modelo de unidade - sbpc/mlsbpc.org.br/upload/congressos/2_seis_sigma.pdf · 3 definição seis...
TRANSCRIPT

1
SEIS SIGMA
Dr. Luiz Gastão Mange Rosenfeld
Dr Maurício Viecili
Dra Marina Moraes Barros
Setembro - 2007

2
DECLARACÃO DE CONFLITO DE INTERESSES DECLARACÃO DE CONFLITO DE INTERESSES
À Declarar À Declarar
Diagnósticos da América Sociedade AnônimaDiagnósticos da América Sociedade AnônimaVice Presidente Médico Vice Presidente Médico -- ProdutoProdutoRelacãoRelacão ––Diretor Diretor EstatutarioEstatutarioEleito pelo Conselho de Eleito pelo Conselho de AdministracãoAdministracão

3
Definição
Seis Sigma é uma estratégia empresarial de
mudanças para acelerar o aprimoramento em
processos, produtos e serviços. O termo Sigma
mede a capacidade do processo em trabalhar livre
de falhas. Quando falamos em 6 Sigma, significa
redução da variação no resultado entregue aos
clientes para uma taxa de 3,4 falhas por milhão,
ou 99, 99966% de perfeição”.

4
Metrica 6 Sigma
Seis Sigma é um sistema de avaliação do
desempenho de um processo com o objetivo
de diminuir a sua variabilidade para atingir a
perfeição e atender às exigências do cliente.
A métrica Sigma avalia o número de defeitos
por milhão de oportunidades (DPMO).
6 Sigma = 3,4 DPMO (próximo a perfeição)
mar
ina

5
– Benchmark para comparação do nível da eficencia
– Meta da qualidade para processos e produtos
– Medida da variação em qualquer processo
– Métrica da melhoria contínua nos processos
– Estatística calculada para os defeitos
– Visão de excelência organizacional
– Estratégia de fidelização de clientes
Utilidades do 6 Sigma

6
Evolução dos Sistemas da Qualidade
• Controle da Qualidade-Ferramentas estatisticas• Qualidade Total- Deming – PDCA• Gestão pela Qualidade Total- TQM-• Ferramentas: KanBan 5W1H• Just-in-time Causa Raiz (5 porque?)• Estoque zero Erro Zero • OBZ etc• Sistemas da Qualidade-ISO,Especificos• Sistemas de Gestao: Estrategico/Processos/BSC etc• Seis Sigma ( gestao e/ou métrica )

7
Gestão da Qualidade- ISO/Seis Sigma
• Iso 9000 Seis Sigma
• Alta Direção Patrocinador-Champion
• RA Black Belt
• Facilitador Green Belt

8
Integração 6 Sigma
Ferramentas & Modelos
MelhoriaDMAIC
DesenhoDMADV
Definição
Medida
Análise
Melhoria
Controle Definição
Medida
Análise
Desenho
Verificação

9
Metrica 6 Sigma
Target
1σ
2σ
3σ
3σ6.6% Defeitos
Um processo é 3 sigma por que ele possui 3 desvios padrão de diferença entre sua
média e o limitesuperior.
Antes
DepoisExigência do Cliente
s % BOM
99% é Satisfatório ???
2 69.2%3 93.32%4 99.379%5 99.977%6 99.99966%
Target1σ 2σ 3σ 4σ 5 6σσ

10
Benchmarks na escala Sigma
1 hora/20 anos7 horas / mêsFalta de energia elétrica
2/20 dias37/diaDispensação de medicamentos
erradas(base-6000/dia)
4/ano2/diaErros em aterrissagens em aeroportos
(320 pousos/dia)
3,4/5 meses3,2/semanaCirurgias incorretas em um hospital-
500/semana
99,99966%99,38000%Algumas medidas clássicas6,0 Sigma 4,0 Sigma

11
Tabela Sigma x DPMO
dpmo sigma dpmo sigma dpmo sigma- 6,0 1.866 4,4 115.083 2,7
3 6,0 2.555 4,3 135.687 2,65 5,9 3.467 4,2 158.687 2,59 5,8 4.661 4,1 184.108 2,4
13 5,7 6.210 4,0 211.928 2,321 5,6 8.198 3,9 242.071 2,232 5,5 10.724 3,8 274.412 2,148 5,4 13.904 3,7 308.770 2,072 5,3 17.865 3,6 344.915 1,9
108 5,2 22.750 3,5 382.572 1,8159 5,1 28.717 3,4 421.428 1,7233 5,0 35.931 3,3 461.140 1,6337 4,9 44.567 3,2 501.350 1,5483 4,8 54.801 3,1 541.694 1,4687 4,7 66.811 3,0 581.815 1,3968 4,6 80.762 2,9 621.378 1,2
1.350 4,5 96.809 2,8 660.083 1,1
Tabela de Sigma
Avalia ResultadosVerifica os Defeitos
Cálculo em DPMO
Conversão em Sigma
(Desempenho)
mar
ina
DPMO = Número de defeitos x 1.000.000No unidades x No oportunidades
Desempenho = Nooportunidades – NoDefeitos) x 100Nooportunidades

12
ppmppmppm162,116162,116
12,90412,904
4,7004,700
447447
Belk and Sunderman (1947)
College of American Pathologists (1996)
Plebani and Carraro (1997)
Witte D.L. et al. (1997)
(“pure”analytical errors)
Belk and Sunderman (1947)
College of American Pathologists (1996)
Plebani and Carraro (1997)
Witte D.L. et al. (1997)
(“pure”analytical errors)

13
Benchmarks em Lab. Clínico
How do your processes compare? The following Sigma metrics are drawn from Nevalainen D, Berte L, Kraft C, Leigh E, Morgan T. Evaluating laboratory performance on quality indicators with the six sigma scale. Arch Pathol Lab Med 2000;124:516-519.
Q-Probe QUALITY INDICATOR % ERROR DPM SIGMA*Order accuracy 1.8 % 18,000 3.60 Duplicate test orders 1.52 15,200 3.65 Wristband errors (not banded) 0.65 6,500 4.00 TDM timing errors 24.4 244,000 2.20 Hematology specimen acceptability 0.38 3,800 4.15 Chemistry specimen acceptability 0.30 3,000 4.25 Surgical pathology specimen accessioning 3.4 34,000 3.30 Cytology specimen adequacy 7.32 73,700 2.95 Laboratory proficiency testing 0.9 9,000 3.85 Surg path froz sect diagnostic discordance 1.7 17,000 3.60 PAP smear rescreening false negatives 2.4 24,000 3.45 Reporting errors 0.0477 477 4.80

14
DASA & 6 Sigma
• 1997 : Implantação ISO 9000, Certificações e Acreditações.
• 1998 : Desenho dos Processos.• 2000 : Revisão dos Processos & “Lean”-LayOut.• 2001/2 : Desenho da Gestão por Processos• 2001/2 : Gestão Estrategica - Medidas, metas e indicadores
com metrica 6 Sigma• 2002 : Gestão utilizando “Balance Scorecard”• 2004 :Sistema Integrado de Gestão

15
P D C A DASA
Sistema Integrado De Gestão
Implementação Do Processo
Definição dos Indicadores e Metas
Análise do Risco
RecursoFinanceiro
Recursos de Infra estruturaE das PessoasDesenho do
Processo
Estratégia
GESTÃO DO PROCESSO
REQ
UIS
ITO
S D
OS
CLI
ENTE
S E
DA
SO
CIE
DAD
EMODELO DE PROCESSO DIAGNÓSTICOS DA AMÉRICA
DESENVOLVIMENTO DO PROCESSO
SATISFA
ÇÃ
O dos C
LIENTES e SO
CIED
AD
E
Medição / Avaliação de Performance

16
Certificações e Acreditações DASA
CLC Nº 0002
CLC Nº 0004

17
Estrategia DASA
O modelo de negócio DASA foi desenvolvido para melhor atender as necessidades e requisitos do mercado dos clientes e da sociedade.
Demandas dos clientes
(pacientes, médicos,
pagadores e sociedade)
Característicasdo mercado de
MedicinaDiagnósticamundial e brasileira
MULTI-PRODUTO
MULTI-MARCAS
MULTI-PAGADORES
MULTI-REGIÕES
P1
P2
P3
P4
Qualfidadecertificada
ISO 9001:2000ISO 14001:2004
OHSAS 18001:1999CAP
INMETROPALC
Ferramentasavançadas
6 SigmaBSC

18
Modelo de Negocio DASA
Input OutputUENEntregar medicina
Diagnóstica
Acionista
Medicina Diagnóstica
Entregue
Diretoria Executiva
DASA
RE
QU
ISIT
OS
DO
S C
LIE
NTE
S E
DA
SO
CIE
DA
DE S
ATIS
FAÇ
ÃO
dos CLIE
NTE
S e S
OC
IED
AD
E
Produto Atendimento
Inovação
Suporte
USC
MODELO DE NEGÓCIO DIAGNÓSTICOS DA AMÉRICA

19
Modelo de Gestão DASA
Requisitos dos clientes e da sociedade
Visão, Missão e Valores DASA
Estratégia DASAMissão dasUENs e USCs
Políticas e atributos das
UENs
Temasestratégicos das
UENs e USCs
Mapa e Objetivosestratégicos BSC indicadores estratégicos
Planos e ações
Resultados
Demandas dos clientes
Processos
Instruções de trabalho
Indicadoresoperacionais
σ
σ
20
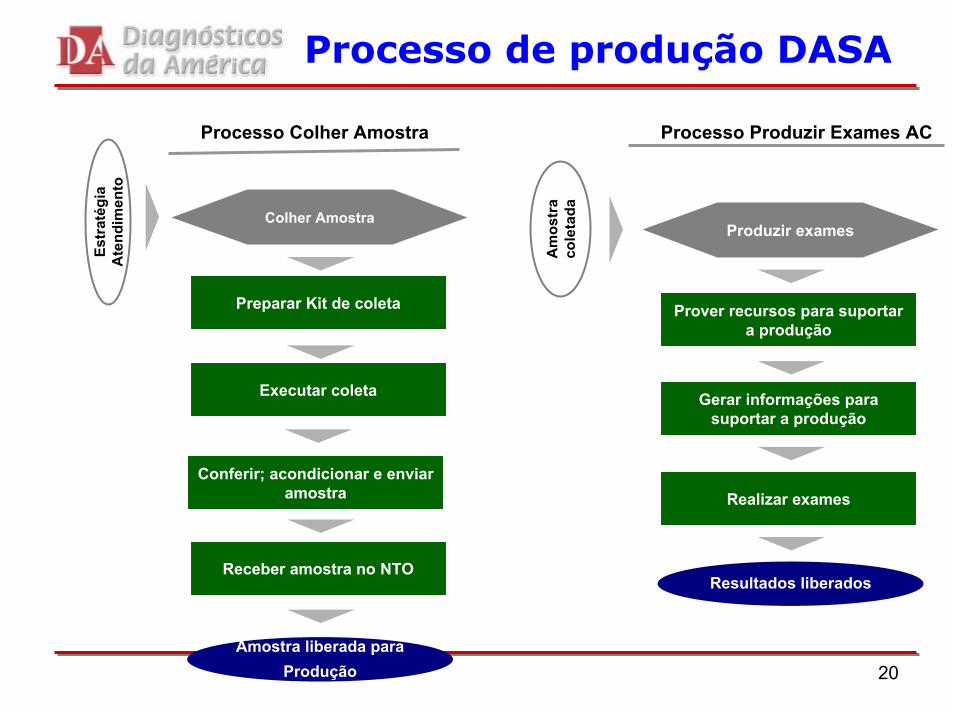
Processo de produção DASA
Processo Colher Amostra Processo Produzir Exames AC
Estr
atég
iaA
tend
imen
to
Am
ostr
a co
leta
daColher AmostraProduzir exames
Preparar Kit de coleta Prover recursos para suportara produção
Executar coleta Gerar informações parasuportar a produção
Conferir; acondicionar e enviaramostra Realizar exames
Receber amostra no NTOResultados liberados
Amostra liberada paraProdução

21
MedidaMedida do do ProcessoProcessoMedidaMedida do do ProcessoProcesso ProduzirProduzir AnalisesAnalises ClinicasClinicas -- DPMO x SigmaDPMO x Sigma
Dpmo de exames e Pacientes
25
3027
32
28
1719
2830
41 40 40
32
18
27
33
-
5
10
15
20
25
30
35
40
45
Jan Fev Mar Abr Mai Jun Jul ANO
DPMO Exames DPMO Paciente - Processo
Sigma de exames e Pacientes
5,6 5,6 5,6 5,6 5,6
5,7 5,7
5,65,6
5,5 5,5 5,5 5,5
5,7
5,6
5,5
5,4
5,5
5,5
5,6
5,6
5,7
5,7
5,8
Jan Fev Mar Abr Mai Jun Jul ANO
Sigma Exames Sigma Paciente - Processo
0
1
2
3
4
5
6
7
- 1 0 0 . 0 0 0 2 0 0 . 0 0 0 3 0 0 . 0 0 0 4 0 0 . 0 0 0 5 0 0 . 0 0 0 6 0 0 . 0 0 0 7 0 0 . 0 0 0 8 0 0 . 0 0 0
D p m o
Sigm
a
22
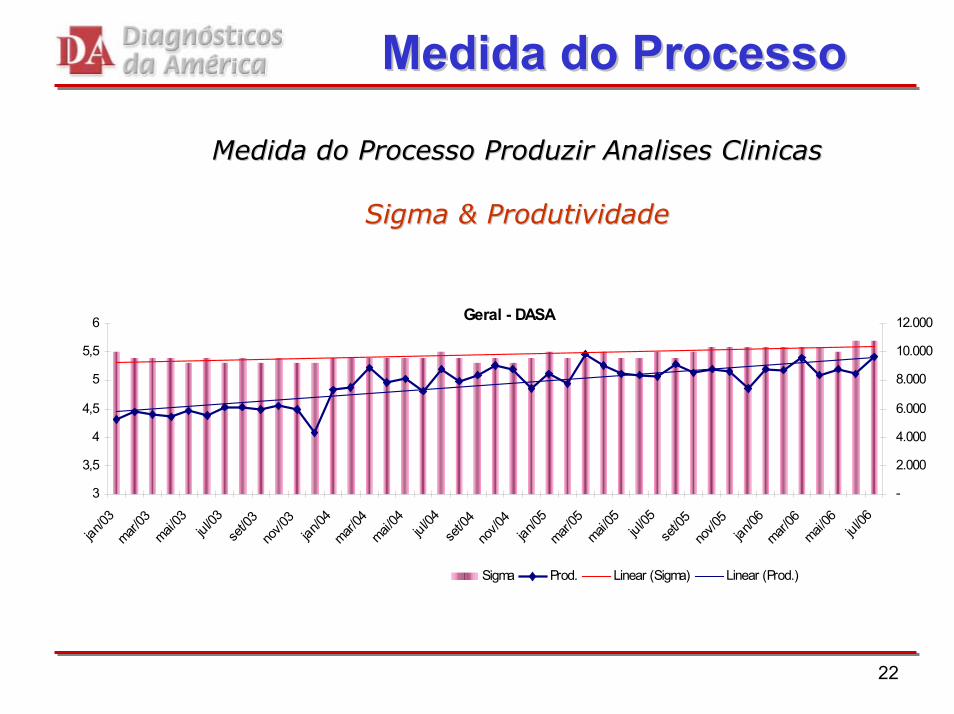
MedidaMedida do do ProcessoProcesso
MedidaMedida do do ProcessoProcesso ProduzirProduzir AnalisesAnalises ClinicasClinicas
Sigma & ProdutividadeSigma & Produtividade
Geral - DASA
3
3,5
4
4,5
5
5,5
6
jan/03
mar/03
mai/03
jul/03se
t/03
nov/0
3jan/0
4mar/
04mai/
04jul/04se
t/04
nov/0
4jan/0
5mar/
05mai/
05jul/05se
t/05
nov/0
5jan/0
6mar/
06mai/
06jul/06
-
2.000
4.000
6.000
8.000
10.000
12.000
Sigma Prod. Linear (Sigma) Linear (Prod.)

23
MedidaMedida do do ProcessoProcesso
Hematologia
-10203040506070
jan/06 fev/06 mar/06 abr/06 mai/06 jun/06 jul/06
Dpm
o
-
2.000
4.000
6.000
8.000
10.000
Prod
utiv
idad
e
Dpmo Produtividade
Imunoquimica
-10203040506070
jan/06 fev/06 mar/06 abr/06 mai/06 jun/06 jul/06
Dpm
o
-
10.000
20.000
30.000
40.000
50.000
Prod
utiv
idad
e
Dpmo Produtividade
Microbiologia
-
5
10
15
20
25
30
jan/06 fev/06 mar/06 abr/06 mai/06 jun/06 jul/06
Dpm
o
-
1.000
2.000
3.000
4.000
5.000
Prod
utiv
idad
e
Dpmo Produtividade
Urinálise
-2468
10121416
jan/06 fev/06 mar/06 abr/06 mai/06 jun/06 jul/06
Dpm
o
5.4005.6005.8006.0006.2006.4006.6006.8007.0007.200
Prod
utiv
idad
e
Dpmo Produtividade
337Dpmo 337Dpmo
337Dpmo 337Dpmo
DesdobramentoDesdobramento : : ProduçãoProdução de de AnalisesAnalises ClinicasClinicas porpor setoressetores

24
MedidaMedida do do ProcessoProcesso
Parasitologia
-
2
4
6
8
10
12
jan/06 fev/06 mar/06 abr/06 mai/06 jun/06 jul/06
Dpm
o
-2004006008001.0001.2001.4001.600
Prod
utiv
idad
e
Dpmo Produtividade
Patologia
-5
1015
20253035
jan/06 fev/06 mar/06 abr/06 mai/06 jun/06 jul/06
Dpm
o
-
200
400
600
800
1.000
Prod
utiv
idad
e
Dpmo Produtividade
337Dpmo 337Dpmo
DesdobramentoDesdobramento : : ProduçãoProdução de de AnalisesAnalises ClinicasClinicas porpor setoressetores
Imunologia
-
10
20
30
40
50
60
jan/06 fev/06 mar/06 abr/06 mai/06 jun/06 jul/06
Dpm
o
7.500
8.000
8.500
9.000
9.500
10.000
10.500
Prod
utiv
idad
e
Dpmo Produtividade
337DpmoBiologia Molecular
-
5
10
15
20
jan/06 fev/06 mar/06 abr/06 mai/06 jun/06 jul/06
Dpm
o
-
50
100
150
200
250
300
Prod
utiv
idad
e
Dpmo Produtividade
337Dpmo

25
Qual a significância do sigma?
Intervalo de Confiança: intervalo de valores do sigma construído, baseado em observações de uma amostra (ex: mês) de maneiraque haja uma probabilidade determinada (90%, 95% ou 99%) do intervalo conter o verdadeiro valor do sigma.Geralmente calculamos o [IC:95%].
s = (p.q/n)1/2
Onde, p = proporção do evento (erro)q = 1 – pn = tamanho da amostra
IC = p + 2s
mar
ina

26
N = Zα2 . P(1-p)E2
Erro α = 5% → z = 1,96E = Erro amostral
• Quanto menor o erro amostral, maior o tamanho da amostra.
• Quanto menor a freqüência de eventos (p<<0,5 - população mais homogênea),menor o tamanho da amostra.
• Quanto maior o Intervalde Confiança (IC: 90, 95,99%), maior o tamanhoda amostra.4778191127644847779919111960,5
4302172096883843023517209410,453826153056122038262315304930,43350133995359433496413398540,352873114904596128725611490230,323959580383202395009579990,2519177668306711916967667830,214385754230151438445753760,15959383815351959443837760,1768307112283767713070820,0857623049214575892303580,0638415366144384011536030,04192768307319204768170,02
0,20%0,10%0,05%0,02%0,01%P(%)
Erro Amostral
mar
ina
Tamanho da Amostra
o
Erro amostral é a diferença tolerada pelo pesquisador, entre o valor que a estatística pontua e o verdadeiro valor que se deseja estimar.

27
Tamanho da AmostraTaxa Erro (p) = 0,01 (1%) - Calcular o IC(95%)
s = (p.q/n)1/2
n=100 → s = (0,01.0,99/100)1/2 = 0,02IC(95%) = [0,00;0,03] ou [0%;3%]sigma: 3,4 a 6,0 → INSUFICIENTE
n=1.000 → s = (0,01.0,99/1.000)1/2 = 0,003 IC(95%) = [0,0037;0,016] ou [0,37%;1,6%]sigma: 3,65 a 4,2 → INSUFICIENTE
n=10.000 → s=(0,01.0,99/10.000)1/2 =0,001 IC(95%) = [0,008;0,012] ou [0,8%;1,2%]sigma: 3,75 a 3,9 → OK
n=100.000→ s=(0,01.0,99/100.000)1/2=0,0003 IC(95%) = [0,0094;0,0106] ou [0,94%;1,06%]sigma: 3,80 a 3,90 → NÃO É NECESSÁRIO
mar
ina

28
Entendendo o Confiança... Intervalo de
Intervalo de Confiança – IC 95%: intervalo de valores da variável de maneira que haja uma probabilidade de 95% de conter o valor verdadeiro da variável.
s = (p.q/n)1/2
7089-6244IC(95%) - dpmo
3,9-4,0IC(95%) - sigma
4,0Reclamações – sigma
6667Reclamações – dpmo
0,667%Reclamações -% (p)
988No Reclamações
148.202No Pacientes
DEZDelboni Auriemo95%
@@@@@@
@@@@@@
0 +2s+1s-2s -1s
6667
@@@@@@
@@@@@@@@@@@@@@@@@
@@@@@@
@@@@@@@@@
@@@@@@
@@@@@
@
@@@@@@
@@@@@@@@
@@@@@@@
@
mar
ina
70896244

29
Delboni Auriemo - 2006
7089-6244
6706-5941
5008-4361
5606-4915
5562-4904
4838-4217
IC(95%) - dpmo
3,9-4,04,0-4,14,1-4,14,0-4,14,0-4,14,1-4,2IC(95%) - sigma4,04,04,14,14,14,2Reclamações – sigma
666763244684526152334528Reclamações – dpmo0,667%0,632%0,468%0,526%0,523%0,453%Reclamações -% (p)
98810858349221007848No Reclamações148.202171.578178.045175.257192.433187.291No Pacientes
DEZNOVOUTSETAGOJULDelboni AuriemoP
aci
en
tes
Agosto Setembro HÁ superposição de Intervalo de Confiança
→ NÃO HÁ diferença nas reclamações entreagosto e setembrom
arin
a
52334904 55625261
4915 5606

30
Delboni Auriemo -2006
7089-6244
6706-5941
5008-4361
5606-4915
5562-4904
4838-4217
IC(95%) - dpmo
3,9-4,04,0-4,14,1-4,14,0-4,14,0-4,14,1-4,2IC(95%) - sigma4,04,04,14,14,14,2Reclamações – sigma
666763244684526152334528Reclamações – dpmo0,667%0,632%0,468%0,526%0,523%0,453%Reclamações -% (p)
98810858349221007848No Reclamações148.202171.578178.045175.257192.433187.291No Pacientes
DEZNOVOUTSETAGOJULDelboni AuriemoP
aci
en
tes
Julho
523355624904
Agosto
mar
ina
45284217 4838
Não há superposição de Intervalo de Confiança→ HÁ diferença nas reclamações entre Julho e Agosto
Houve ↑ DPMO e ↓ Sigma → Piora do processo

31
Club DA - 2006
526-150600-160671-151599-61794-44IC(95%) - dpmo
4,7-5,1
4,9
380
0,038%
12
31.509
AGO-DEZ5 meses
4,8-5,14,7-5,14,7-5,34,7-5,4IC(95%) - sigma
4,94,84,95,0Reclamações – sigma
338411330419Reclamações – dpmo
0,034%0,041%0,033%0,042%Reclamações -% (p)
131065No Reclamações
38.40024.31118.20211.935No Pacientes
JUL-DEZ6 meses
SET-DEZ4 meses
OUT-DEZ3 meses
NOV-DEZ2 meses
Club DAMédicos
Quanto maior o número de oportunidades, menor o intervalo de confiança.m
arin
a

32
Sigma por Processo DASA7 SP/RJ/PR/DF
INDICADORES DE PROCESSO
11
PACIENTES Jan Fev Mar Abr Mai Jun JulD IA GN ÓS TIC OS D A A M ÉR IC A 539.754 514.626 659.406 576.113 622.799 605.066 606.732
C D E F G H IRECLAMAÇÕES Jan Fev Mar Abr Mai Jun JulD IA GN ÓS TIC OS D A A M ÉR IC A 1.927 2.283 2.980 2.647 2.475 2.171 2.287 A TEN D IM EN TO 1.265 1.549 2.035 1.758 1.677 1.492 1.491 P R OD UTO A C 168 205 282 174 188 149 163
P R OD UTO D M D 2 1 1 - 8 - - P R OD UTO P D 291 253 361 356 319 254 263 S UP OR TE 101 111 133 108 93 67 69 P R OD UZIR A C e P D - - - - - - -
SIGMA Jan Fev Mar Abr Mai Jun JulD IA GN ÓS TIC OS D A A M ÉR IC A 4,2 4,2 4,2 4,2 4,2 4,2 4,2 S ig m a A te ndim e nto 4,4 4,3 4,3 4,3 4,3 4,4 4,4 S ig m a P ro duto A c 4,9 4,8 4,8 4,9 4,9 5,0 5,0 S ig m a P ro duto D m d 6,0 6 6 5,7 S ig m a P ro duto P d 4,4 4,5 4,4 4,4 4,5 4,5 4,5 S ig m a S upo rte 5,1 5,1 5,1 5,1 5,2 5,2 5,2 S ig m a P ro duzir A C e P D
S IGM A P R OC ES S O C LA S S IF IC A D O 4,3 4,2 4,2 4,2 4,2 4,3 4,3
DIAGNÓSTICOS DA AMÉRICA

33
Dpmo – NTO SP
Evolução Reclamações x Exame(Em dpmo)
-
500.000
1.000.000
1.500.000
2.000.000
2.500.000
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez-
5
10
15
20
25
30
35
Exames 2006Exames 2007Reclamações / Exame - dpmo 2006Reclamações / Exame - dpmo 2007
NTO - SP

34
Sigma NTO SP
Evolução Reclamações x Exame(Em sigma)
-
500.000
1.000.000
1.500.000
2.000.000
2.500.000
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez5,2
5,3
5,4
5,5
5,6
5,7
5,8
5,9
6,0
Exames 2006Exames 2007Reclamações / Exame - sigma 2006Reclamações / Exame - sigma 2007
NTO - SP Menu
D a d o s e x t r a í d o s d o n o v o m o d e l o d e R e g i s t ro d e Oc o r r ên c i a s a p a r t i r d e m a i o / 2 0 0 5 ( Ex c e s s ão R e g C u r i t i b a )
35
ConclusõesConclusões II
Seis Sigma insere uma contribuição específica para a melhora da gestão da qualidade, porque:
– Exige a definição de limites de tolerância para a descrição da qualidade mínima requerida e para identificação dos defeitos
– Proporciona a existência de uma escala padrão – a Escala Sigma – para medir a qualidade
Com o uso do Seis Sigma, a qualidade passa a ser mais mensurável e gerenciável de forma objetiva e quantitativa.

36
CONCLUSÕES II
Sistema Integrado De Gestão
Implementação Do Processo
Definição dos Indicadores e Metas
Análise do Risco
RecursoFinanceiro
Recursos de Infra estruturaE das PessoasDesenho do
Processo
Estratégia
GESTÃO DO PROCESSO
REQ
UIS
ITO
S D
OS
CLI
ENTE
S E
DA
SO
CIE
DAD
E
MODELO DE PROCESSO DIAGNÓSTICOS DA AMÉRICADESENVOLVIMENTO DO PROCESSO
SATISFA
ÇÃ
O dos C
LIENTES e SO
CIED
AD
E
Medição / Avaliação de Performance

37
CONCLUSÕES III
• ACÕES CORRETIVAS ( nas não conformidades )
• Corrigir o que estiver em desacordo com os Manuais•
• ACÕES DE MELHORIA (nas insatisfacões com conformidade)
• Rever o Processo adequando à necessidade do cliente desde que inserido na Estrategia

38
LUIZ GASTÃO MANGE ROSENFELDLUIZ GASTÃO MANGE ROSENFELD
gastaogastao@@danetdanet.com..com.brbr