melhoria do processo de pintura por …
TRANSCRIPT

Realização: Apoio:
TÍTULO: MELHORIA DO PROCESSO DE PINTURA POR ELETRODEPOSIÇÃO EM UMA MULTINACIONAL DOSETOR AUTOMOBILÍSTICO
CATEGORIA: EM ANDAMENTO
ÁREA: CIÊNCIAS EXATAS E DA TERRA
SUBÁREA: Engenharias
INSTITUIÇÃO: CENTRO UNIVERSITÁRIO DO INSTITUTO MAUÁ DE TECNOLOGIA - CEUN-IMT
AUTOR(ES): JOSE CARLOS MARQUES JUNIOR, PEDRO HENRIQUE DE OLIVEIRA, CHRISTIANTERENTJVAS CAROSELLA
ORIENTADOR(ES): DAVID GARCIA PENOF

CENTRO UNIVERSITÁRIO DO INSTITUTO MAUÁ DE TECNOLOGIA
Escola de Engenharia Mauá
Engenharia de Produção
CHRISTIAN TERENTJVAS CAROSELLA
JOSÉ CARLOS MARQUES JÚNIOR
PEDRO HENRIQUE DE OLIVEIRA
Análise do processo de pintura por eletrodeposição em uma multinacional do
setor automobilístico
São Caetano do Sul
2019


CHRISTIAN TERENTJVAS CAROSELLA
JOSÉ CARLOS MARQUES JÚNIOR
PEDRO HENRIQUE DE OLIVEIRA
Análise do processo de pintura por eletrodeposição em uma multinacional do
setor automobilístico
Trabalho de Conclusão de Curso apresentado à Escola de Engenharia Mauá do Centro Universitário do Instituto Mauá de Tecnologia como requisito parcial para a obtenção do título de Engenheiro de Produção.
Orientador: Prof. Me. David Garcia Penof
Área de concentração: Engenharia de Produção
São Caetano do Sul
2019

LISTA DE FIGURAS
Figura 1 - Porcentagem de escorridos por região da carroceria .............................................. 10
Figura 2 - Camadas que compõem a pintura automotiva e suas respectivas funções ............ 13
Figura 3 - Processo de fabricação de um automóvel ............................................................... 13
Figura 4 - Representação ilustrada do pré-tratamento ........................................................... 14
Figura 5 - Tipos de revestimento de chapa de aço ................................................................... 15
Figura 6 - Princípios de um circuito elétrico para pinturas por eletrodeposição catódica ...... 16
Figura 7- Zona de lavagem com dois tanques .......................................................................... 17
Figura 8 - Processo de E-coat.................................................................................................... 18
Figura 9 - Morfologia de um revestimento por eletrodeposição a 21°C ................................. 18
Figura 10 - Curva de temperatura para diferentes partes da carroceria ................................. 19
Figura 11 - Alguns dos selantes automotivos ........................................................................... 20
Figura 12 - Principais custos envolvido no trabalho ................................................................. 20
Figura 13 – Fases do gerenciamento de projetos .................................................................... 24
Figura 14 - Exemplo de diagrama de causa e efeito ................................................................. 27
Figura 15 - Exemplo de diagrama de pareto ............................................................................ 28
Figura 16 - Exemplo de fluxo de melhoria contínua................................................................. 30
Figura 17 - DMAIC vs PDCA ....................................................................................................... 33
Figura 18 - Exemplo de fluxo de melhoria contínua................................................................. 36
Figura 19 - Régua padrão para medição do tamanho do escorrido ......................................... 43

LISTA DE TABELAS
Tabela 1 - Definição de cada categoria..................................................................................... 27
Tabela 2 - Exemplo de tabela com dados para gráfico de pareto Erro! Indicador não definido.
Tabela 3 - 5W2H ....................................................................................................................... 31

LISTA DE ABREVIATURAS E SIGLAS
PMBOK – Project Management Body of Knowledge (Guia do Conjunto de Conhecimento em
Gerenciamento de Projetos)
PMI – Project Management Institute (Instituto de Gerenciamento de Projetos)
DMAIC – Define, Measure, Analyse, Improve and Control
PDCA – Plan, Do, Check, Act
CCQ - Círculos de controle de qualidade
TQC - Controle da qualidade total
FMEA – Failure Mode Effect Analysis
PERT/CPM
SIPOC – Supplier, Input, Process, Output, Customer
VOC - Voz do Cliente
CTQ – Critical to Quality
CEP – Controle Estatístico do Processo
LCS - Limites de Controle Superior
LCI - Limites de Controle Inferior
6M – Men, Machine, Material, Measurement, Method, Mother nature

SUMÁRIO
1 INTRODUÇÃO ............................................................................ 9
OBJETIVOS .................................................................................................... 9
1.1.1 OBJETIVO PRIMÁRIO .......................................................................................... 9
1.1.2 OBJETIVOS SECUNDÁRIOS .................................................................................... 9
JUSTIFICATIVA .............................................................................................. 9
DEFINIÇÃO DO PROBLEMA ......................................................................... 11
QUESTÃO CENTRAL DA PESQUISA ............................................................... 11
CONTRIBUIÇÕES DO TRABALHO.................................................................. 11
2 REVISÃO DA LITERATURA ......................................................... 12
CONTEXTUALIZAÇÃO .................................................................................. 12
2.1.1 O PROCESSO DE PINTURA AUTOMOTIVO .................................................... 12
PRÉ-TRATAMENTO .............................................................................................. 14
PINTURA POR E-COAT ......................................................................................... 15
2.1.1.2.1 SOBRE O E-COAT ............................................................................................... 15
2.1.1.2.2 CARACTERÍSTICAS DO E-COAT .......................................................................... 15
2.1.1.2.3 LAVAGEM DO E-COAT ....................................................................................... 17
2.1.1.2.4 CURA DO REVESTIMENTO ................................................................................. 19
VEDAÇÃO ........................................................................................................... 19
PREPARAÇÃO DA PINTURA POR E-COAT .............................................................. 20
PRIMER............................................................................................................... 21
PREPARAÇÃO DO PRIMER ................................................................................... 21
CABINE DE BASE E VERNIZ ................................................................................... 21
ACABAMENTO .................................................................................................... 22
DEKOR/FLÚTEN ................................................................................................... 22
FERRAMENTAS UTILIZADAS NA RESOLUÇÃO DE PROBLEMAS SEMELHANTES
22
2.1.1 GERENCIAMENTO DE PROJETOS .................................................................. 22
2.1.2 DIAGRAMA DE CAUSA E EFEITO - ISHIKAWA ................................................ 26
2.1.3 PARETO ...................................................................................................... 27

2.1.4 KAIZEN ....................................................................................................... 29
2.1.5 OS 5 POR QUÊS – 5W ................................................................................... 31
2.1.6 DMAIC – 6 SIGMA ....................................................................................... 31
2.1.7 BENCHMARKING......................................................................................... 34
2.1.8 BRAINSTORMING ....................................................................................... 34
2.1.9 CONTROLE ESTATÍSTICO DE PROCESSO ....................................................... 35
3 METODOLOGIA ........................................................................ 37
TIPO DE PESQUISA ...................................................................................... 37
LIMITAÇÕES DO MÉTODO ESCOLHIDO ........................................................ 41
VARIÁVEIS DA QUESTÃO DE PESQUISA ....................................................... 42
FONTE DE DADOS ....................................................................................... 42
3.4.1 FONTES DE DADOS PRIMÁRIAS ............................................................................ 42
3.4.2 FONTES DE DADOS SECUNDÁRIAS ......................................................................... 43
PROCEDIMENTO DE COLETA DE DADOS ...................................................... 44
PROCEDIMENTO DE ANÁLISE DE DADOS ..................................................... 45
3.6.1 ANALISAR DADOS QUALITATIVOS .................................. ERRO! INDICADOR NÃO DEFINIDO.
1 INTRODUÇÃO
OBJETIVOS
1.1.1 OBJETIVO PRIMÁRIO
O presente trabalho tem como objetivo primário analisar o processo de pintura
eletroforética catódica, denominada pintura por eletrodeposição, propor melhorias e
implementar as ideias propostas que permitam a redução da quantidade de carrocerias
de automóveis não conformes resultantes de tal processo. A expectativa é reduzir a
incidência deste evento de modo a eliminar 80% dos postos de trabalho dedicados à
correção desta não conformidade
1.1.2 OBJETIVOS SECUNDÁRIOS
Derivam-se deste objetivo principal, os seguintes objetivos secundários:
Mapear o processo de pintura em referência, identificando as causas raiz que
ocasionam o evento indesejado;
Efetuar levantamento de dados de não conformidades e analisar
estatisticamente os mesmos, identificando a ocorrência das imperfeições nos
diferentes componentes da carroceria (chassi, portas, tampa dianteira e tampa
traseira);
Desenvolver propostas de melhorias de processo que reduzam as não
conformidades;
Avaliar a viabilidade técnica e econômica de implantação das propostas
apresentadas.
JUSTIFICATIVA
No mundo atual a perda e o retrabalho de peças e partes em linhas de montagem tem
grande representatividade nos custos de produção, e a adequação e a padronização das
operações se faz cada vez mais necessárias para as empresas (VIANA; FORMOSO e
KALSAAS, 2012).

A montadora caso deste trabalho apresentou um efeito indesejado no seu processo de
pintura denominado “escorrido”. Esse efeito, segundo dados da montadora, ocorre em
100% das carrocerias pintadas por eletrodeposição, embora em partes e peças
diferentes para cada carroceria; a Figura 1 ilustrará os pontos de escorrido. A empresa
alega que a necessidade de retrabalho causado pelo efeito gera transtornos em termos
de disposição física dos automóveis/carrocerias e ainda uma necessidade de alocação
de mão de obra que não era desejada. Sendo assim, face à necessidade proposta e ao
desafio do trabalho, decidiu-se por estudar as causas e possíveis alternativas para
eliminar o efeito indesejado que ocorre durante o processo de pintura por
eletrodeposição. Essa falha de processo gera custos não previstos e ainda aumento no
tempo de execução de determinadas operações da linha de montagem. Com o intuito
de reduzir tais custos sem comprometer a qualidade do produto final, o estudo procura
identificar os principais motivos que causam o escorrido e propor melhorias que possam
ser aplicadas à empresa.
Em uma análise prévia, com uma amostragem de 108 veículos, sendo 57 unidades de
um modelo hatch e 51 unidades de um modelo sedan, é possível perceber o alto número
de ocorrências do problema de escorrido, conforme demonstra a Figura 1.
Fonte: Adaptado pelos autores da planilha Mapeamento de Erros da empresa, 2019
Avaliando os resultados obtidos com a análise prévia, percebe-se uma alta taxa de não
conformidade para todos os pontos analisados. Nota-se que no caso do compartimento
do lado direito do motor, cem por cento das amostras coletadas apresentam o
problema, fato que evidencia a necessidade de uma melhoria no processo atual de
pintura anticorrosiva.
Figura 1 - Porcentagem de escorridos por região da carroceria

Para auxiliar no entendimento do problema e identificar possíveis causa raiz,
ferramentas como diagrama de causa e efeito (diagrama de Ishikawa), diagrama de
Pareto e método de investigação dos cinco porquês serão utilizadas.
DEFINIÇÃO DO PROBLEMA
No processo de pintura por eletrodeposição ocorre um efeito indesejado denominado
“escorrido” que obriga a organização caso a alocar mão de obra para realização de
retrabalho e realizar gastos desnecessários com materiais indiretos para reparo do
escorrido. Em alguns casos o escorrido apresenta “criticidade A”, ou seja, aparece em
zonas de fácil verificação pelos clientes podendo comprometer a qualidade percebida e
denegrir a imagem da empresa.
QUESTÃO CENTRAL DA PESQUISA
É possível, através do uso de ferramentas da qualidade, identificar a causa raiz de não
conformidades durante o processo de pintura por eletrodeposição e propor melhorias
para redução das mesmas?
CONTRIBUIÇÕES DO TRABALHO
Para uma empresa se manter competitiva em um mercado acirrado como é o de
automóveis, é de grande importância que ela se reinvente para assegurar um alto nível
de qualidade. Com este cenário faz-se necessária, a viabilização desse estudo para a
garantia da qualidade assegurada e ganhos extras tanto com redução de mão de obra
quanto de materiais indiretos. Sabe-se que o problema em análise é recorrente em
diversas outras montadoras, portanto agregará um diferencial em relação aos
concorrentes.
Estes ganhos poderão ser evidenciados na redução de retrabalhos localizados nas áreas
de Lixamento e Primer, com a eliminação do lixamento dos internos do compartimento
do motor e da tampa traseira, e para o Primer, a limpeza dos internos, totalizando
quinze recursos humanos. Isto implica também na melhoria dos resultados da empresa,
o que por sua vez está diretamente ligado a satisfação dos acionistas que passam a ver
a valorização de suas ações no mercado financeiro.

Esta melhoria não só contribui com a redução de custos de mão de obra, mas permitem
a alocação dos atuais colaboradores em treinamentos internos da empresa e atividades
que agregam valor, além de reduzir a utilização de materiais indiretos. Outro fator que
deve ser levado em conta é a não proliferação de problemas a outras áreas, que não
terão de lidar com resíduos provenientes do lixamento do escorrido. Atualmente, o
processo gera partículas que podem danificar a pintura em outras etapas do processo,
exigindo um cuidado especial para evitar maiores danos.
A redução de custo no processo de pintura resultará em um aumento na taxa de lucro
do produto, o que poderá viabilizar o investimento em novos projetos e tecnologias,
gerando novos postos de trabalho, e a possibilidade de desenvolver novos produtos.
Outra consequência positiva com o sucesso desse trabalho, é a contribuição para o
governo com a geração de emprego e arrecadamento de impostos originado pelos
novos postos de trabalho e venda dos produtos.
2 REVISÃO DA LITERATURA
CONTEXTUALIZAÇÃO
2.1.1 O PROCESSO DE PINTURA AUTOMOTIVO
A pintura automotiva envolve diversos processos produtivos, sendo que alguns deles
influenciam diretamente e/ou indiretamente na geração dos escorridos na pintura por
eletrodeposição nas carrocerias. É importante compreender o funcionamento do
sistema, pois muitas das etapas estão interligadas, e qualquer alteração proposta como
tentativa de melhoria do problema em estudo pode afetar negativamente a pintura ao
longo da cadeia de processos que à regem.
Conforme exposto por Eduardo, Felipe, Luci e Rafael (2004, p.80) a área de pintura tem
diversas subáreas até a sua chegada a montagem final, que são descritos em sequência,
pré tratamento, pintura por E-coat, vedações, preparação do E-coat, primer, preparação
do primer, pintura da base e verniz, acabamentos e dekor/flúten. O resultado final na
carroceira após passar por todos as etapas que compõem o processo de pintura é
apresentado pela Figura 2

Figura 2 - Camadas que compõem a pintura automotiva e suas respectivas funções
Fonte: Evolution of the Automotive Body Coating Process - A Review, 2008.
Um fluxograma completo do processo de pintura foi criado, e pode ser visualizado na
Figura 3.
Figura 3 - Processo de fabricação de um automóvel
Fonte: Empresa onde o trabalho foi realizado, 2019,
Para chegar até a pintura, a carroceria passa pelo processo de estamparia e armação.
Respectivamente, a primeira é responsável pelo corte das chapas, e a segunda,
responsável pela união de todas as chapas, portas, tampas formando assim a carroceria.
Nestes processos é principalmente utilizada a operação de soldagem, gerando limalhas
de ferro, pontos de solda, excesso de óleo, cola e irregularidade nas chapas, fatores que
agravam a intensidade e frequência de escorridos.
O projeto de melhoria focará no processo de pintura anticorrosiva, fundamental para
qualidade de longo prazo do automóvel, já que seu uso necessita a exposição em
ambientes hostis e agressivos à sua carroceria. Ambientes que favorecem o fenômeno
da oxidação, causada pelo fluxo de eletricidade do carro para um outro receptor.

Corrosão metálica, seja pela atmosfera, pela água, ou pelo solo, é causada pelo fluxo de
eletricidade de um metal para outro, ou para algum possível receptor; ou de alguma
parte da superfície de um metal para outra (BERGER, 1982).
O processo de pintura automotivo é de uma complexidade alta, qualquer erro durante
qualquer etapa do processo pode culminar em uma falha. A rota mais certa para um
processo bem-sucedido é fazendo especificações compreensivas e certificar que estão
sendo utilizadas em todos os estágios do trabalho (BERGER, 1980).
PRÉ-TRATAMENTO
O primeiro processamento da pintura é a aplicação de fosfato, desengraxantes e água
desmineralizada (D.I.), no chamado pré-Tratamento, tendo sua função a limpeza das
carrocerias, pois qualquer contaminação e impureza leva a agravantes em falhas da
pintura automotiva. São dez estágios que fazem estas aplicações, sendo elas por sprays
ou imersões. O pré-tratamento consiste em remover e limpar impurezas de forma a
tornar a superfície adequada que possibilite a aderência da camada de proteção
anticorrosiva (AKAFUAH; POOZESH; SALAIMEH; PATRICK; LAWLER; SAITO; 2016)
Aproximadamente, 90% das falhas de pintura anticorrosiva ocorrem por causa da
preparação indevida da superfície a ser pintada. A maioria das superfícies requerem
uma limpeza extensiva (WEISMANTEL, 1981).
A Figura 4 ilustra uma representação das etapas processo de pré tratamento da
carroceria para receber a pintura anticorrosiva.
Figura 4 - Representação ilustrada do pré-tratamento
Fonte: Evolution of the Automotive Body Coating Process - A Review, 2008.

PINTURA POR E-COAT
Esta é a etapa onde a carroceria recebe o revestimento anticorrosivo, local de maior
foco do trabalho.
2.1.1.2.1 SOBRE O E-COAT
O revestimento por eletrodeposição chegou nas industrias automotivas na década de
60, como uma maneira de simplificar o processo de pintura dos automóveis, que de
princípio era feito à base de verniz. O processo era feito manualmente com pincéis, e
depois recebia lixamento e polimento. Esse processo era repetido diversas vezes,
podendo levar dias até finalizar. O e-coat surgiu por volta de 1960, tendo um
crescimento muito rápido. Em 1970, cerca de 10% dos carros eram eletro revestidos, e
já em 1990, esse número subiu para 90% de todos os carros (AKAFUAH; POOZESH;
SALAIMEH; PATRICK; LAWLER; SAITO; 2016).
O processo de coating é fundamental para a proteção do metal. Coating ajuda a prevenir
a corrosão fornecendo proteção galvânica ou por sacrifício, passivação do metal
(pigmentos inibitivos), barreira contra o meio ambiente (BERGER, 1982).
2.1.1.2.2 CARACTERÍSTICAS DO E-COAT
O e-coat é uma pintura eletrostática por imersão, que envolve alguns fenômenos físico-
químicos como a eletrólise e a eletroforese. Durante o processo, as partículas da tinta
que estão diluídas no meio aquoso aderem a carroceria devido a corrente elétrica
imposta no sistema. Esta tinta tem a função de dar proteção anticorrosiva. Alguns dos
tipos de proteção anticorrosiva utilizado são apresentados na Figura 5, sendo SCGA o
mais utilizado.
Figura 5 - Tipos de revestimento de chapa de aço
Fonte: Adaptação de Evolution of the Automotive Body Coating Process - A Review, 2019.

O processo usa o mesmo conceito da eletrólise, porém em escalas diferentes, sendo a
carroceria o cátodo, e o ânodo o eletrodo que carrega a tinta de revestimento para
aderir a carroceria. A aderência de partículas carregadas eletricamente em um meio
condutivo sob a influência de um potencial elétrico é denominada eletroforese.
A Eletroforese é um processo particular de formação, que começa com um material
disperso em meio a um solvente, e utiliza um campo elétrico para mover as partículas
do material até a superfície do eletrodo a ser revestido (TASSEL, RANDALL, 2006).
Para o bom funcionamento do sistema, o pH precisa ser mantido sob controle, para isso,
o ânodo é revestido por uma célula de anólito, para que o H+ formado pela oxidação do
H2O seja retido. O sistema de circuito elétrico utilizado na indústria automotiva é
apresentado na Figura 6.
Figura 6 - Princípios de um circuito elétrico para pinturas por eletrodeposição catódica
Fonte: Automotive paints and coatings, 2008
No sistema apresentado na Figura 6, os retificadores atuam convertendo a corrente
alternada em contínua.
Células de anólito são usadas para remover o excesso de ácido. As células padrões
consistem em uma caixa plástica com um ânodo de aço inoxidável dentro, e são cobertas
por uma membrana de troca de ânions, que permite o ácido entrar na célula, mas não
permite retornar ao tanque. (STREITBERGER, DOSSEL, 2008).

2.1.1.2.3 LAVAGEM DO E-COAT
Lavagens são aplicadas para retirar excessos de materiais. A perda de materiais é
mínima, pois todas as lavagens com água ultrafiltrada e desengraxantes são reutilizadas,
passando por filtros e processos químicos que reciclam os materiais utilizados. Ao todo
são 8 lavagens com o ultrafiltrado, sendo a que na última ele está novo, sendo
encaminhado para o penúltimo tanque de lavagem, e depois paro antepenúltimo, e
assim por diante, até chagar no primeiro, onde ele já chega bastante defasado. Após o
líquido ultrafiltrado passar pelos oito enxagues, ele passa por um filtro, e depois passa
pelo sistema de ultrafiltragem novamente, retornando para a última lavagem,
completando assim, seu ciclo de utilização. O sistema de reutilização do ultrafiltrado é
apresentado de maneira simplificada na Figura 7.
Figura 7- Zona de lavagem com dois tanques
Fonte: Automotive paints and coatings, 2008
A Figura 8 representa o fluxo simplificado da carroceria do banho de fosfato até a
lavagem da pintura de revestimento.

Figura 8 - Processo de E-coat
Fonte: Evolution of the Automotive Body Coating Process - A Review, 2008
Como pode ser observado na Figura 8, a carroceria, que vem do banho de fosfato, passa
por pulverizadores de água ionizada e solução de e-coat, até ser totalmente submergido
no tanque de eletrodeposição, com temperatura aproximada de 32°C. Após a etapa da
eletrodeposição, o carro segue para os tanques de enxague, seguindo posteriormente,
para os secadores. A Figura 9 representa a morfologia cristalina de um metal revestido
por eletrodeposição.
Figura 9 - Morfologia de um revestimento por eletrodeposição a 21°C
Fonte: Automotive paints and coatings, 2008

2.1.1.2.4 CURA DO REVESTIMENTO
A tinta necessita ser curada na carroceria, para isso, utilizam-se secadores de altas
temperaturas. Os secadores são basicamente um túnel onde a carroceria percorre por
cerca de 50 minutos. A temperatura ideal do secador é diferente para cada pondo,
sendo que começa com temperaturas mais amenas, aumentando gradativamente
conforme o tempo aumenta. A Figura 10 representa curvas de temperatura/tempo para
diferentes partes da carroceria.
Figura 10 - Curva de temperatura para diferentes partes da carroceria
Fonte: Automotive paints and coatings, 2008
A curva de temperatura se faz necessária para que a cura não seja excessiva ou
incompleta. De acordo com o levantamento de dados, nesta etapa, gera-se o escorrido,
pois há o excesso de material provenientes de lavagens ineficientes.
VEDAÇÃO
Na área de vedação, através da aplicação de massa de PVC e termofundente em pontos
especificados, é prevenido a infiltração, vibração de chapas, e corrosão em partes
desprotegidas da pintura por e-coat. O revestimento inferior da carroceria, UBC
(underbody coating), a Figura 11 apresenta alguns dos selantes e seus respectivos
propósitos para o automóvel.

Figura 11 - Alguns dos selantes automotivos
Fonte: Adaptado de Evolution of the Automotive Body Coating Process - A Review, 2019.
Os selantes são aplicados por todo o automóvel, na parte inferior das portas, os selantes
são aplicados por robôs. Após estas aplicações, a carroceria é levada novamente a um
secador por cerca de 20 minutos, garantindo a fixação dos materiais.
PREPARAÇÃO DA PINTURA POR E-COAT
O fluxo de montagem segue para a área de Preparação da pintura e-coat, onde são
retiradas as imperfeições geradas, são destinados vinte operadores, dois monitores e
um líder de célula por turno nesta operação. Esta é a principal área afetada pelas
possíveis alterações motivadas pelo presente trabalho realizado, pois é o local onde mão
de obra e material são designados para que se faça a correção das inconformidades
provenientes do processo de aplicação do anticorrosivo. O retrabalho consiste
basicamente em lixar o local da adversidade, e em seguida passar um produto
denominado Wash Prime, que serve como proteção anticorrosiva, pois durante o
lixamento, há o risco de retirar a camada protetora. A aplicação do Wash Primer é feita
por meio de uma pistola borrifadora.
A principal redução de custos origina-se da exclusão de dois postos de trabalho para
cada um dos turnos, resultando um total de seis, já que atualmente a empresa trabalha
com três turnos. O custo por operador chega a R$ 300.000,00 por ano. A Figura 12
apresenta os principais custos envolvidos levantados na empresa durante o estudo.
Figura 12 - Principais custos envolvido no trabalho
Fonte: Empresa onde o trabalho foi realizado
Embora os custos com lixa e Wash Primer juntos não chegam a 5 por cento do total,
ainda representam uma economia de R$70.400,00. Além do custo financeiro direto,
deve-se considerar que o resultado do trabalho acarretara em uma melhoria nos índices
de qualidade dos veículos.
Deve-se reconhecer que a melhor especificação para preparação de superfície, e para
um sistema de pintura anticorrosiva, não valerá de nada se não acompanhado por
inspeções intermediárias e finais (WEISMANTEL, 1981).
PRIMER
A aplicação de primer prepara a carroceria para o recebimento da base, operação
totalmente automatizada, sendo feita a aplicação por robôs, logo em seguida o fluxo
segue para um secador de alta temperatura que garante a aplicação na carroceria.
A principal razão da utilização do primer até 1990 era melhorar a resistência contra o
meio atmosférico, aparência, e resistência à danos. Hoje em dia ele também tem a
função de melhorar a aderência entre a pintura e-coat e base, e ser compatível com os
padrões de meio-ambiente e emissão atuais (AKAFUAH; POOZESH; SALAIMEH; PATRICK;
LAWLER; SAITO; 2016).
PREPARAÇÃO DO PRIMER
A preparação do primer recebe as carrocerias das quais algum tipo de defeito visível
apenas após sua aplicação, e garantido a maior qualidade ao veículo retirando defeitos
que não são resolvidos na preparação da pintura por e-coat.
CABINE DE BASE E VERNIZ
O próximo estágio é a aplicação de base e verniz nas cabines, que provê cor e brilho,
respectivamente. Processo semiautomático, pois tem-se operadores e robôs para estas
aplicações, novamente é passado por um secador para aderir a tinta a carroceria.

ACABAMENTO
O acabamento tem a função de retirar defeitos que são criados e revelados após as
aplicações de base e verniz, processo manual que necessita de pessoas com diversos
treinamentos para a identificação das falhas.
DEKOR/FLÚTEN
A última etapa do fluxo do processo de pintura é denominada dekor e flúten, onde são
aplicados frisos e cera fria na parte inferior da carroceria, que garantem a proteção
contra possíveis batidas de pedras e estilhaços.
FERRAMENTAS UTILIZADAS NA RESOLUÇÃO DE PROBLEMAS SEMELHANTES
2.1.1 GERENCIAMENTO DE PROJETOS
Projeto é definido, em poucas palavras, pelo Instituto de Administração de Projetos ou
Project Management Institute (PMI) como um esforço temporário com prazos definidos
para criar ou melhorar um produto, serviço ou resultado exclusivo, conforme o Guia do
Conhecimento em Gerenciamento de Projetos (2013), conhecido mundialmente como
Project Management Body of Knowledge (PMBOK).
O PMBOK (2013) define a prática do gerenciamento de projetos como a aplicação de
habilidades, conhecimento, instrumentos e exercícios às atividades do projeto, de modo
a atender os seus requisitos, para Kerzner (2006) já estabelece como planejamento,
organização, orientação e administração dos recursos, para atingir objetivos e metas em
determinado prazo. Nestas circunstâncias, as literaturas se adicionam através de
diferentes diretrizes, a primeira traz foco as atividades e a segunda aos recursos.
Na área de atuação do gerenciamento de projetos, o PMBOK (2013) auxilia traduzindo-
o como um conjunto de funções, subdividas em cinco grupos principais, Iniciação,
Planejamento, Execução, Monitoramento e controle e Encerramento, sendo bem-
sucedido somente quando a equipe selecionar os processos necessários focados nos
objetivos, usando uma abordagem eficaz que pode ser adaptada a adversidades,
mantendo uma comunicação e engajamento com as partes envolvidas, cumprindo as
expectativas e necessidades sobre o projeto e obtendo um equilíbrio entre as atividades

como, escopo, cronograma, qualidade e recursos. Segundo Keelling (2006), a gestão de
projetos só será eficaz se tiver algumas características e benefícios bem definidos, sendo
elas:
a) Simplicidade no propósito do projeto tendo os objetivos e metas definidos e de
fácil entendimento a todos os envolvidos. Keelling (2006)
b) Clareza em todas as etapas, objetivos, escopos, recursos, limitações, qualidade,
entre outras, definidos em poucos termos. Keelling (2006)
c) Controle independente para evitar flutuações de produção que possam afetar
negativamente o projeto. Keelling (2006)
d) Facilidade de medição para a verificação com o andamento do projeto com o
que foi programado. Keelling (2006)
e) Flexibilidade de empregos, evitando o arranjo de especialistas por grandes
períodos no auxílio ao que for necessário. Keelling (2006)
f) Motivação e moral da equipe mantendo o interesse e entusiasmo de todos os
envolvidos. Keelling (2006)
Conforme as definições se complementam foi traçado um paralelo entre as duas
literaturas na Figura 13, podendo ser evidenciadas as fases do gerenciamento de
projetos.

Figura 13 – Fases do gerenciamento de projetos
FONTE: Adaptado pelos autores do PMBOK, 2013 e Keelling, 2006.
As áreas de conhecimento do gerenciamento de projetos são necessárias para que um
projeto seja denominado próspero, o PMBOK (2013) cita estas áreas e Silva e Cim (2012)
às detalha.
a) Gerenciamento da integração do projeto inclui os processos e atividades para
identificar, definir, unificar, consolidar, comunicar as partes envolvidas e fazer
concessões entre os objetivos e alternativas conflitantes buscando assegurar o
sincronismo entre as áreas. (SILVA; CIM, 2012);
b) Gerenciamento do escopo descreve os processos fundamentais para garantir a
finalização do projeto com sucesso, implicando no que deve ser ou não incluído
no projeto. (SILVA; CIM, 2012);
c) Gerenciamento do tempo abrange os processos indispensáveis para a
conclusão do projeto dentro do prazo estipulado, nesta etapa a utilização do

cronograma é parte essencial para garantir que as atividades tenham os
recursos e tempo coeso com a execução do projeto. (SILVA; CIM, 2012);
d) Gerenciamento de custos envolve o controle, planejamento, estimativas,
orçamentos e financiamentos de modo a buscar a finalização do projeto dentro
dos custos aprovados pelos envolvidos, sendo este um recurso limitado. (SILVA;
CIM, 2012);
e) Gerenciamento da qualidade assegura que o projeto satisfaça as necessidades
dos clientes (SILVA; CIM, 2012). Aplicar as políticas de qualidade é essencial,
pois estas visam garantias e afetam diretamente a imagem da empresa.
(Keelling,2006);
f) Gerenciamento de recursos humanos associa a parte gerencial e organizacional
no percurso da equipe a realização do projeto. (SILVA; CIM, 2012). A área de
recursos humanos, segundo Oliveira (2003), requer total atenção do
coordenador do projeto, evitando conflitos e a perfeita divisão entre as
atividades de cada integrante.
g) Gerenciamento de comunicação assegura as informações do projeto em todas
as suas fases. (SILVA; CIM, 2012). Para Oliveira (2003), o processo de
comunicação deve ser ágil, amplo, fácil e direto utilizando meios de
comunicação necessário para o controle, monitoramento e tomada de decisão.
h) Gerenciamento de riscos deve analisar todos os riscos envolvidos no projeto,
como a imagem da empresa e reputação da equipe. (SILVA; CIM, 2012).
Surgindo com o aumento da complexidade dos projetos, valores envolvidos e
prazos estipulados. Oliveira (2003);
i) Gerenciamento de aquisições deve garantir que todas as necessidades de
recursos para o projeto devam ser sanadas. (SILVA; CIM, 2012). Segundo
Oliveira (2003), os materiais necessários devem ser classificados segundo as
suas relevâncias e complexidades.
j) Gerenciamento das partes interessadas envolve todas as partes que podem ser
impactadas, negativamente ou positivamente, pelo projeto, (PMBOK, 2013).
A partir das características apresentadas Oliveira (2003) ressalta que a gestão de
projetos possibilita um melhor rendimento dos processos, um melhor retorno de
experiência e uma maior flexibilidade à organização, porém como a maioria das
técnicas e metodologias existentes, devem ser cautelosas e racionalizadas. Para
Keelling (2006), as vantagens do projeto devem ser analisadas pela organização após

algum tempo de implementação, através de indicadores de desempenho e qualidade,
verificando se os benefícios e os efeitos permanentes estão aparentes. O PMBOK
(2013) indica que estes valores agregados do projeto só serão alcançados através de
um gerente de equipe com habilidades de liderança, onde a opinião especializada,
como alta administração, consiga enxergar ganhos no projeto.
2.1.2 DIAGRAMA DE CAUSA E EFEITO - ISHIKAWA
O diagrama de causa e efeito, também conhecido como diagrama de Ishikawa ou
diagrama de espinha de peixe, visa identificar as possíveis causas e efeitos de um
problema existente em um processo. A metodologia consiste em mapear os resultados
dos processos (causa) e os fatores deste processo (causas), e com isso guiar as medidas
corretivas das causas fundamentais do problema. (WERKEMA, 1995)
Segundo Werkema (1995), o diagrama deve ser construído por um grupo de pessoas
envolvidas com o processo considerado, utilizando-se a técnica de brainstorming para
levantar o máximo de informações do processo e para que nenhuma causa relevante
seja omitida.
Os passos para elaboração do diagrama, segundo MIGUEL (2001) são:
Identificar o efeito, determinando o problema a ser estudado. Com isso, é possível
levantar as possíveis causas do problema que devem ser apontadas no diagrama. Após
o mapeamento das causas mais prováveis, estas são agrupadas nas categorias
denominadas de “6M”, que serão estudadas mais a fundo, para que seus efeitos possam
ser classificados como um problema de fato ou como uma oportunidade de melhoria. A
partir deste filtro as ações de correção e melhoria são implementadas (FERREIRA e
SILVA, 2016).
A definição de cada categoria realizada por Ferreira e Silva (2016), encontra-se na Tabela
1.
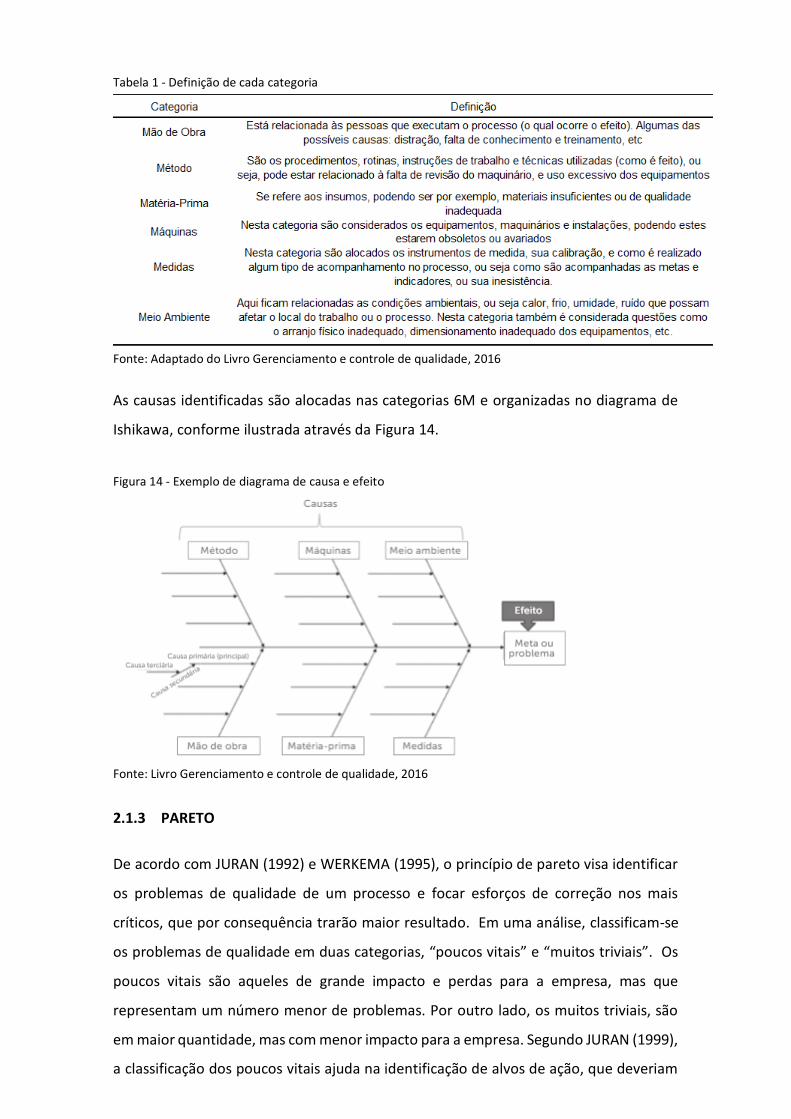
Tabela 1 - Definição de cada categoria
Fonte: Adaptado do Livro Gerenciamento e controle de qualidade, 2016
As causas identificadas são alocadas nas categorias 6M e organizadas no diagrama de
Ishikawa, conforme ilustrada através da Figura 14.
Figura 14 - Exemplo de diagrama de causa e efeito
Fonte: Livro Gerenciamento e controle de qualidade, 2016
2.1.3 PARETO
De acordo com JURAN (1992) e WERKEMA (1995), o princípio de pareto visa identificar
os problemas de qualidade de um processo e focar esforços de correção nos mais
críticos, que por consequência trarão maior resultado. Em uma análise, classificam-se
os problemas de qualidade em duas categorias, “poucos vitais” e “muitos triviais”. Os
poucos vitais são aqueles de grande impacto e perdas para a empresa, mas que
representam um número menor de problemas. Por outro lado, os muitos triviais, são
em maior quantidade, mas com menor impacto para a empresa. Segundo JURAN (1999),
a classificação dos poucos vitais ajuda na identificação de alvos de ação, que deveriam
ser priorizados. O diagrama de Pareto mostra os fatores críticos de maior recorrência e
ajuda em situações onde os recursos são limitados e que precisam ser resolvidos de uma
forma assertiva. (PERZYK, 2007 apud Ahmed e Ahmad, 2011)
Segundo ABREU (1991), um elemento de alta recorrência não necessariamente indica o
principal problema, pois pode ter um peso inferior do que outros com menor frequência.
E com isso, o gráfico de Pareto ilustra a hierarquia destes elementos em relação aos
demais, podendo assim agir com maior foco nos itens mais importantes.
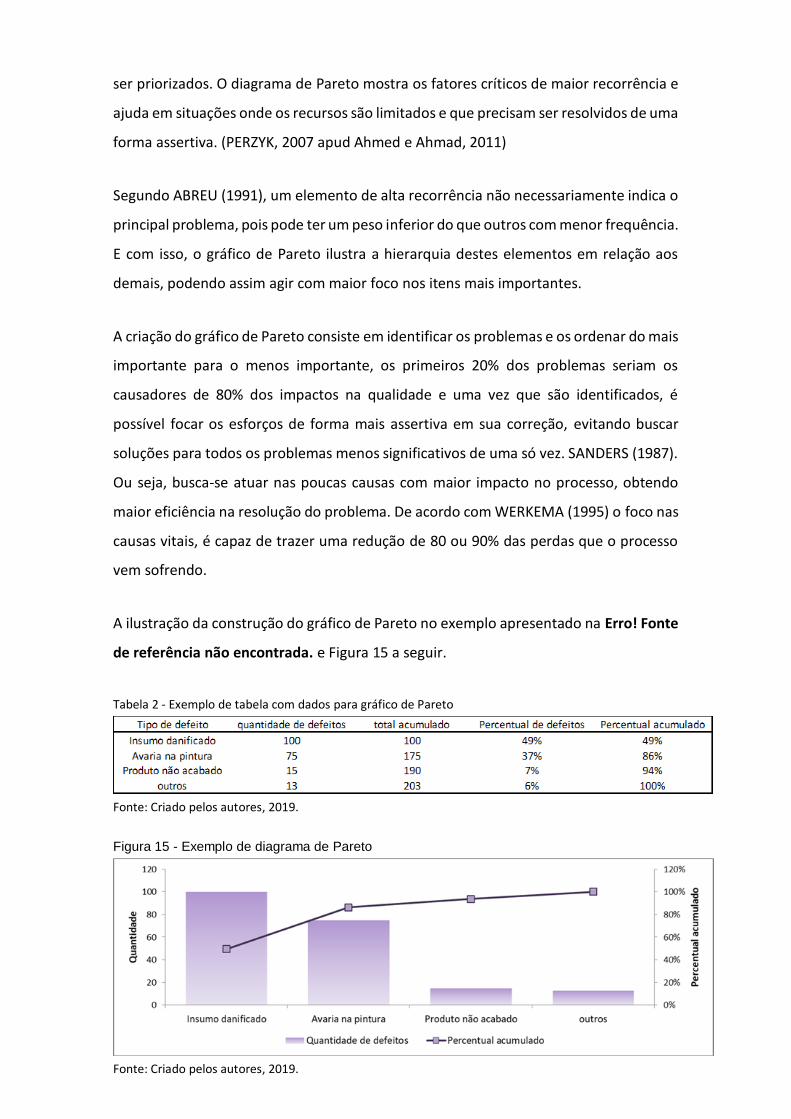
A criação do gráfico de Pareto consiste em identificar os problemas e os ordenar do mais
importante para o menos importante, os primeiros 20% dos problemas seriam os
causadores de 80% dos impactos na qualidade e uma vez que são identificados, é
possível focar os esforços de forma mais assertiva em sua correção, evitando buscar
soluções para todos os problemas menos significativos de uma só vez. SANDERS (1987).
Ou seja, busca-se atuar nas poucas causas com maior impacto no processo, obtendo
maior eficiência na resolução do problema. De acordo com WERKEMA (1995) o foco nas
causas vitais, é capaz de trazer uma redução de 80 ou 90% das perdas que o processo
vem sofrendo.
A ilustração da construção do gráfico de Pareto no exemplo apresentado na Erro! Fonte
de referência não encontrada. e Figura 15 a seguir.
Tabela 2 - Exemplo de tabela com dados para gráfico de Pareto
Fonte: Criado pelos autores, 2019.
Figura 15 - Exemplo de diagrama de Pareto
Fonte: Criado pelos autores, 2019.

2.1.4 KAIZEN
O conceito Kaizen foi criado no Japão e significa melhoria contínua ou mudança para o
melhor. Seus principais princípios são a redução do desperdício via organização e
padronização de processos (MOORE, 2007).
De acordo com Imai (apud Moore, 2007), ao se ter uma boa organização no local de
trabalho, é possível reduzir em 50% a taxa de falhas e quando se adota a padronização
de processos, é possível reduzir a taxa de insucesso em mais 50% do restante. Ou seja,
com estas duas ações, é possível reduzir em 75% a taxa de falhas e erros.
A filosofia de melhoria e aperfeiçoamento constante, gradual e sistemática tem como
objetivo a ampliação da produtividade por meio da diminuição e eliminação dos 3Ms,
Muri, Muda e Mura. A palavra japonesa “Muri” se refere a eliminação da sobrecarga de
trabalho, “Muda” consiste em dirimir todo o tipo de desperdício, como tempo,
materiais, etc., e “Mura” é a palavra atribuída para as irregularidades nas ações e
atividades que devem ser extinguidas. (BALLESTERO-ALVARES, 2001).
Segundo Laraia, Moody e Hall (1999), o processo de Kaizen deve ser liderado pelo dono
do processo, ou seja, por aquele que tenha de fato determinação e responsabilidade
pela mudança dos processos. Já a implementação deve envolver todas as áreas
participantes do processo e principalmente as pessoas que trabalham nesta rotina e que
podem identificar os problemas com maior propriedade. A implementação do Kaizen
tem diferentes abordagens entre empresas, mas todas permeiam sobre algumas regras
básicas: Ter a mente aberta; Adoção de atitudes positivas; Recusar desculpas e procurar
soluções; Perguntar o motivo incansavelmente; Tomada de ação e execução, não
procurar a perfeição, fazer o melhor que pode ser feito com os recursos que possui;
Utilizar todo o conhecimento do time, os especialistas estão normalmente na execução
da tarefa; Todos do time podem contribuir de forma igual independentemente da
hierarquia.
Ballestro-Alvares (2001) afirma que a melhoria contínua buscada pelo Kaizen visa
alcançar a satisfação da empresa e de todos os seus stakeholders, ou seja, além de
buscar a eficácia, eficiência econômica e técnica da empresa, busca-se o fazer com a
preocupação da harmonia e consideração humana. Portanto, todo o processo e

atividades serão constantemente questionados e estudados, buscando eliminar
movimentos desnecessários e diminuindo desperdícios. E para que isso ocorra a filosofia
prega 5 normas: Aperfeiçoamento das pessoas que exercem as atividades; Foco destas
pessoas naquilo que estão fazendo, evitando a perda de atenção ou desperdício da
energia em outros temas; Escutar as sugestões das pessoas que estão no dia-a-dia da
atividade, elas estão na rotina do trabalho e conhecem os problemas; Engajamento
desses colaboradores, para que saibam que os resultados vindos do aprimoramento das
atividades oferecem melhoria para todos na empresa; E por fim, a compreensão de que
os melhores resultados trará satisfação para todos os stakeholders da empresa. A
ilustração a seguir demonstra o fluxo de melhoria contínua de acordo com a filosofia
Kaizen.
Figura 16 - Exemplo de fluxo de melhoria contínua
Fonte: Adaptado de Ballestero-Alvares (2001).
Pode-se dizer que o Kaizen se torna um guarda-chuva e a essência de outras ferramentas
de administração da qualidade, entre elas podemos citar: Housekeeping, CCQ (Círculos
de controle de qualidade), TQC (Controle da qualidade total), entre outras (BALLESTERO-
ALVARES, 2001).

2.1.5 OS 5 POR QUÊS – 5W
O Método 5W2H consiste em buscar a causa raiz de um problema, com base no
levantamento de perguntas sobre o processo. Apesar de ser uma metodologia
relativamente simples, é eficaz em aprimorar tarefas simples e rotineiras, pois se
eliminam os sintomas de um problema que passam despercebidos. Isto acontece pois
raramente é repensado o método de execução de tarefas simples, e ao elaborar
questionamentos, é possível identificar e excluir operações que não agregam valor
processo (SANTOS, WYSK E TORRES, 2009)
De acordo com Moore (2011) o método 5W2H tem como origem o sistema Toyota de
produção, onde não deveria ser aceito o primeiro motivo levantado para um incidente.
O processo de questionamento deve ser feito até que seja possível esclarecer e
entender todos os motivos para a falha e para isso, é preciso questionar pelo menos 5
vezes para que a causa raiz seja descoberta.
A definição de cada categoria realizada por Santos, Wysk e Torres (2009), encontra-se
na Tabela 3 - 5W2H a seguir:
Tabela 3 - 5W2H
Fonte: Adaptado de Santos, Wysk e Torres (2009)
2.1.6 DMAIC – 6 SIGMA
O método DMAIC evoluiu do ciclo PDCA, criado por Shewhart na década de 20 e
popularizado por Deming na segunda metade do século 20 e é geralmente relacionado
à metodologia Six Sigma (CAMARGO, 2011). Segundo WERKEMA (2002), o diferencial do
DMAIC é ser um método sistemático baseado em dados e ferramentas estatísticas para
atingir os resultados esperados que enfatiza a fase de planejamento com a integração

de diversas ferramentas, antes que qualquer ação seja executada. O método DMAIC é
constituído de cinco etapas, definido a seguir por AIZED (2016) e WERKEMA (2002):
D - Define (Definir)
Fase em que define o problema e seus resultados e oportunidades, a meta a ser atingida,
os clientes, o processo relacionado ao problema e o impacto econômico do projeto.
Dentre as técnicas utilizadas nesta fase, pode-se citar Brainstorming, Benchmarking,
VOC - Voz do Cliente e SIPOC.
M - Measure (Medir)
Etapa onde o problema deverá ser refinado, com o uso de coleta de dados e informações
para analisar e avaliar o cenário atual. Técnicas de medida estatísticas são largamente
utilizadas para permitir a comparação do cenário inicial com o cenário pós
implementação, de modo a verificar a satisfatoriedade dos resultados finais. Entre elas,
Diagrama do Pareto, Amostragem, Histograma, Boxplot, além das Cartas de Controle,
Folhas de Verificação e Plano para Coleta de Dados (5W2H).
A - Analyse (Analisar)
Nesta fase do projeto, as causas fundamentais do problema prioritário associado às
metas definidas na etapa Measure deverão ser determinadas. Ou seja, há de se
identificar, organizar, quantificar e priorizar as causas potenciais do problema
prioritário. Algumas das técnicas utilizadas nesta etapa são: Fluxograma, Mapa de
processo, FMEA, Histograma, Diagrama de dispersão, Teste de Hipóteses,
Brainstorming, Diagrama de Causa e Efeito e Análise de variância.
I - Improve (Melhorar)
A quarta etapa é caracterizada pela geração de ideias potenciais para a eliminação das
causas fundamentais do problema prioritário detectado na etapa anterior. Diagrama de
Causa e Efeito, Teste de Hipótese, FMEA, PERT/CPM, 5W2H e Diagrama de Gantt são
algumas das técnicas utilizadas nesta fase.
C - Control (Controlar)

A etapa 5 consiste na avaliação do alcance da meta em larga escala, padronização das
alterações no processo, transmissão destes novos padrões, definição e implementação
de plano para monitoramento da performance do processo e definição de plano de
ações corretivas em casos de desvios. As técnicas mais utilizadas nesta etapa são:
Diagrama de Pareto, Cartas de Controle, Histograma, Plano de Coleta de Dados,
Amostragem e Folhas de Verificação.
Nas palavras de ANDRIETTA e MIGUEL (2002), na etapa de definição do DMAIC, o
problema é teórico e deve ser específico e mensurável. Por sua vez, a etapa de medição
o problema é prático e deve-se basear em ferramentas estatísticas. Na análise e na
melhoria, o problema é estatístico e deve focar em melhorias nos pontos críticos da
qualidade (CTQ). Por fim, no controle é uma solução prática e deve-se fazer uso de
melhorias que possam ser sustentadas.
O PDCA e o DMAIC são muitas vezes comparados devido às suas semelhanças e
funcionalidades, no entanto a grande diferença se dá na ênfase que o segundo método
dá à fase de planejamento. Como é ilustrado na Figura 17, pode se perceber que quase
80% da metodologia DMAIC tem como foco atividades que seriam categorizadas na
etapa de planejamento do ciclo PDCA.
Figura 17 - DMAIC vs PDCA
Fonte: WERKEMA, 2002.

2.1.7 BENCHMARKING
O termo benchmarking surgiu nos anos 1970 quando a Xerox Corporation estava
perdendo mercado para o japonês, que estavam produzindo copiadoras baratas e de
alta qualidade. Foi então que a Xerox decidiu comparar suas operações com a de seus
competidores orientais numa tentativa de voltar ao jogo com mais competitividade
ELMUTI e KATHAWALA (1997).
Segundo CAMP (1989) o termo é definido como a “pesquisa sobre as melhores práticas
da indústria que conduzem uma organização a um desempenho superior”.
Trata-se basicamente de um processo contínuo que busca oportunidades de melhoria
da qualidade através da comparação de estratégias, processos, práticas, produtos,
serviços e resultados entre líderes do ramo, de modo a elevar os padrões de qualidade
pelo menos ao nível do concorrente.
O Benchmarking é hoje uma ferramenta necessária para a sobrevivência de uma
companhia pois possibilita o atingimento de um nível de qualidade internacional por
meio da absorção das melhores práticas, de modo a reduzir o tempo necessário para
implementar aperfeiçoamentos BALLESTERO-ALVAREZ (2001).
2.1.8 BRAINSTORMING
Brainstorming é um método para gerar ideia, aumentar a eficácia da criatividade ou
encontrar soluções para problemas, que pode ser feito individualmente ou em grupo
WILSON (2009). O processo como um todo é composto das etapas de definição do
problema, geração de ideias, seleção das melhores ideias, análise crítica e
enriquecimento destas ideias e apresentação dos resultados. Os melhores resultados da
etapa de geração de ideias é geralmente obtido por grupos de 4 a 7 pessoas HOLT(1996).
De acordo com Wekerma (2002) O processo de brainstorming possui 5 princípios:
1. Escolhe-se um líder para dirigir as tarefas em grupo;
2. Todos os participantes opinam sobre as possíveis causas do problema analisado;
3. A quantidade é mais importante que a qualidade e todas são registradas em um
quadro;
4. Nenhuma ideia é criticada e até mesmos as ideias mais exóticas são encorajadas;

5. Evita-se buscar culpados pelas causas.
Conseguir bons resultados no brainstorming não é algo tão simples. Muitas das vezes
em que as pessoas acreditam que obtiveram uma boa sessão de brainstorming, o
resultado final é geralmente deficiente WILSON (2009).
A imposição de indivíduos dominantes geralmente ofusca e intimida os participantes
mais quietos. Além disso, a má recepção de alguns participantes às ideias abstratas
geradas, causam vergonha e medo à exposição de tais ideias por uma grande parcela de
participantes WILSON (2009).
Segundo GOBBLE (2014) o sucesso do brainstorming depende de balanço e estrutura. A
liberdade para explorar não deve fugir muito do tema central e os facilitadores devem
estar aptos a criar um ambiente propício, estabelecendo limites e encorajando os
participantes.
2.1.9 CONTROLE ESTATÍSTICO DE PROCESSO
Na década de 1920, Walter Shewhart gerou um estudo de amostragem que foi a base
para uma ferramenta de qualidade que hoje conhecemos como Controle Estatístico de
Processo.
Ao avaliar a ocorrência de falhas e erros nos processos de manufatura, Shewhart
descobriu que existem tipos distintos de variações que podem ocorrer durante o
processo de manufatura LOSHIN (2001).
Segundo Werkema (1995), um processo sempre apresenta alguma variabilidade, cujas
causas podem ser comuns ou especiais. MONTGOMERY (2005) prefere a definição de
que a qualidade é inversamente proporcional à variabilidade e sua melhoria significa a
redução da variabilidade nos processos e produtos. A ação isolada da primeira causa
definida por WERKEMA (1995), determina um processo sob controle estatístico e a ação
de causas especiais determina um processo fora de controle estatístico. Ou seja, um
processo fora do controle estatístico apresenta variabilidade bem maior do que a

variabilidade natural, exigindo uma redução da variabilidade através da eliminação de
causas especiais e redução de causas normais.
Embora haja esta variação, deve-se saber distinguir as variações insignificantes das
variações que causam efeitos adversos à estabilidade do processo. Muitas vezes a
variação é considerada irrelevante e não tende a causar problemas, mas há casos em
que uma variação pode trazer sérios transtornos, como por exemplo na variação dos
horários de voos. O CEP trata exatamente do estudo destas variações, de modo a
despender de tempo no estudo de aspectos chave, distinguindo processos sob controle
estatístico de processos fora do controle estatístico STAPENHURST (2013). Segundo
CARVALHO e PALADINI (2013), a ideia principal do CEP é de que menos variabilidade nos
processos de produção propiciam melhores níveis de qualidade de produção e a custos
menores.
LOSHIN (2001) defende ainda que o CEP é um processo de instituir medições durante o
processo de manufatura para controlar a qualidade e detectar variações na produção,
ao invés de encontrá-las durante processo de inspeção após a produção.
O gráfico de controle utilizado no CEP consiste na plotagem de três linhas e os pontos
que representam as médias de pequenas amostras. As linhas representam os limites de
controle superior (LCS) e inferior (LCI), e a linha ao meio representa a média da variável,
como representado na Figura 18.
Figura 18 - Exemplo de fluxo de melhoria contínua

Fonte: Criado pelos autores, 2019.
Identificar e remover as causas especiais de variação é de grande importância pois
prever o comportamento e estimar a capabilidade do processo somente é possível
quando o processo está sob controle estatístico STAPENHURST (2013).
Segundo MONTGOMERY (2005), o uso efetivo de qualquer gráfico de controle depende
da revisão periódica dos limites de controle e das linhas centrais, devendo ser
estabelecido uma periodicidade para revisão das mesmas.
STAPENHURST (2013) diz que um processo sob controle estatístico não significa
necessariamente que esteja funcionando bem. O CEP analisa apenas a estabilidade e
previsibilidade de um processo de modo a permitir que se crie cenários considerando o
histórico até o momento. Algo importante de se lembrar é que se um processo está sob
controle e, portanto, não está sujeito a nenhum processo de melhoria, não há sentido
em estipular uma meta de melhoria pois os resultados alcançáveis estão dentro do
limite de controle.
De acordo com Meireles (2001), a utilização da estatística e ferramentas da qualidade
são fundamentais para a distinção das causas comuns e especiais de variação,
permitindo assim adotar uma forma particular de ação gerencial.
3 METODOLOGIA
TIPO DE PESQUISA
O presente trabalho tem como objetivo principal de pesquisa a identificação das falhas
que ocorrem no processo de pintura do e-coat, pois a partir delas é gerado postos
específicos para retrabalhos nas linhas de preparações, e a implementação das
melhorias propostas nas áreas produtivas da empresa. Em vista disso, foi conduzido a
uma pesquisa ação que segundo Miguel (2012, p. 149)
É um tipo de pesquisa social com base empírica que é concebida e realizada em estreita associação com uma ação ou com a resolução de um problema coletivo no qual pesquisadores e os participantes representativos da situação ou do problema estão envolvidos de modo cooperativo ou participativo. Essa abordagem implica obrigatoriamente a implementação de ações ao longo da

pesquisa. Por meio de observação participante, o pesquisador interfere no objeto de estudo de forma cooperativa com os participantes da ação para resolver um problema e contribuir para a base do conhecimento.
Diferentes abordagens de pesquisas foram ponderadas e consideradas inviáveis, visto
que a empresa necessita da implementação do estudo, seriam elas:
a) Levantamento tipo survey também conhecido como pesquisa de avaliação,
podendo ser divididos em três tipos (exploratórios, descritivos ou explanatórios),
ocorre geralmente, a partir da extração das informações por um questionário
único com uma amostra significativa. Este tipo de abordagem utiliza a interação
entre a estatística e a pesquisa científica afim de obter um cenário descritivo de
certo fenômeno ou quando busca-se comprovar teorias. (MIGUEL et al., 2012).
Contudo, a utilização do tipo survey para o estudo se vê inviável devido as
diversas visitas e entrevistas realizadas na empresa e também, o tipo de coleta
de dados realizados em partes documentais e coletas em campo.
b) O método do estudo de caso, segundo YIN (2001), citado por (MIGUEL et al.,
2012, p.132) trata-se de uma análise de caráter empírico, com o propósito de
investigar um fenômeno proveniente de um contexto real. Este tipo de análise
possibilita a geração de uma teoria com base no amplo e detalhado
conhecimento sobre o fenômeno. (MIGUEL et al., 2012). Este tipo de abordagem
apresenta apenas recomendações metodológicas, caso inviável para a empresa
que necessita da implementação da proposta teórica.
c) Modelagem e simulação, que é voltada ao uso de técnicas matemáticas para
descrever o funcionamento de sistemas ou parte de um sistema produtivo, com
o auxílio de técnicas computacionais para sua simulação e implementação a
partir do modelo adotado. (MIGUEL et al., 2012) . O processo produtivo em
estudo não apresenta regularidade de tempos de execução de atividades. Isto
tornaria a modelagem e a simulação dificultosas e não seria possível estabelecer
as causas do retrabalho através da mesma, a implementação da solução é
inviável ao longo da pesquisa devido a resistências por parte da administração
da empresa.
Para o estudo em análise será utilizada uma abordagem combinada, pois a obra tem o
foco nos métodos e nas técnicas de coletas e análises de dados. A pesquisa de
abordagem qualitativa possibilita aos autores um maior entendimento dos fenômenos,
enquanto a abordagem quantitativa promove menor risco as tendências nas coletas de
dados. (Miguel et al. 2012). As abordagens são divergentes entre si, ou seja, enquanto a
pesquisa qualitativa busca extrair dados mais subjetivos, a partir das entrevistas com
colaboradores e responsáveis da área, a fim de se obter novas opções de ideias, já a
pesquisa quantitativa foca na estruturação do estudo através da coleta de dados
numéricas.
Desta forma, a abordagem combinada, caracteriza melhor o estudo, pois funde
vantagens das abordagens citadas anteriormente, compensando os pontos fracos de
cada uma, trazendo maior dimensão a obra através de múltiplas perspectivas de
observação e entendimento, combinando a precisão de dados mensuráveis ao contexto
no qual essas informações se enquadram dentro da organização.
A abordagem combinada segundo Creswell e Clark (2006 apud MIGUEL et al., 2012),
propõem quatro tipos distintos de estudo, são eles:
a) Triangulação, tem o objetivo de utilizar o melhor de cada tipo de abordagem,
utilizando o método de pesquisa e a coleta de dados simultaneamente e com
mesmo valor.
b) Incorporado, onde uma abordagem é mais efetiva do que a outra, ou seja, uma
abordagem é dominante e outra apenas a complementa.
c) Explanatório, possui como finalidade obter uma explicação sobre a ocorrência
de um fenômeno, por este motivo utiliza-se primeiramente a abordagem
quantitativa e depois a qualitativa para a explicação.
d) Exploratório, busca generalizar os resultados para diferentes grupos, realizando
primeiro a abordagem qualitativa e posteriormente a quantitativa afim de se
prover subsídio ao estudo.
Segundo Creswell e Clark (2006 apud MIGUEL et al., 2012), existem critérios para a
escolha do tipo de abordagem combinadas, sendo eles:
Tipo de estudo e questão central da pesquisa;
Especialização dos pesquisadores sobre o assunto a ser estudado;
Disponibilidade de recursos;
Tempo disponível;
Expectativa dos financiadores;
Deste modo, a abordagem do tipo triangulação se configura melhor para o estudo,
apesar de apresentar desafios referentes a coleta de dados simultâneas, o peso
adequado e a divergência entre os métodos e técnicas para coletas de dados de cada
uma das abordagens.
Para isto a pesquisa necessita ser dividida em fases, descritas por Prodanov e Freitas
(2013), são eles:
a) Exploratória, possui como finalidade proporcionar mais informações sobre um
determinado assunto de interesse, de modo a facilitar a delimitação do tema da
pesquisa;
b) Descritiva, onde o pesquisador registra e descreve fatos observados sem que
haja intervenção no comportamento do sistema, visa descrever características
de determinado fenômeno e relações entre variáveis;
c) Explicativa, cujo objetivo é explicar a identificação de fatores que contribuem
para a ocorrência de um fenômeno.
Na primeira fase, as visitas à empresa são de caráter exploratório, de modo a orientar o
direcionamento da pesquisa e agregar conhecimento sobre o processo produtivo, foram
disponibilizados documentos e controles que comprovaram a possibilidade da
realização do estudo.
A segunda fase também apresenta objetivo exploratório, consiste na investigação
através da bibliografia e consultas com pessoas que tiveram experiências práticas com
o problema da pesquisa.
A terceira etapa consiste na coleta de dados no processo produtivo caracterizada como
descritiva, pois os fatos são observados, registrados, analisados, classificados e
interpretados, sem a interferência ou manipulação dos dados, com a finalidade de
quantificar os dados pertinentes à oportunidade de melhoria e contextualizá-los em seu
ambiente de ocorrência.
A quarta fase, caracterizada como explicativa, implica na análise dos dados coletados,
onde será possível determinar a causa-raiz de retrabalhos através da ótica dos

indivíduos inseridos no ambiente de estudo e através disso sugerir métodos e
ferramentas para minimizar a ocorrência do fenômeno.
A quinta etapa de caráter explicativo, propõem aos financiadores a implementação das
medidas e métodos encontrados pelos indivíduos, gerando uma mudança no processo
de produção, vale-se ressaltar que a partir desta mudança encadeara novas etapas de
coletas de dados e sugestões de novos métodos para resolução das ocorrências.
LIMITAÇÕES DO MÉTODO ESCOLHIDO
A pesquisa ação, segundo Schwab (2005 apud MIGUEL et al.,2012) é considerada válida
quando sua conclusão ou dedução são corretas. Para isto, deve ser garantida a
confiabilidade e validade dos dados, ou seja, garantir que a coleta e análise de dados
possam ter representatividade e reprodutibilidade. (MIGUEL et al., 2012).
Foram definidos seis critérios por Thompson e Perry (2004 apud MIGUEL et al., 2012)
como sendo necessários para avaliar a qualidade (confiabilidade e validade) da pesquisa
ação, são eles:
I. Adequação ontológica, formulação correta da questão central de pesquisa
utilizando fundamentação teórica prévia.
II. Validade contingente, estudo dos dados organizacionais da empresa e início da
criação da base de dados da pesquisa.
III. Percepções múltiplas dos participantes, apresentação das evidências de apoio e
questionamento amplo durante trabalho em campo.
IV. Fidedignidade metodológica, descrição dos procedimentos e fundamentação da
teoria com utilização de citações relevantes a pesquisa.
V. Generalização analítica, desenvolvimento do relatório com a construção teórica.
VI. Validade do constructo, mensurar os benefícios que a pesquisa está promovendo
a organização.
Devido a singularidade do estudo, as chances de propagação da aplicação desta
pesquisa a outros casos são praticamente inviáveis, pois o seu desenvolvimento
apresentou caráter único. (SIGGELKOW, 2007).

Além disso, existe a limitação dos efeitos do pesquisador, que segundo Sousa (2005
apud MIGUEL et al., 2012) pode influenciar os respondentes ou ser influenciado pelos
mesmos, de modo a abordar o estudo de maneira tendenciosa, enquanto seu papel
participativo deveria ser somente na posição de observador, com influência neutra
sobre o ambiente e os indivíduos que o ocupam.
VARIÁVEIS DA QUESTÃO DE PESQUISA
A principal variável quantitativa a ser estudada é o índice de retrabalhos presente
atualmente no processo produtivo da empresa, porém para que essa variável possa ser
calculada, é necessário contemplar no estudo variáveis secundárias que a compõem:
a) Período de tempo a ser estudado para que a amostra seja estatisticamente
significativa para o estudo;
b) Quantidade de carrocerias analisadas por dia para garantir que a amostra seja
válida;
c) Quantidade de escorridos por área nos veículos produzido;
d) Tamanho médio dos escorridos;
e) Quantidade de lixas gasta para o retrabalho;
f) Quantidade média de defeitos encontrados nos postos de controle de qualidade.
Como variáveis qualitativas, foram estudadas no capítulo GERENCIAMENTO DE
PROJETOS2.1.1 as nove áreas do conhecimento sugeridas pelo PMBOK (2008) como
referência para a identificação de potenciais causas para tal índice de retrabalhos dentro
do processo da empresa, de modo a ser estudada uma estratégia para a tratativa da
causa-raiz e posterior redução do índice.
FONTE DE DADOS
3.4.1 FONTES DE DADOS PRIMÁRIAS
Os dados necessários para a realização do estudo foram obtidos através das visitas
realizadas a empresa e as entrevistas em campos com todos os envolvidos com o
processo produtivo, além da busca por bibliografias pertinentes e discussões com o
grupo técnico da empresa.

O grupo técnico guio e orientou durante as visitas no processo produtivo, onde foram
obtidas informações de caráter qualitativo e maior conhecimento sobre o processo de
aplicação do e-coat.
As entrevistas realizadas geraram um relatório, disponível no APÊNDICE A – RELATÓRIO
de VISITAcom o intuito de conhecer melhor o problema em estudo e verificar as
necessidades da área para a resolução do problema em questão. Esse procedimento foi
aplicado a todos os membros do processo, grupo técnico e operacional, desta maneira
foi possível ter uma percepção abrangente do estudo buscando minimizar as tendências
de cada área.
3.4.2 FONTES DE DADOS SECUNDÁRIAS
Para a estruturação do projeto foi utilizado o método quantitativo, definido como fonte
de dados secundárias, para tanto uma segunda visita a empresa foi realizada,
possibilitando a coleta de dados sobre quantidade de escorridos por carrocerias e
tamanho dos escorridos. A quantidade de escorridos foi medidas por análise rigorosas
sobre as carrocerias, sendo todo e qualquer defeito anotado na área em que foi gerado
o defeito. Para o tamanho médio de escorridos foi definido junto ao grupo técnico da
empresa uma régua para padronização das medições, conforme Figura 19,
possibilitando chegar a um tamanho médio de defeitos por carroceria.
Figura 19 - Régua padrão para medição do tamanho do escorrido
Fonte: Adaptado pelos autores, 2019.

Ao longo do estudo foi realizada atualizações a partir de coletas feitas pelos próprios
funcionários da empresa afim de manter a fidelidade do estudo.
A pesquisa bibliográfica realizada objetivou proporcionar o embasamento teórico
abordado por outros autores sobre métodos e ferramentas aplicáveis ao processo, de
modo a gerar melhorias e minimizar desperdícios e retrabalhos na produção.
PROCEDIMENTO DE COLETA DE DADOS
Inicialmente as visitas proporcionaram a identificação do problema em estudo e
direcionaram à tratativa do problema, observar o funcionamento dos processos nas
áreas produtivas e as entrevistas geraram possibilidades de alterações nos processos
buscando melhorias para a empresa.
A partir do conhecimento do processo, a empresa permitiu a coleta de dados,
possibilitando uma melhor análise da geração do retrabalho, foram coletadas as áreas
que mais tinham problemas de escorridos, o tamanho médio dos escorridos e a
frequência que eles ocorriam.
A partir dos dados coletados, foi utilizada a ferramenta Brainstorming, estudada no
capítulo 2.1.8, onde qualquer ideia não pode ser rejeitada e com o levantamento das
possíveis soluções, estas foram alocadas conforme outra ferramenta da qualidade, o
diagrama da causa e efeito, mundialmente conhecido como diagrama de Ishikawa,
estudada no capitulo 2.1.2, com o objetivo da obtenção da causa raiz do escorrido, o
auxílio da área técnica possibilitou uma melhor adequação ao problema.
Com o auxílio da equipe técnica e o acompanhamento em campo, foi possível identificar
que a causa raiz do escorrido nos internos das carrocerias, era gerada a partir das portas,
na junção entre duas chapas. A partir disto foi analisado os processos anteriores onde
as uniões de chapas são realizadas afim de buscar uma melhor estruturação para a
pesquisa.

PROCEDIMENTO DE ANÁLISE DE DADOS
A análise dos dados leva em consideração o tipo de levantamento de dados utilizado,
com uma abordagem mais estatística para os dados quantitativos e uma análise mais
aberta para os dados qualitativos.
A definição de análise de dados qualitativos por André e Lüdke (1986, p. 45), é “ [...]
“trabalhar” todo o material obtido durante a pesquisa, ou seja, os relatos das
observações, as transcrições de entrevistas, as análises de documentos e as demais
informações disponíveis”.
A análise, que por Alves e Silva (1992), visa apreender a manifestação natural dos
fenômenos, tem como primeira etapa a organização do material coletado.
Segundo André e Lüdke (1986) a análise está presente em vários estágios da
investigação, sendo mais formal depois que os dados já foram coletados. Uma pesquisa
através de um questionário fechado proporciona respostas binárias, ou seja, sim ou não,
o que evita a necessidade de analisar discursos e sentenças. Por outro lado, em uma
entrevista o pesquisador deve estar ciente de que a análise será de discursos e com mais
detalhes que um questionário fechado Bartelmebs (2013). Esta análise pode ser feita
individualmente ou em um pequeno grupo de pessoas, de modo a abrir pontos de vista
diferentes. Smith e Rebolledo (2018).
A análise dos dados qualitativos combina vários fatores e possui alguns obstáculos. A
ilusão de demasiada familiaridade com o campo de pesquisa de muitos pesquisadores
pode levar a sabotagem de possíveis resultados e por isso, é considerado um grande
obstáculo do processo de análise de dados Bartelmebs (2013). Outro obstáculo
levantado por Bartelmebs (2013), é a inexperiência teórica ou prática do pesquisador,
que pode não dar conta das conclusões tiradas pela análise de seus dados.
Segundo Alves e Silva (1992), o formato de entrevista mais pertinente é o
semiestruturado, que exige um roteiro selecionado e elaborado de modo a ser abordado
com todos os entrevistados. A dinâmica da entrevista é outro fator que influi na análise
dos dados, uma vez que uma questão mal elaborada ou sentenciada de forma

equivocada pode gerar desconforto ao entrevistado e cessar o interesse de colaboração
fiel de seu ponto de vista, acarretando num desvio na análise.
O emprego das ferramentas da qualidade abordadas neste trabalho é altamente
relevante nesta etapa pois para as análises qualitativas permite discussão e suposição
(Brainstorming), identificar falhas com perguntas chave (5W2H) e identificar boas
práticas que podem ser disseminadas (Benchmarking), enquanto que para as análises
quantitativas, ajudam a levantar criticidades (Pareto), levantar as possíveis causas do
problema (Causa e Efeito) e identificar a previsibilidade e variabilidade do processo
(Controle Estatístico de Processo).
Por fim os autores junto à equipe técnica da empresa registraram todos as variáveis que
influenciam na geração do retrabalho, estes dados posteriormente serão transformados
em estatísticas, desta forma foram levantados métodos adequados para que o problema
fosse tratado de modo a cumprir o objetivo da pesquisa.

REFERÊNCIAS
ABREU, R. C. L. DE. CCQ. Círculos de Controle da Qualidade: a integraçäo trabalho-homem-qualidade total. Rio de Janeiro: Qualitymark, 1991. 1
AHMED, M.; AHMAD, N. An Application of Pareto Analysis and Cause-and-Effect Diagram (CED) for Minimizing Rejection of Raw Materials in Lamp Production Process. Management Science and Engineering, v. 5, n. 3, p. 87–95, 2011. 2
AKAFUAH, N. et al. Evolution of the Automotive Body Coating Process—A Review. Coatings, v. 6, n. 2, p. 24, 2016.
ANDRIETTA, J. M.; AUGUSTO, P.; MIGUEL, C. A Importância do Método Seis Sigma na Gestão da Qualidade Analisada sob uma Abordagem Teórica - The Six Sigma Method Importance in Quality Management Analized Under a Theoretical Approach. p. 91–98, 2002. 4
BALLESTERO-ALVAREZ, M. E. Administração de qualidade e da produtividade - Abordagens do processo produtivo. São Paulo: Editora atlas, 2001. 5
CARVALHO, M.; PACHECO PALADINI, E. Gestão da Qualidade: Teoria e Casos. Rio de Janeiro: Campus, 2012.
ELMUTI, D.; KATHAWALA, Y. An overview of benchmarking process: a tool for continuous improvement and competitive advantage. v. 4, n. 4, p. 1–9, 2016.
FERREIRA, L.; SILVA, E.B. Gerenciamento e Controle da Qualidade. Londrina: Editora e Distribuidora Educacional S.A., 2016.
GOBBLE, M. M. The Persistence of Brainstorming. Research-Technology Management, v. 57, n. 1, p. 64–67, 1 jan. 2014.
HOLT, K. Brainstorming—From Classics to Electronics. Journal of Engineering Design, v. 7, n. 1, p. 77–82, 1996.
JURAN, J. M.; GRYNA, F. M. Controle Da Qualidade - V.04 - Ciclo Dos Produtos: Do Projeto A Producao. São Paulo: Makron Books, 1992.
KEELLING, R. Gestão de projetos: uma abordagem global. São Paulo: Saraiva, 2006.
KERZNER, H. Gestão de projetos: As melhores práticas. 2. ed. Porto Alegre: Bookman, 2006. 824 p.
LARAIA, A. C.; MOODY, P. E.; HALL, R. W. The Kaizen Blitz: Accelerating Breakthroughs in Productivity and Performance. 1. ed. Hoboken: Wiley, 1999.
LOSHIN, D. Enterprise Knowledge Management. Burlington: Morgan Kaufmann, 2001.
LYNCH, D. P.; BERTOLINO, S.; CLOUTIER, E. How to Scope DMAIC Projects: The importance of the right objective cannot be overestimated. Quality Progress, p. 1–5, 2003.

MIGUEL, P. A. (COORD. . Metodologia de Pesquisa em Engenharia de Produção e Gestão de Operações. Rio de Janeiro: Elsevier Editora Ltda, 2010.
MIGUEL, P. A. C. Qualidade: enfoque e ferramentas. 1. ed. São Paulo: Artliber, 2001.
MONTGOMERY, D. C. Stastical Quality Control. Hoboken: John Wiley & Sons, 2005.
MOORE, R. Selecting the Right Manufacturing Improvement Tools. 1. ed. Oxônia: Butterworth-Heinemann, 2007.
OLIVEIRA, R. C. F. Gerenciamento de projetos e a aplicação da análise de valor agregado em grandes projetos. 2003. 143 f. Dissertação (Mestrado em Engenharia). Escola Politécnica. Universidade de São Paulo. São Paulo. 2003. Disponível em: < http://www.teses.usp.br/teses/disponiveis/3/3135/tde-05122005-220629/pt-br.php >. Acesso em 23 mai. 2019
PRODANOV, C.C., FREITAS, E. C. Metodologia do trabalho científico: Métodos e técnicas da pesquisa e do trabalho acadêmico. 2. ed. Novo Hamburgo: Universidade Feevale, 2013, p.277.
PROJECT MANAGEMENT INSTITUTE. Um guia do conhecimento em gerenciamento de projetos. 5. ed. Pennsylvania: PMI, 2013.
SANDERS, R. THE PARETO PRINCIPLE: ITS USE AND ABUSE. Journal of Services Marketing, v. 1, n. 2, p. 37–40, 1987.
SILVA, A. J., CIM, M. Gestão de projetos. Florianópolis: Senai, 2012, p. 52
STAPENHURST, T. Mastering Statistical Process Control: A Handbook for Performance Improvement Using SPC Cases. Abingdon: Routledge, 2013.
STRITBERGER, H. J.; DOSSEL, K. F. Automotive Paints and Coatings. 2 ed. Münster: WILEY-VCH Verlag GmbH & Co., 2008.
TAGUE, N. R. The Quality Toolbox. St. Louis: ASQ Quality Press, 2005.
TORRES, J. M.; SANTOS, J.; WYSK, R. A. Otimizando a produção com a metodologia Lean. São Paulo: Leopardo, 2009.
VIANA, D. D.; FORMOSO, C. F.; KALSAAS, B. T. Waste in Construction: a systematic literature review on empirical studies. In: ANNUAL CONFERENCE OF THE INTERNATIONAL GROUP FOR LEAN CONSTRUCTION, 20th, San Diego, 2012. Proceedings... San Diego: State University of San Diego, 2012
WILSON, C. User Experience Re-Mastered: Your Guide to Getting the Right Design. Burlington: Morgan Kaufmann, 2009.
ZIEGEL, E. R.; JURAN, J. M.; GRYNA, F. M. Juran’s Quality Control Handbook. Nova Iorque: McGraw-Hill, 2006. v. 32

APÊNDICE A – RELATÓRIO DE VISITA