relatório aulas práticas -leite em pÓ - final 1.docx
TRANSCRIPT
UNIVERSIDADE FEDERAL DA FRONTEIRA SULCAMPUS LARANJEIRAS DO SUL
ENGENHARIA DE ALIMENTOS
CAMILA RAMOS MESSIAS - 1012310009JOSILAINE KINTOPP BINI - 1012310024
LUCIELLEN SILVEIRA DOS SANTOS – 1012310069SILVANA DEC. CASTILHO – 1012310047
DETERMINAÇÃO DE CINZAS, UMIDADE ÚMIDA E SECA, LIPÍDIOS E AMIDO DE
AMOSTRA DE LEITE EM PÓ
Trabalho entregue para a obtenção de nota parcial na disciplina de GCA012 - Análise de Alimentos ministrada pelo professor Fabio Henrique Poliseli Scopel na Universidade Federal da Fronteira Sul.
Laranjeiras do Sul – PR, 2013
Sumário1. INTRODUÇÃO................................................................................................................3
1.1 Lipídios...........................................................................................................................7
1.2 Resíduo por incineração ou cinzas..................................................................................9
1.3 pH................................................................................................................................... 9
1.4 Acidez.............................................................................................................................9
1.5 Extrato seco total.............................................................................................................9
1.6 Umidade em base seca e úmida.....................................................................................10
1.7 Determinação da presença de amido.............................................................................10
2. OBJETIVO..................................................................................................................... 10
3. MATERIAIS, REAGENTES E PROCEDIMENTOS....................................................11
3.1 MATERAIS E EQUIPAMENTOS...............................................................................11
3.2 REAGENTES...............................................................................................................11
3.3 PROCEDIMENTOS.....................................................................................................11
4. RESULTADOS E DISCUSSÃO....................................................................................13
5. CONCLUSÕES.............................................................................................................. 18
6. REFERÊNCIAS BIBLIOGRÁFICAS............................................................................18

1. INTRODUÇÃO
Segundo ORDÓÑEZ (2005), no primeiro Congresso Internacional para a Repressão de
Fraudes realizado em Genebra, em 1908, definiu-se o leite como o produto integral, não
alterado nem adulterado e sem colostro, procedente da ordenha higiênica, regular, completa e
ininterrupta das fêmeas domésticas saudáveis e bem-alimentadas. Do ponto de vista biológico,
o leite é o produto da secreção das glândulas mamárias de fêmeas mamíferas, cuja função
natural é a alimentação dos recém-nascidos. Do ponto de vista físico-químico, o leite é uma
mistura homogênea de grande número de substâncias (lactose, glicerídeos, proteínas, sais,
vitaminas, enzimas, etc.), das quais algumas estão em emulsão (a gordura e as substâncias
associadas), algumas em suspensão (as caseínas ligadas a sais minerais) e outras em
dissolução verdadeira (lactose, vitaminas hidrossolúveis, proteínas do soro, sais, etc.).
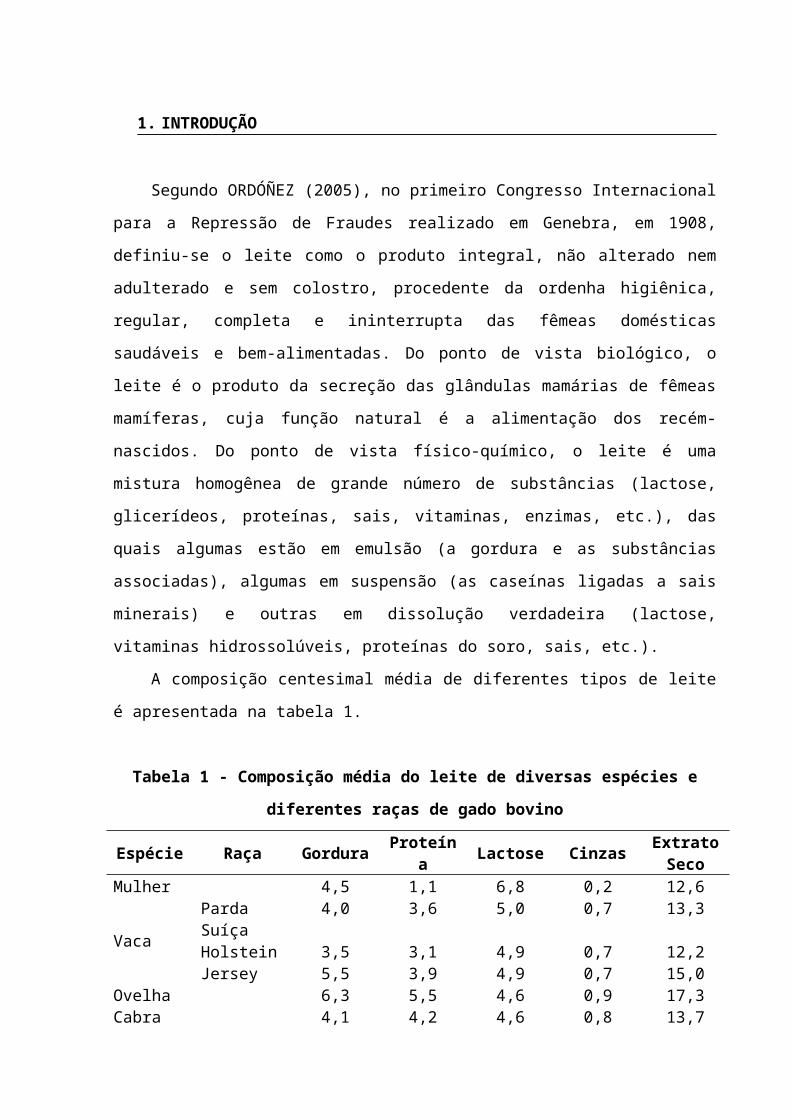
A composição centesimal média de diferentes tipos de leite é apresentada na tabela 1.
Tabela 1 - Composição média do leite de diversas espécies e diferentes raças de gado
bovino
Espécie Raça Gordura Proteína Lactose CinzasExtrato
SecoMulher 4,5 1,1 6,8 0,2 12,6
VacaParda Suíça 4,0 3,6 5,0 0,7 13,3Holstein 3,5 3,1 4,9 0,7 12,2Jersey 5,5 3,9 4,9 0,7 15,0
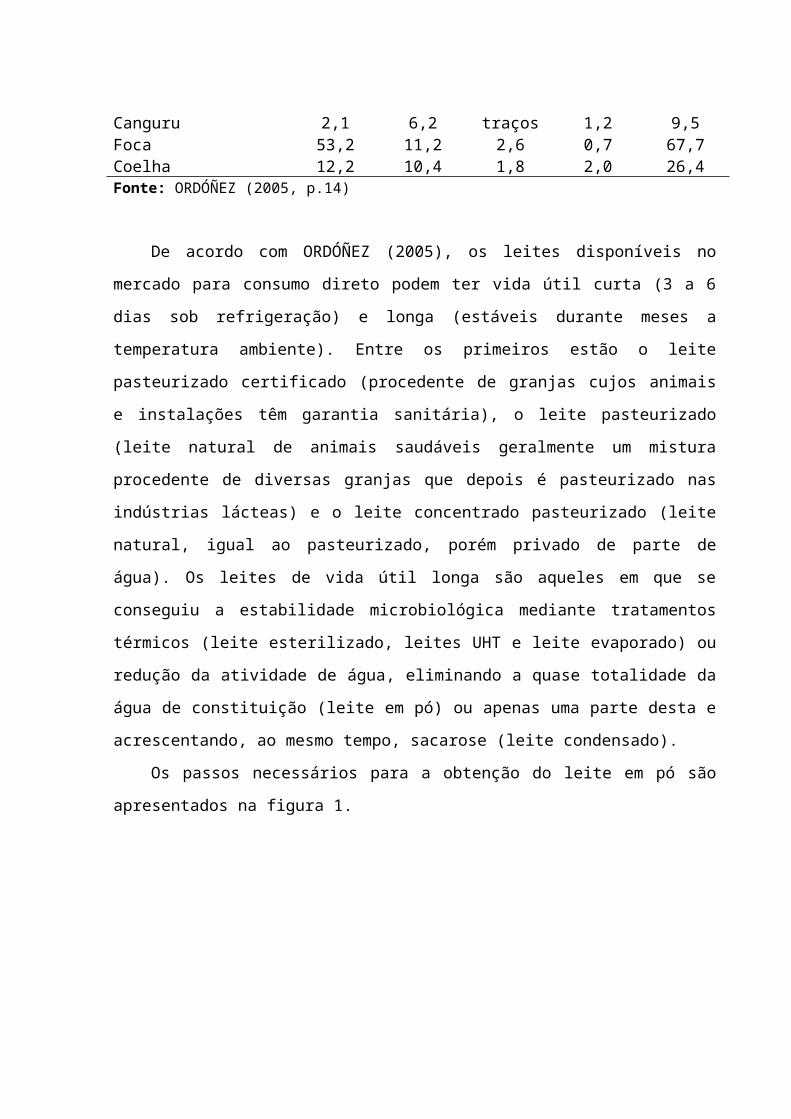
Ovelha 6,3 5,5 4,6 0,9 17,3Cabra 4,1 4,2 4,6 0,8 13,7Canguru 2,1 6,2 traços 1,2 9,5Foca 53,2 11,2 2,6 0,7 67,7Coelha 12,2 10,4 1,8 2,0 26,4
Fonte: ORDÓÑEZ (2005, p.14)
De acordo com ORDÓÑEZ (2005), os leites disponíveis no mercado para consumo
direto podem ter vida útil curta (3 a 6 dias sob refrigeração) e longa (estáveis durante meses a
temperatura ambiente). Entre os primeiros estão o leite pasteurizado certificado (procedente
de granjas cujos animais e instalações têm garantia sanitária), o leite pasteurizado (leite
natural de animais saudáveis geralmente um mistura procedente de diversas granjas que
depois é pasteurizado nas indústrias lácteas) e o leite concentrado pasteurizado (leite natural,
igual ao pasteurizado, porém privado de parte de água). Os leites de vida útil longa são
aqueles em que se conseguiu a estabilidade microbiológica mediante tratamentos térmicos
(leite esterilizado, leites UHT e leite evaporado) ou redução da atividade de água, eliminando
a quase totalidade da água de constituição (leite em pó) ou apenas uma parte desta e
acrescentando, ao mesmo tempo, sacarose (leite condensado).
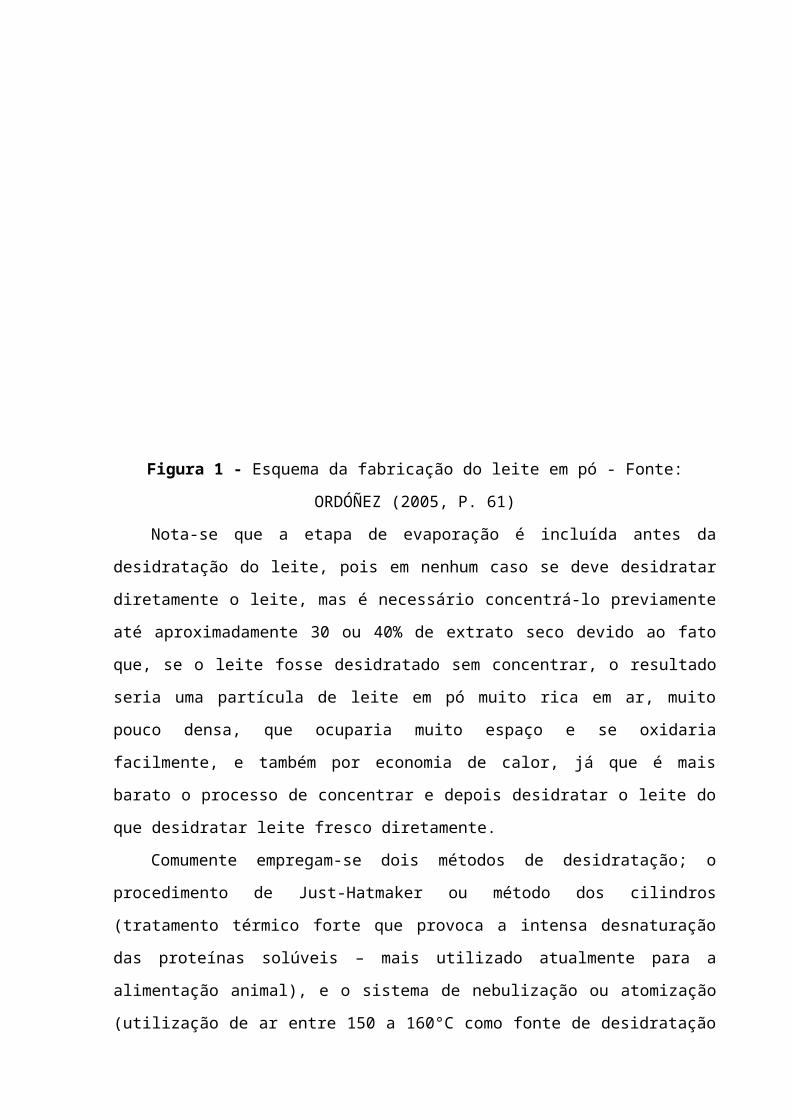
Os passos necessários para a obtenção do leite em pó são apresentados na figura 1.
Figura 1 - Esquema da fabricação do leite em pó - Fonte: ORDÓÑEZ (2005, P. 61)
Nota-se que a etapa de evaporação é incluída antes da desidratação do leite, pois em
nenhum caso se deve desidratar diretamente o leite, mas é necessário concentrá-lo
previamente até aproximadamente 30 ou 40% de extrato seco devido ao fato que, se o leite
fosse desidratado sem concentrar, o resultado seria uma partícula de leite em pó muito rica em
ar, muito pouco densa, que ocuparia muito espaço e se oxidaria facilmente, e também por
economia de calor, já que é mais barato o processo de concentrar e depois desidratar o leite do
que desidratar leite fresco diretamente.
Comumente empregam-se dois métodos de desidratação; o procedimento de Just-
Hatmaker ou método dos cilindros (tratamento térmico forte que provoca a intensa
desnaturação das proteínas solúveis – mais utilizado atualmente para a alimentação animal), e
o sistema de nebulização ou atomização (utilização de ar entre 150 a 160°C como fonte de
desidratação do leite, o mesmo não sofre dano térmico, pois a evaporação da água é
extremamente rápida e requer energia em forma de calor latente de evaporação para mudar de
estado, essa energia subtraída do próprio alimento faz com que a temperatura real alcançada
pela parte seca do leite seja muito menor do que a temperatura da fonte calórica, evitando
Controle de matérias-primas
Eliminação de impurezas
Preaquecimento
Evaporação
Desidratação
Esfriamento
Acondicionamento
Armazenamento, transporte e
comercialização
assim o inconveniente provocado pelo dano térmico de cilindro que é a má reconstituição do
leite em pó). Segundo ORDÓÑEZ:
Após o processo de desidratação, só reta esfriar o leite e acondicioná-lo. O acondicionamento requer certos cuidados, dado o caráter extremamente higroscópico do produto. E imprescindível um acondicionamento hermético e impermeável ao vapor d’água. Também é preciso estar atentos às possíveis oxidações, visto que se trata de um alimento de longa conservação que será mantido em temperatura ambiente. O mais comum é incluir antioxidantes, mas também é freqüente acondicionar o leite em pó em atmosferas de nitrogênio. Outro sistema para combater as oxidações é comprimir o leite em pó em grandes blocos, eliminando parte do ar, para o armazenamento e o transporte. (2005, p. 62).
A principal característica que diferencia o leite em pó convencional do leite em pó de
dissolução instantânea é o tamanho dos grânulos de leite em pó resultante, assim, ao
acrescentar água a esse produto, ele submerge, distribui-se e dissolve-se rapidamente na água;
além de que, se obtém a cristalização controlada da lactose.
Conforme a PORTARIA N° 146 DE 07 DE MARÇO DE 1996 – Regulamentos
Técnicos de Identidade e Qualidade dos Produtos Lácteos - Regulamento técnico de
identidade e qualidade de leite em pó, que possui como objetivo a fixação da identidade e as
características mínimas de qualidade que deverá apresentar o leite em pó e o leite em pó
instantâneo destinado ao consumo humano, com exceção do destinado a formulação para
lactantes e farmacêuticas, classifica em matéria gorda: o leite em pó integral com percentual
maior ou igual a 26,0 %, o leite em pó parcialmente desnatado com percentual entre 1,5 a
25,9%, o leite em pó desnatado com percentual menor que 1,5%, sendo que o produto que
apresentar um mínimo de 12% e um máximo de 14,0% de matéria gorda poderá,
opcionalmente, ser denominada como "leite em pó semi-desnatado".
O leite em pó poderá ser classificado também conforme a PORTARIA N° 146 DE 07
DE MARÇO DE 1996, de acordo com o tratamento térmico mediante o qual foi processado, o
leite em pó desnatado, classifica-se em:
De baixo tratamento térmico, cujo conteúdo de nitrogênio da proteína do soro não
desnaturada é maior ou igual a 6,00mg/g (ADMI 916).
De médio tratamento térmico, cujo conteúdo de nitrogênio da proteína do soro não
desnaturada está compreendido entre 1,51 e 5,99 mg/g (ADMI 916).
De alto tratamento térmico, cujo conteúdo de nitrogênio da proteína do soro não
desnaturada é menor que 1,50 mg/g (ADMI 916).
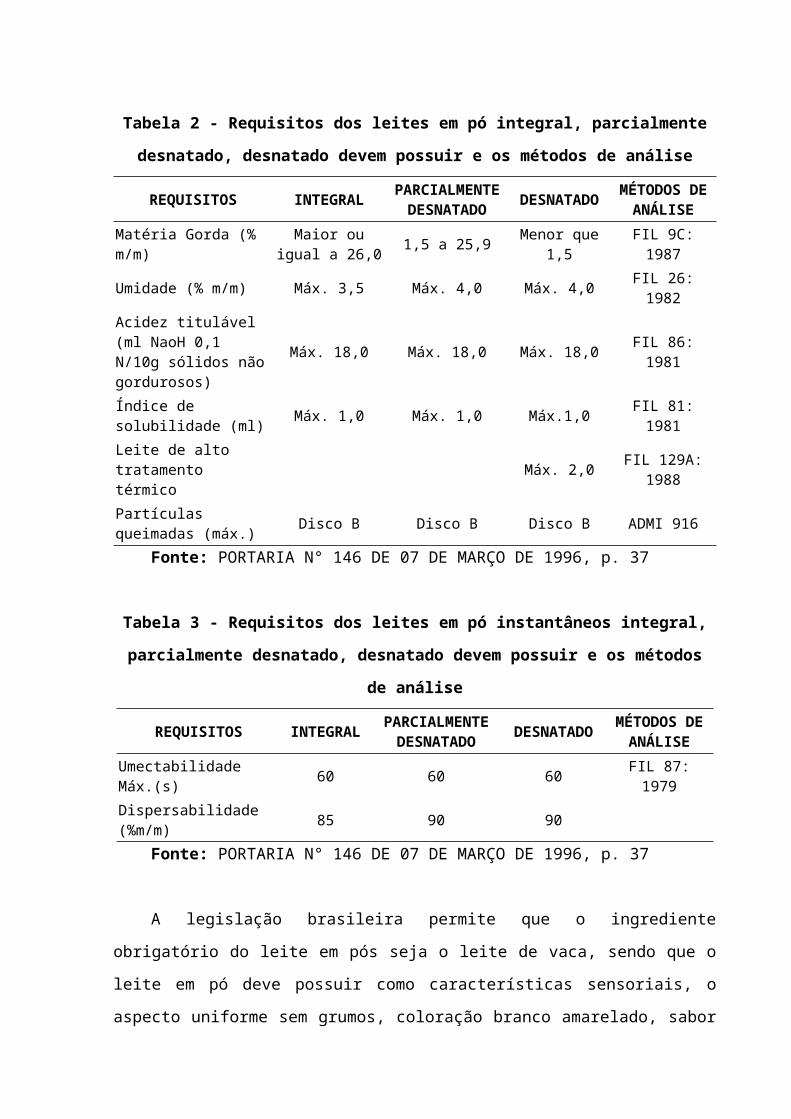
A tabela 2 apresenta os requisitos que o leite em pó deve possuir segundo a PORTARIA
N° 146 DE 07 DE MARÇO DE 1996, e seguindo a mesma portaria a tabela 3 apresenta os
requisitos que o leite em pó instantâneo deve também possuir.
Tabela 2 - Requisitos dos leites em pó integral, parcialmente desnatado, desnatado
devem possuir e os métodos de análise
REQUISITOS INTEGRALPARCIALMENTE DESNATADO
DESNATADOMÉTODOS DE
ANÁLISE
Matéria Gorda (% m/m) Maior ou igual a
26,01,5 a 25,9 Menor que 1,5 FIL 9C: 1987
Umidade (% m/m) Máx. 3,5 Máx. 4,0 Máx. 4,0 FIL 26: 1982
Acidez titulável (ml NaoH 0,1 N/10g sólidos não gordurosos)
Máx. 18,0 Máx. 18,0 Máx. 18,0 FIL 86: 1981
Índice de solubilidade (ml)
Máx. 1,0 Máx. 1,0 Máx.1,0 FIL 81: 1981
Leite de alto tratamento térmico
Máx. 2,0 FIL 129A: 1988
Partículas queimadas (máx.)
Disco B Disco B Disco B ADMI 916
Fonte: PORTARIA N° 146 DE 07 DE MARÇO DE 1996, p. 37
Tabela 3 - Requisitos dos leites em pó instantâneos integral, parcialmente desnatado,
desnatado devem possuir e os métodos de análise
REQUISITOS INTEGRALPARCIALMENTE
DESNATADODESNATADO
MÉTODOS DE ANÁLISE
Umectabilidade Máx.(s) 60 60 60 FIL 87: 1979
Dispersabilidade (%m/m) 85 90 90
Fonte: PORTARIA N° 146 DE 07 DE MARÇO DE 1996, p. 37
A legislação brasileira permite que o ingrediente obrigatório do leite em pós seja o leite
de vaca, sendo que o leite em pó deve possuir como características sensoriais, o aspecto
uniforme sem grumos, coloração branco amarelado, sabor e odor agradável não rançoso
semelhante ao leite fluido, deverá conter somente as proteínas, açúcares, gorduras e outras
substâncias minerais do leite e nas mesmas proporções relativas, salvo quando ocorrer
modificações originais por um processo tecnologicamente adequado (tabela 2).
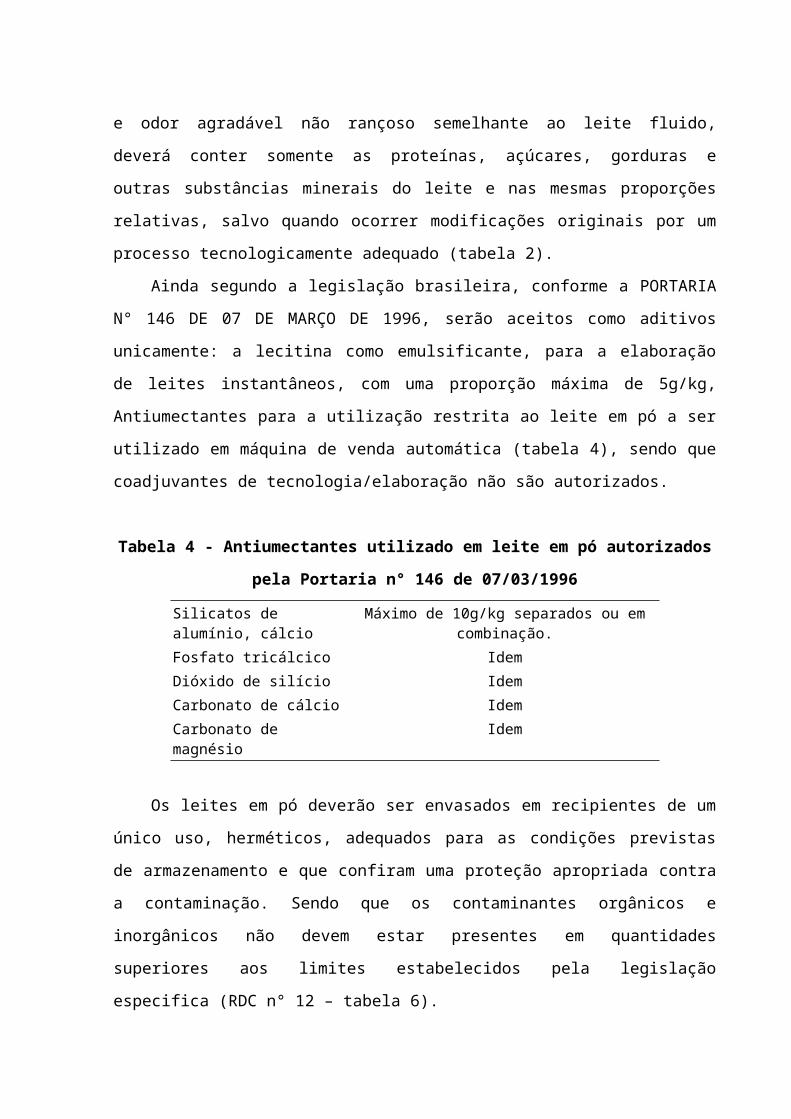
Ainda segundo a legislação brasileira, conforme a PORTARIA N° 146 DE 07 DE
MARÇO DE 1996, serão aceitos como aditivos unicamente: a lecitina como emulsificante,

para a elaboração de leites instantâneos, com uma proporção máxima de 5g/kg,
Antiumectantes para a utilização restrita ao leite em pó a ser utilizado em máquina de venda
automática (tabela 4), sendo que coadjuvantes de tecnologia/elaboração não são autorizados.
Tabela 4 - Antiumectantes utilizado em leite em pó autorizados pela Portaria n° 146 de
07/03/1996
Silicatos de alumínio, cálcio Máximo de 10g/kg separados ou em combinação.
Fosfato tricálcico Idem
Dióxido de silício Idem
Carbonato de cálcio Idem
Carbonato de magnésio Idem
Os leites em pó deverão ser envasados em recipientes de um único uso, herméticos,
adequados para as condições previstas de armazenamento e que confiram uma proteção
apropriada contra a contaminação. Sendo que os contaminantes orgânicos e inorgânicos não
devem estar presentes em quantidades superiores aos limites estabelecidos pela legislação
especifica (RDC n° 12 – tabela 6).
Tabela 5 – Tolerância microbiológica de amostras de leite em pó
Grupo dealimentos
MicrorganismoTolerância
para AmostraINDICATIVA
Tolerância para Amostra Representativa
n c m MLEITE EM PÓ
a) leite em pó, instantâneo e não, exceção dos destinados à alimentação infantil e formulações farmacêuticas
Bacilluscereus/g 5x103 5 25x102 5x103
Coliformes a 45°C/g 10 5 2 10Estaf.coag.positiva/g 102 5 1 10 102
Salmonella SP/25g Aus 10 0 Aus -
Fonte: Resolução RDC nº 12, de 02 de janeiro de 2001 - Regulamento Técnico sobre padrões
microbiológicos para alimentos.
1.1 Lipídios
De acordo com DAMODARAM (2010), os lipídios são um amplo grupo de compostos
químicos diversos que são solúveis em solventes orgânicos. Em geral os alimentos lipídicos
são indicados como gorduras (sólidos) ou óleos (líquidos), correspondendo a seu estado físico
a uma temperatura ambiente. Os alimentos lipídicos também são classificados como apolares

(p. ex., triacilglicerol e colesterol) e polares (p. ex., fosfolipídeos), o que indica diferenças em
sua solubilidade e em suas propriedades funcionais. O conteúdo total e a composição lipídica
em alimentos podem variar muito. Como os lipídios desempenham um papel importante na
qualidade dos alimentos, pois contribuem com atributos como textura, sabor, nutrição e
densidade calórica, além disso a estabilidade física dos lipídios é importante para a qualidade
do alimento, já que muitos lipídios existem como dispersões/emulsões, sendo
termodinamicamente instáveis.
Segundo IAL (2008), a determinação de lipídios em alimentos é feita, na maioria dos
casos, pela extração com solventes, por exemplo, éter. Quase sempre se torna mais simples
fazer uma extração continua em aparelho do tipo Soxhlet, seguida da remoção por evaporação
ou destilação do solvente empregado. O resíduo obtido não é constituído unicamente por
lipídios, mas por todos os compostos que, nas condições da determinação, possam ser
extraídos pelo solvente. Estes conjuntos incluem os ácidos graxos livres, ésteres de ácidos
graxos, as lecitinas, as ceras, os carotenóides, a clorofila e outros pigmentos, além dos
esteróis, fosfatídios, as vitaminas A e D, os óleos essenciais, etc., mas em quantidades
relativamente pequenas, que não chegam a representar uma diferença significativa na
determinação. Nos produtos em que estas concentrações se tornam maiores, a determinação
terá a denominação mais adequada de extrato etéreo. Uma extração completa se torna difícil
em produtos contendo alta proporção de açúcares, de proteínas e umidade.
Em certos casos, podem ser aplicados outros métodos na determinação dos lipídios, tais
como: a extração com solvente a frio (método de Bligh-Dyer ou Folch), hidrolise acida
(método de Gerber ou Stoldt- Weibull) ou alcalina (método Rose-Gotllieb-Mojonnier).
Segundo BRUM (2009), os procedimentos clássicos idealizados por Soxhlet em 1879,
com refluxo de solvente por muitas horas, devem ser evitados, já que favorecem as reações de
peroxidação e de hidrólise, podendo comprometer resultados analíticos posteriores, como a
quantificação de certos componentes lipídicos. Um dos procedimentos de extração mais
versáteis e efetivos é a metodologia de Bligh e Dyer, uma versão simplificada do
procedimento clássico usando clorofórmio – metanol proposto por Folch et al. A mistura
binária de clorofórmio – metanol apresenta como vantagem a capacidade de extraírem tanto
os lipídios neutros e os lipídios polares eficientemente.
Pesquisadores, como Folch et al, reconheceram as características intrínsecas da extração
de lipídios e desenvolveram um método usando uma mistura de clorofórmio e metanol,
seguida pela adição de solução de cloreto de potássio, visando uma melhor separação de
fases, Bligh e Dyer modificaram o método de Folch et al, e propuseram um método rápido
para a extração e purificação dos lipídios totais. Apesar de algumas desvantagens, como a
toxidez dos solventes usados e a indesejável extração dos contaminantes não-lipídicos da fase
orgânica, os métodos de Folch et al. e Bligh e Dyer são largamente utilizados, tanto como
propostos originalmente, quanto modificados.
1.2 Resíduo por incineração ou cinzas
Segundo IAL (2008), entende-se por resíduo por incineração, resíduo mineral fixo ou
cinzas como o resíduo obtido por aquecimento de um produto em temperatura próxima a
(550-570)°C. Nem sempre este resíduo representa toda a substância inorgânica presente na
amostra, pois alguns sais podem sofrer redução ou volatilização nesse aquecimento.
Geralmente, as cinzas são obtidas por ignição de quantidade conhecida da amostra.
1.3 pH
Segundo a EMBRAPA (2007), o pH do leite fresco apresenta reação ligeiramente ácida,
variando entre 6,6 e 6,8, com média de 6,7 a 20oC ou 6,6 a 25oC. Leite de glândulas mamárias
com inflamação (mastite) fica alcalino e pode chegar a 7,3 - 7,5.
1.4 Acidez
De acordo com a EMBRAPA (2007), a determinação da acidez do leite é uma das
medidas mais usadas no controle da matéria-prima pela indústria leiteira. O teste é usado para
classificar o leite e também como um guia para controle da manufatura de produtos como o
queijo. A acidez titulável é expressa em graus Dornic (oD) ou em porcentagem (%) de ácido
láctico.No teste da acidez titulável, uma substância básica (isto é, alcalina), o hidróxido de
sódio (NaOH), é usada para neutralizar o ácido do leite. Uma substância indicadora
(fenolftaleína) é usada para mostrar a quantidade do álcali que foi necessária para neutralizar
o ácido do leite. O indicador permanece incolor quando misturado com uma substância ácida,
mas adquire coloração rosa em meio alcalino. Portanto, o álcali (NaOH N/9) é adicionado ao
leite até que o leite adquirira a coloração rósea. Cada 0,1 mL da solução de NaOH N/9 gasto
no teste corresponde a 1oD ou 0,1g de ácido láctico/L.
1.5 Extrato seco total
De acordo com EMBRAPA (2005) extrato seco total é representado pela gordura,
açúcar, proteínas e sais minerais. Quanto maior esse componente no leite, maior será o
rendimento dos produtos.
1.6 Umidade em base seca e úmida
Segundo INMETRO (Instituto Nacional de Metrologia, Qualidade e Tecnologia), o leite
em pó deve estar protegido da umidade. O aumento da umidade relativa do ambiente em
contato com o produto pode acarretar o aumento da umidade do leite, ocasionando a
aglomeração do pó, permitindo o desenvolvimento de microorganismos e de fungos,
potencialmente capazes de produzir microtoxinas prejudiciais à saúde.
1.7 Determinação da presença de amido
Entende-se por fraude ou falsificação a adição ou subtração, parcial ou total de qualquer
substância na composição de um produto. De acordo com o RIISPOA, considera-se fraudado,
adulterado ou falsificado o leite que: 1) for adicionado de água; 2) tiver sofrido subtração de
qualquer dos seus componentes, exceto a gordura nos tipos “C” e “magro”;3) for adicionado
de substâncias conservadoras ou quaisquer elementos estranhos à sua composição; 4)for de
um tipo e se apresentar rotulado como de outro de categoria superior; 5) estiver cru e for
vendido como pasteurizado; 6) for exposto ao consumo sem as devidas garantias de
inviolabilidade (BRASIL, 1997).
Segundo FERRÃO et al (2007), entre as fraudes mais comuns praticadas no Brasil, está
a adição do soro de leite, que é 90% mais barato que o leite. Além do soro de leite,
contaminantes como a sacarose e, com menor freqüência, maltodextrina, soda cáustica e o
amido podem ser encontrados no leite.
O amido de milho é, comumente, usado como adulterante no leite em pó para promover
o aumento do volume do mesmo e, com isso, levar a um maior ganho econômico. Nesse
contexto, o teste de amido se apresenta como um método qualitativo de determinação de
adulteração do leite pela adição de amido.
A detecção da ocorrência das fraudes é de suma importância para assegurar a qualidade
do leite que chega ao consumidor, como alimento saudável e nutritivo, e para garantir o
correto rendimento e as boas condições dos produtos derivados.
1.8 Avaliação MacroscópicaDe acordo com a Resolução RDC nº 175, de 08 de julho de 2003 que aprova o
Regulamento Técnico de Avaliação de Matérias Macroscópicas e Microscópicas Prejudiciais
à Saúde Humana em Alimentos Embalados, define como Matérias macroscópicas, aquelas
que podem ser detectadas por observação direta (olho nu) sem auxílio de instrumentos

ópticos, e Matéria prejudicial à saúde humana como aquela matéria detectada
macroscopicamente e ou microscopicamente, relacionada ao risco à saúde humana e
abrangem insetos, outros animais vivos ou mortos, parasitas, excrementos de insetos e ou de
outros animais e/ou objetos rígidos, pontiagudos e ou cortantes, que podem causar lesões no
consumidor.
A avaliação tem por finalidade averiguar se há a presença de materiais estranhos no
alimento, assim como também se a embalagem está violada, e os aspectos sensoriais como cor
e odor.
2. OBJETIVO
Verificar se o percentual de cinzas, extrato seco total, umidade (em base seca e
úmida),acidez, lipídios, a presença de amido, o pH e avaliar macroscopicamente a amostra de
Leite em pó integral instantâneo Ilolay (data de fabricação: 14/03/2013 e validade:
14/09/2014) sob lote número 4464301, produzido na Argentina e elaborado por:
SUCESORES DE ALFREDO WILLINER S.A. (Bul. Roca 883, RAFAELA (matriz) - Ruta
Providencial nº 70, Km 74, BellaItalia).
3. MATERIAIS, REAGENTES E PROCEDIMENTOS
3.1 MATERAIS E EQUIPAMENTOS
Determinação de Lipídios: Estufa de secagem (70 – 80°C), dessecador, balança
analítica, pinças, espátulas, béquer 100 mL, béquer de 50 mL previamente pesado,
Erlenmeyer, pipeta de Pasteur, proveta de 10 e 20 mL, funil de vidro pequeno, papel
filtro, tubos de ensaio com tampa, grade de tubos.
Determinação da Acidez Titulável: Erlenmeyer 125 mL, proveta 50 mL, bureta 25 mL.
Determinação do pH: béquer de 50 e 150 mL, proveta de 100 mL, pHâmetro, agitador
magnético, espátula de metal.
Determinação da Presença de Amido: Béquer de 50 mL, bastão de vidro, proveta de 50
mL, chapa aquecedora elétrica.
3.2 REAGENTES
Determinação de lipídios: Metanol, Clorofórmio, Solução aquosa de sulfato de sódio
(1,5%), sulfato de sódio anidro.
Determinação da Acidez Titulável: Indicador fenolftaleína (solução alcoólica 1%),
solução de hidróxido de sódio 0,1N.
Determinação do pH: soluções tampão de 4 e 7.
Determinação da Presença de Amido: Solução de Lugol (iodo).
3.3 PROCEDIMENTOS
Determinação de Lipídios: Pesou-se uma massa entre 1,1 e 1,3 gramas de amostra de
leite em pó em uma folha de alumínio, e em seguida transferir a massa pesada para um
tubo de ensaio de volume igual a 30 mL que contenha com tampa, com o auxílio de um
funil pequeno. Adicionar exatamente 2,5 mL de Clorofórmio, 5mL de Metanol e 2 mL
de água destilada ao tubo de ensaio contendo a amostra e misturou-se o tubo de ensaio
em vortex rapidamente para homogeneização e após agitar em vortex por 3 minutos.
Deixar descansar por 2 minutos. Adicionar precisamente os volumes iguais a 2,5 mL de
Clorofórmio e 2,5 mL de solução de sulfato de sódio (1,5%), tampar e agitar por mais 2
minutos em vortex e em seguida deixar descansar por 15 minutos. Com o auxílio de
uma pipeta de Pasteur, retirar do fundo do tubo de ensaio um volume entre 4 e 6 mL
(medidos em proveta) do líquido formado na camada inferior que contém o
Clorofórmio, e em seguida transferi-la para outro tubo de ensaio com tampa. Adicionar
a este tubo de ensaio a massa igual a 0,25 gramas de sulfato de sódio anidro, tampar e
agitar para remover traços de água que invariavelmente são arrastados na pipetagem, e
deixar descansar por 5 minutos. Retirar com o auxílio de uma pipeta de Pasteur somente
o Clorofórmio (aproximadamente 1,25 mL), evitando a pipetagem de partículas o
máximo possível para que a solução fique límpida. Transferir o conteúdo para um
béquer previamente pesado e levar este para a Estufa de secagem (70 – 80°C) até
evaporar o solvente, resfriar em dessecador e pesar.
Determinação da Acidez Titulável: Pesou-se 5, 030 e 5,008 g da amostra de leite em pó
(ensaio em duplicata) em erlenmeyers e adicionou-se 20 mL de água destilada em cada
uma das amostras. Agitou-se até formar uma pasta fina. Em seguida, adicionou-se mais
30 mL de água destilada em cada um dos erlenmeyers contendo as amostras de leite
agitando-se cuidadosamente para evitar que as partículas da amostra subissem pelas
paredes do frasco. Posteriormente, adicionou-se 2 gotas do indicador fenolftelaína a
cada uma das amostras de leite em pó diluídas e titulou-se com a solução de NaOH
(0,1N) até a coloração rósea. Os cálculos foram efetuados através da equação 1.
Equação 1: Ac. Titulável (mL de NaOH 0,1N/10g de sólidos não gordurosos) =
V∗f∗N∗100P
Onde: V= volume (mL) de NaOH gasto na titulação; f= fator da solução de NaOH; N= normalidade da solução NaOH; P= peso da amostra (g).
Determinação do pH: Pesou-se 10, 0675 g de leite em pó em um béquer e diluiu-se em
100 mL de água destilada, mexendo-se com um bastão de vidro até que as partículas
ficassem uniformemente suspensas. Em seguida, determinou-se o pH com o
equipamento previamente calibrado. Fez-se o ensaio em duplicata.
Determinação da Presença de Amido: Pesou-se 5g de leite em pó e colocou-se em um
béquer, adicionou-se 15 mL de água destilada e mexeu-se com um bastão de vidro até
completa dissolução. Em seguida, aqueceu-se em banho-maria por 5 minutos e, por fim,
resfriou-se a amostra. Adicionou-se 2 gotas de solução de Lugol (iodo) e observou-se a
coloração.Na interpretação do teste, azul indicava leite fraudado com amido e a cor
amarela, negativo.
Avaliação Macroscópica: Verificou-se o aspecto visual, a embalagem e os aspectos
sensoriais como cor e odor.
Determinação de extrato seco total: Pesaram-se dois cadinhos vazios previamente
dessecado, tarou-se a balança e pesou-se de 2 a 2,5 g de amostras no cadinho. Após
secou-se em estufa a 105ºC em pelo menos 3 horas e resfriou-se em um dessecador e
pesou-se o cadinho massa da amostra seca.
Determinação de resíduo mineral: Pesou-se um cadinho vazio previamente dessecado,
tarou-se a balança analítica e pesou-se 3 a 5g de amostra. Colocou-se o cadinho mais a
amostra em uma estufa por aproximadamente 1 hora e em seguida transferiu-se o
cadinho para uma mufla e incinerou-se a amostra por 4 a 5 horas. Retirou-se o cadinho
da mufla e transferiu-se para um dessecador.
4. RESULTADOS E DISCUSSÃO
Determinação de Lipídios: O método de Bligh-Dyer consiste a utilização de uma mistura de
quatro solventes (Clorofórmio, Metanol, Sulfato de Sódio (1,5%) e Água). O Metanol e
Clorofórmio formam uma só fase quando entram em contato inicialmente, e ao adicionar
outra proporção de Clorofórmio e água, forma-se duas fases, uma de clorofórmio contendo os
lipídios extraídos da amostra e outra de metanol água e resíduo orgânico da amostra, após
separar a fase clorofórmica da solução adiciona-se a solução de sulfato de sódio (1,5%) para o
isolamento da porção de água ainda contida na mesma.
O Metanol possui a finalidade de auxiliar na extração dos lipídios da amostra, o
Clorofórmio como solvente orgânico possui a característica de capturar para si os lipídios
extraídos da amostra, o Sulfato de sódio auxilia na ionização do meio e auxilia também para a
eliminação de vestígios de água contidas nas ultimas etapas de extração que prejudicam a
determinação correta da massa dos lipídios, e a água como solução do meio. A fase do
clorofórmio com os lipídios da amostra então é isolada e, após a evaporação do clorofórmio,
obtém-se a quantidade de gordura por pesagem. Para a uma boa extração de lipídios, este
método necessita que a amostra possua uma concentração média de água para facilitar a
penetração dos solventes.
Para a determinação de lipídios da amostra de Leite em pó Integral instantâneo Ilolay
foi seguido o procedimento descrito anteriormente e realizado em duplicata. Os valores das
massas de amostras utilizadas em cada ensaio inicialmente estão apresentados na tabela 6,
assim como também a massa dos béqueres vazios e limpos anterior a adição das amostras
finais de Clorofórmio contendo a fração lipídica da mesma, e utilizando a equação 2 foi
calculado o percentual de lipídios totais das amostras seguido pela médias dos dois ensaios
realizados.
Equação 2: % Lipídios Totais=( p∗4P )∗100
Onde: p = peso da fração lipídica (g) contido em 1,25 mL; P = pesa da amostra inicial (g).

Tabela 6 - Dados obtidos na determinação de lipídios na amostra de leite em pó
EnsaioPeso Amostra Inicial (g) (P)
Peso béquer vazio (g)
Peso béquer após Estufa de
secagem (g)
Peso lipídios (g) (p)
% Lipídios Totais
1 1,1985 36,2548 36,3457 0,0909 30,332 1,2006 36,0555 36,1510 0,0955 31,81
A tabela 7 apresenta os percentuais obtidos de lipídios nas amostras, a média e o desvio
padrão amostral.
Tabela 7 - Percentual lipídico, Média e Desvio Padrão do experimento
Ensaio 1 Ensaio 2 Média (x) Desvio Padrão (S)
Lipídios (%) 30,33 31,81 31,07 1,05
Onde a média dos valores foi obtido através da média aritmética simples e o Desvio Padrão
(S) foi calculado através da fórmula: S=√∑i=1
n
(xi−x)2
n−1
.
O valor obtido para o percentual lipídico da amostra de leite em pó integral instantâneo
analisada foi de 31,07 ± 1,05% de lipídios.
Segundo a legislação vigente no Brasil em relação a padronização do leite em pó
comercializado no país (PORTARIA Nº 146 DE 07 DE MARÇO DE 1996), o percentual de
matéria gorda de leite em pó integral deve ser maior ou igual a 26,0. O resultado obtido no
experimento de determinação de lipídios foi aceitável diante da legislação (percentual de
lipídios obtido no experimento: 31,07 ± 1,05%).
Para uma correta utilização do método de Bligh-Dyer (determinação de lipídios) a
amostra deve estar devidamente homogeneizada, não estando, acaba atrapalhando a
penetração do solvente na amostra, dificultando assim a extração da gordura; devido ao
método exigir muitas operações acarreta em erros durante a análise; o método utiliza a
gravimetria para a quantificação, onde se realiza a evaporação do solvente acarretando na
possível evaporação de um percentual de lipídios junto com o clorofórmio.
Determinação da Acidez Titulável: Os ensaios para determinação da acidez titulável foram
realizados conforme descrito no procedimento e os resultados obtidos são apresentados na
tabela 8:
Tabela 8 - Volume gasto de NaOH na titulação das amostras analisadasTitulação Vol. NaOH (mL) Peso da amostra (g)
1 6,80 5,030
2 6,90 5,008
Considerando que as análises foram feitas para amostras de 5 g, enquanto os valores
estabelecidos pela legislação a serem comparados são expressos para 10 g de amostra, os
resultados obtidos foram extrapolados para 10g.
Com base nos valores tabelados, calculou-se a acidez titulável através da Equação 1,
com f = 1 e N = 0,1.
A tabela 9 apresenta os resultados obtidos para a acidez titulável, a média e o desvio
padrão amostral.
Tabela 9 - Resultados para Acidez Titulável, Média e Desvio Padrão
Ensaio 1 Ensaio 2 Média (x ¿ Desvio Padrão (S)Ac. Titulável (mL)
*13,52 13,78 13,65 0,13
* NaOH 0,1N/ 10g de sólidos não gordurosos. Onde o desvio padrão amostral foi calculado
através de: S=√∑i=1
n
(xi−x)2
n−1
.
O valor obtido para acidez titulável da amostra de leite em pó analisada foi de 13,65 ±
0,13 mL de NaOH 0,1N/ 10g de sólidos não gordurosos.
A acidez do leite em pó é bastante variável, sendo maior em leites com teores mais
elevados do extrato seco desengordurado, podendo, ainda, variar de acordo com o volume do
indicador adicionado, as porcentagens de leite e água usadas na diluição e com a tonalidade
adotada como ponto de viragem. A acidez titulável serve de indicativo para processos de
deterioração e, sendo assim, também serve de indicativo da concentração de íons hidrogênio.
O Regulamento Técnico de Identidade e Qualidade do Leite em Pó do MAPA, Portaria
Nº 146 de 07 de março de 1996, estabelece que a acidez titulável para o leite em pó integral
instantâneo deve ser de no máximo 18,0 mL NaOH 0,1N/10g de sólidos não gordurosos.
Tabela 10 - Acidez Titulável para leites em pó com diferentes conteúdos de matéria gorda
Requisitos IntegralParcialmente
DesnatadoDesnatado
Ac. titulável (mL) * Máx. 18,0 Máx. 18,0 Máx. 18,0
*Acidez titulável: NaOH 0,1 N/10g sólidos não gordurosos Fonte: MAPA, 1997.
Para FOSCHIERA (2004), no teste da acidez titulável, ocorre a reação de neutralização
do ácido lático pelo hidróxido de sódio (NaOH), na presença do indicador fenolftaleína, que é
usado para mostrar a quantidade do álcali que foi necessária para neutralizar o ácido lático. O
indicador permanece incolor quando misturado com uma substância ácida, mas adquire
coloração rósea em meio alcalino. Portanto, o álcali (NaOH 0,1N) é adicionado ao leite até
que o leite adquira a coloração rósea.
Figura 1 – Reação de neutralização do ácido lático pelo hidróxido de sódio.
O valor obtido para acidez titulável da amostra de leite em pó analisada foi de 13,65 ±
0,13 mL de NaOH 0,1N/ 10g de sólidos não gordurosos e está de acordo com o que preconiza
a legislação vigente. O INMETRO (1998), através do Programa de Análise da Qualidade de
Produtos, ao analisar 12 marcas de leite em pó, entre nacionais e importadas, de leite em pó
integral (instantâneo e não-instantâneo) procurando verificar a adequação destes produtos aos
regulamentos vigentes, constatou que todas estavam de acordo com a legislação vigente no
que se refere a acidez total.
Determinação do pH:O pH da amostra de leite em pó analisada foi medido usando um
pHâmetro e os resultados obtidos são apresentados na tabela11.
Tabela 11 - Valores de pH para a amostra em duplicata
Ensaio 1 Ensaio 2Média (x
)Desvio Padrão (S)
p
H6,70 6,68 6,69 0,01
O valor médio de pH obtido para a amostra analisada foi de 6,69 ± 0,01.Com o desvio padrão
amostral dado por:S=√∑i=1
n
(xi−x)2
n−1
.
Os processos de deterioração hidrolítica, oxidativa ou fermentativa alteram, quase
sempre, a concentração de íons hidrogênio, de forma que, a acidez do leite tende a aumentar à
medida que o mesmo vai envelhecendo. O pH é inversamente proporcional à atividade dos
íons hidrogênio efetivamente dissociados, portanto, a medida do pH é um parâmetro que serve
de indicador da acidez do leite. Em soluções diluídas, como os alimentos, pode-se considerar
a atividade igual à concentração de H+.
O valor médio de pH obtido para a amostra analisada foi de 6,69 ± 0,01. De acordo com
a EMBRAPA, valores de pH de 6,6 a 6,8 correspondem a valores da acidez em Dornic de 15
a 18, valor que está dentro do que estabelece a legislação vigente para leite normal, adotando
esse parâmetro para o leite em pó constata-se que a amostra analisada está de acordo com o
que estabelece a legislação.
Foppa et al (2009), ao analisar comparativamente o leite em pó e o leite UHT integral,
obteve um valor médio para o pH 6,5 ± 0,023 para o leite em pó, também dentro do
estabelecido na legislação.
Determinação da Presença de Amido:A amostra de leite em pó submetida à análise, conforme
a metodologia descrita no procedimento, durante o experimento desenvolvido adquiriu a cor
marrom.
O amido de milho é, comumente, usado como adulterante no leite em pó para promover
o aumento do volume do mesmo e, com isso, levar a um maior ganho econômico. Nesse
contexto, o teste de amido se apresenta como um método qualitativo de determinação de
adulteração do leite pela adição de amido.
Para Lacerda (2006), quando o amido é tratado com Lugol, as moléculas de amilose
formam um complexo azul, devido à inserção de uma cadeia linear de iodo-iodeto no interior
da hélice, enquanto as ramificações da amilopectina formam um complexo avermelhado com
o iodo. A mudança de cor que é visível mesmo em concentrações mínimas de iodo.
Segundo BOBBIO & BOBBIO (2001), a molécula de amilose tem uma conformação
helicoidal, devido à formação de ligações de hidrogênio entre os radicais hidroxila das
moléculas de glicose e quando corada com iodo, forma um complexo azul. O aprisionamento
do iodo dá-se, então, no interior da hélice formada pela amilose. Ainda de acordo com
BOBBIO & BOBBIO (2001), como a amilopectina não apresenta estrutura helicoidal, devido
à presença das ramificações, a interação com o iodo será menor, e a coloração menos intensa.
O comportamento distinto da amilose e da amilopectina em solução confirma a diferente
natureza das suas ramificações

A amostra de leite em pó submetida à análise durante o experimento desenvolvido não
apresentou sinais de adulteração ou fraude, haja vista que a mesma adquiriu a cor marrom,
típica da solução de iodo, ao entrar em contato com a solução de Lugol, ao invés da coloração
azul violácea esperada para o leite adulterado pela adição de amido.
Avaliação Macroscópica: A amostra de leite em pó havia a formação de grumos e coloração
amarela clara, seu aroma era agradável e era de leite fluido.
A formação de grumos nessa amostra aconteceu devido a propriedade hidroscópica, ou
seja, tem a capacidade de absorver água.
Determinação de extrato seco total: Denominaram-se os cadinhos como 1 e 2 para
diferenciá-los, e a massa do cadinho 1 + amostra foi de 29,7373 g e a do cadinho 2 + amostra
foi de 46,5788 g. Após o período na estufa e no dessecador, pesou-se a massa dos cadinhos 1
e 2 com a amostra seca, sendo as massas respectivamente 29,6499 g e 46,4972 g. Com isso,
foi possível calcular a umidade presente na amostra através da subtração da massa do cadinho
com a amostra seca e a massa do cadinho com a amostra úmida.
A umidade encontrada na amostra 1 foi de 0,0874 g e da amostra 2 de 0,0816 g.
Sabendo que a massa da amostra 1 foi de 2,0002g e da amostra 2 foi de 2,0165 g, o percentual
de umidade nessas amostras foram respectivamente 4,3% e 4,0%. E o extrato seco nas
amostras 1 e 2 foram respectivamente 95,7% e 96%.
De acordo com a PORTARIA Nº 146 DE 7 DE MARÇO DE 1996, um leite integral
deve conter no máximo 3,5% de umidade, com isso, verifica-se que os teores de umidade nas
amostras analisadas estão acima do permitido.
Isso aconteceu por diversos motivos, primeiramente, a amostra foi transferida da
embalagem para um recipiente aberto e ficou exposto ao ar do ambiente, absorvendo a
umidade do ar por ser hidroscópica. Segundo, a estufa utilizada não possui circulação forçada
de ar e prateleiras perfuradas, que interferem na circulação do ar e consequentemente na
secagem da amostra.
Determinação de resíduo mineral: Não foi possível realizar o procedimento deste experimento
até o final, pois as marcações feitas nos cadinhos para identificá-los, apagaram-se e com isso,
não foi possível determinar o resíduo mineral da amostra.
5. CONCLUSÕES
Para as análises de acidez, pH e teste de amido, as amostras avaliadas apresentavam-se
dentro dos valores exigidos pela legislação, indicando, assim, que as amostras analisadas dos
leites possuem uma boa qualidade.
A análise de lipídios da amostra de leite em pó integral instantâneo avaliada, se
apresentou dentro dos valores exigidos pela legislação brasileira (≥ 26,0 %),, indicando assim,
que a amostra analisada foi produzida de acordo com o exigido pela legislação brasileira
(31,07 ± 1,05%). Mesmo com o valor obtido tenha sido aceitável o erro proveniente do
método e o do analista, podem acarretar em uma modificação dos valores na análise.
Conclui-se que a partir das análises de Avaliação Macroscópica e Determinação de
extrato seco total, indicou que a amostra ficou muito tempo exposta ao ar ambiente, causando
sua alteração devido a sua hidroscopicidade, para evitar essa alteração, o ideal é retirar a
amostra diretamente da embalagem para ser analisada.
6. REFERÊNCIAS BIBLIOGRÁFICAS
ANVISA – Agência Nacional de Vigilância Sanitária - PORTARIA Nº 146 DE 07 DE
MARÇO DE 1996 – Regulamentos Técnicos de Identidade e Qualidade dos Produtos
Lácteos. 1996.
ANVISA – Agência Nacional de Vigilância Sanitária - Resolução RDC nº 12, de 02 de
janeiro de 2001 – Regulamento Técnico sobre padrões microbiológicos para alimentos. 2001.
ANVISA – Agência Nacional de Vigilância Sanitária - Resolução RDC nº 175, de 08 de
julho de 2003 – Regulamento Técnico de Avaliação de Matérias Macroscópicas e
Microscópicas Prejudiciais à Saúde Humana em Alimentos Embalados. 2003.
BECKER, T. A.; et al. Avaliação da qualidade sanitária de leite integral informal,
pasteurizado, UHT e em pó comercializado na cidade de Medianeira e Serranópolis do Iguaçu
– Paraná. Semina: Ciência Agrária, Londrina, v. 31, n. 3, p. 707-716, Jul./Set. 2010.
BRUM, A. A. S.; ARRUDA, L. F. de; ARCE, M. A. B. R.. Métodos de extração e
qualidade da fração lipídica de matérias-primas de origem vegetal e animal. Química Nova,
vol. 32, n. 4, p. 849-854, 2009.
BOBBIO, P. A., BOBBIO F. O. Química do processamento de alimentos. 3ed. São
Paulo: Varela, 143 p., 2001.
BRASIL. Ministério da Agricultura. Decreto n. 30.691, de 29 de março de 1952,
alterado pelos Decretos n˚s 1255, de 25 de junho de 1962, n. 1236, de 2 de setembro de 1994,
n.1812, de 8 de fevereiro de 1996, e n. 2.244, de 4 de junho de 1997. Regulamento da
Inspeção Industrial e Sanitária dos Produtos de OrigemAnimal - RIISPOA. Brasília, DF,
1997. Disponível em:
<http://www.planalto.gov.br/ccivil_03/decreto/1950-1969/D30691.htm>. Acesso em:
17/11/2013.
DAMODARAM, S.; PARKIN, K. L.; OWEN, R. F.. Química de alimentos de
Fennema. 4. ed. Porto Alegre: Artmed, 2010
EMBRAPA. Empresa Brasileira de Pesquisa Agropecuária. Acidez Titulável
(2007).Disponível em: <http://www.agencia.cnptia.embrapa.br/Agencia8/AG01/arvore/AG
01_194_21720039246.html>. Acesso em 23/11/2013.
EMBRAPA - Empresa Brasileira de Pesquisa Agropecuária. pH do Leite (2007).
Disponível em: <http://www.agencia.cnptia.embrapa.br/Agencia8/AG01/arvore/AG0
1_193_21720039246.html>. Acessado em: 22 de Novembro de 2013 às 14h22m.
EMBRAPA. Empresa Brasileira de Pesquisa Agropecuária. Qualidade do leite
(Dez/2005). Disponível em: <http://sistemasdeproducao.cnptia.embrapa.br/Fontes
HTML/Leite/GadoLeiteiroZonaBragantina/paginas/qualidade.htm>. Acessado em: 23 de
Novembro de 2013 às 21h32m.
FELLOWS, P. J.. Tecnologia do processamento de alimentos – princípios e prática.
ed.2. Porto Alegre: Artmed, 2006.
FERRÃO, M. F., MELLO, C., BORIN, A., MARETTO, D.A. e POPPI, R. J. LS-SVM:
Uma Nova Ferramenta Quimiométrica para Regressão Multivariada. Comparação de
Modelos de Regressão LS-SVM E PLS na Quantificação de Adulterantes em Leite em
Pó empregando NIR. Quim. Nova, Vol. 30, No. 4, 852-859, 2007.
FOPPA, T. FERRAREZE, C. K. CASAGRANDE, J. KOCH, P. A. Análises Físico-
Químicas do Leite em Pó Comparado ao Leite UHT Integral. Ágora: R. Divulg. Cient.,
ISSN 2237-9010, Mafra, v. 16, n. 1, 2009.
FOSCHIERA, J.L. Indústria de Laticínios. 1°ed. Porto Alegre: Suliane, 2004, 88p.
IAL - INSTITUTO ADOLFO LUTZ. Métodos físico-químicos para análise de
alimentos (Coordenadores Odair Zenebon, NeusSadoccoPascuet e Paulo Tiglea) 1ed.digitada
– São Paulo:Instituto Adolfo Lutz, 2008.
INMETRO. Programa de Análise da Qualidade de Produtos: Leite em pó.
Disponível em: <http://www.inmetro.com.br>. Acesso em: 22/11/2013.
LACERDA, L. G. Uso de Técnicas Termoanalíticas na Caracterização da Hidrólise
Enzimática Parcial de Amidos de Matérias-Primas Tropicais.Universidade Estadual de
Ponta Grossa.Pró – Reitoria de Pesquisa e de Pós-Graduação. Programa de Pós-Graduação
Stricto sensu. Mestrado em Ciência e Tecnologia de Alimentos. Ponta Grossa, 2006.
Disponível em: <http://www.uepg.br/mestrados/mescta/Arquivos/Dissertacoes/LACE RDA,
%20LG.pdf>. Acesso em: 16/11/2013.
ORDÓÑEZ, Juan A.; et al.Tecnologia de alimentos – Alimentos de origem animal.v. 2.
Porto Alegre: Artmed, 2005.