planeamento producao 2008 09
DESCRIPTION
nTRANSCRIPT

Planeamento da Produção - B.C.V.
2008/2009 1
1. INTRODUÇÃO
A Produção é uma actividade central da empresa, sob retudo
quando esta opera no sector secundário da economia onde,
por definição, as matérias-primas são transformadas em
produtos. Naturalmente, os produtos têm de ser apre ciados,
isto é, devem prestar o serviço esperado pelos seus
destinatários. Tal serviço envolve, não só o produt o em si
mesmo, mas também outras variáveis tais como o preç o, a
qualidade, a fiabilidade, a assistência, o prazo e modo de
entrega, a variedade, etc.
A definição do conjunto de variáveis que constituem o
serviço a prestar pelo produto é uma tarefa do sect or de
Marketing. A tarefa da Produção é concretizar um pr oduto
para esse serviço da forma mais económica. Quer ist o dizer
que vender , no sentido lato de satisfazer necessidades, é
mais importante que produzir . Portanto, a estratégia de
produção deve estar subordinada à estratégia de mar keting.
Assim, a estratégia de Produção deve atender aos fa ctores
que mais fazem vender. Por outro lado, tem de consi derar a
natureza do produto, a intensidade da procura e a
disponibilidade de recursos humanos, materiais e
tecnológicos. Todos estes aspectos vão condicionar o tipo
de estrutura produtiva.
O Planeamento é a função reguladora da execução. O modo de
planear a produção depende da estrutura produtiva.
Comecemos, então, por analisar os princípos básicos do
planeamento da produção e os tipos clássicos de est ruturas
produtivas. Posteriormente, veremos os modos de
planeamento adequados para as diversas estruturas
produtivas.

Planeamento da Produção - B.C.V.
2008/2009 2
2. A FUNÇÃO PLANEAMENTO
A gestão envolve análise, planeamento e controlo.
Analisam-se as alternativas para atingir os objecti vos
fixados. De acordo com a alternativa escolhida, pla neia-se
a afectação económica dos recursos. Finalmente, con trola-
se a execução, corrigindo eventuais desvios.
O planeamento está, portanto, no âmago da actividad e de
gestão. E como esta, pode desenvolver-se aos níveis
estratégico, táctico e operacional. Os planos estra tégicos
têm horizontes de longo prazo (cinco, dez ou mais a nos).
Relativamente à produção, preocupam-se com novas
instalações, tecnologias ou estruturas que,
frequentemente, vão introduzir alterações profundas na
empresa. Os planos estratégicos desdobram-se em pla nos
tácticos de médio prazo (um a cinco anos) envolvend o, por
exemplo, recrutamento ou formação de pessoal, expan são das
instalações, novos equipamentos, remodelação do cat álogo
de produtos, etc. Os planos operacionais são de cur to
prazo (até um ano), concentrando-se na produção ass ociada
às encomendas em carteira ou às previsões de vendas . Para
a fabricação, existem ainda planos ou programas de
execução imediata, geralmente, com horizontes de um a ou
algumas semanas.
Quanto maior é o horizonte, menores são a escala de
referência e o detalhe de planeamento. Os planos
estratégicos de produção baseiam-se numa escala anu al ou
quinquenal e reflectem quantidades agregadas do con junto
dos produtos. No outro extremo, os programas de exe cução
estão escalonados em horas ou dias e reflectem as
operações sobre artigos independentes.

Planeamento da Produção - B.C.V.
2008/2009 3
2.1. Tarefas do planeamento da produção
O Planeamento tem a missão reguladora da produção e como
tal, é responsável por tarefas que se ligam com
- as encomendas e programas de produção;
- os materiais em curso de fabrico;
- os meios de produção; e
- os materiais de produção.
Relativamente às encomendas e programas de produção , o
Planeamento deve
- Fixar o calendário das operações a executar em f unção
da disponibilidade dos serviços e das oficinas, pro curando
que os prazos de execução sejam curtos e satisfaçam as
datas e quantidades pedidas.
- Preparar o lançamento das operações, coordenando as
acções para satisfação das necessidades em materiai s,
ferramentas, informação técnica, etc.
- Lançar as ordens de execução das operações,
controlos, transportes, etc., no momento oportuno, por
forma a sincronizar as diversas fases do processo
produtivo.
- Acompanhar as ordens, confirmando a sua execução nos
termos previstos ou, no caso de desvio, promovendo acções
correctivas.
Relativamente aos materiais em curso de fabrico, is to é,
os materiais que já iniciaram mas ainda não conclui ram o
respectivo processo produtivo, o Planeamento deve p rocurar
minimizar o seu volume dentro dos princípios da ges tão
económica de stocks.
Relativamente aos meios de produção, deve procurar ocupar
eficazmente as pessoas e os equipamentos de acordo com as
suas capacidades, evitando esperas e atrasos.
Finalmente, o Planeamento pode intervir nas ordens de
aprovisionamento de materiais aos fornecedores exte rnos.

Planeamento da Produção - B.C.V.
2008/2009 4
Contudo, em muitas empresas esta tarefa é cometida a um
sector separado que se encarrega da gestão de stock s.
No conjunto de tarefas que se acabou de referir, po demos
considerar três fases: o ordenamento, o lançamento e o
acompanhamento.
O ordenamento elabora o programa de execução tendo em
atenção os prazos de entrega, o encadeamento das
actividades e os recursos disponíveis; e prepara o
arranque dessas actividades para que, no momento
programado, fiquem disponíveis todos os elementos
necessários para a execução (desenhos, informações
técnicas, materiais, ferramentas, etc.).
O lançamento desencadeia as acções de acordo com o
programa. Isso pode envolver, para cada produto, um grande
número de ordens de execução dirigidas a diferentes postos
de trabalho.
O acompanhamento segue o desenrolar das operações
desencadeadas e transmite as informações para as fa ses
anteriores. Se a operação decorreu conforme o progr ama,
tal facto é confirmado e o lançamento pode desencad ear as
acções seguintes; caso contrário, o acompanhamento
assinala os desvios para que o lançamento e o orden amento
façam os acertos necessários.
PRODUÇÃO
Oficª B Oficª C Oficª A
PLANEAMENTO/ ordenamento
lançamento/ acompanhamento

Planeamento da Produção - B.C.V.
2008/2009 5
Figura 1 - Localização do Planeamento
Nas grandes empresas, estas fases poderão estar
distribuídas por gabinetes distintos, embora haja s empre
uma contínua interacção entre elas. Em termos de
hierarquia, tipicamente, o Planeamento situa-se num a
posição de assessoria em relação à Direcção de Prod ução,
como se exemplifica na fig.1.
2.2. Análise de cargas e capacidades
Para fixar o programa das operações a executar, o
Planeamento tem de subordinar as cargas derivadas d as
encomendas ou do programa de fabrico às disponibili dades
dos meios de produção. Para o efeito terá de avalia r as
cargas e as capacidades, numa unidade comum.
A unidade de carga e capacidade mais frequente é o tempo.
Por exemplo, se uma oficina possui 3 máquinas idênt icas
que trabalham 40 horas por semana, a capacidade
correspondente será de 120 horas por semana. Mas há outras
unidades que podem ser utilizadas. Por exemplo, a
capacidade de um forno pode ser referida em tonelad as por
dia; a capacidade de uma linha de montagem de autom óveis
pode ser expressa em veículos por mês. Qualquer uni dade
conveniente serve, desde que seja comum para cargas e
capacidades.
A capacidade depende do número e da natureza dos me ios de
produção, do método de execução e do horário de tra balho.
Portanto, actuando sobre estes factores, podemos al terar a
capacidade.
Note-se que capacidade de produção definida na base do
horário de trabalho é um valor teórico. Na realidad e, o
Planeamento adopta uma capacidade menor devido:

Planeamento da Produção - B.C.V.
2008/2009 6
Por um lado, às perdas por dificuldades de organiza ção,
por absentismo de pessoal, por defeitos de qualidad e,
por regulação das máquinas e por paragens de manute nção
dos equipamentos;
Por outro, à conveniência de reservar alguma capaci dade
para trabalhos urgentes, prioritários ou imprevisív eis.
Estes factores, analisados estatisticamente, permit em
estabelecer coeficentes de relação entre capacidade s
teórica e prática.
No curto prazo, a forma mais simples de aumentar a
capacidade é fazer horas extraordinárias. É uma man eira de
resolver sobrecargas temporárias que, obviamente, n ão pode
ser mantida durante muito tempo. Outra maneira, é
subcontratar parte do serviço a uma empresa exterio r.
Quando o excesso de carga se prolonga, o aumento de
capacidade pode ser conseguido reforçando as equipa s; ou
criando mais turnos de laboração, por exemplo, pass ando de
laboração diurna a dois turnos. Para isso, será nec essário
recrutar e treinar pessoal, mas evita investir em n ovos
equipamentos. Se o aumento de carga não for permane nte,
mais tarde poderá haver complicações ao querer desp edir
trabalhadores. Contudo, empresas que trabalham em m ercados
sazonais recorrem frequentemente à contratação de p essoal
a prazo.

Planeamento da Produção - B.C.V.
2008/2009 7
O
B
D horas
carga acumulada
E
A
2º trim 3º trim 4º trim 1º trim
Figura 2- Diagrama acumulado de cargas e capacidades
O planeamento das capacidades perante variações saz onais
da procura pode ser apoiada em diagramas cumulativo s, como
se exemplifica na fig.2. Aí se representa, pela lin ha
carregada OED, a carga acumulada respeitante a um
horizonte anual. Verifica-se que, nos meses de Verã o, a
carga é bastante mais intensa que nos outros.
A recta a tracejado OD representa a capacidade médi a
necessária para satisfazer a carga anual. Se for ad optada
uma capacidade constante, traduzida pelo declive de ssa
recta, todas as encomendas poderiam ser satisfeitas até ao
fim do ano. Porém, no período OE, seria necessário
antecipar a produção relativamente à procura; e no período
ED haveria atraso nas entregas.
Trabalhar com capacidade constante, é vantajoso do ponto
de vista da Produção. Contudo, antecipar o fabrico no
período OE implica o conhecimento das característic as dos
produtos que vão ser procurados, criação de stocks ou
entendimentos com os clientes. Atrasar as entregas no
período ED pode ser inaceitável para alguns cliente s.
Ambas as situações acarretam riscos e custos.
Uma alternativa seria aumentar a capacidade no perí odo AB,
por exemplo, criando um turno adicional. Neste caso , a

Planeamento da Produção - B.C.V.
2008/2009 8
capacidade acumulada seguiria a linha tracejada OAB D que
está muito mais próxima da carga. Tal solução obrig aria ao
recrutamento e treino de pessoal temporário, o que implica
custos adicionais e nem sempre é possível.
Outras alternativas poderiam ser consideradas. Se a
empresa produzir segundo um catálogo de produtos e se a
curva de procura for estável, o fabrico poderá ser
antecipado de modo a não haver atrasos nas entregas . Tal
situação aparece exemplificada na fig.3. Parte-se d e um
stock inicial (OI) que, no fim do ano, é refeito (D K) para
iniciar o período seguinte. Neste caso, a capacidad e é
constante e não há atrasos nas entregas, mas aument a-se o
investimento em stocks.
O
D horas
carga acumulada
2º trim 3º trim 4º trim 1º trim
I
K
Figura 3 - capacidade constante com stock inicial
Aumentos permanentes de capacidade a mais longo pra zo
podem ser obtidos através da racionalização dos pro cessos
produtivos, tais como, melhoria dos métodos de trab alho,
das implantações fabris e da manutenção dos equipam entos.
E ainda por modernização dos equipamentos e das
tecnolgias.
A estratégia adoptadada para satisfazer a carga pre visível
no médio prazo vai condicionar o programa de fabric o e a
capacidade utilizada no planeamento. A fase seguint e é

Planeamento da Produção - B.C.V.
2008/2009 9
detalhar o programa de execução por períodos e por postos
ou sectores de trabalho por forma a que o produto s eja
entregue na data pretendida. As cargas derivadas sã o então
confrontadas com as capacidades disponíveis e, em c aso de
incompatibilidade, terão de ser feitos ajustamentos .
Se tiver sido feita uma análise global das cargas e
capacidades e resolvida a sua compatibilização por
qualquer dos processos em cima referidos, o program a de
execução precisará, apenas, de ajustamentos pontuai s como
se ilustra a seguir.
A fig.4 mostra um gráfico com a distribuição de car gas
calculadas para o sector de tornos, num horizonte d e
algumas semanas. O nível de 100% corresponde à capa cidade
teórica e de 80% à capacidade prática.
sector TORNOS
100% capacidade 80%
semanas 27252321 29 31 33 3520 22 24 26 28 30 32 34 36
horas
Figura 4 - Gráfico de análise das cargas
Globalmente, parece haver capacidade disponível par a
realizar as encomendas, porém, na 27ª semana há um
excedente de carga. Portanto, o Planeamento terá de optar
por fazer horas extra nessa semana, por deslocar pa rte
dessa carga para outros períodos ou para outras máq uinas,
ou por subcontratar.

Planeamento da Produção - B.C.V.
2008/2009 10
A deslocação de cargas para outros períodos ou para outros
postos pode ter implicações no prazo de entrega do produto
correspondente e, eventualmente, doutros produtos q ue
utilizam os mesmos recursos; e ainda nos prazos par a
execução da sequência operativa dos produtos afecta dos. A
mexida na carga de um posto em dado período vai int erferir
com as cargas de outros postos e de outro períodos. Todos
estes factores terão de ser ponderados para fazer o
ajustamento mais conveniente.
Como se referiu atrás, o planeamento é feito a vári os
níveis aumentando de detalhe e rigor à medida que o
horizonte se encurta e o sector fabril se restringe .
Também a carga é determinada com precisão tanto mai or,
quanto menor for a unidade de produção a que diz re speito,
e mais curto e próximo for o período a que se refer e. A
duração do período de contabilização das cargas,
geralmente, varia entre o dia e o mês. Quando os pr azos de
entrega são curtos, convém adoptar períodos curtos por
razões de rigor. Mas quando as urgências e os traba lhos
imprevistos são habituais, um período mais longo to rna as
transferências e ajustamentos de carga menos freque ntes.
Para se calcular, com rigor, a carga derivada de um a
encomenda, é necessário conhecer a sequência das
operações, as máquinas e os tempos de execução. Est es
dados só são conhecidos depois dessa encomenda ter sido
preparada pelos técnicos. Porém, é necessário desde logo
estimar essa carga para se fixar o plano de produçã o.
Costuma distinguir-se entre
Carga preparada correspondente à soma dos tempos
obtidos para as encomendas já preparadas; e
Carga estimada , para encomendas ainda não preparadas
Ainda que preparadas, certas encomendas podem ter d e ficar
retidas por falta de materiais, desenhos, ferrament as,
etc. Diz-se então que a carga correspondente está

Planeamento da Produção - B.C.V.
2008/2009 11
bloqueada . Cargas prontas para serem lançadas
imediatamente dizem-se disponíveis .

Planeamento da Produção - B.C.V.
2008/2009 12
3. ESTRUTURAS DE PRODUÇÃO
A estratégia de produção deve ser concebida por for ma a
atender às necessidades dos clientes (razões de mer cado) e
a tirar o maior partido dos recursos disponíveis (r azões
económicas).
A combinação de razões de mercado com razões económ icas
gera uma variedade enorme de compromissos possíveis que a
empresa terá de ponderar e escolher. Entre esses
compromissos destacaremos aqui os que se referem ao s
binómios
ciclo produtivo/prazo-de-entrega do produto
variedade/volume de produção
por terem implicações profundas na estrutura de pro dução,
na organização do fabrico e, consequentemente, no
planeamento.
3.1. Ciclo produtivo e prazo de entrega
O ciclo produtivo é o tempo necessário para realiza r o
processo produtivo. Num produto industrial, tipicam ente,
podemos distinguir vários estádios:
- (C) Concepção do produto;
- (A) Aprovisionamento dos materiais,
- (F) Fabricação;
- (M) Montagem; e
- (D) Distribuição ou entrega ao cliente.
O prazo de entrega corresponde ao tempo que decorre entre
o pedido do cliente e a satisfação desse pedido pel o
fornecedor. Esse prazo depende do produto, do
posicionamento do fornecedor no ciclo de produto
correspondente e da estratégia adoptada perante as
expectativas do mercado e o comportamento dos
concorrentes.

Planeamento da Produção - B.C.V.
2008/2009 13
O posicionamento da empresa no ciclo produtivo pode
assumir diferentes formas:
- Concepção-contra-encomenda, CCE;
- Aprovisionamento-contra-encomenda, ACE;
- Fabricação-contra-encomenda,FCE;
- Montagem-contra-encomenda,MCE;
- Entrega-contra-encomenda,ECE; e
- Produção-para-stock, PPS
Na concepção-contra-encomenda , o cliente especifica o
desempenho do produto. A partir dessa especificação, a
empresa fornecedora realiza a totalidade dos estádi os,
isto é, C+A+F+M+D. Tal situação pode ser exemplific ada
pela encomenda das turbinas para uma central hidro-
eléctrica. As turbinas têm de ser concebidas e fabr icadas
para cada caso particular. Nestas situações, o praz o de
entrega corresponde a todo o ciclo de produto C+A+F +M+D.
No aprovisionamento-contra-encomenda , é habitual o cliente
fornecer o projecto do produto. Tal situação ocorre quando
uma empresa é sub-contratada para fazer uma parte d e uma
máquina. Noutros casos, o fornecedor dispõe já de u m stock
de projectos, previamente concebidos, para o client e
escolher. O prazo de entrega corresponde à duração dos
estádios é A+F+M+D.
Na fabricação-contra-encomenda , o prazo de entrega
corresponde à duração dos estádios F+M+D. Os materi ais
podem ser fornecidos pelo cliente, como acontece co m os
tecidos que as empresas têxteis mandam para tingir.
Noutros casos, a empresa fornecedora dispõe já de u m stock
com os materiais necessários, sobretudo se esses ma teriais
são de uso corrente.
Na montagem-contra-encomenda , a empresa fornecedora dispõe
de um stock de componentes ou módulos que, combinad os,
possibilitam diferentes versões finais. O prazo de entrega

Planeamento da Produção - B.C.V.
2008/2009 14
corresponde a M+D. Algumas fábricas de mobiliário d e
escritório adoptam este esquema.
Na entrega-contra-encomenda , a empresa fornecedora dispõe
de um stock de produtos finais para satisfazer
imediatamente as encomendas. Geralmente, são artigo s com
grande venda. O prazo de entrega corresponde ao tem po D.
Na produção-para-stock , os produtos são realizados antes
de aparecerem as encomendas, com base em previsões da
procura. A PPS está associada aos posicionamentos e m cima
referidos, sendo o seu principal objectivo reduzir o prazo
de entrega, tornando-o inferior ao ciclo produtivo. Note-
se que o conceito produção é utilizado aqui no sentido
lato de produção de bens e de serviços.
A fig.5 esquematiza os vários posicionamentos menci onados.
concepção aprovisionam. fabricação montagem distribuição
CCE
ACE
FCE
MCE
ECE
possível PPS e stock
Figura 5 - ciclos do produto e prazos de entrega
Se uma empresa que se posiciona num ciclo CCE, disp user de
um stock ou carteira de projectos, em que algum sat isfaça
os requisitos do cliente, poderá oferecer um prazo de
entrega menor, A+F+M+D, correspondente ao ACE. E se
dispuser de um stock de materiais para satisfazer a s
encomendas, poderá oferecer um prazo de entrega F+M +D,
idêntico à FCE. E se dispuser de um stock de compon entes

Planeamento da Produção - B.C.V.
2008/2009 15
que lhe permita montar as diversas versões do produ to
final, poderá oferecer um prazo de entrega M+D. E s e
dispuser de um stock de produtos finais poderá ofer ecer um
prazo de entrega D.
Tais stocks podem derivar de produção interna, isto é PPS,
ou serem adquiridos a terceiros. Como se disse, per mitem
tornar o prazo de entrega menor que o ciclo produti vo em
que a empresa se posiciona. Isto corresponde, geral mente,
a uma vantagem concorrencial. Porém, os stocks traz em
custos significativos e correm o risco de se tornar em
obsoletos. Esses custos e riscos serão tanto maiore s
quanto mais raro e especial for o artigo ou produto . Para
definir uma estratégia de produção, relativamente a stocks
e prazos de entrega, devem ser comparados os custos e as
vantagens comerciais, para os diversos tipos de sto cks
possíveis nos vários estádios do ciclo produtivo.
3.2. Variedade e volume de produção
A variedade de produção refere-se à diversidade de
produtos saídos de uma determinada empresa e é medi do pelo
número de artigos diferentes. O volume de produção diz
respeito ao trabalho incorporado no conjunto dos pr odutos
executados, durante um certo período base. O volume pode
ser expresso em horas/ano ou por outra unidade apro priada.
Se a variedade é muito grande, os meios de produção tendem
a ser ocupados com diversos produtos e, por isso, t êm de
ser versáteis e polivalentes. Porém, se o volume de
produção aumentar, aumenta também a quantidade de r ecursos
necessários. A dada altura pode ser possível e conv eniente
repartir esses recursos por sectores, ficando cada sector
dedicado a uma família de produtos com característi cas
homogéneas. A especialização dos meios de produção por
famílias permite maior produtividade, desde que o v olume

Planeamento da Produção - B.C.V.
2008/2009 16
de produção seja suficiente para ocupar os vários
sectores.
Quanto maior for o rácio volume/variedade, maior po derá
ser a especialização dos meios de produção. Este fa cto
conduz, na prática, a diferentes processos produtiv os,
habitualmente classificados em quatro grupos:
- projecto;
- produção por encomenda;
- produção por lotes; e
- produção contínua.
O projecto corresponde a um produto de concepção e
execução únicas e complexas, envolve um volume elev ado de
recursos e tem um prazo de entrega longo. A encomen da é
para uma ou algumas unidades, apenas, e, geralmente , não
se repete. É o caso da construção de uma ponte, de um
navio ou de um edifício. Tipicamente, a empresa de
projectos adopta um posicionamento CCE no ciclo pro dutivo,
embora possa sub-contratar parte da execução.
A produção por encomenda corresponde a produtos que, sendo
de concepção e execução pouco complexas para a capa cidade
da empresa, têm procuras individuais relativamente baixas.
Uma empresa que produz por encomenda executa pequen as
quantidades de uma grande variedade de produtos (em bora
entre estes haja semelhanças tecnológicas). Num dad o
momento, podem estar a ser executados diversos prod utos,
partilhando os meios de produção existentes. É o ca so de
oficinas metalo-mecânicas. Geralmente são pequenas
empresas cujo posicionamento no ciclo produtivo é d o tipo
ACE ou FCE.
A produção por lotes aparece em empresas que oferecem um
catálogo de produtos com procura média ou alta. São
geralmente médias empresas que fazem PPS associada a um
posicionamento MCE ou ECE perante os clientes. O
lançamento em fabrico é feito por lotes, isto é em

Planeamento da Produção - B.C.V.
2008/2009 17
quantidades superiores às necessidades imediatas,
destinadas a repor os stocks. Estes são geridos a p artir
da procura prevista e sujeitos a regras de
reaprovisionamento. Lotes de diferentes artigos vão sendo
sucessivamente lançados, ocupando a execução de cad a lote
um tempo significativo dos meios de produção envolv idos.
São exemplos, algumas fábricas de confecções, de
mobiliário e de máquinas .
Na produção contínua , os meios de produção estão dedicados
à execução de um produto, permanentemente ou quase. A
empresa produz uma pequena variedade de artigos, em grande
quantidade. Típicamente faz PPS e ECE. Geralmente s ão
grandes empresas, tais como, refinarias, siderurgia s,
têxteis e montagem de automóveis. Por vezes têm mai s de
uma linha de produção contínua.
Estes processos produtivos estão associados a certa s
disposições oficinais típicas, habitualmente design adas
por:
implantação em estaleiro;
implantação funcional;
implantação celular; e
implantação em linha.
Na implantação em estaleiro , o objecto em execução
permanece em local fixo durante todo o processo pro dutivo,
e são os meios de produção que são deslocados para junto
dele, conforme as necessidades. É a situação que oc orre na
construção civil, na montagem de instalações fabris , na
reparação e construção de navios e, em geral, na pr odução
de equipamentos que pela sua natureza ou dimensão n ão
podem mover-se ou são de transporte difícil, e em q ue o
tempo de execução é muito longo. Tais equipamentos são
típicos na produção por projecto.
Na implantação funcional , os meios de produção são fixos e
estão fisicamente agrupados por natureza ou tipo. É o caso

Planeamento da Produção - B.C.V.
2008/2009 18
de uma oficina mecânica em que há um sector de torn os,
outro de frezadoras, outro de rectificadoras, etc. Esta
disposição é muito frequente na produção por encome nda em
que há uma grande variedade de produtos cujas opera ções
têm sequências muito diversas e tempos de execução curtos.
Na implantação célular , meios de produção de tipo distinto
são agrupados por famílias de produtos. Dentro de c ada
família, os produtos podem ser geometricamente muit o
distintos, mas envolvem operações que são executada s pelo
mesmo conjunto de máquinas, embora com sequências
operacionais diferentes. Este conjunto de máquinas está
fisicamente agrupado, constituindo a célula . É o princípio
da tecnologia de grupo . Assim, cada produto é executado
pela célula destinada à sua família.
Se a empresa produz de acordo com um catálogo de pr odutos,
que permita definir famílias estáveis, e se o volum e de
produção obrigar a ter máquinas repetidas de cada t ipo, é
possível redistribuir essas máquinas por células, t ornando
a organização oficinal mais eficaz. A produção por lotes,
frequentemente, está associada a essa implantação.
processo produtivo
posicionamento no ciclo
implantação fabril
volume/ variedade
projecto
pr. encomenda
pr. lotes
pr. contínua
CCE
ACE
FCE
MCE (+PPS)
ECE (+PPS)
celular
funcional estaleiro
volume/ variedade
funcional
linha
funcional
linha
Figura 6 - Relações entre modos de produção

Planeamento da Produção - B.C.V.
2008/2009 19
Na produção em linha , os equipamentos necessários para a
execução de um produto estão fisicamente dispostos segundo
a sequência de operações. Uma linha fica dedicada a um
produto ou a produtos com idêntica sequência operat iva.
Naturalmente, esta implantação só se justifica se o volume
de produção ocupar essa linha permanentemente ou qu ase,
como acontece na produção contínua.
Concluindo, há certa correspondência entre volume d e
produção, processo produtivo, posicionamento no cic lo e
implantação oficinal como se indica na fig.6. Contu do,
essa correspondência não é rígida, podendo haver ou tras
combinações adequadas ao processo produtivo. Por ou tro
lado, numa empresa podem coexistir diversos process os,
posicionamentos e implantações.
3.3. Estruturas produtivas e planeamento
O Planeamento tem a missão de coordenar a produção e actua
de acordo com alguns princípios genéricos já anteri ormente
referidos. Além disso, possui algumas característic as
específicas, nomeadamente nas técnicas empregadas, que se
prendem com a estrutura produtiva em que actua.
Os próximos capítulos tratarão separadamente o plan eamento
de projectos, de produção por encomenda, de produçã o por
lotes e de produção contínua. Isso não significa qu e os
conceitos utilizados num tipo de produção sejam
inaplicáveis num outro. Trata-se antes de ir aprese ntando
as diversas técnicas no contexto produtivo em que a ssumem
maior relevância.

Planeamento da Produção - B.C.V.
2008/2009 20
4. PLANEAMENTO DE PROJECTOS
Um projecto, no conceito aqui considerado, envolve um
número muito grande de actividades cuja execução gl obal
tem um prazo longo. Grande parte dessas actividades têm um
encadeamento tecnológico, isto é, há operações que não
podem ser iniciadas sem que outras estejam concluíd as. Uma
questão básica no planeamento de projectos é estabe lecer o
calendário das actividades por forma a respeitar o seu
encadeamento tecnológico e, complementarmente, dete rminar
o prazo mínimo necessário para executar todo o proj ecto.
Várias técnicas foram desenvolvidas para resolver e ste
problema, habitualmente designadas por redes de
actividades. Entre estas destacam-se o PERT (progra m
evaluation and review technique) e o CPM (critical path
method). O PERT permite estabelecer um planeamento de
actividades, cujo tempo de execução está sujeito a uma
distribuição probabilística, por forma a calcular u m prazo
esperado para realização do projecto. O CPM é dirig ido
para tarefas cujo tempo de realização é dependente dos
recursos empregados (e do seu custo), permitindo
relacionar a duração total do projecto com o seu cu sto
mínimo. Também podem ser consideradas situações em que os
recursos são limitados e, por isso, têm de ser part ilhados
entre diversas actividades simultâneas.
As diferentes análises possíveis têm um ponto de pa rtida
comum que é a elaboração da rede de actividades que
permite definir o caminho crítico e o prazo mínimo do
projecto. O leitor poderá encontrar na bibliografia da
disciplina de Investigação Operacional descrição
pormenorizada das técnicas utilizadas no Planeament o e
Controle de Projectos.

Planeamento da Produção - B.C.V.
2008/2009 21
5. PLANEAMENTO DA PRODUÇÃO POR ENCOMENDA
Neste tipo de produção, habitualmente, a empresa te m
muitas e diversas encomendas que realiza em simultâ neo,
partilhando os recursos existentes. Cada encomenda diz
respeito a produtos específicos, pouco repetidos (e mbora
com semelhanças tecnológicas), e utiliza uma pequen a
fracção da capacidade da empresa.
Assim, a encomenda gera um processo que vai percorr er um
circuito de várias etapas, através de diversos sect ores da
empresa. E há, nesse circuito, múltiplos processos que o
Plameamento tem de coordenar para cumprir os prazos de
entrega, dentro de critérios económicos de utilizaç ão de
recursos.
5.1 Etapas de uma encomenda
O Planeamento coordena as várias etapas do circuito e
estabelece as ligações entre os diversos sectores
intervenientes no processo de encomenda. A fig.15
esquematiza esse circuito que, no entanto, tem vari antes
de acordo com as características e dimensões da emp resa.
O sector de Marketing (sector de Vendas ou Comercia l)
recebe as encomendas dos clientes, com a indicação dos
produtos, quantidades e prazos de entrega. A essas
encomendas pode juntar outros produtos, decorrentes das
previsões de venda A partir das encomendas e previ sões,
elabora ordens de fabrico que envia ao Planeamento,
eventualmente, com documentação complementar fornec ida
pelos clientes respectivos.

Planeamento da Produção - B.C.V.
2008/2009 22
Figura 15 - Circuito das encomendas
Ao Planeamento compete, então:
- Transmitir, ao Gabinete de Projecto, os elementos
referentes às ordens de fabrico;
- Estabelecer um programa provisório de execução da s
grandes etapas da encomenda; se necessário, desenca dear
a compra de materiais de aquisição demorada, e a
execução de ferramentas especiais;
- Recebido o trabalho do Gabinete de Projecto, deta lhar
o programa completo e definitivo da execução da
encomenda; e transmitir os documentos relevantes às
Planeamento da Produção - B.C.V.
2008/2009 23
secções interessadas, em particular, aos Métodos, a os
Aprovisionamentos, e à Fabricação;
- Informar o Marketing de eventuais alterações de
prazos;
- Planear transportes para clientes e fornecedores; e
- Controlar todas as etapas do processo em ligação com
todos os sectores mencionados, introduzindo as
correcções necessárias
O sector de Métodos tem por função estudar o proces so de
fabrico, definir e instruir a sequência de operaçõe s, e
fazer os desenhos ou especificar as encomendas de
ferramentas especiais.
Nas empresas de pequena e média dimensão, frequente mente,
os sectores de Projectos, Métodos e Planeamento tra balham
num mesmo gabinete. É essa a situação representada na
fig.15.
Seguidamente, o processo de encomenda passa ao plan eamento
oficinal que executa as tarefas de ordenamento
(preparação, distribuição e programação), lançament o e
acompanhamento.
A Preparação vai detalhar as instruções por posto d e
trabalho, completando as informações técnicas anter iores,
e elaborar os documentos administrativos respeitant es a
materiais, ferramentas, transportes, verificações, etc. A
Distribuição mantém o controlo das cargas preparada s e,
oportunamente, envia-as à Programação. Esta faz o
escalonamento das operações e estabelece a afectaçã o final
das máquinas e do pessoal.
O Lançamento faz a requisição dos materiais, das
ferramentas e dos transportes, e desencadeia as ope rações
conforme programado. Cabe ao Acompanhamento garanti r a
evolução da obra segundo os planos, informando a
Programação de quaisquer dificuldades (que, por sua vez,

Planeamento da Produção - B.C.V.
2008/2009 24
alertará o Planeamento se tiver de haver alterações de
planos). O Acompanhamento seguirá a obra até à sua
expedição (para o cliente, para o armazém de produt os ou
para outra secção da empresa) e informará os sector es a
montante.
O esquema apresentado é uma versão simplificada do que se
passa numa grande empresa. Aí, as funções são mais
especializadas e os sectores desdobram-se. Em contr a-
partida, nas pequenas empresas, algumas das funções
indicadas podem ser realizadas num único sector, ta lvez
por um mesmo funcionário. Por exemplo, a programaçã o, o
lançamento e o acompanhamento podem ser agregados n um
gabinete; os métodos, o planeamento, a preparação e a
distribuição podem ir para outro.
A informatização veio alterar profundamente o esque ma
tradicional em cima referido. As tarefas são as mes mas mas
são apoiadas em poderosos meios computacionais. O C AD
(computer aided design) permite fazer rapidamente u m
projecto e obter os desenhos e nomenclaturas. O CAM
(computer aided manufacturing) define as operações a
executar e, se ligado a máquinas CNC (computer nume rical
control), regula e controla a própria execução. A
programação pode ser também efectuada no computador , assim
como, as requisições de materiais e de ferramentas. As
instruções são enviadas para os operadores através de uma
rede de terminais. E o acompanhamento utiliza a mes ma rede
para transmitir ao centro de planeamento a evolução do
processo.
Todas as actividades, materiais, máquinas e operado res, e
todas as informações relativas a custos, prazos e s tocks,
podem ser geridos centralmente e distribuídos aos s ectores
interessados pela via informática. O sistema que ag rega
estas tarefas é habitualmente designado por CIM - C omputer
Integrated Manufacturing.

Planeamento da Produção - B.C.V.
2008/2009 25
Com o CIM é possível gerir o processo produtivo de forma
muito mais eficaz, com menores recursos humanos e m enores
prazos de entrega. Porém, para que o CIM funcione b em, é
indispensável, além dos meios técnicos, um alto nív el de
organização.
5.2. Planeamento da capacidade oficinal
As ordens de fabrico em carteira vão traduzir-se nu ma
carga oficinal que deve ser ajustada às capacidades
disponíveis. Essa carga vai sendo conhecida com mai or
precisão à medida que avançam os processos de proje cto e
de método de fabrico relativos a cada encomenda: ma s é
sempre possível fazer uma estimativa.
Haverá então que distribuir, no tempo, as cargas
estimadas, de acordo com as capacidades disponíveis e
atendendo às datas de entrega.
1. CP capac. JAN FEV MAR ABR MAI 2. 600 500 450 700 500 650 3. _cp 500 950 1650 2150 2800 4. _cp 600 1200 1800 2400 3000 5. 800 750 800 750 780 700 6. _cg 750 1550 2300 3080 3780 7. _cp 800 1600 2400 3200 4000 8. 600 600 700 650 570 560 9. _cg 600 1300 1950 2520 3080 10. _cp 600 1200 1800 2400 3000 11. 1000 900 800 1200 1000 950 12. _cg 900 1700 2900 3900 4850 13. _cp 1000 2000 3000 4000 5000 14. TOTAIS 15. 2750 2750 3300 2850 2860 16. _cg 2750 5500 8800 11650 14510 17. _cp 3000 6000 9000 12000 15000
Numa primeira análise, calculam-se as cargas acumul adas
para cada um dos centros de produção. Sejam, por ex emplo,
as cargas em horas-homem (hH) para os centros de pr odução
(CP) 1-3 referidas no quadro junto.
Relativamente à carga total, parece haver capacidad e
suficiente uma vez qua as cargas acumuladas ( _cg ) são

Planeamento da Produção - B.C.V.
2008/2009 26
inferiores às capacidades acumuladas ( _cp ). Vê-se, porém,
que terá de haver antecipação da carga afectada ao mês de
Março, pois, estão aí afectadas 3300 hH e a capacid ade é
de 3000.
Após esta avaliação da carga total, será necessário fazer
a análise de cada centro de produção. Relativamente a CP1,
não há problema desde que se antecipe a carga de Ma rço. De
modo semelhante, seria posível satisfazer as cargas
afectadas a CP2 e CP4. Porém, em CP3, a a carga acu mulada
até ao fim de Maio excede a capacidade normal. Será de
analisar se os prazos das obras a que a carga corre sponde
podem ser dilatados. Se não puderem, será necssário
arranjar capacidade extra (horas suplementares, des locação
do pessoal dos centros em sub-carga, sub-contrataçã o,
etc.).
Há um ponto importante que não deve ser esquecido. As
capacidades que temos vindo a considerar são as rea is e
disponíveis, e não as capacidades teóricas. Os
equipamentos têm avarias, paragens para manutenção e
outros imprevistos; há absentismo de pessoal; as op erações
têm tempos mortos e estão sujeitas a erros e refugo s:
todas estas ineficiências devem ser consideradas no
cálculo das capacidades reais. Além disso, pode ser
conveniente reservar uma parte da capacidade para
urgências.que eventualmente apareçam.
Tendo estes aspectos em consideração, o planeamento
procurará fazer o melhor ajuste entre cargas e
capacidades. Nos períodos em que parte da carga tiv er de
ser antecipada ou atrasada, terá de decidir que obr as vão
ser abrangidas. Se for preciso efectuar horas extra ou
sub-contratar, terá de fixar quem, quando e onde. O
processo de planeamento requer, em geral, várias
tentativas até se acertar um plano satisfatório.

Planeamento da Produção - B.C.V.
2008/2009 27
5.3. Plano oficinal
O planeamento de capacidades é uma análise grosseir a num
horizonte largo, para se fazer um primeiro acerto. Os
processos (de projecto e métodos) relativos às orde ns
planeadas para os meses imediatos, foram entretanto
concluídos. Passa-se então ao plano oficinal, mais
detalhado, com horizonte e período menores.
Vejamos um exemplo. No planeamento de capacidade, p reviu-
se a realização de uma dada obra nos meses de Janei ro e
Fevereiro, num total de 680 hH. A obra divide-se em várias
operações identificadas de A a K. No quadro junto,
indicam-se as cargas correspondentes e os tempos de
execução, admitindo que cada operação envolve dois
operários.
núm. carga tempo centro oper. (hH) (h) produção A 120 60 CP1 B 40 20 CP1 C 40 20 CP2 D 40 20 CP1 E 100 50 CP2 F 40 20 CP3 G 80 40 CP4 H 30 15 CP3 I 70 35 CP3 J 70 35 CP3 K 50 25 CP4 680
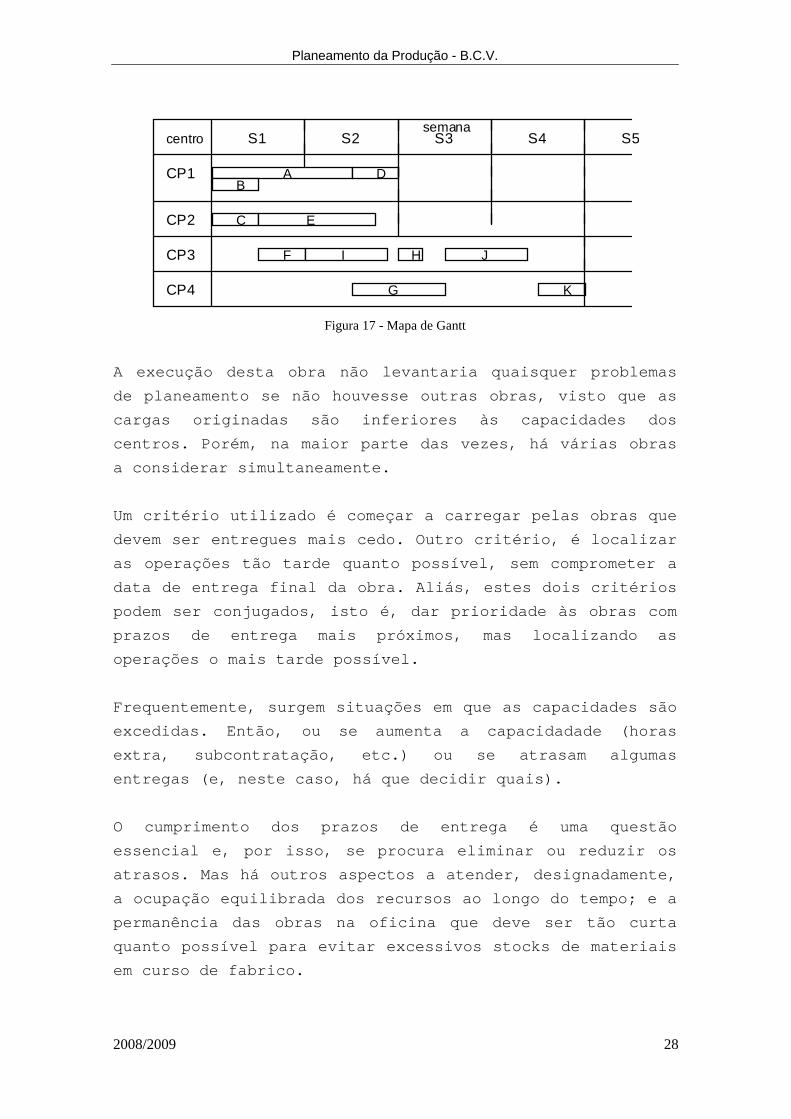
A ordem de precedência de operações é ilustrada no
diagrama da fig.16. Não havendo restrições de capac idade,
a obra pode ser planeada num mapa de Gantt , iniciando as
operações na data mais próxima, como se indica na f ig.17.
A
B
C
G
D
E H
F
I
J K
Figura 16 - Precedências nas operações
Planeamento da Produção - B.C.V.
2008/2009 28
A D B
C E
F I H J
G K
centrosemana
CP1
CP2
CP3
CP4
S1 S2 S3 S4 S5
Figura 17 - Mapa de Gantt
A execução desta obra não levantaria quaisquer prob lemas
de planeamento se não houvesse outras obras, visto que as
cargas originadas são inferiores às capacidades dos
centros. Porém, na maior parte das vezes, há várias obras
a considerar simultaneamente.
Um critério utilizado é começar a carregar pelas ob ras que
devem ser entregues mais cedo. Outro critério, é lo calizar
as operações tão tarde quanto possível, sem comprom eter a
data de entrega final da obra. Aliás, estes dois cr itérios
podem ser conjugados, isto é, dar prioridade às obr as com
prazos de entrega mais próximos, mas localizando as
operações o mais tarde possível.
Frequentemente, surgem situações em que as capacida des são
excedidas. Então, ou se aumenta a capacidadade (hor as
extra, subcontratação, etc.) ou se atrasam algumas
entregas (e, neste caso, há que decidir quais).
O cumprimento dos prazos de entrega é uma questão
essencial e, por isso, se procura eliminar ou reduz ir os
atrasos. Mas há outros aspectos a atender, designad amente,
a ocupação equilibrada dos recursos ao longo do tem po; e a
permanência das obras na oficina que deve ser tão c urta
quanto possível para evitar excessivos stocks de ma teriais
em curso de fabrico.

Planeamento da Produção - B.C.V.
2008/2009 29
O estabelecimento de um plano obriga, assim, a uma análise
complicada. O que se faz, normalmente, é arranjar v árias
alternativas possíveis para escolher a mais satisfa tória.
Os modernos métodos de análise e simulação por comp utador
aliviam muito o peso desta tarefa.
Os quadros de Gantt, do tipo apresentado na fig.17, são
muito úteis para visualizar as cargas e buscar
alternativas, mas não incluem todas as informações
necessárias. Por isso, adicionalmente, utilizam-se fichas
de carga , como se exemplifica na fig.18, que permitem um
registo detalhado. Cada ficha de carga corresponde a um
período de planeamento (dia, semana, mês,...) e pod e
referir-se a um centro ou a um posto de trabalho, c onforme
as conveniências.
Figura 18 - Exemplo de ficha de carga

Planeamento da Produção - B.C.V.
2008/2009 30
5.4. Preparação do trabalho e dossier de fabrico
Os Métodos definem os processos de execução, e o
Planeamento faz a alocação temporal das ordens de f abrico
por centros de trabalho. Cabe ao sector de Preparaç ão
detalhar essas ordens, designadamente:
- Sub-dividir as obras em partes adequadas para um
trabalho eficaz nos centros de trabalho;
- Para cada uma dessas partes, indicar a sequência de
operações, os postos de trabalho, a especialidade e o
número de operários, os materiais, as especificaçõe s
técnicas, as ferramentas especiais, os desenhos, et c.
Estas informações têm de ser veiculadas para os vár ios
sectores intervenientes no processo de fabrico. Num a
produção controlada por um sistema integrado do tip o CIM
(computer integrated manufacturing), a difusão das
informações é feita através da rede de computadores e,
nalguns casos, quase não tem documentação de suport e. Em
situações informaticamente menos evoluídas, os docu mentos
a emitir são múltiplos e variados. Esses documentos
constituem o dossier de fabrico (por vezes designado por
dossier de trabalho ou pacote de trabalho ).
Os principais documentos que constituem o dossier d e
fabrico são referidos a seguir, mostrando alguns ex emplos.
Contudo, a sua forma e número diferem muito de empr esa
para empresa, consoante o tipo de organização inter na
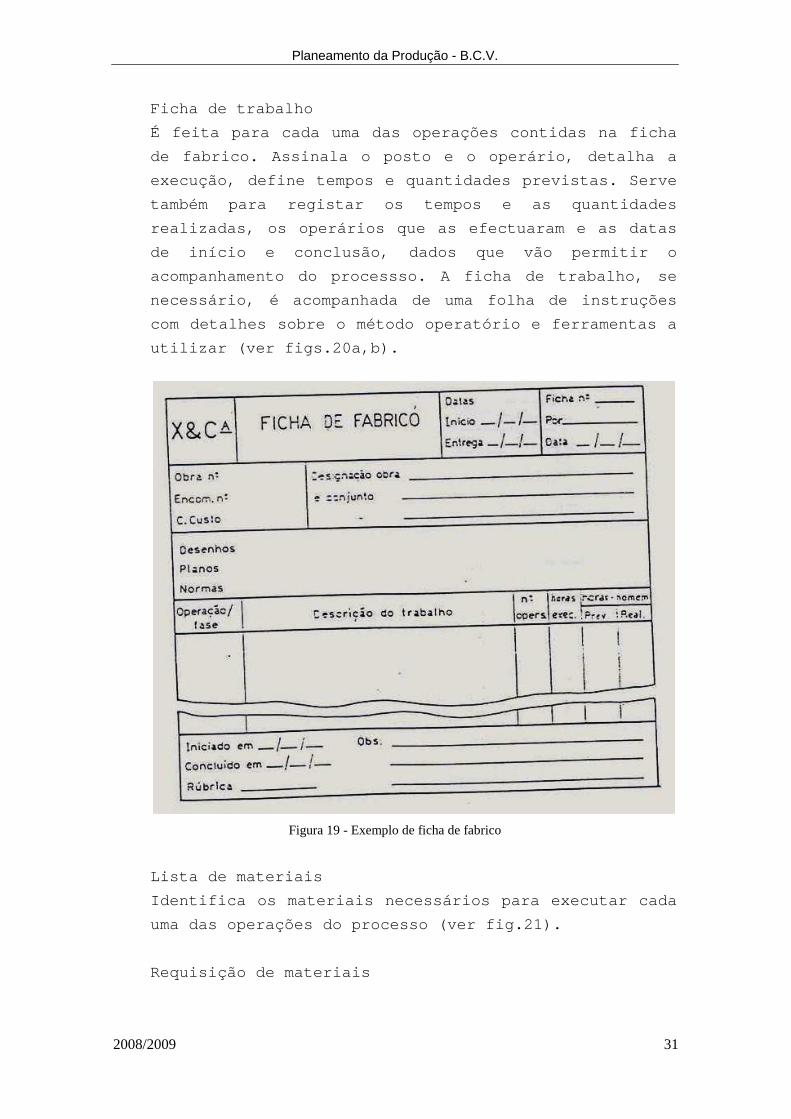
Ficha de fabrico ( gama ou sequência de processo )
Relaciona as diferentes fases do processo de fabric o ou
montagem e define postos de trabalho, ferramentas,
tempos de execução e prazos. Indica também a rota q ue o
processo deve seguir (ver fig.19)
Planeamento da Produção - B.C.V.
2008/2009 31
Ficha de trabalho
É feita para cada uma das operações contidas na fic ha
de fabrico. Assinala o posto e o operário, detalha a
execução, define tempos e quantidades previstas. Se rve
também para registar os tempos e as quantidades
realizadas, os operários que as efectuaram e as dat as
de início e conclusão, dados que vão permitir o
acompanhamento do processso. A ficha de trabalho, s e
necessário, é acompanhada de uma folha de instruções
com detalhes sobre o método operatório e ferramenta s a
utilizar (ver figs.20a,b).
Figura 19 - Exemplo de ficha de fabrico
Lista de materiais
Identifica os materiais necessários para executar c ada
uma das operações do processo (ver fig.21).
Requisição de materiais

Planeamento da Produção - B.C.V.
2008/2009 32
Destina-se a levantar de armazém os materiais
necessários para cada operação. Em muitos casos, é
utilizado um mesmo documento como lista e requisiçã o de
materiais.
Etiqueta de identificação
Serve para identificar lotes de peças ou de materia is
com relação à obra e indicar o seu destino.
Figura 20a - Exemplo de ficha de trabalho

Planeamento da Produção - B.C.V.
2008/2009 33
Figura 20b - Exemplo do verso da ficha de trabalho
Figura 21 - Exemplo de lista de material
Requisição de ferramentas
É utilizada para levantar ferramentas. Serve também
para controlar o seu uso e localização.

Planeamento da Produção - B.C.V.
2008/2009 34
Ficha de inspecção
Destina-se a ordenar e especificar o controlo de
qualidade; é também aproveitada para desencadear
correcções.
Requisição de transporte
Terminada uma operação, ordena o transporte de um l ote
para o posto onde será executada a operação seguint e.
Nota de entrega
Terminado o processo numa secção, controla e regist a a
entrega à secção seguinte.
Frequentemente, o formato destes documentos tem par tes
comuns, o que facilita o seu preenchimento por deca lque.
Outras vezes, o dossier simplifica-se, utilizando o mesmo
documento para várias finalidades. Por exemplo, a f icha de
fabrico pode servir de ficha de trabalho, de requis ição de
material e de nota de entrega. Essa documentação é
dirigida aos sectores interessados que nela regista m
informações sobre o processo efectivamente realizad o. A
documentação (ou as suas cópias) regressa ao planea mento
que pode, assim, acompanhar o processo e difundir a s
informações relevantes para a contabilidade, para o sector
comercial, para os métodos, etc., sobre a obra real izada
5.5. Programação, Lançamento e Acompanhamento
Um plano oficinal indica, por exemplo, as obras a e fectuar
semanalmente em cada centro de produção. Na altura
oportuna, os dossiers de fabrico são entregues à
Programação. A programação é uma planificação detal hada, a
muito curto prazo, baseada nas condições concretas da
oficina e por forma a cumprir as datas indicadas no plano
oficinal. Se neste, as cargas são afectadas por sem ana e

Planeamento da Produção - B.C.V.
2008/2009 35
por centro de produção, na programação são afectada s dia a
dia e por posto de trabalho.
A programação requer um conhecimento minucioso das
operações, das máquinas e dos operadores, bem como, da
situação de carga em cada posto. Os princípios de a juste
de cargas são basicamente os mesmos dos planos ofic inais.
Porém, o cumprimento das datas é por vezes difícil porque
o plano baseou-se em capacidades médias do sector,
enquanto a programação tem de concretizar as operaç ões
para postos de trabalho individualizados.
Na sequência da programação vem o Lançamento. Este sector
faz a requisição dos materiais e ferramentas a entr egar no
posto de trabalho; e, depois de confirmar a chegada
daqueles e a disponibilidade deste, manda executar as
obras segundo as instruções contidas no dossier de
fabrico.
O Acompanhamento faz o controlo do avanço das obras , isto
é, das operações, das quantidades, dos transportes, etc.,
para que se desenrolem de acordo com o planeado,
informando a Programação de quaisquer desvios e reg istando
o desenrolar do processo, designadamente:
- Os tempos de princípio e fim de cada tarefa, a indi car
nas fichas de trabalho;
- Os tempos imprevistos de paragem de homens e máquin as;
- Os atrasos na conclusão das tarefas, com as respect ivas
razões;
- Os produtos rejeitados, iniciando medidas para a su a
reparação ou substituição.
O Acompanhamento deverá seguir o movimento dos mate riais
através dos vários centros oficinais, em conformida de com
a ficha de fabrico. As informações colhidas são
transmitidas à Programação. Entre outros fins, essa s
informações destinam-se a efectuar o controlo de av anço

Planeamento da Produção - B.C.V.
2008/2009 36
das obras, isto é, confrontar o andamento real com o
planeado. Havendo desvios, deverão investigar-se as causas
e introduzir correcções. A Programação, por seu tur no,
deverá comunicar ao sector de planeamento de nível
imediato, o andamento das obras, desvios, dificulda des e
razões, para que este faça também o controlo de ava nço dos
seus planos e desencadeie as acções apropriadas. Es te
fluxo ascendente de informação vai, assim progredin do até
chegar ao planeamento de nível mais elevado.
Os desvios dos planos podem ser facilmente visualiz ados
nos gráficos de Gantt, justapondo nas barras de car ga uma
faixa mais estreita com um comprimento proporcional à
parte já realizada.
Figura 22 - Plano com marcação dos avanços
A fig.22 põe em evidência a marcação dos avanços. A linha
AB representa o momento actual (3º dia, neste exemp lo). A
faixa escura, na parte inferior das barras de carga ,
indica a porção destas cargas que já está executada . Vemos
assim que a operação A1 leva cerca de dia e meio de
atraso. A operação A2 não foi iniciada, presumivelm ente,
aguardando a conclusão de A1. A operação B1, porém, foi
antecipada em relação à data prevista e leva já cer ca de

Planeamento da Produção - B.C.V.
2008/2009 37
um dia de trabalho. O avanço de cada obra calcula-s e pela
proporção:
(hH terminadas)/(hH previstas); ou
(nº peças terminadas)/(nº peças previstas).
Estes princípios aplicam-se a todos os níveis de
planeamento, não somente à programação. Bastará, as sim, um
simples relance para se ter uma ideia sobre o andam ento do
conjunto das obras. Por vezes, incluem-se no quadro certos
símbolos relacionados com o motivo dos atrasos. Por
exemplo, cartão vermelho para avaria da máquina, ca rtão
amarelo para falta de material, etc.
O computador é um auxiliar poderoso da programação e do
planeamento. As aplicações informáticas dispõem, em geral,
de algoritmos que fazem a primeira alocação das ope rações,
de acordo com critérios pre-estabelecidos. Segue-se uma
fase interactiva em que o programador ensaia altern ativas,
por vezes, recorrendo a métodos de simulação.
5.6. Conclusão
As secções precedentes deram uma visão do sistema d e
informações necessárias ao planeamento e controlo d a
produção que será útil recapitular, regressando à f ig.15.
O Marketing faz as previsões das vendas, conhece as
encomendas e passa essa informação ao Planeamento. Quando
o produto é novo, a encomenda passa pelo sector de
Projecto e, em seguida, por Métodos que define o mo do
operatório. O Planeamento analisa as cargas, os pra zos, as
capacidades, estabelece os planos de produção e inf orma a
Preparação para que seja feito o dossier de fabrico . A
Distribuição Oficinal mantém o controlo das cargas
preparadas e, em tempo conveniente, envia-as à
Programação. Este sector estabelece a afectação fin al das
máquinas e do pessoal. No dia programado, o Lançame nto

Planeamento da Produção - B.C.V.
2008/2009 38
ordena a execução depois de ter requisitado os mate riais e
ferramentas. Cabe ao Acompanhamento garantir a evol ução da
obra segundo os planos, informando a Programação de
quaisquer dificuldades (que, por sua vez, alertará o
Planeamento, se tiver de haver alteração de planos) . O
Acompanhamento seguirá a obra até à sua expedição ( para o
cliente, para o armazém ou para outro sector) e inf ormará
os sectores a montante.
Pouca referência se fez aos aspectos contabilístico s.
Materiais, tempos-homem, tempos-máquina, estudos es peciais
e outras despesas directas vão sendo registados nos
documentos de produção. Cópias ou extractos das fic has de
trabalho, das requisições de material, dos pedidos ao
exterior, de sub-contratos, etc., são enviados à
Contabilidade para imputação de custos e facturação . Parte
dessa imputação poderá ser feita por via informátic a.
Por último, uma breve nota sobre a análise final da s
obras. Nos documentos constantes do dossier de fabr ico vão
sendo anotadas informações da maior relevância para o
gestor. Concretamente, os tempos de execução e os t empos-
homem, previstos e realizados, operação a operação, bem
como, dificuldades e atrasos verificados. Estes dad os
permitem fazer uma análise final, rever as tarifas de
orçamentação e planeamento, classificar os componen tes dos
custos, etc., aspectos fundamentais para a progress iva
melhoria dos serviços.

Planeamento da Produção - B.C.V.
2008/2009 39

Planeamento da Produção - B.C.V.
2008/2009 40
6. PLANEAMENTO DA PRODUÇÃO POR LOTES
Um lote corresponde a uma certa quantidade de artig os
iguais cuja produção é desencadeada por uma mesma o rdem de
fabrico. A produção por lotes está associada ao fab rico
repetitivo de artigos com razoável consumo e, geral mente,
de complexidade não muito elevada.
Por vezes, este tipo de produção é comandado pelos
reaprovisionamentos de armazém, sendo este que dete rmina
as quantidades e os prazos de execução dos lotes, d e
acordo com as regras de gestão de stocks. Neste cas o,
temos uma produção-para-stock , podendo tais stocks
contemplar quer produtos finais quer sub-conjuntos e
componentes de fabrico próprio.
Os modelos e as regras de gestão de stocks não serã o aqui
tratados. Interessa porém referir que a gestão de s tocks
se baseia em previsões de consumos (ou vendas) e em regras
que procuram minimizar a soma dos custos de
aprovisionamento e posse de stocks. Uma destas regr as,
talvez a mais usada na produção-para-stock, define a
quantidade económica de encomenda Q pela expressão
Q =
2. F 0 .DF 1 .C
em que
F 0 = custo fixo de uma encomenda
D = taxa anual de procura do artigo
F 1 = taxa anual de posse do stock
C = custo de uma unidade do artigo
O custo F0, no caso de produção na empresa, inclui os
tempos de preparação das máquinas envolvidas na pro dução
do artigo (imobilização para mudança de ferramentas ,
afinação, etc.) e todas as despesas administrativas de

Planeamento da Produção - B.C.V.
2008/2009 41
preparação, lançamento e controlo das ordens de fab rico.
Esse custo é praticamente fixo para cada artigo, ou seja,
é independente da quantidade Q.
A procura D traduz a venda ou o consumo do artigo, sendo
estimada com base em métodos estatísticos de previs ão. No
caso de a procura não ser estacionária, a taxa anual de
procura é variável ao longo do ano. Então, deve ado ptar-se
a taxa instantânea estimada para o período imediato ,
expressa em unidades/ano.
A taxa F1 é o custo anual de manter uma unidade monetária
em stock. Por exemplo, F1=0,15 significa que manter 100
contos de mercadoria em stock custa 15 contos por a no.
Esta taxa inclui o juro do capital empatado, os cus tos de
armazenagem, seguros, deterioração, etc. Geralmente ,
adopta-se a mesma taxa de posse para todos os artig os, a
menos que haja grande diversidade na sua natureza f isico-
química ou nos requisitos de armazenagem.
O custo C corresponde ao valor unitário do artigo em
armazém, incluindo assim os materiais incorporados e todos
os gastos directos e indirectos de produção.
A fórmula em cima indicada mostra que o lote económ ico Q
será tanto maior for o consumo D e o tempo de preparação
das máquinas (a maior parcela de F0); e tanto menor quanto
maior for o custo do artigo. Este critério de lotea mento
parece correcto quando aplicado a cada artigo,
isoladamente; mas perde sentido quando se trata de vários
artigos para serem incorporados num mesmo conjunto, como
se exemplifica a seguir.
Consideremos uma caixa de engrenagens X, constituída por
várias peças, entre as quais se incluem uma roda de ntada Y
e um veio Z. Naturalmente, Cx>( Cy+Cz) e, provavelmente,
Cy>Cz . Admitamos que Cx=5Cy=7Cz e que as restantes
variáveis D, F0 e F1 são idênticas para os três artigos.

Planeamento da Produção - B.C.V.
2008/2009 42
Aplicando a fórmula da quantidade económica, conclu i-se
que Qz=_(7/5). Qy=_7. Qx ., isto é, Qz =1,18. Qy =2,65. Qx .
Se o lote económico de X for, por hipótese, Qx=100, vem
Qy=224 e Qz=265. Portanto, um lote de Y e um de Z dão para
fazer dois lotes de X; mas sobram 24 unidades de Y e 65 de
Z que vão ficar desnecessariamente parados em stock. Neste
caso, parece ser mais razoável que Qy e Qz sejam múltiplos
de Qx .
A interdependência que deve existir entre as quanti dades
dos componentes de um mesmo conjunto conduziu a nov as
abordagens no planeamento da produção por lotes,
designadamente, os métodos MRP, JIT e OPT que serão aqui
apresentados. O primeiro será descrito com maior de talhe
por ser o mais generalizado no Ocidente.
6.1. O método MRP
MRP começou por ser uma sigla para "Materials Requi rements
Planning" (planeamento das necessidades dos materia is) e,
posteriormente foi também aplicada a uma versão mai s
evoluída, o "Manufacturing Resources Planning"
(planeamento dos recursos de fabricação). Correntem ente,
tal distinção é feita pelas designações MRP1 e MRP2 .
A diferença essencial entre o MRP1 e o MRP2 reside no
facto de o planeamento das necessidades dos materia is se
fazer, no primeiro caso, sem atender às capacidades
existentes (em máquinas e pessoal) enquanto, no seg undo,
há um ajuste entre os planos de necessidades e de
capacidades. Este ajuste é feito, primeiro, ao níve l
macro, para estabelecer um plano viável de produção
agregada; e, depois, ao nível micro, para programar as
ordens de fabrico.
Planeamento da Produção - B.C.V.
2008/2009 43
O aspecto original do MRP é, contudo, o método de
planeamento das necessidades dos materiais, assunto que
preencherá o presente capítulo.
O MRP procura que a produção se realize na medida e m que é
necessária. Quer isto dizer que determinado compone nte é
fabricado somente quando é requerido para satisfaze r uma
procura ditada pela necessidade ou pela conveniênci a.
Repare-se que este princípio é diferente da produçã o
regida pela gestão de stocks: nesta produz-se na
expectativa de o produto vir a ser necessário, enquanto no
MRP produz-se porque o artigo vai ser necssário.
Um exemplo ajuda a esclarecer as diferenças concept uais.
Uma fábrica de máquinas-ferramentas incorpora deter minada
engrenagem em alguns dos seus tornos. Essa incorpor ação
ocorre com alguma regularidade e, assim, o armazém de
componentes procura gerir o stock respectivo de aco rdo com
a retrospectiva das saídas e por forma a evitar rup turas.
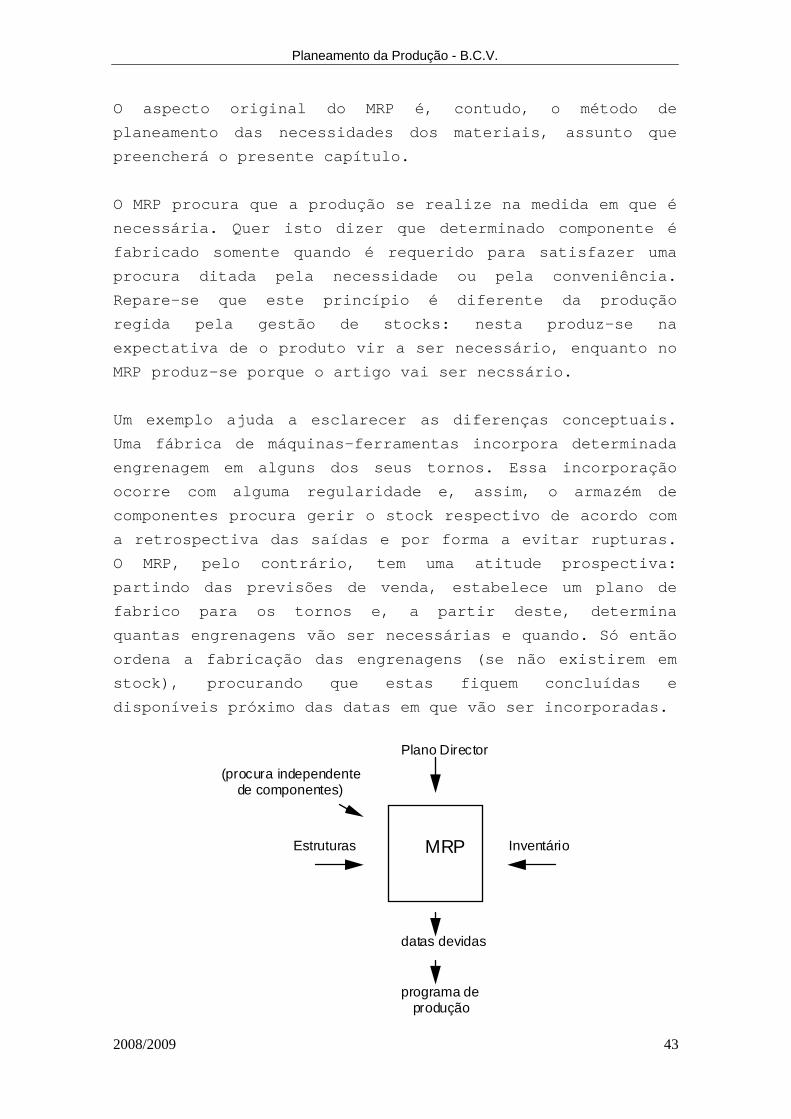
O MRP, pelo contrário, tem uma atitude prospectiva:
partindo das previsões de venda, estabelece um plano de
fabrico para os tornos e, a partir deste, determina
quantas engrenagens vão ser necessárias e quando . Só então
ordena a fabricação das engrenagens (se não existir em em
stock), procurando que estas fiquem concluídas e
disponíveis próximo das datas em que vão ser incorp oradas.
MRP
Plano Director
(procura independente de componentes)
Estruturas Inventário
datas devidas
programa de produção

Planeamento da Produção - B.C.V.
2008/2009 44
Figura 23 - A base do MRP
A data em que um componente será necessário designa -se por
data-devida . O conhecimento antecipado das datas-devidas
para os vários componentes é um aspecto básico de t oda a
lógica do MRP. Essas datas são calculadas a partir do
plano director (ou mestre ) de produção , da estrutura dos
produtos e do inventário dos materiais em stock (ou
inventário mestre ), como se esquematiza na fig.23.
O plano director de produção refere-se a produtos finais
ou quase finais e fixa as quantidades e as datas em que
esses produtos devem estar disponíveis para satisfa zer a
política de vendas da empresa, tendo em consideraçã o a
procura prevista. Por exemplo, a fábrica de caravan as
Rolala vai fazer uma campanha de promoção do seu mo delo
Rolux e estima que a procura seja coberta com o seg uinte
plano de produção:
Mês: JAN FEV MAR ABR MAI JUN JUL AGO SET
Quant.: 80 100 110 120 150 170 180 170 130
A estrutura dos produtos contém a informação relativa aos
componentes de cada um dos produtos. Sabendo-se, pe lo
plano director, que se vão montar 100 Roluxes em
Fevereiro, admitindo que cada veículo tem 2 beliche s
iguais, serão necessários 200 beliches para o efeit o. Como
a aplicação dos beliches é uma operação rápida e é feita
no final da montagem, bastará que esses beliches fi quem
disponíveis dentro do mês de Fevereiro. Mas se a ap licação
fosse mais demorada ou precedesse outras operações, os
beliches seriam necessários (devidos), talvez, em J aneiro.
Por sua vez, a estrutura do beliche contém várias p eças
que devem ser produzidas na quantidade necessária e
entregues a tempo de fazer os 200 beliches para a d ata
devida. Estendendo este processo a todos os meses

Planeamento da Produção - B.C.V.
2008/2009 45
incluídos no plano director e a todos os conjuntos, sub-
conjuntos e componentes da estrutura da Rolux, dete rminam-
se as necessidades brutas e as datas devidas
correspondentes, ao longo do horizonte de planeamen to,
para todos os elementos que compõem aquela estrutur a.
Alguns desses componentes podem ter outros destinos , por
exemplo, serem vendidos individualmente para repara ções e
peças de reserva ou serem comuns a outros modelos d e
caravana. Tais requisitos incluem-se também no plan o das
necessidades brutas desses componentes.
O inventário mestre é um registo das existências presentes
e programadas dos materiais em armazém. Subtraindo as
existências das necessidades brutas, obtem-se o plano das
necessidades líquidas . É este último plano que serve de
base ao lançamento das ordens de fabrico. Por exemp lo, se
o inventário mestre tiver 37 beliches programados n o
início de Fevereiro e as necessidades brutas forem de 200,
serão necessários mais 163 beliches naquele mês. A ordem
de fabrico para cobrir esta quantidade é lançada co m a
antecedência correspondente ao respectivo prazo de
entrega.
Em termos simplificados, é este o funcionamento do MRP. O
produto final é decomposto numa série de artigos
intermédios (estrutura) a que correspondem outras t antas
fases de fabrico. O lançamento em produção de cada fase é
antecipado do prazo de execução relativamente ao
lançamento programado da fase seguinte; e as quanti dades
lançadas em cada fase devem satisfazer as necessida des
para o lançamento da fase posterior. Este encadeame nto
permite cumprir o plano director com níveis de stoc k
relativamente baixos.

Planeamento da Produção - B.C.V.
2008/2009 46
6.1.1. O plano director
O plano director é a pedra base em que assenta todo o MRP.
Traduz a política de produção da empresa e vai ter
consequências sobre o aproveitamento dos recursos, sobre o
serviço prestado aos clientes e sobre o investiment o em
stocks.
Convém não confundir o plano director com a previsã o da
procura independente. Esta é uma tentativa de antec ipação
de acontecimentos que estão fora do controlo da emp resa,
enquanto o plano director reflecte uma decisão sobre o que
se vai produzir, quanto e quando. Geralmente, o pla no
director orienta-se pela previsão da procura, mas p ode não
coincidir: por exemplo, se a procura for sazonal, p ode
interessar produzir para stock durante a época baix a.
Nalguns casos, o plano director diz respeito a prod utos
semi-acabados, em vez de produtos finais. Se a empr esa tem
grande variedade de produtos finais com sub-conjunt os
comuns, pode ser preferível fixar o plano director destes
sub-conjuntos. A montagem e acabamento da versão fi nal, se
forem operações rápidas, são então feitas contra
encomenda.
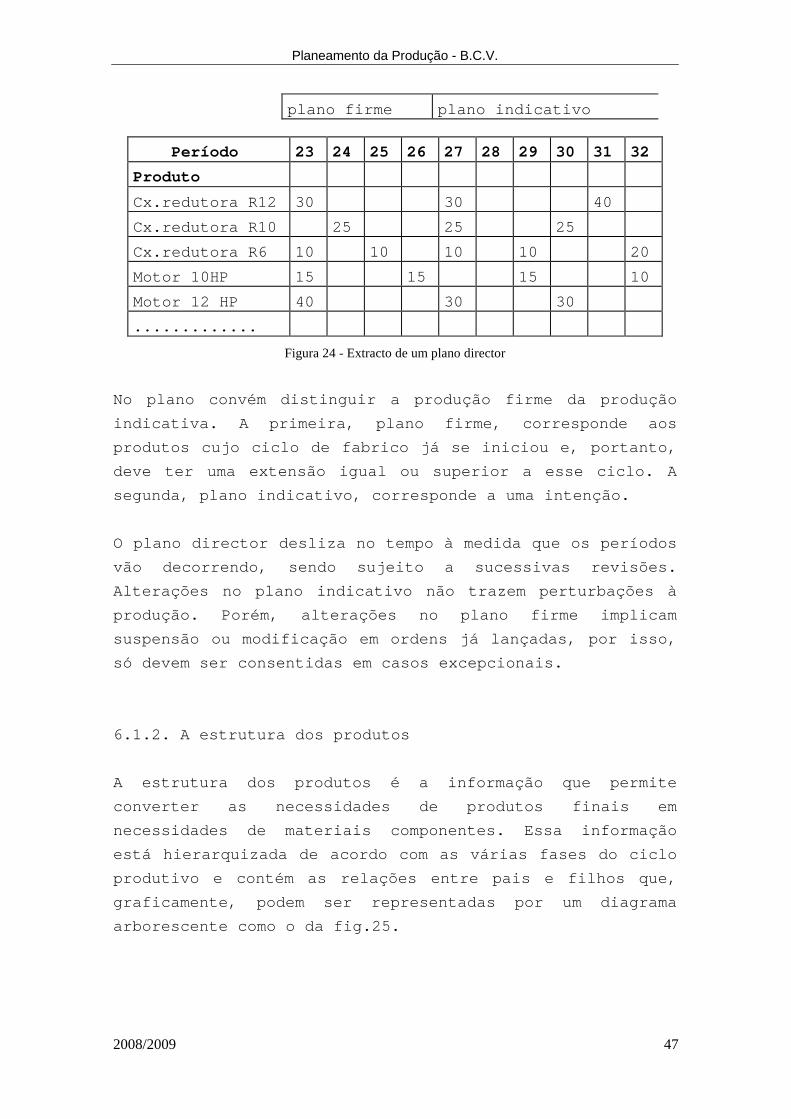
O plano director pode apresentar-se em forma de qua dro,
referindo as quantidades, escalonadas por períodos fabris,
dos produtos finais ou grandes sub-conjuntos, como se
exemplifica na fig.24.
Planeamento da Produção - B.C.V.
2008/2009 47
plano firme plano indicativo
Período 23 24 25 26 27 28 29 30 31 32
Produto
Cx.redutora R12 30 30 40
Cx.redutora R10 25 25 25
Cx.redutora R6 10 10 10 10 20
Motor 10HP 15 15 15 10
Motor 12 HP 40 30 30
.............
Figura 24 - Extracto de um plano director
No plano convém distinguir a produção firme da prod ução
indicativa. A primeira, plano firme , corresponde aos
produtos cujo ciclo de fabrico já se iniciou e, por tanto,
deve ter uma extensão igual ou superior a esse cicl o. A
segunda, plano indicativo , corresponde a uma intenção.
O plano director desliza no tempo à medida que os p eríodos
vão decorrendo, sendo sujeito a sucessivas revisões .
Alterações no plano indicativo não trazem perturbações à
produção. Porém, alterações no plano firme implicam
suspensão ou modificação em ordens já lançadas, por isso,
só devem ser consentidas em casos excepcionais.
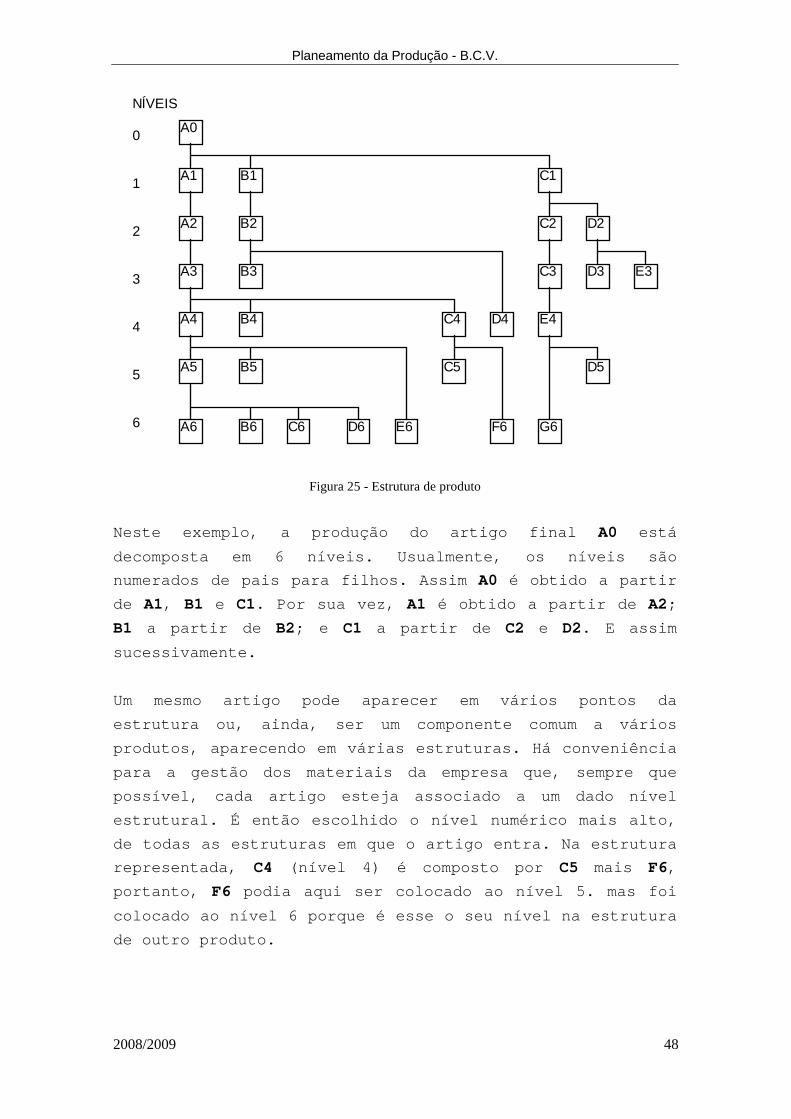
6.1.2. A estrutura dos produtos
A estrutura dos produtos é a informação que permite
converter as necessidades de produtos finais em
necessidades de materiais componentes. Essa informa ção
está hierarquizada de acordo com as várias fases do ciclo
produtivo e contém as relações entre pais e filhos que,
graficamente, podem ser representadas por um diagra ma
arborescente como o da fig.25.
Planeamento da Produção - B.C.V.
2008/2009 48
NÍVEIS 0 1 2 3 4 5 6
A0
A2
A3
A4
A5
A6
A1 B1
B2
B3
B4
B5
B6 C6 D6 E6 F6 G6
C4 D4
C5
C3
E4
C2
C1
D2
D3 E3
D5
Figura 25 - Estrutura de produto
Neste exemplo, a produção do artigo final A0 está
decomposta em 6 níveis. Usualmente, os níveis são
numerados de pais para filhos . Assim A0 é obtido a partir
de A1, B1 e C1. Por sua vez, A1 é obtido a partir de A2;
B1 a partir de B2; e C1 a partir de C2 e D2. E assim
sucessivamente.
Um mesmo artigo pode aparecer em vários pontos da
estrutura ou, ainda, ser um componente comum a vári os
produtos, aparecendo em várias estruturas. Há conve niência
para a gestão dos materiais da empresa que, sempre que
possível, cada artigo esteja associado a um dado ní vel
estrutural. É então escolhido o nível numérico mais alto,
de todas as estruturas em que o artigo entra. Na es trutura
representada, C4 (nível 4) é composto por C5 mais F6,
portanto, F6 podia aqui ser colocado ao nível 5. mas foi
colocado ao nível 6 porque é esse o seu nível na es trutura
de outro produto.

Planeamento da Produção - B.C.V.
2008/2009 49
Para além da hierarquia, a estrutura deve indicar o factor
de incorporação , isto é, o número de unidades do artigo a
incorporar no pai imediato . Se A1, B1 e C1 tiverem
factores de incorporação de 3, 1 e 2, respectivamen te, A0
é constituído por três unidades de A1, uma de B1 e duas de
C1.
A estrutura em árvore, mostrada na fig.25, é facilm ente
perceptível, mas pouco adequada para tratamento
informático. Na prática utilizam-se listagens do ti po
indicado na fig.26.
CÓDIGO NÍVEL FI DESCRIÇÃO OBS
23457895 0 1 Cx. redutora R12
52839767 .1 1 Transmissão entrada. R12
53138745 ..2 1 Veio entrada R12
93786910 ........
8
2 Rolamento NP ...
35676437 ..2 1 Engrenagem de entrada
47395729 ...3 1 Coroa da engrenagem
entr.
74502678 ...3 1 Núcleo engrenagem entr.
93456248 ........
8
2 Cavilha fixação NP...
52839541 .1 1 Transmissão de saída R12
........ ....... .... .......................
Figura 26 - Extracto de estrutura em listagem
6.1.3. O inventário mestre
Essencialmente, este inventário é um ficheiro de to dos os
artigos, devidamente classificados e codificados, c om as
existências actuais e previstas para cada período d o
horizonte de planeamento. Além disso, contém inform ações
necessárias para o planeamento, tais como, prazo de
entrega, stock de segurança, lote de fabrico, compe nsação
para unidades defeituosas, etc.

Planeamento da Produção - B.C.V.
2008/2009 50
Esclarece-se que o prazo de entrega é o tempo de
planeamento a conceder para obter o pai a partir dos seus
filhos . Esse prazo inclui o tempo de preparação, de
execução e de inspecção e, ainda, o tempo médio de
transporte e de espera na oficina. Este último pode ser
várias vezes o tempo de execução.
6.1.4. A explosão do plano director
O grande objectivo do planeamento dos materiais é p assar
do plano director dos produtos finais ao plano de
fabricação e de reaprovisionamento dos materiais. E ssa
passagem faz-se, primeiro, através da estrutura dos
produtos para determinar as necessidades brutas; e,
depois, através do inventário para determinar as
necessidades líquidas, os lotes e as datas de lança mento.
O conjunto destes cálculos designa-se por explosão .
Para simplificar a exposição, será utilizada a nota ção da
fig.27 para indicar os parâmetros de planeamento
necessários à explosão de um produto A0 cuja estrutura
está representada na fig.28.
Figura 27 - Notação dos parâmetros
XYZ
f p
código
prazo deentregafactor de
incorporação

Planeamento da Produção - B.C.V.
2008/2009 51
A0
1 1
A1
2 1
B1
3 1
A2
1 2
B2
2 1
Figura 28 - Estrutura do exemplo
Consideremos que o plano director determina, para a s
semanas 27 a 38, as seguintes produções de A0:
sem 27 28 29 30 31 32 33 34 35 36 37 38
qt. 10 10 10 10 15 15 15 15 20 20 20 20
E que as existências actuais (semana 26) dos artigo s
envolvidos são:
refª A0 A1 B1 A2 B2
quant. 15 40 55 20 20
Considere-se ainda que, nesta semana 26, foi lançad o um
lote de 20 unidades de A2. Como o seu prazo de entrega é
de 2 semanas, esse lote deve ficar pronto na semana 28.
Estes dados permitem fazer a explosão das necessida des e
planear os lançamentos dos vários artigos, conforme se
mostra nos quadros seguintes:
A0:f=1,p=1 27 28 29 30 31 32 33 34 35 36 37 38
Nec. Brutas 10 10 10 10 15 15 15 15 20 20 20 20
Receb.Progr.
Exist. |15 5 -5 -15 -25 -40 -55 -70 -85 -
105
-
125
-
145
-
165
Nec. Líquid. 5 10 10 15 15 15 15 20 20 20 20

Planeamento da Produção - B.C.V.
2008/2009 52
Ord. Progr. 5 10 10 15 15 15 15 20 20 20 20
A1:f=2,p=1 27 28 29 30 31 32 33 34 35 36 37 38
Nec. Brutas 10 20 20 30 30 30 30 40 40 40 40
Receb.Progr.
Exist. |40 30 10 -10 -40 -70 -
100
-
130
-
170
-
210
-
250
-
290
Nec. Líquid. 10 30 30 30 30 40 40 40 40
Ord. Progr. 10 30 30 30 30 40 40 40 40
B1:f=3,p=1 27 28 29 30 31 32 33 34 35 36 37 38
Nec. Brutas 15 30 30 45 45 45 45 60 60 60 60
Receb.Progr.
Exist. |55 40 10 -20 -65 -
110
-
155
-
200
-
260
-
320
-
380
-
440
Nec. Líquid. 20 45 45 45 45 60 60 60 60
Ord. Progr. 20 45 45 45 45 60 60 60 60
A2:f=1,p=2 27 28 29 30 31 32 33 34 35 36 37 38
Nec. Brutas 10 30 30 30 30 40 40 40 40
Receb.Progr. 20
Exist. |20 20 30 0 -30 -60 -90 -
130
-
170
-
210
-
250
Nec. Líquid. 30 30 30 40 40 40 40
Ord. Progr. 30 30 30 40 40 40 40
B2:f=2,p=1 27 28 29 30 31 32 33 34 35 36 37 38
Nec. Brutas 20 60 60 60 60 80 80 80 80
Receb.Progr.
Exist. |20 20 0 -60 -
120
-
180
-
240
-
320
-
400
-
480
-
560
Nec. Líquid. 60 60 60 60 80 80 80 80
Ord. Progr. 60 60 60 60 80 80 80 80
A determinação dos valores do quadro é uma aritméti ca
simples. Assim, as necessidades brutas (saídas) de A0, nos
períodos 27-30, são de 10 unidades por semana. Se n ão
houver recebimentos programados , as existências actuais

Planeamento da Produção - B.C.V.
2008/2009 53
são de 15 e passam a ser de 5 na semana 27, (-5) na semana
28,(-15) na semana 29, (-25) na semana 30, etc.
Existências negativas traduzem a carência acumulada até ao
período respectivo e correspondem a necessidades líquidas
de 5 unidades na semana 28, de 10 na semana 29, de 10 na
semana 30, etc.
Admitindo que essas necessidades líquidas são satis feitas
com a fabricação de lotes das quantidades correspon dentes,
como o prazo de entrega de A0 é de 1 semana, as ordens
programadas deverão ser de 5 unidades na semana 27, de 10
na semana 28, de 10 na semana 29, etc.
Para poder programar as ordens de A0 é preciso que os seus
filhos A1 e B1 estejam disponíveis nas quantidades
necessárias. Como o factor de incorporação de A1 é 2, é
preciso dispor de 10 unidades na semana 27, 20 unid ades na
semana 28, 20 unidades na semana 29, etc. B1 tem um factor
de incorporação 3, logo, serão necessárias 15 unida des na
semana 27, 30 unidades na semana 28, 30 unidades na semana
29, etc. São estas as necessidades brutas de A1 e B1.
Assim, as necessidades brutas dos filhos são obtida s,
multiplicando as ordens programadas dos pais pelos
factores de incorporação, período a período.
Determinadas as necessidades brutas para A1 e B1, os
cálculos prosseguem de forma idêntica à descrita pa ra A0,
até definir as ordens programadas daqueles componen tes.
Destas, passa-se às necessidades brutas dos filhos
respectivos, repetindo-se o processo.
Repare-se que A2 tem um recebimento programado de 20
unidades na semana 28, correspondente a uma ordem q ue
havia sido programada na semana 26 (isto é, com a
antecipação do prazo de entrega de 2 semanas). Aque las 20
unidades vão somar-se às existências da semana 28.

Planeamento da Produção - B.C.V.
2008/2009 54
As ordens programadas têm carácter indicativo até serem
confirmadas pelo responsável da programação. Ao ser em
confirmadas, dão origem a recebimentos programados em
período posterior, decorrido o prazo de entrega. Ao
aparecerem recebimentos programados, são recalculad as as
restantes linhas do quadro.
6.1.5. Critérios de loteamento
No exemplo tratado anteriormente, considerou-se que as
ordens programadas coincidiam com as necessidades l íquidas
do período associado. Na realidade, nem sempre acon tece
assim. Por razões práticas e económicas, os lotes
programados podem cobrir as necessidades de um ou m ais
períodos.
Razões práticas podem derivar de um lote mínimo de
fabrico, de um lote conveniente para transporte in terno
em paletes, contentores, etc., ou de ajustes determ inados
pelo programador. Razões económicas têm a preocupaç ão de
minimizar os custos globais de lançamento de uma or dem e
de posse do stock excedente.
A fórmula da quantidade económica, já referida,
Q =
2. F 0 .DF 1 .C
pode ser uma base para determinar o lote a fabricar de
cada vez. Por exemplo, se as quantidades económicas
calculadas para os artigos tratados anteriormente f ossem
Q A0 = 40; Q A1=100; Q B1=150; Q A2=180; Q B2=220
a explosão do plano conduziria a resultados totalme nte
diferentes, como se mostra no quadro seguinte:
A0:f=1,p=1 27 28 29 30 31 32 33 34 35 36 37 38
Nec. Brutas 10 10 10 10 15 15 15 15 20 20 20 20
Receb.Progr.
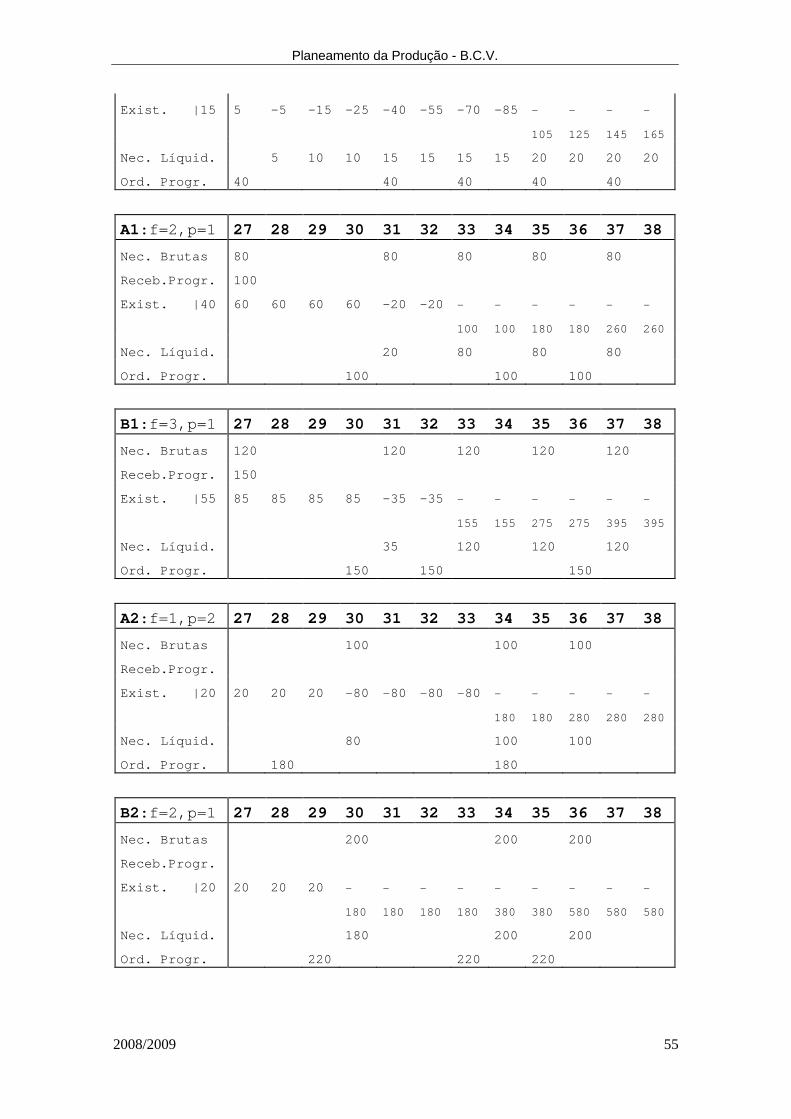
Planeamento da Produção - B.C.V.
2008/2009 55
Exist. |15 5 -5 -15 -25 -40 -55 -70 -85 -
105
-
125
-
145
-
165
Nec. Líquid. 5 10 10 15 15 15 15 20 20 20 20
Ord. Progr. 40 40 40 40 40
A1:f=2,p=1 27 28 29 30 31 32 33 34 35 36 37 38
Nec. Brutas 80 80 80 80 80
Receb.Progr. 100
Exist. |40 60 60 60 60 -20 -20 -
100
-
100
-
180
-
180
-
260
-
260
Nec. Líquid. 20 80 80 80
Ord. Progr. 100 100 100
B1:f=3,p=1 27 28 29 30 31 32 33 34 35 36 37 38
Nec. Brutas 120 120 120 120 120
Receb.Progr. 150
Exist. |55 85 85 85 85 -35 -35 -
155
-
155
-
275
-
275
-
395
-
395
Nec. Líquid. 35 120 120 120
Ord. Progr. 150 150 150
A2:f=1,p=2 27 28 29 30 31 32 33 34 35 36 37 38
Nec. Brutas 100 100 100
Receb.Progr.
Exist. |20 20 20 20 -80 -80 -80 -80 -
180
-
180
-
280
-
280
-
280
Nec. Líquid. 80 100 100
Ord. Progr. 180 180
B2:f=2,p=1 27 28 29 30 31 32 33 34 35 36 37 38
Nec. Brutas 200 200 200
Receb.Progr.
Exist. |20 20 20 20 -
180
-
180
-
180
-
180
-
380
-
380
-
580
-
580
-
580
Nec. Líquid. 180 200 200
Ord. Progr. 220 220 220

Planeamento da Produção - B.C.V.
2008/2009 56
O loteamento por quantidades económicas, frequentem ente,
produz stocks excedentes que não interessam. Relati vamente
a A0, programou-se uma ordem de 40 unidades no período 31
que dá para cobrir as necessidades dos períodos 32 e 33
(15+15=30 unidades), sobrando 10 unidades que não c hegam
para cobrir as necessidades do período 34, portanto , não
trouxeram qualquer vantagem. Daí, a programação de nova
ordem de 40 unidades no período 33. Esta última ord em de
40 mais as 10 unidades sobrantes perfazem 50 unidad es que
cobrem as necessidades dos períodos 34 e 35 (15+20= 35
unidades). Mas as 15 unidades sobrantes não chegam para as
20 unidades necessárias no período 36, sendo precis o
programar nova ordem para o período 35. Aquelas 15
unidades também não serviram para nada.
Olhando para os sucessivos quadros da explosão, enc ontram-
se várias situações em que o excedente não chega pa ra
cobrir a necessidade total do período seguinte. Por tanto,
o lote que o originou deveria ser reduzido daquela
quantidade ou aumentado para cobrir mais um período .
Este problema dos excedentes é eliminado, trabalhan do com
periodicidades económicas . A periodicidade económica P é o
tempo médio de consumo (ou de produção planeada) da
quantidade económica Q. Seja D o consumo anual do artigo e
Q a sua quantidade económica. A periodicidade económ ica
será
P=Q/D (em anos)
P=12.Q/D (em meses)
P=52.Q/D (em semanas)
P=365.Q/D (em dias)
em que P é arredondado para o inteiro superior. Então, o
lote de cada ordem programada é calculado por forma a
cobrir as necessidades de P períodos consecutivos.
Voltando ao exemplo anterior, considere-se que as
periodicidades económicas dos vários artigos envolv idos
são:

Planeamento da Produção - B.C.V.
2008/2009 57
P A0=3; P A1=4; P B1=4; P A2=5; P B2=5
A utilização deste critério de loteamento conduz ao
quadros seguintes:
A0:f=1,p=1 27 28 29 30 31 32 33 34 35 36 37 38
Nec. Brutas 10 10 10 10 15 15 15 15 20 20 20 20
Receb.Progr.
Exist. |15 5 -5 -15 -25 -40 -55 -70 -85 -
105
-
125
-
145
-
165
Nec. Líquid. 5 10 10 15 15 15 15 20 20 20 20
Ord. Progr. 25 45 55 40
A1:f=2,p=1 27 28 29 30 31 32 33 34 35 36 37 38
Nec. Brutas 50 90 110 80
Receb.Progr. 100
Exist. |40 90 90 90 0 0 0 -
110
-
110
-
110
-
190
-
190
-
190
Nec. Líquid. 110 80
Ord. Progr. 190
B1:f=3,p=1 27 28 29 30 31 32 33 34 35 36 37 38
Nec. Brutas 75 135 165 120
Receb.Progr. 155
Exist. |55 135 135 135 0 0 0 -
165
-
165
-
165
-
285
-
285
-
285
Nec. Líquid. 165 120
Ord. Progr. 285
A2:f=1,p=2 27 28 29 30 31 32 33 34 35 36 37 38
Nec. Brutas 190
Receb.Progr.
Exist. |20 20 20 20 20 20 -
170
-
170
-
170
-
170
-
170
-
170
-
170
Nec. Líquid. 170
Ord. Progr. 170

Planeamento da Produção - B.C.V.
2008/2009 58
B2:f=2,p=1 27 28 29 30 31 32 33 34 35 36 37 38
Nec. Brutas 380
Receb.Progr.
Exist. |20 20 20 20 20 20 -
360
-
360
-
360
-
360
-
360
-
360
-
360
Nec. Líquid. 360
Ord. Progr. 360
Estes quadros mostram que o loteamento por periodic idades
económicas evita stocks residuais inúteis e, portan to, é
mais interessante que o loteamento por quantidades
económicas.
Há outros critérios de loteamento que não irão ser aqui
descritos. Exigem mais cálculos e as eventuais melh orias
que introduzem são, na prática, pouco significativa s.
6.1.6. A dinâmica do MRP
Nas secções anteriores analisaram-se questões relat ivas à
explosão do plano director com base na estrutura de um
produto. Geralmente, uma empresa tem vários produto s
finais, havendo muitos componentes comuns. As neces sidades
de cada componente são calculadas para todo o unive rso da
produção, somando as necessidades derivadas de cada
produto final.
Um plano director não é estático. Como se disse, é
conveniente haver um plano firme correspondente ao
horizonte mais próximo; e um plano indicativo, a ma is
longo prazo. São de evitar alterações no plano firm e, mas
não há inconveniente em rever as quantidades e as d atas de
produção do plano indicativo. De qualquer modo, à m edida
que o tempo decorre, o plano desliza, sendo retirad os os
períodos passados e acrescentados os períodos futur os.
Cada alteração do plano director e cada avanço no t empo
obriga a recalcular a explosão, total ou parcialmen te.

Planeamento da Produção - B.C.V.
2008/2009 59
Por outro lado, um plano raramente é cumprido na ín tegra,
havendo desvios nos prazos e nas quantidades entre o
previsto e o realizado. E o estado do processo prod utivo
está em contínua evolução com a finalização de umas obras
e o lançamento de outras. Assim, há constantes transacções
a introduzir na base de dados para que esta possa s er fiel
à situação real.
Alterações, desvios e transacções obrigam a revisõe s
frequentes, implicando uma longa cadeia de cálculos só
possíveis de realizar em tempo útil com o auxílio d e
computadores. As aplicações comerciais de MRP, util izam
diversos métodos de revisão. Nuns casos, a revisão é feita
em "batch", actualizando integralmente todos os fic heiros
com uma dada periodicidade (geralmente, entre um di a e uma
semana); noutros casos, são efectuadas actualizaçõe s
parciais após cada transacção, permitindo algumas
inconsistências entre os ficheiros
Teoricamente, o MRP constitui um processo eficaz de gerir
a produção e responder rapidamente às alterações da
procura e dos planos de fabrico. Porém, a sua eficá cia
depende muito de haver uma base de dados exaustiva e
rigorosa (sobre estruturas, gamas de fabrico e temp os), da
correcção nos procedimentos em todo o processo prod utivo,
do controlo de fabrico e da introdução oportuna das
transacções no sistema. Isso implica um elevado gra u de
organização empresarial. A utilização do MRP em emp resas
mal organizadas tem dado resultados bastante negati vos,
pois quaisquer erros introduzidos no sistema são
repercutidos de forma exponencial.
6.2. O sistema JIT
JIT é uma sigla para a frase "just in time" e tem c omo
princípio essencial o de produzir, apenas, quando é

Planeamento da Produção - B.C.V.
2008/2009 60
necessário . Outras designações são utilizadas com
significados afins, tais como, JAT (juste à temps), ZIPS
(zero inventory production stocks), RCA (reconstitu ition
du consommé réel), GPA (gestion par l´aval) e "Kanb an"
(fonética da palavra japonesa para cartão ).
Produzir apenas quando é necessário, significa que cada
posto de trabalho da cadeia de fabrico deve produzi r de
acordo com as encomendas que lhe são colocadas pelo posto
seguinte. Se todos os postos adoptarem esta atitude , é o
último posto que diz ao penúltimo o que deve fazer; e é
este que comanda o antepenúltimo e assim sucessivam ente
até chegar ao primeiro posto da cadeia produtiva. A ssim,
toda a produção é puxada de jusante .
Pelo contrário, nos sistemas tradicionais de planea mento,
cada posto executa aquilo que os postos anteriores lhe
enviam, sem se preocupar com o estado dos postos
seguintes. Por outras palavras, cada posto despacha as
ordens que lhe chegam, sem considerar as cargas dos postos
a jusante. Toda a produção é empurrada de montante e, em
consequência, alguns postos têm grandes filas de es pera
enquanto outros podem estar desocupados. Assim, aum enta o
stock em curso de fabrico e o tempo de permanência das
obras na oficina.
Na sua forma original, a produção JIT é regulada pe la
troca de kanbans (cartões de trabalho), de uma forma muito
simples, como se ilustra no exemplo seguinte, apoia do na
fig.29.

Planeamento da Produção - B.C.V.
2008/2009 61
D posto P1
KM
(T1) c
KP
B posto P2
KM
A
KP
D posto P1
KP
(T2) c
KM
B posto P2
KP
E posto P1
KM
(T3) D
KP
C posto P2
KM
B
KP
KM
A
KMKM
Figura 29- Comando pelo "kanban"
Suponhamos que determinada peça sofre operações nos postos
P0, P 1,.P 2,.P 3, etc., e que a movimentação entre postos é
feita em contentores com determinado número de peça s. A
movimentação e a produção são comandadas por dois t ipos de
cartões, o kanban de movimentação (KM) e o kanban de
produção (KP).
Num instante (T 1), existem quatro contentores, A, B, C e D,
um a montante e outro a jusante de cada um dos post os P1 e
P2. As peças do contentor a montante aguardam a opera ção
nesse posto e as do contentor a jusante já completa ram a
operação. Os contentores a montante têm cartões KM e os
contentores a jusante têm cartões KP.
Num instante posterior (T 2), é enviado a P 2, proveniente do
posto a jusante P 3, um KM que requisita um contentor para
processamento. O contentor A é então enviado a P 3 com o KM
que o requisitou; o KP que estava em A passa para B,
ordenando o processamento deste em P 2; o KM que estava em B
vai requisitar C para junto de P 2; o KP que estava em C
passa para D, ordenando o seu processamento em P 1; o KM que

Planeamento da Produção - B.C.V.
2008/2009 62
estava em D é enviado para o posto a montante P 0,
requisitando um novo contentor; e assim sucessivame nte.
No momento seguinte (T 3), já B foi processado em P 2 e D em
P1, e aguardam ordem de processamento os contentores C e E,
em P2 e P 1, respectivamente. A situação (T 3) é idêntica a
(T 1), apenas houve a transposição de um posto no fluxo de
contentores.
O espírito do sistema JIT é o de manter a regulação da
produção tão simples quanto possível (o sistema fun ciona
bem manualmente). Essa simplicidade permite um
acompanhamento fácil pelos operadores e faz ressalt ar as
deficiências que, assim, podem ser corrigidas rapid amente.
A redução das filas de espera, só por si, vai dimin uir os
stocks de materiais em curso de fabrico. Mas o JIT é muito
mais ambicioso na medida em que é acompanhado de um a
análise global de todo o sistema produtivo com o ob jectivo
de:
- equilibrar os postos de trabalho;
- simplificar os métodos de execução:
- racionalizar as implantações e os transportes;
- reduzir as séries de fabrico;
- diminuir os tempos de preparação das máquinas;
- eliminar avarias, defeitos, atrasos e absentismo .
Esta análise global é feita com grande participação do
pessoal directo. Geralmente, os resultados são exce lentes,
não só pela eliminação de ineficiências, mas também pela
grande motivação que gera no pessoal, ambos os aspe ctos
com reflexos muito positivos na produtividade.
No que respeita à regulação pelo kanban , atrai sobretudo a
sua simplicidade. O método funciona bem quando a pr odução
é repetitiva e a procura estável, o que permite a
suficiente antecedência para definir os métodos de fabrico
e equilibrar os postos de trabalho. Quando a procur a é

Planeamento da Produção - B.C.V.
2008/2009 63
muito incerta, sobretudo se for conjugada com produ tos e
procesos de alta complexidade, o método revela-se m enos
eficaz.
6.3. O método OPT
O OPT, "Optimized Production Technology", pretende
combinar os aspectos positivos do MRP (designadamen te, a
sua potência de planeamento) e do JIT (simplicidade ,
pequenas séries de fabrico, baixos stocks, produção de
acordo com as necessidades, etc.).
A pedra base do OPT é a identificação dos estrangul amentos
(postos críticos) de fabricação. São estes que rest ringem
o fluxo e impõem o ritmo de produção. Por isso, é s obre
eles que se deve concentrar o esforço de programaçã o, de
manutenção, de redução de tempos de preparação, de métodos
de execução, etc., a fim de trabalharem com ocupaçã o e
produtividade de 100%. São esses postos que irão co mandar
os pedidos aos outros postos (não-críticos). Para n ão se
acumularem stocks, os postos não-críticos deverão e xecutar
as ordens de acordo com as necessidades dos postos
críticos, porém, o mais tarde possível.

Planeamento da Produção - B.C.V.
2008/2009 64
Produção
Stocks
Estruturas
Capacidades
BUILDNET cria e mantém base de dados
SERVE ordena recursos por utilização
SPLIT separa recursos críticos
OPT BRAIN programa recursos críticos
SERVE programa recursos não-críticos
Figura 30 - Módulos do OPT
A aplicação informática deste método, lançada pela
Creative Output Inc., assenta no conjunto de módulo s
esquematizados na fig.30.
A informação de partida é semelhante à utilizada pe lo MRP:
os planos directores de produção; as estruturas dos
produtos; os stocks existentes e planeados; e as
necessidades traduzidas em ordens planeadas. E aind a, as
gamas operatórias e as capacidades existentes em
equipamentos e pessoal. Esta informação é administr ada
pelo módulo BUIlDNET.
O SERVE calcula as cargas derivadas da explosão do plano
director, para cada um dos recursos, compara essas cargas
com as capacidades existentes, e ordena os recursos por
taxa decrescente de utilização.
Seguidamente, no SPLIT, faz-se a separação entre re cursos
críticos (cuja carga excede a capacidade) e não-crí ticos.

Planeamento da Produção - B.C.V.
2008/2009 65
Os primeiros são então cuidadosamente programados p elo OPT
BRAIN de forma a procurar conseguir a sua ocupação total.
Recorda-se que são os recursos críticos que vão
condicionar o fluxo produtivo e, portanto, o seu má ximo
aproveitamento tem repercussões decisivas na produt ividade
global do sistema.
Feita a programação dos sectores críticos, passa-se à
programação dos restantes recursos, a cargo do SERV E. Se
nesta programação forem encontradas dificuldades, f az-se
uma reclassificação dos recursos críticos ou,
eventualmente, uma alteração do plano director.
As ordens para os recursos não-críticos são program adas o
mais tarde possível ("just in time"), admitindo-se que
esses recursos fiquem temporariamente desocupados. Isto
pode chocar com a mentalidade habitual de procurar ocupar
sempre as pessoas e os equipamentos. Mas não intere ssa, de
facto, fazer mais cedo para, depois, o material fic ar na
fila de espera do posto crítico seguinte.
O OPT apresenta, assim, algumas vantagens important es,
tais como:
- Simplicidade e rapidez na elaboração dos programa s
de fabrico, não necessitando de tantos dados nem
dados tão rigorosos como o MRP. De facto, só os
sectores críticos necessitam de dados e cálculos
rigorosos e completos. Daqui decorre também uma men or
carga sobre o computador.
- É fácil analisar diferentes alternativas através de
simulação, tanto para o planeamento das operações
como dos recursos.
- Faz simultaneamente a maximização da produção
(ocupando inteiramente os sectores críticos) e a
minimização dos stocks em curso de fabrico (fazendo o
lançamento mais tarde nos sectores não-críticos).
Planeamento da Produção - B.C.V.
2008/2009 66
Identificados os sectores críticos, é sobre eles qu e se
devem concentrar as acções tendentes a aumentar a
produtividade, designadamente, o estudo dos métodos do
trabalho, a eliminação de avarias e a redução dos t empos
de preparação das máquinas. O aumento de produtivid ade de
uma máquina não-crítica, por exemplo, a redução do tempo
de mudança de ferramentas só faz com que a máquina esteja
desocupada mais tempo, sem quaisquer efeitos sobre a
produção do sistema total.
O OPT é o método de planeamento mais adequado quand o o
produto está sujeito a alterações frequentes e comp lexas e
o processo utiliza os mesmos recursos para múltiplo s
produtos, pois apenas necessita de dados rigorosos para as
secções críticas.

Planeamento da Produção - B.C.V.
2008/2009 67
7. PLANEAMENTO DA PRODUÇÃO CONTÍNUA
Na produção contínua, os meios de produção estão
permanentemente dedicados à produção de um produto ou de
uma família homogénea de produtos. Por isso, os vár ios
equipamentos, frequentemente complexos e automatiza dos,
estão implantados segundo a sequência de operações.
Compreende-se assim que este tipo de produção só in teresse
para fabricação em grande escala.
Há dois tipos distintos de produção contínua, conso ante
natureza dos produtos. A produção em fluxo associada a
artigos fluidos, pastosos ou a granel, tais como pr odutos
petroquímicos, siderúrgicos, granulosos e farináceo s. E a
produção em linha associada a operações sobre unidades
discretas, tais como a sequência de operações de
maquinagem ou de montagem que conduzem a um produto final
complexo.
Uma linha de produção com maquinagens complexas env olve
geralmente equipamentos com elevado grau de automat ização
e pouca intervenção humana. Pelo contrário, uma lin ha de
montagem tradicional utiliza máquinas e ferramentas
simples e grande intervenção humana, embora a robotização
tenda a substituir a operação manual.
Este capítulo limita-se a analisar alguns problemas
básicos das linhas de montagem tradicionais. O leit or
interessado em aprofundar estes assuntos poderá con sultar
Wild (1972).
7.1. Linhas de montagem tradicionais
Estas linhas, como se referiu, são essencialmente
constituídas por uma série de postos manuais, embor a
possam incluir algumas máquinas-ferramentas simples e

Planeamento da Produção - B.C.V.
2008/2009 68
equipamento automatizado de transporte entre postos . Em
cada posto trabalha apenas um operador, excepto nos casos
em que haja operações que não possam ser divididas em
tarefas individuais e, por isso, exijam a intervenç ão
simultânea de mais de uma pessoa.
A versão de linha mais simples é a linha única , isto é,
trabalha continuamente com um único modelo de produ to.
Torna-se mais complicado quando a linha serve uma f amília
de produtos, isto é, vários modelos. Então, duas op ções
são tomadas na prática: linha múltipla , em que modelos são
lançados em lotes, rotativamente, existindo na linh a,
apenas, um modelo de cada vez; ou linha mista , em que os
vários modelos coexistem na linha.
Em qualquer das versões, o planeamento inicial da l inha é
frequentemente moroso e complicado. De facto, como adiante
se verá, é preciso fazer a equilibragem da linha , ou seja,
definir o número de postos e as tarefas a executar em cada
posto para obter a cadência de produção desejada co m a
máxima produtividade.
Numa linha única, a programação das operações está feita
por natureza, visto que os postos seguem a gama de fabrico
e a produção é contínua. Como não há mudanças, tamb ém não
há tempos perdidos na preparação das operações.
Na linha múltipla, geralmente, há necessidade de fa zer
ajustamentos nas ferramentas ou na disposição dos p ostos
de trabalho quando se passa de um modelo para outro . São
tempos de preparação que, frequentemente, dependem da
sequência dos modelos. É natural também que o rendi mento
dos operários seja inferior no início de cada lote. Por
outro lado, como a produção de um modelo é intermit ente,
haverá que constituir stocks.

Planeamento da Produção - B.C.V.
2008/2009 69
O programador da linha múltipla deverá procurar a
sequência óptima dos modelos e a dimensão convenien te dos
lotes, estabelecendo um compromisso entre as perdas de
preparação e rendimento, por um lado, e os custos d e
stocks, por outro.
A linha mista pode ser encarada como uma linha múlt ipla de
lotes unitários. Só interessa encarar esta versão q uando
os tempos de preparação entre modelos são pouco
significativos e quando as operações da gama de fab rico
dos vários modelos são muito semelhantes. A eqilibr agem
dos postos da linha é feita, estabelecendo um compr omisso
entre os vários modelos. Mas deve ter-se em atenção a
quantidade a produzir de cada um, isto é, a linha d eve
ficar mais equilibrada para os modelos dominantes.
O lançamento, na linha mista, dos vários modelos ac ompanha
de perto as solicitações da procura, o que vai redu zir os
stocks finais. Porém, o programador deve preocupar- se
também com a sequência de lançamento para compensar
desequilíbrios. Isto é, um modelo que ocupe menos um dado
posto deve ser seguido de outro que ocupe mais esse mesmo
posto.
7.2. Equilibragem da linha
A equilibragem é um aspecto essencial no planeament o da
produção contínua. Será aqui tratado o caso mais si mples,
de linha única.
Antecedendo a equilibragem, deverá haver um estudo do
trabalho a efectuar para se obter o produto final. Esse
trabalho é constituído por tarefas produtivas e
improdutivas. Estas últimas, referentes a preparaçã o,
manipulação e transporte de ferramentas e materiais ,
deverão ser reduzidas ao mínimo. Do estudo prévio d o
trabalho a efectuar, resultará a definição de todas as

Planeamento da Produção - B.C.V.
2008/2009 70
operações elementares e respectivos tempos de execu ção,
bem como os modos de execução, as ferramentas e as
precedências que restringem a sequência no processa mento
das operações.
Admitindo que há n operações elementares (produtivas e
improdutivas) e que a cada operação i corresponde um tempo
t i , o tempo associado a uma unidade do produto será
T = _t i i=1,2,...,n
Se for N a cadência de produção pretendida (quantidade a
produzir por unidade de tempo), a quantidade necess ária de
postos de trabalho para obter essa cadência será
p _ N.T
Naturalmente, N e T devem referir-se às mesmas unidades de
tempo: se T vier expresso em minutos, N deverá indicar
unidades por minuto.
Pretende-se que p seja mínimo. Porém, p tem de ser um
número inteiro, daí a desigualdade (_). Mas há outr a razão
para esta desigualdade que resulta da desequilibrag em dos
postos, como se mostra a seguir.
Havendo p postos de trabalho, idealmente, cada posto de
trabalho deveria executar, das n operações, um sub-
conjunto que perfizesse exactamente um tempo
C = T/p (ciclo ideal)
Na prática, esta situação ideal nunca é atingida po r
várias razões:
- As operações elementares não são divisíveis. Ao
alocar as operações a um posto, só por acaso é que a
soma dos tempos coincide com C.
Planeamento da Produção - B.C.V.
2008/2009 71
- Por razões idênticas, a soma dos tempos das
operações alocadas varia de posto para posto, isto é,
há postos que ficam mais sobrecarregados que outros .
O ciclo ideal C vai funcionar como objectivo. As operações
são distribuídas pelos postos por forma a que a som a dos
tempos correspondentes, em cada posto, se aproxime o mais
possível de C. Para esse objectivo, pode-se jogar com a
ordem das operações dentro das restrições impostas por
- Precedências tecnológicas do processo produtivo: há
operações que implicam a execução prévia de outras.
- Zonagem negativa, implicando incompatibilidade de
operações: por exemplo, operações que produzam
poeiras abrasivas têm de ser isoladas, em zonas
próprias.
- Zonagem positiva, implicando associação de
operações: por exemplo, operações que exijam as
mesmas ferramentas ou equipamentos especiais, devem
ser feitas no mesmo posto.
Em resultado das dificuldades referidas, os postos ficam
com cargas desequilibradas como se exemplifica na f ig.31.
O ciclo real é C' , determinado pela soma dos tempos das
operações do posto mais carregado. É este ciclo que vai
fixar o tempo entre as chegadas (ou saídas) de duas
unidades consecutivas a um dado posto; e, portanto, o
tempo disponível em cada posto para executar as ope rações
que lhe foram alocadas. É ainda o tempo que decorre entre
a saída dos produtos da linha, determinando assim a
cadência real, N' = 1/ C' .

Planeamento da Produção - B.C.V.
2008/2009 72
ciclo ideal C ciclo real C'
tempo
perda
tempo útil
postos1 2 3 4 5 6 Figura 31 - Distribuição das cargas
Todos os postos, com excepção do posto 3, apresenta m
perdas de equilibragem, isto é, têm excesso de temp o para
executarem as tarefas que lhes foram alocadas. De f acto,
esses postos vão também ocupar o tempo C' , mas trabalham
com um ritmo ou actividade inferior ao normal.
Sendo C' _C, é N' _N, garantindo-se assim que a cadência de
produção da linha é atingida ou ultrapassada. Como o
número de postos p foi calculado, arredondando para o
inteiro superior, pode acontecer que essa diferença seja
suficiente para garantir a cadência desejada, mante ndo
esse número de postos, isto é, p' =p. Mas se as perdas de
equilibragem forem significativas, poderá haver
necessidade de aumentar o número de postos ( p' >p) para que
N' _N; ou então deixar que C' >C e, em consequência, N' <N.
O tempo útil para execução de uma unidade continua a ser
T; mas o tempo despendido é agora ( p'.C' ). As perdas de
equilibragem são assim
E= p'.C'-T (em valor absoluto)
e= (E/T).100% (em percentagem)
Geralmente, procura-se que as perdas não ultrapasse m os
10%.

Planeamento da Produção - B.C.V.
2008/2009 73
Feita a distribuição das operações pelos postos, é
conveniente fazer o estudo ergonómico desses postos ,
aplicando os princípios da economia de movimentos,
escolhendo as ferramentas apropriadas e os processo s
adequados de movimentação dos materiais. Os métodos de
execução das operações poderão ser também revistos,
determinando novos tempos. Se as alterações forem
significativas, poderá haver necessidade de efectua r nova
equilibragem.
7.3. Métodos de equilibragem
A distribuição equilibrada das operações pelos post os de
trabalho, respeitando as precedências tecnológicas e as
restrições de zonagem, por vezes, é complicada. Há vários
métodos usados para o efeito, estando alguns dirigi dos
para utilização em computador. Será aqui ilustrado o
método dos pesos posicionais , recorrendo a um exemplo
simples.
Considere-se uma máquina cuja montagem é constituid a pelas
operações A a L cujo sequenciamento tecnológico está
indicado na fig.32, juntamente com os tempos (em mi lésimos
de hora).
A B
E
C
F
D G
H
J
I K
L
A B C D E F G H I J K L total
270 35 125 230 85 105 40 115 135 195 95 55 1485
Figura 32 - Precedências tecnológicas e tempos
O peso posicional associado a cada operação é obtido pela
soma dos tempos dessa operação e de todas as que lh e
sucedem. Para calcular esses pesos, podemos usar o quadro
da fig.33.

Planeamento da Produção - B.C.V.
2008/2009 74
Na penúltima coluna (pp) do quadro, aparecem os pes os
posicionais de cada operação (soma dos tempos indic ados na
linha). A última coluna indica a ordenação das oper ações
por pesos posicionais decrescentes.
A fase seguinte é calcular o número de postos de tr abalho.
O tempo total de montagem de uma máquina é de 1,485 horas.
Admitamos que o objectivo é conseguir a montagem de 3
máquinas por hora. O número mínimo de postos é entã o
p= 3x1,485= 4,455
ou seja, p=5. O ciclo correspondente vem
C= 1,485/5= 0,297 h
A B C D E F G H I J K L pp ord
A 27
0
35 12
5
23
0
85 10
5
40 11
5
13
5
19
5
95 55 1485 1º
B 35 12
5
23
0
40 13
5
19
5
95 55 910 2º
C 12
5
23
0
40 13
5
19
5
95 55 875 3º
D 23
0
40 13
5
19
5
95 55 750 5º
E 85 10
5
40 11
5
13
5
19
5
95 55 825 4º
F 10
5
40 13
5
19
5
95 55 625 6º
G 40 13
5
19
5
95 55 520 8º
H 11
5
13
5
19
5
95 55 595 7º
I 13
5
95 55 285 9º
J 19
5
55 250 10º
K 95 55 150 11º

Planeamento da Produção - B.C.V.
2008/2009 75
L 55 55 12º
Figura 33 - Cálculo dos pesos posicionais
As operações da montagem têm agora de ser distribuí das
pelos postos, sem ultrapassar o tempo de 297 milési mos de
hora e respeitando as precedências tecnológicas. Pa ra esse
efeito, as operações vão sendo alocadas a cada post o por
ordem dos pesos posicionais.
A operação A tem o maior peso posicional e, por isso, é a
primeira a ser alocada ao posto I , como se indica no
quadro da fig.34. Na coluna tempo aparece o tempo da
operação A; na coluna _, o tempo acumulado das operações
alocadas ao posto I ; e na coluna C-_ , o tempo disponível
no posto I para perfazer o ciclo C=297. Assim, sobram 27
unidades de tempo, mas não há nenhuma operação que possa
ser encaixada nese intervalo. Portanto, o posto I fica
preenchido com a operação A.
posto oper tempo _ C-_ C'-_
I A 270 270 27 0
II B 35 35 262
C 125 160 137
E 85 245 52 25
III D 230 230 67 40
IV F 105 105 192
H 115 220 77
G 40 260 37 10
V I 135 135 162
K 95 230 67 40
VI J 195 195 102
L 55 250 47 20
135
Figura 34 - Alocação das operações
Seguindo a ordem decrescente dos pesos posicionais, ao
posto II são alocadas B (precedida por A), C (precedida
por B) e E (precedida por A). Sobram 25 unidades de tempo,

Planeamento da Produção - B.C.V.
2008/2009 76
mas isso não chega para alocar mais nenhuma operaçã o. Ao
posto III é alocada a operação D que é a seguinte na ordem
dos pesos. Sobram 40 unidades que dariam para aloca r G,
mas esta tem de esperar por F. Portanto o posto fica
preenchido só com D.
Continuando a aplicar esta lógica, as operações F, H e G
são alocadas ao posto IV, sobrando 10 unidades de tempo.
No posto V entra a operação I e sobram 162 unidades que
são insuficientes para alocar a operação J cujo peso vem
imediatamente a seguir. Em alternativa, pode alocar -se a
operação K cujo tempo de 95 unidades é inferior às 162
unidades livres e cujas operações precedentes já fo ram
realizadas. Finalmente, as operações J e L são realizadas
no posto VI , sobrando ainda 20 unidades de tempo.
Verifica-se que os 5 postos inicialmente previstos são
insuficientes para completar todas operações, sendo
necessário criar um posto adicional. Isso aconteceu devido
às perdas significativas em todos os postos que, no
conjunto, somam 135 unidades.
A cadência da linha será comandada pelo posto mais
carregado, I , com o tempo alocado de 270. Adoptando este
valor para o ciclo real, C'=270, obtemos uma cadênc ia de
produção de
N'= 1/C'= 3,7 unidades por hora
que ultrapassa o objectivo inicial das 3 unidades p or
hora. Nestas circunstâncias, as perdas reais de
equilibragem são
e= (6x270-1485)/1485= 9,1%
Feita a distribuição das operações, passa-se ao est udo
ergonómico dos postos e à reanálise das operações s egundo
os princípios do Estudo do Trabalho. Frequentemente ,
surgem alterações, quer nos métodos quer nos tempos ,
conduzindo à revisão dos cálculos efectuados.

Planeamento da Produção - B.C.V.
2008/2009 77
7.4. Perdas do sistema
A desequilibragem entre os vários postos da linha
representam, como vimos, perdas de produtividade no
sistema. Mas há perdas de outras origens, salientan do-se
as provocadas pela variação no ritmo de actividade dos
trabalhadores.
A equilibragem dos postos baseou-se em tempos médio s para
cada uma das operações. Ora um trabalhador não mant ém
sempre o mesmo ritmo de actividade ao longo do dia de
trabalho. Essa actividade segue uma distribuição do tipo
representado na fig.35.
Figura 35 - Distribuição da actividade
Quando o trabalhador de um posto de trabalho se atr asa na
execução das operações, o material vai chegar mais tarde
ao posto seguinte, portanto, esse atraso vai reperc utir-se
para jusante. Embora possa haver recuperações, gera lmente
o efeito combinado da variação da actividade dos
trabalhadores ao longo da linha traduz-se numa cadê ncia de
produção menor do que a estimada para a actividade média.
A criação de stocks (geralmente, uma unidade) entre todos
ou alguns dos postos de trabalho evita que os atras os se
propaguem. Tem, porém, a desvantagem de aumentar o
comprimento da linha e o stock em-curso.
tempo média
probabilidade

Planeamento da Produção - B.C.V.
2008/2009 78
Em certas linhas de montagem, o material desloca-se num
transportador em movimento contínuo e os trabalhado res
executam as operações em movimento, estando cada po sto
associado a certo percurso. Os percursos de cada po sto
sobrepõem-se parcialmente, permitindo a cada trabal hador
iniciar as operações logo que o anterior termine. A ssim, é
mais fácil recuperar atrasos e, além disso, a veloc idade
do transportador "impõe" ao trabalhador o ritmo des ejável.
Por vezes, usam-se sinais luminosos, em cada posto de
trabalho, para marcar a cadência. Momentos antes de se
esgotar o tempo do ciclo, aparece uma luz amarela q ue
passará a vermelha se o ciclo é ultrapassado.
Estes e outros métodos podem ser usados para reduzi r os
efeitos da variação de actividade. As perdas de
produtividade originadas por este motivo podem ser tão ou
mais importantes que as perdas de equilibragem e au mentam
com o número de postos da linha.