manual de operaÇÃo · movimento do carro de transporte com o controle remoto normalmente. o modo...
TRANSCRIPT
1500
1920
360
1607
A5 MIG Orbital System
PTM
ANUA
L D
E O
PERA
ÇÃO
2 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UAL
DE
OPE
RAÇÃ
O
ÍNDICE
1. Introdução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31.1 Geral . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31.2 Sobre o produto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41.3 Compatibilidade . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2. Instalação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52.1 Conexão a um equipamento de soldagem FastMig . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52.2 Conexão a um equipamento de soldagem não FastMig . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.3 Conjunto de anel guia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62.4 Montagem do carro de transporte no anel guia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.5 Como selecionar uma tocha de soldagem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72.6 Instalação da tocha de soldagem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3. Operação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83.1 Funções do carro de transporte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83.2 Painel de controle do carro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.2.1 Menu Iniciar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83.2.2 Opções do menu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83.2.3 Menu de configuração A . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
3.3 Unidade de controle remoto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .133.3.1 Funções básicas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .133.3.2 Funções ALT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
3.4 Ajuste fino da posição da tocha . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .143.5 Software aplicativo Wise da Kemppi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .143.6 Como encomendar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .153.7 Dados técnicos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16
4. Resolução de problemas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .174.1 Problemas de operação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
5. Manutenção . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .185.1 Manutenção diária . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .185.2 Manutenção periódica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
6. Descarte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
3 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UAL
DE
OPE
RAÇÃ
O
1. INTRODUÇÃO
1.1 Geral
Parabéns por escolher o equipamento de soldagem A5 MIG Orbital System 1500. Se usados corretamente, os produtos Kemppi podem elevar significativamente a produtividade da soldagem e possibilitar anos de funcionamento com economia.
Este manual de instruções contém informações importantes sobre o uso, a manutenção e a segurança do seu produto Kemppi. As especificações técnicas do equipamento podem ser encontradas no fim do manual.
Leia o manual de operação e o folheto de instruções de segurança cuidadosamente antes de usar o equipamento pela primeira vez. Para a sua segurança e também para a segurança do ambiente de trabalho, dê atenção especial às instruções de segurança do manual.
Para mais informações sobre produtos Kemppi, entre em contato com a Kemppi Oy, consulte um distribuidor autorizado Kemppi, ou visite o site da Kemppi em www.kemppi.com.
As especificações apresentadas neste manual estão sujeitas a alteração sem prévio aviso.
Observações importantes Itens do manual que exigem cuidado especial visando minimizar danos e ferimentos são indicados por esse símbolo. Leia essas seções com cuidado e siga as instruções encontradas.
Nota: Oferece ao usuário informações úteis.
Atenção: Descreve uma situação que pode resultar em danos ao equipamento ou sistema.
Cuidado: Descreve uma situação potencialmente perigosa. Se não for evitada, resultará em lesões pessoais ou ferimentos fatais.
Declaração de exoneração de responsabilidadeEmbora tenham sido realizados todos os esforços para tornar as informações deste manual precisas e completas, nenhuma responsabilidade por erros ou omissões será aceita. A Kemppi se reserva o direito de alterar a especificação do produto descrito a qualquer momento sem prévio aviso. Não copie, grave, reproduza nem transmita o conteúdo deste manual sem a permissão prévia da Kemppi.
4 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UAL
DE
OPE
RAÇÃ
O
1.2 Sobre o produto
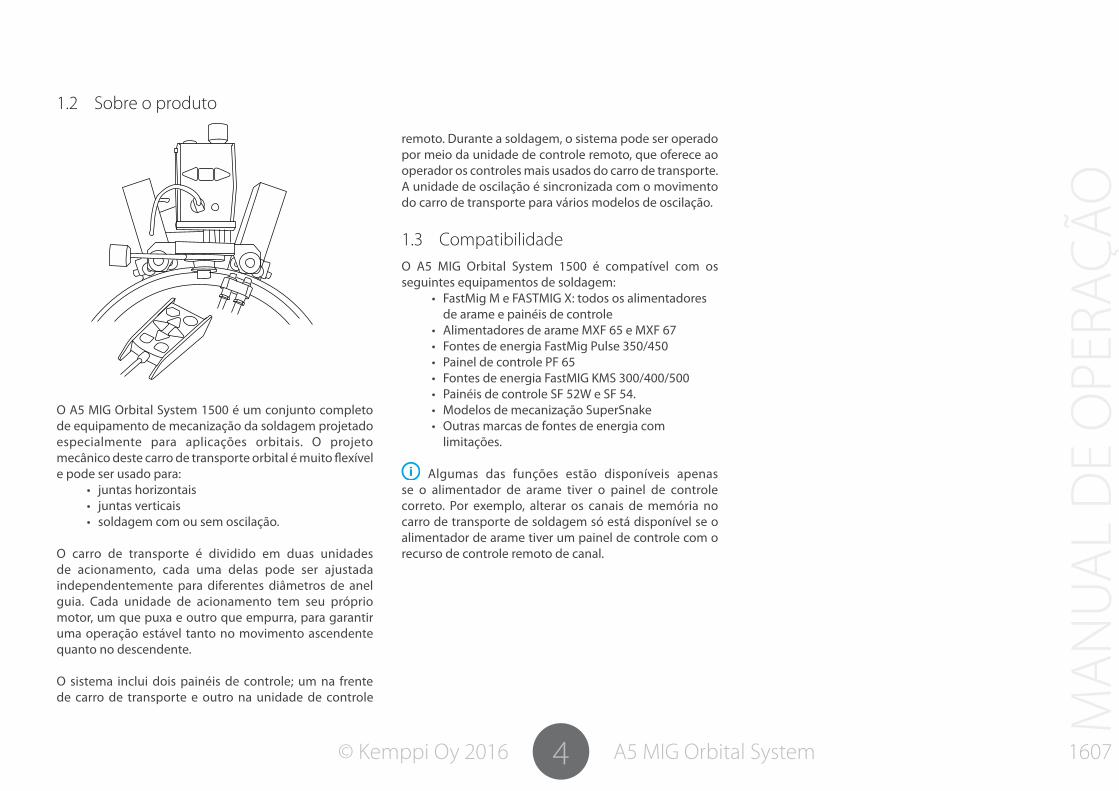
O A5 MIG Orbital System 1500 é um conjunto completo de equipamento de mecanização da soldagem projetado especialmente para aplicações orbitais. O projeto mecânico deste carro de transporte orbital é muito flexível e pode ser usado para:
• juntas horizontais• juntas verticais • soldagem com ou sem oscilação.
O carro de transporte é dividido em duas unidades de acionamento, cada uma delas pode ser ajustada independentemente para diferentes diâmetros de anel guia. Cada unidade de acionamento tem seu próprio motor, um que puxa e outro que empurra, para garantir uma operação estável tanto no movimento ascendente quanto no descendente.
O sistema inclui dois painéis de controle; um na frente de carro de transporte e outro na unidade de controle
remoto. Durante a soldagem, o sistema pode ser operado por meio da unidade de controle remoto, que oferece ao operador os controles mais usados do carro de transporte. A unidade de oscilação é sincronizada com o movimento do carro de transporte para vários modelos de oscilação.
1.3 CompatibilidadeO A5 MIG Orbital System 1500 é compatível com os seguintes equipamentos de soldagem:
• FastMig M e FASTMIG X: todos os alimentadores de arame e painéis de controle
• Alimentadores de arame MXF 65 e MXF 67• Fontes de energia FastMig Pulse 350/450• Painel de controle PF 65• Fontes de energia FastMIG KMS 300/400/500• Painéis de controle SF 52W e SF 54.• Modelos de mecanização SuperSnake• Outras marcas de fontes de energia com
limitações.
Algumas das funções estão disponíveis apenas se o alimentador de arame tiver o painel de controle correto. Por exemplo, alterar os canais de memória no carro de transporte de soldagem só está disponível se o alimentador de arame tiver um painel de controle com o recurso de controle remoto de canal.
5 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UAL
DE
OPE
RAÇÃ
O
2. INSTALAÇÃO
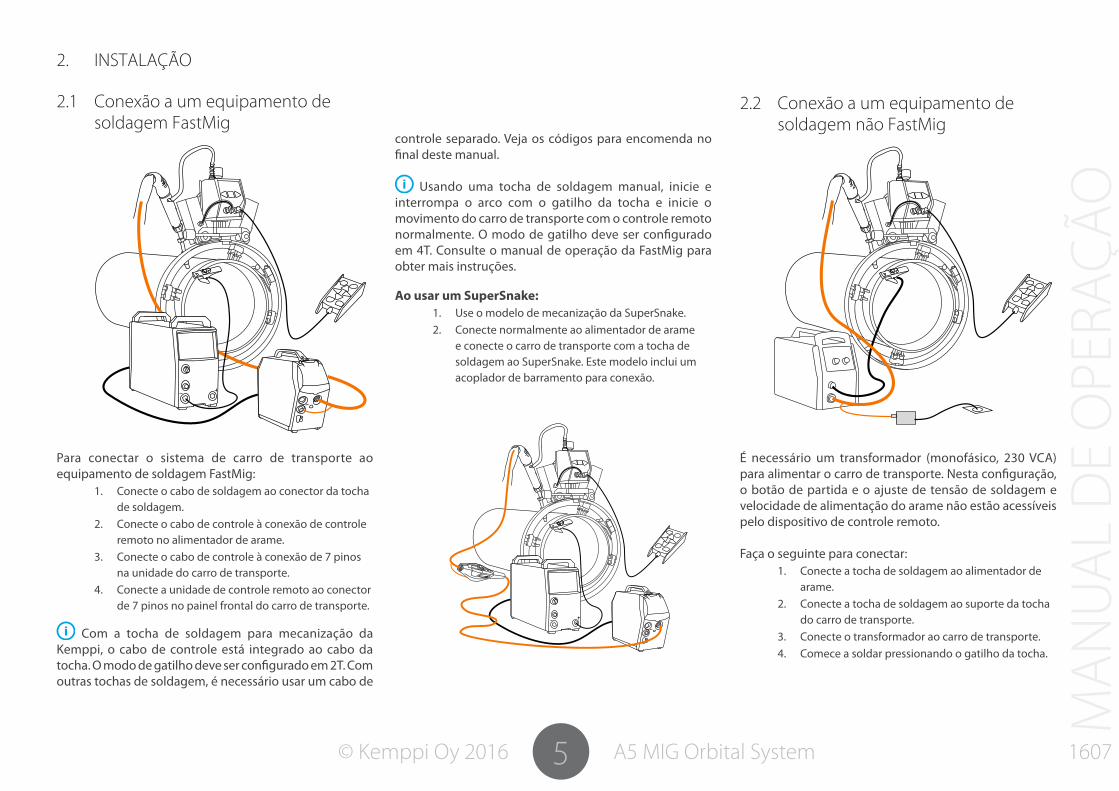
2.1 Conexão a um equipamento de soldagem FastMig
Para conectar o sistema de carro de transporte ao equipamento de soldagem FastMig:
1. Conecte o cabo de soldagem ao conector da tocha de soldagem.
2. Conecte o cabo de controle à conexão de controle remoto no alimentador de arame.
3. Conecte o cabo de controle à conexão de 7 pinos na unidade do carro de transporte.
4. Conecte a unidade de controle remoto ao conector de 7 pinos no painel frontal do carro de transporte.
Com a tocha de soldagem para mecanização da Kemppi, o cabo de controle está integrado ao cabo da tocha. O modo de gatilho deve ser configurado em 2T. Com outras tochas de soldagem, é necessário usar um cabo de
controle separado. Veja os códigos para encomenda no final deste manual.
Usando uma tocha de soldagem manual, inicie e interrompa o arco com o gatilho da tocha e inicie o movimento do carro de transporte com o controle remoto normalmente. O modo de gatilho deve ser configurado em 4T. Consulte o manual de operação da FastMig para obter mais instruções.
Ao usar um SuperSnake: 1. Use o modelo de mecanização da SuperSnake.2. Conecte normalmente ao alimentador de arame
e conecte o carro de transporte com a tocha de soldagem ao SuperSnake. Este modelo inclui um acoplador de barramento para conexão.
2.2 Conexão a um equipamento de soldagem não FastMig
É necessário um transformador (monofásico, 230 VCA) para alimentar o carro de transporte. Nesta configuração, o botão de partida e o ajuste de tensão de soldagem e velocidade de alimentação do arame não estão acessíveis pelo dispositivo de controle remoto.
Faça o seguinte para conectar: 1. Conecte a tocha de soldagem ao alimentador de
arame.2. Conecte a tocha de soldagem ao suporte da tocha
do carro de transporte.3. Conecte o transformador ao carro de transporte.4. Comece a soldar pressionando o gatilho da tocha.
6 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UAL
DE
OPE
RAÇÃ
O
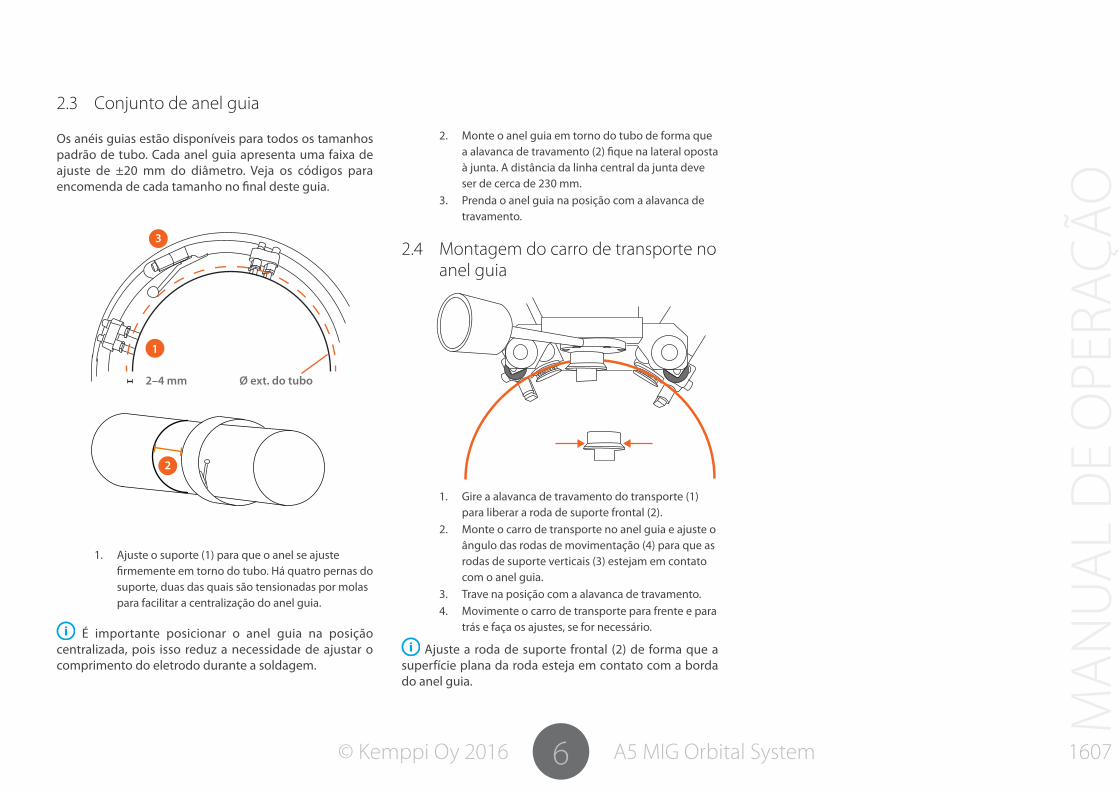
2.3 Conjunto de anel guia
Os anéis guias estão disponíveis para todos os tamanhos padrão de tubo. Cada anel guia apresenta uma faixa de ajuste de ±20 mm do diâmetro. Veja os códigos para encomenda de cada tamanho no final deste guia.
2–4 mm Ø ext. do tubo
2
3
1
1. Ajuste o suporte (1) para que o anel se ajuste firmemente em torno do tubo. Há quatro pernas do suporte, duas das quais são tensionadas por molas para facilitar a centralização do anel guia.
É importante posicionar o anel guia na posição centralizada, pois isso reduz a necessidade de ajustar o comprimento do eletrodo durante a soldagem.
2. Monte o anel guia em torno do tubo de forma que a alavanca de travamento (2) fique na lateral oposta à junta. A distância da linha central da junta deve ser de cerca de 230 mm.
3. Prenda o anel guia na posição com a alavanca de travamento.
2.4 Montagem do carro de transporte no anel guia
1. Gire a alavanca de travamento do transporte (1) para liberar a roda de suporte frontal (2).
2. Monte o carro de transporte no anel guia e ajuste o ângulo das rodas de movimentação (4) para que as rodas de suporte verticais (3) estejam em contato com o anel guia.
3. Trave na posição com a alavanca de travamento.4. Movimente o carro de transporte para frente e para
trás e faça os ajustes, se for necessário.
Ajuste a roda de suporte frontal (2) de forma que a superfície plana da roda esteja em contato com a borda do anel guia.
7 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UAL
DE
OPE
RAÇÃ
O
2.5 Como selecionar uma tocha de soldagem
As tochas de mecanização da Kemppi oferecem várias vantagens em comparação com tochas de soldagem manual. O controle do carro de transporte e os sinais de alimentação estão integrados no cabo da tocha, assim, apenas um cabo é necessário entre o alimentador de arame e o carro de transporte de soldagem. Isso também permite o ajuste de funções do carro de transporte e de parâmetros de soldagem no dispositivo de controle remoto.
A Kemppi oferece três modelos de tochas de soldagem projetadas especialmente para a soldagem mecanizada:
PMT MN32C (Modelo multipescoço)Diversos projetos de pescoço. Pescoço levemente curvo para soldagem mecanizada Estão disponíveis bocal de gás e bico de contato extra longos, adequados especialmente para a soldagem de raiz em chanfros estreitos.
MMT42C Modelo de pescoço reto refrigerado a gás
MMT42C Modelo de pescoço reto refrigerado a líquido para aplicações pesadas
Consulte os detalhes técnicos das tochas de soldagem em suas documentações.
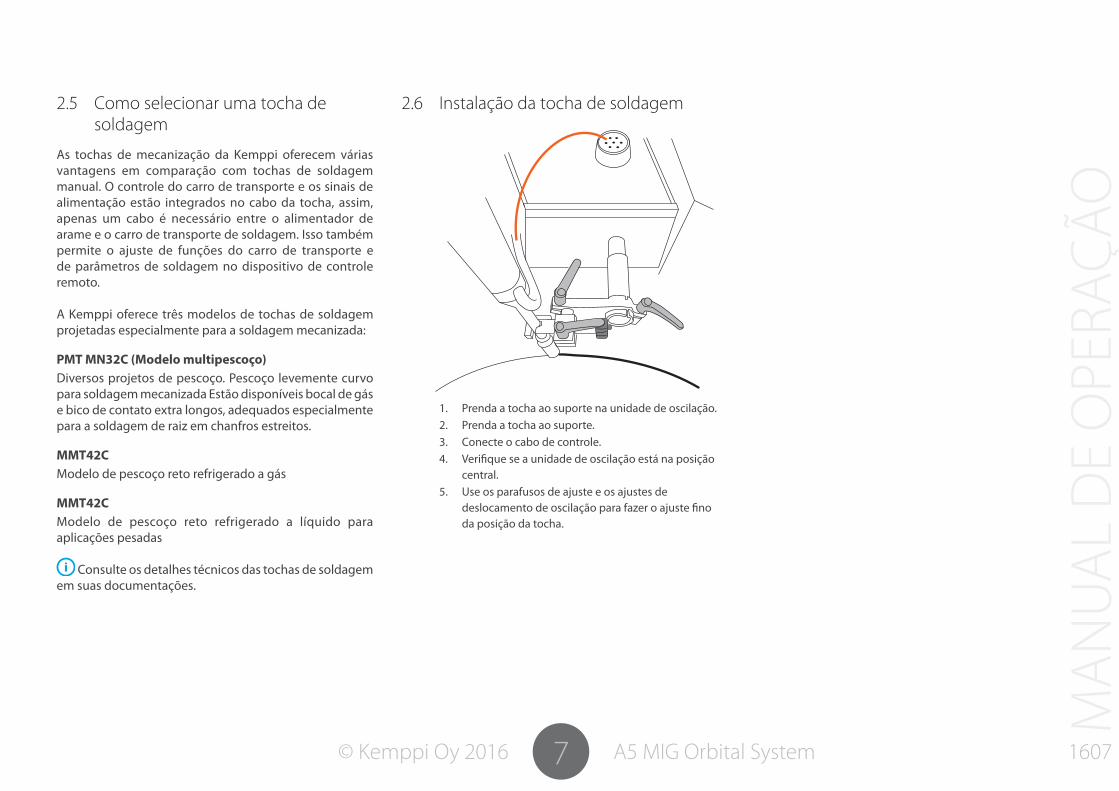
2.6 Instalação da tocha de soldagem
1. Prenda a tocha ao suporte na unidade de oscilação.2. Prenda a tocha ao suporte.3. Conecte o cabo de controle.4. Verifique se a unidade de oscilação está na posição
central.5. Use os parafusos de ajuste e os ajustes de
deslocamento de oscilação para fazer o ajuste fino da posição da tocha.

8 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UAL
DE
OPE
RAÇÃ
O
3. OPERAÇÃO
3.1 Funções do carro de transporte
1. O botão STOP, na parte superior do carro de transporte é o mesmo presente no dispositivo de controle remoto
2. Display para exibir o menu de configurações e seus valores
3. O botão Menu move de um menu ao outro4. Botões Scroll left/right alteram os valores de
configurações do menu
3.2 Painel de controle do carro
3.2.1 Menu Iniciar
P1 CH off<8> 45 6mm
Esta é a visualização inicial do visor do carro de transporte. 1. Número do programa (P1)2. Liga/Desliga canais de memória remotos
(CANAL Off)3. Velocidade do carro de transporte (8 cm/min)4. Velocidade de oscilação (45 mm/s)5. Largura da oscilação (6 mm)
Pressione MENU para continuar.
3.2.2 Opções do menu
Seleção do programa
P1 CH on<8> 45 6mm
O item a ser ajustado (P1) piscará no visor. Selecione o programa para armazenar as configurações:
1. Use + e – para navegar pelos programas.2. Selecione o programa a ser usado: P1…P5.3. Pressione MENU para continuar.

9 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UAL
DE
OPE
RAÇÃ
O
Speed Car
P1 CH on Speed Car 8cm/m
Ajusta a velocidade de avanço do carro de transporte: 1. Use os botões + e – para alterar a velocidade.2. Configure a velocidade do carro de transporte na
faixa entre 5 e 150 cm/min.3. Pressione o botão MENU para continuar.
Speed
P1 CH on Speed <-> 45mm/s
Ajusta a velocidade de oscilação, ou seja, a velocidade na qual a tocha se move de um lado da chanfro para o outro durante um movimento de oscilação:
1. Use os botões + e – para alterar a velocidade.2. Configure a velocidade de oscilação na faixa entre
10 e 50 mm/seg.3. Pressione MENU para continuar.
Largura
P1 CH on Width <-> 6mm
Configura a largura do movimento de oscilação:1. Use os botões + e – para alterar a largura a partir
do centro (1 mm = 0,5 mm de cada lado).2. Configure a largura da oscilação na faixa entre 0 e
30 mm.3. Pressione MENU para continuar.
10 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UAL
DE
OPE
RAÇÃ
O
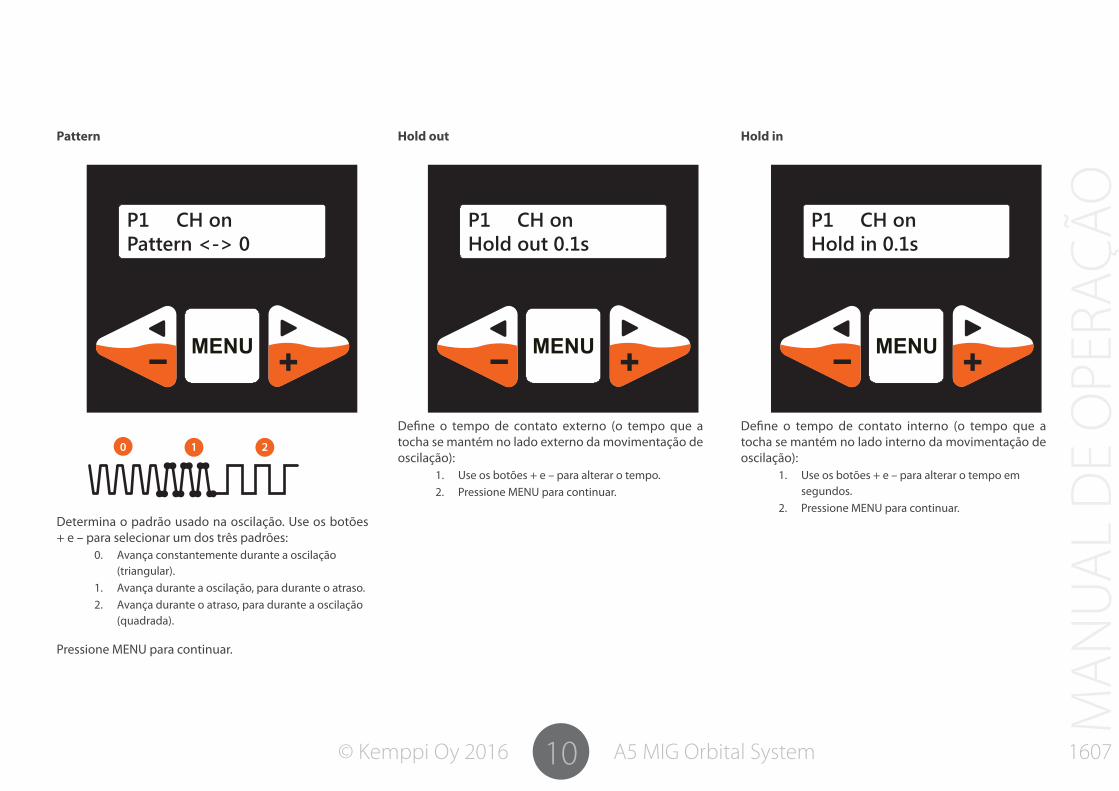
Pattern
P1 CH on Pattern <-> 0
1 20
Determina o padrão usado na oscilação. Use os botões + e – para selecionar um dos três padrões:
0. Avança constantemente durante a oscilação (triangular).
1. Avança durante a oscilação, para durante o atraso. 2. Avança durante o atraso, para durante a oscilação
(quadrada).
Pressione MENU para continuar.
Hold out
P1 CH on Hold out 0.1s
Define o tempo de contato externo (o tempo que a tocha se mantém no lado externo da movimentação de oscilação):
1. Use os botões + e – para alterar o tempo.2. Pressione MENU para continuar.
Hold in
P1 CH on Hold in 0.1s
Define o tempo de contato interno (o tempo que a tocha se mantém no lado interno da movimentação de oscilação):
1. Use os botões + e – para alterar o tempo em segundos.
2. Pressione MENU para continuar.
11 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UAL
DE
OPE
RAÇÃ
O
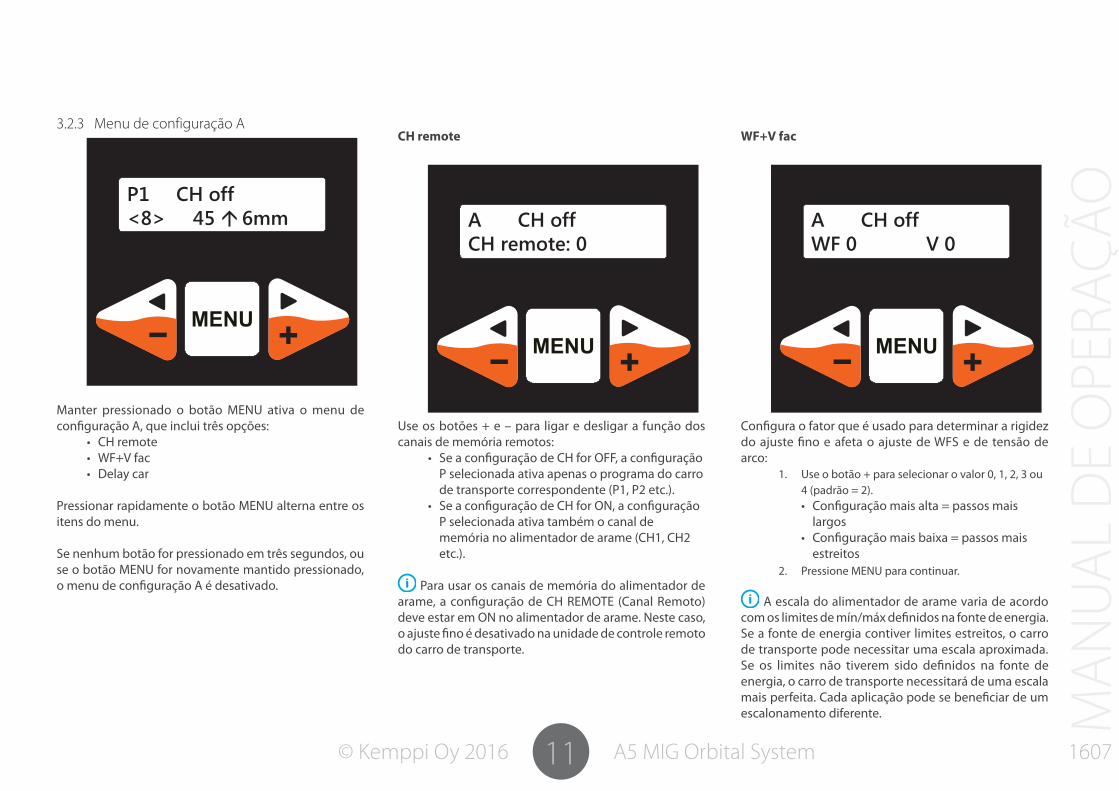
3.2.3 Menu de configuração A
P1 CH off<8> 45 6mm
Manter pressionado o botão MENU ativa o menu de configuração A, que inclui três opções:
• CH remote• WF+V fac • Delay car
Pressionar rapidamente o botão MENU alterna entre os itens do menu.
Se nenhum botão for pressionado em três segundos, ou se o botão MENU for novamente mantido pressionado, o menu de configuração A é desativado.
CH remote
A CH off CH remote: 0
Use os botões + e – para ligar e desligar a função dos canais de memória remotos:
• Se a configuração de CH for OFF, a configuração P selecionada ativa apenas o programa do carro de transporte correspondente (P1, P2 etc.).
• Se a configuração de CH for ON, a configuração P selecionada ativa também o canal de memória no alimentador de arame (CH1, CH2 etc.).
Para usar os canais de memória do alimentador de arame, a configuração de CH REMOTE (Canal Remoto) deve estar em ON no alimentador de arame. Neste caso, o ajuste fino é desativado na unidade de controle remoto do carro de transporte.
WF+V fac
A CH off WF 0 V 0
Configura o fator que é usado para determinar a rigidez do ajuste fino e afeta o ajuste de WFS e de tensão de arco:
1. Use o botão + para selecionar o valor 0, 1, 2, 3 ou 4 (padrão = 2).• Configuração mais alta = passos mais
largos• Configuração mais baixa = passos mais
estreitos2. Pressione MENU para continuar.
A escala do alimentador de arame varia de acordo com os limites de mín/máx definidos na fonte de energia. Se a fonte de energia contiver limites estreitos, o carro de transporte pode necessitar uma escala aproximada. Se os limites não tiverem sido definidos na fonte de energia, o carro de transporte necessitará de uma escala mais perfeita. Cada aplicação pode se beneficiar de um escalonamento diferente.

12 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UAL
DE
OPE
RAÇÃ
O
Delay car
A CH off Delay Car: 600 ms
Ajusta o tempo de atraso (o tempo que o carro permanece parado após a soldagem ter começado):
1. Use os botões + e – para alterar o tempo.2. Faixa: 100–3000 milissegundos3. Pressione MENU para continuar.
Valor CH2–CH5
A CH on Value CH2: 4
Ajuste fino do nível de sinal dos canais de memória no carro de soldagem para os canais 2 a 5.
• Use os botões + e – para alterar o valor.
Essas configurações só precisam ser alteradas se houver conflito entre os canais de memória definidos pelo alimentador de arame e o carro de transporte.
Adj0 WF
A CH on Adj. 0 WF: 5
Com esse parâmetro é possível fazer o ajuste fino do nível de sinal zero para definir o valor de velocidade de alimentação do arame.
• Use os botões + e – para alterar o valor.
Em uso normal, o valor desse parâmetro nunca precisará ser alterado.
Adj0 VCom esse parâmetro é possível fazer o ajuste fino do nível de sinal zero para definir o valor da tensão.
• Use os botões + e – para alterar o valor.
Em uso normal, o valor desse parâmetro nunca precisará ser alterado.

13 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UAL
DE
OPE
RAÇÃ
O
3.3 Unidade de controle remoto
3.3.1 Funções básicas
1. Pressione Stop para extinguir o arco e parar o carro de transporte.
2. Mantenha ALT pressionado para ativar as funções secundárias, em laranja, dos botões.
3. Pressionar CH uma vez: Inicia a execução de teste (arco apagado) com a velocidade e oscilação programadas.
4. Pressionar CH pela segunda vez durante a soldagem/execução: A velocidade do carro de transporte aumenta (para cima), ou diminui (para baixo).
5. Manter CH pressionado: Transporte de alta velocidade (arco apagado).
Move a linha central da oscilação ou soldagem na direção do botão.
A direção é determinada tendo como referência um observador de frente para o painel de controle do carro de transporte. Se você estiver do outro lado do carro de transporte, as direções estarão invertidas.
Aumenta ou diminui a largura da oscilação em 1 mm por vez que é pressionado o botão (0,5 mm de cada lado).
3.3.2 Funções ALT
Começa a soldar na direção do botão. Se estiver em execução de teste, o arco é aceso.
Ativa o próximo programa (para cima) ou o programa anterior (para baixo), incluindo o canal de memória, se o Canal Remoto estiver ligado (ON) no alimentador de arame.
Aumente (+) ou diminua (-) a tensão de arco.
Aumente (+) ou diminua (-) a velocidade de alimentação do arame.
O ajuste fino de tensão e alimentação de arame funciona somente quando o Canal Remoto está desligado (OFF) no alimentador de arame.
Stop encerra a operação do carro de transporte e interrompe a soldagem.
14 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UAL
DE
OPE
RAÇÃ
O
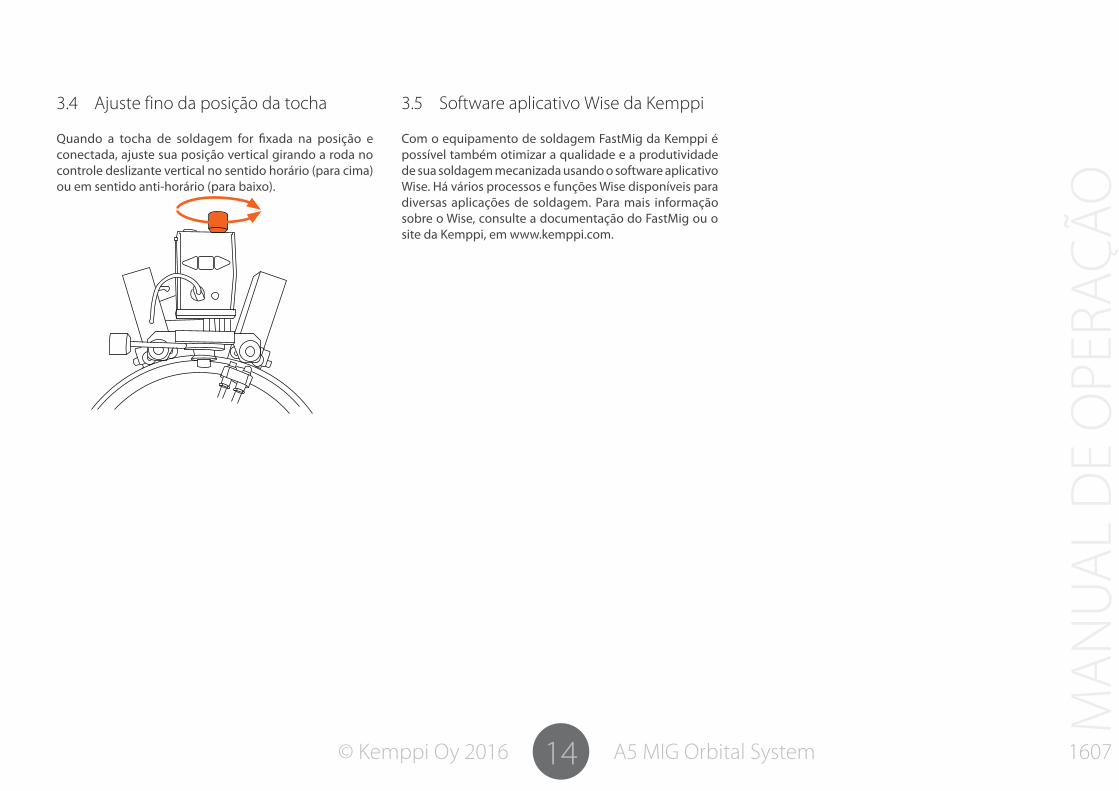
3.4 Ajuste fino da posição da tocha
Quando a tocha de soldagem for fixada na posição e conectada, ajuste sua posição vertical girando a roda no controle deslizante vertical no sentido horário (para cima) ou em sentido anti-horário (para baixo).
3.5 Software aplicativo Wise da Kemppi
Com o equipamento de soldagem FastMig da Kemppi é possível também otimizar a qualidade e a produtividade de sua soldagem mecanizada usando o software aplicativo Wise. Há vários processos e funções Wise disponíveis para diversas aplicações de soldagem. Para mais informação sobre o Wise, consulte a documentação do FastMig ou o site da Kemppi, em www.kemppi.com.
15 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UAL
DE
OPE
RAÇÃ
O
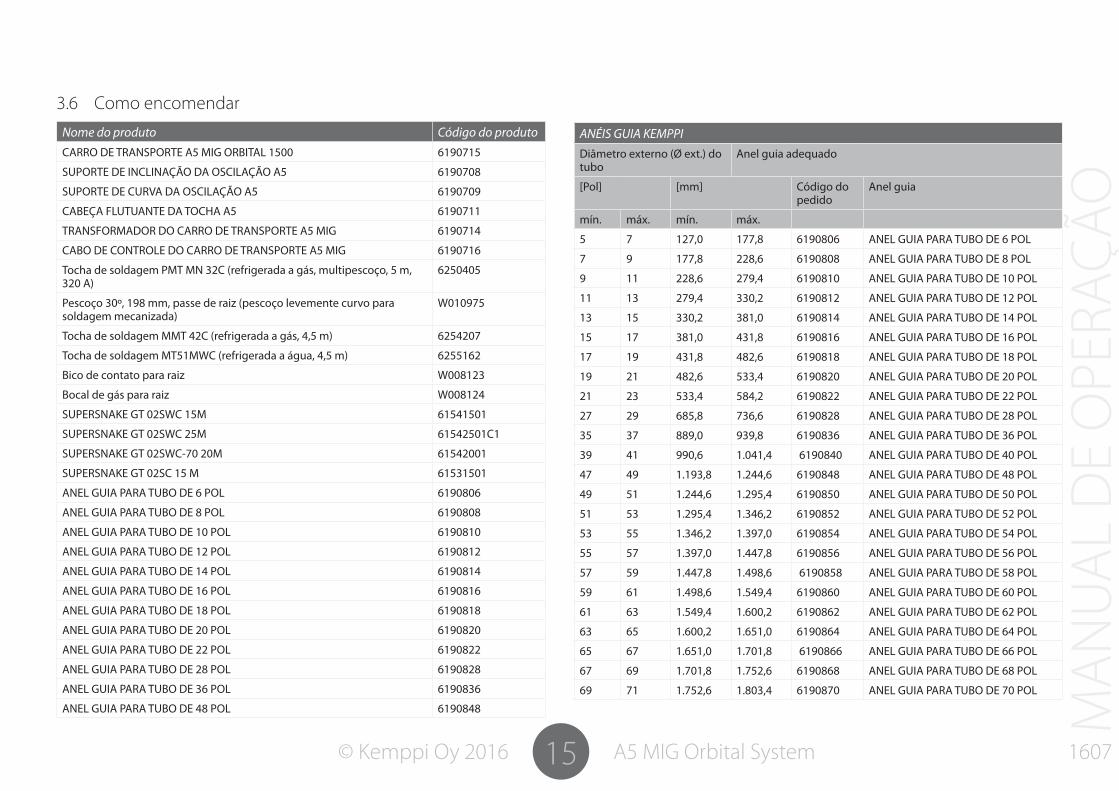
3.6 Como encomendar
Nome do produto Código do produtoCARRO DE TRANSPORTE A5 MIG ORBITAL 1500 6190715
SUPORTE DE INCLINAÇÃO DA OSCILAÇÃO A5 6190708
SUPORTE DE CURVA DA OSCILAÇÃO A5 6190709
CABEÇA FLUTUANTE DA TOCHA A5 6190711
TRANSFORMADOR DO CARRO DE TRANSPORTE A5 MIG 6190714
CABO DE CONTROLE DO CARRO DE TRANSPORTE A5 MIG 6190716
Tocha de soldagem PMT MN 32C (refrigerada a gás, multipescoço, 5 m, 320 A)
6250405
Pescoço 30º, 198 mm, passe de raiz (pescoço levemente curvo para soldagem mecanizada)
W010975
Tocha de soldagem MMT 42C (refrigerada a gás, 4,5 m) 6254207
Tocha de soldagem MT51MWC (refrigerada a água, 4,5 m) 6255162
Bico de contato para raiz W008123
Bocal de gás para raiz W008124
SUPERSNAKE GT 02SWC 15M 61541501
SUPERSNAKE GT 02SWC 25M 61542501C1
SUPERSNAKE GT 02SWC-70 20M 61542001
SUPERSNAKE GT 02SC 15 M 61531501
ANEL GUIA PARA TUBO DE 6 POL 6190806
ANEL GUIA PARA TUBO DE 8 POL 6190808
ANEL GUIA PARA TUBO DE 10 POL 6190810
ANEL GUIA PARA TUBO DE 12 POL 6190812
ANEL GUIA PARA TUBO DE 14 POL 6190814
ANEL GUIA PARA TUBO DE 16 POL 6190816
ANEL GUIA PARA TUBO DE 18 POL 6190818
ANEL GUIA PARA TUBO DE 20 POL 6190820
ANEL GUIA PARA TUBO DE 22 POL 6190822
ANEL GUIA PARA TUBO DE 28 POL 6190828
ANEL GUIA PARA TUBO DE 36 POL 6190836
ANEL GUIA PARA TUBO DE 48 POL 6190848
ANÉIS GUIA KEMPPIDiâmetro externo (Ø ext.) do tubo
Anel guia adequado
[Pol] [mm] Código do pedido
Anel guia
mín. máx. mín. máx.
5 7 127,0 177,8 6190806 ANEL GUIA PARA TUBO DE 6 POL
7 9 177,8 228,6 6190808 ANEL GUIA PARA TUBO DE 8 POL
9 11 228,6 279,4 6190810 ANEL GUIA PARA TUBO DE 10 POL
11 13 279,4 330,2 6190812 ANEL GUIA PARA TUBO DE 12 POL
13 15 330,2 381,0 6190814 ANEL GUIA PARA TUBO DE 14 POL
15 17 381,0 431,8 6190816 ANEL GUIA PARA TUBO DE 16 POL
17 19 431,8 482,6 6190818 ANEL GUIA PARA TUBO DE 18 POL
19 21 482,6 533,4 6190820 ANEL GUIA PARA TUBO DE 20 POL
21 23 533,4 584,2 6190822 ANEL GUIA PARA TUBO DE 22 POL
27 29 685,8 736,6 6190828 ANEL GUIA PARA TUBO DE 28 POL
35 37 889,0 939,8 6190836 ANEL GUIA PARA TUBO DE 36 POL
39 41 990,6 1.041,4 6190840 ANEL GUIA PARA TUBO DE 40 POL
47 49 1.193,8 1.244,6 6190848 ANEL GUIA PARA TUBO DE 48 POL
49 51 1.244,6 1.295,4 6190850 ANEL GUIA PARA TUBO DE 50 POL
51 53 1.295,4 1.346,2 6190852 ANEL GUIA PARA TUBO DE 52 POL
53 55 1.346,2 1.397,0 6190854 ANEL GUIA PARA TUBO DE 54 POL
55 57 1.397,0 1.447,8 6190856 ANEL GUIA PARA TUBO DE 56 POL
57 59 1.447,8 1.498,6 6190858 ANEL GUIA PARA TUBO DE 58 POL
59 61 1.498,6 1.549,4 6190860 ANEL GUIA PARA TUBO DE 60 POL
61 63 1.549,4 1.600,2 6190862 ANEL GUIA PARA TUBO DE 62 POL
63 65 1.600,2 1.651,0 6190864 ANEL GUIA PARA TUBO DE 64 POL
65 67 1.651,0 1.701,8 6190866 ANEL GUIA PARA TUBO DE 66 POL
67 69 1.701,8 1.752,6 6190868 ANEL GUIA PARA TUBO DE 68 POL
69 71 1.752,6 1.803,4 6190870 ANEL GUIA PARA TUBO DE 70 POL
16 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UAL
DE
OPE
RAÇÃ
O
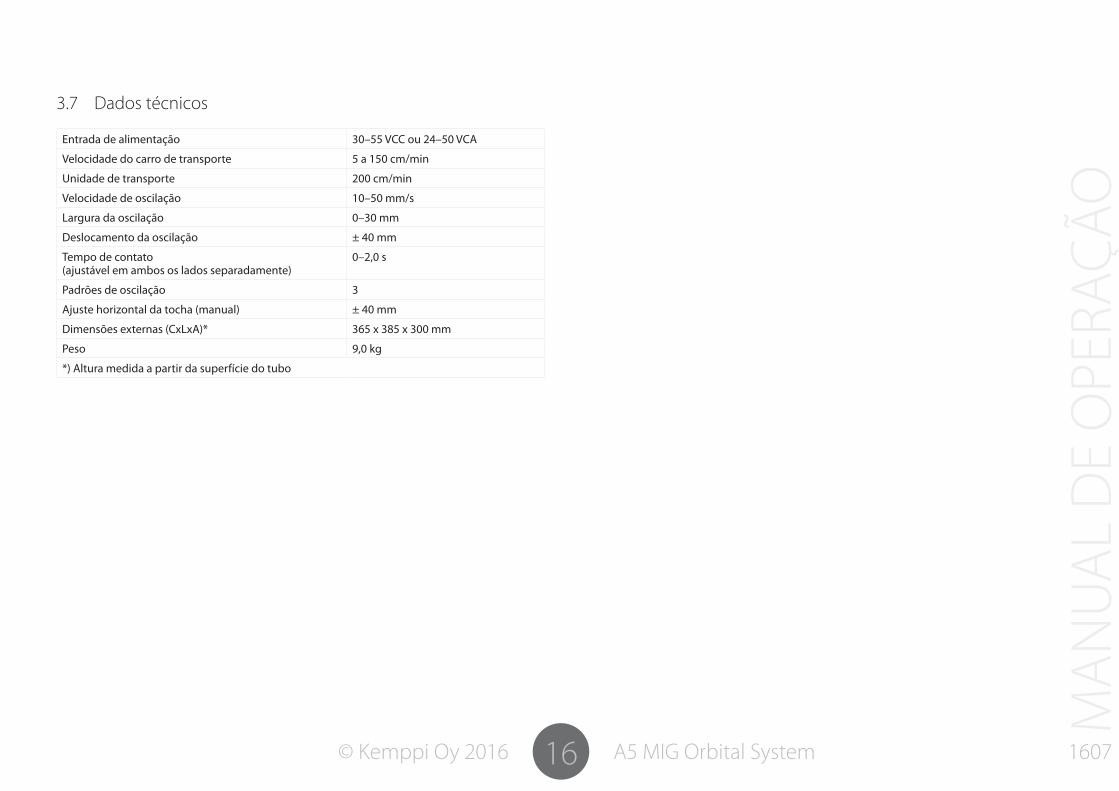
3.7 Dados técnicos
Entrada de alimentação 30–55 VCC ou 24–50 VCA
Velocidade do carro de transporte 5 a 150 cm/min
Unidade de transporte 200 cm/min
Velocidade de oscilação 10–50 mm/s
Largura da oscilação 0–30 mm
Deslocamento da oscilação ± 40 mm
Tempo de contato (ajustável em ambos os lados separadamente)
0–2,0 s
Padrões de oscilação 3
Ajuste horizontal da tocha (manual) ± 40 mm
Dimensões externas (CxLxA)* 365 x 385 x 300 mm
Peso 9,0 kg
*) Altura medida a partir da superfície do tubo

17 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UAL
DE
OPE
RAÇÃ
O
4. RESOLUÇÃO DE PROBLEMAS
4.1 Problemas de operação
Caso seu equipamento apresente mau funcionamento, consulte primeiro as seções de resolução de problemas abaixo e realize algumas verificações básicas.
Se o mau funcionamento do equipamento não puder ser corrigido com estas medidas, entre em contato com o serviço de manutenção Kemppi.
Os problemas relacionados e as possíveis causas não são definitivas, mas servem para sugerir algumas situações padrão típicas e que podem estar presentes durante o uso normal ao utilizar o A5 MIG Orbital System 1500.
As instruções abaixo só se aplicam a possíveis problemas com o carro de transporte. Sempre garanta que o sistema de soldagem esteja funcional e pronto para a soldagem.
Problema: Verifique o seguinte: Carro de transporte não funciona
• Verifique se a alimentação alcança o carro de transporte (o visor está ligado).
• Verifique se a fonte de energia de soldagem está ligada.• Verifique a conexão do controle da tocha e do SuperSnake
e separe as conexões do cabo de controle• Verifique se os painéis de controle estão ligados.
Solda suja, de má qualidade • Verifique a alimentação de gás de proteção.• Verifique e ajuste a taxa de fluxo de gás.• Verifique o tipo de gás para a aplicação.• Verifique se o programa de soldagem correto está
selecionado.• Verifique a seleção correta no painel de controle.• Verifique a fonte de alimentação: a fase caiu?
O arco não está aceso ou a soldagem começa ou para de forma estranha
Verifique se os botões de controle remoto foram pressionados corretamente: • Stop+Up/Down acende o arco e inicia o carro de
transporte. • Se o carro de transporte estiver se movendo rápido mas
o arco estiver desligado, o botão Start pode ter sido pressionado por muito tempo.
O carro se move de forma irregular
• O carro de transporte não está montado corretamente no anel guia. Verifique a posição do carro de transporte.
• As rodas não estão alinhadas com o anel guia. Verifique o ângulo e ajuste, se necessário.
A altura da tocha varia ao longo do tubo
• O tubo não é precisamente redondo. Ajuste a altura, se necessário.
18 A5 MIG Orbital System© Kemppi Oy 2016 1607
MAN
UAL
DE
OPE
RAÇÃ
O
5. MANUTENÇÃO
Ao considerar e planejar a manutenção de rotina, leve em conta a frequência de uso do equipamento e o ambiente de trabalho.
A operação correta do equipamento e a manutenção regular ajudarão a evitar paralisações desnecessárias e falhas do equipamento.
Garanta que o carro de transporte não inicie acidentalmente quando seus dedos estiverem na área da roda.
5.1 Manutenção diária• Verifique se todos os cabos e plugues estão intactos.• Mantenha o carro de transporte e o suporte da tocha limpos. • Verifique se todas as partes deslizam suavemente. Acrescente graxa ou limpe
os respingos, se necessário.• Verifique as condições da tocha.
5.2 Manutenção periódica
A manutenção periódica só deve ser realizada por um profissional devidamente qualificado.
Verifique pelo menos semestralmente: • Os conectores elétricos da máquina – limpe todas as peças oxidadas e aperte
as conexões frouxas. • Condição das rodas de movimentação e suporte. Se estiverem desgastadas,
substitua.
Não utilize ar comprimido para a limpeza pois há o risco de que a sujeira se compacte ainda mais firmemente em lacunas dos perfis de resfriamento.
Não use dispositivos de lavagem a pressão.
Apenas um eletricista treinado autorizado deve realizar reparos nos equipamentos Kemppi.
6. DESCARTE
Não descarte nenhum equipamento elétrico com o lixo normal!
Em cumprimento à diretriz europeia 2002/96/CE sobre resíduos de equipamentos elétricos e eletrônicos, bem como a sua implementação de acordo com a legislação nacional, os equipamentos elétricos que tenham atingido o respectivo fim de vida útil devem ser coletados separadamente e levados para instalações de reciclagem adequadas e responsáveis no que diz respeito ao meio ambiente.
O proprietário do equipamento é obrigado a entregar uma unidade fora de uso a um centro de coleta regional, segundo as instruções das autoridades locais ou de um representante da Kemppi. A aplicação dessa diretriz europeia favorece o meio ambiente e a saúde humana.
And you know.