de Universidades LaureateEditora Universidade Potiguar - EdunpAV. Senador Salgado Filho, nº1610. Prédio I, 3º andar, Sala 306. Lagoa Nova. Natal/RN. CEP: 59056-000.Tel.: (84) 3215-1222 E-mail: [email protected]
EDITORA AFILIADA À UNIVERSIDADE ASSOCIADA À:
Profa. Sâmela Soraya Gomes de OliveiraPresidente
Prof. Gedson Bezerra NunesReitora Profª. Sandra Amaral de AraújoPró-Reitora Acadêmica
Prof. Paulo Henrique Lima BarrosDiretor da Escola de Engenharias e Ciências Exatas
Prof. Dr. Francisco Wendell Bezerra LopesCoordenador do Mestrado Profissional em Engenharia de Petróleo e Gás
Prof. Dr. Carlos Enrique de M. Jeronimo, E-mail: [email protected]
Janusa Soares de Araújo E-mail: [email protected] Adjunto
Prof. José Iranilson da SilvaRevisão Linguística (Português)
Wilka Catarina da Silva SoaresRevisão Linguística (Inglês)
Adriana EvangelistaRevisão Normativa
Adriana EvangelistaIsabel Cristine Machado de CarvalhoEditora Universidade Potiguar – EDUnP
Faça! Comunicação e DesignProjeto Gráfico e Diagramação
SISTEMA INTEGRADO DE BIBLIOTECAS DA UnP - SIB/UnPApoio

Conselho EditorialProf. Dr. Franklin Silva MendesDoutor em Química pela Universidade Federal do Rio Grande do NorteE-mail: [email protected] da Universidade Potiguar
Profª. Msc. Catarina de Sena Matos PinheiroMestre em Administração pela Universidade PotiguarE-mail: [email protected] da Universidade Potiguar
Prof. Msc. Marcílio Pelicano RibeiroMestre em Ciência e Engenharia de Petróleo pela Universidade Federal do Rio Grande do NorteE-mail: [email protected] da Universidade Potiguar
Prof. Msc. Marcos Ferreira de LimaMestre em Mestrado em Ciências de Engenharia Elétrica pela Universidade Federal do Rio Grande do NorteE-mail: [email protected] da Universidade Potiguar
Conselho ConsultivoProf. Dr. Carlson Pereira de SouzaDoutor em Engenharia Química pela Université Claude Bernard - Lyon 1 (França)E-mail: [email protected] da Universidade Federal do Rio Grande do Norte
Prof. Dr. Manoel Firmino de Medeiros JuniorDoutor em Elektrotechnik pela Technische Hochschule Darmstadt (Alemanha)E-mail: [email protected] da Universidade Federal do Rio Grande do Norte
Prof. Dr. Carlos Enrique de Medeiros JerônimoDoutor em Engenharia Química pela Universidade Federal do Rio Grande do NorteE-mail: [email protected] da Universidade Potiguar
Prof. Dr. Max Chianca Pimentel FilhoDoutor em Engenharia Elétrica pela UniversidadeFederal do Rio Grande do NorteE-mail: [email protected] da UFERSA
Prof. Dr. Francisco Wendell Bezerra LopesDoutor em Engenharia Química pela Universidade Federal do Rio Grande do Norte / Université du Sud Toulon Var (França)E-mail: [email protected] da Universidade Potiguar
Prof. Dr. Gilson Garcia da SilvaDoutor em Ciência e Engenharia de Materiais pelaUniversidade Federal do Rio Grande do NorteE-mail: [email protected] do Instituto Federal de Educação, Ciência e Tecnologia do Rio Grande do Norte


EDITORIAL ...........................................................................................................................................7
INFLUÊNCIA DE CATIONS BIVALENTES (CA2+ E MG2+) NAS PROPRIEDADES REOLÓGICAS E DE FILTRAÇÃO DE FLUIDOS DE PERFURAÇÃO AQUOSOS ..................................9INFLUENCE OF BIVALENT CATIONS (CA2 + AND MG2 +) IN THE RHOLOGICAL AND FILTRATION
PROPERTIES OF AQUEOUS DRILLING FLUIDS
ULISSES R. DE ALBUQUERQUE - FABIO P. FAGUNDES - KEILA R. SANTANA FAGUNDES
ANÁLISE DA INFLUÊNCIA DE MODIFICADORES REOLÓGICOS EM FLUIDOS POLIMÉRICOS ..... 16ANALYSIS OF INFLUENCE AS RHEOLOGICAL MODIFIERS IN POLYMERIC FLUIDS
DANIELLY VIEIRA DE LUCENA - CARLOS MAGNO ROCHA ALMEIDA SOUTO
USO DE ARGILA ATIVADA COMO CATALISADOR EM REAÇÃO DE ESTERIFICAÇÃO ..................23USE OF ACTIVATED CLAY AS CATALYST IN ESTERIFICATION REACTION
PALLOMA MARTINS DUARTE - ADALÍCIO UZÊDA ANTUNES JÚNIOR - HENRYLI ALECRIM SOBREIRA - MARIA WILMA NUNES CORDEIRO
CARVALHO - KLEBERSON RICARDO DE OLIVEIRA PEREIRA
EFEITOS DE TEMPERATURA EM CONCRETO CONVENCIONAL E FABRICADO COM ADITIVO DE BORRA OLEOSA DE PETRÓLEO ............................................................................................................ 32MITIGATING MEASURES IN THE EVENT OF AN ACCIDENT WITH OIL RESIDUE OF OILY SLUDGE
TYPE
RAFAELY ANGELICA FONSECA BANDEIRA - ANA CATARINA FERNANDES CORIOLANO - ANTONIO DE SOUSA ARAÚJO - ALMIR MARIANO DE SOUSA JUNIOR
GESTÃO AMBIENTAL NOS POSTOS DE COMBUSTIVEIS NO MUNICÍPIO DE TABULEIRO DO NORTE-CE ...............................................................................................................................40ENVIRONMENTAL MANAGEMENT IN GAS FUELS IN TABULEIRO DO NORTE - CE
WYLLAME CARLOS GONDIM FERNANDES - LEILA MARIA DE MELO MARQUES - ERBÊNIA LIMA DE OLIVEIRA - JOEL WESLLEY NEVES CARVALHO - REGINA CÉLIA PEREIRA MARQUES
ESTIMAÇÃO DO VALOR DO COEFICIENTE GLOBAL DE TRANSFERENCIA DE CALOR E DA TEMPERATURA DO ÓLEO TÉRMICO EM REATOR DO TIPO BATELADA ALIMENTADA ............ 47ESTIMATION OF THE VALUE OF THE GLOBAL HEAT TRANSFER COEFFICIENT AND THERMAL OIL
TEMPERATURE IN A REACTOR OF THE BATTED FED TYPE
LEO KUNIGK - RONALD CUELLAR HURTADO JÚNIOR - TIAGO XAVIER - RUBENS GEDRAITE
SUMÁRIO

UTILIZAÇÃO DE SISTEMAS EM MALHA FECHADA NO DESENVOLVIMENTO DE CAMPOS DE PETRÓLEO ........................................................................................................... 56USE OF CLOSED SYSTEMS IN THE DEVELOPMENT OF OIL FIELDS
DAVI MARUBAYASHI HIDALGO - PAULO COUTO - JOSÉ LUIS DRUMMOND ALVES
NORMAS DE PUBLICAÇÃO ..............................................................................................................63

Ano 5, n. 1 out.2016/mar.2017 ISSN 2316-6681 7
Esta edição da RUNPETRO contempla um conjunto de artigos da área de completação e produção de poços de petróleo, com a apre-sentação de dados acerca das propriedades de fluidos e características químicas de géis.
Na área de downstream os trabalhos apresentam alternativas a ca-talisadores, com referência e aplicações em processos avançados de tratamentos de óleo, gás e rejeitos industriais. Bem como, modelagens para uso de equipamentos em batelada para o controle e aplicação em processos reacionais.
Por fim, os trabalhos que visam o reaproveitamento de rejeitos in-dustriais das atividades petrolíferas são apresentados, com reuso na aplicação em concreto e como o processo de gestão ambiental pode ser útil no gerenciamento do ciclo de vida dos produtos associados.
Agradecemos a todos os autores e avaliadores que contribuíram com a construção dessa edição.
EDITORIAL


Ano 5, n.1, p. 9-15, out.2016/mar.2017 ISSN 2316-6681 9
INFLUÊNCIA DE CATIONS BIVALENTES (CA2+ E MG2+) NAS PROPRIEDADES REOLÓGICAS E DE FILTRAÇÃO DE FLUIDOS DE PERFURAÇÃO AQUOSOS
INFLUENCE OF BIVALENT CATIONS (CA2 + AND MG2 +) IN THE RHOLOGICAL AND FILTRATION PROPERTIES OF AQUEOUS DRILLING FLUIDS
ULISSES R. DE ALBUQUERQUEGraduando em Engenharia de Petróleo. Universidade Federal de Rural do Semi-Árido. E-mail: [email protected]
FABIO PEREIRA FAGUNDES Professor de Engenharia de Petróleo - Universidade Potiguar. E-mail: [email protected]
KEILA R. SANTANA FAGUNDES Professora de Engenharia de Petróleo - Universidade Federal de Rural do Semi-Árido, [email protected]

10 Ano 5, n.1, p. 9-15, out.2016/mar.2017 ISSN 2316-6681
Envio em: Maio de 2015Aceite em: Agosto de 2017
RESUMOO entendimento das propriedades reológicas e de filtração é de grande importância na formulação de fluidos de perfuração. Dependendo das características químicas das formações reativas, Os fluidos de perfuração devem atravessar formações permoporosas com diferentes composições sem alterar suas propriedades físico-químicas e sem provocar danos à formação. No entanto, o surgimento de formações contendo cátions bivalentes (Ca2+ e Mg2+) durante a perfuração dos poços representa um inconveniente, tendo em vista, as fortes interações com os polissacarídeos presentes no fluido (Carboximetilcelulose, goma Xantana, hidroxipropilamido). Dessa forma, o objetivo desse trabalho consiste em avaliar a interação dos cátions Ca2+ e Mg2+ com os polissacarídeos presentes, associando-os às propriedades reológicas e de filtração dos fluidos de perfuração base água. Os resultados evidenciam que, em geral, a presença do Ca2+ e Mg2+ provocou uma redução nas propriedades reológicas, justificada provavelmente pela precipitação dos polímeros, além de reduzir o volume de filtrado devido ao acumulo de “massa polimérica” no reboco formado. A presença do íon Mg2+ nos fluidos foi responsável por promover uma maior interação com as cadeias dos polímeros presentes nos fluidos, através do aumento das interações hidrofóbicas, apresentando um comportamento similar ao efeito do Ca2+. Nesse contexto, constitui um desafio-chave o entendimento dos mecanismos inerentes à presença desses íons quando em contato com os polissacarídeos no meio.
Palavras-chave: Polissacarídeos. Propriedades Reológicas. Filtração. íons Ca2+ e Mg2+
ABSTRACTThe understanding of the rheological and filtration properties is of great importance in the formulation of drilling fluids. Depending on the chemical characteristics of the reactive formations, drilling fluids must cross permoporous formations with different compositions without changing their physicochemical properties and without causing damage to the formation. However, the formation of bivalent (Ca2 + and Mg2 +) cations during drilling of the wells represents an inconvenience in view of the strong interactions with the polysaccharides present in the fluid (Carboxymethylcellulose, Xanthan Gum, Hydroxypropylamido). Thus, the objective of this work is to evaluate the interaction of the Ca2 + and Mg2 + cations with the polysaccharides present, associating them with the rheological and filtration properties of the water-based drilling fluids. The results show that, in general, the presence of Ca2+ and Mg2 + caused a reduction in the rheological properties, probably due to the precipitation of the polymers, besides reducing the volume of filtrate due to the accumulation of "polymer mass" in the plaster formed. The presence of the Mg2 + ion in the fluids was responsible for promoting a greater interaction with the chains of the polymers present in the fluids, through the increase of the hydrophobic interactions, presenting a behavior similar to the Ca2 + effect. In this context, it is a key challenge to understand the mechanisms inherent in the presence of these ions when in contact with the polysaccharides in the medium.
Keywords: Polysaccharides. Rheological properties. Filtration. Ca2 + and Mg2 + ions.
Ano 5, n.1, p. 9-15, out.2016/mar.2017 ISSN 2316-6681 11
1- INTRODUÇÃO
Polieletrólitos têm sido frequentemente utilizados em fluidos de perfuração base água, principalmente, a goma xantana e a carboximetilcelulose (MENEZES et al, 2010; HA-MED et al, 2009). Esses polímeros são, provavelmente, os mais usados rotineiramente para aumentar a viscosidade e controlar a perda de filtrado para a formação. Por sua vez, os íons exercem um importante papel na formação das as-sociações e no tipo de estrutura apresentada pelas cadeias poliméricas. Dzialowski (1993) e Käistner (1996) mostraram que a presença de íons, em soluções contendo alginatos e a carboximetilcelulose (CMC), induz à gelificação. Por se tratar de polímeros com caráter aniônico, carga negativa, a presença de contra íons ou cátions resulta num decrésci-mo das interações repulsivas intramoleculares.
Devido às cargas negativas, a presença de contra íons ou cátions resulta em um decréscimo das interações repul-sivas intramoleculares, além do que a adição de íons cál-cio bivalente reduz a repulsão intramolecular e contribui para formação de pontes iônicas, entre grupos ou zonas, contendo cargas negativas, presentes na cadeia do polí-mero, favorecendo as interações intermoleculares. A for-mação de interações intermoleculares é acompanhada de uma mudança conformacional das cadeias do polímero, resultando em uma extensa rede de ligação cruzada físi-ca (WOODHOUSE; JOHNSON, 1991). Dessa forma, torna--se imprescindível o entendimento dos mecanismos que
ditam o efeito de cátions bivalentes no comportamento reológico e de filtração dos fluidos de perfuração.
Diante desse cenário, este trabalho tem como obje-tivo principal avaliar o efeito que os cátions bivalentes (Ca2+ e Mg2+) exercem sobre as propriedades reológicas e de filtração dos fluidos de perfuração base água.
2 METODOLOGIA
2.1 MATERIAIS
Os materiais utilizados na preparação dos fluidos de perfuração em foram: goma xantana (GX), carboximetil-celulose (CMC), hidroxipropilamido (HPA), Cloreto de Só-dio (NaCl), Carbonato de Cálcio (CaCO3), cloreto de cálcio (CaCl2) e óxido de magnésio (MgO), todos doados pela PETROBRAS.
2.2 PREPARAÇÃO DOS FLUIDOS
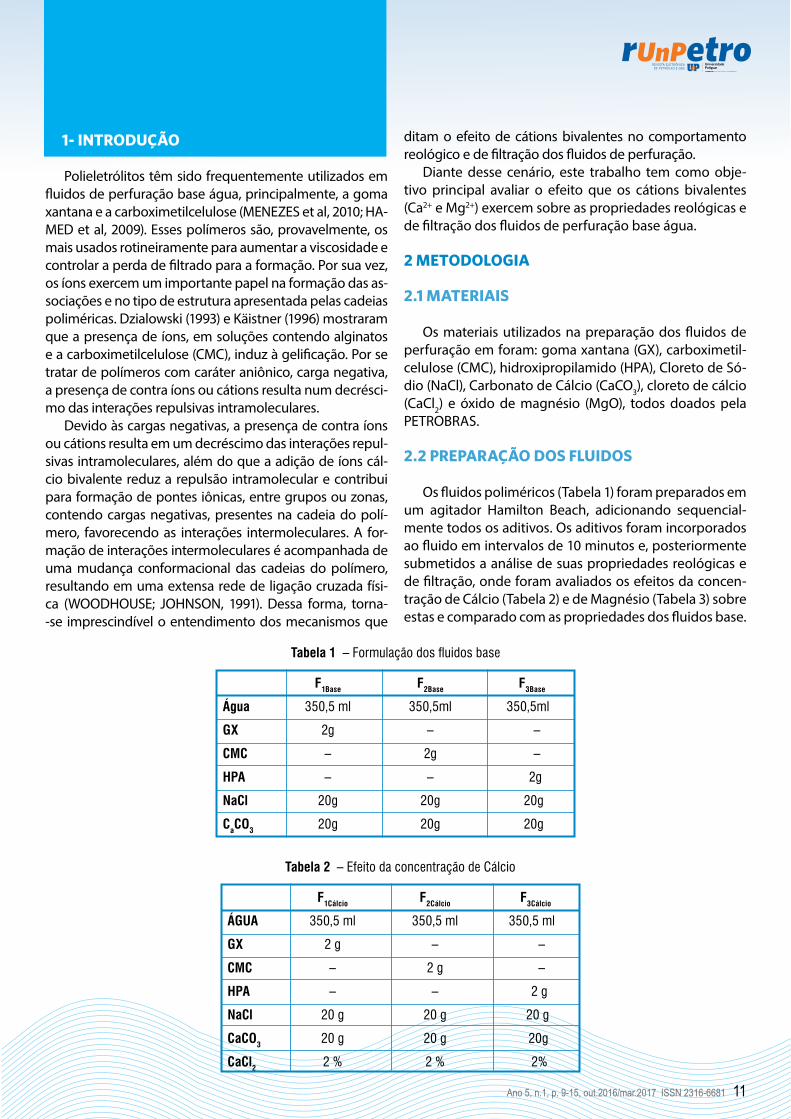
Os fluidos poliméricos (Tabela 1) foram preparados em um agitador Hamilton Beach, adicionando sequencial-mente todos os aditivos. Os aditivos foram incorporados ao fluido em intervalos de 10 minutos e, posteriormente submetidos a análise de suas propriedades reológicas e de filtração, onde foram avaliados os efeitos da concen-tração de Cálcio (Tabela 2) e de Magnésio (Tabela 3) sobre estas e comparado com as propriedades dos fluidos base.
Tabela 1 – Formulação dos fluidos base
F1Base F2Base F3Base
Água 350,5 ml 350,5ml 350,5ml
GX 2g – –
CMC – 2g –
HPA – – 2g
NaCl 20g 20g 20g
CaCO3 20g 20g 20g
Tabela 2 – Efeito da concentração de Cálcio
F1Cálcio F2Cálcio F3Cálcio
ÁGUA 350,5 ml 350,5 ml 350,5 ml
GX 2 g – –
CMC – 2 g –
HPA – – 2 g
NaCl 20 g 20 g 20 g
CaCO3 20 g 20 g 20g
CaCl2 2 % 2 % 2%

12 Ano 5, n.1, p. 9-15, out.2016/mar.2017 ISSN 2316-6681
Tabela 3 – Efeito da concentração de Magnésio
F1 Magnésio F2 Magnésio F3 Magnésio
ÁGUA 350,5 ml 350,5 ml 350,5 ml
GX 2 g – –
CMC – 2 g –
HPA – – 2 g
NaCl 20 g 20 g 20 g
CaCO3 20 g 20 g 20 g
MgO 2 % 2 % 2 %
Tabela 4 – Demonstração das formulas da reologia
Propriedades reológicas Fórmula Unidade
VA L600/2 cP
VP L600 – L300 cP
LE L300 - VP Lbf/100ft2
Gel inicial L3 após 10 s Lbf/100ft2
Gel final L3 após 10 min Lbf/100ft2
Ca2+ (mg/L) = [1]400,8xV1(EDTA, ml)Vol_da_amostra(ml)
2.3 DETERMINAÇÃO DOS PARÂMETROS REOLÓGICOS
As propriedades reológicas foram determinadas em um viscosímetro rotativo da FANN, modelo 35 A, combinação de R1-B1 e mola de torção F1. A análise
reológica de cada fluido foi realizada em diferentes rotações (600, 300, 200, 100, 6 e 3 rpm) e, posterior-mente, a viscosidade plástica (VP), viscosidade apa-rente (VA), limite de escoamento (LE) e a força gel (Gel inicial e final) foram determinadas, conforme a norma API.
2.4 DETERMINAÇÃO DOS PARÂMETROS DE FILTRAÇÃO
O fluido foi filtrado através de um filtro de papel Whatman No 50, sob pressão de 100 PSI exercida com nitrogênio gasoso, por 30 minutos, em filtro prensa API Baixa Pressão, Baixa Temperatura (BPBT) da Fann. Este teste foi realizado de acordo com a norma API 13B-1 2003.
2.5 CONCENTRAÇÃO DE CÁLCIO E MAGNÉSIO
Utilizando o filtrado coletado no teste de filtrado API, foi verificado o teor do cálcio e magnésio com o uso de indicadores através de titulação, sendo usados como in-dicadores para o teor de cálcio o calcon e o ácido etile-nodiamino tetra-acético (EDTA), e já para o teor de mag-nésio foi usado o Eriocromo, tampão amoniacal e ácido etilenodiamino tetra-acético (EDTA). Os valores foram de-terminados de acordo com as equações 1 (Ca2+) e 2 (Mg2+).

Ano 5, n.1, p. 9-15, out.2016/mar.2017 ISSN 2316-6681 13
Tabela 5 – Influência do cloreto de cálcio nos fluidos poliméricos
F1 Base F1 Cálcio F2 Base F2 Cálcio F3 Base F3 Cálcio
VA (cP) 25 18 10,5 5 2,5 3
VP (cP) 11 6 4 3 2 2
LE lbf/100ft2 28 24 3 4 1 2
Gi (10s) 12 11 1 1 1 1
Gf (10min) 17 15 1 1 1 2
Filtrado (mL) 6,8 5,6 95 4,9 110 8,6
Teor de Cálcio (mg/L) 200 2444 120 2364 120 2364
Mg2+ (mg/L) = [2]243,2x(V2 –V1)
Vol_da_amostra(ml)
[3]Qw2 = Qw1
μ1
μ2
3 RESULTADOS E DISCUSSÃO
3.1 EFEITO DA ADIÇÃO DE CA2+
A Tabela 5 mostra as propriedades reológicas e de filtração dos fluidos de perfuração com e sem a presença do contaminante cloreto de cálcio (CaCl2).
De acordo com os resultados apresentados na Tabe-la 5 é possível observar a influência dos polímeros no controle dos parâmetros reológicos dos fluidos (VA, VP, LE, Gi e Gf). Os fluidos F1Base, F2Base e F3Base foram utiliza-dos como padrão comparativo frente aos demais flui-dos deste trabalho. Pode-se observar claramente a con-tribuição do polímero de goma xantana na viscosidade aparente do fluido F1Base. Esse efeito pode ser explica-do devido, provavelmente, à massa molar superior aos
demais (aproximadamente 106 g/mol) e às fortes repul-sões eletrostáticas dos grupamentos aniônicos (COO–) presentes em sua cadeia. A ausência do polímero goma xantana nos fluidos F2Base e F3Base proporcionou um for-te declínio nas propriedades reológicas (especialmente força gel), além de evidenciar a dependência do volume de filtrado com a viscosidade do fluido, o que corrobora com a equação 3 proposta por Darley & Gray (1988).
Onde:QW2 = Volume de filtrado do fluido 2QW1 = Volume de filtrado do fluido 1µ2 = Viscosidade do fluido 2µ1 = Viscosidade do fluido 1
Em paralelo, ao avaliarmos o efeito do cálcio nos fluidos F1Base, F2Base e F3Base (F1 Cálcio F2 Cálcio F3 Cálcio, respectivamente), observamos claramente a mudança de suas propriedades reológicas e de filtração.
Ao compararmos o fluido F1Base e F1Cálcio, fica eviden-ciada a redução das propriedades reológicas, inclusive a força gel, parâmetro esse responsável pela sustentação dos cascalhos durante uma parada de circulação. Essa re-dução nas propriedades reológicas pode ser justificada, provavelmente, pela precipitação do polímero em pre-sença de cátions bivalentes como o cálcio (Ca2+), o que certamente irá acarretar a perda de viscosidade. Da mes-ma forma, com a precipitação parcial do polímero haverá um acúmulo de “massa polimérica”, a qual será respon-

14 Ano 5, n.1, p. 9-15, out.2016/mar.2017 ISSN 2316-6681
Tabela 6 – Influência do Óxido de Magnésio nos fluidos poliméricos
F1 Base F1 Magnésio F2 Base F2 Magnésio F3 Base F3 Magnésio
VA (cP) 25 18,5 10,5 7,5 2,5 3
VP (cP) 11 7 4 7 2 3
LE lbf/100ft2 28 23 3 1 1 0
Gi (10s) 12 10 1 2 1 1
Gf (10min) 17 13 1 2 1 2
Filtrado (mL) 6,8 6,4 95 6,6 110 280
Teor de Magnésio (mg/L) 48 121 48 145 48 170
sável por diminuir a permeabilidade do reboco, pro-movendo assim, a redução do volume de filtrado de 6,8 para 5,6 mL. A presença de íons bivalentes como o Ca2+ estabelece pontes iônicas intermoleculares entre os grupos aniônicos, favorecendo uma maior intera-ção hidrofóbica e consequentemente, a precipitação. O mesmo comportamento tem sido observado com os fluidos F2Base / F2Cálcio e F3Base / F3Cálcio, entretanto, de uma forma menos acentuada, afinal de contas o CMC e HPA
apresentam um volume hidrodinâmico e uma densida-de de cargas inferior ao da goma xantana, o que certa-mente, justifica esse efeito.
3.2 EFEITO DA ADIÇÃO DE MG2+
A Tabela 6 mostra as propriedades reológicas e de filtração dos fluidos de perfuração com e sem a pre-sença do contaminante óxido de magnésio (MgO).
A presença do íon magnésio, na mistura, é responsá-vel por promover uma maior interação com as cadeias dos polímeros presentes nos fluidos, através do aumento das interações hidrofóbicas, dando origem a estruturas mais organizadas e rígidas. A Tabela 6 mostra as proprie-dades reológicas e de filtração dos fluidos de perfuração com e sem a presença do contaminante Mg2+ (MgO), nes-ta percebe-se que comparando os fluidos F1Base/F1 Magnésio e F2Base/F2 Magnésio, houve uma redução das propriedades reológicas e no volume de filtrado na presença do MgO, de forma semelhante ao comportamento observado na Tabela 5 (presença do CaCl2), devido a precipitação dos polímeros (Goma Xantana e CMC), reduzindo a viscosida-de do fluido e a permeabilidade do reboco formado. Ana-lisando o F3Base/F3 Magnésio, podemos observar que não hou-ve alteração considerável nas propriedades reológicas, porém com um aumento no volume de filtrado, de 110 ml para 280 ml, este resultado sugere que nos fluidos F1 Mag-
nésio e F2 Magnésio o íon Mg2+ estabelece pontes iônicas inter-moleculares entre os grupos ou zonas que apresentam carga negativa, este tipo de interação contribui também para redução das repulsões entre as cadeias (CEREDA, 2001). Esses dois fatores: o estabelecimento de interações intermoleculares e a redução das repulsões entre as ca-deias contribuem para produzir uma rede tridimensional reticulada, aumentando capacidade de gelificação, dife-rentemente do F3 Mangésio, devido à presença do HPA, que
por se tratar de um polímero neutro, formam outros tipos de estruturas e para isso, é necessária uma quantidade maior de íons Mg2+ na mistura para que o comportamen-to seja semelhante aos fluidos F1 Mangésio e F2 Magnésio, resulta-dos semelhantes foram obtidos por ROHR (2001).
4 CONCLUSÕES
• Os resultados indicaram a influência dos polímeros no controle dos parâmetros reológicos dos fluidos. So-bretudo a contribuição do polímero de goma xantana na viscosidade aparente do fluido F1Basesuperior aos demais fluidos (F2Base e F3Base), devido à massa molar superior e às fortes repulsões eletrostáticas dos gru-pamentos aniônicos (COO-) presentes em sua cadeia, além de evidenciar a dependência do volume de fil-trado com a viscosidade do fluido.
• A presença do cálcio nos fluidos ocasionou uma re-dução nas propriedades reológicas, justificada prova-velmente pela precipitação do polímero em presença de cátions bivalentes, além de reduzir o volume de filtrado devido ao acumulo de “massa polimérica” no reboco formado, reduzindo sua permeabilidade.
• A presença do íon magnésio nos fluidos é responsável por promover uma maior interação com as cadeias dos polímeros presentes nos fluidos, através do aumento das interações hidrofóbicas. Portanto, os fluidos F1Base/

Ano 5, n.1, p. 9-15, out.2016/mar.2017 ISSN 2316-6681 15
REFERÊNCIAS
AMERICAN PETROLEUM INSTITUTE (API). Specification for Oil-Well Drilling Fluid Materials, 1988.
CEREDA, P. M. Propriedades gerais do amido. Série culturas de tuberosas amiláceas latino americanas, Fundação Cargill, v. 1, 2001.
DZIALOWSKI, A.; HALE, A. ;MAHAJAN, S. Lubricity and Wear of Shale: Effects of Drilling Fluids and Mechanical Parameters. SPE-25730, SPE/IADC Drilling Conference, Amsterdam, Netherlands, 1993.
Darley, H.C.H.; Gray, G.R. Composition and Properties of Drilling and Completion Fluids. Fifth Edition, Gulf Publishing Company, 1988.
HAMED, S.B., BELHADRI. M., Rheological properties of biopolymers drilling fluids. Journal of Petroleum Science and Engineering, v.67, p. 84–90, 2009.
KAISTNER, U.; HOFFMANN, H.; DONGES, R.; HILBIG, J. Structure and solution properties of sodium carboxymethyl cellulose. Colloids Surfaces A: Physicochem, v. 123-124, p. 307-328, 1996.
MENEZES R.R.; MARQUES, L.N.; CAMPOS, L.A.; FERREIRA, H.S.; SANTANA, L.N.L.; NEVES, G.A., Use of statistical design to study the influence of CMC on the rheological properties of bentonite dispersions for water-based drilling fluids. Applied Clay Science, v.49, p.13-20, 2010.
WOODHOUSE, J. M.; JOHNSON, M. S. Effects of soluble salts and fertilizers on water storage by gelforming soil conditioners. Acta Horticulturae, v.294, p.261-270, 1991.
ROHR, T.G., Estudo reológico da mistura carboximetilcelulose/ amido e sua utilização como veículo de inoculação bacteriano, 2007. 113p. Dissertação(Mestrado em Engenharia Química)- Instituto de Tecnologia Curso de Pós-Graduação em Engenharia Química. Seropédica, RJ, 2007.
F1 Magnésio e F2Base/F2 Magnésio apresentaram um compor-tamento similar aos fluidos na presença do cálcio, o que não foi observado no fluido F3Base/F3 Magnésio devido a presença do HPA, que por se tratar de um polímero
neutro, formam outros tipos de estruturas e para isso, é necessária uma quantidade maior de íons Mg2+ na mistura para que o comportamento seja semelhante aos fluidos F1 Mangésio e F2 Magnésio.

16 Ano 5, n.1, p. 16-22, out.2016/mar.2017 ISSN 2316-6681
ANÁLISE DA INFLUÊNCIA DE MODIFICADORES REOLÓGICOS EM FLUIDOS POLIMÉRICOS
ANALYSIS OF INFLUENCE AS RHEOLOGICAL MODIFIERS IN POLYMERIC FLUIDS
DANIELLY VIEIRA DE LUCENADoutor em Ciências e Engenharia de Materiais. Instituto Federal da Paraíba. E-mail: [email protected]
CARLOS MAGNO ROCHA ALMEIDA SOUTOUFCG. E-mail: [email protected]

Ano 5, n.1, p. 16-22, out.2016/mar.2017 ISSN 2316-6681 17
Envio em: Novembro de 2015Aceite em: Agosto de 2017
RESUMOO objetivo deste trabalho é avaliar a influência da concentração dos aditivos químicos goma xantana (viscosificante) e do carboximetilcelulose (redutor de filtrado) como modificadores reológicos de fluidos de perfuração poliméricos por meio dos parâmetros reológicos utilizando a ferramenta de planejamento experimental. Para a realização de maneira organizada de uma quantidade mínima necessária de experimentos foi utilizado o método de planejamento experimental do tipo 22 com três experimentos no ponto central. Através da regressão dos dados experimentais, observou-se que os valores de viscosidade aparente e plástica e do limite de escoamento variaram com a concentração dos aditivos, aumentando com o aumento da concentração dos mesmos. O viscosificante foi a variável que apresentou maior influencia sobre as propriedades dos fluidos.
Palavras-chaves: fluidos poliméricos, modificadores reológicos, planejamento experimental.
ABSTRACTThe aim of this work is to evaluate the influence of chemical additives concentration, xanthan gum (viscosifier) and carboxymethyl cellulose (filtrated reducer) as rheological modifiers of polymeric perforation fluids through the rheological parameters using an experimental plain tool. To prepare in organized way of a minimum number of experiment required it was used the experimental plain 22 type with three experiments in the central point. Through the experimental data regression it was observed that the values of apparent and plastic viscosities and yield strength changed with the additives concentration, increasing with the increase of its concentration. The viscosifier was the variable that presented greater influence on the fluid properties.
Key-words: Polymeric fluids. Rheological modifiers. Experimental plain.

18 Ano 5, n.1, p. 16-22, out.2016/mar.2017 ISSN 2316-6681
1 - INTRODUÇÃO
De acordo com Lucena et al. (2014) a incorporação de polímeros como componentes de fluidos de perfuração figura atualmente como uma das principais alternativas para adequação das propriedades que o fluido deve apresentar na atividade de perfuração de poços de pe-tróleo. De fato, o uso de polímeros para este fim iniciou--se por volta de 1930, e estudos vêm sendo realizados objetivando obter adequação das propriedades sobre fluidos a base de água e argila por meio da adição de adi-tivos poliméricos (PEREIRA,2006).
Devido ao grande número de variáveis envolvidas, o comportamento de fluidos de perfuração em aplicações específicas como altas temperaturas e altas profundida-des, particularmente, aqueles à base de água, é impre-visível e, de fato ainda não totalmente compreendido. Porém, a existência de uma vasta quantidade de aditi-vos torna possível o aprimoramento das formulações e mesmo diferenças muito pequenas na composição dos fluidos podem ocasionar diferenças consideráveis no comportamento dos mesmos, de modo que é necessário testar cada fluido individualmente, a fim de obter dados confiáveis (LEITE et al., 2013).
Os fluidos de perfuração apresentam várias proprieda-des físico-químicas que devem ser levadas em considera-ção durante sua aplicação, podendo-se destacar os parâ-metros reológicos que influenciam diretamente no cálculo das perdas de carga nas tubulações e na limpeza do poço. No campo, as propriedades reológicas de interesse, que se encontram vinculadas ao desempenho do fluido são: vis-cosidade aparente, viscosidade plástica e limite de escoa-mento (LUCENA et al., 2010; FARIAS et al., 2009).
As soluções poliméricas colocam-se como alternativa para contornar alguns desafios impostos pelo processo de explotação do petróleo, mais notadamente as etapas de perfuração do poço. Como já se sabe, a aditivação po-limérica dos fluidos se tornou uma prática comum e den-tre os aditivos mais usados, destacam-se o carboximetil-celulose (CMC) e a goma xantana, que dependendo das suas características, desempenham diferentes funções e são adicionados individualmente e em variadas concen-trações (BARBOSA et al., 2007a; HAMED; BELHADRI, 2009).
O CMC é um derivado da celulose e diferentes prepa-
rações geram polímeros com diferentes graus de substi-tuição, seu uso reduz as perdas por filtração das forma-ções geológicas que estão sendo perfuradas. A redução de filtrado e da espessura do reboco com o uso do CMC é alcançada através da formação de uma película polimé-rica ao redor das partículas de argila, estabilizando-as e mantendo-as dispersas no meio líquido (ALVAREZ-LO-RENZO et al., 2011).
Outro polímero bastante utilizado em fluidos de perfuração como já citado é a goma xantana. Segundo Brandão (2016) a goma xantana é um exopolissacarídeo sintetizado por bactérias Xanthomonas e de extrema importância no aspecto comercial devido por sofrerem pouca interferência por mudanças de pH, temperatura e força iônica do meio que os demais polímeros, o que o caracteriza como um aditivo eficaz nas aplicações em fluidos de perfuração e por isto, amplamente utilizado. Segundo Luz (2014) este aditivo promove ao fluido uma alta viscosidade mesmo em baixas concentrações.
O desempenho adequado de um fluido de perfuração é diretamente dependente das suas propriedades reoló-gicas e de filtração (viscosidades, limite de escoamento e controle de filtrado) e da sua lubricidade. Sabendo disto, pode-se constatar que a principal razão para utilização de compostos poliméricos é a possibilidade de combinar as propriedades de matérias primas com concentrações e características diferentes, visando obter um produto com propriedades adequadas, ou seja, usufruir os benefícios da mistura de polímeros, obtendo um composto que possibilite, por exemplo, o aumento das viscosidades aparente e plástica (BARBOSA et al., 2007b; LUVIELMO; SCAMPARINI, 2009).
Com isso, este trabalho objetiva estudar a influência da concentração dos modificadores reológicos: viscosi-ficante (goma xantana) e do redutor de filtrado (carbo-ximetilcelulose) nas propriedades reológicas de fluidos de perfuração poliméricos utilizando como ferramenta o planejamento experimental.
3 MATERIAIS E MÉTODOS
MateriaisPara a preparação dos fluidos de perfuração foram uti-
lizados os aditivos listados na Tabela 1.

Ano 5, n.1, p. 16-22, out.2016/mar.2017 ISSN 2316-6681 19
Aditivos Unidades Faixa de concentração
Anti-espumante gotas 6
Viscosificante (goma xantana) g/350mL* 0,75 a 1,5
Redutor de filtrado (carboximetilcelulose) g/350mL* 2,5 a 3,5
Controlador de pH g/350mL* 1,0
Inibidor de inchamento de argilas expansivas g/350mL* 16,0
Bactericida g* 0,7
Lubrificante g/350mL* 3
Selante g/350mL* 15,0
Tabela 1 – Aditivos e concentrações utilizadas nas formulações dos fluidos de perfuração.
* lb/bbl x 0, 00285301 = 1 g/mL
Planejamento fatorial
Para avaliar a influência das variáveis de entrada (vis-cosificante e redutor de filtrado) sobre as propriedades reológicas (viscosidades aparente e plástica, e limite de escoamento) e de filtração (volume de filtrado) de fluidos de perfuração, foi utilizado um planejamento fatorial do tipo 22 com três experimentos no ponto central, totali-zando 7 experimentos.
Os níveis das variáveis independentes utilizadas em ordem crescente (-1, 0, +1) foram: 0,75, 1,125 e 1,5 g/ 350 mL de água para o viscosificante (V), e 2,5, 3,0 e 3,5 g/ 350 mL de água para o redutor de filtrador de filtrado (R).
A regressão dos dados experimentais foi realizada uti-lizando o programa STATISTICATM (STATSOFT).
Preparação dos fluidos de perfuração
Os fluidos de perfuração foram preparados de acor-do com a prática de campo, que consiste em adicionar os aditivos, um a um, sob agitação a uma velocidade cons-tante de 13.000 rpm em agitador Hamilton Beach, mode-lo 936, obedecendo a ordem descrita na Tabela 1.
Os aditivos e as faixas de concentrações que foram uti-lizados no desenvolvimento das formulações dos fluidos inibidos também se encontram apresentados na Tabela 1.
Estudo reológico dos fluidos de perfuração
Após repouso de 24h, o fluido foi agitado durante 5min em agitador mecânico Hamilton Beach, modelo 936, na velocidade de 17.000 rpm. Após a agitação, o flui-do foi transferido para o recipiente do viscosímetro Fann
modelo 35A. O viscosímetro foi acionado na velocida-de de 600 rpm durante 2 min e efetuada a leitura. Logo após, a velocidade foi mudada para 300 rpm, efetuando a leitura após 15 s.
Com os dados das leituras obtidas no viscosímetro, foram calculadas as viscosidades aparente (VA) e plástica (VP) e o limite de escoamento (LE) segundo a norma da PETROBRAS EP-1EP-00011-A (2011).
A VA é o valor obtido na leitura a 600 rpm dividido por 2, dada em cP. A viscosidade plástica (VP) é a diferença das leituras obtidas a 600 rpm e a 300 rpm, dada também em cP e o LE é dado pela diferença entre o valor obtido na lei-tura a 300 rpm e a viscosidade plástica expresso em cP.
4 RESULTADOS E DISCUSSÃO
Realizando-se a análise do planejamento experimen-tal a partir dos diagramas dele extraídos para as proprie-dades reológicas (VA, VP e LE) e para o volume de filtrado (VF) dos fluidos de perfuração estudados, constatou-se que a variável viscosificante é estatisticamente signifi-cativa para todas as propriedades reológicas analisadas, comprovando sua atuação como modificador reológico na composição de fluidos de perfuração.
Nas Figuras 1 a), 1 b) e 1c) pode-se verificar a ação da goma xantana (viscosificante) e do CMC (redutor de filtrado) como modificadores reológicos a partir das su-perfícies de resposta das combinações entre variáveis es-tatisticamente significativas, utilizando-se dos modelos matemáticos codificados obtidos, para as propriedades VA, VP e LE, respectivamente.

20 Ano 5, n.1, p. 16-22, out.2016/mar.2017 ISSN 2316-6681
Tabela 1 – Superfícies de resposta para: (a) viscosidade aparente (VA), (b) viscosidade plástica (VP) e (c) limite de escoamento a partir da interação entre os aditivos viscosificante e redutor de filtrado para os fluidos estudados.
Observou-se a influência das variáveis independentes dos fluidos de perfuração sobre as propriedades reológi-cas e de filtração por meio da análise das superfícies de respostas obtidas para cada um desses parâmetros.
Foi observada significativa variação nos valores das propriedades reológicas. O fluido que possui em sua composição os maiores teores dos aditivos avaliados (1,5 g de viscosificante/ 350 mL de água e 3,5 g de redutor de filtrado / 350 mL de água) foi aquele que apresentou os maiores valores em relação às propriedades reológicas (VA, VP e LE) de acordo com o exposto nas superfícies de respostas observadas nas Figuras. 1 a), 1 b) e 1 c). Esse resultado pode indicar a ação de ambos aditivos como modificadores reológicos, pois, o aumento na con-centração dos aditivos para os fluidos preparados conduz ao aumento dos valores das propriedades reológicas. Os resultados obtidos em relação ao aumento das viscosida-des com a introdução da goma xantana está de acordo com o observado em estudo desenvolvido por Brandão (2016) que evidencia que composições com maior teor de aditivos viscosificantes promovem resultados reológicos
de maior valor, além disto os estudos da autora indica que o comportamento da variação da viscosidade apa-rente evidencia a pseudoplasticidade na goma xantana, isto é, a viscosidade aparente decresce com o aumento da taxa de cisalhamento.
Os valores das propriedades reológicas de viscosidade aparente (VA) e plástica (VP) apresentaram significativa variação com a mudança da concentração dos aditivos, como pode ser observado na Figura 1, na qual as maio-res concentrações dos aditivos propiciaram um aumento nos valores de tais propriedades. Esse comportamento em relação às concentrações de aditivos é esperado e de-corrente, como citado anteriormente da ação do viscosi-ficante, que é um aditivo que tem como principal função conferir viscosidade ao fluido.
Farias (2009) desenvolveu fluidos poliméricos com va-riação de concentração de viscosificante entre 0,75 g e 2,5 g de viscosificante/ 350 mL de água e concentração e re-dutor de filtrado entre 2,0 e 5,0 g de redutor de filtrado / 350 mL de água, e observou que os fluidos com os meno-res teores destes aditivos apresentaram comportamento

Ano 5, n.1, p. 16-22, out.2016/mar.2017 ISSN 2316-6681 21
REFERÊNCIAS
ALVAREZ-LORENZO, C.; DURO, R.; GÓMEZ-AMOZA, J. L.; MARTÍNEZ-PACHECO, R.; SOUTO, C.; CONCHEIRO, A., Influence of polymer structure on the rheological behavior of hydroxypropylmethylcellulose –sodium carboxymethylcellulose dispersions, Journal Colloid and Polymer Science, v. 11, p. 1045-1057, 2011.
API, Norma API Recommended Practice 13B-1, novembro, 2003.
BARBOSA, M. I. R.; AMORIM, L. V.; FERREIRA, H. C., Compostos poliméricos como aditivos de argilas bentoníticas, Revista Cerâmica, v. 53, p. 354-360, 2007a.
BARBOSA, M. I. R.; AMORIM, L.V.; BARBOZA, K. R. A.; FERREIRA, H. C., Desenvolvimento de compósitos bentonita/polímeros para aplicação em fluidos de perfuração - Parte 1, Revista Matéria, v. 12, p. 367-372, 2007b.
reológico abaixo da faixa estabelecida pelo padrão, assim como também os fluidos com os maiores teores de ambos os aditivos apresentaram viscosidade bem mais elevadas que as obtidas para o fluido padrão. Tal resultado está coe-rente ao obtido no presente estudo nos quais se observou que baixos teores dos aditivos poliméricos não são sufi-cientes para obter as propriedades reológicas necessárias para o bom desempenho do fluido de perfuração, o mes-mo ocorre para uma elevada aditivação.
O aumento no teor de redutor de filtrado promoveu em geral, aumento significativo nos valores das proprie-dades reológicas. Este resultado está de acordo com o obtido por Luz (2014) que estudou o efeito da Adição da CMC em fluidos de perfuração de base aquosa conten-do goma xantana e constatou a clara a contribuição da adição de CMC na viscosidade dos fluidos, com relação àqueles que possuem apenas goma de xantana.
A elevação das propriedades reológicas pode ser jus-tificado pela composição do redutor de filtrado, que é composto por um polímero à base de celulose, o carbo-ximetilcelulose (CMC) de baixa viscosidade, e, segundo o fabricante, foi produzido com uma celulose de tamanho de cadeia maior que o da celulose tradicionalmente utili-zada no preparo destes aditivos. Em maiores concentra-ções, como a de 3,5g/ 350 mL de água, o aditivo passa a agir como viscosificante, justificando os altos valores observados das propriedades reológicas. Deste modo, pode-se afirmar que este comportamento de aumento dos valores da VA e VP se deve a efetiva atuação dos adi-tivos em suas respectivas funções, aliada ação secundária do CMC como viscosificante.
A partir da análise da superfície de resposta obtida para o limite de escoamento observa-se que esta proprie-dade segue a mesma tendência das demais propriedades reológicas, apresentando um aumento com o respectivo aumento da concentração dos aditivos analisados, ou
seja, o viscosificante e o redutor de filtrado. O limite de escoamento se trata da força mínima necessária para que um fluido inicie seu escoamento, ou seja, a força neces-sária para romper as ligações eletrostáticas, e uma maior concentração de aditivos implica em uma maior quanti-dade de ligações a serem rompidas.
Em resumo, as análises das superfícies de resposta evidenciaram que o aumento no teor dos aditivos estu-dados (goma xantana e CMC) presentes nas formulações dos fluidos apresentou influência em relação às proprie-dades reológicas dos fluidos, podendo-se assim consta-tar que os mesmos atuam como modificadores reológi-cos nos fluidos de perfuração alterando efetivamente os valores das propriedades mesmo em pequenas variações de concentração.
5 CONCLUSÕES
Após utilizar o planejamento experimental para es-tudar a influência dos polímeros goma xantana e CMC como modificadores reológicos em fluidos de perfuração de poços de petróleo, conclui-se que:• o viscosificante (goma xantana) é uma variável inde-
pendente estatisticamente significativa ao nível de 95,0 % de confiança para todas as propriedades anali-sadas (VA, VP, LE e VF);
• o estudo dos fluidos por meio das superfícies de res-posta apontou que quanto maior a concentração de aditivos (viscosificante e redutor de filtrado) nos flui-dos maiores são os valores das propriedades reológi-cas (VA, VP e LE) e,
• é possível afirmar que os aditivos goma xantana (vis-cosificante) e CMC (redutor de filtrado) como compo-nentes de fluidos de perfuração atuam como modi-ficadores reológicos, alterando as propriedades por meio da variação de suas concentrações.

22 Ano 5, n.1, p. 16-22, out.2016/mar.2017 ISSN 2316-6681
BRANDÃO, L. V., Goma xantana obtida por fermentação da glicerina bruta residual do biodiesel: produção, caracterização e aplicação para fluido de perfuração de poços de petróleo. 185f. Tese (Doutorado). Universidade Federal da Bahia, Escola Politécnica, Salvador/BA, 2016.
FARIAS, K. V.; AMORIM, L. V.; LIRA, H. L., Desenvolvimento de fluidos aquosos para aplicação em perfuração de poços de petróleo – Parte I. Revista Eletrônica de Materiais e Processos. , v. 4.1, p. 14-25, 2009.
HAMED, S. B.; BELHADRI, M., Rheological properties of biopolymers drilling fluids. Journal of Petroleum Science and. Engineering, Journal of Petroleum Science and Engineering., v. 67, p. 84-90, 2009.
LEITE, R. S.; NASCIMENTO, R. C. A., AMORIM, L. V., Influência do envelhecimento térmico nas propriedades de prisão diferencial de fluidos argilosos. Tecnologia em Metalurgia, Materiais e Mineração (Impresso e Online), v. 10, p. 239-248, 2013.
LUCENA, D.V.; AMORIM, L.V.; LIRA, H.L., Efeitos de aditivos poliméricos nas propriedades reológicas e de filtração de fluidos de perfuração. Tecnologia em Metalurgia, Materiais e Mineração (Impresso e Online), v. 11, p. 66-73, 2014.
______. Aplicação do planejamento experimental no estudo de fluidos inibidos isentos de cloro: Parte I, Revista Eletrônica de Materiais e Processos, v. 5.3, p. 42-49, 2010.
LUVIELMO, M. M.; SCAMPARINI, A. R. P., Goma xantana: produção, recuperação, propriedades e aplicação, Revista Estudos tecnológicos, v. 5, p.50- 67, 2009.
LUZ, R. C. S, da., Fluidos de perfuração aquosos: a contribuição da goma xantana e da carboximetilcelulose no controle de filtrado. 61 f., Dissertação (Mestrado em Química), Universidade Federal do Rio Grande do Norte Natal/RN, 2014.
PEREIRA, E., Química dos Polímeros e Aplicações – Partes I, II, III e IV, Disponível em: www.systemmud.com.br, Acesso em: janeiro, 2006.
STATSOFT, Inc. STATISTICA for Windows, version 5.0, 2000, 1 CD.

Ano 5, n.1, p. 23-31, out.2016/mar.2017 ISSN 2316-6681 23
USO DE ARGILA ATIVADA COMO CATALISADOR EM REAÇÃO DE ESTERIFICAÇÃO
USE OF ACTIVATED CLAY AS CATALYST IN ESTERIFICATION REACTION
PALLOMA MARTINS DUARTEGraduanda em Engenharia Química. Unidade Acadêmica de Engenharia Química. Universidade Federal de Campina Grande. E-mail: [email protected]
ADALÍCIO UZÊDA ANTUNES JÚNIORMestrando em Engenharia Química. Unidade Acadêmica de Engenharia Química. Universidade Federal de Campina Grande. E-mail: [email protected]
HENRYLI ALECRIM SOBREIRAGraduando em Engenharia Química. Unidade Acadêmica de Engenharia Química. Universidade Federal de Campina Grande. E-mail: [email protected]
MARIA WILMA NUNES CORDEIRO CARVALHODoutora em Engenharia Química (UFSCAR). Unidade Acadêmica de Engenharia Química. Professora na Universidade Federal de Campina Grande. E-mail: [email protected]
KLEBERSON RICARDO DE OLIVEIRA PEREIRADoutor em Engenharia Metalúrgica e de Materiais. Unidade Acadêmica de Engenharia de Materiais. Pesquisador na Universidade Federal de Campina Grande. E-mail: [email protected]

24 Ano 5, n.1, p. 23-31, out.2016/mar.2017 ISSN 2316-6681
Envio em: Abril de 2016Aceite em: Maio de 2016
RESUMOO biodiesel apresenta-se como uma promissora alternativa entre as fontes de energia renováveis e destaca-se pelas diversas vantagens frente aos combustíveis fósseis. Com intuito de viabilizar a produção do biocombustível, surgem pesquisas em busca de novos materiais catalíticos a serem utilizados no processo reacional. Este trabalho visa desenvolver catalisadores a partir de argila ativada, na presença de ácidos inorgânicos, para uso na obtenção de biodiesel. A ativação foi realizada com ácidos clorídrico e sulfúrico sob diferentes condições de tempo (1 h, 2 h e 3 h). Utilizou-se a rota etílica para o processo reacional e foi avaliado o catalisador com melhor desempenho, e a partir deste aplicou-se planejamento experimental para analisar a influência das variáveis temperatura, razão molar óleo: álcool e quantidade de catalisador na conversão da reação. Verificou-se que a ativação ácida nas condições utilizadas manteve a estrutura da argila e que a amostra ativada com ácido sulfúrico com tempo de 3h apresentou melhor desempenho. No planejamento experimental verificou-se que a temperatura foi a variável de maior influência e que a conversão máxima obtida foi de 71 %.
Palavras-chave: Argila. Bentonite. Ativação ácida. Biodiesel.
ABSTRACTBiodiesel appears as a promising alternative among renewable energy sources and stands out for several advantages over fossil fuels. In order to enable the production of biofuel, arise research looking for new catalytic materials to be used in the reaction process. This paper aims to develop catalysts from activated clay, in the presence of inorganic acids, for use in the biodiesel production. Activation has been performed with hydrochloric and sulfuric acids under different conditions of time (1 h, 2 h and 3 h). It was used the ethyl route for the reaction process and it has been examined the catalyst with the best performance, and applied experimental design to analyze the influence of the temperature, molar ratio of oil: alcohol and amount of catalyst variables in the reaction conversion. It was found that the acid activation under the conditions used promoted maintenance of the clay structure and the sample activated with sulfuric acid by 3 h showed the best response. In the experimental design, it was found that the temperature has the biggest influence variable and the maximum conversion obtained was 71%.
Keywords: Clay. Bentonite. Acid activation. Biodiesel.

Ano 5, n.1, p. 23-31, out.2016/mar.2017 ISSN 2316-6681 25
1 - INTRODUÇÃO
Intensificaram-se os estudos sobre a utilização de fontes de energia renováveis que venham a contribuir para a sustentabilidade e substituição das reservas es-gotáveis de combustíveis fósseis. Dentre elas, o bio-diesel se destaca por apresentar-se como potencial promissor em relação aos combustíveis de origem fóssil (BASHA et al., 2009; FAUZI et al., 2014).
A maior parte do biodiesel produzido no Brasil é sintetizado por meio de rota homogênea, aplicando-se catalisadores alcalinos. No entanto, esse processo tem algumas desvantagens, tais como: geração de sabão ao final da reação, dificuldade de remoção dos catalisadores e a impossibilidade de reuso e geração de grande quantidade de rejeito (VICENTE et al., 2004; FUKUDA et al., 2001).
Como alternativa para minimizar estes problemas, há o desenvolvimento de catalisadores heterogêneos para produção de biodiesel. Dentre as vantagens da rota heterogênea, pode-se destacar: facilidade de sepa-ração e purificação do biocombustível do meio reacio-nal; recuperação do catalisador, reutilização do catali-sador heterogêneo e o fato de não produzir sabão. Em relação a catalisadores heterogêneos, as argilas mere-cem destaque por serem encontradas com facilidade na natureza, produto pouco oneroso, facilidade de recu-peração e reutilização, serem facilmente manipuláveis, dentre outras características.
Argila é uma rocha constituída essencialmente por um grupo de minerais que recebem o nome de argilo-minerais. As argilominerais são silicatos de Al, Fe e Mg hidratados, com estruturas cristalinas em camadas, constituídos por folhas contínuas de tetraedros de SiO4 ordenados de forma hexagonal, condensados com fol-has octaédricas de hidróxidos de metais tri e divalentes (GRIM, 1968; SANTOS, 1975).
A estrutura cristalina original dos argilominerais pode ser alterada de forma controlada através de di-versos tratamentos. Dentre os mais utilizados tem-se o tratamento com ácidos inorgânicos. Ativação ácida é um tratamento químico dado a alguns tipos de ar-gilas e é considerado um dos processos mais efetivos para produzir materiais ativos para adsorção e catálise (RODRIGUES et al., 2006). Este tratamento provoca as seguintes mudanças morfológicas na estrutura crista-lina das argilas: os extremos e as arestas das camadas 2:1 lamelares dos cristais desorientam-se, separam-se e ficam como em um leque aberto; entretanto, o centro do cristal não se altera e mantém a distância interplanar original. Os cátions trocáveis originais são substituídos por Al3+ e H+ hidratados, além disso, há o aumento da área superficial dos poros e também do volume interno
deles, deixando-os mais acessíveis a líquidos e gases (COELHO et al., 2007).
A maioria dos trabalhos da literatura utiliza Esmecti-ta ativada com ácido clorídrico ou sulfúrico. As variáveis envolvidas no tratamento geralmente são: tipo e con-centração do ácido utilizado, tempo e temperatura nas etapas de tratamento secagem do catalisador (DIDI, et al., 2009; FOLETTO et al., 2013; D'AMICO et al., 2014; PAWAR et al., 2016).
Portanto, a proposta deste estudo foi desenvolver catalisadores a base de argila natural tratada com áci-dos inorgânicos e utilizá-los como catalisador em rea-ção de esterificação. Adicionalmente, fez-se a avaliação dos catalisadores utilizados no processo de síntese de biodiesel e a partir do melhor desempenho dentre os materiais, aplicou-se planejamento experimental avali-ando a temperatura, razão molar óleo: álcool e percen-tual de catalisador no processo reacional.
2 MATERIAL E MÉTODOS
2.1 ATIVAÇÃO ÁCIDA
A argila utilizada neste trabalho é oriunda da cidade de Boa Vista – PB e foi ativada quimicamente para uso como catalisador em reação de esterificação. A metodo-logia de ativação foi baseada nos estudos desenvolvi-dos por Pereira (2008) e efetuada com os ácidos clorí-drico (HCl) e sulfúrico (H2SO4). Inicialmente procedeu-se a mistura de 10 g material argiloso e 100 mL de solução ácida com concentração de 6 mol.L-1. Após esta etapa, a mistura foi colocada em estufa a 90 °C em tempos de 1 hora, 2 horas e 3 horas. Após o período as amostras foram filtradas à vácuo e lavadas com água destilada. O material obtido foi seco em estufa a 60 °C por 24 horas. Ao fim, os materiais foram desagregados manualmente em almofariz e peneirados em peneira com abertura 0,075 mm (200 mesh) e caracterizados por difração de Raios-X, utilizando-se difratômetro Shimadzu, modelo XRD 600, com fonte de radiação CuKα e varredura 2θ de 2 a 30°, tensão de 40 KV e corrente de 30 mA.
2.2 REAÇÃO DE ESTERIFICAÇÃO
A reação foi conduzida de acordo com metodologia de Cardoso (2008) e Chung e Park (2009), a qual faz uso de uma mistura de ácido oleico e óleo de soja, através da rota etílica.
Utilizou-se autoclaves como reatores para o processo reacional, que ainda se caracteriza por ser estático e de pressão autógena. Houve, inicialmente, a mistura dos reagentes (fonte oleaginosa, álcool e catalisador), e, após agitação, as autoclaves foram colocadas em estufa

26 Ano 5, n.1, p. 23-31, out.2016/mar.2017 ISSN 2316-6681
Conv (%) = x100IAi – IAf
IAi
(1)
à temperatura de 180 °C por 3 horas. Após o término da reação, as autoclaves foram retiradas e fez-se a separa-ção dos produtos gerados por decantação.
Com o intuito de avaliar a conversão em biodiesel,
calculou-se este valor de acordo com a Equação 1 pro-posta por Marchetti e Errazu (2008). Para a determina-ção do índice de acidez utilizou-se metodologia pro-posta por Brasil (2005).
Em que: IAi – índice de acidez inicial; IAf - índice de aci-dez final e Conv - percentual de conversão em biodiesel.
2.3 PLANEJAMENTO EXPERIMENTAL
Após a realização da reação de esterificação foi sele-cionada aquela amostra com melhor desempenho no processo. Posteriormente, utilizou-se um planejamento experimental 2³ com delineamento composto central rotacional com três variáveis de entrada: temperatura, razão molar óleo: álcool e percentual de catalisador. No
total, foram realizados 11 ensaios, sendo 8 experimentos e 3 pontos centrais.
3 RESULTADOS E DISCUSSÃO
3.1 CARACTERIZAÇÃO DA ARGILA NATURAL E ATIVADA
Nas Figuras 1(a) e 1(b) são apresentadas as curvas de di-fração de Raios-X da argila natural e ativadas com os ácidos clorídrico e ácido sulfúrico com tempos de 1 h, 2 h e 3 h.
Figura 1 – Curvas de difração de Raios-X da argila natural e ativada com ácido clorídrico (a) e com ácido sulfúrico (b).
Observando-se as curvas de difração apresentadas na Figura 1, verifica-se que as amostras tratadas não apre-sentaram diferenças significativas em relação à argila na-tural, tanto para as ativadas com HCl como H2SO4, man-tendo-se os picos característicos da esmectita.
Verifica-se que todas as amostras apresentam picos correspondentes à distância interlamelar (d001) a aproxi-madamente 1,4 nm. Ainda há a presença de outros picos referentes ao argilomineral esmectítico nas faixas de 2θ (20-23) e referentes ao quartzo nas faixas de 2θ (26-28). De acordo com Santos (1975), os picos identificados nas curvas de difração de Raios-X são referentes à esmectita.
A amostra natural apresentou d001 de 1,58 nm, se-gundo Gomes (1988), este pico é característico do argi-lomineral esmectítico e se encontra dentro da faixa apre-sentada por estes argilominerais. Em relação as amostras ativadas, tanto com ácido clorídrico quanto sulfúrico, e independente do tempo utilizado para ativação, a d001 nestas apresentou valores próximos ao da argila natu-ral, o que indica que o tratamento não causou danos substanciais a estrutura da amostra, pois de acordo com Valenzuela-Díaz e Santos (2001), caso o tratamento fosse severo, a intensidade do pico característico diminui, fato provocado pela alteração da estrutura cristalina e segui-

Ano 5, n.1, p. 23-31, out.2016/mar.2017 ISSN 2316-6681 27
Figura 2 – Desempenho dos catalisadores no processo reacional para conversão em biodiesel.
do pela dissolução das folhas octaédricas e tetraédricas.Seguem apresentados, na Figura 2, os resultados re-
ferentes à avaliação da conversão em biodiesel para to-dos os materiais sintetizados. Percebe-se que o melhor
desempenho foi atribuído à amostra de argila acidificada com ácido sulfúrico e com maior tempo de exposição. Este material foi o catalisador selecionado para aplicação do planejamento experimental.
Além disso, verifica-se que a não utilização de cata-lisador já é capaz de produzir biodiesel devido à acidez conferida nos reagentes, embora com conversões baixas. A argila natural apresentou resultados melhores do que todas as amostras acidificadas com ácido clorídrico, de-monstrando assim que o uso deste ácido não se mostrou eficiente neste processo reacional. Adicionalmente, à me-dida que se elevou o tempo de exposição à acidificação, melhor desempenho foi obtido.
3.2 PLANEJAMENTO EXPERIMENTAL
Na Tabela 1 são apresentados os níveis para cada va-riável avaliada e resultados de conversão obtidos na rea-ção de esterificação conforme o planejamento fatorial 23 para o catalisador argiloso acidificado com ácido sulfúri-co com tempo de 3 horas.
1
2
3
4
5
6
7
8
9
10
11
140
140
140
140
180
180
180
180
160
160
160
3,0
3,0
9,0
9,0
3,0
3,0
9,0
9,0
6,0
6,0
6,0
1
3
1
3
1
3
1
3
2
2
2
31,33
52,87
27,73
31,91
50,32
70,91
43,37
63,57
40,40
42,53
41,60
Tabela 1 – Resultados de conversão obtidos na reação de esterificação.
Experimento Temperatura (°C)
Razão molar óleo: álcool
Catalisador (%)
Conversão(%)

28 Ano 5, n.1, p. 23-31, out.2016/mar.2017 ISSN 2316-6681
Tabela 2 – Resultados da ANOVA para o modelo matemático obtido para a conversão na reação de esterificação do óleo de soja.
FV SQ GL QM Fcal Ftab Fcal/Ftab R2
Regressão 1711,51 6,0 285,25 13,77 6,16 2,24 0,95
Resíduo 82,88 4,0 20,72
FA 55,52 2,0 27,76 2,03
Erro puro 27,36 2,0 13,68
Total 1794,39
FA – falta de ajuste; SQ – soma dos quadrados; FV – fontes de variação; GL – grau de liberdade; QM – quadrado médio.
Destaca-se que a maior conversão, valor aproxima-do de 71 %, foi obtida para maiores níveis de tempe-ratura reacional e percentual de catalisador e menor nível para a razão óleo: álcool. Além disso, conversões próximas a 41 % foram obtidas para os testes reacio-nais nos pontos centrais.
A partir dos resultados apresentados na Tabela 1, foi
realizada uma análise estatística para verificar a influência das variáveis de entrada (temperatura, razão molar óleo: álcool e porcentagem de catalisador) nos valores de con-versão obtidos na reação de esterificação. Nesta análise, foi utilizado o intervalo de confiança de 95%. Na Figura 3 é apresentado o diagrama de Pareto referente à análise estatística dos dados da reação.
Figura 3 – Diagrama de Pareto para o efeito das variáveis independentes sobre a conversão obtida na reação de esterificação.
A partir da análise do diagrama de Pareto verifica-se que as variáveis independentes temperatura e porcen-tagem de catalisador foram estatisticamente significa-tivas no intervalo de confiança estudado. No entanto, a variável razão molar óleo:álcool e a interação entre as variáveis não foram estatisticamente significativas no mesmo intervalo.
Além disso, observa-se que a temperatura e a porcen-tagem de catalisador apresentaram efeito positivo, o que significa que quanto maior o valor dessas variáveis maior o valor de conversão na reação de esterificação. Dentre as duas variáveis significativas, a temperatura foi a variável de maior influência no estudo realizado. A variável razão molar, por sua vez, não se confirmou significativa para o planejamento experimental.
Na literatura existem trabalhos que afirmam que, assim
como demonstrado anteriormente, a temperatura é a va-riável de maior influência positiva na conversão quando realizada através da reação de esterificação etílica, dentre eles pode-se citar os estudos desenvolvidos por Cardoso (2008), que realizou a esterificação etílica do ácido oleico com o catalisador cloreto de estanho bihidratado, e Silva (2011), que aplicou catalisadores 3%MoO3-MCM-41 na re-ação de esterificação etílica do óleo de algodão.
Na Tabela 2 está apresentada a análise de variância (ANOVA) para o modelo matemático da conversão. Ana-lisando-se estes dados, se observa que os resultados de conversão são significativos estatisticamente. Isso é com-provado através do valor de R2 que foi de 0,95. Sendo o valor de Fcal superior 2,24 vezes ao Ftab, observa-se que o modelo foi estatisticamente significativo para o nível de confiança de 95 %.

Ano 5, n.1, p. 23-31, out.2016/mar.2017 ISSN 2316-6681 29
Figura 4 – Gráfico dos valores previstos versus os valores observados experimentalmente.
O modelo do processo obtido para a reação de esteri-ficação é apresentado na Equação 2, se caracteriza como
sendo de 1a ordem e representa o comportamento das regressões dos dados experimentais para a conversão.
Conv (%) = 45,68 + 10,54 x T + 8,31 x Cat (2)
Em que: Conv (%) - Percentual de conversão; T - Tem-peratura; Cat - Percentual de catalisador.
Na Figura 4 está representado o comportamento dos valores previstos e os valores observados experimental-mente da conversão na reação de esterificação de óleo
de soja. Observa-se que os valores estão bem distribuí-dos ao longo da reta, comprovando que o modelo ma-temático obtido representa bem comportamento dos valores experimentais realizados durante a reação de es-terificação do óleo de soja.
Na Figura 5 encontram-se as curvas de nível para o modelo matemático estudado referente a conversão na reação de esterificação de óleo de soja.

30 Ano 5, n.1, p. 23-31, out.2016/mar.2017 ISSN 2316-6681
REFERÊNCIAS
BASHA, S. A.; GOPAL, K. R.; JEBARAJ, S., A review on biodiesel production, combustion, emissions and performance, Renewable and Sustainable Energy Reviews, v. 13, p. 1628-1634, 2009.
BRASIL. Ministério da Saúde. Agência Nacional de Vigilância Sanitária. Métodos Físico-Químicos para Análises de Alimentos. Brasília: Ministério da Saúde, p. 1018. 2005.
CARDOSO, A. L. Estudo cinético das reações de esterificação de ácidos graxos catalisadas por ácidos de Lewis e de Brönsted para produção de biodiesel. Dissertação (Mestrado)- Universidade Federal de Viçosa, Viçosa-MG, p. 129, 2008.
CHUNG, K. H.; PARK, B. G., Esterification of oleic acid in soybean oil in zeolite catalyst with different acidity, Journal of Industrial and Engineering Chemistry, v. 15, p. 388-392, 2009.
COELHO, A. C. V.; SANTOS, P. S.; SANTOS, H. S., Argilas especiais: o que são, caracterização e propriedades, Química Nova, v. 30, n. 1, p. 146-152, 2007.
D'AMICO, D. A.; OLLIER, R. P.; ALVAREZ, V. A.; SCHROEDER, W. F.; CYRAS, V. P., Modification of bentonite by combination of reactions of acid-activation, silylation and ionic exchange, Applied Clay Science, v. 99, p. 254-260, 2014.
DIDI, M. A.; MAKHOUKHI, B.; AZZOUZ, A.; VILLEMIN, D., Colza oil bleaching through optimized acid activation of bentonite. A comparative study, Applied Clay Science, v. 42, n. 3-4, p. 336-344, 2009.
FAUZI, A. H. M.; AMIN, N. A. S.; MAT, R., Esterification of oleic acid to biodiesel using magnetic ionic liquid: Multi-objective optimization and kinetic study, Applied Energy, v. 114, p. 809-818, 2014.
FOLETTO, E. L.; PAZ, D. S.; GÜNDEL, A., Acid-activation assisted by microwave of a Brazilian bentonite and its activity in the bleaching of soybean oil, Applied Clay Science, v. 83-84, p. 63-67, 2013.
FUKUDA, H.; KONDO, A.; NODA, H., Biodiesel fuel production by transesterification of oils, Journal of Bioscience and Bioengineering, v. 92, p. 405-416, 2001.
Na Figura 5, “C” refere-se ao percentual de catalisador e “R” refere-se à razão molar óleo: álcool. Estas curvas de nível foram obtidas fixando-se a temperatura em 180 0C, na qual foram obtidos os maiores valores de conversão. Verifica-se que na razão molar 3,0 e percentual de catali-sador 3 % foram obtidos valores de conversão. Fixando--se a maior temperatura operacional, à medida que ocor-re o aumento do percentual de catalisador e redução da razão óleo: álcool, maiores foram os valores obtidos para a conversão em biodiesel.
4 CONCLUSÃO
Verificou-se que a ativação ácida, independente do ácido utilizado, não foi um tratamento severo a estrutu-ra cristalina da argila esmectita nas condições utilizadas, comprovado pelas curvas de difração de Raios-X. A argila
acidificada com ácido sulfúrico com maior tempo de ex-posição apresentou melhor desempenho na conversão em biodiesel.
Através do planejamento experimental comprovou-se que na esterificação etílica do óleo de soja, a temperatura reacional e o percentual de catalisador foram as variáveis influenciáveis e que a primeira foi a mais significativa. A maior conversão alcançada foi obtida ao utilizar os níveis superiores das variáveis estatisticamente significativas com valor próximo a 71 %.
5 AGRADECIMENTOS
A PROPEX/PIBIC/UFCG, ao CNPq pela bolsa concedida, aos professores Carlos Heber Ferreira e Gelmires Neves de Araújo do Laboratório de Caracterização da UAEMa/UFCG pela caracterização das amostras.

Ano 5, n.1, p. 23-31, out.2016/mar.2017 ISSN 2316-6681 31
GOMES, C. F., Argilas: o que são e para que servem, 1ed. Fundação Calouste Gulbenkian, Lisboa, p. 457, 1988.
GRIM, R. E. Clay Mineralogy. McGraw-Hill, New York, USA, 596 p., 1968.
MARCHETTI, J. M.; ERRAZU, A. F., Comparison of different heterogeneous catalysts and different alcohols for the esterification reaction of oleic acid, Fuel, v. 87, p. 3477-3480, 2008.
PAWAR, R. R.; LALHMUNSIAMA; BAJAJ, H. C.; LEE, S.-M., Activated bentonite as a low-cost adsorbent for the removal of Cu(II) and Pb(II) from aqueous solutions: Batch and column studies, Journal of Industrial and Engineering Chemistry, v. 3-4, p. 213-223, 2016.
PEREIRA, K. R. O., Estudo, em escala de laboratório, do uso de argilas do tipo bofe na obtenção de argilas organofílicas e ativadas. Tese (Doutorado)- Pós-Graduação em Engenharia Metalúrgica e de Materiais, Escola Politécnica da Universidade de São Paulo, São Paulo-SP, 2008.
RODRIGUES, M. G. F.; PEREIRA, K. R. O.; VALENZUELA DIAZ, F. R., Obtenção e caracterização de materiais argilosos quimicamente ativados para utilização em catálise. Cerâmica, v. 52, p. 260- 263, 2006.
SANTOS, P. S., Tecnologia das argilas, aplicada as argilas brasileiras. Ed. Edgard Blücher Ltda., São Paulo-SP, v. 1, p. 340, 1975.
SILVA, A. S., Avaliação de catalisadores de NiO e MoO3, suportados em MCM-41, na obtenção de biodiesel de óleo de algodão. Tese de Doutorado, Centro de Ciência e Tecnologia, Universidade Federal de Campina Grande-PB, 2011.
VALENZUELA-DÍAZ, F. R.; SANTOS, P. S., Studies on the acid activation of Brazilian smectitic clays. Química Nova, v. 24, n.º 3, p. 345-353, 2001.
VICENTE, G.; MARTÍNEZ, M.; ARACIL, J. Integrated biodiesel production: a comparison of different homogeneous catalysts systems. Bioresource Technology, v. 92, p. 297-305, 2004.

32 Ano 5, n.1, p. 32-39, out.2016/mar.2017 ISSN 2316-6681
EFEITOS DE TEMPERATURA EM CONCRETO CONVENCIONAL E FABRICADO COM ADITIVO DE BORRA OLEOSA DE PETRÓLEO
MITIGATING MEASURES IN THE EVENT OF AN ACCIDENT WITH OIL RESIDUE OF OILY SLUDGE TYPE
RAFAELY ANGELICA FONSECA BANDEIRAMestre em Engenharia de Petróleo e Gás. Professora da Universidade Potiguar. E-mail: [email protected]
ANA CATARINA FERNANDES CORIOLANODoutora em Geologia. Professora da Universidade Potiguar. E-mail: [email protected]
ANTONIO DE SOUSA ARAÚJODoutor em Química. Professor da UFRN. E-mail: [email protected]
ALMIR MARIANO DE SOUSA JUNIORMestre em engenharia de petróleo e gás. Professor da UFERSA. E-mail: [email protected]

Ano 5, n.1, p. 32-39, out.2016/mar.2017 ISSN 2316-6681 33
Envio em: Julho de 2016Aceite em: Agosto de 2017
RESUMONo mundo a indústria petrolífera é uma geradora em potencial de resíduos provenientes de suas atividades, que se dispostos de forma inadequada podem causar prejuízos irreversíveis ao meio ambiente. Na busca de tecnologias alternativa para uso destes resíduos sólidos, foi verificada a aplicabilidade da borra oleosa na indústria da construção civil. Foi investigada, no uso de concreto de baixa resistência, na construção de estruturas de concreto, tais como, fundações, vigas, vergas, pilares e lajes em pequenas construções ou que necessitem de resistências inferiores a 40 MPa (Megapascal), ou até mesmo na fabricação de elementos estruturais de concreto dentro da própria indústria petrolífera. Esta pesquisa se deu através práticas experimentais, onde foi verificada através de duas amostras distintas de borra oleosa de petróleo, a possibilidade de aproveitamento da mesma na fabricação do concreto, utilizando concentrações a 1,7% sobre o volume total de concreto produzido, e a 3,0% em massa sobre o fator água cimento do segundo experimento. Foram realizados ensaios de resistência à compressão simples de corpos de provas, analisando a resistência à compressão simples de corpos de prova expostos a temperaturas extremas 100°C, 292°C e 400°C, corpos de prova curados em temperatura ambiente. Foi verificado que no concreto aditivado a 1,7%, apresentou resposta positiva quando exposto a temperaturas de 400°C.
Palavras-chave: Resistência a compressão. Concreto. Temperatura. .
ABSTRACTIn the world the oil industry is a potential generator of wastes from their activities, which if prepared improperly can cause irreversible damage to the environment. In search of alternative technologies for use of these solid wastes, it was verified the applicability of oily sludge in the construction industry. Was investigated, in the use of low-strength concrete in the construction of concrete structures such as foundations, beams, lintels, columns and slabs in small buildings or requiring lower resistances to 40 MPa (Megapascal), or even in the manufacture of concrete structural elements within the oil industry. This research through experimental practices, where was verified by two separate samples of oily sludge of oil, the possibility of use of the same in the manufacture of concrete, using the concentration 1.7% of the total volume of concrete produced, and 3.0% by mass on the water cement factor of the second experiment. Tests were carried out simple compressive strength of evidence, analyzing the simple compressive strength specimens exposed to extreme temperatures 100° C, 292° C and 400° C, specimens cured at room temperature. It was verified in the concrete additive to 1.7%, showed positive response when exposed to temperatures of 400° c.
Key-words: Resistance to compression. Concrete. Temperature.

34 Ano 5, n.1, p. 32-39, out.2016/mar.2017 ISSN 2316-6681
1 - INTRODUÇÃO
A indústria petrolífera e a indústria da construção civil remontam a tempos muito antigos, onde o asfalto era usado na antiga Babilônia, no Egito na construção de estradas e na edificação das pirâmides. Usado ainda como impermeabilizantes em países europeus e outras civilizações antigas também usavam petróleo para fins medicinais, lubrificação entre outros, enfatizando a im-portância deste produto no desenvolvimento das civili-zações desde os tempos mais remotos até os dias atuais (THOMAS, 2001).
No petróleo estão os hidrocarbonetos parafínicos nor-mais, hidrocarbonetos parafínicos ramificados, hidrocar-bonetos parafínicos cíclicos, hidrocarbonetos insatura-dos e hidrocarbonetos aromáticos (THOMAS, 2001).
A lei 9966/2000 preconiza que óleo é qualquer forma de hidrocarboneto (petróleo e seus derivados), inclu-indo óleo cru, óleo combustível, borra oleosa, resíduos de petróleo e produtos refinados; sendo assim, a borra oleosa de petróleo é um tipo de óleo constituído de me-tais pesados, óleos, águas e argila, onde as concentrações irão variar de amostra para amostra.
Paulino (2011) diz que uma das maiores preocu-pações em relação à gestão ambiental é o gerenciamen-to de resíduos, tanto pela normatização quanto pela leg-islação. Os resíduos são definidos como o resultado final do processo de produção. O destino de um dos resíduos, denominado de borra oleosa, resultante desse processo, é um desafio para a produção de petróleo, uma vez que contém metais pesados, óleo e outros poluentes.
Segundo Ribeiro et al (2012), substâncias químicas diferentes podem causar danos diferentes à saúde, que vão desde pequenas irritações nos olhos e na garganta até a dificuldade na respiração e morte;
Uma vez havendo derramamento destes resíduos químicos em solos ou mesmo em águas, terá que ser feito o tratamento de descontaminação, onde umas das alter-nativas viáveis pode ser a biorremediação ou a fitorreme-diação, ou ainda o recolhimento do solo contaminado para tratamento em local adequado, usando produtos químicos, realizando a lixiviação do solo ou ainda fazen-do a biorremediação nas pilhas, usando bactérias indíge-nas ou bactérias consumidoras de hidrocarbonetos. Já nas águas, pode-se usar coagulantes químicos, para fa-cilitar a retirada deste produto do meio contaminado, de forma que existem muitos estudos a cerca deste assunto e em busca de medidas alternativas para a solução deste problema.
O concreto é uma mistura homogênea de agregados graúdos, agregados miúdos, aglomerantes, água e aditi-vos. Existem diversos estudos no Brasil e no mundo, re-lacionando o uso de fibra de carbono no concreto com
as melhorias que este produto gera ao material. Sabendo que na composição na borra oleosa existem valores mui-to alto de carbono, é que faz-se interessante o estudo do incremento deste aditivo ao processo.
Para Relvas (2003), O uso de novos elementos para re-forços de estruturas de concreto armado que apresentam algum tipo de patologia é uma atividade cada vez mais intensa. As estruturas de concreto armado, como qual-quer outro material de construção civil, têm quando da sua idealização, a perspectiva de um determinado tempo de vida útil em função da finalidade e da forma de utiliza-ção. Entretanto dependendo das condições de utilização e também de uma manutenção preventiva, HPA (Hidro-carboneto Poli Aromáticos), em vigas vem tendo grande aplicação, principalmente pela facilidade de aplicação e bom desempenho, apesar de custo ainda significativo. Esta necessidade ocorre em geral pela alteração de uti-lização do sistema estrutural e com aumento no carrega-mento. Eventualmente erros de concepção da estrutura também podem levar a necessidade de reforços.
Para Mehta e Malhotra (1996), os principais efeitos benéficos alcançados com adições minerais ao concreto são no tocante ao aspecto ambiental, pois quando um resíduo industrial é adicionado, evita que o material seja lançado no ambiente sem nenhuma finalidade benéfica; econômico, pela substituição parcial do cimento, o que reduz o seu consumo e consequentemente, o custo do m³ do concreto.
Conforme Marcelli (2007), para se analisar o compor-tamento do concreto quando sujeito a elevadas temper-aturas, devemos inicialmente verificar o que ocorre com os seus diversos componentes: água, cimento, agrega-dos e armaduras.
A água contida no concreto se apresenta de três for-mas diferentes: Ligada quimicamente: que realizou hi-dratação dos constituintes anidros do cimento; ligada fisicamente: absorvida, água zeolítica e água de cristaliza-ção e no estado livre: que ocupa os poros. Para temper-aturas um pouco superiores a 100°C, ocorre evaporação da água livre e parte da água ligada fisicamente, o que implica uma retração da peça, ou seja, uma diminuição de volume que gera microfissuras; por outro lado, altera muito pouco a resistência mecânica do elemento estru-tural. Quando o concreto atinge temperaturas menores ou iguais a 300°C, não se altera a composição química dos constituintes, ocorrendo apenas a perda de água ligada fisicamente a ele.
Na busca de investigar o comportamento do concreto exposto a temperaturas extremas, é que foi viabilizado esse estudo. Onde se investigou a viabilidade técnica do uso da borra oleosa de petróleo para a fabricação de con-creto de baixa resistência, analisando a resistência a com-pressão simples do concreto aditivado com borra oleosa

Ano 5, n.1, p. 32-39, out.2016/mar.2017 ISSN 2316-6681 35
Tabela 1 – Traços de Concreto com cimento CP V ARI (Alta Resistência Inicial).
Traço em massa para 1 kg de cimento
Areia (kg) Pedra (kg) a/c (fator água cimento)
2,59 2,71 0,59
Fonte: Adaptada pelo autor de Barboza e Bastos, 2008.
em face do concreto fabricado sem o uso de aditivos. Se observou a resistência à compressão simples do concreto aditivado com borra oleosa e exposto a temperaturas de 100°C, 292°C e 400°C durante um determinado período de tempo, tomando como parâmetro a resistência obtida no concreto fabricado sem aditivo de petróleo.
METODOLOGIA DE TRABALHO
Foi realizado estudo de caso, onde foi verificada a alte-ração das propriedades do concreto aditivado com borra
oleosa em face ao concreto sem aditivo. Foram utilizadas duas amostras de borra oleosa de petróleo, denomina-das BO1 e BO4. Esse produto foi coletado na bacia po-tiguar no ano de 2014, oriundo do processo primário de diferentes separadores de água e óleo, e foi caracterizado por Lima, 2014.
Foi escolhido o traço do concreto a ser utilizado para moldagem dos corpos de prova, a partir do trabalho de Barboza e Bastos (2008), artigo intitulado traços de concreto para obras de pequeno porte. Este traço será demonstrado na tabela 1.
Barboza e Bastos (2008), no traço experimental da ta-bela 1 usou o aditivo plastificante da vedacit. O aditivo utilizado neste trabalho foi a borra de petróleo. As carac-terísticas do traço mencionadas na Tabela 1, que serviram como parâmetro para os nossos testes, atendem as edifi-cações de pequeno porte, até 3 pavimentos cujo carrega-mento necessite de resistência a compressão dentro das encontradas nos experimentos laboratoriais.
O material utilizado para confecção desse concreto foi o agregado graúdo - brita 1de granito, onde a dimensão má-xima característica é de 19mm, o agregado miúdo- areia, onde a areia usada foi a quartzosa grossa que apresenta 1,2mm de dimensão máxima característica e o aglomeran-te cimento foi o CP V ARI, que atende as NBR 5733 e 5737. A mistura foi feita numa betoneira de eixo inclinado, com capacidade de 145 litros. Primeiro foi misturada a brita 1 com a totalidade da água, por 30 s, em seguida por mais 30 s com o cimento, a areia foi adicionada aos poucos, sendo o concreto misturado por vinte minutos.
Foi realizado o teste de determinação da consistência do concreto fresco pelo abatimento do tronco de cone, embasada na NBR NM 67/ 96.
Foi medido o abatimento do concreto, determinando a diferença entre a altura do molde e a altura do eixo do corpo de prova, que corresponde a altura media do cor-po de prova desmoldado, aproximando os 5 mm mais próximos.
Conforme a NBR 5738/2015, moldagem e cura de corpos-de-prova cilíndrico ou prismático de concreto, os moldes cilíndricos devem ter altura igual ao dobro do di-
âmetro; sendo que o molde utilizado tem diâmetro de 10 cm e altura de 20 cm.
Conforme a NBR 5738, 2015, após a moldagem deve--se colocar os moldes sobre uma superfície horizontal rí-gida, livre de vibrações e de qualquer outra ação que pos-sa perturbar o concreto. Durante as primeiras 24 horas, os corpos de prova são armazenados em local protegido de intempéries. Após cumprido o período de cura inicial foram desmoldados os corpos de prova e colocados no tanque de cura
Antes de ser ensaiado o concreto, para resistência a compressão deve ser aplanada (retificada ou capeada) as faces, de forma que não fique falha na planicidade de modo a interferir na resistência potencial do concreto.
Foram confeccionados dois lotes de concreto usan-do a borra oleosa em proporções diferentes, onde estes foram testados no ensaio da resistência a compressão simples e foi feito uma interface entre o concreto confec-cionado sem aditivo de petróleo e o concreto aditivado com borra.
RESULTADOS E DISCUSSÕES
Serão considerados os resultados obtidos no traba-lho de Lima (2014), onde consta a composição da borra oleosa usada para a confecção do concreto. As amostras usadas para essa pesquisa foram a BO1 e BO4, onde a análise elementar destas serão apresentados nas tabelas 2 e 3 que servirão como base para a análise dos ensaios realizados no concreto.

36 Ano 5, n.1, p. 32-39, out.2016/mar.2017 ISSN 2316-6681
Tabela 2 – Análise elementar da parte inorgânica das borras oleosas.
Parâmetro BO1 (%) BO4 (%)
Cloro 1,74 0,91
Enxofre 4,24 0,41
Fonte: Lima, 2014- Adaptada pelo autor.
Baseado na tabela 2, e nos percentuais utilizados na fabricação de concreto, pode-se afirmar o seguinte:
Teor de cloro na BO1, 1,74%, esse valor quando incre-mentado no concreto a uma proporção de 1,7% do volume total do concreto fabricado, da aproximada-mente 0,000288% de cloro.
Teor de cloro na BO4, 0,91%, esse valor quando incre-mentado no concreto a uma proporção de 3,0% do fa-tor água cimento, da aproximadamente 0,00003,0%de cloro no concreto.
Teor de enxofre na BO1, 4,24%, esse valor quando in-
crementado no concreto a uma proporção de 1,7% do volume total do concreto fabricado, da aproximada-mente 0,0007% de enxofre no concreto.
Teor de enxofre na BO4, 0,41%, esse valor quando in-crementado no concreto a uma proporção de 3,0% do fator água cimento, da aproximadamente 0,000001% de enxofre no concreto.
Os valores analisados indicam que quando a borra oleosa é diluída no volume total de concreto produzi-do, só fica traços de cada elemento químico, o que leva a concluir que esses não podem ocasionar prejuízos ao desempenho do concreto.
Amostras % de Carbono % de Hidrogênio % de Nitrogênio % de Enxofre % de Oxigênio Relação C/H
BO1 87,07 11,12 0,22 *<LD 1,59 7,8
BO4 85,20 10,93 0,25 *<LD 3,62 7,8
Tabela 3 – Análise elementar da parte inorgânica das borras oleosas e resíduo de vácuo.
Fonte: Lima, 2014 - Adaptada pelo autor.
Na análise elementar da borra oleosa de petróleo, foi identificado alto teor de carbono, valores superiores a 85%, existente na borra oleosa de petróleo, sejam a BO1 ou a BO4. Esse fator influenciará beneficamente na pro-priedade do concreto endurecido, resistência a compres-
são do concreto.No gráfico 1 será verificada a resistência à compressão
simples, onde será realizado um comparativo entre concre-to aditivado com borra oleosa de petróleo, utilizando 1,7% de borra sobre o volume total e o concreto convencional.
Gráfico 1 – Resistência à compressão (comparativo entre concreto aditivado e concreto convencional).
Fonte: Autoria própria, 2015.

Ano 5, n.1, p. 32-39, out.2016/mar.2017 ISSN 2316-6681 37
Gráfico 2 – Resistência à compressão (comparativo entre concreto aditivado e concreto convencional).
Fonte: Autoria própria, 2015.
Apesar da perda de resistência do concreto aditi-vado, quando comparado ao concreto convencional, conforme pode ser verificada no gráfico 1, a resistência obtida ainda é indicada para construção de peças de concreto sem função estrutural em locais de edificações que recebam pequenas cargas ou que precisem resistir até aproximadamente 14 MPA; também é indicado para edificações que precisem receber temperaturas extre-
mas de até 400°C em curto espaço de tempo, ou tem-peraturas de aproximadamente 100°c em espaços de tempo maiores, conforme foi verificado e confirmado em ensaios laboratoriais.
No gráfico 2 será verificada a resistência à compressão simples, onde será realizado um comparativo entre con-creto aditivado com borra oleosa de petróleo, utilizando 3,0% de borra e o concreto convencional.
Conforme pode ser visualizado no gráfico 2, é possível verificar que esse traço formulado para concreto a ser aditi-vado com 3% de borra oleosa, é uma alternativa viável para edificações de pequeno porte, que não precisem sofrer efei-tos de temperaturas extremas superiores a 292°c, durante intervalos de tempo superiores a 3 horas. Considerando que, este concreto quando exposto somente a temperatura ambiente apresentou resistência a compressão melhor que o concreto convencional em todos os ensaios realizados,
Segundo Marcelli (2007), para temperaturas superio-res a 400°C, começa a existir a perda de água ligada qui-micamente ao concreto; nessas condições, ocorrerá uma queda considerável na resistência do concreto. Para con-
cretos que empregam cimento Portland comum e agre-gados usuais, temperaturas de até 300°C alteram muito pouco as suas qualidades mecânicas; para temperaturas mais elevadas, é preferível a utilização de cimento alumi-noso e pozolânico.
Em caso de incêndio, o que ocorre com o concre-to depende em grande parte do comportamento do agregado quando diante de elevadas temperaturas. Os agregados se comportam bem até 300°C; acima desse valor eles começam a ter uma dilatação excessiva, pro-vocando o fissuramento do concreto. A Tabela 4 apre-senta as alterações de resistência do concreto devido a exposição a temperaturas elevadas.

38 Ano 5, n.1, p. 32-39, out.2016/mar.2017 ISSN 2316-6681
Alterações na resistência do concreto devido a elevação de temperatura
Tabela 4 – Resistência do concreto exposto a temperaturas elevadas.
Fonte: Marcelli, 2007.
Temperatura (°C)
100
200
300
400
800
Tração (%)
100
70
40
20
5
Compressão(%)
100
85
75
50
50
CONCLUSÕES
Foi verificado que Concreto aditivado a 1,7% esteve exposto até a temperatura de 400°C e não apresentou problema.
Concreto aditivado a 3%, na temperatura de 400°C, se desintegrou. Existem estudos, que foram mencionados no referencial teórico, onde é apontado que a partir de 300°C, os agregados começam a dilatar, o que possibilita a desintegração do concreto, sendo esta uma das prová-veis causas do extravio do corpo de prova do lote 2, 6 R 2. Outra causa para a possível explosão do corpo de prova, quando submetido a temperatura mencionada, são os gases (oxigênio, nitrogênio e hidrogênio) existentes na borra oleosa de petróleo.
Outra característica verificada durante a fabricação e o usinamento do concreto aditivado com borra oleosa de petróleo, seja esta a BO 1 ou a BO 4, foi a melhora na flui-dez e trabalhabilidade do concreto; características estas muito importantes para a acomodação e moldagem do concreto nas formas e um ganho considerável nas pro-priedades do concreto fresco.
Os elementos químicos presentes na borra oleosa (alu-
mínio, cálcio, cloro, cobre, enxofre, ferro, fósforo, magné-sio, níquel, potássio, silício e sódio), que foram detecta-dos na análise elementar da parte inorgânica das borras, não causará prejuízo as propriedades do concreto, pois quando diluído no volume total, em termos percentuais, este torna-se apenas traços de elementos no concreto.
As NR (Norma Regulamentadora) n°6, n° 9 e a NR n° 15, emitidas pela portaria 3.214 de 1978 do Ministério do Trabalho e Emprego, que trata sobre Equipamen-tos de Proteção Individual (EPI) e de riscos ambientais, falam sobre o risco químico, que será um novo risco incrementado a essa atividade quando inserido o uso desse resíduo químico. Para a manipulação segura des-se produto, faz-se necessário o uso de equipamentos de segurança tais como: Luvas impermeáveis, óculos de segurança e máscaras que protejam contra vapores orgânicos e gases ácidos.
Sendo assim, é possível afirmar que o concreto aditi-vado com borra oleosa de petróleo, a 1,7%, bem como a 3,0% são propostas viáveis de destinação deste produto, desde que o projeto estrutural solicite as resistências en-contradas nos ensaios laboratoriais, ou exposição a tem-peraturas extremas até o limite aqui estudado.
REFERÊNCIAS
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5733: Cimento Portland com Alta Resistencia Inicial. Rio de Janeiro: ABNT, 1990.
. NBR 5737: Cimentos portland resistentes a sulfatos. Rio de Janeiro: ABNT, 1992.
. NM 67: Concreto- Determinação da consistência pelo abatimento do tronco de cone . 1.Ed. Mercosul, 1996.
. NBR 5738: Concreto- Procedimento para moldagem e cura de corpos de prova. 2.Ed. Rio de Janeiro: ABNT, 2015.

Ano 5, n.1, p. 32-39, out.2016/mar.2017 ISSN 2316-6681 39
BARBOZA, Marcos R.; BASTOS, Paulo Sérgio. Traços de concreto para obras de pequeno porte. São Paulo, 2008. Disponível em: <http://wwwp.feb.unesp.br/pbastos/site_paulo/Artigo%20Tracos%20Concreto-Paulo%20Bastos.pdf> Acesso em 12 abr. 2015.
BRASIL. Ministério do Trabalho e Emprego. Portaria GM n.º 3.214, de 08 de junho de 1978: NR 6 – Equipamento de Proteção Individual – EPI. Disponível em: <http://portal.mte.gov.br/data/files/8A7C812D36A2800001388130953C1EFB/NR-06%20%28atualizada%29%202011.pdf> Acesso em 07 jan. 2014.
. Ministério do Trabalho e Emprego. Portaria GM n.º 3.214, de 08 de junho de 1978: NR 9 – Programa de Prevenção de Riscos Ambientais. Disponível em: <http://portal.mte.gov.br/data/files/FF80808148EC2E5E014961B76D3533A2/NR-09%20(atualizada%202014)%20II.pdf> Acesso em 20 set. 2015.
. Ministério do Trabalho e Emprego. Portaria GM n.º 3.214, de 08 de junho de 1978: NR 15 – Atividades e operações insalubres. Disponível em: <http://portal.mte.gov.br/data/files/FF8080812BE914E6012BEF2FA9E54BC6/nr_15_APENDICE1.pdf> Acesso em 22 set. 2015.
. Lei n° 9966 de 29 de abril de 2000. Dispõe sobre a prevenção, o controle e a fiscalização da poluição causada por lançamento de óleo e outras substâncias nocivas ou perigosas em águas sob jurisdição nacional e dá outras providências. Disponível em: <http://www.mma.gov.br/port/conama/legiabre.cfm?codlegi=366 > Acesso em 11 jun. 2015.
LIMA, Cícero de Souza. Pirólise da borra oleosa de petróleo utilizando nanomateriais. Tese (Doutorado)- Universidade Federal do Rio Grande do Norte, Natal, RN, 2014.
MARCELLI, Maurício. Sinistros na consturção civil: causas e soluções para danos e prejuízos em obras. São Paulo: Editora Pini, 2007.
MEHTA, P. K.; MALHOTRA, V. M. Pozzolanic and cementitious materiais. Routledge, set. 1996
PAULINO, Ana Adalgisa Dias. Degradação Térmica e Catalítica da Borra Oleosa de Petróleo com Materiais Nanoestruturados Al-MCM-41 E Al-SBA-15. Tese (Doutorado em Ciência e Engenharia de Petróleo) – UFRN, Programa de Pós-Graduação em Ciência e Engenharia de Petróleo. Natal – RN, 2011.
RELVAS, Fernando José. Reforço de vigas de concreto armado, á flexao, com fibra de carbono - curso prático de diagnostico, reparo, proteção e reforço de estruturas de concreto. ABECE- Associação Brasileira de Engenharia e Consultoria Estrutural. Rio de Janeiro, 2003. Disponível em: < http://www.exataweb.com.br/downloads/abece03_relvas.pdf> Acesso em 21 ago. 2015.
RIBEIRO, Marcela Gerardo; PEDREIRA, Walter dos Reis Filho; RIEDERER, Elena Elisabeth; Avaliação Qualitativa de Riscos Químicos: Orientações básicas para o controle de produtos químicos. São Paulo: Fundacentro, 2012.
THOMAS, José Eduardo et al. Fundamentos de engenharia de petróleo. 1. ed. Rio de Janeiro: Interciência, 2001.

40 Ano 5, n.1, p. 40-46, out.2016/mar.2017 ISSN 2316-6681
GESTÃO AMBIENTAL NOS POSTOS DE COMBUSTIVEIS NO MUNICÍPIO DE TABULEIRO DO NORTE-CE
ENVIRONMENTAL MANAGEMENT IN GAS FUELS IN TABULEIRO DO NORTE - CE
WYLLAME CARLOS GONDIM FERNANDESUniversidade Potiguar. E-mail: [email protected]
LEILA MARIA DE MELO MARQUESUniversidade Potiguar. E-mail: [email protected]
ERBÊNIA LIMA DE OLIVEIRAUniversidade Potiguar. E-mail: [email protected]
JOEL WESLLEY NEVES CARVALHOUniversidade Potiguar. E-mail: [email protected]
REGINA CÉLIA PEREIRA MARQUESUniversidade Potiguar. E-mail: [email protected]

Ano 5, n.1, p. 40-46, out.2016/mar.2017 ISSN 2316-6681 41
Envio em: Julho de 2016Aceite em: Agosto de 2017
RESUMODiante dos incontáveis benefícios gerados pela indústria do petróleo, há uma preocupação crescente com os impactos causados ao meio ambiente pelos postos de combustíveis. Esses estabelecimentos comerciais são os fornecedores dos combustíveis fosseis e bicombustíveis, atuando também, na lavagem de veículos, troca de óleo e de filtros, entre outras atividades, tendo uma potencialidade poluidora e contaminante do meio ambiente. Nesse trabalho, a atenção está voltada para um problema, avaliar os postos de combustíveis no município de Tabuleiro do Norte-CE, tendo por objetivo identificar os resíduos gerados nesses estabelecimentos. Para o estudo, foram realizados uma pesquisa de dados nos postos de combustíveis da área urbana da cidade, os resultados obtidos mostram que esses estabelecimentos uma necessidade de adequação ambiental. Através da aplicação dos questionários observou-se que 92% dos funcionários das empresas visitadas possuíam conhecimentos sobre a contaminação que os derivados de petróleo podem causar ao meio ambiente, pode-se observar uma grande diferença na prática da gestão ambiental desenvolvida pelos postos de combustíveis em vários aspectos, a começar pelo conhecimento propriamente dito sobre as questões de instalações adequadas para essas atividades, sendo necessário a capacitação dos funcionários e o melhoramento da infraestrutura.
PALAVRAS-CHAVE: Gestão Ambiental. Postos de Combustíveis. Troca de Óleo.
ABSTRACTFaced with the countless benefits generated by the oil industry, there is growing concern about the impacts caused to the environment by gas stations. These shops are suppliers of fossil fuels and biofuels, also acting, washing of vehicles, oil change and filters, among other activities, with a polluting and contaminating potential of the environment. In this work, attention is directed to a problem, assess the gas stations in the city of Tabuleiro do Norte, aiming to identify the waste generated in these establishments. For the study, were conducted a data survey in the urban area of the city gas stations, the results show that these establishments need environmental compliance. Through the application of questionnaires it was observed that 92% of employees of the companies visited had knowledge of the contamination that petroleum products can cause to the environment, one can see a big difference in the practice of environmental management developed by the gas stations in various aspects, starting with the knowledge itself of adequate facilities issues for these activities, requiring the training of employees and improvement of infrastructure.
KEYWORDS: Environmental Management. Fuel stations. Oil Change.

42 Ano 5, n.1, p. 40-46, out.2016/mar.2017 ISSN 2316-6681
1 - INTRODUÇÃO
As atividades desenvolvidas pelos postos de com-bustíveis apresentam uma grande capacidade poluidora, prejudicando o ar, a água e o solo, pois, geram diferen-tes tipos de resíduos sólidos e efluentes que precisam de tratamento adequado para que o seu descarte não cause danos ao meio ambiente e a saúde pública.
Conforme Santos (2005), os postos de combustíveis desenvolvem atividades como: recebimento e armaze-namento de combustíveis em tanques subterrâneos; abastecimento, lubrificação e lavagem de veículos; dre-nagem e purificação dos efluentes líquidos; troca de óleo e de filtros; e operação da loja de conveniência. Es-sas atividades são consideradas potencialmente polu-idoras, uma vez que manuseiam produtos derivados de petróleo, podendo causar danos ao meio ambiente.
Para Asevedo e Jerônimo (2012), as atividades de la-vagens de veículos além de ser um meio de grande des-perdício de água, geram uma grande quantidade de resíduos. Nas águas de lavagem de automóveis podem existir surfactantes de vários tipos, biodegradáveis ou não, restos de poeira, fuligem, graxa, gasolina e todo tipo de resíduo produzido pelos automotores.
O CONAMA, publicou a resolução nº 273 de 2000, no seu Art. 8º, os proprietários ou responsáveis por postos de combustíveis, em caso de impactos e consequentemente passivos ambientais, responderão pelos prejuízos causa-dos, sejam eles ao meio ambiente ou a pessoas, sendo responsável por toda ação de contaminação na área.
Conforme Lorenzett e Rossato (2010), ficou expresso assim, a necessidade de normatização das atividades que oferecem riscos ao meio ambiente, da presença dos órgãos fiscalizadores e de efetiva fiscalização e au-tuação daqueles que não cumprem as determinações legais. As empresas devem se posicionar de maneira responsável perante a questão ambiental, adotando programas de gestão ambiental, principalmente quan-to à emissão de resíduos, atuando de maneira susten-tável, não só pela legislação que está cada vez mais abrangente e restritiva, mas também pela crescente conscientização dos consumidores que vêm exigindo cada vez mais da responsabilidade socioambiental dessas empresas.
De acordo Lorenzett e Rossalto (2010), os impactos ambientais causados pelo desenvolvimento das ativi-dades de posto de combustível podem ser controlados ou até mesmo evitados, desde que, se invista na adoção de medidas de gestão ambiental.
Seguindo nesta problemática, será apresentada uma proposta para analisar os impactos ambientais causados pelas atividades dos postos de combustíveis no município
de Tabuleiro do Norte-CE. Incialmente serão apresenta-dos os principais conceitos que norteiam a fundamenta-ção teórica da metodologia proposta, como também, os dados que caracterizam a atividade estudada, para detal-har a metodologia para análise dos impactos ambientais.
2 REFERENCIAL TEÓRICO
A frota de veículos vem crescendo nos últimos anos em proporção maior e o aumento da população (IBGE, 2010). Em consequência disso, a demanda por serviços re-lacionados à manutenção e preservação dos automóveis também vem crescendo, como também a demanda por combustíveis vem aumentando muito nos últimos anos.
Os postos de combustíveis são os fornecedores dos combustíveis fosseis e bicombustíveis. Conforme Barros (2006), o petróleo é a maior fonte de energia fóssil, sendo o mais importante e indispensável dos combustíveis.
Segundo Barros (2006), os transportes no Brasil são predominantemente rodoviários, dependendo basica-mente de combustíveis fósseis e bicombustíveis para manter o ciclo econômico da nação. Fica demonstrada, dessa forma, a importância da cadeia de postos de abas-tecimento de combustíveis, estrategicamente, disposta em todo território nacional.
Para Santos (2005), o ramo de postos revendedores de combustível (PRC) pode ser dividido em duas cat-egorias: a de postos cidade e a de postos estrada, em função das atividades neles desenvolvidas. O primeiro é mais voltado para atender às necessidades da popu-lação urbana, enquanto o segundo seria mais voltado a atender às necessidades dos viajantes e dos camin-honeiros. Isso implica diretamente na disposição do estabelecimento, pois enquanto o primeiro localiza-se em perímetro urbano e possui estruturas menores, o segundo concentra-se geralmente junto às estradas e possui uma estrutura relativamente maior em função até da disponibilização de estacionamentos para que os caminhoneiros possam pernoitar.
Conforme Lorenzett e Rossalto (2010), os postos de combustíveis realizam diversas atividades, onde, os prin-cipais resíduos gerados são vapores de combustíveis, es-topas e flanelas contaminadas, efluentes líquidos, filtros usados, óleo lubrificante usado, e embalagens de óleo.
Segundo Santos, (2005), os impactos ambientais causados por esses resíduos provenientes da atividade de posto de combustível podem ser controlados e/ou evitados, desde que, se invista em equipamentos mais adequados, implantando novas tecnologias menos im-pactantes, para controle ambiental, promovendo um melhor desempenho ambiental operacional ao não pro-vocar incidentes dessa natureza.

Ano 5, n.1, p. 40-46, out.2016/mar.2017 ISSN 2316-6681 43
3 METODOLOGIA
Conforme Marconi e Lakatos (2005), a pesquisa metodológica baseia-se numa série de especificações com a finalidade de buscar soluções para um determi-nado problema ou, ainda, esclarecer uma conjuntura por meio de hipóteses ou teorias que devem ser testa-das experimentalmente podendo ser comprovadas ou recusadas. Sendo assim, nesta sessão estão expostos os métodos, técnicas e materiais mais adequados utiliza-dos para o desenvolvimento do tema. Aqui, também estão descritos os passos operacionais que foram real-izados na pesquisa.
A abordagem da pesquisa foi realizada entre os me-
ses de agosto e setembro de 2015, mediante aplicação de questionários nos postos de combustíveis localizados no município de Tabuleiro do Norte-CE, figura 1. O crité-rio utilizado para o objetivo da pesquisa, foi a coleta de dados nos estabelecimentos comerciais que realizavam a troca de óleo lubrificante, pois geravam considerável quantidade de resíduos.
Com isso, procurou-se descrever as características, coleta e o destino final adequado dos resíduos, conhe-cimento acerca do descarte adequado e riscos à saúde devido à exposição aos derivados do petróleo.
Os dados colhidos foram tabulados com a finalidade de realização do tratamento estatístico para gerar infor-mações mais detalhadas.
Figura 1 – Localização dos Postos de Combustíveis em Tabuleiro do Norte
Fonte: google maps (2015)
4 RESULTADOS E DISCUSSÃO
Esta seção tem por finalidade apresentar os resul-tados dos dados colhidos nas pesquisas, como tam-
bém, sua analise e interpretação. Todos os postos de combustíveis que participam da pesquisa estão situ-ados na área urbana do município de Tabuleiro do Norte-CE.
Tabela 1 – postos de combustíveis de Tabuleiro do Norte-CE
Fonte: pesquisa de campo (2015)
Postos de Combustíveis
nº (%)
5 (100%)
Atende Veículos de Grande, Médio e Pequeno Porte
5 (100%)
Geram resíduos sólidos nos processos
realizados
5 (100%)
Área Urbana
(100%)

44 Ano 5, n.1, p. 40-46, out.2016/mar.2017 ISSN 2316-6681
Figura 2 – Tempo de Funcionamento no local Fonte: pesquisa de campo (2015)
Figura 3 – Realização da troca de óleo
De todos os postos de combustíveis que parti-ciparam da entrevista, foi preguntado o tempo de funcionamento dos estabelecimentos. 60% dos es-tabelecimentos informaram que o tempo de funcio-
namento está entre 1 e 5 anos, 20% informaram que o tempo de funcionamento está entre 5 e 10 anos, e 20% informaram que o tempo de funcionamento está mais de 10 anos.
Fonte: pesquisa de campo (2015)
Fonte: pesquisa de campo (2015)
Em relação à troca de óleo, 80% das empresas reali-zam este serviço em automóveis e motocicletas; 20%
afirmaram não realizar esse tipo de atividade em seu es-tabelecimento.
Após a troca do óleo lubrificante pelos estabele-cimentos comerciais, foi questionado quanto ao óleo retirado. 80% confirmaram que os óleos retirados são coletados, 20% confirmaram que os óleos retirados não são coletados. 80% confirmaram que existe uma
empresa para coleta dos óleos, 20% confirmaram que não existe uma empresa para coleta dos óleos. 70% confirmaram que existe não existe interesse dos clien-tes no óleo, 30% confirmaram que existe interesse dos clientes no óleo.

Ano 5, n.1, p. 40-46, out.2016/mar.2017 ISSN 2316-6681 45
Figura 4 – Quanto ao óleo retirado
Figura 5 – Conhecimento dos impactos ambientais
Fonte: pesquisa de campo (2015)
Fonte: pesquisa de campo (2015)
Através da aplicação dos questionários observou-se que 92% dos funcionários das empresas visitadas possuí-am conhecimentos sobre a contaminação que os deriva-dos de petróleo podem causar ao meio ambiente, onde
52% obtiveram esse entendimento por meio de cursos, palestras e seminários; 40% através das atividades reali-zadas no próprio trabalho. E apenas 8% declararam não ter conhecimento sobre os impactos.

46 Ano 5, n.1, p. 40-46, out.2016/mar.2017 ISSN 2316-6681
5 CONCLUSÃO
Como neste trabalho, os dados analisados foram so-bre a Gestão Ambiental dos postos de combustíveis no município de Tabuleiro do Norte-CE, foi possível verificar a atual situação de funcionamento destes estabeleci-mentos. A partir dos dados coletados, conforme a legis-lação ambiental vigente, temos informações para avaliar a aplicação de medidas que visem reduzir os impactos ambientais nos estabelecimentos em estudo.
Os resultados da pesquisa mostram que a Gestão Or-ganizacional destes estabelecimentos precisam ser anali-sadas de maneira que busquem o funcionamento impac-tando o mínimo ao meio ambiente.
De uma maneira geral, verifica-se que é de fundamen-tal importância um estudo mais aprofundado das ques-tões ambientais sobre os postos de combustíveis, visto
que, suas atividades geram impactos bastante nocivos ao meio ambiente e à população como o todo. É importan-te também que os órgãos ambientais fiscalizem e atuem com mais severidade não só os postos de serviços mas todas as organizações cujas atividades geram impactos ambientais, pois não é só o meio ambiente que estar se degradando e aos poucos morrendo, junto a ele estar em jogo a sobrevivência humana.
É necessário adequação na estrutura física destes es-tabelecimentos para coletar os resíduos sólidos gerados, como também, capacitação adequada dos profissionais que trabalham manuseando os derivados do petróleo, para ter o funcionamento mais próximo do desejável.
O crescimento econômico não deve ser sinônimo de degradação ambiental, pois deve-se crescer preservan-do os recursos naturais com o desenvolvimento de for-ma sustentável.
REFERÊNCIAS
ASEVEDO, K. C. S.; JERÔNIMO, C. E. M. Diagnóstico ambiental de postos de lavagem de veículos (lava-jatos) em Natal-RN. 2012. Revista Scientia Plena, v. 8, n. 11, 2012. Disponível em <http://www.scientiaplena.org.br/ojs/index.php/sp/article/view/1126/654>. Acesso em: 21 set 2015.
BARROS, Paulo Eduardo Oliveira de. Diagnostico ambiental para postos de abastecimento de combustíveis –DAPAC. Itajaí: Universidade do Vale do Itajaí, 2006
CONAMA. Resolução n° 273 de 29 de novembro de 2000. Disponível em: <http://www.mma.gov.br/port/conama/res/res00/res27300.html >. Acesso em: 21 set 2015.
INSTITUTO BRASILEIRO DE GEOGRAFIA E ESTATÍSTICA – IBGE, 2010. Disponível em: <http://www.ibge.gov.br/cidadesat/topwindow.htm?l>. Acesso em: 21 set 2015.
LORENZETT, Daniel Benitti; ROSSATO, Marivane Vestena. A gestão de resíduos em postos de abastecimento de combustíveis. Revista Gestão Industrial, v. 6, n. 2, p. 110-125. Ponta Grossa, PR, 2010. Disponível em: <http://www.pg.utfpr.edu.br/depog/periodicos/index.php/revistagi/article/view/598/479>. Acesso em: 21 set 2015.
MARCONI, Maria de Andrade; LAKATOS, Eva Maria. Fundamentos de metodologia científica. 6. ed. São Paulo: Atlas, 2005.
SANTOS, Ricardo José Shamá dos. A gestão ambiental em posto revendedor de combustíveis como instrumento de prevenção de passivos ambientais. 2005. 217f. Dissertação (Mestrado em Sistemas de Gestão do Meio Ambiente) -Universidade Federal Fluminense, Niterói, 2005.

Ano 5, n.1, p. 47-55, out.2016/mar.2017 ISSN 2316-6681 47
ESTIMAÇÃO DO VALOR DO COEFICIENTE GLOBAL DE TRANSFERENCIA DE CALOR E DA TEMPERATURA DO ÓLEO TÉRMICO EM REATOR DO TIPO BATELADA ALIMENTADA
ESTIMATION OF THE VALUE OF THE GLOBAL HEAT TRANSFER COEFFICIENT AND THERMAL OIL TEMPERATURE IN A REACTOR OF THE BATTED FED TYPE
LEO KUNIGKCentro Universitário do Instituto Mauá de Tecnologia. E-mail: [email protected]
RONALD CUELLAR HURTADO JÚNIORCentro Universitário do Instituto Mauá de Tecnologia. E-mail: [email protected]
TIAGO XAVIERCentro Universitário do Instituto Mauá de Tecnologia. E-mail: [email protected]
RUBENS GEDRAITEUniversidade Federal de Uberlândia. E-mail: [email protected]

48 Ano 5, n.1, p. 47-55, out.2016/mar.2017 ISSN 2316-6681
Envio em: Novembro de 2016Aceite em: Abril de 2017
RESUMOO processo típico de produção de resina acrílica consiste em carregar previamente o reator com sol-vente orgânico, aquecer até a temperatura de reação, por volta de 150 °C, e então iniciar a transferên-cia simultânea de monômero e iniciador com vazão controlada. Normalmente, alguns minutos após iniciada a transferência, tem inicio a reação exotérmica. O aquecimento e resfriamento do reator na maioria das aplicações são feitos através da circulação de fluido térmico quente (300 °C) e/ou frio (60 °C) na serpentina do reator. O controle da temperatura do reator é feito modulando a vazão do fluido de aquecimento. As temperaturas da massa reacional e do fluido térmico apresentam significativa os-cilação durante a etapa inicial de aquecimento, podendo provocar trincas no material de construção da jaqueta de aquecimento. O conhecimento do valor efetivo do valor do coeficiente global de transporte de calor é muito importante para permitir o adequado e eficiente controle do processo. O problema estudado neste trabalho consistiu no cálculo do valor do coeficiente global de transporte de calor para reatores de geometria cilíndrica, equipado com serpentina de aquecimento do tipo meia-cana. O valor obtido para esta propriedade de transporte foi validado por meio da comparação entre os valores da temperatura da massa reacional correspondentes à etapa inicial de aquecimento, medidos experimen-talmente e disponíveis na literatura, e os respectivos valores obtidos por simulação computacional. A comparação foi feita com base em modelo matemático simplificado, a parâmetros concentrados, que representou de forma adequada e coerente o comportamento da temperatura da massa reacional em função do tempo. Os resultados obtidos sugerem que o erro cometido é inferior a 1% e, portanto, não significativo para fins de controle de processos.
Palavras-Chave: Reator polimerização. Modelo matemático invertido. Coeficiente global de trans-porte de calor. Identificação.
ABSTRACTThe typical acrylic resin production process consists of pre-loading the reactor with organic solvent, heating to the reaction temperature, around 150 ° C, and then initiating the simultaneous transfer of controlled flow monomer and initiator. Usually, a few minutes after the initiation of the transfer, the exothermic reaction begins. Heating and cooling of the reactor in most applications is done by circulating hot (300øC) and / or cold (60øC) thermal fluid in the reactor coil. The temperature control of the reactor is done by modulating the flow of the heating fluid. The temperatures of the reaction mass and the thermal fluid exhibit significant oscillation during the initial heating step, which can cause cracking in the heating jacket construction material. The knowledge of the effective value of the global coefficient of heat transport is very important to allow adequate and efficient control of the process. The problem studied in this work was the calculation of the value of the global coefficient of heat transport for cylindrical geometry reactors, equipped with half-cane-type heating coils. The value obtained for this transport property was validated by comparing the values of the reaction mass temperature corresponding to the initial heating stage, measured experimentally and available in the literature, and the respective values obtained by computational simulation. The comparison was made on the basis of a simplified mathematical model, the concentrated parameters, which adequately and coherently represented the temperature behavior of the reaction mass as a function of time. The results obtained suggest that the error is less than 1% and therefore not significant for process control purposes.
Keywords: Polymerization reactor. Inverted mathematical model. Global coefficient of heat transfer. Identification.

Ano 5, n.1, p. 47-55, out.2016/mar.2017 ISSN 2316-6681 49
1 - INTRODUÇÃO
No contexto da engenharia química, a determinação do comportamento temporal da temperatura desejada para o óleo térmico representa uma etapa de extrema importância para fins de projeto do sistema de controle. De maneira geral, este comportamento depende do conceito do coeficiente global de transferência de calor, o qual é apresentado na significativa maioria dos textos como uma forma a sistematizar as diferentes resistên-cias térmicas equivalentes existentes num processo de troca de calor (Bird et al. 2007; Incropera; Witt, 2002; Weltyet al., 2008). Além disso, este coeficiente é uma variável importante no que tange o tempo de vida do equipamento e de sua atual condição operacional. Isto porque a operação normal pode provocar a alteração das superfícies de troca de calor tanto do fluido frio quanto do fluido quente. Estas alterações são normal-mente devidas às incrustações que ocorrem na super-fície dos tubos ou chapas, tanto no contato do fluido quente quanto no do fluido frio, atuando como uma resistência térmica adicional no processo de troca (IN-CROPERA; WITT, 2002; WELTY et al., 2008). Neste cenário, a determinação do coeficiente global de transferência, além de outros usos, visa aumentar a vida útil de eq-uipamentos, haja vista que variações bruscas de ciclo térmico causam sérios danos às serpentinas do reator (GEDRAITE et al., 2011).
Diante do que foi apresentado, o presente trabalho
tem por objetivo apresentar a metodologia adotada para o cálculo em tempo real do valor da temperatura de entrada do óleo térmico e do valor do coeficiente global de troca térmica em um reator de polimerização do tipo batelada alimentada. Para essa finalidade são empregados resultados experimentais reais do compor-tamento da temperatura da massa reacional e da tem-peratura do óleo térmico em um reator em escala piloto.
O processo tradicional para a produção de resina acrílica consiste em inicialmente carregar o reator com solvente orgânico, promover o aquecimento deste até a temperatura de reação, 150 °C, e então iniciar a trans-ferência simultânea de monômero e de iniciador sob vazão controlada visando o inicio da reação de polim-erização propriamente dita. Tipicamente, decorridos al-guns minutos após a transferência do monômero e do iniciador tem-se inicio a fase de reação exotérmica.
O fluxograma simplificado apresentado na Figura 1 ilustra este processo, o qual é chamado de “dual feeding”, porque o monômero e o iniciador ficam em tanques separados e são transferidos simultaneamente ao reator com vazão controlada (MILAN, 2010).
As etapas de aquecimento e de resfriamento do re-ator são realizadas através da circulação de fluido térmico quente (300 °C) e/ou frio (60 °C) na serpentina meia-cana do reator. O controle da temperatura do reator é feito por meio de malhas de controle das temperaturas da massa reacional e do óleo térmico com atuação sobre a vazão de óleo térmico quente/frio alimentado ao sistema.
Figura 1 – Fluxograma simplificado do processo estudado.
Fonte: (MILAN, 2010).

50 Ano 5, n.1, p. 47-55, out.2016/mar.2017 ISSN 2316-6681
2 METODOLOGIA
2.1 ESTRATÉGIAS PARA DETERMINAÇÃO DO COEFICIENTE GLOBAL DE TRANSFERÊNCIA DE CALOR E RESPECTIVA VALIDAÇÃO
A determinação analítica do valor do coeficiente glo-bal de calor U .JR .AJR consistiu em aplicar a metodologia proposta em VDI Heat Atlas (2010), a qual estabelece que o cálculo do coeficiente global de transporte de calor em reatores agitados e equipados com serpentina meia-cana deve ser feito dividindo-se a geometria do vaso em dife-rentes seções, a saber: interior do vaso, paredes e serpen-tina meia-cana. Foi encontrado para o coeficiente global de transporte de calor U .JR .AJR o valor aproximado de 1.231,35 W/m2·K. (QUEIRÓZ; GEDRAITE, 2013).
A determinação experimental do valor do coeficien-te global de transporte de calor U .JR .AJR consistiu em aplicar equações de balanço de energia para o lado da jaqueta “meia cana”, considerando as premissas apresen-tadas por Dhotre et al. (2006). De acordo com os autores citados, foram adotadas as seguintes hipóteses simplifi-cadoras: (a)- sistema adiabático; (b)- acúmulo de energia nas paredes do reator desprezível; (c)- temperatura ho-mogênea e uniforme da massa do reator e (d)- jaqueta meia cana completamente preenchida. A massa reacio-nal de solvente orgânico utilizada neste trabalho (M) foi
igual a 1.950 kg e o calor específico correspondente igual a (CPM) 1.033 J/kg.K. Milan (2010) realizou experimentos destinados a calcular empiricamente o valor de U .JR .AJR em virtude das significativas incertezas que poderiam afetar a sua determinação analítica (Subramanian; Mjalli, 2008). As seguintes variáveis de processo foram medidas ao longo dos experimentos: (i)- temperatura de entrada do óleo térmico (T_EO); (ii)- temperatura de saída do óleo térmico. (T_SO) e (iii)- temperatura da massa dentro do reator (T_M). Os experimentos foram realizados na insta-lação industrial onde o reator está instalado. A duração dos experimentos foi de aproximadamente 90 minutos. Antes do efetivo início do experimento, as temperaturas da massa reacional e do fluido térmico foram equaliza-das. A seguir, foram geradas mudanças bruscas em de-grau na temperatura de entrada de fluido térmico (T_EO), por meio do aumento brusco do respectivo valor de set--point com amplitudes iguais a 10ºC, 20ºC, 40ºC e 60ºC. A temperatura de entrada do óleo foi mantida constante e igual ao valor final da transição até o final do experi-mento. As variáveis de processo anteriormente citadas tiveram os respectivos valores registrados pelo sistema digital de controle existente na unidade industrial estu-dada com frequência de amostragem de 30 segundos.
A configuração do reator é apresentada na Figura 2. Cumpre ressaltar o fato de que o equipamento foi operado com aproximadamente 1/3 de seu volume preenchido.
Figura 2 – Configuração esquemática do reator estudado
Fonte: (MILAN, 2010).

Ano 5, n.1, p. 47-55, out.2016/mar.2017 ISSN 2316-6681 51
dTM ( t ) UJR · AJR · [TO ( t ) – TM ( t )]
dt pM · VM · CpM (1)=
Te,o( t ) = Ts,o( t ) + po · Fo · Cpo po · Fo · Cpo · qm ( t ) + 1 dTs,o ( t )
(2){ {dt
O reator possui três segmentos independentes de jaqueta “meia cana”, utilizados acordo com o volume de massa reacional contida em seu interior. A escolha do número de segmentos é feita por meio de válvulas de bloqueio do tipo liga-desliga, que permitem ou não o estabelecimento da circulação de óleo térmico (MI-LAN, 2010).
Ao longo do período de duração dos experimentos, foram calculados os incrementos de temperatura da massa reacional visando determinar a energia absorvida pelo meio durante cada intervalo de tempo considerado (CHOPEY, 2006).
Com base nos experimentos realizados, Milan (2010) encontrou para o coeficiente global de transporte de calor U .JR .AJR o valor aproximado de 1.144,20 W/m2.K. A validação do valor encontrado para U .JR . AJR foi feita com base na comparação entre o comportamento temporal da temperatura da massa reacional medida experimen-
talmente e o simulado com base em modelo matemático proposto por Milan (2010).
O modelo matemático proposto por Milan (2010) – de-nominado de modelo direto – foi desenvolvido com base na equação de balanço global de energia aplicada ao volume de controle definido pelo volume útil do reator propriamente dito, dado que a etapa de processo estu-dada foi a de aquecimento inicial da massa de solvente carregada no reator, durante a qual a mesma permane-ce constante. Foi considerado que o volume de controle definido pela serpentina de aquecimento é adiabático e que todo o calor posto em jogo é transferido para o meio reacional. O calor recebido pela massa reacional no interior do reator foi modelado com base na Eq. (1), que é o balanço global de energia aplicado ao meio reacional propriamente dito. O modelo matemático desenvolvido foi implementado no ambiente Simulink® do aplicativo Matlab® (MILAN et al., 2013).
O modelo matemático invertido proposto neste tra-balho é responsável por estimar o comportamento da temperatura de entrada do óleo térmico com base no comportamento da temperatura desejada para a massa de solvente contida no interior do reator. A equação que
representa o comportamento temporal da temperatura de entrada do óleo térmico a partir do comportamento desejado para a temperatura da massa de solvente é a Eq. (2) e o diagrama de simulação correspondente é apresen-tado na Figura 3.
Figura 3 – Diagrama de simulação do modelo invertido estudado neste trabalho

52 Ano 5, n.1, p. 47-55, out.2016/mar.2017 ISSN 2316-6681
0,5 ºC ≤ [T0 ( t ) – TM ( t )]Medidas (3)
EM ( t ) = MM · CPM · ΔTM ( t ) (4)
qJR ( t )EM ( t )
( t1 – t0 )(5)=
qJR ( t ) = UJR · AJR · [ To ( t ) – TM ( t ) ] (6)
2.2 CONCEPÇÃO DO ALGORTIMO PARA O CÁLCULO DE U .JR ·AJR UTILIZANDO O MODELO DIRETO
O algoritmo utilizado neste trabalho é bastante simples e foi concebido para ser executado em tempo real em sistema digital de controle distribuído tipica-
mente empregado em controle de processos indus-triais. Partiu-se da premissa de que as temperaturas de entrada e de saída do óleo térmico são medidas con-tinuamente na instalação industrial estudada, assim como a temperatura da massa reacional. Com base nos valores medidos é verificada a condição de processo estabelecida na Eq. (3).
No caso da condição estabelecida na Eq. (3) ser verda-deira, o algoritmo calcula o valor da quantidade de ener-
gia absorvida pela massa reacional no instante conside-rado, usando a Eq. (4).
Nesta equação, a diferença de temperatura da massa reacional é avaliada com base no valor medido no instan-te atual e o valor medido no instante anterior e armaze-nado na base de dados do sistema de controle.
Com base na quantidade de energia absorvida, o sis-tema calcula a quantidade de calor transferida entre a ca-misa de aquecimento e a massa reacional por unidade de tempo, utilizando a Equação (5).
Uma vez conhecida a quantidade de calor transferida entre a camisa de aquecimento e a massa reacional por unidade de tempo, o algoritmo calcula o valor do coe-
ficiente global de transporte de calor no instante consi-derado, utilizando a Eq. (6).
3 RESULTADOS E DISCUSSÃO
A diferença constatada entre o valor do coeficiente global de transporte de calor calculado analiticamente (QUEIRÓZ; GEDRAITE, 2013) e aquele calculado experi-mentalmente (MILAN, 2010) foi de 6,75%. Tal diferença pode ser justificada pelo fato de existirem erros associa-dos às medições de temperaturas, utilizadas nos cálculos e que não foram consideradas neste trabalho. Outro pon-to que pode justificar a diferença entre os valores é o fato de ter sido adotado que o reator é adiabático, o que na realidade pode não ser verdadeiro.
Na Figura 4 é apresentado o resultado obtido com o emprego do algoritmo para o cálculo do valor do coefi-ciente global de transporte de calor utilizado neste tra-balho. Foi verificado que o valor do coeficiente global de troca térmica não se manteve constante ao longo do período de aquecimento, o que era esperado, pois a ve-
locidade de transporte de calor varia ao longo do tem-po, diminuindo à medida que a temperatura da massa reacional se aproxima do valor estabelecido como valor desejado (150ºC).
Foi também constatado que a partir do instante t = 3500 segundos, o valor calculado para o coeficiente glo-bal de troca térmica apresentou maior variação. Tal com-portamento pode estar associado à propagação de incer-tezas presentes no cálculo do valor de U .JR . AJR, haja vista o fato do cálculo da variação da temperatura da massa reacional com o tempo é feito com base na derivada do valor da mesma no instante considerando os instantes subsequentes.
É oportuno ressaltar que as variáveis de processo con-sideradas neste trabalho tiveram os respectivos valores registrados pelo sistema digital de controle existente na unidade industrial estudada com frequência de amostra-gem de 30 segundos.

Ano 5, n.1, p. 47-55, out.2016/mar.2017 ISSN 2316-6681 53
Figura 4 – Valor do coeficiente global de troca térmica em função do tempo.
Considerando os resultados apresentados na Figura 4 e também aqueles obtidos por Queiroz e Gedraite (2013), foi verificado que para o intervalo de tempo compreendi-do entre 1080s e 1800s o valor médio do desvio em U .JR . AJR, foi de aproximadamente 9%. Ainda considerando o mesmo critério, para o intervalo de tempo compreendido entre 2280s e 2640s, o referido desvio foi de aproximada-mente 4%. Uma possível explicação para o aumento do va-lor de U .JR . AJR, pode estar baseada no fato de que o valor da resistência térmica oferecida pelo mecanismo da con-vecção tende a diminuir com o aumento da temperatura, acarretando por conseqüência a diminuição no valor da resistência térmica total e assim no aumento de U .JR . AJR,.
Considerando o intervalo de tempo compreendido entre 1080 s e 6000 s, foi verificado que o desvio global em U .JR . AJR, foi de aproximadamente 2 %. Este desvio pode ser considerado como de pequena amplitude face às variações verificadas no valor de U .JR . AJR, no trecho final da curva. Estas últimas variações podem ser atribuí-
das mais a um problema matemático de cálculo do valor de U .JR . AJR, do que a um problema físico propriamente dito. Como o modelo matemático empregado neste tra-balho calcula o valor do coeficiente global de transporte de calor pelo quociente da quantidade de calor trocado por unidade de tempo entre a camisa e o conteúdo do reator e a diferença de temperatura entre a jaqueta e o reator, a partir do instante 5000 s, a diferença de tempe-ratura entre o óleo térmico e a massa de solvente no in-terior do reator se torna pequena o suficiente para fazer com que o valor de U .JR . AJR, tenda a aumentar muito, provocando o comportamento apresentado na Figura 4.
Na Figura 5 são apresentados os comportamentos temporais das temperaturas da massa reacional (T_M EXPER), de entrada (T_EO) e de saída do óleo térmico (T_SO) medidas experimentalmente e, também, da temperatura da massa reacional simulada (T_M SIMUL) com base no modelo matemático apresentado na Eq. (2), que foi o modelo direto.
Figura 5 – Comportamento temporal das temperaturas considerando o emprego do modelo direto

54 Ano 5, n.1, p. 47-55, out.2016/mar.2017 ISSN 2316-6681
Na Figura 6 são apresentados os comportamentos temporais das temperaturas da massa reacional (T_M EXPER), de entrada (T_EO) e de saída do óleo térmico (T_SO) medidas experimentalmente e, também, da
temperatura da massa reacional simulada (T_M SIMUL) com base no modelo matemático apresentado na Eq. (1), que foi o modelo invertido.
Figura 6 – Comportamento temporal das temperaturas considerando o emprego do modelo invertido
4 CONCLUSÕES
A partir da análise dos resultados, pode-se concluir que o valor de U .JR . AJR, calculado pelo algoritmo utili-zado forneceu resultados adequados à estimação da temperatura da massa reacional e pode ser considera-do adequado para a finalidade a qual se destina, tendo representado de maneira satisfatória o comportamento daquela temperatura medida experimentalmente.
Por se tratar de um modelo a parâmetros concentra-dos, a sua implementação na base de dados de sistemas digitais de controle pode ser feita pelo emprego de blocos de função tipicamente disponível em sistemas de controle industriais, sendo esta a sua principal vantagem em rela-
ção ao modelo anteriormente desenvolvido, o qual exigia a execução de algoritmo específico para o cálculo da con-dição de interrupção do aquecimento do sistema.
O comportamento da temperatura de entrada do óleo, simulada com base no modelo invertido do pro-cesso, apresentou desvios inferiores a 1% em relação ao comportamento da temperatura calculada com base no modelo anteriormente apresentado na literatura.
As oscilações apresentadas nos valores das tempera-turas de entrada e de saída do óleo térmico que foram obtidos com base no modelo invertido não são conside-radas relevantes, uma vez que não apresentam diferen-ças significativas no comportamento estudado da tem-peratura da massa reacional.

Ano 5, n.1, p. 47-55, out.2016/mar.2017 ISSN 2316-6681 55
REFERÊNCIAS
ACKLEY, E. J. , Film coefficients of heat transfer for agitated process vessels, Chem. Eng., , v.22, p. 133–140, 1960.
BIRD, R. B.; STEWART, W. E.; LIGHTFOOT, E. N., Transport Phenomena, 2nd ed., John Wiley & Sons, Inc., New York, 2007.
BOUCHENCHIR H., CABASSUD M., LE LANN M.V., CASAMATTA G., A General Simulation Model and a Heating/Cooling Strategy to Improve Controllability of Batch Reactors, França, Trans IChemE, Vol.79, Part A, 2001.
CHOPEY N.P, Handbook of Chemical Engineering Calculation, USA, McGraw-Hill Professional 3rd. Edition, 2006.
DHOTRE M.T., MURTHY Z.V.P, J.N SUBRAMANIAN Modeling & Dynamic Studies of Heat Transfer Cooling of Liquid in Half-Coil Jackets, India, Chemical Engineering Journal 118(2006) 183-188.
GEDRAITE, R.; LOBATO, F. S., NEIRO, S. M. S.; MILAN, W.; KUNIGK, L. Modelo Matemático para a Execução em Tempo Real visando a Avaliação de Transiente de Temperatura em Reator de Polimerização Semi-batelada. Proceeding of the Iberian Latin American Congress on Computational Methods in Engineering (CILAMCE XXXII), 13-16 Novembro, Ouro Preto, 2011.
INCROPERA, F. P.; WITT, D. P. Fundamentals of Heat and Mass Transfer, 5th ed., J. Wiley & Sons, N.Y., 2002.
MILAN, W. Desenvolvimento de sensor virtual de temperatura para calcular valor de referência em controle de temperatura aplicado a processo de produção de resinas com reator de batelada. São Caetano do Sul, SP: CEUN-IMT, Mestrado, 2010.
MILAN, W.;KUNIGK, l.; GARCIA, C.; FERREIRA, N. L.; NEIRO, S. M. S.; LOBATO, F. S.; QUEIROZ, C. G.; GEDRAITE, R. Uso de sensor virtual para controle de transiente de temperatura em reator de polimerização semi-batelada. Petro & Química, 2013.
QUEIROZ, C. G.; GEDRAITE, R. Contribuição ao estudo da transferência de calor em reatores de polimerização visando à minimização da variação de temperatura da massa reacional na etapa inicial de aquecimento. Anais da XVIII Jorneq. Agosto, Uberlândia, 2013.
SUBRAMANIAN J.N, MJALLI F.S. (2008) The Dynamics of Liquid Cooling in Half-Coil Jackets, Malaya, In: CHEMICAL PRODUCT AND PROCESS MODELING, 3, Iss. 1, Art.51
SINGH, S. Heat Transfer in Agitated Vessel. Article from Petroleum Forum Community, 2008. Disponível em: <http://www.cheresources.com/jacketed_vessel_design.shtml>
VDI GESELLSCHAFT (GVC),VDI- HEAT ATLAS, Berlin, Springer-Verlag, 2th.edition, 2010.
WELTY, J. R.; WICKS, C. E.; Wilson, R. E. Fundamentals of Momentum, Heat and Mass Transfer, 5th ed. John Wiley & Sons Inc; N.Y., 2008.

56 Ano 5, n.1, p. 56-62, out.2016/mar.2017 ISSN 2316-6681
UTILIZAÇÃO DE SISTEMAS EM MALHA FECHADA NO DESENVOLVIMENTO DE CAMPOS DE PETRÓLEO
USE OF CLOSED SYSTEMS IN THE DEVELOPMENT OF OIL FIELDS
DAVI MARUBAYASHI HIDALGOMestrando em Engenharia Civil na área de concentração de Petróleo e Gás da COPPE. UFRJ - Universidade Federal do Rio de Janeiro. E-mail: [email protected]
PAULO COUTODoutor em Engenharia Mecânica. UFRJ - Universidade Federal do Rio de Janeiro. E-mail: [email protected]>
JOSÉ LUIS DRUMMOND ALVESDoutor em Engenharia Civil UFRJ - Universidade Federal do Rio de Janeiro. E-mail: [email protected]

Ano 5, n.1, p. 56-62, out.2016/mar.2017 ISSN 2316-6681 57
Envio em: Julho de 2016Aceite em: Agosto de 2017
RESUMOSistemas de controle com realimentação, ou sistemas em malha fechada, são utilizados em diversos campos da automação de processos industriais. Conceitos oriundos dessa área foram adaptados para o desenvolvimento de campos de petróleo. O sistema é o próprio reservatório de petróleo no qual irão atuar diversos controles (perfuração de poços, injeção de água, abertura e fechamento de poços). As respostas do sistema medidas (dados de perfil, dados de produção, testes de produtividade) servem de base para a tomada de decisões (como a perfuração de novos poços) que, por sua vez, irão alterar as respostas do sistema estimadas inicialmente. Assim, um desenvolvimento de campo de petróleo em malha fechada sob incertezas geológicas consiste em três principais etapas: otimizar o plano de desenvolvimento do campo baseado nas informações existentes, perfurar novos poços obtendo informações geológicas e de produção e atualizar os modelos baseando-se nas informações adquiridas. Este artigo tem como objetivo analisar os avanços obtidos nessa área, assim como apresentar quais as escolhas específicas que são feitas em cada uma das etapas desse processo.
Palavras-Chave: Sistemas em Malha Fechada. Desenvolvimento de Campo de Petróleo em Malha Fechada. Simulação de Reservatórios.
ABSTRACTFeedback or closed loop control systems are used in several fields of industrial automation process. Concepts from this area were adapted for the development of oil fields. The system is the reservoir itself in which various controls (drilling of wells, water injection, opening and closing of wells) will operate. The system responses are measured (well log data, production data, productivity tests) and serve as basis for the decision-making process (such as drilling new wells) which will change the system responses initially estimated. Therefore, a closed loop oil field development under geological uncertainties consists of three major steps: optimize the field development plan based on the existing information, drill new wells obtaining geological and production information and update the models based on information acquired. This article aims to review the progress made in this area as well as to present the specific choices that are made in each of the stages of this process.
Key Words: Closed-Loop Systems. Closed-Loop Field Development. Reservoir Simulation.

58 Ano 5, n.1, p. 56-62, out.2016/mar.2017 ISSN 2316-6681
1 - INTRODUÇÃO
A atual realidade da indústria do petróleo mundial na qual se tem um superávit de produção em relação à demanda e uma consequente redução dos preços do barril de petróleo tem levado as empresas a buscar uma maior disciplina de capital e financeira. Para os projetos de desenvolvimento da produção, isso pode ser enten-dido como a busca pela maximização de sua economi-cidade. Dentre as métricas utilizadas para avaliar e pri-orizar um projeto, uma das mais recorrentes é o Valor Presente Líquido (VPL).
Nesse contexto, a decisão de qual Plano de Desen-volvimento (PD) adotar é crucial já que ele influencia diretamente na atratividade do projeto, medido pelo seu VPL. Pode-se entender o PD como a definição de características chave do projeto tais como o número de poços, sua locação, seu tipo (produtor ou injetor) e a or-dem de perfuração. A sua determinação é um processo complexo por diversos fatores dentre os quais pode-se citar: o alto nível de incerteza presente nos modelos (decorrente das poucas informações disponíveis), os altos investimentos relacionados à perfuração, completação e interligação dos poços, a irreversibilidade das decisões tomadas e a necessidade de se ter uma previsão acurada do comportamento do reservatório. A solução para esse tipo de problema passa por dois elementos principais: o modelo geológico e o simulador de fluxo. Em relação ao primeiro, devido ao escasso conhecimento do reser-vatório, hoje é comum a utilização de um conjunto de modelos que buscam retratar as incertezas presentes. Esse conjunto serve então como dado de entrada para, em conjunto com outros parâmetros, gerar a previsão de produção do campo pelo simulador de fluxo.
É evidente que à medida que o projeto avança em sua execução, novos dados de produção e de perfil se tornam disponíveis. Assim, os modelos devem ser con-stantemente atualizados de maneira a tentar repre-sentar todo o conhecimento disponível no momento.
Entretanto, não raramente, isso é feito de uma maneira não sistemática ou então o conhecimento adquirido não é desdobrado em uma nova otimização do res-tante do PD. Na realidade, ainda existem casos em que o PD é determinado por em processo de tentativa e erro ou então pela otimização do conjunto inicial de modelos, sem considerar as novas informações que vão sendo obtidas.
A metodologia que envolve um processo cíclico sub-metido à atualização do conjunto de modelos, a otimiza-ção do PD e a obtenção de novos dados é denominada de Otimização em Malha Fechada do Desenvolvimento de Campos de Petróleo sob Incertezas Geológicas ou, de uma maneira mais sucinta, Desenvolvimento de Campos em Malha Fechada (DCMF). Ela surgiu como uma extensão do conceito de Gerenciamento de Reser-vatórios em Malha Fechada (GRMF) no qual o foco não é a fase de desenvolvimento da produção, mas a otim-ização dos controles de poço de um campo que já está em produção. A ideia subjacente a ambas metodologias consiste em trazer valor ao projeto (ou seja, obter gan-hos no VPL) por meio de uma atuação nas variáveis de decisão, a partir das novas informações que vão sendo obtidas.
Este artigo tem como objetivo analisar os avanços obtidos no DCMF, assim como apresentar quais as escol-has específicas que são feitas em cada uma das etapas desse processo.
2 DESENVOLVIMENTO DE CAMPO EM MALHA FECHADA
Na teoria de controle, um sistema com realimenta-ção é aquele que, segundo Ogata (2011), estabelece uma relação de comparação entre a saída e a entrada de referência utilizando a diferença como meio de con-trole. Frequentemente é também denominado de siste-ma em malha fechada. Uma representação esquemática é dada pela Figura 1.
Referência
Sensor
Controlador Sistema
Dados de Saída Medidos
ErrosMedidor
Dados deEntrada
Dados deSaída
Figura 1 – Diagrama de blocos de um sistema de controle em malha fechada: os dados de saída são realimentados de maneira a mudar os controles e alterar a resposta do sistema.

Ano 5, n.1, p. 56-62, out.2016/mar.2017 ISSN 2316-6681 59
Conceitos da teoria de controle combinadas com téc-nicas de assimilação de dados provenientes da meteoro-logia e oceanografia inspiraram Jansen et al. (2009) a pro-por a metodologia do Gerenciamento de Reservatório em Malha Fechada (GRMF). Nessa abordagem o foco é no gerenciamento de um campo já desenvolvido. O GRMF consiste em uma combinação da otimização dos contro-les de poço e do ajuste de histórico buscando maximizar o desempenho do reservatório, seja em termos de fator de recuperação ou econômicos. A metodologia segue os seguintes passos:
1. Otimização do controle dos poços existentes baseado no conhecimento geológico disponível;
2. Operação da produção durante um certo período de tempo para obtenção de dados de produção;
3. Ajuste de histórico dos dados de produção para atua-lização dos modelos geológicos.
Quando esses passos são repetidos de maneira cícli-ca ao longo de toda a vida de um campo, o GRMF pode trazer ganhos significativos quando comparado com ou-tras abordagens. Jansen et al. (2009) trabalharam com um campo que contava com 12 poços (4 produtores e 8 injetores) e aplicando ciclos de 4 anos, 2 anos, 1 ano e 30 dias foram obtidos ganhos no VPL de, respectivamente, 6,68%, 8,29%, 8,30% e 8,71% quando comparado com um gerenciamento reativo. Silva (2016) aplicou o GRMF no campo benckmark UNISIM-I tendo como parâmetros de controle a abertura das válvulas de completação in-teligente dos poços. A malha de drenagem consistia em 14 produtores e 11 injetores. Durante o período de con-cessão do campo foram aplicados 6 ciclos com durações variadas: dois de 2 anos, dois de 4 anos, um de 6 anos e um de 7 anos. Obteve-se um aumento de 18,3% do VPL do reservatório de referência quando comparado com a estratégia base.
Tendo em vista os resultados obtidos ao se trabalhar com o gerenciamento de um campo já desenvolvido, vislumbrou-se a possibilidade de se aplicar para o desen-volvimento de campos de petróleo.
Pettan e Strømsvik (2013) apresentaram a visão geral de uma metodologia implementada no campo de Pere-grino, na Bacia de Campos. Buscaram manter os modelos consistentes e atualizados à medida que novas informa-ções eram obtidas com o desenvolvimento do campo. Para isso foi adotada a seguinte sequência de passos:
1. Revisão das premissas dos modelos (como fácies, mo-delo deposicional, PVT etc);
2. Inclusão da informação dos novos poços perfurados;3. Atualização do histórico da produção de injeção;4. Verificação de consistência e abrangência dos modelos;5. Ajuste de histórico;6. Otimização da produção.
Os autores detalham sobretudo o item 4, que pode ser entendido como um controle de qualidade dos novos dados e premissas assumidos na criação dos modelos. Os resultados da simulação de fluxo eram confrontados com os dados reais e, caso necessário, podiam ser feitas alterações antes de prosseguir com o ajuste de histórico e a otimização da produção. Foram apresentados três estudos de caso dessa etapa de verificação: modelagem de fácies, condicionamento da sísmica e modelagem de falhas. Ainda que nos dois primeiros o resultado não tenha sido satisfatório (levando a uma revisão das pre-missas), na modelagem de falhas foi obtida uma melhora substancial nos modelos facilitando a etapa do ajuste de histórico. Apesar dos demais passos não terem sido deta-lhados, foi evidenciada a necessidade da automatização das tarefas para diminuir o tempo gasto em sua execu-ção. No campo de Peregrino a implementação de toda a metodologia levou um ano e consistiu em três rodadas de inclusão de dados (média de 3 poços em cada uma). Os autores avaliaram que essa abordagem foi uma boa maneira de manter os modelos confiáveis em um cená-rio real no qual se tem uma grande quantidade de poços perfurados em um curto período de tempo.
A apresentação mais formal do conceito de Otimiza-ção em Malha Fechada do Desenvolvimento de Campos de Petróleo Sob Incertezas Geológicas foi feita por Shi-rangi e Durlofsky (2015). Suas três principais etapas serão detalhadas:
1. Otimizar o plano de desenvolvimento do campo base-ado na informação geológica disponível no momento;
2. Perfurar novos poços e obter informações geológicas e de produção;
3. Atualizar os modelos baseado nas novas informações adquiridas.
Na primeira etapa, o número, locação, tipo e controle dos poços é otimizado buscando o maior VPL possível. Em seguida, são adquiridos novos dados - de produção e de perfil - por meio da perfuração de novos poços e da produção/injeção dos poços existentes. Finalmente, tendo disponíveis novos dados, é realizado um ajuste de histórico de maneira a atualizar os modelos. Esse proces-so é repetido a cada novo poço perfurado.
A Figura 2, evidencia o caráter de malha fechada do DCMF. Na parte superior, tem-se o reservatório real, o próprio campo de petróleo a ser desenvolvido. No cen-tro, encontram-se os modelos que buscam retratar esse reservatório real da melhor maneira possível baseado nos dados presentes naquele momento. São utilizados diversos modelos de fluxo devido à existência de incer-tezas inerentes ao conhecimento limitado que se tem do campo. À direita, tem-se a obtenção de dados observa-dos que consistem na medição das cotas de produção, injeção e de pressão de fundo além dos perfis dos poços

60 Ano 5, n.1, p. 56-62, out.2016/mar.2017 ISSN 2316-6681
que são perfurados. Esses dados medidos, obtidos no reservatório real, servem para alimentar o ajuste de his-tórico que é feito nos modelos. Estes geraram previsões de produção, ou seja, dados simulados que tanto foram reutilizadas no ajuste de histórico como foram o insu-mo para a seleção dos modelos representativos. Feita a seleção dos representativos, passa-se para a otimização
do plano de desenvolvimento do campo cujo resulta-do serve tanto como uma decisão do desenvolvimento do plano (qual a locação do próximo poço a perfurar) como dado de entrada para o próximo ciclo de otimi-zação. Com a perfuração de poços no reservatório real são obtidos os dados de perfil e de produção e um novo ciclo é iniciado.
Ruído RuídoEntradas Saídas
Dados SimuladosAjuste de Histórico
Modelos do Reservatório
Otimização do Plano de Desenvolvimento
Obtenção deDados Observados
Reservatório Real
Seleção de ModelosRepresentativos
Dados Medidos
Figura 2 – Características de um sistema com retroalimentação presentes no DCMF, adaptado de Jansen et al.
Outra forma de apresentar o DCMF e de ser capaz de auferir os ganhos de sua implementação pode ser vista na Figura 3. Inicia-se o processo no tempo t1, par-tindo de um conjunto inicial de modelos geológicos M1 e um plano de desenvolvimento inicial, o PD0, que contém informações a respeito dos poços da malha de drenagem (quantidade, tipo, locação e controle). O Valor Monetário Esperado (VME) é otimizado por um algoritmo (como, por exemplo, enxame de partículas ou algoritmo genético) gerando o PD1, ou seja, o PD otimizado. Com isso, dá-se por concluída a primeira
das três etapas. Para posteriormente poder avaliar per-formance, é calculado o VPL do PD1 quando aplicado ao modelo de referência, mreal. Este representa o re-servatório real e também é a fonte dos dados obser-vados de produção e de perfil que serão utilizados nos passos seguintes.
Entre t1 e t2 temos a obtenção das informações de produção do poço 1 além da perfuração, completação e interligação do poço 2, ambos definidos previamente no PD1. Obtém-se no modelo de referência essas informa-ções, finalizando a segunda etapa.
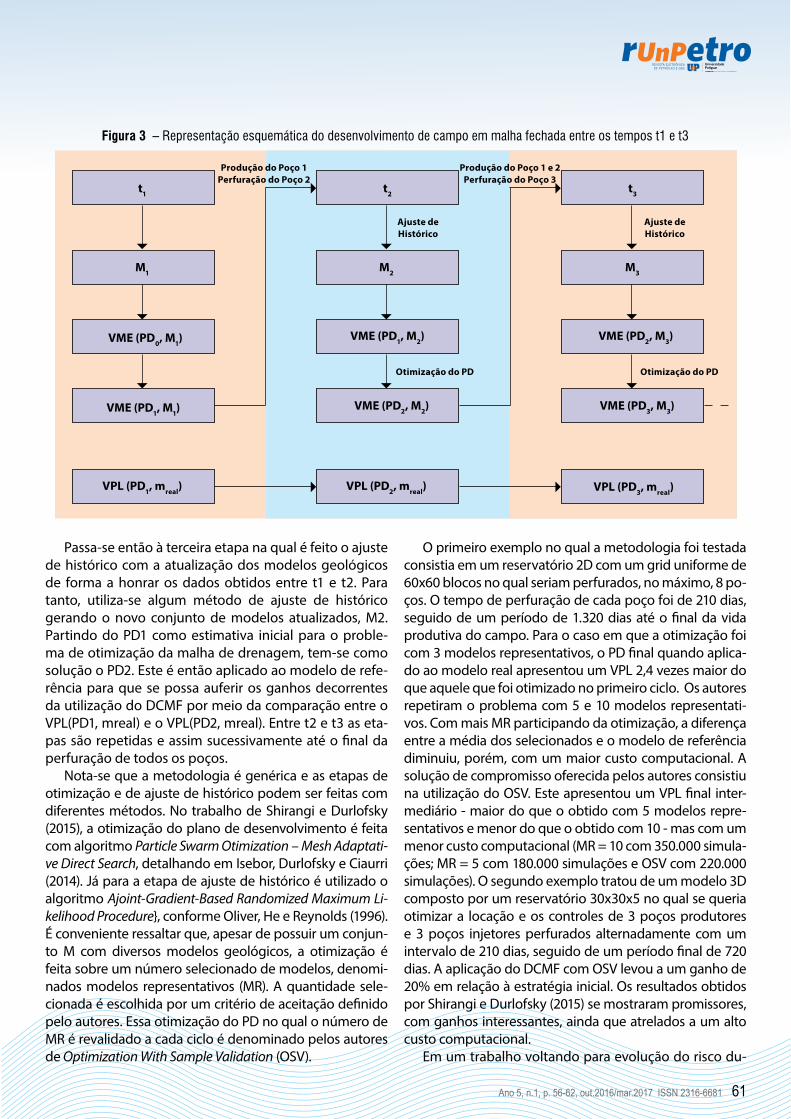
Ano 5, n.1, p. 56-62, out.2016/mar.2017 ISSN 2316-6681 61
Figura 3 – Representação esquemática do desenvolvimento de campo em malha fechada entre os tempos t1 e t3
t1 t2 t3
Produção do Poço 1 e 2Perfuração do Poço 3
Produção do Poço 1Perfuração do Poço 2
Ajuste deHistórico
Ajuste deHistórico
Otimização do PD Otimização do PD
M1 M2 M3
VME (PD0, M1)
VME (PD1, M1)
VPL (PD1, mreal) VPL (PD2, mreal) VPL (PD3, mreal)
VME (PD2, M2) VME (PD3, M3)
VME (PD1, M2) VME (PD2, M3)
Passa-se então à terceira etapa na qual é feito o ajuste de histórico com a atualização dos modelos geológicos de forma a honrar os dados obtidos entre t1 e t2. Para tanto, utiliza-se algum método de ajuste de histórico gerando o novo conjunto de modelos atualizados, M2. Partindo do PD1 como estimativa inicial para o proble-ma de otimização da malha de drenagem, tem-se como solução o PD2. Este é então aplicado ao modelo de refe-rência para que se possa auferir os ganhos decorrentes da utilização do DCMF por meio da comparação entre o VPL(PD1, mreal) e o VPL(PD2, mreal). Entre t2 e t3 as eta-pas são repetidas e assim sucessivamente até o final da perfuração de todos os poços.
Nota-se que a metodologia é genérica e as etapas de otimização e de ajuste de histórico podem ser feitas com diferentes métodos. No trabalho de Shirangi e Durlofsky (2015), a otimização do plano de desenvolvimento é feita com algoritmo Particle Swarm Otimization – Mesh Adaptati-ve Direct Search, detalhando em Isebor, Durlofsky e Ciaurri (2014). Já para a etapa de ajuste de histórico é utilizado o algoritmo Ajoint-Gradient-Based Randomized Maximum Li-kelihood Procedure}, conforme Oliver, He e Reynolds (1996). É conveniente ressaltar que, apesar de possuir um conjun-to M com diversos modelos geológicos, a otimização é feita sobre um número selecionado de modelos, denomi-nados modelos representativos (MR). A quantidade sele-cionada é escolhida por um critério de aceitação definido pelo autores. Essa otimização do PD no qual o número de MR é revalidado a cada ciclo é denominado pelos autores de Optimization With Sample Validation (OSV).
O primeiro exemplo no qual a metodologia foi testada consistia em um reservatório 2D com um grid uniforme de 60x60 blocos no qual seriam perfurados, no máximo, 8 po-ços. O tempo de perfuração de cada poço foi de 210 dias, seguido de um período de 1.320 dias até o final da vida produtiva do campo. Para o caso em que a otimização foi com 3 modelos representativos, o PD final quando aplica-do ao modelo real apresentou um VPL 2,4 vezes maior do que aquele que foi otimizado no primeiro ciclo. Os autores repetiram o problema com 5 e 10 modelos representati-vos. Com mais MR participando da otimização, a diferença entre a média dos selecionados e o modelo de referência diminuiu, porém, com um maior custo computacional. A solução de compromisso oferecida pelos autores consistiu na utilização do OSV. Este apresentou um VPL final inter-mediário - maior do que o obtido com 5 modelos repre-sentativos e menor do que o obtido com 10 - mas com um menor custo computacional (MR = 10 com 350.000 simula-ções; MR = 5 com 180.000 simulações e OSV com 220.000 simulações). O segundo exemplo tratou de um modelo 3D composto por um reservatório 30x30x5 no qual se queria otimizar a locação e os controles de 3 poços produtores e 3 poços injetores perfurados alternadamente com um intervalo de 210 dias, seguido de um período final de 720 dias. A aplicação do DCMF com OSV levou a um ganho de 20% em relação à estratégia inicial. Os resultados obtidos por Shirangi e Durlofsky (2015) se mostraram promissores, com ganhos interessantes, ainda que atrelados a um alto custo computacional.
Em um trabalho voltando para evolução do risco du-

62 Ano 5, n.1, p. 56-62, out.2016/mar.2017 ISSN 2316-6681
rante o desenvolvimento de campos de petróleo, Moro-sov (2016) utilizou o DCMF no campo UNISIM-I. O plano de desenvolvimento consistia em 13 poços produtores e 7 injetores e foram realizados três ciclos de aquisição de dados. O ajuste de histórico dos dados de perfil foi feito gerando novas realizações geológicas a cada ciclo. Para o ajuste do histórico de produção foi utilizado o Ensemble Smoother With Multiple Data Assimilation. A seleção dos modelos representativos seguiu o trabalho de Meira et al. (2015). Já a otimização do plano de desenvolvimento foi feito com o Designed Exploration and Controled Evolu-tion, disponível no software CMOST da Computer Mode-ling Group (CMG). É importante ressaltar que o número de poços foi mantido fixo e as locações podiam variar em torno de uma malha de drenagem inicialmente propos-ta. Ao final dos três ciclos, o autor chegou a um PD que apresentou uma redução das incertezas e um VPL médio (calculado no conjunto de modelos) maior em 19% quan-do comparado com o plano de desenvolvimento inicial. Entretanto, de uma maneira surpreendente, a aplicação do DCMF não resultou em ganhos quando aplicado no mo-delo de referência. Em outras palavras, o PD inicial obteve um VPL maior do que o PD fruto da aplicação do DCMF ao longo da fase do desenvolvimento da produção. O autor
expôs algumas possíveis causas para tal comportamento. Cita o fato do modelo de referência ser mais heterogêneo e o processo de transferência de escala possivelmente ter comprometido a produtividade dos poços.
3 CONSIDERAÇÕES FINAIS
A utilização de conceitos relacionados a sistemas de malha fechada no gerenciamento de campos de petróleo já vem sendo estuda há algum tempo com resultados pro-missores. A sua extensão para o desenvolvimento de cam-pos de petróleo é mais recente. As três principais etapas ajuste de histórico, obtenção de novos dados e atualização dos modelos, aceitam abordagens e soluções customiza-das para cada tipo específico de problema. O fato da meto-dologia utilizar os dados de saída para alterar os controles de entrada pode auxiliar os tomadores de decisão a fazer as melhores escolhas em um determinado momento do desenvolvimento de um campo de petróleo. Ainda que existam ganhos potenciais com sua implementação, o fato da literatura mostrar que em alguns casos se apresentam perdas, serve como um alerta. Dessa forma, fica evidente a necessidade de mais estudos no tema antes de se propor a utilização da metodologia em um caso real.
REFERÊNCIAS
ISEBOR, O. J.; DURLOFSKY, L. J.; CIAURRI, D. E. A derivative-free methodology with local and global search for the constrained joint optimization of well locations and controls. Computational Geosciences, v. 18, n. 3, p. 463–482. 2014.
JANSEN, J. D.; DOUMA, S. D.; BROUWER, D. R.; DEN HOF, P. M. J. V.; HEEMINK, A. W. Closed-Loop Reservoir Management. SPE Reservoir Simulation Symposium, The Woodlands, Texas, USA, SPE 119098, 2009.
MEIRA, L. A. A. ; COELHO, G. P.; SANTOS, A. A. S.; SCHIOZER, D. J. Selection of representative models for decision analysis under uncertainty. Computers and Geosciences, v. 88, p. 67–82. 2015.
MOROSOV, A. L. Evolução do risco durante o desenvolvimento de campos de petróleo. 2016. 161f. Dissertação (Mestrado em Engenharia Mecânica) - Universidade Estadual de Campinas - UNICAMP, Campinas, Brasil. 2016.
OGATA, K. Engenharia de controle moderno. 4 ed. São Paulo:Pearson, 2011.
OLIVER, D. S.; HE, N. ; REYNOLDS, A. C. Conditioning permeability fields to pressure data. 5th European Conference on the Mathematics of Oil Recovery. Aústria, 1996.
PETTAN, C.; STRØMSVIK, J. F. The peregrino challenge: how to keep reliable models while drilling eight wells per year, Offshore Technology Conference, Rio de Janeiro, Brasil, Outubro 2013.
SHIRANGI, M. G. ; DURLOFSKY, L. J. Closed-loop field development optimization under uncertainty. SPE Reservoir Simulation Symposium, Houston, Texas, U.S.A., SPE 173219, 2015.
SILVA, V. L. S. Ajuste de histórico e otimização da produção de petróleo sob incertezas - Aplicação do gerenciamento de reservatórios em malha fechada. 2016. 125f. Dissertação (Mestrado em Engenharia Civil) - Universidade Federal do Rio de Janeiro - COPPE/UFRJ, Rio de Janeiro, Brasil, 2016.

Ano 5, n. 1 out.2016/mar.2017 ISSN 2316-6681 63
NORMAS DE PUBLICAÇÃO
NORMAS EDITORAISOs artigos submetidos à apreciação da RUnPetro devem ser inéditos e não devem estar em processo de avaliação em nenhuma outra publicação. As contribuições para a revista serão de fluxo contínuo, não havendo data limite para a submissão de artigos.
g SOBRE O ENVIO DO TERMO DE AUTORIZAÇÃO DE REPRODUÇÃO/PUBLICAÇÃO DE OBRA E CESSÃO DE DIREITOS PATRIMONIAIS:O(s) autor(es) está (ão) ciente (s) da obrigatoriedade do envio do documento, devidamente preenchido e assinado pelo (s) autor (es) e por uma testemunha. O termo deve ser encaminhado em PDF, no ambiente de transferência de documentos suplementares (Passo 4 no processo de submissão no repositório científico). OBS: Apesar do texto expli-cativo referente ao passo 4 indicar que o processo é opcional, para o envio do Termo de Autorização de Reprodução/Publicação de Obra e Cessão de Direitos Patrimoniais o procedimento se torna obrigatório. Portanto, o passo 4 é opcional no processo de submissão apenas para documentos suplementares que funcionam como um apêndice ao manuscrito, com o objetivo de auxiliar na compreensão e avaliação da submissão. O Termo de Autorização de Repro-dução/Publicação de Obra e Cessão de Direitos Patrimoniais encontra-se disponível na barra de navegação (menu superior da página do repositório científico da UnP).
g DA SUBMISSÃO DE ARTIGOSDevem ser submetidos por meio de repositório científico da UnP pelo endereço https://repositorio.unp.br ou https://repositorio.unp.br/index.php/runpetro/user/register. Para isso, o(s) autor (res) deve (m) se cadastrar na revista e seguir os 5 passos da submissão. O artigo não deve conter o nome do (s) autor (es) e co-autor (es), instituições de vínculo e e-mail. Essas informações serão inseridas apenas no sistema do repositório científico UnP, em virtude da avaliação adotar o sistema blind review (avaliação a cegas).
g DO PROCESSO DE AVALIAÇÃOOs textos são avaliados em duas etapas, segundo os critérios de originalidade, relevância do tema, consistência teóri-ca/metodológica e contribuição para o conhecimento na área.1 – Realização de uma análise prévia pelo editor da revista para verificar se o texto se enquadra dentro das linhas editoriais da mesma.2 – Envio do texto para, no mínimo, dois avaliadores que, utilizando o sistema blind review, procederão à análise. De-pois de aprovado, o texto passará por aconselhamento editorial, revisão ortográfica e gramatical. Após a análise do ar-tigo, os autores são notificados sobre a decisão dos avaliadores. O resultado da decisão poderá ser de quatro formas:a) Aceito sem revisões (ou mínimas revisões)b) Aceito com revisãoc) Sugestão de ressubmissão (onde terá um novo parecer)d) Rejeitado. Caso dois avaliadores rejeitarem-no, o autor será informado. Se tiver um aceite e uma rejeição, será encaminhado para um terceiro avaliador. Se o aceite for com alterações, os editores avaliarão se as alterações foram efetivadas satisfatoriamente ou se deverá ser revisto pelo (s) avaliador (es).3 – Caso os revisores apresentem questionamentos, o artigo será devolvido para que os autores, através de uma carta resposta, possam pontuar cada item levantado por cada revisor, aceitando ou refutando as sugestões. Em caso de aceitação destas sugestões provenientes do processo revisional do artigo, fica a cargo dos autores a adequação do texto utilizando a ferramenta de revisão do word (ou similar).
g Os editores e avaliadores se reservam o direito de propor alterações nos originais, buscando manter a qualidade da publicação. Definições, conceitos, afirmações e opiniões expressados nos textos são de inteira responsabilidade dos autores. Ao submeterem o texto para a Revista RunPetro, o (s) autor (es) está (ão) aceitando as normas aqui ex-pressas, bem como na autorização da publicação dos textos.

64 Ano 5, n. 1 out.2016/mar.2017 ISSN 2316-6681
g DIREITOS AUTORAIS E PATRIMONIAISNão haverá pagamento a título de direitos autorais ou qualquer outra remuneração em espécie pela publicação de trabalhos na Revista. O(s) autor(es) cede(m) total, definitiva, exclusiva, irretratável e irrevogavelmente os direitos pa-trimoniais do texto/obra aceito para publicação na Revista RunPetro à APEC – Sociedade Potiguar de Educação e Cultura Ltda., inscrita no CNPJ/MF sob o nº 08.480.071/0001-40, com sede social na Avenida Floriano Peixoto, 295, Petrópolis, CEP 59.072-520, Natal/RN, mantenedora da Universidade Potiguar – UnP, assim como à Rede Internacional de Universidades Laureate Ltda., e respectivas afiliadas, inscrita no CNPJ/MF sob o nº 07.728.655/0001-20, com sede na cidade de São Paulo/SP, na Rua Bela Cintra, 1.200,0 Conjuntos 51,52, 53 e 54, 5ª andar, Consolação, CEP 01415-001, conferindo-lhes o direito de reprodução, a partir da referida Revista, e em quaisquer de suas edições, no Repositório Científico da Universidade Potiguar - UnP ou em quaisquer outras plataformas, base de dados e/ou meios de divulga-ção/disseminação do conteúdo, existentes ou que venham a ser inventados, nacionais ou estrangeiros, a título gra-tuito ou oneroso, nos quais venha a Revista a ser disponibilizada, cabendo-lhes, para tanto, as faculdades de edição, adaptação, revisão, publicação, transmissão ou retransmissão, comunicação ao público e distribuição, impressa e ou digitalmente, e licença ou relicenciamento, podendo, ainda, ceder e ou substabelecer, com ou sem reservas, e a que título for, os direitos ora cedidos, sem prejuízos de eventuais outras outorgas.Ao submeterem seus textos, o (s) autor (es) concede (m) a todos os usuários do Repositório Científico da Universidade Potiguar o acesso livre a sua obra.
NORMAS TÉCNICASOs artigos devem ser apresentados observando-se as seguintes características técnicas:g A ordem de apresentação dos itens deverá observar a NBR 6022 de 2003 (título, autoria, resumo, palavras chaves, texto, referências, apêndice, anexo, tradução do resumo).g Formatação: Papel: A-4 (21,0 cm x 29,7 cm);g Formato de texto: Word (DOC) ou RTF;g Margens: superior e esquerda de 3 cm, inferior e direita de 2 cm;g Fonte: Times New Roman;g Tamanho: 12;g Parágrafo: espaçamento anterior: 0, posterior: 0 pontos, entre linhas: 1,5, justificado;g Número total de páginas do texto: 12 páginas incluindo texto, ilustrações e referências;g Título do artigo com até 10 palavras, centralizado, em letras maiúsculas e negrito, nos idiomas português e inglês ou inglês e português ou espanhol e português;g Resumo e abstract: Entre 100 e 250 palavras. Deverá ressaltar o objetivo, a metodologia, os resultados e as conclusões.g Palavras chaves em português e inglês/espanhol: de três a cinco;g Citações: seguir NBR 10520 de 2002 da ABNT e adotar o sistema autor/data;g Diagramas, quadros e tabelas devem ser apresentados com títulos e fontes completas;g Referências: apenas aquelas citadas no corpo do trabalho e deverão ser apresentadas no final do texto, em ordem alfabética, observando-se a NBR 6023 de 2002 da ABNT;g Notas de rodapé devem ser de natureza explicativa e reduzidas ao máximo;g Informações complementares: em arquivo separado.
ENDEREÇO DA REVISTAO email para contato é [email protected], não sendo este o endereço de submissão de textos para a revista.
RECOMENDAÇÕESSolicitamos que o (s) autor (res) faça (m) uma verificação quanto às normas solicitadas, verifique (m) se todos os au-tores citados constam na lista de referências ao fim do trabalho e zele (m) para que seja encaminhado o Termo de Autorização de Reprodução/Publicação de Obra e Cessão de Direitos Patrimoniais.

