prÁtica de oficina aula -01 2015-1isaac/pratica_oficina_arquivos...2 torneamento radial - processo...
TRANSCRIPT

1
PRÁTICA DE OFICINA - AULA 01- 2015-1
OPERAÇÕES BÁSICAS NO TORNEAMENTO
1 - TORNEAMENTO
Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes (possui uma única superfície de saída). Para tanto a peça gira em torno do eixo principal de rotação da máquina e a ferramenta se desloca simultaneamente segundo uma trajetória coplanar com o referido eixo Fig. 1.1.
Fig. 1.1 Torneamento
2 - OPERAÇÕES BÁSICAS
Torneamento cilíndrico - Processo de torneamento no qual a ferramenta se desloca segundo uma trajetória paralela ao eixo principal de rotação da máquina. Fig. 1.2.
Fig. 1.2 Torneamento cilíndrico externo.
Torneamento cônico - Processo de torneamento no qual a ferramenta se desloca segundo uma trajetória retilínea, inclinada em relação ao eixo principal de rotação da máquina. Fig. 1.3.
Fig. 1.3 Torneamento cônico externo.

2
Torneamento radial - Processo de torneamento no qual a ferramenta se desloca segundo uma trajetória retilínea, perpendicular ao eixo principal de rotação da máquina.
- Quando o torneamento radial visa a obtenção de uma superfície plana, ele é denominado torneamento de faceamento. Fig. 1.4.
Fig. 1.4 Torneamento de faceamento.
3 - CLASSIFICAÇÕES DAS OPERAÇÕES DE TORNEAMENTO
(a) - Torneamento de desbaste - É uma operação de usinagem que visa obter na peça a forma e as dimensões próximas das especificadas.
(b) - Torneamento de acabamento - É uma operação de usinagem destinada a obter na peça as dimensões finais, ou um acabamento superficial especificado, ou ambos.
4 - DADOS BÁSICOS DA FERRAMENTA PARA TORNO
Para a retirada de cavaco utilizam-se ferramentas de cortes inteiriças, mistas e com pastilhas que podem ser soldadas ou fixadas com garras. A eficiência destas ferramentas depende do material de que são constituídas e da forma da aresta de corte.
a b c d
Fig. 1.5 Ferramentas para torneamento cilíndrico externo
a) Ferramenta inteiriça de aço carbono ou de aço rápido b) Ferramenta mista com a parte cortante de aço rápido c) Ferramenta com pastilha de aço rápido soldada d) Ferramenta com pastilha de metal duro com fixação mecânica (garra)

3
Fixação da ferramenta de corte um exemplo é mostrad o na figura 1.6.
Fig. 1.6 Fixação de uma ferramenta para torneamento.
Superfícies Fig. 1.7
Fig. 1.7 Ferramenta de corte (a) Cabo, (b) Parte cortante, (c) Superfície de corte na peça, (d) Superfície de trabalho na peça, (e) Superfície de incidência da aresta principal, (f) Superfície de saída do cavaco (ataque), (g) Forma da cunha cortante, (h) Aresta (gume) de corte.
Ângulos e arestas da ferramenta de corte Fig.1.8
Fig. 1.8 Ângulos (g) Aresta principal, (h) Aresta secundária, (α) Ângulo de incidência ou de folga,
(β) Ângulo de corte ou de gume, (γ) Ângulo de saída ou de ataque, (δ) Ângulo do corte.

4
5 - TORNO MECÂNICO
5.1 - INTRODUÇÃO
O torno mecânico é a mais antiga e mais importante das máquinas ferramentas. É geralmente considerado como a máquina ferramenta fundamental porque dele tem derivado todas as outras máquinas, e, também porque pode executar maior número de peça do que qualquer outra máquina ferramenta.
O torno executa qualquer espécie de superfície de revolução uma vez que a peça que se trabalha tem o movimento principal de rotação, enquanto a ferramenta possui o movimento de avanço e de translação (profundidade).
5.2 - TORNOS HORIZONTAIS
São os mais comuns e mais usados frequentemente. Em função da dificuldade que apresenta na mudança de ferramentas não oferecem grandes possibilidades de fabricação em série.
5.2.1 - Nomenclatura básica
É mostrada na figura 1.9 abaixo.
Fig. 1.9 Nomenclatura do torno mecânico horizontal.

5
5.2.2 - Partes principais do torno
- Barramento - Suporta todas as partes principais do torno. Está apoiado sobre a base (pés) do torno. O carro porta ferramentas e o cabeçote móvel deslocam-se sobre as suas guias. Ver figura 11.10.
Fig. 1.10 Barramento do torno.
- Cabeçote fixo - Figura 1.11(a) nele, está montado o sistema que permite estabelecer e fornecer o movimento de rotação da árvore principal. A maioria das vezes, a árvore é furada através da qual pode em certos casos passar a barra que será usinada.
A parte do topo ou cabeça da árvore principal possui uma rosca que serve para prender o dispositivo de fixação das peças (placa). O formato cônico do furo nesta parte permite a utilização de um ponto figura 1.11(b).
O número de rotações é estabelecido na caixa de velocidades, podendo ser feito através de sistemas de engrenagens , correias e polias ou hidráulico.
Fig. 1.11(a) Cabeçote fixo. Fig. 1.11(b) Árvore principal.

6
- Cabeçote móvel (contraponto)- É utilizado como encosto ou apoio para montagem entre pontos no torneamento de peças compridas. Em operações como, por exemplo, furar a ferramenta é colocada no lugar do contraponto.
No interior do corpo do cabeçote móvel mostrado Fig. 1.12.e Fig. 1.13 há uma haste (mangote) que tem no seu lado esquerdo uma abertura cônica para ajustar o contraponto. Com a alavanca de fixação do mangote liberada, o contraponto pode ser movimentado longitudinalmente pala ação de um volante manual. A base e o corpo do cabeçote móvel são fixados nas guias do barramento através de um parafuso de fixação, liberando-se este parafuso podemos mover o cabeçote ao longo do barramento.
Fig. 1.12 Cabeçote móvel.
Fig. 1.13 Detalhes do cabeçote móvel (passo do fuso = 2,5 mm).
- Carro porta ferramenta - É composto por
- Carro longitudinal figuras 1.14 e 1.15 letra “a” o carro possui uma sela que se movimenta ao longo do barramento. Na frente da sela está localizado o avental que é atravessado pelo fuso.

7
Fig. 1.14 Carro longitudinal (sela e avental).
Fig. 1.15 Carro porta ferramenta (a) carro longitudinal, Fig. 1.16 Carros transversal e superior.
(b) carro transversal, (c ) carro superior ou de espera,
(d) porta ferramenta (2).
- Carro transversal figuras 1.16 e 1.15. letra “b” pode ser movimentado transversalmente ao barramento. Sobre a sela do carro longitudinal está montada a guia do carro transversal com o mecanismo de avanço do mesmo.
- Carro superior ou de espera figuras 1.17 e 1.15 letra “c”, está montado sobre o carro transversal e possui um limbo graduado e uma guia de espera que pode movimentar o porta ferramenta.
Fig. 1.17 Carro superior ou de espera.

8
- Porta ferramenta figuras 1.17 e 1.15 letra “d” é o local para fixar a ferramenta, através de um parafuso que também fixa o porta ferramenta na espera.
As manivelas de avanço transversal e do carro superior possuem colares graduados (Fig. 1.18) que indicam a profundidade de corte da ferramenta, em frações de milímetros permitindo avançar a ferramenta na profundidade desejada em cada passe.
O suporte do carro superior possui um tambor graduado (limbo) sobre o qual pode girar.
(a) (b) Fig. 1.18 Colar graduado
(a) do carro transversal cada traço = 0,05 mm no diâmetro (passo do fuso = 2,5 mm).
(b) do carro superior cada traço = 0,05 mm (passo do fuso = 2,5 mm).
Os movimentos: longitudinal (avanço) e transversal (profundidade) podem ser produzidos manualmente através do volante do avental e da manivela do carro transversal. Estes movimentos também podem ser automáticos.
- Placa universal
Neste tipo de placa figuras 1.19 à 1.22, as castanhas são movimentadas simultaneamente pela ação da chave introduzida em um dos furos existentes. Estas placas servem para fixar peças de seção circular ou poligonais regulares.
Fig. 1.19 Placa universal. Fig. 1.20 Pinhão e coroa de comando.

9
Fig. 1.21 Montagem da castanha na espiral. Fig. 1.22 Pinhão para girar a coroa.

10

11

12

13
PRÁTICA DE PAQUÍMETRO_1 - Data:____/____/____
Nome:_______________________________________________________________________
a) R___________
1 ) Qual é a resolução (R) e a leitura (L) nos paquímetros abaixo?
b) R___________ L __________________
14
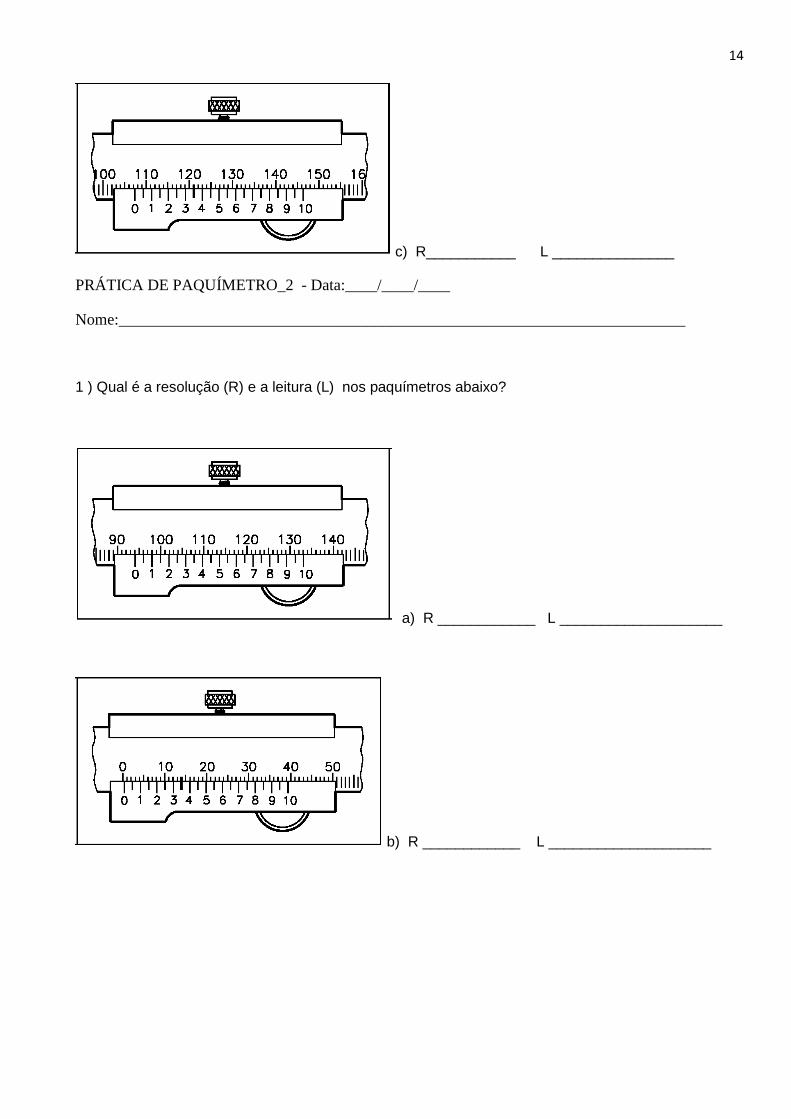
c) R___________ L _______________
PRÁTICA DE PAQUÍMETRO_2 - Data:____/____/____
Nome:_______________________________________________________________________
1 ) Qual é a resolução (R) e a leitura (L) nos paquímetros abaixo?
a) R ____________ L ____________________
b) R ____________ L ____________________

15
a) R ____________
b) R ____________ L ____________________