modelagem do processo de instalaÇÃo de grades … · uma vida útil superior a 25 anos, as...
TRANSCRIPT
MODELAGEM DO PROCESSO DE
INSTALAÇÃO DE GRADES DE
PROTEÇÃO EM CORREIAS
TRANSPORTADORAS POR MEIO DO
DMAIC: UM ESTUDO DE CASO
Rebeca Lima Fernandez (FAESA )
Natalia Reis Zorzaneli (FAESA )
Rodolfo Cola Santolin (FAESA )
Diante do mercado competitivo, as empresas têm buscado
continuamente aperfeiçoar seus processos internos para atingir metas,
atenderem melhor seus clientes e permanecerem no mercado. Nesse
contexto, a justificativa desse trabalho foi a buscca contínua pela
redução de custos e aumento da produtividade. Para isso, definiu-se
como objetivo geral, propor melhorias no processo de instalação das
grades de proteção em correias transportadoras, de forma a maximizar
a produtividade da contratada. Utilizou-se como metodologia, a
pesquisa com caráter exploratório, que se caracterizou como estudo de
caso. Análise observatória, levantamento de dados e medições mensais
foram realizados, utilizando a modelagem de processo com referência
no método DMAIC (Define, Measure, Analyse, Improve, Control).
Como resultados, a modelagem por meio do DMAIC proporcionou
levantar os principais pontos de melhorias para aperfeiçoar o
processo. A partir das melhorias propostas foi elaborada uma nova
modelagem do processo e comparada com a atual. Nesta comparação
ficou clara a diminuição significativa da ociosidade da mão-de-obra e
também os ganhos em produção, primando a segurança do
trabalhador.
Palavras-chave: Processo, modelagem, grades de proteção, DMAIC.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
2
1. Introdução
A competitividade do mercado, cada vez mais em evidência, incentiva as empresas a inovar
seus processos produtivos e metodologias. Dentre as metodologias, há a modelagem do
processo, que segundo Santolin, Baldam e Lorenzoni (2010) auxilia na visualização das suas
etapas, na identificação de falhas e oportunidades de melhorias. Um dos métodos aplicado
nessa modelagem é o DMAIC, sendo baseado no uso de ferramental estatístico, integrando
várias ferramentas tradicionais de controle da qualidade.
A empresa estudada instala grades de proteção em estruturas fixas de partes móveis (correias
transportadoras), a fim de atender ao Requisito de Atividade Crítica – Proteção de Máquinas
(RAC-7) e também ao que é exigido pela Norma Regulamentadora da Segurança no Trabalho
em Máquinas e Equipamentos (NR 12). Sendo assim, caso ocorra algum incidente ou
acidente, qualquer colaborador que transitar ao longo de correias transportadoras não terá
contato direto com as partes girantes do equipamento. Esta atividade é de grande risco para o
trabalhador, por este motivo é exigido pelo cliente que o equipamento esteja bloqueado
durante a instalação.
Esse bloqueio no equipamento, que impede o funcionamento do mesmo, consiste em uma
solicitação do operador da empresa contratada ao operador da contratante, para que este
interrompa qualquer tipo de acionamento a máquina. Após isso, a contratante vai ao local e
realiza um teste, a fim de que seja garantida a segurança de quem trabalhará no equipamento.
Para atender a todos os requisitos de segurança solicitados pelo cliente, parte do efetivo da
contratada permanece ocioso. Dessa forma, a quantidade de grades instaladas está inferior à
quantidade de grades acordada junto à contratante e por esse motivo, a empresa não cumpre a
meta de instalação.
Sendo assim, a pergunta problema é definida como: é possível aumentar a eficiência do
processo de instalação de grades de proteção em correias transportadoras, mantendo as
condições de segurança do trabalhador?
A hipótese considerada é que a modelagem do processo identifique as falhas e possibilite a
visualização de melhorias para o processo de instalação de grades de proteção em correias
transportadoras, formando uma base para um plano de implementação de técnicas, de modo a
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
3
eliminar gargalos, aumentar a produtividade e reduzir os custos associados ao processo,
grande parte decorrente da ociosidade de mão de obra.
A justificativa para essa pesquisa é a necessidade em buscar continuamente a redução de
custos e o aumento da produtividade, visto que a empresa opera abaixo da capacidade
nominal.
Para solucionar o problema descrito, o objetivo geral deste trabalho é propor melhorias no
processo de instalação das grades de proteção, de forma a maximizar a produtividade da
contratada.
Como forma de auxiliar o alcance ao objetivo geral, definiu-se os seguintes objetivos
específicos:
a) Modelar o processo de instalação das grades por meio do DMAIC;
b) Realizar uma análise comparativa entre a situação atual e a situação proposta.
2. Referencial teórico
2.1. Grades de proteção em correias transportadoras
Grandes mineradoras utilizam as correias transportadoras como principal ou até único meio
de escoamento do seu material. Conforme Portal da Indústria (2014), as correias são utilizadas
para o transporte dos mais diversos tipos de materiais. São montadas em portos para
carregamento de navios, em silos, em armazéns, entre outros locais. É uma máquina com o
propósito de providenciar um fluxo contínuo de materiais entre diversas operações, além
disso, apresenta economia e segurança de operação, confiabilidade, versatilidade e enorme
gama de capacidades. Segundo a Revista Manutenção e Tecnologia (2011), além de atingir
uma vida útil superior a 25 anos, as correias transportadoras possibilitam a redução de custos
operacionais e trazem ganhos ambientais, uma vez que eliminam a emissão de gases
poluentes por parte dos caminhões que deixaram de ser usados.
O Ministério do Trabalho e Emprego criou a norma NR 12 que determina a obrigatoriedade
da proteção de todas as partes móveis dos transportadores de correia (Brasil, 2010). A NR 12
foi atualizada em 2010, por meio da Portaria Secretaria de Inspeção do Trabalho n.º 197
(2010) e elevou de 40 para 340 os itens preventivos obrigatórios de segurança no trabalho em
máquinas e equipamentos a serem cumpridos, o que leva as empresas a se adequarem. Essa
proteção também está prevista na NR 18 e NR 22, o que segundo a Revista Manutenção e
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
4
Tecnologia (2014) aumenta a necessidade de maior atenção ao assunto, principalmente pelo
fato de que o contato com as partes móveis provoca muitos acidentes e inclusive óbitos nas
operações.
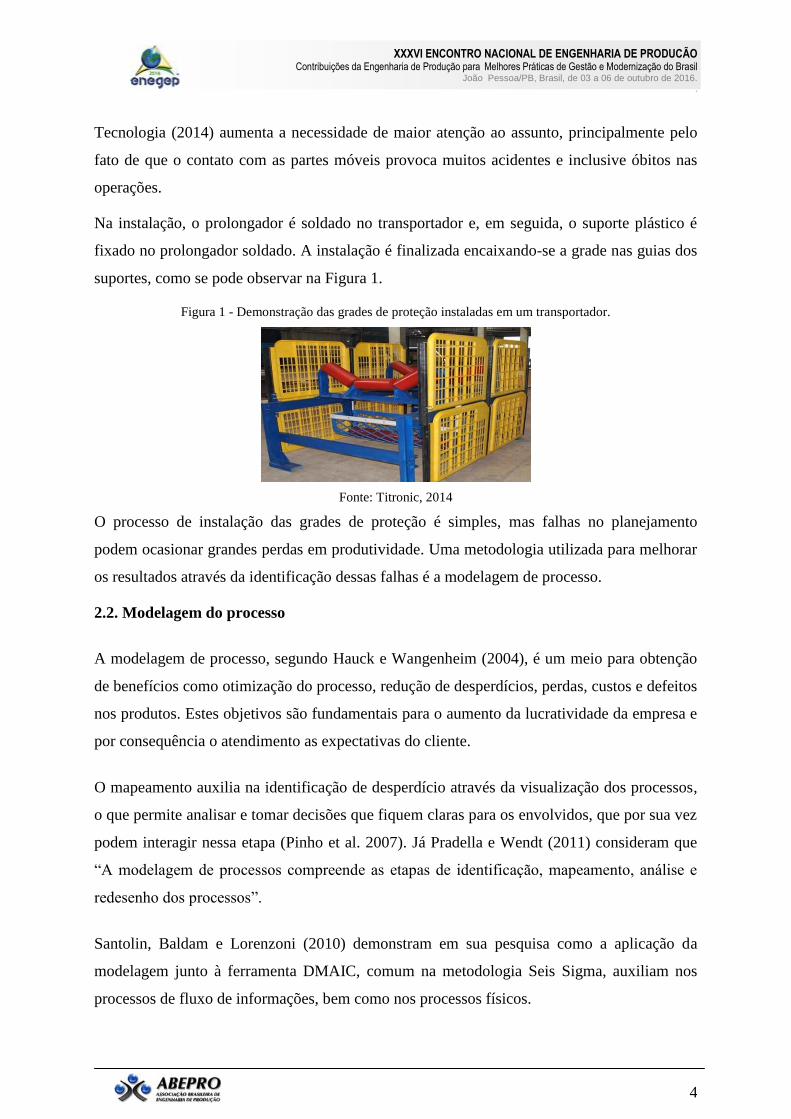
Na instalação, o prolongador é soldado no transportador e, em seguida, o suporte plástico é
fixado no prolongador soldado. A instalação é finalizada encaixando-se a grade nas guias dos
suportes, como se pode observar na Figura 1.
Figura 1 - Demonstração das grades de proteção instaladas em um transportador.
Fonte: Titronic, 2014
O processo de instalação das grades de proteção é simples, mas falhas no planejamento
podem ocasionar grandes perdas em produtividade. Uma metodologia utilizada para melhorar
os resultados através da identificação dessas falhas é a modelagem de processo.
2.2. Modelagem do processo
A modelagem de processo, segundo Hauck e Wangenheim (2004), é um meio para obtenção
de benefícios como otimização do processo, redução de desperdícios, perdas, custos e defeitos
nos produtos. Estes objetivos são fundamentais para o aumento da lucratividade da empresa e
por consequência o atendimento as expectativas do cliente.
O mapeamento auxilia na identificação de desperdício através da visualização dos processos,
o que permite analisar e tomar decisões que fiquem claras para os envolvidos, que por sua vez
podem interagir nessa etapa (Pinho et al. 2007). Já Pradella e Wendt (2011) consideram que
“A modelagem de processos compreende as etapas de identificação, mapeamento, análise e
redesenho dos processos”.
Santolin, Baldam e Lorenzoni (2010) demonstram em sua pesquisa como a aplicação da
modelagem junto à ferramenta DMAIC, comum na metodologia Seis Sigma, auxiliam nos
processos de fluxo de informações, bem como nos processos físicos.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
5
O DMAIC é realizado em cinco etapas, a primeira é “Definir”, nela é preciso estabelecer com
clareza o problema a ser estudado para que os demais itens do ciclo sejam cumpridos. A
segunda etapa “Medir”, que segundo Werkema (2012) é a etapa em que “[...] o problema
deverá ser refinado ou focalizado”. Na terceira etapa, “Analisar”, Escobar (2014) afirma que
se deve “analisar os dados coletados; identificar/determinar as causas dos problemas;
medir/quantificar a correlação entre as variáveis”. A próxima etapa é “Melhorar”, que de
acordo com Escobar (2014), é responsável pela análise de alternativas em conjunto com a
elaboração de planos de ação, propondo, avaliando e implementando mudanças no processo.
A quinta etapa é “Controlar”, onde são utilizados métodos estatísticos de controle para
monitorar os processos que passam por um período de ajustamento e após esse período, novas
análises são realizadas com o objetivo de verificar a necessidade de novas melhorias
(BAGNOLI, 2008).
3. Metodologia
A pesquisa tem como base para sua caracterização, a taxionomia apresentada por Vergara
(2011, p. 41), que propõe dois critérios principais: quanto aos fins e quanto aos meios.
Quanto aos fins, a pesquisa tem caráter exploratório, porque foi realizada uma busca para
mais informações sobre o assunto de estudo, que possui poucas fontes/dados disponíveis.
Quanto aos meios, caracteriza-se como um estudo de caso, por se tratar de um estudo aplicado
em uma empresa que fornece serviço de instalação de grades para transportadores de correias,
cujo objetivo é intervir nessa atividade, aumentando a eficiência da empresa.
O desenvolvimento do trabalho aconteceu por meio da modelagem do processo, incluindo
análise observatória e levantamento de dados, em que medições mensais foram realizadas na
empresa, tomando como referência a metodologia DMAIC. O desenvolvimento do trabalho
foi dividido nas seguintes etapas:
a) Modelar o processo de instalação das grades por meio do DMAIC;
b) Realizar uma análise comparativa entre a situação atual e a situação proposta.
3.1 Modelar o processo de instalação das grades por meio do DMAIC
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
6
A primeira etapa da metodologia foi a definição do problema a ser estudado. O principal
problema, segundo os gestores, relaciona-se com a baixa eficiência no processo de instalação
de grades de proteção em correias transportadoras. Então, a meta definida para o processo, foi
o aumento da eficiência do processo de instalação de grades de proteção, reduzindo a
ociosidade existente.
Após identificado o problema, realizou-se a etapa de “medir”, em que se efetuou as medições
das horas trabalhadas de todos os empregados por equipe e o serviço total concluído em cada
mês, durante um período de dois meses, compreendido entre as semanas 19 e 26 do ano de
2014, considerando expediente no horário administrativo. Após a análise dos dados, foi
possível realizar o mapeamento do processo de instalação de grades de proteção em correias
transportadoras através de um fluxograma.
Como o problema é focado, ou seja, já é possível saber que a eficiência está abaixo da
normalidade no processo de instalação de grades de proteção na empresa contratante, partiu-
se para a etapa de analisar, a fim de identificar as possíveis causas.
A etapa de “Analisar” foi baseada no brainstorming (tempestade de ideias) com os
envolvidos, a fim de levantar todas as possíveis causas do problema em questão. Após o
levantamento foi utilizado o Diagrama de Ishikawa como forma de relacionar as causas e
efeitos encontrados nessa análise.
A partir disso, foram identificadas as oportunidades de melhorias, que foram apresentadas à
empresa.
3.2 Realizar uma análise comparativa entre a situação atual e a situação proposta
Após a proposição da nova forma de instalação das grades de proteção, foi realizada uma
comparação entre o novo processo com o processo atual. Foram considerados na comparação,
os fluxogramas do processo atual e do processo modelado, em que foi verificado o possível
impacto nas novas atividades, nos resultados referentes à quantidade de instalação em cada
situação e verificada se a segurança do trabalhador foi mantida.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
7
Por fim, verificadas as alterações em relação ao processo proposto com o atual, foi elaborado
um relatório e apresentado em reunião dos gestores, a fim de que fosse analisado se a
implementação seria viável e se seria realizada.
4. Resultados
4.1 Modelar o processo de instalação das grades por meio do DMAIC
O mapeamento do processo produtivo possibilitou a identificação dos seguintes problemas:
a) Não cumprimento do planejamento pela contratante;
b) Condições atmosféricas adversas, como chuva;
c) Falta de energia ao realizar o serviço de soldagem;
d) Falta de ferramental de posse dos empregados para realização da atividade;
e) Realização de treinamentos e exames periódicos dos empregados de forma não integrada
entre RH e produção;
f) Atraso na realização do bloqueio das correias por parte da contratante.
Como o foco do trabalho é o aumento da eficiência no processo de instalação, ficou definido
como escopo, a minimização dos fatores que colaboram para a baixa eficiência, ou seja, todos
os fatores problema definidos acima, através de melhorias nos processos existentes e
otimização de recursos.
A partir da definição do escopo, o PCP realizou o levantamento dos dados referentes ao
processo e os impactos à produção. Para melhor entendimento da atividade de instalação de
grades de proteção, foi realizada a medição dos indicadores que retratam a produtividade e
dificuldades operacionais no dia a dia.
Para a medição foi considerada a produtividade por equipe do contrato em estudo. A empresa
trabalha com oscilação no número de equipes, pois contrata empregados de acordo com a
demanda de serviço da contratante. Se esta diz que necessita de uma maior quantidade de
instalação em menos tempo, a contratada tem que colocar mais equipes, a fim de cumprir o
estabelecido.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
8
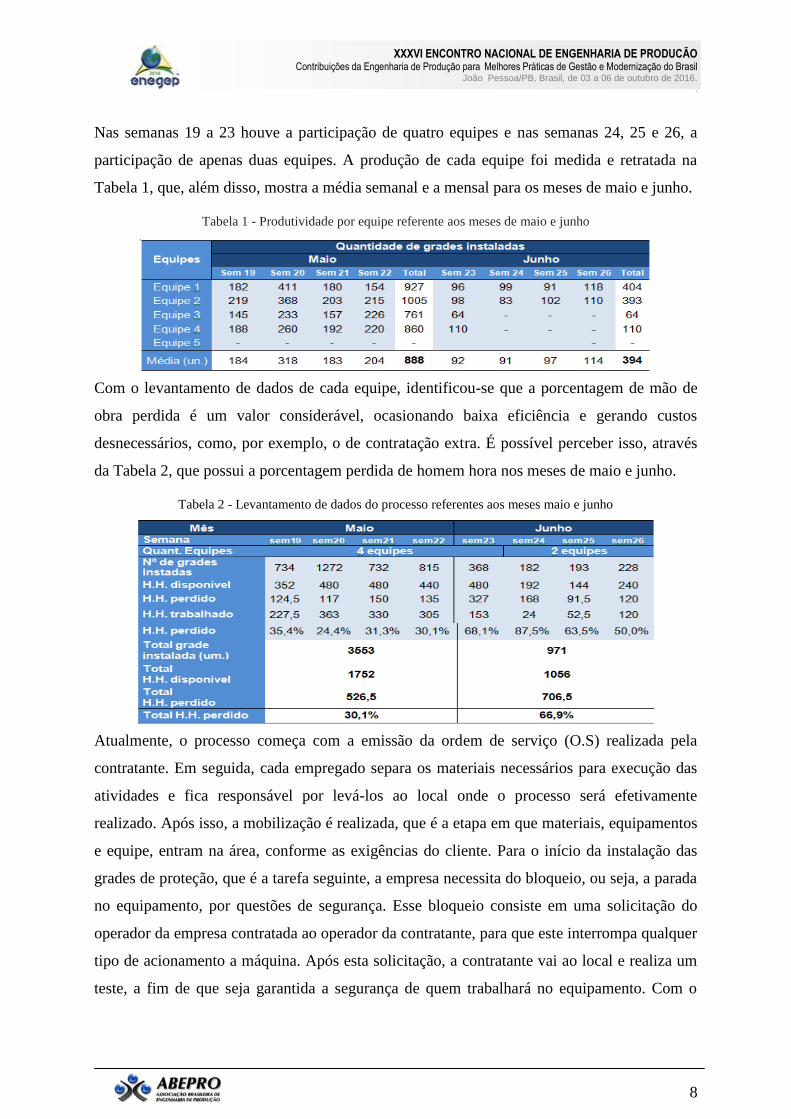
Nas semanas 19 a 23 houve a participação de quatro equipes e nas semanas 24, 25 e 26, a
participação de apenas duas equipes. A produção de cada equipe foi medida e retratada na
Tabela 1, que, além disso, mostra a média semanal e a mensal para os meses de maio e junho.
Tabela 1 - Produtividade por equipe referente aos meses de maio e junho
Com o levantamento de dados de cada equipe, identificou-se que a porcentagem de mão de
obra perdida é um valor considerável, ocasionando baixa eficiência e gerando custos
desnecessários, como, por exemplo, o de contratação extra. É possível perceber isso, através
da Tabela 2, que possui a porcentagem perdida de homem hora nos meses de maio e junho.
Tabela 2 - Levantamento de dados do processo referentes aos meses maio e junho
Atualmente, o processo começa com a emissão da ordem de serviço (O.S) realizada pela
contratante. Em seguida, cada empregado separa os materiais necessários para execução das
atividades e fica responsável por levá-los ao local onde o processo será efetivamente
realizado. Após isso, a mobilização é realizada, que é a etapa em que materiais, equipamentos
e equipe, entram na área, conforme as exigências do cliente. Para o início da instalação das
grades de proteção, que é a tarefa seguinte, a empresa necessita do bloqueio, ou seja, a parada
no equipamento, por questões de segurança. Esse bloqueio consiste em uma solicitação do
operador da empresa contratada ao operador da contratante, para que este interrompa qualquer
tipo de acionamento a máquina. Após esta solicitação, a contratante vai ao local e realiza um
teste, a fim de que seja garantida a segurança de quem trabalhará no equipamento. Com o
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
9
bloqueio efetuado, os empregados começam a instalar as grades de proteção. Após o término
da atividade, a equipe deve realizar a desmobilização, ou seja, fazer a limpeza da área,
remoção de bloqueios e retirada de materiais e equipamentos. Os colaboradores que concluem
suas atividades, são liberados, deixam imediatamente a área industrial e retornam ao canteiro.
Paralelo à desmobilização, a empresa verifica quantas grades foram instaladas e se estão
devidamente posicionadas. No final do mês é feita a medição de todo o quantitativo instalado
e encaminhada ao gestor da contratante para aprovação. Caso o gestor da contratante encontre
algum dado indevido, o mesmo informa a empresa, que realiza a medição novamente, caso
aprovado, o serviço é encaminhado ao faturamento, a fim de que seja emitida a nota fiscal.
Importante ressaltar que a conformidade dos serviços é assegurada pelo cliente por meio da
aprovação dessa medição.
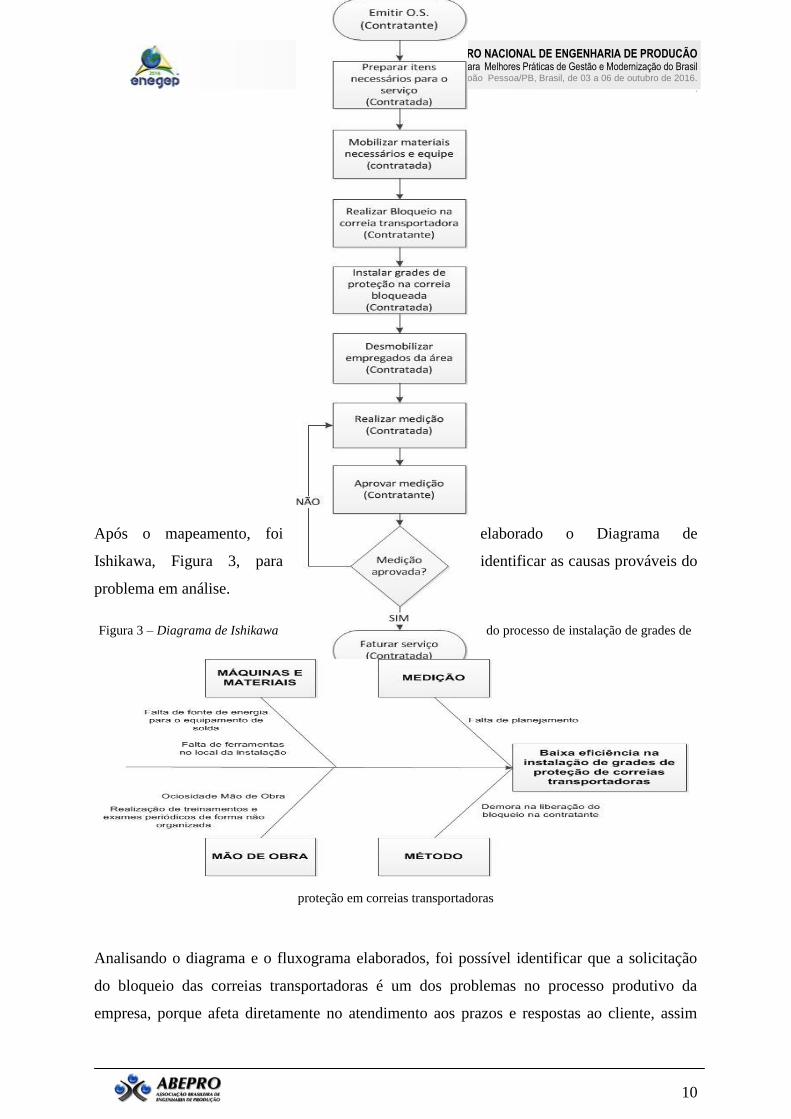
De acordo com os dados levantados e buscando situar no processo os pontos de necessidade
de intervenção, gerou-se o fluxograma do processo atual conforme figura 2.
Figura 2 - Fluxograma atual do processo
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
10
Após o mapeamento, foi elaborado o Diagrama de
Ishikawa, Figura 3, para identificar as causas prováveis do
problema em análise.
Figura 3 – Diagrama de Ishikawa do processo de instalação de grades de
proteção em correias transportadoras
Analisando o diagrama e o fluxograma elaborados, foi possível identificar que a solicitação
do bloqueio das correias transportadoras é um dos problemas no processo produtivo da
empresa, porque afeta diretamente no atendimento aos prazos e respostas ao cliente, assim
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
11
como no aumento dos custos, uma vez que a mão de obra permanece ociosa enquanto o
equipamento não está bloqueado. Além disso, interfere significativamente no processo
produtivo da contratante, uma vez que a parte da Usina que recebe a instalação das grades de
proteção fica parada, devido ao bloqueio, o que diminui sua produção diária. Dessa forma, a
empresa em estudo, depende das paradas programadas de Usina ou então, do planejamento
diário da operação, que varia ao longo do dia.
A realização do bloqueio gera um impasse entre contratada e contratante, pois ao mesmo
tempo que a empresa necessita realizar o serviço estabelecido em contrato e para isso
necessita da parada do equipamento, a contratante não quer perder produção diária. Por esse
motivo, por muitas vezes, a realização do bloqueio é atrasada.
Além do problema do bloqueio, foi possível verificar que a falta de energia na área impactou
diretamente nos resultados, porque o funcionamento da máquina de solda depende dela. A
máquina é conectada a um ponto de energia que deve ser fornecido pela contratante. Quando
o soldador não consegue realizar a sua atividade, todos os colaboradores ficam ociosos, pois a
solda é uma atividade pré-requisito.
Outro problema é a falta de ferramentas no local de realização do serviço. Por muitas vezes,
os empregados esquecem alguns dos itens básicos no canteiro de obras.
Outro fator importante é a ausência de alguns colaboradores, que por muitas vezes precisam
faltar ao trabalho para realizar exames e treinamentos exigidos pela contratante. Esses
treinamentos são marcados pelo setor de RH da contratada. No entanto, quando não há
alinhamento entre as partes, RH e Produção, o planejamento não é cumprido e as equipes
ficam desfalcadas.
Atualmente, a empresa atua nos equipamentos previstos na programação enviada pela
contratante, como este planejamento oscila diariamente, a contratada fica dependente dessas
informações. A falta de comunicação entre os PCP’s ocasiona perda na produtividade, pois,
na maioria das vezes, só é possível identificar que o transportador planejado para instalação
não poderá parar, no momento em que o bloqueio é solicitado. Dessa forma, a equipe
permanece ociosa até que seja possível liberar outro equipamento.
Por fim, identificou-se também que em períodos de chuva não é possível soldar os
prolongadores nos transportadores, uma vez que o colaborador corre o risco de choque.
4.2 Realizar uma análise comparativa entre a situação atual e a situação proposta
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
12
A melhoria proposta para que o processo não fosse influenciado pelo bloqueio e para que o
mesmo continuasse conferindo segurança ao trabalhador foi a criação de um dispositivo de
proteção móvel, que permite a instalação das grades, sem que o bloqueio seja realizado. Essa
ideia surgiu a partir de reuniões entre empregados e gestores.
O dispositivo criado é composto por duas grades de proteção fixadas com parafusos em uma
barra chata formando uma barreira. Nas extremidades de cada barreira há duas garras para
encaixe no transportador. No início das atividades, o dispositivo móvel é encaixado no
transportador impedindo qualquer contato do empregado com as partes girantes do
equipamento. Uma vez posicionado corretamente, inicia-se a instalação das grades definitivas.
Primeiramente, o montador, junto ao auxiliar de montagem, coloca o prolongador na parte
metálica do transportador e o soldador o solda. Em seguida, o montador faz o encaixe do
suporte plástico no prolongador soldado. Por fim, a grade é fixada no suporte, finalizando a
montagem. Somente após a instalação dessa grade permanente é permitido retirar a móvel do
local, pois o colaborador permanecerá protegido e sem contato com as partes do equipamento
que apresentam perigo. Dessa forma, o dispositivo criado proporciona mobilidade e segurança
no processo de instalação, pois à medida que a proteção permanente é instalada, a móvel é
retirada e colocada em outra seção do transportador que ainda receberá a instalação.
Em relação a falta de energia, a contratada propõe disponibilização de um gerador durante
período integral, até o encerramento do contrato.
A terceira melhoria proposta é a criação de check list de verificação de ferramental, que deve
ser realizado todos os dias antes do empregado ir para a área. Este deve verificar se está de
posse de todos os utensílios necessários e que estarão descritos no check list.
Em relação à ausência de alguns colaboradores para realização de exames e treinamentos
exigidos pelo cliente, como melhoria, o PCP da contratada solicitaria ao seu setor de RH, que
enviasse uma lista semanalmente com o cronograma de treinamentos e exames a serem
realizados, alegando que a falta de alguns empregados implica diretamente na quantidade de
instalação, pois as equipes ficam incompletas. Com isso, o PCP da contratada ficaria
responsável por receber essa informação e controlar a distribuição de equipes adequadamente,
de modo que a produção não fosse impactada por esse fator.
Para o problema relacionado à falha de programação devido ao não cumprimento do
planejado por parte da contratante, foi decidido não propor nenhuma melhoria, nesse primeiro
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
13
momento, pois era esperado que ele também reduzisse com a utilização do dispositivo móvel,
uma vez que o problema maior na programação acontecia pela não disponibilização do
transportador planejado, tendo que replanejar as atividades, o que gerava atrasos e ociosidade.
Quanto aos dias chuvosos, não houve proposta de melhoria, uma vez que a segurança do
trabalhador é primazia.
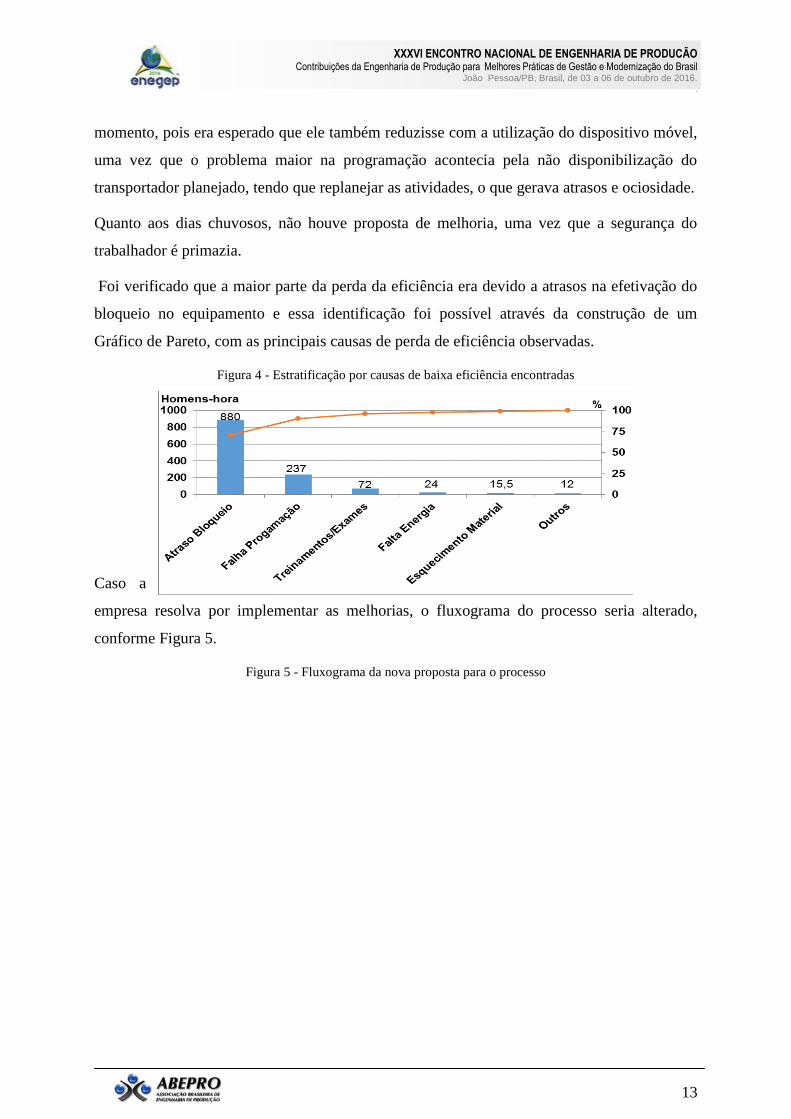
Foi verificado que a maior parte da perda da eficiência era devido a atrasos na efetivação do
bloqueio no equipamento e essa identificação foi possível através da construção de um
Gráfico de Pareto, com as principais causas de perda de eficiência observadas.
Figura 4 - Estratificação por causas de baixa eficiência encontradas
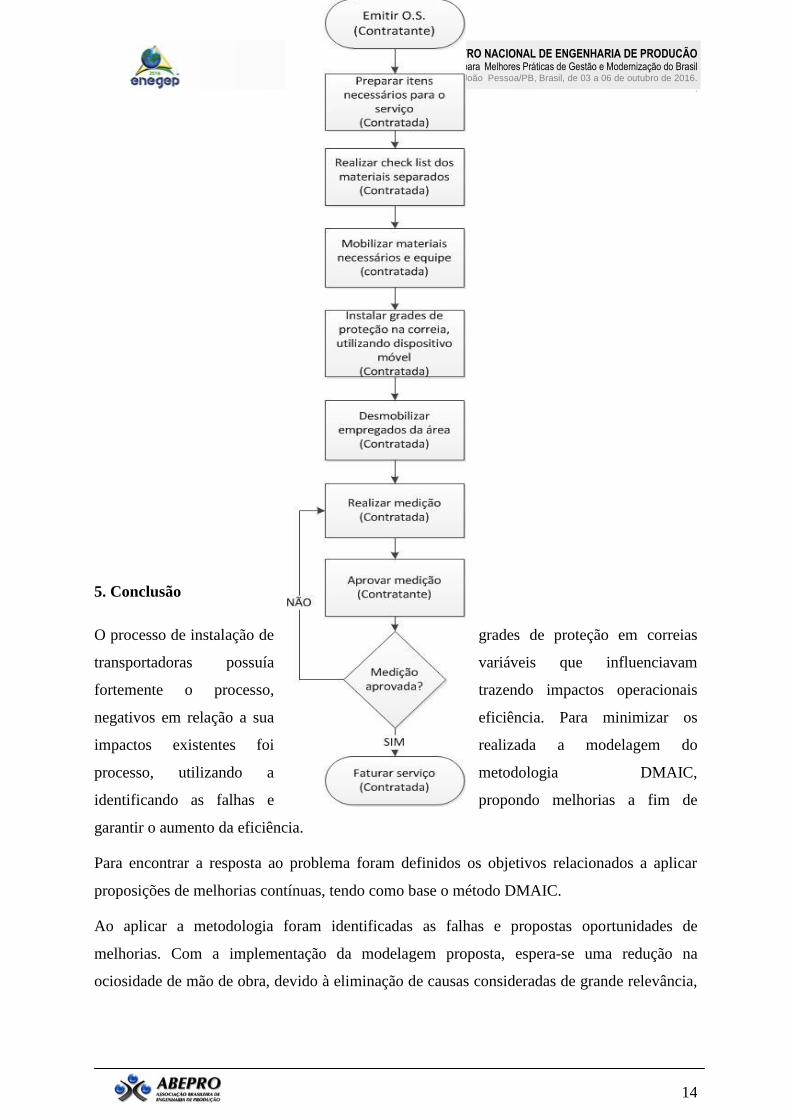
Caso a
empresa resolva por implementar as melhorias, o fluxograma do processo seria alterado,
conforme Figura 5.
Figura 5 - Fluxograma da nova proposta para o processo
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
14
5. Conclusão
O processo de instalação de grades de proteção em correias
transportadoras possuía variáveis que influenciavam
fortemente o processo, trazendo impactos operacionais
negativos em relação a sua eficiência. Para minimizar os
impactos existentes foi realizada a modelagem do
processo, utilizando a metodologia DMAIC,
identificando as falhas e propondo melhorias a fim de
garantir o aumento da eficiência.
Para encontrar a resposta ao problema foram definidos os objetivos relacionados a aplicar
proposições de melhorias contínuas, tendo como base o método DMAIC.
Ao aplicar a metodologia foram identificadas as falhas e propostas oportunidades de
melhorias. Com a implementação da modelagem proposta, espera-se uma redução na
ociosidade de mão de obra, devido à eliminação de causas consideradas de grande relevância,
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
15
sendo a principal delas, o bloqueio realizado nos transportadores, que é necessário às
atividades de instalação, para garantir a segurança do trabalhador.
As maiores causas da baixa eficiência do processo são o bloqueio necessário para início das
instalações nas correias transportadoras e as falhas de programação, responsáveis
respectivamente pela perda de 880 (oitocentos e oitenta) e 237 (duzentos e trinta e sete)
homens-hora no período analisado (maio e junho).
Com a criação e utilização do dispositivo móvel, que permitirá a instalação das grades nos
transportadores sem a necessidade do bloqueio, espera-se eliminar as falhas na programação e
reduzir significativamente a quantidade de homem-hora perdida.
Como recomendações e estudos futuros sugere-se implementar as ações propostas e aplicar
novamente a metodologia DMAIC, com objetivo de levantar novas oportunidades de
aperfeiçoamento, buscando sempre, a melhoria continua do processo.
REFERÊNCIAS
BAGNOLI, A. C.; RAMOS, A. W. Seleção de projetos seis sigma: uma análise de benchmark. 2008. 131 f.
Trabalho de Conclusão de Curso (Graduação em Engenharia de Produção) – Escola Politécnica da Universidade
de São Paulo, São Paulo, 2008. On-line. Disponível em: <http://pro.poli.usp.br/wp-
content/uploads/2012/pubs/selecao-de-projetos-seis-sigma-uma-analise-de-benchmark.pdf>. Acesso em 03 nov.
2014.
BRASIL. Ministério do Trabalho e Emprego. Normas regulamentadoras, de 17 de dezembro de 2010. Brasília.
Disponível em: < http://portal.mte.gov.br/legislacao/normas-regulamentadoras-1.htm>. Acesso em: 08 mar.
2015.
ESCOBAR, J. DMAIC. On-line, 2014. Disponível em: <http://br.kaizen.com/artigos-e-
livros/artigos/dmaic.html>. Acesso em: 03 nov. 2014.
PINHO, A. F. et al. Combinação entre as técnicas de fluxograma e mapa de processo no mapeamento de um
processo produtivo. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 27.,2007, Foz do
Iguaçu. Anais...,Rio de Janeiro: ABEPRO, 2010. p.1-11. On-line. Disponível em:
<http://www.abepro.org.br/biblioteca/ENEGEP2007_TR570434_9458.pdf> Acesso em: 12 abr. 2015.
PORTAL DA INDUSTRIA. Correias transportadoras: Guia básico. 2014. On-line. Disponível em:
<http://arquivos.portaldaindustria.com.br/app/conteudo_18/2014/04/22/6281/correiasetransportadoras.pdf>
Acesso em: 29 abr. 2015.
PRADELLA, S.; WENDT, D. J. A modelagem de processos como fonte de requisitos para o desenvolvimento de
sistemas em uma IES: um estudo de caso. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO,
31., 2011, Belo Horizonte. Anais..., Rio de Janeiro: ABEPRO, 2011. p. 4-11. On-line. Disponível em:
<http://www.abepro.org.br/biblioteca/enegep2011_TN_STO_142_898_18136.pdf>. Acesso em: 12 abr. 2015.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
16
REVISTA MANUTENÇÃO E TECNOLOGIA. São Paulo: Sobratema, ed. 144, abr. 2011. On-line. Disponível
em: <http://www.revistamt.com.br/index.php?option=com_conteudo&task=viewEdicao&edicao=144>. Acesso
em: 20 ago. 2014.
REVISTA MANUTENÇÃO E TECNOLOGIA. São Paulo: Sobratema, ed. 184, out. 2014. On-line. Disponível
em: <http://www.revistamt.com.br/PDFS/MT_184.pdf>. Acesso em: 10 nov. 2014
SANTOLIN, R. C.; BALDAM, R. L.; LORENZONI, L. L. A modelagem do processo do fluxo de
informações do setor de planejamento de produção de uma empresa de tubos flexíveis: um estudo de caso.
2010. On-line. Disponível em:
<http://www.abepro.org.br/biblioteca/enegep2010_TN_STO_113_745_15352.pdf>. Acesso em: 26 mar. 2015.
VERGARA, S. C. Projetos e relatórios de pesquisa em administração. São Paulo: Atlas, 2011. 41 p.
WERKEMA, C. Criando a cultura seis sigma. 3. ed. Rio de Janeiro: Elsevier, 2012. 261 p.