estudo e concepÇÃo de um sistema para...
TRANSCRIPT
ESTUDO E CONCEPÇÃO DE UM SISTEMA PARA CARACTERIZAÇÃO DE
ESFORÇOS EM MÁQUINAS DE PERFURAÇÃO DIRECIONAL
Marcelo Ferreira Quélhas
DISSERTAÇÃO SUBMETIDA AO CORPO DOCENTE DA COORDENAÇÃO DOS
PROGRAMAS DE PÓS-GRADUAÇÃO DE ENGENHARIA DA UNIVERSIDADE
FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS
NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE MESTRE EM CIÊNCIAS EM
ENGENHARIA MECÂNICA.
Aprovada por:
Prof. Max Suell Dutra, Dr.-Ing.
Prof. Luciano Santos Constantin Raptopoulos, D.Sc.
Prof. Fernando Augusto de Noronha Castro Pinto, Dr.-Ing.
Prof. Moysés Zindeluk, D.Sc.
RIO DE JANEIRO, RJ – BRASIL
OUTUBRO DE 2005
ii
QUÉLHAS, MARCELO FERREIRA
Estudo e Concepção de um Sistema para
Caracterização de Esforços em Máquinas de
Perfuração Direcional [Rio de Janeiro] 2005
XI, 132 p. 29,7 cm (COPPE/UFRJ,
M.Sc., Engenharia Mecânica, 2005)
Dissertação – Universidade Federal do
Rio de Janeiro, COPPE
1 Perfuração direcional
2 Célula de carga
3 Processamento de sinais
I. COPPE/UFRJ II. Título (série)

iii
A meus pais, meu irmão, Nadja, meu avô e a
todos amigos. Em especial, a meus avós,
Valdemiro, Joaquina e Ilza que, infelizmente,
não podem estar aqui neste momento tão
importante.
iv
Agradecimentos
A meu orientador Prof. Max Suell Dutra, pela paciência, amizade, dedicação,
incentivo, confiança e oportunidades ao longo destes três anos de trabalho, desde o
início do curso.
Ao co-orientador e Prof. Luciano Raptopoulos pela participação na avaliação de
meu trabalho, incentivo e pela imensa contribuição dada.
A todos integrantes do Laboratório de Robótica (LabRob), pelo ambiente de
trabalho, apoio e incentivo em todos os momentos, sempre em espírito de grupo.
A todos os professores do Programa de Engenharia Mecânica da COPPE.
Agradeço ao Programa de Engenharia Mecânica da COPPE pela oportunidade
singular, e a todos os funcionários do corpo técnico do programa pelo ótimo serviço
prestado durante este período, e em especial à Vera e a Maysa, pela ajuda sempre
imediata.
A meus pais, José Mauro e Maria José, meu irmão, Mauricio, meu avô, José
André e a Nadja pelo apoio irrestrito, amor, paciência, compreensão e por tudo, sempre.
A todos os meus parentes pelo incentivo e apoio.
A todos os colegas de curso, que tanto me ajudaram durante e após as disciplinas,
pelas trocas de conhecimento e experiência, incentivo e apoio.
A todos meus amigos e pessoas que comigo estiveram no decorrer do trabalho e
que contribuíram para a consecução deste meu sonho.
v
Resumo da Dissertação apresentada à COPPE/UFRJ como parte dos requisitos
necessários para a obtenção do grau de Mestre em Ciências (M.Sc.)
ESTUDO E CONCEPÇÃO DE UM SISTEMA PARA CARACTERIZAÇÃO DE
ESFORÇOS EM MÁQUINAS DE PERFURAÇÃO DIRECIONAL
Marcelo Ferreira Quélhas
Outubro/2005
Orientador: Max Suell Dutra
Programa: Engenharia Mecânica
Este trabalho tem por objetivo estudar as máquinas de perfuração direcional,
desenvolvendo uma célula de carga para a caracterização da força e torque a que este
tipo de máquina se encontra submetida, durante a execução do furo para a passagem de
utilidades públicas. Sinais com interferências e ruídos captados pela célula de carga, são
transmitidos por um sistema proposto, e posteriormente comparados a um sinal de ruído
correlacionado àqueles. Para supressão dos ruídos foi sugerido o método de filtragem
adaptativa, que é um método vantajoso, pelo fato de não ser necessário ter informações
sobre o sinal ou o ruído. Depois de filtrados, os sinais devem ser analisados por uma
lógica de controle, capaz de interromper o funcionamento da máquina, caso seja
excedida a carga máxima tolerada, evitando-se danos. Para proporcionar o
desenvolvimento do projeto, foi introduzido um breve histórico sobre este tipo de
perfuração, assim como a motivação para este trabalho. Em seguida, foi feita uma
introdução sobre solos. Ainda como base para o projeto, foi apresentada toda a
metodologia sobre este tipo de perfuração, seguida de uma apresentação sobre
extensometria, telemetria e processamento de sinais. Na última parte, foi realizado o
desenvolvimento do projeto propriamente dito.

vi
Abstract of Dissertation presented to COPPE/UFRJ as a partial fulfillment of the
requirements for the degree of Master of Science (M.Sc.)
STUDY AND CONCEPTION OF A SYSTEM FOR CHARACTERIZATION OF
FORCES IN DIRECTIONAL DRILLING MACHINES
Marcelo Ferreira Quélhas
October/2005
Advisor: Max Suell Dutra
Department: Mechanical Engineering
The purpose of this work is to study the directional drilling machines, developing a
load cell for force and torque characterization during the tunneling task, for public
utilities installation. Signals with noise and interference picked up by load cell, are
transmitted by the proposed system, and lately compared to a noise signal correlated to
those ones. Adaptive filtering was suggested to remove noise, as an advantageous
method, because it is not necessary to have any information about signal and noise.
After filtering, a logic control must analyze the signals and stop the machine if the
maximum load is exceeded, avoiding damage. To provide the development of this
project, it is introduced a brief explanation on the history of this drilling method, and the
motivation for it. Then, a brief discussion on soils is presented. Also as the basis for this
project, the whole methodology of directional drilling method is presented, followed by
telemetry, signal processing and strain gage presentation. In the last part the project is
reported.
vii
ÍNDICE
1 INTRODUÇÃO.................................................................................................................................1
1.1 ESTE PROJETO............................................................................................................................2 1.2 O ESTADO DA ARTE...................................................................................................................4
1.2.1 Primeiros relatos sobre perfuração horizontal ....................................................................9 1.3 ORGANIZAÇÃO DOS CAPÍTULOS...............................................................................................13
2 PRINCÍPIOS DA GEOLOGIA APLICADOS AO PROBLEMA..............................................14 2.1 PRIMEIROS ESTUDOS DO SOLO.................................................................................................14 2.2 ORIGEM DOS SOLOS..................................................................................................................15 2.3 GRANULOMETRIA ....................................................................................................................18 2.4 SOLOS ARGILOSOS....................................................................................................................20 2.5 SOLOS ARENOSOS ....................................................................................................................21 2.6 SOLOS ROCHOSOS ....................................................................................................................22 2.7 INVESTIGAÇÃO GEOTÉCNICA ...................................................................................................22
3 PERFURAÇÃO DIRECIONAL....................................................................................................25 3.1 PESQUISA SOBRE O DESENVOLVIMENTO DA PERFURAÇÃO HORIZONTAL .................................25 3.2 DESCRIÇÃO E COMPOSIÇÃO DOS EQUIPAMENTOS DE PERFURAÇÃO HORIZONTAL ....................27
3.2.1 Unidade de perfuração.......................................................................................................29 3.2.2 Unidade de bombeamento/mistura de fluido ......................................................................31 3.2.3 Fluidos de perfuração ........................................................................................................32 3.2.4 Unidade de detecção de contato com linha elétrica energizada ........................................32 3.2.5 Eletrônicos de monitoramento da perfuração ....................................................................33
3.3 COMPONENTES PRINCIPAIS NAS ETAPAS DO MÉTODO NÃO DESTRUTIVO...................................34 3.3.1 Etapa de Perfuração: .........................................................................................................34
3.3.1.1 Hastes de perfuração ............................................................................................................... 34 3.3.1.2 Cabeça de perfuração .............................................................................................................. 35 3.3.1.3 Bit de perfuração ..................................................................................................................... 36 3.3.1.4 Haste intermediária (Transition Sub) ...................................................................................... 36 3.3.1.5 Emissor de sinais (beacon)...................................................................................................... 37 3.3.1.6 Receptor de sinais (Tracker) ................................................................................................... 37
3.3.2 Etapa de Alargamento e Puxada do Produto a Ser Instalado ............................................38 3.3.2.1 Hastes...................................................................................................................................... 38 3.3.2.2 Haste Intermediária (Transition Sub) ...................................................................................... 38 3.3.2.3 Alargador com jatos ................................................................................................................ 39 3.3.2.4 Distorcedor (swivel) ................................................................................................................ 40 3.3.2.5 Dispositivo de Puxada (Pulling Head) .................................................................................... 40
3.4 PROCESSOS DA PERFURAÇÃO – PROCEDIMENTOS PARA EXECUÇÃO DO FURO DIRECIONADO ...40 3.4.1 Análise da capacidade de puxada do equipamento............................................................41 3.4.2 Análise do projeto...............................................................................................................41 3.4.3 Inspeção do local a ser perfurado ......................................................................................41 3.4.4 Planejamento do perfil do furo...........................................................................................42 3.4.5 Posicionamento da unidade de perfuração ........................................................................42 3.4.6 Preparo do fluido de perfuração ........................................................................................43 3.4.7 Execução do furo piloto......................................................................................................43 3.4.8 Montagem das ferramentas de alargamento e puxada de dutos.........................................46 3.4.9 Término da puxada.............................................................................................................48 3.4.10 Isolamento da tubulação e limpeza................................................................................48 3.4.11 Retirada de lama e resíduos de fluido de perfuração ....................................................48 3.4.12 Desmobilização do equipamento ...................................................................................48
3.5 OPERAÇÕES FUNDAMENTAIS DURANTE A EXECUÇÃO DO FURO ................................................49 3.5.1 Rotação...............................................................................................................................49 3.5.2 Avanço ................................................................................................................................50 3.5.3 Rotação conjugada com o avanço......................................................................................50 3.5.4 Localização eletrônica da cabeça de perfuração...............................................................51
viii
3.5.5 Alargamento e puxada da tubulação a ser instalada .........................................................55 3.5.6 Alargamento com puxada simultânea do(s) duto(s) ...........................................................55 3.5.7 Operação de pré-alargamento ...........................................................................................57
4 INSTRUMENTAÇÃO....................................................................................................................59 4.1 EXTENSOMETRIA......................................................................................................................59
4.1.1 Extensômetros.....................................................................................................................60 4.1.2 Tipos de Extensômetro........................................................................................................61 4.1.3 Seleção de Extensômetros...................................................................................................63 4.1.4 Ponte de Wheatstone ..........................................................................................................64 4.1.5 Tipos de Ligações ...............................................................................................................66
4.2 SISTEMA DE MONITORAMENTO REMOTO (TELEMETRIA) .........................................................68 4.3 PROCESSAMENTO DE SINAIS .....................................................................................................69
4.3.1 Digitalização de sinais .......................................................................................................71 4.3.2 Supressão de ruído .............................................................................................................76 4.3.3 Filtragem adaptativa ..........................................................................................................79
4.3.3.1 Filtro de Wiener Ótimo ........................................................................................................... 82 4.3.3.2 LMS (least-mean-square) ....................................................................................................... 85 4.3.3.3 NLMS (normalized-least-mean-square) ................................................................................. 86 4.3.3.4 Supressão de Ruído com filtragem adaptativa......................................................................... 87
5 MODELAGEM DAS FORÇAS ATUANTES PARA DIMENSIONAMENTO E PROJETO DA CÉLULA DE CARGA ......................................................................................................................89
5.1 TRECHO DA MÁQUINA A SER MODELADO .................................................................................90 5.2 PROJETO DA CÉLULA DE CARGA ..............................................................................................92
5.2.1 Modelo da célula de carga .................................................................................................92 5.2.2 Ponte de Wheatstone para medir Fz ...................................................................................93
5.2.2.1 Cálculo da deformação nos extensômetros ............................................................................. 94 5.2.2.2 Cálculo da Força Fz ................................................................................................................. 95
5.2.3 Ponte de Wheatstone para medir Mz ..................................................................................96 5.2.3.1 Cálculo da deformação nos extensômetros ............................................................................. 96 5.2.3.2 Cálculo do momento Mz.......................................................................................................... 98
5.3 CALIBRAÇÃO DA CÉLULA DE CARGA.......................................................................................98 5.4 MONTAGEM DA CÉLULA DE CARGA E DISPOSITIVOS DE TELEMETRIA .....................................105 5.5 SUPRESSÃO DE RUÍDOS NAS MEDIÇÕES DA CÉLULA DE CARGA...............................................113
5.5.1 Modelo para obtenção de ruído .......................................................................................114 5.5.2 Pontes de Wheatstone para medir R(Fz) e R(Mz)..............................................................115 5.5.3 Montagem dos dispositivos de telemetria para captação de ruído...................................117 5.5.4 Simulação gráfica da supressão de ruídos .......................................................................120
5.6 PROCESSAMENTO DOS DADOS ................................................................................................122 5.7 CUSTO ESTIMADO DE IMPLANTAÇÃO DO PROJETO..................................................................124
6 CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS.......................................126 REFERÊNCIAS BIBLIOGRÁFICAS .................................................................................................129
ix
ÍNDICE DE FIGURAS
FIGURA 1-1. DIAGRAMA DA LÓGICA DE CONTROLE IDEALIZADA. 4 FIGURA 1-2. TRAVESSIA PARA PASSAGEM DE UTILIDADE (SITE FABRICANTE VERMEER). 5 FIGURA 1-3. EQUIPAMENTO DE PERFURAÇÃO PARA APLICAÇÕES DE PEQUENO PORTE (CATÁLOGO
FABRICANTE DITCH WITCH). 6 FIGURA 1-4. EQUIPAMENTO DE PERFURAÇÃO DIRECIONAL PARA APLICAÇÕES DE PEQUENO PORTE
(CATÁLOGO FABRICANTE DITCH WITCH). 6 FIGURA 1-5. EQUIPAMENTO DE PERFURAÇÃO DIRECIONAL PARA APLICAÇÕES DE PEQUENO PORTE
(CATÁLOGO FABRICANTE DITCH WITCH). 7 FIGURA 1-6. EQUIPAMENTO DE PERFURAÇÃO DIRECIONAL PARA APLICAÇÕES DE MÉDIO PORTE (CATÁLOGO
FABRICANTE DITCH WITCH). 7 FIGURA 1-7. EQUIPAMENTO DE PERFURAÇÃO DIRECIONAL PARA APLICAÇÕES DE GRANDE PORTE
(CATÁLOGO FABRICANTE DITCH WITCH). 8 FIGURA 1-8. EQUIPAMENTO PERFURANDO ROCHA E NO DETALHE, CABEÇA DE PERFURAÇÃO TRI-CÔNICA
(SITE FABRICANTE VERMEER). 9 FIGURA 1-9. VARIAÇÃO DA QUANTIDADE DE TÚNEIS DESDE 1991 A 1995 (THE CHARLES MACHINES WORKS,
INC.). 10 FIGURA 1-10. FORÇAS ATUANTES NA TUBULAÇÃO DURANTE A PASSAGEM DESTA NO TÚNEL. 12 FIGURA 2-1. CURVAS GRANULOMÉTRICAS DE ALGUNS SOLOS BRASILEIROS [PINTO, 2000]. 19 FIGURA 2-2. GRANULOMETRIA – ESCALA DE GRADUAÇÃO DO SOLO [CAPUTO, 1969]. 20 FIGURA 2-3. ILUSTRAÇÃO DO ENSAIO SPT [SCHNAID, 2000]. 24 FIGURA 3-1. DIFERENÇA ENTRE POÇO OCULTO E POÇO CONTÍNUO. 26 FIGURA 3-2. FUNCIONAMENTO DO TROLE DURANTE PERFURAÇÃO. 27 FIGURA 3-3. ANCORAMENTO DA UNIDADE DE PERFURAÇÃO DIRECIONAL POR ESTACA (THE CHARLES
MACHINES WORKS, INC.). 28 FIGURAS 3-4. A E B – ANTES E APÓS ANCORAMENTO DAS ESTACAS RESPECTIVAMENTE. 29 FIGURA 3-5. VISTA LATERAL DE UMA UNIDADE DE PERFURAÇÃO DIRECIONAL 30 FIGURA 3-6. EQUIPAMENTO EM FUNCIONAMENTO DURANTE TENTATIVA DE TRAVESSIA 30 FIGURA 3-7. UNIDADE DE BOMBEAMENTO 31 FIGURA 3-8. VISTA DA UNIDADE DE DETECÇÃO DE CONTATO COM LINHA ELÉTRICA ENERGIZADA. 33 FIGURA 3-9. HASTES DE PERFURAÇÃO (EXTREMIDADE MACHO E EXTREMIDADE FÊMEA). 34 FIGURA 3-10. VISTA EM CORTE DA EXTREMIDADE MACHO DE UMA HASTE CONECTANDO-SE NA
EXTREMIDADE FÊMEA DE OUTRA HASTE. 35 FIGURA 3-11. CABEÇA DE PERFURAÇÃO SEM DEGRADAÇÃO POR USO. 35 FIGURA 3-12. CABEÇA DE PERFURAÇÃO COM EMISSOR DE SINAIS APÓS PERFURAÇÃO. 36 FIGURA 3-13. BITS DE PERFURAÇÃO PARA DIVERSAS APLICAÇÕES (SITE FABRICANTE DITCH WITCH). 36 FIGURA 3-14. HASTE INTERMEDIÁRIA. 37 FIGURA 3-15. EMISSOR DE SINAIS (CATÁLOGO FABRICANTE DITCH WITCH). 37 FIGURA 3-16. RECEPTOR DE SINAIS. 38 FIGURA 3-17. ALARGADORES PARA ARGILA E TERRENO PEDREGOSO. 39 FIGURA 3-18. TIPOS DE ALARGADORES [SITE AIR SERVICE]. 39 FIGURA 3-19. DISTORCEDOR COM PINO. 40 FIGURA 3-20. SISTEMA DE LOCALIZAÇÃO DE DUTOS E CABOS ENTERRADOS COM TODOS OS ACESSÓRIOS. 41 FIGURA 3-21. SISTEMA DE RADAR PARA MAPEAMENTO DO SUBSOLO. 42 FIGURA 3-22. DISPLAY DO RECEPTOR DE SINAIS. 44 FIGURA 3-23. CABEÇA DE PERFURAÇÃO PENETRANDO NA VALA INICIAL (MANUAL FABRICANTE DITCH
WITCH). 44 FIGURA 3-24. VISTA LATERAL EM CORTE DA PERFURAÇÃO. NOTA-SE A DIFERENÇA AO SE TRABALHAR COM
PITCH DE ENTRADA DIFERENTES (MANUAL FABRICANTE DITCH WITCH). 45 FIGURA 3-25. OPERAÇÃO DE LOCALIZAÇÃO DO EMISSOR DURANTE PERFURAÇÃO. 46 FIGURA 3-26. CRIAÇÃO DE TÚNEL HORIZONTAL COM ALARGAMENTO: A) PERFURAÇÃO DE POÇO CONTÍNUO,
B) ALARGAMENTO COM PUXADA DA TUBULAÇÃO, C) TÚNEL ACABADO (THE CHARLES MACHINES WORKS, INC.). 47
FIGURA 3-27. PERFURAÇÃO DIRECIONAL – MOVIMENTO DE ROTAÇÃO CONJUGADA COM AVANÇO (THE CHARLES MACHINES WORKS, INC.). 50
FIGURA 3-28. CONJUNTO COMPLETO ― SISTEMA DE LOCALIZAÇÃO. 52 FIGURA 3-29. PAINEL DE OPERAÇÃO DO RECEPTOR DE SINAIS (TRACKER). 53
x
FIGURA 3-30. SÍMBOLOS DE NÍVEL DE TEMPERATURA E BATERIA DO EMISSOR DE SINAIS (BEACON)
MOSTRADOS NO DISPLAY DO RECEPTOR (TRACKER). 53 FIGURA 3-31. COMPORTAMENTO DO RECEPTOR DURANTE EMISSÃO DO SINAL. 54 FIGURA 3-32. ALARGADOR MONTADO NA PONTA DA COLUNA DE PERFURAÇÃO PARA A OPERAÇÃO DE
ALARGAMENTO. 55 FIGURA 3-33. ALARGADOR, SWIVEL E CABEÇA DE PUXADA. TUBULAÇÃO PRONTA PARA SER PUXADA
ATRAVÉS DO MICRO-TÚNEL. 56 FIGURA 3-34. PONTA DA TUBULAÇÃO INSTALADA NO TÉRMINO DA PUXADA 57 FIGURA 3-35. ESFERA CONECTADA NA PONTA DA COLUNA DE PERFURAÇÃO PARA OPERAÇÕES DE PRÉ-
ALARGAMENTO. 58 FIGURA 4-1. DIMENSÃO DO EXTENSÔMETRO. 62 FIGURA 4-2. ALGUNS MODELOS DE EXTENSÔMETROS DE RESISTÊNCIA ELÉTRICA. 63 FIGURA 4-3. CODIFICAÇÃO DE MATERIAL PARA EXTENSOMETRIA. 64 FIGURA 4-4. CONFIGURAÇÕES PARA A PONTE DE WHEATSTONE: (A) ¼ DE PONTE, (B) ½ PONTE E (C) PONTE
COMPLETA [RAPTOPOULOS, 2003]. 65 FIGURA 4-5. MODELOS DE ELEMENTO ELÁSTICO. 67 FIGURA 4-6. APLICAÇÃO DE TELEMETRIA EM PROPULSOR DE AERONAVE. 69 FIGURA 4-7. APLICAÇÃO DE TELEMETRIA EM EIXO DE TREM. 69 FIGURA 4-8. AMOSTRAGEM DE UM SINAL ANALÓGICO: (A) FORMA DE ONDA ANALÓGICA ORIGINAL, (B)
INSTANTES DE AMOSTRAGEM, (C) AMOSTRAGEM DISCRETA NO TEMPO. 72 FIGURA 4-9. QUANTIZAÇÃO DO SINAL. 74 FIGURA 4-10. CONFIGURAÇÃO GERAL DE FILTRAGEM ADAPTATIVA. 80 FIGURA 4-11. FILTRO ADAPTATIVO. 81 FIGURA 4-12. MÉTODO DE BUSCA DA SOLUÇÃO ÓTIMA. 84 FIGURA 4-13. MODELO DE SUPRESSÃO DE RUÍDO. 88 FIGURA 5-1. HASTE INICIAL. 90 FIGURA 5-2. TRECHO QUE COMPORTARÁ A CÉLULA DE CARGA. 91 FIGURA 5-3. REFERENCIAL LOCAL DA CÉLULA DE CARGA. 92 FIGURA 5-4. LOCALIZAÇÃO DOS EXTENSÔMETROS NA SUPERFÍCIE DA CÉLULA DE CARGA. 93 FIGURA 5-5. PONTE DE WHEATSTONE UTILIZADA PARA MEDIR FZ. 93 FIGURA 5-6. PONTE DE WHEATSTONE UTILIZADA PARA MEDIR MZ. 96 FIGURA 5-7. COROA CIRCULAR (CÁLCULO DA ÁREA). 101 FIGURA 5-8. CURVA DE CALIBRAÇÃO (TEÓRICA) DA PONTE DE WHEATSTONE PARA FORÇA AXIAL. 103 FIGURA 5-9. CURVA DE CALIBRAÇÃO (TEÓRICA) DA PONTE DE WHEATSTONE PARA O TORQUE. 103 FIGURA 5-10. ESTRUTURA MODULAR - CÉLULA DE CARGA. 105 FIGURA 5-11. ESQUEMA DE MONTAGEM DA CÉLULA DE CARGA NA HASTE INICIAL. 106 FIGURA 5-12. MONTAGEM DE ESTRUTURA MODULAR NA HASTE INICIAL. 106 FIGURA 5-13. MODULO DE AQUISIÇÃO DE SINAL. 107 FIGURA 5-14. ENCODER COM 8 CANAIS. 108 FIGURA 5-15. MODULO DE TRANSMISSÃO DE SINAL. 108 FIGURA 5-16. FIXAÇÃO DA ANTENA E MÓDULO DE TRANSMISSÃO AO EIXO. 109 FIGURA 5-17. CONJUNTO ANTENA / DECODIFICADOR. 109 FIGURA 5-18. CARTÃO DE INTERFACE E CABO DE CONEXÃO COM COMPUTADOR. 110 FIGURA 5-19. MONTAGEM DOS MÓDULOS NO EIXO. 110 FIGURA 5-20. SEQÜÊNCIA DE FIXAÇÃO DO CONJUNTO DE TELEMETRIA. 111 FIGURA 5-21. INSTALAÇÃO DA ANTENA DE RECEPÇÃO. 112 FIGURA 5-22. CONCEPÇÃO DA HASTE INICIAL COM ACABAMENTO DA CÉLULA DE CARGA. 112 FIGURA 5-23. TRECHO PROPOSTO PARA CAPTAÇÃO DE RUÍDO. 114 FIGURA 5-24. LOCALIZAÇÃO DOS EXTENSÔMETROS PARA OBTENÇÃO DE RUÍDO. 115 FIGURA 5-25. PONTES DE WHEATSTONE UTILIZADAS PARA MEDIR R(FZ) E R(MZ). 116 FIGURA 5-26. ESQUEMA DE MONTAGEM DO ENVIO DE SINAIS (TELEMETRIA). 118 FIGURA 5-27. ESQUEMA DA CONCEPÇÃO FINAL DA HASTE INICIAL, COM ACABAMENTO DA CÉLULA DE
CARGA E LIGAÇÃO COM PONTE DE WHEATSTONE PARA SUPRESSÃO DE RUÍDO. 119 FIGURA 5-28. DIAGRAMA COM A SUPRESSÃO DE RUÍDO INTRODUZIDA. 119 FIGURA 5-29. SIMULAÇÃO DE SINAIS CAPTADOS E SINAL IDEAL. 121 FIGURA 5-30. SIMULAÇÃO DE SUPRESSÃO DE RUÍDO. 122 FIGURA 5-31. JANELAS DO SOFTWARE MICRO-LAB. 123
xi
ÍNDICE DE TABELAS
TABELA 2-1. ESCALA GRANULOMÉTRICA – LIMITES DAS FRAÇÕES DE SOLO PELO TAMANHO DOS GRÃOS (ABNT – NBR 6502/95)...................................................................................................................16
TABELA 4-1.VANTAGENS E DESVANTAGENS DE ALGUNS MÉTODOS DE SUPRESSÃO DE RUÍDOS. .................78 TABELA 5-1. DESCRIÇÃO TÉCNICA DA MÁQUINA DE PERFURAÇÃO DIRECIONAL (FABRICANTE DITCH
WITCH). .............................................................................................................................................89 TABELA 5-2. CARACTERÍSTICAS DAS HASTES DE PERFURAÇÃO (FABRICANTE DITCH WITCH). ...................89 TABELA 5-3. LIMITES DE CARGA DA MÁQUINA (FABRICANTE DITCH WITCH). ............................................99 TABELA 5-4. RESISTÊNCIA AO ESCOAMENTO E À TRAÇÃO DE ALGUNS AÇOS (SHIGLEY). .........................99 TABELA 5-5. RESUMO DE CUSTOS ENVOLVIDOS NO PROJETO. ...................................................................125
1
Capítulo 1
1 Introdução
Com o crescimento dos centros urbanos, tornou-se necessária a melhoria e a
expansão da rede de utilidades públicas (água, esgoto, eletricidade, telefonia e fibra
ótica, entre outras). Em áreas densamente edificadas, com grande ocupação do espaço
subterrâneo, a execução de obras subterrâneas, utilizando-se do emprego de valas a céu
aberto, causa impactos sócio-econômicos e ambientais cada vez maiores. Por menores
que sejam a extensão e a profundidade necessárias, obras subterrâneas executadas a céu
aberto causam enormes transtornos nos centros urbanos e nas vias principais, em
especial pela intervenção no trânsito naturalmente intenso. Desta forma, obras pouco
dispendiosas, com baixo orçamento, inviabilizam-se devido aos altos custos sociais
inerentes às perturbações que ocasionam a milhares de pessoas, muitas vezes por
períodos prolongados. Inúmeras vezes a necessidade de interrupção do trânsito torna
inexeqüível a execução de obras imprescindíveis para a comunidade.
Dentro desse panorama, a tecnologia da perfuração horizontal não-destrutiva, ou
seja, uma das vertentes da perfuração direcional, tornou-se atraente frente à utilização
de métodos tradicionais, como a solução em valas a céu aberto, na execução de obras
públicas subterrâneas, por minimizar os impactos no cotidiano da comunidade, além de
oferecer uma maior produtividade.
Justifica-se assim o interesse de se intensificar os estudos e pesquisas sobre essa
tecnologia que, apesar das diferentes aplicações (saneamento, eletricidade, etc), ainda
carece de suporte técnico capaz de estimar melhor as variáveis operacionais do sistema
de cravação e suporte da frente da escavação, para os quais este trabalho se propõe a
contribuir.
Para que se tenha um melhor entendimento quanto ao objetivo desse projeto,
pode-se citar uma definição mais precisa, segundo THOMAS (2001), para a perfuração
direcional, que a caracteriza conforme apresentado a seguir:
“A perfuração direcional é a técnica de, intencionalmente, desviar a trajetória
de um poço da vertical, para atingir objetivos que não se encontram diretamente
2
abaixo da sua localização na superfície. Os poços direcionais são perfurados com
várias finalidades”.
Segundo a definição acima, as várias finalidades para a perfuração de poços
direcionais podem ser, além desta que é o objetivo desta dissertação, a busca de lençóis
freáticos, extração de água mineral, extração de petróleo, além de outras.
Os principais elementos de um poço direcional são: a profundidade do ponto de
desvio, o afastamento horizontal, a direção locação-objetivo, a profundidade vertical
final do poço e a inclinação do trecho reto inclinado.
1.1 Este Projeto
Este trabalho contempla o estudo da perfuração horizontal não destrutiva (MND
- Método Não Destrutivo), um ramo da perfuração direcional, tendo como objetivo
estudar e desenvolver um sistema para a caracterização dos esforços durante a operação
de perfuração.
A terminologia “Método Não Destrutivo” aplica-se a operação de instalação
subterrânea de dutos através de perfuração direcionada, o que evita o rompimento de
calçadas, ruas e estradas.
Os produtos a serem instalados por esse método incluem dutos de polietileno
para passagem de cabos de fibra óptica, eletricidade e esgoto. Também são instaladas
tubulações metálicas para gás, necessitando para tanto pequena alteração na
metodologia de trabalho em relação às tubulações plásticas.
Desta forma, o desenvolvimento de um sistema conforme o proposto neste
projeto, englobaria as seguintes áreas do conhecimento:
• Engenharia Mecânica ― Dimensionamento de atuadores, mecanismos,
sensores, transmissão de torque, etc; planificação dos movimentos;
metodologia para análise de mecanismos em situações estáticas e
dinâmicas; cálculos estruturais; parâmetros de fabricação e montagem
dos componentes; e testes de desempenho do sistema;
3
• Engenharia Elétrica – Eletrônica ― Projeto de sensores, interfaces,
servo-atuadores, hardware, transmissão de sinais (telemetria) e
processamento de sinais;
• Informática ― Diagnose de sistemas/componentes e informações ao
operador;
• Geologia ― Análise das condições do terreno, considerando-se
resistência dos solos, temperatura, etc;
• Aspectos Econômicos e Sociais.
Neste trabalho, são contemplados principalmente os aspectos da Engenharia
Mecânica, uma vez que o objetivo é a análise dos esforços a que o sistema está
submetido durante o processo de perfuração do solo. A quebra de uma cabeça de
perfuração gera um prejuízo considerável para a empresa, por ser, em alguns casos,
impossível a recuperação da peça (sob uma via de grande movimento, por exemplo).
Tendo por finalidade o estudo de esforços durante o procedimento de
perfuração, com o emprego de célula de carga (extensometria) – visto com mais
detalhes no capítulo 4 – realizou-se nesta tese uma abordagem matemática visando
investigar métodos mais eficientes de solução de problemas essenciais ao controle do
mecanismo responsável pela perfuração (rotação, deslocamento/avanço e rotação com
deslocamento). Sua concepção, dimensionamento e detalhamento foram feitos levando-
se em conta os torques e forças envolvidas.
Desta forma, pretende-se chegar a concepção de uma célula de carga, com um
sistema agregado, capaz de desempenhar a tomada de decisões, reduzindo a
possibilidade de falha e, conseqüentemente, os custos da operação. Na Figura 1-1
apresenta-se um diagrama da lógica de controle idealizada para evitar que os problemas
acima mencionados, venham a ocorrer.
4
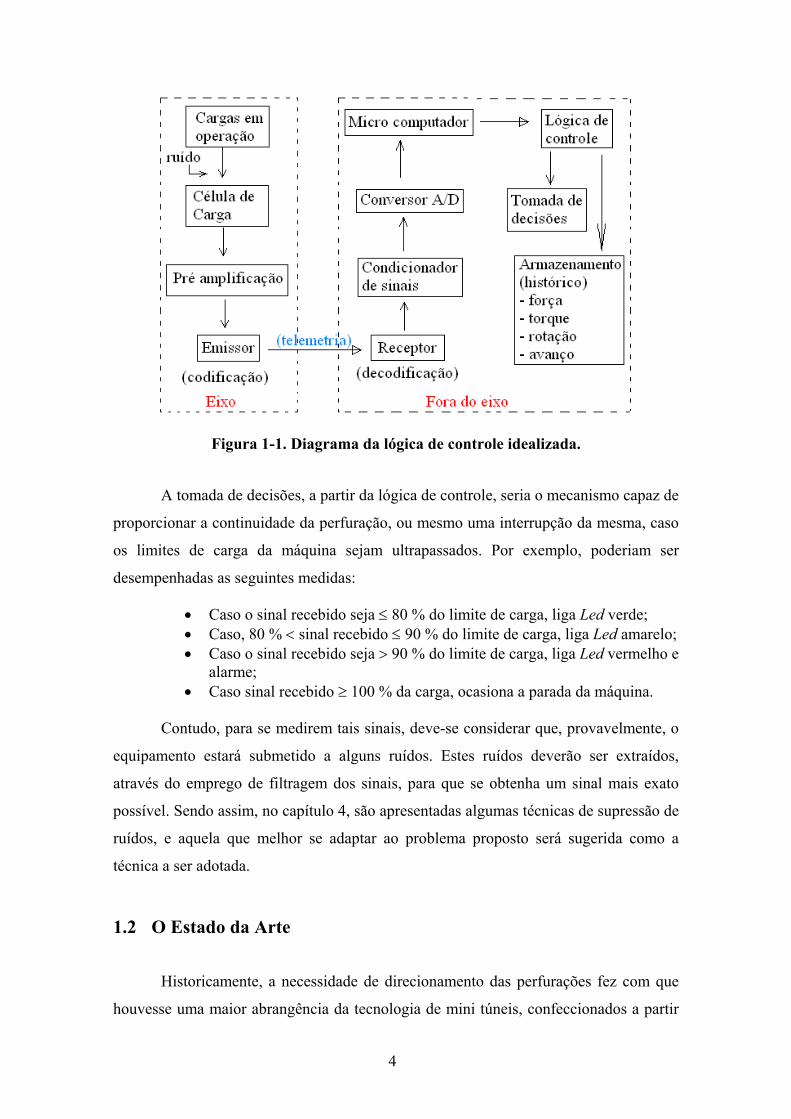
Figura 1-1. Diagrama da lógica de controle idealizada.
A tomada de decisões, a partir da lógica de controle, seria o mecanismo capaz de
proporcionar a continuidade da perfuração, ou mesmo uma interrupção da mesma, caso
os limites de carga da máquina sejam ultrapassados. Por exemplo, poderiam ser
desempenhadas as seguintes medidas:
• Caso o sinal recebido seja ≤ 80 % do limite de carga, liga Led verde; • Caso, 80 % < sinal recebido ≤ 90 % do limite de carga, liga Led amarelo; • Caso o sinal recebido seja > 90 % do limite de carga, liga Led vermelho e
alarme; • Caso sinal recebido ≥ 100 % da carga, ocasiona a parada da máquina.
Contudo, para se medirem tais sinais, deve-se considerar que, provavelmente, o
equipamento estará submetido a alguns ruídos. Estes ruídos deverão ser extraídos,
através do emprego de filtragem dos sinais, para que se obtenha um sinal mais exato
possível. Sendo assim, no capítulo 4, são apresentadas algumas técnicas de supressão de
ruídos, e aquela que melhor se adaptar ao problema proposto será sugerida como a
técnica a ser adotada.
1.2 O Estado da Arte
Historicamente, a necessidade de direcionamento das perfurações fez com que
houvesse uma maior abrangência da tecnologia de mini túneis, confeccionados a partir

5
de perfuração horizontal não destrutiva (MND), técnica largamente adotada em muitos
países, mas de aplicação ainda embrionária no cenário brasileiro.
Se ainda não é adotado em escala maior, o simples surgimento desta tecnologia
no mercado brasileiro foi, no entanto, uma das conseqüências do acirramento da
competitividade, imposta a todo setor de utilidades públicas ao longo da última década.
Este ambiente trouxe a demanda por tecnologias capazes de assegurar ganhos de
produtividade e economia, sob padrões de qualidade e segurança elevados. Para os
empreiteiros que executam esse tipo de perfuração, esses parâmetros passaram a ser
imperativos sob o ponto de vista dos investidores e contratantes desse serviço. Neste
contexto, fatores como durabilidade, custo operacional e impacto ambiental e social
passaram a ser observados com extrema atenção. Essa tecnologia se tornou
revolucionária pelo fato de executar instalações subterrâneas sem causar distúrbio no
trânsito de ruas e rodovias, provocando o mínimo de danos a pavimentos e superfícies,
com a vantagem do equipamento ser compacto e utilizar mão-de-obra reduzida.
Na Figura 1-2 é possível verificar o que foi exposto acima. Com a aplicação de
um equipamento de pequeno porte, pode-se fazer uma perfuração sob uma via e passar
uma determinada tubulação sem a necessidade de interrupção do trânsito.
Figura 1-2. Travessia para passagem de utilidade (Site Fabricante Vermeer).
A evolução dessa tecnologia permitiu que fossem desenvolvidos pequenos
equipamentos. Alguns, utilizados principalmente para instalações muito compactas,
conforme os modelos das figuras seguintes (Figura 1-3 e Figura 1-4) geram um impacto
muito pequeno no local da instalação.
Outros equipamentos, apesar do pequeno porte (Figura 1-5), e com uma
configuração diferente dos dois modelos apontados anteriormente, necessitam de um
pouco mais de espaço para o seu posicionamento.
6
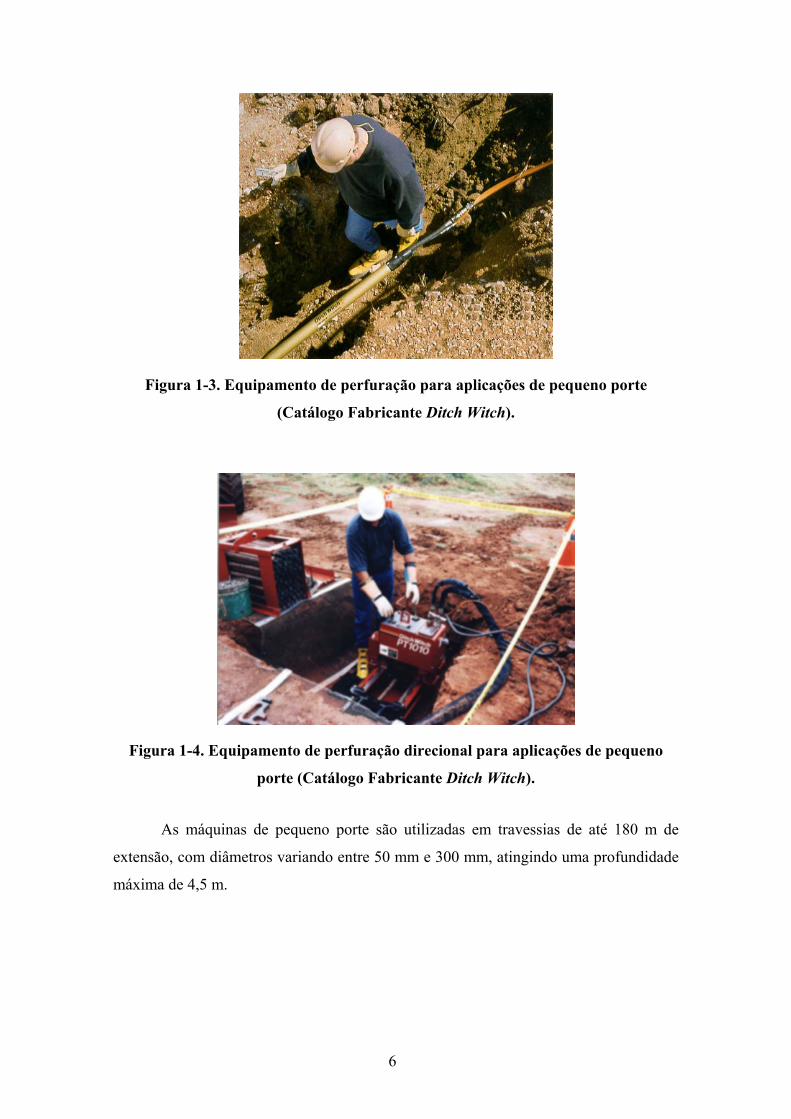
Figura 1-3. Equipamento de perfuração para aplicações de pequeno porte
(Catálogo Fabricante Ditch Witch).
Figura 1-4. Equipamento de perfuração direcional para aplicações de pequeno
porte (Catálogo Fabricante Ditch Witch).
As máquinas de pequeno porte são utilizadas em travessias de até 180 m de
extensão, com diâmetros variando entre 50 mm e 300 mm, atingindo uma profundidade
máxima de 4,5 m.
7
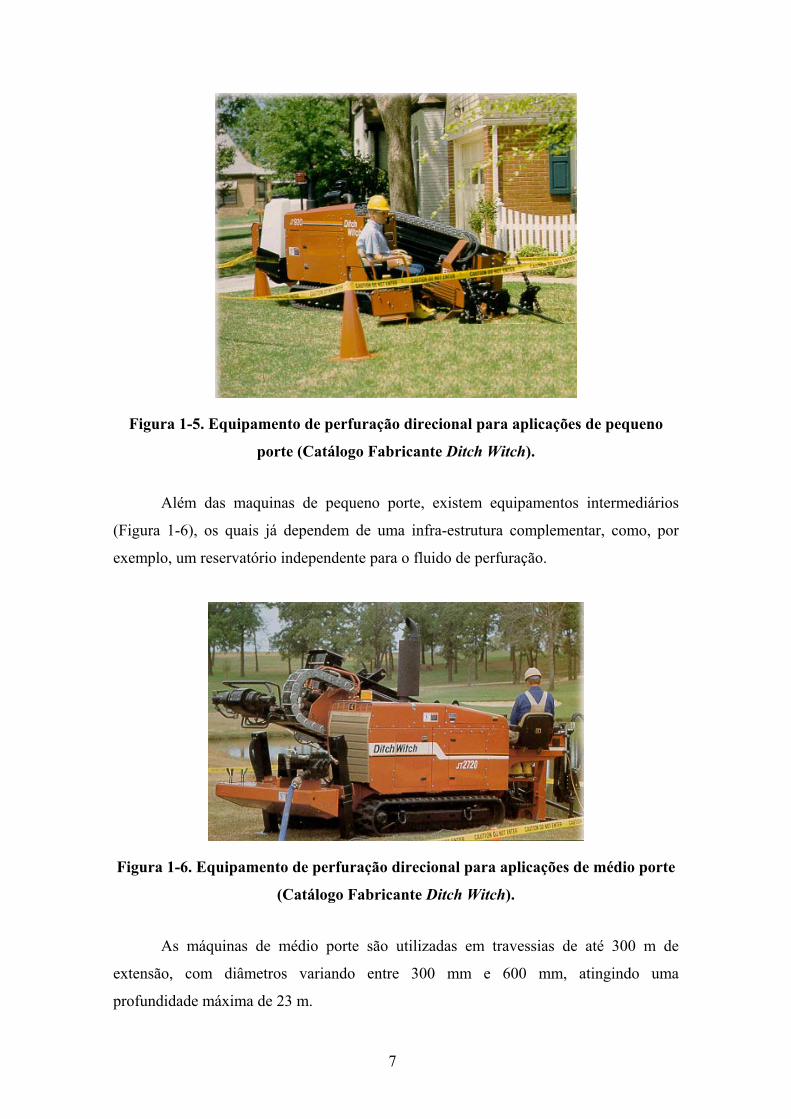
Figura 1-5. Equipamento de perfuração direcional para aplicações de pequeno
porte (Catálogo Fabricante Ditch Witch).
Além das maquinas de pequeno porte, existem equipamentos intermediários
(Figura 1-6), os quais já dependem de uma infra-estrutura complementar, como, por
exemplo, um reservatório independente para o fluido de perfuração.
Figura 1-6. Equipamento de perfuração direcional para aplicações de médio porte
(Catálogo Fabricante Ditch Witch).
As máquinas de médio porte são utilizadas em travessias de até 300 m de
extensão, com diâmetros variando entre 300 mm e 600 mm, atingindo uma
profundidade máxima de 23 m.

8
Existem também os equipamentos de grande porte (Figura 1-7), capazes de
executar travessias de até 2.000 m de extensão e diâmetros variando entre 600 mm e
1.200 mm, podendo atingir a profundidade máxima de até 61 m.
Figura 1-7. Equipamento de perfuração direcional para aplicações de grande porte
(Catálogo Fabricante Ditch Witch).
Além da economia e praticidade, outra vantagem do método é a sua capacidade
de direcionamento durante a perfuração, o que permite desviá-la de uma série de
obstáculos subterrâneos, tais como: tubulações de água, gás, esgoto e cabos enterrados
de telefone, fibra óptica e eletricidade.
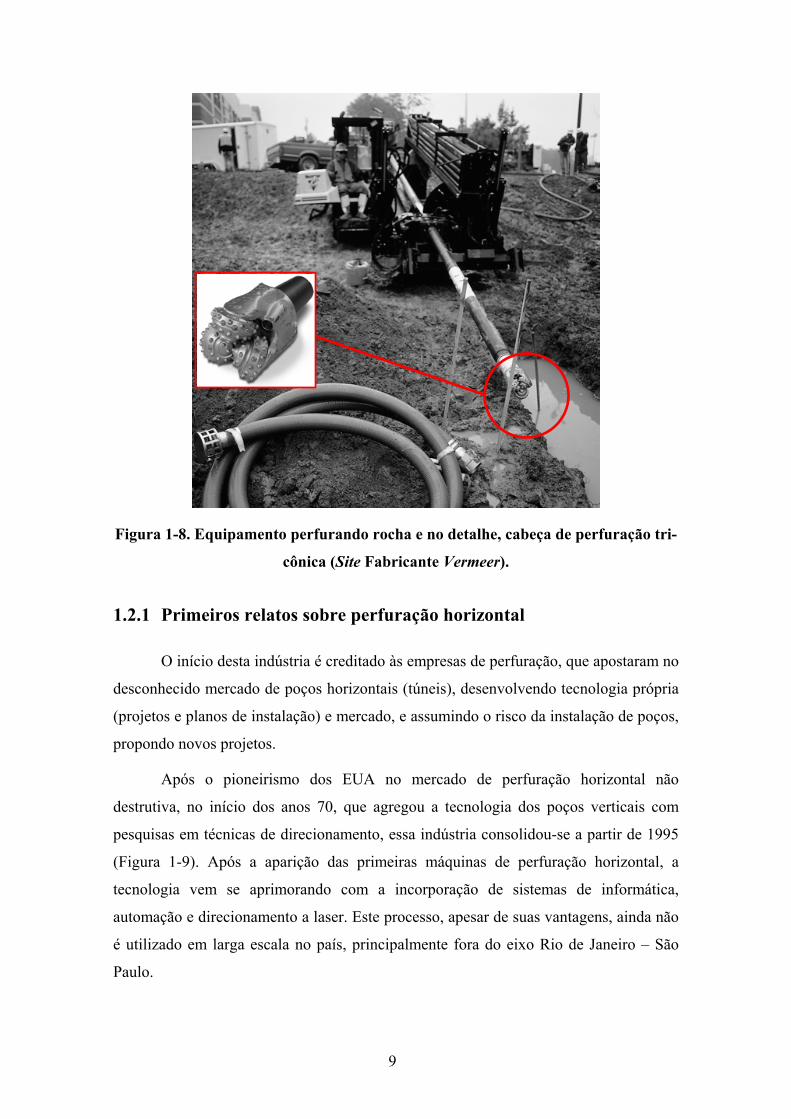
Os equipamentos de médio e grande porte, além de serem capazes de realizar
travessias com maiores extensões, também podem ser dotados de cabeças de perfuração
(brocas) especiais, para a execução de travessias através de superfícies bastante duras,
como, por exemplo, rochas. Na figura seguinte, pode ser observada uma máquina
dotada de uma cabeça de perfuração especial, tri-cônica (Figura 1-8).
9
Figura 1-8. Equipamento perfurando rocha e no detalhe, cabeça de perfuração tri-
cônica (Site Fabricante Vermeer).
1.2.1 Primeiros relatos sobre perfuração horizontal
O início desta indústria é creditado às empresas de perfuração, que apostaram no
desconhecido mercado de poços horizontais (túneis), desenvolvendo tecnologia própria
(projetos e planos de instalação) e mercado, e assumindo o risco da instalação de poços,
propondo novos projetos.
Após o pioneirismo dos EUA no mercado de perfuração horizontal não
destrutiva, no início dos anos 70, que agregou a tecnologia dos poços verticais com
pesquisas em técnicas de direcionamento, essa indústria consolidou-se a partir de 1995
(Figura 1-9). Após a aparição das primeiras máquinas de perfuração horizontal, a
tecnologia vem se aprimorando com a incorporação de sistemas de informática,
automação e direcionamento a laser. Este processo, apesar de suas vantagens, ainda não
é utilizado em larga escala no país, principalmente fora do eixo Rio de Janeiro – São
Paulo.
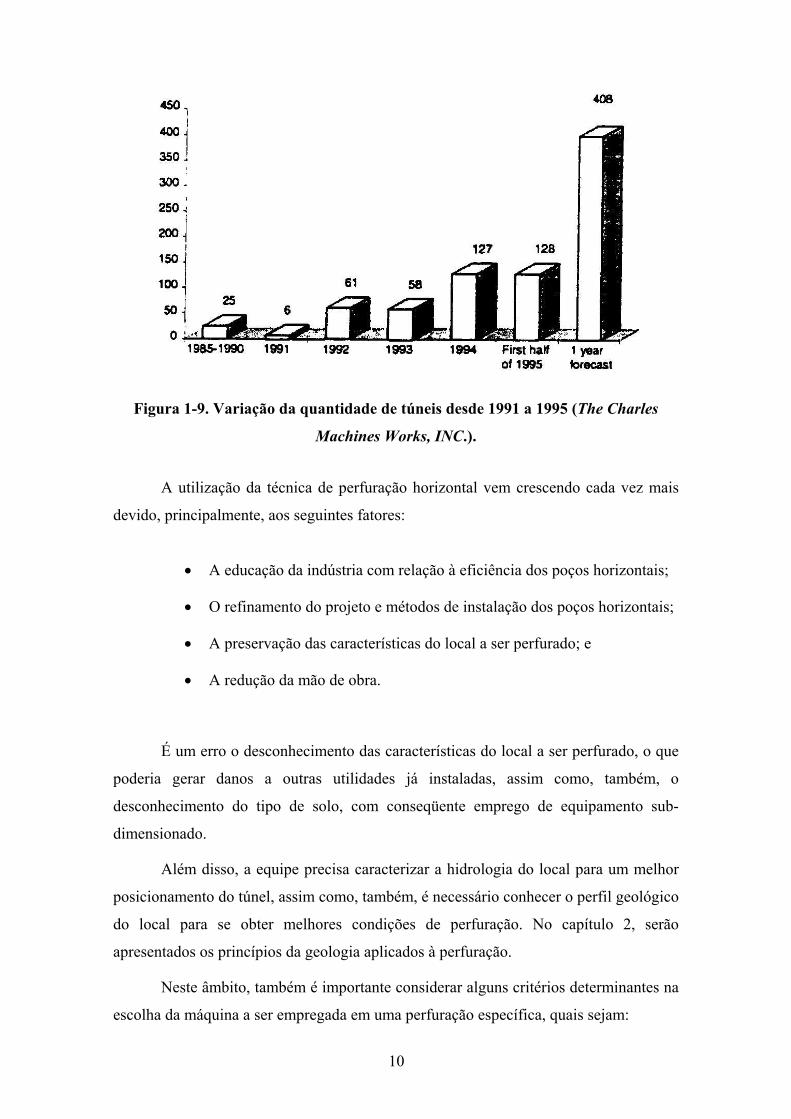
10
Figura 1-9. Variação da quantidade de túneis desde 1991 a 1995 (The Charles
Machines Works, INC.).
A utilização da técnica de perfuração horizontal vem crescendo cada vez mais
devido, principalmente, aos seguintes fatores:
• A educação da indústria com relação à eficiência dos poços horizontais;
• O refinamento do projeto e métodos de instalação dos poços horizontais;
• A preservação das características do local a ser perfurado; e
• A redução da mão de obra.
É um erro o desconhecimento das características do local a ser perfurado, o que
poderia gerar danos a outras utilidades já instaladas, assim como, também, o
desconhecimento do tipo de solo, com conseqüente emprego de equipamento sub-
dimensionado.
Além disso, a equipe precisa caracterizar a hidrologia do local para um melhor
posicionamento do túnel, assim como, também, é necessário conhecer o perfil geológico
do local para se obter melhores condições de perfuração. No capítulo 2, serão
apresentados os princípios da geologia aplicados à perfuração.
Neste âmbito, também é importante considerar alguns critérios determinantes na
escolha da máquina a ser empregada em uma perfuração específica, quais sejam:
11
• Atratividade econômica ― A perfuração horizontal não destrutiva
compete diretamente com a vala a céu aberto, na instalação de dutos,
particularmente quando a profundidade é superior a 2,4 m. Segundo
HARPER (1999), este limite é baseado na competitividade de alguns
projetos de instalação de tubulações de esgoto. Sendo assim, assumiu-se
esse valor como sendo o limite econômico para seleção de perfuração
horizontal não destrutiva e que, teoricamente, para profundidades
inferiores a 2,4 m, seria mais interessante a utilização de valas a céu
aberto. Entretanto, sabe-se que para a maioria das aplicações,
principalmente instalações urbanas, este tipo de perfuração não é
possível pelos impactos sociais, e que inclusive vêem sendo proibidas
pelos governos;
• Condições do local ― Os critérios para as condições do local são
identificados para taxar o nível de dificuldade experimentado ao se
utilizar o método de vala a céu aberto. A existência de interferências
como rios, linhas férreas e estradas, entre outras, pode ser um obstáculo
para a adoção do método da vala a céu aberto. Regulamentações
ambientais já não permitem a instalação de tubulações nos leitos de rios;
• Diâmetro da tubulação ― A escolha da máquina irá variar de acordo
com o tipo de tubulação a ser instalada. Para tanto, poderão ser
executados túneis variando de 50 mm a 1.200 mm de diâmetro, para os
quais deverão ser utilizados alargadores de grandes dimensões;
• Profundidade da instalação ― Uma das limitações da perfuração
horizontal não destrutiva é a profundidade da instalação. Esta
profundidade depende da presença e/ou ausência de utilidades
enterradas. A profundidade também está relacionada ao diâmetro da
tubulação. A profundidade do túnel deve ser tal que o solo entre a
superfície e o túnel seja resistente o suficiente para suportar as cargas
provenientes da superfície. Pesquisas com construtores mostram que a
profundidade mínima deve ser de 0,6 m, podendo-se atingir
profundidades, dependendo da capacidade da máquina, de até 60 m;
12
• Comprimento ― O comprimento do túnel é determinado pelas
condições geológicas e pelas características do local a ser perfurado,
sendo também limitado pela capacidade da máquina. Por outro lado, o
limite mínimo será determinado pelas condições econômicas, devido aos
custos de mobilização e desmobilização de equipamentos e pessoal. Um
comprimento pequeno também dificultará a curvatura da tubulação,
acarretando grandes concentrações de tensão. Em geral, são perfurados
túneis que variam de 12 m a 2.000 m;
• Condições do solo ― O completo sucesso da execução do túnel está
diretamente relacionado ao conhecimento antecipado das condições do
subsolo e conseqüente seleção e utilização do equipamento mais
adequado à operação;
• Carga a ser puxada ― A estimativa da carga a ser puxada é um dos
fatores importantes na seleção da máquina. A carga depende do peso da
tubulação que será puxada; do atrito entre a tubulação e a superfície; e do
atrito de arrasto da tubulação dentro do túnel.
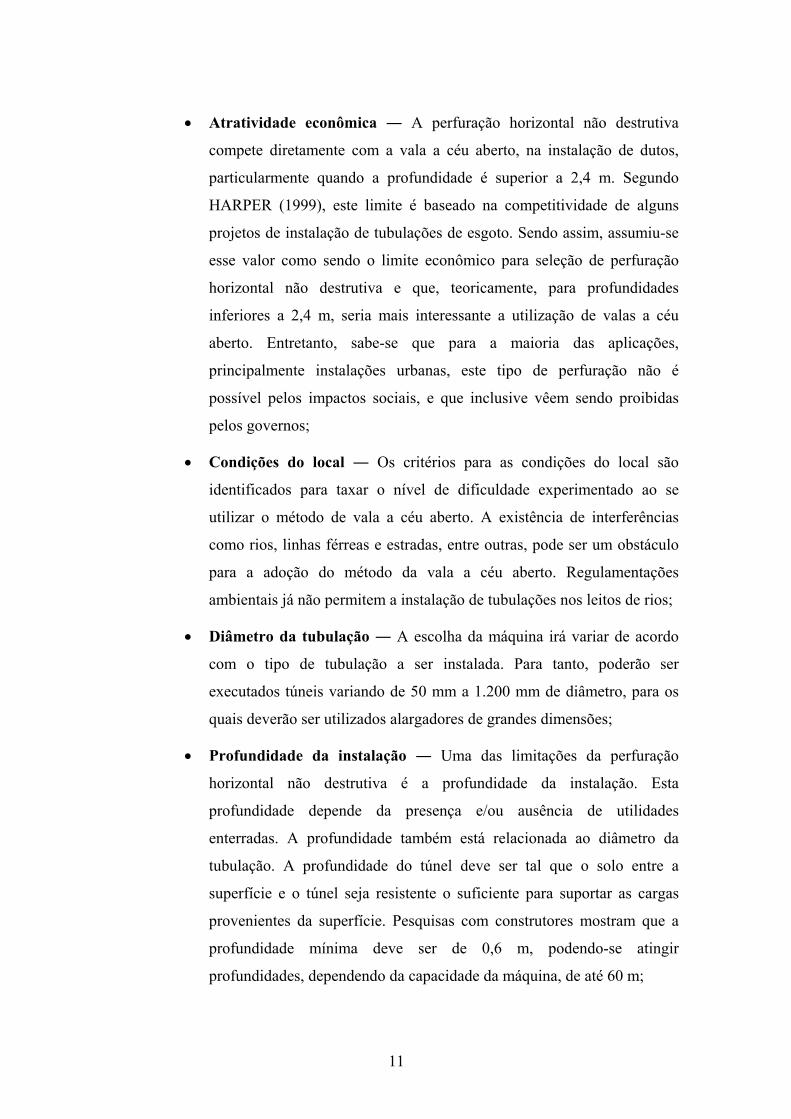
Figura 1-10. Forças atuantes na tubulação durante a passagem desta no túnel.
Na Figura 1-10, N1, N2 e N3 são as reações normais da tubulação em contato
com o solo, o peso da tubulação é indicado por W, Fd é a força de arrasto, T1 e T2 são as
trações em ambas as extremidades e µ é o coeficiente de atrito.
Outro fator importante a ser considerado é o acompanhamento da perfuração,
que deve ser realizado através do monitoramento de um furo piloto, checando-se a
interferência eletromagnética e erros de calculo, o que poderia acarretar em elevação da
superfície. Isto acontece quando a haste de perfuração penetra muito rente à superfície,
ocasionando o deslocamento de terra que se tornará aparente.
13
1.3 Organização dos Capítulos
Este texto está dividido em 6 capítulos: o primeiro capítulo contém a introdução
do trabalho, a motivação e o estado da arte no que se refere à perfuração direcional; o
capítulo 2 apresenta uma breve apresentação sobre o estudo de geologia; o capítulo 3
contém o detalhamento do funcionamento da perfuração horizontal não destrutiva, com
todos os equipamentos e acessórios envolvidos e necessários ao processo; o capítulo 4
apresenta uma breve introdução à extensometria, à telemetria e ao processamento de
sinais; o capítulo 5 apresenta a modelagem das forças atuantes na perfuração; e no
capítulo 6 são apresentadas as conclusões finais deste trabalho.
14
Capítulo 2
2 Princípios da Geologia Aplicados ao problema
Segundo a Enciclopédia Mirador Internacional (1985), geologia é o nome dado à
ciência que estuda a Terra em seu conjunto, quanto à estrutura geral, a composição
química e litológica das diferentes partes que a constituem e, ainda, quanto aos
pormenores existentes nas partes acessíveis à observação direta. Este estudo requer
desde o microscópio eletrônico ou os raios X até as fotografias tiradas por satélites
artificiais, com o auxilio das radiações infravermelhas, que permitem a análise
geológica de grandes áreas da superfície terrestre.
A geologia é uma ciência complexa relacionada com muitas outras, como a
física, a química, a matemática, a astronomia e a biologia. Alguns ramos da geologia
são mais afins das ciências exatas, como, por exemplo, o estudo das condições em que
se forma este ou aquele mineral, esta ou aquela rocha. Já outros se relacionam
diretamente com as ciências biológicas, como, por exemplo, o estudo das condições de
crescimento dos antigos recifes de coral ou da gênese do carvão mineral e do petróleo.
Outros ramos chegam a ser especulativos, como o da origem do planeta em que o
homem vive.
Entretanto, o objetivo deste trabalho não é estudar o solo em si, mas sim
conhecer algumas propriedades necessárias para executar uma determinada perfuração.
O conhecimento destas propriedades vai propiciar o emprego da máquina de uma
maneira otimizada.
2.1 Primeiros Estudos do Solo
De acordo com CAPUTO (1969), a necessidade de o homem trabalhar com os
solos se originou nos tempos mais remotos. Como exemplo, podem-se citar grandes
construções, como, a Muralha da China, as Pirâmides do Egito, os templos da
Babilônia, entre outras que, provavelmente, para manterem a estrutura atual, mesmo
depois de passados centenas de anos, necessitaram ter seu solo bem preparado para
resistir a tamanhas estruturas, tanto em dimensões como em peso.
15
Ainda, segundo CAPUTO (1969), a bibliografia mostra que os primeiros
trabalhos sobre o comportamento quantitativo do solo vão ser encontrados somente a
partir do século XVII, e que estes trabalhos remontam aos estudos de VAUBAN (1687),
COULOMB e RANKINE (1856), entre outros.
2.2 Origem dos solos
Todos os solos se originam da decomposição das rochas que constituíam
inicialmente a crosta terrestre. A decomposição é decorrente de agentes físicos, ou seja,
intemperismo (ou meteorização das rochas), por desintegração mecânica ou
decomposição química. Variações de temperatura provocam trincas, nas quais penetra a
água, atacando quimicamente os minerais. O congelamento da água nas trincas, entre
outros fatores, exerce elevadas tensões, do que decorre maior fragmentação dos blocos.
A presença da fauna e flora promove o ataque químico, através de hidratação, hidrólise,
oxidação, lixiviação, troca de cátions e carbonatação. O conjunto destes processos, que
são muito mais atuantes em climas quentes do que em climas frios, leva à formação dos
solos. Estes, em conseqüência, são misturas de partículas pequenas que se diferenciam
pelo tamanho e pela composição química. A maior ou menor concentração de cada tipo
de partícula num solo depende da composição química da rocha que lhe deu origem.
A primeira característica que diferencia os solos é o tamanho das partículas que
os compõem. Numa primeira aproximação, pode-se identificar que alguns possuem
grãos perceptíveis a olho nu, como os grãos de pedregulho ou areia do mar, e que outros
têm os grãos tão finos que, quando molhados, se transformam numa pasta (barro), não
se podendo visualizar as partículas individualmente.
A diversidade de tamanho dos grãos é enorme. Existem grãos de areia com
dimensões de 1 a 2 mm, mas existem, também, partículas de argila com espessuras da
ordem de 10 Angstrons (0,000001 mm). Isto significa que, se uma partícula de argila
fosse ampliada de forma a ficar com o tamanho de uma folha de papel, o grão de areia
acima citado ficaria com diâmetros da ordem de 100 a 200 metros, ou seja, um
quarteirão.
Denominações específicas são empregadas para as diversas faixas de tamanho
de grãos; seus limites, entretanto, variam conforme os sistemas de classificação. Os
16
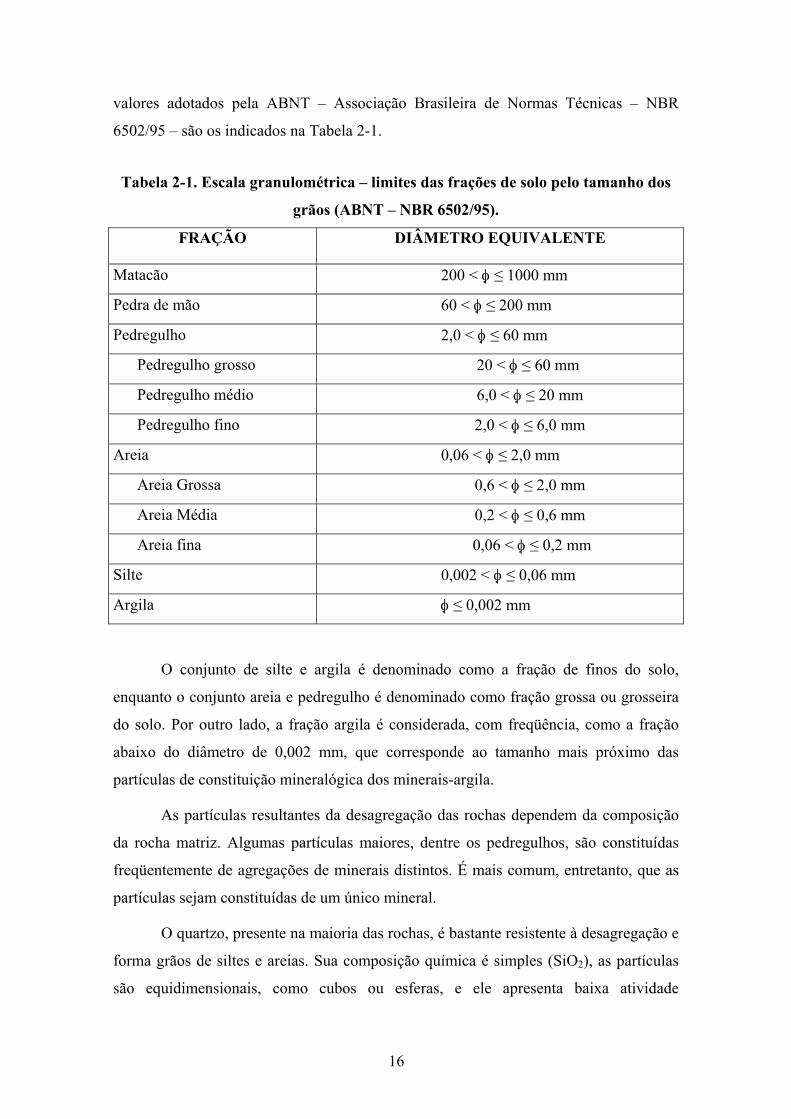
valores adotados pela ABNT – Associação Brasileira de Normas Técnicas – NBR
6502/95 – são os indicados na Tabela 2-1.
Tabela 2-1. Escala granulométrica – limites das frações de solo pelo tamanho dos
grãos (ABNT – NBR 6502/95).
FRAÇÃO DIÂMETRO EQUIVALENTE
Matacão 200 < φ ≤ 1000 mm
Pedra de mão 60 < φ ≤ 200 mm
Pedregulho 2,0 < φ ≤ 60 mm
Pedregulho grosso 20 < φ ≤ 60 mm
Pedregulho médio 6,0 < φ ≤ 20 mm
Pedregulho fino 2,0 < φ ≤ 6,0 mm
Areia 0,06 < φ ≤ 2,0 mm
Areia Grossa 0,6 < φ ≤ 2,0 mm
Areia Média 0,2 < φ ≤ 0,6 mm
Areia fina 0,06 < φ ≤ 0,2 mm
Silte 0,002 < φ ≤ 0,06 mm
Argila φ ≤ 0,002 mm
O conjunto de silte e argila é denominado como a fração de finos do solo,
enquanto o conjunto areia e pedregulho é denominado como fração grossa ou grosseira
do solo. Por outro lado, a fração argila é considerada, com freqüência, como a fração
abaixo do diâmetro de 0,002 mm, que corresponde ao tamanho mais próximo das
partículas de constituição mineralógica dos minerais-argila.
As partículas resultantes da desagregação das rochas dependem da composição
da rocha matriz. Algumas partículas maiores, dentre os pedregulhos, são constituídas
freqüentemente de agregações de minerais distintos. É mais comum, entretanto, que as
partículas sejam constituídas de um único mineral.
O quartzo, presente na maioria das rochas, é bastante resistente à desagregação e
forma grãos de siltes e areias. Sua composição química é simples (SiO2), as partículas
são equidimensionais, como cubos ou esferas, e ele apresenta baixa atividade
17
superficial. Outros minerais, como feldspato, gipsita, calcita e mica, também podem ser
encontrados neste tamanho.
A composição química dos principais minerais componentes dos solos grossos
é: silicatos, óxidos, carbonatos e sulfatos.
Os feldspatos são silicatos duplos de Al e de um metal alcalino ou alcalino-
ferroso (K, Na, ou Ca). Os feldspatos são os minerais mais atacados pela natureza,
dando origem aos argilo-minerais, que constituem a fração mais fina dos solos,
geralmente com dimensão inferior a 2 mm.
Não só o reduzido tamanho mas, principalmente, a constituição mineralógica
fazem com que estas partículas tenham um comportamento extremamente diferenciado
em relação ao dos grãos de silte e areia.
A Pedologia é a ciência que tem por objeto o estudo das camadas superficiais da
crosta terrestre, em particular a sua formação e classificação, levando-se em conta a
ação de agentes climatológicos. Segundo os estudos realizados por pesquisadores desta
área, a formação de um solo (s) é função da rocha de origem (r), da ação dos
organismos vivos (o), do clima (cl), da fisiografia (p) e do tempo (t), isto é:
s = f (r,o,cl,p,t). (1-1)
Em pedologia, as camadas que constituem um perfil são denominadas horizontes
e designam-se pelas letras A (camada superficial), B (subsolo) e C (camada profunda).
Esses horizontes, que se diferenciam pela cor e composição química, são ainda
subdivididos em outros: A0, A1, .... B1, B2 .....
De acordo com o critério Pedológico, os solos se classificam em três divisões:
zonais ou climatogênicos, intrazonais e azonais.
Como exemplo de solos zonais cita-se o grupo laterítico, característico de clima
quente e úmido, e muito conhecido por sua enorme ocorrência. Suas propriedades
principais são: baixa plasticidade, pouca expansibilidade e baixa fertilidade. Abaixo,
serão descritos os três tipos de solos:
18
• Solos residuais (ou autóctones) ― São os que permanecem no local da
rocha de origem, observando-se uma gradual transição do solo até a
rocha;
• Solos sedimentares (ou alotóctones) ― São os que sofrem a ação de
agentes transportadores, podendo ser aluvionares (quando transportados
pela água), eólicos (quando pelo vento), coluvionares (pela ação da
gravidade) e glaciais (pelas geleiras). As texturas desses solos variam
com o tipo de agente transportador e com a distância de transporte; e
• Solos de formação orgânica ― São os de origem essencialmente
orgânica, seja de natureza vegetal (plantas, raízes) ou animal (conchas).
2.3 Granulometria
Os solos são caracterizados de acordo com as dimensões de suas partículas
constituintes, dentro de determinados limites convencionais, fazendo com que as frações
constituintes recebam designações próprias. As frações, de acordo com a escala
granulométrica brasileira (ABNT – NBR 6502/95), são: pedregulho, areia e argila, cujas
dimensões foram apontadas na Tabela 2-1.
Em um determinado tipo de solo, geralmente convivem partículas de diversos
tamanhos. Nem sempre é fácil identificar as partículas porque grãos de areia, por
exemplo, podem estar envoltos por uma grande quantidade de partículas argilosas,
finíssimas, apresentando o mesmo aspecto de uma aglomeração formada
exclusivamente por estas partículas argilosas.
Quando secas, as duas formações são dificilmente diferenciáveis. Quando
úmidas, entretanto, a aglomeração de partículas argilosas se transforma em uma pasta
fina, enquanto que a partícula arenosa revestida é facilmente reconhecida pelo tato.
Portanto, numa tentativa de identificação tátil-visual dos grãos de um solo, é
fundamental que ele se encontre bastante úmido [PINTO, 2000].
19
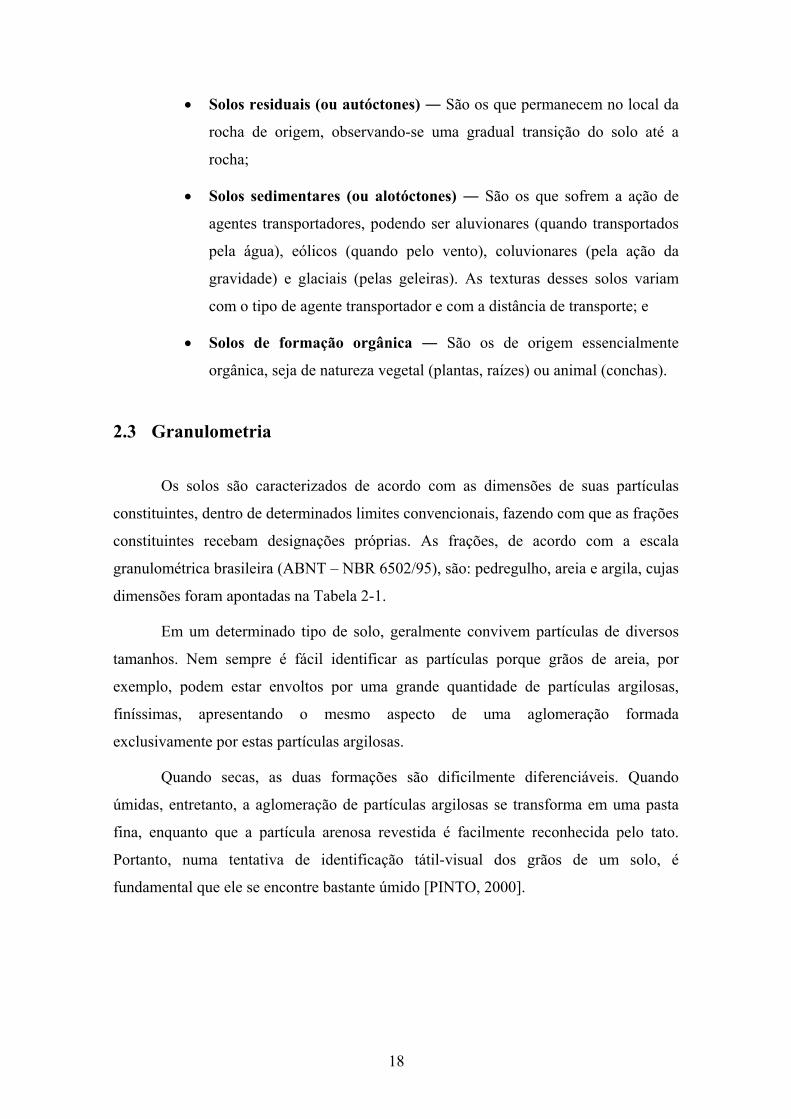
Figura 2-1. Curvas granulométricas de alguns solos brasileiros [PINTO, 2000].
A análise granulométrica, ou seja, a determinação das dimensões das partículas
do solo e das proporções relativas em que elas se encontram, é representada,
graficamente, pela curva granulométrica. Esta curva (Figura 2-1) é traçada por pontos
em um diagrama semi-logarítmico, no qual, sobre o eixo das abscissas, são marcados os
logaritmos das dimensões das partículas e, sobre o eixo das ordenadas, as porcentagens,
em peso, de material que tem dimensão média menor que a dimensão considerada.
Para o reconhecimento dos tamanhos dos grãos de um solo, realiza-se a análise
granulométrica, que consiste, em geral, de duas fases: peneiramento e sedimentação. O
peso do material que passa em cada peneira, referido ao peso seco da amostra, é
considerado como a “porcentagem que passa”, e representado graficamente em função
da abertura da peneira, em escala logarítmica. A abertura nominal da peneira é
considerada como o “diâmetro equivalente”, pois as partículas não são esféricas
[PINTO, 2000].
20
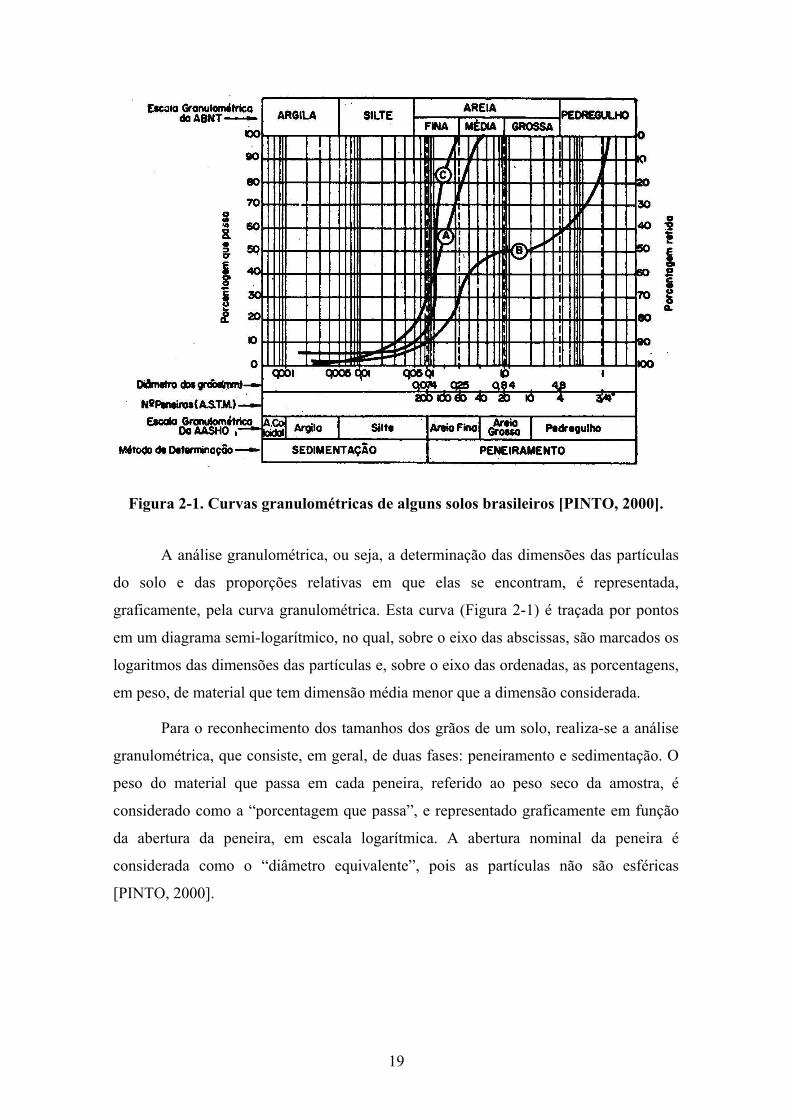
Figura 2-2. Granulometria – escala de graduação do solo [CAPUTO, 1969].
Sendo assim, em função do exposto, acredita-se ser importante, basicamente, o
entendimento de apenas três tipos de solo, os quais certamente são os mais encontrados
nas áreas em que este tipo de perfuração é executada: solo argiloso, solo arenoso e solo
rochoso.
2.4 Solos argilosos
O solo argiloso apresenta aspectos bem distintos, de acordo com o seu teor de
umidade. Quando muito úmido, seu comportamento se assemelha ao de um líquido,
quando perde parte da água, fica com características plásticas, e quando mais seco,
torna-se quebradiço.
Quando se manuseia uma argila, percebe-se certa consistência, ao contrário das
areias que se desmancham facilmente. Desta forma, o estado em que se encontra uma
argila costuma ser indicado pela resistência que ela apresenta.
A resistência das argilas pode ser quantificada por meio de um ensaio de
compressão simples, que consiste na ruptura por compressão de um corpo de prova de
argila, geralmente cilíndrico. A resistência das argilas depende do arranjo entre os grãos
21
e da quantidade de interstícios apresentada. Foi observado que quando se submetem
certas argilas ao manuseio, a sua resistência diminui, ainda que o índice de vazios seja
mantido constante. Sua consistência após o manuseio pode ser menor do que no estado
natural [PINTO, 2000].
Os solos argilosos têm a característica de absorver água e incharem, tornando
difícil a rotação da coluna de perfuração e impregnando as ferramentas, causando
inclusive entupimento nos jatos de fluido de perfuração, o que faria com que houvesse
aumento de temperatura na ponta de perfuração.
Para evitar tal problema, é utilizado um tipo de polímero (como, por exemplo, o
EZ MUD plus), cuja função é inibir a absorção de água por parte da argila, evitando que
a mesma inche. Essa substância é composta de uma cadeia carbônica longa, sendo,
portanto um produto orgânico e com a característica de ser biodegradável.
2.5 Solos Arenosos
O estado em que se encontra uma areia pode ser expresso pelo seu índice de
vazios. Este dado isolado, entretanto, fornece pouca informação sobre o comportamento
da areia, pois com o mesmo índice de vazios uma areia pode estar compacta e outra
fofa. É necessário analisar o índice de vazios natural de uma areia em confronto com os
índices de vazios máximos e mínimos que ela pode apresentar. Em geral, areias
compactas apresentam maior resistência e menor deformabilidade. Estas características,
entre as diversas areias, dependem também de outros fatores, como a distribuição
granulométrica e o formato dos grãos. Entretanto, o estado de compactação é um fator
importante [PINTO, 2000].
Os solos arenosos são solos instáveis, ou seja, não adquirem boas propriedades
de compactação e sustentação durante o corte do micro-túnel1, estando propensos ao
desbarrancamento. Também tem a característica de serem extremamente permeáveis,
provocando a “filtragem” ou absorção da água. Para evitar ou retardar ao máximo esse
problema, usa-se bentonita dissolvida na água de perfuração. A bentonita é um tipo de
argila altamente refinada e sua função no micro-túnel, em terrenos arenosos, é a de
formar uma camada de isolamento nas paredes, evitando que o fluido de perfuração
1 Micro-túnel é o furo com pequeno diâmetro criado após a perfuração.
22
penetre nos espaços intergranulares da areia, provocando a instabilidade das paredes
com o conseqüente colapso.
A bentonita também tem como funções a lubrificação e a suspensão das
partículas de perfuração, devido a sua consistência de gel, quando dissolvida em água e
após a sua hidratação.
Embora seja primordial o uso de bentonita no fluido de perfuração para
trabalhos em solos arenosos, é comum utilizar polímero na composição do fluido de
perfuração, pois o mesmo promove aumento na viscosidade do fluido, melhora a
propriedade de lubrificação e reduz o fenômeno de filtragem do fluido pelas paredes do
micro-túnel.
2.6 Solos Rochosos
Sendo o oposto dos solos arenosos, os rochosos são estáveis, compactos e auto –
sustentáveis durante o corte do micro-túnel.
Em função da resistência deste tipo de solo, são necessárias ferramentas
especiais para conseguir sua transposição, como, por exemplo, a cabeça de perfuração
tri-cônica já apresentada anteriormente.
Estas ferramentas são lubrificadas a água para evitar o superaquecimento da
ponta de perfuração, além de limpar a área perfurada, liberando espaço para a
continuidade da perfuração.
2.7 Investigação Geotécnica
O reconhecimento das condições do subsolo, quanto a disposição, natureza e
espessura de suas camadas, é um fator preponderante tanto para projetos de fundações
seguros e econômicos, como para investidas de perfuração, para que se tenha a melhor
aproximação possível das características adequadas da máquina a ser empregada, e,
conseqüentemente, a broca a ser utilizada.
Segundo SCHNAID (2000), no Brasil, o custo envolvido na execução de
sondagens de reconhecimento varia normalmente entre 0,2 % a 0,5 % do custo total da
obra. Com isso, as informações geotécnicas obtidas são indispensáveis à previsão dos
23
custos fixos associados ao projeto e a sua solução, pois, conforme evidenciado
anteriormente, este resultado vai influenciar no tipo de máquina e broca a ser
empregada.
Os projetos geotécnicos de qualquer natureza são normalmente executados com
base no resultado dos ensaios de campo, cujas medidas permitem uma definição
satisfatória da estratigrafia do subsolo e uma estimativa realista das propriedades
geomecânicas dos materiais envolvidos.
Em decorrência da diversidade de equipamentos e procedimentos disponíveis no
mercado, estabelecer um plano racional de investigação constitui a etapa crítica do
projeto. Deve-se ter experiência prática e conhecimento das normas e de práticas
regionais, para que se obtenha um julgamento geotécnico adequado, para o bom
desempenho do projeto.
Um dos mais reconhecidos e mais utilizados ensaios utilizados em investigação
geotécnica é o SPT (Standard Penetration Test), o qual permite uma indicação da
densidade de solos granulares, também aplicado na identificação da consistência de
solos coesivos e mesmo de rochas brandas.
O ensaio SPT constitui-se em uma medida de resistência dinâmica conjugada a
uma sondagem de simples reconhecimento. Amostras representativas do solo são
coletadas a cada metro de profundidade por meio de um amostrador padrão, de diâmetro
externo de 50 mm. O procedimento de ensaio consiste na cravação deste amostrador no
fundo de uma escavação (revestida ou não), usando um peso de 650 N, caindo de uma
altura de 750 mm.
As vantagens deste ensaio, com relação aos demais, são: simplicidade do
equipamento, baixo custo e obtenção de um valor numérico de ensaio que pode ser
relacionado com regras empíricas de projeto. Na Figura 2-3, pode-se observar a
estrutura necessária para a realização deste teste, de forma a se obter uma maior
familiarização do processo.
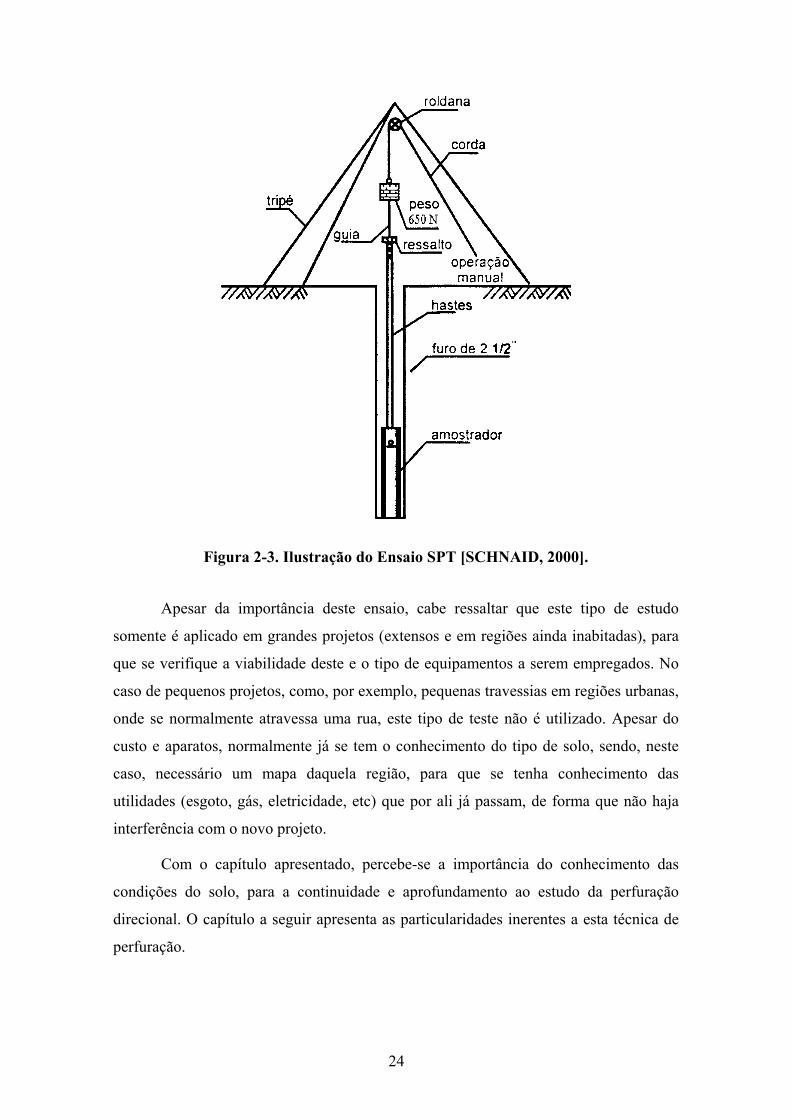
24
Figura 2-3. Ilustração do Ensaio SPT [SCHNAID, 2000].
Apesar da importância deste ensaio, cabe ressaltar que este tipo de estudo
somente é aplicado em grandes projetos (extensos e em regiões ainda inabitadas), para
que se verifique a viabilidade deste e o tipo de equipamentos a serem empregados. No
caso de pequenos projetos, como, por exemplo, pequenas travessias em regiões urbanas,
onde se normalmente atravessa uma rua, este tipo de teste não é utilizado. Apesar do
custo e aparatos, normalmente já se tem o conhecimento do tipo de solo, sendo, neste
caso, necessário um mapa daquela região, para que se tenha conhecimento das
utilidades (esgoto, gás, eletricidade, etc) que por ali já passam, de forma que não haja
interferência com o novo projeto.
Com o capítulo apresentado, percebe-se a importância do conhecimento das
condições do solo, para a continuidade e aprofundamento ao estudo da perfuração
direcional. O capítulo a seguir apresenta as particularidades inerentes a esta técnica de
perfuração.
25
Capítulo 3
3 Perfuração Direcional
A perfuração direcional, que possui como uma de suas vertentes a perfuração
horizontal não destrutiva, objeto deste trabalho, teve seu desenvolvimento e
aperfeiçoamento a partir da tecnologia empregada na perfuração de poços de extração
de petróleo a partir de 1860.
Na prática não existe poço rigorosamente vertical, pois o poço desvia-se
naturalmente da trajetória. Estes desvios devem ser quantificados e, se ultrapassarem
certos limites de inclinações, normalmente 5º (cinco graus), ações corretivas devem ser
implementadas no sentido de reduzir a sua inclinação. Estes desvios trazem problemas
de mapeamento do subsolo e podem atingir a profundidade final numa posição bastante
afastada da desejada.
Com isso, foram feitos estudos que culminaram com a descoberta de uma
técnica mais avançada de perfuração, onde é possível realizar o direcionamento dos
poços para quaisquer pontos que se desejasse atingir, o que ficou conhecido como
perfuração direcional.
3.1 Pesquisa sobre o desenvolvimento da Perfuração Horizontal
Os recentes avanços na perfuração direcional mudaram para sempre a imagem
dos poços. Um poço já não mais precisa ser um cilindro vertical, pois a perfuração
direcional pode criar buracos com qualquer trajetória. Poços que se curvam para uma
orientação horizontal são particularmente apropriados para aplicações ambientais.
Os poços horizontais não são tecnicamente uma inovação, uma vez que as
indústrias de suprimento de água já utilizavam esta técnica de poços horizontais para
coletar água de rios e de outros mananciais de água.
Métodos de perfuração direcional utilizam brocas especiais para curvar o furo
num arco controlado, de forma que a trajetória é controlada com sensores eletrônicos.
Isto faz com que o furo comece com um ângulo relativamente suave desde a superfície e
vá se curvando gradualmente até a horizontal.
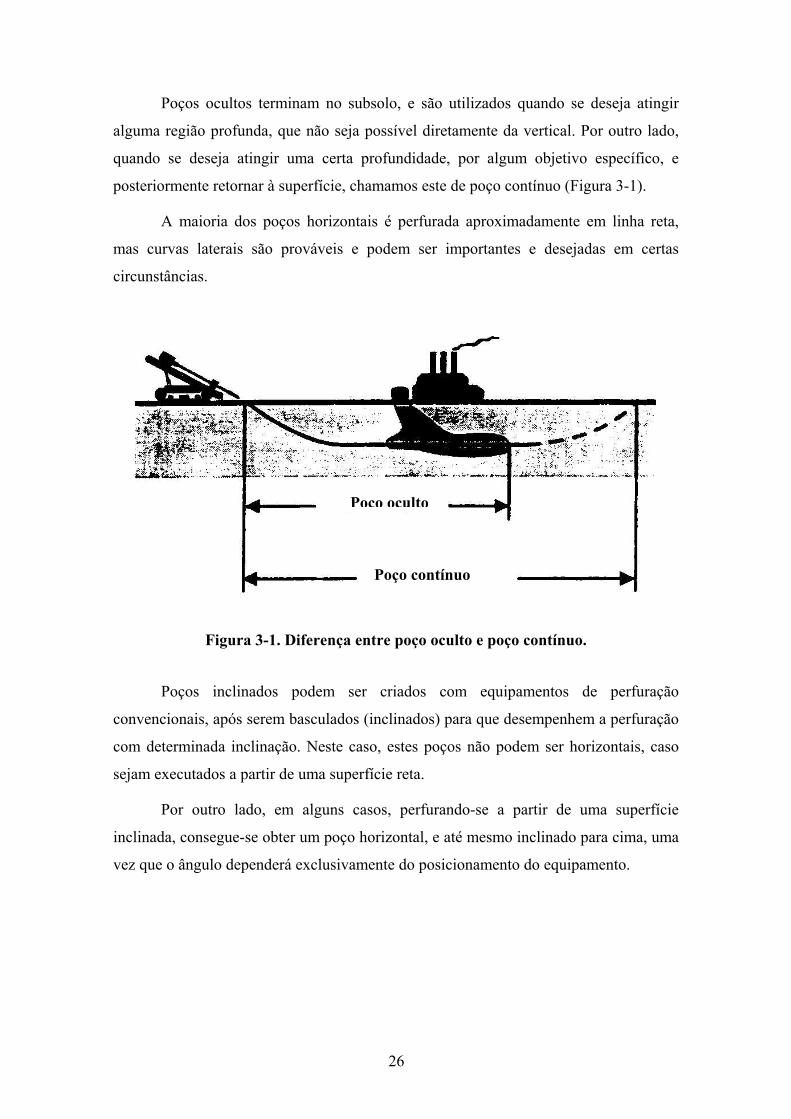
Poços ocultos terminam no subsolo, e são utilizados quando se deseja atingir
alguma região profunda, que não seja possível diretamente da vertical. Por outro lado,
quando se deseja atingir uma certa profundidade, por algum objetivo específico, e
posteriormente retornar à superfície, chamamos este de poço contínuo (Figura 3-1).
A maioria dos poços horizontais é perfurada aproximadamente em linha reta,
mas curvas laterais são prováveis e podem ser importantes e desejadas em certas
circunstâncias.
Figura 3-1. Diferenç
Poços inclinados podem
convencionais, após serem basculad
com determinada inclinação. Neste
sejam executados a partir de uma su
Por outro lado, em alguns
inclinada, consegue-se obter um poç
vez que o ângulo dependerá exclusi
o
Poço ocult26
a entre poço oculto e poço contínuo.
ser criados com equipamentos de perfuração
os (inclinados) para que desempenhem a perfuração
caso, estes poços não podem ser horizontais, caso
perfície reta.
casos, perfurando-se a partir de uma superfície
o horizontal, e até mesmo inclinado para cima, uma
vamente do posicionamento do equipamento.
Poço contínuo
27
3.2 Descrição e composição dos equipamentos de Perfuração
Horizontal
A perfuração direcional (horizontal) utiliza três componentes especiais, que são:
um equipamento de perfuração para imprimir força ao sistema; um bit curvo, para criar
um furo direcional; e um sistema de rastreamento para localizar e guiar o furo.
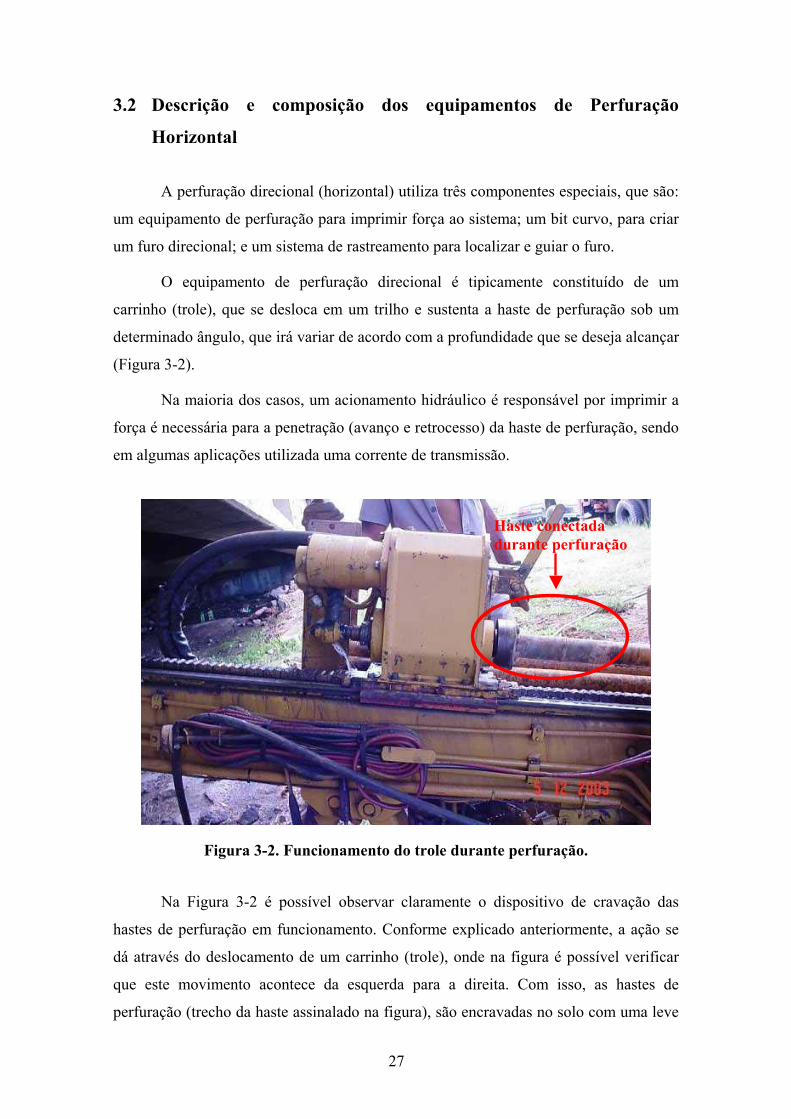
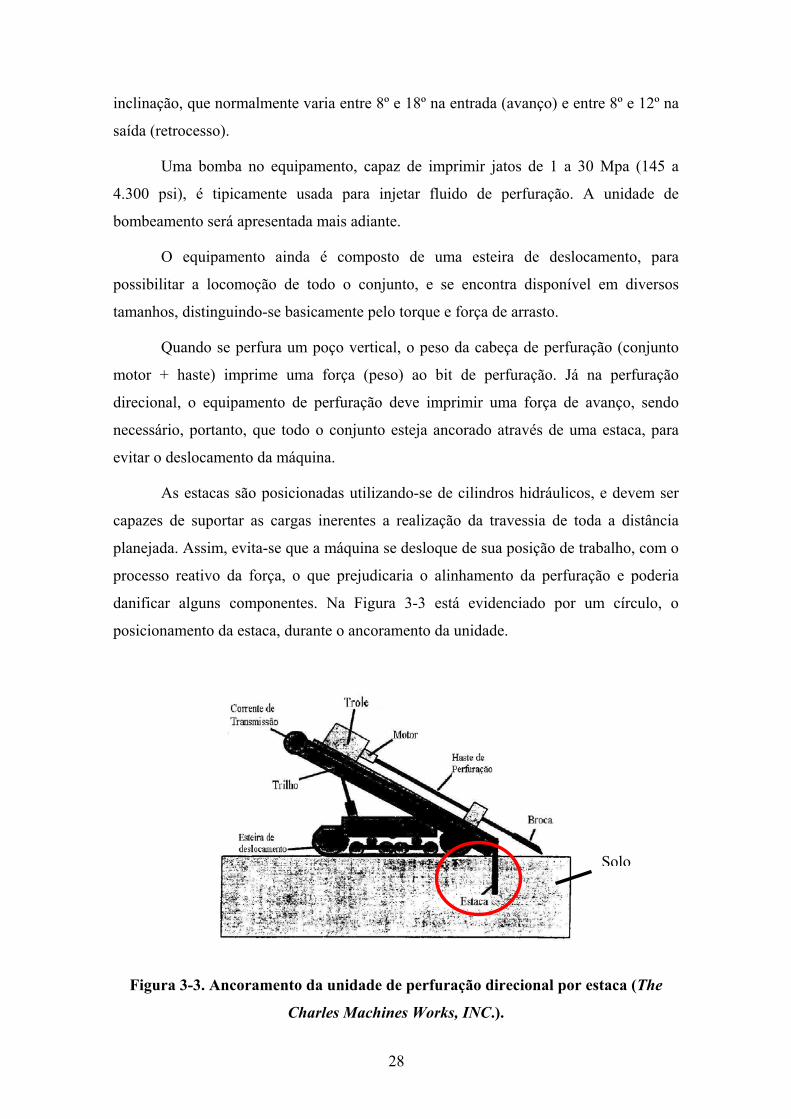
O equipamento de perfuração direcional é tipicamente constituído de um
carrinho (trole), que se desloca em um trilho e sustenta a haste de perfuração sob um
determinado ângulo, que irá variar de acordo com a profundidade que se deseja alcançar
(Figura 3-2).
Na maioria dos casos, um acionamento hidráulico é responsável por imprimir a
força é necessária para a penetração (avanço e retrocesso) da haste de perfuração, sendo
em algumas aplicações utilizada uma corrente de transmissão.
Figura 3-2. Funcionamento do trole durante perfuração.
Na Figura 3-2 é possível observar claramente o dispositivo de cravação das
hastes de perfuração em funcionamento. Conforme explicado anteriormente, a ação se
dá através do deslocamento de um carrinho (trole), onde na figura é possível verificar
que este movimento acontece da esquerda para a direita. Com isso, as hastes de
perfuração (trecho da haste assinalado na figura), são encravadas no solo com uma leve
Haste conectada durante perfuração
28
inclinação, que normalmente varia entre 8º e 18º na entrada (avanço) e entre 8º e 12º na
saída (retrocesso).
Uma bomba no equipamento, capaz de imprimir jatos de 1 a 30 Mpa (145 a
4.300 psi), é tipicamente usada para injetar fluido de perfuração. A unidade de
bombeamento será apresentada mais adiante.
O equipamento ainda é composto de uma esteira de deslocamento, para
possibilitar a locomoção de todo o conjunto, e se encontra disponível em diversos
tamanhos, distinguindo-se basicamente pelo torque e força de arrasto.
Quando se perfura um poço vertical, o peso da cabeça de perfuração (conjunto
motor + haste) imprime uma força (peso) ao bit de perfuração. Já na perfuração
direcional, o equipamento de perfuração deve imprimir uma força de avanço, sendo
necessário, portanto, que todo o conjunto esteja ancorado através de uma estaca, para
evitar o deslocamento da máquina.
As estacas são posicionadas utilizando-se de cilindros hidráulicos, e devem ser
capazes de suportar as cargas inerentes a realização da travessia de toda a distância
planejada. Assim, evita-se que a máquina se desloque de sua posição de trabalho, com o
processo reativo da força, o que prejudicaria o alinhamento da perfuração e poderia
danificar alguns componentes. Na Figura 3-3 está evidenciado por um círculo, o
posicionamento da estaca, durante o ancoramento da unidade.
Figura 3-3. Ancoramento da unidade de perfuração direcional por e
Charles Machines Works, INC.).
o
Solstaca (The
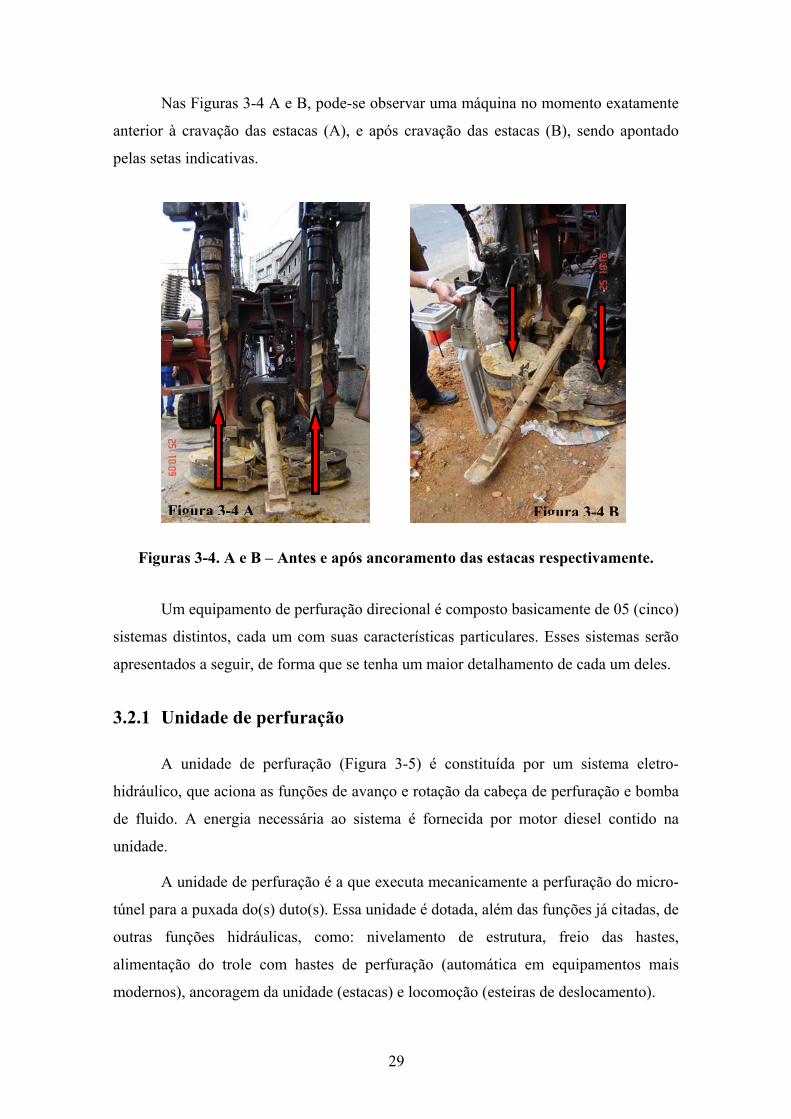
Nas Figuras 3-4 A e B, pode-se observar uma máquina no momento exatamente
anterior à cravação das estacas (A), e após cravação das estacas (B), sendo apontado
pelas setas indicativas.
Fig
sistema
apresen
3.2.1
hidrául
de fluid
unidade
túnel pa
outras
aliment
modern
A
Figura 3-429
uras 3-4. A e B – Antes e após ancoramento das estaca
Um equipamento de perfuração direcional é composto ba
s distintos, cada um com suas características particulare
tados a seguir, de forma que se tenha um maior detalham
Unidade de perfuração
A unidade de perfuração (Figura 3-5) é constituída p
ico, que aciona as funções de avanço e rotação da cabeça
o. A energia necessária ao sistema é fornecida por m
.
A unidade de perfuração é a que executa mecanicamente
ra a puxada do(s) duto(s). Essa unidade é dotada, além d
funções hidráulicas, como: nivelamento de estrutu
ação do trole com hastes de perfuração (automática
os), ancoragem da unidade (estacas) e locomoção (esteira
Figura 3-4 B
s respectivamente.
sicamente de 05 (cinco)
s. Esses sistemas serão
ento de cada um deles.
or um sistema eletro-
de perfuração e bomba
otor diesel contido na
a perfuração do micro-
as funções já citadas, de
ra, freio das hastes,
em equipamentos mais
s de deslocamento).

30
A unidade de perfuração será determinada de acordo com os critérios já
apontados anteriormente: atratividade econômica, condições do local, diâmetro da
tubulação, profundidade da instalação, comprimento, condições do solo e carga a ser
puxada (pullback).
Figura 3-5. Vista lateral de uma unidade de perfuração direcional
Como caracterização da importância de escolha da máquina ideal, está
representado na Figura 3-6 um caso típico de má aplicação de uma máquina, onde não
foi possível a realização da perfuração, com a confecção do túnel.
Figura 3-6. Equipamento em funcionamento durante tentativa de travessia
Para as condições geográficas do local, ou seja, uma área de aterro com bastante
rocha, foi utilizada uma máquina considerada obsoleta por suas características
tecnológicas, mas, principalmente, pelas condições ruins de manutenção da mesma.
Além disso, outro fator que pode ter contribuído bastante foi a aplicação indevida de um
31
determinado tipo de broca, não específico para a perfuração das rochas utilizadas na
composição do aterro.
Os fatores apontados anteriormente fizeram com que após algumas tentativas de
travessia, ou seja, execução do túnel, fosse necessária a realização da escavação por vala
a céu aberto para a travessia da estrada e conclusão de uma das etapas da obra (método
que se deseja abolir para o tipo de travessia em questão).
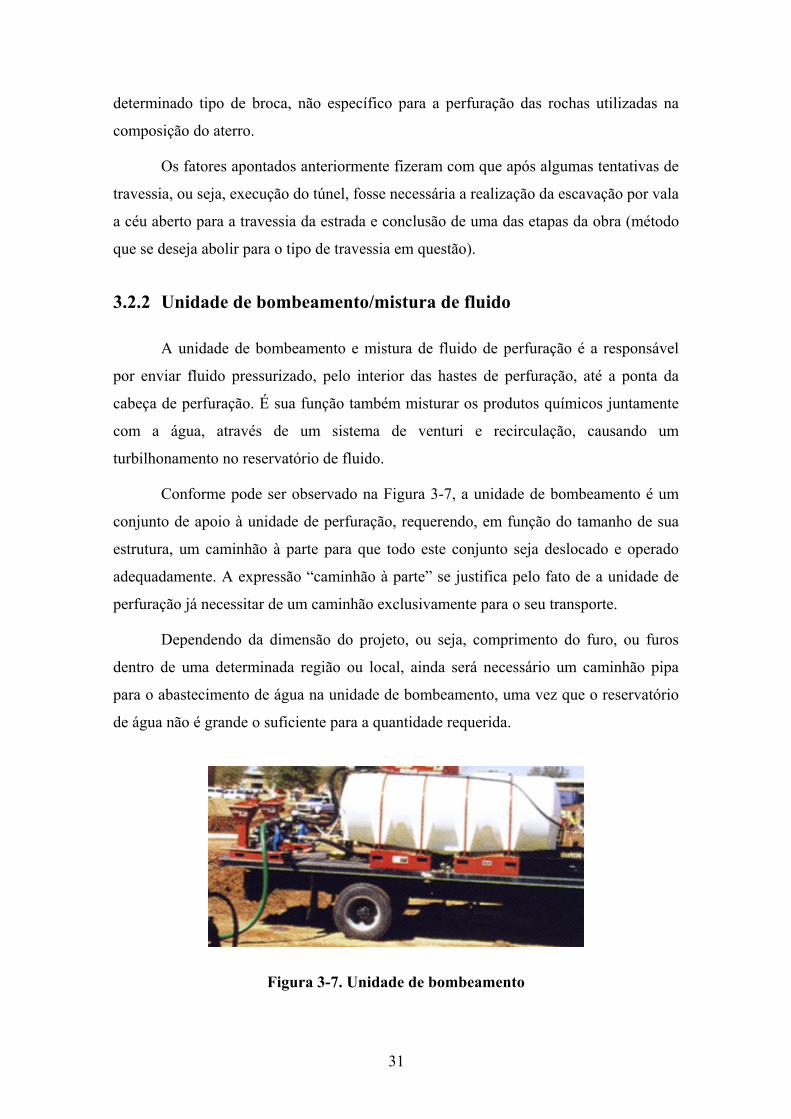
3.2.2 Unidade de bombeamento/mistura de fluido
A unidade de bombeamento e mistura de fluido de perfuração é a responsável
por enviar fluido pressurizado, pelo interior das hastes de perfuração, até a ponta da
cabeça de perfuração. É sua função também misturar os produtos químicos juntamente
com a água, através de um sistema de venturi e recirculação, causando um
turbilhonamento no reservatório de fluido.
Conforme pode ser observado na Figura 3-7, a unidade de bombeamento é um
conjunto de apoio à unidade de perfuração, requerendo, em função do tamanho de sua
estrutura, um caminhão à parte para que todo este conjunto seja deslocado e operado
adequadamente. A expressão “caminhão à parte” se justifica pelo fato de a unidade de
perfuração já necessitar de um caminhão exclusivamente para o seu transporte.
Dependendo da dimensão do projeto, ou seja, comprimento do furo, ou furos
dentro de uma determinada região ou local, ainda será necessário um caminhão pipa
para o abastecimento de água na unidade de bombeamento, uma vez que o reservatório
de água não é grande o suficiente para a quantidade requerida.
Figura 3-7. Unidade de bombeamento
32
3.2.3 Fluidos de perfuração
Constituem o aspecto fundamental na operação de perfuração e alargamento do
micro-túnel durante a puxada do(s) duto(s). A sua seleção depende do tipo de solo no
qual se trabalha (argila, areia, rocha, etc), tendo como função lubrificar o micro-túnel e
refrigerar a cabeça de perfuração, e, conseqüentemente, o emissor de sinais que se
encontra instalado dentro da cabeça de perfuração. Outra função é sustentar as paredes
do micro-túnel em solos instáveis (Ex. areia), quando neste caso, é utilizada a bentonita,
junto ao fluido de perfuração.
As bentonitas são argilas ultrafinas formadas, em sua maioria, pela alteração
química de cinzas vulcânicas. Em sua composição predomina a montmorilonita2, o que
explica sua tendência ao inchamento. Graças a esta propriedade, as injeções de
bentonita são também usadas para vedação em barragens e escavações.
3.2.4 Unidade de detecção de contato com linha elétrica energizada
Esse sistema está relacionado à segurança da equipe e do equipamento. Sua
função é avisar através de sinal sonoro, visual e gráfico a eminência de contato da
cabeça de perfuração com algum cabo elétrico enterrado ou o acidente já ocorrido. É de
vital importância o perfeito funcionamento de tal sistema, pois esse tipo de acidente
pode ocasionar morte do operador do equipamento e de integrantes da equipe.
Este equipamento é uma unidade redundante de segurança, já que antes do início
da execução da perfuração é extremamente necessária uma investida “geográfica” do
local a ser perfurado, para que se tenha pleno conhecimento das condições do subsolo,
evitando desta forma interferências com outras utilidades públicas.
Apesar do estudo do subsolo, não se pode descartar em hipótese alguma o uso da
unidade de detecção de contato com linha elétrica, pois muitas vezes os mapas de
subsolo apresentam erros de posicionamento, dificultando o trabalho da equipe de
perfuração.
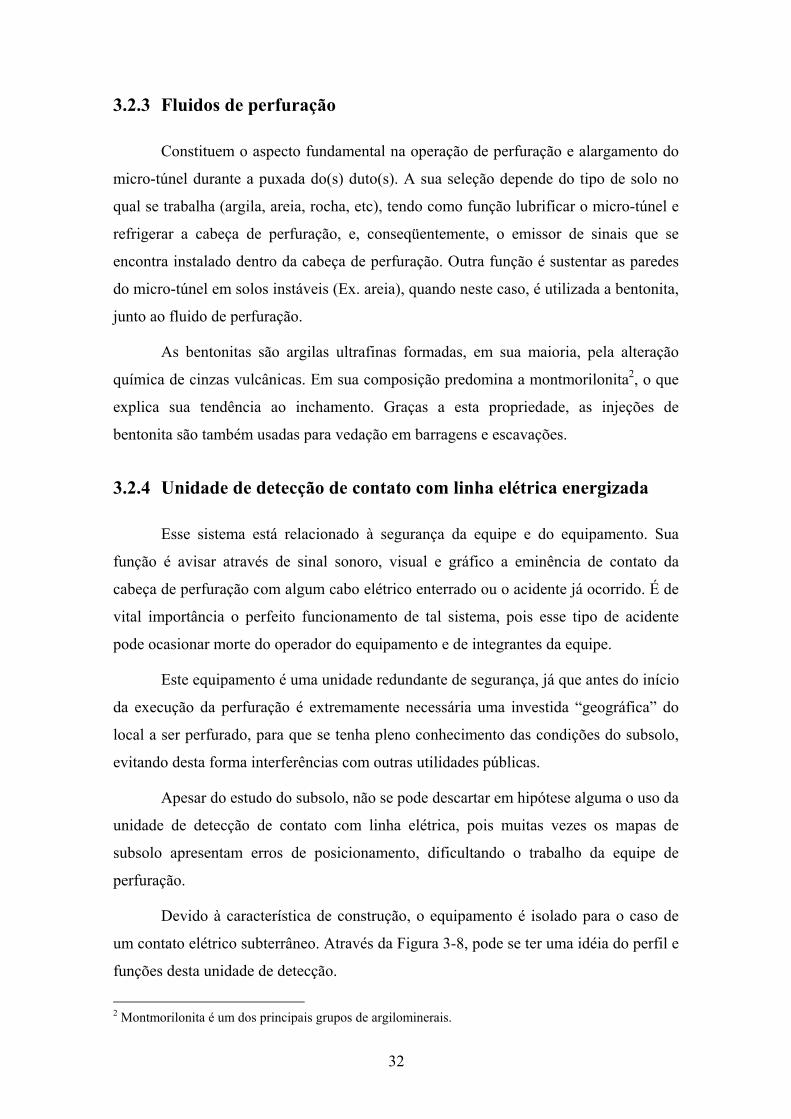
Devido à característica de construção, o equipamento é isolado para o caso de
um contato elétrico subterrâneo. Através da Figura 3-8, pode se ter uma idéia do perfil e
funções desta unidade de detecção.
2 Montmorilonita é um dos principais grupos de argilominerais.
33
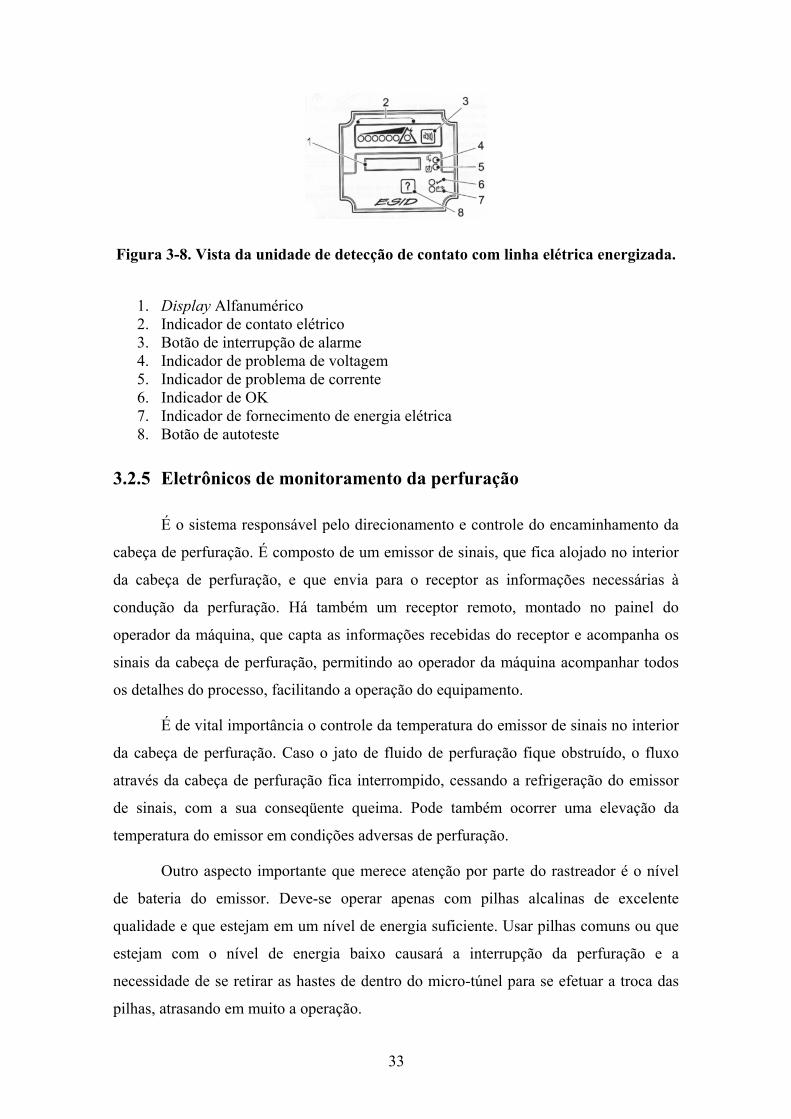
Figura 3-8. Vista da unidade de detecção de contato com linha elétrica energizada.
1. Display Alfanumérico 2. Indicador de contato elétrico 3. Botão de interrupção de alarme 4. Indicador de problema de voltagem 5. Indicador de problema de corrente 6. Indicador de OK 7. Indicador de fornecimento de energia elétrica 8. Botão de autoteste
3.2.5 Eletrônicos de monitoramento da perfuração
É o sistema responsável pelo direcionamento e controle do encaminhamento da
cabeça de perfuração. É composto de um emissor de sinais, que fica alojado no interior
da cabeça de perfuração, e que envia para o receptor as informações necessárias à
condução da perfuração. Há também um receptor remoto, montado no painel do
operador da máquina, que capta as informações recebidas do receptor e acompanha os
sinais da cabeça de perfuração, permitindo ao operador da máquina acompanhar todos
os detalhes do processo, facilitando a operação do equipamento.
É de vital importância o controle da temperatura do emissor de sinais no interior
da cabeça de perfuração. Caso o jato de fluido de perfuração fique obstruído, o fluxo
através da cabeça de perfuração fica interrompido, cessando a refrigeração do emissor
de sinais, com a sua conseqüente queima. Pode também ocorrer uma elevação da
temperatura do emissor em condições adversas de perfuração.
Outro aspecto importante que merece atenção por parte do rastreador é o nível
de bateria do emissor. Deve-se operar apenas com pilhas alcalinas de excelente
qualidade e que estejam em um nível de energia suficiente. Usar pilhas comuns ou que
estejam com o nível de energia baixo causará a interrupção da perfuração e a
necessidade de se retirar as hastes de dentro do micro-túnel para se efetuar a troca das
pilhas, atrasando em muito a operação.
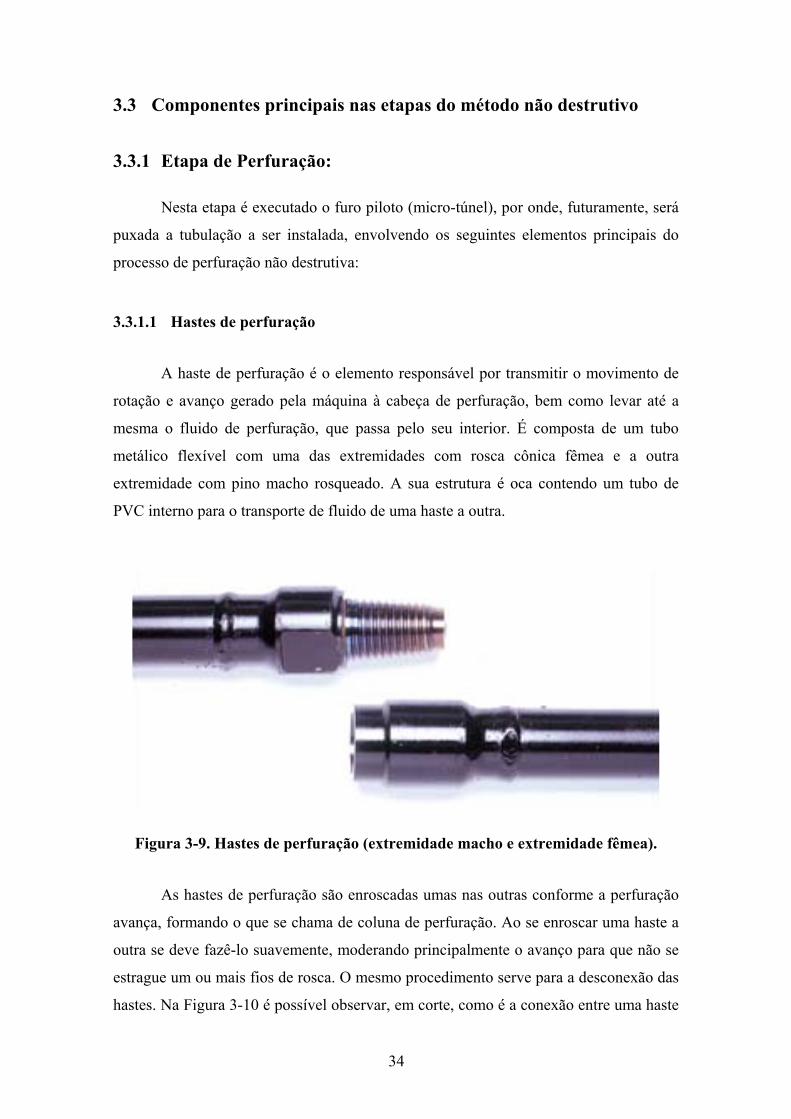
34
3.3 Componentes principais nas etapas do método não destrutivo
3.3.1 Etapa de Perfuração:
Nesta etapa é executado o furo piloto (micro-túnel), por onde, futuramente, será
puxada a tubulação a ser instalada, envolvendo os seguintes elementos principais do
processo de perfuração não destrutiva:
3.3.1.1 Hastes de perfuração
A haste de perfuração é o elemento responsável por transmitir o movimento de
rotação e avanço gerado pela máquina à cabeça de perfuração, bem como levar até a
mesma o fluido de perfuração, que passa pelo seu interior. É composta de um tubo
metálico flexível com uma das extremidades com rosca cônica fêmea e a outra
extremidade com pino macho rosqueado. A sua estrutura é oca contendo um tubo de
PVC interno para o transporte de fluido de uma haste a outra.
Figura 3-9. Hastes de perfuração (extremidade macho e extremidade fêmea).
As hastes de perfuração são enroscadas umas nas outras conforme a perfuração
avança, formando o que se chama de coluna de perfuração. Ao se enroscar uma haste a
outra se deve fazê-lo suavemente, moderando principalmente o avanço para que não se
estrague um ou mais fios de rosca. O mesmo procedimento serve para a desconexão das
hastes. Na Figura 3-10 é possível observar, em corte, como é a conexão entre uma haste
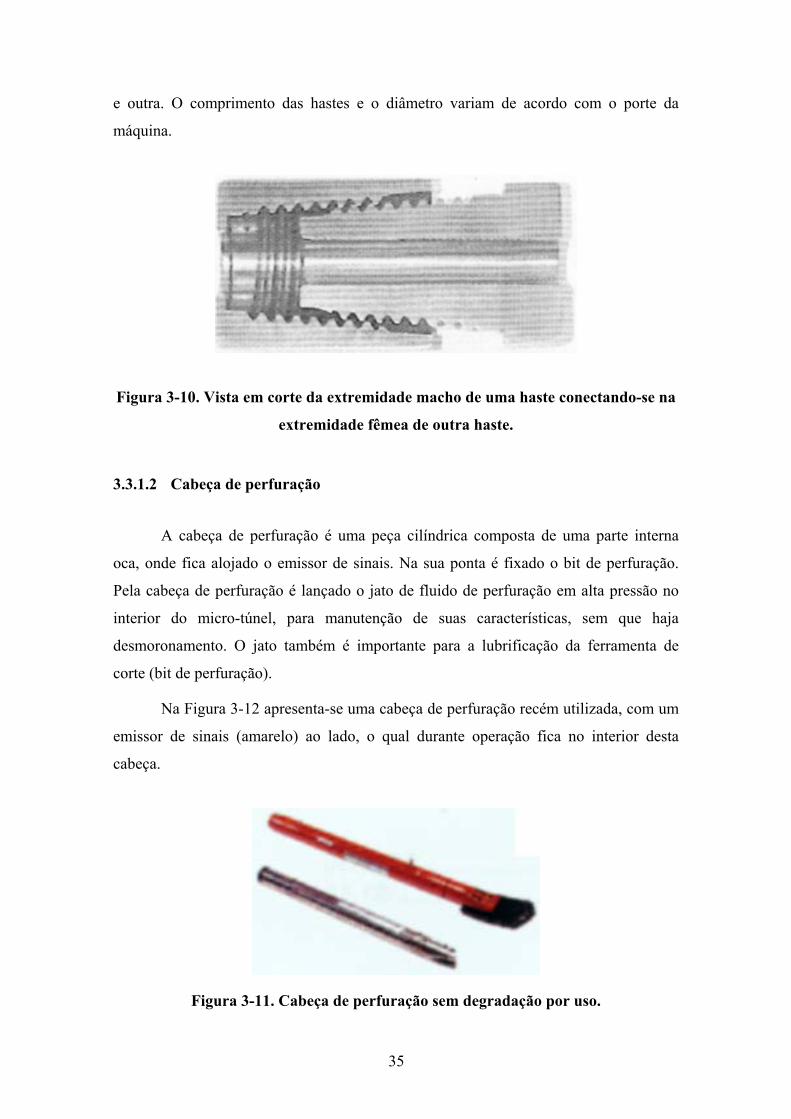
35
e outra. O comprimento das hastes e o diâmetro variam de acordo com o porte da
máquina.
Figura 3-10. Vista em corte da extremidade macho de uma haste conectando-se na
extremidade fêmea de outra haste.
3.3.1.2 Cabeça de perfuração
A cabeça de perfuração é uma peça cilíndrica composta de uma parte interna
oca, onde fica alojado o emissor de sinais. Na sua ponta é fixado o bit de perfuração.
Pela cabeça de perfuração é lançado o jato de fluido de perfuração em alta pressão no
interior do micro-túnel, para manutenção de suas características, sem que haja
desmoronamento. O jato também é importante para a lubrificação da ferramenta de
corte (bit de perfuração).
Na Figura 3-12 apresenta-se uma cabeça de perfuração recém utilizada, com um
emissor de sinais (amarelo) ao lado, o qual durante operação fica no interior desta
cabeça.
Figura 3-11. Cabeça de perfuração sem degradação por uso.
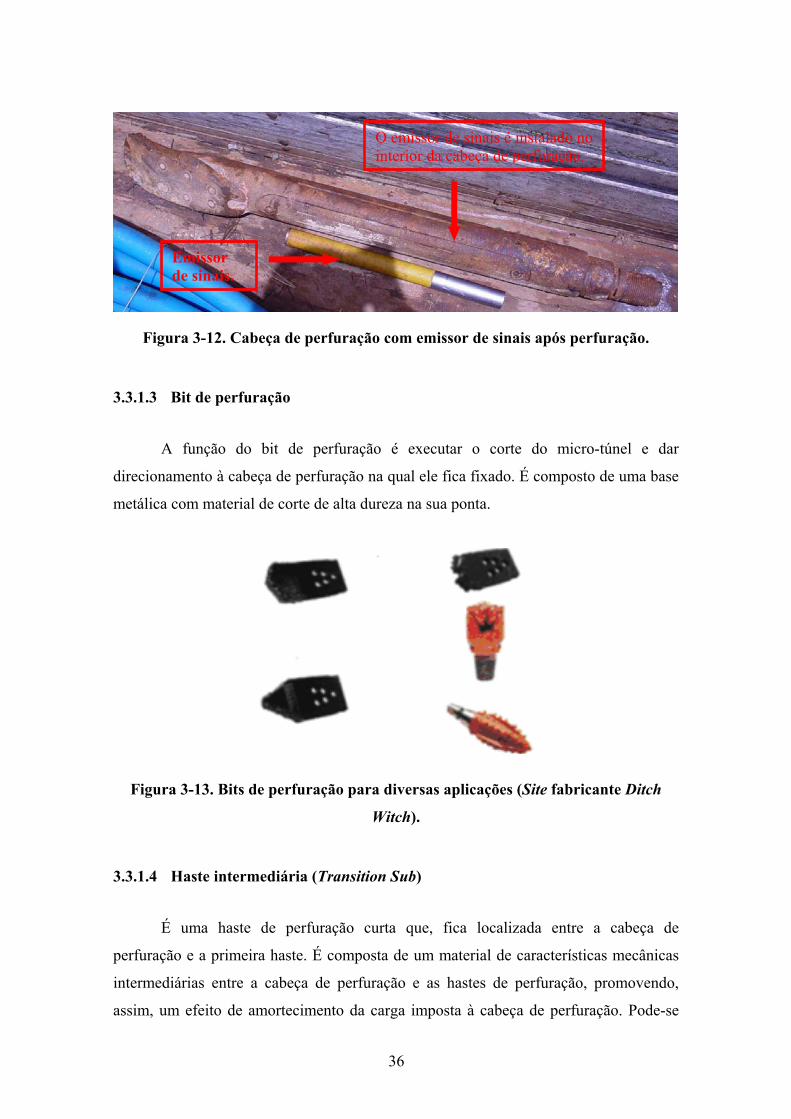
Fig
3.3.1.3
A
direcion
metálica
Figur
3.3.1.4
É
perfuraç
intermed
assim, u
Emissor de sinais.
ura 3-12. Cabeça de perfuraçã
Bit de perfuração
função do bit de perfuraç
amento à cabeça de perfuração
com material de corte de alta d
a 3-13. Bits de perfuração par
Haste intermediária (Transiti
uma haste de perfuração c
ão e a primeira haste. É compo
iárias entre a cabeça de perfu
m efeito de amortecimento da
O emissor de sinais é instalado nointerior da cabeça de perfuração.
36
o com emissor de sinais após perfuração.
ão é executar o corte do micro-túnel e dar
na qual ele fica fixado. É composto de uma base
ureza na sua ponta.
a diversas aplicações (Site fabricante Ditch
Witch).
on Sub)
urta que, fica localizada entre a cabeça de
sta de um material de características mecânicas
ração e as hastes de perfuração, promovendo,
carga imposta à cabeça de perfuração. Pode-se
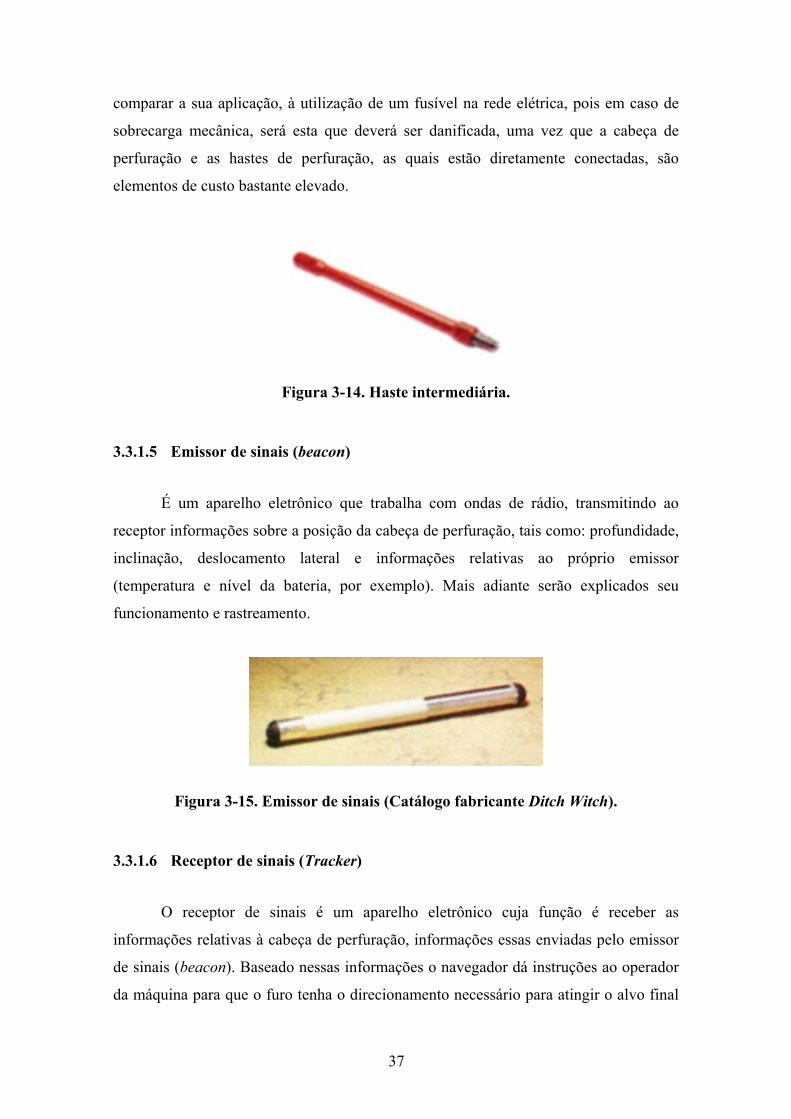
37
comparar a sua aplicação, à utilização de um fusível na rede elétrica, pois em caso de
sobrecarga mecânica, será esta que deverá ser danificada, uma vez que a cabeça de
perfuração e as hastes de perfuração, as quais estão diretamente conectadas, são
elementos de custo bastante elevado.
Figura 3-14. Haste intermediária.
3.3.1.5 Emissor de sinais (beacon)
É um aparelho eletrônico que trabalha com ondas de rádio, transmitindo ao
receptor informações sobre a posição da cabeça de perfuração, tais como: profundidade,
inclinação, deslocamento lateral e informações relativas ao próprio emissor
(temperatura e nível da bateria, por exemplo). Mais adiante serão explicados seu
funcionamento e rastreamento.
Figura 3-15. Emissor de sinais (Catálogo fabricante Ditch Witch).
3.3.1.6 Receptor de sinais (Tracker)
O receptor de sinais é um aparelho eletrônico cuja função é receber as
informações relativas à cabeça de perfuração, informações essas enviadas pelo emissor
de sinais (beacon). Baseado nessas informações o navegador dá instruções ao operador
da máquina para que o furo tenha o direcionamento necessário para atingir o alvo final
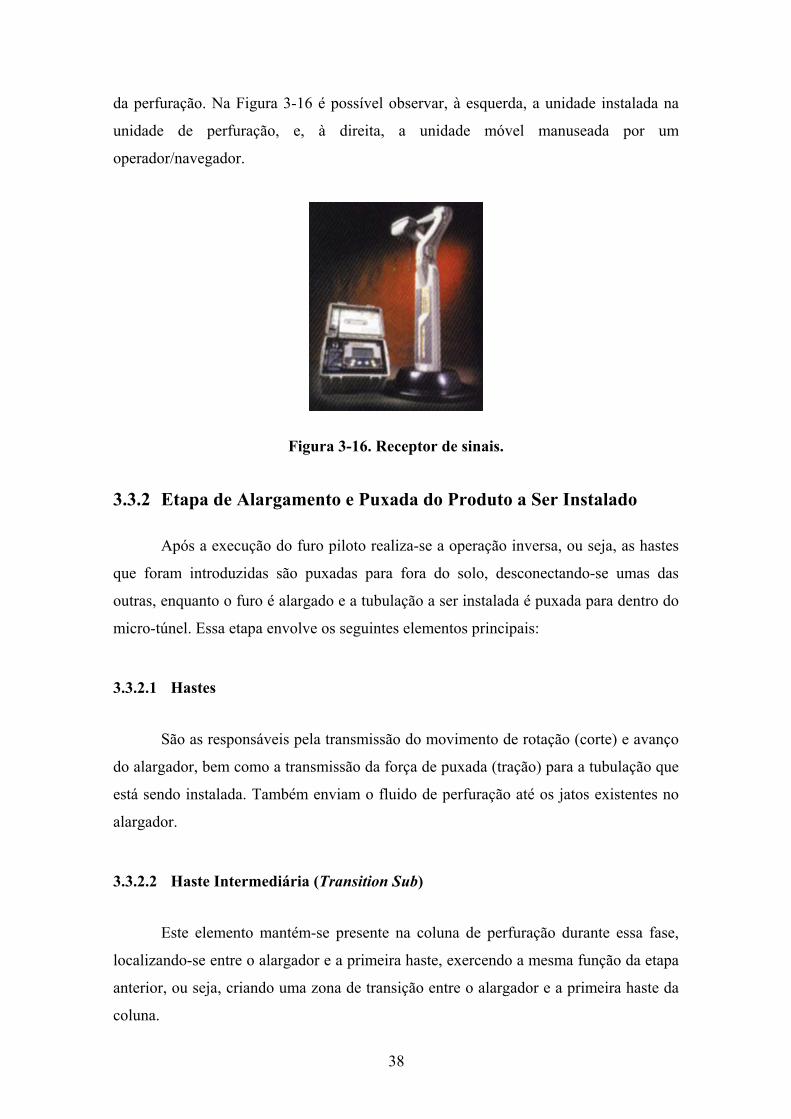
38
da perfuração. Na Figura 3-16 é possível observar, à esquerda, a unidade instalada na
unidade de perfuração, e, à direita, a unidade móvel manuseada por um
operador/navegador.
Figura 3-16. Receptor de sinais.
3.3.2 Etapa de Alargamento e Puxada do Produto a Ser Instalado
Após a execução do furo piloto realiza-se a operação inversa, ou seja, as hastes
que foram introduzidas são puxadas para fora do solo, desconectando-se umas das
outras, enquanto o furo é alargado e a tubulação a ser instalada é puxada para dentro do
micro-túnel. Essa etapa envolve os seguintes elementos principais:
3.3.2.1 Hastes
São as responsáveis pela transmissão do movimento de rotação (corte) e avanço
do alargador, bem como a transmissão da força de puxada (tração) para a tubulação que
está sendo instalada. Também enviam o fluido de perfuração até os jatos existentes no
alargador.
3.3.2.2 Haste Intermediária (Transition Sub)
Este elemento mantém-se presente na coluna de perfuração durante essa fase,
localizando-se entre o alargador e a primeira haste, exercendo a mesma função da etapa
anterior, ou seja, criando uma zona de transição entre o alargador e a primeira haste da
coluna.
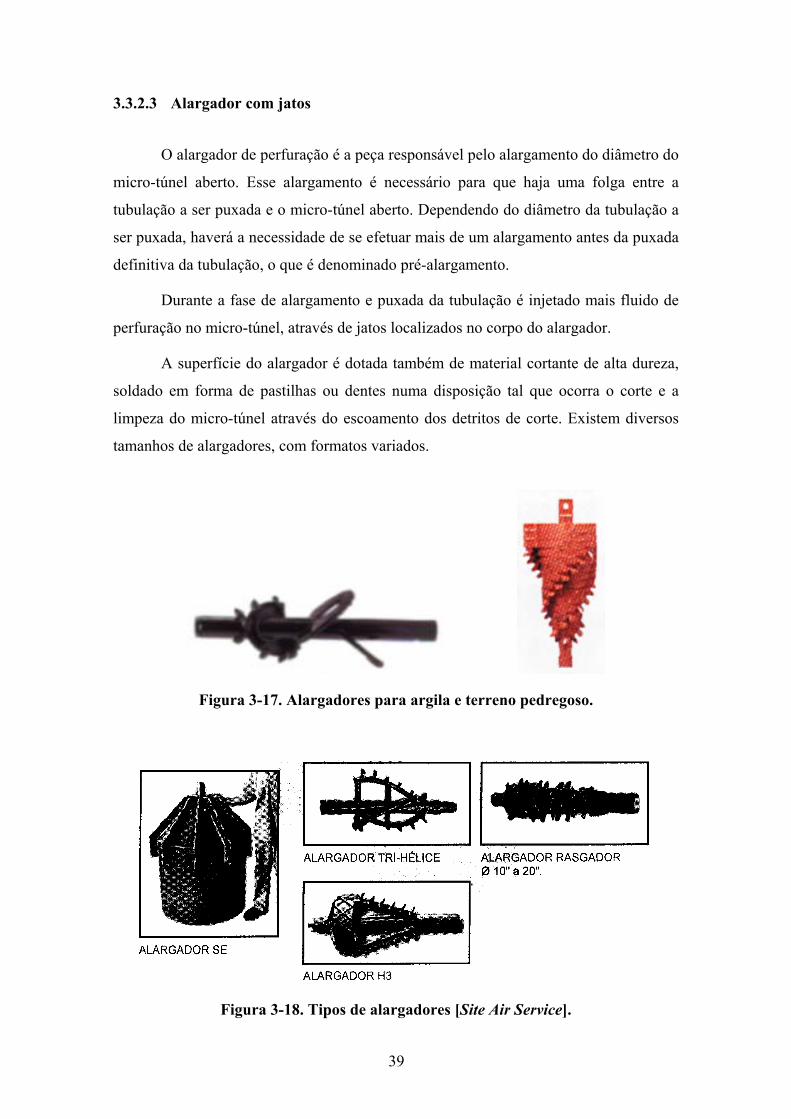
39
3.3.2.3 Alargador com jatos
O alargador de perfuração é a peça responsável pelo alargamento do diâmetro do
micro-túnel aberto. Esse alargamento é necessário para que haja uma folga entre a
tubulação a ser puxada e o micro-túnel aberto. Dependendo do diâmetro da tubulação a
ser puxada, haverá a necessidade de se efetuar mais de um alargamento antes da puxada
definitiva da tubulação, o que é denominado pré-alargamento.
Durante a fase de alargamento e puxada da tubulação é injetado mais fluido de
perfuração no micro-túnel, através de jatos localizados no corpo do alargador.
A superfície do alargador é dotada também de material cortante de alta dureza,
soldado em forma de pastilhas ou dentes numa disposição tal que ocorra o corte e a
limpeza do micro-túnel através do escoamento dos detritos de corte. Existem diversos
tamanhos de alargadores, com formatos variados.
Figura 3-17. Alargadores para argila e terreno pedregoso.
Figura 3-18. Tipos de alargadores [Site Air Service].
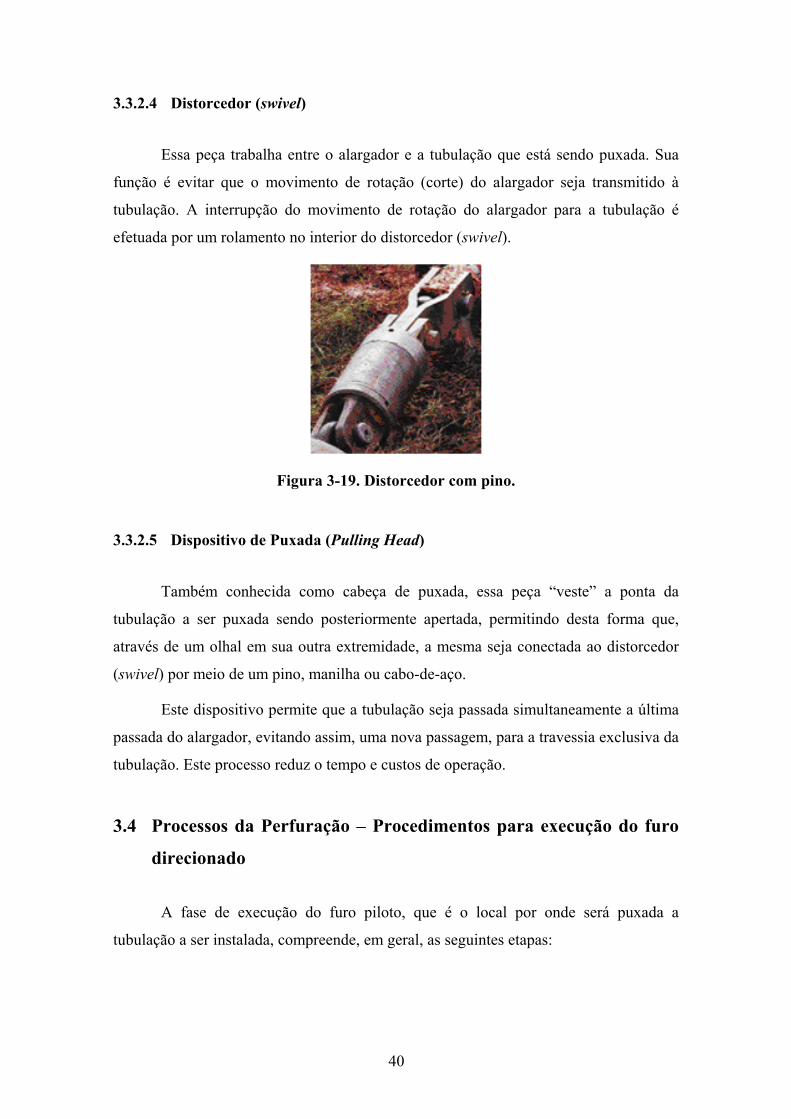
40
3.3.2.4 Distorcedor (swivel)
Essa peça trabalha entre o alargador e a tubulação que está sendo puxada. Sua
função é evitar que o movimento de rotação (corte) do alargador seja transmitido à
tubulação. A interrupção do movimento de rotação do alargador para a tubulação é
efetuada por um rolamento no interior do distorcedor (swivel).
Figura 3-19. Distorcedor com pino.
3.3.2.5 Dispositivo de Puxada (Pulling Head)
Também conhecida como cabeça de puxada, essa peça “veste” a ponta da
tubulação a ser puxada sendo posteriormente apertada, permitindo desta forma que,
através de um olhal em sua outra extremidade, a mesma seja conectada ao distorcedor
(swivel) por meio de um pino, manilha ou cabo-de-aço.
Este dispositivo permite que a tubulação seja passada simultaneamente a última
passada do alargador, evitando assim, uma nova passagem, para a travessia exclusiva da
tubulação. Este processo reduz o tempo e custos de operação.
3.4 Processos da Perfuração – Procedimentos para execução do furo
direcionado
A fase de execução do furo piloto, que é o local por onde será puxada a
tubulação a ser instalada, compreende, em geral, as seguintes etapas:
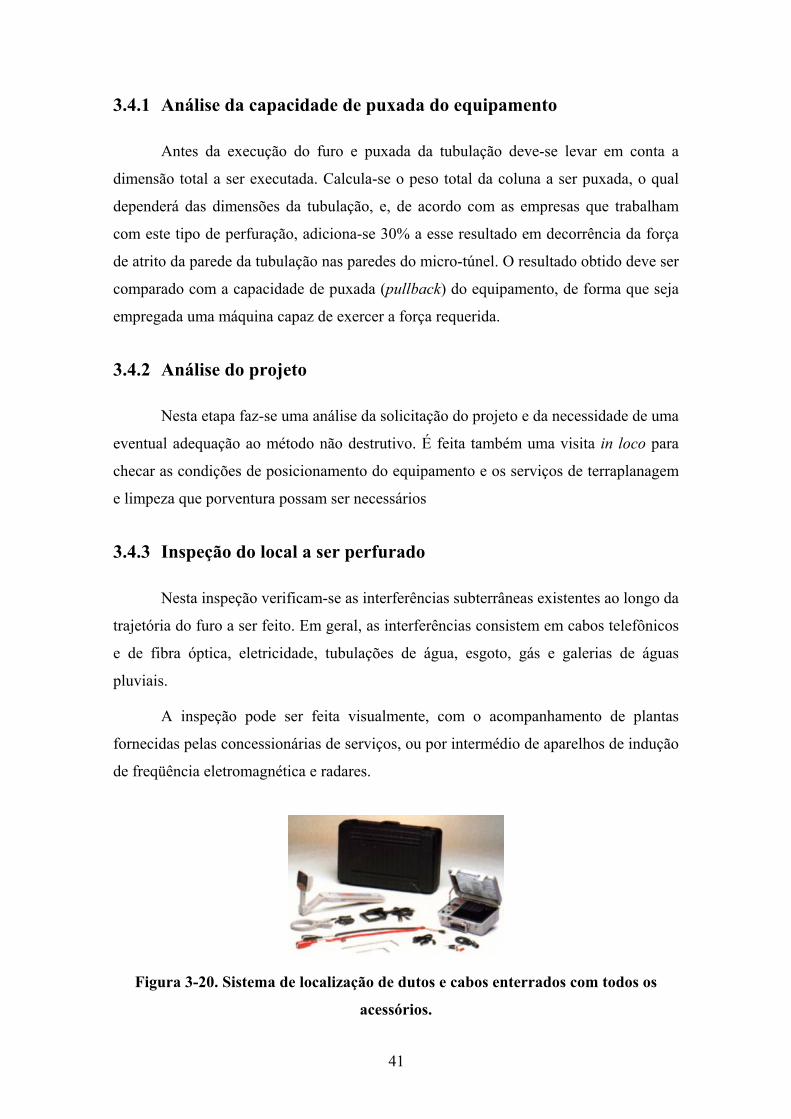
41
3.4.1 Análise da capacidade de puxada do equipamento
Antes da execução do furo e puxada da tubulação deve-se levar em conta a
dimensão total a ser executada. Calcula-se o peso total da coluna a ser puxada, o qual
dependerá das dimensões da tubulação, e, de acordo com as empresas que trabalham
com este tipo de perfuração, adiciona-se 30% a esse resultado em decorrência da força
de atrito da parede da tubulação nas paredes do micro-túnel. O resultado obtido deve ser
comparado com a capacidade de puxada (pullback) do equipamento, de forma que seja
empregada uma máquina capaz de exercer a força requerida.
3.4.2 Análise do projeto
Nesta etapa faz-se uma análise da solicitação do projeto e da necessidade de uma
eventual adequação ao método não destrutivo. É feita também uma visita in loco para
checar as condições de posicionamento do equipamento e os serviços de terraplanagem
e limpeza que porventura possam ser necessários
3.4.3 Inspeção do local a ser perfurado
Nesta inspeção verificam-se as interferências subterrâneas existentes ao longo da
trajetória do furo a ser feito. Em geral, as interferências consistem em cabos telefônicos
e de fibra óptica, eletricidade, tubulações de água, esgoto, gás e galerias de águas
pluviais.
A inspeção pode ser feita visualmente, com o acompanhamento de plantas
fornecidas pelas concessionárias de serviços, ou por intermédio de aparelhos de indução
de freqüência eletromagnética e radares.
Figura 3-20. Sistema de localização de dutos e cabos enterrados com todos os
acessórios.
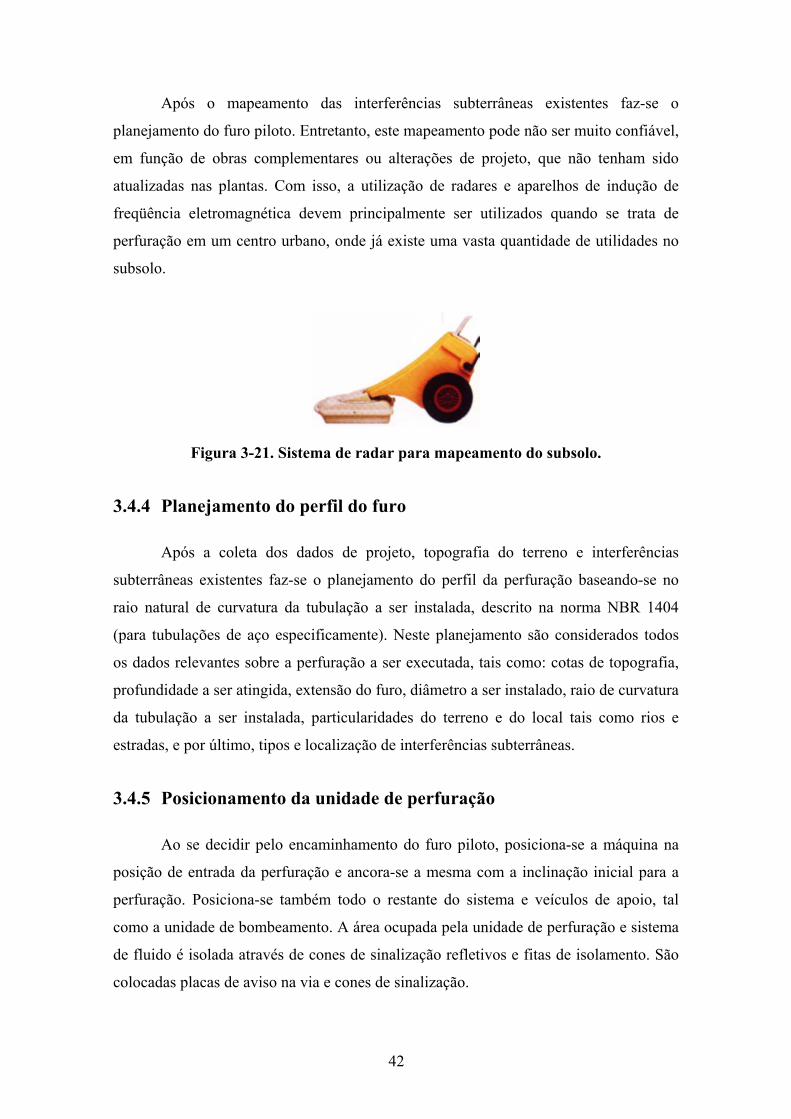
42
Após o mapeamento das interferências subterrâneas existentes faz-se o
planejamento do furo piloto. Entretanto, este mapeamento pode não ser muito confiável,
em função de obras complementares ou alterações de projeto, que não tenham sido
atualizadas nas plantas. Com isso, a utilização de radares e aparelhos de indução de
freqüência eletromagnética devem principalmente ser utilizados quando se trata de
perfuração em um centro urbano, onde já existe uma vasta quantidade de utilidades no
subsolo.
Figura 3-21. Sistema de radar para mapeamento do subsolo.
3.4.4 Planejamento do perfil do furo
Após a coleta dos dados de projeto, topografia do terreno e interferências
subterrâneas existentes faz-se o planejamento do perfil da perfuração baseando-se no
raio natural de curvatura da tubulação a ser instalada, descrito na norma NBR 1404
(para tubulações de aço especificamente). Neste planejamento são considerados todos
os dados relevantes sobre a perfuração a ser executada, tais como: cotas de topografia,
profundidade a ser atingida, extensão do furo, diâmetro a ser instalado, raio de curvatura
da tubulação a ser instalada, particularidades do terreno e do local tais como rios e
estradas, e por último, tipos e localização de interferências subterrâneas.
3.4.5 Posicionamento da unidade de perfuração
Ao se decidir pelo encaminhamento do furo piloto, posiciona-se a máquina na
posição de entrada da perfuração e ancora-se a mesma com a inclinação inicial para a
perfuração. Posiciona-se também todo o restante do sistema e veículos de apoio, tal
como a unidade de bombeamento. A área ocupada pela unidade de perfuração e sistema
de fluido é isolada através de cones de sinalização refletivos e fitas de isolamento. São
colocadas placas de aviso na via e cones de sinalização.
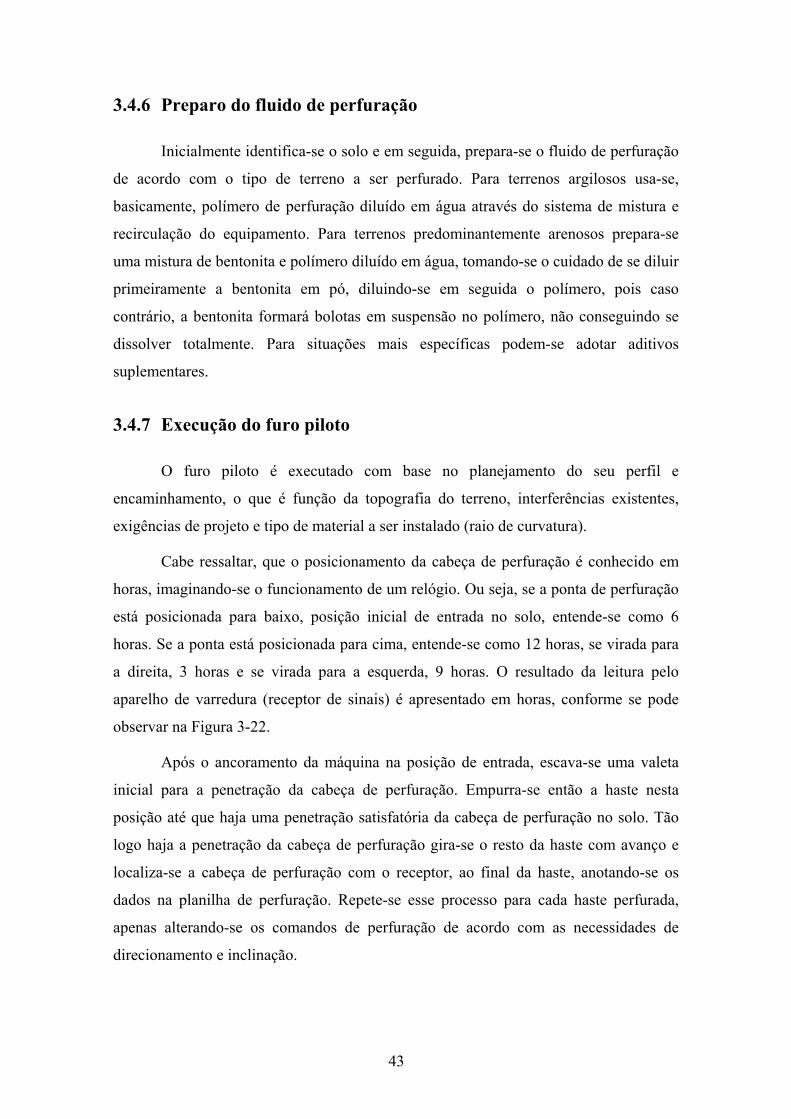
43
3.4.6 Preparo do fluido de perfuração
Inicialmente identifica-se o solo e em seguida, prepara-se o fluido de perfuração
de acordo com o tipo de terreno a ser perfurado. Para terrenos argilosos usa-se,
basicamente, polímero de perfuração diluído em água através do sistema de mistura e
recirculação do equipamento. Para terrenos predominantemente arenosos prepara-se
uma mistura de bentonita e polímero diluído em água, tomando-se o cuidado de se diluir
primeiramente a bentonita em pó, diluindo-se em seguida o polímero, pois caso
contrário, a bentonita formará bolotas em suspensão no polímero, não conseguindo se
dissolver totalmente. Para situações mais específicas podem-se adotar aditivos
suplementares.
3.4.7 Execução do furo piloto
O furo piloto é executado com base no planejamento do seu perfil e
encaminhamento, o que é função da topografia do terreno, interferências existentes,
exigências de projeto e tipo de material a ser instalado (raio de curvatura).
Cabe ressaltar, que o posicionamento da cabeça de perfuração é conhecido em
horas, imaginando-se o funcionamento de um relógio. Ou seja, se a ponta de perfuração
está posicionada para baixo, posição inicial de entrada no solo, entende-se como 6
horas. Se a ponta está posicionada para cima, entende-se como 12 horas, se virada para
a direita, 3 horas e se virada para a esquerda, 9 horas. O resultado da leitura pelo
aparelho de varredura (receptor de sinais) é apresentado em horas, conforme se pode
observar na Figura 3-22.
Após o ancoramento da máquina na posição de entrada, escava-se uma valeta
inicial para a penetração da cabeça de perfuração. Empurra-se então a haste nesta
posição até que haja uma penetração satisfatória da cabeça de perfuração no solo. Tão
logo haja a penetração da cabeça de perfuração gira-se o resto da haste com avanço e
localiza-se a cabeça de perfuração com o receptor, ao final da haste, anotando-se os
dados na planilha de perfuração. Repete-se esse processo para cada haste perfurada,
apenas alterando-se os comandos de perfuração de acordo com as necessidades de
direcionamento e inclinação.
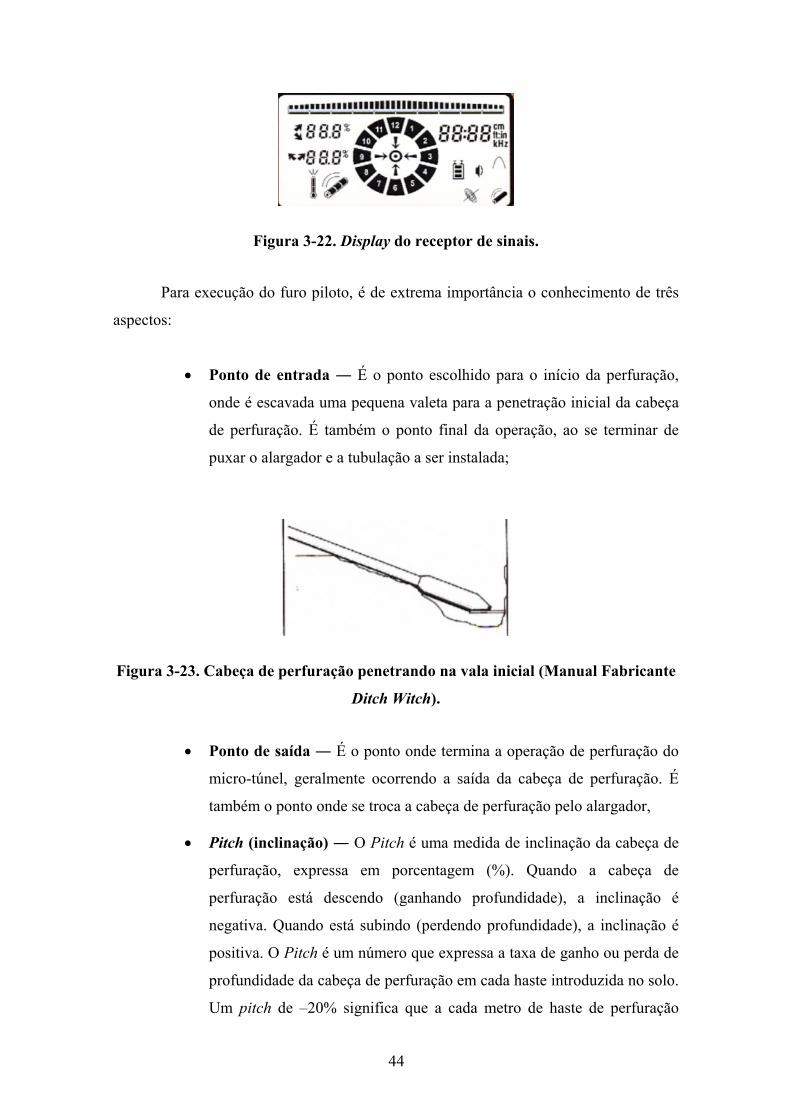
44
Figura 3-22. Display do receptor de sinais.
Para execução do furo piloto, é de extrema importância o conhecimento de três
aspectos:
• Ponto de entrada ― É o ponto escolhido para o início da perfuração,
onde é escavada uma pequena valeta para a penetração inicial da cabeça
de perfuração. É também o ponto final da operação, ao se terminar de
puxar o alargador e a tubulação a ser instalada;
Figura 3-23. Cabeça de perfuração penetrando na vala inicial (Manual Fabricante
Ditch Witch).
• Ponto de saída ― É o ponto onde termina a operação de perfuração do
micro-túnel, geralmente ocorrendo a saída da cabeça de perfuração. É
também o ponto onde se troca a cabeça de perfuração pelo alargador,
• Pitch (inclinação) ― O Pitch é uma medida de inclinação da cabeça de
perfuração, expressa em porcentagem (%). Quando a cabeça de
perfuração está descendo (ganhando profundidade), a inclinação é
negativa. Quando está subindo (perdendo profundidade), a inclinação é
positiva. O Pitch é um número que expressa a taxa de ganho ou perda de
profundidade da cabeça de perfuração em cada haste introduzida no solo.
Um pitch de –20% significa que a cada metro de haste de perfuração
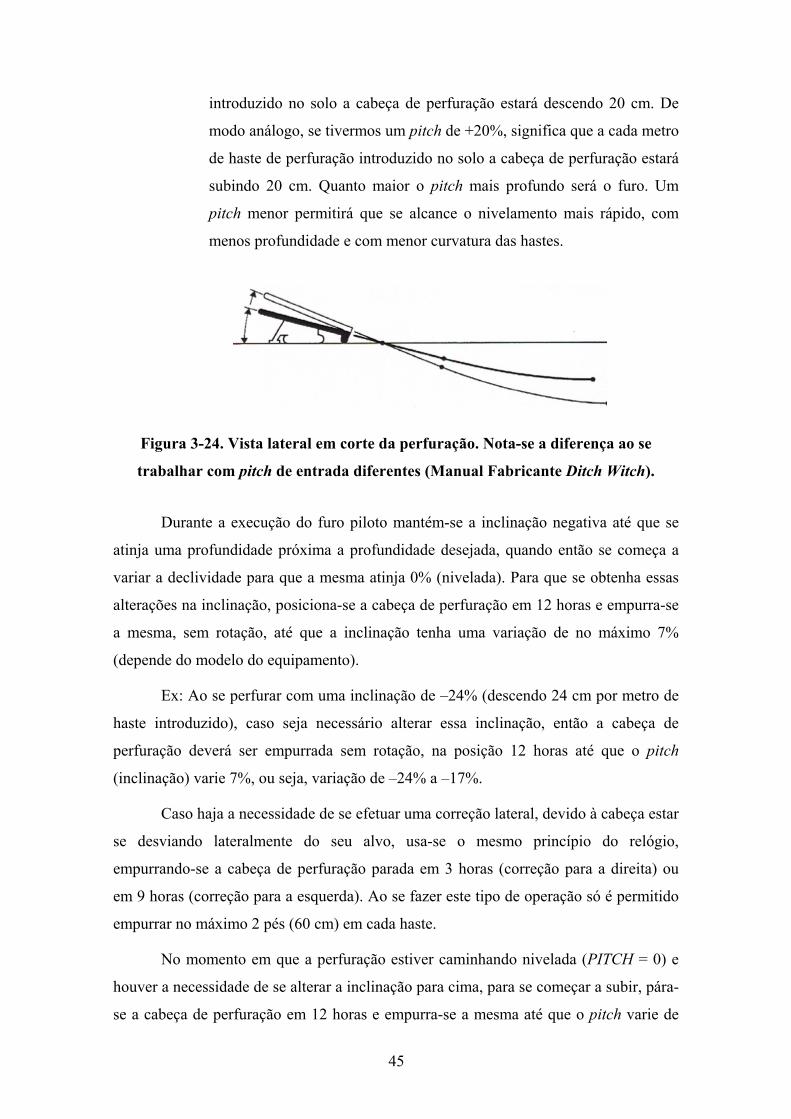
45
introduzido no solo a cabeça de perfuração estará descendo 20 cm. De
modo análogo, se tivermos um pitch de +20%, significa que a cada metro
de haste de perfuração introduzido no solo a cabeça de perfuração estará
subindo 20 cm. Quanto maior o pitch mais profundo será o furo. Um
pitch menor permitirá que se alcance o nivelamento mais rápido, com
menos profundidade e com menor curvatura das hastes.
Figura 3-24. Vista lateral em corte da perfuração. Nota-se a diferença ao se
trabalhar com pitch de entrada diferentes (Manual Fabricante Ditch Witch).
Durante a execução do furo piloto mantém-se a inclinação negativa até que se
atinja uma profundidade próxima a profundidade desejada, quando então se começa a
variar a declividade para que a mesma atinja 0% (nivelada). Para que se obtenha essas
alterações na inclinação, posiciona-se a cabeça de perfuração em 12 horas e empurra-se
a mesma, sem rotação, até que a inclinação tenha uma variação de no máximo 7%
(depende do modelo do equipamento).
Ex: Ao se perfurar com uma inclinação de –24% (descendo 24 cm por metro de
haste introduzido), caso seja necessário alterar essa inclinação, então a cabeça de
perfuração deverá ser empurrada sem rotação, na posição 12 horas até que o pitch
(inclinação) varie 7%, ou seja, variação de –24% a –17%.
Caso haja a necessidade de se efetuar uma correção lateral, devido à cabeça estar
se desviando lateralmente do seu alvo, usa-se o mesmo princípio do relógio,
empurrando-se a cabeça de perfuração parada em 3 horas (correção para a direita) ou
em 9 horas (correção para a esquerda). Ao se fazer este tipo de operação só é permitido
empurrar no máximo 2 pés (60 cm) em cada haste.
No momento em que a perfuração estiver caminhando nivelada (PITCH = 0) e
houver a necessidade de se alterar a inclinação para cima, para se começar a subir, pára-
se a cabeça de perfuração em 12 horas e empurra-se a mesma até que o pitch varie de
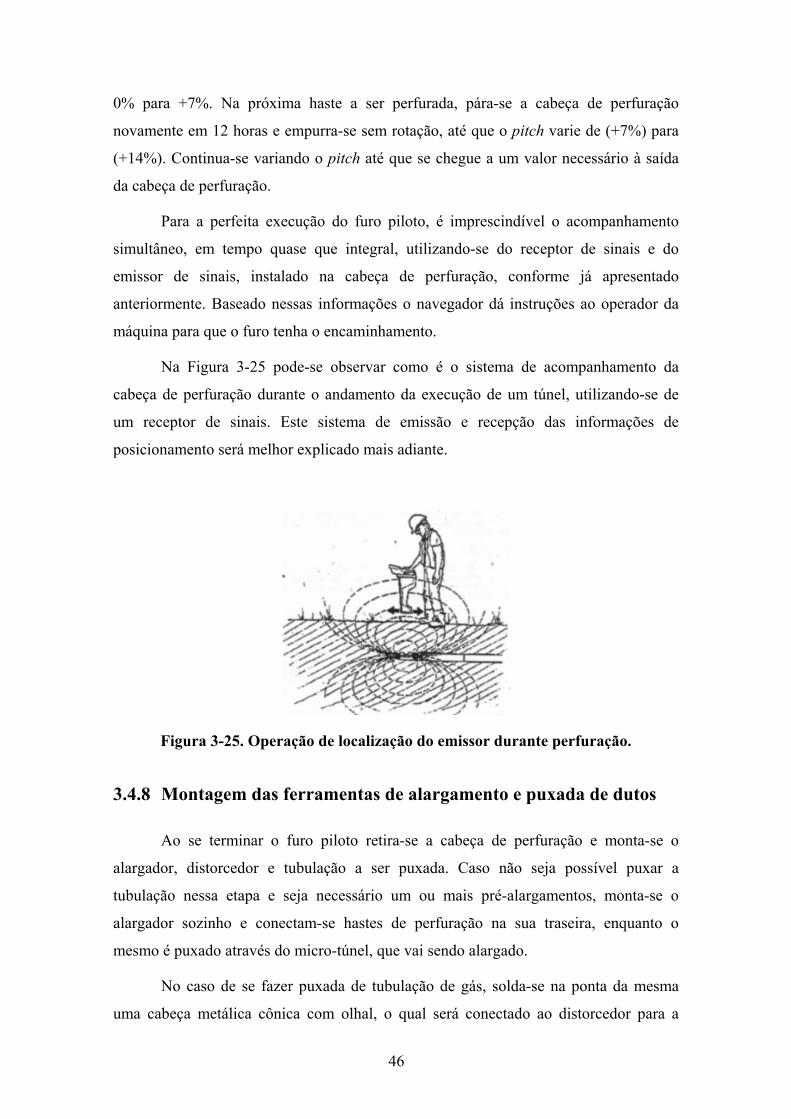
46
0% para +7%. Na próxima haste a ser perfurada, pára-se a cabeça de perfuração
novamente em 12 horas e empurra-se sem rotação, até que o pitch varie de (+7%) para
(+14%). Continua-se variando o pitch até que se chegue a um valor necessário à saída
da cabeça de perfuração.
Para a perfeita execução do furo piloto, é imprescindível o acompanhamento
simultâneo, em tempo quase que integral, utilizando-se do receptor de sinais e do
emissor de sinais, instalado na cabeça de perfuração, conforme já apresentado
anteriormente. Baseado nessas informações o navegador dá instruções ao operador da
máquina para que o furo tenha o encaminhamento.
Na Figura 3-25 pode-se observar como é o sistema de acompanhamento da
cabeça de perfuração durante o andamento da execução de um túnel, utilizando-se de
um receptor de sinais. Este sistema de emissão e recepção das informações de
posicionamento será melhor explicado mais adiante.
Figura 3-25. Operação de localização do emissor durante perfuração.
3.4.8 Montagem das ferramentas de alargamento e puxada de dutos
Ao se terminar o furo piloto retira-se a cabeça de perfuração e monta-se o
alargador, distorcedor e tubulação a ser puxada. Caso não seja possível puxar a
tubulação nessa etapa e seja necessário um ou mais pré-alargamentos, monta-se o
alargador sozinho e conectam-se hastes de perfuração na sua traseira, enquanto o
mesmo é puxado através do micro-túnel, que vai sendo alargado.
No caso de se fazer puxada de tubulação de gás, solda-se na ponta da mesma
uma cabeça metálica cônica com olhal, o qual será conectado ao distorcedor para a
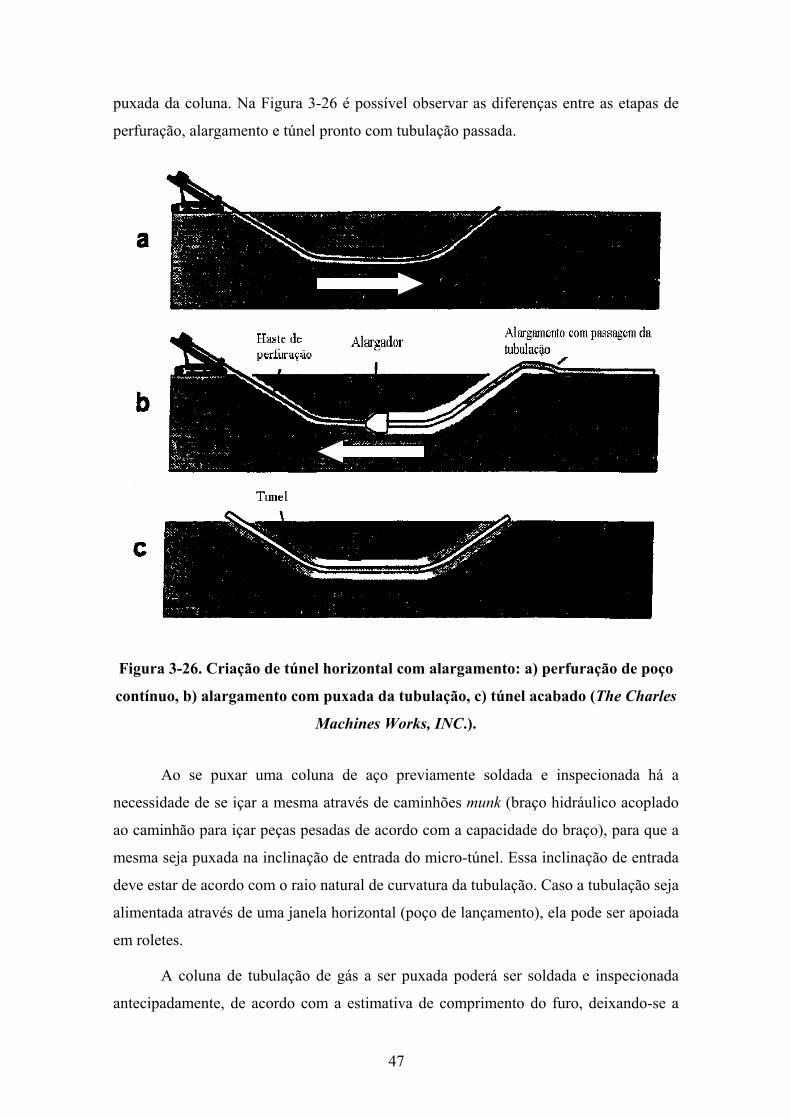
47
puxada da coluna. Na Figura 3-26 é possível observar as diferenças entre as etapas de
perfuração, alargamento e túnel pronto com tubulação passada.
Figura 3-26. Criação de túnel horizontal com alargamento: a) perfuração de poço
contínuo, b) alargamento com puxada da tubulação, c) túnel acabado (The Charles
Machines Works, INC.).
Ao se puxar uma coluna de aço previamente soldada e inspecionada há a
necessidade de se içar a mesma através de caminhões munk (braço hidráulico acoplado
ao caminhão para içar peças pesadas de acordo com a capacidade do braço), para que a
mesma seja puxada na inclinação de entrada do micro-túnel. Essa inclinação de entrada
deve estar de acordo com o raio natural de curvatura da tubulação. Caso a tubulação seja
alimentada através de uma janela horizontal (poço de lançamento), ela pode ser apoiada
em roletes.
A coluna de tubulação de gás a ser puxada poderá ser soldada e inspecionada
antecipadamente, de acordo com a estimativa de comprimento do furo, deixando-se a
48
mesma na posição de puxada pelo equipamento ou soldada no momento da puxada,
interrompendo-se a puxada pelo equipamento e executando-se a solda e a inspeção de
cada lance.
3.4.9 Término da puxada
Ao se terminar a puxada do(s) duto(s), desconecta-se o alargador, o distorcedor e
a cabeça de puxada. Desancora-se a unidade de perfuração e afasta-se a mesma do local.
No caso de tubulação de gás de grande diâmetro (φ > 10”), interrompe-se a
puxada ao se alcançar a região de profundidade exigida pelo projeto e faz-se a
escavação com retroescavadeira para se encontrar a ponta da tubulação e se desconectar
as ferramentas de alargamento e puxada. Pode-se construir antecipadamente uma janela
horizontal (poço receptor), onde se dará o término da puxada da tubulação.
3.4.10 Isolamento da tubulação e limpeza
Tampona-se a boca da tubulação com fita de isolamento ou tampão apropriado e
retira-se o excesso de lama da região da saída e entrada da tubulação. Isola-se o local de
início e término da perfuração com material e sinalização adequada.
3.4.11 Retirada de lama e resíduos de fluido de perfuração
Caso necessário, coleta-se a lama resultante da perfuração para um caminhão
caçamba e lava-se o local com o caminhão pipa. Pode-se utilizar equipamento sugador
de lama para que o local fique em condições adequadas de trânsito, tanto de veículos
como de pedestres.
3.4.12 Desmobilização do equipamento
Após o término de todo o serviço, a unidade de perfuração deverá ser recolhida e
os demais equipamentos e veículos de apoio deverão ser mobilizados para a próxima
execução, onde:
49
• O caminhão pipa ― Fornece a água necessária ao preparo do fluido de
perfuração empregado no furo guia e no alargamento e puxada do duto a
ser instalado;
• A escavadeira ou retroescavadeira ― Faz a abertura de valas para o
posicionamento do duto a ser instalado pela perfuração direcionada,
quando necessário;
• O caminhão de carroceria aberta ― Carrega o sistema de fluido,
ferramentas, acessórios de perfuração, unidade de bombeamento e
produtos químicos utilizados no fluido de perfuração;
• O caminhão munk ― Transporta as bobinas de polietileno a serem
instaladas e, no caso de tubulação de gás, sustenta a tubulação soldada na
inclinação de entrada no micro-túnel; e
• Automóvel de passeio ― Para uso geral de locomoção da equipe, sendo
utilizado também para a compra de materiais em caráter de emergência,
caso haja necessidade durante uma perfuração.
3.5 Operações fundamentais durante a execução do furo
A execução do furo, no processo de perfuração, depende de algumas operações
fundamentais, as quais serão aqui apontadas, para melhor entendimento do estado da
técnica.
3.5.1 Rotação
É a função responsável pelo corte do micro-túnel e do posicionamento do bit de
perfuração no momento da operação de alteração da inclinação da cabeça de perfuração.
Também é responsável pelo corte e alargamento do micro-túnel por intermédio do
alargador, durante o processo de retorno.
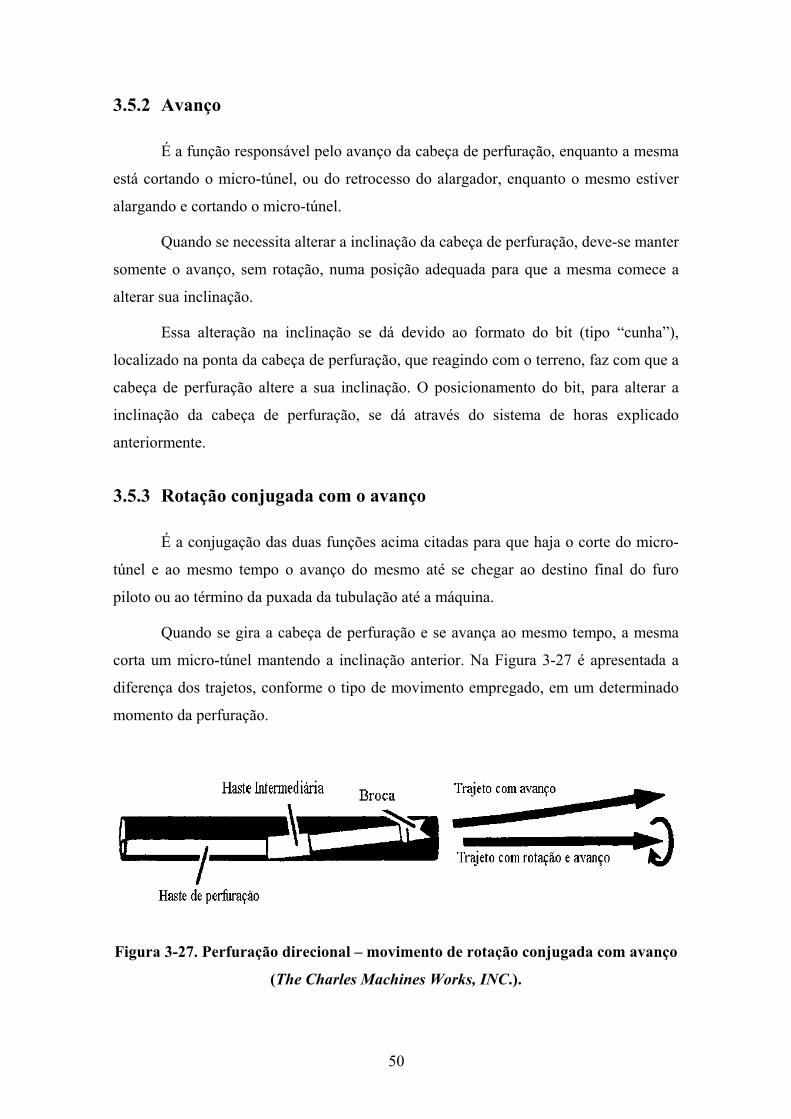
50
3.5.2 Avanço
É a função responsável pelo avanço da cabeça de perfuração, enquanto a mesma
está cortando o micro-túnel, ou do retrocesso do alargador, enquanto o mesmo estiver
alargando e cortando o micro-túnel.
Quando se necessita alterar a inclinação da cabeça de perfuração, deve-se manter
somente o avanço, sem rotação, numa posição adequada para que a mesma comece a
alterar sua inclinação.
Essa alteração na inclinação se dá devido ao formato do bit (tipo “cunha”),
localizado na ponta da cabeça de perfuração, que reagindo com o terreno, faz com que a
cabeça de perfuração altere a sua inclinação. O posicionamento do bit, para alterar a
inclinação da cabeça de perfuração, se dá através do sistema de horas explicado
anteriormente.
3.5.3 Rotação conjugada com o avanço
É a conjugação das duas funções acima citadas para que haja o corte do micro-
túnel e ao mesmo tempo o avanço do mesmo até se chegar ao destino final do furo
piloto ou ao término da puxada da tubulação até a máquina.
Quando se gira a cabeça de perfuração e se avança ao mesmo tempo, a mesma
corta um micro-túnel mantendo a inclinação anterior. Na Figura 3-27 é apresentada a
diferença dos trajetos, conforme o tipo de movimento empregado, em um determinado
momento da perfuração.
Figura 3-27. Perfuração direcional – movimento de rotação conjugada com avanço
(The Charles Machines Works, INC.).
51
3.5.4 Localização eletrônica da cabeça de perfuração
Através de um sistema de rastreamento por radio freqüência é possível localizar
um alvo móvel ou estático, em uma determinada profundidade, de forma que se trace,
efetuando-se correções necessárias, um caminho no subsolo por onde será realizada a
passagem da tubulação.
O sistema de localização encontra-se próximo a broca de perfuração e possui
como finalidade:
• Localizar o ponto final da coluna de perfuração (cabeça de perfuração);
• Fornecer o deslocamento lateral e inclinação do conjunto; e
• Fornecer a orientação da broca (tipo cunha), segundo a determinação dos
“horários”, já explicada anteriormente.
Estas informações, combinadas com o comprimento medido da coluna de
perfuração, podem ser usadas para calcular o posicionamento de todo o conjunto.
O emissor de sinais é uma sonda operada com bateria, que envia um sinal de
radio do subsolo durante o processo de perfuração. Um rastreador manual, disposto na
superfície, localiza a posição do emissor (beacon), calcula a profundidade até este e
indica, em seu display, a orientação da face da cabeça de perfuração. Por se tratar de um
emissor alimentado através de uma bateria, o tempo de operação será limitado à duração
da mesma, a qual deve ter sua carga sempre verificada para que se evite interrupção do
processo de perfuração.
Como este método depende de um técnico posicionado com o rastreador na
superfície, sempre “acima” da cabeça de perfuração (emissor de sinais), não pode ser
utilizado em locais onde seja impossibilitada a permanência deste técnico, por exemplo,
durante a travessia de um rio com correnteza ou uma via com trânsito muito intenso.
Na Figura 3-28 apresenta-se um sistema completo de localização, composto de:
emissor de sinais (localizado na cabeça de perfuração); receptor de sinais (local),
utilizada pelo funcionário rastreador; e unidade remota de recepção de sinais, utilizada
pelo operador da máquina.

52
Figura 3-28. Conjunto completo ― Sistema de localização.
Outras informações, como intensidade do sinal, sensibilidade do receptor, status
da bateria e temperatura, também são indicados na unidade da superfície (rastreador).
Na Figura 3-29 pode-se ver o formato do painel do receptor de sinais, onde se tem as
informações apontadas acima. Na Figura 3-30 tem-se, à esquerda, o nível de
temperatura, que pode ser observado no painel do receptor de sinais e, à direita, tem-se
o nível da bateria.
A temperatura do emissor é expressa em três segmentos que se acendem dentro
do símbolo de temperatura no display, cada segmento representando 33 % da
temperatura de queima. Ao se acender o terceiro segmento, o símbolo de temperatura
pisca indicando a iminência de queima do emissor de sinais.
É importante ressaltar que é necessário o controle de ambos os níveis, uma vez
que altas temperaturas são responsáveis pela queima do emissor de sinais, e são
atingidas quando a saída do jato de água está entupida por causa da lama. O
entupimento pode ser verificado através do manômetro de pressão do fluido de
perfuração, existente no painel de operação da máquina (o mesmo fica fixo em um valor
de pressão e não se altera, mesmo com a diminuição da vazão de fluido).
Em caso de queima, o rastreamento não poderá ser realizado e, com isso, a
perfuração não poderá ser concluída. Neste aspecto, o nível de bateria também se torna
importante, pois caso a bateria fique descarregada, também não poderá ser realizada a
emissão de sinais.
53
Figura 3-29. Painel de operação do receptor de sinais (Tracker).
Figura 3-30. Símbolos de nível de temperatura e bateria do emissor de sinais
(Beacon) mostrados no display do receptor (Tracker).
Os sinais captados pelo receptor são retransmitidos para o operador do
equipamento, que terá as mesmas informações indicadas em sua tela, na cabine de
operação. Estes sinais, conforme já explicados, variam em intensidade, dependendo da
posição do emissor, o que nos dá o resultado da leitura em horas. Isto propicia a
determinação da posição correta da cunha da cabeça de perfuração, identificando se o
conjunto está em deslocamento para cima, para baixo ou para os lados. Na Figura 3-31 é
possível observar, de forma mais clara, como é o comportamento do receptor durante a
leitura do sinal enviado pelo emissor, onde se percebe que a leitura varia desde uma
posição sem sinal até uma outra posição com sinal forte.
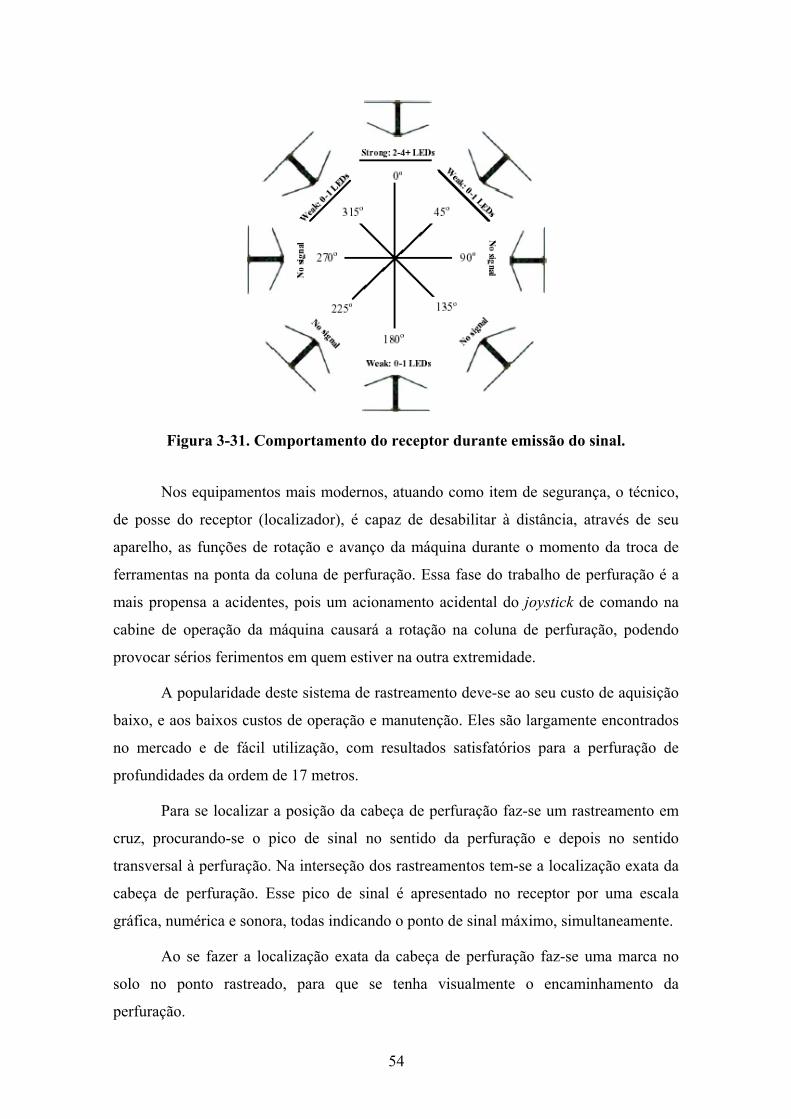
54
Figura 3-31. Comportamento do receptor durante emissão do sinal.
Nos equipamentos mais modernos, atuando como item de segurança, o técnico,
de posse do receptor (localizador), é capaz de desabilitar à distância, através de seu
aparelho, as funções de rotação e avanço da máquina durante o momento da troca de
ferramentas na ponta da coluna de perfuração. Essa fase do trabalho de perfuração é a
mais propensa a acidentes, pois um acionamento acidental do joystick de comando na
cabine de operação da máquina causará a rotação na coluna de perfuração, podendo
provocar sérios ferimentos em quem estiver na outra extremidade.
A popularidade deste sistema de rastreamento deve-se ao seu custo de aquisição
baixo, e aos baixos custos de operação e manutenção. Eles são largamente encontrados
no mercado e de fácil utilização, com resultados satisfatórios para a perfuração de
profundidades da ordem de 17 metros.
Para se localizar a posição da cabeça de perfuração faz-se um rastreamento em
cruz, procurando-se o pico de sinal no sentido da perfuração e depois no sentido
transversal à perfuração. Na interseção dos rastreamentos tem-se a localização exata da
cabeça de perfuração. Esse pico de sinal é apresentado no receptor por uma escala
gráfica, numérica e sonora, todas indicando o ponto de sinal máximo, simultaneamente.
Ao se fazer a localização exata da cabeça de perfuração faz-se uma marca no
solo no ponto rastreado, para que se tenha visualmente o encaminhamento da
perfuração.

55
Quando se necessita de um acompanhamento mais preciso da profundidade e
inclinação é usual fazer leituras no meio e no final das hastes de perfuração.
3.5.5 Alargamento e puxada da tubulação a ser instalada
Após a conclusão do furo piloto vem a fase do alargamento, na qual é retirada a
cabeça de perfuração e conectado o alargador, que deverá ser entre 30% a 50% maior
que o diâmetro da tubulação ou conjunto de tubulações a ser puxado.
Figura 3-32. Alargador montado na ponta da coluna de perfuração para a
operação de alargamento.
Dependendo do diâmetro do duto a ser instalado, em relação ao furo piloto
executado, pode ser necessário um ou mais pré-alargamentos, ou seja, alargamento em
mais de uma etapa até chegar ao diâmetro final do micro-túnel. Deve-se levar em conta
também, a capacidade de puxada (pullback) e torque do equipamento para o
dimensionamento apropriado ao serviço a ser executado.
3.5.6 Alargamento com puxada simultânea do(s) duto(s)
Quando o diâmetro da tubulação a ser puxada não é muito maior que o furo
piloto executado, faz-se o alargamento simultâneo à puxada dos dutos.
É conectado o alargador à barra de transição, o distorcedor e em seguida a
cabeça de puxada à qual é conectada à tubulação a ser puxada.
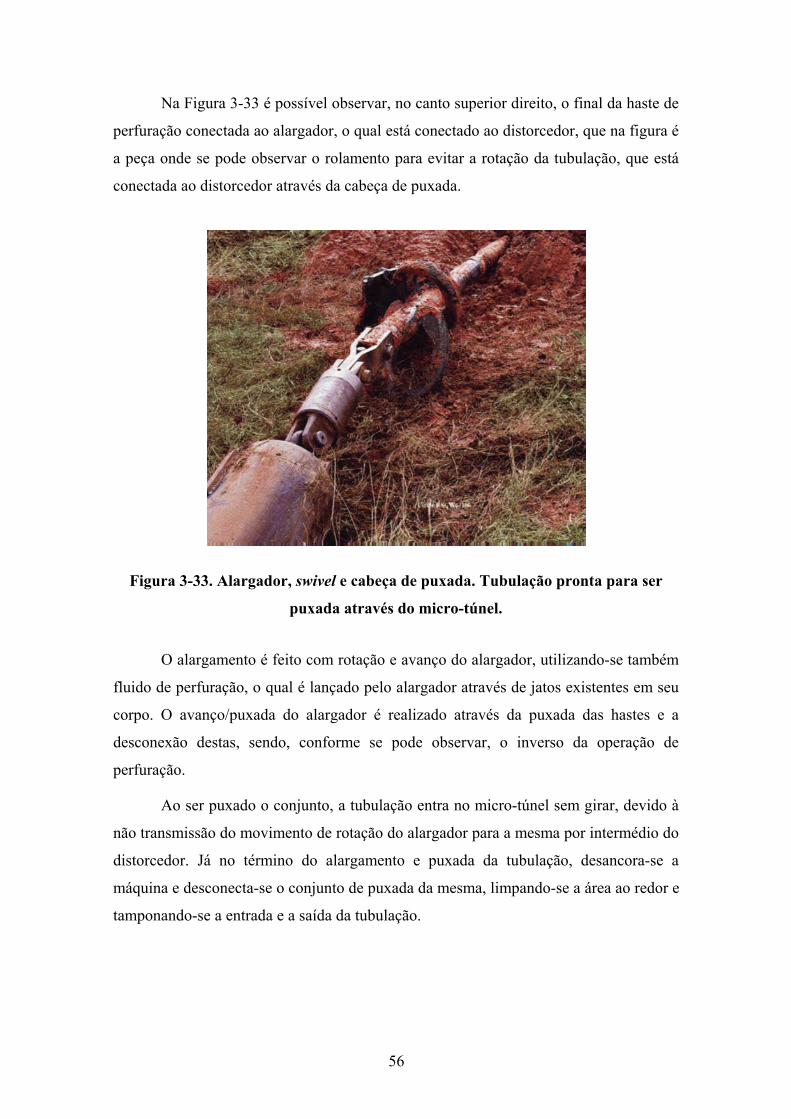
56
Na Figura 3-33 é possível observar, no canto superior direito, o final da haste de
perfuração conectada ao alargador, o qual está conectado ao distorcedor, que na figura é
a peça onde se pode observar o rolamento para evitar a rotação da tubulação, que está
conectada ao distorcedor através da cabeça de puxada.
Figura 3-33. Alargador, swivel e cabeça de puxada. Tubulação pronta para ser
puxada através do micro-túnel.
O alargamento é feito com rotação e avanço do alargador, utilizando-se também
fluido de perfuração, o qual é lançado pelo alargador através de jatos existentes em seu
corpo. O avanço/puxada do alargador é realizado através da puxada das hastes e a
desconexão destas, sendo, conforme se pode observar, o inverso da operação de
perfuração.
Ao ser puxado o conjunto, a tubulação entra no micro-túnel sem girar, devido à
não transmissão do movimento de rotação do alargador para a mesma por intermédio do
distorcedor. Já no término do alargamento e puxada da tubulação, desancora-se a
máquina e desconecta-se o conjunto de puxada da mesma, limpando-se a área ao redor e
tamponando-se a entrada e a saída da tubulação.
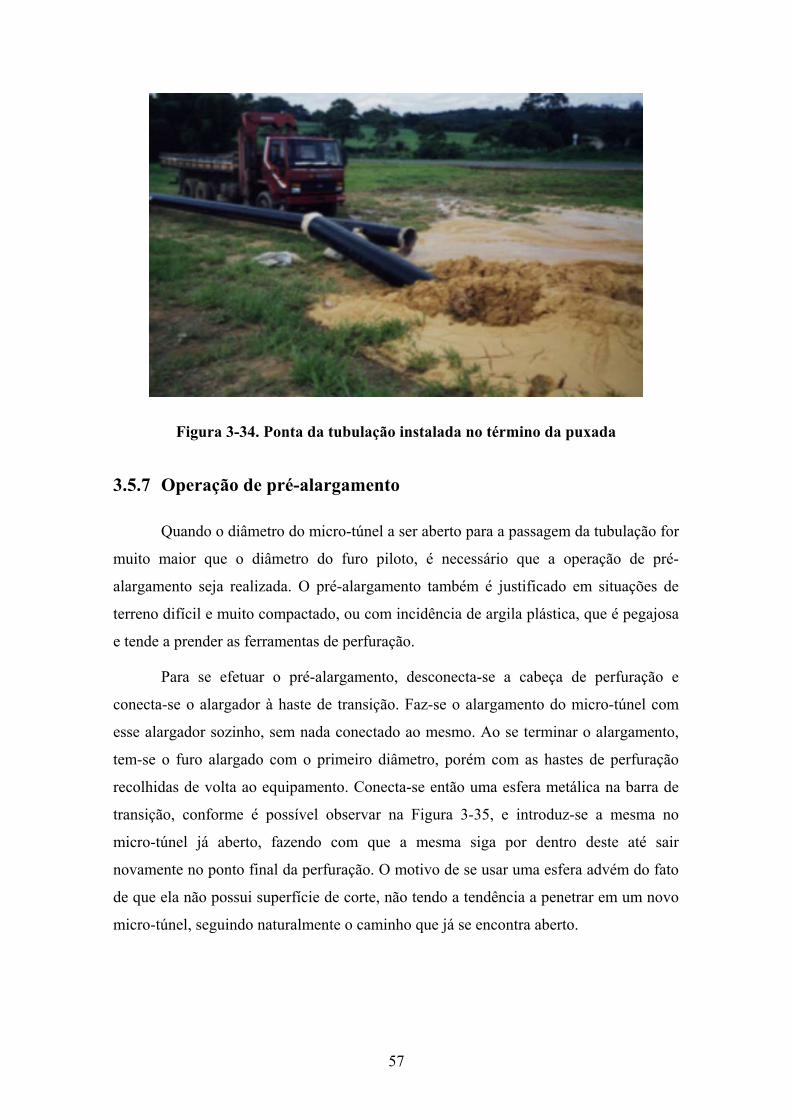
57
Figura 3-34. Ponta da tubulação instalada no término da puxada
3.5.7 Operação de pré-alargamento
Quando o diâmetro do micro-túnel a ser aberto para a passagem da tubulação for
muito maior que o diâmetro do furo piloto, é necessário que a operação de pré-
alargamento seja realizada. O pré-alargamento também é justificado em situações de
terreno difícil e muito compactado, ou com incidência de argila plástica, que é pegajosa
e tende a prender as ferramentas de perfuração.
Para se efetuar o pré-alargamento, desconecta-se a cabeça de perfuração e
conecta-se o alargador à haste de transição. Faz-se o alargamento do micro-túnel com
esse alargador sozinho, sem nada conectado ao mesmo. Ao se terminar o alargamento,
tem-se o furo alargado com o primeiro diâmetro, porém com as hastes de perfuração
recolhidas de volta ao equipamento. Conecta-se então uma esfera metálica na barra de
transição, conforme é possível observar na Figura 3-35, e introduz-se a mesma no
micro-túnel já aberto, fazendo com que a mesma siga por dentro deste até sair
novamente no ponto final da perfuração. O motivo de se usar uma esfera advém do fato
de que ela não possui superfície de corte, não tendo a tendência a penetrar em um novo
micro-túnel, seguindo naturalmente o caminho que já se encontra aberto.
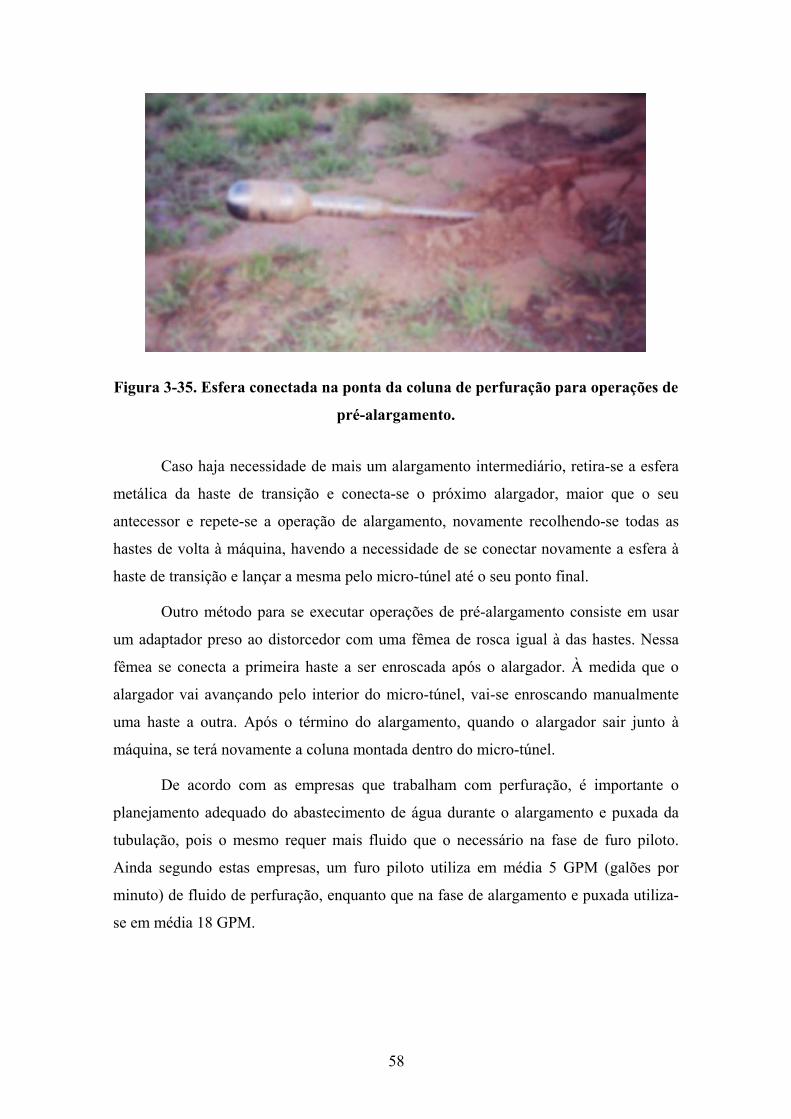
58
Figura 3-35. Esfera conectada na ponta da coluna de perfuração para operações de
pré-alargamento.
Caso haja necessidade de mais um alargamento intermediário, retira-se a esfera
metálica da haste de transição e conecta-se o próximo alargador, maior que o seu
antecessor e repete-se a operação de alargamento, novamente recolhendo-se todas as
hastes de volta à máquina, havendo a necessidade de se conectar novamente a esfera à
haste de transição e lançar a mesma pelo micro-túnel até o seu ponto final.
Outro método para se executar operações de pré-alargamento consiste em usar
um adaptador preso ao distorcedor com uma fêmea de rosca igual à das hastes. Nessa
fêmea se conecta a primeira haste a ser enroscada após o alargador. À medida que o
alargador vai avançando pelo interior do micro-túnel, vai-se enroscando manualmente
uma haste a outra. Após o término do alargamento, quando o alargador sair junto à
máquina, se terá novamente a coluna montada dentro do micro-túnel.
De acordo com as empresas que trabalham com perfuração, é importante o
planejamento adequado do abastecimento de água durante o alargamento e puxada da
tubulação, pois o mesmo requer mais fluido que o necessário na fase de furo piloto.
Ainda segundo estas empresas, um furo piloto utiliza em média 5 GPM (galões por
minuto) de fluido de perfuração, enquanto que na fase de alargamento e puxada utiliza-
se em média 18 GPM.
59
Capítulo 4
4 Instrumentação
Após apresentação de toda a metodologia desta técnica de perfuração,
objetivando um melhor conhecimento, para implementação da idéia proposta nesta
dissertação, neste capítulo serão introduzidos os dispositivos necessários ao
desenvolvimento do projeto da célula de carga para máquinas de perfuração direcional.
A célula de carga irá captar os esforços provenientes da perfuração, através da
utilização de extensômetros, que irão medir a deformação da peça. Em seguida, a
informação medida deverá ser enviada para fora do eixo rotativo.
Sendo assim, este capítulo tem como objetivo proporcionar uma base de
conhecimento em extensometria e telemetria, para que o projeto seja desenvolvido,
utilizando-se destes dispositivos.
A captação de sinais utilizando sensores em equipamentos em operação é
dificultada pela incorporação de ruído e interferências, tanto conduzidos quanto
induzidos. Para que seja possível uma correta interpretação dos sinais é desejado, em
muitas aplicações, o pré-processamento do sinal de forma a incrementar a razão sinal-
ruído, aumentando a “clareza” do sinal, através da implementação de um algoritmo de
supressão de ruído (denoising). Neste capítulo, serão investigadas algumas técnicas de
denoising descritas na literatura, apontando as vantagens e desvantagens da utilização
de cada uma para a aplicação em questão.
No capítulo seguinte será realizada a abordagem e a modelagem do projeto da
célula de carga propriamente dita.
4.1 Extensometria
Durante o processo de perfuração, a ponta de perfuração estará sempre
submetida a esforços, os quais irão variar de pequena a grande intensidade, dependendo
do tipo de subsolo, conforme foi evidenciado no capítulo 2. Tanto a fase de perfuração
como de alargamento, basicamente estarão sujeitas à força de atrito e cisalhamento do
60
solo, enquanto a primeira também estará sujeita a compressão e a segunda, além
daquelas, também a tração.
A capacidade de a máquina suportar as forças a que está submetida é
considerada no cálculo de sua estrutura, onde, para os esforços acima evidenciados, são
dimensionados o torque principalmente para a fase de perfuração e a carga a ser puxada
durante a fase de alargamento. Também é importante o controle do esforço a que a
máquina está submetida durante a fase de perfuração. Nesta fase, dependendo do tipo de
solo e da potência, a máquina poderá não concluir a perfuração, caso haja pedregulhos,
no subsolo, com resistência superior aquela à que a máquina pode ser submetida.
Como o equipamento é dotado de atuadores hidráulicos, atualmente o controle
destes esforços é realizado através da leitura do manômetro, onde se constata a pressão
do fluido. Mesmo com este controle, ainda existe imprecisão na avaliação dos esforços
por parte do operador do equipamento, e os danos são freqüentes. Entretanto, para um
maior controle dos esforços durante a perfuração e o alargamento, está sendo sugerida a
implementação de uma célula de carga para o controle efetivo dos esforços de operação.
Sendo assim, neste capítulo será apresentada uma breve introdução, objetivando
proporcionar um melhor conhecimento sobre extensômetros e células de carga, que irão
compor o transdutor de forças e torque projetado no capítulo 5.
4.1.1 Extensômetros
Segundo HOFFMANN (1989) os extensômetros podem ser encontrados sob os
seguintes tipos: resistivos, semi-condutores, vapor-depositado, capacitivos,
piezoelétricos e fotoelásticos.
Entretanto, para efeito de apresentação, este capítulo se resumirá ao estudo dos
extensômetros resistivos. Estes extensômetros são baseados na propriedade elétrica de
um fio que, quando submetido a um alongamento ou a um encurtamento, apresenta uma
variação da resistência elétrica proporcional ao alongamento.
L∆Lα
R∆R (4-1)
61
onde: R é a resistência elétrica do fio indeformado, em (Ω); L é o comprimento do fio
indeformado em (m); ∆L é a variação do comprimento do fio, em (m); e ∆R é a variação
da resistência elétrica em Ω. Sabe-se que a resistência de um fio de metal é dada por:
ALρR = (4-2)
onde: ρ é o coeficiente de resistividade do material, em (Ωm); A é a área, em (m2); L é
o comprimento, em (m) e R é a resistência elétrica do condutor, em (Ω).
Verifica-se experimentalmente que a relação entre a resistência elétrica e o
alongamento (extensão ou contração) é linear, caso os esforços não ultrapassem os
limites elásticos do fio. Dessa forma, a expressão (4-1) passa a ser:
εKR∆R
⋅= (4-3)
onde: K é a constante característica do extensômetro; e ε, a deformação específica.
Para a obtenção de uma resistência mecânica pequena, aliada a uma resistência
elétrica total relativamente grande, os extensômetros devem ser feitos de um condutor
muito fino e bem longo.
O maior comprimento dos fios dispostos paralelamente, deverá ser distribuído,
também de forma paralela, a uma direção fixa que se deseja realizar a medição. Com
isso, pôde-se chegar à configuração compacta deste dispositivo, conforme poderá ser
observado mais adiante.
Em principio todo extensômetro pode ser usado para a solução de problemas em
experimentos de análise de tensões e para a construção de transdutores. Entretanto há
algumas diferenças entre tipos de extensômetros, cada um adequado a uma determinada
aplicação.
4.1.2 Tipos de Extensômetro
Dentre as possibilidades de escolha dos diversos tipos de extensômetros, que
variam em formato e tamanho, um fator importante é o comprimento da grade
(configuração) de medição do extensômetro, assim como a disposição dos terminais que
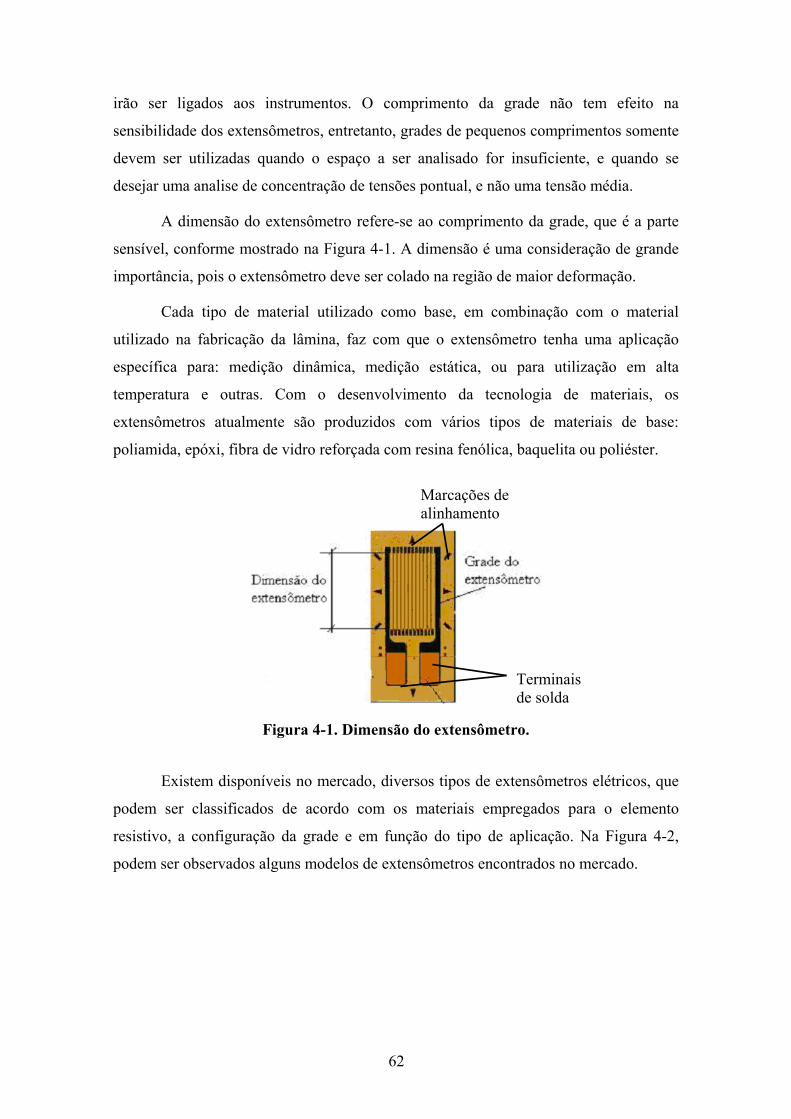
62
irão ser ligados aos instrumentos. O comprimento da grade não tem efeito na
sensibilidade dos extensômetros, entretanto, grades de pequenos comprimentos somente
devem ser utilizadas quando o espaço a ser analisado for insuficiente, e quando se
desejar uma analise de concentração de tensões pontual, e não uma tensão média.
A dimensão do extensômetro refere-se ao comprimento da grade, que é a parte
sensível, conforme mostrado na Figura 4-1. A dimensão é uma consideração de grande
importância, pois o extensômetro deve ser colado na região de maior deformação.
Cada tipo de material utilizado como base, em combinação com o material
utilizado na fabricação da lâmina, faz com que o extensômetro tenha uma aplicação
específica para: medição dinâmica, medição estática, ou para utilização em alta
temperatura e outras. Com o desenvolvimento da tecnologia de materiais, os
extensômetros atualmente são produzidos com vários tipos de materiais de base:
poliamida, epóxi, fibra de vidro reforçada com resina fenólica, baquelita ou poliéster.
Figura 4-1. Dimensão do extensômetro.
Existem disponíveis no mercado, diversos tipos de extensômetros elétricos, que
podem ser classificados de acordo com os materiais empregados para o elemento
resistivo, a configuração da grade e em função do tipo de aplicação. Na Figura 4-2,
podem ser observados alguns modelos de extensômetros encontrados no mercado.
Terminais de solda
Marcações de alinhamento
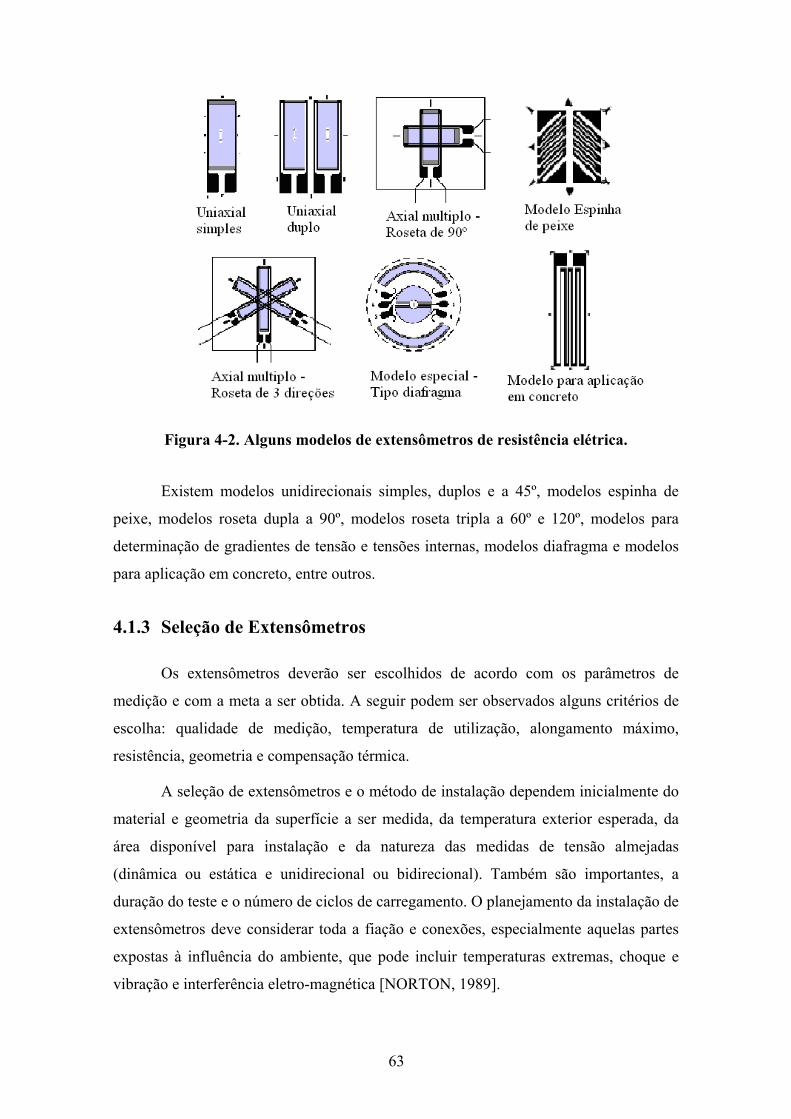
63
Figura 4-2. Alguns modelos de extensômetros de resistência elétrica.
Existem modelos unidirecionais simples, duplos e a 45º, modelos espinha de
peixe, modelos roseta dupla a 90º, modelos roseta tripla a 60º e 120º, modelos para
determinação de gradientes de tensão e tensões internas, modelos diafragma e modelos
para aplicação em concreto, entre outros.
4.1.3 Seleção de Extensômetros
Os extensômetros deverão ser escolhidos de acordo com os parâmetros de
medição e com a meta a ser obtida. A seguir podem ser observados alguns critérios de
escolha: qualidade de medição, temperatura de utilização, alongamento máximo,
resistência, geometria e compensação térmica.
A seleção de extensômetros e o método de instalação dependem inicialmente do
material e geometria da superfície a ser medida, da temperatura exterior esperada, da
área disponível para instalação e da natureza das medidas de tensão almejadas
(dinâmica ou estática e unidirecional ou bidirecional). Também são importantes, a
duração do teste e o número de ciclos de carregamento. O planejamento da instalação de
extensômetros deve considerar toda a fiação e conexões, especialmente aquelas partes
expostas à influência do ambiente, que pode incluir temperaturas extremas, choque e
vibração e interferência eletro-magnética [NORTON, 1989].
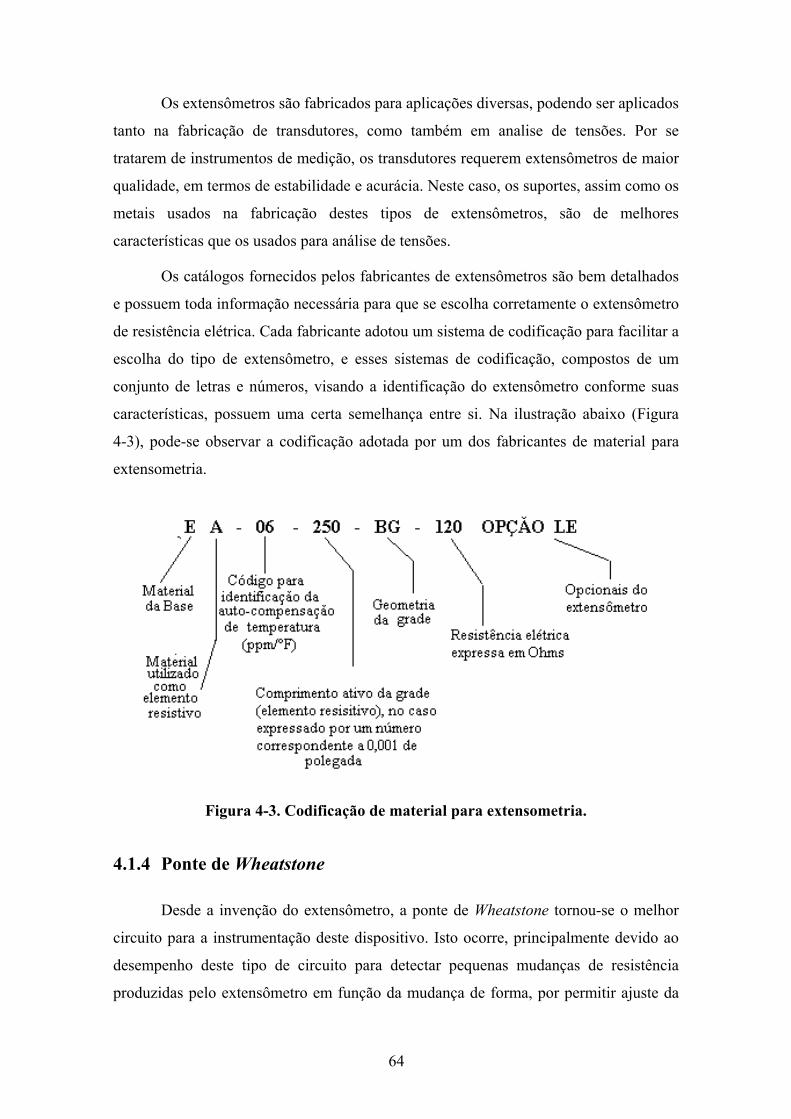
64
Os extensômetros são fabricados para aplicações diversas, podendo ser aplicados
tanto na fabricação de transdutores, como também em analise de tensões. Por se
tratarem de instrumentos de medição, os transdutores requerem extensômetros de maior
qualidade, em termos de estabilidade e acurácia. Neste caso, os suportes, assim como os
metais usados na fabricação destes tipos de extensômetros, são de melhores
características que os usados para análise de tensões.
Os catálogos fornecidos pelos fabricantes de extensômetros são bem detalhados
e possuem toda informação necessária para que se escolha corretamente o extensômetro
de resistência elétrica. Cada fabricante adotou um sistema de codificação para facilitar a
escolha do tipo de extensômetro, e esses sistemas de codificação, compostos de um
conjunto de letras e números, visando a identificação do extensômetro conforme suas
características, possuem uma certa semelhança entre si. Na ilustração abaixo (Figura
4-3), pode-se observar a codificação adotada por um dos fabricantes de material para
extensometria.
Figura 4-3. Codificação de material para extensometria.
4.1.4 Ponte de Wheatstone
Desde a invenção do extensômetro, a ponte de Wheatstone tornou-se o melhor
circuito para a instrumentação deste dispositivo. Isto ocorre, principalmente devido ao
desempenho deste tipo de circuito para detectar pequenas mudanças de resistência
produzidas pelo extensômetro em função da mudança de forma, por permitir ajuste da
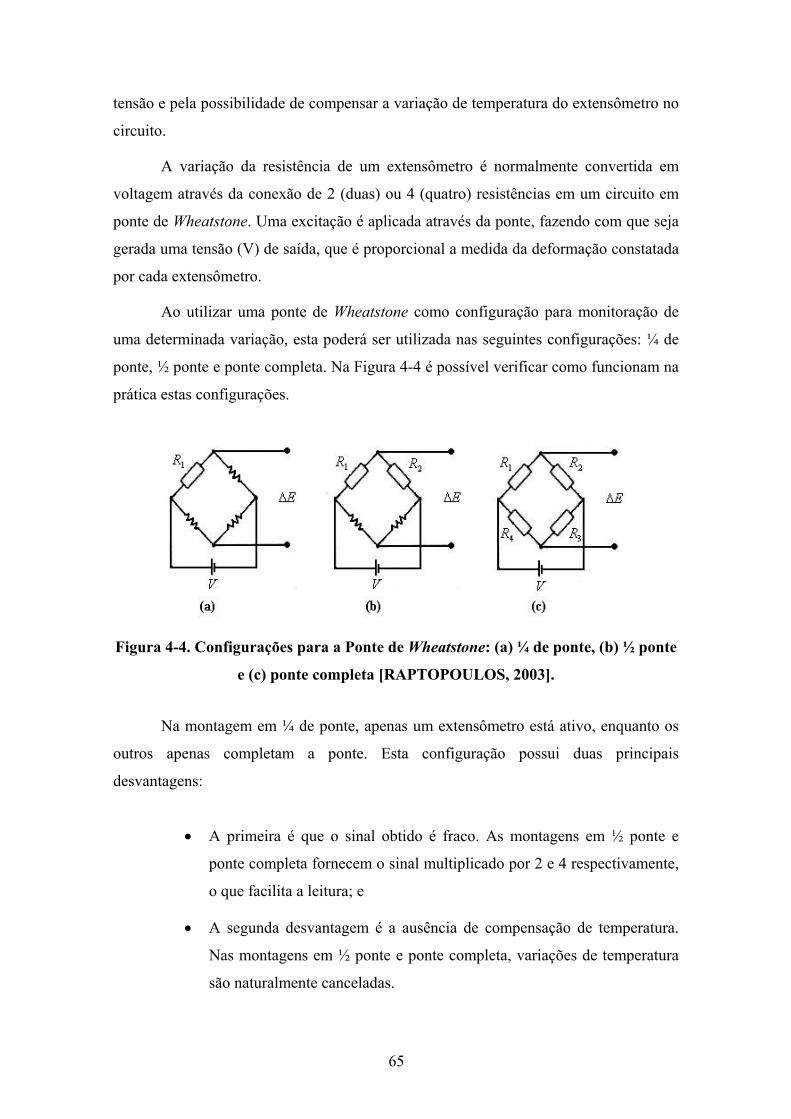
65
tensão e pela possibilidade de compensar a variação de temperatura do extensômetro no
circuito.
A variação da resistência de um extensômetro é normalmente convertida em
voltagem através da conexão de 2 (duas) ou 4 (quatro) resistências em um circuito em
ponte de Wheatstone. Uma excitação é aplicada através da ponte, fazendo com que seja
gerada uma tensão (V) de saída, que é proporcional a medida da deformação constatada
por cada extensômetro.
Ao utilizar uma ponte de Wheatstone como configuração para monitoração de
uma determinada variação, esta poderá ser utilizada nas seguintes configurações: ¼ de
ponte, ½ ponte e ponte completa. Na Figura 4-4 é possível verificar como funcionam na
prática estas configurações.
Figura 4-4. Configurações para a Ponte de Wheatstone: (a) ¼ de ponte, (b) ½ ponte
e (c) ponte completa [RAPTOPOULOS, 2003].
Na montagem em ¼ de ponte, apenas um extensômetro está ativo, enquanto os
outros apenas completam a ponte. Esta configuração possui duas principais
desvantagens:
• A primeira é que o sinal obtido é fraco. As montagens em ½ ponte e
ponte completa fornecem o sinal multiplicado por 2 e 4 respectivamente,
o que facilita a leitura; e
• A segunda desvantagem é a ausência de compensação de temperatura.
Nas montagens em ½ ponte e ponte completa, variações de temperatura
são naturalmente canceladas.
66
Enquanto balanceada, a diferença de potencial na saída da ponte de Wheatstone
é nula, entretanto, após a deformação, a resistência elétrica equivalente nos braços da
ponte de Wheatstone varia, e a diferença de potencial entre os pólos de saída da ponte,
passa a não ser nula. Com esta variação, a deformação do corpo poderá ser conhecida, e
da equação (4-3), considerando a mesma sensibilidade para todos os extensômetros,
temos a seguinte relação:
[ ]4321 εεεε4
KV∆E −+−⋅
= (4-4)
Da equação (4-4) conclui-se que os braços opostos de uma ponte de Wheatstone
se somam e os braços adjacentes se subtraem.
4.1.5 Tipos de Ligações
O aperfeiçoamento da técnica de confecção dos extensômetros possibilitou
desenvolver inúmeras formas de extensômetros, que são extremamente úteis na medição
da deformação em determinadas direções. Com isso, passaram a ser empregados em
redes complexas como as usadas em transdutores para medição de força, pressão, torque
e outras variáveis mecânicas.
Os principais transdutores construídos com extensômetros são utilizados como
células de carga, em aplicações de medição de peso e força (tração e compressão),
pressão, deslocamento, inclinação e aceleração (acelerômetros).
Transdutores são dispositivos que fornecem uma grandeza de saída que tem uma
correlação determinada com uma grandeza de entrada. No caso de uma célula de carga,
correlaciona-se deformação à tensão.
Os transdutores podem ser construídos segundo diversos tipos de elementos
elásticos. Na Figura 4-5 são apresentados alguns modelos de elementos elásticos
segundo os quais os transdutores são construídos, dependendo do tipo de aplicação a
que serão destinados.
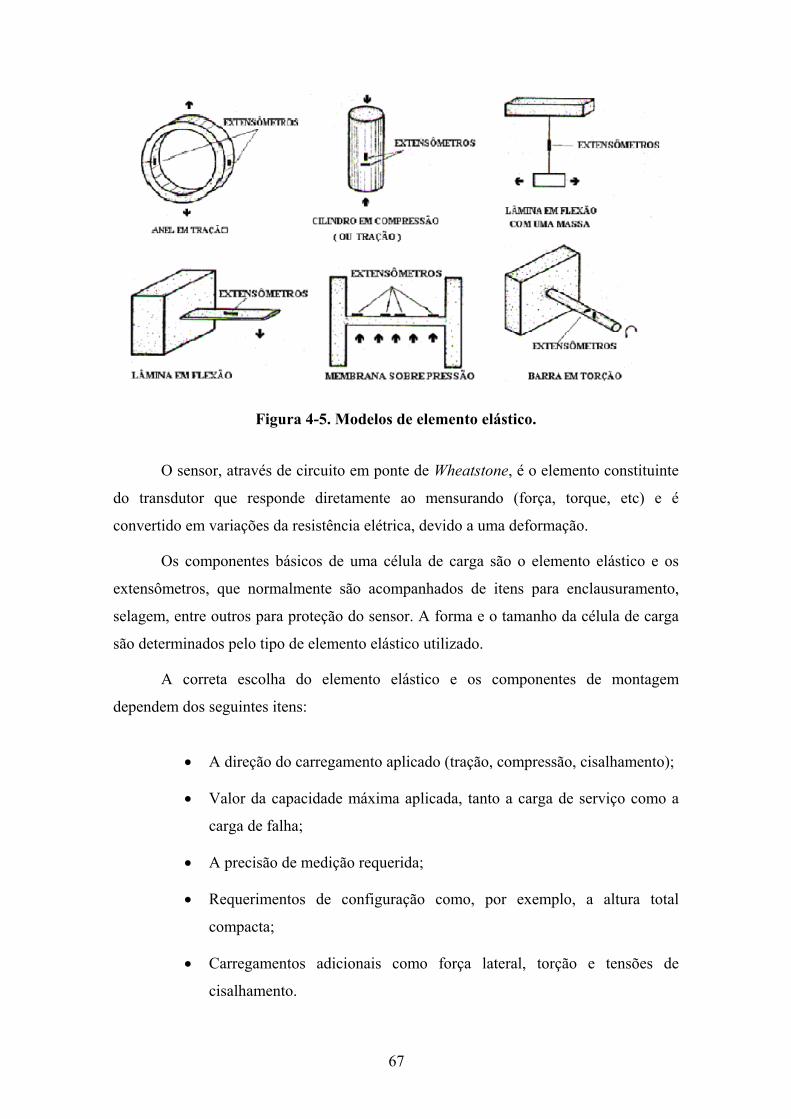
67
Figura 4-5. Modelos de elemento elástico.
O sensor, através de circuito em ponte de Wheatstone, é o elemento constituinte
do transdutor que responde diretamente ao mensurando (força, torque, etc) e é
convertido em variações da resistência elétrica, devido a uma deformação.
Os componentes básicos de uma célula de carga são o elemento elástico e os
extensômetros, que normalmente são acompanhados de itens para enclausuramento,
selagem, entre outros para proteção do sensor. A forma e o tamanho da célula de carga
são determinados pelo tipo de elemento elástico utilizado.
A correta escolha do elemento elástico e os componentes de montagem
dependem dos seguintes itens:
• A direção do carregamento aplicado (tração, compressão, cisalhamento);
• Valor da capacidade máxima aplicada, tanto a carga de serviço como a
carga de falha;
• A precisão de medição requerida;
• Requerimentos de configuração como, por exemplo, a altura total
compacta;
• Carregamentos adicionais como força lateral, torção e tensões de
cisalhamento.
68
4.2 Sistema de Monitoramento Remoto (Telemetria)
O Sistema de Monitoramento Remoto, conhecido como Telemetria, e aqui
chamado desta forma, é a transmissão, sem a utilização de cabos, e posterior recepção e
utilização dos dados provindos de uma ou múltiplas máquinas remotas (equipamentos),
distribuídas em uma área geográfica de forma pré-determinada, para o monitoramento,
medição e controle dos parâmetros. Este termo também é usado em referência aos sinais
que contêm tais dados.
As soluções de telemetria são ferramentas úteis para redução dos custos
provenientes de práticas ineficientes de monitoramento manual de equipamentos ou
para se evitar perdas de receitas, que ocorrem quando o mau funcionamento de algum
equipamento não é percebido.
Como exemplos de aplicações de Telemetria, podem ser usados sensores para a
medição de pressão, temperatura, vazão, força, torque e outros, além de dispositivos
transmissores de dados e software, necessário para adquirir os dados dos sensores, tratá-
los e enviá-los a uma ou mais estações de gerência para a realização de controle e
monitoramento.
No exemplo supracitado, as estações de gerência executariam o software, para
armazenar as informações enviadas pelos sistemas de telemetria em um banco de dados,
para poderem então ser consultadas em uma estação local, ou até mesmo remota,
através da Internet, pelas pessoas envolvidas na manutenção ou operação do
equipamento. É possível inclusive configurar o sistema de telemetria e/ou as estações de
gerência para enviar alarmes em situações consideradas mais graves.
Os segmentos de mercado com maior demanda potencial por serviços de
telemetria são: serviços de utilidade pública e leitura de medição automática, segurança
e monitoramento de alarmes, controle e monitoramento de equipamentos industriais,
dutos e tanques, máquinas dispensadoras, caixas eletrônicos, e monitoramento em geral.
Nas figuras seguintes (Figura 4-6 e Figura 4-7), é possível observar exemplos de
aplicação de um sistema com transmissão por telemetria, em um propulsor de aeronave
e em roda de trem respectivamente.
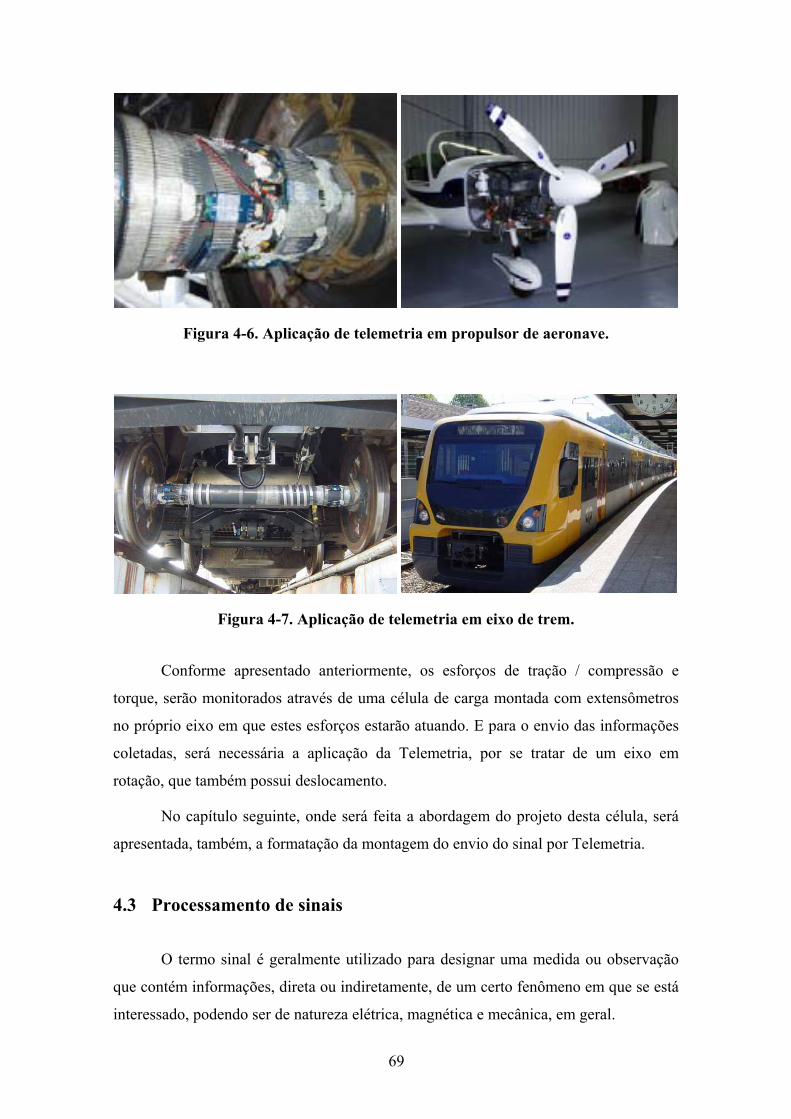
69
Figura 4-6. Aplicação de telemetria em propulsor de aeronave.
Figura 4-7. Aplicação de telemetria em eixo de trem.
Conforme apresentado anteriormente, os esforços de tração / compressão e
torque, serão monitorados através de uma célula de carga montada com extensômetros
no próprio eixo em que estes esforços estarão atuando. E para o envio das informações
coletadas, será necessária a aplicação da Telemetria, por se tratar de um eixo em
rotação, que também possui deslocamento.
No capítulo seguinte, onde será feita a abordagem do projeto desta célula, será
apresentada, também, a formatação da montagem do envio do sinal por Telemetria.
4.3 Processamento de sinais
O termo sinal é geralmente utilizado para designar uma medida ou observação
que contém informações, direta ou indiretamente, de um certo fenômeno em que se está
interessado, podendo ser de natureza elétrica, magnética e mecânica, em geral.
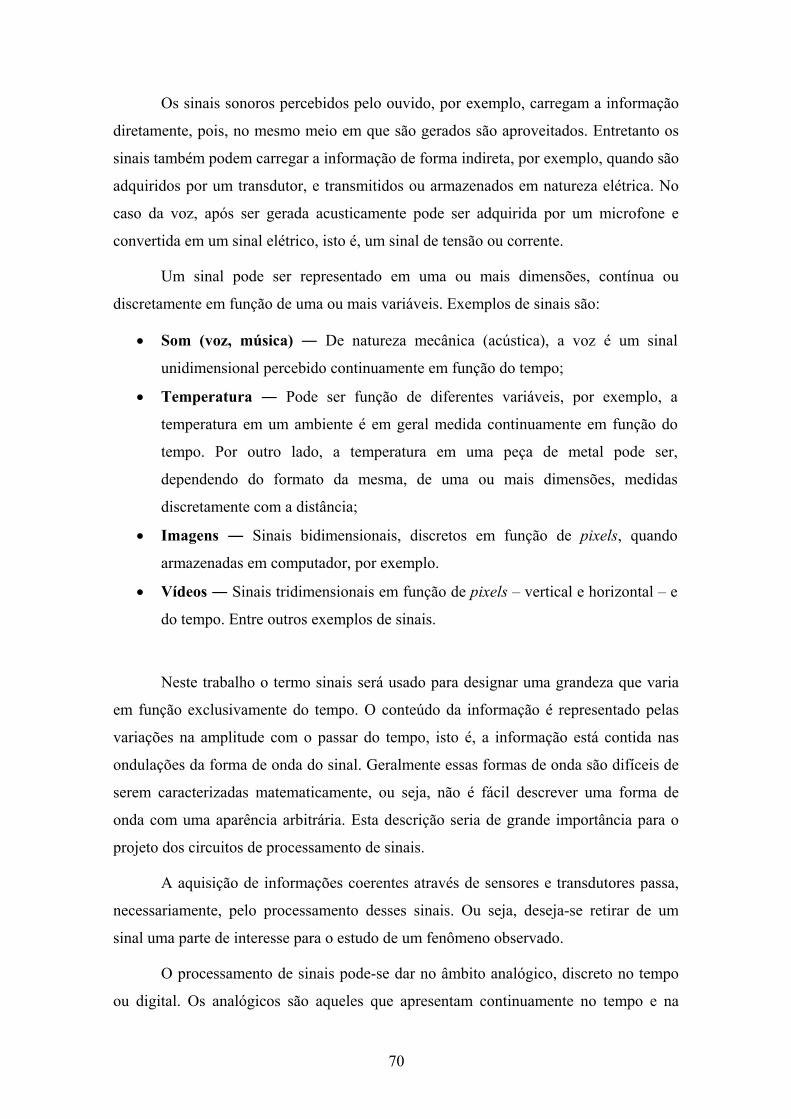
70
Os sinais sonoros percebidos pelo ouvido, por exemplo, carregam a informação
diretamente, pois, no mesmo meio em que são gerados são aproveitados. Entretanto os
sinais também podem carregar a informação de forma indireta, por exemplo, quando são
adquiridos por um transdutor, e transmitidos ou armazenados em natureza elétrica. No
caso da voz, após ser gerada acusticamente pode ser adquirida por um microfone e
convertida em um sinal elétrico, isto é, um sinal de tensão ou corrente.
Um sinal pode ser representado em uma ou mais dimensões, contínua ou
discretamente em função de uma ou mais variáveis. Exemplos de sinais são:
• Som (voz, música) ― De natureza mecânica (acústica), a voz é um sinal
unidimensional percebido continuamente em função do tempo;
• Temperatura ― Pode ser função de diferentes variáveis, por exemplo, a
temperatura em um ambiente é em geral medida continuamente em função do
tempo. Por outro lado, a temperatura em uma peça de metal pode ser,
dependendo do formato da mesma, de uma ou mais dimensões, medidas
discretamente com a distância;
• Imagens ― Sinais bidimensionais, discretos em função de pixels, quando
armazenadas em computador, por exemplo.
• Vídeos ― Sinais tridimensionais em função de pixels – vertical e horizontal – e
do tempo. Entre outros exemplos de sinais.
Neste trabalho o termo sinais será usado para designar uma grandeza que varia
em função exclusivamente do tempo. O conteúdo da informação é representado pelas
variações na amplitude com o passar do tempo, isto é, a informação está contida nas
ondulações da forma de onda do sinal. Geralmente essas formas de onda são difíceis de
serem caracterizadas matematicamente, ou seja, não é fácil descrever uma forma de
onda com uma aparência arbitrária. Esta descrição seria de grande importância para o
projeto dos circuitos de processamento de sinais.
A aquisição de informações coerentes através de sensores e transdutores passa,
necessariamente, pelo processamento desses sinais. Ou seja, deseja-se retirar de um
sinal uma parte de interesse para o estudo de um fenômeno observado.
O processamento de sinais pode-se dar no âmbito analógico, discreto no tempo
ou digital. Os analógicos são aqueles que apresentam continuamente no tempo e na
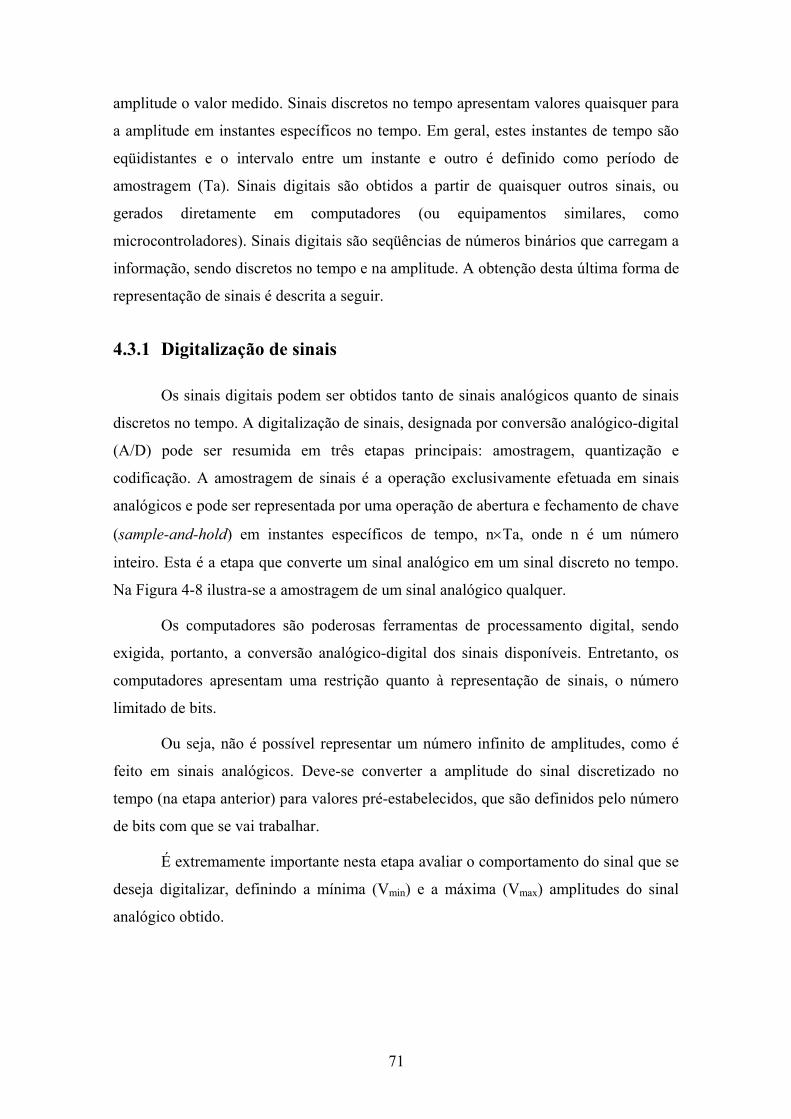
71
amplitude o valor medido. Sinais discretos no tempo apresentam valores quaisquer para
a amplitude em instantes específicos no tempo. Em geral, estes instantes de tempo são
eqüidistantes e o intervalo entre um instante e outro é definido como período de
amostragem (Ta). Sinais digitais são obtidos a partir de quaisquer outros sinais, ou
gerados diretamente em computadores (ou equipamentos similares, como
microcontroladores). Sinais digitais são seqüências de números binários que carregam a
informação, sendo discretos no tempo e na amplitude. A obtenção desta última forma de
representação de sinais é descrita a seguir.
4.3.1 Digitalização de sinais
Os sinais digitais podem ser obtidos tanto de sinais analógicos quanto de sinais
discretos no tempo. A digitalização de sinais, designada por conversão analógico-digital
(A/D) pode ser resumida em três etapas principais: amostragem, quantização e
codificação. A amostragem de sinais é a operação exclusivamente efetuada em sinais
analógicos e pode ser representada por uma operação de abertura e fechamento de chave
(sample-and-hold) em instantes específicos de tempo, n×Ta, onde n é um número
inteiro. Esta é a etapa que converte um sinal analógico em um sinal discreto no tempo.
Na Figura 4-8 ilustra-se a amostragem de um sinal analógico qualquer.
Os computadores são poderosas ferramentas de processamento digital, sendo
exigida, portanto, a conversão analógico-digital dos sinais disponíveis. Entretanto, os
computadores apresentam uma restrição quanto à representação de sinais, o número
limitado de bits.
Ou seja, não é possível representar um número infinito de amplitudes, como é
feito em sinais analógicos. Deve-se converter a amplitude do sinal discretizado no
tempo (na etapa anterior) para valores pré-estabelecidos, que são definidos pelo número
de bits com que se vai trabalhar.
É extremamente importante nesta etapa avaliar o comportamento do sinal que se
deseja digitalizar, definindo a mínima (Vmin) e a máxima (Vmax) amplitudes do sinal
analógico obtido.
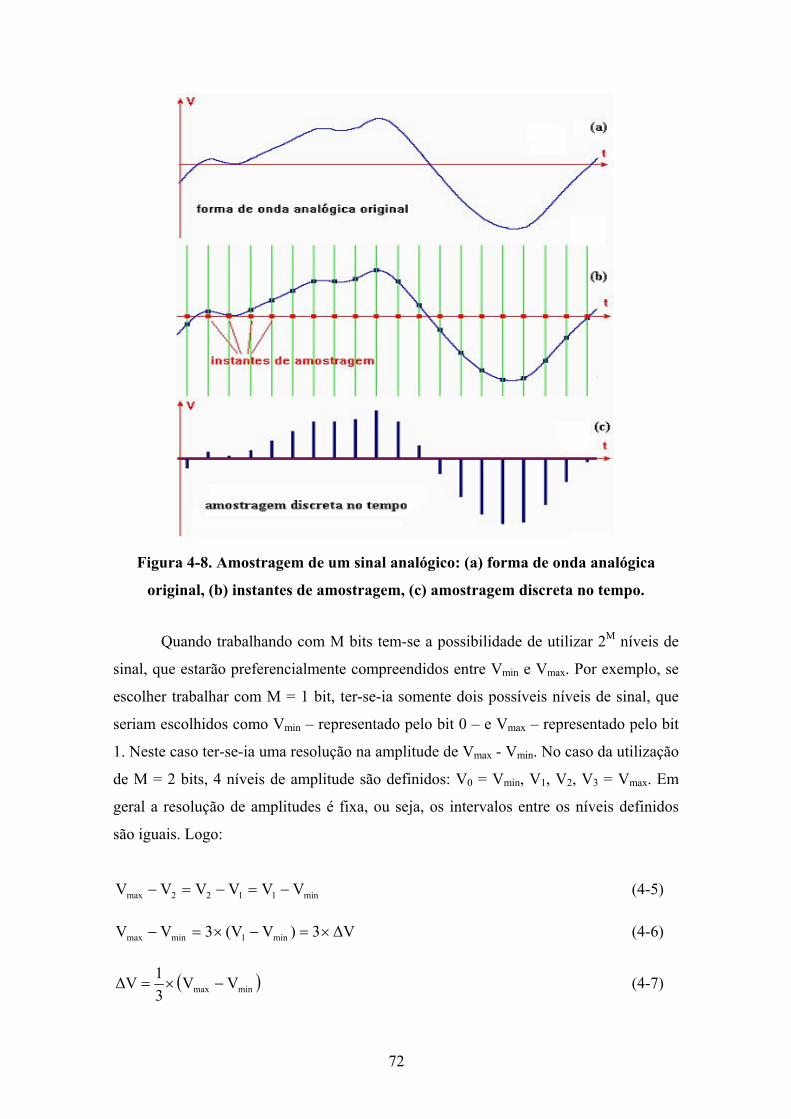
72
Figura 4-8. Amostragem de um sinal analógico: (a) forma de onda analógica
original, (b) instantes de amostragem, (c) amostragem discreta no tempo.
Quando trabalhando com M bits tem-se a possibilidade de utilizar 2M níveis de
sinal, que estarão preferencialmente compreendidos entre Vmin e Vmax. Por exemplo, se
escolher trabalhar com M = 1 bit, ter-se-ia somente dois possíveis níveis de sinal, que
seriam escolhidos como Vmin – representado pelo bit 0 – e Vmax – representado pelo bit
1. Neste caso ter-se-ia uma resolução na amplitude de Vmax - Vmin. No caso da utilização
de M = 2 bits, 4 níveis de amplitude são definidos: V0 = Vmin, V1, V2, V3 = Vmax. Em
geral a resolução de amplitudes é fixa, ou seja, os intervalos entre os níveis definidos
são iguais. Logo:
min1122max VVVVVV −=−=− (4-5)
∆V3)V(V3VV min1minmax ×=−×=− (4-6)
( )minmax VV31∆V −×= (4-7)
73
E, portanto, V1 = Vmin + ∆V e V2 = Vmin + 2×∆V. Generalizando para um
número M qualquer de bits, tem-se:
( )minmaxM VV12
1∆V −×−
= (4-8)
10,1,...,2i∆V,iVV M
mini −=×+= (4-9)
Para uma vasta gama de aplicações deseja-se que Vmin = - Vmax. Quando isto for
desejado, a amplitude zero estará fora do conjunto de níveis discretos para a amplitude,
contudo haverá mesmo número de níveis para a representação das amplitudes positivas
e negativas [HAYKIN]. Quando forçada a utilização do nível de amplitude zero haverá
um número superior em uma unidade em uma das faixas – positiva ou negativa. Ambas
as formas de divisão de níveis são encontradas na prática, entretanto, consideremos o
primeiro caso, com igual distribuição de níveis, por simplicidade.
A quantização do sinal, ou em outras palavras, a discretização da amplitude do
sinal, é a etapa que aproxima as amplitudes obtidas na discretização temporal do sinal
para os níveis pré-estabelecidos pelo método acima (lembrando que as amplitudes do
sinal discreto no tempo podem assumir número infinito de valores). Existem diferentes
regras para a quantização do sinal, entretanto existe uma que minimiza o erro de
quantização – fator que deteriora o sinal digitalizado [HAYKIN]. Dada a amplitude a se
discretizar, o método consiste em procurar o nível Vi mais próximo e aproximá-lo.
Neste caso, o erro máximo de quantização é dado por ∆/2. O exemplo a seguir ilustra a
etapa de quantização.
Exemplo 1: Seja o sinal xa(nTa) discreto no tempo, definido para uma faixa de
valores de ±1,5 Volt, o qual deseja-se quantizar utilizando 2 bits. Na figura 4-9, a
ilustração superior mostra o sinal xa(nTa) nos primeiros 10 instantes de tempo (n = 0, 1,
..., 9). A ilustração inferior da figura 4-9 apresenta o sinal quantizado xQ(nTa), com as
características propostas. As linhas tracejadas mostram os níveis quantizados, e as
linhas pontilhadas mostram os níveis de decisão do quantizador (A, B, C). As tomadas
de decisão são definidas por:
• -∞ < xa(nTa) ≤ C ⇒ xQ(nTa) = V0;
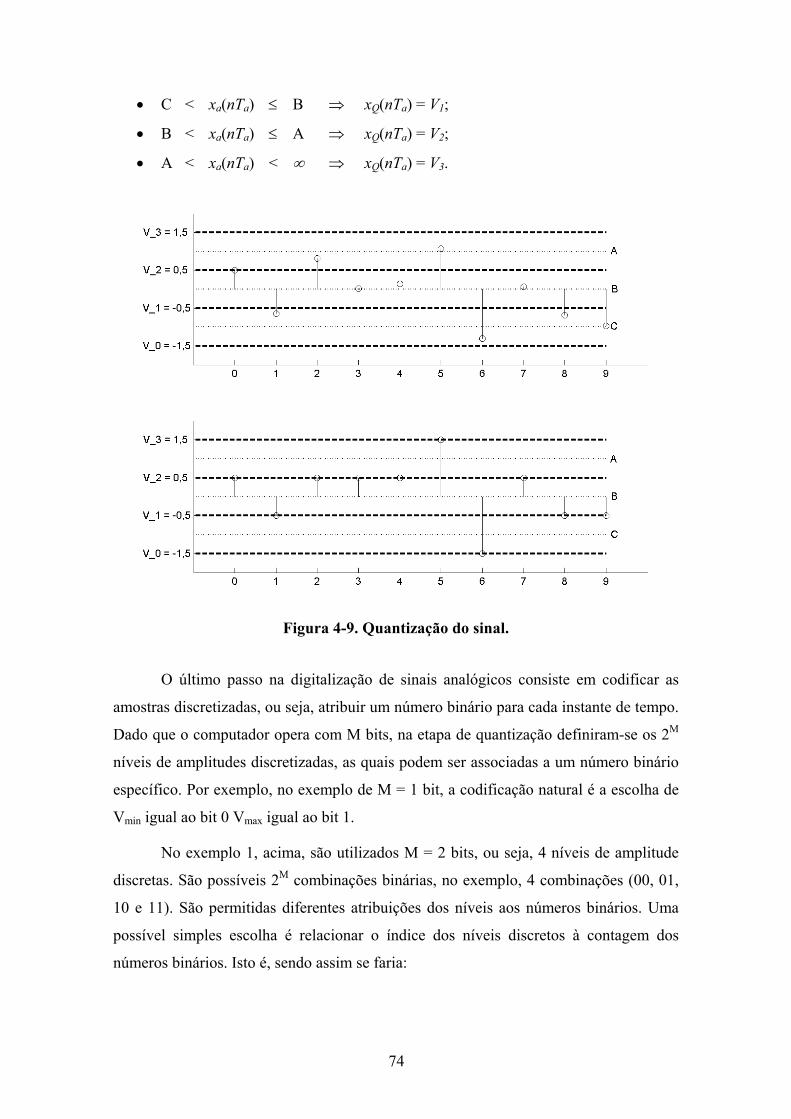
74
• C < xa(nTa) ≤ B ⇒ xQ(nTa) = V1;
• B < xa(nTa) ≤ A ⇒ xQ(nTa) = V2;
• A < xa(nTa) < ∞ ⇒ xQ(nTa) = V3.
Figura 4-9. Quantização do sinal.
O último passo na digitalização de sinais analógicos consiste em codificar as
amostras discretizadas, ou seja, atribuir um número binário para cada instante de tempo.
Dado que o computador opera com M bits, na etapa de quantização definiram-se os 2M
níveis de amplitudes discretizadas, as quais podem ser associadas a um número binário
específico. Por exemplo, no exemplo de M = 1 bit, a codificação natural é a escolha de
Vmin igual ao bit 0 Vmax igual ao bit 1.
No exemplo 1, acima, são utilizados M = 2 bits, ou seja, 4 níveis de amplitude
discretas. São possíveis 2M combinações binárias, no exemplo, 4 combinações (00, 01,
10 e 11). São permitidas diferentes atribuições dos níveis aos números binários. Uma
possível simples escolha é relacionar o índice dos níveis discretos à contagem dos
números binários. Isto é, sendo assim se faria:
75
• V0 ⇒ 00
• V1 ⇒ 01
• V2 ⇒ 10
• V3 ⇒ 11
Esta regra pode ser utilizada para qualquer valor de M. Existem outros métodos
de codificação, mas o interesse aqui é apenas para ilustração. O sinal apresentado no
exemplo 1 acima seria, então, representado digitalmente como a seqüência de bits
abaixo:
xD = 10 01 10 10 10 11 00 10 01 01
Todos os procedimentos para a digitalização do sinal foram mostrados, partindo
do sinal analógico até a obtenção do sinal digital. Caso se deseje obter o sinal analógico,
fazendo o sentido inverso de conversão, ou seja, efetuar a conversão digital-analógico
(D/A), parte-se da seqüência de bits, relacionando cada número binário ao nível de
amplitude correspondente. A última etapa deste processo é reter a amostra do tempo
nTa por todos os instantes de tempo no intervalo [nTa (n+1)Ta), através de um retentor,
por exemplo, de ordem zero (ZOH – zero-order holder).
Como se pode notar, não é possível obter o sinal analógico original na saída
desta conversão, obtendo um sinal aproximado ao da entrada do processo. A escolha
dos parâmetros da conversão A/D é que determina a qualidade da aproximação do sinal
convertido. Pode-se concluir que quanto maior o número de bits melhor a aproximação,
pois se aumenta a resolução de amplitudes. Se fosse possível utilizar um número infinito
de bits a aproximação seria perfeita. Entretanto questões de processamento, como
velocidade e complexidade, assim como armazenamento dos sinais, restringem a
escolha do número de bits.
Uma forma básica de modulação do pulso digital é conhecida como PCM
(pulse-code modulation), onde o sinal é representado de forma discreta, tanto no tempo
como na amplitude. Esta forma de representação do sinal permite a transmissão deste
como uma seqüência de pulsos binários codificados.
76
Neste trabalho são consideradas conversões utilizando 12 bits (4096 níveis de
amplitude), o que se mostrará suficiente para a aplicação em questão.
Fundamentos teóricos complementares podem ser obtidos em [HAYKIN, S.,
Modern Filters. MacMillan, 1989].
4.3.2 Supressão de ruído
Como mencionado no início da seção, em muitos casos são utilizados
transdutores para a aquisição de um sinal de natureza qualquer e transformação em
sinais elétricos. Em geral, em quase a totalidade das aplicações práticas a aquisição do
sinal é acompanhada de aquisição de ruídos e interferência, deteriorando o sinal e
dificultando o processamento dos mesmos.
Nestes casos, faz-se necessário um pré-processamento do sinal de forma a
prepará-lo para a extração das informações originais. Existem diversas formas de pré-
processamento – também chamado de condicionamento de sinais – para um
processamento mais eficiente e rápido. Uma forma de pré-processamento de sinais é a
supressão de ruído, também chamada de denoising.
É importante ter um conhecimento, ao menos superficial, do ruído com o qual se
trabalhará. Em geral, pode-se generalizar para um ruído considerado aditivo, ou seja,
que pode ser relacionado com os sinais de interesse e adquirido por:
x(t) = s(t) + n(t) (4-10)
onde: s(t) é o sinal de interesse, que se desejaria medir isoladamente; n(t) é o ruído
aditivo; e x(t) é o sinal aquisitado.
É comum assumir que o ruído aditivo seja branco e gaussiano (AWGN – aditive
white gaussian noise). A designação de ruído branco deve-se ao fato de apresentar
composição espectral plana para todas as freqüências, da mesma forma como a cor
branca apresenta todos os espectros de luz na faixa visível. Esta aproximação é válida
mesmo que o ruído não seja propriamente branco, mas apresente o espectro plano em
uma faixa de freqüências maior do que a freqüência de amostragem do sistema.
77
O ruído é gaussiano quando apresenta uma função distribuição de probabilidades
que segue uma curva gaussiana (ou normal). Pelo Teorema do Limite Central
[HAYKIN], quando existem várias fontes de ruído atuando de forma independente e
contribuindo para a adição de ruído ao sinal aquisitado, pode-se então assumir que n(t)
apresenta uma distribuição de probabilidades gaussiana.
Em aquisição de sinais usando transdutores entende-se um canal como um ponto
de acesso à informação. Isto é, cada sensor (ou conjunto) significa um canal. Por
exemplo, no caso de gravação de voz, cada microfone gera um sinal diferente, sendo
estes designados como canais.
Existem diferentes técnicas de supressão de ruído, estando elas divididas em
dois grandes grupos. No primeiro grupo estão as técnicas que exigem um conhecimento
prévio das características do sinal, permitindo, portanto, que seja utilizado apenas um
canal de obtenção do sinal corrompido. Alguns exemplos deste grupo são a
transformada wavelet, subtração espectral e filtro de Wiener. No segundo grupo estão os
algoritmos que utilizam dois ou mais canais de informação, entre os quais cita-se
filtragem adaptativa de sinais e análise de componentes independentes (ICA –
independent component analysis).
O segundo grupo de técnicas de supressão de ruído apresenta desvantagem em
custo de instalação. Entretanto, como mencionado anteriormente, não é necessário um
estudo prévio do sinal ou ruído que serão encontrados. Além disso, são mais robustos
quanto a mudanças nas características das condições de trabalho – mudança nas
estatísticas dos sinais. E por fim, são, em geral, menos custosos computacionalmente,
sendo mais facilmente implementados em aplicações de tempo real. Estas características
serão levadas em consideração quando da escolha pelo método mais eficiente.
Os fundamentos teóricos relacionados a processamentos de sinais, necessários
para se entender tais métodos, podem ser encontrados em [HAYKIN, S., Modern filters.
MacMillan, 1989] e [DINIZ, P. S. R., SILVA, E. A. B. e NETTO, S. L., Digital signal
processing, Cambridge University Press, 2002].
Como o objetivo aqui não é estudar cada método existente, mas sim, apontar
aquele que será utilizado, nesta seção, apenas como ilustração, será apresentada a
Tabela 4-1, contendo as principais vantagens e desvantagens de cada método, e em
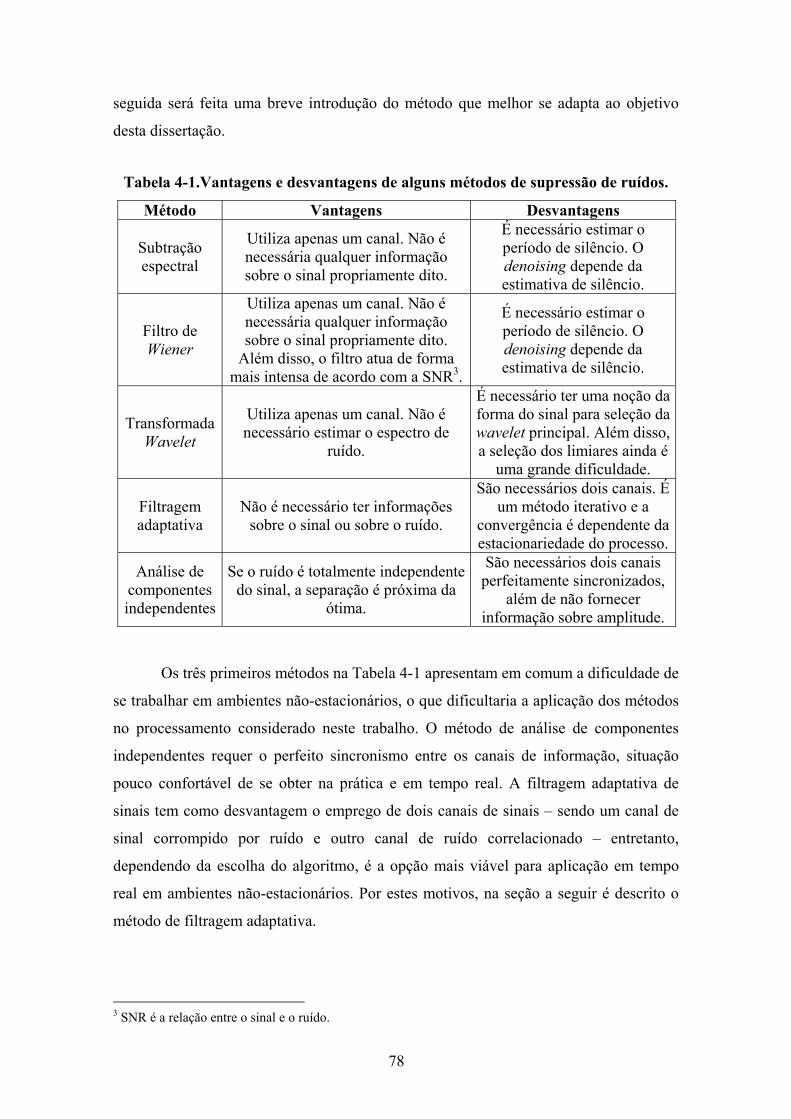
78
seguida será feita uma breve introdução do método que melhor se adapta ao objetivo
desta dissertação.
Tabela 4-1.Vantagens e desvantagens de alguns métodos de supressão de ruídos.
Método Vantagens Desvantagens
Subtração espectral
Utiliza apenas um canal. Não é necessária qualquer informação sobre o sinal propriamente dito.
É necessário estimar o período de silêncio. O denoising depende da estimativa de silêncio.
Filtro de Wiener
Utiliza apenas um canal. Não é necessária qualquer informação sobre o sinal propriamente dito.
Além disso, o filtro atua de forma mais intensa de acordo com a SNR3.
É necessário estimar o período de silêncio. O denoising depende da estimativa de silêncio.
Transformada Wavelet
Utiliza apenas um canal. Não é necessário estimar o espectro de
ruído.
É necessário ter uma noção da forma do sinal para seleção da wavelet principal. Além disso, a seleção dos limiares ainda é
uma grande dificuldade.
Filtragem adaptativa
Não é necessário ter informações sobre o sinal ou sobre o ruído.
São necessários dois canais. É um método iterativo e a
convergência é dependente da estacionariedade do processo.
Análise de componentes independentes
Se o ruído é totalmente independente do sinal, a separação é próxima da
ótima.
São necessários dois canais perfeitamente sincronizados,
além de não fornecer informação sobre amplitude.
Os três primeiros métodos na Tabela 4-1 apresentam em comum a dificuldade de
se trabalhar em ambientes não-estacionários, o que dificultaria a aplicação dos métodos
no processamento considerado neste trabalho. O método de análise de componentes
independentes requer o perfeito sincronismo entre os canais de informação, situação
pouco confortável de se obter na prática e em tempo real. A filtragem adaptativa de
sinais tem como desvantagem o emprego de dois canais de sinais – sendo um canal de
sinal corrompido por ruído e outro canal de ruído correlacionado – entretanto,
dependendo da escolha do algoritmo, é a opção mais viável para aplicação em tempo
real em ambientes não-estacionários. Por estes motivos, na seção a seguir é descrito o
método de filtragem adaptativa.
3 SNR é a relação entre o sinal e o ruído.
79
4.3.3 Filtragem adaptativa
Os filtros adaptativos são programáveis por um algoritmo numérico que realiza
um processo de otimização de acordo com uma figura de mérito especificada. O
trabalho em filtragem adaptativa envolve o estudo de algoritmos e de estruturas de
filtragem de forma a melhorar o desempenho dos sistemas adaptativos existentes.
Na implementação de filtros adaptativos, busca-se um alto nível de
cancelamento do sinal de erro, associado a maior velocidade possível de convergência.
Áreas de aplicação de filtragem adaptativa incluem a identificação de sistemas físicos, o
cancelamento de ecos em sistemas de comunicação, o cancelamento de interferências, a
codificação de sinais e o controle ativo de ruído acústico e de vibrações.
O sinal de vibração, por exemplo, tomado em algum ponto de um determinado
equipamento, será a soma das respostas vibratórias da estrutura deste equipamento às
diferentes freqüências dos esforços excitadores, atrapalhando a aquisição de um sinal
desejado. Este sinal pode ser caracterizado, e o ruído proveniente da vibração pode ser
extraído (ou minimizado) do sinal coletado, para que se obtenha um sinal “limpo”.
Esse método faz parte do conjunto de métodos denominados multicanal. Esse
nome é justificado pelo fato de ser necessário ter acesso a mais de um sinal de
informação (e não apenas ao sinal corrompido, como nos outros métodos mencionados).
A idéia deste método é, ao invés de tentar impedir a captura do ruído que corrompe o
sinal, permitir que o sinal seja capturado com ruído, capturando também em um outro
sensor outro ruído que tenha alguma correlação com o primeiro. Dessa forma, espera-se
que este segundo ruído forneça alguma informação que possibilite a identificação e
remoção do primeiro, restaurando o sinal de interesse e obtendo-se um resultado melhor
do que aquele que seria obtido ao não se permitir a captura do ruído.
O projeto de filtros digitais com coeficientes fixos requer conhecimento prévio
das especificações de funcionamento do sistema. Entretanto, em muitas aplicações as
especificações não são conhecidas ou são variantes no tempo, como ocorre na supressão
de ruído. Estes casos requerem a aplicação de filtros com coeficientes variáveis,
chamados filtros adaptativos.
O ambiente de filtragem adaptativa baseia-se no esquema mostrado na Figura
4-10, onde k é o número da iteração – amostra, x(k) é o sinal de entrada, y(k) é o sinal
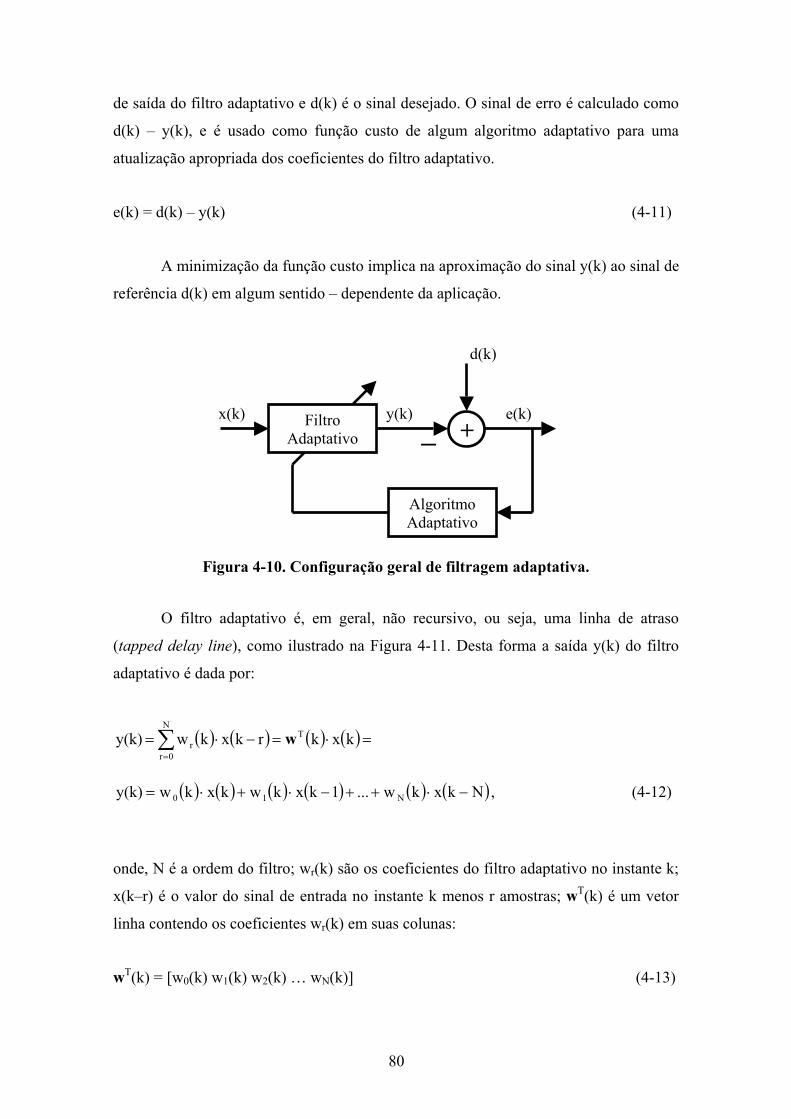
80
de saída do filtro adaptativo e d(k) é o sinal desejado. O sinal de erro é calculado como
d(k) – y(k), e é usado como função custo de algum algoritmo adaptativo para uma
atualização apropriada dos coeficientes do filtro adaptativo.
e(k) = d(k) – y(k) (4-11)
A minimização da função custo implica na aproximação do sinal y(k) ao sinal de
referência d(k) em algum sentido – dependente da aplicação.
Figura 4-10. Configuração geral de filtragem adaptativa.
O filtro adaptativo é, em geral, não recursivo, ou seja, uma linha de atraso
(tapped delay line), como ilustrado na Figura 4-11. Desta forma a saída y(k) do filtro
adaptativo é dada por:
( ) ( ) ( ) ( ) =⋅=−⋅= ∑=
kxkrkxkwy(k) TN
0rr w
( ) ( ) ( ) ( ) ( ) ( )Nkxkw...1kxkwkxkwy(k) N10 −⋅++−⋅+⋅= , (4-12)
onde, N é a ordem do filtro; wr(k) são os coeficientes do filtro adaptativo no instante k;
x(k–r) é o valor do sinal de entrada no instante k menos r amostras; wT(k) é um vetor
linha contendo os coeficientes wr(k) em suas colunas:
wT(k) = [w0(k) w1(k) w2(k) … wN(k)] (4-13)
Algoritmo Adaptativo
+Filtro Adaptativo
x(k) y(k)
d(k)
e(k)
–
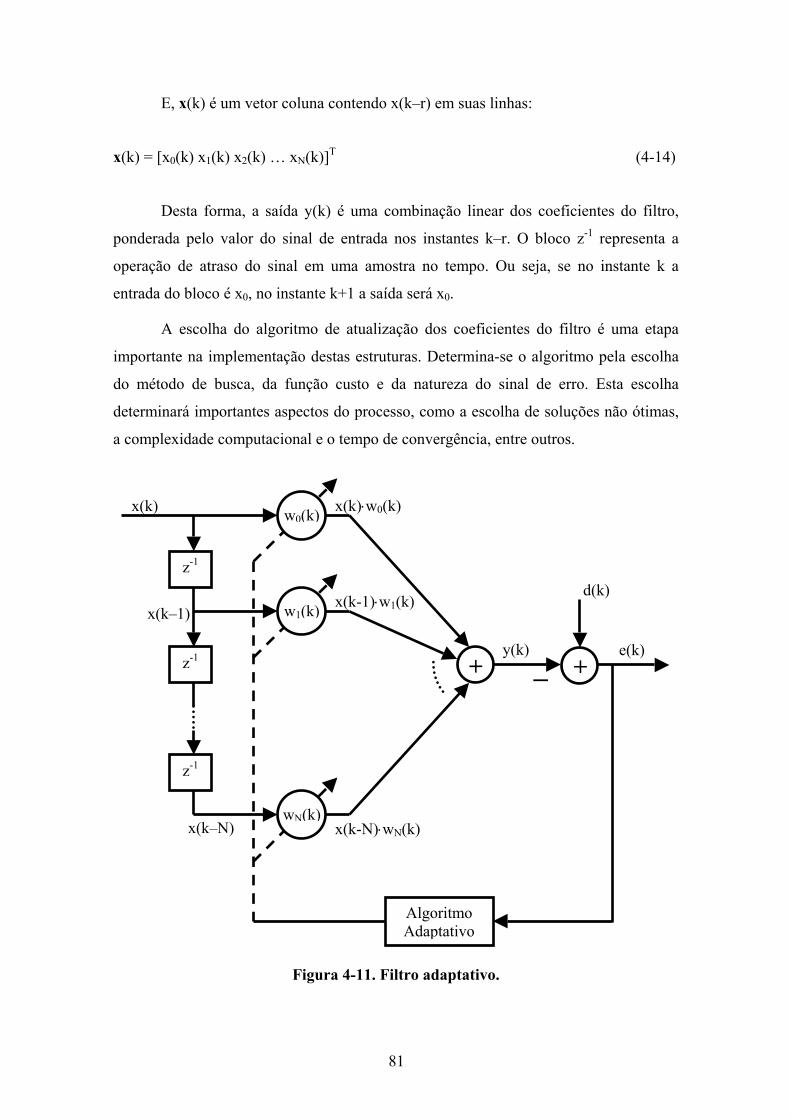
81
E, x(k) é um vetor coluna contendo x(k–r) em suas linhas:
x(k) = [x0(k) x1(k) x2(k) … xN(k)]T (4-14)
Desta forma, a saída y(k) é uma combinação linear dos coeficientes do filtro,
ponderada pelo valor do sinal de entrada nos instantes k–r. O bloco z-1 representa a
operação de atraso do sinal em uma amostra no tempo. Ou seja, se no instante k a
entrada do bloco é x0, no instante k+1 a saída será x0.
A escolha do algoritmo de atualização dos coeficientes do filtro é uma etapa
importante na implementação destas estruturas. Determina-se o algoritmo pela escolha
do método de busca, da função custo e da natureza do sinal de erro. Esta escolha
determinará importantes aspectos do processo, como a escolha de soluções não ótimas,
a complexidade computacional e o tempo de convergência, entre outros.
Figura 4-11. Filtro adaptativo.
wN(k)
z-1
z-1
z-1
+
x(k)
y(k)
x(k–1)
x(k–N)
x(k)⋅w0(k)
x(k-1)⋅w1(k)
x(k-N)⋅wN(k)
Algoritmo Adaptativo
+
d(k)
e(k)
w0(k)
w1(k)
–
82
4.3.3.1 Filtro de Wiener Ótimo
Comumente se utiliza como função custo em filtragem adaptativa o erro médio
quadrático MSE (mean square error), definido como:
F(e(k)) = ξ(k) = E[e2(k)] = E[(d(k) – y(k))2] =
= E[d2(k) – 2d(k)y(k) + y2(k)] (4-15)
A equação pode ser reescrita como:
ξ(k) = E[d2(k) – 2d(k)wT(k)x(k) + wT(k)x(k)xT(k)w(k)] =
= E[d2(k)] – 2 E[d(k)wT(k)x(k)] + E[wT(k)x(k)xT(k)w(k)] (4-16)
Levando-se em conta que o valor esperado do produto4 (E[v]) de uma constante
por uma variável aleatória (VA) é igual ao produto da constante pelo valor esperado da
VA, e também que o valor esperado da soma de duas VA’s é a soma dos valores
esperados de cada uma VA. Se v1 e v2 são duas variáveis aleatórias e α uma constante,
então:
E[α⋅v1] = α⋅E[ v1 ] (4-17)
E[ v1 + v2 ] = E[ v1 ] + E[ v2 ] (4-18)
Por ora, considera-se o filtro ótimo que minimiza a função custo, com
coeficientes fixos w. Neste caso, w é uma constante dentro do valor esperado, e então a
função custo se reduz a:
ξ(k) = E[d2(k)] – 2 wT E[d(k) x(k)] + wT E[x(k)xT(k)] w =
= E[d2(k)] – 2 wTp + wT R w, (4-19)
4 E[v] denota o valor esperado da variável aleatória v.
83
onde: p é o vetor de correlação cruzada entre o sinal desejado e o sinal de entrada e R é
a matriz de autocorrelação do sinal de entrada, podendo-se equacioná-los da seguinte
forma:
p = E[d(k) x(k)] (4-20)
R = E[x(k)xT(k)] (4-21)
Supondo conhecidos p e R, tem-se que o gradiente da função custo em relação
aos coeficientes do filtro é dado por:
T
∂∂
∂∂
∂∂
=∂∂
=N10 wξ
wξ
wξξ
Lw
gw (4-22)
Rwpg w 2-2 += (4-23)
Igualando o gradiente a zero, para obter o mínimo da função, e assumindo R não
singular5 chega-se aos coeficientes do filtro que minimiza a função custo:
pRw0
1−= (4-24)
Esta é chamada de solução ótima de Wiener. Entretanto, infelizmente não se têm
na prática a matriz R e o vetor p por indisponibilidade das estatísticas do sinal durante
todo o tempo de funcionamento do processo. Por outro lado, é possível utilizar médias
temporais para estimar R e p, o que é implicitamente efetuado por algoritmos
adaptativos, que serão explicados adiante.
Os algoritmos adaptativos podem utilizar diferentes métodos de busca da
solução ótima, entre eles o método de Newton e o método steepest-descent. Neste
último caso, utiliza-se apenas o gradiente da função custo ou uma estimativa do
gradiente para a atualização dos coeficientes do filtro. Os algoritmos considerados neste
5 Uma matriz não singular apresenta determinante diferente de zero.
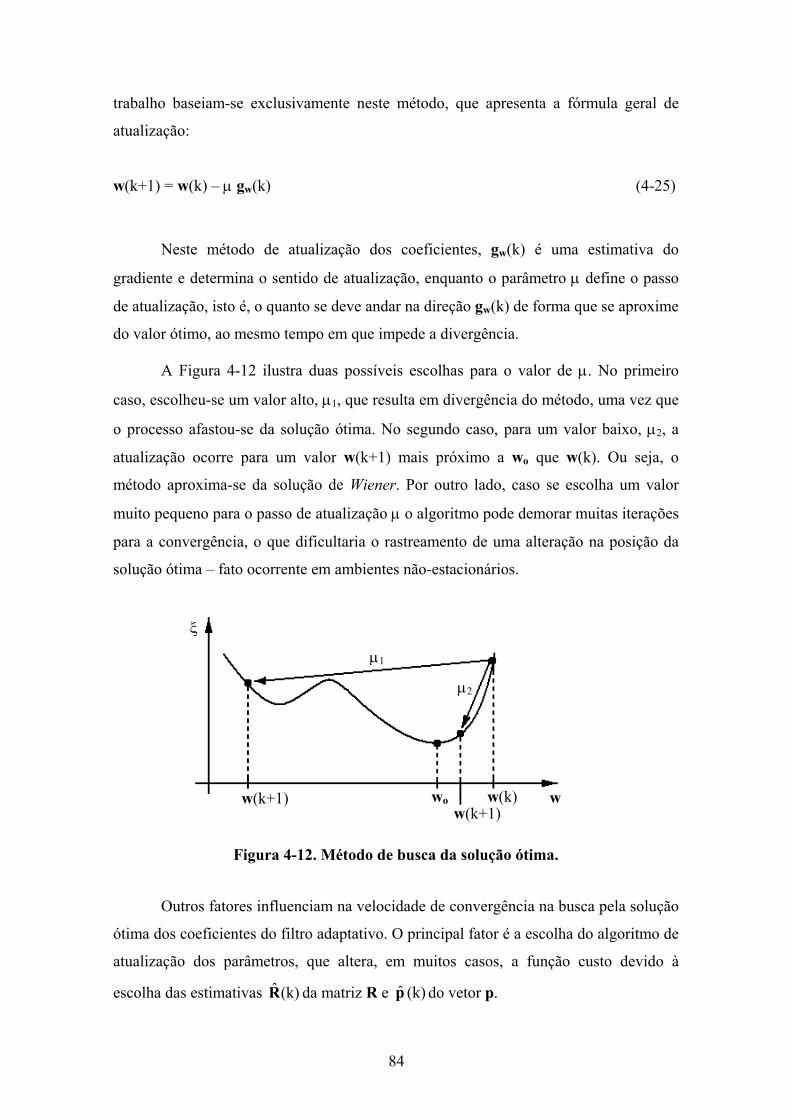
84
trabalho baseiam-se exclusivamente neste método, que apresenta a fórmula geral de
atualização:
w(k+1) = w(k) – µ gw(k) (4-25)
Neste método de atualização dos coeficientes, gw(k) é uma estimativa do
gradiente e determina o sentido de atualização, enquanto o parâmetro µ define o passo
de atualização, isto é, o quanto se deve andar na direção gw(k) de forma que se aproxime
do valor ótimo, ao mesmo tempo em que impede a divergência.
A Figura 4-12 ilustra duas possíveis escolhas para o valor de µ. No primeiro
caso, escolheu-se um valor alto, µ1, que resulta em divergência do método, uma vez que
o processo afastou-se da solução ótima. No segundo caso, para um valor baixo, µ2, a
atualização ocorre para um valor w(k+1) mais próximo a wo que w(k). Ou seja, o
método aproxima-se da solução de Wiener. Por outro lado, caso se escolha um valor
muito pequeno para o passo de atualização µ o algoritmo pode demorar muitas iterações
para a convergência, o que dificultaria o rastreamento de uma alteração na posição da
solução ótima – fato ocorrente em ambientes não-estacionários.
Figura 4-12. Método de busca da solução ótima.
Outros fatores influenciam na velocidade de convergência na busca pela solução
ótima dos coeficientes do filtro adaptativo. O principal fator é a escolha do algoritmo de
atualização dos parâmetros, que altera, em muitos casos, a função custo devido à
escolha das estimativas (k)R da matriz R e (k)p do vetor p.
ξ
w(k+1) w(k+1)
w(k) wo
µ1
µ2
w
85
A seguir é apresentado o algoritmo LMS (least-mean-square), o mais utilizado
em processamento adaptativo devido a inúmeras razões, como: a baixa complexidade
computacional e a garantia de convergência em ambientes estacionários, entre outras.
Em seguida, o método NLMS (normalized-least-mean-square) é apresentado
sucintamente como solução para melhoria na taxa de convergência e redução da
dependência na escolha do valor de µ.
4.3.3.2 LMS (least-mean-square)
O mérito deste método é aplicar uma estimativa praticamente viável para o
gradiente gw da função custo. Utilizam-se as estimativas:
(k)R = x(k) xT(k) (4-26)
(k)p = d(k) x(k) (4-27)
Então, a expressão para a atualização dos coeficientes, a partir das equações (4-
20) e (4-21) é:
w(k+1) = w(k) – µ (k)ˆ wg (4-28)
= w(k) + 2 µ ( (k)p – (k)R w(k) )
= w(k) + 2 µ ( d(k) x(k) – x(k) xT(k) w(k) )
w(k+1) = w(k) + 2 µ x(k) ( d(k) – xT(k) w(k) ) (4-29)
Nota-se que o produto escalar xT(k) w(k) = wT(k) x(k) = y(k). A partir da
equação (4-11), tem-se:
w(k+1) = w(k) + 2 µ x(k) (d(k) – y(k))
= w(k) + 2 µ e(k) x(k) (4-30)
A expressão acima governa a atualização dos coeficientes do filtro adaptativo
em determinada iteração k, obtendo o conjunto de coeficientes, w(k+1), para a iteração
86
seguinte k+1. Sendo, w(k) o conjunto de coeficientes, e(k) o erro calculado e x(k) o
vetor de entrada na iteração em andamento.
O método LMS apresenta reduzida complexidade computacional, sendo esta a
característica mais marcante do algoritmo, assim como a garantia de convergência em
ambientes estacionários, com a devida escolha do parâmetro µ [DINIZ, “Adaptive
Filtering”]. Entretanto, o método apresenta baixa velocidade de convergência,
dificultando sua implementação prática para ambientes sujeitos a sinais e ruídos não-
estacionários, como os considerados neste texto.
Outro ponto negativo do algoritmo é o passo de atualização constante µ, o que
pode provocar o fenômeno conhecido como desajuste. Neste caso, o algoritmo ficaria
oscilando em torno do ponto ótimo sem alcançá-lo, pois neste momento o passo seria
muito “elevado”.
Ou seja, o rendimento do algoritmo LMS é extremamente dependente do passo
de atualização. Para reduzir esta dependência migra-se para outros algoritmos ditos
LMS-based, entre eles o NLMS.
4.3.3.3 NLMS (normalized-least-mean-square)
Para aumentar a velocidade de convergência e evitar o desajuste, propôs-se a
implementação de um passo de atualização variável:
w(k+1) = w(k) + 2 µk e(k) x(k) (4-31)
Altera-se a função custo para o erro quadrático instantâneo e2(k), uma escolha
simples e boa estimativa para o MSE. Sendo assim, mostra-se [DINIZ, “Adaptive
Filtering”] que o passo de atualização, que minimiza o erro quadrático instantâneo, é
dado por:
(k)(k)21µ Tk xx ⋅⋅
= (4-32)

87
O termo no denominador é uma estimativa da potência média do sinal de
entrada. Em algumas situações este termo pode tender a zero, fazendo o passo (µ)
tender a infinito, levando à divergência do procedimento. Para garantir o funcionamento
em situações adversas introduz-se um fator constante, somado ao denominador. Além
disso, de forma a manter ainda um certo controle sobre o algoritmo introduz-se no
numerador da expressão acima um termo constante µN, na faixa de 0 a 2. Com a escolha
pode-se ter um controle sobre o desajuste final. Entretanto, o algoritmo NLMS é
extremamente menos dependente da escolha de µN do que o algoritmo LMS da escolha
de µ. Sendo assim, a expressão para atualização dos coeficientes pelo método NLMS é:
(k))k(e(k)(k)γ
µ)1k()1k( TN x
xxww ⋅
⋅+++=+ , (4-33)
onde: γ é uma constante muito menor que a potência média do sinal de entrada. O
algoritmo NLMS apresenta vantagens já discutidas em relação ao LMS (muito embora
seja um algoritmo não-ótimo), e por isso será considerado para aplicações práticas no
decorrer deste trabalho.
4.3.3.4 Supressão de Ruído com filtragem adaptativa.
Também chamado “enriquecimento de sinais”. Nesta aplicação tem-se como o
sinal de referência d(k) um sinal captado por um sensor (microfone, extensômetro, etc),
que consiste na soma de um sinal desejado s(k) e um ruído n1(k).
O sinal na entrada do filtro adaptativo é um ruído n2(k) captado por outro sensor,
mas que seja necessariamente correlacionado a n1(k). Em geral, os ruídos n1(k) e n2(k)
apresentam um atraso entre eles, o que deve ser considerado na aplicação.
O sinal desejado s(k) deve ser não-correlacionado aos ruídos n1(k) e n2(k). A
Figura 4-13 ilustra a aplicação de supressão de ruído.
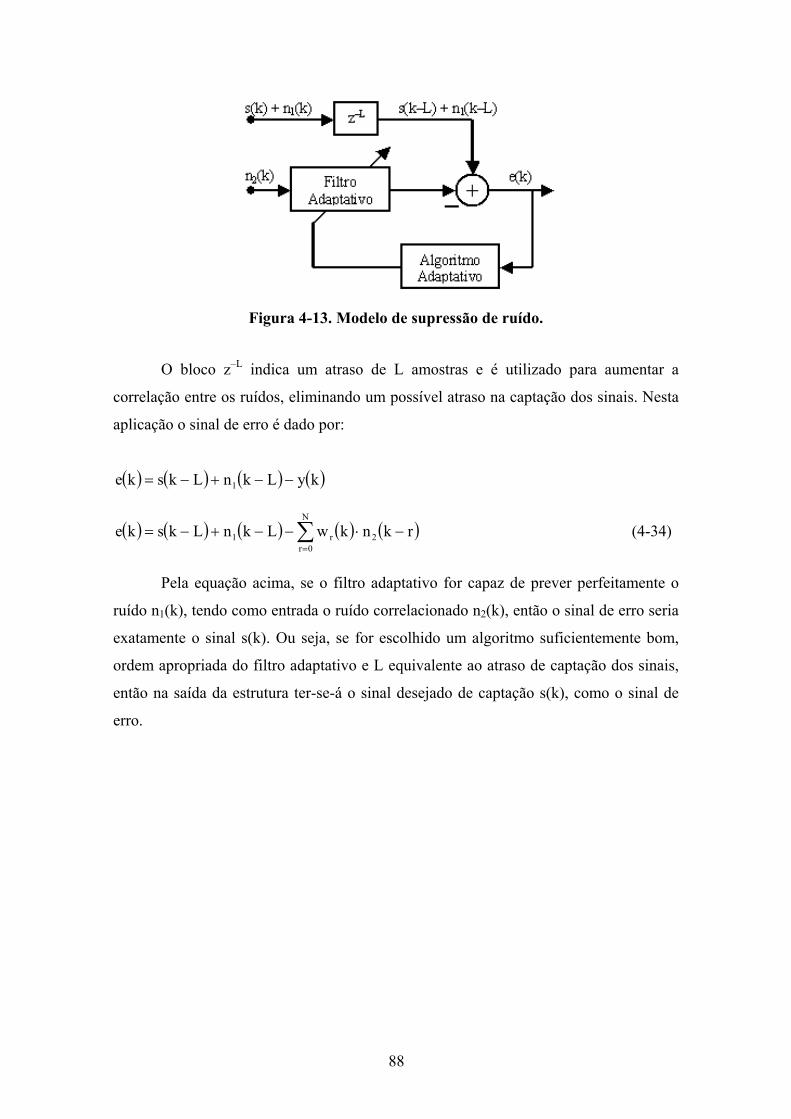
88
Figura 4-13. Modelo de supressão de ruído.
O bloco z–L indica um atraso de L amostras e é utilizado para aumentar a
correlação entre os ruídos, eliminando um possível atraso na captação dos sinais. Nesta
aplicação o sinal de erro é dado por:
( ) ( ) ( ) ( )kyLknLkske 1 −−+−=
( ) ( ) ( ) ( ) ( )rknkwLknLkske 2
N
0rr1 −⋅−−+−= ∑
=
(4-34)
Pela equação acima, se o filtro adaptativo for capaz de prever perfeitamente o
ruído n1(k), tendo como entrada o ruído correlacionado n2(k), então o sinal de erro seria
exatamente o sinal s(k). Ou seja, se for escolhido um algoritmo suficientemente bom,
ordem apropriada do filtro adaptativo e L equivalente ao atraso de captação dos sinais,
então na saída da estrutura ter-se-á o sinal desejado de captação s(k), como o sinal de
erro.
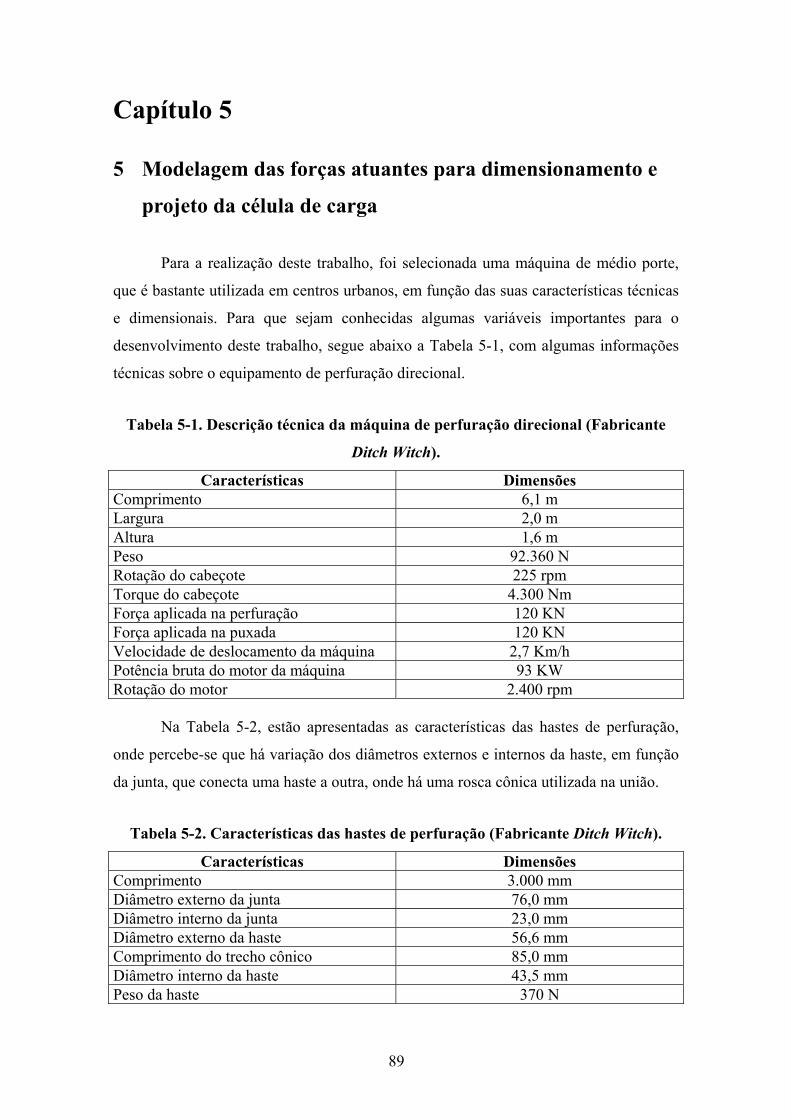
89
Capítulo 5
5 Modelagem das forças atuantes para dimensionamento e
projeto da célula de carga
Para a realização deste trabalho, foi selecionada uma máquina de médio porte,
que é bastante utilizada em centros urbanos, em função das suas características técnicas
e dimensionais. Para que sejam conhecidas algumas variáveis importantes para o
desenvolvimento deste trabalho, segue abaixo a Tabela 5-1, com algumas informações
técnicas sobre o equipamento de perfuração direcional.
Tabela 5-1. Descrição técnica da máquina de perfuração direcional (Fabricante
Ditch Witch).
Características Dimensões Comprimento 6,1 m Largura 2,0 m Altura 1,6 m Peso 92.360 N Rotação do cabeçote 225 rpm Torque do cabeçote 4.300 Nm Força aplicada na perfuração 120 KN Força aplicada na puxada 120 KN Velocidade de deslocamento da máquina 2,7 Km/h Potência bruta do motor da máquina 93 KW Rotação do motor 2.400 rpm
Na Tabela 5-2, estão apresentadas as características das hastes de perfuração,
onde percebe-se que há variação dos diâmetros externos e internos da haste, em função
da junta, que conecta uma haste a outra, onde há uma rosca cônica utilizada na união.
Tabela 5-2. Características das hastes de perfuração (Fabricante Ditch Witch).
Características Dimensões Comprimento 3.000 mm Diâmetro externo da junta 76,0 mm Diâmetro interno da junta 23,0 mm Diâmetro externo da haste 56,6 mm Comprimento do trecho cônico 85,0 mm Diâmetro interno da haste 43,5 mm Peso da haste 370 N
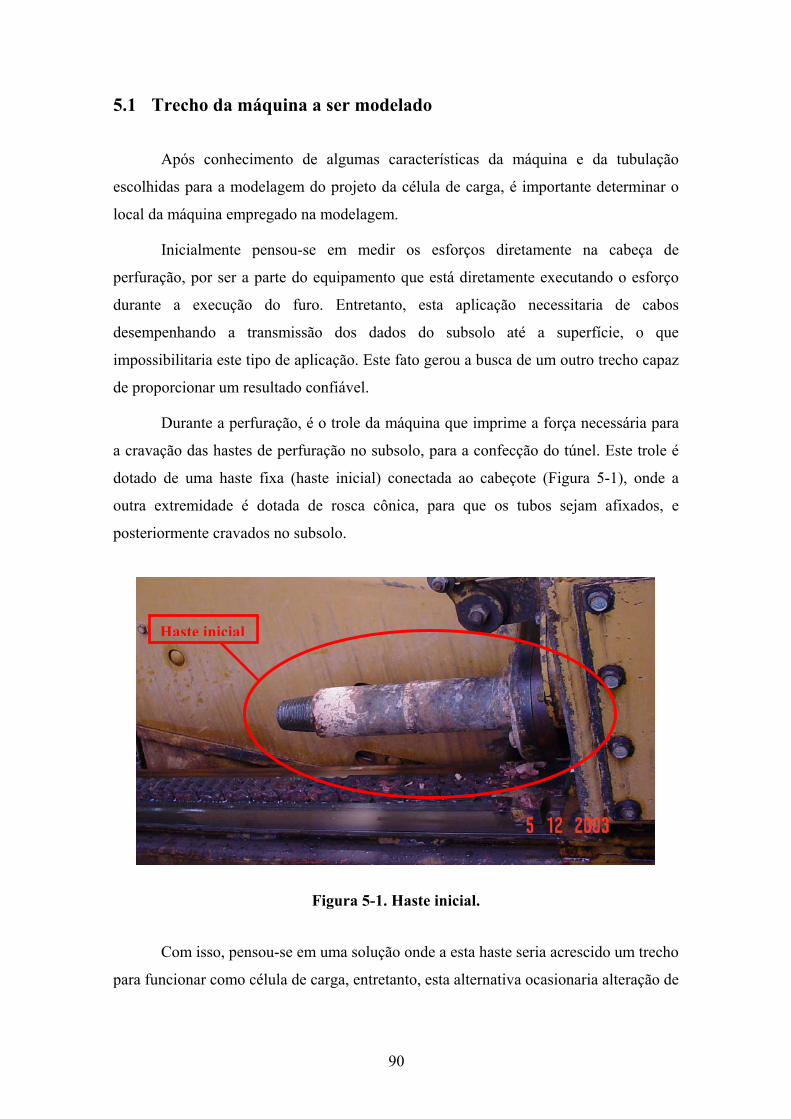
5.1 Trecho da máquina a ser modelado
Após conhecimento de algumas características da máquina e da tubulação
escolhidas para a modelagem do projeto da célula de carga, é importante determinar o
local da máquina empregado na modelagem.
Inicialmente pensou-se em medir os esforços diretamente na cabeça de
perfuração, por ser a parte do equipamento que está diretamente executando o esforço
durante a execução do furo. Entretanto, esta aplicação necessitaria de cabos
desempenhando a transmissão dos dados do subsolo até a superfície, o que
impossibilitaria este tipo de aplicação. Este fato gerou a busca de um outro trecho capaz
de proporcionar um resultado confiável.
Durante a perfuração, é o trole da máquina que imprime a força necessária para
a cravação das hastes de perfuração no subsolo, para a confecção do túnel. Este trole é
dotado de uma haste fixa (haste inicial) conectada ao cabeçote (Figura 5-1), onde a
outra extremidade é dotada de rosca cônica, para que os tubos sejam afixados, e
posteriormente cravados no subsolo.
para fu
l
Haste inicia90
Figura 5-1. Haste inicial.
Com isso, pensou-se em uma solução onde a esta haste seria acrescido um trecho
ncionar como célula de carga, entretanto, esta alternativa ocasionaria alteração de
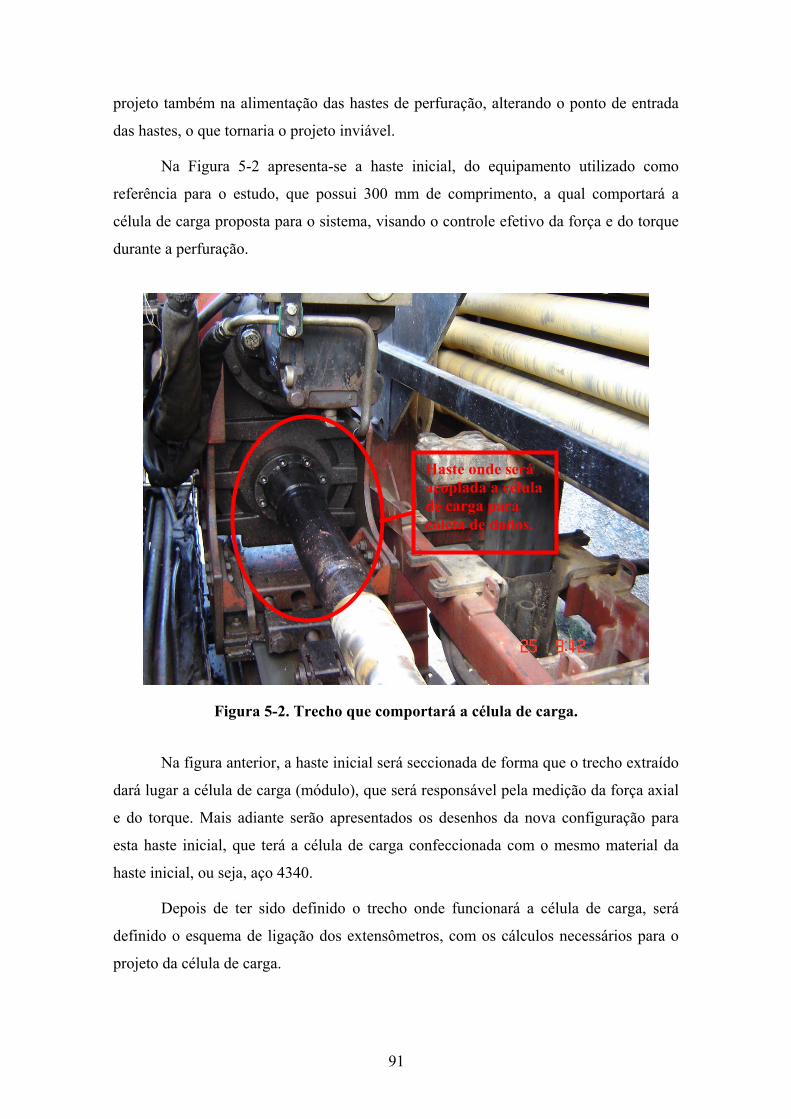
91
projeto também na alimentação das hastes de perfuração, alterando o ponto de entrada
das hastes, o que tornaria o projeto inviável.
Na Figura 5-2 apresenta-se a haste inicial, do equipamento utilizado como
referência para o estudo, que possui 300 mm de comprimento, a qual comportará a
célula de carga proposta para o sistema, visando o controle efetivo da força e do torque
durante a perfuração.
Figura 5-2. Trecho que comportará a célula de carga.
Na figura anterior, a haste inicial será seccionada de forma que o trecho extraído
dará lugar a célula de carga (módulo), que será responsável pela medição da força axial
e do torque. Mais adiante serão apresentados os desenhos da nova configuração para
esta haste inicial, que terá a célula de carga confeccionada com o mesmo material da
haste inicial, ou seja, aço 4340.
Depois de ter sido definido o trecho onde funcionará a célula de carga, será
definido o esquema de ligação dos extensômetros, com os cálculos necessários para o
projeto da célula de carga.
Haste onde será acoplada a célula de carga para coleta de dados.
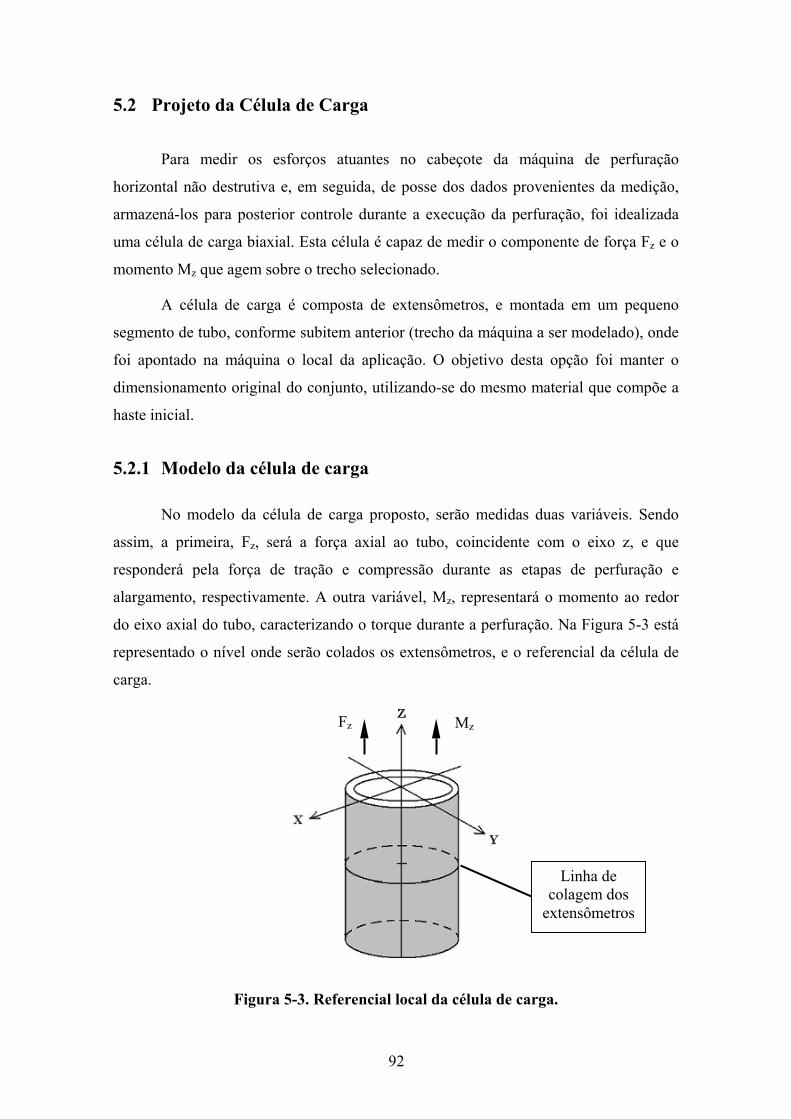
92
5.2 Projeto da Célula de Carga
Para medir os esforços atuantes no cabeçote da máquina de perfuração
horizontal não destrutiva e, em seguida, de posse dos dados provenientes da medição,
armazená-los para posterior controle durante a execução da perfuração, foi idealizada
uma célula de carga biaxial. Esta célula é capaz de medir o componente de força Fz e o
momento Mz que agem sobre o trecho selecionado.
A célula de carga é composta de extensômetros, e montada em um pequeno
segmento de tubo, conforme subitem anterior (trecho da máquina a ser modelado), onde
foi apontado na máquina o local da aplicação. O objetivo desta opção foi manter o
dimensionamento original do conjunto, utilizando-se do mesmo material que compõe a
haste inicial.
5.2.1 Modelo da célula de carga
No modelo da célula de carga proposto, serão medidas duas variáveis. Sendo
assim, a primeira, Fz, será a força axial ao tubo, coincidente com o eixo z, e que
responderá pela força de tração e compressão durante as etapas de perfuração e
alargamento, respectivamente. A outra variável, Mz, representará o momento ao redor
do eixo axial do tubo, caracterizando o torque durante a perfuração. Na Figura 5-3 está
representado o nível onde serão colados os extensômetros, e o referencial da célula de
carga.
Figura 5-3. Referencial local da célula de carga.
Fz Mz
Linha de colagem dos
extensômetros
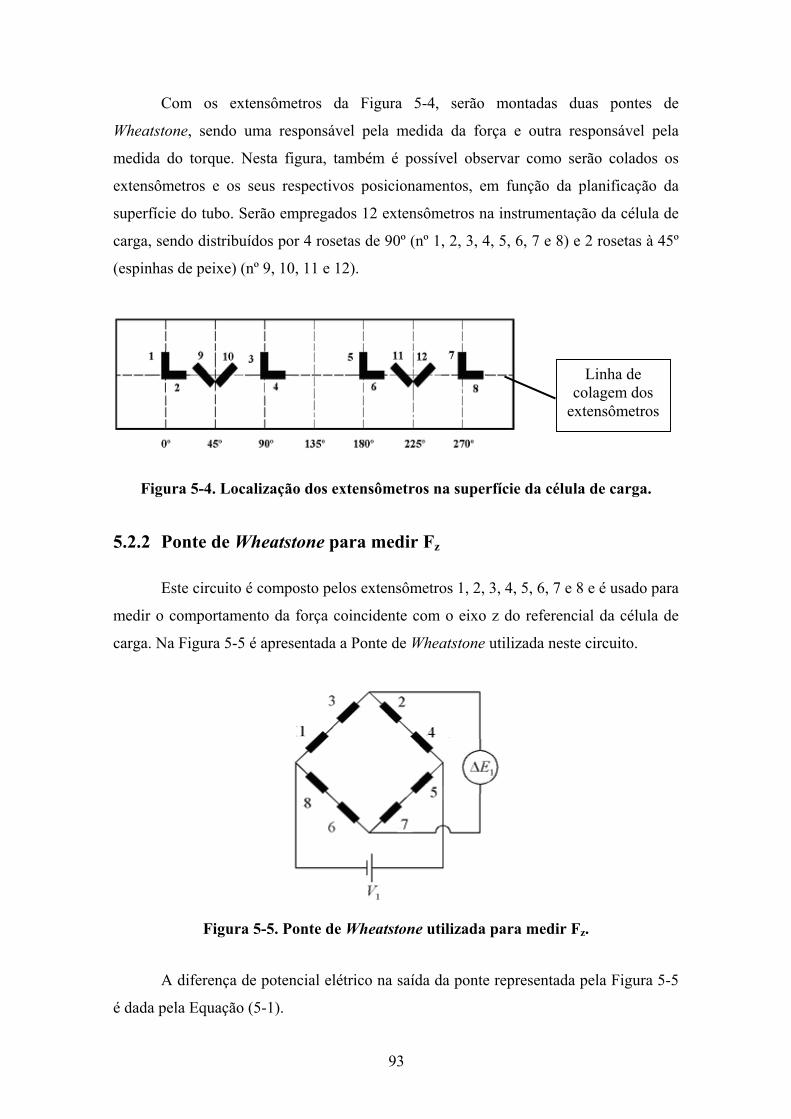
93
Com os extensômetros da Figura 5-4, serão montadas duas pontes de
Wheatstone, sendo uma responsável pela medida da força e outra responsável pela
medida do torque. Nesta figura, também é possível observar como serão colados os
extensômetros e os seus respectivos posicionamentos, em função da planificação da
superfície do tubo. Serão empregados 12 extensômetros na instrumentação da célula de
carga, sendo distribuídos por 4 rosetas de 90º (nº 1, 2, 3, 4, 5, 6, 7 e 8) e 2 rosetas à 45º
(espinhas de peixe) (nº 9, 10, 11 e 12).
Figura 5-4. Localização dos extensômetros na superfície da célula de carga.
5.2.2 Ponte de Wheatstone para medir Fz
Este circuito é composto pelos extensômetros 1, 2, 3, 4, 5, 6, 7 e 8 e é usado para
medir o comportamento da força coincidente com o eixo z do referencial da célula de
carga. Na Figura 5-5 é apresentada a Ponte de Wheatstone utilizada neste circuito.
Figura 5-5. Ponte de Wheatstone utilizada para medir Fz.
A diferença de potencial elétrico na saída da ponte representada pela Figura 5-5
é dada pela Equação (5-1).
Linha de colagem dos
extensômetros
94
[ ]867542311
1 εεεεεεεε4
KV∆E −−++−−+⋅
= , (5.1)
onde: ∆E1 é a ddp (diferença de potencial) na saída; V1 é a tensão de alimentação; K é o
“gage factor” – sensibilidade à deformação; e εi (i = 1, 2, 3, ...., 8) são as deformações
nos extensômetros.
5.2.2.1 Cálculo da deformação nos extensômetros
Sabe-se que a tensão sob tração e/ou compressão de um corpo com seção na
forma de coroa circular é:
)d(D4π
FAFσ
22 −== , (5-2)
onde: F é a força externa; D é o diâmetro externo; d é o diâmetro interno; e σ é a tensão.
Como pela Lei de Hooke a tensão é:
εEσ ⋅= , (5-3)
onde: σ é a tensão; E é o módulo de elasticidade ou módulo de Young; e ε é a
deformação. Com isso, pode-se chegar a equação:
)d(DπEF4
Eσε 22 −⋅⋅
⋅== (5-4)
Através desta equação, pode-se conhecer a deformação nos extensômetros 1, 3,
5 e 7.
)d(DπEF4ε 221 −⋅⋅
⋅= (5-5)
)d(DπEF4ε 223 −⋅⋅
⋅= (5-6)
)d(DπEF4ε 225 −⋅⋅
⋅= (5-7)

95
)d(DπEF4ε 227 −⋅⋅
⋅= (5-8)
Os extensômetros 2, 4, 6 e 8 medem a deformação transversal ou radial do
corpo. Assim, como εradial = - ν εaxial, onde ν é o coeficiente de Poisson, temos:
)d(DπEFν4ε 222 −⋅⋅
⋅⋅−= (5-9)
)d(DπEFν4ε 224 −⋅⋅
⋅⋅−= (5-10)
)d(DπEFν4ε 226 −⋅⋅
⋅⋅−= (5-11)
)d(DπEFν4ε 228 −⋅⋅
⋅⋅−= (5-12)
5.2.2.2 Cálculo da Força Fz
Agora, substituindo estas deformações na equação da diferença de potencial
elétrico na saída da ponte, temos:
+
−⋅⋅⋅⋅
+−⋅⋅
⋅+
−⋅⋅⋅
⋅⋅= K)d(DπE
Fν4)d(DπE
F4)d(DπE
F4K4
V∆E 222222
11
KK +−⋅⋅
⋅+
−⋅⋅⋅
+−⋅⋅
⋅⋅)d(DπE
F4)d(DπE
F4)d(DπE
Fν4222222
−⋅⋅
⋅⋅+
−⋅⋅⋅⋅
)d(DπEFν4
)d(DπEFν4
2222K (5-13)
−⋅⋅
⋅⋅+
−⋅⋅⋅
⋅⋅=)d(DπE
Fν16)d(DπE
F16K4
V∆E 2222
11 (5-14)
( )
( )221
1 dDπEν1FKV4∆E
−⋅⋅+⋅⋅⋅⋅
= (5-15)
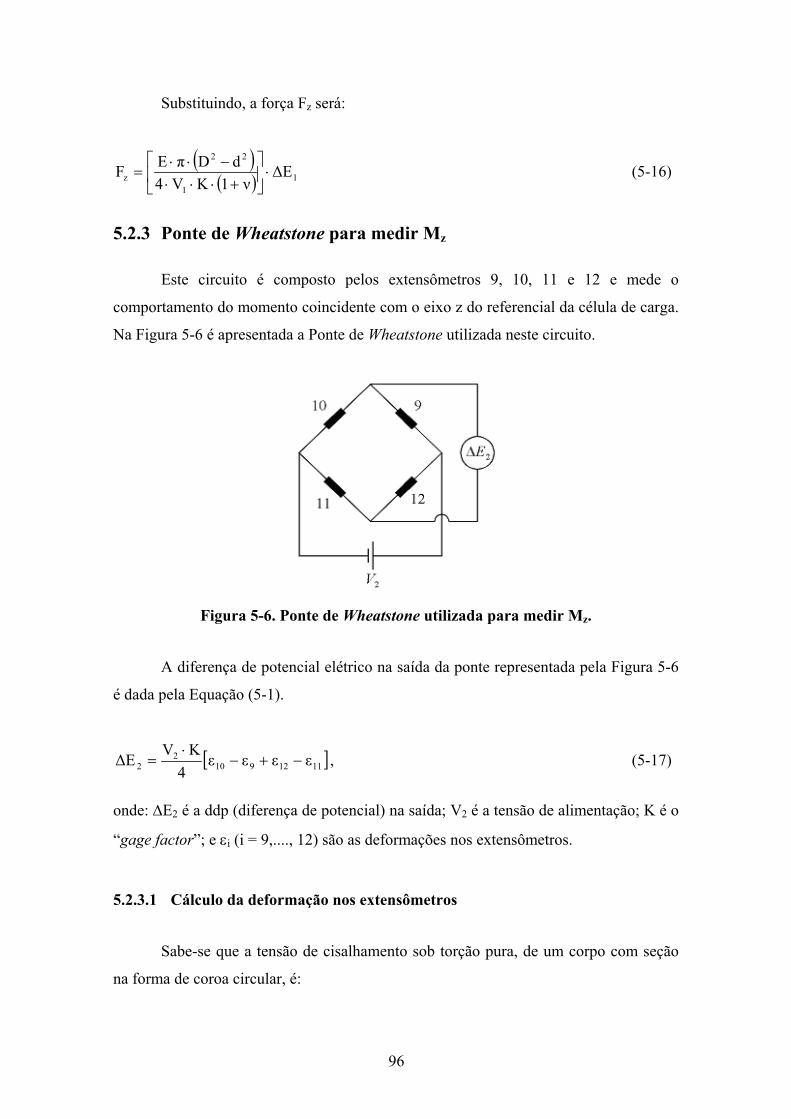
96
Substituindo, a força Fz será:
( )
( ) 11
22
z ∆Eν1KV4
dDπEF ⋅
+⋅⋅⋅
−⋅⋅= (5-16)
5.2.3 Ponte de Wheatstone para medir Mz
Este circuito é composto pelos extensômetros 9, 10, 11 e 12 e mede o
comportamento do momento coincidente com o eixo z do referencial da célula de carga.
Na Figura 5-6 é apresentada a Ponte de Wheatstone utilizada neste circuito.
Figura 5-6. Ponte de Wheatstone utilizada para medir Mz.
A diferença de potencial elétrico na saída da ponte representada pela Figura 5-6
é dada pela Equação (5-1).
[ ]11129102
2 εεεε4
KV∆E −+−⋅
= , (5-17)
onde: ∆E2 é a ddp (diferença de potencial) na saída; V2 é a tensão de alimentação; K é o
“gage factor”; e εi (i = 9,...., 12) são as deformações nos extensômetros.
5.2.3.1 Cálculo da deformação nos extensômetros
Sabe-se que a tensão de cisalhamento sob torção pura, de um corpo com seção
na forma de coroa circular, é:

97
( )44z
44
z
dDπDM16
2D
)d(D32π
MrJTτ
−⋅⋅⋅
=⋅−
=⋅= , (5-18)
onde: Mz é o torque externo; D é o diâmetro externo; d é o diâmetro interno; e τ é a
tensão cisalhante.
Como pela Lei de Hooke a tensão é:
γGτ ⋅= (5-19)
onde: G é o módulo de cisalhamento; e γ é a deformação. Assim tem-se:
( )4d4DπG
DzM16γ
−⋅⋅
⋅⋅= (5-20)
Mas sabe-se que:
ε2γ ⋅= (5-21)
Logo,
( ) ( )44z
44z
dDπGDM8
dDπG2DM16ε
−⋅⋅⋅⋅
=−⋅⋅⋅
⋅= (5-22)
Através desta equação, pode-se determinar a deformação nos extensômetros 9,
10, 11 e 12.
)d(DπG
DM8ε 44z
9 −⋅⋅⋅⋅−
= (5-23)
)d(DπGDM8ε 44
z10 −⋅⋅
⋅⋅= (5-24)
98
)d(DπGDM8ε 44
z11 −⋅⋅
⋅⋅−= (5-25)
)d(DπGDM8ε 44
z12 −⋅⋅
⋅⋅= (5-26)
5.2.3.2 Cálculo do momento Mz
Agora, substituindo estas deformações na equação da diferença de potencial
elétrico na saída da ponte, temos:
( )
−⋅⋅
⋅⋅+
−⋅⋅⋅⋅
+−⋅⋅
⋅⋅+
−⋅⋅⋅⋅
= 44z
44z
44z
44z2
2 dDπGDM8
)d(DπGDM8
)d(DπGDM8
)d(DπGDM8
4KV∆E
)d(DπGDMKV8
∆E 44z2
2 −⋅⋅⋅⋅⋅⋅
= (5-27)
Logo o momento Mz será:
( )
22
44
z ∆EDKV8dDπGM ⋅
⋅⋅⋅−⋅⋅
= (5-28)
5.3 Calibração da Célula de Carga
Os extensômetros que serão utilizados para a construção da célula de carga são
da marca Excel Ltda. Serão utilizadas 4 rosetas duplas de 90º básicas, com
compensação de temperatura, especificação PA-06-125TG-350-B, e duas rosetas
modelo espinha de peixe básico, com compensação de temperatura, especificação PA-
06-125TA-350-B. Os extensômetros especificados são de 350 Ω e têm fator de
sensibilidade (gage factor) de 2,1.
Na Tabela 5-3 podem ser observados alguns limites de carga da máquina,
necessários para o dimensionamento da célula de carga.
99
Tabela 5-3. Limites de carga da máquina (Fabricante Ditch Witch).
Características Dimensões Torque do cabeçote 4.300 Nm Força aplicada na perfuração 120 KN Força aplicada na puxada 120 KN
De posse do material escolhido para a célula de carga (aço 4340) e das
informações dos limites de carga da máquina, pôde-se definir alguns parâmetros, para
que de posse destes, e com a aplicação de algumas fórmulas, se pudesse chegar a
calibração da célula de carga. Para a manipulação destes resultados, foi utilizado o
Software Matlab6 versão 6.5. Segue o desenvolvimento destes valores, e o cálculo
necessário para a obtenção dos gráficos de calibração apresentados mais adiante.
Considerando as propriedades mecânicas do aço 4340, resistência ao
escoamento (Sy) e resistência à tração (Sut), foram selecionadas algumas opções de
projeto de forma que seja definida, mais adiante, uma que atenda ao projeto em questão.
Na Tabela 5-4 podem ser observadas as propriedades para alguns tratamentos do aço
selecionado. O tratamento para o aço empregado no projeto será determinado mais
adiante.
Tabela 5-4. Resistência ao escoamento e à tração de alguns aços (SHIGLEY).
Sy (Mpa) Sut (Mpa) HR 475,41 695,89 CD 682,11 764,79 Drawn 600 1.612,26 1.791,4 Drawn 1000 1.116,18 1.253,98
Considerando as constantes físicas dos aços:
• Módulo de elasticidade (E) = 207 GPa;
• Módulo de rigidez (G) = 79,3 GPa; e
• Coeficiente de Poisson (ν) = 0,27.
Utilizando-se do módulo de elasticidade para o aço, pode-se calcular a tensão
(σc) na célula de carga, pela lei de Hooke, para uma deformação específica na célula de
carga, definida como (εc) = 1000 µst:
6 O software Matlab é de propriedade da empresa Mathworks Inc.

100
cc εEσ ⋅= (5-29)
69c 101.00010207σ −⋅⋅⋅= (5-30)
MPa 207σ c = (5-31)
Em seguida, após definição da tensão (σc), deverá ser estimado o fator de
segurança (F.S.) para carga estática:
cσSyF.S. = (5-32)
Utilizando a equação (5-32), será calculado o fator de segurança (F.S.) para cada
uma das opções de tratamento do aço apresentadas acima, para que seja escolhida a que
atenda melhor ao projeto:
6
6
1020710475,41F.S.(HR)
⋅⋅
= (5-33)
2,29F.S.(HR) = (5-34)
6
6
1020710682,11F.S.(CD)
⋅⋅
= (5-35)
3,29F.S.(CD) = (5-36)
6
6
10207101.612,26600)F.S.(Drawn
⋅⋅
= (5-37)
7,78600)F.S.(Drawn = (5-38)
6
6
10207101.116,181000)F.S.(Drawn
⋅⋅
= (5-39)
5,391000)F.S.(Drawn = (5-40)
Através dos resultados apresentados nas equações (5-34), (5-36), (5-38) e (5-40),
foi escolhido o aço (HR) laminado a quente, pois, apesar de possuir o menor fator de
segurança encontrado, apresenta um valor que já é bastante satisfatório.

101
Em seguida, de posse da tensão (σc) calculada, e da força axial máxima que será
exercida na haste (120 KN), conforme apresentado na Tabela 5-3, será calculada a área
da seção transversal da célula de carga (Ac) sujeita a estes esforços.
cc A
Fσ = (5-41)
6
3
c 1020710120A⋅⋅
= (5-42)
24c m 105,8A −⋅= (5-43)
2c mm 580A = (5-44)
Com o cálculo da área requerida na equação (5-44), pode-se obter o diâmetro da
célula de carga. Vale lembrar que a célula de carga, assim como as hastes, deverá
permitir a passagem do fluido de perfuração, o que implica no cálculo de uma coroa
circular (Figura 5-7), para definição dos diâmetros.
Tomando-se como referência um valor intermediário entre os diâmetros internos
da junta e da haste, definiu-se o diâmetro interno da célula de carga (dc) em 30 mm e
com isso pode-se calcular o diâmetro externo (Dc).
Figura 5-7. Coroa circular (c
( )2c
2cc dD
4πA −=
( )2c 30
π5804D +
⋅
=
Dd
álculo da área).
(5-45)
(5-46)

102
mm 40,5Dc = (5-47)
De posse do resultado em (5-47), decidiu-se estabelecer o diâmetro externo
como sendo 42 mm. Pode-se com isso, determinar o valor da espessura (e) da célula de
carga, segundo a relação a seguir:
−
=2
dDe (5-48)
−
=2
3042e (5-49)
e 6 mm= (5-50)
A conversão A/D (analógico em digital) do sinal, conforme será observado mais
adiante, será realizada pelo próprio módulo de aquisição do sinal, com uma resolução de
12 bits, para uma faixa de trabalho de ±5 V. Em seguida, pelo número de bits (n) e pela
tensão, será feita a determinação da resolução (res):
[ ]V/bit;12
Vres(nbits) n −= (5-51)
[ ]V/bit;12
10)res(12bits 12 −= (5-52)
mV/bit 2,44)res(12bits = (5-53)
Em seguida, utilizando-se da equação (5-15) para uma resolução de 12 bits e
ganho = 100, será calculada a diferença de potencial na saída da ponte de Wheatstone
para obtenção da curva de calibração de Fz.
Foi considerado um intervalo entre a força máxima de compressão (-120.000 N)
e a força máxima de tração (+120.000 N), levando-se em conta os seguintes valores:
V1(Fz) = 10 V (±5 V) e K = 2,1 (gage factor). A curva de calibração pode ser observada
na Figura 5-8.
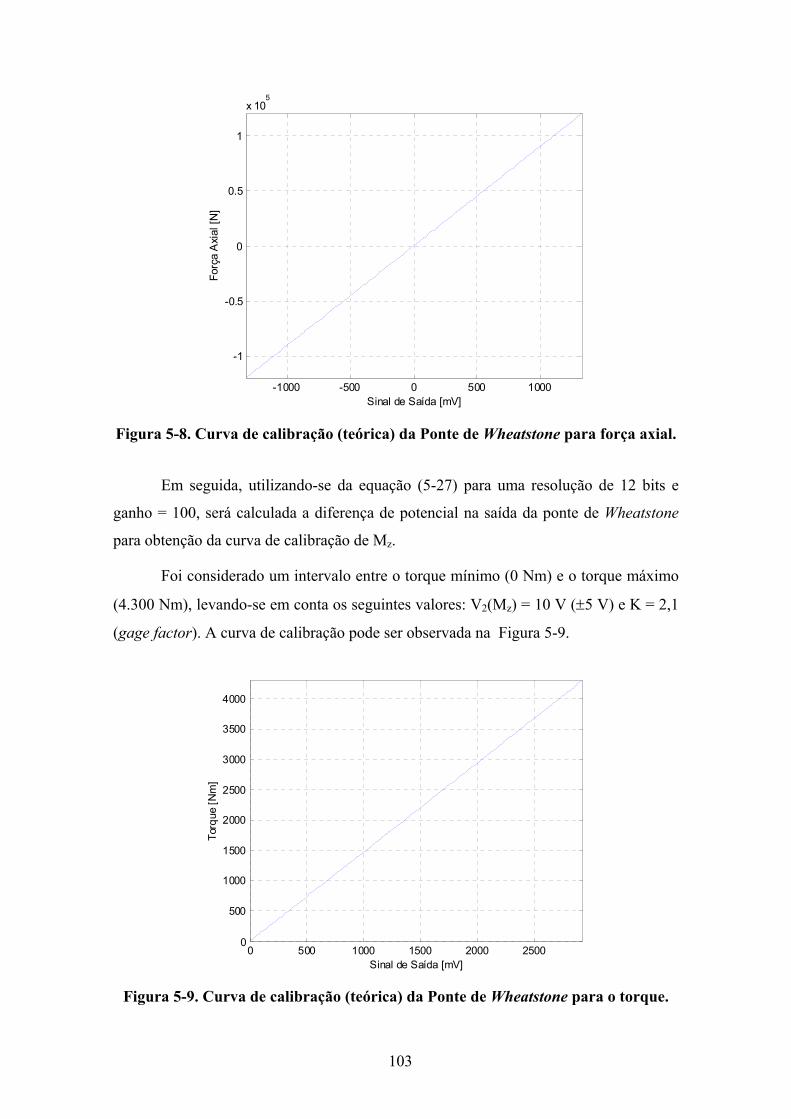
103
-1000 -500 0 500 1000
-1
-0.5
0
0.5
1
x 105
Sinal de Saída [mV]
Forç
a A
xial
[N]
Figura 5-8. Curva de calibração (teórica) da Ponte de Wheatstone para força axial.
Em seguida, utilizando-se da equação (5-27) para uma resolução de 12 bits e
ganho = 100, será calculada a diferença de potencial na saída da ponte de Wheatstone
para obtenção da curva de calibração de Mz.
Foi considerado um intervalo entre o torque mínimo (0 Nm) e o torque máximo
(4.300 Nm), levando-se em conta os seguintes valores: V2(Mz) = 10 V (±5 V) e K = 2,1
(gage factor). A curva de calibração pode ser observada na Figura 5-9.
0 500 1000 1500 2000 25000
500
1000
1500
2000
2500
3000
3500
4000
Sinal de Saída [mV]
Torq
ue [N
m]
Figura 5-9. Curva de calibração (teórica) da Ponte de Wheatstone para o torque.
104
Sendo S o sinal de saída do sistema e F o vetor de forças e momentos aplicados
no sistema, a seguinte relação pode ser escrita:
[ ] SF ⋅= C (5-54)
A matriz [C], que correlaciona os vetores S e F, é chamada de matriz de
calibração e sua dimensão depende do número de canais de saída da célula de carga. No
projeto em questão, serão utilizados 2 canais de saída, gerando uma matriz de calibração
2x2, definida em função das curvas de calibração. Sendo assim, a matriz [C] de
calibração, terá a forma:
=
2221
1211
cccc
[C] , (5-55)
onde os elementos cij (i = 1 e 2, j = 1 e 2) correspondem à correlação entre os canais de
saída do sistema e as forças e momentos de força aplicados sobre o sistema. Os
elementos que estão localizados fora da diagonal principal da matriz [C] correspondem
aos efeitos cruzados ou cross-talk do sistema, que possuem varias causas, como:
tolerância dimensional; tolerância na orientação e no posicionamento dos
extensômetros, a tolerância no fator do extensômetro (gage factor); e as variações
geométricas da célula de carga durante as deformações elásticas.
No caso deste projeto, por se tratar de um estudo teórico, este efeito será
considerado nulo, e a matriz de calibração terá o formato:
=
1,470089,99
[C] [N/mV] e [Nm/mV] (5-56)
Do resultado na matriz de calibração [C], constata-se que para a força axial, ter-
se-á uma saída com variação de 89,99 N/mV. Em contrapartida, observando-se a
equação (5-53), cuja resolução é 2,44 mV/bit, através de uma regra de três, e supondo
uma variação de força linear, obtém-se uma variação de 219,58 N/bit.
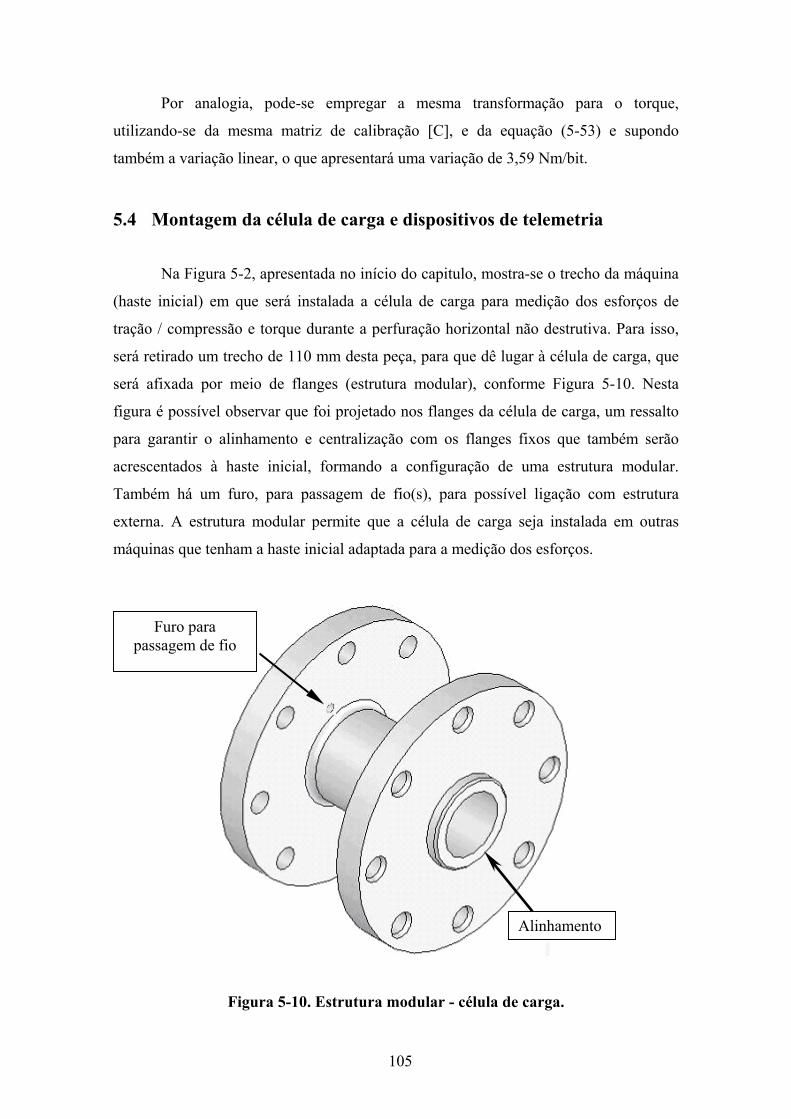
105
Por analogia, pode-se empregar a mesma transformação para o torque,
utilizando-se da mesma matriz de calibração [C], e da equação (5-53) e supondo
também a variação linear, o que apresentará uma variação de 3,59 Nm/bit.
5.4 Montagem da célula de carga e dispositivos de telemetria
Na Figura 5-2, apresentada no início do capitulo, mostra-se o trecho da máquina
(haste inicial) em que será instalada a célula de carga para medição dos esforços de
tração / compressão e torque durante a perfuração horizontal não destrutiva. Para isso,
será retirado um trecho de 110 mm desta peça, para que dê lugar à célula de carga, que
será afixada por meio de flanges (estrutura modular), conforme Figura 5-10. Nesta
figura é possível observar que foi projetado nos flanges da célula de carga, um ressalto
para garantir o alinhamento e centralização com os flanges fixos que também serão
acrescentados à haste inicial, formando a configuração de uma estrutura modular.
Também há um furo, para passagem de fio(s), para possível ligação com estrutura
externa. A estrutura modular permite que a célula de carga seja instalada em outras
máquinas que tenham a haste inicial adaptada para a medição dos esforços.
Figura 5-10. Estrutura modular - célula d
o
Furo para passagem de fio
Alinhament
e carga.
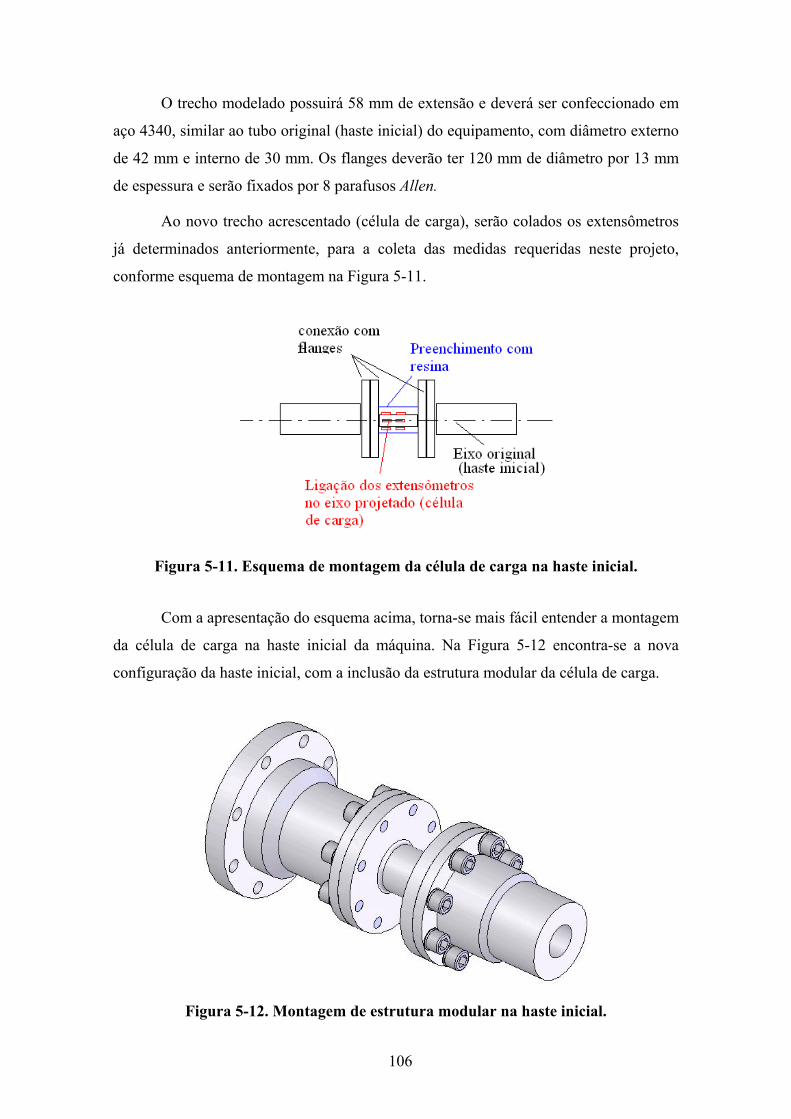
106
O trecho modelado possuirá 58 mm de extensão e deverá ser confeccionado em
aço 4340, similar ao tubo original (haste inicial) do equipamento, com diâmetro externo
de 42 mm e interno de 30 mm. Os flanges deverão ter 120 mm de diâmetro por 13 mm
de espessura e serão fixados por 8 parafusos Allen.
Ao novo trecho acrescentado (célula de carga), serão colados os extensômetros
já determinados anteriormente, para a coleta das medidas requeridas neste projeto,
conforme esquema de montagem na Figura 5-11.
Figura 5-11. Esquema de montagem da célula de carga na haste inicial.
Com a apresentação do esquema acima, torna-se mais fácil entender a montagem
da célula de carga na haste inicial da máquina. Na Figura 5-12 encontra-se a nova
configuração da haste inicial, com a inclusão da estrutura modular da célula de carga.
Figura 5-12. Montagem de estrutura modular na haste inicial.

107
Após fixação dos extensômetros, o novo trecho será preenchido com uma resina
para proteção dos extensômetros e melhor acabamento da célula de carga. Será
apresentada, mais adiante, a configuração da haste inicial, com a inclusão do trecho que
funcionará como célula de carga e o acabamento com resina.
Após o esquema de montagem da célula de carga apresentado, será montada a
parte referente à telemetria, que será responsável pelo envio do sinal coletado pelos
extensômetros (dispositivos sensitivos), para fora do eixo.
Assim como os módulos, a bateria que os alimentará será afixada ao eixo. A
cada canal de ligação dos extensômetros (ponte de Wheatstone) serão ligados módulos
de aquisição dos sinais. Serão utilizados dois módulos de aquisição para a captação dos
sinais referentes à carga de trabalho.
Na Figura 5-13 apresenta-se um módulo de aquisição de sinal, que é responsável
por captar dos sensores (extensômetros) o sinal analógico, fazendo, em seguida, a
amplificação, filtragem e posterior digitalização do sinal, para que este seja enviado
para o encoder7. O módulo de aquisição também é responsável por manter a
alimentação da ponte de Wheatstone. O módulo de aquisição apresenta uma resolução
de 12 bits.
Figura 5-13. Modulo de aquisição de sinal.
Aos dois módulos de aquisição, será ligado 01 (um) encoder (Figura 5-14), que
é o dispositivo responsável pela codificação das informações provenientes de todos os
módulos de aquisição. O encoder do fabricante selecionado é o que possui o menor
número de entradas, recebendo até 8 módulos de aquisição para este tipo de aplicação.
Será utilizado um canal para medição de força e outro para medição do torque. Outros
7 A literatura especializada no assunto chama de encoder, o dispositivo responsável pela codificação dos sinais (multiplexação), tornando-os mais resistentes a ruídos e interferências.
Sensor Encoder
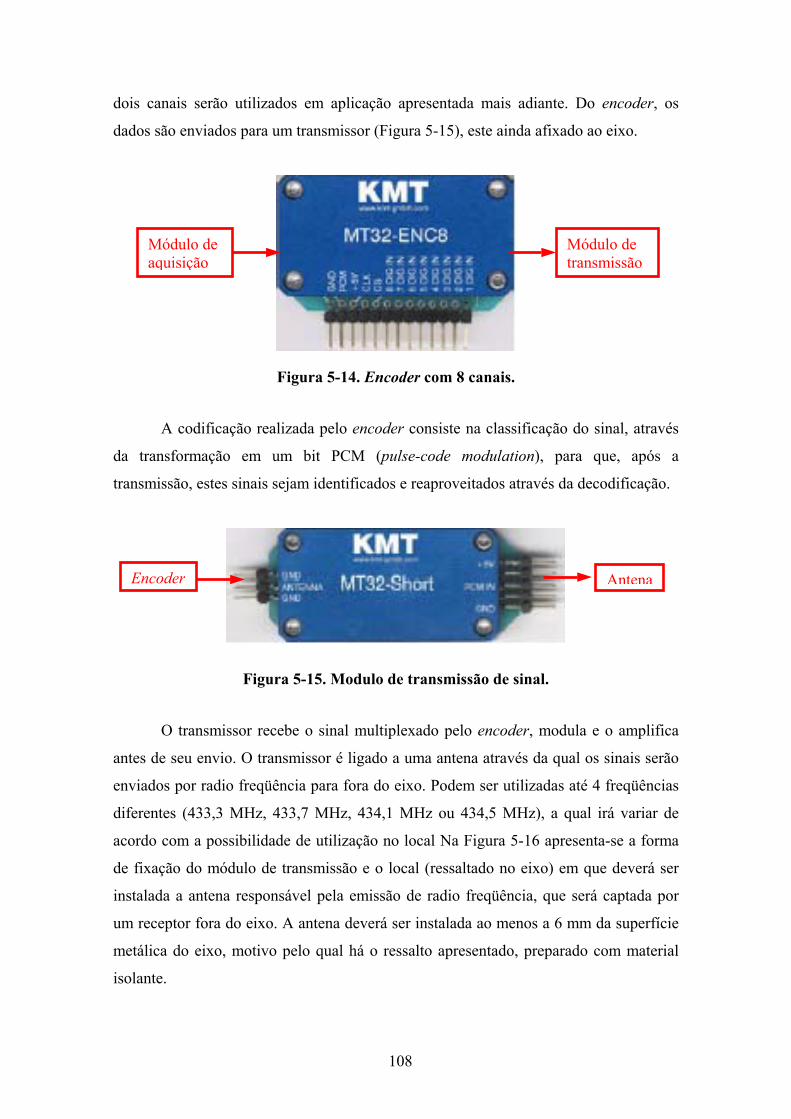
108
dois canais serão utilizados em aplicação apresentada mais adiante. Do encoder, os
dados são enviados para um transmissor (Figura 5-15), este ainda afixado ao eixo.
Figura 5-14. Encoder com 8 canais.
A codificação realizada pelo encoder consiste na classificação do sinal, através
da transformação em um bit PCM (pulse-code modulation), para que, após a
transmissão, estes sinais sejam identificados e reaproveitados através da decodificação.
Figura 5-15. Modulo de transmissão de sinal.
O transmissor recebe o sinal multiplexado pelo encoder, modula e o amplifica
antes de seu envio. O transmissor é ligado a uma antena através da qual os sinais serão
enviados por radio freqüência para fora do eixo. Podem ser utilizadas até 4 freqüências
diferentes (433,3 MHz, 433,7 MHz, 434,1 MHz ou 434,5 MHz), a qual irá variar de
acordo com a possibilidade de utilização no local Na Figura 5-16 apresenta-se a forma
de fixação do módulo de transmissão e o local (ressaltado no eixo) em que deverá ser
instalada a antena responsável pela emissão de radio freqüência, que será captada por
um receptor fora do eixo. A antena deverá ser instalada ao menos a 6 mm da superfície
metálica do eixo, motivo pelo qual há o ressalto apresentado, preparado com material
isolante.
Módulo de aquisição
Módulo de transmissão
Encoder Antena

109
Figura 5-16. Fixação da antena e módulo de transmissão ao eixo.
Um decodificador será responsável pela recepção e decodificação do sinal
digital que sai do eixo. Na Figura 5-17 mostra-se o decodificador e a antena receptora.
Apesar da possibilidade de ser alimentado com 110/220 V, o decodificador deverá ser
alimentado com uma bateria de 12 V, para trabalhos de campo. O decodificador irá
fornecer em um canal os dados referentes à força e em outro os dados referentes ao
torque. Outros dois canais serão utilizados para aplicação apresentada mais adiante.
Figura 5-17. Conjunto antena / decodificador.
Depois de decodificado, o sinal (PCM) é disponibilizado para um cartão de
interface (PCMCIA), que faz a aquisição dos dados para um computador (notebook ou
outro), proporcionando visualização on-line e armazenamento dos dados. Na Figura

110
5-18 é possível observar o cartão de interface de dados com o computador, junto com o
cabo de conexão.
Figura 5-18. Cartão de interface e cabo de conexão com computador.
Depois de adquiridos pelo computador, as informações referentes ao sinal
deverão ser analisadas e tratadas, extraindo-se os ruídos somados aos sinais, para que
estes sejam posteriormente enviados para um software de aquisição, que será
apresentado mais adiante.
É apresentada na Figura 5-19 a formatação da montagem do conjunto (módulos)
no eixo, devendo-se observar o posicionamento de cada um dos módulos, de forma que
haja uma distribuição uniforme ao longo do eixo, numa tentativa de minimizar o
desbalanceamento, uma vez que não há problema quanto a proximidade entre os
módulos.
Figura 5-19. Montagem dos módulos no eixo.

111
Na Figura 5-20 apresenta-se a seqüência de fixação dos módulos e do conjunto
responsável pelo envio de sinais. É utilizada uma fita adesiva (Fig.5-20B), conforme
pode ser observado na figura seguinte, além de uma fita dupla-face (Fig.5-20A) entre o
módulo e o eixo. Na Fig.5-20C, o conjunto já aparece todo afixado, e na Fig.5-20D é
possível observar a soldagem dos fios.
Vale ressaltar que a etapa de fixação dos fios por solda, assim como a aplicação
da fita, é de extrema importância, uma vez que o eixo gira com uma rotação elevada, o
que fatalmente poderia ocasionar o desprendimento destas partes, com possibilidades de
danos aos módulos.
Com o objetivo de garantir maior segurança na fixação dos componentes
(módulos), e até mesmo visando obter harmonia no acabamento da montagem do
conjunto, optou-se por recobrir com resina o trecho da célula de carga, conforme poderá
ser observado em figura mais adiante.
Figura 5-20. Seqüência de fixação do conjunto de telemetria.
Na demonstração abaixo, apenas de caráter ilustrativo (Figura 5-21), pode-se
verificar como fica a montagem final dos módulos ao eixo rotativo, incluindo a fixação
por fita adesiva, que funciona como reforço à fixação já apresentada, e o espaçamento
entre o eixo e a antena, que faz a captação do sinal enviado por radio freqüência.

112
Figura 5-21. Instalação da antena de recepção.
Entretanto, conforme exposto anteriormente, estes módulos também serão
cobertos com a mesma resina que fará a cobertura dos extensômetros. Sendo assim, a
Figura 5-22 apresenta a concepção do conjunto após ter sido feita toda a instalação dos
módulos de transmissão e o acabamento da célula de carga.
Figura 5-22. Concepção da haste inicial com acabamento da célula de carga.
A antena de transmissão ficará por fora deste acabamento para melhorar o envio
dos sinais. Além da antena, a bateria também deverá ficar afixada pelo lado de fora da
resina, por necessitar ser trocada ao término de sua carga.
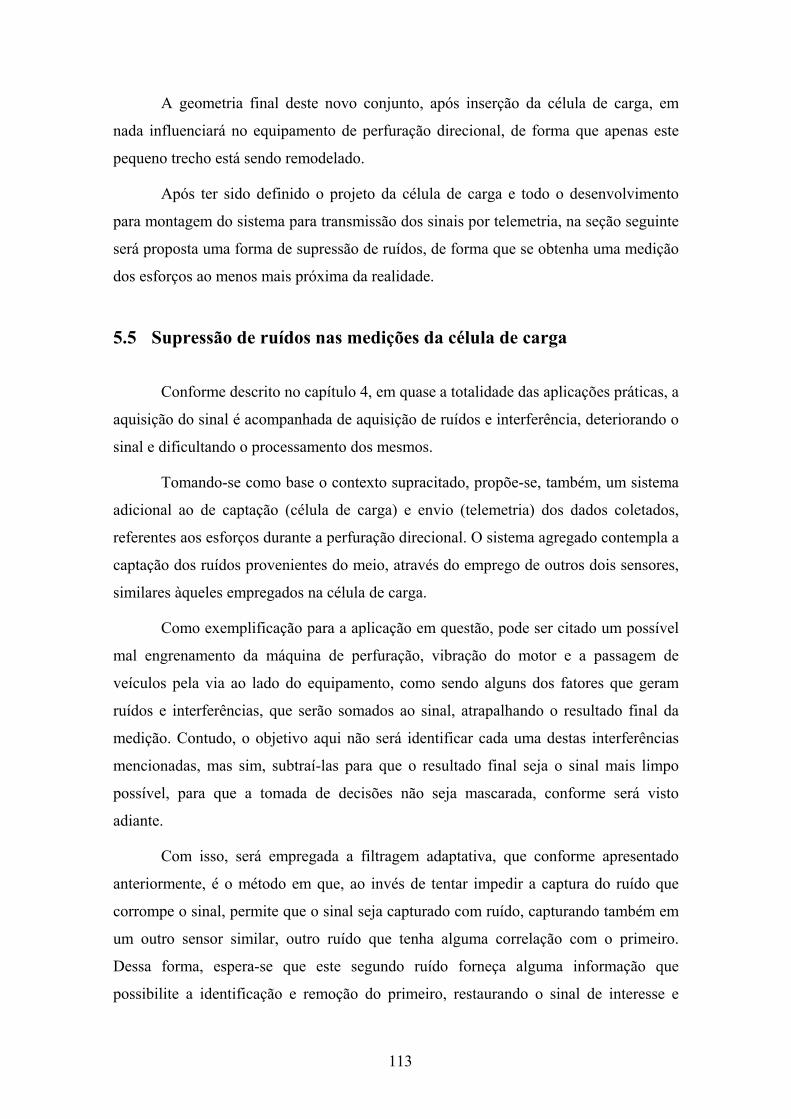
113
A geometria final deste novo conjunto, após inserção da célula de carga, em
nada influenciará no equipamento de perfuração direcional, de forma que apenas este
pequeno trecho está sendo remodelado.
Após ter sido definido o projeto da célula de carga e todo o desenvolvimento
para montagem do sistema para transmissão dos sinais por telemetria, na seção seguinte
será proposta uma forma de supressão de ruídos, de forma que se obtenha uma medição
dos esforços ao menos mais próxima da realidade.
5.5 Supressão de ruídos nas medições da célula de carga
Conforme descrito no capítulo 4, em quase a totalidade das aplicações práticas, a
aquisição do sinal é acompanhada de aquisição de ruídos e interferência, deteriorando o
sinal e dificultando o processamento dos mesmos.
Tomando-se como base o contexto supracitado, propõe-se, também, um sistema
adicional ao de captação (célula de carga) e envio (telemetria) dos dados coletados,
referentes aos esforços durante a perfuração direcional. O sistema agregado contempla a
captação dos ruídos provenientes do meio, através do emprego de outros dois sensores,
similares àqueles empregados na célula de carga.
Como exemplificação para a aplicação em questão, pode ser citado um possível
mal engrenamento da máquina de perfuração, vibração do motor e a passagem de
veículos pela via ao lado do equipamento, como sendo alguns dos fatores que geram
ruídos e interferências, que serão somados ao sinal, atrapalhando o resultado final da
medição. Contudo, o objetivo aqui não será identificar cada uma destas interferências
mencionadas, mas sim, subtraí-las para que o resultado final seja o sinal mais limpo
possível, para que a tomada de decisões não seja mascarada, conforme será visto
adiante.
Com isso, será empregada a filtragem adaptativa, que conforme apresentado
anteriormente, é o método em que, ao invés de tentar impedir a captura do ruído que
corrompe o sinal, permite que o sinal seja capturado com ruído, capturando também em
um outro sensor similar, outro ruído que tenha alguma correlação com o primeiro.
Dessa forma, espera-se que este segundo ruído forneça alguma informação que
possibilite a identificação e remoção do primeiro, restaurando o sinal de interesse e
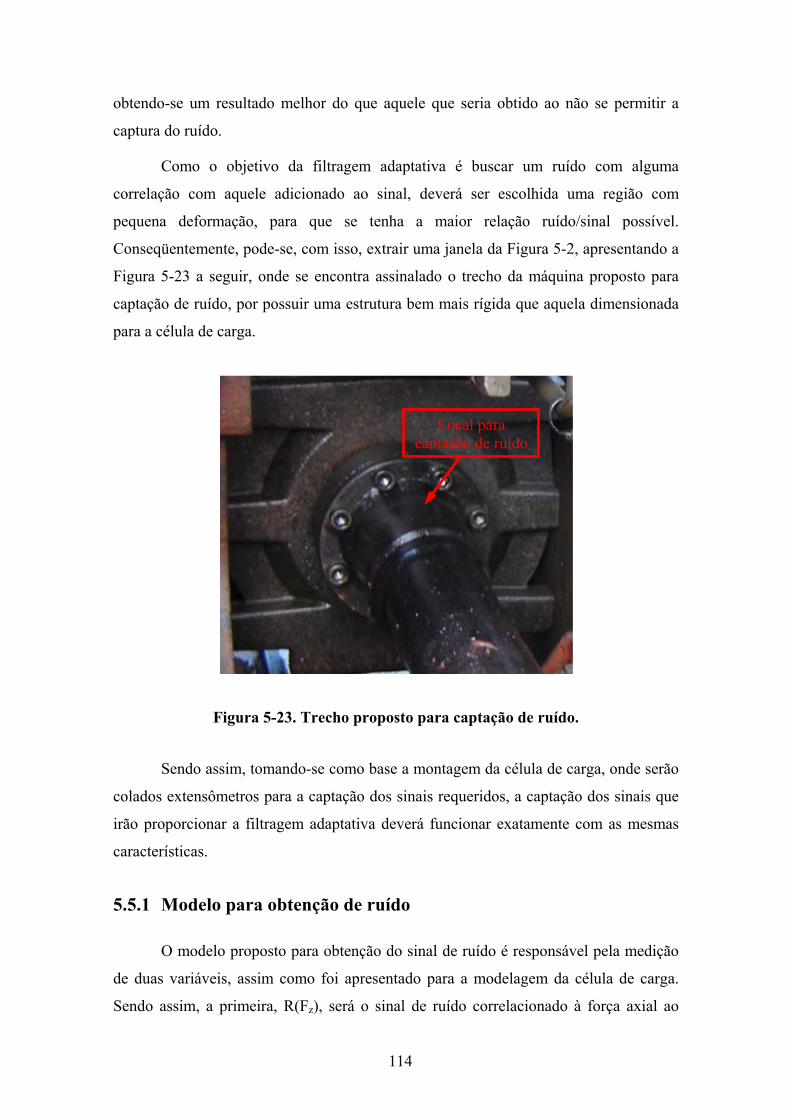
114
obtendo-se um resultado melhor do que aquele que seria obtido ao não se permitir a
captura do ruído.
Como o objetivo da filtragem adaptativa é buscar um ruído com alguma
correlação com aquele adicionado ao sinal, deverá ser escolhida uma região com
pequena deformação, para que se tenha a maior relação ruído/sinal possível.
Conseqüentemente, pode-se, com isso, extrair uma janela da Figura 5-2, apresentando a
Figura 5-23 a seguir, onde se encontra assinalado o trecho da máquina proposto para
captação de ruído, por possuir uma estrutura bem mais rígida que aquela dimensionada
para a célula de carga.
Figura 5-23. Trecho proposto pa
Sendo assim, tomando-se como base a mo
colados extensômetros para a captação dos sinais
irão proporcionar a filtragem adaptativa deverá
características.
5.5.1 Modelo para obtenção de ruído
O modelo proposto para obtenção do sina
de duas variáveis, assim como foi apresentado p
Sendo assim, a primeira, R(Fz), será o sinal de
ca o
Local paraptação de ruíd
ra captação de ruído.
ntagem da célula de carga, onde serão
requeridos, a captação dos sinais que
funcionar exatamente com as mesmas
l de ruído é responsável pela medição
ara a modelagem da célula de carga.
ruído correlacionado à força axial ao
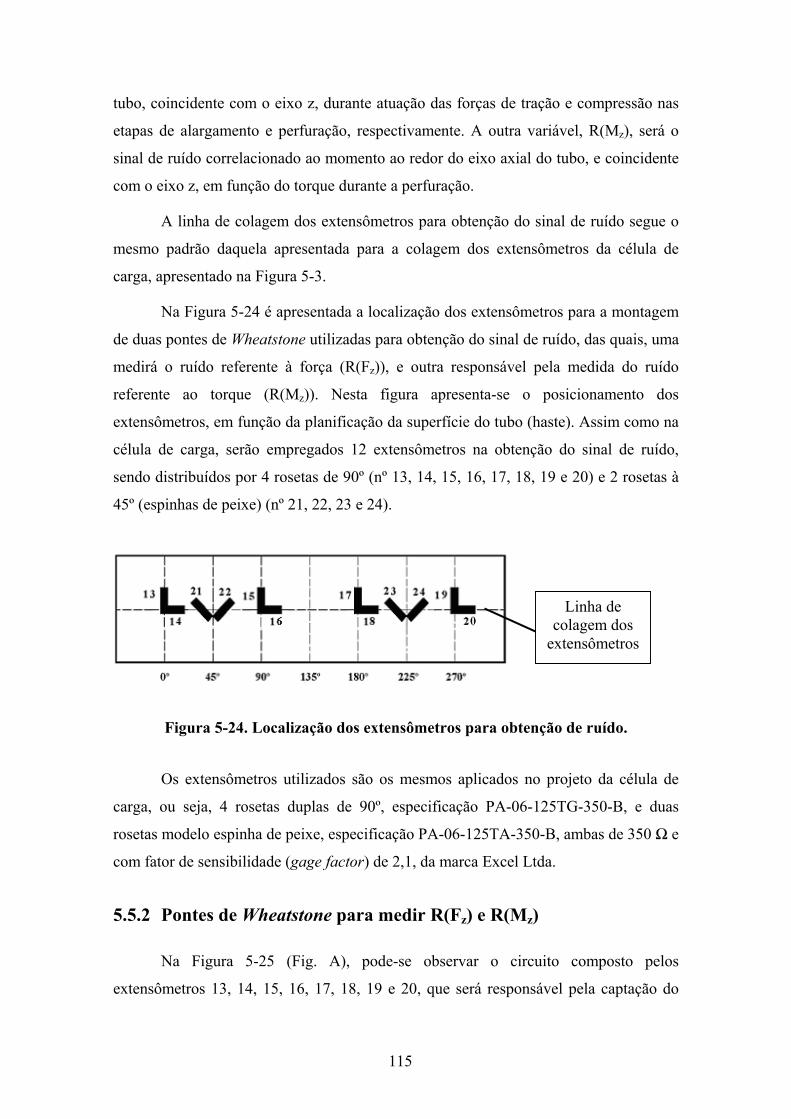
115
tubo, coincidente com o eixo z, durante atuação das forças de tração e compressão nas
etapas de alargamento e perfuração, respectivamente. A outra variável, R(Mz), será o
sinal de ruído correlacionado ao momento ao redor do eixo axial do tubo, e coincidente
com o eixo z, em função do torque durante a perfuração.
A linha de colagem dos extensômetros para obtenção do sinal de ruído segue o
mesmo padrão daquela apresentada para a colagem dos extensômetros da célula de
carga, apresentado na Figura 5-3.
Na Figura 5-24 é apresentada a localização dos extensômetros para a montagem
de duas pontes de Wheatstone utilizadas para obtenção do sinal de ruído, das quais, uma
medirá o ruído referente à força (R(Fz)), e outra responsável pela medida do ruído
referente ao torque (R(Mz)). Nesta figura apresenta-se o posicionamento dos
extensômetros, em função da planificação da superfície do tubo (haste). Assim como na
célula de carga, serão empregados 12 extensômetros na obtenção do sinal de ruído,
sendo distribuídos por 4 rosetas de 90º (nº 13, 14, 15, 16, 17, 18, 19 e 20) e 2 rosetas à
45º (espinhas de peixe) (nº 21, 22, 23 e 24).
Figura 5-24. Localização dos extensômetros para obtenção de ruído.
Os extensômetros utilizados são os mesmos aplicados no projeto da célula de
carga, ou seja, 4 rosetas duplas de 90º, especificação PA-06-125TG-350-B, e duas
rosetas modelo espinha de peixe, especificação PA-06-125TA-350-B, ambas de 350 Ω e
com fator de sensibilidade (gage factor) de 2,1, da marca Excel Ltda.
5.5.2 Pontes de Wheatstone para medir R(Fz) e R(Mz)
Na Figura 5-25 (Fig. A), pode-se observar o circuito composto pelos
extensômetros 13, 14, 15, 16, 17, 18, 19 e 20, que será responsável pela captação do
Linha de colagem dos
extensômetros
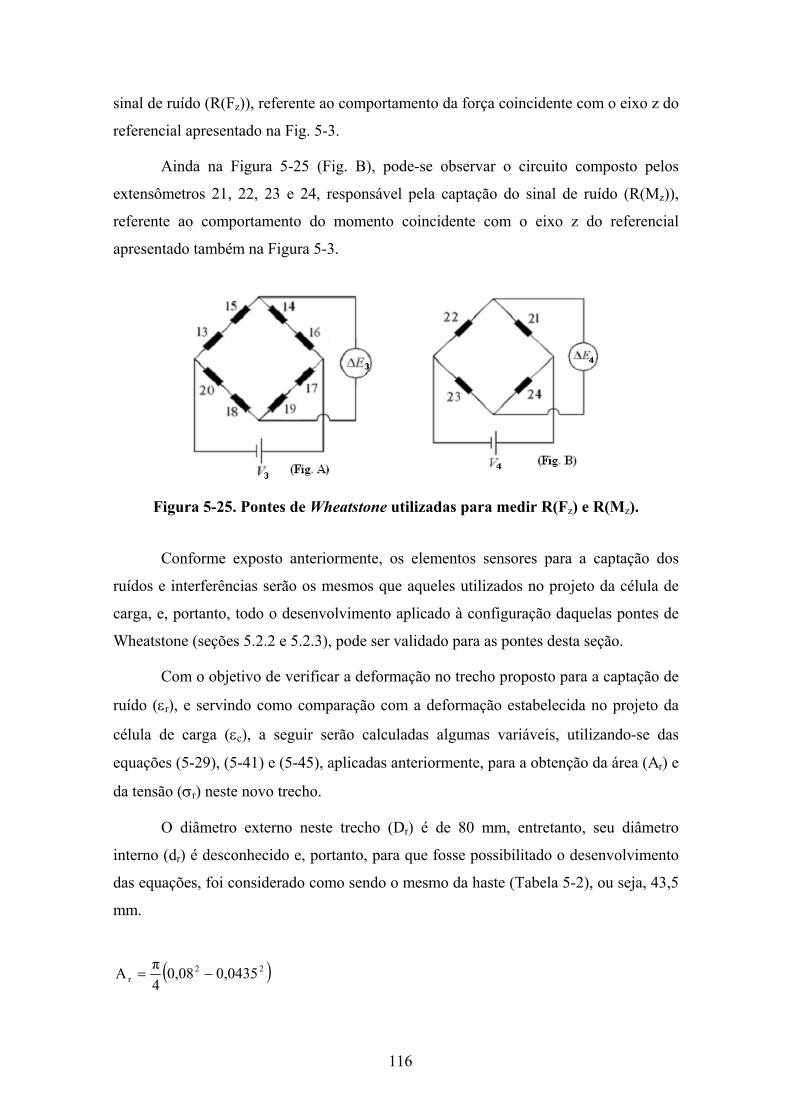
116
sinal de ruído (R(Fz)), referente ao comportamento da força coincidente com o eixo z do
referencial apresentado na Fig. 5-3.
Ainda na Figura 5-25 (Fig. B), pode-se observar o circuito composto pelos
extensômetros 21, 22, 23 e 24, responsável pela captação do sinal de ruído (R(Mz)),
referente ao comportamento do momento coincidente com o eixo z do referencial
apresentado também na Figura 5-3.
Figura 5-25. Pontes de Wheatstone utilizadas para medir R(Fz) e R(Mz).
Conforme exposto anteriormente, os elementos sensores para a captação dos
ruídos e interferências serão os mesmos que aqueles utilizados no projeto da célula de
carga, e, portanto, todo o desenvolvimento aplicado à configuração daquelas pontes de
Wheatstone (seções 5.2.2 e 5.2.3), pode ser validado para as pontes desta seção.
Com o objetivo de verificar a deformação no trecho proposto para a captação de
ruído (εr), e servindo como comparação com a deformação estabelecida no projeto da
célula de carga (εc), a seguir serão calculadas algumas variáveis, utilizando-se das
equações (5-29), (5-41) e (5-45), aplicadas anteriormente, para a obtenção da área (Ar) e
da tensão (σr) neste novo trecho.
O diâmetro externo neste trecho (Dr) é de 80 mm, entretanto, seu diâmetro
interno (dr) é desconhecido e, portanto, para que fosse possibilitado o desenvolvimento
das equações, foi considerado como sendo o mesmo da haste (Tabela 5-2), ou seja, 43,5
mm.
( )22r 0,04350,08
4πA −=
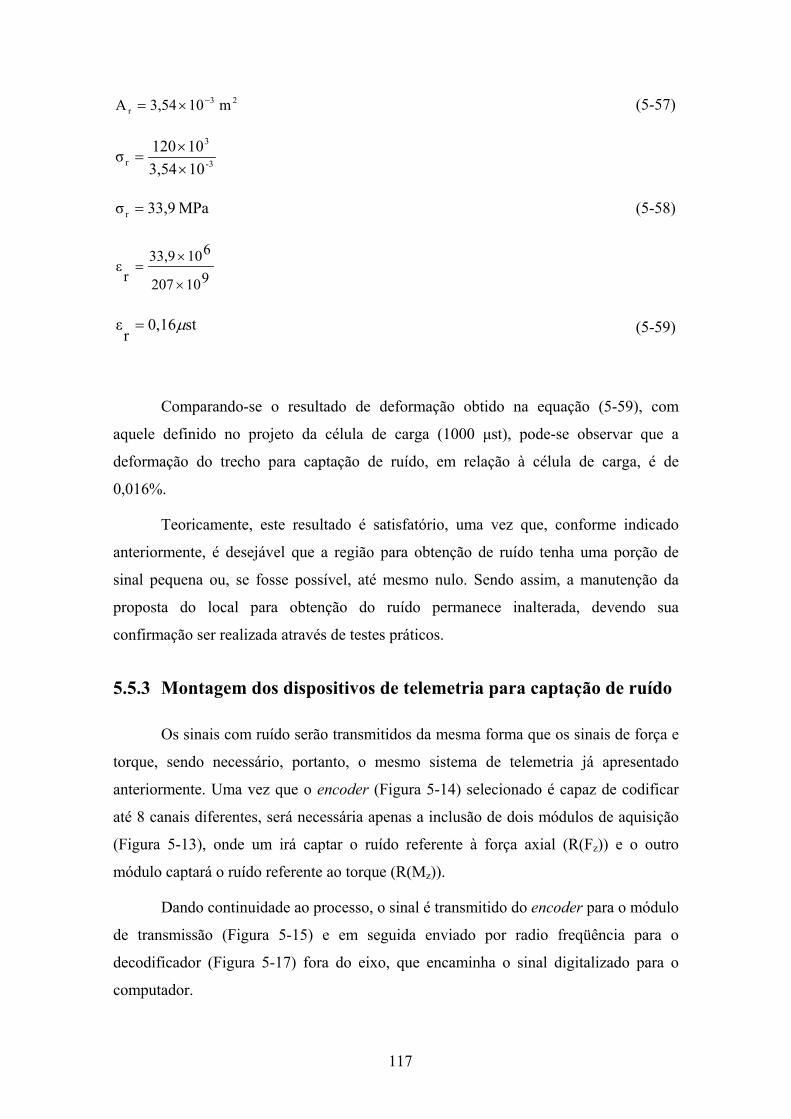
117
23
r m 103,54A −×= (5-57)
3-
3
r 103,5410120σ
××
=
MPa 33,9σ r = (5-58)
910207
61033,9rε
×
×=
st 0,16rε µ= (5-59)
Comparando-se o resultado de deformação obtido na equação (5-59), com
aquele definido no projeto da célula de carga (1000 µst), pode-se observar que a
deformação do trecho para captação de ruído, em relação à célula de carga, é de
0,016%.
Teoricamente, este resultado é satisfatório, uma vez que, conforme indicado
anteriormente, é desejável que a região para obtenção de ruído tenha uma porção de
sinal pequena ou, se fosse possível, até mesmo nulo. Sendo assim, a manutenção da
proposta do local para obtenção do ruído permanece inalterada, devendo sua
confirmação ser realizada através de testes práticos.
5.5.3 Montagem dos dispositivos de telemetria para captação de ruído
Os sinais com ruído serão transmitidos da mesma forma que os sinais de força e
torque, sendo necessário, portanto, o mesmo sistema de telemetria já apresentado
anteriormente. Uma vez que o encoder (Figura 5-14) selecionado é capaz de codificar
até 8 canais diferentes, será necessária apenas a inclusão de dois módulos de aquisição
(Figura 5-13), onde um irá captar o ruído referente à força axial (R(Fz)) e o outro
módulo captará o ruído referente ao torque (R(Mz)).
Dando continuidade ao processo, o sinal é transmitido do encoder para o módulo
de transmissão (Figura 5-15) e em seguida enviado por radio freqüência para o
decodificador (Figura 5-17) fora do eixo, que encaminha o sinal digitalizado para o
computador.
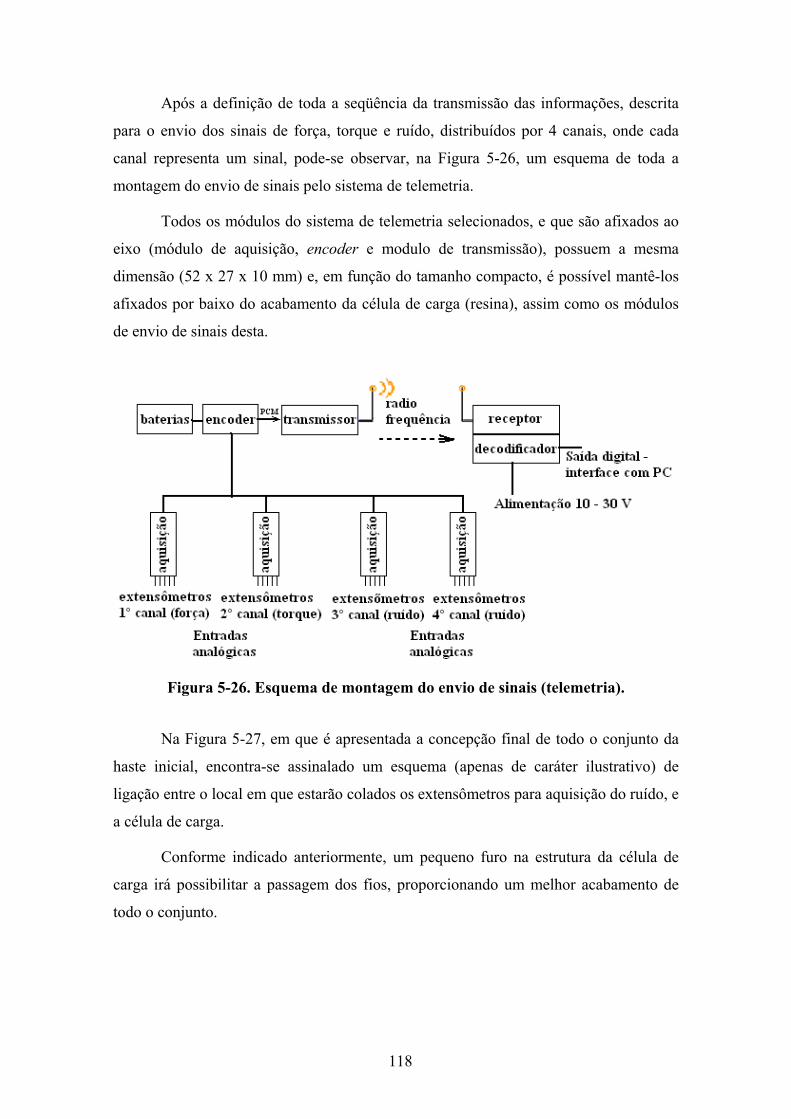
118
Após a definição de toda a seqüência da transmissão das informações, descrita
para o envio dos sinais de força, torque e ruído, distribuídos por 4 canais, onde cada
canal representa um sinal, pode-se observar, na Figura 5-26, um esquema de toda a
montagem do envio de sinais pelo sistema de telemetria.
Todos os módulos do sistema de telemetria selecionados, e que são afixados ao
eixo (módulo de aquisição, encoder e modulo de transmissão), possuem a mesma
dimensão (52 x 27 x 10 mm) e, em função do tamanho compacto, é possível mantê-los
afixados por baixo do acabamento da célula de carga (resina), assim como os módulos
de envio de sinais desta.
Figura 5-26. Esquema de montagem do envio de sinais (telemetria).
Na Figura 5-27, em que é apresentada a concepção final de todo o conjunto da
haste inicial, encontra-se assinalado um esquema (apenas de caráter ilustrativo) de
ligação entre o local em que estarão colados os extensômetros para aquisição do ruído, e
a célula de carga.
Conforme indicado anteriormente, um pequeno furo na estrutura da célula de
carga irá possibilitar a passagem dos fios, proporcionando um melhor acabamento de
todo o conjunto.
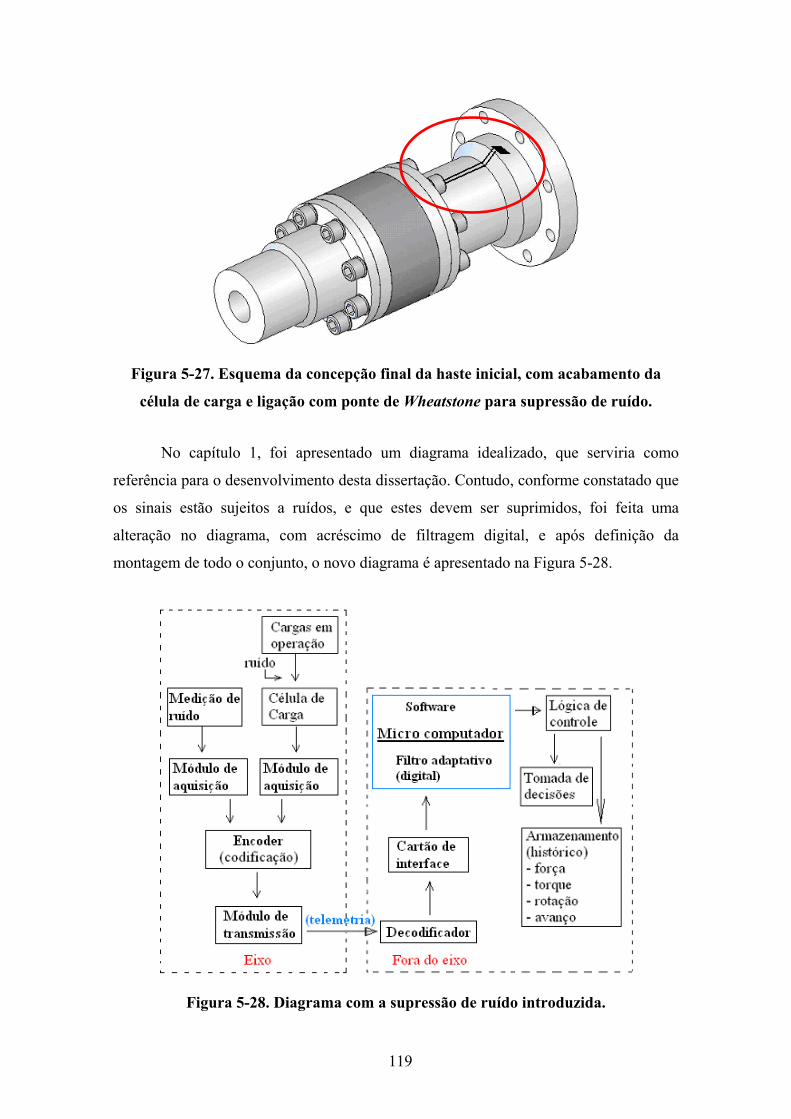
119
Figura 5-27. Esquema da concepção final da haste inicial, com acabamento da
célula de carga e ligação com ponte de Wheatstone para supressão de ruído.
No capítulo 1, foi apresentado um diagrama idealizado, que serviria como
referência para o desenvolvimento desta dissertação. Contudo, conforme constatado que
os sinais estão sujeitos a ruídos, e que estes devem ser suprimidos, foi feita uma
alteração no diagrama, com acréscimo de filtragem digital, e após definição da
montagem de todo o conjunto, o novo diagrama é apresentado na Figura 5-28.
Figura 5-28. Diagrama com a supressão de ruído introduzida.
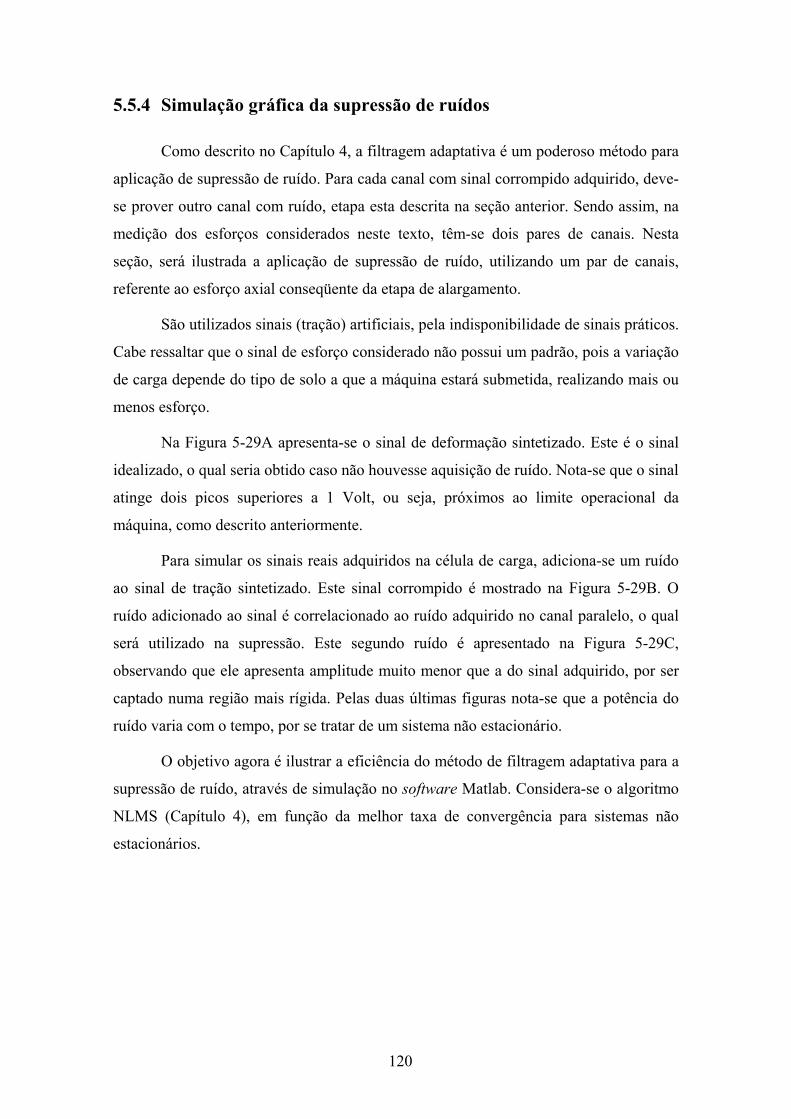
120
5.5.4 Simulação gráfica da supressão de ruídos
Como descrito no Capítulo 4, a filtragem adaptativa é um poderoso método para
aplicação de supressão de ruído. Para cada canal com sinal corrompido adquirido, deve-
se prover outro canal com ruído, etapa esta descrita na seção anterior. Sendo assim, na
medição dos esforços considerados neste texto, têm-se dois pares de canais. Nesta
seção, será ilustrada a aplicação de supressão de ruído, utilizando um par de canais,
referente ao esforço axial conseqüente da etapa de alargamento.
São utilizados sinais (tração) artificiais, pela indisponibilidade de sinais práticos.
Cabe ressaltar que o sinal de esforço considerado não possui um padrão, pois a variação
de carga depende do tipo de solo a que a máquina estará submetida, realizando mais ou
menos esforço.
Na Figura 5-29A apresenta-se o sinal de deformação sintetizado. Este é o sinal
idealizado, o qual seria obtido caso não houvesse aquisição de ruído. Nota-se que o sinal
atinge dois picos superiores a 1 Volt, ou seja, próximos ao limite operacional da
máquina, como descrito anteriormente.
Para simular os sinais reais adquiridos na célula de carga, adiciona-se um ruído
ao sinal de tração sintetizado. Este sinal corrompido é mostrado na Figura 5-29B. O
ruído adicionado ao sinal é correlacionado ao ruído adquirido no canal paralelo, o qual
será utilizado na supressão. Este segundo ruído é apresentado na Figura 5-29C,
observando que ele apresenta amplitude muito menor que a do sinal adquirido, por ser
captado numa região mais rígida. Pelas duas últimas figuras nota-se que a potência do
ruído varia com o tempo, por se tratar de um sistema não estacionário.
O objetivo agora é ilustrar a eficiência do método de filtragem adaptativa para a
supressão de ruído, através de simulação no software Matlab. Considera-se o algoritmo
NLMS (Capítulo 4), em função da melhor taxa de convergência para sistemas não
estacionários.
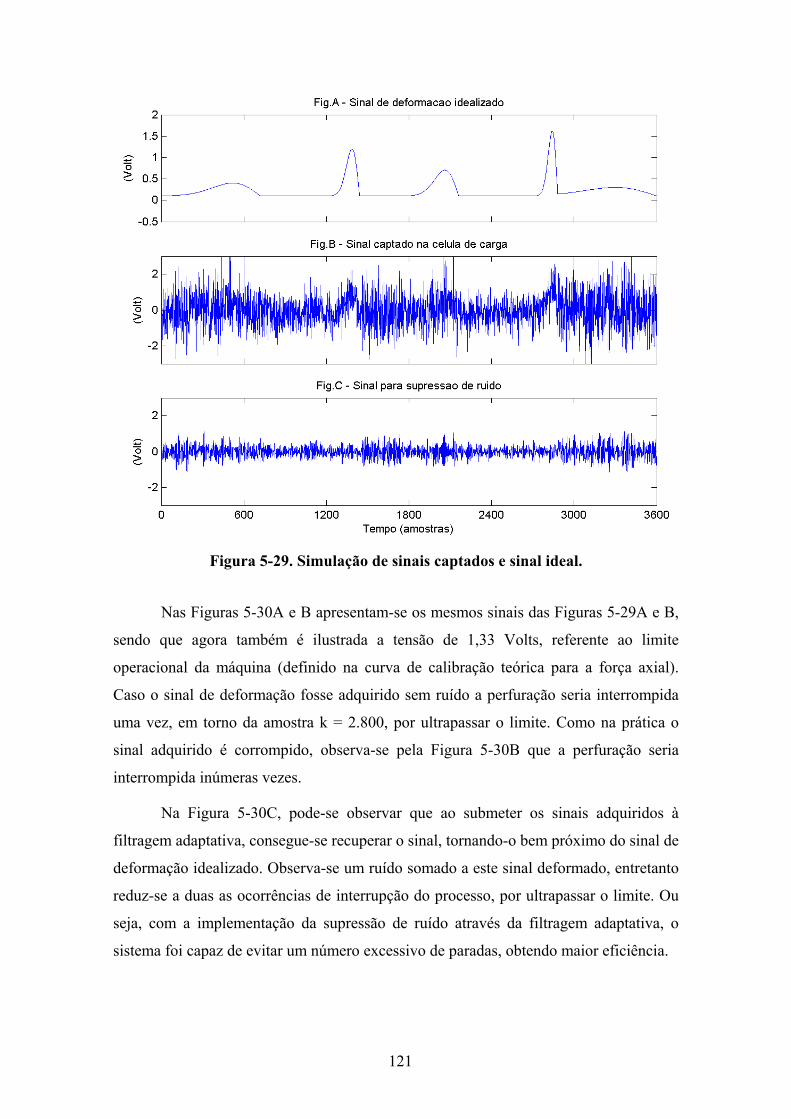
121
Figura 5-29. Simulação de sinais captados e sinal ideal.
Nas Figuras 5-30A e B apresentam-se os mesmos sinais das Figuras 5-29A e B,
sendo que agora também é ilustrada a tensão de 1,33 Volts, referente ao limite
operacional da máquina (definido na curva de calibração teórica para a força axial).
Caso o sinal de deformação fosse adquirido sem ruído a perfuração seria interrompida
uma vez, em torno da amostra k = 2.800, por ultrapassar o limite. Como na prática o
sinal adquirido é corrompido, observa-se pela Figura 5-30B que a perfuração seria
interrompida inúmeras vezes.
Na Figura 5-30C, pode-se observar que ao submeter os sinais adquiridos à
filtragem adaptativa, consegue-se recuperar o sinal, tornando-o bem próximo do sinal de
deformação idealizado. Observa-se um ruído somado a este sinal deformado, entretanto
reduz-se a duas as ocorrências de interrupção do processo, por ultrapassar o limite. Ou
seja, com a implementação da supressão de ruído através da filtragem adaptativa, o
sistema foi capaz de evitar um número excessivo de paradas, obtendo maior eficiência.
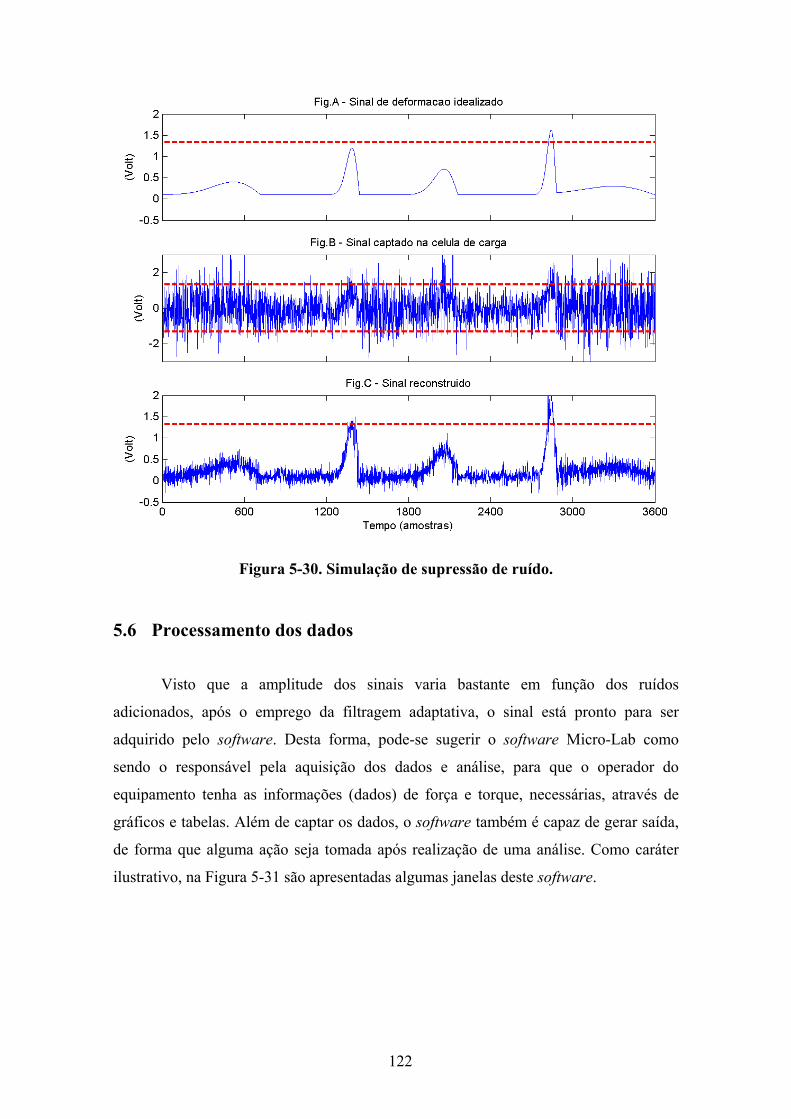
122
Figura 5-30. Simulação de supressão de ruído.
5.6 Processamento dos dados
Visto que a amplitude dos sinais varia bastante em função dos ruídos
adicionados, após o emprego da filtragem adaptativa, o sinal está pronto para ser
adquirido pelo software. Desta forma, pode-se sugerir o software Micro-Lab como
sendo o responsável pela aquisição dos dados e análise, para que o operador do
equipamento tenha as informações (dados) de força e torque, necessárias, através de
gráficos e tabelas. Além de captar os dados, o software também é capaz de gerar saída,
de forma que alguma ação seja tomada após realização de uma análise. Como caráter
ilustrativo, na Figura 5-31 são apresentadas algumas janelas deste software.
123
Figura 5-31. Janelas do software Micro-Lab.
Em seguida, as informações serão processadas por uma lógica de controle,
conforme já introduzido no capítulo inicial, e que será responsável pela tomada de
decisões. A perfuração deverá ser mantida em curso, ou até mesmo interrompida, em
função dos resultados, visto que o objetivo é garantir que o equipamento de perfuração
direcional não seja danificado por sobrecarga. Desta forma, a lógica de controle seria
responsável pelas seguintes ações:
• Caso o sinal recebido seja ≤ 80 % do limite de carga, liga led verde;
• Caso, 80 % < sinal recebido ≤ 90 % do limite de carga, liga led amarelo;
• Caso o sinal recebido seja > 90 % do limite de carga, liga led vermelho e
alarme; e
• Caso o sinal recebido ≥ 100 % da carga, ocasiona a parada da máquina.
Com a lógica acima estabelecida, sabe-se que a máquina dificilmente irá quebrar
com os excessos cometidos pelos operadores, que muitas vezes estimulam a sobrecarga.
Também, após emprego da filtragem adaptativa, sabe-se que a lógica de controle não irá
124
interromper a operação da máquina, antes que alcance o seu limite real de carga de
trabalho.
5.7 Custo estimado de implantação do projeto
É importante ressaltar que para o desenvolvimento do projeto desta dissertação,
não foi realizado um EVTE (Estudo de viabilidade técnica e econômica) para verificar
as possibilidades reais de implantação da proposta. Todavia, após conhecimento de
causa, ou seja, ocorrências de quebra de cabeças de perfuração durante execução do
furo, optou-se por manter a realização do projeto, visto que este tipo de dano possui um
custo elevado.
Com isso, prevaleceu a idéia de otimização do processo de perfuração,
garantindo a confiabilidade operacional do equipamento, sem manter o foco na questão
financeira que viria a ser agregada ao projeto da célula de carga. Por este motivo, não
foi feita uma pesquisa de mercado visando alcançar valores mais accessíveis, contudo,
decidiu-se acrescentar esta seção, apenas como ilustração do custo estimado.
De acordo com a proposta desta dissertação, será feita uma pequena alteração
mecânica na estrutura de uma máquina de perfuração de médio porte, conforme
apresentado anteriormente; entretanto, será acrescido um aparato tecnológico a esta
máquina, de forma que se garanta a confiabilidade operacional do equipamento durante
execução da perfuração, para evitar danos estruturais.
Sabe-se que o aparato tecnológico referenciado acima envolve toda a parte de
captação, emissão, recepção e processamento dos sinais, que contém os dados que
interessam para a manutenção da integridade do equipamento de perfuração, durante a
realização do esforço.
O valor de um equipamento de perfuração novo, similar ao utilizado como
referência neste projeto, gira em torno de R$ 600.000,00, e, quando se fala em danos
estruturais causados na perfuração, utilizando como exemplo a quebra de uma cabeça de
perfuração, conforme exposto anteriormente, podem ser estimados prejuízos da ordem
de R$ 45.000,00.
Cabe ressaltar que o custo aqui apresentado com implantação do projeto se ateve
apenas com a estimativa de despesas para a instalação dos equipamentos em apenas
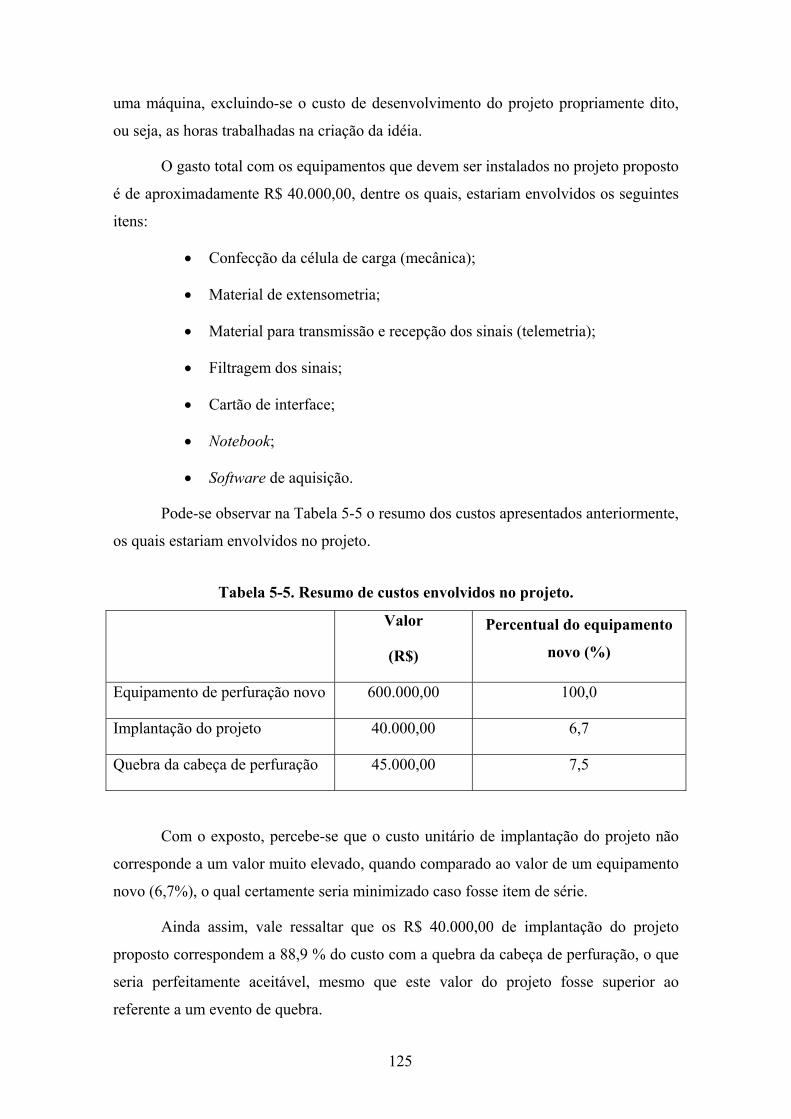
125
uma máquina, excluindo-se o custo de desenvolvimento do projeto propriamente dito,
ou seja, as horas trabalhadas na criação da idéia.
O gasto total com os equipamentos que devem ser instalados no projeto proposto
é de aproximadamente R$ 40.000,00, dentre os quais, estariam envolvidos os seguintes
itens:
• Confecção da célula de carga (mecânica);
• Material de extensometria;
• Material para transmissão e recepção dos sinais (telemetria);
• Filtragem dos sinais;
• Cartão de interface;
• Notebook;
• Software de aquisição.
Pode-se observar na Tabela 5-5 o resumo dos custos apresentados anteriormente,
os quais estariam envolvidos no projeto.
Tabela 5-5. Resumo de custos envolvidos no projeto.
Valor
(R$)
Percentual do equipamento
novo (%)
Equipamento de perfuração novo 600.000,00 100,0
Implantação do projeto 40.000,00 6,7
Quebra da cabeça de perfuração 45.000,00 7,5
Com o exposto, percebe-se que o custo unitário de implantação do projeto não
corresponde a um valor muito elevado, quando comparado ao valor de um equipamento
novo (6,7%), o qual certamente seria minimizado caso fosse item de série.
Ainda assim, vale ressaltar que os R$ 40.000,00 de implantação do projeto
proposto correspondem a 88,9 % do custo com a quebra da cabeça de perfuração, o que
seria perfeitamente aceitável, mesmo que este valor do projeto fosse superior ao
referente a um evento de quebra.
126
Capítulo 6
6 Conclusões e Sugestões para trabalhos futuros
Este trabalho teve como principal objetivo o estudo de um sistema para
caracterizar os esforços a que uma máquina de perfuração horizontal não destrutiva está
submetida, de forma que se evitem danos neste tipo de equipamento, devido à
sobrecarga operacional durante o processo de perfuração.
Após caracterização de dois esforços inerentes ao método, ou seja, torque e
força, foi desenvolvida uma célula de carga para medição destas variáveis. Os sinais
captados devem ser processados para a subtração de ruídos adicionados ao sistema, e
conseqüentemente, um micro computador é responsável pelo controle do processo.
Neste sentido, foram estudadas as características operacionais da máquina como
um todo, bem como os tipos de esforços a que está submetida, de forma a obter a
elaboração de um projeto que represente um primeiro passo para o desenvolvimento de
um sistema de controle dos esforços neste tipo de equipamento.
Na tentativa de aperfeiçoar o equipamento de perfuração direcional, foram
pensadas algumas alternativas de aplicação de uma célula de carga, passando-se por
uma solução que funcionaria na própria cabeça de perfuração, mas que se inviabiliza
pela necessidade de passagem de cabos pelo túnel perfurado, até uma alternativa que
seria acoplada na própria haste inicial, mas que acarretaria no prolongamento desta,
gerando a necessidade de alteração de projeto em outros componentes do sistema, como
por exemplo, a alimentação da máquina com hastes de perfuração.
Dentro do panorama exposto, optou-se pelo uso de uma célula de carga
projetada especificamente para um determinado modelo de médio porte, a qual
apresenta uma geometria em harmonia com a peça original (haste inicial) para onde foi
projetada, mas que também pode ser facilmente adaptada a outros modelos, de pequeno
ou grande porte.
Além do projeto da célula de carga, foi proposto o acréscimo de um filtro
adaptativo, de forma a garantir sinais mais limpos, ou seja, com menos ruído e
interferência, e que, com isso, a lógica de controle tenha uma decisão mais precisa.
127
O projeto proposto garante a confiabilidade operacional em qualquer tipo de
equipamento, devido ao controle destes esforços em tempo real, com a conseqüente
tomada de decisão em função do percentual de carga alcançado. Neste caso, não há
necessidade de alteração do projeto da máquina, uma vez que esta alternativa necessita
apenas de uma pequena alteração na haste inicial, que será seccionada e terá flanges
adicionados, para a posterior inserção da célula de carga, que irá ocupar o trecho
extraído da haste inicial.
A calibração da célula de carga desta tese contou com as informações reais
necessárias a sua realização, entretanto, por não terem sido desenvolvidas atividades
práticas, foram elaboradas curvas de calibração teóricas para as pontes de Wheatstone
empregadas na medição de força axial e torque.
Ficou constatado teoricamente, através dos gráficos apresentados, referentes a
um sinal simulado, que a adição de ruído ao sinal é bastante prejudicial ao sistema, pois
os limites de carga são alcançados de forma prematura, fato que causaria a interrupção
do funcionamento da máquina antes do previsto.
Apesar de não ter sido levada em consideração a questão financeira de
implantação do projeto, visto que o objetivo era a otimização do processo, com redução
de custo por causa de quebra, observou-se que o custo de implantação é bastante
pequeno se comparado ao custo de uma máquina nova, e inferior ao custo referente a
um evento de quebra, o que justificaria plenamente uma implantação deste porte.
Uma próxima tarefa proposta aqui para a continuidade deste projeto, é a efetiva
confecção da célula de carga e realização de testes operacionais com o conjunto,
visando a concretização e certificação da funcionalidade do projeto. Dentro do quesito
funcionalidade, também é de extrema importância a concatenação da leitura da célula de
carga com a transmissão de sinais pelo sistema de telemetria, para posterior
processamento dos sinais.
Também deverão ser confrontados os valores teóricos encontrados para a
calibração da célula de carga, com os valores práticos, os quais provavelmente serão
distintos, uma vez que para os valores teóricos, foram desconsiderados os possíveis
erros introduzidos no processo, como, por exemplo, os efeitos cruzados (cross talk),
provenientes de folgas, atritos, desalinhamentos e outros.
128
Não obstante, fica sugerida a proposta adicional para realização de testes
práticos para adaptação de um método de subtração de ruídos, baseado em filtragem
adaptativa, onde deveria ser constatada a possibilidade de coleta dos dados junto ao
cabeçote rotativo do equipamento de perfuração, visando a obtenção de sinais ruidosos.
Com isso, poder-se-á realizar testes visando utilizar o sistema proposto em
aplicações específicas, como, por exemplo, em algum outro tipo de processo de
perfuração.
129
Referências Bibliográficas
ARATO A. Jr., “Manutenção preditiva usando análise de vibrações” Editora Manole
Ltda., 1a edição, 2004.
BAIK, H., ABRAHAMA, D.M., GOKHALEB, S., “A decision support system for
horizontal directional drilling”, School of Civil and Environmental Engineering,
Vanderbilt University, Nashville, USA, Março, 2003.
CAPUTO, H. P., “Mecânica dos solos e suas aplicações”, Ao livro técnico S.A., vol. 1,
2ª edição, Março 1969.
DESELT. Travessia pelo método não destrutivo. Disponível em
http://www.deselt.com.br/interno_mnd.html. Acesso em: 09 out. 2004.
DINIZ, F. C. da C. B., “Supressão de ruído, detecção e classificação de sinais de
descargas parciais em transformadores de potência”, Dept. de Engenharia Elétrica,
Universidade Federal do Rio de Janeiro, M. Sc. Engenharia Elétrica, Fevereiro 2005.
DINIZ, F. C. da C. B. e NETTO, S. L., “A Package tool for general – purpose signal
denoising”, Eletrical Engineering Program / COPPE, Federal University of Rio de
Janeiro, Brazil, 2005.
DINIZ, P. S. R., “Adaptive filtering: algorithms and practical implementation”, Kluwer
academic publishers, 2nd edition, 2002.
DINIZ, P. S. R., SILVA, E. A. B. e NETTO, S. L., “Digital signal processing”,
Cambridge University Press, 2002.
ENCICLOPÉDIA MIRADOR INTERNACIONAL, 1982.
EXCEL. Extensômetros elétricos. Disponível em http://www.excelsensor.com.br.
Acesso em 24 de ago. 2005.
FERREIRA, A., “Apostila de perfuração horizontal”, Curso ministrado in locco na
Empresa: Travessia Direcional, Janeiro, 1999.
GOMMOLA, G., “The application and installation of load cells”, Spectris Messtechnik
GmbH, 2000.
130
GRUNDODRILL. Perfuratrizes Direcionais. Disponível em
http://www.sondeq.com.br/grundogrill.html. Acesso em: 09 out. 2004.
HAYKIN, S., “Communication Systems”, John Wiley & Sons, Inc., 4th edition, 2001.
HAYKIN, S., “Modern Filters” MacMillan, 1989.
HOFFMANN, K., “An introduction to measurements using strain gages”, Hottinger
Baldwin Messtechnik GmbH, 1989.
HURTADO, GUY J. e NÉ, P. R., “Iniciação à extensometria”, Sodmex – Industria e
comercio de material de extensometria Ltda. , Julho 1982.
INDUK. Transdutor de força. Disponível em http://www.induk-gmbh.de/. Acesso em
21 jun. 2005.
NORTON, H. N., “Handbook of transducers”, Editora Prentice Hall do Brasil Ltda.,
1989.
ORESTE, P., “Back-analysis techniques for the improvement of the understanding of
rock in underground constructions”, Department of Georesources and Land,
Politecnico di Torino, Torino, Italia , Julho 2003.
PERFURAÇÃO DIRECIONAL. Disponível em http://www.millerthedriller.com.
Acesso em: 21 jun. 2005.
PINTO, C. de S., “Curso básico de mecânica dos solos em 16 aulas”, Oficina de textos,
2000.
POLAK, M. A. e LASHEEN A., “Mechanical modelling for pipes in horizontal
directional drilling”, Department of civil engineering, University of Waterloo,
Ontario, Canada, 2002.
PROVENZA, F., 1985, Projetista de Máquinas. 2ª ed. São Paulo, Escola Pro-tec.
RAPTOPOULOS, L. S. C., “Estudo e desenvolvimento de equipamento de baixo custo
para a análise da marcha de amputados”, Dept. de Engenharia Mecânica,
Universidade Federal do Rio de Janeiro, D. Sc. Engenharia Mecânica, Dezembro
2003.
REIS, R. B., “Estudo de uma célula de carga para instrumentos de pesagem estática”,
Dept. de Engenharia Mecânica, Universidade Federal do Rio de Janeiro, Projeto
Final, Dezembro 2004.
131
REVISTA BRASIL ENGENHARIA “O Pipe Jacking abre uma janela para o futuro”,
nº560/2003 – Ano 61, 2003.
RODRIGUEZ, A. R., CASTILLO, H. D. e SOWERS, G. F., “Soil Mechanics in
highway engineering”, Trans Tech Publications, Federal Republic of Germany,
1988.
SCHNAID, F., “Ensaios de campo e suas aplicações à engenharia de fundações”,
Oficina de textos, 2000.
SCOTT, R. F. e SCHOUSTRA, J. J., “Soil mechanics and engineering”, Mc Graw Hill
Book, 1968.
SEDRA, A. S. e SMITH, K. C., “Microeletrônica”, Makron Books do Brasil Editora
Ltda, 2000.
SENSOTEC. Células de carga e transdutores. Disponível em
http://www.sensotec.com/index.shtml. Acesso em 21 jun. 2005.
SHIGLEY, J. E. e MISCHKE, C. R., “Mechanical engineering design”, 5th ed., Mc
Graw Hill, 1989.
TECNOLOGIA EM PERFURAÇÃO DIRECIONAL NÃO DESTRUTIVA.
http://rebar.ecn.purdue.edu/Trenchless/secondpage/AB.htm. Acesso em: 21 jun.
2005.
TELECO. Informações em telecomunicações e Telemetria. Disponível em
http://www.teleco.com.br/tutoriais/tutorialmtelemetria. Acesso em 18 de ago. 2005.
THE CHARLES MACHINES WORKS, INC., “Horizontal directional drilling systems:
A new dimension for remediation”, Publication number CMW-950, Abril 1996.
THE CHARLES MACHINES WORKS, INC., “Operator´s Manual JT 1720 Mach 1”,
Part number 054-073, Copyright 2000.
VERMEER MANUFACTURING COMPANY. Produtos para projetos de escavação
não destrutiva. Disponível em http://www.vermeer.com. Acesso em: 09 out. 2004.
VISHAY. Extensômetros, células de carga e transdutores. Disponível em
http://www.vishay.com/company/brands/measurements-group. Acesso em 21 jun.
2005.
132
VOYAGER. Equipamentos de perfuração direcional. Disponível em
http://www.airservice.com.br/voyager20.html. Acesso em: 09 out. 2004.
VOYAGER. Equipamentos de perfuração direcional. Disponível em
http://www.airservice.com.br/voyager30.html. Acesso em: 09 out. 2004.
WERNECK, M. M., “Transdutores e interfaces”, LTC – Livros Técnicos e Científicos
Editora S.A., 1996.
WU, M. C., TUNG, P. C. e HSIEH, T. Y., “Improvement of the horizontal directional
drilling method by using an autonomous land vehicle with a radio direction finding
system”, Department of Mechanical Engineering, National Central University,
Chung-Li, Taiwan, Abril 2001.