princÍpios para a certificaÇÃo da empresa · de gestão da qualidade e é independente do tipo...
TRANSCRIPT
1
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
TEMA 1:
TEMA 2:
TEMA 3:
TEMA 4:
PLANEAMENTO E GESTÃO DA QUALIDADE
PRINCÍPIOS PARA A CERTIFICAÇÃO DA EMPRESA
ESTATÍSTICA APLICADA À QUALIDADE
CUSTOS DA QUALIDADE
P.03
P.15
P.27
P.57
2
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
PLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
3
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
OBJECTIVOS
1. Compreender, interpretar e aplicar de forma sistematizada as metodologias dePlaneamento e Gestão da Qualidade.
CONTEÚDO PROGRAMÁTICO
1.1 Metodologia para o planeamento da qualidade 03
1.2 Identificação das características do produto e do processo 06
1.3 Confirmação da exequibilidade do produto 09
1.3.1 Cumprimento das especificações 09
1.3.2 Meios de controlo necessários 10
1.4 Estabelecer planos de controlo (para as fases de protótipo, pré-produção
e produção) 10
4
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
PLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
1.1 METODOLOGIA PARA O PLANEAMENTO DA QUALIDADE
Definição de Planeamento da qualidade:
“Parte da gestão da qualidade orientada para o estabelecimento dos objectivosda qualidade, e para a especificação dos processos operacionais e dosrecursos necessários para atingir esses objectivos”.
(NP EN ISO 9000:2000)
Planeamento é:
- Identificação dos pontos de intervenção (problemas), a nível do projecto, processo emeios de fabrico.
- Organização de um calendário de acções de operação ou de controlo adequadas.
Planear a qualidade significa tomar decisões de gestão antes que as máquinas parempor defeitos, antes que se gere uma grande quantidade de desperdícios, antes que osfornecedores nos deixem sem abastecimento, antes que os nossos consumidoresreclamem, antes que os custos disparem.
Planear a qualidade significa também escolher a melhor forma de realizar as tarefas,seleccionando os recursos mais adequados para cada acção, envolvendo mão-de-obraqualificada.
A gestão da qualidade tem por objectivo conciliar dois objectivos fundamentais:
- a satisfação do cliente;
- a rentabilidade da empresa.
Em princípio qualquer gestão comporta as seguintes operações:
PREVER – definir objectivos;
ORGANIZAR – adoptar unidades de medida e definir métodos de medida;
COMANDAR – tomar um conjunto de decisões com o fim de reduzir os desvios entre osresultados e os objectivos;
COORDENAR – reunir numa comissão os responsáveis interessados;
CONTROLAR – efectuar medidas e interpretar os resultados.
Um modelo para executar o planeamento da qualidade envolve um esquema deactividades específicas. Esse esquema tem como base os requisitos gerais do processode gestão da qualidade e é independente do tipo de empresa. O modelo de Paladini(1997), testado na prática com bons resultados, decompõe-se em seis fases:
5
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
POLÍTICA DA QUALIDADE
Com base na definição da política de qualidade da empresa, são tomadas decisões delongo prazo, como o nível global de investimentos que serão feitos no sistema, asestratégias a adoptar no processo produtivo, os objectivos gerais do sistema e a suaabrangência.
DIAGNÓSTICO
Avaliação precisa dos recursos disponíveis humanos e materiais, das carênciasobservadas no sistema, bem como uma avaliação da estrutura formal, da fábrica, doprocesso produtivo, etc.
ORGANIZAÇÃO E ADMINISTRAÇÃO
Definição dos aspectos importantes para a qualidade considerando-se a política daempresa, que envolve:
- A infra-estrutura para a qualidade;
- As atribuições;
- A estrutura do sector da qualidade;
- A organização de sistemas de informação específicos para a gestão da qualidade;
- O processo de gestão da qualidade;
- As acções de impacto externo (clientes, consumidores, concorrentes, fornecedores,meio ambiente);
- A alocação, a formação e a qualificação dos recursos humanos.
PLANEAMENTO
Estruturação do plano de acção, que viabiliza a política da empresa e a implementa.Definição das actividades a serem desenvolvidas, a alocação dos recursos necessários,as estratégias operacionais, os objectivos específicos, as atribuições e asresponsabilidades a serem conferidas ao pessoal da produção e cronogramas.
IMPLEMENTAÇÃO
Esta é a fase operacional em que são executadas as actividades previstas nas fasesanteriores. A sua execução deve ser dividida em três áreas distintas: projecto, processoe produto.
Os resultados da implementação devem ser todos documentados.
AVALIAÇÃO
Inclui actividades como reuniões para discussão do processo de implementação,resultados alcançados, dificuldades a serem contornadas. Realização de auditorias como objectivo de avaliar os resultados das acções implementadas.
6
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
PLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
Na prática, dirigir o planeamento para a melhoria continua significa que as suasactividades:
- Sejam de longo prazo;
- Sejam de longo alcance;
- Não possuam um fim, em termos de tempo fixo;
- Permitam sempre novas acções agregadas a elas;
- Sejam de natureza mais estratégica do que táctica ou operacional.
1.2 IDENTIFICAÇÃO DAS CARACTERÍSTICAS DO PRODUTO E DO PROCESSO
“Produto é o resultado de um processo”.
(NP EN ISO 9000:2000)
Produto pode ser tangível (ocupa espaço, tem forma, peso, cheiro, e pode ser expedido)ou intangível (serviço – actividade realizada na interface entre o fornecedor e o cliente).
As características da qualidade do produto são elementos de decisão que um consumidorelege para adquirir um produto. Se um casaco é adquirido por causa da sua cor, porexemplo, então a cor é considerada um elemento de decisão.
Uma característica de produto é tudo aquilo que for relevante para o produto ou serviço,sendo por isso, inerente a ele, ou seja, possui capacidade de caracterizá-lo, identificá-lo,individualizá-lo.
As características do produto devem ser escolhidas em função do tipo de vestuário e dofim a que o mesmo se destina, bem como, não devemos esquecer a conformidade derequisitos legais estipulados por normas aplicáveis.
7
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
“Processo é um conjunto de actividades interrelacionadas e interactuantesque transformam entradas em saídas”.
(NP EN ISO 9000:2000)
A gestão da qualidade no processo centra a sua atenção no processo produtivo em si,partindo do pressuposto segundo o qual a qualidade deve ser gerada a partir dasoperações do processo produtivo.
Para se viabilizar a gestão da qualidade no processo, Paladini considera um conjunto deactividades características agrupadas em três etapas:
1 ELIMINAÇÃO DE PERDAS
Eliminação de defeitos, refugos e retrabalho;
Emprego de medidas de redução dos erros de mão-de-obra;
Esforços para minimizar os custos de produção;
Eliminação de esforços inúteis (por exemplo reuniões inconclusivas).
2 ELIMINAÇÃO DAS CAUSAS DE PERDAS
Estudo das causas de ocorrência de defeitos ou das situações que contribuem para oseu aparecimento;
Controlo estatístico de defeitos;
Desenvolvimento de estudos orientados para a relação entre causa-efeito;
Estruturação de sistemas de informação para monitorar a produção e avaliar osreflexos, no processo, de acções desenvolvidas (ex: eliminar stocks que existem paracompensar perdas de peças).
3 OPTIMIZAÇÃO DO PROCESSO
Novo conceito da qualidade, eliminando a ideia de que a qualidade é a falta de defeitosmas, sim, a adequação ao uso;
Aumento da produtividade e da capacidade operacional da empresa;
Optimização da alocação dos recursos humanos da empresa;
Optimização dos recursos da empresa (materiais, equipamentos, tempo, energia,espaço, métodos de trabalho, condições ambientais);
Adequação crescente entre produto e processo, processo e projecto e projecto emercado;
Estruturação de sistemas de informação para a qualidade.
8
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
PLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
A prática mostra que, quando bem conduzida, a gestão da qualidade no processoconduz a mudanças que têm efeitos muito positivos, imediatos e visíveis na primeirafase, quando os resultados são rápidos e bem caracterizados. Ao mesmo tempo que sesalienta a importância da relação entre causa-efeito, cria-se a certeza de que a qualidadeno processo produz resultados benéficos para todos os envolvidos.
Os indícios mais usuais de uma gestão inadequada da qualidade no processo são:
- Desorganização do processo produtivo, com operações duplicadas;
- Custos elevados de produção;
- Níveis de stock interno elevados;
- Necessidade frequente de retrabalho;
- Ordens contraditórias do processo;
- Níveis altos de defeitos;
- Frequente uso de equipamentos para acções de reprocessamento;
- Consumo maior de tempo do que o previsto;
- Muitas rejeições;
- Incapacidade de prever correctamente o tempo de execução de operações;
- Planeamento da produção com necessidade de frequentes alterações causadaspor falhas no processo;
- Ocorrência constante de atrasos na finalização de lotes de peças;
- Uso de mais recursos do que o necessário para cobrir perdas que são previstascomo “normais”;
- Paragens constantes do processo de produção;
- Necessidade de produzir pequenos lotes para atender a “furos” de programação daprodução;
- Desperdícios de pessoal (ex: paragens na linha por falta de pessoal, mudança depessoal para outros sectores a fim de contornar situações geradas por defeitos, falhasou perdas);
- Erros na pré-produção ou na afinação de equipamentos que geram condiçõesinadequadas de operação.
9
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
1.3 CONFIRMAÇÃO DA EXEQUIBILIDADE DO PRODUTO
A Qualificação é um acto pelo qual uma autoridade competente reconheceapós verificação que uma pessoa, um método ou um objecto, possui asqualidades requeridas para desempenhar uma função bem determinada.
Quando se trata de um produto ou de um serviço, este reconhecimento incidesobre as características fixadas num documento de referência, como um“dossier” de definição ou especificações técnicas.
1.3.1 CUMPRIMENTO DAS ESPECIFICAÇÕES
Um produto deve ser concebido tendo em conta um conjunto de requisitos pré-estabelecidos. Os requisitos são especificados pelos clientes, ou pelas Confecções combase nos requisitos dos seus clientes, ou ainda pela existência de alguma regulamentação.
Especificações são documentos que estabelecem requisitos. Estes documentos podemser, por um lado, documentos técnicos contratuais e, por outro lado, documentos internosda empresa que servem especialmente para guiar a fabricação e inspecção.
Por exemplo, um Dossier Técnico, ou um caderno de encargos, é um conjunto deespecificações. Estas especificações compõem-se, geralmente, do seguinte:
ESPECIFICAÇÃO COMERCIAL (OU ESPECIFICAÇÃO PROPRIAMENTE DITA DOPRODUTO)
Determina a forma, o tamanho, a performance, as tolerâncias, as características defuncionamento, etc., fazendo referência, se necessário, às normas em vigor. Estaespecificação é a que deve ser distribuída aos utilizadores-consumidores.
ESPECIFICAÇÃO DE ENSAIO
Definem os limites de determinados parâmetros técnicos que podem ser medidos(resistência à tracção, ao deslizamento de costuras, à abrasão, da solidez dos tintos,etc.).
Estas especificações de ensaios fazem referência a normas de ensaio nacionais,europeias ou mesmo mundiais.
ESPECIFICAÇÃO DE EMBALAGEM
Esta especificação define o tipo de embalagem, a quantidade por embalagem, aetiquetagem, o método e condições de armazenagem, e as precauções de movimentaçãoe de segurança necessárias.
ESPECIFICAÇÃO DE FABRICAÇÃO
10
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
PLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
É uma documentação muito complexa que incorpora todos os desenhos e pormenorespossíveis para chegar ao produto final especificado, e ao custo de fabricação maiseconómico. Esta especificação contém:
- Referências a outras especificações ou normas que interessem;
- Materiais e quantidades a utilizar;
- Sequências de operações e de controlo;
- Especificações de ensaios;
- Tolerâncias.
O cumprimento das especificações leva à satisfação do cliente.
1.3.2 MEIOS DE CONTROLO NECESSÁRIOS
Controlar é assegurar que o produto está conforme, ou seja, que cumpre com os requisitosespecificados.
Quando um produto é especificado, em seguida tem que se definir os meios de controlo,e proceder a medições regulares dos produtos; os que não forem conformes àespecificação serão rejeitados.
A empresa deve então averiguar se reúne os meios de controlo necessários ou senecessita de adquiri-los ou subcontratá-los, para proceder à medição das característicasespecificadas.
1.4 ESTABELECER PLANOS DE CONTROLO (PARA AS FASES DE PROTÓTIPO,PRÉ-PRODUÇÃO E PRODUÇÃO)
Planos de controlo, ou também chamados planos de inspecção e ensaio, são documentosque estabelecem onde, como e por quem as actividades relacionadas com a qualidadesão desenvolvidas.
Os planos podem apresentar-se em vários formatos (tabela, diagrama, mapa). A suaescolha deve ser feita tendo em conta a necessidade de frequentes alterações.
Um plano pode ser organizado de duas formas equivalentes:
- Sequência das operações/prestação do serviço, com indicação dos pontos deinspecção e teste ou controlo;
- Indicação das operações de inspecção e teste ou controlo, com indicação dos pontosde inspecção no ciclo de fabrico/prestação de serviço, ou localização na empresa.
O objectivo é assegurar que as actividades do plano constituem um conjunto de acçõesadequadas e coerentes, e que são realizadas do modo mais eficaz e económico.
Um plano de controlo deve ser um documento de síntese, capaz de fornecer uma visãodo conjunto das actividades relevantes para a qualidade. O plano deve ser elaborado apartir das operações elementares, e para cada uma delas, deve ser claro que aprobabilidade de trabalho mal feito foi equacionada, e que as medidas de controlo
11
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
adoptadas são proporcionais às consequências das falhas.
De uma forma resumida, podemos pensar num plano de controlo dividido em duaspartes: uma referente ao controlo do processo (instruções de operação, de execução,deauto-controlo, etc.) e outra referente ao produto/serviço (características, instruções deoperação, instruções de inspecção, etc.). Este plano de controlo deve ser realizadopara cada uma das fases do ciclo de produção, protótipo, pré-produção e produção.
12
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
PLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
AUTO-TESTE DO TEMA
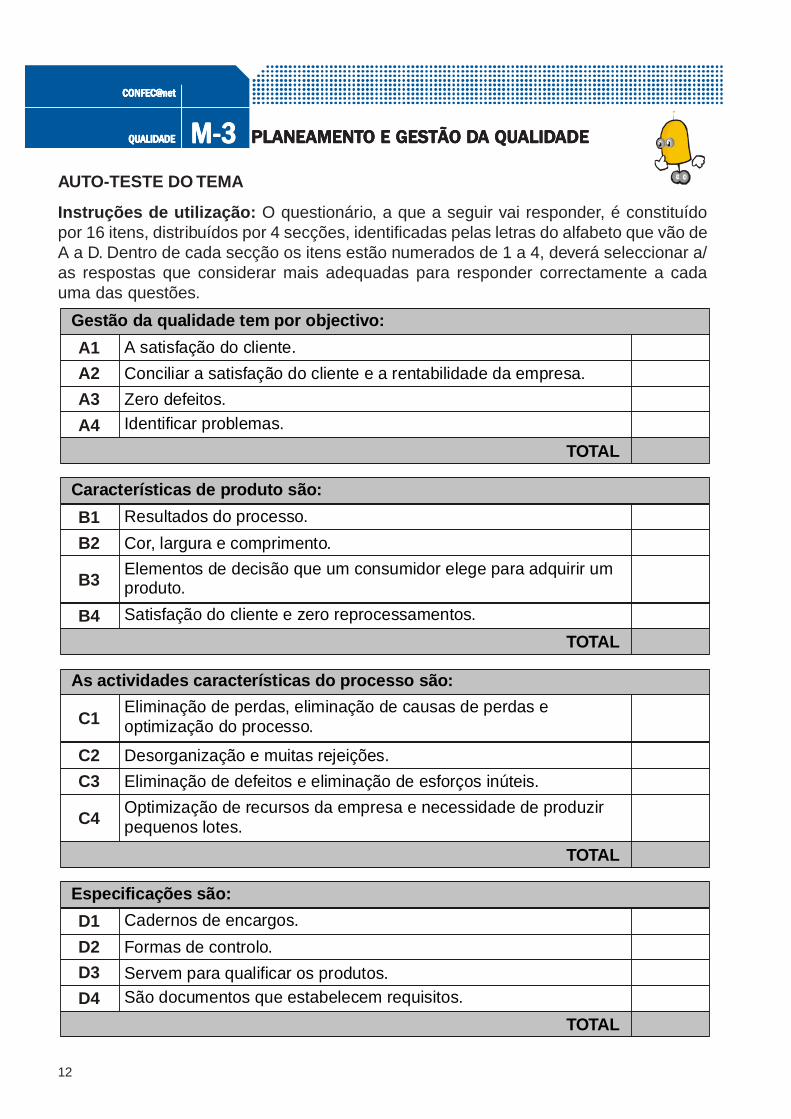
Instruções de utilização: O questionário, a que a seguir vai responder, é constituídopor 16 itens, distribuídos por 4 secções, identificadas pelas letras do alfabeto que vão deA a D. Dentro de cada secção os itens estão numerados de 1 a 4, deverá seleccionar a/as respostas que considerar mais adequadas para responder correctamente a cadauma das questões.
Gestão da qualidade tem por objectivo:
A1
A2
A3
A4
A satisfação do cliente.
Conciliar a satisfação do cliente e a rentabilidade da empresa.
Zero defeitos.Identificar problemas.
TOTAL
Características de produto são:
B1
B2
B3
Resultados do processo.
Cor, largura e comprimento.
Elementos de decisão que um consumidor elege para adquirir um produto.
B4 Satisfação do cliente e zero reprocessamentos.
TOTAL
Especificações são:
D1
D2
D3
D4
Cadernos de encargos.
Formas de controlo.
Servem para qualificar os produtos.São documentos que estabelecem requisitos.
TOTAL
As actividades características do processo são:
C1Eliminação de perdas, eliminação de causas de perdas e optimização do processo.
C2
C3
C4
Desorganização e muitas rejeições.
Eliminação de defeitos e eliminação de esforços inúteis.
Optimização de recursos da empresa e necessidade de produzir pequenos lotes.
TOTAL
13
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
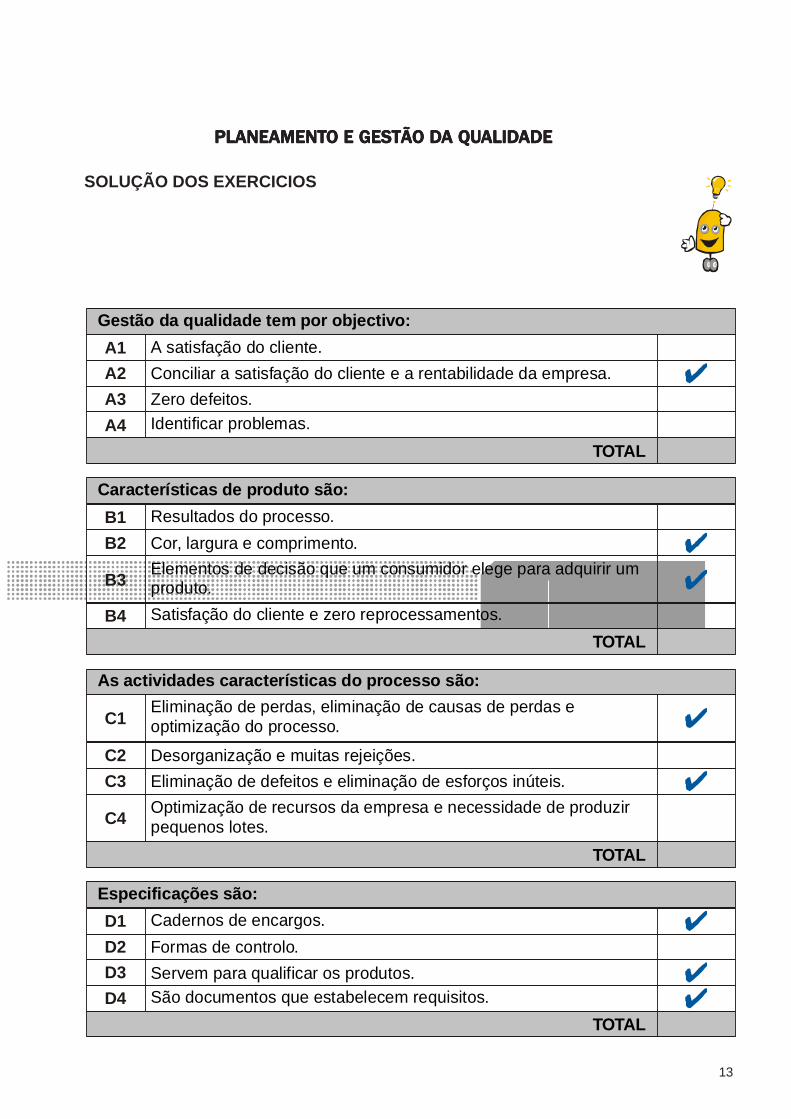
SOLUÇÃO DOS EXERCICIOS
Gestão da qualidade tem por objectivo:
A1
A2
A3
A4
A satisfação do cliente.
Conciliar a satisfação do cliente e a rentabilidade da empresa.
Zero defeitos.Identificar problemas.
TOTAL
Características de produto são:
B1
B2
B3
Resultados do processo.
Cor, largura e comprimento.
Elementos de decisão que um consumidor elege para adquirir um produto.
B4 Satisfação do cliente e zero reprocessamentos.
TOTAL
As actividades características do processo são:
C1Eliminação de perdas, eliminação de causas de perdas e optimização do processo.
C2
C3
C4
Desorganização e muitas rejeições.
Eliminação de defeitos e eliminação de esforços inúteis.
Optimização de recursos da empresa e necessidade de produzir pequenos lotes.
TOTAL
Especificações são:
D1
D2
D3
D4
Cadernos de encargos.
Formas de controlo.
Servem para qualificar os produtos.São documentos que estabelecem requisitos.
TOTAL
14
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
PLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTPLANEAMENTO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DO E GESTÃO DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
BIBLIOGRAFIA
[1] FEY, Robert; GOGUE, Jean-Marie - "Princípios da gestão da qualidade". Lisboa:Fundação Calouste Gulbenkian, 1989. 590 p. ISBN 972-31-0497-0.
[2] Guia de boas práticas e gestão da qualidade. Porto: APT, 2000.
[3] NP EN ISO 9000. 2000, Qualidade - “Sistemas de gestão da qualidade: fundamentose vocabulário”. IPQ.
[4] PALADINI, Edson Pacheco - Gestão da Qualidade: Teoria e prática. São Paulo: EditoraAtlas, 2000. 330 p. ISBN 85-224-2444-6.
15
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICAÇÃO DAÇÃO DAÇÃO DAÇÃO DAÇÃO DA EMPRESA EMPRESA EMPRESA EMPRESA EMPRESAAAAA
OBJECTIVOS
1. Proporcionar conhecimentos fundamentais sobre as normas da série NP EN ISO9000:2000.
2. Definir etapas para a implementação da certificação numa pequena e média empresa(PME).
CONTEÚDO PROGRAMÁTICO
2.1 Sistema Português da Qualidade 16
2.2 As normas da série NP EN ISO 9000 17
2.3 Abordagem da norma NP EN ISO 9001 18
2.4 Estrutura documental de um sistema da qualidade 21
2.5 Principais etapas para a implementação do sistema da qualidade 22
16
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
PRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICAÇÃO DAÇÃO DAÇÃO DAÇÃO DAÇÃO DA EMPRESA EMPRESA EMPRESA EMPRESA EMPRESAAAAA
2.1 SISTEMA PORTUGUÊS DA QUALIDADE
“O Sistema Português da Qualidade (SPQ) é a estrutura organizacional queengloba, de forma integrada, as entidades envolvidas na qualidade e queassegura a coordenação dos três subsistemas – da Normalização, daQualificação e da Metrologia”.
(decreto-lei nº4/2002, de 4 de Janeiro).
O objectivo do Sistema Português da Qualidade é conseguir a garantia e odesenvolvimento da qualidade através das empresas que reúnem esforços paraestabelecer princípios e meios, bem como desenvolver acções que garantam atingirpadrões de qualidade adequados, demonstrando a obtenção efectiva desses padrõesde qualidade.
Existe um conjunto de princípios orientadores em que o SPQ se apoia:
CREDIBILIDADE E TRANSPARÊNCIA
O SPQ baseia o seu funcionamento em regras e métodos conhecidos e aceites a nívelnacional ou estabelecidos por consenso internacional, em que a sua supervisão éefectuada por entidades representativas;
HORIZONTALIDADE
O SPQ pode abranger qualquer sector de actividade da sociedade;
UNIVERSALIDADE
O SPQ pode abranger qualquer actividade, agentes e resultados em qualquer sector;
TRANSVERSALIDADE DA DIMENSÃO DE GÉNERO
O Sistema de Gestão da Qualidade (SGQ) visa contribuir para a igualdade entre mulherese homens;
COEXISTÊNCIA
Qualquer entidade ou sistema sectorial pode aderir ao SPQ desde que demonstremcumprir exigências e regras estabelecidas;
DESCENTRALIZAÇÃO
O funcionamento do SPQ assenta na autonomia de actuação das empresas/entidadesque o compõem, respeitando um conjunto de princípios e acção do Sistema no seuconjunto;
17
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICAÇÃO DAÇÃO DAÇÃO DAÇÃO DAÇÃO DA EMPRESA EMPRESA EMPRESA EMPRESA EMPRESAAAAA
ADESÃO LIVRE E VOLUNTÁRIA
Cada entidade decide sobre a sua adesão ao SPQ.
O SPQ promove a adopção de práticas e metodologias de acreditação como primeiraforma de credibilização e reconhecimento, no plano nacional e internacional.
O SPQ é coordenado pelo Organismo Nacional Coordenador (ONC).
Os objectivos dos três subsistemas do SPQ são os seguintes:
O subsistema da Normalização visa apoiar a elaboração de normas e outros documentosde caracter normativo de âmbito nacional, europeu e internacional.
O subsistema da Qualificação tem por objectivo o reconhecimento da competência técnicade entidades para actuarem no âmbito do SPQ, bem como a avaliação e demonstraçãoda conformidade das actividades, seus agentes e resultados (produtos e serviços), comrequisitos previamente fixados.
O subsistema da Metrologia visa garantir o rigor e a exactidão das medições realizadas,assegurando a sua comparabilidade e rastreabilidade, a nível nacional e internacional, ea realização, manutenção e desenvolvimento dos padrões das unidades de medida.
2.2 AS NORMAS DA SÉRIE NP EN ISO 9000
Obter um certificado de qualidade para uma empresa, significa que todas asactividades que estão relacionadas com a qualidade do seu produto foramplaneadas, implementadas e são controladas segundo os conceitos emitidospela norma NP EN ISO 9000.
A norma NP EN ISO 9000 foi elaborada para incentivar as organizações a adoptar umaabordagem de processo e para apoiá-las na implementação e operação de sistemas degestão da qualidade eficazes de modo a aumentar a confiança e a satisfação das partesinteressadas nos produtos e serviços oferecidos pelas organizações que atendem aosrequisitos da norma.
As normas da série ISO 9000 não se referem a nenhum produto ou processo específico,aplicando-se a todos os tipos de organizações, de pequena e grande dimensão, fabril ouserviços.
A NP EN ISO 9000 especifica quais são os requisitos que um Sistema da Qualidadedeve contemplar, mas não estabelece como eles devem ser implementados, o que confereuma grande flexibilidade e compatibilidade com qualquer ramo de actividade.
A certificação de sistemas de garantia de qualidade segundo a série de normas ISO9000 pode fornecer instrumentos para que as empresas tenham os seus produtoscolocados no mercado internacional com maior competitividade, pois favorece a garantiade bom serviço e produtos.
18
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
PRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICAÇÃO DAÇÃO DAÇÃO DAÇÃO DAÇÃO DA EMPRESA EMPRESA EMPRESA EMPRESA EMPRESAAAAA
As normas da série ISO 9000 foram desenvolvidas para auxiliar as entidades, dequalquer actividade, na implementação e operação de sistemas de qualidade:
NP EN ISO 9000:2000
Descreve os fundamentos dos sistemas de gestão da qualidade, fornecendo asdefinições e os termos utilizados nesses sistemas.
NP EN ISO 9001:2000
Especifica requisitos para um sistema de gestão da qualidade. A entidade precisademonstrar a sua capacidade para fornecer produtos que atendam os requisitos do clientee os requisitos regulamentares aplicáveis.
NP EN ISO 9004:2000
Fornece directrizes que consideram tanto a eficácia como a eficiência do sistema degestão da qualidade. O objectivo desta norma é melhorar o desempenho da empresa, asatisfação dos clientes e das partes interessadas.
2.3 ABORDAGEM DA NORMA NP EN ISO 9001
“Esta Norma Internacional fomenta a adopção de uma abordagem porprocessos quando desenvolve, implementa e melhora a eficácia de um sistemade gestão da qualidade, para aumentar a satisfação indo ao encontro dosseus requisitos”.
(NP EN ISO 9001:2000).
A Norma NP EN ISO 9000:2000 define processo como qualquer conjunto de actividadesinterrelacionadas e interactivas que utiliza recursos e é gerida de forma a transformar“entradas” em “saídas”.
Esquema 1 - Divisão da série da Norma ISO 9000
19
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICAÇÃO DAÇÃO DAÇÃO DAÇÃO DAÇÃO DA EMPRESA EMPRESA EMPRESA EMPRESA EMPRESAAAAA
A NP EN ISO 9001:2000, apoia-se em processos que caracterizam a vida de umaorganização, enquadrando-os na lógica evolutiva que incide na melhoria contínua e nasatisfação dos clientes.
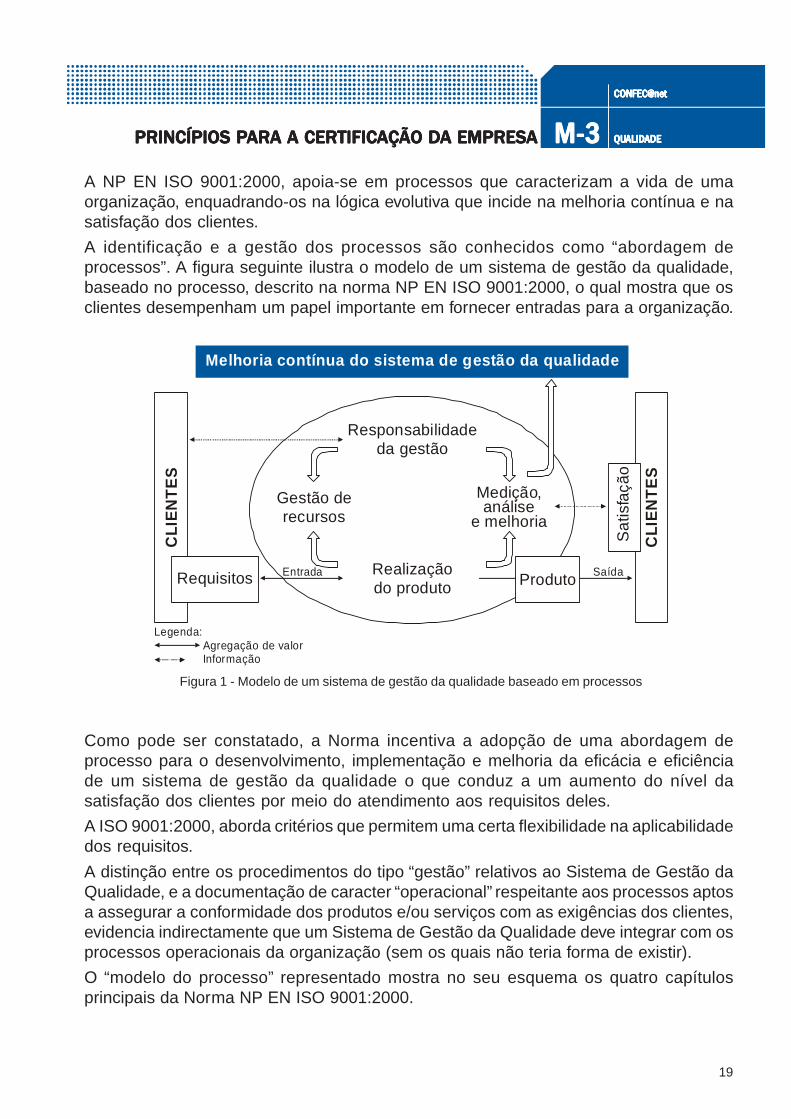
A identificação e a gestão dos processos são conhecidos como “abordagem deprocessos”. A figura seguinte ilustra o modelo de um sistema de gestão da qualidade,baseado no processo, descrito na norma NP EN ISO 9001:2000, o qual mostra que osclientes desempenham um papel importante em fornecer entradas para a organização.
Como pode ser constatado, a Norma incentiva a adopção de uma abordagem deprocesso para o desenvolvimento, implementação e melhoria da eficácia e eficiênciade um sistema de gestão da qualidade o que conduz a um aumento do nível dasatisfação dos clientes por meio do atendimento aos requisitos deles.
A ISO 9001:2000, aborda critérios que permitem uma certa flexibilidade na aplicabilidadedos requisitos.
A distinção entre os procedimentos do tipo “gestão” relativos ao Sistema de Gestão daQualidade, e a documentação de caracter “operacional” respeitante aos processos aptosa assegurar a conformidade dos produtos e/ou serviços com as exigências dos clientes,evidencia indirectamente que um Sistema de Gestão da Qualidade deve integrar com osprocessos operacionais da organização (sem os quais não teria forma de existir).
O “modelo do processo” representado mostra no seu esquema os quatro capítulosprincipais da Norma NP EN ISO 9001:2000.
Melhoria contínua do sistema de gestão da qualidade
CL
IEN
TE
S
Entrada
Responsabilidade da gestão
Gestão de recursos
Medição, análise
e melhoria
Saída
CL
IEN
TE
S
Realização do produto ProdutoRequisitos
Sat
isfa
ção
Legenda: Agregação de valor Informação
Figura 1 - Modelo de um sistema de gestão da qualidade baseado em processos
20
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
PRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICAÇÃO DAÇÃO DAÇÃO DAÇÃO DAÇÃO DA EMPRESA EMPRESA EMPRESA EMPRESA EMPRESAAAAA
RESPONSABILIDADE DA GESTÃO
(capítulo 5)
O assumir responsabilidades, o envolvimento directo e a coerência de comportamentossão os elementos que emergem da norma para delinear as características que deve tera gestão em relação ao sistema de gestão da qualidade.
GESTÃO DOS RECURSOS
(capítulo 6)
São identificados todos os recursos cuja presença ou ausência podem condicionar acorrespondência dos produtos e/ou serviços com os requisitos aplicáveis:
- Recursos humanos;
- Infra-estrutura;
- Ambiente de trabalho.
REALIZAÇÃO DO PRODUTO
(capítulo 7)
Estão agrupados neste capítulo os principais processos operacionais desenvolvidospor uma organização. A organização deve encarregar-se da identificação dos requisitos(explícitos e implícitos), das exigências e das expectativas dos clientes, de reavaliá-lose transformá-los em requisitos internos, de activar os canais de comunicação necessárioscom os clientes para obter um feed-back sobre produtos e/ou serviços fornecidos.
MEDIÇÃO, ANÁLISE E MELHORIA
(capítulo 8)
É exigido que a organização realize uma monitorização sobre as informaçõesrespeitantes à satisfação ou insatisfação dos clientes, identificando as modalidadesmais oportunas para a recolha e utilização dessas informações. As melhorias devemser planificadas e geridas como um “processo” e a organização deve utilizar para essefim todas as informações que o sistema de gestão da qualidade estiver apto parafornecer.
21
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICAÇÃO DAÇÃO DAÇÃO DAÇÃO DAÇÃO DA EMPRESA EMPRESA EMPRESA EMPRESA EMPRESAAAAA
2.4 ESTRUTURA DOCUMENTAL DE UMSISTEMA DA QUALIDADE
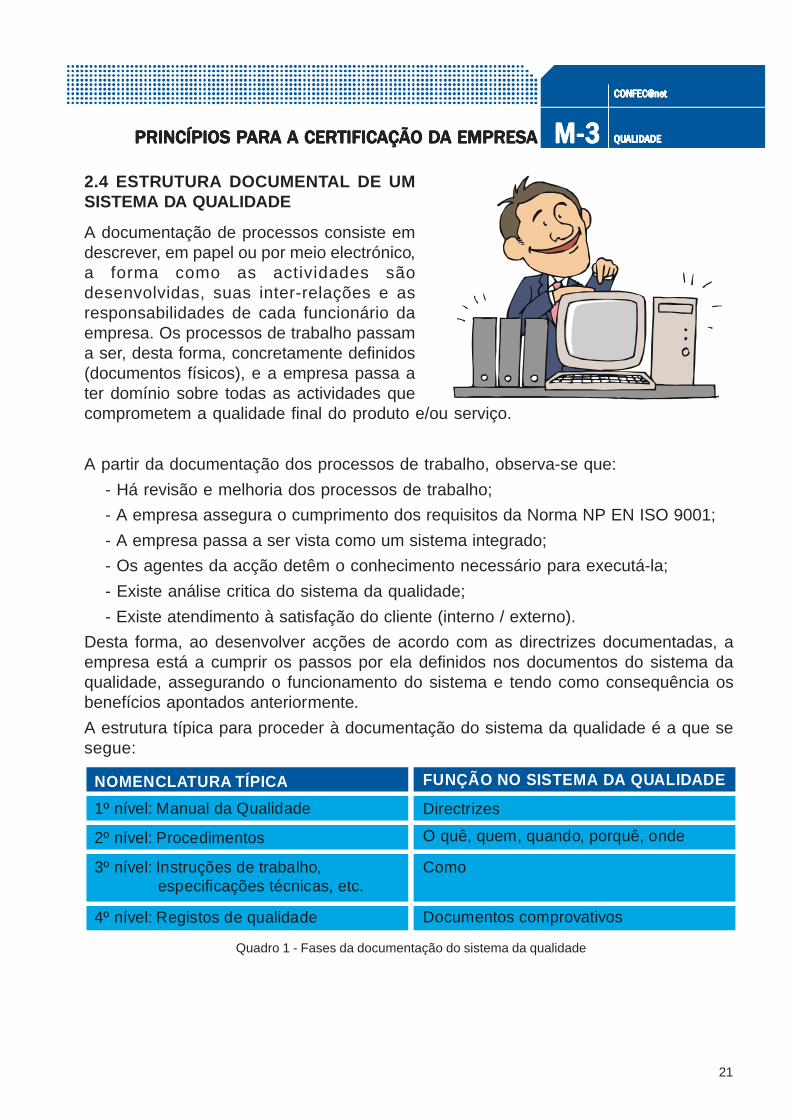
A documentação de processos consiste emdescrever, em papel ou por meio electrónico,a forma como as actividades sãodesenvolvidas, suas inter-relações e asresponsabilidades de cada funcionário daempresa. Os processos de trabalho passama ser, desta forma, concretamente definidos(documentos físicos), e a empresa passa ater domínio sobre todas as actividades quecomprometem a qualidade final do produto e/ou serviço.
A partir da documentação dos processos de trabalho, observa-se que:
- Há revisão e melhoria dos processos de trabalho;
- A empresa assegura o cumprimento dos requisitos da Norma NP EN ISO 9001;
- A empresa passa a ser vista como um sistema integrado;
- Os agentes da acção detêm o conhecimento necessário para executá-la;
- Existe análise critica do sistema da qualidade;
- Existe atendimento à satisfação do cliente (interno / externo).
Desta forma, ao desenvolver acções de acordo com as directrizes documentadas, aempresa está a cumprir os passos por ela definidos nos documentos do sistema daqualidade, assegurando o funcionamento do sistema e tendo como consequência osbenefícios apontados anteriormente.
A estrutura típica para proceder à documentação do sistema da qualidade é a que sesegue:
1º nível: Manual da Qualidade
2º nível: Procedimentos
3º nível: Instruções de trabalho, especificações técnicas, etc.
4º nível: Registos de qualidade
FUNÇÃO NO SISTEMA DA QUALIDADE
Directrizes
O quê, quem, quando, porquê, onde
Como
Documentos comprovativos
NOMENCLATURA TÍPICA
Quadro 1 - Fases da documentação do sistema da qualidade
22
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
PRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICAÇÃO DAÇÃO DAÇÃO DAÇÃO DAÇÃO DA EMPRESA EMPRESA EMPRESA EMPRESA EMPRESAAAAA
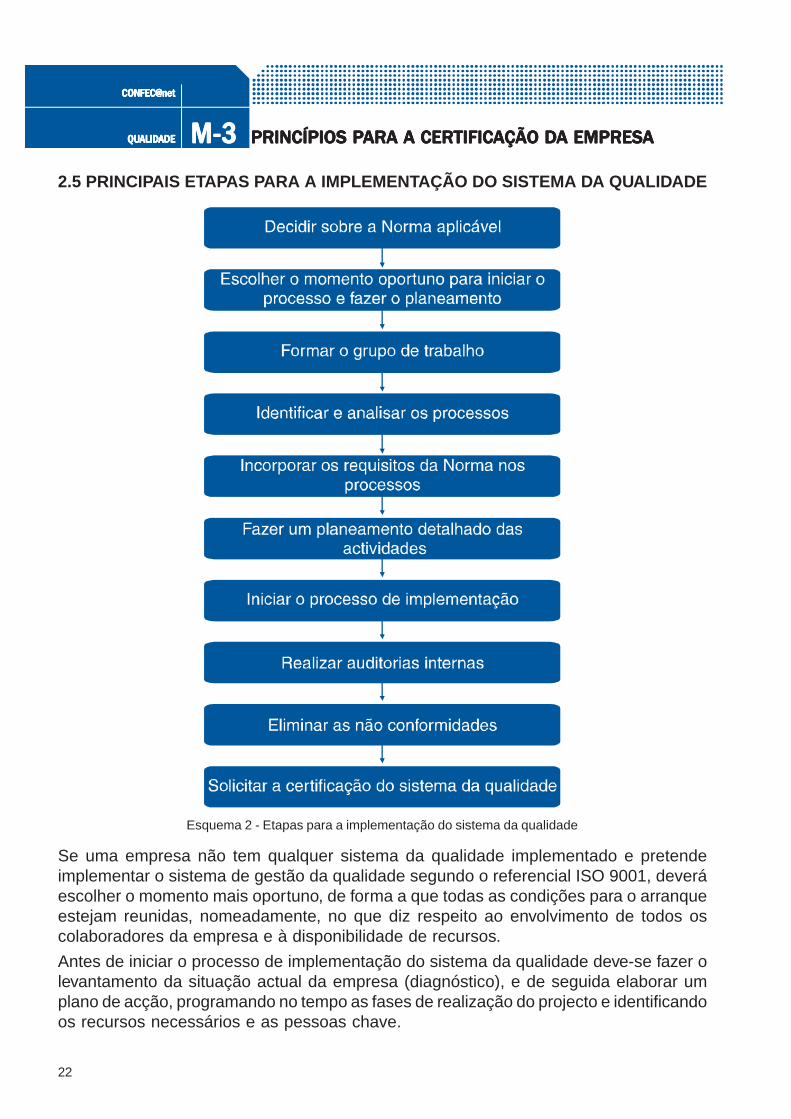
2.5 PRINCIPAIS ETAPAS PARA A IMPLEMENTAÇÃO DO SISTEMA DA QUALIDADE
Se uma empresa não tem qualquer sistema da qualidade implementado e pretendeimplementar o sistema de gestão da qualidade segundo o referencial ISO 9001, deveráescolher o momento mais oportuno, de forma a que todas as condições para o arranqueestejam reunidas, nomeadamente, no que diz respeito ao envolvimento de todos oscolaboradores da empresa e à disponibilidade de recursos.
Antes de iniciar o processo de implementação do sistema da qualidade deve-se fazer olevantamento da situação actual da empresa (diagnóstico), e de seguida elaborar umplano de acção, programando no tempo as fases de realização do projecto e identificandoos recursos necessários e as pessoas chave.
Esquema 2 - Etapas para a implementação do sistema da qualidade
23
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICAÇÃO DAÇÃO DAÇÃO DAÇÃO DAÇÃO DA EMPRESA EMPRESA EMPRESA EMPRESA EMPRESAAAAA
A implementação de um sistema da qualidade não pode e não deve ser daresponsabilidade única do gestor da qualidade. Será, necessário reunir um grupo detrabalho que represente os vários sectores da empresa, por forma que estes sejamparte activa na definição e implementação do sistema. É condição essencial para oinício do processo, que este grupo seja formado segundo o referencial normativo ISO9001:2000.
Ao analisar as exigências da Norma, a empresa verificará que muitas das exigênciassão já prática corrente na organização. Uma tarefa será então melhorar algumas daspráticas, passá-las a escrito se ainda não o estão e redigir a forma como se realizarãoou passarão a realizar as suas actividades (controlar e registar).
Segundo a abordagem da Norma ISO 9001:2000, o sistema de gestão da qualidade teráque ser um sistema de processos, em que cada um deles, bem como a sua interacção,é identificado. Assim, deve-se começar por analisar o que presentemente a empresa faze identificar todos os processos que correspondam a requisitos normativos da ISO9001:2000. A estrutura dos processos poderá ser constituída por vários níveis, como porexemplo, macroprocessos, processos e subprocessos.
Após a identificação da estrutura de processos da empresa, o passo seguinte será fazerum planeamento mais detalhado do trabalho a desenvolver pelos vários elementos dogrupo. Este planeamento deve contemplar as actividades a desenvolver,responsabilidades e prazos para conclusão.
Dá-se início à implementação do sistema de gestão da qualidade, que consiste em:
- Adequação ou criação da Política da Qualidade da empresa;
- Definição da estrutura organizacional / responsabilidades;
- Definição e levantamento da estrutura documental;
- Implementação da documentação (conformidades).
Quando o sistema de gestão da qualidade já está implementado deverão ser feitasauditorias de qualidade internas, com a finalidade de aferir o grau de conformidade dosistema da qualidade. Também, desta forma, todas as não conformidades encontradasdeverão ser tratadas a fim de garantir a sua eliminação.
Neste momento a empresa encontra-se apta a solicitar a certificação do sistema daqualidade a um organismo certificador.
24
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
PRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICAÇÃO DAÇÃO DAÇÃO DAÇÃO DAÇÃO DA EMPRESA EMPRESA EMPRESA EMPRESA EMPRESAAAAA
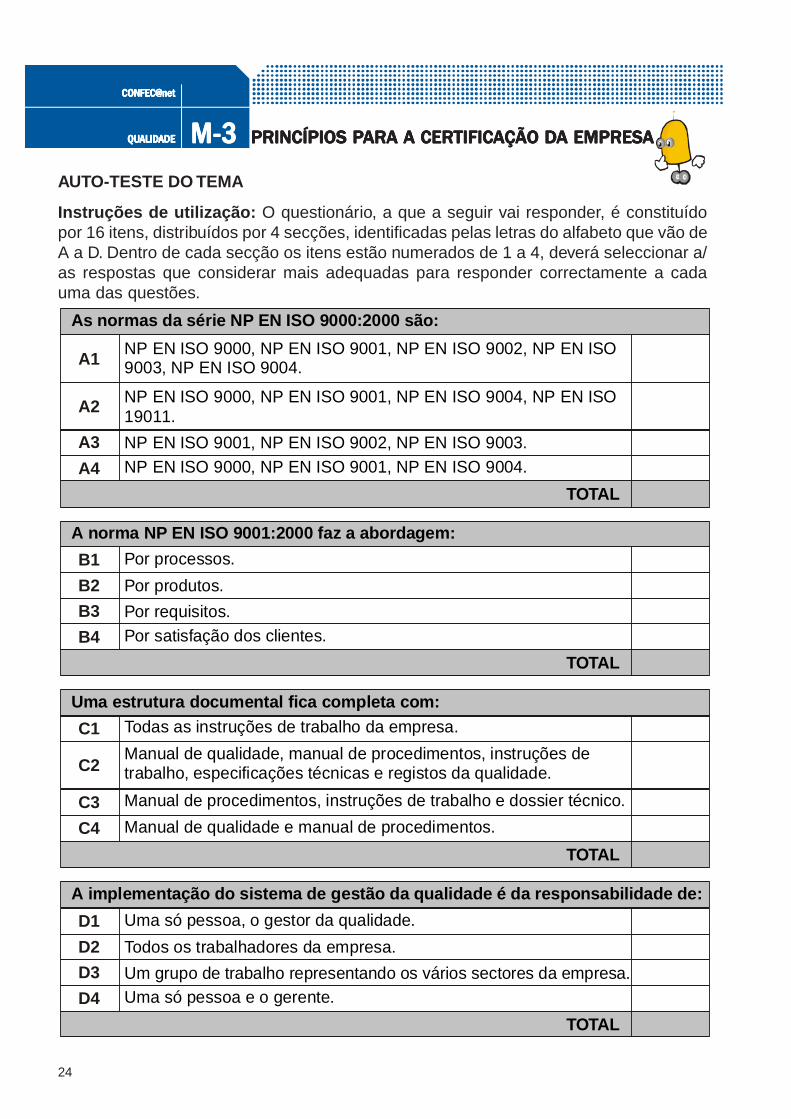
AUTO-TESTE DO TEMA
Instruções de utilização: O questionário, a que a seguir vai responder, é constituídopor 16 itens, distribuídos por 4 secções, identificadas pelas letras do alfabeto que vão deA a D. Dentro de cada secção os itens estão numerados de 1 a 4, deverá seleccionar a/as respostas que considerar mais adequadas para responder correctamente a cadauma das questões.
As normas da série NP EN ISO 9000:2000 são:
A1NP EN ISO 9000, NP EN ISO 9001, NP EN ISO 9002, NP EN ISO 9003, NP EN ISO 9004.
A2 NP EN ISO 9000, NP EN ISO 9001, NP EN ISO 9004, NP EN ISO 19011.
A3
A4
NP EN ISO 9001, NP EN ISO 9002, NP EN ISO 9003.NP EN ISO 9000, NP EN ISO 9001, NP EN ISO 9004.
TOTAL
A norma NP EN ISO 9001:2000 faz a abordagem:
B1
B2
B3
B4
Por processos.
Por produtos.
Por requisitos.Por satisfação dos clientes.
TOTAL
Uma estrutura documental fica completa com:
C1
C2
C3
C4
Todas as instruções de trabalho da empresa.
Manual de qualidade, manual de procedimentos, instruções de trabalho, especificações técnicas e registos da qualidade.
Manual de procedimentos, instruções de trabalho e dossier técnico.
Manual de qualidade e manual de procedimentos.
TOTAL
A implementação do sistema de gestão da qualidade é da responsabilidade de:
D1
D2
D3
D4
Uma só pessoa, o gestor da qualidade.
Todos os trabalhadores da empresa.
Um grupo de trabalho representando os vários sectores da empresa.Uma só pessoa e o gerente.
TOTAL
25
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICAÇÃO DAÇÃO DAÇÃO DAÇÃO DAÇÃO DA EMPRESA EMPRESA EMPRESA EMPRESA EMPRESAAAAA
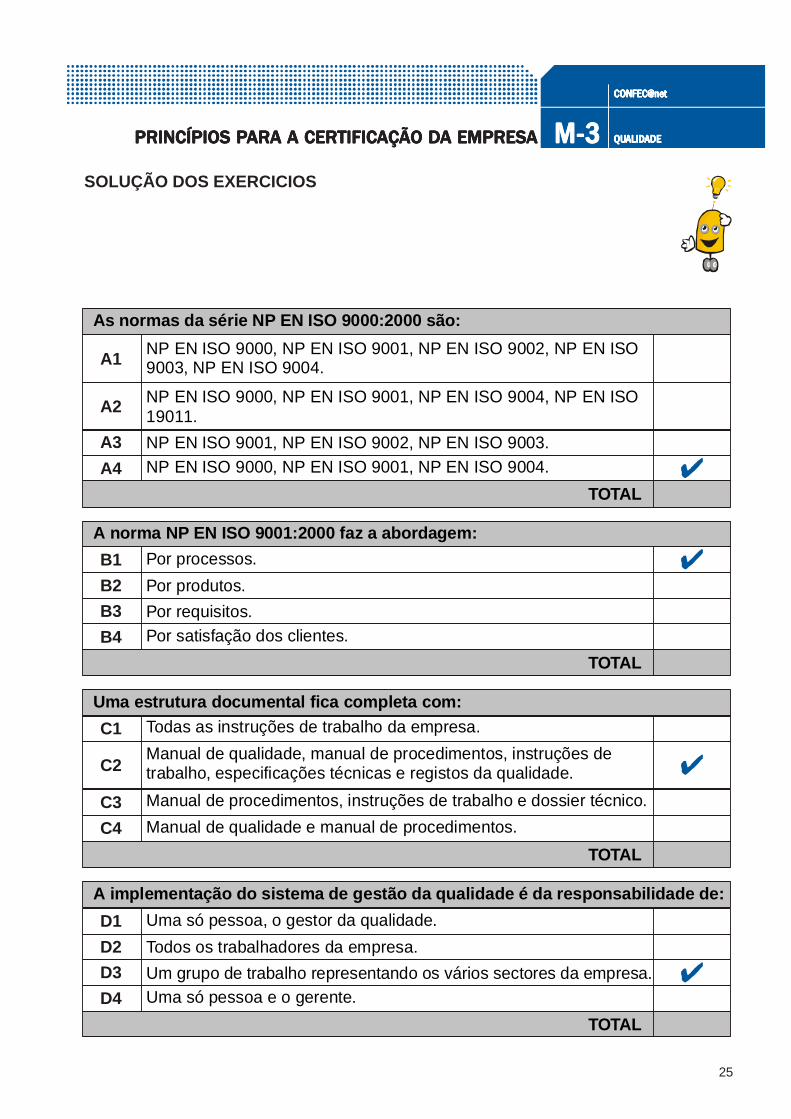
SOLUÇÃO DOS EXERCICIOS
As normas da série NP EN ISO 9000:2000 são:
A1NP EN ISO 9000, NP EN ISO 9001, NP EN ISO 9002, NP EN ISO 9003, NP EN ISO 9004.
A2 NP EN ISO 9000, NP EN ISO 9001, NP EN ISO 9004, NP EN ISO 19011.
A3
A4
NP EN ISO 9001, NP EN ISO 9002, NP EN ISO 9003.NP EN ISO 9000, NP EN ISO 9001, NP EN ISO 9004.
TOTAL
A norma NP EN ISO 9001:2000 faz a abordagem:
B1
B2
B3
B4
Por processos.
Por produtos.
Por requisitos.Por satisfação dos clientes.
TOTAL
Uma estrutura documental fica completa com:
C1
C2
C3
C4
Todas as instruções de trabalho da empresa.
Manual de qualidade, manual de procedimentos, instruções de trabalho, especificações técnicas e registos da qualidade.
Manual de procedimentos, instruções de trabalho e dossier técnico.
Manual de qualidade e manual de procedimentos.
TOTAL
A implementação do sistema de gestão da qualidade é da responsabilidade de:
D1
D2
D3
D4
Uma só pessoa, o gestor da qualidade.
Todos os trabalhadores da empresa.
Um grupo de trabalho representando os vários sectores da empresa.Uma só pessoa e o gerente.
TOTAL
26
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
PRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PPRINCÍPIOS PARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICARA A CERTIFICAÇÃO DAÇÃO DAÇÃO DAÇÃO DAÇÃO DA EMPRESA EMPRESA EMPRESA EMPRESA EMPRESAAAAA
BIBLIOGRAFIA
[1] ABREU, Renato Araújo - “Preparando sua Organização para a ISO 9000”. Disponívelem (“on-line”, acedido em 2003-12-30, http://www.estacio.br/graduacao/administracao/artigos/preparar_organizacao.pdf).
[2] AEP – “ISO 9000: Metodologia de implementação”. Disponível em (“on-line”, acedidoem 2003-12-30, http://www.aeportugal.pt).
[3] AEP - “Processo de certificação”. Disponível em (“on-line”, acedido em 2003-12-30,http://www.aeportugal.pt).
[4] Fundação Carlos Alberto Vanzolini - “Porque e quando buscar a certificação dequalidade”. Disponível em (“on-line”, acedido em 2004-01-05, http://www.vanzolini.org.br/publica/boletim43/43pg2-3.pdf).
[5] IQS - “Implementar um sistema da qualidade: o que fazer”. Disponível em (“on-line”,acedido em 2004-01-16, http://www.icgzn.pt/pdf/5-2002/pagina%2042-43.pdf).
[6] Novidades e implicações das novas ISO 9001:2000 e ISO 9004:2000. Milano: AICQ,1999.
[7] NP EN ISO 9000. 2000, Qualidade - Sistemas de gestão da qualidade: fundamentose vocabulário. IPQ.
[8] NP EN ISO 9001. 2000, Qualidade - Sistemas de gestão da qualidade: requisitos.IPQ.
[9] Qnet - “Fórum ISO 9000”. Disponível em (“on-line”, acedido em 2003-12-31, http://www.qnet.pt/qnews/ISO92.htm).
[10] Sistema Português da Qualidade - “DECRETO-LEI n.º 4/2002 de 4 de Janeiro”.Disponível em (“on-line”, acedido em 2004-01-05, http://www.cefd.pt/pt/legislacao/Docs/doc02_038.pdf).
[11] VALLS, Valéria Martin - “O gerenciamento dos documentos do sistema da qualidade”.Disponível em (“on-line”, acedido em 2003-12-30, http://www.ibict.br/cionline/250296/25029601.pdf).
27
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
OBJECTIVOS
1. Conhecer as ferramentas da qualidade e indicar em que situações se deve aplicarcada uma delas.
2. Indicar para que serve um plano de amostragem.
3. Indicar os diferentes tipos de planos de amostragem.
CONTEÚDO PROGRAMÁTICO
3.1 Introdução 28
3.2 Ferramentas da qualidade 28
3.2.1 Fluxograma de processo 28
3.2.2 Folha de verificação 31
3.2.3 Diagrama de Pareto 32
3.2.4 Diagrama de causa e efeito 35
3.2.5 Histograma 37
3.2.6 Cartas de controlo 41
3.3 Planos de amostragem 44
28
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
ESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
3.1 INTRODUÇÃO
Para poder perceber os problemas, suas causas, e propor soluções, precisamos desaber como agir. É preciso ter “ferramentas” que ajudem nessa tarefa, porque, na maioriadas vezes, as pessoas “sentem” que há algo errado, vêem que as coisas não estão afuncionar bem, mas não se sentem seguras para propor soluções, por não saber o queestá errado.
Assim, uma maneira de ajudar as pessoas a perceberem e analisarem problemasoperacionais é mostrar as várias ferramentas que existem e que podem ser usadas emcada caso.
A estatística é uma ferramenta eficaz na recolha, compilação e tratamento dos dadosrecolhidos. Por ser impraticável (em termos de tempo e custos), e na maior parte dasvezes impossível o conhecimento da característica em questão relativamente a toda aprodução, torna-se melhor fazer a análise de apenas uma pequena parte desta amostrageneralizando depois as conclusões retiradas ao resto da produção (população). Orecurso à amostragem justifica-se sempre que é impossível analisar toda a populaçãodevido à sua grande dimensão, quando não existem recursos disponíveis ou vantagensem inspeccionar a 100%, quando se utilizam ensaios destrutivos, quando o ensaio atoda a população se torna perigoso ou quando os custos associados à inspecção setornam demasiado elevados.
As ferramentas estatísticas são usadas nas empresas por se ter a consciência que aoeliminar as causas dos problemas se obtém uma maior produtividade e que a resoluçãodos problemas utilizando técnicas gráficas e específicas produz melhores resultados doque os processos de procura não estruturados. Tais técnicas, permitem saber onde estãoos problemas, qual a sua importância relativa e que alterações irão provocar os efeitosdesejados.
Neste módulo pretendemos dar uma noção rápida do que se pode fazer para obterdados que ajudem a analisar qualquer problema que surja na produção.
3.2 FERRAMENTAS DA QUALIDADE
3.2.1 FLUXOGRAMA DE PROCESSO
FLUXOGRAMA DE PROCESSO
Representa de uma forma bastante simples e ordenada as várias fases de qualquerprocedimento, processo de fabrico, funcionamento de sistemas ou equipamentos.
O fluxograma é uma representação gráfica que mostra todos os passos de um processo.O fluxograma apresenta uma excelente visão do processo e pode ser uma ferramentaútil para verificar como os vários passos do processo estão relacionados entre si. O
29
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
fluxograma utiliza símbolos reconhecidos facilmente para representar cada etapa doprocesso.
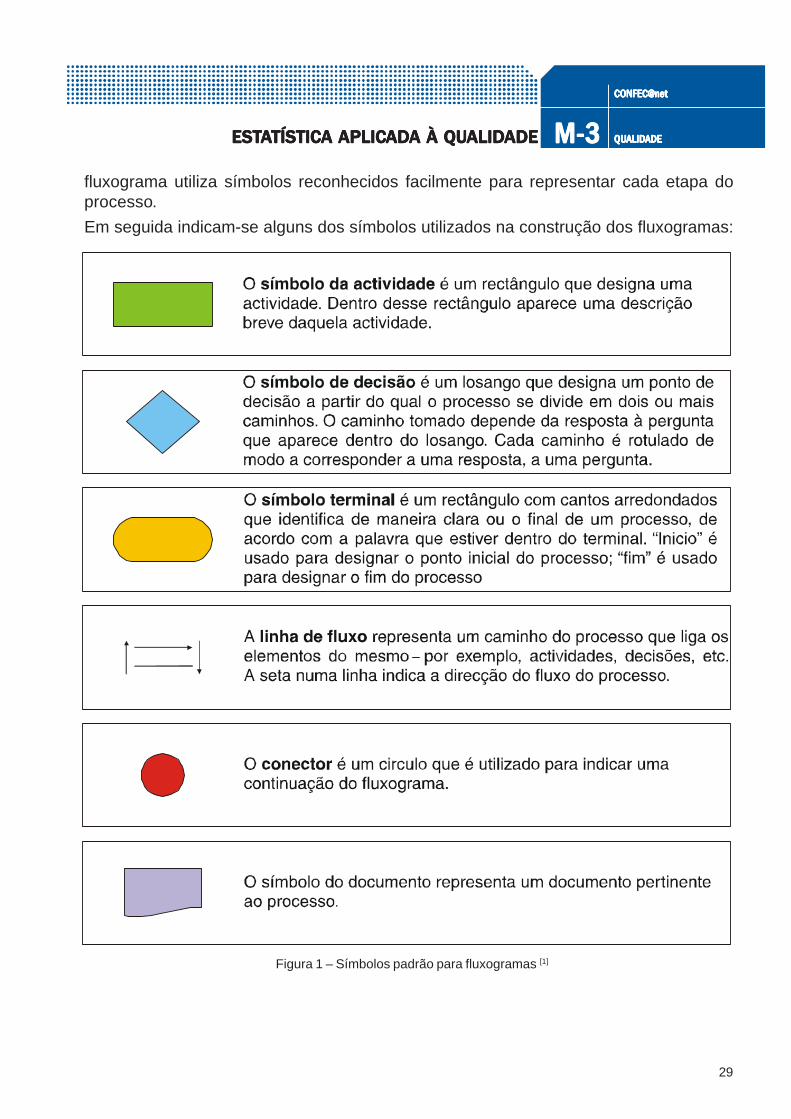
Em seguida indicam-se alguns dos símbolos utilizados na construção dos fluxogramas:
Figura 1 – Símbolos padrão para fluxogramas [1]
30
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
ESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
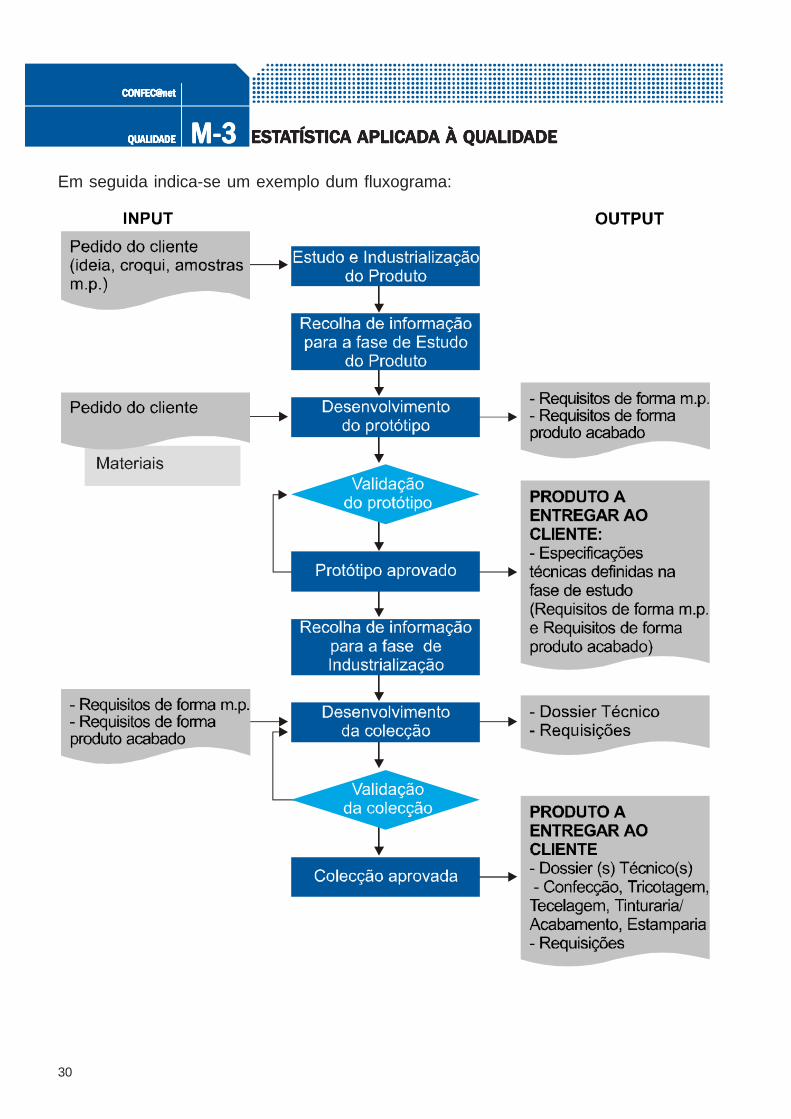
Em seguida indica-se um exemplo dum fluxograma:
31
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
Pelo estudo desses gráficos pode-se descobrir eventuais lapsos, que são uma potencialfonte de problemas. O fluxograma pode ser aplicado a qualquer caso, como o percursode uma factura, um fluxo de materiais, as fases da operação de venda ou fornecimentode um produto.
As pessoas com maior volume de conhecimento sobre o processo reúnem-se para:
1. Desenhar o fluxograma actual do processo;
2. Desenhar o fluxograma das etapas que o processo deveria seguir se tudo corressebem;
3. Comparar os dois gráficos para verificar onde diferem entre si, pois aí estará a raizdo problema.
3.2.2 FOLHA DE VERIFICAÇÃO
FOLHA DE VERIFICAÇÃO
Para registar dados baseados em observações amostrais com o objectivo de definirum modelo. Este é o ponto lógico de partida na maioria dos ciclos de solução deproblema.
A folha de verificação é uma ferramenta de fácil compreensão, usada para responder àpergunta “Com que frequência certos acontecimentos acontecem?”. Ela inicia o processotransformando “opiniões” em “factos”.
A construção da folha de verificação envolve as seguintes etapas:
1. Definir o acontecimento que está a ser realizado.
2. Definir o período durante o qual os dados serão recolhidos.
3. Construir uma ficha clara e de fácil preenchimento, certificando-se de que todas ascolunas estão claramente identificadas e que existe espaço suficiente para o registodos dados.
4. Recolher os dados consistente e honestamente. Certifique-se que foi consideradotempo para a tarefa de recolha de dados.
32
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
ESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
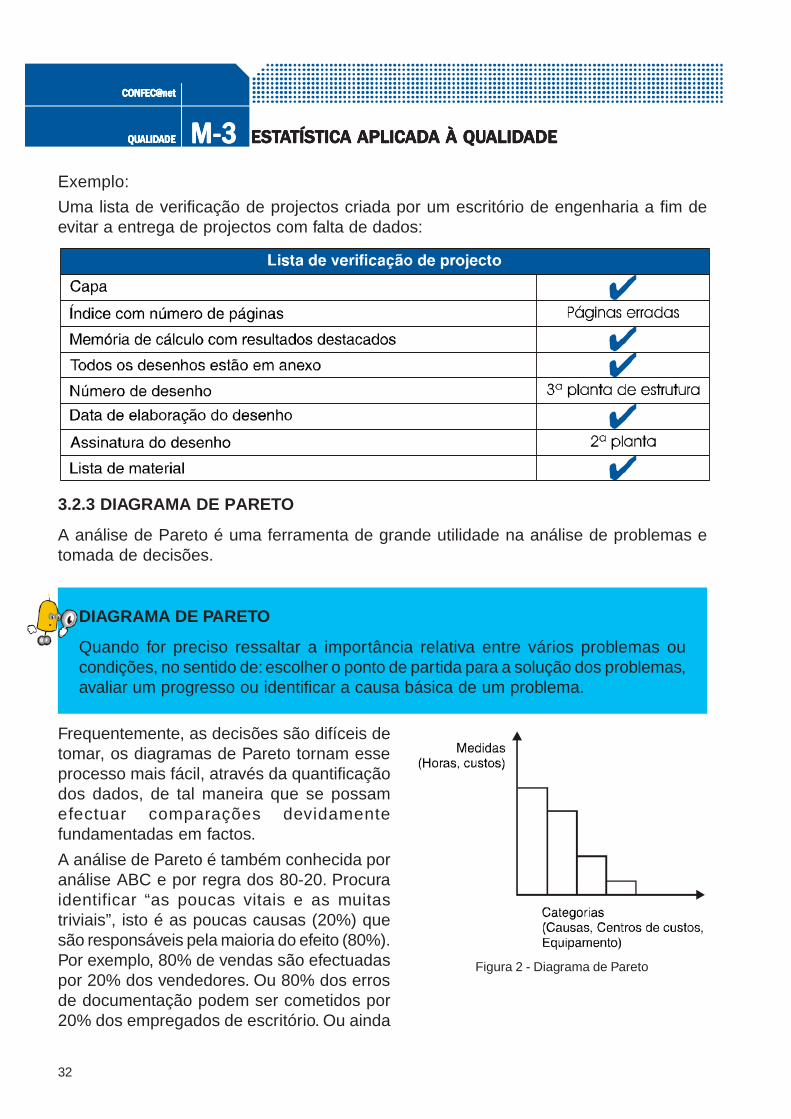
Exemplo:
Uma lista de verificação de projectos criada por um escritório de engenharia a fim deevitar a entrega de projectos com falta de dados:
3.2.3 DIAGRAMA DE PARETO
A análise de Pareto é uma ferramenta de grande utilidade na análise de problemas etomada de decisões.
DIAGRAMA DE PARETO
Quando for preciso ressaltar a importância relativa entre vários problemas oucondições, no sentido de: escolher o ponto de partida para a solução dos problemas,avaliar um progresso ou identificar a causa básica de um problema.
Frequentemente, as decisões são difíceis detomar, os diagramas de Pareto tornam esseprocesso mais fácil, através da quantificaçãodos dados, de tal maneira que se possamefectuar comparações devidamentefundamentadas em factos.
A análise de Pareto é também conhecida poranálise ABC e por regra dos 80-20. Procuraidentificar “as poucas vitais e as muitastriviais”, isto é as poucas causas (20%) quesão responsáveis pela maioria do efeito (80%).Por exemplo, 80% de vendas são efectuadaspor 20% dos vendedores. Ou 80% dos errosde documentação podem ser cometidos por20% dos empregados de escritório. Ou ainda
Figura 2 - Diagrama de Pareto
33
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
80% da sucata pode ser gerada por 20% das máquinas. Isto é, perante um dadoproblema, devemos procurar as poucas causas (20%) que são responsáveis pelamaioria do efeito (80%).
O diagrama de Pareto é uma forma especial do gráfico de barras verticais que nospermite determinar quais os problemas a resolver e qual a prioridade. Elaborado combase numa folha de verificação ou numa outra fonte de recolha de dados, ajuda-nos adirigir a nossa atenção e esforços para problemas verdadeiramente importantes. Emgeral, teremos melhores resultados se actuarmos na barra mais alta do gráfico do quenas barras menores.
“ COMO SE ELABORA UM DIAGRAMA DE PARETO? “
Etapas para a construção do diagrama de Pareto:
1. Decidir o tipo de problema a ser analisado (exemplo: peças com defeito, acidentesde trabalho, avarias de máquina).
2. Identificar e listar o tipo de causas que lhe dão origem (exemplo: processo, máquina,operador, método).
3. Recolher os dados e, para cada tipo de causa, registar o número de vezes queestes contribuem para o efeito em questão.
4. Ordenar as causas por ordem decrescente da respectiva frequência começandopela classe com maior frequência. Se várias das causas apresentarem uma frequênciade ocorrência de defeitos muito baixa quando comparadas com as outras, elas poderãoser reunidas numa única classe denominada “outros”.
5. Construir um diagrama de barras por esta ordem decrescente.
6. Desenhar a curva acumulada ao unir os segmentos de recta com os valorespercentuais acumulados até cada item.
7. Descobertas as causas das não conformidades mais importantes há depois quetomar as acções correctivas apropriadas para as eliminar.
Características adicionais do diagrama de Pareto:
- Geralmente os dados são registados no lado esquerdo do eixo vertical e empercentagem do lado direito do eixo vertical. Certifique-se que os dois eixos estejamem escala, isto é 100% corresponde à frequência ou custo total; 50% corresponde aoponto médio dos dados.
- A partir do topo da maior barra e da esquerda para a direita, ascendendo, uma linhapode ser adicionada representando a frequência acumulada das categorias. Istoresponderá a questões tais como: “Quanto do total foi apurado nas três primeirascategorias”.
34
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
ESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
Diferentes usos do diagrama de Pareto:
1. Identificar os problemas através do uso de diferentes escalas de medida.
2. Analisar diferentes grupos de dados.
3. Medir o impacto de mudanças efectuadas no processo.
4. Detalhar as maiores causas em partes mais especificas.
Interpretação do diagrama de Pareto:
- Use o bom senso - eventos mais frequentes ou de maior custo não são sempre osmais importantes.
- Marque o gráfico com clareza, mostrando a unidade de medida.
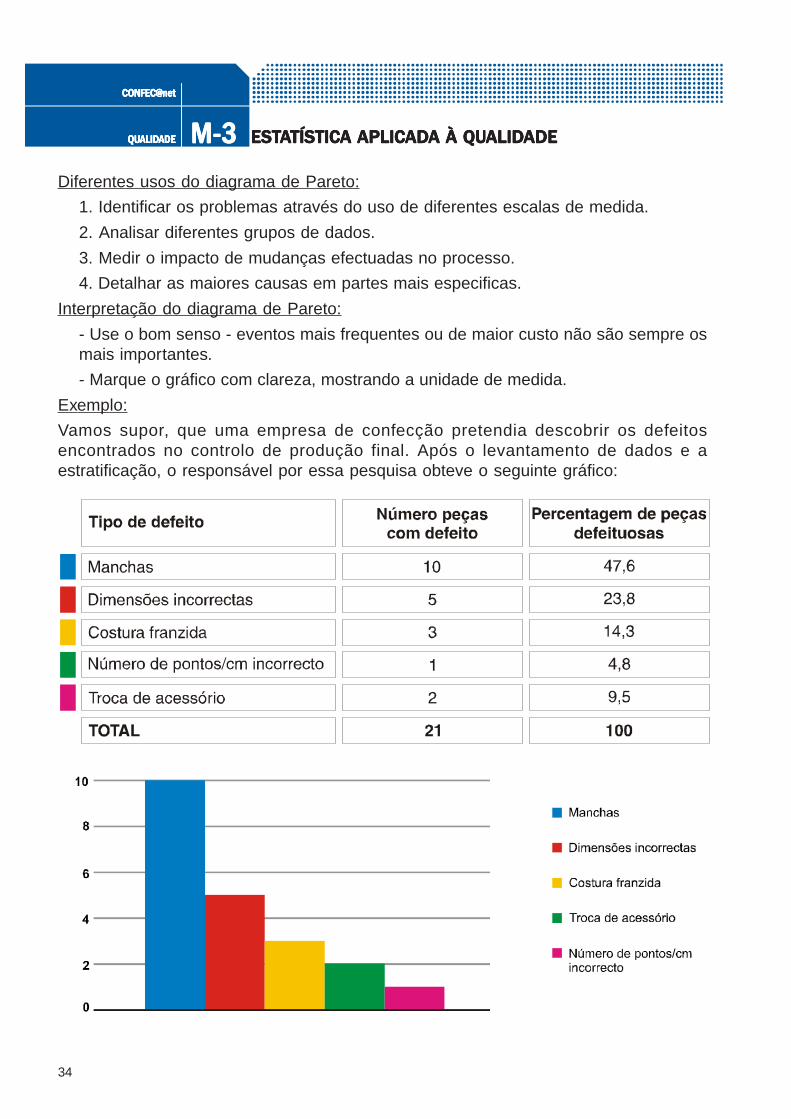
Exemplo:
Vamos supor, que uma empresa de confecção pretendia descobrir os defeitosencontrados no controlo de produção final. Após o levantamento de dados e aestratificação, o responsável por essa pesquisa obteve o seguinte gráfico:
35
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
Analisando o gráfico, o responsável descobre que os defeitos de manchas e dimensõesincorrectas são os mais frequentes, ou seja, são responsáveis por 71,4 % do número depeças defeituosas.
3.2.4 DIAGRAMA DE CAUSA E EFEITO
Este diagrama é uma das ferramentas mais importantes no processo de análise deproblemas e suas causas. Permite, duma forma simples, agrupar e visualizar as causaselementares dos problemas que afectam a qualidade dos produtos ou serviços.
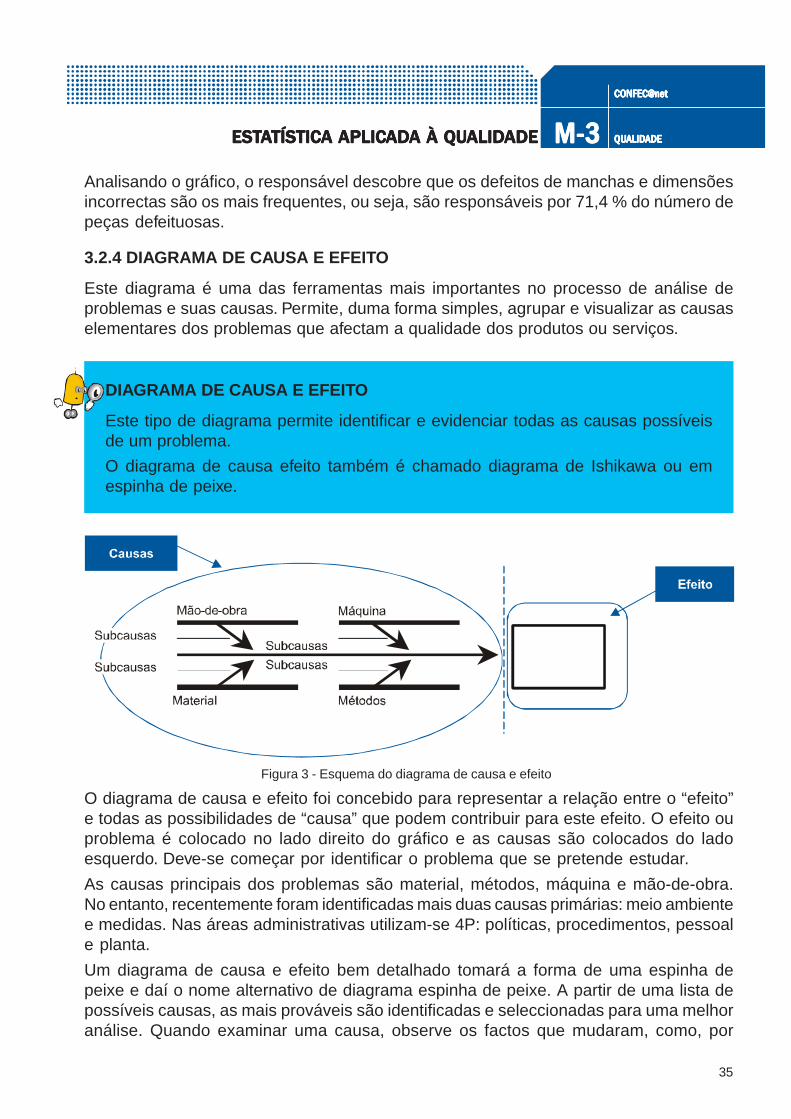
DIAGRAMA DE CAUSA E EFEITO
Este tipo de diagrama permite identificar e evidenciar todas as causas possíveisde um problema.
O diagrama de causa efeito também é chamado diagrama de Ishikawa ou emespinha de peixe.
O diagrama de causa e efeito foi concebido para representar a relação entre o “efeito”e todas as possibilidades de “causa” que podem contribuir para este efeito. O efeito ouproblema é colocado no lado direito do gráfico e as causas são colocados do ladoesquerdo. Deve-se começar por identificar o problema que se pretende estudar.
As causas principais dos problemas são material, métodos, máquina e mão-de-obra.No entanto, recentemente foram identificadas mais duas causas primárias: meio ambientee medidas. Nas áreas administrativas utilizam-se 4P: políticas, procedimentos, pessoale planta.
Um diagrama de causa e efeito bem detalhado tomará a forma de uma espinha depeixe e daí o nome alternativo de diagrama espinha de peixe. A partir de uma lista depossíveis causas, as mais prováveis são identificadas e seleccionadas para uma melhoranálise. Quando examinar uma causa, observe os factos que mudaram, como, por
Figura 3 - Esquema do diagrama de causa e efeito
36
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
ESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
exemplo, desvios da norma ou dos padrões. Lembre-se de eliminar a causa e não osintoma do problema.
“ COMO SE CONSTRÓI UM DIAGRAMA DE CAUSA E EFEITO? “
Etapas da construção do diagrama de causa e efeito:
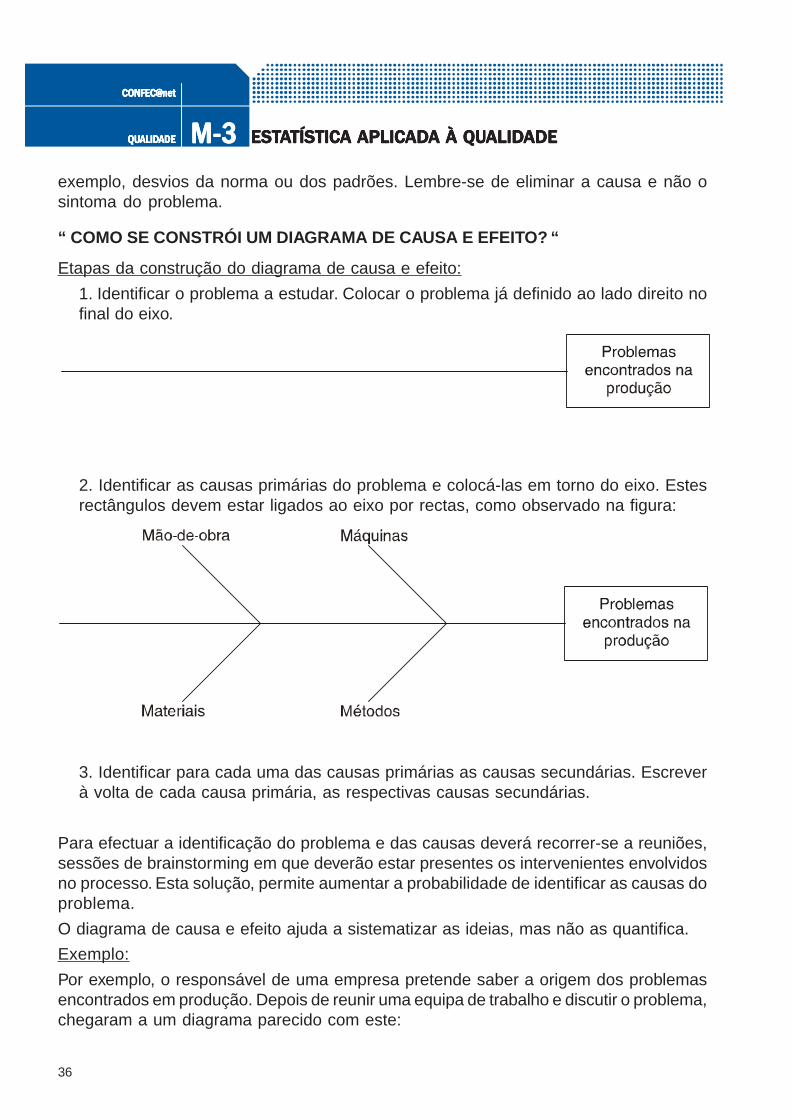
1. Identificar o problema a estudar. Colocar o problema já definido ao lado direito nofinal do eixo.
2. Identificar as causas primárias do problema e colocá-las em torno do eixo. Estesrectângulos devem estar ligados ao eixo por rectas, como observado na figura:
3. Identificar para cada uma das causas primárias as causas secundárias. Escreverà volta de cada causa primária, as respectivas causas secundárias.
Para efectuar a identificação do problema e das causas deverá recorrer-se a reuniões,sessões de brainstorming em que deverão estar presentes os intervenientes envolvidosno processo. Esta solução, permite aumentar a probabilidade de identificar as causas doproblema.
O diagrama de causa e efeito ajuda a sistematizar as ideias, mas não as quantifica.
Exemplo:
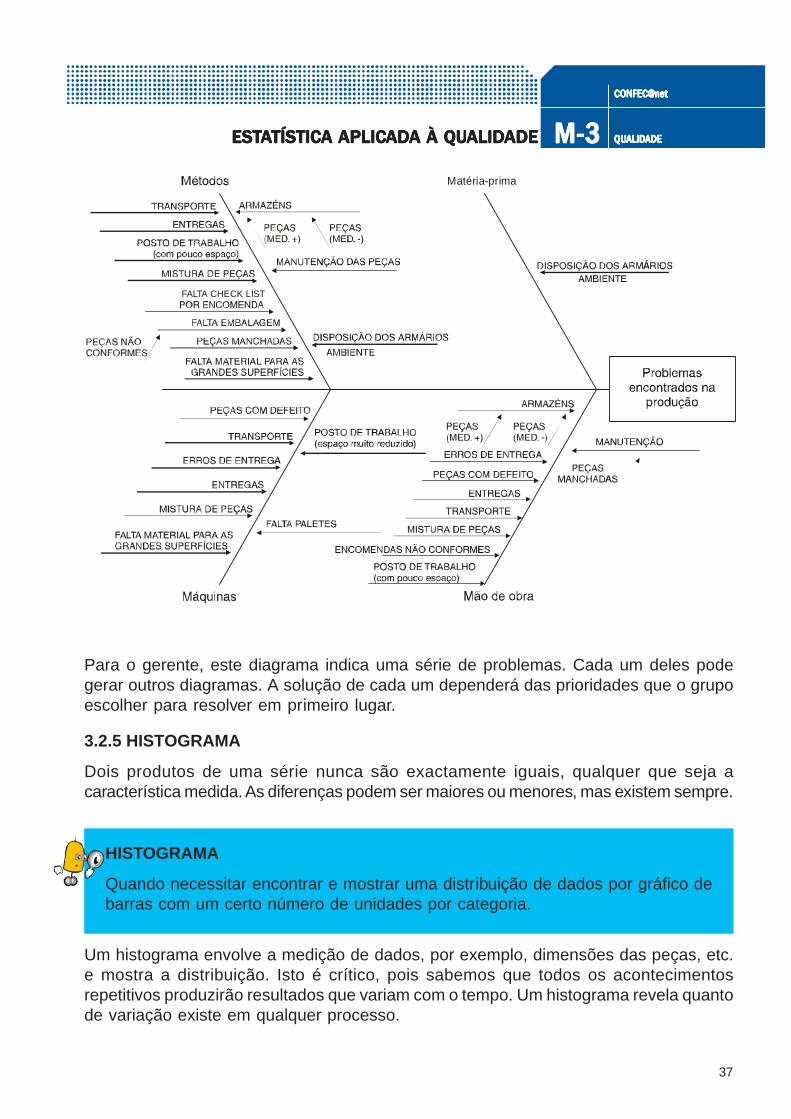
Por exemplo, o responsável de uma empresa pretende saber a origem dos problemasencontrados em produção. Depois de reunir uma equipa de trabalho e discutir o problema,chegaram a um diagrama parecido com este:
37
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
Para o gerente, este diagrama indica uma série de problemas. Cada um deles podegerar outros diagramas. A solução de cada um dependerá das prioridades que o grupoescolher para resolver em primeiro lugar.
3.2.5 HISTOGRAMA
Dois produtos de uma série nunca são exactamente iguais, qualquer que seja acaracterística medida. As diferenças podem ser maiores ou menores, mas existem sempre.
HISTOGRAMA
Quando necessitar encontrar e mostrar uma distribuição de dados por gráfico debarras com um certo número de unidades por categoria.
Um histograma envolve a medição de dados, por exemplo, dimensões das peças, etc.e mostra a distribuição. Isto é crítico, pois sabemos que todos os acontecimentosrepetitivos produzirão resultados que variam com o tempo. Um histograma revela quantode variação existe em qualquer processo.
Matéria-prima
FALTA CHECK LIST
38
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
ESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
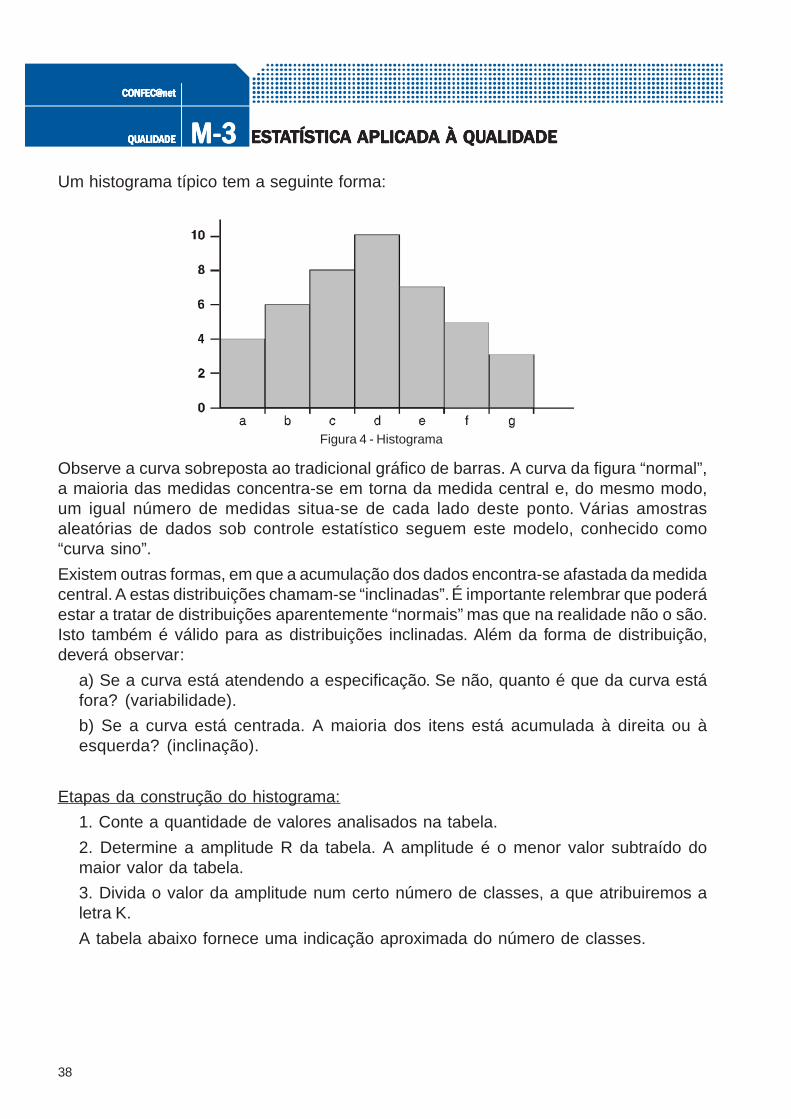
Um histograma típico tem a seguinte forma:
Observe a curva sobreposta ao tradicional gráfico de barras. A curva da figura “normal”,a maioria das medidas concentra-se em torna da medida central e, do mesmo modo,um igual número de medidas situa-se de cada lado deste ponto. Várias amostrasaleatórias de dados sob controle estatístico seguem este modelo, conhecido como“curva sino”.
Existem outras formas, em que a acumulação dos dados encontra-se afastada da medidacentral. A estas distribuições chamam-se “inclinadas”. É importante relembrar que poderáestar a tratar de distribuições aparentemente “normais” mas que na realidade não o são.Isto também é válido para as distribuições inclinadas. Além da forma de distribuição,deverá observar:
a) Se a curva está atendendo a especificação. Se não, quanto é que da curva estáfora? (variabilidade).
b) Se a curva está centrada. A maioria dos itens está acumulada à direita ou àesquerda? (inclinação).
Etapas da construção do histograma:
1. Conte a quantidade de valores analisados na tabela.
2. Determine a amplitude R da tabela. A amplitude é o menor valor subtraído domaior valor da tabela.
3. Divida o valor da amplitude num certo número de classes, a que atribuiremos aletra K.
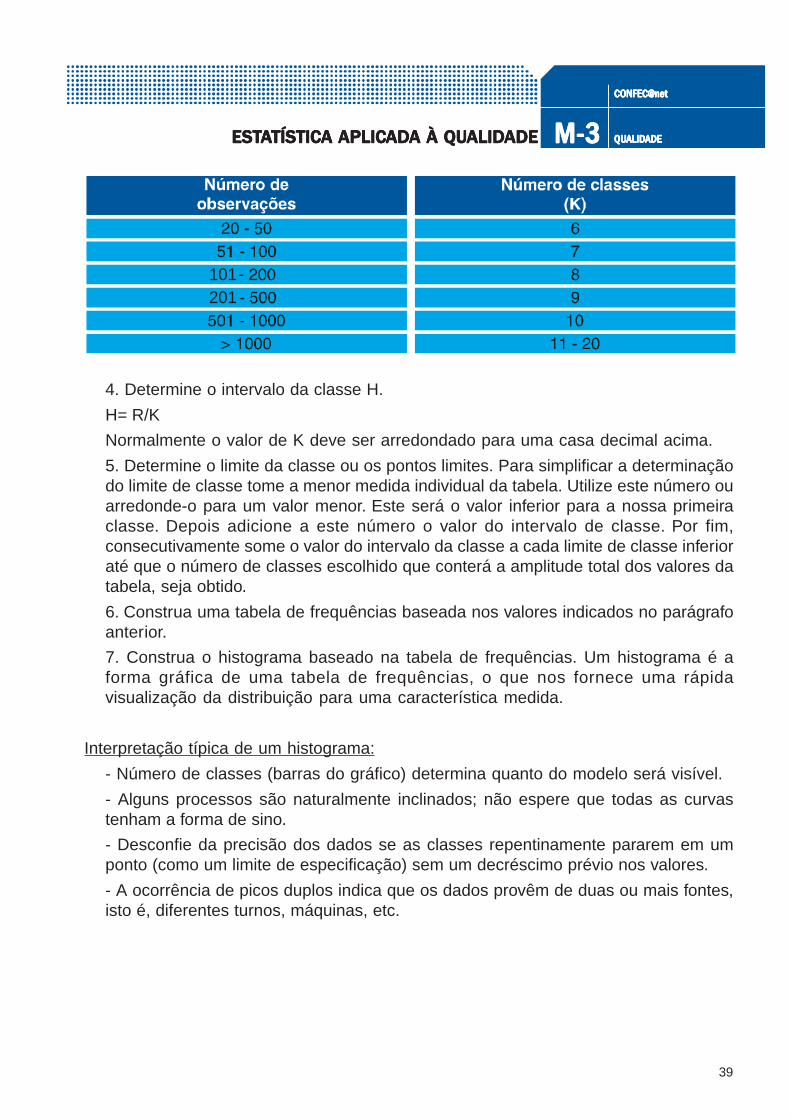
A tabela abaixo fornece uma indicação aproximada do número de classes.
Figura 4 - Histograma
39
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
4. Determine o intervalo da classe H.
H= R/K
Normalmente o valor de K deve ser arredondado para uma casa decimal acima.
5. Determine o limite da classe ou os pontos limites. Para simplificar a determinaçãodo limite de classe tome a menor medida individual da tabela. Utilize este número ouarredonde-o para um valor menor. Este será o valor inferior para a nossa primeiraclasse. Depois adicione a este número o valor do intervalo de classe. Por fim,consecutivamente some o valor do intervalo da classe a cada limite de classe inferioraté que o número de classes escolhido que conterá a amplitude total dos valores databela, seja obtido.
6. Construa uma tabela de frequências baseada nos valores indicados no parágrafoanterior.
7. Construa o histograma baseado na tabela de frequências. Um histograma é aforma gráfica de uma tabela de frequências, o que nos fornece uma rápidavisualização da distribuição para uma característica medida.
Interpretação típica de um histograma:
- Número de classes (barras do gráfico) determina quanto do modelo será visível.
- Alguns processos são naturalmente inclinados; não espere que todas as curvastenham a forma de sino.
- Desconfie da precisão dos dados se as classes repentinamente pararem em umponto (como um limite de especificação) sem um decréscimo prévio nos valores.
- A ocorrência de picos duplos indica que os dados provêm de duas ou mais fontes,isto é, diferentes turnos, máquinas, etc.
101201
40
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
ESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
Exemplo:
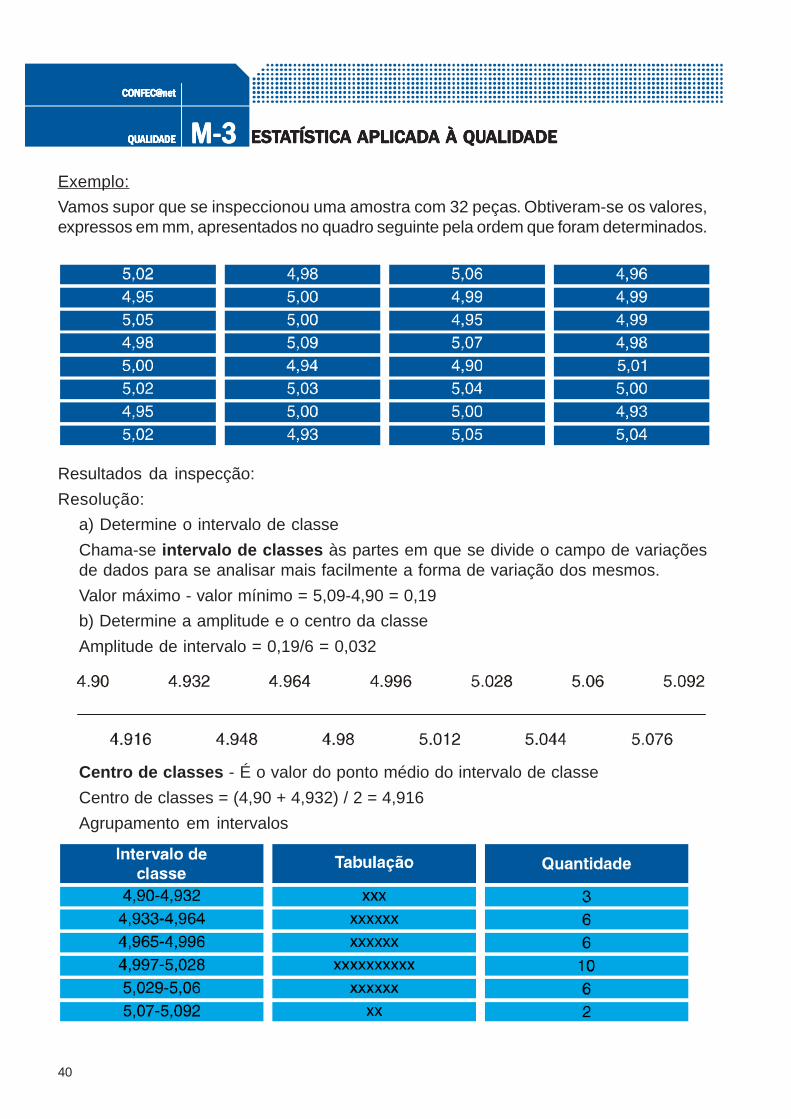
Vamos supor que se inspeccionou uma amostra com 32 peças. Obtiveram-se os valores,expressos em mm, apresentados no quadro seguinte pela ordem que foram determinados.
Resultados da inspecção:
Resolução:
a) Determine o intervalo de classe
Chama-se intervalo de classes às partes em que se divide o campo de variaçõesde dados para se analisar mais facilmente a forma de variação dos mesmos.
Valor máximo - valor mínimo = 5,09-4,90 = 0,19
b) Determine a amplitude e o centro da classe
Amplitude de intervalo = 0,19/6 = 0,032
Centro de classes - É o valor do ponto médio do intervalo de classe
Centro de classes = (4,90 + 4,932) / 2 = 4,916
Agrupamento em intervalos
41
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
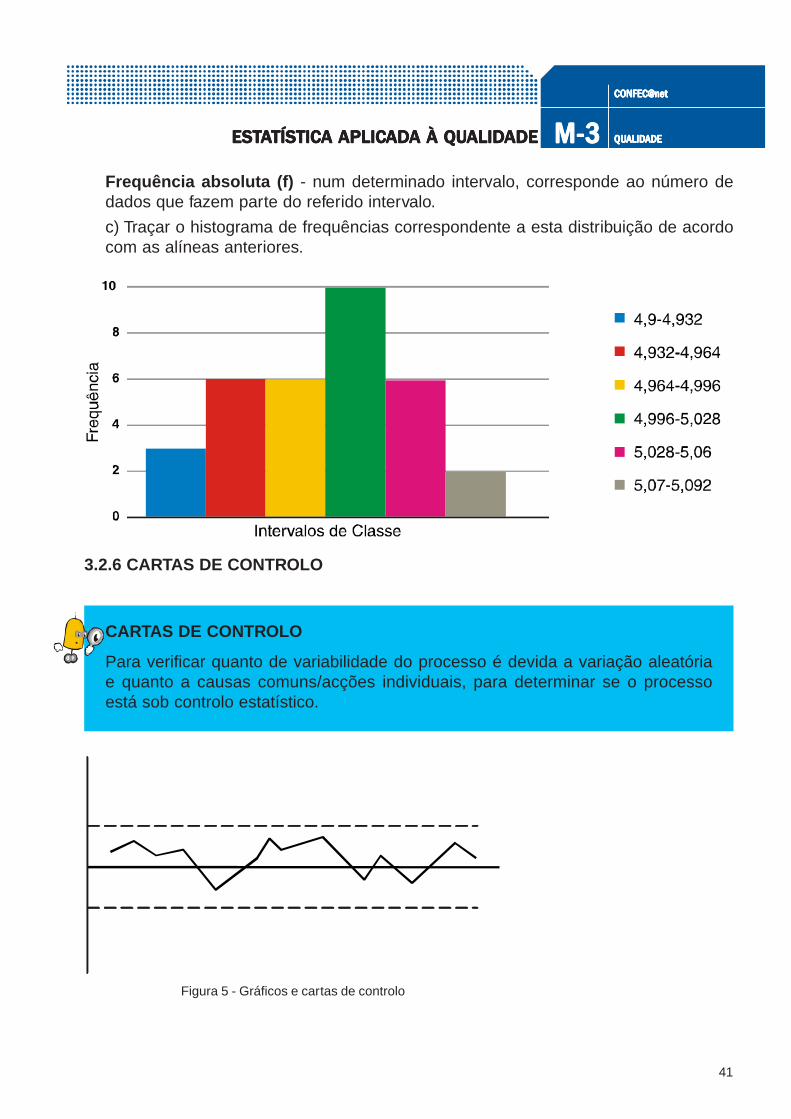
Frequência absoluta (f) - num determinado intervalo, corresponde ao número dedados que fazem parte do referido intervalo.
c) Traçar o histograma de frequências correspondente a esta distribuição de acordocom as alíneas anteriores.
3.2.6 CARTAS DE CONTROLO
CARTAS DE CONTROLO
Para verificar quanto de variabilidade do processo é devida a variação aleatóriae quanto a causas comuns/acções individuais, para determinar se o processoestá sob controlo estatístico.
Figura 5 - Gráficos e cartas de controlo
42
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
ESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
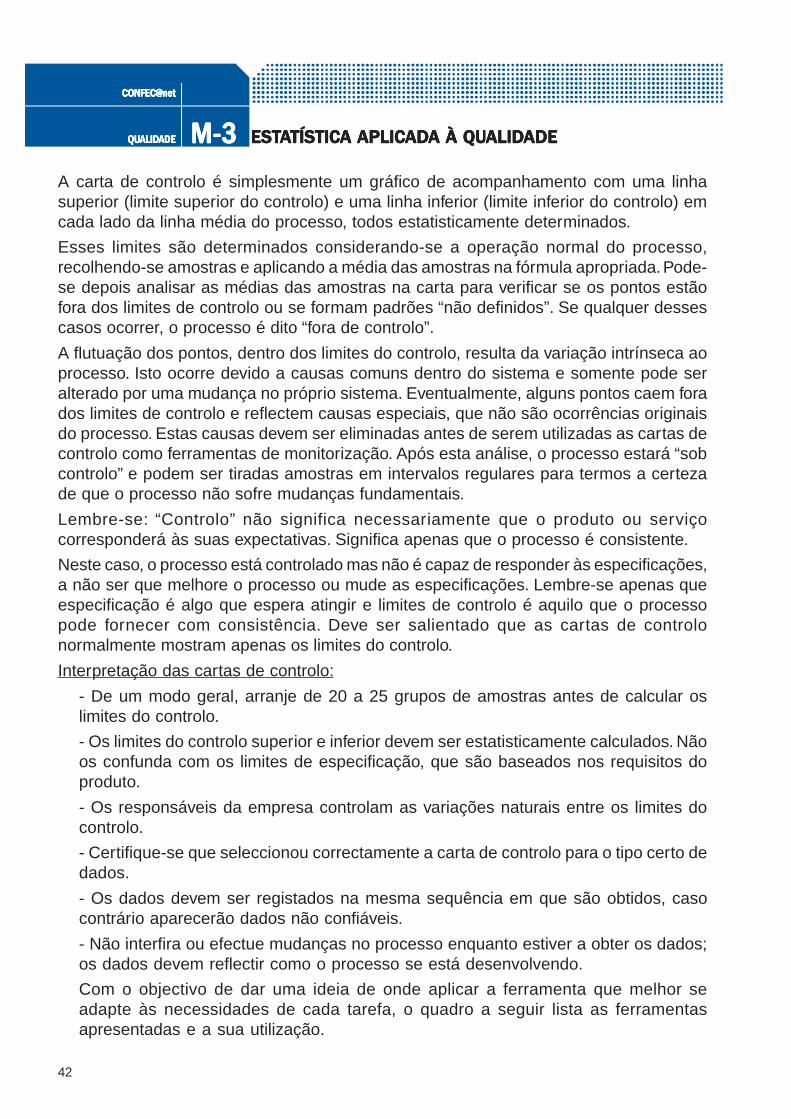
A carta de controlo é simplesmente um gráfico de acompanhamento com uma linhasuperior (limite superior do controlo) e uma linha inferior (limite inferior do controlo) emcada lado da linha média do processo, todos estatisticamente determinados.
Esses limites são determinados considerando-se a operação normal do processo,recolhendo-se amostras e aplicando a média das amostras na fórmula apropriada. Pode-se depois analisar as médias das amostras na carta para verificar se os pontos estãofora dos limites de controlo ou se formam padrões “não definidos”. Se qualquer dessescasos ocorrer, o processo é dito “fora de controlo”.
A flutuação dos pontos, dentro dos limites do controlo, resulta da variação intrínseca aoprocesso. Isto ocorre devido a causas comuns dentro do sistema e somente pode seralterado por uma mudança no próprio sistema. Eventualmente, alguns pontos caem forados limites de controlo e reflectem causas especiais, que não são ocorrências originaisdo processo. Estas causas devem ser eliminadas antes de serem utilizadas as cartas decontrolo como ferramentas de monitorização. Após esta análise, o processo estará “sobcontrolo” e podem ser tiradas amostras em intervalos regulares para termos a certezade que o processo não sofre mudanças fundamentais.
Lembre-se: “Controlo” não significa necessariamente que o produto ou serviçocorresponderá às suas expectativas. Significa apenas que o processo é consistente.
Neste caso, o processo está controlado mas não é capaz de responder às especificações,a não ser que melhore o processo ou mude as especificações. Lembre-se apenas queespecificação é algo que espera atingir e limites de controlo é aquilo que o processopode fornecer com consistência. Deve ser salientado que as cartas de controlonormalmente mostram apenas os limites do controlo.
Interpretação das cartas de controlo:
- De um modo geral, arranje de 20 a 25 grupos de amostras antes de calcular oslimites do controlo.
- Os limites do controlo superior e inferior devem ser estatisticamente calculados. Nãoos confunda com os limites de especificação, que são baseados nos requisitos doproduto.
- Os responsáveis da empresa controlam as variações naturais entre os limites docontrolo.
- Certifique-se que seleccionou correctamente a carta de controlo para o tipo certo dedados.
- Os dados devem ser registados na mesma sequência em que são obtidos, casocontrário aparecerão dados não confiáveis.
- Não interfira ou efectue mudanças no processo enquanto estiver a obter os dados;os dados devem reflectir como o processo se está desenvolvendo.
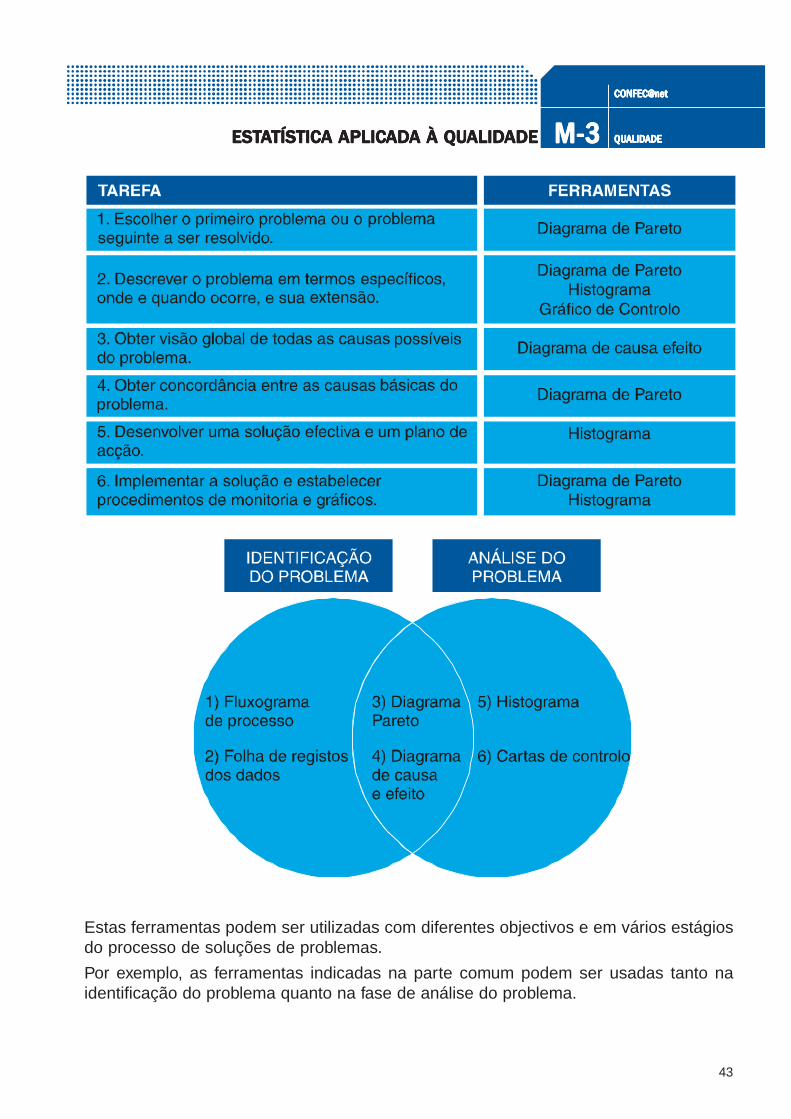
Com o objectivo de dar uma ideia de onde aplicar a ferramenta que melhor seadapte às necessidades de cada tarefa, o quadro a seguir lista as ferramentasapresentadas e a sua utilização.
43
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
Estas ferramentas podem ser utilizadas com diferentes objectivos e em vários estágiosdo processo de soluções de problemas.
Por exemplo, as ferramentas indicadas na parte comum podem ser usadas tanto naidentificação do problema quanto na fase de análise do problema.
44
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
ESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
3.3. PLANOS DE AMOSTRAGEM
No ponto anterior analisamos como controlar a qualidade durante um processoprodutivo.
Agora vamos analisar as implicações de como controlá-la em produtos antes de seremproduzidos.
Os planos de amostragem são uma técnica que permite a utilização de alguns itens(amostra) seleccionados de um universo (lote) para estimar a condição de todo o universoe tomar decisões adequadas.
Um plano de amostragem indica o número de unidades de cada lote que devem serinspeccionadas e o critério para a determinação da aceitabilidade desse lote (númerode aceitação e de rejeição).
Os planos de amostragem e os procedimentos podem aplicar-se à inspecção de aceitaçãode:
a) Produtos acabados
b) Componentes e matérias-primas
c) Operações de fabrico
d) Materiais em curso de fabrico
e) Produtos armazenados
f) Operações de manutenção
g) Dados ou informações
h) Procedimentos administrativos.
Os planos de amostragem recomendados estão preparados para o emprego em sériescontínuas, isto é, estes planos são utilizados quando se recebe um número relativamentegrande de lotes, de um mesmo produto, de forma contínua.
Existem várias tabelas de amostragem universalmente empregues. Dentre estas, vamosanalisar a norma MIL-STD 105D (Military Standard 105D).
A Norma MIL-STD 105 D estabelece vários níveis de inspecção:
- Nível de Inspecção Reduzido (I): quando os custos de inspecção são elevados
- Nível de Inspecção Normal (II): quando os custos de inspecção são normais
- Nível de Inspecção Rigoroso (III): quando os custos de inspecção são reduzidos.
- Níveis de Inspecção S-1, S-2, S-3, S-4 (especiais): quando o custo do testedestrutivo é elevado.
No âmbito deste curso, não vamos analisar os níveis de inspecção especiais.
Para tornar mais fácil a compreensão dos temas que se seguem, vamos introduzir alguns
45
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
conceitos importantes:
LOTE
Conjunto homogéneo de unidades submetido a inspecção.
AMOSTRA
Porção do lote que se extrai para inspecção, com o fim de avaliar a qualidade total e,deste modo, decidir sobre a sua aceitação ou rejeição.
Além disso, na amostra é importante que se cumpram as duas condições seguintes:
A) HOMOGENEIDADE DO PRODUTO
Significa que todas as unidades consideradas foram obtidas de modo semelhante.
B) ALEATORIEDADE DA AMOSTRA
Consiste em extrair cada uma das unidades que compõem a amostra de modo a quetodas as unidades tenham a mesma probabilidade de serem escolhidas.
DEFEITO
É qualquer não conformidade da unidade do produto com os requisitos ou exigênciasestabelecidas. Em geral, os defeitos são agrupados em classes, devendo cada empresaorganizar o tipo de classificação que melhor se adapta ao seu caso específico.
Em seguida apresenta-se uma classificação dos defeitos:
DEFEITO CRÍTICO
É aquele que, segundo a lógica e a experiência, conduz provavelmente a condiçõesarriscadas ou inseguras para os indivíduos que utilizem, façam a manutenção oudependam do produto considerado. Também é designado por crítico o defeito que podechegar a impedir o funcionamento de um produto final mais importante.
DEFEITO PRINCIPAL (OU MAIOR)
É aquele que, sem ser crítico, acarreta uma falha, avaria ou diminui substancialmente aidoneidade ou utilidade do produto para a finalidade prevista.
DEFEITO SECUNDÁRIO (OU MENOR)
É aquele que não reduz sensivelmente a utilidade do produto para o fim a que estádestinado.
46
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
ESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
Além disso, é necessário definir alguns símbolos para interpretar as tabelas:
N = Número de unidades do lote = tamanho do lote = efectivo do lote.
n = Número de unidades da amostra = tamanho da amostra = efectivo da amostra.
Ac = número de aceitação (é o número máximo de unidades defeituosas que podemexistir na amostra extraída do lote, para que este possa ser aceite).
Re = número de rejeição (é o menor número de unidades defeituosas numa amostraextraída do lote que dê lugar à rejeição deste).
NQA = é a percentagem máxima de unidades defeituosas considerada admissível,como uma média do processo.
A determinação do NQA é condicionada por diversos factores.
Em geral o valor do NQA é determinado como um meio termo entre a qualidade desejadapelo cliente e a oferecida pelo fornecedor.
Exemplo:
Ao cliente interessa uma qualidade média correspondente a uma percentagem dedefeituosas inferiores a 1,5%.
Ao fornecedor, tendo em conta o seu processo de fabrico, dificilmente poderá obter umapercentagem de defeituosas média inferior a 4%.
Após uma série de conversações chegaram ao acordo seguinte:
- Estabelecer NQA = 2,5%;
- O fornecedor aumentará o número de controlos do seu fabrico;
- O custo do produto será menor do que para o caso de se exigir NQA = 1,5 %.
Outros factores que influenciam a escolha do NQA podem ser:
a) A importância do defeito:
Um defeito crítico terá um NQA menor do que um defeito sem importância.
b) Custo da inspecção:
Para se poder garantir um NQA reduzido é necessário inspeccionar amostras grandes,em comparação com os efectivos de amostra necessários para valores do NQA menos
47
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
exigentes; é preferível, às vezes, admitir uma percentagem de defeituosas maior, emvez de inspeccionar amostras muito grandes, porque o custo total pode ser menor.
c) Queixas dos clientes:
Há que fixar valores de NQA mais pequenos, com o fim de reduzir as queixas aomínimo.
d) Comportamento do fornecedor
Se não se rejeitarem lotes de um fornecedor, este merece confiança: daí poder-seaumentar o NQA; no caso de se observarem anomalias volta-se ao NQA inicial.
PROCEDIMENTO DE INSPECÇÃO:
- Determinar o valor do NQA (nível de qualidade aceitável);
- Determinar o nível de inspecção (I, II, III);
- Determinar o método ou plano de inspecção por amostragem (letra A a R) apartir da dimensão do lote e do nível de inspecção;
- Determinar o método ou plano de inspecção (dimensão da amostra e númerode aceitação/rejeição);
- Retirar os itens aleatoriamente;
- Inspeccionar os itens;
- Atendendo aos resultados da inspecção, determinar se deve aceitar ou rejeitaro lote;
- Tomar acções após a inspecção se necessário (devolver os itens defeituosos,executar a inspecção a 100%, para eliminar os itens defeituosos, reparar ositens rejeitados);
- Registar os resultados da inspecção.
48
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
ESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
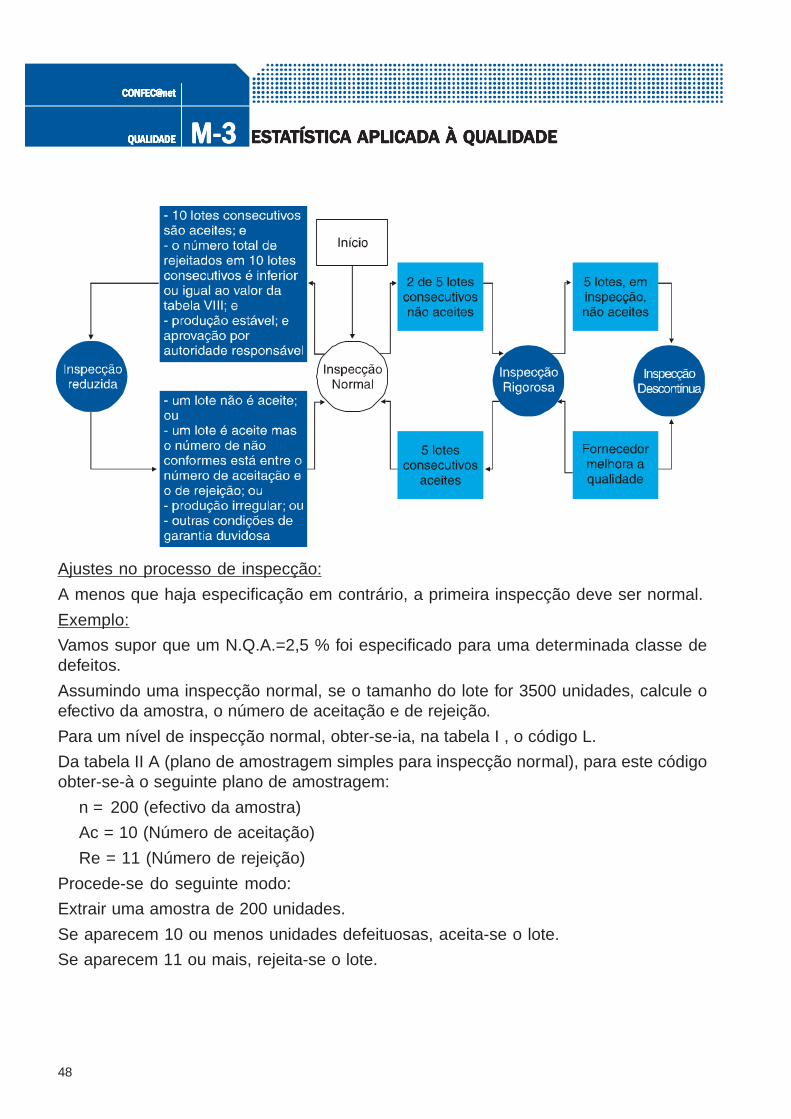
Ajustes no processo de inspecção:
A menos que haja especificação em contrário, a primeira inspecção deve ser normal.
Exemplo:
Vamos supor que um N.Q.A.=2,5 % foi especificado para uma determinada classe dedefeitos.
Assumindo uma inspecção normal, se o tamanho do lote for 3500 unidades, calcule oefectivo da amostra, o número de aceitação e de rejeição.
Para um nível de inspecção normal, obter-se-ia, na tabela I , o código L.
Da tabela II A (plano de amostragem simples para inspecção normal), para este códigoobter-se-à o seguinte plano de amostragem:
n = 200 (efectivo da amostra)
Ac = 10 (Número de aceitação)
Re = 11 (Número de rejeição)
Procede-se do seguinte modo:
Extrair uma amostra de 200 unidades.
Se aparecem 10 ou menos unidades defeituosas, aceita-se o lote.
Se aparecem 11 ou mais, rejeita-se o lote.
49
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
AUTO-TESTE DO TEMA
Instruções de utilização: O questionário, a que a seguir vai responder, é constituídopor 28 itens, distribuídos por 7 secções, identificadas pelas letras do alfabeto que vãode A a G. Dentro de cada secção os itens estão numerados de 1 a 4, deverá seleccionara/as respostas que considerar mais adequadas para responder correctamente a cadauma das questões.
Das seguintes afirmações diga quais são as ferramentas utilizadas para a análise de problemas:
A1
A2
A3
A4
Diagramas de causa e efeito e fluxograma de processo.
Folha de registo de dados e cartas de controlo.
Histogramas e cartas de controlo.Histogramas e fluxograma do processo.
TOTAL
Das seguintes afirmações diga o que entende por NQA:
B1
B2
B3
B4
É a percentagem máxima de unidades defeituosas considerada admissível.
É o número de unidades defeituosas considerada admissível.
É o número mínimo de unidades defeituosas considerada admissível.
É a percentagem mínima de unidades defeituosas considerada admissível.
TOTAL
Num lote de 400 unidades e utilizando um plano de inspecção normal, N.Q.A = 0.65%, o tamanho da amostra, o número de aceitação e de rejeição são:
C1
C2
C3
C4
n = 80 ; Ac = 1 ; Re = 2.
n = 50 ; Ac = 1 ; Re = 2.
n = 32 ; Ac = 0 ; Re = 1.n = 80 ; Ac = 0 ; Re = 1.
TOTAL
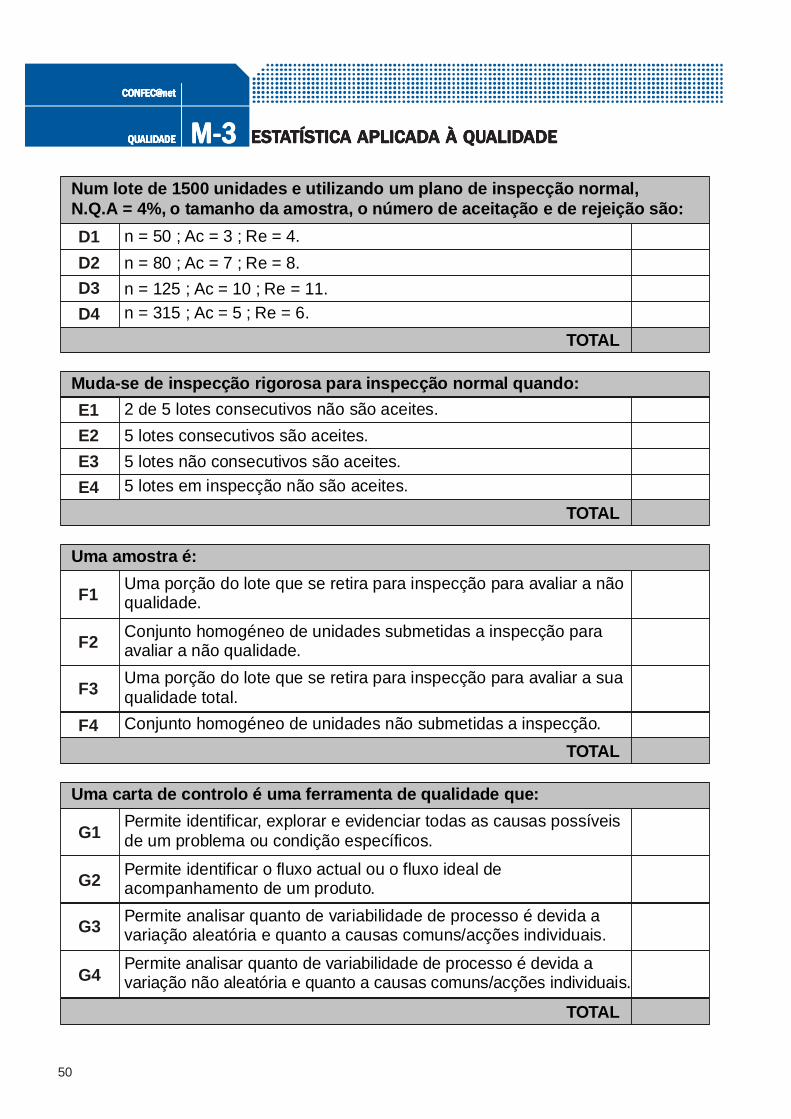
50
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
ESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
Muda-se de inspecção rigorosa para inspecção normal quando:
E1
E2
E3
E4
2 de 5 lotes consecutivos não são aceites.
5 lotes consecutivos são aceites.
5 lotes não consecutivos são aceites.5 lotes em inspecção não são aceites.
TOTAL
Uma amostra é:
F1
F2
F3
F4
Uma porção do lote que se retira para inspecção para avaliar a não qualidade.
Conjunto homogéneo de unidades submetidas a inspecção para avaliar a não qualidade.
Uma porção do lote que se retira para inspecção para avaliar a sua qualidade total.
Conjunto homogéneo de unidades não submetidas a inspecção.
TOTAL
Uma carta de controlo é uma ferramenta de qualidade que:
G1
G2
G3
G4
Permite identificar, explorar e evidenciar todas as causas possíveis de um problema ou condição específicos.
Permite identificar o fluxo actual ou o fluxo ideal de acompanhamento de um produto.
Permite analisar quanto de variabilidade de processo é devida a variação aleatória e quanto a causas comuns/acções individuais.
Permite analisar quanto de variabilidade de processo é devida a variação não aleatória e quanto a causas comuns/acções individuais.
TOTAL
Num lote de 1500 unidades e utilizando um plano de inspecção normal, N.Q.A = 4%, o tamanho da amostra, o número de aceitação e de rejeição são:
D1
D2D3
D4
n = 50 ; Ac = 3 ; Re = 4.
n = 80 ; Ac = 7 ; Re = 8.
n = 125 ; Ac = 10 ; Re = 11.n = 315 ; Ac = 5 ; Re = 6.
TOTAL
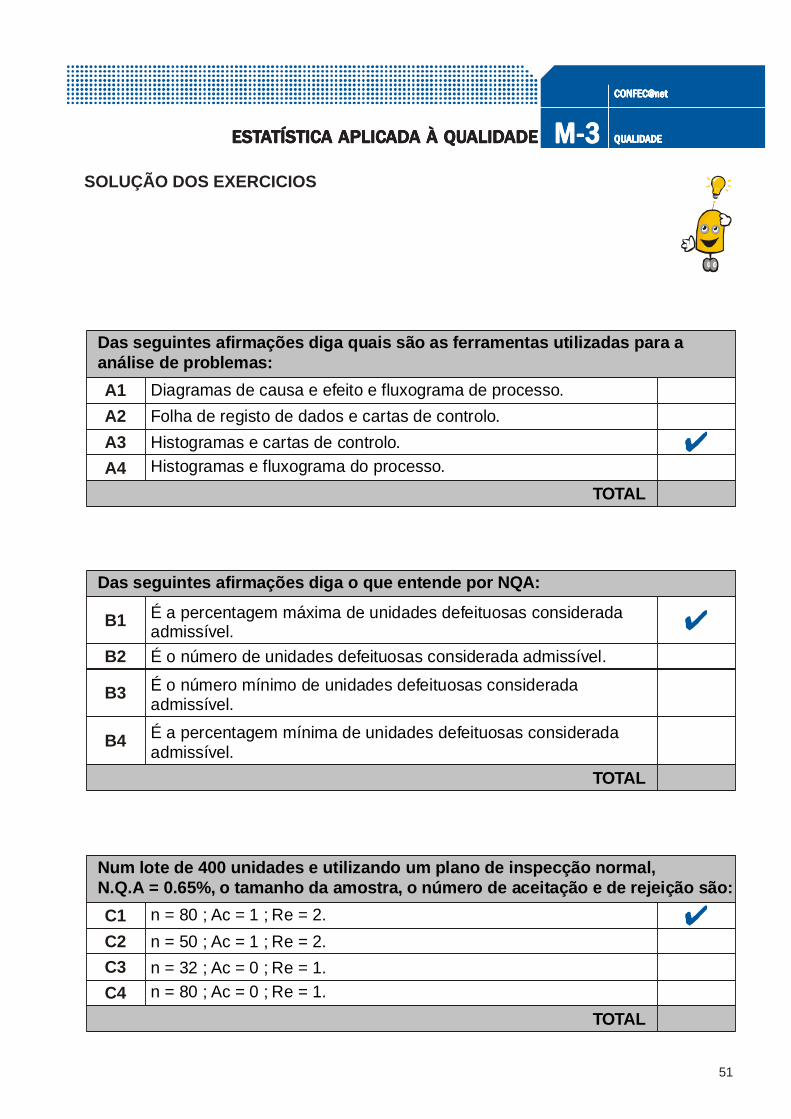
51
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
SOLUÇÃO DOS EXERCICIOS
Das seguintes afirmações diga quais são as ferramentas utilizadas para a análise de problemas:
A1
A2
A3
A4
Diagramas de causa e efeito e fluxograma de processo.
Folha de registo de dados e cartas de controlo.
Histogramas e cartas de controlo.Histogramas e fluxograma do processo.
TOTAL
Das seguintes afirmações diga o que entende por NQA:
B1
B2
B3
B4
É a percentagem máxima de unidades defeituosas considerada admissível.
É o número de unidades defeituosas considerada admissível.
É o número mínimo de unidades defeituosas considerada admissível.
É a percentagem mínima de unidades defeituosas considerada admissível.
TOTAL
Num lote de 400 unidades e utilizando um plano de inspecção normal, N.Q.A = 0.65%, o tamanho da amostra, o número de aceitação e de rejeição são:
C1
C2
C3
C4
n = 80 ; Ac = 1 ; Re = 2.
n = 50 ; Ac = 1 ; Re = 2.
n = 32 ; Ac = 0 ; Re = 1.n = 80 ; Ac = 0 ; Re = 1.
TOTAL
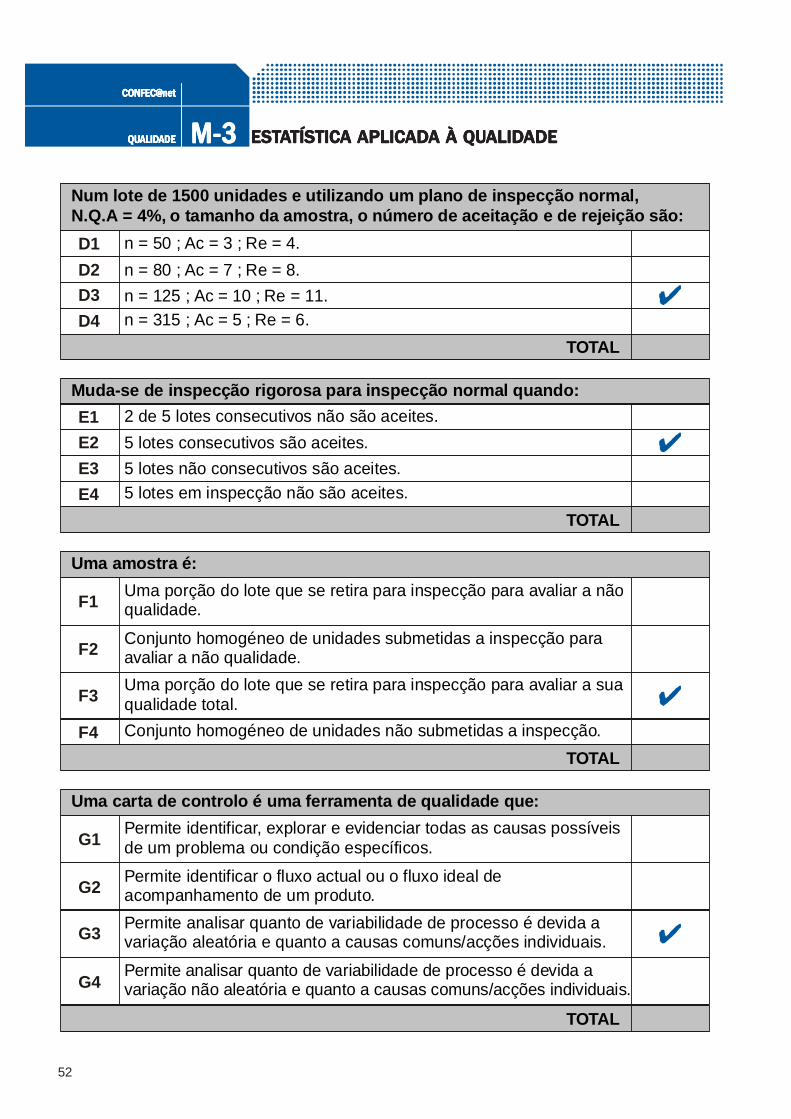
52
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
ESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
Muda-se de inspecção rigorosa para inspecção normal quando:
E1
E2
E3
E4
2 de 5 lotes consecutivos não são aceites.
5 lotes consecutivos são aceites.
5 lotes não consecutivos são aceites.5 lotes em inspecção não são aceites.
TOTAL
Uma amostra é:
F1
F2
F3
F4
Uma porção do lote que se retira para inspecção para avaliar a não qualidade.
Conjunto homogéneo de unidades submetidas a inspecção para avaliar a não qualidade.
Uma porção do lote que se retira para inspecção para avaliar a sua qualidade total.
Conjunto homogéneo de unidades não submetidas a inspecção.
TOTAL
Uma carta de controlo é uma ferramenta de qualidade que:
G1
G2
G3
G4
Permite identificar, explorar e evidenciar todas as causas possíveis de um problema ou condição específicos.
Permite identificar o fluxo actual ou o fluxo ideal de acompanhamento de um produto.
Permite analisar quanto de variabilidade de processo é devida a variação aleatória e quanto a causas comuns/acções individuais.
Permite analisar quanto de variabilidade de processo é devida a variação não aleatória e quanto a causas comuns/acções individuais.
TOTAL
Num lote de 1500 unidades e utilizando um plano de inspecção normal, N.Q.A = 4%, o tamanho da amostra, o número de aceitação e de rejeição são:
D1
D2D3
D4
n = 50 ; Ac = 3 ; Re = 4.
n = 80 ; Ac = 7 ; Re = 8.
n = 125 ; Ac = 10 ; Re = 11.n = 315 ; Ac = 5 ; Re = 6.
TOTAL
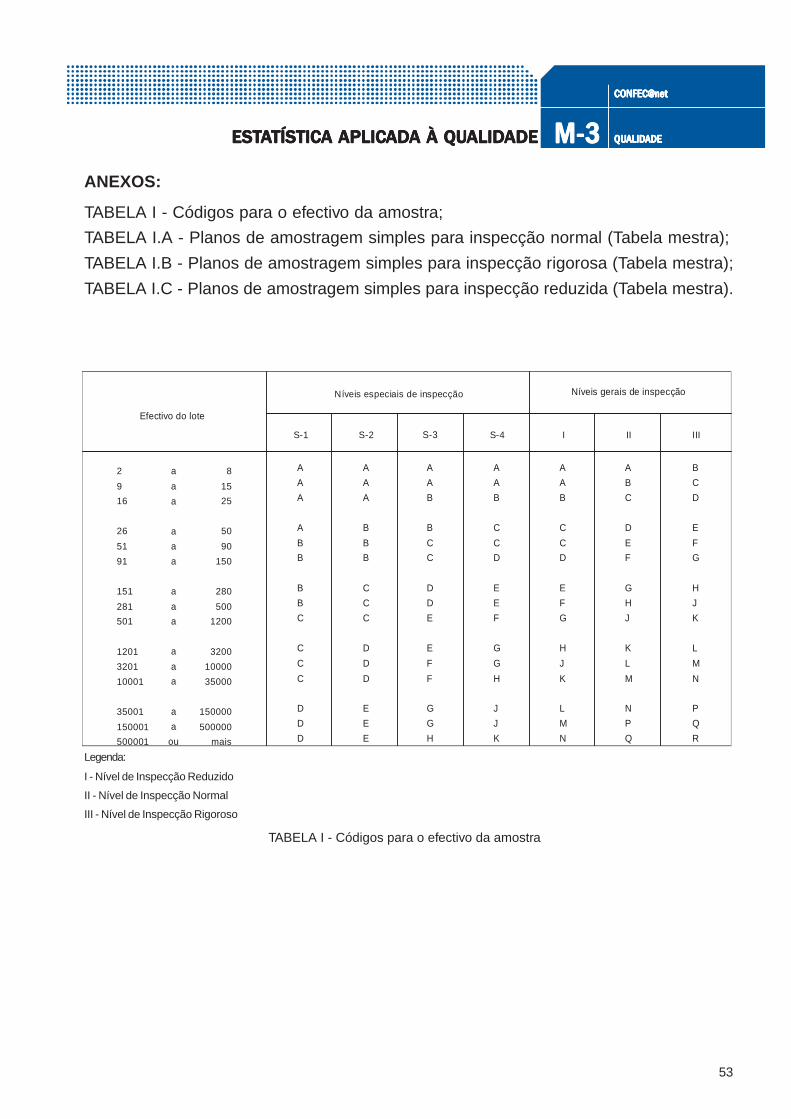
53
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
ANEXOS:
TABELA I - Códigos para o efectivo da amostra;
TABELA I.A - Planos de amostragem simples para inspecção normal (Tabela mestra);
TABELA I.B - Planos de amostragem simples para inspecção rigorosa (Tabela mestra);
TABELA I.C - Planos de amostragem simples para inspecção reduzida (Tabela mestra).
Efectivo do lote
Níveis especiais de inspecção Níveis gerais de inspecção
2
9
16
26
51
91
151
281
501
1201
3201
10001
35001
150001
500001
A
A
A
A
B
B
B
B
C
C
C
C
D
D
D
A
A
A
B
B
B
C
C
C
D
D
D
E
E
E
A
A
B
B
C
C
D
D
E
E
F
F
G
G
H
A
A
B
C
C
D
E
E
F
G
G
H
J
J
K
A
A
B
C
C
D
E
F
G
H
J
K
L
M
N
A
B
C
D
E
F
G
H
J
K
L
M
N
P
Q
B
C
D
E
F
G
H
J
K
L
M
N
P
Q
R
8
15
25
50
90
150
280
500
1200
3200
10000
35000
150000
500000
mais
a
a
a
a
a
a
a
a
a
a
a
a
a
a
ou
S-1 S-2 S-3 S-4 I II III
TABELA I - Códigos para o efectivo da amostra
Legenda:
I - Nível de Inspecção Reduzido
II - Nível de Inspecção Normal
III - Nível de Inspecção Rigoroso
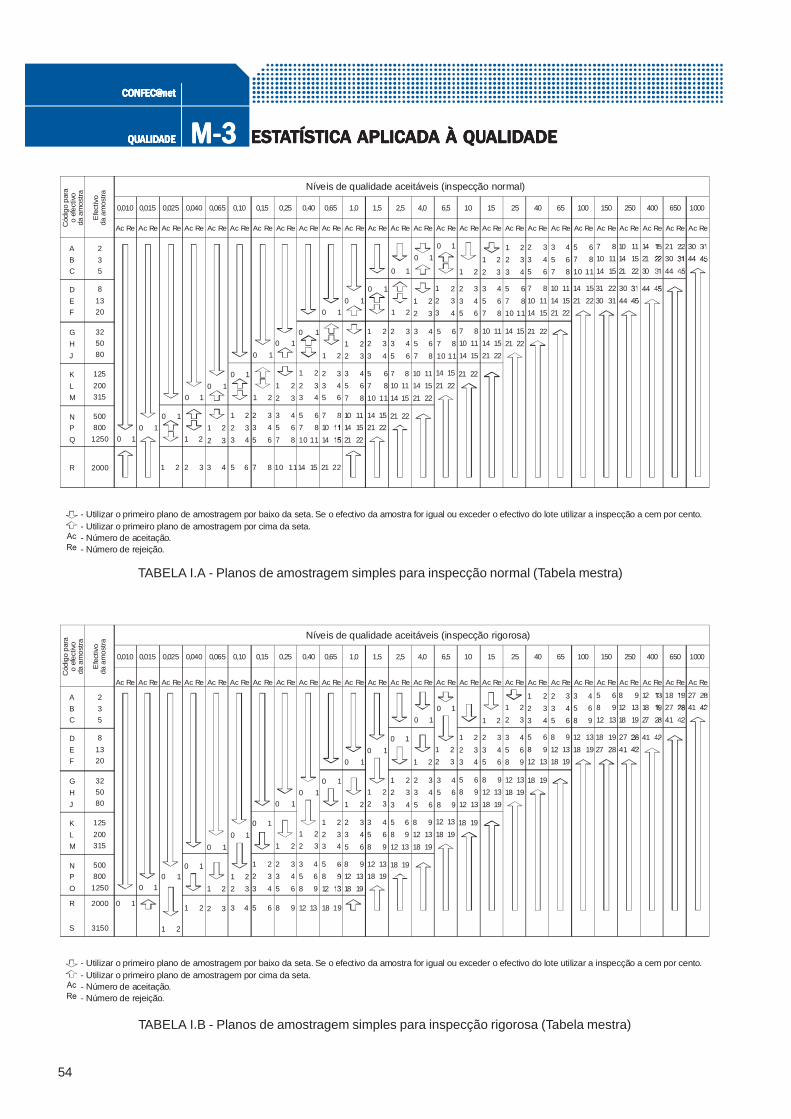
54
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
ESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
TABELA I.B - Planos de amostragem simples para inspecção rigorosa (Tabela mestra)
TABELA I.A - Planos de amostragem simples para inspecção normal (Tabela mestra)
AcRe
Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
A
B
C
D
E
F
G
H
J
K
L
M
NP
Q
R
0
0
1
1
1 2
1
2
3
1
21
1
21
1
21
1
2
1
2
2
32
2
32
2
32
2
3
2
3
2
3
4
2
3
5
3
4
6
3
5
7
5
7
10
1
2
3
2
3
5
3
5
7
5
7
10
1
2
3
1
2
3
1
2
3
2
3
5
2
3
5
2
3
5
3
5
7
3
5
7
3
5
7
5
7
10
5
7
10
5
7
10
7
10
14
10
14
21
7
10
14
7
10
14
7
10
14
10
14
21
14
21
30
21
30
44
30
44
4430
44
10
14
21
10
14
21
14
21
14
21
14
21
14
21
31
30
21
21
21
6
8
11
2
3
4
3
4
6
4
6
8
6
8
11
2
3
4
2
3
4
2
3
4
3
4
6
3
4
6
3
4
6
4
6
8
4
6
8
4
6
8
6
8
11
6
8
11
6
8
11
8
11
15
11
15
22
8
11
15
8
11
15
8
11
15
11
15
22
11
15
22
11
15
22
15
22
15
22
15
22
15
22
22
31
22
22
22
7
10
14
11
15
22
10
14
21
4
6
8
2 3
0 1
3 4 5 6 7 8 10 1114 15 21 22
0 1
0 1
0 1
0
0
1
1
0 1
1 2
0
0
1
1
0 1
0 1
0 1
0 1
1 2
0,010 0,015 0,025 0,040 0,065 0,10 0,15 0,25 0,40 0,65 1,0 1,5 2,5 4,0 6,5 10 15 25 40 65 100 150 250 400 650 1000
2
3
5
8
13
20
32
50
80
125
200
315
500
800
1250
2000
Cód
igo
par
ao
efect
ivo
da a
most
ra
Efe
ctiv
oda
am
ost
ra
Níveis de qualidade aceitáveis (inspecção normal)
- Utilizar o primeiro plano de amostragem por baixo da seta. Se o efectivo da amostra for igual ou exceder o efectivo do lote utilizar a inspecção a cem por cento. - Utilizar o primeiro plano de amostragem por cima da seta. - Número de aceitação. - Número de rejeição.
AcRe
Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
A
B
C
D
E
F
G
H
J
K
L
M
NP
O
R
S
0 1
0 1
1 2
1
21
1
1
1
1
2
2
2
2
2
2
3
1
2
3
2
3
4
2
3
5
3
5
8
1
2
1
2
3
2
3
5
3
5
8
1
2
1
2
1
2
1
2
3
1
2
3
1
2
3
2
3
5
2
3
5
2
3
5
3
5
8
3
5
8
3
5
8
5
8
12
8
12
18
5
8
12
5
8
12
5
8
12
8
12
18
12
18
27
18
27
41
27
41
4127
41
8
12
18
8
12
18
12
18
12
18
12
18
12
18
18
27
18
18
18
4
6
9
2
3
2
3
4
3
4
6
4
6
9
2
3
2
3
2
3
2
3
4
2
3
4
2
3
4
3
4
6
3
4
6
3
4
6
4
6
9
4
6
9
4
6
9
6
9
13
9
13
19
6
9
13
6
9
13
6
9
13
9
13
19
9
13
19
9
13
19
13
19
13
19
13
19
13
19
19
28
19
19
19
5
8
12
9
13
19
8
12
18
3
4
6
1 2
0 1
2 3 3 4 5 6 8 9 12 13 18 19
0 1
0 1
0 1
0 1
0 1
0 1
0 1
0 1
0 1
0 1
0 1
0 1
0,010 0,015 0,025 0,040 0,065 0,10 0,15 0,25 0,40 0,65 1,0 1,5 2,5 4,0 6,5 10 15 25 40 65 100 150 250 400 650 1000
2
3
5
8
13
20
32
50
80
125
200
315
500
800
1250
2000
3150
Cód
igo
par
ao
efect
ivo
da a
most
ra
Efe
ctiv
oda
am
ost
ra
Níveis de qualidade aceitáveis (inspecção rigorosa)
- Utilizar o primeiro plano de amostragem por baixo da seta. Se o efectivo da amostra for igual ou exceder o efectivo do lote utilizar a inspecção a cem por cento. - Utilizar o primeiro plano de amostragem por cima da seta. - Número de aceitação. - Número de rejeição.
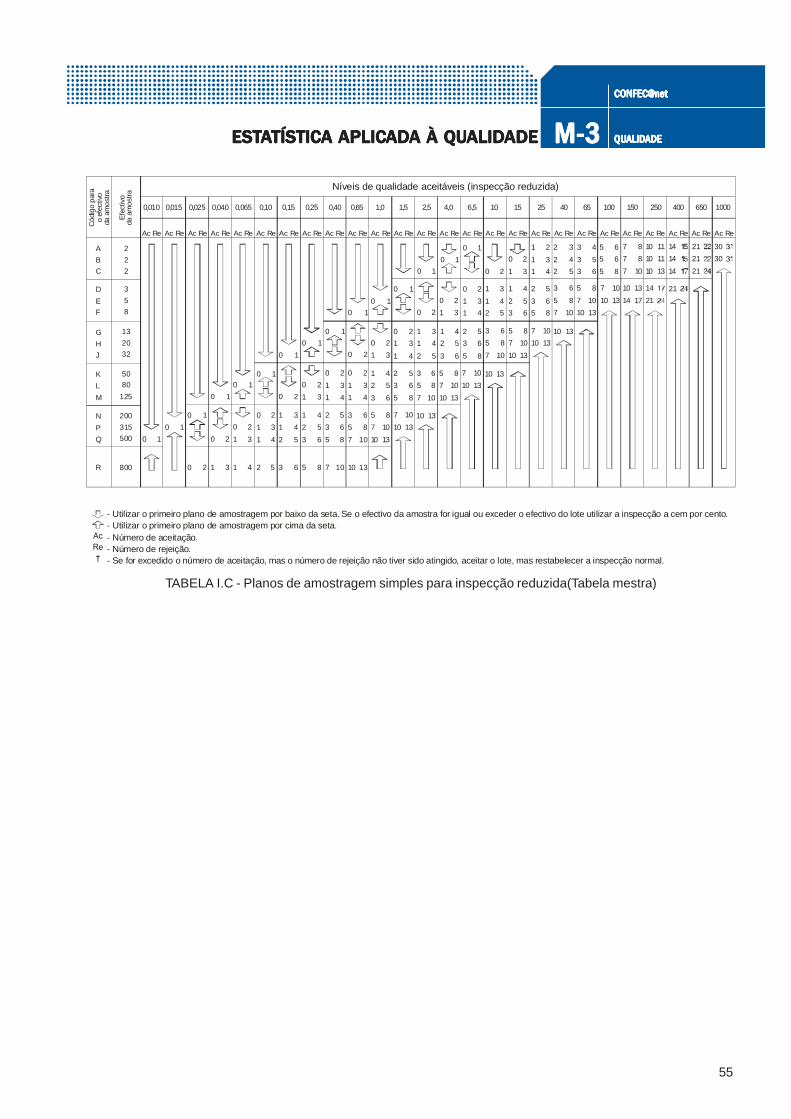
55
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADEESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
TABELA I.C - Planos de amostragem simples para inspecção reduzida(Tabela mestra)
AcRe†
Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
A
B
C
D
E
F
G
H
J
K
L
M
N
P
Q
R
0 1
0 1
0 2
0
1
1
0
1
0
1
0
1
0
1
0
1
2
3
2
3
2
3
2
3
2
3
2
3
4
1
1
2
3
4
5
1
2
3
2
3
5
0
1
1
0
1
1
1
2
3
2
3
5
0
1
1
0
1
1
1
1
1
1
1
2
1
1
2
2
2
2
1
2
3
1
2
3
3
3
3
2
3
5
2
3
5
5
5
5
3
5
7
5
7
10
3
5
7
3
5
7
7
7
7
10
10
10
14
14
14
21
21
21
30
30
2114
21
5
7
10
5
7
10
7
10
7
10
7
10
7
10
10
14
10
10
10
5
6
8
2
3
4
2
3
4
4
5
6
5
6
8
2
3
4
2
3
4
2
3
4
3
4
5
3
4
5
3
4
5
4
5
6
4
5
6
4
5
6
5
6
8
5
6
8
6
6
8
6
8
10
8
10
13
6
8
10
6
8
10
8
8
10
11
11
13
8
10
13
8
10
13
10
13
10
13
10
13
10
13
13
17
13
13
13
3
5
7
6
8
10
8
10
13
5
7
10
4
5
6
1 3
0 2
1 4 2 5 3 6 5 8 7 10 10 13
0 1
0 1
0 10 1
0 1
0 2
0 2
0 2
0 2
0 1
0 1
0 1
0 1
0 1
0 1
0 1
0 1
0,010 0,015 0,025 0,040 0,065 0,10 0,15 0,25 0,40 0,65 1,0 1,5 2,5 4,0 6,5 10 15 25 40 65 100 150 250 400 650 1000
2
2
2
3
5
8
13
20
32
5080
125
200
315
500
800
Códi
go p
ara
o ef
ectiv
o
da a
most
ra
Efe
ctiv
oda
am
ost
ra
Níveis de qualidade aceitáveis (inspecção reduzida)
- Utilizar o primeiro plano de amostragem por baixo da seta. Se o efectivo da amostra for igual ou exceder o efectivo do lote utilizar a inspecção a cem por cento. - Utilizar o primeiro plano de amostragem por cima da seta. - Número de aceitação. - Número de rejeição. - Se for excedido o número de aceitação, mas o número de rejeição não tiver sido atingido, aceitar o lote, mas restabelecer a inspecção normal.
56
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
ESTESTESTESTESTAAAAATÍSTICTÍSTICTÍSTICTÍSTICTÍSTICA APLICA APLICA APLICA APLICA APLICADADADADADA À QUA À QUA À QUA À QUA À QUALIDALIDALIDALIDALIDADEADEADEADEADE
BIBLIOGRAFIA
[1] ISO 2859-1. 1989, Sampling procedures for inspection by attributes. Part 1: Samplingplans indexed by acceptance quality level (AQL) for lot-by-lot inspection. ISO.
[2] ISO 2859-2. 1985, Sampling procedures for inspection by attributes. Part 2: Samplingplans indexed by limiting quality limit (LQ) for isolated lot inspection. ISO.
[3] ISO 2859-3. 1991, “Sampling procedures for inspection by attributes. Part 3: Skip lotsampling procedures”. ISO.
[4] Juran, J. M.; GRYNA, Frank M. - "Controle da qualidade: conceitos, políticas e filosofiada qualidade". São Paulo: Makron, McGraw-Hill, 1991. Vol. I.
[5] SANTOS, Rui Coelho; REBELO, Manuel Ferreira - A qualidade técnicas e ferramentas.Porto: Porto Editora, 1990. ISBN 972-0-06251-7.
[6] VIEIRA, Sónia - "Estatística para a qualidade: Como avaliar com precisão a qualidadeem produtos e serviços". Rio Janeiro: Editora Campus, 1999.
57
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADECUSTCUSTCUSTCUSTCUSTOS DOS DOS DOS DOS DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
OBJECTIVOS
1. Compreender, interpretar e aplicar de forma sistematizada o sistema de implementaçãodos custos da qualidade.
CONTEÚDO PROGRAMÁTICO
4.1 Implementação dos custos da qualidade – vantagens e desvantagens 58
4.2 Quantificação dos custos da qualidade 60
58
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
CUSTCUSTCUSTCUSTCUSTOS DOS DOS DOS DOS DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
4.1 IMPLEMENTAÇÃO DOS CUSTOS DA QUALIDADE – VANTAGENS EDESVANTAGENS
Os custos da qualidade foram discutidos inicialmente por Juran em 1951, e são aquelescustos que não existiriam se o produto fosse produzido bem à primeira vez, estandoassociados às falhas na produção que levam a retrabalho, desperdício e perda deprodutividade.
O estudo dos custos da qualidade é de relevante importância para a competitividadeempresarial, principalmente para as pequenas e médias empresas. Isto porque, nomercado actual onde os preços são basicamente determinados pela concorrência, oaumento do lucro passa necessariamente pela eficiência dos processos internos.
Quando uma empresa implementa um Sistema de Qualidade, os custos dessaimplementação podem parecer muito elevados. No entanto, o que se verifica, na maiorparte dos casos, é que há uma diminuição dos custos de produção, e um aumento deprodutividade. Em muitos dos casos basta apenas reformular o processo e métodos detrabalho para que sejam economizados custos que pareciam fixos para a empresa.
Será contudo um erro querer adoptar o método do custo da qualidade antes que o sistemade gestão da qualidade esteja bem implementado na empresa. É impossível saber ocusto das rejeições se as peças defeituosas enviadas sem controlo para desperdícios,não forem contabilizadas. O apuramento do custo da qualidade implica uma organizaçãoque resulta de uma boa política de gestão da qualidade.
Empreender uma estimativa dos custos da qualidade significa ainda que a empresadeve dispor de contabilidade analítica, que é uma contabilidade interna centrada nocálculo dos custos de cada produto ou serviço, custos de cada uma das etapas deprodução de um produto ou serviço e custo de cada departamento.
Os custos da qualidade podem ser divididos em quatro grandes categorias. Os custosda função qualidade, ou seja, os custos de prevenção que englobam tudo o que é feitopara prevenir defeitos e os custos de avaliação que englobam os esforços despendidospara remover do processo os produtos defeituosos. E os custos que aparecem quando afunção qualidade falha, ou seja, os custos de falhas internas (produto dentro da empresa)e os custos de falhas externas (produto após ter sido vendido ao cliente).
Apenas os custos de prevenção podem ser literalmente considerados como custos daqualidade. Os custos das falhas por uma razão de justiça são custos de não qualidade,bem como os custos de avaliação, que apesar de serem gerados pela função qualidade,estes apenas existem como consequência das falhas terem ocorrido.
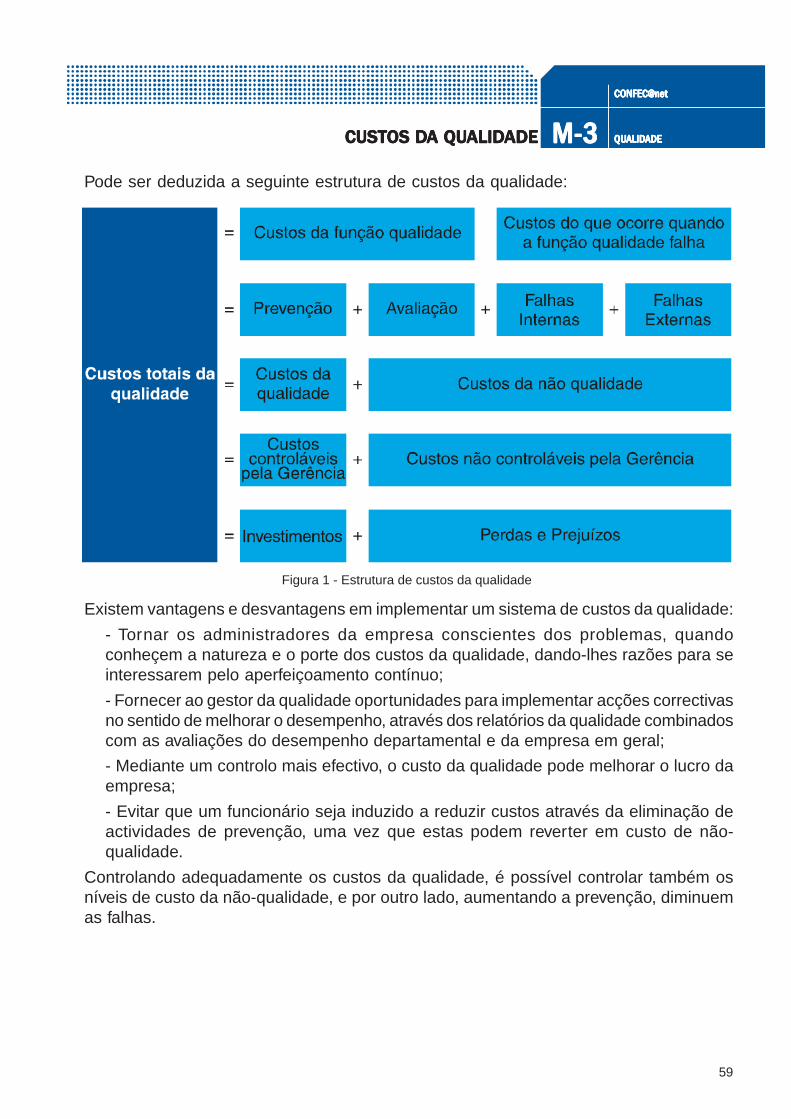
59
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADECUSTCUSTCUSTCUSTCUSTOS DOS DOS DOS DOS DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
Pode ser deduzida a seguinte estrutura de custos da qualidade:
Existem vantagens e desvantagens em implementar um sistema de custos da qualidade:
- Tornar os administradores da empresa conscientes dos problemas, quandoconheçem a natureza e o porte dos custos da qualidade, dando-lhes razões para seinteressarem pelo aperfeiçoamento contínuo;
- Fornecer ao gestor da qualidade oportunidades para implementar acções correctivasno sentido de melhorar o desempenho, através dos relatórios da qualidade combinadoscom as avaliações do desempenho departamental e da empresa em geral;
- Mediante um controlo mais efectivo, o custo da qualidade pode melhorar o lucro daempresa;
- Evitar que um funcionário seja induzido a reduzir custos através da eliminação deactividades de prevenção, uma vez que estas podem reverter em custo de não-qualidade.
Controlando adequadamente os custos da qualidade, é possível controlar também osníveis de custo da não-qualidade, e por outro lado, aumentando a prevenção, diminuemas falhas.
Figura 1 - Estrutura de custos da qualidade
60
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
CUSTCUSTCUSTCUSTCUSTOS DOS DOS DOS DOS DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
4.2. QUANTIFICAÇÃO DOS CUSTOS DA QUALIDADE
Conhecer os custos da qualidade através da sua medida eregisto pode constituir uma ferramenta de gestão fundamentalsempre que as informações obtidas desse acompanhamentovierem em forma de índices ou relatórios, ajudando os gestoresno momento de decidir onde investir (se em previsão ouavaliação) e dando respostas para as causas das falhas, a fimde ser efectivo nas acções correctivas.
Apresenta-se em seguida um modelo como um exemplo de umaforma como se pode quantificar os custos da qualidade relativosàs falhas internas. As falhas internas podem ser definidas comoaquelas geradas por defeitos que são identificados antes que oproduto chegue ao cliente.
As demais categorias em que tradicionalmente são classificados os custos da qualidade(prevenção, avaliação e falhas externas) também podem ser acompanhadas através derelatórios semelhantes.
Passos a observar:
ANÁLISE DA EMPRESA
Conhecer a organização interna e processos. Procurar conhecer a política da empresa,objectivos, metas, planos, mercado, estratégias competitivas, clientes, fornecedores, etc.Procurar sectores com maiores problemas ou dificuldades.
IDENTIFICAÇÃO DAS FALHAS INTERNAS
Identificar e recolher dados relacionados com o processo, no que diz respeito a falhasinternas: informações como as falhas ocorrem, a fase do processo, o local de ocorrência,as actividades envolvidas, o tempo de execução da actividade, os equipamentos utilizados,os operários envolvidos, eventuais problemas, etc.
ATRIBUIÇÃO DE VALOR MONETÁRIO ÀS FALHAS INTERNAS
Utilizar fontes de informação como folha de salários, sistema de custos em uso, fichatécnica dos produtos, controlo interno de produção, etc. O suporte informativo para atribuiro valor da matéria-prima gasta pode ser a ficha técnica do produto. Atribuir valor àmatéria-prima, à mão-de-obra envolvida, a horas extras para recuperação de atrasosna produção. A inexistência de um sistema de custos praticamente impossibilita aaplicabilidade do modelo de quantificação aqui proposto para falhas internas.
ESCOLHA DA BASE OU BASES PARA MEDIR AS FALHAS INTERNAS
A base a ser utilizada pode influenciar em grande escala a interpretação dos dadossobre os custos e por conseguinte deve ser definida criteriosamente. Qualquer que seja
61
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADECUSTCUSTCUSTCUSTCUSTOS DOS DOS DOS DOS DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
a base escolhida, ela apresentará limitações considerando que sofre influências defactores exteriores, acabando por prejudicar a comparabilidade das unidades de medidasao longo do tempo. As bases que podem ser utilizadas no modelo proposto são:
- Valor das vendas líquidas (é a base que mais chama a atenção aos administradores,mas tem o inconveniente de ser afectada pelas oscilações de preços e políticas demarketing);
- Volume de unidades produzidas ou volume de produção (serve para medir ocomportamento dos custos da qualidade em relação à produtividade);
- Valor agregado, ou seja as vendas líquidas sem a matéria-prima (é recomendávelquando os custos da matéria-prima sofrem variações por parte dos fornecedores);
- Custo da mão-de-obra directa (é facilmente obtido e compreendido, e não é afectadopela variação do custo da matéria-prima);
- Custo total de produção (é recomendável para produção com alta tecnologia, emque os custos indirectos representam uma parcela importante dos custos de produção).
ELABORAÇÃO DE MEDIDAS PARA AS FALHAS INTERNAS
O valor total de cada modalidade de falhas internas deve ser confrontado com as basesde medidas descritas no item anterior.
Exemplo:
Unidade de medida com base no valor das vendas líquidas =
= Valor total da falha interna “X”
Valor das vendas líquidas
Unidade de medida com base no volume de unidades produzidas =
= Volume total da Unidades produzidas com falhas
Volume total de unidades produzidas
ELABORAÇÃO DE RELATÓRIOS UTILIZANDO AS MEDIDAS PROPOSTAS
São inúmeras as formas de se apresentarem os custos da qualidade. Os diversoscomponentes dos custos da qualidade que podem aparecer em relatórios podem serexpressos em valor monetário ou valor percentual tendo como referencial outrosindicadores de desempenho da empresa.
Como já foi referido, podem ser utilizadas várias bases para a quantificação percentualdos custos da qualidade. Outras bases não mencionadas e que também não deixam deser importantes referir são:
- Custo de mão-de-obra padrão: fornece a medida do desempenho em relação aoplaneado;
- Custo directo de produção: possibilidade de utilização por empresas cujos custosindirectos não sejam de considerar;
62
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
CUSTCUSTCUSTCUSTCUSTOS DOS DOS DOS DOS DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
- Percentagem do custo da qualidade em relação ao custo de uma unidade fabricada;
- Percentagem da quantidade de produtos defeituosos em relação ao total de produtosbons produzidos;
- Percentagem do custo da qualidade em relação à facturação total.
Ainda podiam ser incluídos outros índices de medição do nível de qualidade em relaçãoà satisfação do cliente:
- Percentagem de unidades defeituosas vendidas: unidades defeituosas vendidasconfrontadas com o total de unidades vendidas;
- Quantidade de clientes insatisfeitos: esta estimativa deve ser efectuada pelodepartamento de marketing a respeito da insatisfação dos clientes;
- Tempo médio de espera do cliente;
- Percentagem de entregas efectuadas a tempo.
Nos relatórios de custos da qualidade deve aparecer a margem de contribuição que seperde pelas vendas não efectuadas e que foram ocasionadas pela falha da qualidade doproduto, especificando-as quanto a produtos defeituosos, ou ainda por produtos vendidospor preço inferior ao que seria cobrado se não tivessem havido problemas de qualidade.
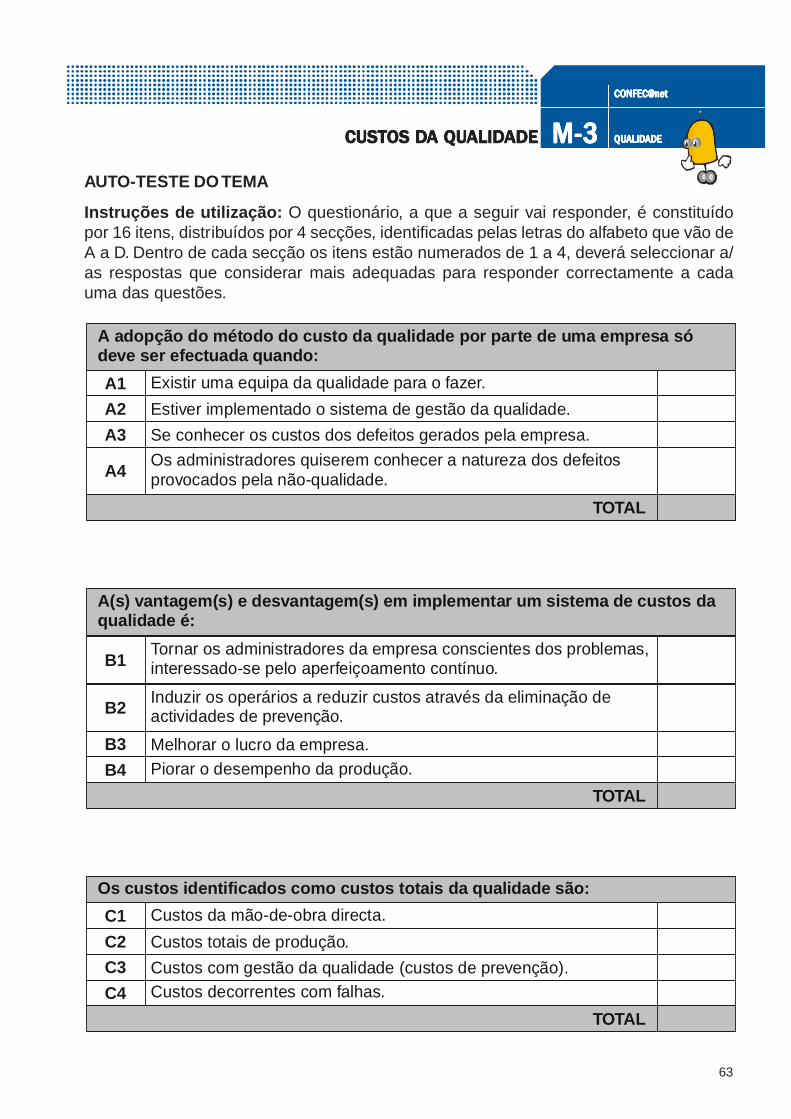
63
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADECUSTCUSTCUSTCUSTCUSTOS DOS DOS DOS DOS DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
AUTO-TESTE DO TEMA
Instruções de utilização: O questionário, a que a seguir vai responder, é constituídopor 16 itens, distribuídos por 4 secções, identificadas pelas letras do alfabeto que vão deA a D. Dentro de cada secção os itens estão numerados de 1 a 4, deverá seleccionar a/as respostas que considerar mais adequadas para responder correctamente a cadauma das questões.
A adopção do método do custo da qualidade por parte de uma empresa só deve ser efectuada quando:
A1
A2
A3
A4
Existir uma equipa da qualidade para o fazer.
Estiver implementado o sistema de gestão da qualidade.
Se conhecer os custos dos defeitos gerados pela empresa.
Os administradores quiserem conhecer a natureza dos defeitos provocados pela não-qualidade.
TOTAL
A(s) vantagem(s) e desvantagem(s) em implementar um sistema de custos da qualidade é:
B1
B2
B3
B4
Tornar os administradores da empresa conscientes dos problemas, interessado-se pelo aperfeiçoamento contínuo.
Induzir os operários a reduzir custos através da eliminação de actividades de prevenção.
Melhorar o lucro da empresa.Piorar o desempenho da produção.
TOTAL
Os custos identificados como custos totais da qualidade são:
C1
C2
C3
C4
Custos da mão-de-obra directa.
Custos totais de produção.
Custos com gestão da qualidade (custos de prevenção).Custos decorrentes com falhas.
TOTAL
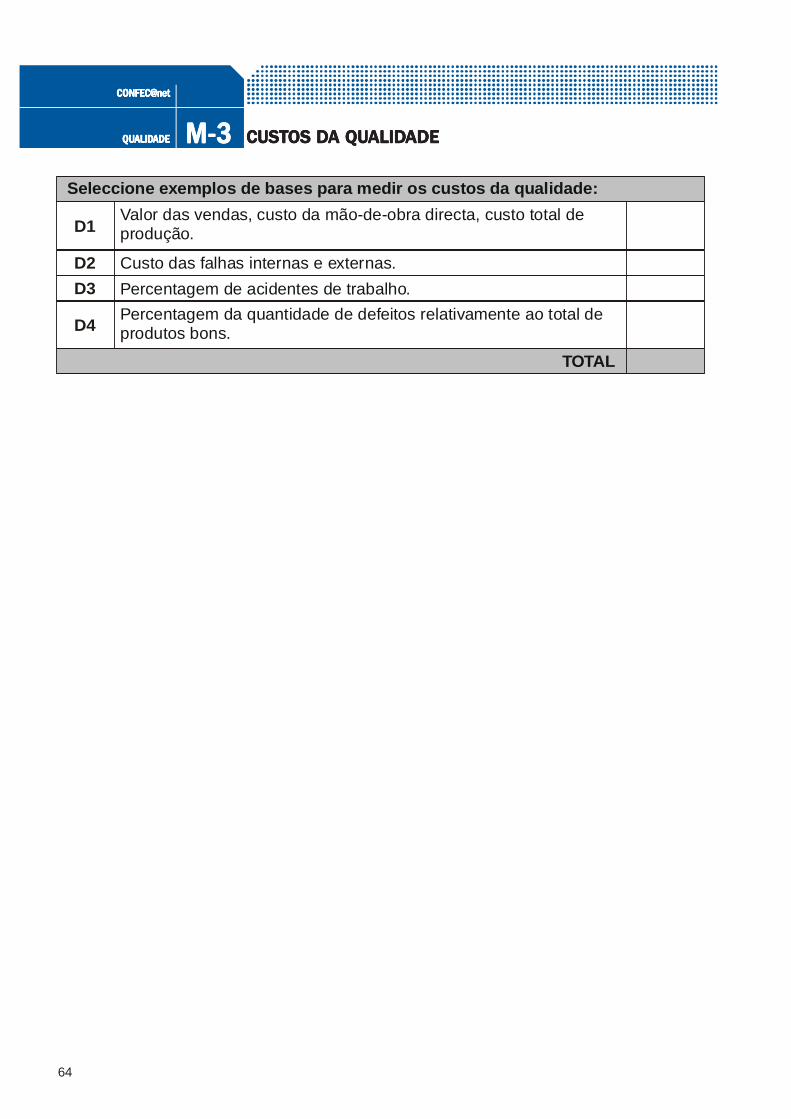
64
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
CUSTCUSTCUSTCUSTCUSTOS DOS DOS DOS DOS DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
Seleccione exemplos de bases para medir os custos da qualidade:
D1
D2
D3
D4
Valor das vendas, custo da mão-de-obra directa, custo total de produção.
Custo das falhas internas e externas.
Percentagem de acidentes de trabalho.
Percentagem da quantidade de defeitos relativamente ao total de produtos bons.
TOTAL
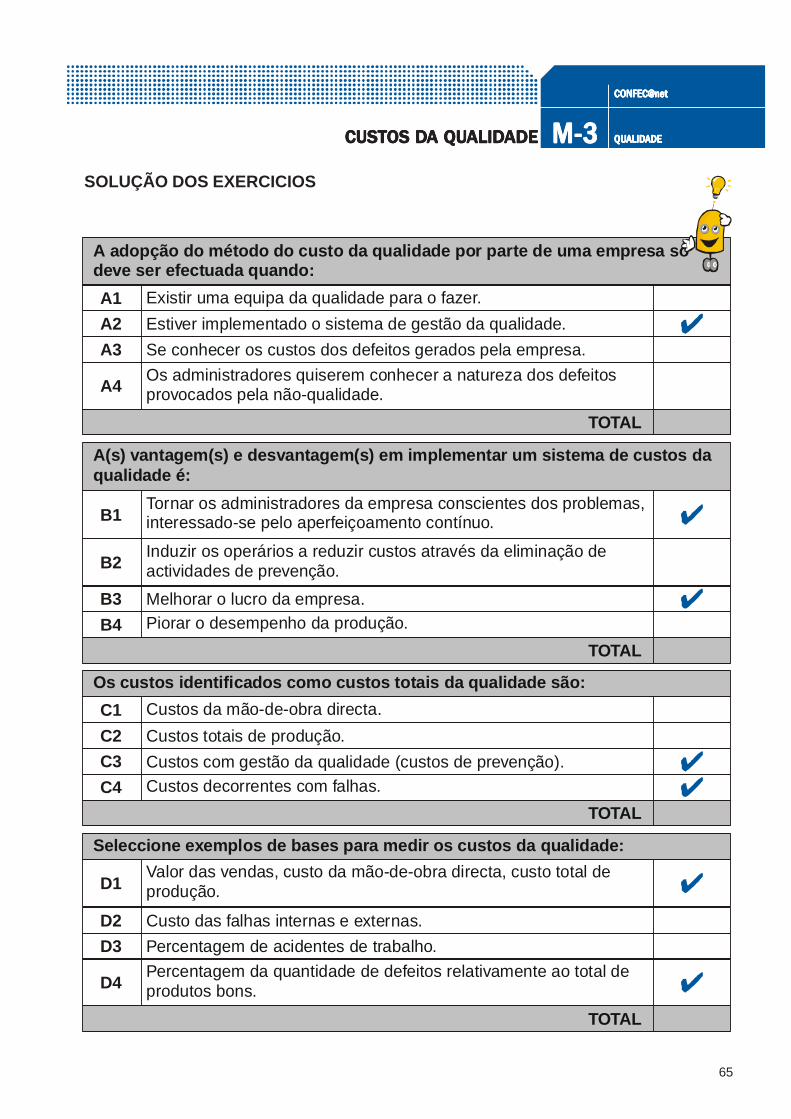
65
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
M-3M-3M-3M-3M-3 QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADECUSTCUSTCUSTCUSTCUSTOS DOS DOS DOS DOS DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
SOLUÇÃO DOS EXERCICIOS
A adopção do método do custo da qualidade por parte de uma empresa só deve ser efectuada quando:
A1
A2
A3
A4
Existir uma equipa da qualidade para o fazer.
Estiver implementado o sistema de gestão da qualidade.
Se conhecer os custos dos defeitos gerados pela empresa.
Os administradores quiserem conhecer a natureza dos defeitos provocados pela não-qualidade.
TOTAL
A(s) vantagem(s) e desvantagem(s) em implementar um sistema de custos da qualidade é:
B1
B2
B3
B4
Tornar os administradores da empresa conscientes dos problemas, interessado-se pelo aperfeiçoamento contínuo.
Induzir os operários a reduzir custos através da eliminação de actividades de prevenção.
Melhorar o lucro da empresa.Piorar o desempenho da produção.
TOTAL
Os custos identificados como custos totais da qualidade são:
C1
C2
C3
C4
Custos da mão-de-obra directa.
Custos totais de produção.
Custos com gestão da qualidade (custos de prevenção).Custos decorrentes com falhas.
TOTAL
Seleccione exemplos de bases para medir os custos da qualidade:
D1
D2
D3
D4
Valor das vendas, custo da mão-de-obra directa, custo total de produção.
Custo das falhas internas e externas.
Percentagem de acidentes de trabalho.
Percentagem da quantidade de defeitos relativamente ao total de produtos bons.
TOTAL
66
M-3M-3M-3M-3M-3QUQUQUQUQUALIDALIDALIDALIDALIDADEADEADEADEADE
CONFEC@neCONFEC@neCONFEC@neCONFEC@neCONFEC@nettttt
CUSTCUSTCUSTCUSTCUSTOS DOS DOS DOS DOS DA QUA QUA QUA QUA QUALIDALIDALIDALIDALIDADEADEADEADEADE
BIBLIOGRAFIA
[1] Banas Qualidade, “Como calcular os custos da qualidade”. Disponível em (“on-line”,acedido em 2004-02-16, em http://www.ietec.com.br/ietec/cursos/area_gestao_e_tec_industrial/2003/11/10/2003_11_10_0001.2xt/materia_gestao/2003_11_10_0067.2xt/dtml_boletim_interna).
[2] FEY, Robert; GOGUE, Jean-Marie - "Princípios da gestão da qualidade". Lisboa:Fundação Calouste Gulbenkian, 1989. 590 p. ISBN 972-31-0497-0.
[3] FROTA, Alvaro - “Como reduzir custos através da qualidade”. Disponível em (“on-line”, acedido em 2004-02-10, em http://www.calidad.org/articles/jan98/3jan98.htm).
[4] LOPES, José António - "Custos da Qualidade". V.N.Famalicão: CITEVE, 2001.
[5] NOGUEIRA, Adelmo de Oliveira; SINIGOJ, Dario Eduardo - “Custos da qualidade II”.Disponível em (“on-line”, acedido em 2004-02-06, em http://www.ietec.com.br/ietec/techoje/techoje/administracao/2003/03/14/2003_03_14_0001.2xt/-template_interna).
[6] SÁ, Valéria Maria Ribeiro; MIRANDA, Luiz Carlos - “Custos da qualidade: Estudo decaso em uma industria têxtil”. Disponível em (“on-line”, acedido em 2004-02-02, emhttp://www.eac.fea.usp.br/congressousp/seminario2/trabalhos/B101.pdf).
[7] WERNKE, Rodney - Custos da qualidade: uma abordagem prática. Porto Alegre:Conselho Regional de Contabilidade do Rio Grande do Sul, 2000. 68 p. Disponível em(“on-line”, acedido em 2004-02-02, em http://www.crcrs.org.br/download.htm).
[8] WERNKE, Rodney - “Relatórios para acompanhamento e controle dos custos daqualidade”. Disponível em (“on-line”, acedido em 2004-02-02, em http://www.redecontabil.com.br/artigo/arquivos/art_30.pdf).