modelo de monografia -...
TRANSCRIPT

CAMPINAS
CURSO DE ENGENHARIA DE PRODUÇÃO
IMPLANTAÇÃO DO PROGRAMA 5S EM UMA INDÚSTRIA
DO RAMO ELETRÔNICO
Duanny Caroline Rodrigues
Eduardo de Sant’Anna
Hugo Henrique de Oliveira Vasconcelos
USF – Universidade São Francisco – Campinas – São Paulo – Brasil
Dezembro de 2013

ii
CAMPINAS
CURSO DE ENGENHARIA DE PRODUÇÃO
IMPLANTAÇÃO DO PROGRAMA 5S EM UMA INDÚSTRIA
DO RAMO ELETRÔNICO
Duanny Caroline Rodrigues
Eduardo de Sant’Anna
Hugo Henrique de Oliveira Vasconcelos
Monografia apresentada à disciplina de Trabalho de
Conclusão de Curso, do Curso de Engenharia de Produção
da Universidade São Francisco, sob a orientação do Prof.
Me. Helton Salles, como exigência parcial para conclusão
do curso de graduação.
Orientador: Prof. Me. Helton Salles
USF – Universidade São Francisco – Campinas – São Paulo – Brasil
Dezembro de 2013

iii
IMPLANTAÇÃO DO PROGRAMA 5S EM UMA INDÚSTRIA
DO RAMO ELETRÔNICO
Duanny Caroline Rodrigues
Eduardo de Sant’Anna
Hugo Henrique de Oliveira Vasconcelos
Monografia defendida e aprovada em 03 de Dezembro de 2013 pela Banca
Examinadora assim constituída:
Prof. Me. Helton Salles (Orientador)
USF – Universidade São Francisco – Campinas – SP.
Prof. Me. Emílio Gruneberg Boog (Membro Interno)
USF – Universidade São Francisco – Campinas – SP.
Profª. Drª. Annete S. Faesarella (Membro Interno)
USF – Universidade São Francisco – Campinas – SP.
USF – Universidade São Francisco – Campinas – São Paulo – Brasil
Dezembro de 2013

iv
“Não conheço nenhuma fórmula infalível para
obter o sucesso, mas conheço uma forma infalível
de fracassar: tentar agradar a todos.”
(John F. Kennedy)

v
Agradecimentos
A nossos pais, pelos ensinamentos e modelos de
bons exemplos de pessoas, que foram essenciais
para nossa formação.
Aos nossos familiares que acompanharam nosso
crescimento desde nossos tempos de infância até
a concretização desse sonho que agora se torna
realidade.
Aos nossos colegas de classe, que nos
ofereceram grandes trocas de experiências e
momentos de descontração em dias difíceis.
Somos eternamente gratos a todos.

vi
Agradecimentos
Agradecemos, primeiramente, ao Professor Me. Helton Salles, nosso orientador, que acreditou
em nós e nos incentivou para a conclusão deste trabalho.
Agradecemos também ao Professor Me. Emílio Boog, pela sua simplicidade e sabedoria, que
desde o começo da nossa vida acadêmica, nos serviu de exemplo para chegarmos até aqui.
A todos os professores e colaboradores, pelo suporte oferecido, proporcionando forças para
buscarmos nossos objetivos.

vii
Sumário
Lista de Siglas ...................................................................................................................... ix
Lista de Figuras .................................................................................................................... x
Lista de Tabelas .................................................................................................................. xi
Lista de Gráficos ................................................................................................................ xii
Resumo .............................................................................................................................. xiii
Abstract ............................................................................................................................. xiv
1 INTRODUÇÃO ........................................................................................................... 15 1.1 Contextualização ..................................................................................................... 15
1.2 Caracterização da Situação Problema ...................................................................... 16 1.2.1 Estudo de Caso ................................................................................................. 16
1.2.2 Problema Estudado ........................................................................................... 17 1.3 Objetivos Gerais ...................................................................................................... 18
1.4 Objetivos Específicos .............................................................................................. 18 1.5 Justificativa ............................................................................................................. 18
2 REVISÃO BIBLIOGRÁFICA .................................................................................... 20 2.1 Gestão da Qualidade................................................................................................ 20
2.1.1 Definição da Qualidade..................................................................................... 20 2.1.2 Histórico da Qualidade ..................................................................................... 20
2.1.3 Eras da Qualidade ............................................................................................. 21 2.1.4 Sistemas de Qualidade ...................................................................................... 23
2.2 Sistema Toyota de Produção (STP) ......................................................................... 23 2.2.1 Definição .......................................................................................................... 23
2.2.2 Histórico ........................................................................................................... 24 2.2.3 Caracterização .................................................................................................. 24
2.2.4 Eliminação de Desperdícios .............................................................................. 25 2.2.5 Just in Time (JIT) ............................................................................................. 26
2.2.6 Kanban ................................................................................................................. 27 2.3 O 5S ........................................................................................................................ 27
2.3.1 Origem do 5S.................................................................................................... 27 2.3.2 Programa 5S ..................................................................................................... 28
2.3.3 Sensos do 5S..................................................................................................... 29 2.3.4 1º Senso (Seiri - Senso de Utilização) ............................................................... 30
2.3.5 2º Senso (Seiton – Senso de Ordenação) ........................................................... 31 2.3.6 3º Senso (Seiso - Senso de Limpeza) ................................................................. 32
2.3.7 Avaliação dos 3 S’s Iniciais .............................................................................. 33 2.3.8 4º Senso (Seiketsu – Senso de Saúde) ................................................................ 34
2.3.9 5º Senso (Shitsuke - Senso de Autodisciplina) ................................................... 35 2.4 Vantagens do 5S ..................................................................................................... 36
viii
3 METODOLOGIA ........................................................................................................ 37 3.1 Conhecendo o Ambiente Fabril ............................................................................... 37 3.2 Divisão das Atividades ............................................................................................ 37
3.3 Dinâmica da Aplicação ........................................................................................... 38
4 RESULTADOS ............................................................................................................ 41 4.1 Elaboração da Estrutura do Programa 5S ................................................................. 41 4.2 Treinamento sobre o Programa a Produção .............................................................. 43
4.3 Apresentação da Estrutura para o Início das Atividades do 5S ................................. 43 4.4 Treinamento para Time de Multiplicadores e Auditores........................................... 44
4.5 Auditoria 5S ............................................................................................................ 46 4.6 Membros do Time Piloto da Linha B ....................................................................... 47
4.7 Aplicação do 1º S (Utilização) ................................................................................. 48 4.8 Aplicação do 2º S (Ordenação) ................................................................................ 52
4.9 Aplicação do 3º S (Limpeza) ................................................................................... 56 4.10 Aplicação do 4º S (Saúde e Higiene) ....................................................................... 58
4.11 5º S (Autodisciplina) ............................................................................................... 61 4.12 Resultados Obtidos com o Programa ....................................................................... 62
5 CONCLUSÃO ............................................................................................................. 65
ANEXO A – Treinamento Programa 5S ........................................................................... 66
ANEXO B – Treinamento da Estrutura de Implantação do 5S ....................................... 69
ANEXO C – Auditoria 5S .................................................................................................. 74
ANEXO D – Teste o seu comportamento diante do Programa 5S ................................... 75
REFERÊNCIAS BIBLIOGRÁFICAS .............................................................................. 76
BIBLIOGRAFIA CONSULTADA.................................................................................... 79

ix
Lista de Siglas
APICS Association for Operations Management
CEP Controle Estatístico do Processo
EHS Environment, Health and Safety (Manutenção, Segurança e Meio
Ambiente)
FIEP Federação das Indústrias do Estado do Paraná
JIT Just In Time
ODM Original Design Manufacturer (Fabricante de Projeto Original)
OEM Original Equipment Manufacturer (Fabricante Original de
Equipamento)
RH Recursos Humanos
STP
S’s
Sistema Toyota de Produção
Sensos
x
Lista de Figuras
FIGURA 1 - RED TAG. .......................................................................................................... 42
FIGURA 2 - APRESENTAÇÃO DA ESTRUTURA DO PROGRAMA 5S. ............................................ 45
FIGURA 3 - TREINAMENTO DE UMA DAS TURMAS DO PRIMEIRO TURNO. .................................. 46
FIGURA 4 - TREINAMENTO DE UMA DAS TURMAS DO SEGUNDO TURNO. .................................. 46
FIGURA 5 - CAIXA VAZIA NA MONTAGEM. ............................................................................. 48
FIGURA 6 - GABARITOS E DISPOSITIVOS DE MODELOS OBSOLETOS. ......................................... 49
FIGURA 7 - DISPOSITIVOS DE MODELOS OBSOLETOS. .............................................................. 49
FIGURA 8 - CAIXAS COM MATERIAL DESCARTADO, ETIQUETADAS COM A "RED TAG". ............. 49
FIGURA 9 - SOBRAS DE MONTAGEM....................................................................................... 50
FIGURA 10 - SOBRAS DE EMBALAGEM. .................................................................................. 51
FIGURA 11 - DESCARTE DE SOBRAS DE MONTAGEM. .............................................................. 51
FIGURA 12 - IDENTIFICAÇÃO E DEVOLUÇÃO DAS SOBRAS AO ESTOQUE. .................................. 51
FIGURA 13–(A) ARMÁRIOS DESORGANIZADOS, (B) ARMÁRIOS ORGANIZADOS. ....................... 51
FIGURA 14 - (A) ESTAÇÃO COM INSTRUÇÕES ACUMULADAS, (B) ESTAÇÃO COM APENAS UMA
INSTRUÇÃO. .................................................................................................................. 52
FIGURA 15 - MATERIAIS E ARMÁRIOS SEM IDENTIFICAÇÃO. ................................................... 53
FIGURA 16 - (A) POSTO DE TRABALHO COM MÚLTIPLAS IDENTIFICAÇÕES, (B) IDENTIFICAÇÃO
REFEITA E PADRONIZADA. .............................................................................................. 53
FIGURA 17 - (A) ESTAÇÃO DE TRABALHO COM ITENS PESSOAIS, (B) ESTAÇÃO ORGANIZADA... 54
FIGURA 18 - (A) CORREDOR OBSTRUÍDO, (B) CORREDOR DESOBSTRUÍDO. .............................. 55
FIGURA 19 - (A) FIOS DO RACK DESORGANIZADOS, (B) FIOS ORGANIZADOS. ........................... 56
FIGURA 20 - (A) RACK COM POEIRA, (B) RACK LIMPO. ........................................................... 57
FIGURA 21 - LIXEIRAS AO LADO DOS POSTOS DE TRABALHO. .................................................. 57
FIGURA 22 - COLETORES DE SUJEIRA AO LADO DA ESTEIRA. ................................................... 58
FIGURA 23 - (A) EXTINTOR SEM PLACA DE IDENTIFICAÇÃO, (B) EXTINTOR IDENTIFICADO. ..... 59
FIGURA 24 - (A) PLACA SAÍDA DE EMERGÊNCIA JOGADA, (B) PLACA FIXADA.......................... 59
FIGURA 25 - PAINÉIS ELÉTRICOS ABERTOS SEM LACRE. .......................................................... 60
FIGURA 26 - FALTA DE PADRÃO NA IDENTIFICAÇÃO DE PALLETS E DESRESPEITO ÀS
DELIMITAÇÕES. ............................................................................................................. 60
FIGURA 27 – (A) IDENTIFICAÇÃO FORA DE PADRÃO, (B) IDENTIFICAÇÃO PADRONIZADA. ........ 61
FIGURA 28 - QUADRO DE GESTÃO À VISTA............................................................................. 62

xi
Lista de Tabelas
TABELA 1- DEFINIÇÃO EM JAPONÊS, INGLÊS E SUBDIVISÕES EM PORTUGUÊS. .......................... 29
TABELA 2 - SIGNIFICADO DO SEIRI - SENSO DE UTILIZAÇÃO. ................................................. 30
TABELA 3 - SIGNIFICADO SEITON - SENSO DE ORDENAÇÃO................................................... 32
TABELA 4 - SIGNIFICADO SEISO - SENSO DE LIMPEZA. .......................................................... 33
TABELA 5 - SIGNIFICADO SEIKETSU - SENSO DE SAÚDE. ...................................................... 34
TABELA 6 - SIGNIFICADO SHITSUKE - SENSO DE AUTODISCIPLINA........................................ 35
TABELA 7 - CRONOGRAMA DE IMPLANTAÇÃO DO 5S. ............................................................. 39
TABELA 8 - CRONOGRAMA DE IMPLANTAÇÃO DO 5S COM AS DATAS DE CONCLUSÃO. .............. 41
TABELA 9 - PARTICIPAÇÃO NO TREINAMENTO PARA AUDITORES E MULTIPLICADORES. .......... 45

xii
Lista de Gráficos
GRÁFICO 1 - ÍNDICE DE PARADAS DE LINHA E PARADAS POR FALTA DE MATERIAL. .................. 63
GRÁFICO 2 - ÍNDICE DE HORAS DISPONÍVEIS E HORAS PERDIDAS POR FALTA DE MATERIAL. ...... 63
GRÁFICO 3 - ESTIMATIVA DE AUMENTO NO NÚMERO DE MÁQUINAS PRODUZIDAS. ................... 64
GRÁFICO 4 - ESTIMATIVA DE GANHOS COM AUMENTO DE PRODUÇÃO. ..................................... 64

xiii
RODRIGUES, Duanny Caroline. SANT’ANNA, Eduardo. VASCONCELOS, Hugo Henrique
de Oliveira. Implantação do Programa 5S em uma Indústria do Ramo Eletrônico. 2013. 79f.
Monografia (Bacharelado em Engenharia de Produção) – Curso de Engenharia de Produção
da Universidade São Francisco, Campus de Campinas.
Resumo
O estudo realizado nessa monografia ocorre em uma empresa do segmento eletrônico, que
tem como característica terceirizar a montagem final de notebooks e computadores de mesa
do tipo All in One para OEMs (Fabricante Original de Equipamento). Seus OEMs são marcas
conhecidas internacionalmente. Atualmente, a planta é dividida em três prédios situados no
mesmo condomínio empresarial de Campinas, o que ocasiona falta de gerenciamento visual
para os materiais em cada ponto de uso e estabelecimento deficiente de fluxos de
abastecimento de matérias primas e coleta de produtos acabados. A escassez de conceitos
ligados à melhoria da qualidade e produtividade resulta em recursos que não são bem
aproveitados. O objetivo deste trabalho é a implantação do Programa 5S, a fim de melhorar o
ambiente de trabalho, proporcionando aumento da produtividade. A dinâmica da aplicação
está dividida em elaboração da Estrutura do Programa 5S (padrão de demarcação do chão,
etiquetas de descarte, estrutura dos times, escolha da linha de produção piloto); treinamento
do programa à produção; apresentação da Estrutura do Programa ao responsável pela
produção; treinamento para Time de Multiplicadores e Auditores; auditoria5S; definição dos
membros do Time 5S da Linha Piloto e aplicação do 5S. Foi realizada a aplicação do 5S,
porém muitas ações ainda estão em aberto, pois esta cultura precisa ser absorvida pelas
pessoas. As diretrizes do programa devem partir da alta direção, até que o 5S seja incorporado
como rotina de trabalho.
Palavras-chave: 5S; Qualidade; Produtividade.

xiv
RODRIGUES, Duanny Caroline. SANT’ANNA, Eduardo. VASCONCELOS, Hugo Henrique
de Oliveira. Implementation of the 5S Program in an Electronics Company. 2013. 79s.
Monograph (Degree in Production Engineering) – Course of Production Engineering, São
Francisco University, Campus of Campinas.
Abstract
The study conducted in this thesis took place in an electronics company that features the final
assembly of notebooks and desktop computers, as the All in One for OEMs (Original
Equipment Manufacturer). The OEMs are internationally known brands. Currently, the plant
is divided into three buildings located in the same neighborhood business, Campinas, causing
lack of visual management for materials at each point of use and establishment of flows
deficient supply of raw materials and collecting finished products. The scarcity of concepts
linked to the improvement of quality and productivity results in features that are not well
used. The purpose of this essay is the implementation of 5S as a way to improve the work
environment and increase productivity. The dynamics of the application are divided into the
elaboration of the structure of 5S (default demarcation floor, labels disposal, the structure of
the teams, pilot production line choice); training program for production; presentation of
program structure responsible for the production; training Time Multipliers and Auditors; 5S
audit; definition members of 5S Timeline Pilot; application of 5S.
The 5S was applied, but many actions are still open, as this culture needs to be absorbed by
people. The program guidelines should start from top management until the 5S is incorporated
as routine work.
Keywords: 5S, Quality, Productivity.

15
1 INTRODUÇÃO
1.1 Contextualização
Com a globalização, fica fácil um cliente ter mais opções de escolha para determinado
produto ou serviço. Com a grande mudança de mercado, as empresas encontram-se na
urgência de sempre inovarem seus produtos e serviços, além disso, sempre procuram
proporcionar programas de melhorias em seus processos internos, com o objetivo de não
perderem seus clientes e ainda conquistarem novos mercados.
No Brasil, esta preocupação começou a ter mais visibilidade com a abertura de
mercado no ano de 1990, com o governo Collor, no qual as empresas que já estavam inseridas
no mercado nacional tiveram que reinventar novos meios de gestão para competirem com
seus novos concorrentes.
Com a diminuição dos monopólios e oligopólios e um aumento na concorrência, as
empresas perderam a liberdade de alterarem de forma acentuada o preço de seus produtos,
com o intuito de aumentarem seus lucros.
Surge, então, nesse período, no Brasil, a necessidade de ser mais competitivo,
diminuindo os custos operacionais com o objetivo de aumentar a margem de lucro, sem
alterar o preço de venda no mercado.
Para tais desafios, empresas de diferentes setores da economia buscaram solucionar
seus problemas, firmados em conceitos de trabalho que foram aplicados no setor automotivo a
partir do início do século XX, perante a contribuição de algumas pessoas que foram muito
importantes para esse processo de transformação e inovação no setor industrial.
Frederick Winslow Taylor (1856-1915) desenvolveu a Teoria da Administração
Científica, que enfatizava tempos e métodos para garantir a máxima produção com mínimo
custo.
Conforme os autores Ferreira, Fonseca Reis e Pereira (1997, pg.18):
“Taylor é normalmente visto como um cientista insensível e desumano, que tratava
os operários como objetos de estudo isolados, em favor de estudos que favoreciam a
elite empresarial. Entretanto, poucos apontam a preocupação de Taylor com o
aumento da eficiência da produção, buscando a redução dos custos não apenas para
elevar os lucros, mas também para elevar a produtividade dos trabalhadores,
aumentando seus salários.”

16
Outra pessoa que contribuiu fortemente na criação e aplicação de conceitos de
qualidade e produção foi Henry Ford (1863-1947), que conseguiu popularizar o setor
automotivo com a fundação da Ford Motor Company em 1903.
Conforme o autor Chiavenato (2004, pg. 65):
“Embora não tenha inventado o automóvel nem mesmo a linha de montagem, Ford
inovou na organização do trabalho: produção de maior número de produtos acabados
com a maior garantia de qualidade e pelo menor custo possível.”
Mas, foi logo após a Segunda Guerra Mundial, através do vice-presidente Taiichi
Ohno da Toyota Motors Company, que foi criado o Sistema Toyota de Produção.
O que levou o nascimento do Sistema Toyota foram as condições em que o Japão se
encontrava depois do fim da 2ª Guerra Mundial. O país estava devastado, com recursos
limitados, e tinha que se reerguer, mas não podia usar ao pé da letra as técnicas e filosofias
usadas por Henry Ford no setor automotivo.
Houve, então, a necessidade de criar um sistema de produção que funcionasse com
poucos recursos físicos, baixo custo, desperdício zero, pouco estoque e a participação de
todos os membros da corporação para a resolução de problemas e tomada de decisões.
Surgiram, então, dentro do Sistema Toyota de Produção, diversas ferramentas e
programas que são utilizados, hoje, por muitas empresas de diferentes setores.
Devido a grande persistência do povo japonês, hoje a Toyota é uma das montadoras
que mais vendem carros no mundo.
Nos tempos atuais, com a crise econômica de alguns países da Europa, os Estados
Unidos se reerguendo da crise do subprime e o Brasil demonstrando um crescimento
econômico tímido para alguns setores, vê-se a importância do benchmarking e da criação de
novos conceitos para a superação dessas dificuldades.
Pode-se dizer, então, que há uma complexidade no mercado, pois fatores
macroeconômicos influenciam diretamente no ambiente corporativo e fatores internos de uma
organização também podem influenciar o ambiente externo.
1.2 Caracterização da Situação Problema
1.2.1 Estudo de Caso

17
O estudo de caso abordado nessa monografia ocorre em uma empresa da região de
Campinas, cujo segmento de atuação é o eletrônico.
A empresa, instalada na planta de Campinas, é uma filial em que a sede está localizada
na China. Sua especialização está na fabricação de aparelhos eletrônicos, como notebooks e
computadores portáteis do tipo All in One.
Fundada em 1988, a empresa X é a maior empresa ODM (Fabricante de Projeto
Original) de notebooks no mundo. Com tecnologia de ponta e forte capacidade de pesquisa e
desenvolvimento, a empresa X tornou-se líder em mercados de alta tecnologia e o melhor
fornecedor de design, qualidade e serviços de manufatura de alto nível para marcas mundiais
de produtos de tecnologia. Além do crescimento contínuo de ponta, alta qualidade e a criação
em valor elevado em notebooks, a empresa X ampliou seus negócios em sistemas de rede,
entretenimento doméstico, móveis de comunicação eletrônica, automotiva e mercados
domésticos digitais.
No Brasil, a empresa X teve suas atividades iniciadas na planta de Campinas, SP, em
março de 2009. Ela é especializada em terceirizar a montagem final de notebooks e
computadores de mesa do tipo All in One para OEMs (Fabricante Original de Equipamento).
Seus OEMs são marcas conhecidas internacionalmente.
A filial brasileira em questão conta com cinco linhas de produção e dois turnos, onde
cada turno trabalha 8,8 horas diárias de segunda à sexta-feira.
1.2.2 Problema Estudado
O ambiente estudado trabalha em uma planta dividida em três prédios situados no
mesmo condomínio empresarial de Campinas.
No primeiro prédio, conhecido como prédio 1, localizam-se duas linhas de produção A
e B. No andar superior, está a parte administrativa responsável pela Qualidade, Engenharia,
Tecnologia da Informação e Infraestrutura, Financeiro e Fiscal.
No segundo prédio, estão localizadas as linhas de produção C no pavimento superior,
D e E no pavimento inferior.
Já no terceiro prédio, encontram-se todas as matérias-primas e produtos acabados, o
estoque e a parte administrativa do pavimento superior, responsável por Compras,
Planejamento, Suprimentos e Materiais.

18
A divisão em três prédios, juntamente com falta de disciplina ligada à baixa
padronização, não estabelecimento de fluxos de abastecimento de matérias primas e coleta de
produtos acabados, à falta de gerenciamento visual para os materiais em cada ponto de uso,
estabelecido pelo processo de manufatura, e à escassez de conceitos ligados a melhoria da
qualidade e produtividade geram confusão e perda de materiais. Tudo isso contribui para um
ambiente de produção carente de aproveitamento de recursos, pois não há uma metodologia
de fabricação que leve em conta a produtividade. São observadas muitas perdas em produção,
tanto em materiais quanto em tempo disponível para produzir.
1.3 Objetivos Gerais
O objetivo deste trabalho é a implantação do Programa 5S, a fim de melhorar o
ambiente de trabalho e proporcionar um aumento na produtividade.
1.4 Objetivos Específicos
O Programa 5S deve gerar melhorias nos seguintes índices:
- Fluxo de material;
- Aproveitamento do layout e locais de trabalho;
- Redução de desperdícios e aproveitamento dos recursos disponíveis;
- Facilitar a visualização do processo de cada produto;
- Retirar da planta equipamentos sem uso;
- Facilitar a visualização do status dos processos em andamento e dos produtos
acabados.
1.5 Justificativa
Com o mercado cada vez mais competitivo, as empresas buscam destacar-se em seu
segmento. Para sobreviver a esta realidade, é fundamental garantir um ambiente de trabalho
em que os colaboradores se sintam bem e disponham de recursos que facilitem o bom
desempenho de suas funções, em proximidade com ferramentas de trabalho e em um clima
ambiental agradável à execução das atividades.

19
Para superar a concorrência e garantir o destaque no meio das indústrias eletrônicas
em que a empresa se encontra, a redução de custos é fundamental. Além disso, busca-se um
modelo de gestão que vise a melhoria contínua dos processos e a qualidade nos produtos
finais.
Reduzir os custos não significa apenas comprar suprimentos de formas mais rentáveis
ou eliminar etapas do processo que não agregem valor ao produto; reduziros custos é eliminar
desperdícios e esta eliminação pode ocorrer a partir de gestos simples e de ações facilmente
adaptáveis ao dia a dia de trabalho.
O conceito de 5S é uma prática simples que leva à eliminação gradativa de
desperdícios, através de modificações no ambiente de trabalho, na maneira de conduzir as
atividades rotineiras e nas atitudes de cada um.
Quando este programa de gestão da qualidade é estabelecido com sucesso, torna-se um
marco inicial para outros projetos de melhoria que podem ser desenvolvidos na organização.

20
2 REVISÃO BIBLIOGRÁFICA
2.1 Gestão da Qualidade
2.1.1 Definição da Qualidade
Queiroz (1995), Teboul (1991) e Lucinda (2010) descrevem que podem existir
inúmeras definições para a qualidade, dependendo do referencial do qual é observado. Para os
autores, cada referencial pode representar apenas algumas de suas características.
Um exemplo citado por Queiroz (1995) é que qualidade, para um usuário final,
significa o atendimento das necessidades a um preço justo. Já para o produtor, qualidade tem
por definição uma conformidade com as especificações e, para um funcionário responsável
pela manutenção, qualidade se dá com a baixa ocorrência de consertos.
Lucinda (2010) complementa o pensamento de Queiroz (1995), descrevendo os vários
pontos de vista da qualidade do cliente que vai a um supermercado e encontra o ambiente
limpo, organizado sistematicamente, e com todas as informações fornecidas de maneira clara
e concisa. Também existe o ponto de vista do colaborador que trabalha nesse mesmo
supermercado e que espera que o ambiente de trabalho proporcione um bem estar através da
boa aparência e de um ambiente respeitável entre seus parceiros de trabalho.
Teboul (1991, pg. 32) dá uma definição para qualidade citando da seguinte forma:
“A qualidade é, antes de mais nada, a conformidade à especificações. É também a
resposta ajustada à utilização que se tem em mente na hora da compra e também a
longo prazo. Mas é também aquele “algo mais” de sedução e excelência, mais
próximo do desejo do que da qualidade.”
2.1.2 Histórico da Qualidade
De acordo com Oliveira (2003), a preocupação com a qualidade não é apenas um foco
da sociedade contemporânea, mas um assunto que vem sendo discutido desde as civilizações
anteriores. Para o autor, por volta de 2150 a. C., o código de Hamurabi, que é um conjunto de
leis escritas composto por cerca de 280 artigos, cunhado em uma enorme pedra que teve
grande importância na organização do Estado babilônico, já demonstrava uma preocupação

21
com a durabilidade e funcionalidade das habitações produzidas na época, de tal forma que, se
um construtor negociasse um imóvel que não fosse sólido o suficiente para atender à sua
finalidade e desabasse, ele, construtor, seria imolado.
Oliveira (2003) ainda descreve artesãos que tinham seus membros amputados, caso os
produtos fabricados não fossem produzidos segundo as especificações governamentais.
Pode-se dizer claramente que, até então, não existia uma preocupação em abordar o
porquê de o produto ter qualidade inferior, levantando uma abordagem das causas do
problema. Ao invés disso, punia-se o artesão que participava de maneira direta na produção.
De acordo com Miranda (1994), com a chegada da produção em massa, os artesãos
foram substituídos por mão-de-obra sem nenhuma especialidade, produzindo produtos em
série para clientes mais afastados e não reconhecidos.
Lucinda (2010) aborda que, a partir da era da produção em massa, a qualidade passa a
ser vista como uma função gerencial, separada das outras áreas da empresa.
Na 2ª Guerra Mundial, houve uma necessidade dos Estados Unidos suprirem as outras
nações industriais que estavam destruídas, forçando as políticas nos negócios considerarem
quantidade mais importante que qualidade.
O Japão, país devastado na guerra, para se reerguer com poucos recursos físicos e
financeiros, começou a andar ao lado contrário dos Estados Unidos, produzindo com a
qualidade que o mercado futuro começava a ansiar.
2.1.3 Eras da Qualidade
O progresso da qualidade passou por três períodos: era da inspeção, era do controle
estatístico e era da qualidade total.
A era da inspeção, segundo Lucinda (2010), era voltada somente para a linha de
produção, em que a inspeção era feita somente depois que o produto estivesse pronto, mas não
era suficiente para suprir uma demanda crescente.
Já Oliveira (2003) acrescenta que a era da inspeção ocorreu pouco antes da Revolução
Industrial e que os principais responsáveis pela qualidade eram os artesãos.
Miranda (1994) afirma que a era da inspeção na produção em massa tinha o peso de
ser muito caro e não evitava desperdícios, porque o custo de se fazer um produto de má
qualidade era o mesmo que fazer um produto dentro das especificações de qualidade.
22
De acordo com Oliveira (2003), na era do controle estatístico, o controle da inspeção
passou a ser realizado por lotes de produtos, em que uma determinada quantidade desse lote
era separada de maneira aleatória e então realizada a inspeção nesses produtos escolhidos.
Lucinda (2010) descreve que a era do controle estatístico ocorreu nos anos 30 e 40, e
que o foco passou ser a performance e a qualidade do processo.
Lucinda (2010) ainda descreve que o Controle Estatístico do Processo (CEP) nada
mais é do que um método que mede a oscilação na linha de produção.
Lucinda (2010) e Oliveira (2003) descrevem que, na era da qualidade total, período
atual, o foco passa a ser o cliente final, pois as empresas fazem grandes esforços para
satisfazerem as necessidades dos clientes. Dentro da organização, todos passam a ser
responsáveis pela qualidade, não se limitando apenas ao produto final. A era da qualidade
total não foca apenas em detectar defeitos, mas em buscar as causas, resolver e criar
procedimentos padrão para os problemas apresentados.
Martins (2010) descreve que a qualidade total abrange, no caso de produtos, todas as
etapas do ciclo de fabricação, sendo elas:
1. Marketing: Estimar o nível de qualidade pretendido pelo cliente e o custo que o
mesmo está disposto a remunerar;
2. Engenharia: Transmitir as especificações designadas pelo cliente para a produção;
3. Suprimentos: Definir, comprar e manter fornecedores de peças e materiais;
4. Engenharia de Processos: Definir e dimensionar máquinas, ferramentas e
estratégias de fabricação;
5. Produção: Supervisão e operadores apresentarem importantes responsabilidades
durante o processo de fabricação;
6. Inspeção e Testes: Conferir a conformidade do produto em relação às
especificações;
7. Expedição: Zelar pelas funções de embalagem e transporte;
8. Instalação e Assistência Técnica: Ter a responsabilidade de garantir o
funcionamento adequado do produto.

23
2.1.4 Sistemas de Qualidade
Oliveira (2003) descreve que, para o desenvolvimento de produtos e serviços com
qualidade, faz-se necessário o desenvolvimento e a implantação de sistemas de gestão de
qualidade.
Oliveira (2003, p. 15) dá a seguinte definição para sistema:
“Sistema é um conjunto de partes que interagem e se interdependem, formando um
todo único com objetivos e propósitos em comum, efetuando sinergicamente
determinada função. É composto por outros sistemas menores, denominados
subsistemas, que estão sequencialmente dependentes um dos outros, como se fossem
elos de uma corrente. O desempenho de cada uma dessas partes define o sucesso do
sistema maior e, se um deles falhar, compromete-se o desempenho de todos eles.”
2.2 Sistema Toyota de Produção (STP)
2.2.1 Definição
Martins (2010) descreve que o toyotismo é uma filosofia de gerenciamento que
procura potencializar a corporação de maneira que atenda as conveniências do cliente no
mínimo prazo possível, na mais elevada qualidade e ao menor custo, ao mesmo tempo em que
se amplia a segurança e a moral dos colaboradores, cercando e incorporando não somente a
produção, mas todas as partes da corporação.
Shingo (1996) define Sistema Toyota de Produção como um sistema que deve
eliminar as perdas e perfazer as melhorias necessárias em seu sistema de produção.
Liker (2004) descreve que o Modelo Toyota significa mais dependência das pessoas e
que tudo se trata de uma cultura, muito mais do que um agregado de métodos para eficiência e
melhoria. Essa explicação se dá com a dependência dos colaboradores em reduzir estoque,
constatar problemas ocultos e remediá-los. Os colaboradores possuem uma essência de
urgência, propósito e trabalho de equipe, pois, se o problema não for solucionado, haverá uma
falta de estoque. Rotineiramente, todos os colaboradores da empresa ficam responsabilizados
no contínuo aperfeiçoamento e solução de problemas, o que os torna cada vez mais
capacitados para a resolução de problemas.

24
2.2.2 Histórico
Moreira (2008) relata que, depois da 2ª Guerra Mundial, a Toyota não tinha os
mesmos recursos de capital que as empresas norte-americanas e que, em vez disso, os
gerentes tinham que se firmar no processo de tomada de decisão e nas habilidades de solução
de problemas dos colaboradores para solucionar problemas de desperdício e produtividade.
Martins (2010) complementa afirmando que, após a 2ª Guerra Mundial, a Toyota
possuía um pequeno mercado consumidor e uma escassez de capital, mão-de-obra, matéria-
prima e qualificação profissional, impossibilitando assim a Toyota de aplicar os conceitos de
produção Taylorista e Fordista para a solução desses problemas.
Moreira (2008) já ratifica que o Sistema Toyota de Produção partiu seus conceitos a
partir do sistema de produção em massa de Henry Ford e o modelo de funcionamento dos
supermercados americanos.
2.2.3 Caracterização
Martins (2010) aborda que o Sistema Toyota de Produção é caracterizado por seis
características principais:
1. Mecanização Flexível: Baseia-se somente em produzir o que é essencial, sendo
assim flexível à demanda do mercado;
2. Processo de Multifuncionalização da Mão de Obra: Há um forte investimento na
educação e qualificação dos colaboradores;
3. Implantação de Sistemas de Controle de Qualidade Total: O controle de qualidade
está incorporado em todos os colaboradores da organização e em todos os pontos
do processo produtivo;
4. Sistema “Just in Time”: Produzir somente o essencial, no volume necessário e no
instante necessário, criando uma caracterização de estoque zero, o que acaba
propondo uma produção eficiente e diversificada;
5. Personalização dos Produtos: Manufaturar a peça em conformidade com as
especificações do cliente;
6. Controle Visual: Colaboradores qualificados são responsáveis por supervisionar
todas as etapas produtivas.

25
2.2.4 Eliminação de Desperdícios
Martins (2010) descreve que a diminuição de custos através da supressão de
desperdícios passa por um diagnóstico detalhado de cadeia de valor, que é a ordem de
processos pela qual passa o material, desde a etapa da matéria-prima até ser conformado em
produto final.
Liker (2004) e Martins (2010) descrevem que a Toyota identificou sete grandes tipos
de desperdícios que não adicionam valor em processos:
1. Superprodução: Fabricação de elementos sem demanda, o que causa perda com
excedente de colaboradores e de estoque e custos de transporte;
2. Espera: Colaboradores que ficam ociosos, devido ausência de estoque, atraso no
processamento, parada no funcionamento das máquinas e gargalos de capacidade;
3. Transporte: Movimentação de estoque em processo por grandes espaços, geração
de transporte ineficaz;
4. Super-processamento: Processamento deficiente por causa de uma ferramenta ou
um projeto de baixa qualidade do produto. A perda também é gerada quando um
artefato é processado com qualidade superior à especificada pelo cliente;
5. Excesso de estoque: Grande volume de matéria-prima, de estoque em processo ou
de produtos totalmente conformados, o que causa lead times mais demorados,
obsolescência, produtos deteriorados, custos de transporte e de armazenamento e
atrasos. Grandes volumes de estoque mascaram problemas, como desnivelamento
da produção, tempo excessivo de preparação da máquina (setup), e equipamentos
em manutenção;
6. Movimento desnecessário: Qualquer movimento desnecessário que os
colaboradores tenham que executar durante o trabalho, como por exemplo,
procurar, pegar ou empilhar peças, ferramentas;
7. Defeitos: Construção de itens defeituosos ou correção.
Liker (2004) considera ainda um oitavo tipo de desperdício:
8. Desperdício da criatividade dos funcionários: Ausência de tempo, concepção,
competência, aperfeiçoamento e oportunidade de conhecimento por não englobar
ou escutar seus funcionários.

26
2.2.5 Just in Time (JIT)
Moreira (2008) descreve que a APICS (Association for Operations Management)
define o Just in Time como uma ideologia de manufatura, ou seja, uma maneira de discutir,
compreender e gerir as operações produtivas de uma corporação. O pilar dessa ideologia é a
supressão de perdas, levando a um aperfeiçoamento continuado da produtividade. Just in
Time especifica-se somente em suprimir perdas, manufaturando sempre o produto certo, no
lugar certo e na hora certa. O Just in Time está incorporado dentro do Sistema Toyota de
Produção.
Martins (2010) define Just in Time como uma agregação da corporação com seus
fornecedores, obtendo assim uma eliminação de estoques através do fornecimento atendido no
instante do uso dos itens na fabricação do produto.
Oliveira e Calixto (2003) referem-se ao Just in Time como uma ferramenta pela qual a
produção é “puxada” de acordo com a demanda, produzindo em cada etapa somente os
componentes que são necessários, nas quantidades e nos exatos instantes.
Moreira (2008) descreve que as operações habituais de produção são estratégias do
tipo “empurrado”. São alicerçados no conceito de que é mais prático anteceder as
conveniências de manufatura do amanhã e se preparar para elas. As peças são empurradas por
meio do sistema para serem estocadas para quando houver demanda de mercado, o que pode
resultar em superprodução pelo fato da demanda esperada não se concretizar. Outro problema
são os custos gerados pelo estoque.
Oliveira e Calixto (2003) relatam que, na estratégia do tipo empurrado, os itens são
confeccionados com a capacidade máxima de recursos (mão-de-obra e máquinas), sem levar
em conta o nivelamento do fluxo de produção, resultando assim em estoques entre os diversos
processos até a conformação final da peça.
Moreira (2008, p. 507) dá a seguinte explicação para o sistema puxado:
“A comunicação no Just in Time começa ou com a última estação de trabalho na
linha de produção ou com o cliente – e depois trabalha para trás por meio do
sistema. Cada estação requisita da estação de trabalho prévia a quantidade precisa de
produtos que é necessária. Se os produtos não são requisitados, não são produzidos.
Dessa forma, os estoques em excesso não são gerados.”

27
2.2.6 Kanban
Moreira (2008) descreve o Kanban como um instrumento inteligível de controle pelo
qual o processo é puxado, sendo o alicerce da manufatura Just in Time. Kanban é uma palavra
japonesa que significa “cartão”. O método usa sinais simples e visuais, para administrar o
fluxo de materiais entre centros de trabalho e a fabricação de novos itens, a fim de
reposicionar aqueles mandados para o próximo centro de serviço.
Sereno et al. (2011) descrevem que o Kanban tem como principal função equilibrar os
graus de estoque, conservando o menor possível, sem que a manufatura seja comprometida.
Quando o estoque intermediário da estação de trabalho consecutiva está pequeno, o Kanban
permite que a fabricação tenha seu começo na estação antecedente.
Moreira (2008) ressalta que o Kanban tem tais dados: o nome do produto, o número da
peça e a quantidade que precisa ser manufaturada. Quando uma estação necessita de produtos
de uma estação antecedente, o Kanban preso ao contêiner vazio vai para aquela estação. O
Kanban permite que o colaborador na estação precedente produza a quantidade de itens
descritos.
2.3 O 5S
2.3.1 Origem do 5S
O Programa 5S tem por objetivo a mudança de atitude das pessoas e contribui para
melhoria e desenvolvimento das empresas através da mudança cultural. Tem suas raízes
oriundas do Japão. Para certos autores sua origem se deu por volta da década de 50. Já para
outros, sua origem permeou a década de 60. Todavia, a bibliografia estudada confirma que o
programa surgiu e assim foi intitulado após a catástrofe do Japão na Segunda Guerra Mundial
(1939 a 1945). Este fato foi o impulso para que os japoneses deixassem de lado o
conservadorismo e buscassem aperfeiçoar a utilização dos escassos recursos. No Brasil,
Bertaglia (2003) diz que: “o programa foi lançado no início da década de 1990”. Para
Carvalho (2011), o programa foi desenvolvido pela equipe do professor Kaoru Ishikawa, com
o propósito de combater os desperdícios. De acordo com Ribeiro (1994), depois de
ocidentalizada, a ferramenta ficou conhecida como Housekeeping e, apesar de ser reconhecida
mundialmente como originada no Japão, sua essência está presente em qualquer nação,

28
sociedade, família ou pessoa que tenha bons hábitos, zele por segurança, higiene, bem-estar,
bom senso e respeito.
Apesar dessa cultura ter ficado conhecida mundialmente no Japão, os princípios do
programa já eram abordados por grandes nomes da administração. Alguns dos conceitos de
Taylor e Fayol são claramente observados na essência dos 5S’s, tais como a organização e a
redução do desperdício para melhorar os resultados.
2.3.2 Programa 5S
O Programa 5S tem esse nome devido as cinco palavras japonesas que intitulam as
etapas do processo iniciarem com a letra s, ou seja:
SEIRI (senso de utilização);
SEITON (senso de arrumação);
SEISO (senso de limpeza);
SEIKETSU (senso de saúde e higiene);
SHITSUKE (senso de autodisciplina);
Segundo Carvalho (2011), aderir e implantar os critérios estabelecidos pelo programa
possibilita alcançar grandes resultados, tais como:
Melhoria na utilização de ambientes físicos;
Redução de desperdícios que vão de materiais à mão de obra e,
consequentemente, melhores resultados na questão custo;
Aumento no padrão da qualidade da empresa;
A formação de equipes e aumento da moral dos funcionários;
Fortificação da imagem da organização perante a sociedade;
A metodologia do programa provoca um aprimoramento do comportamento das
pessoas, contribuindo para o desenvolvimento do ambiente de trabalho e surtindo reflexos
positivos. As práticas, relativamente simples do programa, promovem o crescimento contínuo
das pessoas e, com a propagação de um ambiente organizado, limpo, saudável, seguro e
eficiente, os resultados colaboram para melhoria das organizações.
Para Carvalho (2011), o 5S é extremamente importante para os trabalhos que têm por
objetivo alcançar a Qualidade Total, ou seja, colaboram na modernização, propiciam a
conscientização dos funcionários e fortalecem a base cultural para inserir novas oportunidades

29
de melhorias na empresa. Sem falar na indiscutível melhora na relação que envolve
funcionário e empresa.
Uma recomendação que se tem dentro das estratégias do Programa 5S, para Carvalho
(2011), é que não se deve implantar os dois últimos S (SEIKETSU e SHITSUKE) antes de
consolidar os três primeiros.
2.3.3 Sensos do 5S
Para que sejam atingidos de maneira eficaz, é extremamente importante esclarecer o
que são realmente os cincos sensos e como eles devem ser estruturados. Originados no Japão
os sensos são chamados de: SEIRI, SEITON, SEISO, SEIKETSU e SHIITSUKE. Traduzindo
para o português, os sensos são conhecidos como: Utilização, Ordenação, Limpeza, Saúde e
Autodisciplina. Para manter a concepção inicial, o termo “senso” vem antes de cada
denominação e pode significar “exercitar a capacidade de apreciar, julgar e entender”. A
seguir, uma tabela que exemplifica a tradução dos termos originais, passando pelo inglês e
finalmente as adaptações para o português:
Tabela 1- Definição em japonês, inglês e subdivisões em português.
Fonte: (http://www.ptnet.com.br/5Sensos/oquee.htm) acesso em 17/05/2013 Apud (Reginaldo Lapa).
JAPONÊS INGLÊS PORTUGUÊS
1º S Seiri Sorting Senso de
Utilização
Arrumação
Organização
Seleção
2º S Seiton Systematyzing Senso de
Ordenação
Sistematização
Classificação
3º S Seiso Sweeping Senso de Limpeza
Zelo
4º S Seiketsu Sanitizing Senso de
Asseio
Higiene
Saúde
Integridade
5º S Shitsuke Self-disciplining Senso de
Autodisciplina
Educação
Compromisso
30
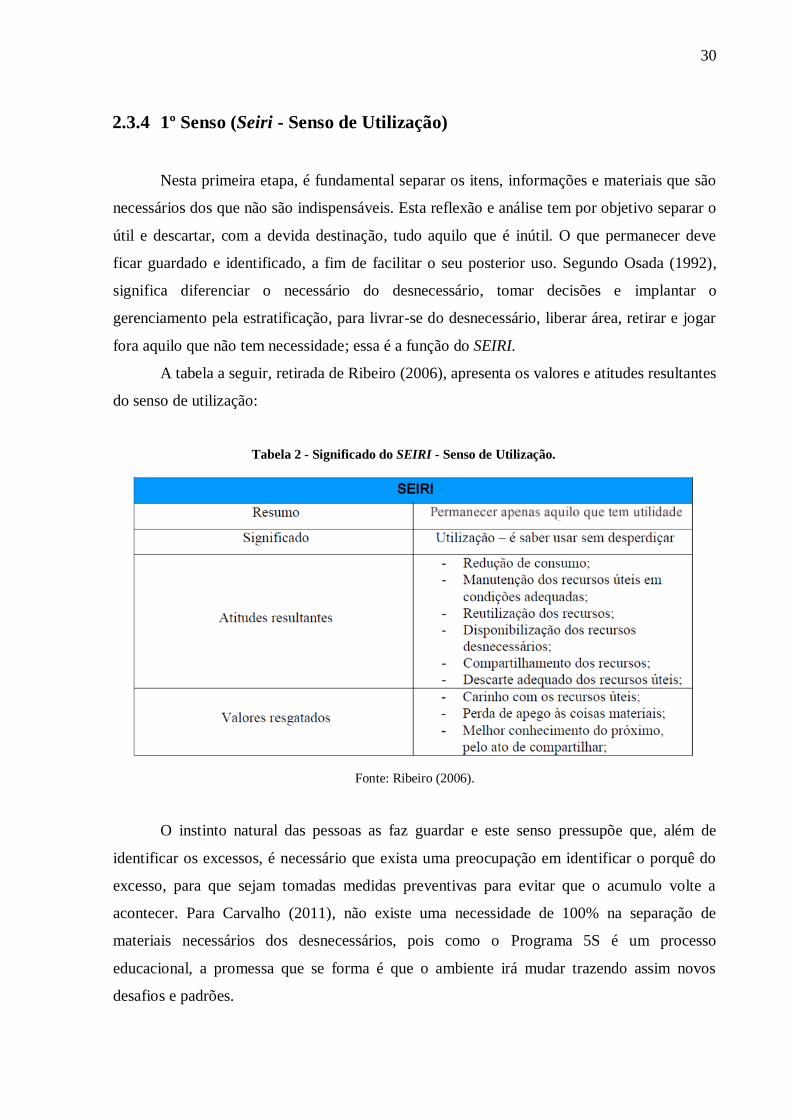
2.3.4 1º Senso (Seiri - Senso de Utilização)
Nesta primeira etapa, é fundamental separar os itens, informações e materiais que são
necessários dos que não são indispensáveis. Esta reflexão e análise tem por objetivo separar o
útil e descartar, com a devida destinação, tudo aquilo que é inútil. O que permanecer deve
ficar guardado e identificado, a fim de facilitar o seu posterior uso. Segundo Osada (1992),
significa diferenciar o necessário do desnecessário, tomar decisões e implantar o
gerenciamento pela estratificação, para livrar-se do desnecessário, liberar área, retirar e jogar
fora aquilo que não tem necessidade; essa é a função do SEIRI.
A tabela a seguir, retirada de Ribeiro (2006), apresenta os valores e atitudes resultantes
do senso de utilização:
Tabela 2 - Significado do SEIRI - Senso de Utilização.
Fonte: Ribeiro (2006).
O instinto natural das pessoas as faz guardar e este senso pressupõe que, além de
identificar os excessos, é necessário que exista uma preocupação em identificar o porquê do
excesso, para que sejam tomadas medidas preventivas para evitar que o acumulo volte a
acontecer. Para Carvalho (2011), não existe uma necessidade de 100% na separação de
materiais necessários dos desnecessários, pois como o Programa 5S é um processo
educacional, a promessa que se forma é que o ambiente irá mudar trazendo assim novos
desafios e padrões.

31
A aplicação do SEIRI – Senso de Utilização – pode trazer diversos benefícios, tais
como os mencionados por Carvalho (2011) na redução do estoque. Entre eles, a melhora no
sistema de transporte e arranjo físico interno, a redução do processo de compra em
duplicidade, um melhor retorno do capital, um aumento da produtividade das máquinas e
pessoas e, por fim, a melhoria no senso de organização.
Depois de identificado, os materiais necessários para o uso das pessoas no senso de
utilização são evidentes torna-se necessária uma ordenação desses para facilitar e aperfeiçoar
a sua utilização.
2.3.5 2º Senso (Seiton – Senso de Ordenação)
O segundo S, que significa senso de ordenação, consiste em agrupar aquilo que é
necessário, de acordo com a facilidade do acesso. Carvalho (2011) considera que tudo deve
estar sempre disponível e próximo do local de uso. Cada coisa deve estar no seu devido lugar,
para que qualquer pessoa seja capaz de localizar os objetos facilmente. Manter apenas o que é
necessário, na quantidade certa, na qualidade adequada, na hora e lugar exatos, sem dúvidas,
trará muitas vantagens.
O SEITON é, para Carvalho (2011), uma atividade de análise do layout mais
apropriado para os objetos e o ambiente. Considerando que os objetos classificados como
desnecessários foram segregados, resta realizar a tarefa de ordenação daqueles que foram
classificados como úteis, levando sempre em consideração a facilidade de acesso, para que
não ocorram perdas de tempo e também desgaste físico para localizar os mesmos.
A tabela a seguir, retirada de Ribeiro (2006), apresenta atitudes resultantes e os valores
resgatados pelo senso de ordenação:
32
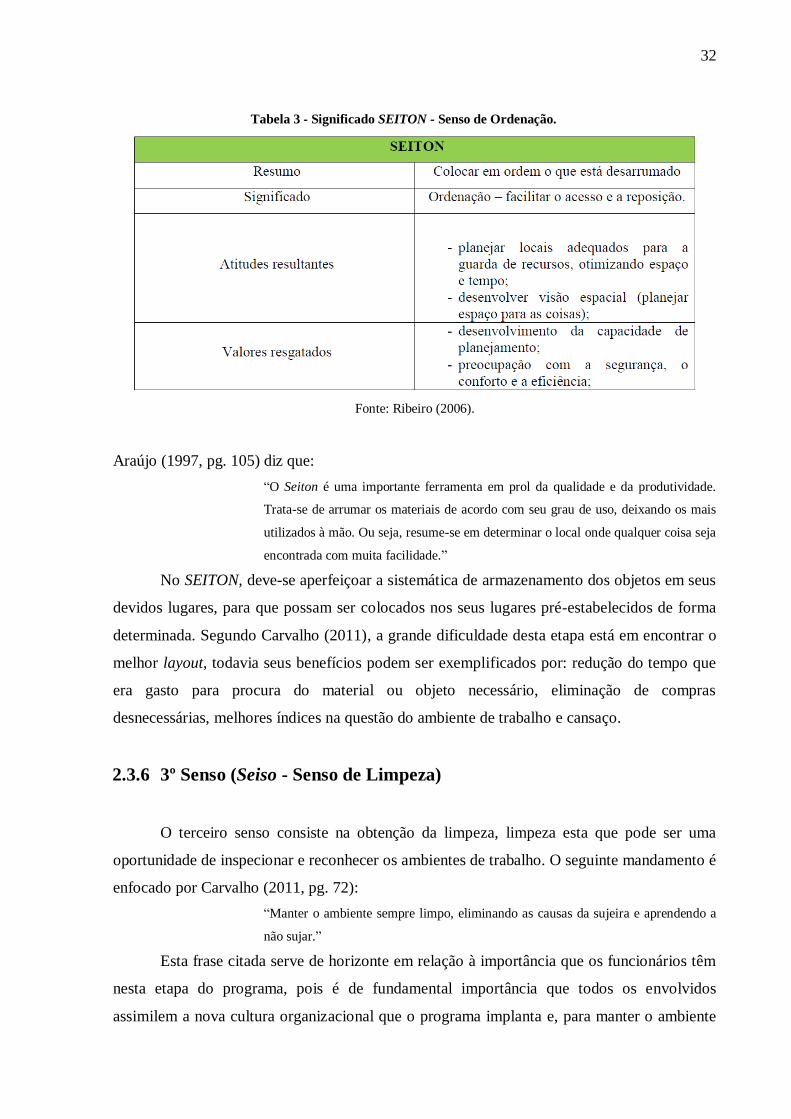
Tabela 3 - Significado SEITON - Senso de Ordenação.
Fonte: Ribeiro (2006).
Araújo (1997, pg. 105) diz que:
“O Seiton é uma importante ferramenta em prol da qualidade e da produtividade.
Trata-se de arrumar os materiais de acordo com seu grau de uso, deixando os mais
utilizados à mão. Ou seja, resume-se em determinar o local onde qualquer coisa seja
encontrada com muita facilidade.”
No SEITON, deve-se aperfeiçoar a sistemática de armazenamento dos objetos em seus
devidos lugares, para que possam ser colocados nos seus lugares pré-estabelecidos de forma
determinada. Segundo Carvalho (2011), a grande dificuldade desta etapa está em encontrar o
melhor layout, todavia seus benefícios podem ser exemplificados por: redução do tempo que
era gasto para procura do material ou objeto necessário, eliminação de compras
desnecessárias, melhores índices na questão do ambiente de trabalho e cansaço.
2.3.6 3º Senso (Seiso - Senso de Limpeza)
O terceiro senso consiste na obtenção da limpeza, limpeza esta que pode ser uma
oportunidade de inspecionar e reconhecer os ambientes de trabalho. O seguinte mandamento é
enfocado por Carvalho (2011, pg. 72):
“Manter o ambiente sempre limpo, eliminando as causas da sujeira e aprendendo a
não sujar.”
Esta frase citada serve de horizonte em relação à importância que os funcionários têm
nesta etapa do programa, pois é de fundamental importância que todos os envolvidos
assimilem a nova cultura organizacional que o programa implanta e, para manter o ambiente
33
limpo, todos têm de saber o seu papel. Antes e depois das atividades, o lixo resultante deve
ser devidamente descartado. Para manter a limpeza, deve-se então descobrir as fontes e causas
da sujeira, pois mais importante que limpar é não sujar.
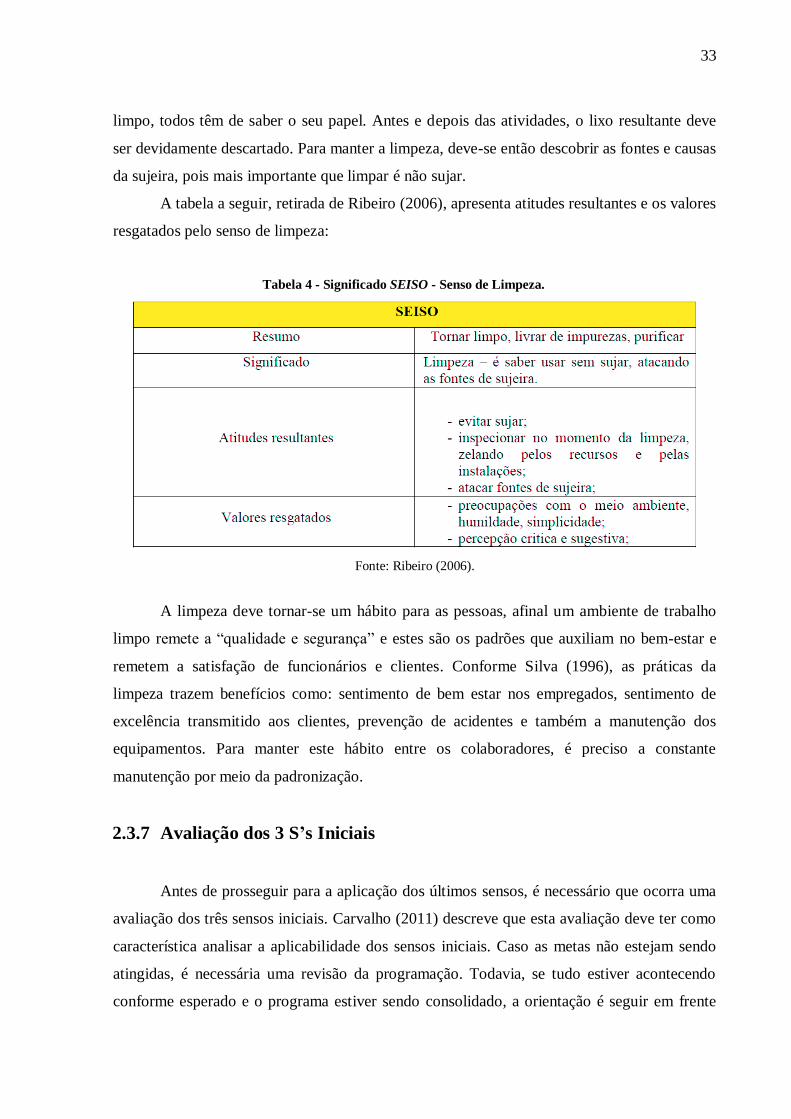
A tabela a seguir, retirada de Ribeiro (2006), apresenta atitudes resultantes e os valores
resgatados pelo senso de limpeza:
Tabela 4 - Significado SEISO - Senso de Limpeza.
Fonte: Ribeiro (2006).
A limpeza deve tornar-se um hábito para as pessoas, afinal um ambiente de trabalho
limpo remete a “qualidade e segurança” e estes são os padrões que auxiliam no bem-estar e
remetem a satisfação de funcionários e clientes. Conforme Silva (1996), as práticas da
limpeza trazem benefícios como: sentimento de bem estar nos empregados, sentimento de
excelência transmitido aos clientes, prevenção de acidentes e também a manutenção dos
equipamentos. Para manter este hábito entre os colaboradores, é preciso a constante
manutenção por meio da padronização.
2.3.7 Avaliação dos 3 S’s Iniciais
Antes de prosseguir para a aplicação dos últimos sensos, é necessário que ocorra uma
avaliação dos três sensos iniciais. Carvalho (2011) descreve que esta avaliação deve ter como
característica analisar a aplicabilidade dos sensos iniciais. Caso as metas não estejam sendo
atingidas, é necessária uma revisão da programação. Todavia, se tudo estiver acontecendo
conforme esperado e o programa estiver sendo consolidado, a orientação é seguir em frente

34
para os dois sensos finais, que visam a manutenção e aperfeiçoamento da prática do 5S na
organização.
2.3.8 4º Senso (Seiketsu – Senso de Saúde)
No 5S, o senso de saúde faz referência ao estado atingido com a prática dos três sensos
iniciais SEIRI, SEITON e SEISO. Ele é a consolidação dos ganhos obtidos e acrescenta
providências rotineiras em termos de higiene, segurança no trabalho e saúde pessoal. Segundo
Carvalho (2011), o objetivo é que ocorra a padronização e melhoria constante, evitando que
tudo volte a acontecer como era antes, mantém o local funcionando de forma organizada. Para
isso, torna-se necessária a criação de regras para regulamentar o raciocínio do Programa 5S.
A tabela a seguir, retirada de Ribeiro (2006), apresenta atitudes resultantes e os valores
resgatados pelo senso de saúde (asseio):
Tabela 5 - Significado SEIKETSU - Senso de Saúde.
Fonte: Ribeiro (2006).
Carvalho (2011) comenta que o sucesso da aplicação do SEIKETSU dependerá da
promoção e divulgação do próprio Programa 5S, para que todos os envolvidos fixem os ideais
do programa e que, cada vez mais, aumente a adesão e participação nas ações. Para que os
benefícios deste senso sejam atingidos, é importante a plenitude dos sensos anteriores. Tanto
funcionários quanto consumidores estarão menos propícios a riscos a saúde. Assim, a imagem
da empresa sofre uma grande melhora internamente em relação aos colaboradores e,
externamente, em relação aos clientes, um crescimento ascendente do grau de satisfação e
35
motivação dos funcionários, que resultam em vantagens para a empresa. Esta motivação que
ocorre é a chave para o senso de autodisciplina e para a melhoria contínua dos 5S.
2.3.9 5º Senso (Shitsuke - Senso de Autodisciplina)
O último senso denominado autodisciplina é, segundo Carvalho (2011), o
compromisso de cumprimento rigoroso de tudo aquilo que for estabelecido entre as pessoas,
bem como das normas vigentes. É uma atitude de respeito ao próximo
Quando a disciplina está consolidada, pode-se dizer que o programa finalmente foi
entendido e adotado. Segundo Osada (1992), na linguagem dos 5S’s, isso significa criar (ou
ter) a capacidade de fazer as coisas como deveriam ser feitas.
O cumprimento das normas e procedimentos, para Carvalho (2011), é declaração para
a medição da disciplina existente no ambiente e do próprio nível que o programa se encontra.
Respeitar os outros é fundamental para o trabalho em equipe e alcance da sinergia e melhoria
dos processos da organização.
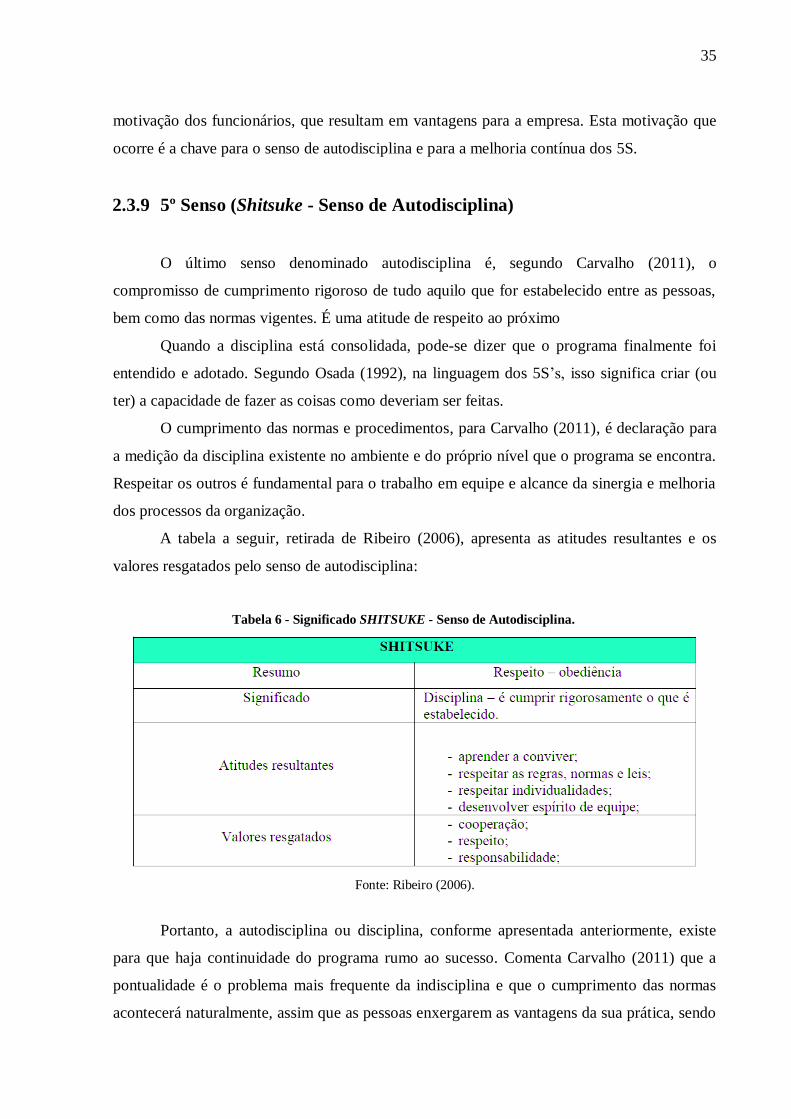
A tabela a seguir, retirada de Ribeiro (2006), apresenta as atitudes resultantes e os
valores resgatados pelo senso de autodisciplina:
Tabela 6 - Significado SHITSUKE - Senso de Autodisciplina.
Fonte: Ribeiro (2006).
Portanto, a autodisciplina ou disciplina, conforme apresentada anteriormente, existe
para que haja continuidade do programa rumo ao sucesso. Comenta Carvalho (2011) que a
pontualidade é o problema mais frequente da indisciplina e que o cumprimento das normas
acontecerá naturalmente, assim que as pessoas enxergarem as vantagens da sua prática, sendo

36
que os benefícios podem ser exemplificados por: facilidade na execução de qualquer tarefa,
redução das perdas que existiam por não terem rotinas, previsibilidade do resultado e
atendimento da qualidade dos produtos. Como consequência, diminui-se a necessidade de
alguns controles. Enfim, o Programa 5S da qualidade abrange a satisfação pessoal e qualidade
de vida da organização e dos seus funcionários.
2.4 Vantagens do 5S
A correta aplicação do programa traz para a empresa muitos benefícios, Falconi
(2004) diz que o programa não se resume em limpeza, mas em uma nova maneira de conduzir
a empresa com ganhos efetivos de produtividade.
Ribeiro (1994) cita diversas vantagens encontradas com a aplicação dos 5S’s, como:
Otimização do espaço: visto que o ambiente estará mais limpo e organizado;
Autodisciplina: sendo um dos pontos mais relevantes, pois a empresa deve manter
todos os funcionários atualizados, seguindo, cumprindo e exigindo dos outros o
cumprimento das normas estabelecidas;
Padronização do processo: são criados novos processos, revisados, reformulados e
aperfeiçoados os existentes, para assim melhorar a qualidade dos trabalhos;
Confiabilidade no controle:
Administração participativa:
Desenvolvimento do espírito de equipe:
Melhoria das relações humanas:
Ambiente de trabalho agradável:
Eliminação do desperdício:
Prevenção de acidentes:
Por fim, tem-se a mudança de hábitos como um todo. Para aqueles que assimilaram os
critérios do 5S, essas vantagens citadas acima serão incorporadas no seu dia a dia.
“Só fazemos melhor aquilo que repetidamente insistimos em melhorar. A busca da
excelência não deve ser um objetivo, e sim um hábito (Aristóteles – 384-322 a. C).”

37
3 METODOLOGIA
Dada uma correta aplicação do programa, os benefícios serão conseguidos
automaticamente. O programa pode ser resumido como uma nova maneira de conduzir a
empresa.
3.1 Conhecendo o Ambiente Fabril
O ambiente estudado tem como característica a montagem final de notebooks.
Os componentes ficam armazenados no estoque e chegam aos prédios 1 e 2 através de
caminhões de abastecimento. Eles são alocados em pallets até que possam ser encaminhados
para a linha de produção, em seu ponto de uso.
As linhas de produção são divididas em montagens, testes funcionais e embalagem,
racks de, nos quais rodam testes automáticos, além de realizar a baixa de imagem de teste ou
da imagem final nos notebooks.
3.2 Divisão das Atividades
As atividades relacionadas ao presente Trabalho de Conclusão de Curso são ligadas às
funções do Facilitador do 5S. Este é o responsável pela definição de equipes, divisão de áreas
e atividades, interação entre os dois turnos, acompanhamento das ações que forem definidas,
suprimento das necessidades de recursos durante a implantação do Programa 5S e resolução
de problemas.
A aplicação do Programa 5S é realizada pela equipe chamada de Time de
Multiplicadores do 5S, liderada pelo Gerente de Produção, também chamado de Champion do
5S, que é o responsável pela conscientização diária de todos os colaboradores e pela
manutenção do programa. Ele é o maior interessado nos resultados obtidos e é quem avalia o
programa, verifica as melhorias que podem ser realizadas, participa e promove a
concretização da cultura 5S no chão de fábrica.
Para promover a interação entre Facilitador, Champion e o Time do 5S, o Champion
nomeia dois Coordenadores para o programa, que são parte da coordenação de produção e que
conseguem definir os membros do time, os horários de aplicação do 5S e das auditorias junto
ao Facilitador, além de ajudarem na solução de problemas e nos recursos necessários, pois

38
conhecem a rotina, a dinâmica de produção e o time que pode ser envolvido na aplicação do
programa.
3.3 Dinâmica da Aplicação
Os 5 sensos devem ser implantados em ordem e, no final da aplicação, é necessária
uma avaliação de indicadores que comprovem eficácia na implantação de cada etapa,
considerando que o 4º e, principalmente, o 5º senso têm sua efetividade comprovada através
da satisfação do Time de Produção e dos padrões estabelecidos, depois de constatadas
melhorias durante a aplicação das etapas anteriores.
É escolhido o Time de Multiplicadores, juntamente com as definições de padrões para
o programa (como as cores de demarcação das áreas da produção e etiqueta de descarte) e
realizado um treinamento para toda a equipe de implantação.
É escolhida também uma linha de produção nomeada de Linha Piloto do 5S, onde são
realizadas as verificações iniciais do estado atual através de um check list de auditoria.
Todas as etapas da implantação estão presentes em um cronograma, que contém a data
de realização e duração planejada para cada tarefa como demonstra a Tabela 07:

39
Tabela 7 - Cronograma de Implantação do 5S.
Fonte: Os autores (2013).
Após a definição do Time de Multiplicadores e a realização de treinamento sobre a
Estrutura do Programa, é realizada a implantação do primeiro S (Classificação), onde tudo
que não é utilizado deve ser retirado do local de trabalho. Os itens que precisam ser
descartados são etiquetados e, baseado em sua etiqueta, eles são cadastrados e revistos pelos
responsáveis do material, a fim de que as ações adequadas sejam tomadas quanto à disposição
final do item. É estabelecida a seguinte regra: se o item for utilizado nos próximos três meses,
deve ser mantido, mas se o item não for usado nos próximos três meses, deve ser descartado
da fábrica.
Depois de realizado o descarte, a equipe de auditores verifica se é possível passar para
o próximo S (Organização), realizando uma inspeção visual nas áreas de montagem, teste e
embalagem, ressaltando que os pontos críticos estão ligados ao armazenamento de materiais
1 15/abr/13 29/mai/13
1,1 15/abr/13 03/mai/13
1,2 14/mai/13 21/mai/13
1,3 06/mai/13 07/mai/13
1,4 27/mai/13 29/mai/13
2 04/jun/13 28/jun/13
2,1 04/jun/13 04/jun/13
2,2 05/jun/13 06/jun/13
2,3 07/jun/13 11/jun/13
2,4 11/jun/13 12/jun/13
2,5 13/jun/13 14/jun/13
2,6 18/jun/13 21/jun/13
2,7 18/jun/13 21/jun/13
2,8 24/jun/13 24/jun/13
Apresentação da estrutura do programa
ao responsável pela produção para dar
início as atividades do Piloto
Qualidade
Conclusão
PlanejadaItem Tarefa
Início
PlanejadoResponsável
Elaboração da Estrutura do Programa 5S
(incluindo padrão de demarcação do
chão, etiquetas de descarte, estrutura
dos times, escolha da Linha de Produção
Piloto)
Qualidade/EHS/
Produção
Estruturação do 5SQualidade/EHS/
Produção/RH
2ºSTime 5S/Duanny/
Hugo/Eduardo
Treinamento para Time de
Multiplicadores e Auditores sobre a
Implantação do 5S
Duanny/Hugo/
Eduardo
1ºS
Time 5S/Duanny/
Hugo/Eduardo
Time 5S/Duanny/
Hugo/Eduardo
Definição dos membros do Time 5S -
Piloto Linha BProdução/Qualidade
Piloto Linha BProdução/
Qualidade
3ºSTime 5S/Duanny/
Hugo/Eduardo
Auditoria 5SDuanny/Hugo/
Eduardo
5ºSTime 5S/Duanny/
Hugo/Eduardo
Resultados e conclusõesTime 5S/Duanny/
Hugo/Eduardo
4ºS
Treinamento sobre o Programa 5S à
toda produção - UnisalRH/Qualidade

40
de forma incorreta. O excesso de materiais gera um aspecto visual ruim, tanto na montagem
como na embalagem. Verificando que os pontos críticos foram atendidos, pode-se passar para
a próxima etapa.
No Senso de Organização, são etiquetadas todas as caixas e materiais da linha de
produção. Itens como matéria-prima de processo (placas, parafusos e etiquetas) e ferramentas
utilizadas na produção devem estar devidamente identificadas.
As áreas de abastecimento de matéria-prima são demarcadas com fitas adesivas
amarelas, as áreas de produto acabado são utilizadas fitas azuis. Corredores e passagens são
demarcados com fitas branca.
Logo após a aplicação do Senso de Organização, o Senso de Limpeza é aplicado, em e
toda a sujeira deve ser retirada e a limpeza deve fazer parte da rotina durante o período de
trabalho.
A Equipe de Auditoria avalia a área antes de ser realizado o próximo senso
(Padronização). Neste momento, são definidos todos os padrões para manter a limpeza,
organização e classificação de materiais. Para verificar se todos os S’s estão sendo mantidos e
realizar concomitantemente o quinto S (Disciplina), os operadores responderão a um
questionário de satisfação, no qual poderão dar sugestões de melhoria do Programa e avaliar a
eficácia dos S’s anteriores.
O quinto S (Disciplina) é o que garante a durabilidade do padrão no local de trabalho.
Os resultados da auditoria devem ser divulgados para os responsáveis para esclarecimento dos
pontos de melhoria. Nessa etapa, são definidos os planos de ação e verificada a eficácia do
programa através dos indicadores.
Quando constatado sucesso na Linha de Produção Piloto, após comprovação e
divulgação de resultados, o programa poderá vir a ser replicado para todas as linhas de
produção.
Para que o 5S seja natural aos funcionários, diretrizes do programa devem partir da
alta direção, que possui papel fundamental no estabelecimento e cumprimento de todas as
regras.

41
4 RESULTADOS
Os resultados obtidos através das etapas de implantação do Programa 5S na empresa
estão descritos a seguir, organizados de acordo com a Tabela 08, que representa o cronograma
de implantação do 5S.
Tabela 8 - Cronograma de implantação do 5S com as datas de conclusão.
Fonte: Os autores (2013).
4.1 Elaboração da Estrutura do Programa 5S
O Champion, Gerente de Produção, nomeou dois coordenadores de produção como
Coordenadores do 5S no chão de fábrica, para trabalharem nas atividades relacionadas a
operação, como movimentação de pessoas e distribuição dos horários das atividades voltadas
1 15/abr/13 29/mai/13 03/mai/13 07/out/13
1,1 15/abr/13 03/mai/13 Concluído no prazo 03/mai/13
1,2 14/mai/13 21/mai/13 Concluído no prazo 21/mai/13
1,3 06/mai/13 07/mai/13 Adiado - Concluído 11/set/13
1,4 27/mai/13 29/mai/13Adiado - Concluído
com ressalvas07/out/13
2 04/jun/13 28/jun/13 04/out/13 18/out/13
2,1 04/jun/13 04/jun/13 Adiado - Concluído 04/out/13
2,2 05/jun/13 06/jun/13 Adiado - Concluído 08/out/13
2,3 07/jun/13 11/jun/13 Adiado - Concluído 09/out/13
2,4 11/jun/13 12/jun/13 Adiado - Concluído 10/out/13
2,5 13/jun/13 14/jun/13 Adiado - Concluído 10/out/13
2,6 18/jun/13 21/jun/13Adiado - Concluído
com ressalvas14/out/13
2,7 18/jun/13 21/jun/13Adiado - Concluído
com ressalvas14/out/13
2,8 24/jun/13 24/jun/13 Adiado - Concluído 15/out/13
Conclusão
Apresentação da estrutura do programa
ao responsável pela produção para dar
início as atividades do Piloto
Qualidade
Conclusão
PlanejadaItem Tarefa
Início
PlanejadoResponsável Observação
Elaboração da Estrutura do Programa 5S
(incluindo padrão de demarcação do
chão, etiquetas de descarte, estrutura
dos times, escolha da Linha de Produção
Piloto)
Qualidade/EHS/
Produção
Estruturação do 5SQualidade/EHS/
Produção/RH
2ºSTime 5S/Duanny/
Hugo/Eduardo
Treinamento para Time de
Multiplicadores e Auditores sobre a
Implantação do 5S
Duanny/Hugo/
Eduardo
1ºS
Time 5S/Duanny/
Hugo/Eduardo
Time 5S/Duanny/
Hugo/Eduardo
Definição dos membros do Time 5S -
Piloto Linha BProdução/Qualidade
Piloto Linha BProdução/
Qualidade
3ºSTime 5S/Duanny/
Hugo/Eduardo
Auditoria 5SDuanny/Hugo/
Eduardo
5ºSTime 5S/Duanny/
Hugo/Eduardo
Resultados e conclusõesTime 5S/Duanny/
Hugo/Eduardo
4ºS
Treinamento sobre o Programa 5S à
toda produção - UnisalRH/Qualidade

42
ao 5S. O Facilitador e os Coordenadores escolheram, para o Time de Multiplicadores, pessoas
da própria produção e auxiliares que fizeram parte da aplicação dos sensos do Programa.
Este Time foi separado por linhas de produção composto pelo Líder da Montagem,
Líder da Embalagem, Auxiliar do Líder da Montagem, Auxiliar da Embalagem, Auxiliar de
Testes e uma pessoa de apoio, que participou, cobrou a execução das tarefas e esteve presente
em todas as linhas. O Time envolveu as funções de Líderes e Auxiliares, aplicadas nos dois
turnos, composto por onze pessoas por linha, no total.
A linha escolhida para o Piloto do 5S foi a Linha B, na qual a produção tem um
histórico de ser mais constante que as demais linhas de produção, por motivo dos
colaboradores da linha não sofrerem tanta rotatividade. Simultaneamente, junto a área de EHS
(Manutenção, Segurança e Meio Ambiente), foram reafirmados os padrões de demarcação do
chão e compradas fitas para que as marcas pudessem ser refeitas (amarelo para matéria-prima,
azul escuro para produto acabado e branco para corredores, passagens e estações de trabalho).
Também foi definida a estrutura da etiqueta para descarte de materiais, a “RED TAG” e
realizada a impressão da mesma para que todos os produtos descartados pudessem ser
classificados, como demonstra a Figura 1:
Fonte: Os autores (2013).
Figura 1 - RED TAG.
43
Toda a parte de estruturação do Programa 5S foi concluída no prazo com a participação
das áreas de Qualidade, EHS e Produção.
4.2 Treinamento sobre o Programa a Produção
Foi realizado um treinamento sobre o Programa 5S (Anexo A), elaborado pelos
Membros do Trabalho de Conclusão de Curso assim como programado, com a colaboração do
Gerente de Recursos Humanos e de Qualidade, em algumas sessões aplicadas a todo Time de
Produção, pessoas da Área de Reparo, Suportes de Engenharia e Qualidade. Esta sessão
ocorreu no final do mês de maio do ano de 2013, como previsto no cronograma.
O treinamento englobou toda a explicação sobre o significado de cada senso e os
objetivos da implantação do Programa 5S na empresa, os quais foram: trazer mais
organização para o chão de fábrica, a fim de deixar evidente o fluxo de material, facilitar a
visualização do processo de cada produto, os status dos trabalhos em processo e produto
acabado, a fim de servir de base para o gerenciamento visual e retirar da planta materiais sem
uso.
4.3 Apresentação da Estrutura para o Início das Atividades do 5S
A divisão em três prédios, ligada com a falta de disciplina e de gerenciamento visual,
além da escassez de conceitos ligados à melhoria da qualidade e produtividade, são fatores
que geram um ambiente carente de aproveitamento de recursos, como já citado no item 1.2.2,
referente ao problema estudado. Um projeto que auxiliaria na resolução destas questões em
paralelo à implantação do 5S seria a mudança de planta no mês de junho do ano de 2013, na
qual as cinco linhas e o estoque ficariam juntos no mesmo prédio e o 5S seria aplicado desde
o início das atividades no novo prédio.
Devido a problemas relacionados a recursos financeiros, rotinas de aprovações
governamentais e prazos de entregas a clientes, não foi possível realizar a mudança da planta
como programado para o mês de junho do ano de 2013. Assim sendo, ela foi adiada para julho
do ano de 2013 e posteriormente o projeto foi cancelado. Este fato atrasou o cronograma de
implantação do Programa 5S.
No final do mês de julho do ano de 2013, após confirmação de que não haveria a
mudança da planta, foram retomados os planos de aplicação do 5S, com o objetivo de

44
melhorar o ambiente de trabalho atual, aplicando o Piloto na Linha de Produção B, conforme
previsto anteriormente. Nesta etapa, a Estrutura do Programa poderia ser mantida e replicada
a todas as linhas dos dois prédios.
Em meio a tentativa de apresentação da Estrutura do Programa para a Gerência de
Produção, para aplicação na planta atual, houve uma ausência programada do Gerente de
Produção e, posteriormente, em meados do mês de agosto do ano de 2013, sua substituição
por outro gerente. Este fato ocasionou outro adiamento da apresentação da Estrutura do
Programa.
Depois de estabelecida a nova Gerência de Produção, entre o final do mês de agosto e
o início do mês de setembro do ano de 2013, foram realizadas tentativas de negociação para a
aplicação do 5S com o novo gerente, até que, no dia 11 de setembro do ano de 2013, foi
realizada a apresentação da Estrutura do Programa e dada abertura para que se iniciassem os
treinamentos ao Time de Multiplicadores juntamente com os coordenadores nomeados.
4.4 Treinamento para Time de Multiplicadores e Auditores
O primeiro treinamento de Estrutura de Implantação do 5S (Anexo B), que deveria
ocorrer logo depois de treinado todo o Time da Produção em maio de 2013, foi reprogramado
para o período de 02 à 07 de outubro do ano de 2013.
No dia 02 de outubro de 2013, foi realizado o primeiro dia de treinamentos
ministrados pelo Facilitador e os Membros do Trabalho de Conclusão de Curso, no qual seria
treinado o Time abaixo em quatro sessões de uma hora:
Pelo menos 1 (um) membro da Engenharia;
Pelo menos 1 (um) membro do Time de EHS;
Pelo menos 1 (um) membro do Time de Qualidade de Processo;
Todos os Abastecedores de material da Linha de Produção;
Todos os Líderes das Linhas de Produção;
Gerentes e Supervisores da Engenharia, Qualidade de Processo, Qualidade de
Material, Qualidade de Produto, EHS e Produção.
Durante a primeira sessão, os Líderes da Linha e Abastecedores não compareceram no
treinamento, devido ao alto índice de absenteísmo dos funcionários, o que ocasionou
substituição e troca dos colaboradores que estariam livres no horário do treinamento.

45
Foi necessário programar outros horários que atendessem as necessidades da produção
e, mesmo assim, alguns colaboradores não puderam participar dos períodos de treinamentos
propostos. Na Gerência e Supervisão, o índice de participação foi zero, mesmo com os novos
horários propostos, como mostra a Tabela 9:
Tabela 9 - Participação no Treinamento para Auditores e Multiplicadores.
Fonte: Os autores (2013).
Por esta razão, o item referente ao treinamento pode ser considerado concluído com
ressalvas, já que uma parte do Time não pode participar e seria fundamental o apoio e
participação dos gestores nesta primeira fase de treinamentos do programa.
Os colaboradores presentes no treinamento foram participativos e sugeriram diversas
melhorias que o 5S poderia trazer para a rotina de trabalho. Essas sugestões foram observadas
e apontadas nos itens referentes à aplicação do 5S.
Foram tiradas fotos de algumas turmas que participaram dos treinamentos, como
mostram as figuras abaixo:
Fonte: Os autores (2013).
Figura 2 - Apresentação da Estrutura do Programa 5S.
Treinamento Estrutura 5S - 1º e 2º Turno
02 a 07 de Outubro
Nº Previsto de
PessoasNº Presentes
% Presença no
Treinamento
Gerentes e Supervisores (QA/Eng/Prod/EHS) 9 0 0%
Abastecedores 35 25 71%
Líderes de Linha 28 23 82%
(1) Representante QA/Eng/EHS 3 3 100%

46
Fonte: Os autores (2013).
Figura 3 - Treinamento de uma das turmas do primeiro turno.
Fonte: Os autores (2013).
Figura 4 - Treinamento de uma das turmas do segundo turno.
4.5 Auditoria 5S
No mesmo período em que os treinamentos ocorreram, foi realizada uma auditoria na
Linha Piloto (Linha B). O Facilitador e os Membros do Presente Trabalho de Conclusão de
Curso auditaram de acordo com itens de verificação elaborados com base nos conceitos de
cada “S”. O formulário completo da auditoria encontra-se anexo ao trabalho (Anexo C). Cada
item foi respondido com uma pontuação de zero a quatro, sendo:
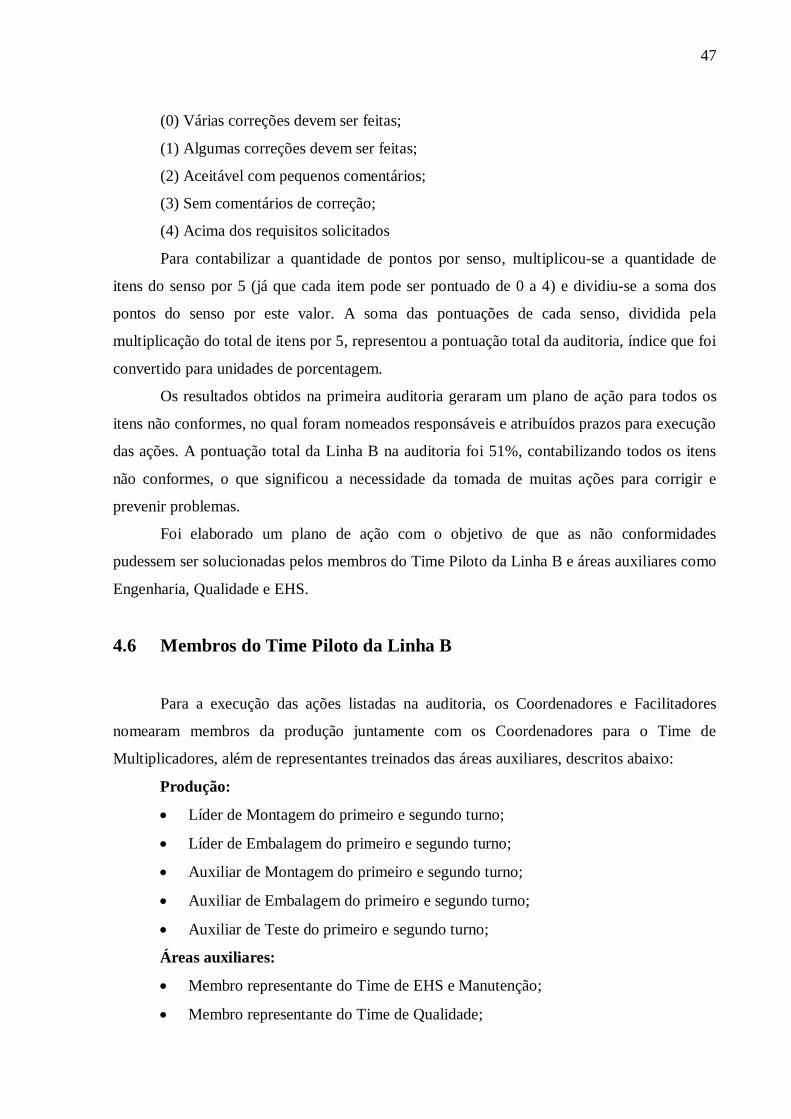
47
(0) Várias correções devem ser feitas;
(1) Algumas correções devem ser feitas;
(2) Aceitável com pequenos comentários;
(3) Sem comentários de correção;
(4) Acima dos requisitos solicitados
Para contabilizar a quantidade de pontos por senso, multiplicou-se a quantidade de
itens do senso por 5 (já que cada item pode ser pontuado de 0 a 4) e dividiu-se a soma dos
pontos do senso por este valor. A soma das pontuações de cada senso, dividida pela
multiplicação do total de itens por 5, representou a pontuação total da auditoria, índice que foi
convertido para unidades de porcentagem.
Os resultados obtidos na primeira auditoria geraram um plano de ação para todos os
itens não conformes, no qual foram nomeados responsáveis e atribuídos prazos para execução
das ações. A pontuação total da Linha B na auditoria foi 51%, contabilizando todos os itens
não conformes, o que significou a necessidade da tomada de muitas ações para corrigir e
prevenir problemas.
Foi elaborado um plano de ação com o objetivo de que as não conformidades
pudessem ser solucionadas pelos membros do Time Piloto da Linha B e áreas auxiliares como
Engenharia, Qualidade e EHS.
4.6 Membros do Time Piloto da Linha B
Para a execução das ações listadas na auditoria, os Coordenadores e Facilitadores
nomearam membros da produção juntamente com os Coordenadores para o Time de
Multiplicadores, além de representantes treinados das áreas auxiliares, descritos abaixo:
Produção:
Líder de Montagem do primeiro e segundo turno;
Líder de Embalagem do primeiro e segundo turno;
Auxiliar de Montagem do primeiro e segundo turno;
Auxiliar de Embalagem do primeiro e segundo turno;
Auxiliar de Teste do primeiro e segundo turno;
Áreas auxiliares:
Membro representante do Time de EHS e Manutenção;
Membro representante do Time de Qualidade;

48
Membro representante do Time de Engenharia.
4.7 Aplicação do 1º S (Utilização)
Na auditoria do 1º S foram verificados materiais desnecessários, utilização de
equipamentos e materiais, processo de descarte e segregação de itens necessários. Foi atingida
uma pontuação de apenas 20%, considerando os problemas listados abaixo:
o Caixas vazias na montagem e embalagem (Figura 5). Quantidade: 1
Ação: Adquirir o hábito de retirar as caixas que não serão mais utilizadas.
Responsável: Líder Montagem /Líder Embalagem.
Situação: Ação em andamento.
Resultados: Foi feito o descarte das caixas.
Fonte: Os autores (2013).
Figura 5 - Caixa vazia na montagem.
o Gabaritos e dispositivos de modelos obsoletos na Linha (Figuras 6, 7 e 8).
Quantidade: em torno de 30 peças
Ação: Mover os gabaritos para descarte da Engenharia e colocar a “RED TAG”.
Responsável: Líder Montagem.
Situação: Ação fechada.
Resultados: Foram retiradas 2 caixas de material obsoleto totalizando 20kg de descarte
da Engenharia. O material foi enviado para o Time de Engenharia, que é o responsável
pela destinação correta.

49
Fonte: Os autores (2013).
Figura 6 - Gabaritos e dispositivos de modelos obsoletos.
Fonte: Os autores (2013).
Figura 7 - Dispositivos de modelos obsoletos.
Fonte: Os autores (2013).
Figura 8 - Caixas com material descartado, etiquetadas com a "Red Tag".
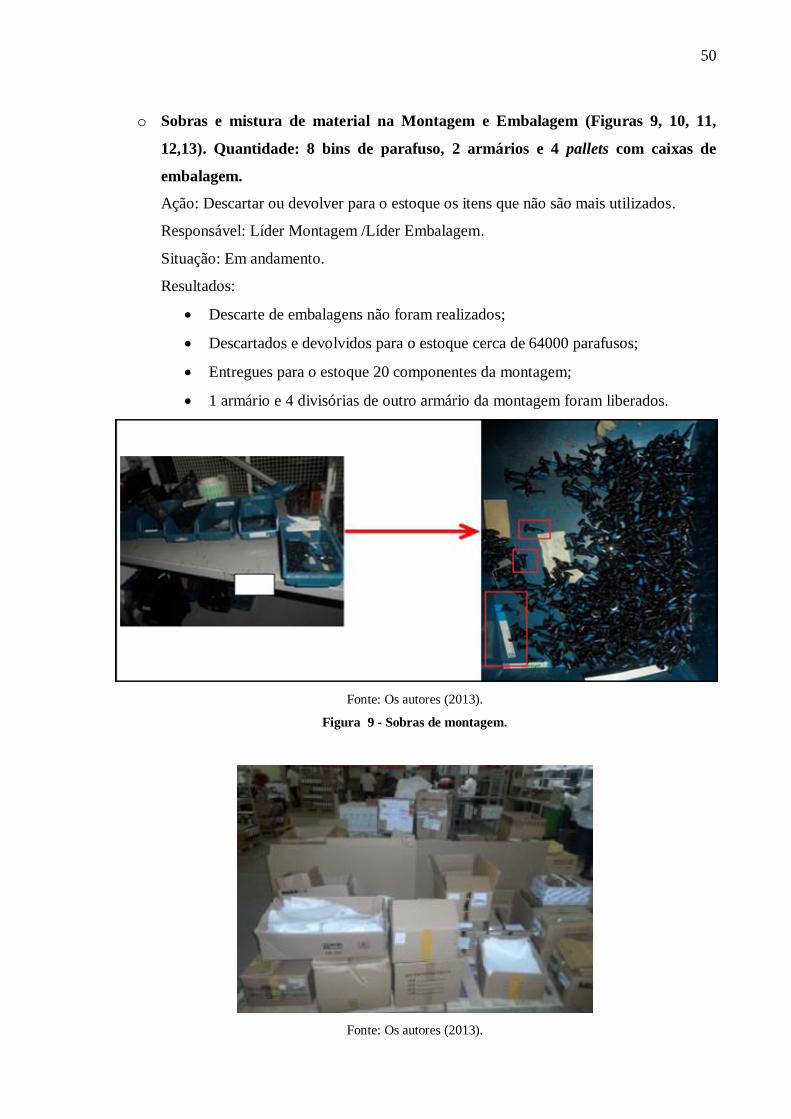
50
o Sobras e mistura de material na Montagem e Embalagem (Figuras 9, 10, 11,
12,13). Quantidade: 8 bins de parafuso, 2 armários e 4 pallets com caixas de
embalagem.
Ação: Descartar ou devolver para o estoque os itens que não são mais utilizados.
Responsável: Líder Montagem /Líder Embalagem.
Situação: Em andamento.
Resultados:
Descarte de embalagens não foram realizados;
Descartados e devolvidos para o estoque cerca de 64000 parafusos;
Entregues para o estoque 20 componentes da montagem;
1 armário e 4 divisórias de outro armário da montagem foram liberados.
Fonte: Os autores (2013).
Figura 9 - Sobras de montagem.
Fonte: Os autores (2013).

51
Figura 10 - Sobras de embalagem.
Fonte: Os autores (2013).
Figura 11 - Descarte de sobras de montagem.
Fonte: Os autores (2013).
Figura 12 - Identificação e devolução das sobras ao estoque.
(A) (B)
Fonte: Os autores (2013).
Figura 13–(A) Armários desorganizados, (B) armários organizados.

52
4.8 Aplicação do 2º S (Ordenação)
Na auditoria do 2ºS foi verificado a forma de armazenamento de materiais,
desobstrução de áreas de trânsito, acesso a equipamentos de segurança, organização de
documentos e processo de organização. Foi atingida uma pontuação de 28%, considerando os
problemas listados abaixo:
o Acúmulo de folhas de instrução de trabalho no teste e embalagem. Quantidade:
22 postos da montagem e 8 do teste (Figura 14)
Ação: Alertar os colaboradores sobre evitar acúmulo de folhas de instruções.
Responsável: Líder de Montagem e Auxiliar de Teste.
Situação: Em andamento.
Resultados: Está sendo adquirido o costume de utilizar apenas as folhas de instrução
de trabalho do modelo em produção, evitando acúmulo. Foram corrigidas as instruções
dos 22 postos de montagem e 8 do teste.
(A) (B)
Fonte: Os autores (2013).
Figura 14 - (A) Estação com instruções acumuladas, (B) estação com apenas uma instrução.
o Materiais de diferentes clientes misturados e com problemas nas identificações na
montagem e embalagem. Quantidade: 1 armário da embalagem e 1 da montagem
(Figura 13, Figura 15)
Ação: Refazer e padronizar as identificações.
Responsável: Líder Embalagem/Líder Montagem.
Situação: Ação em andamento

53
Resultados:
Um armário da montagem foi devidamente identificado, como é demonstrado
nos resultados do 1º S, conforme identificado na Figura 13.
Foram organizados os 59 bins da montagem.
Fonte: Os autores (2013).
Figura 15 - Materiais e armários sem identificação.
o Estações e postos de trabalho com mais de um tipo de identificação. Quantidade:
22 postos da montagem (Figura 16)
Ação: Refazer e padronizar identificações.
Responsável: Líder Montagem.
Situação: Ação fechada.
Resultado: Os 22 postos de trabalho da montagem foram novamente identificados
somente com as informações necessárias para a realização do trabalho.
(A) (B)
Fonte: Os autores (2013).
Figura 16 - (A) Posto de trabalho com múltiplas identificações, (B) Identificação refeita e padronizada.
Cliente 1
Cliente 1
Cliente 2

54
o Estações de trabalho mal organizadas e com materiais pessoais. Quantidade
encontrada: 2 estações de trabalho (Figura 17)
Ação: Organizar e evitar materiais pessoais em estações de trabalho.
Responsável: Líder Montagem /Líder Embalagem/Auxiliar Teste.
Situação: Ação fechada.
Resultado: Foram organizadas 2 estações de trabalho, em que os itens pessoais foram
destinados aos armários do vestiário pertencentes a cada colaborador.
(A) (B)
Fonte: Os autores (2013).
Figura 17 - (A) Estação de trabalho com itens pessoais, (B) Estação organizada.
o Materiais obstruindo corredores (Figura 18)
Quantidade: 3 corredores obstruídos
Ação: Destinar materiais em seus devidos locais, retirar prateleiras do corredor e
adquirir um suporte para o relógio de ponto.
Responsável: Líder Montagem /Líder Embalagem/Auxiliar Teste/ Responsável pela
Prateleira da Qualidade.
Situação: Ação em andamento.
Resultados:
Houve a remoção de uma prateleira da qualidade que ocupava 42% (0,63
metro) do corredor, deixando o corredor que mede 1,50 metros livre.

55
O material Classe A, que ocupava 40% do corredor, foi armazenado
corretamente e o corredor foi liberado.
(A) (B)
Fonte: Os autores (2013).
Figura 18 - (A) Corredor obstruído, (B) corredor desobstruído.
o Fios e cabos mal acondicionados em racks. Quantidade: 6 racks de download de
imagem (Figura 19)
Ação: Organizar e melhorar a condição de uso dos racks (6 racks em condições ruins).
Responsável: Líder Teste/Engenharia.
Situação: Em andamento.
Resultados: Um rack foi corrigido.

56
(A) (B)
Fonte: Os autores (2013).
Figura 19 - (A) Fios do rack desorganizados, (B) Fios organizados.
4.9 Aplicação do 3º S (Limpeza)
Na auditoria do 3º S, verifica-se limpeza de equipamentos e utensílios, higiene de
funcionários, estado de lixeiras e checagem de limpeza nas áreas. Foi atingida uma pontuação
de 65%, fator que indicou pontos positivos da empresa quanto à limpeza, sendo necessário
melhorar a padronização e aquisição das atividades como rotina. Consideraram-se os
problemas e soluções apresentados abaixo.
o Prateleiras com poeira, carentes de limpeza. Quantidade: 1 rack de run-in, em
que a máquina passa por testes automáticos, conforme demonstra a Figura 20.
Ação: Manter a limpeza como rotina e limpar estações de trabalho.
Responsável: Líder Teste/Auxiliar Teste.
Situação: Ação em andamento.
Resultado: Foram limpas cerca de 20 estantes de “run-in”, representando 20% do total
do rack.

57
(A) (B)
Fonte: Os autores (2013).
Figura 20 - (A) Rack com poeira, (B) Rack limpo.
o Pontos positivos – ações já adotadas pela empresa (Figuras 21 e 22)
Ação: Limpeza como rotina nas linhas de produção.
Responsável: Líder Montagem /Líder Embalagem/Auxiliar Teste.
Situação: A limpeza já faz parte da rotina da empresa. As lixeiras são constantemente
esvaziadas e estão ao lado dos postos de trabalho e existem coletores de sujeira ao lado
da linha de produção.
Fonte: Os autores (2013).
Figura 21 - Lixeiras ao lado dos postos de trabalho.

58
Fonte: Os autores (2013).
Figura 22 - Coletores de sujeira ao lado da esteira.
4.10 Aplicação do 4º S (Saúde e Higiene)
Na auditoria do 4º S, foram verificados a padronização, os responsáveis e a frequência
de realização das atividades, estado das instalações elétricas, tabela de atribuição de
responsáveis e padronização das faixas de segurança. Foi atingida uma pontuação de 45%,
fator que indica que há problemas de padronização e atribuição de responsáveis que tornem as
atividades uma rotina, porém alguns cuidados já são tomados pela empresa. São apresentados
abaixo os problemas encontrados:
o Extintor sem identificação. Quantidade: 1 extintor não conforme (Figura 23)
Ação: Corrigir identificação do extintor indicado.
Responsável: EHS.
Situação: Ação Fechada.
Resultado: Foi realizada a identificação correta do extintor.

59
(A) (B)
Fonte: Os autores (2013).
Figura 23 - (A) Extintor sem placa de identificação, (B) Extintor identificado.
o Placa de saída de emergência alocada em local inapropriado – Quantidade
encontrada: 1 (Figura 24)
Ação: Corrigir identificação de saída de emergência.
Responsável: EHS.
Situação: Ação Fechada.
Resultado: Foi corrigido o problema de identificação da placa em questão.
(A) (B)
Fonte: Os autores (2013).
Figura 24 - (A) Placa saída de emergência jogada, (B) placa fixada.
o Painéis elétricos abertos – Quantidade encontrada: 6 (Figura 25)
Ação: Formular lacres que só podem ser rompidos pelo Time de EHS.
Responsável: EHS.

60
Situação: Ação em aberto.
Fonte: Os autores (2013).
Figura 25 - Painéis elétricos abertos sem lacre.
o Marcações de piso visualmente apagados e fora de padrão (Figura 26)
Ação: Refazer a marcação no chão com as cores branca, amarela e azul escura e
promover o respeito às delimitações.
Responsável: Líder Montagem /Líder Embalagem/Auxiliar Teste/EHS.
Situação: Ação em aberto.
Fonte: Os autores (2013).
Figura 26 - Falta de padrão na identificação de pallets e desrespeito às delimitações.
o Armário e pallets identificados fora de padrão – Quantidade encontrada: 1
armário e 2 pallets (Figura 26 acima e Figura 27 abaixo)
Ação: Criar um padrão para todos os tipos de identificação de armários e pallets.
Responsável: Líder Montagem /Líder Embalagem/Auxiliar Teste.
Situação: Ação em andamento.
Resultado: Os armários foram identificados de maneira padronizada, facilitando a
visualização dos materiais, ficando o plano de ação em aberto somente na
padronização dos pallets.

61
(A) (B)
Fonte: Os autores (2013).
Figura 27 – (A) Identificação fora de padrão, (B) identificação padronizada.
4.11 5º S (Autodisciplina)
Na auditoria do 5º S, foi avaliado se a empresa já adotava algumas padronizações,
como a realização das tarefas conforme determinado, o cumprimento de normas, o
estabelecimento, o conhecimento de todos os colaboradores sobre os fluxos de processo e a
aplicação de metas para as áreas e controles visuais.
Foi atingida uma pontuação de 44%, fator que indica que há pontos positivos, como
por exemplo, quadro de gestão à vista das ordens de produção, com o estabelecimento de
metas e checagem hora a hora pelo Líder da Montagem, como mostra a Figura 28 abaixo.
Porém, para avaliar a eficácia do Programa 5S, juntamente com os resultados obtidos através
dos sensos anteriores e determinar a padronização para o 4º S e o 5º S, deverá ser aplicado o
Questionário (Anexo D), conforme Carvalho (2011), a todos os colaboradores para que sejam
estabelecidos os padrões e as novas oportunidades de melhoria no programa, a fim que ele
seja efetivamente implantado na Linha de Produção Piloto e em todas as 5 linhas de produção
da empresa.

62
Fonte: Os autores (2013).
Figura 28 - Quadro de gestão à vista.
4.12 Resultados Obtidos com o Programa
Visto que a perda de tempo procurando material ocorre com mais frequência na área de
embalagem, que é onde há um maior índice de perda de material e falta de organização,
mesmo após realização de treinamento e divulgação do plano de ação da auditoria (itens em
aberto representam os problemas que ainda não foram resolvidos e em andamento aqueles que
não foram totalmente resolvidos), estima-se que, com a implantação do Programa 5S efetiva
na linha B e fechamento de todas as ações, este índice de parada de produção por falta de
material seja zero, pois o abastecimento da material é realizado prontamente pelo Time do
Estoque e é na linha de produção que os materiais são perdidos e misturados com materiais de
ordens de produção antigas, o que gera um índice significativo de parada de linha que
representa 9 % das justificativas de paradas, conforme Gráfico 1 a seguir:

63
Fonte: Os autores (2013).
Gráfico 1 - Índice de paradas de linha e paradas por falta de material.
A produtividade poderia ser melhorada em 1,3 % se o índice de parada de linha por
falta de material fosse zerado (Gráfico 2 abaixo), considerando dois turnos de trabalho em um
trimestre de 60 dias úteis.
Fonte: Os autores (2013).
Gráfico 2 - Índice de horas disponíveis e horas perdidas por falta de material.
Considerando a produção padrão de 500 máquinas por turno, as horas disponíveis de
produção no trimestre e as horas perdidas por falta de material, a eliminaçãodas 12 horas
correspondentes ao índice de falta de material, esses índices representariam um aumento na
produção de 750 máquinas produzidas no trimestre,como representado no Gráfico 3 (escala
iniciada em 59.600 máquinas).
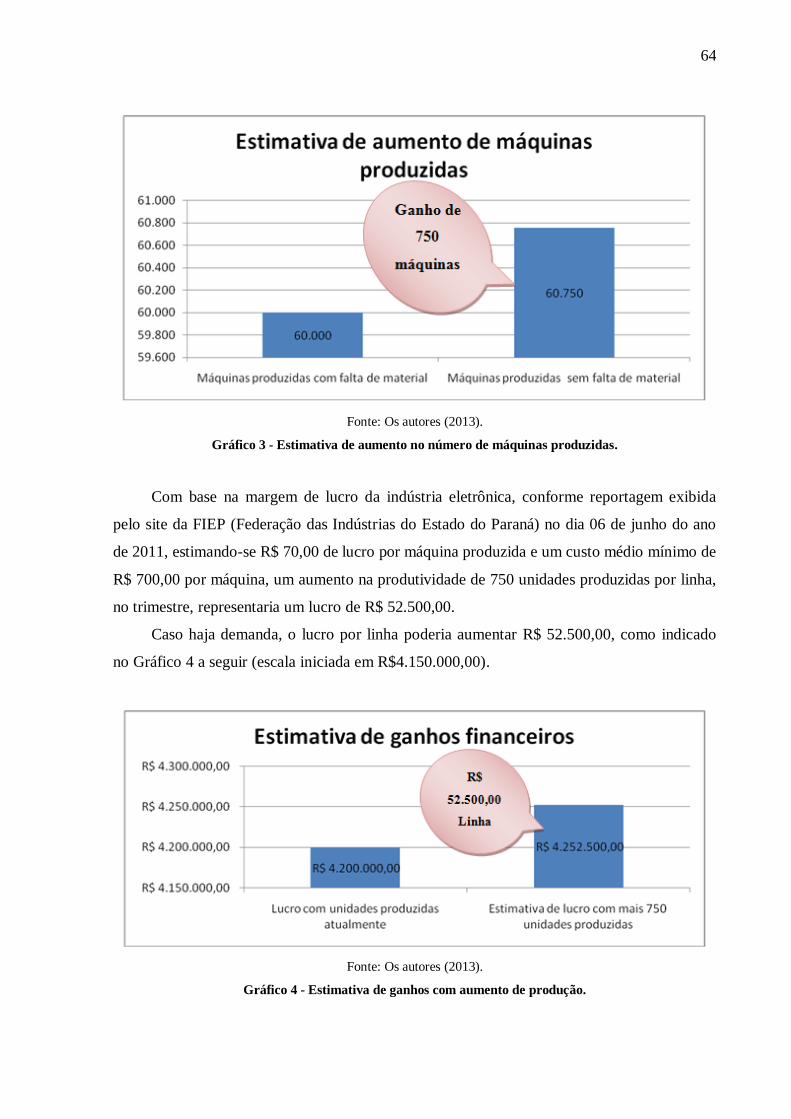
64
Fonte: Os autores (2013).
Gráfico 3 - Estimativa de aumento no número de máquinas produzidas.
Com base na margem de lucro da indústria eletrônica, conforme reportagem exibida
pelo site da FIEP (Federação das Indústrias do Estado do Paraná) no dia 06 de junho do ano
de 2011, estimando-se R$ 70,00 de lucro por máquina produzida e um custo médio mínimo de
R$ 700,00 por máquina, um aumento na produtividade de 750 unidades produzidas por linha,
no trimestre, representaria um lucro de R$ 52.500,00.
Caso haja demanda, o lucro por linha poderia aumentar R$ 52.500,00, como indicado
no Gráfico 4 a seguir (escala iniciada em R$4.150.000,00).
Fonte: Os autores (2013).
Gráfico 4 - Estimativa de ganhos com aumento de produção.
65
5 CONCLUSÃO
Foi constatado que o 5S pode colaborar com a produtividade e lucratividade da
empresa, pois quando forem concluídas todas as ações estabelecidas após auditoria, o ganho
será significativo considerando que não haverá mais perda de horas produtivas por falta de
organização e de controle de materiais.
Mesmo com todas as dificuldades encontradas durante a implantação, e o adiamento
do programa pela empresa para o ano de 2014, houve uma melhora significativa no aspecto
visual dos processos e locais de trabalho, espaços foram liberados e recursos foram
aproveitados com a realização de descarte de itens desnecessários, o que ajuda a reduzir
desperdícios.
O layout foi otimizado em alguns pontos, ajudando no fluxo dos materiais. As
identificações e aproveitamento de espaços melhoraram a visualização dos status dos
processos em andamento, além de facilitar a locomoção e realização das atividades na linha
de produção.
Para reforçar o programa, as diretrizes precisam vir a partir da alta administração para
que as pessoas sintam necessidade de realizar as tarefas até que a cultura da empresa seja
modificada, como citado por Goldratt (1991, p. 28):
“Diga-me como me medes que eu te direi como me comportarei”
Como sugestão de continuidade, deve ser aplicado o Questionário (Anexo D), o qual
ajuda a avaliar o comportamento das pessoas para que sejam estabecidas melhorias e
disciplina em relação a cultura do programa.
Através desta implantação, foi possível reconhecer quais são as práticas que precisam
ser adotadas durante o desenvolvimento de um projeto, como métodos para lidar com pessoas,
atenter aos prazos e aos objetivos. A experiência adquirida ao longo da aplicação fortificou o
aprendizado necessário para gerenciar projetos voltados a 5S ou outros fins.
66
ANEXO A – Treinamento Programa 5S

67

68

69
ANEXO B – Treinamento da Estrutura de Implantação do 5S

70

71

72

73

74
ANEXO C – Auditoria 5S
Auditores: Área:
Data: Auditoria: 1ºS 2ºS 3ºS 4ºS 5ºS
PONTOS
Legenda:
(0) Várias correções devem ser feitas.
(1) Algumas correções devem ser feitas.
(2) Aceitável com pequenos comentários.
(3) Sem comentários de correção.
(4) Acima dos requisitos solicitados.
Todos os objetos ou itens estão acondicionados de forma/local adequados?
AUDITORIA 5S
PONTUAÇÃO GERAL
Sen
so d
e U
tiliza
ção
Existe área para a segregação dos itens desnecessários?
Há informações ou papéis desnecessários?
TOTAL ORGANIZAÇÃO
Há materiais ou objetos desnecessários?
Todos os equipamentos e utensílios estão sendo utilizados?
Existe fluxograma para o descarte?
Sen
so d
e D
isci
plina
Sen
so d
e P
adro
niz
ação
Sen
so d
e O
rgan
izaç
ãoS
enso
de
Lim
pez
a
Existem fluxos estabelecidos para as atividades da área?
Qual o estado das instalações elétricas / Hidráulicas / Civil?
As áreas de trânsito estão desobstruídas?
Os equipamentos de segurança estão de fácil acesso?
Os arquivos e documentos estão organizados?
O funcionário mantém a higiene pessoal?
TOTAL UTILIZAÇÃO
É feita uma checagem de limpeza na área?
Qual a condição das lixeiras (limpeza / coleta seletiva)?
TOTAL DISCIPLINA
Os controles visuais são do conhecimento de todos?
Os fluxos são conhecidos e aplicados por todos?
Os equipamentos / utensílios / área estão limpos?
Todos conhecem e cumprem as normas estabelecidas para a área?
Existem metas estabelecidas para a área?
ÍTENS AUDITADOS
As tarefas estão sendo executadas conforme determinadas?
TOTAL PADRONIZAÇÃO
Existe tabela de atribuições e responsáveis?
Existe padronização das faixas de segurança?
O check list de limpeza da área contempla padronização, responsáveis e frequencia?
TOTAL LIMPEZA

75
ANEXO D – Teste o seu comportamento diante do Programa
5S
Analise criteriosamente, reflita e, por fim, responda:
“Com que frequência você pratica as recomendações do Programa?”
Utilize os seguintes parâmetros e preencha os parênteses:
( A ) Muita 4 pontos
( B ) Quase sempre 3 pontos
( C ) Mais ou menos/às vezes 2 pontos
( D ) Difícil/quase nunca 1 ponto
( E ) Nunca 0 ponto
1. ( ) Eu sei que tenho de mudar vários de meus hábitos e costumes.
2. ( ) Tenho uma lista atualizada das coisas que preciso fazer, utilizando algum
critério de priorização e organização.
3. ( ) Escrevo todas as boas ideias que eu desenvolvo.
4. ( ) Comparo, no final do dia, o trabalho planejado e o executado.
5. ( ) Pratico somente hábitos saudáveis, visando manter minha saúde física e mental.
6. ( ) Mantenho somente as coisas realmente necessárias no meu ambiente de trabalho.
7. ( ) Apoio e aprecio o trabalho em equipe.
8. ( ) Sou paciente e persistente em tudo que eu faço.
9. ( ) Minha mesa de trabalho está sempre limpa e organizada.
10. ( ) Gosto de ouvir as pessoas.
11. ( ) Não sou inflexível. Sei perdoar um erro.
12. ( ) Sempre me coloco no lugar de outra pessoa.
13. ( ) Faço somente críticas em particular e elogios publicamente.
14. ( ) Sou um criador e incentivador da qualidade de vida.
15. ( ) Faço minhas refeições no local recomendado.
Total ( )
Avaliação Final
Acima de 50 pontos Parabéns. Você é uma pessoa consciente
Entre 40 e 50 pontos Você está muito bem e pode melhorar ainda
Entre 30 e 40 pontos Procure esforçar-se um pouco mais na prática do programa
Entre 20 e 30 pontos Você não está seguindo os critérios do programa
Abaixo de 20 pontos Você precisa urgentemente adotar os critérios do programa

76
REFERÊNCIAS BIBLIOGRÁFICAS
ARAÚJO, Paulo Henrique de; REDI, Renata. Qualidade ao alcance de todos: acesso rápido
e fácil às técnicas da qualidade total. São Paulo: Editora Gente, 1997.
BERTAGLIA, Paulo R., Logística e Gerenciamento da Cadeia de Abastecimento. 1. ed.
São Paulo: Saraiva, 2003, 509 p.
CARVALHO, Pedro Carlos de. O Programa 5S e a qualidade total – Campinas, SP:
Editora Alínea, 2011.
CHIAVENATO, Idalberto. Introdução à Teoria Geral da Administração. 7. ed. Rio de
Janeiro: Elsevier, 2004. 664 p.
FALCONI, Vicente, TQC – Controle Total da Qualidade. 2. ed. Minas Gerais: INDG,
2004. 256 p.
FERREIRA, Ademir Antônio; REIS, Ana Carla Fonseca; PEREIRA, Maria Isabel. Gestão
Empresarial: de Taylor aos nossos dias. 1. ed. São Paulo: Thomson Pioneira, 1997. 256 p.
GOLDRATT, Eliyahu M. A The Haystack Syndrome: Sifting Information out of the Data
Ocean. New York: North River Press. 1991. 28 p.
LIKER, Jeffrey K. O Modelo Toyota: A empresa que criou a produção enxuta. 1. ed. Porto
Alegre: Bookman Companhia Editora, 2004. 320 p.
LUCINDA, Marco Antônio. Qualidade: fundamentos e práticas para cursos de graduação. 1.
ed. Rio de Janeiro: Brasport, 2010. 180 p.
MARTINS, Joaquim Francisco. Administração Industrial: Fascículo 2. Instituto Federal de
Educação, Ciência e Tecnologia de Goiás, Campus Itubiara, 2010.

77
MIRANDA, Roberto Lira. Qualidade Total: Rompendo as barreiras entre a teoria e a prática.
São Paulo: Makronbooks, 1994.
MOREIRA, Daniel Augusto. Administração da Produção. 2. ed. São Paulo: Cengage
Learning, 2008. 624 p.
OLIVEIRA, Otávio José. Gestão da Qualidade: tópicos avançados. 1. ed. São Paulo:
Cengage Learning, 2003. 243 p.
______; CALIXTO, Rosângela. Gestão da Qualidade: tópicos avançados. 1. ed. São Paulo:
Cengage Learning, 2003. 243 p.
OSADA, Takashi. Housekeeping, 5S’s: seiri, seiton, seiso, seiketsu, shitsuke. São Paulo:
Instituto IMAN, 1992.
QUEIROZ, Evodio Kalternecker Retto. Qualidade Segundo Garvin. 1. ed. São Paulo:
Annablume, 1995. 116 p.
RIBEIRO, Haroldo. 5S. A base para Qualdade Total. Salvador, BA: Casa da Qualidade,
1994.
______. A Bíblia do 5S, da implantação à excelência. Salvador, BA: Casa da Qualidade,
2006.
SERENO, Bruno. et al. Método Híbrido CONWIP/KANBAN: Um estudo de caso. Revista
Gestão e Produção, São Carlos, v. 18, n. 3, 2011.
SHINGO, Shigeo. O Sistema Toyota de Produção: Do ponto de vista da engenharia de
produção. 2. ed. Porto Alegre: Artmed, 1996. 296 p.
SILVA, João Martins da. O Ambiente da Qualidade na Prática – 5S. Editora FCO, 1996.

78
SOUZA, Rainer Gonçalves. O Código de Hamurabi. Disponível em: <
http://www.mundoeducacao.com/historiageral/o-codigo-hamurabi.htm>. Acesso em: 07 out.
2013.
TEBOUL, James. Gerenciando a Dinâmica da Qualidade. 1. ed. Rio de Janeiro:
Qualitymark, 1991. 292 p.

79
BIBLIOGRAFIA CONSULTADA
<http://www.fiepr.org.br/sombradoimposto/News14468content134724.shtml>. Acesso em: 01
out.2013.
<http://www.programa5s.com.br/>.Acesso em: 05 maio2013.
<http://www.ubq.org.br/ubqFaz/ProgramasEntrevistas.aspx?IdEntrevista=1>.Acesso em:05
maio2013.