mariana maurey fonseca afonso -...
TRANSCRIPT

MARIANA MAUREY FONSECA AFONSO
Análise de risco visando à prevenção de contaminação
cruzada em uma planta de formulação de inseticidas e
fungicidas
Lorena
2015

MARIANA MAUREY FONSECA AFONSO
Análise de risco visando à prevenção de contaminação cruzada em uma planta de
formulação de inseticidas e fungicidas
Trabalho de Graduação apresentado à Escola de
Engenharia de Lorena da Universidade de São Paulo
como requisito parcial para a conclusão de
Graduação do curso de Engenharia Industrial
Química.
Área de concentração: Garantia da Qualidade
Orientador: Prof. MSc. Antônio Carlos da Silva
Lorena - SP
2015

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE
TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA FINS
DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
CATALOGAÇÃO NA PUBLICAÇÃO
Chefia Técnica de Serviço de Biblioteca
Escola de Engenharia de Lorena
R
Afonso, Mariana Maurey Fonseca.
Análise de risco visando à prevenção de contaminação cruzada em
uma planta de formulações de inseticidas e fungicidas / Mariana Maurey
Fonseca Afonso; Orientador Professor MSc. Antônio Carlos da Silva. Lorena
- 2015.
Trabalho de Graduação apresentado à Escola de Engenharia de
Lorena da Universidade de São Paulo para obtenção do título de Engenheira
Industrial Química.

TERMO DE PERMISSÃO DE USO DE INFORMAÇÕES
Através deste termo, nós da EMPRESA BASF S.A., declaramos que estamos de
acordo com a utilização das informações desta empresa no Trabalho de Conclusão de
Curso intitulado “ANÁLISE DE RISCO VISANDO À PREVENÇÃO DE CONTAMINAÇÃO
CRUZADA EM UMA PLANTA DE FORMULAÇÃO DE INSETICIDAS E FUNGICIDAS”
desenvolvido pela aluna MARIANA MAUREY FONSECA AFONSO, a ser apresentado à
Escola de Engenharia de Lorena no primeiro semestre de 2015.
Guaratinguetá, 18 de junho de 2015
Nome: Juliana Del Tio
Cargo: Engenheira de Garantia da Qualidade, Saúde, Segurança e Meio Ambiente

Aos meus pais e familiares,
por todos ensinamentos essenciais em minha vida.

AGRADECIMENTOS
Em primeiro lugar agradeço a Deus por ter me dado o dom da vida e
permitido que eu viesse ao mundo em uma família estruturada e
acolhedora que é a base da minha vida.
Aos meus pais, Andréia e Francisco, por todo o empenho prestado visando
minha educação e desenvolvimento, sempre me ensinando e me
aconselhando para que eu pudesse tomar as decisões corretas em minha
vida.
A minha irmã, Marina Maurey, por ter sido uma companheira em todos os
momentos da minha vida e estar sempre ao meu lado.
Ao meu namorado, Matheus Seabra, e aos meus familiares, por sempre
estarem ao meu lado me dando força e me auxiliando em tudo que
necessito.
Ao meu orientador, Professor Antônio Carlos da Silva, por todo apoio e
dedicação à realização deste trabalho.
Ao Marcelo, Juliana, Michael e Thamiris da BASF, por todo apoio em meu
desenvolvimento profissional e pelo auxílio que foi de extrema importância
para a elaboração deste trabalho.
Aos meus colegas de faculdade, que sempre me auxiliaram na hora dos
estudos e foram de extrema importância na minha formação como pessoa.
Às minhas amigas, que sempre foram muito importantes em minha vida na
hora do lazer e nos momentos ruins, sempre me dando todo o apoio
possível.

RESUMO
AFONSO, M. M. F. Análise de risco visando a prevenção de contaminação
cruzada em uma planta de formulação de inseticidas e fungicidas. 2015. f 43.
Monografia (Trabalho de Graduação em Engenharia Industrial Química) – Escola de
Engenharia de Lorena, Universidade de São Paulo, Lorena, 2015.
Os defensivos agrícolas fazem parte de um grupo de produtos indispensáveis à
sobrevivência de centenas de espécies de culturas vegetais e, sem a introdução
desses produtos, as perdas decorrentes de pragas seriam incalculáveis. Com a
evolução da produtividade agrícola e o aumento da demanda por alimentos, a
indústria de defensivos agrícolas está crescendo cada vez mais e as empresas
buscam a cada dia melhorar a qualidade e eficácia de seus produtos. A formulação de
diferentes tipos de produtos em uma mesma planta produtiva está se tornando cada
vez mais comum dentro das fábricas, porém essa prática vem acompanhada de
alguns riscos, como por exemplo, o risco de contaminação por impurezas residuais de
outros produtos utilizados no processo produtivo. Essa contaminação pode ocasionar
diversas consequências para as empresas, desde a perda da produção, até mesmo a
perda da reputação perante o mercado consumidor. Visando garantir a qualidade e
eficácia dos seus produtos algumas empresas de defensivos agrícolas buscam
alternativas para prevenir essa contaminação, através da análise de risco de
contaminação cruzada através do limite máximo permissível de um contaminante no
produto seguinte. Este trabalho visa avaliar a situação de uma planta de formulações
de inseticidas e fungicidas de uma grande indústria química, através de uma análise
de risco de contaminação cruzada.
Palavras-chave: Contaminação. Impurezas. Inseticida. Fungicida. Análise de risco.

Algumas pessoas podem pensar que já que nas últimas semanas, no mês
passado e nos últimos dois anos não ocorreram nenhum incidente de
contaminação, não precisam ser lembrados o tempo todo sobre a Prevenção de
Contaminação. Errado! Tal incidente pode ocorrer a qualquer momento. O maior
inimigo da Prevenção de Contaminação é – assim como da segurança – a
complacência (WELTER, WOLFGAN, 2008)

LISTA DE FIGURAS
Figura 1 – Exemplo de resultados de NOEL para diferentes culturas ...................... 15
Figura 2 – Contaminação nas folhas de uva ............................................................ 15
Figura 3 – Taxa de aplicação e NOEL de um ingrediente ativo para diferentes culturas 17
Figura 4 – Exemplo de matriz de níveis de limpeza (ARIL) ...................................... 17
Figura 5 – Matriz de contaminação cruzada para armazenamento .......................... 18
Figura 6 - Depósito de produto em uma conexão de transferência .......................... 21
Figura 7 - Linhas e mangueira de conexão .............................................................. 22
Figura 8 - Armazenamento de matéria prima de maneira incorreta ......................... 22
Figura 9 - Armazenamento de matéria prima de maneira correta ............................ 23
Figura 10 - Identificação correta do produto ............................................................. 23
Figura 11 - Modelo de check list de análise de risco ................................................ 25
Figura 12 – Matriz de probabilidade ......................................................................... 25
Figura 13 – Matriz de Severidade ............................................................................. 26
Figura 14 – Matriz de risco operacional .................................................................... 26
Figura 15 – Índice de risco de operabilidade ............................................................ 26
Figura 16 – Cronograma de reuniões ....................................................................... 28
Figura 17 – Análise de risco de contaminação cruzada ........................................... 31

SUMÁRIO
1. INTRODUÇÃO ........................................................................................................... 9
2. JUSTIFICATIVA ....................................................................................................... 11
3. OBJETIVOS ............................................................................................................. 12
3.1. Objetivo geral ..................................................................................................... 12
3.2. Objetivos específicos .......................................................................................... 12
4. REVISÃO BIBLIOGRÁFICA ..................................................................................... 13
4.1. A indústria de agrotóxicos no Brasil ................................................................... 13
4.2. Porque precisamos dos agrotóxicos? ................................................................. 13
4.3. O que é contaminação cruzada e sua importância ............................................. 14
4.4. Determinação dos níveis de limpeza .................................................................. 14
4.4.1. Princípios ..................................................................................................... 14
4.4.2. Cálculo do nível de limpeza ......................................................................... 16
4.4.3. ARIL – Matriz dos níveis de limpeza ............................................................ 17
4.4.4. Matriz de contaminação cruzada para armazenamento .............................. 18
4.5. Caso real de contaminação - Nível de limpeza incorreto ................................... 19
4.6. Fatores chave a serem considerados na avaliação do risco de contaminação da
unidade de produção ................................................................................................... 20
5. METODOLOGIA ....................................................................................................... 24
5.1. Metodologia de pesquisa .................................................................................... 24
5.2. Método de trabalho utilizado ............................................................................... 24
6. DESENVOLVIMENTO .............................................................................................. 28
7. CONCLUSÃO ........................................................................................................... 40
REFERÊNCIAS ............................................................................................................... 41
ANEXO A – ARIL da planta de formulações de inseticidas e fungicidas ......................... 43

9
1. INTRODUÇÃO
Desde a Revolução Verde, nos anos de 1950, o processo tradicional de
produção agrícola sofreu drásticas mudanças, com o desenvolvimento e a inserção
de novas tecnologias, visando a produção extensiva de commodities agrícolas.
Estas tecnologias envolvem, em sua maioria, o uso extensivo de agrotóxicos, com o
objetivo de controlar doenças e pragas, e aumentar a produtividade.
Pode-se entender por agrotóxico, os termos como defensivos agrícolas,
pesticidas ou agroquímicos.
De acordo com a Lei nº 7.802, de 11 de julho de 1989:
[...] Art. 2º Para os efeitos desta Lei consideram-se:
I - agrotóxicos e afins:
a) os produtos e os agentes de processos físicos, químicos ou
biológicos, destinados ao uso nos setores de produção, no
armazenamento e beneficiamento de produtos agrícolas, nas
pastagens, na proteção de florestas, nativas ou implantadas, e de
outros ecossistemas e também de ambientes urbanos, hídricos e
industriais, cuja finalidade seja alterar a composição da flora ou da
fauna, a fim de preservá-las da ação danosa de seres vivos
considerados nocivos. [...]
Os agrotóxicos também podem ser divididos em diferentes classes de uso:
Acaricidas: produtos destinados ao controle de ácaros;
Fungicidas: produtos cuja principal finalidade é eliminar fungos tanto das
culturas quanto das sementes. O fungicida é um tipo específico de agrotóxico
que controla doenças causadas por fungos por meio de inibir ou matar
especificamente o fungo causador da doença.
Herbicidas: produtos destinados a eliminar ou impedir o crescimento de ervas
daninhas, são comumente utilizados para substituir a capina manual;
Inseticidas: produtos destinados a eliminar insetos;
Raticidas: produtos cuja principal finalidade é eliminar ratos, toupeiras,
esquilos e camundongos;

10
Controladores de crescimento: utilizados para controlar o crescimento de
determinada cultura de modo a atingir o tamanho de interesse.
As indústrias produtoras de agrotóxicos devem garantir que na formulação de
diferentes produtos, sejam eles de diferentes classes ou não, todas as medidas
preventivas sejam tomadas para que não haja o risco de contaminação por
impurezas residuais do processo.
A contaminação de produtos com impurezas residuais é uma questão
potencial e área de interesse de qualquer síntese química, formulação e unidade de
embalagem multi-propósito. A contaminação pode resultar em efeitos adversos em
cultivos sensíveis e tratados, ou em espécies não visadas, podendo desencadear
questões regulamentares. Os incidentes podem também manchar a reputação e a
imagem de toda a indústria.
Visto que a fabricação de diferentes tipos de produtos para proteção de
cultivos em uma mesma planta tem sido uma prática cada vez mais comum, o
presente trabalho tem como objetivo realizar uma análise de risco de contaminação
cruzada em um site formulador de agrotóxicos do tipo inseticidas e fungicidas de
acordo com as boas práticas do MSCSG (Grupo de Coordenação de Manufatura &
Cadeia de Abastecimento, grupo do ECPA (Associação Europeia de Proteção de
Cultivos) envolvido em questões de manufatura e política de cadeia de
abastecimento que afetam a indústria) visando prevenir incidentes de contaminação
por impurezas residuais que levem a perda de produção, perda de clientes e até
mesmo que levem a prejudicar a imagem de empresa.

11
2. JUSTIFICATIVA
A análise de risco é fundamental para se alcançar a qualidade do produto,
bem como garantir a segurança da empresa e do cliente.
Atualmente temos um mercado bastante competitivo para os produtos
agrotóxicos e clientes exigentes, pois as pragas e doenças estão cada vez mais
resistentes. Manter a qualidade do produto é fundamental para se consolidar nesse
mercado e garantir que seus produtos sejam eficazes.
Os produtos agrotóxicos são utilizados desde pequenas plantações até
grandes latifúndios, com centenas de hectares, portanto um incidente de
contaminação pode levar a perda de toda a safra e causar grandes prejuízos para o
cliente, levando a sérias ações judiciais contra a empresa e manchando o nome da
mesma perante o mercado consumidor.

12
3. OBJETIVOS
3.1. Objetivo geral
O objetivo desta monografia é realizar uma análise de risco de contaminação
cruzada, visando determinar o grau de risco existente, e possíveis pontos de
melhoria da segurança quanto ao risco de contaminação cruzada.
3.2. Objetivos específicos
A análise de risco de contaminação cruzada tem por objetivo específico
avaliar a situação presente de uma planta de formulações de produtos inseticidas e
fungicidas e verificar se há a necessidade da criação de um plano de medidas de
acordo com os riscos identificados e a melhor forma de controlá-los.

13
4. REVISÃO BIBLIOGRÁFICA
4.1. A indústria de agrotóxicos no Brasil
A indústria de defensivos agrícolas surgiu, em nível mundial, após a Primeira
Guerra Mundial, porém as primeiras unidades produtivas de agrotóxicos no Brasil
datam de meados da década de 1940, sendo que a efetiva constituição do parque
industrial desses produtos no país ocorreu na segunda metade dos anos 1970,
notadamente após 1975 com a instituição do Programa Nacional dos Defensivos
Agrícolas (TERRA, 2008).
Os agrotóxicos são considerados extremamente importantes no modelo de
desenvolvimento da agricultura do país. O Brasil é o maior consumidor de
agrotóxicos no mundo (MINISTÉRIO DO MEIO AMBIENTE, 2014).
Anualmente são consumidas 2,5 milhões de toneladas de agrotóxicos no
mundo, enquanto no Brasil esse consumo tem sido superior a 300 mil toneladas
anualmente, representando um aumento de cerca de 700% nos últimos 40 nos
enquanto a área agrícola cresceu 78% neste período (AGEITEC, 2015).
4.2. Porque precisamos dos agrotóxicos?
Desde que o homem iniciou o cultivou de plantas para sua alimentação,
surgiu a necessidade de proteger as culturas contra pragas e doenças. O nível de
sofisticação dessa proteção veio aumentando com o passar do tempo, até chegar no
que se conhece hoje, como indústria de agrotóxicos (ECPA, 2014).
O mercado não aceita grãos, legumes, verduras ou frutas que estejam
severamente atacados por insetos, bactérias ou fungos, esses agentes causam
características indesejáveis de sabor e visual aos alimentos e também podem
causar sérias intoxicações alimentares (CULTIVANDO, 2015).
Ao manter as culturas livres de doenças e pragas, os pesticidas ajudam a
garantir o abastecimento alimentar seguro e previsível da população já que as
perdas de colheitas devido à pragas e doenças estão entre 30 e 50%, dependendo
da cultura cultivada (ECPA, 2014).

14
4.3. O que é contaminação cruzada e sua importância
Define-se contaminação cruzada como: “A presença de uma impureza que
não faz parte da fórmula registrada, ou do manual de formulações, em um
produto” (BASF, 2015).
A análise de risco de contaminação cruzada é importante para qualquer
negócio que envolva a síntese de ingredientes ativos, formulações e envase dos
produtos de proteção ao cultivo, pois um acidente de contaminação pode gerar
consequências imediatas e de longo alcance, não somente para o cliente, mas
também para toda a empresa que desta forma, terá sua reputação prejudicada
(SNEL, 2014).
4.4. Determinação dos níveis de limpeza
Em uma planta de formulações multi-propósito é necessário que entre as
trocas de campanha ocorra uma limpeza dos sistemas. Depois de realizada a
limpeza, são feitas análises laboratoriais que indicam a quantidade de resíduo do
produto que estava sendo formulado, que ainda ficou no sistema. Para que não
ocorra a contaminação cruzada, é necessário que os níveis de limpeza para
mudança de produto sejam respeitados e para isso temos o ARIL – Acceptable
Residual Impurity Level) (BASF, 2015).
O nível de limpeza exigido para uma mudança de produto é a indicação
primária de um risco envolvido na mudança, ou seja, quanto mais baixo o ARIL,
maior o risco de um incidente de contaminação, caso o processo de limpeza falhe.
Além disso, mais trabalho, tempo e custos de uma limpeza intensiva serão
necessários para alcançar os níveis mais baixos de ARIL exigidos (SNEL, 2014).
4.4.1. Princípios
O nível de efeito não observável (NOEL) é a mais alta taxa em gramas de
ingrediente ativo por hectare, na qual o ingrediente ativo não tem efeito observável
em uma determinada espécie testada (SNEL, 2014).
A figura 1 ilustra os resultados dos experimentos feitos com um único
ingrediente ativo testado em diferentes culturas. Pode-se observar que a mais alta
taxa em gramas de ingrediente ativo por hectare na qual não se observa efeitos em
nenhuma das culturas é 0,1, portanto este é o NOEL do o ingrediente ativo testado
para o produto que é aplicado nas culturas testadas (BASF, 2015).

15
Figura 1 – Exemplo de resultados de NOEL para diferentes culturas
Fonte: BASF, 2015
Os NOELs do ingrediente ativo anterior em todos os cultivos nos quais o
produto posterior foi registrado devem ser levados em especial consideração no
cálculo do nível de limpeza. Deve-se utilizar o mais baixo NOEL para o cultivo mais
sensível ao ingrediente ativo anterior (SNEL, 2014).
A figura 2 mostra a diferença das folhas de uva tratadas com fungicida sem
contaminação e folhas de uva tratadas com fungicida contaminado com 50 ppm de
ingrediente ativo.
Figura 2 – Contaminação nas folhas de uva
Fonte: acervo da autora
Além disso, a Agência de Proteção Ambiental norte-americana (EPA) lançou
diretrizes sobre os Níveis de Contaminação Significantes do Ponto de Vista

16
Toxicológico (TSLCs) do produto anterior no produto posterior na Comunicação do
Regulamento de Pesticidas (PRN) 96-8, datada de 31 de outubro de 1996 (SNEL,
2014).
Para qualquer negócio que envolva a síntese de ingredientes ativos,
formulação e embalagem dos produtos de proteção de cultivo, um acidente de
contaminação pode gerar consequências de longo alcance, não somente para a
própria empresa, como também para seus clientes (SNEL, 2014).
4.4.2. Cálculo do nível de limpeza
Depois de obtidos os valores de NOEL é possível calcular o ARIL, através da
seguinte equação:
Nível de limpeza em ppm = (106 x NOEL) / (FS x RA) Equação 1
em que:
RA: Taxa de Aplicação Máxima do produto posterior em grama ou ml do
produto formulado / ha.
NOEL: Nível de Efeito Não observável em grama i.a./ha do ingrediente ativo
anterior no cultivo mais sensível em que o produto posterior está registrado.
FS: Fator de Segurança varia de 2 a 10. Cada cliente novo define o valor de
SF com base na política de gestão de risco de empresa (SNEL, 2014).
A figura 3 ilustra as diversas taxas de aplicação do produto nas diferentes
culturas, bem como os valores de NOEL para cada uma dessas mesmas culturas.
Com o valor máximo de taxa de aplicação e o valor mínimo de NOEL é possível
calcular o ARIL:
ARIL ATIVO A / PRODUTO 1 = (1 000 000 x 0,1) (2 x 3500) = 14,3 ppm
17
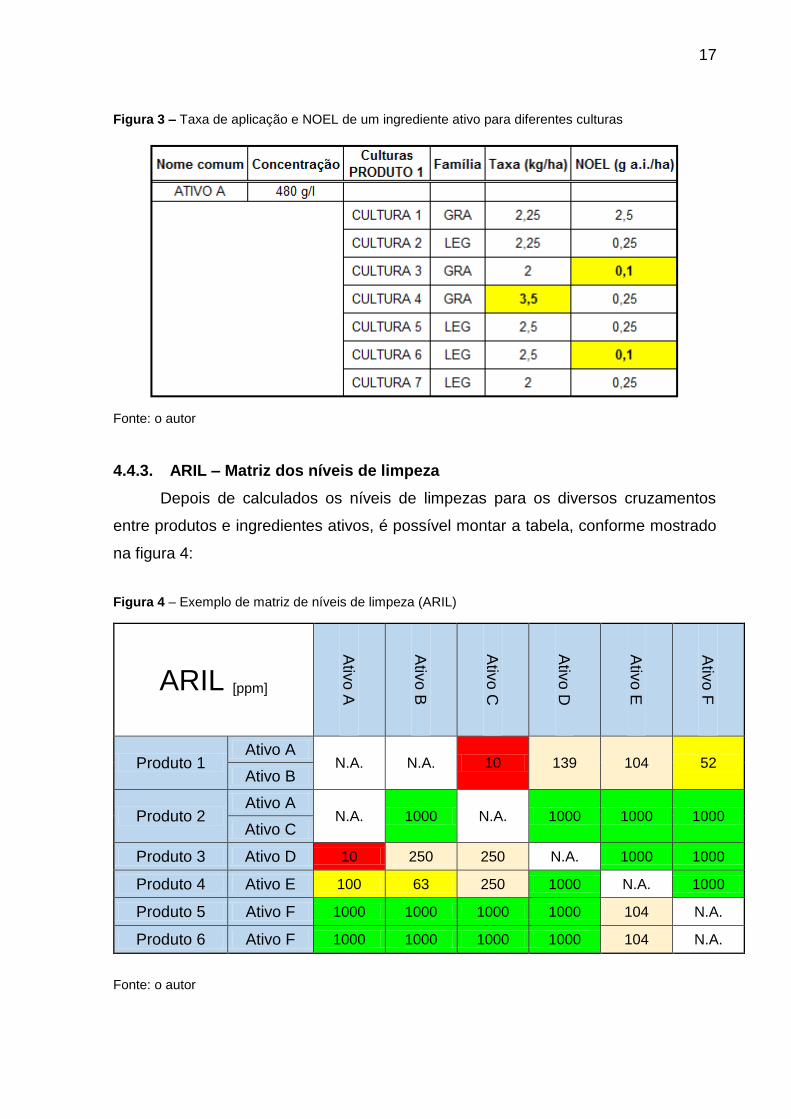
Figura 3 – Taxa de aplicação e NOEL de um ingrediente ativo para diferentes culturas
Fonte: o autor
4.4.3. ARIL – Matriz dos níveis de limpeza
Depois de calculados os níveis de limpezas para os diversos cruzamentos
entre produtos e ingredientes ativos, é possível montar a tabela, conforme mostrado
na figura 4:
Figura 4 – Exemplo de matriz de níveis de limpeza (ARIL)
ARIL [ppm]
Ativ
o A
Ativ
o B
Ativ
o C
Ativ
o D
Ativ
o E
Ativ
o F
Produto 1 Ativo A
N.A. N.A. 10 139 104 52 Ativo B
Produto 2 Ativo A
N.A. 1000 N.A. 1000 1000 1000 Ativo C
Produto 3 Ativo D 10 250 250 N.A. 1000 1000
Produto 4 Ativo E 100 63 250 1000 N.A. 1000
Produto 5 Ativo F 1000 1000 1000 1000 104 N.A.
Produto 6 Ativo F 1000 1000 1000 1000 104 N.A.
Fonte: o autor

18
A análise de risco de contaminação cruzada é conduzida para a unidade de
produção e os produtos nela formulados. Isso inclui todos os produtos, os
requerimentos de limpeza e capabilidades, layout da unidade de produção, práticas
de segregação e manufatura (SNEL, 2014). Uma mudança em qualquer um desses
itens, bem como mudanças no processo, mudanças de tecnologia, falhas ou
incidentes, deve-se sempre conduzir uma reavaliação no risco de contaminação
(SNEL, 2014).
O primeiro passo na análise de risco é solicitar ao laboratório biológico da
empresa ou contratado a matriz de níveis de limpeza para verificar quão crítico é a
planta que será analisada.
Através de experimentos e análises em todas as culturas as quais
determinado produto é aplicado, o laboratório chega aos valores de NOEL e então
calcula-se o ARIL (BASF, 2015).
4.4.4. Matriz de contaminação cruzada para armazenamento
Figura 5 – Matriz de contaminação cruzada para armazenamento
MATRIZ DE CONTAMINAÇÃO
CRUZADA ARMAZENAMENTO
Ativ
os F
un
gic
ida
s
Ativ
os In
setic
ida
s
Maté
rias p
rima
s
Fu
ng
icid
as
P
rod
uto
ac
ab
ad
o
Ins
etic
ida
Pro
du
to a
cab
ad
o
x x x x x
Ativos Fungicidas x 1 1 3 3 3
Ativos Inseticidas x 1 3 3 3
Matérias primas x 1 2 2
Fungicidas Produto acabado x 1 1
Inseticida Produto acabado x 1
É permitido armazenamento conjunto
É necessária separação física É necessária segregação física
Fonte: BASF, 2015

19
Entende-se por separação o armazenamento de produtos separando em
diferentes partes do mesmo local.
Entende-se por segregação o armazenamento de produtos segregando-os
em diferentes locais com uma parede entre eles que vai até o teto como barreira.
Na figura 5 é mostrada a matriz de contaminação cruzada para
armazenamento a qual deve ser seguida a risca, tanto no armazém, quando na
planta produtiva. Nesta etapa é fundamental prevenir a contaminação cruzada, pois
é neste momento em que as matérias primas, ingredientes ativos e produtos
acabados podem entrar em contato e causar um incidente de contaminação.
4.5. Caso real de contaminação - Nível de limpeza incorreto
Este caso real de contaminação cruzada foi retirado do manual
CONTAMINATION PREVENTION IN THE MANUFACTURE OF CROP
PROTECTION PRODUCTS (SNEL, 2014).
Milhares de hectares de soja não germinaram. Toda a soja teve contato com
um fungicida de tratamento de sementes para proteger de doenças. A planta de
formulação de fungicidas recebeu ordens para fabricar dois tipos de fungicidas para
soja: um fungicida foliar que pertence à família “azol” e um fungicida para tratamento
de sementes.
O fungicida de tratamento de sementes contém um corante forte, fazendo
com que o processo de limpeza seja difícil e demore muito tempo (o corante fica
preso nas paredes dos equipamentos). Traços do corante, quando não totalmente
removido dos equipamentos, vão colorir todas as formulações brancas do fungicida
foliar, causando um desvio da qualidade. Portanto, a formulação do fungicida foliar
foi programada antes da formulação do fungicida para tratamento de sementes.
A hipótese de que o erro tenha sido cometido aqui – como um fungicida foi
produzido depois de outro fungicida diferente, deveria ter sido aplicado o ARIL, que
no caso era <1000 ppm para esses dois fungicidas.
A causa raiz foi investigada:
Depois da limpeza, seguinte da produção do fungicida foliar, a concentração
de impureza residual não pôde ser medida devido a problemas no
equipamento analítico. Apesar disso a produção do fungicida para tratamento
de sementes foi iniciada imediatamente, sem esperar que o equipamento
fosse reparado.

20
Desde as ordens de produção, foi decidido sem aprovação da gerência,
diminuir o número de ciclos de limpeza, pois os dois produtos seriam
aplicados em soja.
O estoque completo de fungicida para tratamento de sementes foi analisado e
constatado um nível de contaminante “azol” em mais de 6000 ppm.
Essa falha resultou em uma série de reclamações e perdas financeiras para a
empresa.
4.6. Fatores chave a serem considerados na avaliação do risco de
contaminação da unidade de produção
Uma "unidade de produção" é uma combinação de equipamentos usados na
manufatura de um produto a qualquer hora. Ela pode ser utilizada para múltiplos
produtos em sequência. Uma indústria de manufatura consiste em unidades
múltiplas de produção. A separação de unidades de produção é um elemento-chave
na Prevenção de Contaminação (SNEL, 2014).
De acordo com o manual ECPA – EUROPEAN CROP PROTECTION
ASSOCIATION Contamination Prevention in the Manufacture of Crop Protection
Products, SNEL 2014, alguns fatores devem ser especialmente considerados ao se
realizar uma análise de risco de contaminação cruzada, são eles:
Conhecer quais ingredientes ativos serão manipulados na fábrica, e em qual
unidade de produção bem como o nível de impureza residual aceitável para
cada ingrediente ativo (ARIL);
O design e lay out da unidade de produção devem ser planejados para
facilitar a limpeza, desinfecção e desmontagem dos equipamentos bem como
evitar o acúmulo de produto em tubulações ou equipamentos, como mostrado
na figura 6;

21
Figura 6 - Depósito de produto em uma conexão de transferência
Fonte: acervo da autora
Procedimentos por escrito de forma clara e implementados com consistência
para os processos de mudança de produto, métodos de limpeza e liberação
de produto;
Treinamentos para colaboradores das unidades produtivas quanto aos riscos
de contaminação cruzada, bem como aos procedimentos que devem ser
seguidos para limpeza e liberação de produto;
Instalações e pessoal qualificado para as análises químicas referentes aos
níveis de traço de impurezas residuais na própria fábrica ou em laboratórios
contratados reconhecidos;
Identificação completa e permanente das instalações, incluindo de partes
móveis como mangotes, bombas, mangueiras de conexão, frascos de
amostras e ferramentas de limpeza para que sejam dedicadas as formulações
apenas de uma classe de agroquímico. A figura 7 mostra um exemplo de
identificação correta de linhas de mangueiras de conexão;

22
Figura 7 - Linhas e mangueira de conexão
Fonte: acervo da autora
Disposição de armazenamento de matérias primas, especialmente
ingredientes ativos, de acordo com as regras de segregação por classes de
produtos (fungicidas / inseticidas) para que não haja contaminação. A figura 8
mostra um exemplo de armazenamento incorreto de matéria prima,
desrespeitando as regras de segregação e a figura 9 mostra um exemplo de
armazenamento correto de matéria prima, de acordo com as regras de
contaminação cruzada.
Figura 8 - Armazenamento de matéria prima de maneira incorreta
Fonte: acervo da autora

23
Figura 9 - Armazenamento de matéria prima de maneira correta
Fonte: acervo da autora
Procedimentos em caso de derrame, escape de produto ou matéria prima
devido a danos nos containers ou embalagens;
Em caso de reutilização de materiais a decisão por reutilizar ou não deve ser
feita de acordo com os limites de contaminação e se a decisão for por
reutilizar o material este deve conter identificação clara, como mostrado na
figura 10, obedecer a procedimento de reutilização de material não conforme
e documentação completa do lote.
Figura 10 - Identificação correta do produto
Fonte: acervo da autora

24
5. METODOLOGIA
5.1. Metodologia de pesquisa
Para o desenvolvimento desta pesquisa, foi usado o método de natureza
aplicada, uma abordagem qualitativa, pesquisa-ação.
Uma pesquisa pode ser definida como pesquisa-ação quando houver uma
ação efetiva por parte das pessoas envolvidas no processo investigativo
(BALDISSERA, 2001).
A pesquisa-ação exige uma relação entre os pesquisadores e pessoas
envolvidas no estudo da realidade do tipo participativo/coletivo. Não se trata de um
simples levantamento de dados mas sim exige a participação dos pesquisadores no
processo de conhecer e manter todos os cuidados necessários para que haja a
reciprocidade e complementariedade por parte das pessoas implicadas que têm algo
a dizer ou a fazer (BALDISSERA, 2001).
A pesquisa-ação como método pode agregar diversas técnicas de pesquisa.
Utiliza-se de técnicas de coleta e interpretação de dados, intervenção na solução de
problemas e organização de ações, trabalha com a dimensão coletiva e interativa
através de dinâmicas de grupo (BALDISSERA, 2001).
5.2. Método de trabalho utilizado
A metodologia escolhida para realizar o projeto consiste em uma ferramenta
que garante que todos os perigos sejam identificados e avaliados. Foi utilizada uma
tabela, como mostrado na figura 11, com os campos “perigo”, “causa”,
“consequência”, “medidas preventivas”, “recomendações” e dois campos para
“probabilidade”, “severidade” e “risco”.
Primeiramente foram listados todos os perigos relevantes para contaminação
cruzada que devem ser analisados em uma planta de formulações de diferentes
fungicidas e inseticidas. Listados os perigos, foram identificadas as causas e
consequências de cada um e finalmente foram avaliados de acordo com seu grau de
probabilidade e severidade. Para identificar a probabilidade foi utilizada a matriz
mostrada na figura 12 e para identificar a severidade foi utilizada a matriz mostrada
na figura 13. Depois de identificadas as probabilidades e severidades, utilizando a
tabela mostrada na figura 14 é possível encontrar o índice de risco operacional de
cada perigo.

25
Posteriormente, foram listadas as medidas preventivas de cada perigo que
são adotadas atualmente na planta e mais uma vez foram avaliados os índices de
probabilidade, severidade e risco, porém dessa vez levando em consideração as
medidas que foram identificadas.
Figura 11 - Modelo de check list de análise de risco
Fonte: o autor
Figura 12 – Matriz de probabilidade
Probabilidade
0 Aconteceu uma vez ou mais por ano
1 Aconteceu uma vez em dez anos
2 Quase aconteceu (aproximadamente uma vez em cem anos) - near miss
3 Nunca aconteceu, mas é plausível de acontecer (aproximadamente uma vez a cada mil anos)
4 Não é plausível (menos de uma chance a cada dez mil anos)
Fonte: BASF, 2015

26
Figura 13 – Matriz de Severidade
Severidade
1 Problemas na qualidade do produto resultando em custos acima de $600k
Potencial extremo dos clientes receberem produto contaminado acima do ARIL
2 Problemas na qualidade do produto resultando em custos entre $150k - 600k
Grande potencial de contaminação acima do ARIL
3 Problemas na qualidade do produto resultando em custos entre $15k - $150k
Potencial moderado de contaminação acima do ARIL
4 Problemas na qualidade do produto resultando em custos entre $1k - $15k
Pequenas chances de contaminação acima do ARIL
5 Problemas na qualidade do produto resultando em custos entre $1 - $1,000
Improvável que o ARIL será excedido
Fonte: BASF, 2015
Figura 14 – Matriz de risco operacional
Matriz de risco operacional
Severidade 1 Critico
2 Severo
3 Sério
4 Moderado
5 Insignificante Probabilidade
0 1 1 2 2 2
1 1 1 2 3 4
2 1 2 3 4 4
3 2 3 3 4 4
4 3 3 4 4 4
Fonte: BASF, 2015
A figura 15 nos mostra como uma empresa agroquímica de grande porte
visualiza esses riscos de acordo com o grau com que foram avaliados:
Figura 15 – Índice de risco de operabilidade
Índice de risco de operabilidade
Classe Medidas de redução
1 Indesejável - São requeridas as aprovações do nível hierárquico mais alto de qualidade e do biólogo regional)
2 Indesejável - São requeridas as aprovações do nível hierárquico mais alto de qualidade e do biólogo regional)
3 Aceitável - com controles de engenharia e administrativos
4 Aceitável - sem necessidade de medidas
Fonte: BASF, 2015

27
Comparando os resultados de grau de risco antes e depois das medidas
preventivas adotadas, foi possível avaliar se os perigos identificados estão sendo
controlados com ações eficazes suficientes para diminuir os riscos de uma
contaminação cruzada por impurezas residuais, garantindo assim a qualidade e
eficácia dos produtos formulados.

28
6. DESENVOLVIMENTO
A análise de risco de contaminação cruzada é um método de avaliação de
riscos que exigiu a participação de pessoas responsáveis da área produtiva e da
área de garantia da qualidade por se tratar de um tema complexo que exige diversos
tipos de conhecimentos.
Para que esse método fosse eficaz, foram realizadas diversas reuniões entre
produção e qualidade de acordo com o cronograma, demonstrado na figura 16:
Figura 16 – Cronograma de reuniões
Calendário - DEZEMBRO
DOM SEG TER QUA QUI SEX SAB
1 2 3 4 5 6
7 8 9 10 11 12 13
14 15 16 17 18 19 20
21 22 23 24 25 26 27
28 29 30 31
Datas das reuniões
Fonte: o autor
A primeira definição feita foram os pontos mais críticos de uma planta
produtiva, se tratando de contaminação cruzada, que seriam avaliados na análise,
são eles:
• Recebimento e estocagem de matérias primas no armazém e na planta
produtiva
• Processo produtivo
O recebimento e estocagem de matérias primas na planta produtiva é um
ponto crítico a ser analisado, pois ele se trata do local onde todas as matérias primas
que serão manuseadas ficarão estocadas até o momento em que serão utilizadas na
produção, desta forma pode haver algum tipo de contaminação entre elas

29
comprometendo a qualidade do produto final. Esta contaminação pode ocorrer
devido a diversos fatores, como avarias nas embalagens e estocagem de diferentes
matérias primas umas sobre as outras.
Pode-se dizer que a produção é em si o ponto mais crítico de todo o
processo, pois se trata do manuseio das matérias primas, produção de diversos
produtos em sequencia, produção de dois produtos simultaneamente em linhas
diferentes, contato das matérias primas com pessoas e empilhadeiras que podem
carregar impurezas para diferentes locais e retirada de amostras, que devem ser
armazenadas corretamente de acordo com procedimento operacional.
Deve-se levar em consideração todas as atividades executadas no
recebimento e estocagem das matérias primas, bem como no processo produtivo e o
consequente perigo de contaminação cruzada decorrente dessas atividades. Para
cada perigo se define a causa, consequência e as medidas preventivas existentes
para garantir que não haja contaminação em nenhuma etapa.
A etapa de limpeza entre as trocas de produtos nos sistemas produtivos
também é de extrema importância, de forma que o procedimento de limpeza e check
lists devem ser cumpridos à risca, item a item, garantindo a execução de todas as
atividades de forma a assegurar que o sistema atenda os limites de contaminantes
residuais para a próxima produção.
O treinamento de todos os colaboradores envolvidos no processo produtivo é
um requisito essencial para a garantia da qualidade do produto, pois a maioria dos
erros que podem vir a acontecer são de origem humana.
Também é importante seguir à risca a matriz de contaminação cruzada de
estocagem de produtos acabados, matérias primas e ativos, conforme figura 5.
Toda empresa deve possuir por meio de um programa computacional uma
rastreabilidade dos lotes de matérias primas e ativos que foram usados em cada
formulação. Esse é um item muito importante como evidência objetiva para o caso
de realização de auditorias, bem como caso ocorra uma contaminação, é possível
saber a origem do lote, fornecedor, data de validade, tempo de armazenamento,
destino, entre outras características importantes para a investigação desta não
conformidade.
A figura 17 foi elaborada levando-se em consideração todos esses aspectos
em conjunto com a análise do ANEXO A que nos revela a criticidade da planta em
relação ao nível de limpeza que deve ser atingido nas trocas de campanha.

30
Depois da elaboração da análise de risco feita na figura 17, pode-se analisar
os dados e percebe-se que todos os perigos listados tiveram o seu grau de risco
reduzido em uma unidade após serem identificadas as medidas preventivas que a
planta de formulações adota, desta maneira, diminuindo o perigo de uma
contaminação cruzada ocorrer.
Pode-se também perceber que um novo estudo poderá revelar algumas
medidas que ainda poderão ser adotadas e desta maneira, no futuro esses graus de
riscos poderão ser ainda mais reduzidos.

31
Figura 17 – Análise de risco de contaminação cruzada
Unidade: Planta de Formulação de Inseticida e Fungicida Objetivo: Avaliar os riscos e definir medidas preventivas para as possíveis causas de contaminação do produto final. A contaminação pode ocorrer no (1) recebimento e estocagem de matérias primas no armazém e na planta produtiva / (2) Processo produtivo Ativos: Vide planilha de ARIL Parâmetro: Contaminação
1. Recebimento e estocagem de matérias primas no armazém e na planta produtiva.
Perigo Causa Consequência P Os R Medias preventivas P Os R Recomendações
1.1 Contaminação de matéria prima por amazenagem em local inadequado (não seguindo os níveis de separação)
• Erro operacional no momento da armazenagem
• Contaminação entre as matérias primas armazenadas
2 2 2
• Treinamento de contaminação cruzada realizado de forma bienal; • Segregação física no depósito respeitando os itens de contaminação cruzada; • Paletes de matérias primas diferentes não são sobrepostos.
3 2 3
• Reforçar com os colaboradores a regra de separação dos ativos e seus inertes – separar por fileiras matérias primas de cada produto e seu respectivo ativo.
1.2 Falta de qualificação da mão de obra: conhecimento dos produtos manuseados
• Falta de treinamento para novos colaboradores e reciclagem para colaboradores antigos
• Armazenagem inadequada das matérias primas na produção
2 2 2
• Integração de novos colaboradores com sistema de padrinho; • Treinamento operacional efetuado bienal;
3 2 3
1.3 Exposição ao produto (vazamentos, avarias etc)
• Vazamento de embalagens devido a movimentação das matérias primas (ex.: avaria causada pelo garfo de empilhadeira ou queda do material)
• Contaminação do material ou de outras matérias primas ou contaminação do colaborador
1 3 2
• Procedimento da unidade para recolhimento do material e limpeza; • Todo e qualquer vazamento de pequenas proporções são recolhidos e destinados à incineração (citado no plano de emergência da unidade); • Plano de emergência para grandes vazamentos;
2 3 3

32
Perigo Causa Consequência P Os R Medias preventivas P Os R Recomendações
1.4 Utilização de matéria prima fora da especificação
• Falha na identificação de matérias primas fora da especificação
• Envio de matéria prima fora da especificação para a produção
2 2 2
• Procedimento para tratamento e identificação de produtos não conforme; • Bloqueio no SAP de material não conforme impedindo a movimentação; • Verificação do fracionador quanto à liberação da matéria prima no sistema;
3 2 3
1.5 Contaminação de matéria prima durante estocagem no interior da unidade
• Vazamento que atinja embalagem de outra matéria prima; • Contaminação de matéria prima através do pallet contaminado; • Estocagem não seguindo as regras de segregação; • Identificação errônea de tambores contendo solvente de limpeza; • Contaminação de matéria prima através da embalagem de fracionamento.
• Contaminação da produção utilizando a matéria prima contaminada
2 2 2
• Existe procedimento para contenção de vazamentos na unidade. Caso seja identificada contaminação de outras embalagens pela que vazou, é feita uma avaliação, sendo que o material pode ser incinerado ou utilizado, dependendo do risco; • Existe procedimento para carregamento e transporte de matérias primas dos depósitos até a unidade; • Não são armazenados materiais diferentes no mesmo pallet ou na mesma pilha (um pallet diretamente sobre o outro; • Solvente orgânico de limpeza da linha é identificado e armazenado em tambores, segundo procedimento. • Substituição semanal de embalagens utilizadas na atividade de fracionamento.
3 2 3
• Durante o fracionamento de ativo não pode haver inerte na sala de fracionameto;

33
Perigo Causa Consequência P Os R Medias preventivas P Os R Recomendações
1.6 Contaminação de matéria prima durante estocagem na área externa do banho-maria
• Vazamento que atinja embalagem de outra matéria prima; • Contaminação de matéria prima através do pallet contaminado;
• Possível contaminação durante a produção utilizando a matéria prima contaminada.
2 2 2
• Treinamento de contaminação cruzada realizado de forma bienal; • Segregação física no banho-maria respeitando os itens de contaminação cruzada; • Materiais iguais podem ser estocados em pilhas. Materiais diferentes são estocados em pilhas diferentes; • Existe procedimento para carregamento transporte de matéria primas dos depósitos até a unidade; • Existe procedimento para contenção de vazamentos na unidade. Caso seja identificada contaminação de outras embalagens pela que vazou, o supervisor é contatado. É feita avaliação, sendo que o material pode ser incinerado ou utilizado, dependendo do risco.
3 2 3
1.7 Contaminação na movimentação de matérias-primas
• Utilização de equipamento de movimentação contaminado (empilhadeiras e paleteiras)
• Possível contaminação durante a produção utilizando a matéria prima contaminada.
2 2 2
• As empilhadeiras são inspecionadas pelos operadores em caso de contaminação com pó (ativos); • Utilização de empilhadeiras elétricas e manuais dedicadas nos pisos.
3 2 3
• Revisar procedimento de utilização de empilhadeira reforçando o cuidado com a limpeza do equipamento.

34
Perigo Causa Consequência P Os R Medias preventivas P Os R Recomendações
1.8 Contaminação de matéria prima durante recebimento/descarregamento.
• Acoplamento de caminhão / isocontainer no tanque incorreto; • Utilização de mangote incorreto no descarregamentos de matérias primas
• Utilização de matéria prima errada da produção; • Contaminação de matéria prima durante recebimento/descarregamento.
2 2 2
• Pessoal do descarregamento é treinado no procedimento; • Não é autorizado descarregamento de tancado sem documentação do setor de recebimento; • Utilizar os mangotes adequados, de acordo com a identificação, para transferência de material. Os mangotes somente podem ser utilizados para o material identificado (mangotes dedicados).
3 2 3
1.9 Contaminação de matéria prima durante estocagem na tancagem .
• Contaminação de matéria prima através da tubulação de transferência para os reatores.
• Possível contaminação durante a produção utilizando a matéria prima contaminada
2 2 2 • Tubulações e bombas são dedicadas para cada matéria prima.
3 2 3

35
2. Produção
Perigo Causa Consequência P Os R Medias preventivas P Os R Recomendações
2.1 Contaminação de produto por produto da campanha anterior nos vasos/linhas de produção
• Não descontaminação na troca de campanha; • Falha na limpeza para troca de campanha; • Seguir procedimento de limpeza incorreto; • Não possuir métodos adequados para a análise de resíduos na limpeza e no produto final; • Iniciar novo produto sem o resultado de análise da água de limpeza ou não seguindo o resultado obtido;
Contaminação de produto pelo ingrediente ativo do produto anterior.
2 2 2
• Existe procedimento de mudança de campanha, registro em check list e análise de contaminação cruzada da água de limpeza/solvente de limpeza pelo laboratório; • Foram revisados a tabelas de ARIL, com base em testes biológicos; • O treinamento de reciclagem sobre o tema de contaminação cruzada é ministrado a cada 2 anos; • Amostras não retornam do laboratório para o processo; • Existem procedimento e treinamento interno da área para a identificação e reutilização de solvente de limpeza.
3 2 3

36
Perigo Causa Consequência P Os R Medias preventivas P Os R Recomendações
2.2 Contaminação de produto por outro produto ou matéria prima sendo processado na mesma unidade
• Falha em operação de válvulas quando mais que um produto estiver no mesmo circuito simultaneamente; • Contaminação durante manipulação de ingrediente ativo pó (adição nas capelas) • Sistema de exaustão comum entre os vasos e filtros; • Adição incorreta de matérias primas (entre diferentes produtos)
• Contaminação de produto pelo ingrediente ativo de outro produto.
2 2 2
• Os sistemas de formulação são separados. A única interligação entre eles é nos tanques • A adição de ativos dos sistemas são separados fisicamente, existem garagens de capelas dedicadas para cada sistema; • Existe procedimento de inspeção de exaustão e saturação dos filtros; • O sistema de exaustão e filtros é dedicado para cada capela; • Resíduos de exaustão são enviados para incineração; • A adição de matérias primas é abordada em treinamentos internos da área e está em procedimentos. • Conforme procedimento de descontaminação, as capelas de adição são lavadas visando impedir contaminação entre produtos subseqüentes no mesmo sistema.
3 2 3
37
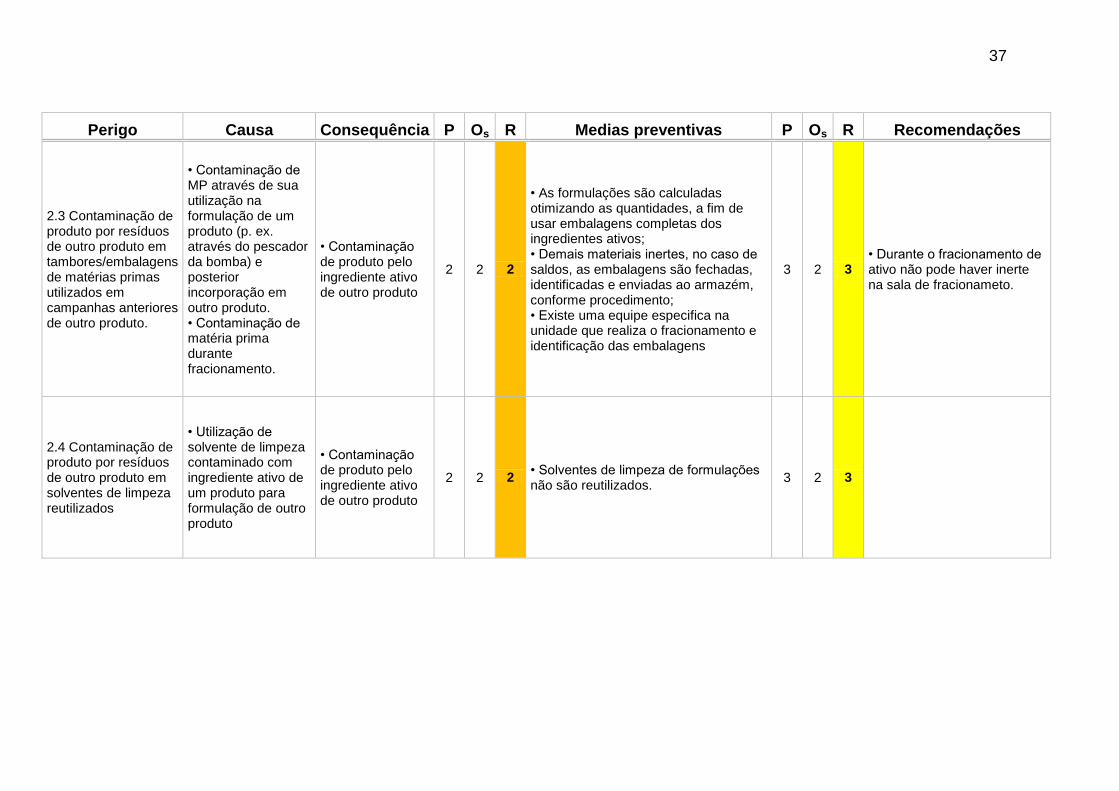
Perigo Causa Consequência P Os R Medias preventivas P Os R Recomendações
2.3 Contaminação de produto por resíduos de outro produto em tambores/embalagens de matérias primas utilizados em campanhas anteriores de outro produto.
• Contaminação de MP através de sua utilização na formulação de um produto (p. ex. através do pescador da bomba) e posterior incorporação em outro produto. • Contaminação de matéria prima durante fracionamento.
• Contaminação de produto pelo ingrediente ativo de outro produto
2 2 2
• As formulações são calculadas otimizando as quantidades, a fim de usar embalagens completas dos ingredientes ativos; • Demais materiais inertes, no caso de saldos, as embalagens são fechadas, identificadas e enviadas ao armazém, conforme procedimento; • Existe uma equipe especifica na unidade que realiza o fracionamento e identificação das embalagens
3 2 3 • Durante o fracionamento de ativo não pode haver inerte na sala de fracionameto.
2.4 Contaminação de produto por resíduos de outro produto em solventes de limpeza reutilizados
• Utilização de solvente de limpeza contaminado com ingrediente ativo de um produto para formulação de outro produto
• Contaminação de produto pelo ingrediente ativo de outro produto
2 2 2 • Solventes de limpeza de formulações não são reutilizados.
3 2 3

38
Perigo Causa Consequência P Os R Medias preventivas P Os R Recomendações
2.5 Contaminação de produto pela reutilização de tambores/IBCs
• Adição de produto com ingrediente ativo diferente do desejado; • Produto a ser reprocessado apresentando contaminação cruzada.
• Contaminação do produto por ingrediente ativo de outro produto
2 2 2
• Não são re-utilizados tambores nos processos de formulação. Existe apenas um ingrediente ativo que vem envasado em tambores e estes são descartados após a utilização. • No caso de precisar armazenar algum produto para reprocesso, são utilizados novas embalagens que são descartadas após o uso.
3 2 3
• Preparar um procedimento para regras básicas de reenvase para reprocesso na unidade.
2.6 Contaminação de produtos através da movimentação de pessoas nas unidades com vestimentas/ calçados contaminados
• Transporte de ingrediente ativo de uma formulação para outra através do calçado ou vestimenta.
• Possível contaminação de entre produtos
2 2 2
• Existem procedimentos de operação que dizem que em caso da roupa ser contaminada durante formulação, o operador deve trocar de vestimenta. • No momento da adição de ingredientes ativos é utilizado um macacão como EPI, que é descartado após a operação.
3 2 3
2.7 Contaminação de produto devido ao retorno de amostras
• Amostra ser retornada para vaso contendo produto com ingrediente ativo diferente devido a erro operacional
• Contaminação do produto pelo ingrediente ativo da amostra
3 2 3 • Nenhuma amostra retorna para a unidade produtiva sendo descartadas para incineração.
4 2 3

39
Perigo Causa Consequência P Os R Medias preventivas P Os R Recomendações
2.8 Contaminação de produto através do trânsito de empilhadeiras
• Contaminação do garfo da empilhadeira com ingrediente ativo e posterior contaminação de outro produto através do garfo; • Transporte de ingrediente ativo através dos pneus ou da própria estrutura da empilhadeira de uma área para outra.
• Possível contaminação do produto com ingrediente ativo de outro produto.
2 2 2
• As empilhadeiras não têm contato direto com o produto final e apenas com as embalagens de ingrediente ativo; • O uso de empilhadeiras na unidade produtiva ocorrerá de forma dedicada a cada piso; • As empilhadeiras são inspecionadas pelos operadores em caso de contaminação com pó (ativos);
3 2 3
• Revisar procedimento de utilização de empilhadeira reforçando o cuidado com a limpeza do equipamento (não utilizar empilhadeira com o garfo sujo).
2.9 Contaminação de produto pela utilização de matéria-prima incorreta
• Adição de AI de um produto erroneamente no vaso de formulação de outro produto (através da capela de adição) • Ingrediente ativo rotulado erroneamente ou enviado erroaneamento pelo armazém
• Contaminação do produto por outro ingrediente ativo
2 2 2
• Todas as MP são identificadas no recebimento, conforme procedimento interno da unidade e logística de fabrica. • As folhas de marcha contem os números de lotes e materiais utilizados em cada carga. • Os sapistas, fracionadores e operadores checam todas as matérias primas antes de utilizá-las
3 2 3
Fonte: o autor

40
7. CONCLUSÃO
Considerando o trabalho que foi realizado, demonstrou-se que a ferramenta
funcionou de forma eficaz e, desta maneira, foi possível ter uma visão global dos
níveis dos riscos presentes na planta produtiva avaliada.
A análise permitiu verificar que a questão da contaminação cruzada vem
sendo tratada nesta planta de formulações com bastante severidade.
Com base nos resultados finais da análise de risco, pode-se concluir que o
risco de ocorrer uma contaminação cruzada entre fungicidas e inseticidas nesta
planta de formulações é bastante baixo, e apesar da redução obtida com as medidas
atuais, os riscos podem ser reduzidos ainda mais para diminuir a probabilidade de
uma contaminação ocorrer.
É importante que a filosofia de Prevenção de Contaminação faça parte da
política de empresa, não permitindo que as equipes se tornem complacentes e que
ocorra atalhos nas atividades. Além disso, a prevenção de contaminação deve
sempre estar incluída nos novos projetos e análises críticas de qualquer modificação
de processo para garantir que novas operações ou instalações não venham a
causar problemas futuros de contaminação cruzada.

41
REFERÊNCIAS
APS – The American Phytopathological Society
Disponível em: <http://www.apsnet.org/about/Pages/default.aspx>
Acesso em: 08 out. 2014
BALDISSERA, A. Pesquisa-ação: Uma metodologia do “conhecer” e do
“agir” coletivo. Pernambuco: Universidade Federal de Pernambuco, 2001.
BASF – Procedimentos internos de prevenção à contaminação cruzada
Última revisão: Jan. 2015
BNDES – BANCO NACIONAL DO DESENVOLVIMENTO
Disponível em:
<http://www.bndes.gov.br/SiteBNDES/export/sites/default/bndes_pt/Galerias/A
rquivos/conhecimento/bnset/set2403.pdf>
Acesso em: 26 set. 2014
BRASIL. Lei nº 7.802, de 11 de julho de 1989. Dispõe sobre a pesquisa, a
experimentação, a produção, a embalagem e rotulagem, o transporte, o
armazenamento, a comercialização, a propaganda comercial, a utilização, a
importação, a exportação, o destino final dos resíduos e embalagens, o
registro, a classificação, o controle, a inspeção e a fiscalização de
agrotóxicos, seus componentes e afins, e dá outras providências. Diário
Oficial da República Federativa do Brasil, Poder Executivo, Brasília, DF, 12
jul. 1989. Seção 1, p.11459.
CULTIVANDO – Por que são usados os agrotóxicos?
Disponível em:
http://www.cultivando.com.br/alimentacao_e_saude_agrotoxicos_por_que_sa
o_usados.html
Acesso em: 26.05.2015
ECPA – EUROPEAN CROP PROTECTION ASSOCIATION

42
Disponível em: http://www.ecpa.eu/
Acesso em: 16 out. 2014
AGEITEC – Agência Embrapa de Informação Tecnológica
Disponível em:
<http://www.agencia.cnptia.embrapa.br/gestor/agricultura_e_meio_ambiente/a
rvore/CONTAG01_40_210200792814.html>
Acesso em: 26.05.2015
MINISTÉRIO DO MEIO AMBIENTE.
Disponível em: <http://www.mma.gov.br/seguranca-quimica/agrotoxicos>
Acesso em: 08 out. 2014
SNEL, M. ECPA – EUROPEAN CROP PROTECTION ASSOCIATION.
Contamination Prevention in the Manufacture of Crop Protection
Products, 2014, 137p.
TERRA, F. H. B. A história da indústria de agrotóxicos no Brasil: das
primeiras fábricas na década de 1940 aos anos 2000. Minas Gerais:
Universidade Federal de Uberlândia, 2008.

43
ANEXO A – ARIL da planta de formulações de inseticidas e fungicidas
ARIL Tradename For. Nat. Common Name Conc. Unit IA
Ativ
o 1
Ativ
o 2
Ativ
o 3
Ativ
o 4
Ativ
o 5
Ativ
o 6
Ativ
o 7
Ativ
o 8
Ativ
o 9
Ativ
o 1
0
Ativ
o 1
1
PRODUTO A SC I Ativo 2 240 g/l 1.000 NaN 1.000 1.000 333 1.000 1.000 1.000 1.000 1.000 1.000
PRODUTO B SC I Ativo 1 30 g/l NaN 1.000 1.000 1.000 1.000 NaN 1.000 1.000 1.000 1.000 1.000
Ativo 6 30 g/l 1.000 1.000 1.000 1.000 1.000 1.000 1.000 1.000 1.000
PRODUTO C SC I Ativo 11 150 g/l 1.000 1.000 1.000 1.000 333 1.000 1.000 1.000 833 1.000 NaN
PRODUTO D EC I Ativo 1 100 g/l NaN 1.000 1.000 1.000 833 1.000 1.000 1.000 1.000 1.000 1.000
PRODUTO E SC I Ativo 1 100 g/l NaN 1.000 1.000 1.000 100 1.000 1.000 1.000 500 1.000 1.000
PRODUTO F SC I Ativo 1 60 g/l NaN 1.000 1.000 1.000 1.000 1.000 1.000 1.000 1.000 1.000 1.000
PRODUTO G SC I Ativo 1 75 g/l NaN 1.000 1.000 1.000 1.000 1.000 1.000 1.000 1.000 1.000 NaN
Ativo 11 75 g/l 1.000 1.000 1.000 1.000 1.000 1.000 1.000 1.000 1.000 PRODUTO H SC F Ativo 8 500 g/l 1.000 1.000 1.000 1.000 111 1.000 1.000 NaN 556 1.000 1.000
PRODUTO I EC F Ativo 10 250 g/l 825 1.000 1.000 1.000 250 1.000 1.000 1.000 1.000 NaN 1.000
PRODUTO J SE F Ativo 5 50 g/l 550 1.000 1.000 1.000 NaN 1.000 1.000 1.000 1.000 NaN 1.000
Ativo 10 133 g/l 550 1.000 1.000 1.000 1.000 1.000 1.000 1.000 1.000
PRODUTO K SE F Ativo 5 62,5 g/l 413 1.000 1.000 1.000 NaN 1.000 1.000 1.000 1.000 NaN 1.000
Ativo 10 85 g/l 413 1.000 1.000 1.000 1.000 1.000 1.000 1.000 1.000
PRODUTO L SC F Ativo 5 160 g/l 1.000 1.000 1.000 1.000 NaN 1.000 1.000 1.000 1.000 NaN 1.000
Ativo 10 260 g/l 1.000 1.000 1.000 1.000 1.000 1.000 1.000 1.000 1.000
PRODUTO M SC F Ativo 3 500 g/l 275 1.000 NaN NaN 368 1.000 1.000 714 714 1.000 1.000
Ativo 4 100 g/l 275 1.000 368 1.000 1.000 714 714 1.000 1.000
PRODUTO N SL F Ativo 9 90 g/l 1.000 1.000 1.000 1.000 250 1.000 1.000 1.000 NaN 1.000 1.000
PRODUTO O EC F Ativo 5 50 g/l 688 1.000 1.000 1.000 NaN 1.000 NaN 1.000 833 NaN 1.000
Ativo 7 50 g/l 688 1.000 1.000 1.000 1.000 1.000 833 1.000
Ativo 10 81 g/l 688 1.000 1.000 1.000 1.000 1.000 833 1.000
PRODUTO P SC F Ativo 7 167 g/l 1.000 892 1.000 892 167 1.000 NaN 833 446 NaN 1.000
Ativo 10 333 g/l 1.000 892 1.000 892 167 1.000 833 446 1.000