modelo de monografia -...
TRANSCRIPT

Curso de Engenharia Mecânica – Automação e Sistemas
ANÁLISE DOS EFEITOS DOS PARÂMETROS DE
SOLDAGEM NA RESISTÊNCIA À CORROSÃO DO AÇO
INOXIDÁVEL MARTENSÍTICO
Marcelo Soares de Camargo
Itatiba – São Paulo – Brasil
Dezembro de 2009

ii
Curso de Engenharia Mecânica – Automação e Sistemas
ANÁLISE DOS EFEITOS DOS PARÂMETROS DE
SOLDAGEM NA RESISTÊNCIA À CORROSÃO DO AÇO
INOXIDÁVEL MARTENSÍTICO
Marcelo Soares de Camargo
Monografia apresentada à disciplina Trabalho de
Conclusão de Curso, do Curso de Engenharia Mecânica –
Automação e Sistemas da Universidade São Francisco,
sob a orientação do Prof. Dr. João Batista Fogagnolo,
como exigência parcial para conclusão do curso de
graduação.
Orientador: Prof. Dr. João Batista Fogagnolo
Itatiba – São Paulo – Brasil
Dezembro de 2009

iii
Análise dos efeitos dos parâmetros de soldagem na resistência à
corrosão do aço inoxidável martensítico
Marcelo Soares de Camargo
Monografia defendida e aprovada em 12 de Dezembro de 2009 pela Banca
Examinadora assim constituída:
Prof. Dr. João Batista Fogagnolo (Orientador)
USF – Universidade São Francisco – Itatiba – SP.
Prof. Dr. Fernando Gentile
USF – Universidade São Francisco – Itatiba – SP.
Prof. Dr. Osmar Bagnato
USF – Universidade São Francisco – Itatiba – SP .

iv
“O pessimista vê dificuldade em cada oportunidade”:
O otimista, a oportunidade em cada dificuldade.”
(Autor desconhecido)

v
.Agradecimentos
Agradeço primeiramente a Deus pela proteção e fortalecimento por mais essa conquista.
Agradeço ao professor orientador deste trabalho, João Batista Fogagnolo, que acreditou e
incentivou-me para a conclusão deste trabalho.
A professora Neide Aparecida Mariano, que com muita dedicação e seriedade, me auxiliou
em todas as etapas deste trabalho, possibilitando a realização do mesmo.
A Universidade São Francisco que disponibilizou seus laboratórios para a realização dos
ensaios.
Ao Marcos Alexandre Fernandes pela ajuda com os processos de soldagem.
E a todos que contribuíram neste trabalho.

vi
Sumário
Lista de Figura ........................................................................................................................ vii
Lista de Tabelas ..................................................................................................................... viii
Resumo ..................................................................................................................................... ix
Abstract ..................................................................................................................................... x
1 Introdução .......................................................................................................................... 1 1.1 Objetivo ......................................................................................................................... 1
1.2 Justificativa.................................................................................................................... 2
2 Revisão Bibliográica .......................................................................................................... 3 2.1 Aços Inoxidáveis ........................................................................................................... 3
2.2 Classificação dos aços inoxidáveis .................................................................................. 4
2.2.1 Aços inoxidáveis austeníticos .................................................................................... 5
2.2.2 Aços inoxidáveis ferríticos ......................................................................................... 5
2.2.3 Aços inoxidáveis martensíticos .................................................................................. 5
2.3 Aço inoxidável martensítico CA6NM........................................................................... 6
2.4 Fundamentos da soldagem ............................................................................................ 6
2.5 Processos de soldagem .................................................................................................. 7
2.6 Processos de soldagem por fusão .................................................................................. 8
2.7 Soldagem a arco ............................................................................................................ 8
2.8 Soldagem GMAW (MIG/MAG) ................................................................................... 9
2.9 Formação da estrutura da zona fundida e da ZAT ...................................................... 10
2.10 Fundamentos teóricos sobre corrosão ......................................................................... 11
2.11 Avaliação dos processos corrosivos ............................................................................ 12
2.11.1 Eletroquímica na avaliação da susceptibilidade ao pite ......................................... 12
2.12 Passivação .................................................................................................................... 14
2.13 Corrosão por pite dos aços inoxidáveis ........................................................................ 14
3 Metodologia ...................................................................................................................... 17 3.1 Material utilizado ........................................................................................................ 17
3.2 Processo de soldagem.................................................................................................. 18
3.3 Ensaio de corrosão ...................................................................................................... 19
3.3.1 Técnica de polarização anódica ................................................................................. 23
4 Resultados e Discussão .................................................................................................... 22 4.1 Ensaios eletroquímicos através da técnica de polarização potenciodinâmica ............ 22
5 Conclusão .......................................................................................................................... 25
Referências Bibliográfica ....................................................................................................... 30

vii
Lista de Figura
Figura 2.1-Taxa de corrosão de aços ao cromo expostos por 10 anos a uma atmosfera
industrial......................................................................................................................................4
Figura 5.2 - (a) processos de soldagem por pressão. (b) processos de soldagem por fusão.......7
Figura 2.3 - Soldagem GMAW (esquemática)...........................................................................9
Figura 2.4 - Equipamento para soldagem GMAW...................................................................10
Figura 2.5 - Desenho esquemático das regiões encontradas na fusão......................................11
Figura 2.6 - Curva típica de polarização anódica potenciodinâmica........................................13
Figura 2.7 - Representação esquemática da corrosão por pite..................................................15
Figura 2.8 - Esquema de uma curva de polarização mostrando os potenciais.........................16
Figura 5.1 - Barra cilíndrica do aço CA6NM, como recebido.................................................17
Figura 5.2 – Esquema ilustrativo da junta em 1/2 V................................................................18
Figura 5.3 – Corpo de prova para realização dos ensaios eletroquímicos................................20
Figura 3.4 - Equipamento utilizado no ensaio eletroquímico de polarização...........................21
Figura 4.1 - Curva de polarização anódica potenciodinâmica para o aço CA6NM após
soldagem na região do metal base (cp2)...................................................................................22
Figura 4.2 - Curva de polarização anódica potenciodinâmica para o aço CA6NM após
soldagem na região do metal de solda (cp2).............................................................................23
Figura 4.3 - Curva de polarização anódica potenciodinâmica para o aço CA6NM após
soldagem na região ZAT (cp2).................................................................................................23

viii
Lista de Tabelas
Tabela 2.1 - Classificação dos aços inoxidáveis.........................................................................4
Tabela 2.2 - Composição química nominal em % peso dos aços CA6NM segundo a norma
ASTM A743-743M.....................................................................................................................6
Tabela 3.1 - Composição química típica do metal de base - liga 13Cr - 4Ni - 0,02C.........
.....1177
Tabela 3.2 - Parâmetros de soldagem dos corpos de prova......................................................19
Tabela 4.1 - Valores dos potenciais de pite e de proteção para o aço CA6NM após
soldagem...................................................................................................................................24

ix
Resumo
Uma nova classe de aços inoxidáveis martensíticos conhecida como aços inoxidáveis
martensíticos macios, foi desenvolvida na década de 60. Os principais fatores que motivaram
este desenvolvimento foram as dificuldades enfrentadas na soldagem dos aços inoxidáveis
martensíticos convencionais. Os aços inoxidáveis martensíticos CA6NM possuem baixo teor
de carbono, boa soldabilidade, baixo custo, boa resistência mecânica e à corrosão, em
ambientes de média e alta agressividade, sendo assim, amplamente empregados em
equipamentos de extração de petróleo. Este trabalho tem como objetivo analisar os efeitos dos
parâmetros de soldagem na resistência à corrosão do aço inoxidável martensítico CA6NM. O
processo de soldagem empregado foi o metal ativo gás com arame tubular de baixo
hidrogênio e com diâmetro de 1,2 mm. O controle do ciclo térmico no processo de soldagem
tem importância fundamental com relação às propriedades da junta soldada particularmente
na zona afetada termicamente (ZAT). A resistência à corrosão na ZAT e na solda foram
avaliadas em meio com íons de cloro, utilizando a técnica de polarização potenciodinâmica.
Verificou-se que o uso de uma menor energia de soldagem promoveu uma melhor resistência
à corrosão.
PALAVRAS-CHAVE: CA6NM, processo metal ativo gás, corrosão.

x
Abstract
A new kind of martensitic stainless steel is known as a soft martensitic stainless steel, it was
developed in 1960s. The main factors that motivated this development were the difficulties
found in the welding of conventional martensitic stainless steel. The CA6NM martensitic
stainless steel has low carbon content, good welding, low cost, good mechanical and
corrosion resistance in an environment of high and medium aggressiveness, therefore, it is
thoroughly used in equipments for the extraction of petroleum. The maim aim of this project
is to analyse the parameters effects of the welding against corrosion of martensitic stainless
steel CA6NM. The welding process used was the metal active gas with tubular wire of the
type metallic internal flow of low hydrogen with a diameter of 1,2 mm. The control of the
thermal cycle in the welding process has a fundamental importance, regarding the properties
of the welded joint especially in the heat affected zone. The resistance against corrosion in the
heat affected zone and in the weld were evaluated into the synthetic sea environment with
ions of chlorine, using the technic of potentiodynamic polarization. It was verified that a
lower welding energy promoted a better resistance against corrosion.
KEY WORDS: CA6NM, active metal gas process, corrosion.

1
1 INTRODUÇÃO
Os processos corrosivos são problemas com os quais a sociedade convive diariamente,
como a deterioração de automóveis, estruturas metálicas e instalações industriais.
A deterioração dos materiais pela corrosão pode causar perdas diretas e indiretas. As
perdas diretas estão associadas aos custos de reposição de equipamentos, máquinas, estruturas
ou peças danificadas, bem como os riscos causados à sociedade e ao meio ambiente. Pode-se
somar a esses custos, os valores despendidos na busca de materiais mais resistentes à corrosão
e métodos de proteção mais efetivos.
Os custos provocados indiretos podem ser considerados como as conseqüências dos
danos da corrosão, como a interrupção na operação de plantas industriais, super
dimensionamento de estruturas e equipamentos, e principalmente, as perdas impostas à
sociedade e ao meio ambiente, devido a acidentes ou vazamentos de produtos tóxicos ou
inflamáveis.
As indústrias de petróleo dos Estados Unidos e da Europa, desde o início de 1950, já
registravam a ocorrência de diversos tipos de corrosão em tubulações de aços e equipamentos
empregados na extração de petróleo e gás, quando expostos a meio contendo íons de cloreto.
Contudo, nos últimos trinta anos, com o crescente desenvolvimento mundial da produção de
petróleo e gás, em reservas marítimas, a importância do conhecimento de novos materiais, nos
mecanismos de corrosão, assim como na sua prevenção em evitar falhas catastróficas, tem
sido cada vez mais reconhecida como de alta necessidade tecnológica [1].
No entanto, o desafio ainda tem sido desenvolver ligas que associem boa resistência
mecânica, soldabilidade, resistência à corrosão e baixo custo, para serem utilizadas como
alternativa viável no campo de produção das indústrias química e petroquímica.
1.1 Objetivo
Esse trabalho tem como objetivo analisar os efeitos dos parâmetros de soldagem na
resistência à corrosão de um aço inoxidável martensítico não convencional, da classe
CA6NM.

2
1.2 Justificativa
O estudo dos parâmetros de soldagem nesse tipo de aço permitirá prever se ocorrerá
perda da resistência à corrosão na zona afetada termicamente, considerando que esse aço
soldado é utilizado em plataformas de petróleo em alto mar.

3
2 REVISÃO BIBLIOGRÁFICA
2.1 Aços Inoxidáveis
Os aços inoxidáveis foram desenvolvidos em 1910 simultaneamente, por vários países,
entre estes a Inglaterra, os Estados Unidos e a Alemanha [2]. Estes aços possuem excelente
resistência à corrosão e à oxidação devido à presença de elementos de liga que formam uma
película de óxido protetora que separa o metal-base do meio corrosivo. Os elementos
importantes economicamente que formam esta camada de óxido são na realidade poucos e
incluem o cromo, o níquel e, em menor grau, o cobre, o silício, o molibdênio e o alumínio. De
fato, o cromo é o elemento protetor mais importante que compõe o aço inoxidável [3].
A indústria química com aplicações em altas temperaturas tinha então à sua disposição
uma nova classe de materiais mais adequada para suas instalações em meios agressivos. Os
números de produção deixam muito claro o impacto que estes materiais representaram. Em
1934 produziam-se 56.000 toneladas e em 1953 a produção mundial ultrapassou um milhão
de toneladas. Entre 1950 e 1980, a produção de aços inoxidáveis aumentou cerca de 20 vezes;
cerca de 2/3 desta produção era de aços inoxidáveis austeníticos [3].
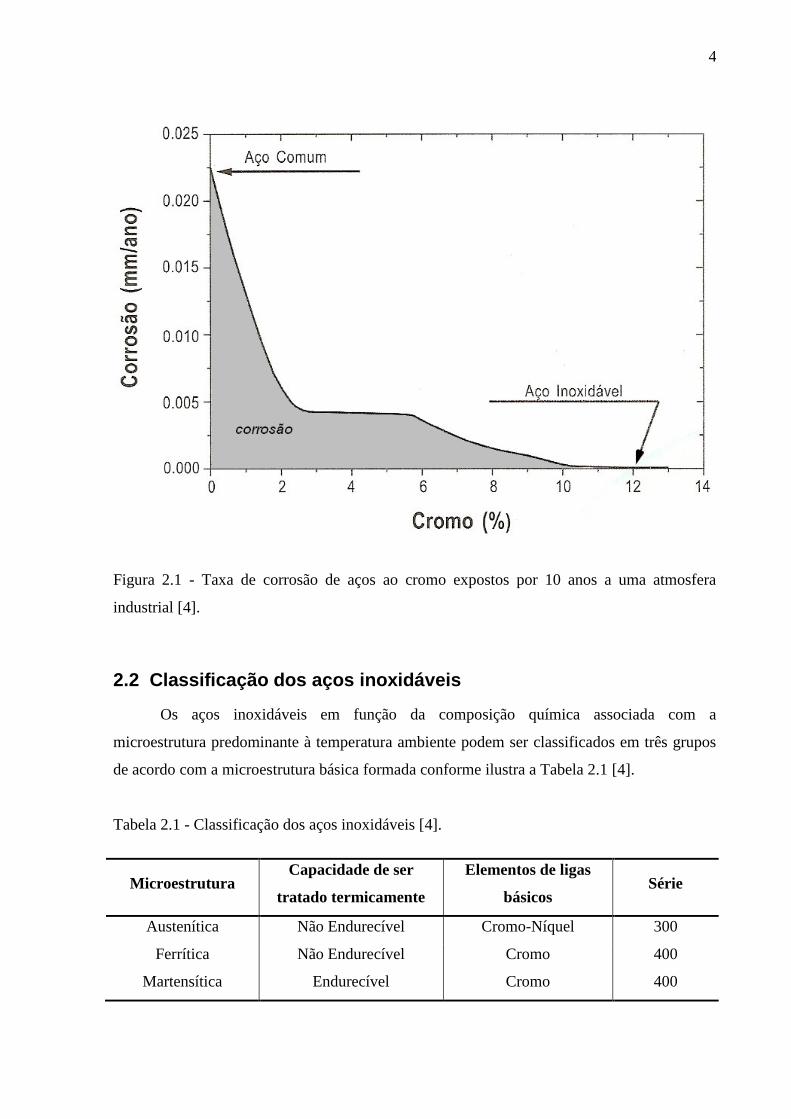
Convencionalmente, o nome “aço inoxidável” é reservado para ligas de Fe-Cr ou Fe-
Cr-Ni contendo pelo menos 10 a 12% Cr. Esta concentração corresponde ao mínimo que é
geralmente considerado como necessário para garantir uma resistência a corrosão atmosférica
conforme mostra a Figura 2.1 [4].
4
Figura 2.1 - Taxa de corrosão de aços ao cromo expostos por 10 anos a uma atmosfera
industrial [4].
2.2 Classificação dos aços inoxidáveis
Os aços inoxidáveis em função da composição química associada com a
microestrutura predominante à temperatura ambiente podem ser classificados em três grupos
de acordo com a microestrutura básica formada conforme ilustra a Tabela 2.1 [4].
Tabela 2.1 - Classificação dos aços inoxidáveis [4].
Microestrutura Capacidade de ser
tratado termicamente
Elementos de ligas
básicos Série
Austenítica Não Endurecível Cromo-Níquel 300
Ferrítica Não Endurecível Cromo 400
Martensítica Endurecível Cromo 400

5
2.2.1 Aços inoxidáveis austeníticos
Os aços inoxidáveis austeníticos são essencialmente ligas Fe-Cr-Ni, sendo os níveis de
cromo da ordem de 16 a 25%, níquel de 7 a 20%. Esse material apesar de seu alto custo,
devido à presença de Ni, é o mais produzido atualmente, ocupando um amplo mercado,
principalmente pela sua alta resistência à corrosão e oxidação, resistência mecânica a quente,
trabalhabilidade e soldabilidade. Além do níquel, o manganês e o nitrogênio exercem a
mesma função de estabilização da austenita, podendo então, serem usadas pequenas
quantidades para reduzir a quantidade de níquel. A quantidade, o tamanho, a distribuição e a
forma destas fases têm influência decisiva nas propriedades finais do material. As ligas mais
comuns são AISI 302, 304 e 316 [3,4,5].
2.2.2 Aços inoxidáveis ferríticos
Possuem a ferrita como fase predominante. O cromo, silício e o molibdênio atuam
como estabilizadores dessa fase.
Têm entre 12 e 30% de cromo e teor de carbono inferior a 0,1%. Como não podem ser
completamente austenitizados, estes aços não são endurecidos por têmpera.
Os aços inoxidáveis ferríticos apresentam moderada resistência à corrosão, podendo
substituir os aços inoxidáveis austeníticos em aplicações onde exigências de resistência à
corrosão não são muito severas, pois apresentam custo de fabricação menor que os
inoxidáveis austeníticos [5,6].
2.2.3 Aços inoxidáveis martensíticos
Os aços martensíticos são ligas de ferro e cromo (12 a 18%), com um teor de carbono
variando de 0,10% a até 1%, e possuem como característica principal moderada resistência à
corrosão. São endurecíveis por tratamento térmico, podendo alcançar níveis mais elevados de
resistência mecânica e dureza que as duas outras categorias. São aços magnéticos e de difícil
soldabilidade [5,6].

6
2.3 Aço inoxidável martensítico CA6NM
Os aços inoxidáveis martensíticos macios (AIMM), foram desenvolvidos na década de
60 e um dos principais fatores que motivaram este desenvolvimento foi a necessidade de
diminuir os defeitos de solidificação. Estes defeitos resultavam em peças fundidas
defeituosas, com baixa soldabilidade, que prejudicavam a soldagem tanto de reparo como de
manutenção e na construção de peça [7,8].
Nos aços martensíticos do tipo CA6NM, a primeira letra refere-se a sua resistência em
meios corrosivos (C), a segunda letra indica o valor nominal do teor de níquel, com o
correspondente aumento do teor de Ni, a designação se altera de A a Z. Os números que
seguem as duas primeiras letras indicam a percentagem máxima de carbono e as letras
subseqüentes, correspondem a primeira letra dos elementos de liga presentes no material,
níquel (Ni) e molibdênio (Mo) [9].
Dessa maneira, o aço CA6NM é um aço resistente à corrosão com
aproximadamente13% em peso de Cr, ligado ao níquel e molibdênio, contendo no máximo
0,06% em peso de C. A composição nominal destes aços é mostrada na Tabela 2.2 [6,8].
Tabela 2.2 - Composição química nominal em % peso dos aços CA6NM segundo a norma
ASTM A743-743M [9].
2.4 Fundamentos da soldagem
A soldagem é o mais importante processo de união de metais utilizado
industrialmente. A definição de soldagem adotada pela AWS [10] – (American Welding
Society) é "Operação que visa obter a coalescência (união) localizada de metais e não metais,
produzida por aquecimento até uma temperatura adequada, com ou sem a aplicação de
pressão e/ou metal de adição" [11].
A soldagem foi usada, inicialmente na antiguidade e na idade média, para a fabricação
de armas e outros instrumentos cortantes. Permaneceu como um processo secundário de
fabricação até o século XIX, quando a sua tecnologia começou a mudar radicalmente,
Elemento
Químico
C
(máx)
Mn
(máx)
Si
(máx)
Cr
Ni Mo P
(máx)
S
(máx)
0,006
1,00
1,00
11,5-
14,0
3,5-
4,5
0,4-
1,0
0,04
0,03

7
principalmente, a partir das experiências de Sir Humphrey Davy (1801-1806) com o arco
elétrico, da descoberta do acetileno por Edmund Davy e do desenvolvimento de fontes
produtoras de energia elétrica que possibilitaram o aparecimento dos processos de soldagem
por fusão. Ao mesmo tempo, o início da fabricação e utilização de aço na forma de chapas
tornou necessário o desenvolvimento de novos processos de união para a fabricação de
equipamentos e estruturas. [11].
Atualmente, o processo de soldagem é o mais importante método para a união
permanente de metais, existem mais de cinqüenta diferentes processos de soldagem, sendo
utilizado nas mais diferentes atividades industriais [11,12].
2.5 Processos de soldagem
Uma forma de classificação dos processos de soldagem consiste em agrupá-los em
dois grandes grupos baseando-se no método dominante para produzir a solda: (a) processos de
soldagem por pressão (ou por deformação) e (b) processos de soldagem por fusão. A Figura
2.2 ilustra os processos [11,12].
Figura 2.2 – (a) processos de soldagem por pressão. (b) processos de soldagem por fusão [11].

8
2.6 Processos de soldagem por fusão
Existe um grande número de processos por fusão que podem ser separados em sub-
grupos, de acordo com o tipo de fonte de energia usada para fundir as peças. Dentre estes, os
processos de soldagem a arco (fonte de energia: arco elétrico) são os de maior importância
industrial na atualidade. Devido à tendência de reação do material fundido com os gases da
atmosfera, a maioria dos processos de soldagem por fusão utiliza algum meio de proteção
para minimizar estas reações [11,12].
2.7 Soldagem a arco
A soldagem a arco engloba um grande número de processos que incluem os de maior
utilização industrial. Nos processos de soldagem a arco, a quantidade de calor fornecida à
junta e, portanto as dimensões e o formato do cordão de solda dependem da corrente e tensão
elétricas fornecidas ao arco, na grande maioria dos processos da velocidade de soldagem (isto
é, a velocidade com que o arco é deslocado ao longo da junta).
A corrente de soldagem pode variar de valores inferiores a 1A (na soldagem
microplasma) a valores superiores a 1000 ou 2000A (em processos como a soldagem ao arco
submerso). Esta variável afeta a penetração do cordão de solda e a velocidade de fusão do
eletrodo (e, portanto, a taxa de deposição).
A tensão de soldagem varia tipicamente de valores inferiores a 10 V a valores
superiores 100 V (na soldagem a plasma). Esta, em geral, controla o comprimento do arco
(isto é, a separação entre o eletrodo e o metal base ou entre os eletrodos que mantêm o arco) e
a largura do cordão de solda. Por fim, quando a fonte de calor se desloca ao longo da junta, a
velocidade de soldagem controla a quantidade de calor que é fornecida ao longo da junta.
Quanto maior for a velocidade de soldagem, menor será a quantidade de energia
recebida por unidade de comprimento da junta e, em geral, menores serão as dimensões do
cordão. Finalmente, deve se deixar claro que, para se garantir uma estabilidade e controle
adequado do processo e se obter um cordão de solda com um formato adequado, não se pode
selecionar valores de corrente, tensão e velocidade de soldagem de forma independente
[11,12].

9
2.8 Soldagem GMAW (MIG/MAG)
A Soldagem a Arco Gás-Metal (Gas Metal Arc Welding - GMAW) é um processo de
soldagem a arco que produz a união dos metais pelo seu aquecimento com um arco elétrico
estabelecido entre um eletrodo metálico contínuo (e consumível) e a peça. A Figura 2.3 ilustra
a esquemática do processo.
Figura 2.3 - Soldagem GMAW (esquemática) [11].
A proteção do arco e da poça de fusão é obtida por um gás ou mistura de gases. Se este
gás é inerte (Ar/He), o processo é também chamado MIG (Metal Inert Gas). Por outro lado, se
o gás for ativo (CO2 ou misturas Ar/O2/CO2), o processo é chamado MAG (Metal Active
Gas). Gases inertes puros são, em geral, usados na soldagem de metais e ligas não ferrosas,
misturas de gases inertes com pequenas quantidades de gases ativos são usadas, em geral,
com aços ligados, enquanto que misturas mais ricas em gases ativos ou CO2 puro são usados
na soldagem de aços carbono [11,12].
O processo é normalmente operado de forma semi-automática, podendo ser, também,
mecanizado ou automatizado. É o processo de soldagem a arco mais usado com robôs
industriais. Como trabalha com um arame contínuo (o que permite um alto fator de ocupação
do operador) e com elevadas densidades de corrente no eletrodo (elevada taxa de deposição) e
apresenta uma elevada produtividade. Estes aspectos têm levado a uma utilização crescente
deste processo (e da soldagem com arames tubulares) em países desenvolvidos, onde o
decréscimo do número de soldadores e a necessidade de maior produtividade causaram a
substituição da soldagem com eletrodos revestidos em várias aplicações.
O equipamento básico para a soldagem GMAW consiste de fonte de energia, tocha de
soldagem, fonte de gás e alimentador de arame. A Figura 2.4 ilustra o equipamento para
soldagem GMAW. A fonte de energia tem, em geral, uma saída de tensão constante, regulável

10
entre 15 e 50 V, que é usada em conjunto com um alimentador de arame de velocidade
regulável entre cerca de 1 e 20 m/min. Este sistema ajusta automaticamente o comprimento do
arco através de variações da corrente, sendo mais simples do que sistemas alternativos. Na
soldagem GMAW, utiliza-se, em praticamente todas as aplicações, corrente contínua com o
eletrodo ligado ao pólo positivo (CC+) [11,12].
A tocha possui um contato elétrico deslizante (bico de contato), que transmite a
corrente elétrica ao arame, orifícios para passagem de gás de proteção, bocal para dirigir o
fluxo de gás e interruptor para acionamento do processo. O alimentador de arame é composto
basicamente de um motor, sistema de controle da velocidade do motor e rolos para impulsão
do arame.
Neste processo de soldagem, mais do que em qualquer outro, a forma como o metal de
adição se transfere do eletrodo para a poça de fusão pode ser controlada e determina várias de
suas características operacionais.
Figura 2.4 - Equipamento para soldagem GMAW [11].
2.9 Formação da estrutura da zona fundida e da ZAT
Na soldagem por fusão, parte do metal de base (MB) funde juntamente com o material
de adição, e parte próxima à região fundida é afetada pelo calor da solda e denominada ZAT,
a qual depende do material soldado (MS) e do processo e procedimento de soldagem. A
Figura 2.5 ilustra a zona afetada termicamente. Sua extensão é função do gradiente térmico na
região, que, por sua vez, depende: da temperatura de pré-aquecimento, da espessura e
geometria da peça, das características térmicas do MB e do processo de soldagem [5,13].

11
Figura 2.5 - Desenho esquemático das regiões encontradas na fusão [13].
2.10 Fundamentos teóricos sobre corrosão
O termo corrosão tem derivação do latim “corrodere” que significa destruir
gradativamente. Este fenômeno pode ser entendido como uma deterioração do material,
devido às reações químicas e/ou eletroquímicas com meio em que interage. Os meios de
corrosão podem ser inúmeros, mas a incidência da corrosão em meio aquoso é maior [14].
A corrosão eletroquímica é a principal causa de deterioração de equipamentos,
instalações industriais e utensílios de uso popular. É um processo que na maioria das vezes, se
realiza em meio aquoso e em temperatura próxima da ambiente, com a formação de pilhas.
Cerca de 80% dos casos de deterioração por corrosão são de natureza eletroquímica, o que
explica a grande influência da eletroquímica no estudo da corrosão [14,15].
De modo mais específico, o fenômeno corrosivo representa uma situação em que duas
ou mais reações eletroquímicas diferentes ocorrem simultaneamente e de forma espontânea,
sendo pelo menos uma de natureza anódica e outra catódica. A reação anódica de dissolução
do metal fornece elétrons à reação catódica de redução, gerando uma carga elétrica transferida
por unidade de tempo. Para que a reação de dissolução do metal tenha prosseguimento é
necessário que os elétrons produzidos sejam removidos, caso contrário ocorre equilíbrio
eletroquímico [15].
Os desenvolvimentos dos conceitos da eletroquímica e corrosão se confundem, pois a
corrosão começou a ser estudada e entendida pelos mesmos cientistas que participaram do
desenvolvimento da eletroquímica.

12
2.11 Avaliação dos processos corrosivos
Os ensaios de corrosão podem ser realizados de diferentes formas, envolvendo
variados intervalos de tempo e agregam considerável confiabilidade aos resultados obtidos.
No entanto, a escolha do tipo de ensaio depende do objeto de aplicação, do tipo de material
aplicado, do tipo de meio ou atmosfera de ensaio e dos parâmetros desejados.
Em âmbito geral, esses testes simulam condições artificiais em laboratórios com
aproximações da composição química do meio de ataque ou ainda são realizados em
condições de exposição natural no campo de trabalho, onde efetivamente o material será
aplicado. Nesse caso, os tempos para a obtenção dos resultados são relativamente longos, o
que representa de modo indireto maior custos de estudo e pesquisa [16].
2.11.1 Eletroquímica na avaliação da susceptibilidade ao pite
Para avaliar a suscetibilidade à corrosão em um metal, a literatura mostra que o
método eletroquímico tem sido eficiente. Os métodos desenvolvidos para medir a velocidade
de corrosão baseiam-se no levantamento das curvas de polarização, com o auxílio de um
potenciostato que pode ser usado potenciostaticamente, onde a corrente é medida após um
certo tempo para um dado potencial, ou potenciodinamicamente, o potencial é aumentado
continuamente e a corrente é registrada simultaneamente. A variação da corrente em função
do potencial é denominada curva de polarização, potenciostática ou potenciodinâmica [17,18].
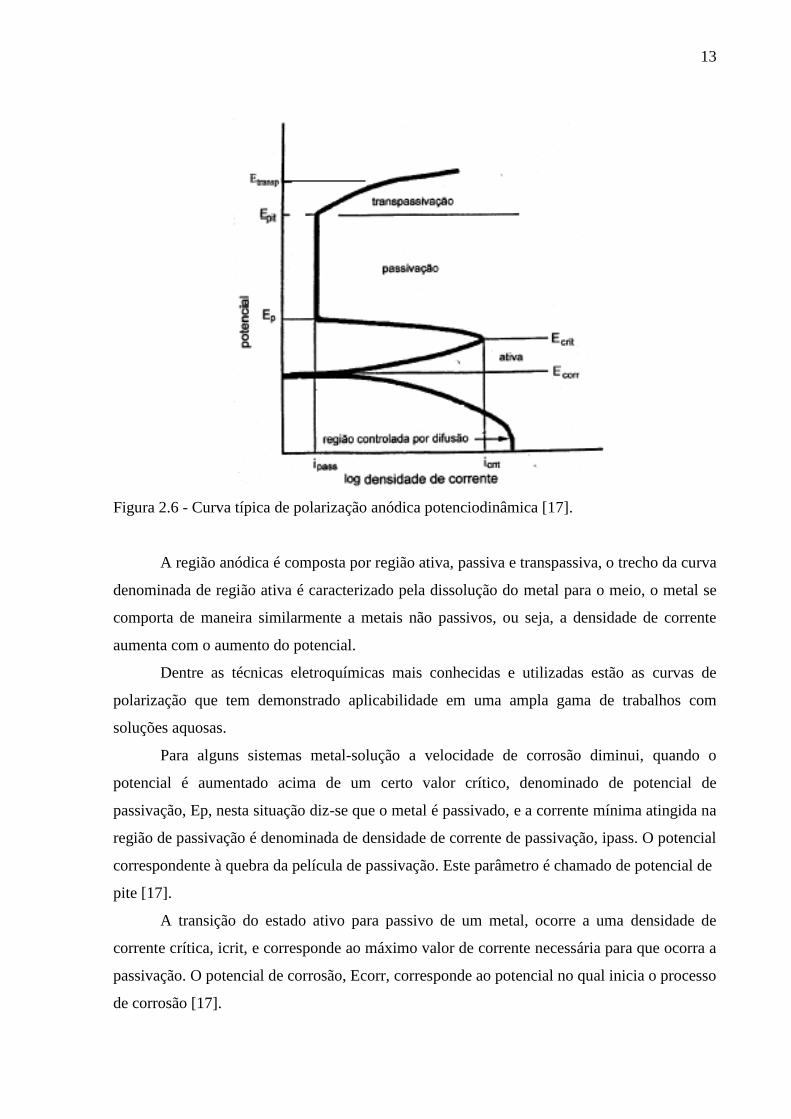
A Figura 2.6 representa uma curva típica de polarização anódica potenciodinâmica,
para um material metálico, indicando os parâmetros eletroquímicos de interesse. A curva é
dividida basicamente em uma região com comportamento catódico, para baixos valores de
potenciais, e outra com comportamento anódico, do material no respectivo meio [17].
13
Figura 2.6 - Curva típica de polarização anódica potenciodinâmica [17].
A região anódica é composta por região ativa, passiva e transpassiva, o trecho da curva
denominada de região ativa é caracterizado pela dissolução do metal para o meio, o metal se
comporta de maneira similarmente a metais não passivos, ou seja, a densidade de corrente
aumenta com o aumento do potencial.
Dentre as técnicas eletroquímicas mais conhecidas e utilizadas estão as curvas de
polarização que tem demonstrado aplicabilidade em uma ampla gama de trabalhos com
soluções aquosas.
Para alguns sistemas metal-solução a velocidade de corrosão diminui, quando o
potencial é aumentado acima de um certo valor crítico, denominado de potencial de
passivação, Ep, nesta situação diz-se que o metal é passivado, e a corrente mínima atingida na
região de passivação é denominada de densidade de corrente de passivação, ipass. O potencial
correspondente à quebra da película de passivação. Este parâmetro é chamado de potencial de
pite [17].
A transição do estado ativo para passivo de um metal, ocorre a uma densidade de
corrente crítica, icrit, e corresponde ao máximo valor de corrente necessária para que ocorra a
passivação. O potencial de corrosão, Ecorr, corresponde ao potencial no qual inicia o processo
de corrosão [17].

14
2.12 Passivação
A passivação é um fenômeno típico que pode ocorrer em certos metais e ligas quando
na presença de ambientes (ou meios) específicos, ocorrendo à formação de um filme (ou
película), que reduz a velocidade de corrosão. Quando este filme é formado a taxa da reação
química entre o metal e o ambiente diminui muitas ordens de grandeza. Esta película é
denominada película passivante que funciona como uma barreira entre o metal e o meio,
protegendo o metal contra a ação desse meio.
A película passiva é um filme finíssimo que se forma espontaneamente em presença de
oxigênio. Industrialmente, têm-se os banhos de decapagem, cuja função é eliminar óxidos ou
possíveis contaminações presentes na superfície dos materiais após tratamento térmico. O
banho de decapagem para os aços inoxidáveis auxilia na formação da camada passiva, por
exemplo, onde o material é decapado em soluções ácidas de ácido nítrico – fluorídrico
(HNO3+HF). Após este processo o material é exposto ao ar, e imediatamente a película
passiva se forma.
Esta película fina, contínua, não porosa e insolúvel provém ao material uma alta
resistência à corrosão, desde que a mesma não seja destruída sem possibilidade de restauração
[17].
2.13 Corrosão por pite dos aços inoxidáveis
A corrosão por pite é um tipo característico de corrosão de materiais metálico
formadores de películas de proteção e resulta, de modo geral, da atuação de sítios ativo-
passivo nos pontos nos quais a camada passiva é rompida.
O pite é uma das formas mais destrutíveis de corrosão, pois a partir do momento que
se inicia pode causar perfurações em equipamentos com um pequeno percentual de perda de
massa. O pite não é facilmente identificável devido as suas dimensões e, além disto, na
maioria das vezes está encoberto com o produto de corrosão. Trata-se de uma forma de
corrosão difícil de ser medida quantitativamente, pois não existe um padrão, eles se formam
com diferentes tamanhos e profundidades, sendo que em muitos casos demoram meses ou
anos para iniciarem e crescerem.
Por este motivo, trata-se de uma forma de corrosão perigosa, uma vez que o pite pode
surgir provocando falha do equipamento sem aviso prévio. Em alguns casos, os pites que não

15
causam perfuração são toleráveis em equipamentos de engenharia devido a razões econômicas
[17].
O mecanismo de formação dos pites inicia-se em pontos de fragilidade ou defeitos da
película do filme de óxido passivante. O pH no interior do pite altera-se substancialmente no
sentido ácido o que dificulta a restituição da passivação inicial, resultando em uma pequena
área ativa diante de uma grande área catódica, que provoca corrosão intensa e localizada [19],
conforme monstrado na Figura 2.7.
Figura 2.7 - Representação esquemática da corrosão por pite [19].
Onde:
e0 = espessura antes da exposição ao meio;
eF = espessura resistente após a remoção do produto de corrosão sob o pite;
eF1 = espessura resistente após a remoção do produto de corrosão fora do pite.
A composição da liga e a microestrutura apresentam um forte efeito na corrosão por
pite. O aumento no teor de Cr e a adição de elementos como Ni, Mo e N podem promover
melhorias na corrosão por pite por enriquecer as propriedades físicas e químicas dos filmes
passivos [20].
A formação do pite depende da concentração de cloreto na superfície do material, que
por sua vez, depende das condições de trabalho. Eventualmente, uma solução com teor de
cloreto abaixo do necessário para a formação de pite pode vir a formá-lo em condições tais
como: presença de depósitos, que levam à concentração de íons agressivos devido à
dificuldade de transporte de massa ou, a aplicação de potencial de eletrodo, usando-se um
recurso externo, tal como, o potenciostato (ou uma fonte de tensão) [21].

16
A aplicação de potencial de eletrodo, no sentido anódico, leva a construção de uma
curva de polarização que apresenta nos potenciais mais baixos um trecho passivo e a partir de
determinado potencial, a densidade de corrente aumenta bruscamente, indicando a formação
de pelo menos um pite estável. Isso ocorre porque a aplicação de potencial de eletrodo
aumenta a concentração de íon cloreto adsorvido [21]. Um esquema deste tipo de curva de
polarização pode ser observado na Figura 2.8, com o indicativo dos potenciais de corrosão
(Ecorr), de proteção (Eprot) e de pite (Epite) [22].
Figura 2.8 - Esquema de uma curva de polarização mostrando os potenciais [22].
Antes que se forme um pite estável, inúmeros outros pites tentam se formar,
caracterizado pelas oscilações de densidade de corrente entre os potenciais: Eprot e Epite da
Figura 2.8, até a formação de um pite estável, onde a densidade de corrente aumenta
continuamente, que determina o potencial de pite [22].

17
3 METODOLOGIA
3.1 Material utilizado
O material estudado foi o aço inoxidável martensítico fundido CA6NM, obtido de
acordo com a norma ASTM A743-743M [9], a partir do material fundido e vazado em moldes
de areia aglomerada com resina fenólica-uretânica, em forma de blocos tipo quilha.
O aço foi recebido na forma cilíndrica, apresentando diâmetro de aproximadamente 50
mm e comprimento de 250 mm. A Figura 3.1 ilustra o aço como recebido. A sua composição
química é apresentada na Tabela 3.1.
A análise química do material foi realizada utilizando um espectrômetro de emissão
óptica e os elementos químicos analisados foram os de rotina.
Figura 3.1 - Barra cilíndrica do aço CA6NM, como recebido.
Tabela 3.1 - Composição química típica em % peso da liga 13Cr - 4Ni - 0,02C.
Aço C Si Mn P Cr Ni Mo Cu V
CA6NM 0,028 1,00 0,70 0,027 12,58 4,12 0,72 0,048 0,034

18
3.2 Processo de soldagem
A liga utilizada foi forjada, seguida de têmpera e posteriormente foi realizado o
revenido, com espessura de 12,7 mm, largura de 55 mm e comprimento de 215 mm. O metal
de adição utilizado para a deposição foi o arame tubular do tipo “metal cored” (fluxo interno
metálico), de baixo hidrogênio (máximo 4% de metal depositado), com diâmetro de 1,2 mm,
denominado comercialmente OK TUBRODTM
410 NiMo MC e produzido pela ESAB S.A
Indústria e Comércio. O gás de proteção escolhido para a soldagem foi o Agamix 24, com
composição 96%Ar-4%CO2.
No processo de soldagem foi utilizado um equipamento MIG constituído por uma fonte
retificadora tipo tiristorizada modelo VI 320 e um cabeçote alimentador de arame modelo
SWM 20 com quatro roldanas, ambos da marca White Martins.
Os parâmetros de corrente e tensão foram verificados durante toda operação de
soldagem através de um equipamento denominado kappameter de fabricação ESAB, que
realiza medições instantâneas dessas duas variáveis e possibilita a determinação dos valores
médios a cada passe depositado. As temperaturas foram verificadas através de um medidor de
temperatura Pirômetro portátil.
Os cordões de solda foram depositados na posição plana, a junta em 1/2 V foi
preenchida com seis passes, sendo um passe de raiz (PR) e cinco passes de enchimento com
três filetes por camada. A Figura 3.2 ilustra a junta em 1/2 V.
Figura 3.2 – Esquema ilustrativo da junta em 1/2 V.
O processo de soldagem ocorreu após pré-aquecimento a 140ºC por 40 minutos. Os
parâmetros utilizados durante o processo são apresentados na Tabela 3.2.

19
Tabela 3.2 - Parâmetros de soldagem dos corpos de prova.
Condições de Soldagem
CP1 CP2
PR P1
P2
P3 P4
P5
PR P1
P2
P3 P4
P5
Faixa de vazão do gás de
proteção (L/min) 15 15 15 15 15 15
Faixa de velocidade de
soldagem (cm/min) 40 40 50 50 50 60
Temperatura entre passes
(ºC) 150 350 386 150 360 486
Polaridade CC+ CC+ CC+ CC+ CC+ CC+
Corrente (A) 200 200 240 220 220 290
Tensão (V) 29 29 30 29 29 32
Energia de soldagem
(kJ/mm) 0,86 0,92
CP=corpo de prova; PR= passe raiz; P=passe; CC+=corrente contínua positiva.
3.3 Ensaio de corrosão
Os ensaios de corrosão foram realizados de acordo com as normas ASTM G61 [23],
ASTM G5-94 [24] e G3-94 [25], com o objetivo de obter os parâmetros eletroquímicos. A
técnica empregada foi a de polarização anódica potenciodinâmica, utilizando como eletrólito
água do mar sintética, com 20.000 ppm de íons cloreto, na temperatura ambiente e pH 7,6, de
acordo com a norma ASTM D 1141 [26].
Os corpos de prova foram usinados a partir do aço inoxidável CA6NM na forma
cilíndrica, com um diâmetro de 7 mm, na condição de soldado. Depois de usinados foram
cortados com espessura de aproximadamente 3 mm e fios de cobre foram soldados com
estanho ao metal para o contato elétrico do eletrodo de trabalho.
Em seguida, os corpos de prova foram embutidos em resina poliéster de cura a frio,
lixados com lixa com granulações entre 240 e 600, com posterior acabamento superficial em
granulação 1200, conforme apresentado na Figura 3.3.

20
Figura 3.3 – Corpo de prova para realização dos ensaios eletroquímicos.
3.3.1 Técnica de polarização anódica
As curvas de polarização anódica foram obtidas de modo potenciodinâmico, em que o
potencial é varrido continuamente em função do tempo, sendo que a corrente é medida com a
variação do potencial.
Os principais parâmetros da corrosão como potencial de proteção, potencial de pite e
potencial de corrosão foram determinados através das curvas de polarização potenciodinâmica
cíclica.
O potencial de proteção, Eprot, indica o potencial abaixo do qual os pites sofrem
passivação, ao diminuir o potencial, é obtido diretamente das curvas de polarização, no ponto
de intersecção após a reversão da varredura do potencial de proteção.
Potencial de pite, Epite, é obtido pelo método da extrapolação de retas. Em potenciais
acima do potencial de pite, ocorre a nucleação e crescimento de pites.
Para a realização dos ensaios de corrosão foi utilizado um potenciostato da marca
Microquímica, modelo MQPG-01, conectado a uma célula eletroquímica (ou de corrosão),
como ilustrado na Figura 3.4.

21
Figura 3.4 - Equipamento utilizado no ensaio eletroquímico de polarização.
As curvas de polarização foram programadas para iniciar após a estabilização do
potencial em circuito aberto, ou se não se registrasse uma variação de 1 mV por um período
de 180 segundos. Os ensaios foram realizados com velocidade de varredura constante de 1
mV/s e na temperatura ambiente. Essas curvas foram programadas para registrar valores de
potenciais de no máximo 1v positivo e mínimo de 1v negativo.
O eletrodo de calomelano saturado (ECS) foi usado como referência para medir o
potencial do eletrodo de trabalho, e o contra-eletrodo (ou auxiliar) de platina foi usado para
fazer circular a corrente entre o eletrodo de trabalho e o contra eletrodo.

22
4 RESULTADOS E DISCUSSÃO
4.1 Ensaios eletroquímicos através da técnica de polarização
potenciodinâmica
Os resultados eletroquímicos deste trabalho foram obtidos a partir das curvas de
polarização anódica potenciodinâmica.
No valor do Epite (potencial de nucleação de pites) ocorre um brusco aumento da
corrente devido à nucleação de pites. Diminuindo-se o potencial, obtém-se Eprot (potencial de
proteção), que é o potencial abaixo do qual nenhum pite se forma ocorre a passivação do pite.
Convencionou-se então que o valor do potencial de pite é aquele no qual a densidade
de corrente aumenta acentuadamente, praticamente sem variação de potencial. E o potencial
de proteção é considerado o potencial do ponto onde a curva é interceptada após a reversão da
varredura do potencial.
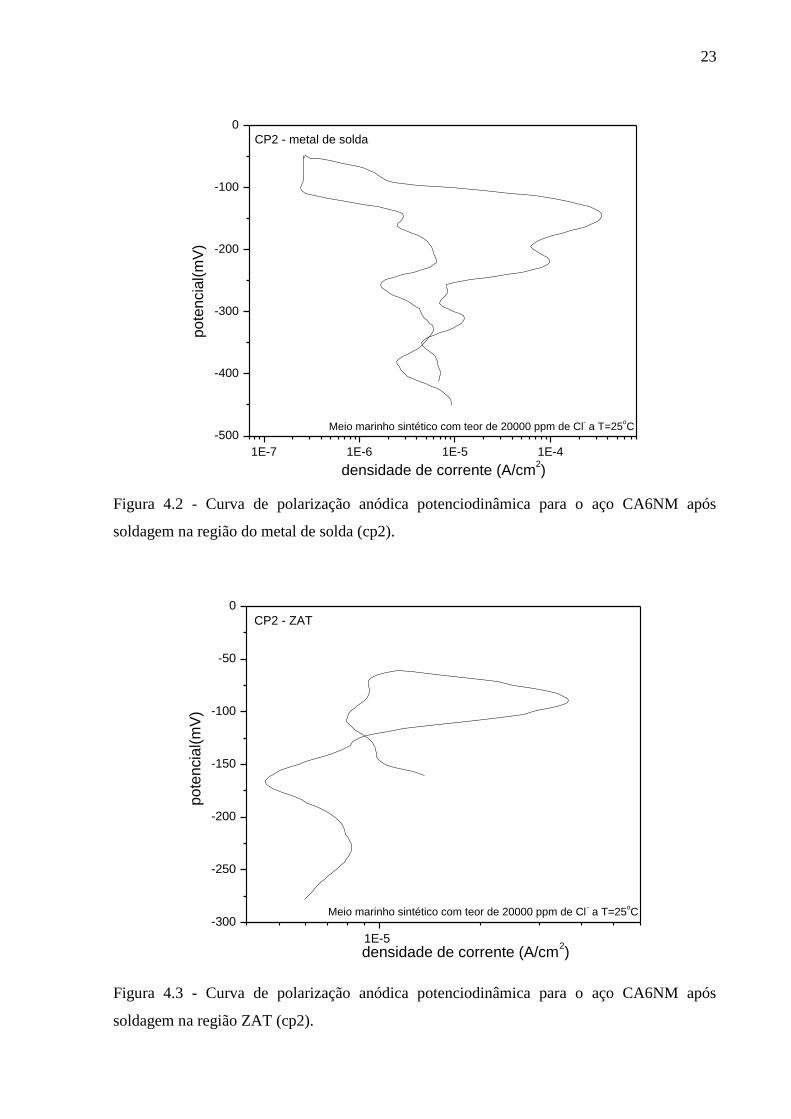
As Figuras 4.1 a 4.3 mostram as curvas de polarização anódica potenciodinâmica do
cp2 após soldagem nas regiões: metal base, metal de solda e ZAT, respectivamente.
1E-6 1E-5 1E-4 1E-3 0.01 0.1
-300
-200
-100
0
100
200CP2 - metal de base
Meio marinho sintético com teor de 20000 ppm de Cl- a T=25
oC
densidade de corrente (A/cm2)
pote
ncia
l(m
V)
Figura 4.1 - Curva de polarização anódica potenciodinâmica para o aço CA6NM após
soldagem na região do metal base (cp2).
23
1E-7 1E-6 1E-5 1E-4
-500
-400
-300
-200
-100
0
Meio marinho sintético com teor de 20000 ppm de Cl- a T=25
oC
p
ote
ncia
l(m
V)
densidade de corrente (A/cm2)
CP2 - metal de solda
Figura 4.2 - Curva de polarização anódica potenciodinâmica para o aço CA6NM após
soldagem na região do metal de solda (cp2).
1E-5
-300
-250
-200
-150
-100
-50
0
Meio marinho sintético com teor de 20000 ppm de Cl- a T=25
oC
densidade de corrente (A/cm2)
po
ten
cia
l(m
V)
CP2 - ZAT
Figura 4.3 - Curva de polarização anódica potenciodinâmica para o aço CA6NM após
soldagem na região ZAT (cp2).
24
As curvas de polarização anódica potenciodinâmica do cp1 após soldagem nas regiões:
metal base, metal de solda e ZAT, embora com valores diferentes, ficaram parecidas no
formato, por isso não foram apresentadas.
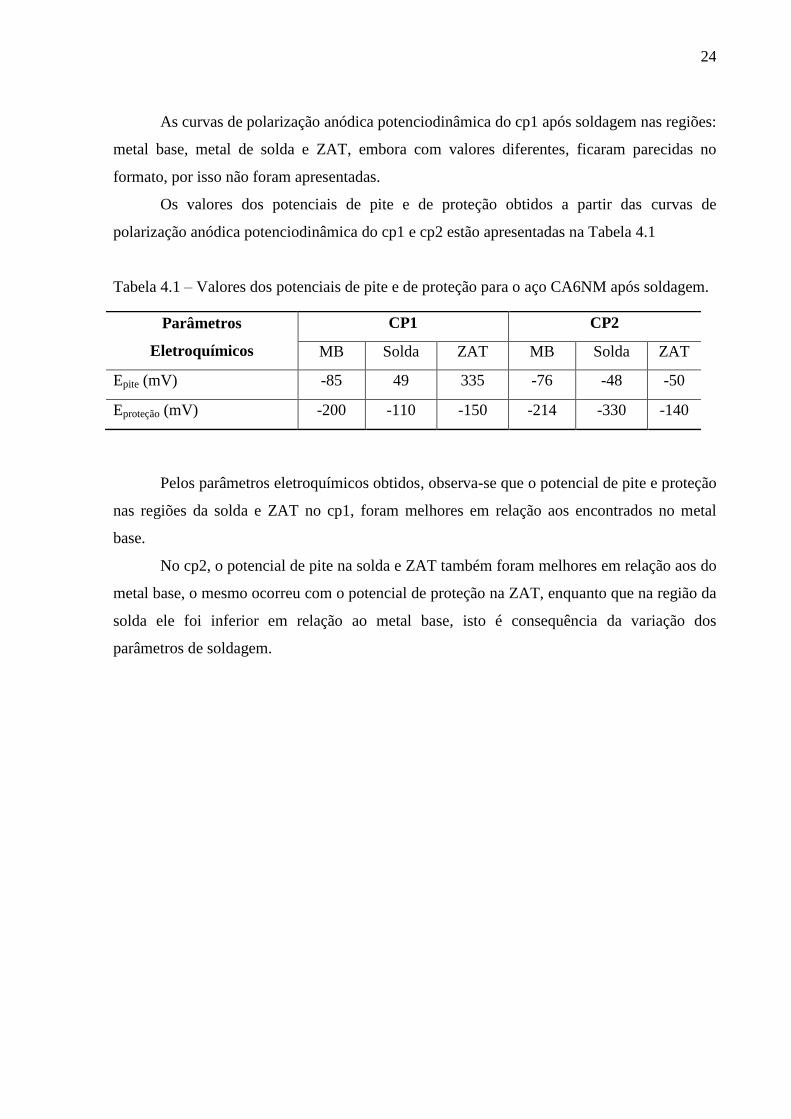
Os valores dos potenciais de pite e de proteção obtidos a partir das curvas de
polarização anódica potenciodinâmica do cp1 e cp2 estão apresentadas na Tabela 4.1
Tabela 4.1 – Valores dos potenciais de pite e de proteção para o aço CA6NM após soldagem.
Parâmetros
Eletroquímicos
CP1 CP2
MB Solda ZAT MB Solda ZAT
Epite (mV) -85 49 335 -76 -48 -50
Eproteção (mV) -200 -110 -150 -214 -330 -140
Pelos parâmetros eletroquímicos obtidos, observa-se que o potencial de pite e proteção
nas regiões da solda e ZAT no cp1, foram melhores em relação aos encontrados no metal
base.
No cp2, o potencial de pite na solda e ZAT também foram melhores em relação aos do
metal base, o mesmo ocorreu com o potencial de proteção na ZAT, enquanto que na região da
solda ele foi inferior em relação ao metal base, isto é consequência da variação dos
parâmetros de soldagem.

25
5 CONCLUSÃO
Através do estudo realizado, foi possível concluir que o processo de soldagem não está
prejudicando a resistência à corrosão do aço, quando exposto ao meio marinho e utilizado
parâmetros de processo adequados.
Com os parâmetros de soldagem utilizados no cp1, ou seja, com o uso de uma menor
energia de soldagem, obteve-se uma melhor resistência à corrosão em relação aos utilizados
no cp2.
26
Referências Bibliográfica
[1] DELEU, E., DHOOGE, A., DUFRANE, J.J. Weldability and hot deformability of
different supermartensitic stainless steel grades by weld simulation testing. In:
Supermatensitic Stainless Steel 99, Bélgica, p 232-240, 1999.
[2] CHIAVERINI, V. Aços e Ferros Fundidos, 4ºed., São Paulo, ABM, 1977.
[3] PADILHA, A. F. e GUEDES, L.C. Aços Inoxidáveis Austeníticos: Microestrutura e
Propriedades, Hemus Editora Limitada, S.P.,1994.
[4] MODENESI, Paulo J. Soldabilidade dos aços inoxidáveis. São Paulo: SENAI-SP, 2001. p.
100.
[5] DONATO, Gustavo H.B. Previsão da vida em fadiga de aços inoxidáveis dúplex SAF
2205 e SAF 2507. 2003. 26 p. Iniciação Científica - Centro Universitário da FEI, 2003.
[6] MARIANO, Neide Aparecida. Corrosão sob tensão de um aço inoxidável austenítico em
soluções aquosas contendo cloretos. 1997. 194 p. Tese (Doutorado em Engenharia
Metalúrgica) Escola de Engenharia de São Carlos – Universidade de São Paulo.
[7] NALBONE, C.S. “Effects of Carbon Content and Tempering Treatment on the
Mechanical Properties and Sulfide Stress Corrosion Cracking Resistance of AOD -Refined
CA6NM,” Stainless Steel Casting, ASTM STP 756. V. G. Behal and A. S. Melilli. 1982.
[8] CALLISTER, William D. Materials Science and Engineering : An Introduction, 5th
edition, John Wiley & Sons, Inc., 5th edition, 1999.
[9] ASTM A 743/A 743M – 98a. Standard Specification for Castings, Iron-Chromium, Iron-
Chromium-Nickel, Corrosion Resistant, for General Application.
[10] AMERICAN WELDING SOCIETY. AWS-A.30: standard welding terms and
definitions, 2006.
[11] MODENESI, Paulo J, MARQUES, Paulo V. Soldagem I – Introdução aos processos de
soldagem. Universidade Federal de Minas Gerais: Belo Horizonte, 2006.
[12] MODENESI, P. J. Apostila do Curso de Metalurgia da Soldagem. Universidade Federal
de Minas Gerais: Belo Horizonte, 1998.

27
[13] SOBRINHO, José Francisco, ALCÂNTARA, Nelson Guedes. Influência dos parâmetros
de soldagem na microestrutura da zona afetada termicamente – ZAT da junta soldada de um
aço de alta resistência. Centro Federal de Educação Tecnológica do Piauí: João Pessoa, 2007.
[14] SCULLY, J.C. The Fundamentals of Corrosion. 3. ed. Pergamon Press, p.177-97, 1990.
[15] GENTIL, V. Corrosão. 3 ed. Rio de Janeiro: LTC, 1996.
[16] ERNST, P. and NEWMAN, R.C. Pit growth studies in stainless steel foils II. Effect of
temperature, choride concentration and suphat addition. Corrosion Science, v.44, 2002.
[17] SEDRIKS, A.J. Corrosion of stainless steels - New York, 2nd Ed, A. Wiley-
Interscience Publication - 437p, 1996.
[18] GALVERE, J. R. Corrosion science, vol.21, 1981.
[19] FONTANA, M.G.; GREENE, N.D. Corrosion Engineering. 3 ed, New York, McGraw-
Hill, 1986.
[20] SZKLARSKA-SMIALOWAKA, Z. Pitting corrosion of metals. Nace, p. 347, 1986.
[21] SKORCHELLETTI, V.V. Theory of Metals Corrosion. Trad. de Kondor, R. : Keter
Publishing House Jerusalem Ltd., 1976.
[22] DEXTER, S.C. Forms of Corrosion – Localized Corrosion. In: ASM Metals Handbook.
Metals Park, ASM International, 1987. vol. 13, p. 226-262.
[23] AMERICAN SOCIETY FOR TESTING AND „MATERIALS. G 61: Standard method
for conducting cyclic potentiodynamic polarization measurements for localized corrosion
susceptibility of iron. vol. 03.02, p. 223-227, 1991.
[24] AMERICAN SOCIETY FOR TESTING AND MATERIALS. Standard reference test
method for making potentiostatic and potentiodynamic anodic polarization measurements,
Designation G5 -94. In: Annual Book of ASTM Standards. Philadelphia. vol. 03.02, 1994.
[25] AMERICAN SOCIETY FOR TESTING AND MATERIALS. Standard recommended
practice for conventions apllicable to electrochemical measurements in corrosion testing -
Designation G3 -94. In: Annual Book of ASTM Standards. Philadelphia. vol. 03.02, 1994.
[26] AMERICAN SOCIETY FOR TESTING AND MATERIALS. D-1141: Standard
specifications for substitute ocean water, vol. 11.01, p.423 –427, 1991.

28