implantaÇÃo da teoria das restriÇÕes em uma … · depois da implementação da teoria das...
TRANSCRIPT

IMPLANTAÇÃO DA TEORIA DAS
RESTRIÇÕES EM UMA EMPRESA DO
SETOR TERMOPLÁSTICO: UM ESTUDO
DE CASO
Felipe Eugênio Kich Gontijo (UDESC)
Julíbio Ardigo (UDESC)
Jovane Medina Azevedo (UDESC)
Alexandre Magno de Paula Dias (UDESC)
Mauro Mendes da Silva (UDESC)
Este artigo apresenta um estudo sobre a implantação de um sistema de
gestão da produção baseado na Teoria das Restrições (TOC). Através
de um estudo de caso é descrito o desdobramento dos processos, onde
é discriminado, segundo os conceitoss da Teoria das Restrições, os
pontos críticos, gargalos e ganhos potenciais no desempenho global de
uma empresa do setor termoplástico. Optou-se pela referida teoria por
considerar a visão sistêmica e pelos potenciais ganhos em flexibilidade
e redução de custo. A argumentação e as conclusões para o estudo
apresentado, é resultado do processo de reflexão teórica, somado às
observações e experiências do estudo de campo. Percebe-se que a
implantação da TOC provoca uma série de mudanças no processo de
gestão da fábrica, como maior simplicidade nas tomadas de decisões,
melhora da logística de produção, além da obtenção de resultados
financeiros positivos em curto prazo.
Palavras-chaves: Teoria das Restrições, Gestão da Produção,
Logística de Produção
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão.
Salvador, BA, Brasil, 06 a 09 de outubro de 2009

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
2
1. Introdução
As indústrias brasileiras vêm passando por uma série de adequações no que diz respeito à
busca por competitividade internacional. Para a indústria moderna a flexibilização na
produção é uma necessidade, seja pela mudança de demandas, pelo nível de serviço e
cumprimento dos prazos estabelecidos, pela capacidade limitada de produção ou ainda pela
necessidade de redução do custo de manutenção de estoques.
A indústria termoplástica de bens de consumo não ficou ilesa diante deste contexto mundial.
Grande parte das empresas desse setor atuam num ambiente que tem como características a
diversidade de clientes com diferentes demandas, alta variedade do mix de produtos,
flutuações e variações drásticas das demandas de mercados, pouca concorrência de
fornecedores de matéria-prima e falta de fornecedores de materiais específicos.
Entre as tecnologias desenvolvidas nas últimas décadas, destaca-se a Teoria das Restrições
(TOC). Essa teoria é representada por um sistema que oferece uma metodologia de raciocínio
que auxilia na identificação e solução dos problemas enfrentados pelas empresas, gerando
resultados rápidos.
Os escassos estudos da TOC no Brasil concomitantemente com a ausência de literaturas
descrevendo a realidade de alguns ramos industriais, são argumentos que reforçam a
relevância deste estudo. Pretende-se com esta pesquisa contemplar o estudo de caso real de
sua aplicação, e também mostrar como esta afeta o desempenho produtivo na indústria de
bens de consumo.
2. Procedimentos Metodológicos
Para a realização deste trabalho utilizou-se uma pesquisa exploratória e uma pesquisa
bibliográfica das aplicações das ferramentas da Teoria das Restrições em uma empresa do
setor plástico, atuante no mercado de produtos de higiene, limpeza, beleza e pintura. Devido
às suas características, pode-se considerar este trabalho como um estudo de caso.
O estudo de caso caracteriza-se por uma análise profunda e exaustiva de um ou poucos
objetos. A principal vantagem de se realizar estudos de caso com coleta de dados a partir da
observação participante, é a oportunidade de se perceber a realidade do ponto de vista de
alguém que se encontra dentro do objeto estudado, fato este que permite obter um retrato
acurado do fenômeno analisado. No entanto, a observação participante incorre no risco de o
pesquisador chegar a conclusões tendenciosas, por não ter a perspectiva imparcial de
observador externo (YIN, 2005).
Para se minimizar este risco e se obter resultados válidos a partir do estudo de caso, foram
utilizadas diversas fontes de dados além da observação direta participante. A pesquisa
utilizou-se de relatórios dos projetos de implementação dos métodos da Teoria das Restrições,
levantamentos de dados de percentual de pedidos atendidos no prazo e de inventário antes e
depois da implementação da Teoria das Restrições e com entrevistas com os principais
envolvidos nas implementações: os planejadores de produção, os líderes de produção e os
gerentes de manufatura.
Através dessas questões, tem-se como objetivo de pesquisa contemplar o estudo de caso real
da recente implantação das ferramentas de gestão denominadas como Teoria das Restrições,
bem como esta afeta o desempenho produtivo na empresa.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
3
3. A Teoria das Restrições (TOC)
A TOC teve início no final da década de 70, quando o físico israelense, Eliyahu Moshe
Goldratt, foi convidado por um amigo a auxiliá-lo no gerenciamento de sua empresa. Goldratt
sem nenhum conhecimento de administração, porém com base nos processos de raciocínio
aplicado à física, aceitou o desafio de tentar melhorar o desempenho daquela organização
(NORREEN et al, 1996).
Em meados da década de 80 Goldratt lançou um livro sobre a sua teoria em parceria com Jeff
Cox.. No livro, o autor critica os métodos de administração tradicionais, incluindo a
contabilidade de custos. A partir desta publicação a abordagem expandiu-se para outras áreas
da empresa, inclusive pela adição de novos instrumentais à Contabilidade Gerencial. Ainda
hoje o livro é tido como sucesso, sendo utilizado por muitas empresas como base para a
implementação da TOC em suas plantas industriais. Neste livro Goldratt abordou a quebra de
alguns paradigmas que regiam as fábricas até então, dentre os quais se inclui a contabilidade
gerencial (GUERREIRO, 1995).
3.1. Conceitos Básicos da TOC
A base do raciocínio da TOC está nos conceitos de causa e efeito e na relação de
interdependência dos elementos de um sistema, onde cada elemento do sistema depende um
do outro de alguma forma, e que o desempenho global está intrinsecamente relacionado ao
desempenho do conjunto como um todo e não do desempenho individual e isolado de cada
parte do sistema, descartando desta forma o ótimo local. Lembrando que, uma vez o sistema
sendo analisado através da interdependência de seus elementos, é mais do que primordial
destacar o papel da restrição neste contexto.(Goldratt, 1994).
Goldratt define em “A Meta” (1997) como restrição (constraint) de um sistema, qualquer
coisa que impeça o mesmo de melhorar o seu desempenho em relação à meta definida, ou
seja, é o fator que restringe a atuação do sistema como um todo. Este conceito também é
conhecido como “gargalo” (bottleneck).
Todo sistema tangível, tal como um empreendimento com fins lucrativos, deve ter pelo menos
uma restrição. Tal idéia, segundo Corbett Neto (1997), “é explicada pelo fato de que se não
houvesse algo que limitasse o desempenho do sistema, este seria infinito, uma vez que nada
impediria o sistema de manter evoluindo constantemente a sua performance em relação à
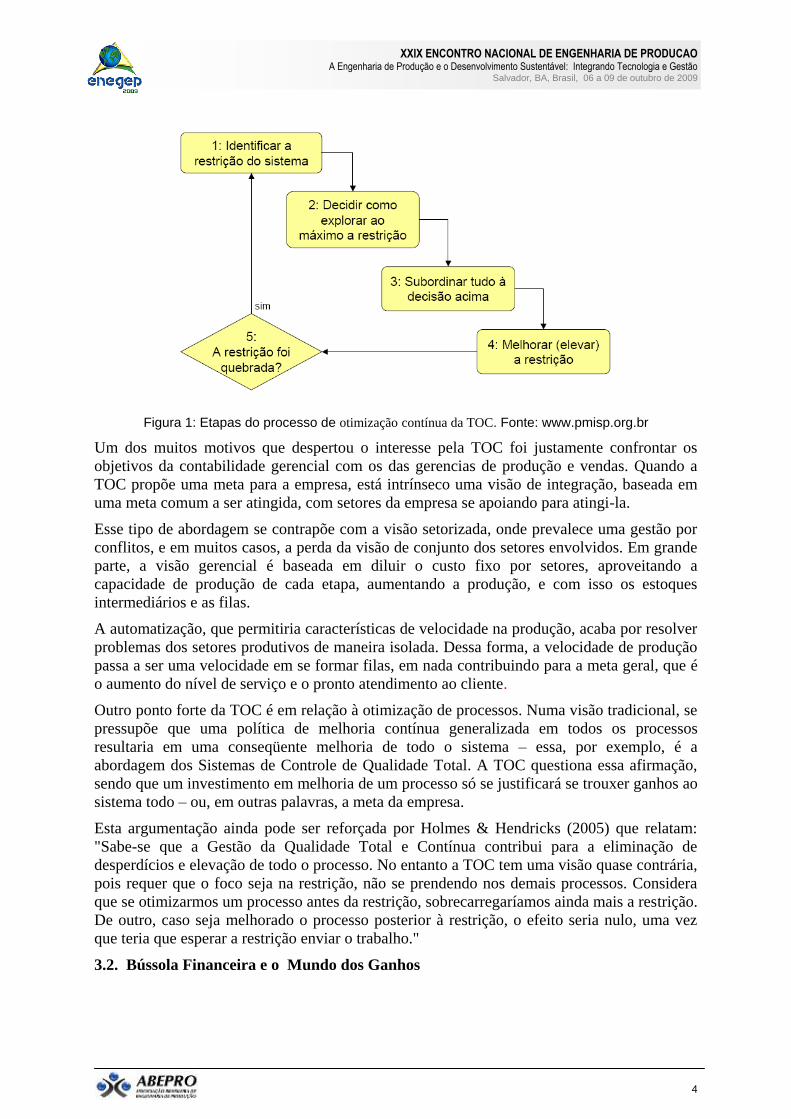
meta”. Seguindo este raciocínio, foi criado o processo de otimização contínua da TOC, que
tem sempre como orientação a meta global da organização e é composto por cincos etapas,
conforme a figura 1.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
4
Figura 1: Etapas do processo de otimização contínua da TOC. Fonte: www.pmisp.org.br
Um dos muitos motivos que despertou o interesse pela TOC foi justamente confrontar os
objetivos da contabilidade gerencial com os das gerencias de produção e vendas. Quando a
TOC propõe uma meta para a empresa, está intrínseco uma visão de integração, baseada em
uma meta comum a ser atingida, com setores da empresa se apoiando para atingi-la.
Esse tipo de abordagem se contrapõe com a visão setorizada, onde prevalece uma gestão por
conflitos, e em muitos casos, a perda da visão de conjunto dos setores envolvidos. Em grande
parte, a visão gerencial é baseada em diluir o custo fixo por setores, aproveitando a
capacidade de produção de cada etapa, aumentando a produção, e com isso os estoques
intermediários e as filas.
A automatização, que permitiria características de velocidade na produção, acaba por resolver
problemas dos setores produtivos de maneira isolada. Dessa forma, a velocidade de produção
passa a ser uma velocidade em se formar filas, em nada contribuindo para a meta geral, que é
o aumento do nível de serviço e o pronto atendimento ao cliente.
Outro ponto forte da TOC é em relação à otimização de processos. Numa visão tradicional, se
pressupõe que uma política de melhoria contínua generalizada em todos os processos
resultaria em uma conseqüente melhoria de todo o sistema – essa, por exemplo, é a
abordagem dos Sistemas de Controle de Qualidade Total. A TOC questiona essa afirmação,
sendo que um investimento em melhoria de um processo só se justificará se trouxer ganhos ao
sistema todo – ou, em outras palavras, a meta da empresa.
Esta argumentação ainda pode ser reforçada por Holmes & Hendricks (2005) que relatam:
"Sabe-se que a Gestão da Qualidade Total e Contínua contribui para a eliminação de
desperdícios e elevação de todo o processo. No entanto a TOC tem uma visão quase contrária,
pois requer que o foco seja na restrição, não se prendendo nos demais processos. Considera
que se otimizarmos um processo antes da restrição, sobrecarregaríamos ainda mais a restrição.
De outro, caso seja melhorado o processo posterior à restrição, o efeito seria nulo, uma vez
que teria que esperar a restrição enviar o trabalho."
3.2. Bússola Financeira e o Mundo dos Ganhos

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
5
Um conceito que merece atenção é a diferença entre os princípios da gerência tradicional e o
enfoque dado pela TOC. Goldratt define a gerência tradicional como "o mundo dos custos" e
a gerência baseada na TOC como “o mundo dos ganhos”.
Conforme Marques & Cia (1998): “No mundo dos custos, a principal medida de avaliação de
desempenho consiste no custo-padrão e na análise das variâncias, o que significa que as
decisões para alcance da meta visam à redução de custos”. O mundo dos custos ainda
privilegia a melhora em qualquer ponto do sistema, pregando que a melhoria global ocorre
com a melhoria de qualquer parte do sistema. A visão tradicional prioriza a máxima
efetivação de todo e qualquer recurso produtivo, reduzindo o custo por unidade de produto
produzido. A tabela 1 apresenta a comparação entre estas duas visões.
Mundo dos Custos Mundo dos Ganhos
Despesa Operacional em primeiro lugar Ganhos em primeiro lugar
Sistema de variáveis independentes Sistema de variáveis independentes
Diversas origens de despesas operacionais
dificilmente conectadas
Sincronismo de funções para realização
de uma venda (ganho)
Tudo é importante Algumas poucas coisas são importantes.
Tabela 1: Mundo dos Custos X Mundo dos Ganhos
Por outro lado, a contabilidade gerencial do mundo dos ganhos, também denominada bússola
financeira, tem como objetivo fornecer informações para os gerentes tomarem decisões. Essa
ferramenta usa três variáveis puramente financeiras: ganho, investimento e despesas
operacionais.
Com essas variáveis, a Bússola Financeira pode medir o desempenho da rentabilidade de um
empresa através do cálculo do lucro líquido e do retorno sobre o investimento. Essas duas
medidas quando analisadas em conjunto, podem mostrar o impacto de uma decisão na
lucratividade da empresa e quantificar a posição da empresa com relação a sua meta, ou seja,
se as decisões estão levando a organização na direção do seu objetivo.
3.3. Manufatura Sincronizada e o Método Tambor-Pulmão-Corda
Segundo Goldratt (1992): "A Manufatura Sincronizada é qualquer maneira sistemática que
tenta movimentar o material rápida e uniformemente através dos vários recursos da fábrica, de
acordo com a demanda do mercado".
Pode-se definir a manufatura sincronizada como uma ferramenta de gestão de produção cuja
prioridade é identificar as restrições de um sistema para poder administrar todo o sistema
priorizando as ações com base na restrição. Desta maneira o inventário é mantido em níveis
mais baixos, o que incrementa os ganhos.
Um dos problemas que podem ocorrer na manufatura sincronizada é que como o inventário é
baixo, qualquer interrupção significativa fará com que todo o sistema pare, isto poderia por
um fim em todas os benefícios obtidos. Para evitar este problema a TOC se estabelece no
sistema Tambor-Pulmão-Corda ou TPC que é uma metodologia de planejamento,
programação e controle de produção para a manufatura sincronizada.
O TPC (Tambor-Pulmão-Corda) é o método de programação e controle da produção que
permite subordinar o sistema à restrição. Seu objetivo é assegurar a máxima utilização da
restrição para atender à demanda.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
6
O Tambor (Drum) é a programação detalhada da restrição, com os itens a serem produzidos,
suas quantidades, os horários de início e de término. A demanda é o ponto de partida para a
determinação do Tambor.
Os recursos que não são restrição devem seguir o ritmo da restrição. É por isto que a
programação da restrição é chamada de Tambor, por "determinar o ritmo de toda a produção".
Os recursos que não são restrição devem ser gerenciados de modo a não faltarem itens na
restrição, caso contrário, o objetivo será ameaçado. Como os recursos que não são restrição
possuem maior capacidade que a demanda, não é necessário programá-los. O método TPC
sinaliza para a liberação dos itens necessários para a alimentação do Tambor e para que os
recursos que não são restrição processem o mais rápido possível.
Em função das incertezas, uma proteção deve ser criada para a liberação dos itens algum
tempo antes de seu processamento na restrição. Esta proteção é chamada de Pulmão (Buffer),
e na TOC, o Pulmão é medido em unidades de tempo, e não quantidades de itens. A duração
do Pulmão é influenciada pela velocidade dos outros recursos que não são restrições e pela
variância do tempo de resposta das operações. Maior a variância, maior a duração do Pulmão.
Maior a velocidade dos outros recursos, menor o Pulmão.
Em linhas gerais o Pulmão é criado para proteger a programação. É uma antecipação do
instante de liberação dos itens de modo a garantir o cumprimento do programa de produção.
Na TOC pode haver três tipos de pulmão:
Pulmão da Restrição (Constraint Buffer) - objetiva proteger o Tambor com a liberação
antecipada dos itens para a restrição.
Pulmão do Carregamento (Shipping Buffer) - a restrição não é o único elemento com
programas a serem observados. O carregamento dos produtos acabados também deve
ser protegido com um pulmão, de modo a ser assegurada a confiabilidade dos prazos
para os clientes.
Pulmão da Montagem (Assembly Buffer) - quando os itens que foram processados pela
restrição devem ser montados com itens que não passaram pela restrição, é necessário
criar outra proteção. Neste caso, todas as partes que passaram pela restrição devem ser
utilizadas para formar o produto acabado e desta forma, nenhum item "não-restrição"
deve estar faltando.
Tomando o Tambor como o ponto de partida e subtraindo o Pulmão da Restrição é possível
determinar o instante da liberação dos itens. A Corda (Rope) assegura que será liberada a
quantidade exata de itens que será processada pela restrição. Em outras palavras, através da
Corda é assegurado que todos os recursos operarão no mesmo ritmo que a restrição, sem
elevação nos níveis de estoque em processamento.
A aplicação do método TPC para subordinação do sistema à restrição, deve observar outros
passos adicionais, além dos cinco passos comentados anteriormente:
Representação gráfica do Tambor (pelo Gráfico de Gantt): programação detalhada da
restrição ao longo do tempo;
Decidir o tamanho adequado dos pulmões de Restrição, de Montagem e de
Carregamento para cada produto;

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
7
Subtrair o Pulmão da Restrição do início da operação da correspondente restrição,
representada no Gráfico de Gantt, para determinar o instante de liberação dos itens de
modo a apoiar o Tambor.
Subtrair o Pulmão da Montagem do final da operação da correspondente restrição para
determinar a liberação dos itens de modo a apoiar a montagem de itens que não foram
processados pela restrição com itens que foram processados pela restrição.
Adicionar o Pulmão do Carregamento ao final da operação da correspondente restrição
para determinar a data de carregamento do produto, se a produção for para estoque. Se
a produção for contra-pedido, o Pulmão do Carregamento deve ser subtraído da data
de entrega para determinação do instante de liberação dos itens.
Desenvolver uma programação para a produção de itens em pontos divergentes, ou
seja, uma operação onde dois ou mais produtos podem ser fabricados a partir do
mesmo item em comum com base nas programações da restrição, do carregamento e
da montagem.
O sistema TPC pode ser utilizado em qualquer tipo ou tamanho de fábrica, pois por mais
complexa que seja, ela terá um número limitado de restrições, e todas poderão ser protegidas
por um pulmão de tempo, garantindo a continuidade da produção no recurso restritivo não
atrapalhando o ganho da organização.
4. Estudo de Caso
A presente pesquisa de campo foi realizada nas dependências de uma empresa do ramo
termoplástico de Santa Catarina. A empresa em estudo apresenta um lay-out com que mescla
características de planta funcional e de célula. Grande parte das máquinas é de Comando
Numérico Computadorizado (CNC) e já com uma grande gama de programações para atender
lotes padrões típicos. Uma característica importante a ser citada é mix de produtos, de grande
variedade, sendo que as máquinas de CNC apresentavam grande polivalência de processos e
são usadas conforme a disponibilidade.
O projeto de implantação envolveu a princípio a área industrial e comercial através de
demonstrações de algumas ferramentas de gestão baseadas na TOC. Isto compreendia
inicialmente na utilização da bússola financeira e do método Tambor-Pulmão- Corda (TPC)
para o controle de logística de produção.. Num período aproximado de três meses, diretores e
gerentes foram treinados com intuito de incorporar todo o conceito do sistema, compreendê-lo
e, posteriormente, disseminá-lo pela organização.
Na etapa seguinte foi colocado em prática os conceitos da TOC. Para tanto, foram designados
responsáveis para o controle e gestão dos pulmões de matéria-prima (compras), semi-
elaborados e acabados. As grandes alterações ocorridas na empresa para implementar a nova
filosofia de trabalho foram de ordem cultural (realinhamento), tecnológica (software) e física
(criação de inventários). De uma forma sintética, o que foi modificado para o sucesso da
implantação da TOC na empresa foram o sistema de compras, o sistema de produção, o
sistema de vendas e o controle dos sistemas.
A figura 1 abaixo apresenta o sistema logístico de produção antes da implantação da Teoria
das Restrições na fábrica.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
8
Figura 1: Logística de produção antes da implantação da TOC
A gestão da produção foi o primeiro ponto trabalhado na fábrica através da ferramenta TPC.
Este método foi utilizado com o objetivo de eliminar os vários problemas existentes com o
antigo método de gestão, que de uma forma geral são descritos da seguinte forma:
Dependendo da prioridade a ser fabricada, nem sempre se tinha todos os semi-
elaborados ou matérias-primas em quantidades suficientes e na hora desejada;
Concorrência de produtos a serem fabricados por recurso disponível;
Dificuldade de sincronismo entre a fabricação de semi-elaborados e acabados;
Saldos de estoque errôneos gerando rupturas de processo;
Constantes faltas de produtos acabados, em virtude de erro de planejamento.
Por suas características o método TPC de gestão da produção se mostrou eficiente para
solucionar esses problemas. O sucesso da implantação da gestão de produção via processo
tambor-pulmão-corda na fábrica é visualizado seguindo a idéia de que se deve separar os
processos produtivos de acabamento, dos processos produtivos de semi-elaborados, com o
objetivo de se ter uma maior agilidade e flexibilidade de produção de acabados.
Seguindo essa idéia, os pulmões foram definidos da seguinte forma:
a) Pulmão de Matéria Prima (MP), localizado nos depósitos de matéria-prima;
b) Pulmão de Semi-elaborados, chamado CDC (Centro de Distribuição de Componentes)
localizado entre as áreas de montagem e produção de componentes;
c) Pulmão de Acabados, chamado de CDA (Centro de Distribuição de Acabados).

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
9
Após a criação dos pulmões, ou seja, ao início do processo Tambor-Pulmão-Corda, a logística
de processo sofreu grandes alterações, se tornando muito mais simples no controle e eficiente
no desempenho. Comparando a Figura 1 - Logística de produção antes da TOC e a Figura 2 -
Logística de produção após implantação do método TPC se pode constatar essa afirmação.
Figura 2: Logística de produção após a TOC
Como regra geral do método tambor-pulmão-corda, o pulmão é a segurança contra as
variações estatística ou imprevisibilidades e a corda garante a continuidade do processo. A
matéria-prima (MP) somente é liberada na quantidade suficiente para preencher o pulmão. A
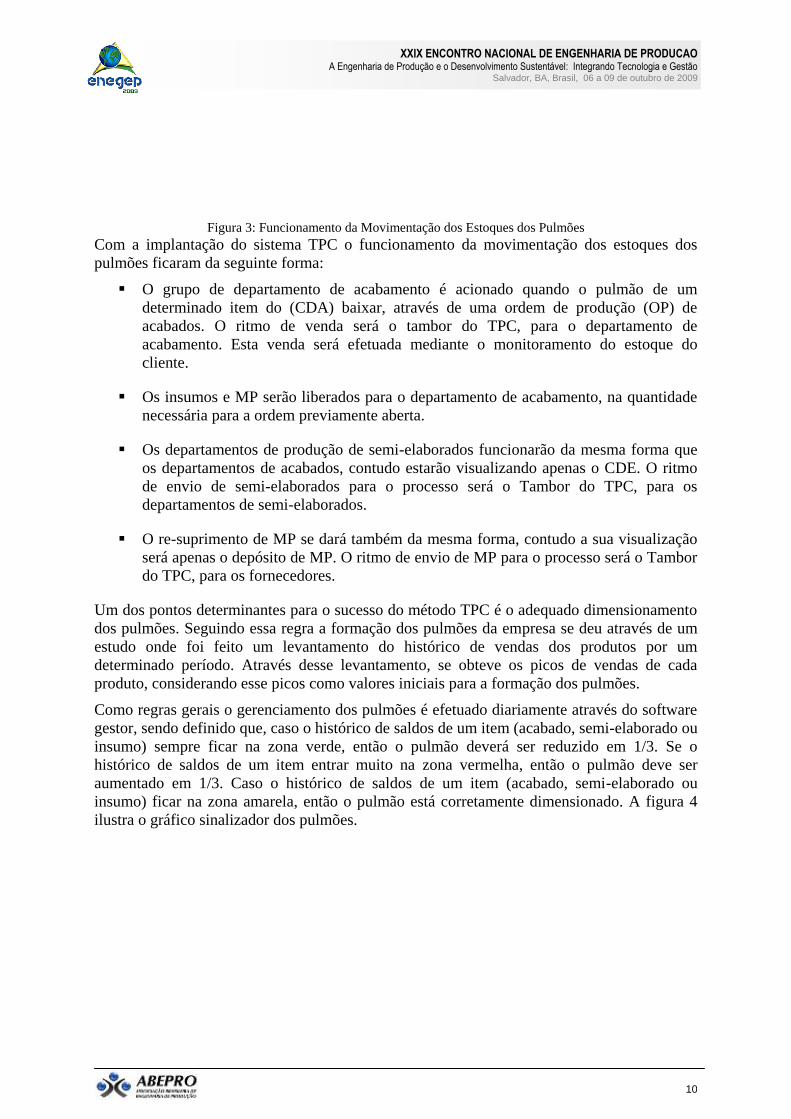
produção só ocorre com uma ordem, mesmo que haja MP disponível. Na figura 3 temos um
exemplo ilustrativo do funcionamento da movimentação dos estoques dos pulmões.
Recebimento de Ordem de
Liberação de MP
Preparação e Armazenamento na área de Liberação
Transporte até o departamento
respectivo
Armazenamento na área de insumos
liberados
Pulmão do CDE
Recebimento de SE vindos das
áreas de Elaborados
Armazenamento via WMS
Recebimento da Ordem de Liberação
Preparação e disponibilização na
área Liberação
Pulmão de MP
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
10
Figura 3: Funcionamento da Movimentação dos Estoques dos Pulmões
Com a implantação do sistema TPC o funcionamento da movimentação dos estoques dos
pulmões ficaram da seguinte forma:
O grupo de departamento de acabamento é acionado quando o pulmão de um
determinado item do (CDA) baixar, através de uma ordem de produção (OP) de
acabados. O ritmo de venda será o tambor do TPC, para o departamento de
acabamento. Esta venda será efetuada mediante o monitoramento do estoque do
cliente.
Os insumos e MP serão liberados para o departamento de acabamento, na quantidade
necessária para a ordem previamente aberta.
Os departamentos de produção de semi-elaborados funcionarão da mesma forma que
os departamentos de acabados, contudo estarão visualizando apenas o CDE. O ritmo
de envio de semi-elaborados para o processo será o Tambor do TPC, para os
departamentos de semi-elaborados.
O re-suprimento de MP se dará também da mesma forma, contudo a sua visualização
será apenas o depósito de MP. O ritmo de envio de MP para o processo será o Tambor
do TPC, para os fornecedores.
Um dos pontos determinantes para o sucesso do método TPC é o adequado dimensionamento
dos pulmões. Seguindo essa regra a formação dos pulmões da empresa se deu através de um
estudo onde foi feito um levantamento do histórico de vendas dos produtos por um
determinado período. Através desse levantamento, se obteve os picos de vendas de cada
produto, considerando esse picos como valores iniciais para a formação dos pulmões.
Como regras gerais o gerenciamento dos pulmões é efetuado diariamente através do software
gestor, sendo definido que, caso o histórico de saldos de um item (acabado, semi-elaborado ou
insumo) sempre ficar na zona verde, então o pulmão deverá ser reduzido em 1/3. Se o
histórico de saldos de um item entrar muito na zona vermelha, então o pulmão deve ser
aumentado em 1/3. Caso o histórico de saldos de um item (acabado, semi-elaborado ou
insumo) ficar na zona amarela, então o pulmão está corretamente dimensionado. A figura 4
ilustra o gráfico sinalizador dos pulmões.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
11
Figura 4 - Gráfico sinalizador dos pulmões
4.1. Mudanças na organização
A mudança na logística de produção exigiu a alteração no software gestor da área industrial,
visando agilizar a geração de informações. Antes da TOC, a fábrica era programada em
função da previsão de vendas. O departamento de Planejamento e Controle da produção
(PCP) efetuava o planejamento de produção uma vez ao mês e liberava todas as ordens de
produção uma única vez para fábrica e, com o surgimento de alguma flutuação de demanda
ou algum problema, eram efetuados os ajustes no planejamento.
Após a implantação do método TPC, a programação passou a ser baseada nos pedidos dos
clientes e não mais na previsão de vendas. Foram criados estoques de segurança de produtos
acabados e pulmões de inventário para proteger as restrições, designados como centros de
distribuição (CD’S). Os níveis dos pulmões e do estoque de segurança são monitorados pelo
software, e dependendo do percentual em que se encontram, a fábrica é acionada. Com esse
novo procedimento de liberação de ordens de produção, o planejamento de produção agora
passou a ser diário, com isso, reduziu-se o tamanho dos lotes de produtos com a intenção de
se diminuir o inventário em processo, pois o tempo de resposta da fábrica agora é muito mais
rápido.
Com relação aos produtos a serem fabricados, foi criada uma classificação de cores por
prioridade de produção, para que essa facilitasse a identificação da prioridade. Para os níveis
de pulmão usa-se a mesma idéia de cores: vermelho para produtos emergentes, amarelo para
nível de estoque em alerta e verde estoque completo; outras duas cores foram criadas para
identificar situações especiais: azul para nível de estoque acima do programado e preto para
fabricação de produtos especiais (fora de linha, personalizados, etc).
Antes da implementação da TOC a área de produção era monitorada pelo volume de peças
produzidas por dia. As quantidades que eram produzidas diariamente tinham por base a
previsão de vendas. Cada setor possuía uma meta de produção. A programação da produção
através do método de previsão de vendas consistia na liberação das ordens de produção,
compra de materiais para todos os níveis de estrutura (acabados, semi-elaborados e matéria
prima) . Ao longo do mês, os vendedores e representantes visitavam os clientes, e disparam os
pedidos para a empresa. Dependendo do tamanho do pedido, o setor de planejamento e
controle da produção (PCP) efetuava um novo planejamento de produção.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
12
Apesar de todo o empenho da área de previsão de vendas, os desvios de demanda sempre
aparecem, e com eles surgem previsões e planejamentos distante das necessidades reais da
empresa. Estes imprevistos acarretam quase sempre em dois tipos de custo: o custo de estoque
de produto fabricado em quantidade superior à necessária e o custo de perda de vendas do
produto fabricado em quantidade inferior ao realmente demandado. Na previsão, as ordens
eram mensais e fixas e quando acontecia uma mudança do mercado havia uma dificuldade em
atender, o que gerava conflitos internamente.
Com a implantação do sistema, todos os esforços são direcionados para atendimento aos
pulmões, onde as ordens sempre são abertas para atendê-los. O atendimento contempla tanto
os produtos acabados, quanto os intermediários e também em ordens de compra para os
insumos, com a visão para complemento em cima do consumo real. Com os pulmões
adequados às necessidades, há um nível melhor para se trabalhar internamente, mesmo tendo
que muitas vezes aumentar o número de set-ups.
Com o antigo método, as medidas de desempenho eram individuais e cada um buscava a
qualquer custo atingir a sua cota. A empresa percebeu que muitas vezes eram produzidos itens
não necessários no momento. Esta política não proporcionava condições de consumir matéria-
prima no momento correto. A mentalidade de utilizar a capacidade instalada, e assim produzir
o máximo possível para diluir custos fixos, acabava elevando o nível de estoques. A busca da
eficiência local para diluir custos fixos não conduzia a empresa na direção de ganhar mais.
Já a área comercial trabalhava com base nas previsões de vendas determinadas pela empresa.
Sua incumbência era atingir os volumes estabelecidos e seu desempenho era monitorado com
base no volume vendido, preço médio negociado, prazo médio praticado, além de percentual
de atendimento.
As informações disponibilizadas pela direção, através do sistema de gestão de custos,
consistiam em relatórios de orçamento com as variações do previsto versus realizado. Hoje a
cultura interna mudou, não há medidores relacionados à produtividade e sim sobre ganho e
inventário – reflexo direto da utilização do conceito de Bússola Financeira.
5. Resultados
A implantação do método TPC e a formação dos pulmões proporcionaram a reorganização e
melhoria de controle dos depósitos de MP e a reestruturação dos depósitos de semi-
elaborados, além da melhoria de seus controles. Além disso, serviu como alicerce para a
realização do monitoramento de estoques dos grandes clientes, possibilitando assim o re-
suprimento de forma freqüente.
A área de produção, passou a ser monitorada pela performance de entrega, ou seja, o grau de
atendimento de entrega no prazo. Com o objetivo de faturar 100% no momento certo e não
haver atrasos, são controlados principalmente o estoque de produtos acabados e o pulmão que
antecede a restrição. Este monitoramento é feito diariamente.
Com relação aos investimentos, a filosofia TOC mudou sensivelmente as decisões de
investimento da empresa. A produção utiliza o Tambor-Pulmão-Corda para programar a
fábrica e a bússola financeira no processo decisório do setor, prevalecendo a decisão que vai
realmente aumentar o ganho.
Um dos pontos fortes a destacar foi a integração que ocorreu entre a áreas comercial, PCP, e a
produção. Antes da TOC a informação que a área comercial dispunha era a quantidade exata
pronta em estoque, o que havia sido planejado de acordo com a previsão de vendas. Após a
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
13
TOC a área comercial consegue visualizar a programação.e ter a informação não só do
estoque existente, mas também do volume em processamento, prazos e expectativas de
disponibilidade.
A utilização da TOC proporcionou vantagem competitiva para a empresa. Com sua utilização
os níveis de estoques estão sendo reduzidos. A eficiência da entrega melhorou, porém alguns
poucos problemas surgiram, coisa natural para toda fase de transição de um sistema para
outro. Neste ponto, destaca-se o departamento de injetoras que, devido a redução dos lotes de
produção, os números de set-ups quase triplicaram em três meses de implantação do sistema.
Em geral a maioria dos lotes de produção foram reduzidos expressivamente e variavam de
acordo com a resposta de produção de cada produto, sendo lotes muito pequenos para
produtos de rápida resposta produtiva e lotes maiores para produtos de resposta produtiva
mais demorada. Deve-se salientar que os tamanhos de lotes para um mesmo produto podem
variar de um dia para o outro, ou até mesmo de um turno para o outro.
O aumento de set-up`s e a variedade de lote gerou desconfiança em relação a aplicação do
método, tendo em vista que a montadora migrava de uma gestão de produção baseada em
kanban com lotes e operações rigorosamente padronizados. Nas primeiras semanas, o
Planejamento e Controle da produção era diário, ocasionado um certo desconforto tanto aos
operadores da linha de produção quanto aos operadores do PCP, que estavam habituados a
trabalhar com um planejamento semanal. Depois que os atrasos diminuíram e a produção foi
se estabilizando no novo modo de operação, os lotes de produção ficaram mais definidos e o
PCP passou a ser feito para três dias.
Foi perceptível a diferença neste curto período, saindo de um nível de atendimento em torno
de 83% para 98%. Como visão estratégia, a empresa assumiu a responsabilidade pelo
inventário dos produtos por ela fornecidos aos clientes, garantindo níveis de estoque muito
menores, com praticamente 100% de disponibilidade e multa auto-imposta nos casos de faltas
destes produtos.
6. Considerações Finais
A simplicidade é considerada uma das vantagens da TOC em relação às informações de
custos. A gestão do negócio, tornou-se muito mais simplificada, focada no resultado, com
maior clareza e com um nível muito maior de delegação. Houve uma significativa redução do
nível de conflitos internos, decorrente da adoção de indicadores corretos e de uma maior
interação entre os setores.
Ainda existem muitas empresas, principalmente de pequeno e médio porte, que se mantém
distante das práticas e metodologias de produção competitivas e de conceitos simples que se
aplicados, dão resultados relativamente rápidos. Diante de um problema de atraso na entrega
de pedido, por exemplo, muitas vezes o investimento em ação de melhoria é feita em todos os
pontos possíveis de igual maneira. Assim, no caso desses atrasos, que poderiam ser resolvidos
com planejamento e controle da produção, com sincronismo e balancemento do fluxo de
produção, ou então pela adoção de técnicas como TOC, poderiam ser tomadas decisões mais
onerosas, e nem por isso mais eficazes, tais como compra de máquinas, aumento da
capacidade de produção, contratação de pessoal, treinamento na execução do processo, etc.
Os motivos são muitos, mas se percebe que em parte é pela dificuldade em levar a discurssão
e conhecimento acadêmico para uma linguagem e aplicação no chão de fábrica. Pode-se
sugerir que estas propostas de implantação da TOC poderiam ser estendidas para outras
empresas, inclusive de outras áreas. Estas propostas são simples de implantar e trazem ganhos

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
14
de desempenho e facilidade de controle dos processos.
Referências
CORBETT NETO, Thomas. Contabilidade de Ganhos: a nova contabilidade gerencial de acordo com a Teoria
das Restrições. São Paulo: Nobel, 1997.
GOLDRATT, Eliyahu M.; COX, Jeff. A Meta. São Paulo, Educator, 1997, 1998, 2002.
GOLDRATT, Eliyahu M. Mais que sorte...Um processo de Raciocínio. São Paulo, Educator, 1994.
GUERREIRO, R. A meta da empresa: seu alcance sem mistérios. São Paulo: Atlas, 1996.
MARQUES, J. A. V. C.; CIA, J. N. S. Teoria das Restrições e Contabilidade Gerencial: Interligando
Contabilidade à Produção. Revista de Administração de Empresas. São Paulo, v.38, jul./set. 1998.
MARTINS, Fábio Augusto. O Processo de Raciocínio da Teoria das Restrições na Indústria Moveleira de
Pequeno Porte:Um Estudo de Caso. Dissertação de Mestrado em Engenharia de Produção, UFSC, Florianópolis,
2002.
NOREEN, Eric; SMITH, Debra; MACKEY, James T. A Teoria das Restrições e suas Implicações na
Contabilidade Gerencial. São Paulo, Educator, 1996.
YIN, Robert K. Estudo de Caso – Planejamento e Métodos. 3 ed. São Paulo: Bookman, 2005.