plataforma integrada para rastreamento de...
TRANSCRIPT

INSTITUTO FEDERAL DE EDUCAÇÃO CIÊNCIA E TECNOLOGIA DE SANTA CATARINA
DEPARTAMENTO ACADÊMICO DE METAL-MECÂNICA MESTRADO PROFISSIONAL EM MECATRÔNICA
REGINALDO STEINBACH
PLATAFORMA INTEGRADA PARA RASTREAMENTO DE PARÂMETROS DE SOLDAGEM A ARCO
VOLTAICO – RASTER
Dissertação submetida ao Programa de Pós-Graduação em Mecatrônica do Instituto Federal de Educação, Ciência e Tecnologia de Santa Catarina como parte dos requisitos para a obtenção do título de Mestre em Mecatrônica. Orientador: Roberto Alexandre Dias, Dr.
FLORIANÓPOLIS, 2012

S819 Steinbach, Reginaldo
Plataforma integrada para rastreamento de parâmetros de
soldagem a arco voltaico – raster / Reginaldo Steinbach. –
Florianópolis, 2012.
79f. il.
Dissertação (Programa de pós-graduação em Mecatrônica)
Instituto Federal de Santa Catarina Florianópolis.
Orientador: Roberto Alexandre Dias, Dr
1. Soldagem a arco Voltaico. 2. Rastreamento de Soldagem
3. Serviço web.
CDD -671.52

PLATAFORMA INTEGRADA PARA RASTREAMENTO DE PARÂMETROS DE SOLDAGEM A ARCO
VOLTAICO – RASTER
REGINALDO STEINBACH
Esta Dissertação foi julgada adequada para obtenção do Título de Mestre em Mecatrônica, e aprovada em sua forma final pela banca examinadora do Programa de Pós-Graduação em Mecatrônica, do Instituto Federa de Educação, Ciência e Tecnologia de Santa Catarina.
Florianópolis, 06 de Junho de 2012.
______________________________________ Roberto Alexandre Dias, Dr. - Orientador
______________________________________
Raimundo Ricardo Matos da Cunha, Dr. – Coordenador do Curso
Banca Examinadora:
______________________________________ Nelso G. Bonacorso, Dr. – Membro Interno ao Programa
______________________________________
Erwin Werner Teichmann, MsC. - Membro Interno à Instituição
______________________________________ Igor Thiago M. Mendonça, MsC. - Membro Interno à Instituição
_____________________________________
Raul Gohr Júnior, Dr. - Membro Externo à Instituição


À minha esposa Emanueli, meus pais Antônio Valdir e Maria Helena, minha
mãe do coração Maria Salete e ao meu orientador Roberto A. Dias, que
há vários anos me mostra que sempre há solução quando
enxergamos além do que os olhos podem ver.


AGRADECIMENTOS
Sempre que penso em toda a caminhada que resultou no
presente trabalho, percebo que em todos os momentos pude contar com o apoio de pessoas, que estando ou não presentes, me ajudaram a cumprir cada etapa.
Deus que me deu o dom da vida, sem o qual nada poderia realizar.
Minha esposa Emanueli, que me apoiou e esteve sempre ao meu lado nos momentos em que mais precisei.
Meus pais, que com seu amor e sua oração nunca mediram esforços para me prover tudo que era necessário, de modo que eu pudesse crescer sabendo o valor de cada conquista.
Meu orientador Roberto, que me fez entender o sentido da palavra orientador, e mais do que isso, me mostrou que ter amigos é essencial para fazer qualquer coisa.
Todos os membros do Programa de Pós-Graduação em Mecatrônica do Instituto Federal de Santa Catarina, sem os quais a realização deste trabalho não seria possível.
Toda a equipe do NERsD, que esteve disposta a me auxiliar sempre que foi necessário, principalmente ao amigo Álvaro.
À empresa IMC, em especial Raul e Maicon, pela disponibilidade de ajudar na realização deste trabalho.


Pois Deus não nos deu um espírito de timidez, mas de fortaleza, de
amor e sobriedade. (2Tm 1,7)


RESUMO
O monitoramento em tempo real dos parâmetros envolvidos com o processo de soldagem industrial é crucial para o controle de qualidade das peças produzidas nas várias áreas da indústria. Neste contexto, a aferição dos parâmetros elétricos gerados por uma fonte de soldagem permite o acompanhamento em tempo de execução da conformidade do processo de soldagem, seja ele manual ou automatizado. Este trabalho propõe uma solução de aquisição em tempo real dos parâmetros elétricos de soldagem a arco voltaico e a integração dos mesmos, via web para sistemas de informação gerencial corporativos.
Os dados são capturados por um sistema microcontrolado que, faz a requisição dos parâmetros à fonte de soldagem utilizando o protocolo MODBUS sobre uma rede RS-485, os dados são então processados e enviados, por uma interface Ethernet, a um Serviço Web, que faz o armazenamento destes parâmetros coletados no banco de dados, posteriormente estes dados podem ser comparados com as especificações definidas para o processo de modo a verificar a concordância da solda realizada com os parâmetros estabelecidos. A inovação do sistema é a utilização das boas práticas de desenvolvimento de sistemas definidas na Arquitetura Orientada a Serviços. O resultado do trabalho foi um protótipo funcional da plataforma de rastreamento. Palavras-chave: Soldagem a arco voltaico; Rastreamento de soldagem; Serviços Web; Microcontroladores.


ABSTRACT
The real-time monitoring of the parameters involved in the industrial welding process is critical for quality control of parts produced in various areas of industry. In this context, the measurement of electrical parameters generated by a welder allows the trace of the welding in execution time, whether manual or automated. This paper proposes a solution for real-time acquisition of the electrical parameters of arc welding and integrates them on the corporate management systems, over the web.
The data is captured by a microcontroller that makes requests of the parameters to a welder using the MODBUS protocol over an net RS-485, the data is then processed and transmitted by an Ethernet interface to a Web Service where these parameters are stored in the databas. These data can be compared with the defined specifications for the process for verify the agreement of the weld made with the standard parameters. The innovation of the system is the use of best practices for systems development defined in the SOA. The result of this work was a prototype of the trace platform. Keywords: Arc Welding; Traceability; Web Services; Microcontrollers.


LISTA DE FIGURAS
Figura 1 - Curva característica do arco GTAW para diferentes comprimentos de arco (MODENESI, 2005). ............................... 33 Figura 2 - Distribuição das tensões ao longo do arco (MODENESI, 2005). .................................................................... 34 Figura 3 - Representação Simplificada das direções dominantes do fluxo de calor nas regiões do arco (MODENESI, 2005) ........ 36 Figura 4 - Relação entre a tensão do arco e a largura da área de contado com a peça .................................................................... 37 Figura 6 – Modelo da plataforma proposta ................................. 45 Figura 7 – Diagrama de Blocos do Módulo RS-232/RS-485 Netduino Plus .............................................................................. 50 Figura 9 – Visão geral do middleware......................................... 53 Figura 10 – Exemplo de relação entre as classes e tabelas. ..... 54 Figura 11 - Visão dos Serviços Web ........................................... 57 Figura 12 – Fluxograma de Operação do Módulo Microcontrolado ..................................................................................................... 61 Figura 13 – Mensagem de Medição do Módulo Microcontrolado ..................................................................................................... 62 Figura 14 – Tela Inicial da Aplicação Web .................................. 63 Figura 15 – Tela de Cadastro de Módulos da Aplicação Web ... 64 Figura 16 – Tela de Cadastro de Medidores da Aplicação Web 64 Figura 17 – Tela de Consulta de Todas as Medições da Aplicação Web ............................................................................. 65 Figura 18 – Tela Principal da Aplicação SCADA ........................ 66 Figura 19 - Gráfico de Dois Medidores Simultâneos .................. 67 Figura 20 - Tela da Aplicação SCADA quando o histórico está habilitado ..................................................................................... 68 Figura 21 - Tela de Histórico da Aplicação SCADA ................... 68 Figura 22 – Módulo de Simulação da Fonte de Soldagem ........ 69 Figura 23 - Interface Web de Controle da Fonte de Soldagem .. 70 Figura 24 - Cenário de Simulação .............................................. 71 Figura 25 - Infraestrutura de Testes de Desempenho do Módulo Microcontrolado e da Rede RS-485 ............................................ 72 Figura 24 - Gráficos de Tensão de Soldagem do SAP-4 e da Plataforma Proposta .................................................................... 74 Figura 25 - Gráficos de Corrente de Soldagem do SAP-4 e da Plataforma proposta .................................................................... 74 Figura 26 - Ferramenta de Medidas do SAP-4 ........................... 75


LISTA DE TABELAS Tabela 1 - Formato do Quadro MODBUS de Pedido (SCHMITT et al, 2011) ....................................................................................... 48 Tabela 2 - Formato do Quadro MODBUS de Resposta (SCHMITT et al, 2011) ................................................................................... 48 Tabela 3 - Principais Funções MODBUS (SIEMENS, 2012) ...... 48 Tabela 4 - Exemplos de Mensagens MODBUS.......................... 49 TABELA 5 - Padrão de conexão RS-485 sobre cabeamento Ethernet ....................................................................................... 52 Tabela 6 - Parâmetros Rastreados na Plataforma de Simulação ..................................................................................................... 73


LISTA DE ABREVIATURAS E SIGLAS
ABNT – Associação Brasileira de Normas Técnicas AOS – Arquitetura Orientada a Serviço ASCII – American Standard Code for Information Interchange AWS – American Welding Society CAN – Controller Area Network CLP – Controlador Lógico Programável CNPq – Conselho Nacional de Pesquisa CRC – Cyclic Redundancy Check CRUD – Create-Retrieve-Update-Delete DHCP – Dynamic Host Configuration Protocol GTAW – Gas Tungsten Arc Welding HTTP – Hipertext Transfer Protocol IHM – Interface Homem-Máquina ITU – International Telecommunication Union MAC – Media Access Control MAG – Metal Active Gas MIG – Metal Inert Gas NTP – Network Time Protocol RFID – Radio Frequency Identification RTU – Remote Terminal Unit SCADA – Supervisory Control And Data Acquisition SMTP – Simple Mail Transfer Protocol SOAP – Simple Object Access Protocol SPOT – Smart Personal Object Technology SW – Serviço Web TIG – Tungsten Inert Gas UDDI – Universal Discovery Description and Integration W3C – World Wide Web Consortium WSDL – Web Services Description Language XML – Extensible Markup Language

SUMÁRIO
1 INTRODUÇÃO ................................................................ 23
1.1 Justificativa e Relevância................................................ 24 1.2 Objetivos ......................................................................... 25 1.3 Metodologia ..................................................................... 25
2 DEFINIÇÃO DO PROBLEMA ......................................... 29 3 PROCESSO DE SOLDAGEM À ARCO VOLTAICO ...... 31
3.1 Arco Voltaico ................................................................... 32 3.2 Características Estáticas do Arco Voltaico ..................... 32 3.3 Perfil Elétrico do Arco ..................................................... 33 3.4 Efeito da Tensão e Corrente do Arco ............................. 35 3.5 Rastreamento de Soldagem ........................................... 37
4 INTERNET DAS COISAS ............................................... 39
4.1 Histórico e Aplicações. .................................................... 39 4.2 Arquitetura Orientada a Serviços .................................... 41 4.3 Serviços Web .................................................................. 42
5 NETDUINO PLUS ........................................................... 43
5.1 Hardware ......................................................................... 44 5.2 C# e .NET Micro Framework .......................................... 44
6 SOLUÇÃO PROPOSTA ................................................. 45
6.1 Implementação do Protocolo MODBUS na Fonte de Soldagem ........................................................................ 46
6.1.1 O Protocolo MODBUS .................................................... 47 6.1.2 Funcionalidade do MODBUS da Fonte de Soldagem .... 49
6.2 Implementação da Rede RS-485 ................................... 49
6.2.1 Implementação de Rede no Laboratório de Solda ......... 51
6.3 Implementação do Middleware de Comunicação e Integração ....................................................................... 52
6.3.1 Entidades do middleware ............................................... 54 6.3.2 Regras de Negócio do middleware................................. 56 6.3.3 Interface .......................................................................... 57
6.4 Banco de Dados ............................................................. 59
6.4.1 Planejamento do Banco de Dados ................................. 59

6.5 Módulo Microcontrolado .................................................. 60
6.5.1 Comunicação do Módulo Microcontrolado com o Serviço Web ................................................................................. 62
6.6 Aplicação Web de visualização dos dados .................... 63
6.6.1 Tela inicial ....................................................................... 63 6.6.2 Cadastro de módulos ...................................................... 63 6.6.3 Cadastro de Medidores ................................................... 64 6.6.4 Consulta Todas as Medições .......................................... 64
6.7 Aplicação SCADA ........................................................... 65
6.7.1 Elipse E3 ......................................................................... 65 6.7.2 O aplicativo desenvolvido ............................................... 66
7 RESULTADOS ................................................................ 69
7.1 Ensaios com a plataforma de testes ............................... 69 7.2 Ensaios com a Fonte de Soldagem ................................ 74
8 CONCLUSÃO E TRABALHOS FUTUROS .................... 77
8.1 Trabalhos Futuros ........................................................... 78
Referências Bibliográficas ........................................................... 79


1 INTRODUÇÃO
De acordo com Miller (2002), o monitoramento em tempo real dos parâmetros envolvidos com o processo de soldagem industrial é crucial para o controle de qualidade das peças produzidas nas várias áreas da indústria. Neste contexto, a aferição dos parâmetros elétricos gerados por uma fonte de soldagem permite o acompanhamento em tempo de execução da conformidade do processo de soldagem, seja ele manual ou automatizado.
Os processos de soldagem a arco voltaico devem respeitar a EPS (especificação do procedimento de soldagem) que define o “gabarito elétrico” que deve ser seguido durante o processo, onde parâmetros elétricos, como tensão e corrente do arco, devem ser seguidos ao longo da trajetória da soldagem.
Os operadores dos processos de soldagem manual, normalmente executam a atividade de forma intuitiva, onde a regulagem dos equipamentos segue critérios mais pessoais de calibração, o que muitas vezes pode fugir a EPS estabelecida para a peça a ser soldada. Mesmo em processos automatizados, os parâmetros elétricos podem variar em função de erros de configuração (setup) dos sistemas de soldagem ou variação de condições externas (ruídos e oscilações de tensão de alimentação, variações nos valores dos componentes eletrônicos das fontes de soldagem, variação de temperatura, alterações na peça a ser soldada, etc.). Além disso, em processos de soldagem complexos e com múltiplas trajetórias de soldagem, o rastreamento dos parâmetros elétricos é uma demanda urgente da indústria, a fim de que se possa garantir e verificar a qualidade do processo (Rippey, 2004).
Um caso típico para a aplicação do rastreamento está relacionado com a indústria automobilística, onde cada automóvel contém diversas peças que são produzidas, empregando-se soldagem por arco voltaico. Em cada peça podem ser realizadas diversas tarefas de soldagem, com processos e parâmetros de soldagem específicos. Se for verificada a ocorrência de um defeito em uma série produzida, o rastreamento dos parâmetros utilizados em cada soldagem pode auxiliar na identificação do problema e na tomada de decisão para a convocação dos proprietários dos veículos para um recall.

24
Neste contexto, outro tema abordado neste trabalho é a integração dos dados do chão de fábrica com os sistemas de informação gerencial das empresas. Esta integração dos dados de produção com os sistemas de gestão é uma dificuldade real das indústrias em geral, de modo que, para minimizar esta dificuldade de integração, propõe-se a utilização de uma plataforma aberta e de protocolos de comunicação padronizados (Dias et al, 2010).
1.1 Justificativa e Relevância
Segundo Sampaio (2010), monitorar a qualidade de um processo produtivo é cada vez mais necessário, tendo em vista que no atual contexto mundial a interligação entre qualidade, produtividade e competitividade são fatores que geralmente determinam o sucesso ou o fracasso de determinada empresa, processo ou produto. Este monitoramento pode ser feito de forma individualizada ou por amostragem. Quando se realiza a verificação individualizada, cada produto é testado, podendo ser aprovado, rejeitado ou enviado para retrabalho. A verificação por amostragem é realizada coletando uma amostra de um lote produzido, onde a não conformidade com as especificações podem levar a rejeição de todo o lote.
Nos processos de soldagem, um fator que torna o seu monitoramento mais necessário é a forte relação entre a qualidade da solda com os aspectos de segurança e confiabilidade, pois em muitas áreas a falha na solda de um componente pode levar a acidentes graves. Um exemplo é a indústria automobilística, onde cada automóvel possui diversas trajetórias de solda e os ensaios destrutivos são a forma mais utilizada para se obter informações confiáveis a respeito da qualidade da solda, no entanto, geram um elevado custo e uma falha no processo pode ser identificada apenas após a finalização do lote de produção (SAMPAIO, 2010).
Sendo assim, analisando a necessidade existente no mercado de soldagem por arco voltaico, desenvolveu-se uma plataforma que permite o monitoramento, em tempo real, dos parâmetros elétricos de soldagem, com verificação instantânea destes parâmetros com gabaritos pré-estabelecidos. Além disso,

25
os parâmetros elétricos de soldagem serão integrados utilizando protocolos padronizados e abertos, com sistemas de informação gerencial das indústrias, na forma de uma assinatura digital do processo de soldagem. Desta forma, será possível em qualquer tempo, o rastreamento dos parâmetros de soldagem de uma determinada peça para fins de controle de qualidade de pós-produção.
No mundo existem poucas empresas que disponibilizam sistemas de monitoramento voltados à soldagem, com nenhuma representação no Brasil. Após pesquisa junto aos principais fornecedores de fontes de soldagem, a fim de obter informações sobre como fazem o monitoramento de seus processos, constatou-se que nenhum deles oferece uma maneira de monitorar os parâmetros durante a soldagem, pois poucas fontes de soldagem tem interface de comunicação externa, e as que possuem necessitam de drivers específicos, o que dificulta a sua integração com os sistemas de supervisão.
1.2 Objetivos
O objetivo principal do presente trabalho é desenvolver uma plataforma para o rastreamento de parâmetros de soldagem, limitando-se aos valores de tensão e corrente, que se comunicará com a fonte de soldagem utilizando o protocolo MODBUS sobre uma rede RS-485, e publicará os dados de rastreamento em um banco de dados através da utilização de Serviços Web.
Não faz parte do escopo o desenvolvimento de um hardware externo a fonte de soldagem de aquisição de tensão e corrente.
1.3 Metodologia
A metodologia utilizada no desenvolvimento deste projeto seguirá as fases do modelo iterativo incremental (PRESSMAN, 1995). O modelo iterativo corresponde à ideia de melhorar pouco a pouco, ou seja, refinar o sistema. A essência do sistema não é

26
alterada, mas o seu detalhe vai aumentando em iterações sucessivas. Por sua vez, o modelo incremental corresponde à ideia de aumentar pouco a pouco a esfera do sistema, ou seja, alargar o sistema em sucessivos incrementos. As atividades serão distribuídas em quatro fases: concepção, elaboração, construção e transição. Estas fases são organizadas em uma série de atividades. Entretanto, o término de cada uma não é determinado pela execução completa de suas atividades. Desta forma, o projeto poderá avançar mesmo quando ainda houver algumas pendências. Estas pendências irão sendo resolvidas ao longo das demais fases.
A fase de concepção: A principal atividade será a revisão do escopo do projeto, onde serão definidos protocolos de comunicação a serem implementados no sistema. Será empregada uma modelagem de negócio e revisão dos requisitos do sistema. Nesta fase será pesquisada a tecnologia principal e analisada a sua viabilidade técnica para os objetivos propostos. Esta fase metodológica envolve as seguintes etapas do projeto:
Modelagem do negócio: levantamento inicial da viabilidade técnica.
Análise de requisitos: definição dos parâmetros do sistema e especificação de funcionalidades do sistema.
A fase de elaboração: O objetivo desta fase é preparar a documentação necessária para que a implementação do sistema possa acontecer de forma organizada, reduzindo a distância entre os requisitos e os resultados. As principais atividades são a revisão do empacotamento dos requisitos, detalhamento dos requisitos, definição das entidades, montagem inicial do plano de testes, organização da arquitetura do sistema, orientação para a codificação, prototipação de cada componente do sistema com vistas a sua integração e definição da interface com a Internet. Esta fase envolve as seguintes etapas do projeto:
Gerência: definição da arquitetura do sistema e detalhamento dos seus requisitos.
Revisão da modelagem do negócio: estudo de viabilidade técnica das soluções apontadas na etapa anterior.
A fase de construção: está associada à configuração dos dispositivos, codificação dos protocolos de comunicação e

27
implementação do sistema protótipo de aquisição e de gerenciamento, bem como implementação das bases de dados que armazenarão as informações para o rastreamento dos parâmetros de soldagem. Esta fase envolve:
Refinamento dos requisitos: detalhamento dos requisitos em termos tecnológicos.
Análise, projeto e implementação: desenvolvimento dos protótipos de comunicação e software de rastreamento dos parâmetros de soldagem.
A fase de transição: está relacionada com a implantação e estabilização final do sistema, onde serão feitos ensaios em laboratório. A aquisição dos dados enviados pelos dispositivos será definida nas fases anteriores. A documentação final será preparada para a transferência de tecnologia.
Testes: ensaios de interoperabilidade e desempenho dos protótipos em laboratório.
Elaboração da documentação: relatórios periódicos e artigo técnico científico.

28

2 DEFINIÇÃO DO PROBLEMA
Segundo Hillen et al. (2010) a aquisição de dados dos processos de soldagem é importante em várias situações, e apresenta como exemplo, o desenvolvimento de um novo algoritmo de soldagem, onde o engenheiro de soldagem deve monitorar os parâmetros de tensão e corrente de modo a ter uma visão do que está ocorrendo no processo.
Em muitas indústrias, como a aeroespacial, tem se tornado comum aos fabricantes adquirir e armazenar os dados de soldagem e associá-la ao número de série do componente, de modo que, este dado possa ser acessado posteriormente para analisar uma anomalia na peça em questão (HILLEN et al., 2010).
Atendendo a esta necessidade da indústria, várias patentes têm sido apresentadas propondo métodos diferentes de monitorar a qualidade dos processos de soldagem.
VAIDYA et al. (2000), apresentam um modelo de gestão de qualidade do processo de soldagem, onde se adquire a média de corrente elétrica consumida, o tempo gasto na soldagem, o tempo gasto entre os processos de soldagem (quando o operador está preparando outra peça ou fora do posto de trabalho), o tipo de gás utilizado na soldagem, e alguns outros parâmetros, como período do dia. De posse destes valores, é proposto um algoritmo que relaciona os gastos com o processo de soldagem e a forma de minimizá-los.
D’Angelo et al. (2011), apresentam um método e um aparato de monitoramento da qualidade do processo de soldagem, onde são monitorados os sinais de tensão e corrente do arco. A partir destes valores são gerados gráficos que são comparados com valores padronizados, obtidos a partir de soldagens realizadas com qualidade.
Hillen et al. (2010), apresentam um sistema de aquisição de dados de soldagem, capaz de oferecer ao usuário, por meio de uma aplicação “cliente” através de uma rede de dados TCP/IP, informações em tempo real dos parâmetros de um processo de soldagem.
Observando esse contexto, que caracteriza ainda mais a necessidade de soluções para o monitoramento da qualidade dos processos de soldagem, a IMC soldagem, fabricante da fonte

30
de soldagem utilizada no projeto, desenvolveu um sistema de monitoramento denominado Sistema de Aquisição Portátil – SAP-4 (IMC, 2012). Este sistema permite a inspeção do processo durante a soldagem, onde por meio de oscilogramas e histogramas podem-se verificar os parâmetros elétricos da solda com uma amostragem de 5000 pontos por segundo, além de dados de produtividade e transferência metálica.
Por ser um produto já testado e homologado para a realização de inspeção de soldagem, o SAP-4 foi utilizado como instrumento padrão de medição e os dados gerados por ele foram confrontados com os obtidos pela plataforma proposta.

3 PROCESSO DE SOLDAGEM À ARCO VOLTAICO
Solda é a união localizada de materiais através de aquecimento a temperaturas adequadas com ou sem aplicação de pressão, podendo-se usar material de adição, ou somente com aplicação de pressão sem aquecimento. (ABNT, 1988)
Ainda segundo a ABNT (1988), soldagem é o “método
utilizado para unir metais por meio de solda”. Segundo Messler, (2007) a AWS (Sociedade Americana de Soldagem) define soldagem como:
Um processo de união, que produz a coalescência dos materiais aquecendo-os para a temperatura de fusão, com ou sem a aplicação de pressão, ou através da aplicação de pressão por si só, e com ou sem a utilização de material de adição. (MESSLER, 2007, tradução nossa)
Quites e Dutra (1979) acrescentam uma característica a definição apresentando soldagem como a operação que visa à união de duas ou mais peças, assegurando na junta, a continuidade das propriedades.
Esta definição aponta para uma preocupação com a qualidade do processo, de modo que a soldagem deve manter as propriedades originais dos materiais a serem soldados.
Os processos de soldagem podem ser observados sob dois aspectos: reparação e construção. Durante muito tempo a soldagem foi encarada somente como um processo de reparação, para processos construtivos a união de peças era feita preferencialmente por rebites.
Por volta do final da primeira metade do século XX passou-se a controlar de forma mais precisa os processos de soldagem, além disso, percebeu-se que as juntas soldadas podiam ser usinadas fornecendo um acabamento melhor a peça, isso fez com que a soldagem passasse a ser aceita em construções com requisitos de qualidade. (QUITES; DUTRA, 1979)

32
3.1 Arco Voltaico
Segundo Wainer, Brandi e Mello (1992), pode-se definir o arco voltaico como “a descarga elétrica de um gás ionizado, iniciada por uma quantidade de elétrons emitidos do eletrodo negativo (catodo) aquecido e mantido pela ionização térmica do gás aquecido”.
A abertura do arco voltaico para soldagem necessita do aquecimento e do bombardeamento com elétrons do gás que circunda o eletrodo. A fonte de energia deve possuir uma diferença de potencial que favoreça a abertura do arco. Quando o eletrodo toca o metal base, essa tensão cai rapidamente para um valor próximo a zero, por efeito Joule, a região do eletrodo que tocou o metal base fica incandescente, favorecendo a emissão termoiônica, que é o processo de liberação de elétrons de uma superfície aquecida. Os elétrons emitidos fornecem mais energia térmica, promovendo a ionização térmica do gás, quando esta é atingida o eletrodo pode ser afastado do metal base sem que o arco seja extinto (WAINER; BRANDI; MELO, 1992).
O arco voltaico é a fonte de calor mais utilizada na soldagem por fusão de materiais metálicos, principalmente por apresentar uma combinação ótima de características, incluindo uma concentração adequada de energia para a fusão localizada do metal de base, facilidade de controle e um nível aceitável de riscos a saúde do operador.
Na soldagem, o arco geralmente ocorre entre um eletrodo cilíndrico e um plano, resultando em um formato típico de tronco de cone. O eletrodo pode ser de um material refratário, denominado não consumível, ou de metal de menor ponto de fusão, a esse chamamos eletrodo consumível.
3.2 Características Estáticas do Arco Voltaico
A curva característica do arco voltaico pode ser obtida da relação entre os valores médios de tensão e corrente, mantendo-se inalterado o comprimento do arco, e as outras características do processo. (MODENESI, 2005)

33
A Figura 1 apresenta a curva característica do arco com processo GTAW, pode-se observar que estas curvas são diferentes do esperado para uma resistência comum, para qual a Lei de Ohm é valida. A curva do arco mostra um valor mínimo de tensão para valores intermediários de corrente e a tensão aumenta quando a corrente diminui. Segundo Modenesi (2005), este comportamento se deve, em parte, pela redução da temperatura dos gases do arco quando a corrente atinge valores muito baixos, pois, menores temperaturas implicam em menor ionização aumentando a resistência elétrica no arco.
Figura 1 - Curva característica do arco GTAW para diferentes
comprimentos de arco (MODENESI, 2005).
3.3 Perfil Elétrico do Arco
Em um fio metálico a tensão elétrica varia de maneira uniforme ao longo do comprimento, pois,
e
, (1)
Portanto,
(
) (2)

34
Como ρ (resistividade do fio) e A (área da seção transversal do fio) são características construtivas do condutor e I (corrente no fio) é constante ao logo do fio podemos escrever a equação acima como:
(3)
Deste modo podemos concluir que num fio metálico a
tensão depende de uma constante e do comprimento do fio. Ao longo do arco voltaico a variação da tensão não ocorre
de forma linear, pois existem quedas abruptas de tensão junto aos eletrodos (ânodo e cátodo), esta variação de tensão permite que o mesmo possa ser dividido em três regiões principais, Zona de Queda Catódica, Coluna de Plasma, e Zona de Queda Anódica, que são apresentadas na Figura 2.
Figura 2 - Distribuição das tensões ao longo do arco (MODENESI,
2005).
A coluna de plasma corresponde a quase todo o volume do arco, enquanto as zonas de queda anódica e catódica são pequenas regiões localizadas junto aos eletrodos, e estas são praticamente independentes do comprimento do arco. (QUITES; DUTRA, 1979)

35
Segundo Modenesi (2005), a queda de tensão na coluna de plasma é aproximadamente proporcional ao comprimento do arco ( ), onde E é o campo elétrico na coluna de plasma e depende da composição do gás do plasma.
Pode-se então concluir que, a tensão no arco, para um dado valor de corrente, pode ser representada por uma equação de primeiro grau em função do comprimento do arco. Que pode ser escrita da seguinte forma:
( ) (4)
3.4 Efeito da Tensão e Corrente do Arco
O arco é um transdutor de energia, onde a energia elétrica é praticamente toda convertida em calor. Pode-se obter a energia dissipada no arco multiplicando-se a corrente de soldagem pela tensão do arco.
(5)
Na Figura 3 é apresentada uma representação simplificada
do fluxo de calor nas diferentes regiões do arco. Nas regiões de queda o calor tende a se difundir na região longitudinal em direção ao eletrodo e a peça, enquanto que na coluna o calor se difunde radialmente para o ambiente, deste modo, a potência específica do arco é definida como:
(6)
onde é o calor gerado por unidade de tempo na região de
queda junto a peça e é a área de contato entre o arco e a peça. (MODENESI, 2005).

36
Figura 3 - Representação Simplificada das direções dominantes do
fluxo de calor nas regiões do arco (MODENESI, 2005)
Na soldagem por eletrodo consumível o eletrodo é normalmente ligado ao polo positivo da fonte de soldagem e neste caso, a região de queda catódica (Qc) fica junto à peça e será igual à energia gerada pela passagem dos elétrons pela região de queda ( ) menos a energia necessária para emissão dos elétrons ( , onde Φ é a função de trabalho) e a energia necessária para o aquecimento destes até a temperatura da coluna do arco ( ⁄ ⁄ , onde T é a temperatura do arco), então:
(7)
ou,
(
) (8)
Qc é a energia responsável pelo aquecimento e fusão da
peça e a capacidade de fundir localmente a peça é dada pela potencia efetiva ( ⁄ )
Para a região anódica, tem – se:
(
) (9)

37
Para o caso citado acima, eletrodo ligado ao polo positivo, a energia Qa é responsável pelo aquecimento e fusão do eletrodo.
Como pode ser observado nas equações apresentadas, a corrente de soldagem tem relação direta com a quantidade de calor transferida para a peça, de modo que a corrente é uma variável fundamental para determinar a quantidade de fusão no metal de base e a penetração da solda.
A tensão tem menor efeito na penetração, pois, a variação da tensão causa mais efeito na coluna onde o calor é dissipado radialmente. Entretanto o comprimento do arco está diretamente ligado à tensão e o arco tem formato de tronco de cone (Figura 4) conclui-se que a tensão afeta principalmente a largura do cordão. No entanto como a potencia efetiva depende da relação ⁄ e a tensão afeta o um aumento de tensão pode diminuir a penetração da solda.
Figura 4 - Relação entre a tensão do arco e a largura da área de
contado com a peça
3.5 Rastreamento de Soldagem
Como foi apresentado no presente capítulo, os valores de tensão e corrente do arco tem relação direta com o resultado do processo de soldagem. Deste modo pode-se concluir que a variação, de forma não programada, destes parâmetros durante

38
o processo de soldagem pode resultar em uma solda que não atende aos requisitos de qualidade previamente especificados.
Vários fatores externos podem levar a variação destes parâmetros, um ajuste mal executado pelo operador, defeitos no eletrodo, trancamento do eletrodo durante o processo, falhas na peça. Todos estes eventos podem não ser perceptíveis ao operador ou supervisor de soldagem.
Então o monitoramento da tensão e corrente de soldagem em tempo real, durante o processo de soldagem, de forma automatizada, atribui um maior controle da qualidade à soldagem, permitindo ações de correção imediatas ou a investigação de falhas em peças soldadas devido a processos executados fora dos parâmetros especificados.
A utilização de protocolos e interfaces de comunicação padronizadas para a realização do rastreamento dos parâmetros de soldagem vai ao encontro da atual demanda mundial por comunicação e apresenta uma nova área de desenvolvimento de soluções utilizando o paradigma da internet das coisas.

4 INTERNET DAS COISAS
4.1 Histórico e Aplicações.
Atualmente, a grande maioria das conexões à internet é realizada por dispositivos utilizados diretamente por humanos, como computadores pessoais e dispositivos móveis. Desta forma pode-se dizer que a principal forma de comunicação é humano-humano. Segundo Tan e Wang (2010) em um futuro próximo, cada objeto poderá estar “conectado”, de modo que poderão trocar informações entre si, de modo autônomo, fazendo com que a maior parcela de utilização da internet deixe de ser realizada por pessoas e passe a ser utilizada por “coisas”.
Este cenário trouxe a tona uma expressão que está cada vez mais em uso no vocabulário tecnológico, “Internet das Coisas” do inglês “Internet of Things” ou simplesmente IoT. O termo Internet das coisas foi utilizado pela primeira vez por Kevin Ashton, (RFID, 2012) em um artigo publicado no RFID journal em 1999, e apresentado no mesmo ano a empresa Procter & Gamble (P&G), como forma de apresentar a tecnologia de RFID para os executivos da empresa.
Hoje este conceito ultrapassa o horizonte das aplicações utilizando RFID. Segundo COETZEE e EKSTEEN (2011), os avanços tecnológicos tem movido a sociedade para o paradigma do “sempre conectado”, redes com e sem fio estão em toda parte permitindo que as pessoas permaneçam conectadas.
Padrões de comunicação abertos e interoperáveis são definidos e implementados de modo a permitir que um número maior de componentes possa se conectar à Internet.
Segundo a União Internacional de Telecomunicações (ITU) (2005, apud FLEISH, 2010, p.3), podemos entender o paradigma da “Internet das Coisas” como uma maneira em que praticamente toda coisa física no mundo pode tornar-se como um computador conectado a Internet de forma sensorial e inteligente, isto não significa que cada coisa será transformada, ou terá que ser conectada a um computador, mas poderá ter características específicas de computadores.
Internet das coisas também define uma visão onde cada objeto faz parte da Internet, e que, sendo identificado, além de

40
ser acessível, possa ser localizado e adicione a rede serviços e inteligência de modo a expandir a Internet, melhorando os ambientes profissionais, pessoais e sociais. (COETZEE e EKSTEEN, 2011)
Um estudo realizado pela ITU em 2005 apontava quatro dimensões na Internet das coisas: Identificação de Produtos (“Coisas Identificadas”), sensores e redes de sensores sem fio (“Coisas Sentindo”), sistemas embarcados (“Coisas Pensando”) e nanotecnologia (“Encolhendo as Coisas”). (ITU, 2005)
Identificação de produtos, como já mencionado, foi o ponto de partida para o paradigma da Internet das coisas, a partir da necessidade alguma forma mais eficaz de identificar um produto, de modo que ele mesmo pudesse fornecer as informações pertinentes a seu respeito. As etiquetas RFID extrapolaram a identificação de produtos, sendo hoje inseridas em crachás e cartões, identificam pessoas e animais.
Seguindo a evolução, deixou de ser suficiente obter informações sobre determinados produtos, e passou a ser necessário que os mesmos oferecessem informações sobre o ambiente em que estavam inseridos, isto está abordado na segunda dimensão referente à Internet das coisas (“coisas sentindo”). Uma funcionalidade que esta segunda dimensão pode dar a um produto, é, por exemplo, se um produto que possui características específicas de armazenamento, como temperatura e luminosidade, puder “sentir”, ou seja, perceber as alterações no ambiente em que está inserido, ele mesmo poderia alterar seu prazo de validade para um mais adequado as condições a que está submetido.
Então, tem-se um produto que pode fornecer informações sobre si e sentir o ambiente em que se encontra, o próximo passo é dar a este produto inteligência para processar estes dados, e talvez, tomar atitudes sobre estes dados. Os avanços na área de sistema embarcados atendem esta necessidade, fornecendo inteligência a aplicações das mais diversas.
As demandas atuais de mercado trouxeram este paradigma da Internet das coisas para os dispositivos envolvidos nos mais diversos processos de fabricação, que, além de fornecerem informações mais precisas sobre os processos que estão executando, possam comunicar-se entre si, minimizando perdas e aumentando a qualidade dos produtos fabricados.

41
Além disso, esta rede de comunicação pode fornecer aos sistemas de gestão corporativa e operacional informações mais precisas e em tempo real, acelerando a tomada de decisão sobre os processos.
4.2 Arquitetura Orientada a Serviços
Um paradigma de desenvolvimento que pode ser utilizado para criar soluções no contexto de internet das coisas é a Arquitetura Orientada a Serviços (AOS), que define uma interação entre agentes de software, como uma troca de mensagens entre os solicitantes de serviços (clientes) e os provedores de serviços. Os clientes são agentes de software que solicitam a execução de um serviço. Os provedores são agentes de software que fornecem o serviço. Os provedores são responsáveis pela publicação de uma descrição do serviço que eles fornecem. Os clientes devem poder encontrar a descrição dos serviços de que necessitam nos registradores de serviços e devem ser capazes de realizar requisições nos provedores de serviços. A Figura 4 mostra o modelo básico da AOS.
Uma das plataformas para implementação de AOS são os chamados Serviços Web, largamente empregados para integração de aplicações através da Internet.
Figura 4 - Modelo básico da AOS (PAPAZOGLOU, 2003).

42
4.3 Serviços Web
Segundo PAPAZOGLOU (2003), “a Arquitetura Orientada a Serviços é uma caracterização de sistemas distribuídos, em que as funcionalidades do sistema são expostas via descrição de uma interface, permitindo a publicação, localização e a invocação por meio de um formato padronizado”. Neste sentido, tem por maior objetivo a capacidade de conectar uma ampla variedade de sistemas sem uso de programas proprietários, a fim de alcançar a interoperabilidade verdadeiramente aberta.
Os Serviços Web, que são uma implementação apoiada nos conceitos de AOS, tornaram possíveis a criação de ligações operacionais entre programas distintos usando uma linguagem comum, conhecida como Extensible Markup Language (XML).
Os Serviços Web são serviços disponíveis através da Internet, usando um sistema padrão XML para troca de mensagens, independente do tipo de sistema operacional ou linguagem de programação (CERAMI, 2002). Proposto inicialmente pela Microsoft, adotado e regulamentado pela The World Wide Web Consortium (W3C), os Serviços Web fornecem padrões abertos à comunicação entre aplicações de diferentes plataformas.
É possível encontrar várias definições para Serviços Web, mas todas elas terão os seguintes itens em comum:
troca de mensagens: eles disponibilizam suas funções através de um protocolo padrão da internet, como o HTTP ou o SMTP e na maioria dos casos é usado o Simple Object Access Protocol (SOAP) sobre eles;
auto-descrição: os Serviços Web fornecem uma descrição completa dos seus serviços e como os usuários poderão criar aplicações para interagir com eles através da Web Services Description Language (WSDL);
auto-descoberta: onde os Serviços Web são registrados para que os potenciais usuários possam achá-los. Este serviço de registro é chamado de Universal Discovery Description and Integration (UDDI).

5 NETDUINO PLUS
Graças à evolução constante da indústria de semicondutores, praticamente todos os componentes de um computador pode ser colocado em um único chip, chamados de microcontroladores. Um microcontrolador 32-bit, que hoje custa menos de 10 dólares, pode ter mais do que o dobro da memória, e executar códigos 100 vezes mais rápido que os primeiros computadores pessoais.
Esta evolução permitiu a inclusão de inteligência e grande poder de processamento em pequenos dispositivos.
Em 2004, a Microsoft apresentou ao mercado o SPOT (Tecnologia de Objeto Pessoal Inteligente) e a primeira aplicação foi um relógio inteligente. O relógio rodava em uma versão reduzida do “.NET programming runtime”, esta aplicação permitiu que desenvolvedores de aplicativos já habilitados a escrever programas para computadores, pudessem desenvolver aplicações para microcontroladores utilizando uma linguagem de programação de alto nível que já era de seu domínio o C#. (WALKER, 2012)
Quase uma década depois, este runtime está sendo executado em milhões de dispositivos em todo o mundo, permitindo que programadores de alto nível possam usar suas habilidades tradicionais de desenvolvimento de software para construir seus próprios projetos eletrônicos com o Netduino. (WALKER, 2012).
Segundo Walker (2012), Netduino é uma plataforma eletrônica. Os Aplicativos desenvolvidos para Netduino utilizam o .NET Micro Framework, que fornece um conjunto incrivelmente poderoso de recursos (tais como eventos, threads, e depuração passo-a-passo).
Devido ao baixo custo do hardware, e plataformas de desenvolvimento cada vez mais poderosas e ao mesmo tempo de simples utilização, tornou-se possível criar sistemas mais complexos que podem interagir com o mundo físico das maneiras mais variadas.
Além disso, uma vez que esse hardware permite o uso de protocolos padrão da Internet, torna-se mais simples desenvolver aplicações que se comuniquem através da Internet. Vários serviços de Internet podem ser utilizados para o armazenamento

44
e visualização dos dados, além de compartilhá-los com outras pessoas.
5.1 Hardware
O microcontrolador utilizado na plataforma Netduino plus é um ARM7 de fabricação da empresa ATMEL cujo modelo é ATM91SAM7X512, um processador de 32-bit RISC ARM, que inclui vários periféricos além de um Ethernet MAC padrão 802.3 e controlador CAN.
Além de um microcontrolador poderoso o Netduino Plus oferece aos usuários: seis entradas analógicas, quatorze pinos de entrada e saída digitais, conector Ethernet e um slot para cartão MicroSD.
5.2 C# e .NET Micro Framework
As bibliotecas de aplicativos do Netduino foram construídas utilizando a linguagem de programação C# da Microsoft, segundo Walker (2012), “uma linguagem simples, mas poderosa, que permite que o programador se preocupe com ‘o que’ e ‘quando’, enquanto o Netduino cuida de todos os detalhes de baixo nível”.
Além disso, é possível depurar o software desenvolvido em uma poderosa ferramenta que possui inúmeros recursos, o Visual Studio, que mesmo na versão gratuita oferece suporte a maioria das aplicações inclusive aplicações web.
O Netduino utiliza um runtime desenvolvido pela Microsoft especialmente para microcontroladores o .NET Micro Framework. Este runtime reduzido necessita de pouca memória de armazenamento e de programa, além de possuir varias funções específicas para plataformas de desenvolvimento semelhantes ao Netduino, como acesso direto ao hardware.

6 SOLUÇÃO PROPOSTA
Com base no discutido anteriormente o presente trabalho visa desenvolver uma plataforma para o rastreamento de parâmetros de tensão e corrente de uma fonte de soldagem.
Para se desenvolver este trabalho, optou-se primeiramente por modelar a plataforma de rastreamento com os componentes, interfaces e protocolos necessários para a sua implementação.
Em termos gerais, a plataforma deve funcionar da seguinte maneira: um módulo microcontrolado solicita para a fonte de soldagem, durante o processo e em tempos pré-definidos, os parâmetros de tensão e corrente da soldagem, processa os parâmetros e transmite para um servidor na rede que armazenará os dados em banco de dados para visualização futura. A Figura 5 apresenta de forma geral o modelo da plataforma.
Figura 5 – Modelo da plataforma proposta
Tendo como base o princípio de funcionamento, a plataforma então foi modelada segundo as diretrizes de desenvolvimento adotadas em todos os projetos desenvolvidos pelo Grupo de Sistemas Embarcados e Distribuídos (NERsD),

46
que prevê, quando possível, a utilização de interfaces e protocolos padronizados visando a interoperabilidade da plataforma proposta com os padrões existentes atualmente na indústria.
Deste modo para a comunicação entre a fonte de soldagem e o módulo microcontrolado definiu-se a utilização do protocolo MODBUS e de uma interface de rede serial RS-485.
Para a comunicação entre o módulo microcontrolado e o servidor que armazenará os dados, desenvolveu-se um middleware (camada de software de intermediação) utilizando Serviços Web por meio de uma rede TCP/IP, e utilizando a interface de rede Ethernet.
Definiu-se também que o servidor de banco de dados a ser utilizado seria o SQL Server, desenvolvido pela empresa americana Microsoft, devido à familiaridade do grupo com esta plataforma.
As seções que se seguem descrevem as etapas de desenvolvimento do trabalho.
6.1 Implementação do Protocolo MODBUS na Fonte de Soldagem
No ciclo de 2010/2011 de projetos do Programa Institucional de Bolsas de Iniciação em Desenvolvimento Tecnológico e Inovação (PIBITI/CNPq) do Instituto Federal de Santa Catarina, o professor Erwin Werner Teichmann coordenou o projeto “Implementação de uma Célula de Soldagem Robotizada”, tendo como bolsista o aluno do curso de mecatrônica do campus Florianópolis, Álvaro Schmitt.
Para esse projeto foi utilizada uma fonte de soldagem IMC Digiplus A7, e um robô FANUC M-10i A, o objetivo era fazer com que o robô comandasse a fonte de soldagem e para isso utilizasse um protocolo de comunicação industrial padronizado (SCHMITT et al, 2011).
Esta necessidade foi de encontro à necessidade da IMC de incorporar a sua fonte de soldagem uma interface de comunicação padronizada, tendo em vista que a mesma possuía apenas uma saída de console que utilizava um protocolo

47
proprietário, o que dificultava a interligação com outros dispositivos.
O resultado desse projeto, que foi utilizado neste trabalho, foi a criação de um módulo de software que foi incorporado a fonte de soldagem que substituiu a saída de console por uma interface padronizada MODBUS (SCHMITT et al, 2011).
6.1.1 O Protocolo MODBUS
Segundo Siemens (2012), O protocolo MODBUS é uma estrutura de mensagem desenvolvida pela Modicon em 1979, desenvolvida para que seus Controladores Lógicos Programáveis pudessem se comunicar de forma padronizada no modo mestre-escravo / cliente-servidor. Ele tornou-se um padrão devido a sua qualidade e simplicidade o que levou vários fabricantes a disponibilizarem este protocolo em seus dispositivos.
Outra característica importante no padrão MODBUS é a sua simplicidade, podendo ser implementado desde microcontroladores e CLPs até sensores inteligentes. (SIEMENS, 2012)
O protocolo MODBUS prevê dois modos de transmissão, o modo ASCII e o modo RTU.
No modo de transmissão ASCII são enviados dois caracteres como dados de 8 bits, sua principal vantagem é permitir um atraso de até 1 segundo entre os dados, por esta razão ele pode ser aplicado em redes mais lentas. (SIEMENS, 2012)
O modo de transmissão RTU (Unidade de Terminal Remota), permite o envio de dados de forma mais rápida que o modo ASCII, além disso, os dados podem ser transmitidos num fluxo contínuo de dados, e cada dado de 8 bits representa dois caracteres hexadecimais de 4 bits cada. (SIEMENS, 2012)
A Tabela 1 e a Tabela 2 representam respectivamente um quadro de pedido e resposta de uma mensagem MODBUS nos formatos ASCII e RTU.
A Tabela 3 apresenta as principais funções do protocolo MODBUS.

48
Tabela 1 - Formato do Quadro MODBUS de Pedido (SCHMITT et al, 2011)
Pedido
Nome do campo Exemplo (HEX) ASCII RTU
Leitor : (dois pontos) Nenhum
Endereço do escravo 14 1 4 10100
Função 6 0 6 110
Endereço inicial alto 9C 9 C 10011100
Endereço inicial baixo 40 4 0 1000000
No. De registradores alto 0 0 0 0
No. De registradores baixo 1 0 1 1
Checagem de erro LRC (2 chars.) CRC (16 bits)
Trailer CR LF Nenhum
Total de bytes 17 8
Tabela 2 - Formato do Quadro MODBUS de Resposta (SCHMITT et
al, 2011)
Resposta
Nome do campo Exemplo (Hex) ASCII RTU
Leitor : (Dois pontos) Nenhum
Endereço do escravo 14 1 4 10100
Função 3 0 3 11
Contagem de Bytes 4 0 4 100
Dado alto 1 0 1 1
Dado baixo 0A 12:00 AM 1010
Dado alto 0 0 0 0
Dado baixo 2 0 2 10
Checagem de erro LRC (2 chars) CRC (16 bits)
Trailer CR LF Nenhum
Total de bytes 19 9
Tabela 3 - Principais Funções MODBUS (SIEMENS, 2012)
Código Descrição
01 Read coil status
02 Read input status
03 Read holding registers
04 Read input registers
05 Force single coil
06 Preset single register
07 Read exception status
15 Force multiple coils
16 Presset multiple registers
17 Report slave ID

49
6.1.2 Funcionalidade do MODBUS da Fonte de Soldagem
O protocolo MODBUS incorporado à fonte de soldagem possui duas funções principais e estas permitem uma série de funcionalidades de configuração, comando e monitoramento, que serão descritas a seguir.
As funções implementadas na fonte de soldagem são: Read holding register, presset single register e gerador de CRC Estas funções permitem selecionar um programa de soldagem, abrir e fechar o arco voltaico, ler os valores de tensão e corrente do processo de soldagem e desligar a fonte de soldagem (SCHMITT, 2011).
As duas principais funções utilizadas neste trabalho são a de leitura de tensão e corrente de operação da fonte de soldagem.
A Tabela 4 apresenta alguns exemplos de mensagens de pedido e resposta MODBUS utilizados pela fonte de soldagem
Tabela 4 - Exemplos de Mensagens MODBUS
Parâmetro Pedido Resposta
Tensão 14 03 9c 41 00 01 38 88 14 03 03 10 30 1c 23 45
Corrente 14 03 9c 42 00 01 32 54 14 03 03 15 9c a1 34 83
Abertura de Arco 14 06 9c 40 00 79 65 69 14 06 9c 40 00 79 65 69
Fechamento de Arco 14 06 9c 40 00 7a 25 68 14 06 9c 40 00 7a 25 68
Seleção de Programa 14 06 9C 40 00 01 00 1B 14 06 9C 40 00 01 00 1B
6.2 Implementação da Rede RS-485
Todas as funcionalidades do protocolo MODBUS, foram validadas através da interface RS-232 presente na fonte de soldagem.
Segundo Axelson (2000) a interface RS-232 é destinada a comunicação entre dois dispositivos e a conexão mínima deve ser realizada interligando os sinais de referência de ambos os dispositivos e conectando o pino de transmissão de um com o de recepção do outro.
Por essas características diz-se que uma rede RS-232 é ponto-a-ponto, que apesar de atender a várias áreas da indústria,

50
sendo utilizada por uma infinidade de equipamentos, não atende aos requisitos deste trabalho, pois necessitamos que a rede opere no modo barramento permitindo realizar a comunicação entre vários dispositivos utilizando um único canal de comunicação.
Para atender a esta demanda decidiu-se desenvolver, para a fonte de soldagem, uma interface RS-485 tendo em vista a sua total compatibilidade com os tempos de transmissão e tamanho de pacote de dados com a interface RS-232, e a facilidade de implementação de um circuito de conversão dos sinais de uma para outra (AXELSON, 2000).
O circuito desenvolvido foi utilizado como base para o desenvolvimento de um módulo para o Netduino PLUS contendo duas interfaces RS-232 e duas Interfaces RS-485, a Figura 6 apresenta o diagrama de blocos do módulo desenvolvido.
TX0
RX0
INTERFACE
NETDUINO
5V
GND
CONVERSOR
RS-232
CONVERSOR
RS-485
TXRX
GND
DATA -
DATA +
SELEÇÃO
TX1
RX1
CONVERSOR
RS-232
CONVERSOR
RS-485
TXRX
GND
DATA -
DATA +
SELEÇÃO
INTERFACES
DE SAÍDA
Figura 6 – Diagrama de Blocos do Módulo RS-232/RS-485 Netduino
Plus

51
A facilidade de implementação da interface RS-485 não foi o único motivador para a utilização desta interface, outra vantagem é que o barramento de comunicação os bits 0 e 1 são ocasionado por uma tensão diferencial entre os dois fios do barramento, e os equipamentos conectados no barramento não precisão compartilhar nenhum outro sinal, que não sejam os dois interlocutores da comunicação.
Além disso, a rede RS-485 é muito mais imune a ruídos eletromagnéticos que a rede RS-232, pois, um sinal irradiado sobre os fios afetará de maneira praticamente idêntica os dois condutores, como os dados são interpretados devido a tensão diferencial entre os dois fios, a geração de sinais inesperados é praticamente inexistente.
6.2.1 Implementação de Rede no Laboratório de Solda
Como o laboratório onde a célula de soldagem está montada não possuía uma rede industrial para interligar os dispositivos, viu-se a necessidade de montá-la. Deste modo, pensando em possibilitar também a realização de aplicações futuras, montou-se uma rede que atendesse os requisitos de uma rede RS-485 e também ao padrão Ethernet.
Tendo estes requisitos utilizou-se para a implementação da rede um cabo padrão Ethernet de quatro pares, utilizando as especificações de montagem dos conectores segundo a norma NBR 14565 (ABNT, 2000), que define os padrões projetos de cabeamento de rede interna estruturada.
Apesar de não ser necessário aos dispositivos conectados na rede RS-485, possuir alimentação comum, resolveu-se, por uma questão de projeto, utilizar o cabeamento de rede para fornecer alimentação aos conversores RS-232 <-> RS-485 utilizando-se o padrão apresentado na TABELA 5.

52
TABELA 5 - Padrão de conexão RS-485 sobre cabeamento Ethernet
Número Cor do Fio SINAL
1 Verde-Branco GND
2 Verde GND
3 Laranja-Branco DATA -
4 Azul Não Conectado
5 Azul-Branco Não Conectado
6 Laranja DATA +
7 Marrom-Branco +VCC
8 Marrom +VCC
6.3 Implementação do Middleware de Comunicação e Integração
Middleware é o neologismo criado para designar camadas de software que não constituem diretamente aplicações, mas que facilitam o uso de ambientes ricos em tecnologia da informação. A camada de middleware concentra serviços como identificação, autenticação, autorização, diretórios, certificados digitais e outras ferramentas para segurança. Aplicações tradicionais implementam vários destes serviços, tratados de forma independente por cada uma delas. As aplicações modernas, no entanto, delegam e centralizam estes serviços na camada de middleware. Ou seja, o middleware serve como elemento que aglutina e dá coerência a um conjunto de aplicações e ambientes. (RNP, 2006)
Pode-se concluir a partir da definição da Rede Nacional de
Ensino e Pesquisa, que middleware é a interface que faz a mediação entre os dados de diversos serviços, organizando-os.
Para o presente trabalho middleware funciona como uma interface para comunicação com quaisquer sistemas externos que sejam capazes de consumir Serviços Web.
O módulo microcontrolado troca informações com o middleware, assim como qualquer outra aplicação de gerência ou

53
supervisão, que tenha capacidade de se comunicar utilizando o padrão de Serviço Web, pode acessar a plataforma RASTER utilizando o middleware.
Para facilitar a abstração e diminuir a complexidade do sistema, este foi desenvolvido através de uma divisão dos serviços em camadas. Resumidamente, o modelo utilizado (Figura 7) serve para que as camadas mais externas (interfaces) não precisem ter conhecimento das mais internas (informações e regras) e vice-versa.
WebServices
Regras
De Negócio
Entidades
Banco
De
Dados
Aplicação Asp.net
Figura 7 – Visão geral do middleware
As entidades são a representação de um objeto ou de conjunto de informações, que possuem atributos que podem ou não estar relacionados. Nas entidades estão as classes que acessam as tabelas do banco de dados, ou seja, os comandos para conversar diretamente com o banco, podendo assim realizar as ações as conhecidas como CRUD (Create-Retrieve-Update-Delete).
As regras de negócio definem como os dados são trocados, bem como as relações entre as tabelas das entidades. Nas regras de negócio estão as classes que contêm a lógica necessária para manipular e modificar os dados.
Na camada mais externa do modelo estão as interfaces que podem ser os Serviços Web ou as aplicações de visualização dos dados. Esta camada apenas recebe o pedido do

54
usuário ou de uma aplicação externa e repassa para a camada inferior, aguardando o processamento da informação para exibir o retorno ao usuário.
As classes do middleware podem ser observadas no APÊNDICE A.
6.3.1 Entidades do middleware
A camada denominada “Entidades” do middleware possui as classes que conversam diretamente com o banco de dados e que contem os comandos SQL. A denominação vem do fato de ela interagir diretamente com as entidades do banco de dados, ou seja, ela interage com as tabelas do banco de dados. Desta forma, se for necessário alterar o tipo de banco de dados de SQL Server para outro tipo deve-se modificar apenas esta camada.
As classes da camada entidades são apresentadas no APÊNDICE B e contém referência para uma ou mais tabelas do banco de dados RASTER (APÊNDICE C) e seus campos. Na Figura 8, pode-se observar um exemplo de como as classes se relacionam com as tabelas do banco de dados.
A camada de entidades não tem conhecimento de nenhuma outra classe das camadas superiores da implementação, desta forma, a manutenção nas classes acima, não influenciará no comportamento desta camada.
Figura 8 – Exemplo de relação entre as classes e tabelas.

55
6.3.1.1 Entidade: Módulo
Como apresentado anteriormente uma entidade pode ser um objeto ou um conjunto de informações que possuem atributos.
Os Módulos são entidades que representam as fontes de soldagem. Como entidade, cada Módulo possui vários atributos que na aplicação foram divididos em atributos de cadastro e de configuração.
Os atributos de cadastro de cada módulo são:
IdMódulo: chave primária (primary key) gerado automaticamente no banco de dados para diferenciar cada novo dispositivo cadastrado.
Descrição: possibilita passar algum detalhamento do dispositivo.
Telefone: contato do responsável pela manutenção.
Cliente: nome do cliente (estabelecimento) onde está instalado.
Logradouro: Endereço de onde está instalado.
Os atributos de configuração permitem definir ou alterar as configurações do módulo, são eles:
Endereço Web: endereço completo do Serviço Web de envio de medições. Ex:
http://"NomeDoServidor"/raster/raster.asmx?op=addMed
Tempo Medições(s): tempo entre envio de cada medição.
NúmeroMedidores: número de medidores que este módulo possui.
Timezone: indica quantas horas de diferença existe entre o GMT zero e o local que o módulo se encontra. Sempre para o horário oficial, sem horário de verão.
Servidor NTP: endereço para buscar horário GMT zero.

56
6.3.1.2 Entidade: Medidores
Os Medidores representam a medição dos parâmetros de soldagem dentro da fonte de soldagem. Cada módulo (Fonte de Soldagem) pode possuir um ou mais medidores (Parâmetros) dentro dele, a quantidade de medidores é definida no atributo NúmeroMedidores de cada Módulo.
Os atributos de cada medidor são:
IdMódulo: referencia a qual módulo este medidor pertence.
IdMedidor: chave primária (primary key) gerado automaticamente no banco de dados para diferenciar cada novo medidor cadastrado.
Descrição: possibilita passar algum detalhamento do medidor.
Tipo: possibilita informar qual tipo de grandeza ele mede.
FatorConversão: permite informar uma fórmula para conversão dos valores de medição.
Unidade: identifíca em qual unidade de medida as medições serão disponibilizadas na aplicação de gerenciamento.
Os medidores também possuem atributos de configuração.
ValorMínimo: permite configurar um alarme, este sendo o valor mínimo permitido para as medições.
ValorMáximo: permite configurar um alarme, este sendo o valor máximo permitido para as medições.
6.3.2 Regras de Negócio do middleware
As classes da camada de regras de negócio contêm as regras, políticas e restrições necessárias para obter as informações do banco, tratá-las e disponibilidades da maneira apropriada para quem solicitou, ou seja, ela a camada responsável pelo comportamento do middleware.

57
O APÊNDICE D apresenta uma visão geral das classes da regra de negócio do middleware.
6.3.3 Interface
A camada de interface é a única que interage, ou comunica-se, com aplicações externas ou com o usuário final. É através dela que as solicitações são recebidas e repassadas para as camadas inferiores e o resultado será disponibilizado para quem solicitou. As classes referentes aos Serviços Web podem ser vistos na Figura 9.
Figura 9 - Visão dos Serviços Web
6.3.3.1 Serviço Web de Cadastro
O Serviço Web de Cadastro foi criado para realizar as operações de cadastramento e edição dos módulos e medidores, e interage diretamente com o banco de dados.
Os métodos disponíveis no Serviço Web são:

58
addMedidor: Este método é responsável por incluir um novo medidor em um módulo pré-existente.
addModulo: Este método é responsável por incluir um novo módulo no banco de dados.
editMedidor: Este método edita um medidor já existente no banco de dados.
editModulo: Este método edita um módulo já existente no banco de dados.
LoadDadosMedidores: Carrega os dados de todos os medidores ou de um módulo específico.
LoadDadosModulos: Carrega os dados de todos os módulos, ou de um específico.
6.3.3.2 Serviço Web de Consulta
O Serviço Web de Consulta foi desenvolvido para atender a necessidade de visualização dos dados de medição armazenados para cada módulo.
ConsultaMedicoesPorModulo: Monta uma lista com as últimas medições de todos os medidores do módulo informado.
ConsultaUltimaMedicao: Monta uma lista com a ultima medição de todos os medidores do módulo pesquisado.
6.3.3.3 Serviço Web RASTER
O Serviço Web RASTER possui atualmente três métodos, o método addMed, o método addMedCripto e o método getConf.
O método addMed, que é o método responsável por receber e armazenar no banco de dados os parâmetros coletados durante o processo de soldagem, ele recebe quatro dados:
idModulo: que é o número identificador da fonte de soldagem.

59
IdMedidor: que é o número identificador do medidor ao qual se deseja inserir a medição.
TimeStamp: que é o valor da hora, minuto, segundo e milissegundo da medição.
Valor: que é o valor medido do parâmetro. O método addMedCripto recebe os dados de medição de
forma criptografada, e o método getConf permite que o dispositivo remoto receba novos parâmetros de configuração. Estes métodos apesar de presentes no Serviço Web não estão sendo utilizados nesta aplicação e estão reservados para aplicações futuras.
6.4 Banco de Dados
Para armazenar os dados de cadastro e configuração dos módulos, bem como os parâmetros medidos, criou-se um banco de dados utilizando a plataforma SQL Server.
O SQL Server é um servidor de banco de dados de classe empresarial fornecido pela empresa Microsoft. Segundo Chapple (2010), em 2006 o SQL Server detinha mais de 17% do mercado mundial de banco de dados.
O SQL Server possui uma série de funcionalidades dentre as quais importação e exportação de dados em vários formatos, ferramentas de conexão a outros bancos de dados (SQL Server ou de outros fabricantes), controlar os dados a partir do Microsoft Excel, gerar relatórios, dentre outras. (CHAPPLE, 2010)
Outro motivo para utilização do SQL Server foi que o mesmo possui suporte nativo em praticamente todos os softwares supervisórios, presentes no mercado, o que facilita a integração dos dados coletados com os softwares atualmente utilizados na indústria.
6.4.1 Planejamento do Banco de Dados

60
O banco de dados foi planejado de modo a otimizar o armazenamento dos dados minimizando a incidência de dados redundantes.
Chapple (2010) apresenta quatro etapas para a organização do banco de dados,
Definir os objetivos do banco de dados;
Agrupar os dados relacionados em tabelas;
Identificar as chaves primárias que identificam o registros com exclusividade; e
Conectar as tabelas relacionadas. Desta forma os objetivos do banco foram definidos de
forma a armazenar os parâmetros coletados do processo de soldagem de modo que os mesmos sejam relacionados a um medidor, com características definidas, conectado a um módulo de modo a permitir a inclusão de mais medidores a qualquer tempo.
A forma de agrupamento dos dados, chaves primárias e relação entre as tabelas podem ser visualizadas no APÊNDICE C.
6.5 Módulo Microcontrolado
O módulo microcontrolado foi desenvolvido para realizar a coleta dos parâmetros de soldagem e a transmissão destes para o Serviço Web.
Decidiu-se utilizar um módulo de desenvolvimento NETDUINO PLUS, a escolha foi devido ao fato de ele suportar a aplicação e de tornar simples a integração dos dados coletados com Serviços Web.
O fluxograma de operação do módulo microcontrolado é apresentado na Figura 10.
O módulo microcontrolado inicia realizando a configuração de seu endereço IP, o qual pode ser configurado para funcionar no modo DHCP, onde ele requisita a um servidor na rede o endereço que deverá utilizar pra se comunicar na rede, ou no modo estático, onde se configura previamente qual deve ser o endereço do módulo.

61
Inicializa as
variáveis
Inicio
Configura
Endereço IP
Atualiza o relógio
interno com
Servidor NTP
Existem medições
para enviar e está no
modo de envio
Número de
Medições = ZeroS N
Envia
Medição
S
N
Recebeu mensagem
de Arco Aberto
Analisa porta
serial
N
S
Número de
mensagem igual ao
pré-definido
N
Envia Medições
S
Solicita Tensão e
Corrente da Fonte
de Soldagem
Recebeu mensagem
de Arco Fechado
Processa
parâmetros e gera
mensagem
S
N
Verifica
Número de
Medições
Figura 10 – Fluxograma de Operação do Módulo Microcontrolado

62
Para o rastreamento dos parâmetros de soldagem torna-se necessário que os mesmos possuam uma identificação precisa do horário em que foram obtidos de modo a ligá-lo precisamente ao processo. Para obter-se a hora precisa, utilizou-se o relógio interno do sistema microcontrolado, e optou-se por utilizar o protocolo NTP (Network Time Protocol). Para sincronizar uma aplicação utilizando o protocolo NTP, é necessário que a aplicação possua um cliente NTP, e que um servidor NTP esteja acessível na rede. Como para este trabalho o módulo microcontrolado está conectado a Internet se está utilizando um servidor NTP que fornece o horário padrão para o Brasil.
Antes de iniciar a leitura da serial verifica-se se algum dado não foi enviado ao servidor, se todos os dados foram enviados o módulo microcontrolado fica analisando a porta serial a espera de um sinal de abertura de arco. Quando o módulo recebe um sinal de abertura de arco ele começa a requisitar da fonte de soldagem os dados de tensão e corrente até que receba um sinal de arco fechado, quando este ocorre ele volta a analisar a porta serial, esperando um sinal de arco aberto.
6.5.1 Comunicação do Módulo Microcontrolado com o Serviço Web
A comunicação do módulo microcontrolado com o Serviço Web RASTER se dá por troca de mensagens HTTP, um exemplo do formato da mensagem é apresentado na Figura 11.
Figura 11 – Mensagem de Medição do Módulo Microcontrolado
A Mensagem apresentada na Figura 11 registra no servidor uma medição com a informação que no dia 25 de abril de 2012 às 16:52:34 e 98 centésimos (ts=04252012165234.98) a fonte de soldagem representada pelo número de identificação 1 (idmod=1), registrou um valor de tensão (idmed=1) de 50.45 volts (p=50.45).
<servidor>/raster/raster.asmx/addMed?idmod=1&idmed=1&ts=04252012165234.98&p=50.45

63
6.6 Aplicação Web de visualização dos dados
Decidiu-se criar uma interface de que possibilitasse a visualização dos parâmetros coletados durante a soldagem e demonstrar as possibilidades de interações com os Serviços Web de consulta e cadastro.
6.6.1 Tela inicial
A tela inicial é a tela de apresentação da aplicação web, ela disponibiliza acesso a todos os recurso da aplicação disponibilizando um menu contendo todas as opções do sistema, como apresenta a Figura 12.
Figura 12 – Tela Inicial da Aplicação Web
6.6.2 Cadastro de módulos
Permite incluir e editar configurações dos módulos. Cada módulo representa uma nova fonte de soldagem e precisa ser incluído antes de serem cadastrado os seus medidores. A Figura 13 apresenta a tela de cadastro de módulos.

64
Figura 13 – Tela de Cadastro de Módulos da Aplicação Web
6.6.3 Cadastro de Medidores
Permite incluir e editar as configurações dos medidores. Os medidores são os parâmetros medidos (Tensão, Corrente, etc.) e são atrelados aos módulos que estão instalados, por isso é necessário incluir o módulo antes dos medidores. A Figura 14 apresenta a tela de cadastro de medidores.
Figura 14 – Tela de Cadastro de Medidores da Aplicação Web
6.6.4 Consulta Todas as Medições

65
A tela de consulta todas as medições apresenta de forma tabular todas as medições enviadas para o módulo selecionado. A Figura 15 apresenta a tela de consulta todas às medições.
Figura 15 – Tela de Consulta de Todas as Medições da Aplicação
Web
6.7 Aplicação SCADA
Para adicionar uma funcionalidade extra ao sistema e apresenta a funcionalidade de integração do banco de dados com aplicações SCADA, utilizou-se o resultado de um estudo dirigido em Elipse E3 ministrado pelo professor Roberto Alexandre Dias.
6.7.1 Elipse E3
O software Elipse E3 é uma ferramenta para o desenvolvimento de sistemas de supervisão e controle, que permite a criação e execução de aplicativos no sistema SCADA para uma grande quantidade de processos. Os dados são apresentados de forma gráfica ou relatórios em tempo de execução, permitindo o tratamento das informações de forma simples e organizada. O Elipse E3 pode trocar dados com vários
66
equipamentos de aquisição de dados, como CLPs e bancos de dados, e com outros sistemas SCADA, através da comunicação com inúmeros protocolos e equipamentos, e pode acomodar tanto sistemas locais como geograficamente distribuídos.
As aplicações desenvolvidas com o Elipse E3 utilizam orientação a objetos. Isto aumenta a qualidade da aplicação, reduzindo os custos de programação e manutenção dos sistemas. Com o E3 podem-se construir aplicações com escalabilidade e capacidade de atualização para evolução constante, sejam elas simples IHM (Interface Homem-Máquina) ou complexos centros de operações em tempo real.
6.7.2 O aplicativo desenvolvido
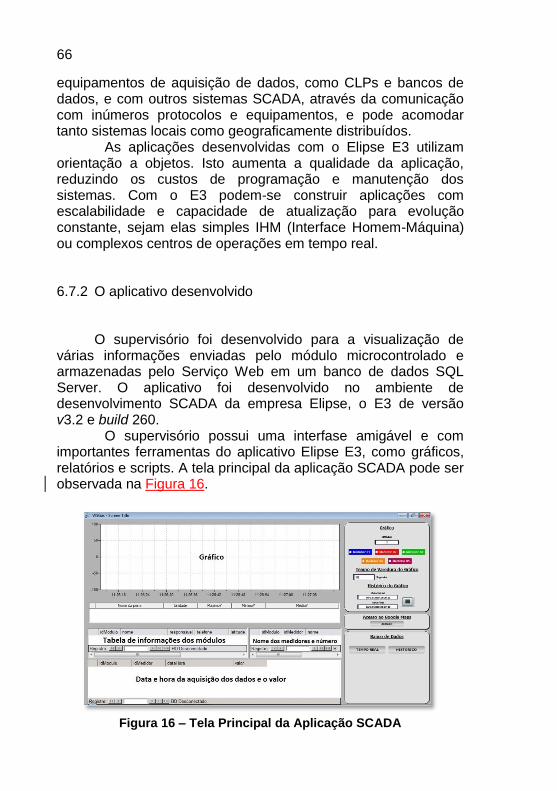
O supervisório foi desenvolvido para a visualização de várias informações enviadas pelo módulo microcontrolado e armazenadas pelo Serviço Web em um banco de dados SQL Server. O aplicativo foi desenvolvido no ambiente de desenvolvimento SCADA da empresa Elipse, o E3 de versão v3.2 e build 260.
O supervisório possui uma interfase amigável e com importantes ferramentas do aplicativo Elipse E3, como gráficos, relatórios e scripts. A tela principal da aplicação SCADA pode ser observada na Figura 16.
Figura 16 – Tela Principal da Aplicação SCADA

67
6.7.2.1 Visualização de Gráfico
As informações adquiridas pelo módulo microcontrolado e enviadas para o banco de dados são visualizadas no gráfico em tempo de execução e com a opção de configuração no ícone Tempo de Varredura do Gráfico (Figura 16).
Depois de configurar o tempo de varredura é necessário escolher o número do módulo que se deseja visualizar e o número do medidor, pode-se selecionar mais de um para a visualização (Figura 17).
Figura 17 - Gráfico de Dois Medidores Simultâneos
6.7.2.2 Visualização de Relatório
Cada tabela mostra informações diferentes dos módulos e medidores cadastrados no banco de dados, na primeira o operador terá as informações de localização dos módulos, como nome, logradouro, responsável e telefone, na segunda tabela estão as informações dos nomes dos medidores de cada módulo e o tipo de medição que foi desenvolvidos. E por fim na última tabela estão as informações dos medidores selecionados no quadro de configuração do gráfico e seus respectivos valores de leitura.
Na lateral direita ao lado da tabela esta o histórico do relatório, quando pressionado o botão do Histórico são disponibilizados ícones extras apresentados na Figura 18.

68
Figura 18 - Tela da Aplicação SCADA quando o histórico está
habilitado
A visualização de histórico permite definir um intervalo de tempo nos displays Data Inicial e Data Final, escolher o módulo e selecionar o medidor no filtro, como apresentado na Figura 19. A tabela ainda pode ser exportada para o Excel ou imprimir o documento para analise ou elaborações de relatórios de acompanhamento do sistema.
Figura 19 - Tela de Histórico da Aplicação SCADA

7 RESULTADOS
Depois de implementado o firmware de aquisição de dados no Netduino plus, o Serviço Web e o Banco de Dados, partiu-se para a verificação do seu funcionamento e estabilidade.
Testou-se a estabilidade de medição na rede RS-485 e a comunicação com a o Serviço Web através da rede Ethernet.
7.1 Ensaios com a plataforma de testes
Foi utilizado um módulo de simulação, fornecido pela IMC (Figura 20) que contem uma unidade de processamento e controle similar ao da fonte de soldagem presente no Laboratório de Solda do Departamento Acadêmico de Metal Mecânica do Instituto Federal de Santa Catarina, de modo que os ensaios de validação prévios puderam todos ser realizados sem a necessidade de realizar soldagens, não ocasionado gastos com material de soldagem para a realização dos primeiros ensaios.
Figura 20 – Módulo de Simulação da Fonte de Soldagem

70
Além disso, para simular os comandos enviados pelo robô à fonte de soldagens, utilizou-se um aplicativo desenvolvido em .NET e C# que permite enviar através da rede MODBUS os mesmos comandos enviados pelo robô para a fonte de soldagem, através de uma interface web. A Figura 21 apresenta a interface de controle.
Figura 21 - Interface Web de Controle da Fonte de Soldagem
O cenário montado para a realização dos testes é apresentado na Figura 22.
Os testes começaram com o intervalo de medição de 2 segundos, onde cada pedido era processado e enviado para o Serviço Web, para armazenamento no banco de dados, no momento em que era recebido.
A plataforma mostrou-se totalmente funcional, e puderam-se validar todas as etapas. Verificou-se que o sistema microcontrolado quando recebe a informação de abertura de arco, solicita à fonte de soldagem os valores de tensão e corrente, cria uma mensagem contendo o valor de tensão e outra

71
com o valor da corrente, e as envia ao Serviço Web, que recebe as mensagens e as armazena no banco de dados.
Figura 22 - Cenário de Simulação
A próxima etapa foi ajustar os tempos de aquisição de modo a adquirir os parâmetros de medição com a maior granularidade possível. Vários períodos de aquisição foram testados a fim de que as medições não interferissem na interpretação dos comandos, como, por exemplo, o comando de fechamento de arco, enviado pelo robô, à fonte de soldagem.
Observou-se durante a realização dos testes, que o período mínimo entre as aquisições não pôde ser menor que 400ms. Com intervalos menores que 400ms, alguns comandos eram perdidos. Para investigar se esta limitação era devido ao equipamento de aquisição, da rede ou do processo responsável pelo protocolo MODBUS na fonte de soldagem, foram executados testes de cada etapa do processo separadamente.
Para verificar o desempenho da rede RS-485 e o processamento da mensagem no módulo microcontrolado utilizou-se a infraestrutura de testes apresentada da Figura 23.

72
Rede RS-485
LOOP
Envia um pedido e mede
o tempo para receber a
resposta e gerar
mensagem para envio
pela Ethernet
Módulo
Microcontrolado
Conversor
RS-232/RS-485
Figura 23 - Infraestrutura de Testes de Desempenho do Módulo
Microcontrolado e da Rede RS-485
Foi desenvolvido um algoritmo que calcula o tempo entre o envio de um pedido para a rede RS-485 e o processamento, pelo módulo microcontrolado, do retorno desta mensagem.
Os testes apresentaram como resultado um período mínimo, entre o pedido e o processamento da mensagem recebida, de 20ms.
Deste modo conectou-se o módulo de simulação da fonte de soldagem (Figura 20) à rede RS-485 e percebeu-se que, o período mínimo entre as respostas eram de 400ms, mesmo que as solicitações fossem realizadas em períodos menores. Os resultados foram apresentados à IMC e uma análise realizada no firmware da fonte de soldagem revelou que o processo responsável pelo processamento das mensagens MODBUS possuía uma rotina de limpeza do display LCD que atrasava o processo, foi realizada a correção da rotina e se obteve um período de amostragem de 100ms, segundo a equipe de engenharia da IMC este valor já é representativo para o rastreamento do processo.

73
A Tabela 6 apresenta a tabela de medições da interface web de um processo de soldagem realizado na plataforma de simulação.
A primeira coluna apresenta o número do módulo, como apresentado na seção 6.3, cada fonte de soldagem é representada por um número. A segunda coluna apresenta o número do medidor, que é o parâmetro a ser rastreado, onde a tensão é representada pelo medidor 1 e a corrente pelo medidor 2. A terceira coluna apresenta a estampa de tempo da medição. Por fim a quarta coluna apresenta os valores recebidos de cada medidor.
Tabela 6 - Parâmetros Rastreados na Plataforma de Simulação

74
7.2 Ensaios com a Fonte de Soldagem
Depois de validar a comunicação e o funcionamento do sistema na plataforma de testes realizou-se o rastreamento de uma soldagem real.
Para comparar os dados adquiridos pela plataforma com os dados reais do processo de soldagem, utilizou-se o Sistema de Aquisição Portátil SAP-4 da IMC.
As Figuras 24 e 25 apresentam uma comparação entre os valores coletados com o SAP-4 e com a Plataforma proposta.
Figura 24 - Gráficos de Tensão de Soldagem do SAP-4 e da
Plataforma Proposta
Figura 25 - Gráficos de Corrente de Soldagem do SAP-4 e da
Plataforma proposta

75
Como pode ser observado, a velocidade com que os dados são coletados com o sistema SAP-4, 5000 amostras por segundo, é muito superior a do sistema proposto neste trabalho, 10 amostras por segundo. Como fonte de soldagem envia para a plataforma os valores médios de tensão e corrente, para poder comparar os valores coletados pela plataforma com os do SAP-4, utilizou-se a ferramenta de medição, presente no SAP-4, que permite medir os valores de tensão e corrente médios em um determinado intervalo. A Figura 26 apresenta a ferramenta de medidas do SAP-4 utilizada para se obter os valores médios de tensão e corrente.
Figura 26 - Ferramenta de Medidas do SAP-4
A partir dos dados apresentados pôde-se perceber que apesar da amostragem da plataforma proposta ser muito inferior os valores representam de forma satisfatória os valores de tensão e corrente durante o processo de soldagem, pois as tendências das curvas foram mantidas.
Deste modo os resultados apresentados demonstram o funcionamento de forma satisfatória da plataforma proposta por este trabalho.

76

8 CONCLUSÃO E TRABALHOS FUTUROS
Como pôde ser observado no presente trabalho, o rastreamento dos parâmetros de soldagem é de grande importância para o controle da qualidade dos processos de soldagem. Como foi apresentado no capítulo 3, a tensão e corrente de arco tem grande influência no resultado final do processo. Estas características justificam o rastreamento em tempo real dos parâmetros de soldagem.
O fato de se estar utilizando uma infraestrutura já presente na maioria das indústrias e equipamentos, a rede RS-485, bem como a não necessidade de um hardware de monitoramento externo em cada fonte de soldagem, pois o monitoramento é realizado por um concentrador presente no barramento, são fatores que diferenciam a plataforma proposta das soluções atuais presentes no mercado.
Pôde-se também com este trabalho apresentar uma aplicação do paradigma da Internet das Coisas para a área industrial.
Como neste trabalho foram priorizados padrões e protocolos bem difundidos e executados nas mais diversas áreas da indústria, permite que a metodologia utilizada para o rastreamento dos parâmetros de soldagem possa ser empregado no rastreamento de outras grandezas físicas que se fizerem necessárias nas mais diversas áreas de desenvolvimento.
Os requisitos básicos estabelecidos para o rastreamento dos parâmetros de soldagem foram atendidos, de modo que o conceito de rastreamento aplicado na proposta pode ser validado por meio dos dados apresentados no capítulo de resultados.
A granularidade de coleta dos dados, como foi apresentada, é um fator que apesar de não interferir na correta interpretação das tendências dos dados, pode ser melhorada para que pequenos transitórios não sejam perdidos.
A ferramenta de visualização de dados via web, pode receber alguns ajustes de modo a melhorar a visualização dos dados por processo, de modo que se possa selecionar a visualização dos dados tabulares apresentando um processo por página.

78
8.1 Trabalhos Futuros
O presente trabalho apresentou, mais do que uma solução para o rastreamento dos parâmetros de soldagem, uma metodologia de rastreamento que pode ser aplicada, realizando-se as devidas modificações, em outras aplicações industriais.
Ainda no campo da soldagem pode-se implementar o rastreamento de alguns parâmetros que não foram abordados neste trabalho. Dentre eles podemos destacar a velocidade do arame de soldagem, a vazão do gás.
Do ponto de vista do Módulo Microcontrolado e do Serviço Web desenvolvidos para o presente trabalho, o acréscimo de variáveis a rastrear não representa uma alteração significativa, tendo em vista que o mesmo foi preparado para que tais parâmetros pudessem ser acrescentados.
O trabalho continuará junto à empresa IMC, de modo a aperfeiçoar a aplicação e transferir a tecnologia desenvolvida no presente trabalho para a empresa.

REFERÊNCIAS BIBLIOGRÁFICAS
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 10474:Qualificação em Soldagem - Terminologia. Rio de Janeiro, 1988. 27 p. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 14565: Procedimento básico para elaboração de projetos de cabeamento de telecomunicações para rede interna estruturada. Rio de Janeiro, 2000. AXELSON, Jan. Serial Port Complete: Programming and Circuits for RS-232 and RS-485 Links and Networks. Madison: Lakeview Research, 2000. CERAMI, E. Web Services Essentials. 1ª Edição. ed. Sebastopol: O´Reilly & Associates, v. I, 2002. 288 p. ISBN ISBN: 0-596-00224-6. CHAPPLE, Mike. Microsoft SQL Server 2008: para Leigos. Rio de Janeiro: Alta Books, 2010. COETZEE, Louis; EKSTEEN, Johan. The Internet of Things – Promise for the Future? An Introduction. In: IST-AFRICA CONFERENCE, 6., 2011, Pretoria, Africa do Sul. IST-Africa Conference Proceedings. Pretoria: Csir, 2011. p. 1 - 9. D’ANGELO et al. IT, System for Monitoring Arc Welding Process and Corresnponding Monitoring Method. B23k 9/10. US 2011/0192828 A1. 10 fev 2010; 11 ago 2011. DIAS, Roberto A. ; SOUZA, Thiago. E. ; MENDONÇA, Igor. T. M. ; GOMES, Gregory. C. C. . Uma Abordagem de Gerenciamento Integrado de Processos Industriais Empregando a Arquitetura Orientada a Serviços. In: I2TS 2010 - 9th International Information and Telecommunication Technologies Symposium, 2010, Rio de Janeiro. Proceedings of I2TS 2010 - 9th International Information and Telecommunication Technologies Symposium, 2010.

80
FLEISCH, Elgar. What is the Internet of Things?: An Economic Perspective. Zurich: Auto-id Labs, 2010. 27 p. Disponível em: <http://www.autoidlabs.org/uploads/media/AUTOIDLABS-WP-BIZAPP-53.pdf>. Acesso em: 17 mar. 2012. HILLEN et al. OH (US), Weld Data Acquisition. B23K 9/095; B23K 9/00. US 2010/0230393 A1. 25 mai 2010; 16 set 2010. IMC (Brasil). SAP – V 4.01: Manual do Sistema. Disponível em: <http://www.imc-soldagem.com.br/manuais/manual_sap_v40.pdf>. Acesso em: 07 maio 2012. ITU Report, The Internet of Things, 2005. In: FLEISCH, Elgar. What is the Internet of Things?: An Economic Perspective. Zurich: Auto-id Labs, 2010. MESSLER, Robert W.. Principles of Welding: Processes, Physics, Chemistry, and Metallurgy. Weinheim, Alemanha: Wiley-vch Verlag Gmbh, 2007. MILLER, M. et all. Development of automated real-time data acquisition system for robotic weld quality monitoring. Mectronics Journal. Atlanta, USA. 2002. MODENESI, Paulo J.. Introdução a Física do Arco Elétrico. Belo Horizonte: UFMG, 2005. Apostila. PAPAZOGLOU, Mike. P. Service-Oriented Computing: Concepts, Characteristics and Directions. In: Fourth International Conference on Web Information Systems Engineering (WISE'03), Roma, 10 Dezembro 2003. QUITES, Almir Monteiro; DUTRA, Jair Carlos. Tecnologia da Soldagem a Arco Voltaico. Florianópolis: Edeme, 1979. 248 p. REDE NACIONAL DE ENSINO E PESQUISA. O que é middleware?. , 2006. Disponível em: <http://www.rnp.br/noticias/2006/not-060926.html>. Acesso em: 29 abr. 2012.

81
RFID JOURNAL. That 'Internet of Things' Thing. Disponível em: <http://www.rfidjournal.com/article/view/4986>. Acesso em: 17 mar. 2012 RIPPEY, William G.. A welding data dictionary. Gaithersburg, Us: National Institute Of Standards And Technology, 2004. SCHMITT, Alvaro. et al. Implementação de uma rede industrial para células de soldagem robotizadas utilizando o protocolo MODBUS. In: CONSOLDA 2011 - XXXVII Congresso Nacional de Soldagem, 2011, Natal - RN. Anais do CONSOLDA 2011 - XXXVII Congresso Nacional de Soldagem, 2011. SIEMENS. MODBUS Information. Disponível em: <http://www.sea.siemens.com/us/SiteCollectionDocuments/WSSResources/Internet/Products/MODBUSInformation.pdf>. Acesso em: 21 abr. 2012. VAIDYA et al. CA, Methods and Apparatus for Welding Performance Measurement. B23K 9/095. US 6051805 A. 20 jan 1998; 18 abr 2000. WAINER, Emílio; BRANDI, Sérgio Duarte; MELLO, Fábio Décourt Homem de. Soldagem: Processos e Metalurgia. São Paulo: Edgard Blücher Ltda., 1992. WALKER, Chris. Getting started with netduino. Sebastopol: O'Reilly, 2012.

82

APÊNDICES

84
APÊNDICE A - Visão geral das classes do middleware

85
APÊNDICE B - Visão das classes da camada de Entidades

86
APÊNDICE C - Diagrama do banco de dados.

87
APÊNDICE D - Visão das classes da camada de regra de negócio.