introdu30 - ceur-ws.orgceur-ws.org/vol-1460/paper9.pdf · comparando a variabilidade real do...
TRANSCRIPT

6 Sigma: A Apost:a na Qualidade
Ruz' ureiro
COnSU[tOr Snior - Qualidade e Ambiente
Introdu30
Este artigo pretende apresentar a metodologia 6 sigma, estandarte da
Qualidade de muitas grandes multinacionais na dtistria e nos Seios. Numa altura
em Que os Sistemas de Informao so a primeira prioridade das OrganizJes e em
)O de
mais
_______________________________________________________________
3o EncontroNacionaJ para 1a QuaJidade nas Tecnologias de Informao e Comunica6esUniversidade do Minho4-6 de Novembro 1998
197
6 Sigma: A Aposta na Qualidade
1 Qualidade
Afinal fala-se muito em Qualidade mas o entendimento que dela Se faz de
dois nlveis: por um lado o m�vel do consumidor do produto e por outro lado
um mero argumento de Marketing.
Se defmirmos a Qualidade como a propriedade de um produto de
satisfazer o Cliente (ao mais baixo custo) a questo que Se coloca
imediatamente : como Que, objectivamente, se sabe que um cliente est
satisfeito? Ou seja: como se mede a Qualidade?
2 Identlncao de vari8vets a controlar
2.1 Caracteristicas de Produto
Em primeiro Ingar necesso Que sejam identificados os requisitos
dO Cliente, Os implicitos e os explicitos, ou seja definir as Caracten�sticas do
Produto que Ihe conferem adequabilidade ao uso. Estas caractensticas so as
Caracten�sticas da Qualidade do Produto quais Se associa, individualmente,
um intervalo dentro do qual a Caracteristica pode variar conservando, no
entanto, o Produto a adequabilidade mencionada.
2.2 Par&metros de Processo
As Caracteristicas de um Produto so a consequ8ncia instantea dos
paretros do seu processo.
Os factores Que condicionarn um Processo so indmeros. No entanto,
usando a lei de Pareto, um pequeno conjunto de Paretros e
maioritariamente responsvel pelo Produto Burn dado instante. Estes devero
-
30 Encontm Nacional para
a Qualidade nas Tecnologias de InformaCgo e ComunicagSesUniversidade do Minho4-G de Novembro 1998
2
198

6 Sigma: A o na Qualidade
ser Os paretros do Processo assumindo que os outros so Ruido
muit vezes existem coela6es ene eles.
3 O Processo
Sso,
-Lea
, DO
o- O
:;ndo,
i um~1,,ale
numa
uma
a de
ia de. ,)ea
e -3
im-se
________________________________________________________________
3o EncontrclNacional para 3a Qualidade mas Tecnologias de InformaCSo e ComunicaVSesUniversidade do Minho
6 de Novembro 1998
199

6 Sigma: A ^pasta na Qualldade
3.3 Capacidade de Processo
A Capacidade do Processo um indicador Que surge naturalmente
comparando a variabilidade real do Processo com a sua variabilidade esperada.
Este indicador representa um objectivo explfcito dum Fomecedor, uma
medida de Qualidade que poder ser controlado.
Tipicamente o valor alvo da Capacidade de Processo na inddstria
autom6vel 6 de 1,33 o Que significa Que a variabilidade real 6 75% da
variabilidade esperada
____________________________________________________________________
3o Encontro NadamsI para
4 a Qualidade nas Tecnologias de Informago e ComunicaesUniversidade do Minke46 de Novembrc 1998
200

6 Sigma: A Ape na Qualidade
4.1 Hi6ria e Dennio
A metodologia desenvolvida pela Motorola na d6cada dos 80 com o
objectivo de aumentar o nivel de satisfao dos Clientes, reduzir custos e criar
aiPa-
resas
\cuts
' no
uma
sa na
) nO
com
ICiaS.
::edor
stava
:;:::eSSO
;::::eSSo
[O O
o em
\TeZ dos O,002 previcute mencionados"
________________________________________________________________
3o EncontroNacional para 5a Qualidade mas Tecnologias de Informat;:80 e ComunicaBesUniversidade do Minho4-6 de Novembro 1998
201
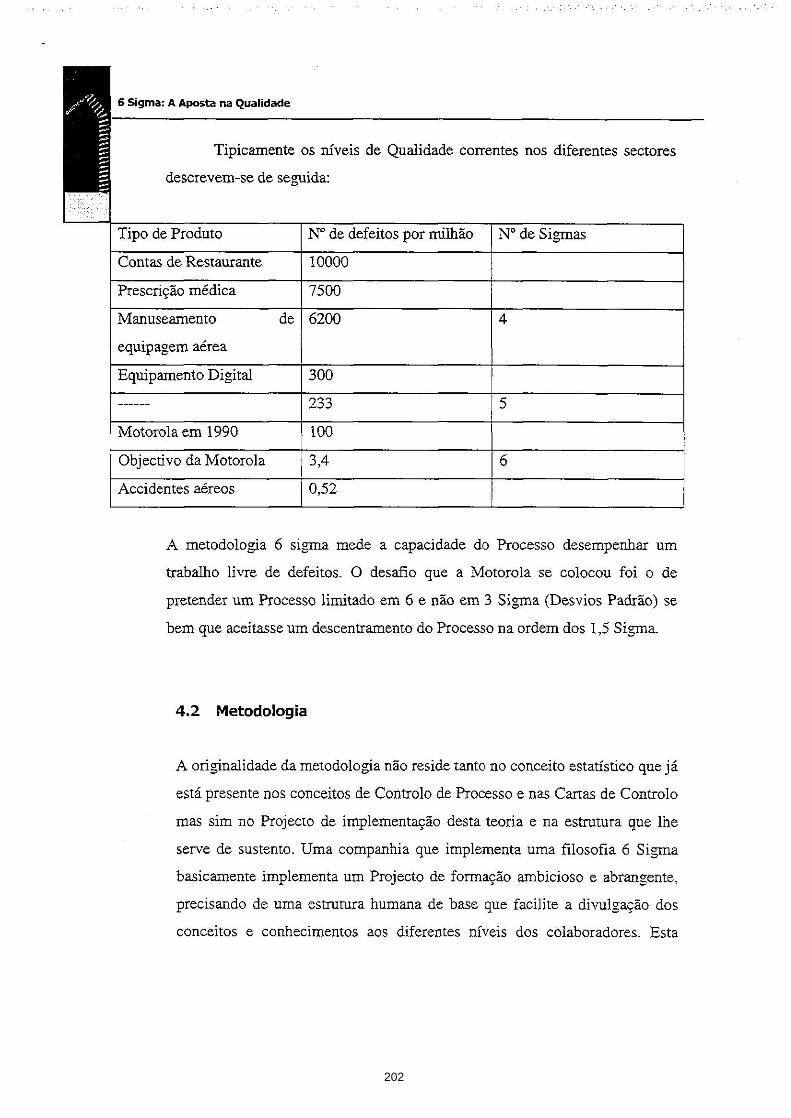
A metodologia 6 sigma mede a capacidade do Processo desempenhar um
trabalho livre de defeitos. O desafio que a Motorola Se colocou foi o de
pretender um Processo limitado em 6 e no em 3 Sigma (Desvios Padro) Se
hem que aceitasse um descentramento do Processo na ordem doS 1,5 Sigma.
4.2 Metodologia
A originalidade da metodologia no reside tanto no conceito estaristico Que j
est presente nos conceitos de Controlo de Processo e nas Cartas de Controlo
mas Sim no Projecto de implementaVgo desta teoria e na estrutura Que Ihe
serve de sustento. Uma companhia Que implementa uma filosofia 6 Sigma
basicamente implementa um Projecto de formao ambicioso e abrangente,
precisando de uma estrutura humana de base que facilite a divulgao dos
conceitos e conhecimentos aos diferentes nfveis dos colaboradores. Esta
-
30 Encontlro Naciona! paraa Quaiidade mas Tecnologias de Inform@o e ComunicagSesUniversidade do Minho46 de Novembro 1998
6
-202
6 Sigma: A Ap.os;ta na Qualidade
estrutura assenta num grupo de facilitadores, e optou-Se For um modelo
conbecirnento diferenciados polo cinturo; Master Black Belt, Black Belt,
een Belt.
Os mentores ou facilitadores devero ensinar, ajudar, transferir
estratgias, identificar oportunidades de melhoria e usar a metodologia como
aroaumento de venda.
P
s as
o de
s de
endo^
onal.
ticos
"^
OS
Se a
stica.
nuito
:>r de
________________________________________________________________
3o EncontroNacional para 7a QualJdade nas Tecnologias de Informa8o e ComunJca9SesUnJversidade do Minho46 de Novembro 1998
203

6 Sigma: A ^postal na Qualidade
Nesta fase efectua-se a identificao dos crit6rios Que diferenciam o
desempenho "best-in-class". Efectua-Se um benchmarng do Produto e
em ocasi6es necessio redesenhar Produtos on Processos. E ento
Que Se definem Os objectivos a atingir identificando tarnbm as
potenciais fontes de variao.
A hist6ria da Motorola tern origem numa proposta de reduo de
custos feito por um quadro da empresa. Num sector muito competitivo em Que
Os custos tm de ser reduzidos ao mimo a utilizao do Controlo Estatfstico
de Processo no uma ideia inovadora, inovador �e, sem dnvida, torno o
estandarte e o padro a seguir.
30 Encontro Nadonal para
8 a Qualidade nos Tecnologias de Informa(;;5o e ComunicaesUniversidade do Minho4 de Novembro 1998
204

6 Sigma: A Aposfa na QuaJidade
As empresas que esto a aderir a uma fllosofia 6 Sigma no se limitam
serviOs. Assim a GE, por exemplo, alargou Os 6 Sia para as suas empresas
de
5 6 Sig!ma e as TIC"^
lente
;lade"
,ria a
Ls de
etam
lente
550 e
ector
Lents.
.xiste
SSOS
'ouco
ificar
s de
ionar
________________________________________________________________
3o EncontroNacionat para 9a Qualidade Has Tecnologias de Informs5o e ComunicaesUniversidade do Minho4-6 de Novembro 1998
205

6 Sigma: A Aposta na Qualidade
6 ReIaC:So com a Qualidade Total
Pode-se tentar estabelecer Se 6 Sigma uma metodologia, uma f1losofia ou
uma ferramenta, talvez no seja relevante para o bito deste artigo. No
entanto importante salientar aquilo Que 6 Sigma traz de inovador a sua
contribuiao para a Qualidade Total.
Os maiores contributos so sem dtivida a utilizao do Controlo
EstatisticO e a forma em Que Se enquadra com outras ferramentas como o
QFD, sendo o envolvimento do trabalho em equipa e a liderana outros dos
pectos
Se Se analisar "friamente" 6 Sigma de facto, n5o Se inventou nada. No
entanto, os projectos de implementao tm sido projectos de mudana de
grande dinamismo em Que a Besto de topo lidera e "obriga" a ntilizao de
meios adequados. Esta dinca tern levado as organiza6es a identificar em
detalhe Os sens Processos, definir objectivos e efectuar o sen follow-"up, e
subretudo a investir nas pessoas, formando-as e responsabilizando-as.
Temas abrangidos: Ferramentas e tcnicas para a gesto da Qualidade
Palavras chave: melhoria continua, capacidade de processo, qualidade total, reduo
de custos, excelncia
30 Encontro Naciona! para
a Qualidade nas Tecnologias de Informao e ComunicagBesUniversidade do Minho46 de Novembro 1998
10
206