engenharia mecânica - fenix.tecnico.ulisboa.pt · foram observadas as características típicas de...
TRANSCRIPT

Avaliação do dano em fadiga de materiais a muito elevada
frequência
Hugo Filipe Ribeiro Cachão
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Júri
Presidente: Prof. Luís Manuel Varejão Oliveira Faria
Orientador: Prof. Manuel José Moreira de Freitas
Co-Orientador: Prof. Luís Filipe Galrão dos Reis
Vogais: Prof. Rui Fernando dos Santos Pereira Martins
Novembro de 2012


i
Agradecimentos
Em primeiro lugar quero agradecer aos meus pais, Ismael e Isabel, pois foram eles que me
permitiram a realização deste curso, dando-me todo o apoio necessário durante o mesmo, além de
toda a educação e carinho ao longo da minha vida. Muito obrigado!
Agradeço também aos Professores Manuel de Freitas e Luís Reis por me terem concedido a
oportunidade de trabalhar com eles e terem acedido a ser meus orientadores na realização desta
dissertação. O seu apoio e ajuda em alguns momentos foram cruciais para a concretização da
mesma.
Um agradecimento muito especial ao meu colega e amigo Eng.º Yoann Lage, pois, através da
sua dedicação ao trabalho que nos encontrávamos a desenvolver, permitiu a resolução de vários
problemas ocorridos durante a execução do mesmo.
Ao longo dos anos de curso houve um grupo de amigos que me acompanhou e ajudou em
muitas situações, dando-me força para a conclusão do mesmo. Ao Rui, Ruben, Guilherme, Gonçalo,
Bruno, Zé, Jaime, Manú, Carlos e Márcio, um obrigado por tudo.
Quero agradecer à minha irmã, Patrícia, a quem muitas vezes não dei a devida atenção,
devido ao tempo e à preocupação envolvidos neste trabalho.
Por fim, mas não menos importante, obrigado Ana por todo o apoio, amor e ajuda que me
deste ao longo dos últimos anos.

ii
Resumo
A determinação da vida à fadiga de componentes mecânicos é muito importante para a
engenharia em geral, dado que, grande parte das falhas mecânicas ocorre devido à mesma. Os
ensaios mecânicos realizados para o cálculo da vida à fadiga têm vindo a evoluir, devido à
necessidade dos componentes mecânicos estarem sujeitos a um número cada vez maior de ciclos de
carga.
Este trabalho tem como objectivo avaliar a resistência mecânica de três materiais (Cobre, Ferro
Fundido Cinzento e Aço 42CrMo4) no domínio da fadiga “gigacycle” e caracterizar as superfícies de
dano após fractura. Para isso, foram realizados ensaios de fadiga a muito elevada frequência,
utilizando-se uma máquina ultrasónica, a qual permite obter uma frequência média de teste na ordem
dos 20 kHz, alcançando o regime de VHCF (Muito Elevado Número de Ciclos) num intervalo de
tempo reduzido. Ainda neste trabalho, é apresentada a máquina utilizada e respectivos componentes,
além de ser avaliada a sua performance.
Após a realização dos ensaios e analisados os resultados obtidos, pode garantir-se uma boa
fiabilidade da máquina utilizada. Estes mesmos resultados permitem afirmar que o conceito de fadiga
clássico necessita ser revisto para os materiais estudados, nomeadamente, para o cobre e ferro
fundido. Relativamente às curvas S-N, pode afirmar-se que a gama de tensões em regime de VHCF é
muito reduzida, dificultando a obtenção de pontos neste regime. Quanto às superfícies de fractura,
foram observadas as características típicas de fadiga no cobre e no aço, ao contrário do ferro fundido,
onde estas não se observaram.
Palavras-Chave
Fadiga Ultrasónica
Fadiga Gigacycle (VHCF)
Previsão de vida à fadiga
Fadiga
Curva S-N

iii
Abstract
The determination of fatigue life of mechanical components is very important in engineering
projects, because most of mechanical failures occur due to it. The need to ensure that mechanical
components resist to a higher number of loading cycles, made the mechanical tests for fatigue life
evaluation improve in the last few years.
The main goal of this work is to evaluate the mechanical resistance of three materials (Copper,
Gray Cast Iron and Steel 42CrMo4) in domain of gigacycle fatigue and characterize their fracture
surfaces. To this study, fatigue tests at very high frequency were carried out using an ultrasonic
machine, which works at 20 kHz of frequency, reaching the VHCF (Very High Cycle Fatigue) regime in
a small period of time. The machine used and its components is presented, and its performance is
evaluated.
After the tests and analyzing the results, it can be guaranteed a good reliability of machine
used. These results indicate that the concept of classic fatigue limit must be revised for the materials
studied, particularly, for copper and cast iron. Regarding S-N curves, it can be said that the stress
range in the VHCF regime is greatly small, hindering the obtaining points in this regime. Regarding
fracture surfaces, it were observed the typical fatigue characteristics in copper and steel, unlike cast
iron, where these were not observed.
Key-words
Ultrasonic Fatigue
Gigacycle Fatigue (VHCF)
Fatigue Life Prediction
Fatigue
S-N Curve

iv
Índice
Agradecimentos .......................................................................................................... i
Resumo ....................................................................................................................... ii
Palavras-Chave .......................................................................................................... ii
Abstract ......................................................................................................................iii
Key-words ...................................................................................................................iii
Lista de Figuras .........................................................................................................vii
Lista de Tabelas ......................................................................................................... x
Nomenclatura .............................................................................................................xi
1 Introdução .............................................................................................................. 1
1.1 Enquadramento ................................................................................................................ 1
1.2 Objectivos do Trabalho .................................................................................................... 3
1.3 Estrutura do Trabalho ....................................................................................................... 3
2 Revisão Bibliográfica ............................................................................................ 5
2.1 Introdução ......................................................................................................................... 5
2.2 História da Fadiga ............................................................................................................ 5
2.3 Superfície de Fractura ...................................................................................................... 9
3 Ensaios de fadiga a muito elevada frequência ...................................................12
3.1 Introdução ....................................................................................................................... 12
3.2 Equações de Onda ......................................................................................................... 12
3.3 Dimensionamento do provete cilíndrico ......................................................................... 14
3.4 Dimensionamento do provete com secção variável (co-seno hiperbólico) .................... 15
3.5 Tensão e Extensão ........................................................................................................ 16
3.6 Dimensionamento das cornetas ..................................................................................... 16
4 Equipamento de Ensaio .......................................................................................18
4.1 Introdução ....................................................................................................................... 18
4.2 Máquina de ensaios de fadiga ultrasónica uniaxial........................................................ 18
4.3 Máquina de ensaios mecânicos servo-hidráulica .......................................................... 21
4.4 Durómetro ....................................................................................................................... 22

v
4.5 Microscópios ................................................................................................................... 22
4.6 Analisador espectral ....................................................................................................... 23
5 Materiais, Provetes, Cornetas e Procedimento Experimental ...........................24
5.1 Introdução ....................................................................................................................... 24
5.2 Materiais ......................................................................................................................... 24
5.2.1 Determinação das propriedades dos materiais ...................................................... 25
5.3 Provetes para ensaios de fadiga uniaxial na máquina servo-hidráulica ........................ 27
5.4 Provetes para ensaios de fadiga ultrasónica ................................................................. 28
5.4.1 Dimensionamento ................................................................................................... 28
5.5 Corneta ........................................................................................................................... 33
5.5.1 Dimensionamento ................................................................................................... 33
5.6 Procedimento experimental dos ensaios de fadiga ultrasónica ..................................... 34
6 Apresentação e Análise dos Resultados Experimentais ...................................36
6.1 Introdução ....................................................................................................................... 36
6.2 Controlos ........................................................................................................................ 36
6.2.1 Resultados .............................................................................................................. 40
6.2.2 Análise de Resultados ............................................................................................ 43
6.3 Laser vs Extensómetro ................................................................................................... 44
6.3.1 Resultados .............................................................................................................. 44
6.3.2 Análise de Resultados ............................................................................................ 46
6.4 Curvas S-N ..................................................................................................................... 47
6.4.1 Resultados .............................................................................................................. 47
6.4.2 Análise de Resultados ............................................................................................ 49
6.5 Superfícies de Fractura .................................................................................................. 51
6.5.1 Resultados .............................................................................................................. 51
6.5.2 Análise de Resultados ............................................................................................ 53
7 Conclusões e Propostas para Desenvolvimentos Futuros ...............................54
7.1 Conclusões ..................................................................................................................... 54
7.2 Propostas para Desenvolvimentos Futuros ................................................................... 55
8 Referências Bibliográficas ...................................................................................56

vi
Anexos .......................................................................................................................58
A. Anexo A – Equação de Equilíbrio Dinâmico .......................................................58
B. Anexo B – Dimensionamento provete cilíndrico ................................................60
C. Anexo C – Dimensionamento provete com secção variável .............................61
D. Anexo D – Dimensionamento corneta com perfil exponencial .........................65
E. Anexo E – Factor de amplificação da corneta ....................................................71
F. Anexo F – Gráficos da evolução das variáveis nos quatro casos ....................72
G. Anexo G – Algoritmo para medição dos deslocamentos do provete ...............77

vii
Lista de Figuras
Figura 1.1 – Conceito da curva S-N traçada com fadiga “gigacycle” ..................................................... 3
Figura 2.1 – Superfície de fractura por fadiga: a) representação esquemática [13], b) imagem real .... 9
Figura 2.2 – Representação esquemática de uma superfície de fractura em VHCF com iniciação de
fenda no interior da peça [14] ................................................................................................................ 10
Figura 2.3 – Superfície de fractura por fadiga em VHCF de um aço de crómio de baixa liga,
observada por: a) microscópio óptico (MO), b) microscópio electrónico de varrimento (MEV) [6] ....... 11
Figura 3.1 – Ilustração do fenómeno de progressão de ondas longitudinais ....................................... 13
Figura 3.2 – Representação esquemática do provete com secção variável ........................................ 15
Figura 4.1 – Esquema da máquina de ensaios de fadiga ultrasónica ................................................. 18
Figura 4.2 – Imagem real da máquina de ensaios de fadiga ultrasónica, com legenda dos seus
componentes ......................................................................................................................................... 19
Figura 4.3 – Janela da rotina Labview (Primary Setup) ....................................................................... 20
Figura 4.4 – Janela de setup da temperatura....................................................................................... 20
Figura 4.5 – Máquina de ensaios servo-hidráulica uniaxial Instron 8502 ............................................ 21
Figura 4.6 – Durómetro utilizado nos ensaios de dureza ..................................................................... 22
Figura 4.7 – a) Microscópio óptico Nikon, b) Microscópio óptico Optika microscopes ........................ 23
Figura 4.8 – Componentes do Analisador Espectral Bruel & Kjaer ..................................................... 23
Figura 5.1 – Curva Tensão vs Extensão do cobre ............................................................................... 26
Figura 5.2 – Curva Tensão vs Extensão do ferro fundido .................................................................... 27
Figura 5.3 – Curva Tensão vs Extensão do aço .................................................................................. 27
Figura 5.4 – Desenho Técnico do provete utilizado nos ensaios de fadiga uniaxial na máquina servo-
hidráulica ............................................................................................................................................... 28
Figura 5.5 – Esquema de auxílio ao cálculo do comprimento ......................................................... 29
Figura 5.6 – Representação esquemática dos deslocamentos axiais do provete cilíndrico de cobre. 30
Figura 5.7 – Representação esquemática dos deslocamentos axiais do provete cilíndrico de ferro
fundido ................................................................................................................................................... 30
Figura 5.8 – Representação esquemática dos deslocamentos axiais do provete cilíndrico de aço .... 30
Figura 5.9 – Representação esquemática dos deslocamentos axiais do provete de cobre com secção
variável .................................................................................................................................................. 31
Figura 5.10 – Representação esquemática dos deslocamentos axiais do provete de ferro fundido com
secção variável ...................................................................................................................................... 31
Figura 5.11 – Representação esquemática dos deslocamentos axiais do provete de aço com secção
variável .................................................................................................................................................. 32
Figura 5.12 – Desenho Técnico do provete de cobre utilizado nos ensaios de fadiga ultrasónica ..... 32
Figura 5.13 – Desenho Técnico do provete de ferro fundido utilizado nos ensaios de fadiga
ultrasónica ............................................................................................................................................. 32
Figura 5.14 – Desenho Técnico do provete de aço utilizado nos ensaios de fadiga ultrasónica ........ 33
Figura 5.15 – Representação esquemática dos deslocamentos axiais da corneta ............................. 34
Figura 5.16 – Desenho técnico da corneta utilizada nos ensaios de fadiga ultrasónica ..................... 34

viii
Figura 6.1 – Gráficos Temperatura vs Tempo: a) sem controlo de temperatura, b) com controlo de
temperatura ........................................................................................................................................... 37
Figura 6.2 – Gráficos Temperatura vs Tempo de um ensaio com controlo de temperatura, ilustrando
as zonas de aquecimento (a) e arrefecimento (b) ................................................................................ 37
Figura 6.3 – Gráficos Frequência vs Número de Ciclos: a) sem controlo de temperatura, b) com
controlo de temperatura ........................................................................................................................ 38
Figura 6.4 – Gráficos Amplitude vs Número de Ciclos: a) sem controlo de temperatura, b) com
controlo de temperatura ........................................................................................................................ 38
Figura 6.5 – Gráficos: a) Amplitude vs Número de Ciclos e b) Potência vs Número de Ciclos, com e
sem controlo de amplitude .................................................................................................................... 39
Figura 6.6 – Gráfico Potência vs Número de Ciclos com controlo de temperatura ............................. 39
Figura 6.7 – Gráfico Potência vs Número de Ciclos com os pontos de realização do controlo de
amplitude ............................................................................................................................................... 40
Figura 6.8 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos, c)
Frequência vs Número de Ciclos e d) Temperatura vs Tempo, com controlo de amplitude e
temperatura (Provete de cobre) ............................................................................................................ 42
Figura 6.9 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos, c)
Frequência vs Número de Ciclos e d) Temperatura vs Tempo, com controlo de amplitude e
temperatura (Provete de ferro fundido) ................................................................................................. 42
Figura 6.10 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos, c)
Frequência vs Número de Ciclos e d) Temperatura vs Tempo, com controlo de amplitude e
temperatura (Provete de aço)................................................................................................................ 43
Figura 6.11 – Gráfico Amplitude de Deslocamento vs Potência do cobre ........................................... 45
Figura 6.12 – Gráfico Amplitude de Deslocamento vs Potência do ferro fundido ................................ 45
Figura 6.13 – Gráfico Amplitude de Deslocamento vs Potência do aço .............................................. 45
Figura 6.14 – Gráfico Erro vs Potência para os três materiais............................................................. 46
Figura 6.15 – Curva S-N do cobre ........................................................................................................ 48
Figura 6.16 – Curva S-N do ferro fundido cinzento .............................................................................. 48
Figura 6.17 – Curva S-N do aço 42CrMo4 com ensaios realizados na máquina servo-hidráulica ...... 48
Figura 6.18 – Gráfico Potência vs Número de Ciclos do aço 42CrMo4 com ensaios realizados na
máquina ultrasónica .............................................................................................................................. 49
Figura 6.19 – Curva S-N do aço com ensaios realizados nas duas máquinas .................................... 49
Figura 6.20 – Superfície de fractura de um provete de cobre (94.5 MPa; 7.70E7 ciclos) ................... 51
Figura 6.21 – Superfície de fractura de um provete de cobre (110.3 MPa; 9.06E6 ciclos) ................. 51
Figura 6.22 – Superfície de fractura de dois provetes de ferro fundido: a) (112.3 MPa; 7.69E8 ciclos);
b) (123.4 MPa; 3.14E6 ciclos) ............................................................................................................... 52
Figura 6.23 – Superfície de fractura de um provete de aço (45% de potência; 7.37E5 ciclos) ........... 52
Figura 6.24 – Superfície de fractura de um provete de aço (42% de potência; 4.60E5 ciclos) ........... 52
Figura A.1 – Elemento de comprimento .......................................................................................... 58
Figura C.1 – Representação esquemática do provete com secção variável ....................................... 61

ix
Figura C.2 – Perfil do provete com secção variável ............................................................................. 61
Figura D.1 – Barra representativa da corneta ...................................................................................... 69
Figura E.1 – Evolução do deslocamento em x ao longo da corneta .................................................... 71
Figura F.1 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos, c)
Frequência vs Número de Ciclos e d) Temperatura vs Tempo, sem controlo de amplitude e
temperatura (Provete de cobre) ............................................................................................................ 72
Figura F.2 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos, c)
Frequência vs Número de Ciclos e d) Temperatura vs Tempo, sem controlo de amplitude e com
controlo de temperatura (Provete de cobre) ......................................................................................... 72
Figura F.3 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos, c)
Frequência vs Número de Ciclos e d) Temperatura vs Tempo, com controlo de amplitude e sem
controlo de temperatura (Provete de cobre) ......................................................................................... 73
Figura F.4 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos, c)
Frequência vs Número de Ciclos e d) Temperatura vs Tempo, sem controlo de amplitude e
temperatura (Provete de ferro fundido) ................................................................................................. 73
Figura F.5 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos, c)
Frequência vs Número de Ciclos e d) Temperatura vs Tempo, sem controlo de amplitude e com
controlo de temperatura (Provete de ferro fundido) .............................................................................. 74
Figura F.6 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos, c)
Frequência vs Número de Ciclos e d) Temperatura vs Tempo, com controlo de amplitude e sem
controlo de temperatura (Provete de ferro fundido) .............................................................................. 74
Figura F.7 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos, c)
Frequência vs Número de Ciclos e d) Temperatura vs Tempo, sem controlo de amplitude e
temperatura (Provete de aço)................................................................................................................ 75
Figura F.8 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos, c)
Frequência vs Número de Ciclos e d) Temperatura vs Tempo, sem controlo de amplitude e com
controlo de temperatura (Provete de aço) ............................................................................................. 75
Figura F.9 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos, c)
Frequência vs Número de Ciclos e d) Temperatura vs Tempo, com controlo de amplitude e sem
controlo de temperatura (Provete de aço) ............................................................................................. 76
Figura G.1 – Ilustração do gráfico com a evolução da velocidade medida pelo laser ......................... 77

x
Lista de Tabelas
Tabela 5.1 – Composição química dos materiais estudados 25
Tabela 5.2 – Propriedades dos materiais estudados 25
Tabela 5.3 – Valores obtidos nos ensaios de dureza dos 3 materiais 26
Tabela 5.4 – Comprimentos de ressonância dos provetes cilíndricos dos materiais estudados 29
Tabela 5.5 – Dimensões do provete e parâmetros auxiliares para o respectivo dimensionamento 29

xi
Nomenclatura
Abreviaturas
AISI “American Iron and Steel Institute”
ASTM “American Society for Testing and Materials”
CNC Controlo Numérico Computorizado
DAQ “Data Acquisition” – Dispositivo de aquisição de dados
DIN “Deutsches Institut für Normung”
HCF “High Cycle Fatigue” – Fadiga a elevado número de ciclos
LCF “Low Cycle Fatigue” – Fadiga Oligocíclica
S-N Tensão de fadiga vs Número de ciclos
TGV “Train à Grande Vitesse” – Comboio de alta velocidade
VHCF “Very High Cycle Fatigue” – Fadiga a muito elevado número de ciclos
Simbologia
Parâmetro auxiliar das equações de vibrações
Parâmetro auxiliar das equações de vibrações
Extensão
Parâmetro auxiliar das equações de vibrações
Coeficiente de Poisson
Massa específica
Tensão
Amplitude da tensão normal
Tensão normal máxima
Tensão normal mínima
Gama de tensão
Frequência angular
Amplitude de deslocamento nas extremidades do provete
Área da secção transversal na distância
⁄ Velocidade de propagação da fenda

xii
º Unidade de temperatura (Celsius)
Velocidade de propagação de onda
Constante da Lei de Basquin
Módulo de elasticidade
Módulo de Elasticidade dinâmico
Frequência
HV Dureza Vickers
Rácio entre a frequência e a velocidade de onda
Gama do factor de intensidade de tensões
Factor de intensidade de tensões
Comprimento de ressonância do provete cilíndrico e comprimento total do
provete com secção variável
Comprimento de ressonância do provete com secção variável
Comprimento da garganta do provete
Expoente da Lei de Basquin
Número de ciclos
Razão de tensões
Raio da garganta do provete
Raio da componente cilíndrica do provete
Tensão nominal na fractura
Amplitude de deslocamento no ponto
u, v, w Deslocamentos
x, y, z Coordenadas Cartesianas

1
1 Introdução
1.1 Enquadramento
A ocorrência de falhas em vários componentes mecânicos tem provocado, ao longo dos anos,
várias perdas em termos materiais, financeiros e até de vidas humanas. As falhas mecânicas ocorrem
devido à conjunção de diversos factores, entre eles, os carregamentos, duração dos mesmos e
condições ambientais, onde estão incluídas a temperatura e a corrosão. Os carregamentos podem
ser constantes, variáveis, uniaxiais ou multiaxiais, enquanto a sua duração pode variar entre anos e
séculos, como nas pontes de aço, ou segundos, como num disparo de uma arma. As temperaturas
podem variar de criogénico (combustíveis para motores de foguetões), para a ambiente (cadeiras de
uso doméstico), e até mais de 1000ºC (turbinas a gás), podendo estas ser constantes ou variáveis.
Os ambientes corrosivos podem ser, por exemplo, a exposição a gases de escape dos motores
automóveis ou a água salgada. A interacção entre os factores referidos, juntamente com a selecção
do material, a geometria, o processamento da peça e as tensões residuais em si existentes, cria uma
vasta gama de complexidade sinergética e de possíveis modos de falha em todos os campos da
engenharia [1].
Não existindo um valor exacto, pode afirmar-se que grande parte das falhas mecânicas ocorre
devido a fadiga, sendo que alguma bibliografia avança com valores na ordem dos 90%. Este
fenómeno deve-se ao facto da grande maioria dos componentes mecânicos estarem sujeitos a
solicitações dinâmicas. A ocorrência desta grande percentagem de falhas mecânicas devido a fadiga
levou a que se efectuassem, e efectuem, grandes esforços na investigação deste fenómeno, sendo a
determinação da vida à fadiga, uma das principais preocupações dos investigadores. Este estudo é
importante pois possibilita a previsão do tempo de vida de determinado componente, permitindo
assim a sua substituição, evitando uma eventual falha do mesmo [1], [2], [3].
O termo “fadiga” surge na década de 1850 para descrever as falhas ocorridas devido a tensões
cíclicas. Segundo Moura Branco, a fadiga de um metal define-se como um “fenómeno de
enfraquecimento progressivo de um metal quando este está submetido a cargas dinâmicas ou
repetidas”. Já a ASTM, de forma científica, define fadiga como sendo um “processo de alteração
estrutural permanente, progressivo e localizado, que ocorre num material sujeito a condições que
produzem tensões ou extensões dinâmicas num ponto ou em vários pontos, e que pode culminar em
fendas ou numa fractura completa após um número suficiente de variações de carga” [1], [2], [4].
Para o estudo da fadiga foram desenvolvidos três métodos de análise de fadiga, de modo a ser
possível realizar a quantificação do dano por fadiga. Os métodos são: Tensão-Vida (S-N), Extensão-
Vida (ε-N) e o de Mecânica da Fractura. Estes métodos são aplicados consoante as condições de
projecto que se pretende estudar, havendo, ainda assim, algum grau de sobreposição entre eles. [5]
O método Tensão-Vida foi o primeiro a ser desenvolvido, e é utilizado maioritariamente para
aplicações de longa duração onde as tensões e deformações se encontram no regime elástico.

2
Através desta abordagem é possível realizar o cálculo da vida total e da vida até à fractura de um
componente. [5]
O método Extensão-Vida foi desenvolvido na década de 1960 e é considerado uma
abordagem de iniciação. É normalmente utilizado quando a deformação não é apenas elástica e
contém uma componente plástica. A fadiga oligocíclica ocorre normalmente sob estas condições, ou
seja, onde dominam as deformações plásticas. [5]
O método de Mecânica da Fractura é baseado nos princípios da mecânica da fractura linear
elástica, adaptando-os para os carregamentos cíclicos, sendo utilizado principalmente para prever o
tempo de propagação de uma fenda inicial ou de um defeito, além do tempo de vida total, quando
combinado com o método de extensão-vida [5].
A vida à fadiga é uma característica muito importante em componentes mecânicos, sendo
avaliada pela capacidade desses mesmos componentes suportarem um determinado número de
ciclos de carga, até à ocorrência de falha por fadiga. Com base neste conceito, a fadiga pode ser
dividida em três tipos: fadiga a baixo número de ciclos (LCF) ou fadiga oligocíclica onde a falha
ocorre até 104 ciclos; fadiga a elevado número de ciclos (HCF) que está entre 10
4 e 10
7 ciclos e
fadiga a muito elevado número de ciclos (VHCF) ou fadiga “gigacycle” onde a ocorrência de
falha se dá acima dos 107 ciclos [6]. É importante referir que o número de ciclos que um componente
suporta até à rotura, aumenta com a diminuição da tensão aplicada no mesmo. Assim, as
deformações associadas a HCF e VHCF são relativamente pequenas, sendo estas principalmente
elásticas, ao contrário da LCF que é acompanhada normalmente por uma quantidade significativa de
deformação plástica [2].
Ao longo dos anos o estudo da fadiga foi evoluindo com o avanço da tecnologia e a
necessidade de avaliação do dano à fadiga. Este facto levou à intensificação do estudo da fadiga,
nomeadamente na área de fadiga “gigacycle”, devido ao aparecimento de aviões, comboios de alta
velocidade, geradores de energia comerciais, etc. que contêm componentes que estão sujeitos a
baixos valores de tensão cíclica, suportando assim, um número de ciclos de carga extremamente
elevado. Com esta necessidade de se atingir um regime de fadiga a muito elevado números de ciclos,
foram desenvolvidas as primeiras máquinas de fadiga de frequência ultrasónica, com a utilização de
actuadores piezoeléctricos [7].
Este trabalho enquadra-se na área da fadiga “gigacycle”, pois esta ainda é uma área com uma
vasta gama de desenvolvimento. Uma das razões para a realização deste trabalho é o facto das
curvas S-N existentes, estarem limitadas a 107 ciclos, considerando-se que abaixo do valor de tensão
correspondente a este número de ciclos (valor limite de fadiga) não existe fractura, o que não
corresponde à verdade. Com o desenvolvimento das máquinas de fadiga ultrasónica, tornou-se
possível atingir os 1010
ciclos sem despender uma grande quantidade de tempo e dinheiro,
possibilitando a obtenção de maior conhecimento do comportamento dos materiais à fadiga, no
regime de VHCF. Assim, nos dias de hoje, é possível traçar a curva S-N para valores superiores a 107
ciclos, ao invés de se assumir a existência de uma assimptota horizontal, correspondente ao valor
limite de fadiga, que apesar de ser uma abordagem conveniente e económica, não é rigorosa, pois,

3
como se pode observar na Figura 1.1, após os 107 ciclos, os valores da tensão continuam a
decrescer [7].
Figura 1.1 – Conceito da curva S-N traçada com fadiga “gigacycle”
A aplicação do método tensão-vida e a utilização da máquina de fadiga ultrasónica possibilitou
o prolongamento das curvas S-N, dos três materiais estudados, até 109 ciclos.
1.2 Objectivos do Trabalho
Este trabalho tem como principal objectivo, a análise da vida à fadiga, num regime de muito
elevada frequência, de três materiais (Cobre, Ferro Fundido Cinzento e Aço 42CrMo4). Para a
realização deste objectivo principal, existem objectivos intermédios fundamentais para uma melhor
percepção do trabalho desenvolvido. Em seguida observa-se a enumeração destes objectivos:
1. Realização de pesquisa bibliográfica sobre a fadiga de materiais e a evolução do
conhecimento e estudo realizado até aos dias de hoje, nomeadamente na área de fadiga
ultrasónica.
2. Determinação das propriedades dos três materiais utilizados.
3. Demonstração do funcionamento da máquina de ensaios de fadiga ultrasónica e
explicação detalhada dos seus componentes.
4. Validação do aparelho e método de medição dos deslocamentos do provete.
5. Validação dos dois tipos de controlo da máquina de ensaios utilizada (temperatura e
amplitude).
6. Traçamento das curvas S-N dos materiais estudados.
7. Análise dos resultados obtidos.
1.3 Estrutura do Trabalho
Com o intuito de proporcionar a melhor interpretação e avaliação do trabalho aqui
desenvolvido, esta dissertação encontra-se dividida em 7 capítulos:
No capítulo 1 é realizada uma introdução ao estudo da fadiga, onde se tem em conta alguns
aspectos principais deste tema e onde se demonstra a necessidade deste mesmo estudo de uma

4
forma generalizada e nomeadamente na área de fadiga a muito elevado número de ciclos. Ainda
neste capítulo são enumerados os objectivos do trabalho e descrita a estruturação do mesmo.
O capítulo 2 contém a revisão bibliográfica do tema, onde é feita uma súmula histórica sobre a
evolução da fadiga, desde os primeiros relatos até aos dias de hoje. Neste capítulo existe ainda um
subcapítulo onde é abordado o tema das superfícies de fractura. Aqui são enumeradas as fases do
processo de fadiga e apresentadas imagens de superfícies de fractura, onde estas conseguem ser
identificadas.
No capítulo 3 serão abordados os conceitos existentes no domínio dos ensaios de fadiga a
muito elevada frequência, nomeadamente as soluções analíticas utilizadas na formulação dos
ensaios experimentais e na análise dos resultados obtidos.
No capítulo 4 é feita uma descrição do equipamento utilizado na realização deste trabalho,
nomeadamente da máquina de ensaios de fadiga ultrasónica. As funções e características de cada
componente desta máquina são igualmente incluídas neste capítulo.
O capítulo 5 inclui uma descrição dos materiais utilizados nos ensaios, nomeadamente as
suas características, propriedades e aplicações. São também apresentados os métodos e os
resultados obtidos para determinação das propriedades dos materiais. O procedimento experimental
seguido nos ensaios de fadiga ultrasónica, bem como os provetes e corneta utilizados, e respectivo
dimensionamento, também estão incluídos neste capítulo.
O capítulo 6 é composto pela apresentação e análise dos resultados experimentais obtidos
dos ensaios de fadiga, estando nele incluídas as curvas S-N dos materiais estudados, bem como as
imagens das superfícies de fractura dos mesmos. Além destes dados, são ainda incluídas as curvas
de validação dos valores de deslocamento obtidos pelo laser, em comparação com o extensómetro.
No capítulo 7 são apresentadas as conclusões retiradas neste trabalho, bem como possíveis
desenvolvimentos futuros na área da fadiga ultrasónica.

5
2 Revisão Bibliográfica
2.1 Introdução
Neste capítulo é realizada a revisão bibliográfica do tema aqui estudado. Inicia-se com uma
súmula histórica sobre a evolução da fadiga, onde são referidos os acontecimentos mais importantes
nesta área. São relatados factos ocorridos no século XIX, aquando dos primeiros acontecimentos
sobre o tema, passando pelo início e meados do século XX, onde se dão as maiores descobertas no
estudo de fadiga e se iniciam os primeiros estudos na área de fadiga ultrasónica, chegando aos dias
de hoje, onde os estudos desta vertente de fadiga estão a atingir grande relevo. Ainda neste capítulo,
são enumeradas e ilustradas, através de imagens representativas das superfícies de fractura, as
várias fases do processo de fadiga e as variantes que podem ocorrer neste processo.
2.2 História da Fadiga
Nem sempre houve a preocupação de estudar a vida à fadiga dos materiais. August Wöhler
realizou aquele que foi considerado o primeiro estudo sistemático sobre fadiga, quando, na década
de 1860, efectuou uma série de ensaios experimentais sob tensões cíclicas. Este estudo foi realizado
devido à ocorrência de numerosos acidentes ferroviários motivados pela fractura dos eixos dos
comboios [8].
Mais tarde, em 1870, o mesmo Wöhler relatou o facto de, no caso da fadiga, a gama de
tensão, , ser mais importante que a tensão máxima, . Demonstrou ainda que a
vida à fadiga diminui com o aumento da amplitude de tensão e que abaixo de um certo valor da
mesma, não existe fractura do provete. Com isto, Wöhler introduziu pela primeira vez os conceitos de
curva S-N e tensão limite de fadiga, sendo, pelo trabalho desenvolvido, considerado o pai dos
ensaios sistemáticos de fadiga [1], [9].
Antes de Wöhler, no ano de 1837, já Wilhelm Albert, um servente de minas, tinha realizado
testes de fadiga às correntes de um transportador das minas, utilizando uma máquina projectada por
si, sendo estes os primeiros relatos conhecidos de fadiga dos materiais [9].
Após o trágico acidente ferroviário de Versailles em 1842, que ocorreu devido à fractura por
fadiga do veio da locomotiva, vários investigadores iniciaram o estudo da resistência à fadiga por
parte dos eixos ferroviários, entre eles, William Rankine que reconheceu a importância da
concentração de tensões na sua investigação [9].
Em 1853, Morin escreveu o livro intitulado Resistance des Matériaux, no qual discute o
relatório de dois engenheiros responsáveis pelas carruagens puxadas por cavalos para a distribuição
do correio. A substituição dos eixos das carruagens era efectuada a cada 60.000 km, o que poderá
ser interpretado como uma abordagem de projecto a “vida segura”. Foi observado que a mudança de
secção era o local de maior aparecimento de fendas. Este facto ajudou a confirmar a importância
dada por Rankine à concentração de tensões [9].

6
Apesar do trabalho já desenvolvido nesta área, o termo “fadiga”, como já referido
anteriormente, surgiu apenas em 1854 por parte de Braithwaite para descrever as falhas ocorridas
devido a tensões cíclicas. No seu artigo, este inglês descreveu diversas falhas por fadiga ocorridas
em serviço de vários equipamentos, tais como: bombas de água, veios de propulsão, cambotas,
alavancas, eixos de comboios, gruas, etc. [9].
Entre 1870 e 1890, vários investigadores continuaram o trabalho realizado por Wöhler, entre
eles, Gerber investigou a influência da tensão média e Goodman propôs uma teoria simplificada a
respeito das tensões médias [1].
Ainda durante estes anos, por volta do ano 1881, aparece referência ao chamado efeito de
Bauschinger, que nas palavras do autor indica “a alteração do limite elástico pela repetição de ciclos
de tensão”, sendo esta a base da lei de Coffin-Manson formulada na década de 1950 e ainda hoje
utilizada em fadiga a baixo número de ciclos (LCF) e na previsão da vida à fadiga [9], [10].
Em 1886, Lanza abordou a questão dos carregamentos cíclicos combinados observados na
prática, numa tentativa de os “transformar” em carregamentos “equivalentes” e apresentou um
relatório com resultados preliminares de testes realizados com carregamentos de flexão rotativa com
torção e flexão em fase com torção, apontando para a necessidade de mais investigação [11].
Com o auxílio do microscópio óptico, em 1903, Ewing e Humfrey, observaram as bandas de
escorregamento na superfície de provetes sujeitos a flexão rotativa, verificando que estas levavam ao
aparecimento de micro fissuras. Esta foi provavelmente a primeira descrição metalúrgica do processo
de fadiga [1], [9].
No ano de 1910, Basquin demonstrou que, na região de vida finita, a curva S-N pode ser
representada como uma relação linear logarítmica segundo a fórmula , sendo esta ainda
utilizada nos dias de hoje [1], [9], [10].
Na vertente de fadiga ultrasónica, os primeiros passos foram dados por Bertram Hopkinson, em
1911, data na qual desenvolveu o primeiro sistema electromagnético, utilizando os princípios da
ressonância, o qual atingia uma frequência máxima de 116 Hz. Até esta data a frequência máxima
atingida num ensaio de fadiga era de 33 Hz, utilizando um sistema totalmente mecânico [7].
Em 1917 Mason realiza um estudo sistemático sobre deformações cíclicas, em ensaios de
reversão total, de flexão com torção num aço macio. Mais tarde, agora na companhia de Delaney,
realiza o primeiro trabalho onde é considerada a desfasagem entre o carregamento de flexão e a
torção [11].
Em 1920 Griffith desenvolveu a base da Mecânica da Fractura através dos ensaios realizados
em vidro, descobrindo que a resistência deste depende do tamanho das fissuras microscópicas. Com
a publicação dos seus cálculos teóricos e resultados experimentais, onde afirmou que a relação √
é constante (S – Tensão nominal na fractura; a – Tamanho da fissura), Alan A. Griffith tornou-se o
“pai” da Mecânica da Fractura [1], [10].

7
Na década de 1920, Gough e seus colaboradores contribuíram de forma bastante significativa
para a compreensão dos mecanismos de fadiga, com a realização do primeiro estudo extensivo, do
ponto de vista do projecto, à resistência à fadiga sob condições de carregamento combinado de
flexão e torção, em fase. Em 1924, H. J. Gough referiu no seu livro (“The Fatigue of Metals”) o
primeiro relato sobre a influência da rugosidade superficial no limite de fadiga [1], [9], [11].
Ainda nesta década, B. P. Haigh propõe que a sua teoria do limite elástico para metais dúcteis,
fosse estendida para o caso de tensões alternadas combinadas [11] e, no final da mesma e início da
seguinte, apresentou uma explicação racional para as diferentes respostas à fadiga, de aços de alta
resistência à tracção e aços macios, na presença de entalhes [12].
Na continuidade do trabalho realizado por Hopkinson, em 1925, Jenkin utilizou técnicas
similares para ensaiar fios de cobre, ferro e aço a uma frequência de 2.5 kHz. Mais tarde, em 1929, o
mesmo Jenkin, agora na companhia de Lehmann, produziu uma máquina de ensaios pneumática,
com um sistema de ressonância, com a qual atingiu uma frequência de 10 kHz [7].
Em 1937 é apresentado o conceito de Neuber onde este introduz o efeito da concentração de
tensões nos entalhes e onde considera que a tensão média num pequeno volume na raiz do entalhe
é mais importante que o pico de tensão no entalhe [1], [10].
Em 1939 Gassner escreve um artigo onde promove a utilização de um espectro de
carregamento em blocos para a realização de ensaios a amplitude variável. Esta foi assim a base dos
testes de fadiga a amplitude variável, tendo sido destaque até ao fim da década de 1950, quando
surgem os primeiros sistemas de teste electro-hidráulicos [1], [9].
O termo “Fractografia” surgiu em 1944 por parte de Carl A. Zapffe, quando este conseguiu
aproximar a lente do microscópio suficientemente perto da superfície do material de modo a
conseguir a observação de detalhes na mesma. Desde então, a análise fractográfica tornou-se uma
ferramenta poderosa no estudo das fendas, pois permite determinar a sua origem e direcção de
propagação. O objectivo da fractografia é analisar as características da fractura e tentar relacionar a
topografia das superfícies de fractura com as causas e os mecanismos básicos de fractura [12].
Em 1945 M. A. Miner formulou um critério linear de dano acumulado por fadiga tendo por base
o modelo proposto por A. Palmgren em 1924. Actualmente, este critério é conhecido como regra de
dano linear de Palmgren-Miner e, apesar das suas deficiências, é uma ferramenta extremamente
utilizada na previsão de vida à fadiga [1], [12].
O principal marco da história da fadiga ultrasónica foi colocado em 1950, quando Warren P.
Mason introduziu os transdutores piezoeléctricos nas máquinas de ensaios de fadiga. Os
transdutores utilizados por Mason eram capazes de transformar 20 kHz de corrente eléctrica em 20
kHz de vibração mecânica, vibração esta que seria aplicada no provete, provocando a ocorrência de
fracturas. No seguimento deste trabalho, outros investigadores alcançaram frequências de teste
superiores, tais como, Girard em 1959 e Kikukawa em 1965 que aplicaram transdutores
piezoeléctricos de 92 kHz e 199 kHz, respectivamente, em máquinas de ensaios de fadiga. Apesar
das frequências atingidas possibilitarem a redução do tempo de ensaio, estas tinham alguns

8
inconvenientes. Assim sendo, é a máquina de Mason a base das mais modernas máquinas de
ensaios de fadiga ultrasónica que funcionam entre 20 a 30 kHz [7].
Motivados pelos problemas de fadiga em componentes sujeitos a altas temperaturas, L. F.
Coffin e S. S. Manson iniciaram os seus estudos em LCF na década de 1950. Separadamente, estes
investigadores constataram que as deformações plásticas são responsáveis pelo dano cíclico e
estabeleceram a relação entre a deformação plástica e a vida à fadiga. A equação linearizada em
coordenadas log-log para a deformação plástica versus vida à fadiga apresentada por eles em 1954,
é denominada actualmente por Relação de Coffin-Manson [5], [10], [12].
Em 1955 são realizados testes experimentais por Sines, utilizando carregamentos biaxiais
alternados e combinações simples de tensões estáticas com alternadas, chegando à conclusão de
que as tensões de corte cíclicas contribuem mais para a evolução do processo de fadiga do que as
tensões normais [11].
George R. Irwin, no seguimento do trabalho desenvolvido por Griffith, introduziu o factor de
intensidade de tensão, K, no ano de 1958, nascendo assim a Mecânica da Fractura Linear Elástica.
Com a utilização do termo “Mecânica da Fractura” pela primeira vez nesta data, Irwin tornou-se o
“pai” da Mecânica da Fractura moderna através das suas importantes contribuições neste tema. Mais
tarde, em 1961, Paul C. Paris e os seus colaboradores apresentaram a equação mais utilizada nos
dias de hoje para descrever o crescimento de fendas de fadiga. Esta relação linear simples é
conhecida como a Lei de Paris e faz depender a velocidade de propagação de fenda ( ⁄ ) com a
gama do factor de intensidade de tensões ( ) e duas constantes do material ( e ) [1], [9], [10],
[12].
A realização de curvas S-N através de ensaios de fadiga ultrasónicos foi proposta em 1959, por
parte de Neppiras. Este iniciou uma série de trabalhos de pesquisa, a maioria dos quais destinado a
desenvolver métodos que permitissem a medição da vida e dos limites de fadiga sob condições de
carregamento a amplitude constante, [7].
Em 1967 Miller e seus colaboradores propuseram uma nova teoria a qual chamaram de “Teoria
da tensão de corte octaedral modificada”. Esta teoria visava contabilizar a rotação dos eixos das
tensões principais e das tensões não síncronas [11].
Elber em 1968 contribui para o aperfeiçoamento do cálculo da propagação de fendas sob
cargas de amplitude variável, observando que após uma carga de tracção elevada a fenda fechava
antes de a carga voltar a zero. De modo a demonstrar a importância deste facto, ele desenvolveu um
modelo quantitativo mostrando que o crescimento de fendas devido a fadiga é controlado por uma
gama do factor de intensidade de tensão efectiva ao invés de uma gama aplicada. O fenómeno
observado por Elber é hoje conhecido como “fecho de fenda” [1], [9].
O primeiro investigador a utilizar os ensaios de fadiga ultrasónica para observar a propagação
de fenda foi Mitsche, corria o ano de 1973. Utilizando os procedimentos realizados nos ensaios
convencionais a baixa frequência como uma primeira aproximação no cálculo de , Mitsche obteve
os primeiros dados através dos ensaios de fadiga ultrasónicos para a curva ⁄ vs . Mais tarde,

9
entre 1982 e 1996, foi realizado trabalho importante no desenvolvimento de métodos mais precisos
para o cálculo de para altas frequências. Vários artigos foram publicados por parte de alguns
investigadores, tais como, K. Saanouni (1982), Shoeck (1982), Kong (1991), H. Mayer (1993), T. Wu
(1994) e J. Ni (1996) [7].
Em meados de 1980 alguns investigadores Japoneses estabeleceram pela primeira vez que as
ligas metálicas estruturais podem falhar após os 107 ciclos, refutando assim a teoria que atribuía vida
infinita aos materiais que suportassem este número de ciclos [7].
Nos últimos 20 anos, muito trabalho foi desenvolvido na área da fadiga ultrasónica,
nomeadamente por parte de Claude Bathias e seus colaboradores. Algum do seu trabalho pode ser
observado na bibliografia. Além de Bathias, em França, existem outros pólos de investigação nesta
área, nomeadamente nos Estados Unidos, Áustria, China e Japão, onde os investigadores L. E.
Willertz, Stefanie Stanzl-Tschegg, J. Ni e Hitoshi Ishii têm os seus laboratórios, nos quais
desenvolveram as suas máquinas de ensaios de fadiga ultrasónica [7].
Até agora não existem procedimentos e máquinas de teste normalizados para o estudo da
fadiga ultrasónica, estando a ASTM a realizar esforços de modo a proporcionar uma prática
recomendada através da padronização dos ensaios.
2.3 Superfície de Fractura
De um modo geral, o processo de fadiga pode ser considerado como divido em três fases:
iniciação da fenda, propagação da fenda e rotura final, sendo que, a iniciação de fenda é
composta pela nucleação e crescimento microscópico da fenda [2], [13]. Ainda assim, podem ser
apontadas algumas diferenças no caso de VHCF, em relação a LCF e HCF, sendo a mais relevante,
o local de iniciação de fenda, que pode variar consoante o número de ciclos ao qual a peça é
sujeita. No caso de LCF e HCF a fenda inicia-se na superfície da peça, enquanto que, em VHCF a
iniciação da fenda poderá ocorrer no interior da peça [7].
Em primeiro lugar é efectuada uma breve apresentação acerca da superfície de fractura típica
de LCF e HCF. Na Figura 2.1 podem observar-se claramente as diferentes fases através de uma
representação esquemática e de uma imagem real de uma superfície de fractura com a fenda iniciada
na superfície da peça.
Figura 2.1 – Superfície de fractura por fadiga: a) representação esquemática [13], b) imagem real

10
Uma característica facilmente observável nas superfícies de fractura por fadiga são as
chamadas “marcas de praia”, pois assemelham-se muito às marcas deixadas na areia pelas ondas do
mar. Estas marcas, também denominadas linhas de paragem, são deixadas na fase de propagação
da fenda e indicam a posição da frente de fenda e a sua direcção de propagação durante a vida à
fadiga. De referir, que a distância entre as marcas não representam a distância de propagação da
fenda em cada ciclo, como se poderia pensar. Cada marca corresponde a alguma mudança que
possa ocorrer durante o historial de carregamentos, como por exemplo, a mudança da força de
carregamento ou a ocorrência de corrosão num determinado período de tempo [3].
A iniciação da fenda pode facilmente ser localizada com a observação das marcas de
propagação da fenda. A ocorrência da iniciação da fenda na superfície é devida ao seu acabamento
superficial, além do facto das tensões serem mais elevadas na superfície para a maioria das formas
de carregamento. Existem três aspectos relevantes da superfície que afectam o seu comportamento
em fadiga, são eles: dureza, rugosidade e tensões residuais [3].
A rotura final ocorre quando o comprimento da fenda excede um comprimento crítico. A área
ocupada por esta superfície varia consoante o material da peça, a sua resistência e as condições de
carregamento aplicadas na mesma. Esta rotura ocorre de forma espontânea, quando o material
restante na secção transversal deixa de conseguir suportar um novo ciclo de tensão aplicada,
podendo a área desta superfície final corresponder a uma fracção muito elevada ou muito pequena
da área total da superfície de fractura [3].
Em VHCF, como já referido, a fenda inicia-se maioritariamente no interior da peça, podendo
ocorrer na superfície da mesma, quando não existem defeitos no seu interior, ou existem demasiados
na sua superfície [7]. Quando isto acontece, o processo de fadiga é o relatado anteriormente. No
caso da iniciação de fenda ocorrer no interior da peça, existem algumas variantes, nomeadamente no
aspecto da superfície de fractura, como se pode observar na Figura 2.2. Ainda na Figura 2.2, pode
observar-se que o processo de fadiga é agora dividido em quatro fases, pois a propagação de fenda
encontra-se dividida em duas fases distintas [14].
Figura 2.2 – Representação esquemática de uma superfície de fractura em VHCF
com iniciação de fenda no interior da peça [14]

11
A iniciação de fenda no interior da peça ocorre devido a inclusões, poros ou defeitos
microestruturais. O tempo de vida da peça é maioritariamente ocupado por esta fase, sendo esta
ocupação superior a 90% em regime de HCF [7], atingindo os 99% em regime de VHCF [6]. A
ocorrência de fenda no interior da peça leva à formação de um “olho de peixe” (do inglês “fish-eye”)
na superfície de fractura, nome que se dá à superfície formada pela iniciação e parte da propagação
da fenda. O nome desta superfície foi dado devido às suas semelhanças com um olho de peixe,
sendo que na maioria dos casos, este tem uma forma circular com um ponto negro no centro, como
se observa na Figura 2.3 – a). Apesar da superfície fotografada ser a mesma e ter uma escala
macroscópica em ambas as imagens, é de fácil observação a diferente aparência de cada uma delas.
Como já referido, na Figura 2.3 – a) consegue-se observar facilmente o ponto negro (do inglês “dark
point”), local onde se inicia a fenda, e a zona branca em seu redor, enquanto na Figura 2.3 – b) estas
características não são tão evidentes [6].
Figura 2.3 – Superfície de fractura por fadiga em VHCF de um aço de crómio de baixa liga, observada
por: a) microscópio óptico (MO), b) microscópio electrónico de varrimento (MEV) [6]
Como já referido, a fase de propagação de fenda encontra-se agora dividida em propagação
de fenda no interior do olho de peixe e em propagação de fenda no exterior do olho de peixe,
devendo-se esta separação às diferentes velocidades de propagação de cada uma delas. A primeira
tem uma propagação relativamente lenta cuja velocidade aumenta lentamente com a aproximação ao
limite do olho de peixe. Esta velocidade de propagação lenta resulta numa superfície de fractura com
uma morfologia suave. Num determinado ponto, a velocidade de propagação de fenda aumenta
bastante, o que origina uma variação de morfologia na superfície de fractura em relação à primeira
parte onde a propagação era mais lenta. É esta variação da morfologia que leva à definição do limite
do olho de peixe e à divisão da propagação de fenda em duas fases distintas [6].
A rotura final em regime de VHCF é semelhante à ocorrida em regime de LCF e HCF e que
aqui já foi relatada.

12
3 Ensaios de fadiga a muito elevada frequência
3.1 Introdução
A evolução no equipamento e métodos de teste, motivada pelas novas aplicações, levou à
realização de estudos intensivos sobre o fenómeno da fadiga.
O interesse no estudo da fadiga ultrasónica surge com a necessidade de estudar os materiais
para além de 107 ciclos, nomeadamente no final do século XX com o aparecimento dos comboios de
alta velocidade (TGV), pois estes tinham componentes que eram sujeitos a um elevado número de
ciclos a uma elevada frequência. Já antes tinha surgido a necessidade de avaliar o dano à fadiga
para um número de ciclos superior a 107, pois já havia sido observado, que certos componentes
tinham fracturado por fadiga, mesmo tendo sido dimensionados para suposta vida infinita. O facto do
equipamento convencional para ensaios de fadiga (máquinas hidráulicas) estar limitado em termos de
frequência, levou a que se trabalhasse no sentido de desenvolver máquinas que conseguissem
atingir um maior número de ciclos num menor tempo de ensaio, aumentando assim a rentabilidade
dos ensaios.
Com estas novas máquinas de ensaios de fadiga ultrasónica foi possível reduzir os tempos de
ensaio de dias para minutos. Por exemplo, o tempo de ensaio para atingir 107 ciclos com uma
máquina convencional (100 Hz) é de mais de 1 dia, enquanto uma máquina de fadiga ultrasónica (20
kHz) realiza o mesmo ensaio em cerca de 9 minutos, se este for contínuo. Ainda é mais evidente a
diferença de tempo quando se pretende atingir os 109 ciclos, já que, uma máquina convencional
demoraria cerca de 4 meses enquanto a de fadiga ultrasónica atinge este número de ciclos ao fim de
14 horas.
Neste capítulo serão abordados os conceitos existentes no domínio dos ensaios de fadiga a
muito elevada frequência, nomeadamente as soluções analíticas utilizadas na formulação dos
ensaios experimentais e na análise dos resultados obtidos.
3.2 Equações de Onda
Uma grande diferença das máquinas de ensaios de fadiga ultrasónica para as máquinas
convencionais de ensaios de fadiga é o facto de, na fadiga ultrasónica o provete estar em vibração
livre, ao contrário da fadiga convencional onde este se encontra em vibração forçada. Por outras
palavras, no caso dos ensaios de fadiga ultrasónica, a frequência de teste tem que ser uma das
frequências naturais do provete, de modo a todo o sistema entrar em ressonância, havendo assim
vibração livre por parte do provete, enquanto que, nos ensaios convencionais de fadiga o sistema
funciona com uma frequência independente das frequências naturais do provete.
Sendo utilizado um actuador piezoeléctrico com determinada frequência (no caso, 20 kHz), é
necessário que as frequências naturais do provete, e de outros componentes do sistema, sejam
coincidentes com esta. Para que as suas frequências de ressonância sejam as desejadas, será
necessário realizar o dimensionamento destes elementos (corneta e provete). Estes

13
dimensionamentos podem ser realizados analiticamente e numericamente, sendo que apenas
existem expressões analíticas, com solução exacta, para algumas geometrias de provetes e cornetas.
Como já referido na secção 2.2, houve tentativas de realização de ensaios com actuadores
piezoeléctricos de 92 e 199 kHz, pois permitiriam uma velocidade de teste superior à atingida com os
piezoeléctricos utilizados actualmente, diminuindo ainda mais o tempo de ensaio. A razão para a
utilização de actuadores piezoeléctricos com frequências entre 20 e 30 kHz em vez de outros com
uma maior frequência é, como já referido, a necessidade de todos os componentes terem uma
frequência natural correspondente à frequência imposta pelo piezoeléctrico. Assim, torna-se
inconveniente a utilização de frequências demasiado elevadas, pois o comprimento de ressonância
do provete é inversamente proporcional à frequência.
De modo a identificar as equações necessárias para o processo de dimensionamento dos
componentes acima referidos, é realizada uma breve revisão sobre a teoria de ondas elásticas.
A teoria de ondas elásticas indica que existem dois tipos de ondas em corpos elásticos
isotrópicos infinitos, sendo elas as longitudinais e as transversais. No caso em estudo, apenas as
ondas longitudinais são importantes. Na Figura 3.1 pode observar-se um exemplo ilustrativo da
evolução deste tipo de ondas num material.
Figura 3.1 – Ilustração do fenómeno de progressão de ondas longitudinais
De modo a explicar a propagação de uma onda num material, considere-se a aplicação de uma
força instantânea, através de uma pancada, numa das extremidades de uma barra. Esta pancada
resultará num aumento de pressão localizada nessa mesma zona, que fará as partículas moverem-se
da sua posição inicial, na qual estavam em equilíbrio, para uma outra posição, a uma determinada
distância, provocando assim uma perturbação do sistema. A interacção recíproca entre as várias
partículas ao longo do material, através das forças elásticas de reacção mútua, leva à propagação
dessa perturbação, como ilustrado na Figura 3.1, onde se observa a interacção entre si das secções
transversais à propagação, que se vão comprimindo e dilatando até atingirem a posição de equilíbrio
inicial. A velocidade a que ocorre esta propagação depende das características do meio, mais
concretamente das características mecânicas do material, nomeadamente do módulo de elasticidade
e da massa específica. Esta velocidade é conhecida como a velocidade de propagação de onda.

14
O uso da teoria das ondas permite atingir tensões elevadas na garganta do provete requerendo
uma potência mecânica relativamente baixa. Este facto é possível através da aplicação de uma força
sinusoidal com uma frequência igual à frequência natural do sistema. Esta combinação de
frequências leva o sistema a entrar em ressonância, ocorrendo assim a vibração livre por parte do
provete, já referida anteriormente.
De forma a realizar os dimensionamentos da corneta e do provete, é necessário obter as
equações diferenciais para um corpo elástico isotrópico e chegar à sua solução. A partir da equação
de equilíbrio dinâmico é obtida a equação diferencial da amplitude de deslocamento , dada por:
0)()(')(
)(')('' 2 xUkxU
xA
xAxU (3.1)
Sendo e , respectivamente, a área da secção transversal na distância e a sua
derivada, e , o rácio entre a frequência, , e a velocidade de onda, , como apresentado na equação
(3.2):
c
k
(3.2)
A dedução da equação (3.1) encontra-se no anexo A.
3.3 Dimensionamento do provete cilíndrico
De forma a realizar os primeiros ensaios, foi realizado o dimensionamento de um provete
cilíndrico pela maior simplicidade de resolução da equação diferencial (3.1). Em primeiro lugar,
observe-se que
, pois no caso do provete cilíndrico . Assim, ficamos com a
equação (3.1) reduzida a:
0)()('' 2 xUkxU (3.3)
No anexo B podem ser observados os passos realizados para encontrar a solução da equação
(3.3), dada por:
)cos()( 0 kxAxU (3.4)
Onde representa a amplitude de deslocamento nas extremidades do provete.
A partir da equação (3.4) e aplicando a condição de fronteira dada por , é obtida a
equação para calcular o comprimento do provete cilíndrico:
dE
fL
2
1 (3.5)

15
Onde é a frequência de ressonância que se pretende obter para o provete e e são
propriedades do material, mais propriamente, o módulo de elasticidade dinâmico e a massa
específica, respectivamente.
3.4 Dimensionamento do provete com secção variável (co-seno hiperbólico)
Pretende-se dimensionar um provete com uma redução de espessura no centro, com o
objectivo de aumentar a tensão nesse local, permitindo que o ensaio de fadiga necessite de menor
potência para a mesma tensão, e para que a fractura ocorra, aproximadamente, neste ponto. O
provete que se pretende dimensionar tem a geometria da Figura 3.2.
Figura 3.2 – Representação esquemática do provete com secção variável
O dimensionamento do provete pode ser efectuado através de elementos finitos, mas se a
parte central do provete tiver um perfil de co-seno hiperbólico, este pode ser realizado analiticamente.
Assim, seguidamente serão apresentadas as equações utilizadas para a realização deste
dimensionamento, que se encontram deduzidas no anexo C.
A equação principal para a realização do dimensionamento é a do comprimento de ressonância
do provete, que é dada por:
)tanh()coth(1
arctan1
221 LLkk
L (3.6)
Onde , e são parâmetros definidos como:
dE
fk
2
(3.7)
1
2
2
arctan1
R
R
L
(3.8)
22 k (3.9)
Sendo , , e , dimensões do provete, representadas na Figura 3.2 e .
Para este provete pode ainda ser determinada a solução da equação (3.1) que é dada por:

16
LxLxLkA
Lxx
x
L
LkLA
xU
20
2
2
210
,cos
0,)cosh(
)sinh(
)sinh(
)cosh()cos(
)(
(3.10)
Devido à dificuldade de fabrico do provete com este perfil de co-seno hiperbólico, foi realizada
uma aproximação deste perfil a um perfil toroidal (ou circular). Segundo Bathias [7], o erro máximo
obtido na comparação dos dois perfis é de 1.8%, o que leva a afirmar que esta é uma boa
aproximação, permitindo assim, a realização do dimensionamento analítico, não havendo
necessidade de realizar um dimensionamento numérico.
3.5 Tensão e Extensão
Resolvida a equação diferencial (3.1) para os casos do provete cilíndrico e do provete com
secção variável, é possível agora obter as soluções analíticas da tensão e extensão para os dois
tipos de provete. No caso da extensão, esta é obtida através da derivação da equação (3.4) para o
provete cilíndrico e da equação (3.10) para o provete com secção variável. Obtida a equação da
extensão, facilmente se obtém a equação da tensão, pois resume-se à aplicação da Lei de Hooke
. Assim, as equações obtidas para o provete cilíndrico são as seguintes:
)sin()( 0 kxkAx (3.11)
)sin()( 0 kxkAEx d (3.12)
No caso dos provetes com secção variável as equações são:
LxLxLkkA
Lxx
xxxxLLA
x
20
22210
,sin
0,)(cosh
)sinh()sinh()cosh()cosh(),(
)(
(3.13)
LxLxLkkAE
Lxx
xxxxLLAE
x
d
d
20
22210
,sin
0,)(cosh
)sinh()sinh()cosh()cosh(),(
)(
(3.14)
Sendo definido por:
)sinh(
)cosh()cos(),(
2
2121
L
LkLLL
(3.15)
3.6 Dimensionamento das cornetas
Como referido na secção 3.2, tal como os provetes, a corneta utilizada nos ensaios necessita
ser dimensionada para que a sua frequência de ressonância coincida com a do restante sistema.

17
Por forma a facilitar o seu fabrico, a corneta utilizada nos ensaios de fadiga tem perfil cónico.
Para a realização do dimensionamento desta corneta, recorreu-se a elementos finitos, pois não é
possível a sua realização por meio analítico. O software e procedimento utilizados, encontram-se
apresentados na secção 5.5.
Tal como os provetes, a corneta poderia ser dimensionada analiticamente, sendo para isso
necessário, que esta tivesse, por exemplo, um perfil exponencial, permitindo obter, para essa
geometria, uma solução exacta das equações. No anexo D, pode ser observado um exemplo, de um
dimensionamento analítico, para uma corneta com este perfil.

18
4 Equipamento de Ensaio
4.1 Introdução
Para a realização do trabalho desenvolvido foram utilizadas duas máquinas de ensaios de
fadiga uniaxial, uma servo-hidráulica e outra ultrasónica. A máquina de ensaios de fadiga ultrasónica
uniaxial, com uma frequência média de teste de aproximadamente 20 kHz (mais concretamente num
intervalo entre 19.5 e 20.5 kHz), foi utilizada nos ensaios dos três materiais em regime de VHCF,
enquanto a máquina servo-hidráulica com uma frequência de teste bastante menor, na ordem dos 10
Hz, foi utilizada para os ensaios do aço em regime de HCF. Além das máquinas utilizadas nos
ensaios de fadiga, foram ainda utilizados dois microscópios para a realização da análise fractográfica
e um durómetro para determinação das durezas dos materiais estudados. Para a determinação do
Módulo de Elasticidade Dinâmico foi utilizado um analisador espectral.
A máquina de ensaios de fadiga utilizada foi desenvolvida no Instituto Superior Técnico por
parte de Freitas e seus colaboradores [15]. Esta máquina tem como base as já utilizadas por outros
investigadores, nomeadamente por Bathias [16], e é composta por um dispositivo de aquisição de
dados (DAQ), uma rotina de controlo LabView, um gerador de sinais e um sistema de ressonância
composto por quatro elementos (atuador piezoeléctrico, booster, corneta e provete de ensaios).
Na secção 4.2 serão descritos com maior pormenor os elementos que compõem a máquina
utilizada.
4.2 Máquina de ensaios de fadiga ultrasónica uniaxial
Na Figura 4.1 pode observar-se um esquema básico da máquina utilizada e na Figura 4.2
pode observar-se uma imagem real com os respectivos componentes.
Figura 4.1 – Esquema da máquina de ensaios de fadiga ultrasónica

19
Figura 4.2 – Imagem real da máquina de ensaios de fadiga ultrasónica, com legenda dos seus componentes
O dispositivo de aquisição de dados (DAQ) é um dispositivo NI USB-6216 multifunções,
alimentado por USB e optimizado para frequências de amostragem rápida. O dispositivo tem 16
entradas e 2 saídas analógicas, uma frequência de amostragem de 400kS/s, 32 linhas digitais I/O, 4
faixas de entrada programáveis (±0.2 até ±10 V) por canal e dois contadores/temporizadores. Este
dispositivo tem como tarefa, a realização da interface entre os elementos de monitorização
(Pirómetro, Laser e Extensómetro) e a rotina de controlo LabView. Estes elementos enviam a
informação da temperatura e amplitude medidas no provete, informação esta que é depois
processada e enviada para a rotina de controlo LabView. O pirómetro é utilizado para medição da
temperatura no centro do provete (local onde a temperatura é máxima) em tempo real, de modo a ser
possível o controlo da mesma através da rotina LabView. Este pirómetro tem uma gama de medição
entre -40ºC e 600ºC e uma precisão de 1% ou ±1ºC com um tempo de resposta de 150 ms. O laser
escolhido é um laser com dois canais de aquisição, composto por um controlador e um interferómetro
de modelos OFV 2802i e OFV 518, respectivamente. Este laser, da marca Polytec, utiliza a tecnologia
LDVs (Laser Doppler Vibrometers) para medição de velocidades de um único ponto do objecto,
sendo, no caso em estudo, realizada a medição da velocidade da base do provete. A sua gama de
medição é de 1250 mm/s e a sua frequência de resposta pode ir até 30 MHz. Para a realização de
alguns testes, nomeadamente na validação dos valores obtidos através do laser, como se pode
observar na secção 6.3, foram utilizados extensómetros com resistência 350 Ω ± 0.35% em quarto
de ponte, com o auxílio de uma ponte de extensometria dinâmica da marca Vishay e modelo 2310.
A rotina de controlo LabView, tal como já referido, recebe a informação processada pelo
dispositivo de aquisição de dados e determina a frequência de teste, contabiliza o número de ciclos
realizados e no final de cada ensaio indica o histórico da temperatura, amplitude de deslocamentos e
potência aplicada no provete. Além do fornecimento destes resultados, é na rotina Labview que se

20
realiza a configuração de todo o ensaio, permitindo a escolha dos controlos pretendidos (amplitude
e/ou temperatura), em que se definem os valores de amplitude e intervalo de temperaturas, quando
os respectivos controlos se encontram ligados. Além disso, é ainda na rotina que é definido o valor de
potência aplicado no início do ensaio (constante ao longo do ensaio quando não é utilizado o controlo
de amplitude), bem como a taxa de amostragem dos dados a retirar do mesmo, além de outras
opções igualmente permitidas. De referir, que na monitorização e setup da temperatura, o LabView é
auxiliado por um outro software. Nas Figuras 4.3 e 4.4 podem observar-se a janela da rotina LabView
e a janela de setup da temperatura.
Figura 4.3 – Janela da rotina Labview (Primary Setup)
Figura 4.4 – Janela de setup da temperatura
O gerador de sinais utilizado é um Branson DC222 com uma gama de frequências de trabalho
entre 19.5 e 20.5 kHz. O gerador, além de emitir um sinal eléctrico para o actuador piezoeléctrico,
tem ainda como tarefa, o controlo de amplitude do mesmo, de modo a garantir a operação no regime

21
de ressonância do sistema, pois o sinal enviado terá obrigatoriamente uma forma sinusoidal e a
frequência de ressonância do sistema. Este sinal eléctrico é depois convertido em vibrações
mecânicas por parte do actuador piezoeléctrico. O actuador utilizado nesta máquina é um
transdutor Branson de 2.2 kW com uma frequência de trabalho de 20 kHz e uma amplitude máxima
pico a pico de 20 μm.
O booster serve como ligação entre o actuador piezoeléctrico e a corneta, permitindo o apoio
de todo o sistema de ressonância na estrutura, onde existe um nó de deslocamento nulo. A corneta é
outra peça muito importante na máquina, pois esta realiza a amplificação dos deslocamentos
impostos pelo piezoeléctrico, possibilitando assim, uma maior amplitude imposta no provete e
respectivamente a aplicação de maiores tensões (Anexo E). A corneta é dimensionada através de
elementos finitos, de forma a garantir a amplificação desejada e uma frequência de ressonância
idêntica à de todo o sistema (±20 kHz). Numa extremidade da corneta, através de rosca, tal como
todos os elementos do sistema de ressonância, é ligado o provete. O provete é uma amostra de
material que se deseja ensaiar e é concebido com determinadas características como se poderá
observar na secção 5.4, sendo a frequência de ressonância a mais importante, pois se esta não for
idêntica às restantes do sistema, tal como a corneta, não será possível a realização do ensaio.
4.3 Máquina de ensaios mecânicos servo-hidráulica
Na Figura 4.5 encontra-se a máquina de ensaios servo-hidráulica Instron, modelo 8502, com
uma célula de carga de 100 kN, na qual foram realizados os ensaios de tracção e os ensaios de
fadiga uniaxial no regime de HCF. Esta máquina encontra-se no laboratório de ensaios mecânicos do
Departamento de Engenharia Mecânica, no Instituto Superior Técnico.
Figura 4.5 – Máquina de ensaios servo-hidráulica uniaxial Instron 8502

22
4.4 Durómetro
Para os ensaios de dureza foi utilizado o durómetro da marca Mitutoyo e modelo AVK-C2
Hardness Tester que se encontra no laboratório de materialografia do Departamento de Engenharia
Mecânica, no Instituto Superior Técnico (Figura 4.6). Este é um durómetro de medição da dureza
Vickers cuja carga de indentação pode variar entre 1 e 50 kgf.
Figura 4.6 – Durómetro utilizado nos ensaios de dureza
4.5 Microscópios
Na observação das superfícies de fractura foram utilizados dois microscópios ópticos que se
encontram no laboratório de materialografia do Departamento de Engenharia Mecânica, no Instituto
Superior Técnico. O microscópio óptico da marca Nikon (Figura 4.7 – a)) é utilizado numa primeira
fase, pois a sua simplicidade permite uma primeira análise rápida da superfície de fractura.
Posteriormente é utilizado o microscópio óptico da marca Optika microscopes (Figura 4.7 – b)), que
tem uma câmara da marca Jeulin ligada a um computador, permitindo assim a captação de imagens
da superfície de fractura dos provetes.

23
Figura 4.7 – a) Microscópio óptico Nikon, b) Microscópio óptico Optika microscopes
4.6 Analisador espectral
Para determinação do Módulo de Elasticidade Dinâmico foi realizado um teste de impacto para
análise das frequências de ressonância. Neste ensaio foi utilizado um analisador espectral da marca
Bruel & Kjaer e modelo 3560-D (Figura 4.8), composto por:
Computador equipado com o software de análise espectral;
Amplificador;
Sistema de aquisição de sinal;
Acelerómetro;
Martelo de impacto.
Este equipamento encontra-se no laboratório de vibrações do Departamento de Engenharia
Mecânica, no Instituto Superior Técnico.
Figura 4.8 – Componentes do Analisador Espectral Bruel & Kjaer

24
5 Materiais, Provetes, Cornetas e Procedimento Experimental
5.1 Introdução
Neste capítulo é descrita toda a parte experimental realizada neste trabalho. Mais
especificamente são descritos os materiais testados, as dimensões e geometria dos provetes e o
procedimento experimental seguido para a realização dos ensaios de fadiga ultrasónica.
De referir que toda a componente experimental deste trabalho foi realizada nos laboratórios do
Departamento de Engenharia Mecânica do Instituto Superior Técnico, da Universidade Técnica de
Lisboa, nomeadamente no laboratório de Ensaios Mecânicos.
5.2 Materiais
Para os ensaios realizados neste trabalho, foram escolhidos três tipos de material com
propriedades algo distintas, de modo a se poder concluir a aplicabilidade dos ensaios de fadiga
ultrasónica em qualquer material e observar as diferentes respostas no regime gigacíclico. Os
materiais escolhidos foram:
Cobre Electrolítico com 99,9% de pureza. Este metal não-ferroso tem como principais
características as suas elevadas condutividades térmica e eléctrica e a sua boa resistência
mecânica, à corrosão e à fadiga. Este material é utilizado em quase todas as vertentes da
indústria, nomeadamente em equipamentos eléctricos e electrónicos, na forma de cabos,
fios condutores, transformadores, geradores, etc. É igualmente aplicado na indústria
mecânica na forma de radiadores de automóveis, rebites, anilhas, colectores, eléctrodos
para soldadura, eléctrodos de electroerosão, etc. [17], [18], [19], [20].
Ferro Fundido Cinzento DIN 1691 GG 25 (AISI A 48-40 B). Este ferro fundido de grafite
lamelar tem uma matriz composta maioritariamente por perlite, podendo ter até 10% de
ferrite. A matriz perlítica proporciona-lhe elevadas propriedades mecânicas e bom
acabamento superficial, além de uma boa estanquidade que permite a sua aplicação em
componentes hidráulicos, onde estão sujeitos a elevadas pressões. Exemplos: êmbolos,
blocos de distribuição, cabeçotes, corpos de válvula, tampas de cilindro, etc. [20], [21].
Aço DIN 42CrMo4 (AISI 4140) de alta resistência. Este aço de construção é composto por
uma liga de Crómio-Molibdénio que lhe confere melhores propriedades mecânicas e é
fornecido no estado tratado (temperado e revenido a 525ºC). Devido às suas elevadas
resistência e tenacidade, bem como a sua boa aptidão à nitruração, este aço é indicado
para peças de secção média sujeitas a fortes solicitações devidas a esforços alternados de
flexão e torção. As suas principais aplicações são estruturas de moldes para plásticos e o
fabrico de engrenagens e motores para a indústria automóvel, na forma de cambotas,
mangas de eixo, bielas, veios estriados, etc., além de, sem-fins, cavilhas, parafusos, porcas,
rodas dentadas, etc. [19], [20], [22].

25
Na Tabela 5.1 podem ser observadas as composições químicas dos três materiais acima
referidos. Estes dados foram fornecidos pelos fabricantes através dos certificados de conformidade.
Composição química (% de componente/unidade de peso)
C Si Mn P S Cr Ni Mo Cu
Cobre - - - - - - - - 99.9
Ferro Fundido 3.40 2.50 0.70 ≤ 0.10 ≤ 0.12 - - - -
Aço 0.39 0.17 0.77 0.025 0.020 1.10 0.30 0.16 0.21
Tabela 5.1 – Composição química dos materiais estudados
Na Tabela 5.2 encontram-se outras propriedades dos materiais, relevantes para o estudo
efectuado. Na subsecção 5.2.1 é explicado o modo como estas foram determinadas.
Módulo de Elasticidade
Dinâmico [Pa]
Massa Específica
[kg/m3]
Dureza Tensão de
Cedência [MPa]
Tensão de Rotura
[MPa]
Cobre 106E09 9019 98 276 288
Ferro Fundido 111E09 7008 257 208 233
Aço 211E09 7850 382 980 1100
Tabela 5.2 – Propriedades dos materiais estudados
Determinação das propriedades dos materiais 5.2.1
5.2.1.1 Módulo de Elasticidade Dinâmico
O módulo de elasticidade dinâmico foi determinado através da realização de um teste de
impacto para análise de frequências de ressonância. O objectivo deste teste é determinar a
frequência de ressonância do primeiro modo axial de uma barra. Para este ensaio é utilizado uma
amostra do varão cilíndrico, do qual são produzidos os provetes, com um comprimento
suficientemente elevado (no caso em estudo, aproximadamente 50 cm), de forma a que a frequência
do primeiro modo axial esteja dentro da gama de medição do sistema de análise. O ensaio é
realizado com a barra suspensa na horizontal, de modo a não sofrer constrangimentos axiais e é
aplicada uma força tipo impacto numa das extremidades da mesma. Essa força provoca uma
perturbação que se propaga da forma descrita na secção 3.2, sendo a aceleração longitudinal da
deformação, medida através de um acelerómetro que se encontra na extremidade oposta da barra. O
sinal é registado em tempo real pelo sistema de aquisição, e tratado pelo analisador espectral, de
modo a ser obtida a sua representação no domínio da frequência, normalmente conhecida por FRF
(Frequency Response Function). Devido à simplicidade da FRF obtida no teste, a frequência de
ressonância é de fácil identificação, não havendo assim a necessidade de recorrer a métodos de
identificação modal, normalmente utilizados quando existe maior complexidade. Obtida a frequência
de ressonância do primeiro modo axial da barra testada, é aplicada a equação (3.5) de forma a
retirar-se o módulo de elasticidade dinâmico ( ). Para a realização destes testes foi utilizado o
analisador espectral apresentado na secção 4.6.
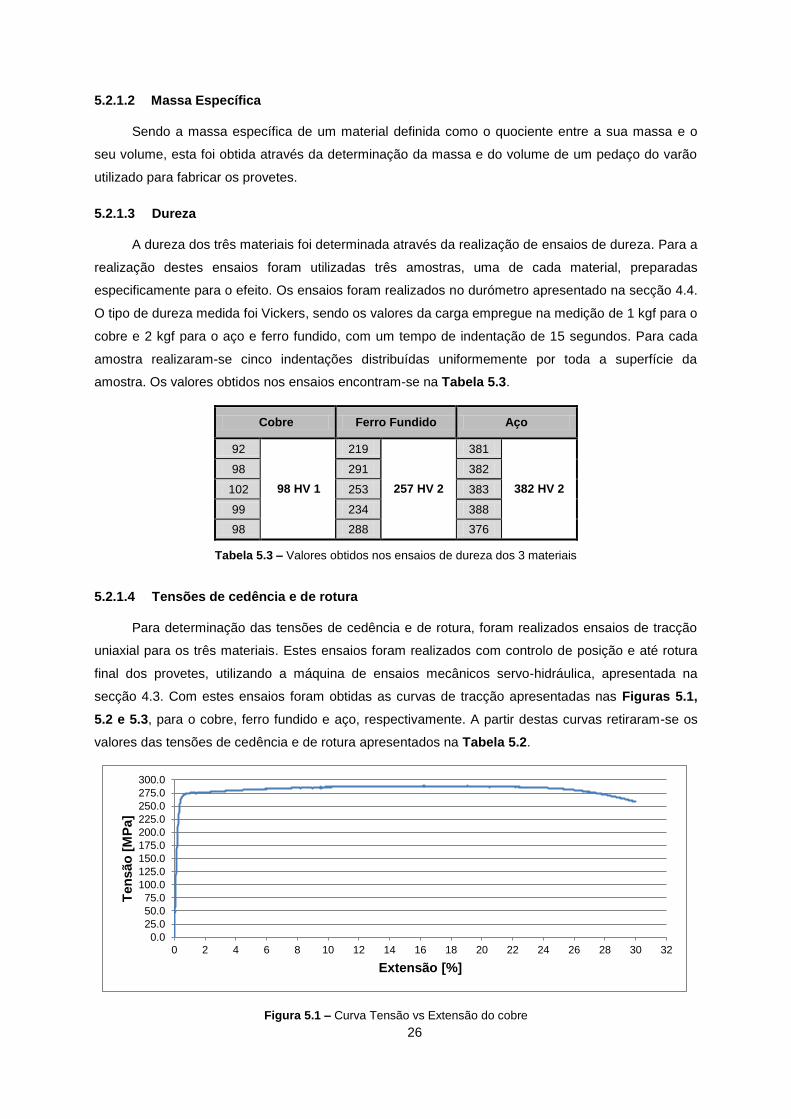
26
5.2.1.2 Massa Específica
Sendo a massa específica de um material definida como o quociente entre a sua massa e o
seu volume, esta foi obtida através da determinação da massa e do volume de um pedaço do varão
utilizado para fabricar os provetes.
5.2.1.3 Dureza
A dureza dos três materiais foi determinada através da realização de ensaios de dureza. Para a
realização destes ensaios foram utilizadas três amostras, uma de cada material, preparadas
especificamente para o efeito. Os ensaios foram realizados no durómetro apresentado na secção 4.4.
O tipo de dureza medida foi Vickers, sendo os valores da carga empregue na medição de 1 kgf para o
cobre e 2 kgf para o aço e ferro fundido, com um tempo de indentação de 15 segundos. Para cada
amostra realizaram-se cinco indentações distribuídas uniformemente por toda a superfície da
amostra. Os valores obtidos nos ensaios encontram-se na Tabela 5.3.
Cobre Ferro Fundido Aço
92
98 HV 1
219
257 HV 2
381
382 HV 2
98 291 382
102 253 383
99 234 388
98 288 376
Tabela 5.3 – Valores obtidos nos ensaios de dureza dos 3 materiais
5.2.1.4 Tensões de cedência e de rotura
Para determinação das tensões de cedência e de rotura, foram realizados ensaios de tracção
uniaxial para os três materiais. Estes ensaios foram realizados com controlo de posição e até rotura
final dos provetes, utilizando a máquina de ensaios mecânicos servo-hidráulica, apresentada na
secção 4.3. Com estes ensaios foram obtidas as curvas de tracção apresentadas nas Figuras 5.1,
5.2 e 5.3, para o cobre, ferro fundido e aço, respectivamente. A partir destas curvas retiraram-se os
valores das tensões de cedência e de rotura apresentados na Tabela 5.2.
Figura 5.1 – Curva Tensão vs Extensão do cobre
0.0
25.0
50.0
75.0
100.0
125.0
150.0
175.0
200.0
225.0
250.0
275.0
300.0
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32
Ten
são
[M
Pa]
Extensão [%]

27
Figura 5.2 – Curva Tensão vs Extensão do ferro fundido
Figura 5.3 – Curva Tensão vs Extensão do aço
5.3 Provetes para ensaios de fadiga uniaxial na máquina servo-hidráulica
Para a produção dos provetes utilizados nos ensaios de fadiga uniaxial em regime de baixa
frequência foram adquiridos varões de aço 42CrMo4 com 25mm de diâmetro, sendo esta realizada no
Laboratório de Tecnologias Avançadas da Secção de Tecnologia Mecânica do Departamento de
Engenharia Mecânica do Instituto Superior Técnico. O processo de maquinagem foi realizado num
torno de CNC, havendo neste processo um total cuidado na escolha das velocidades e avanços da
ferramenta de corte, de modo a não introduzir um acréscimo significativo de tensões residuais nem
provocar uma alteração da microestrutura superficial. Após maquinagem todos os provetes foram
polidos manualmente com lixas de granulometria decrescente, da nº 200 à nº 1200, de modo a
melhorar o acabamento superficial e assim reduzir o efeito da concentração de tensões superficiais.
Na Figura 5.4 apresenta-se o desenho técnico do provete utilizado nestes ensaios, cujas
dimensões e geometria se encontram normalizados pela norma de ensaio ASTM E606 (2003).
0
20
40
60
80
100
120
140
160
180
200
220
240
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Ten
são
[M
Pa]
Extensão [%]
0.0
100.0
200.0
300.0
400.0
500.0
600.0
700.0
800.0
900.0
1000.0
1100.0
1200.0
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Ten
são
[M
Pa]
Extensão [%]

28
Figura 5.4 – Desenho Técnico do provete utilizado nos ensaios de fadiga uniaxial na
máquina servo-hidráulica
5.4 Provetes para ensaios de fadiga ultrasónica
Os provetes utilizados nos ensaios de fadiga ultrasónica foram todos produzidos por uma
empresa de maquinagem de precisão, à qual foi requerida a sua maquinação num torno de CNC,
mantendo alguns cuidados de produção, nomeadamente nos parâmetros de maquinagem, de forma a
não introduzir nenhum acréscimo significativo de tensões residuais nem provocar uma alteração da
microestrutura superficial. Para o fabrico destes foram adquiridos varões de cobre, aço e ferro fundido
de variados diâmetros.
Antes de cada ensaio, os provetes foram sujeitos a uma preparação. A base e a secção
variável destes eram sujeitas a um polimento com lixas de granulometria decrescente desde a nº400
até à nº1200. No caso da base, o polimento era realizado com a polideira de lixas que se encontra no
laboratório de materialografia do pavilhão de mecânica II do IST, enquanto a secção variável era
polida manualmente, com o auxílio de um torno mecânico que se encontra nas oficinas de mecânica,
igualmente no pavilhão de mecânica II, ao qual era acoplado o provete. Ambos os processos são
realizados de forma às superfícies ficarem o mais uniforme possível.
Existem razões diferentes para o polimento destas duas superfícies. No caso da secção
variável o polimento é realizado para melhorar o acabamento superficial de forma a reduzir o efeito da
concentração de tensões superficiais que poderia influenciar os resultados finais dos ensaios. Já o
polimento da base do provete é realizado para melhorar a leitura dos deslocamentos por parte do
laser, pois este necessita que a superfície incidida seja espelhada.
Dimensionamento 5.4.1
Como já referido na secção 3.2, devido à necessidade de todos os elementos do sistema de
ressonância estarem à mesma frequência, é necessária a realização do dimensionamento dos
provetes, para que a sua frequência natural, do modo de vibração axial, seja igual a 20 kHz.
Em primeiro lugar é efectuado o dimensionamento dos provetes cilíndricos para os três
materiais. De referir que a frequência natural do provete apenas varia com o seu comprimento,
podendo ser admitido qualquer valor para o seu diâmetro, sendo, neste caso, admitido um valor de 10

29
mm. Para o dimensionamento aqui referido são utilizadas as propriedades dos materiais que se
encontram na Tabela 5.2, sendo de 20 kHz, o valor da frequência desejada para o mesmo.
Aplicando a equação (3.5) são obtidos os valores do comprimento de ressonância que se
encontram na Tabela 5.4.
Comprimento de ressonância
[mm]
Cobre 86
Ferro Fundido 100
Aço 130
Tabela 5.4 – Comprimentos de ressonância dos provetes cilíndricos dos materiais estudados
Para o caso dos provetes com secção variável são definidos inicialmente os valores de e .
O valor é calculado com base no raio do perfil circular escolhido para efectuar a redução de
espessura no centro do provete. De forma a minimizar a concentração de tensões neste local, foi
escolhido um raio de curvatura de 50 mm para o entalhe. Foi escolhido este valor na tentativa de
manter o equilíbrio entre uma concentração de tensões relativamente baixa e um valor de
demasiado grande, o que faria aumentar o comprimento total do provete. Na Figura 5.5 pode
observar-se a facilidade de cálculo do comprimento através da aplicação do Teorema de
Pitágoras.
Figura 5.5 – Esquema de auxílio ao cálculo do comprimento
Sabendo que é o raio de curvatura do entalhe e e são os raios escolhidos para a
garganta e para a componente cilíndrica do provete, respectivamente, é obtido o valor de .
Encontrados os valores de , e e utilizando as propriedades dos materiais que se
encontram na Tabela 5.2, podem ser calculados os parâmetros auxiliares, dados pelas equações
(3.7), (3.8) e (3.9), de forma a aplicar na equação (3.6) para o cálculo do comprimento de
ressonância. Na Tabela 5.5 podem observar-se os valores obtidos nestes cálculos.
[mm] [mm] [mm]
[rad/mm]
[rad/mm]
[rad/mm] [mm]
Cobre 2.5 5 15.6 8.44E-02 3.67E-02 7.60E-02 12.8
Ferro Fundido 2.5 5 15.6 8.44E-02 3.16E-02 7.82E-02 17.9
Aço 1.5 5 18.4 1.02E-01 2.42E-02 9.90E-02 11.8
Tabela 5.5 – Dimensões do provete e parâmetros auxiliares para o respectivo dimensionamento

30
Na tentativa de comprovar numericamente os dimensionamentos realizados, foi utilizado o
programa de elementos finitos ANSYS para realizar uma análise modal (harmónica), na qual se
observa a frequência natural de cada provete para o modo de vibração axial. Para a realização desta
análise modal foi utilizado o elemento “solid187” e efectuada uma análise de convergência da malha,
de forma aos resultados obtidos serem os mais rigorosos possíveis. As extremidades dos provetes
encontram-se sem constrangimentos, ou seja, livres. Nas Figuras 5.6, 5.7 e 5.8 podem ser
observados os resultados obtidos na análise dos três provetes cilíndricos.
Figura 5.6 – Representação esquemática dos deslocamentos axiais do provete cilíndrico de cobre
Figura 5.7 – Representação esquemática dos deslocamentos axiais do provete cilíndrico de ferro fundido
Figura 5.8 – Representação esquemática dos deslocamentos axiais do provete cilíndrico de aço

31
No canto superior esquerdo das figuras, pode observar-se a frequência natural de cada provete
para o modo de vibração axial. De referir que os valores de todas elas se encontram bastante
próximos dos 20 kHz, validando assim o dimensionamento analítico realizado para cada material, não
descartando alguns ajustes que serão referidos mais à frente.
Em seguida, nas Figuras 5.9, 5.10 e 5.11 encontram-se os resultados obtidos para os provetes
de secção variável. Tal como nos provetes cilíndricos, os valores das frequências naturais obtidos
estão próximos de 20kHz, sendo o provete de aço o mais distante, estando, apesar de tudo, numa
gama aceitável. Ainda assim, como se observa na Figura 5.14, foi realizado um pequeno ajuste nas
dimensões do provete para um melhor funcionamento do sistema de ressonância.
Figura 5.9 – Representação esquemática dos deslocamentos axiais do provete de cobre
com secção variável
Figura 5.10 – Representação esquemática dos deslocamentos axiais do provete de ferro
fundido com secção variável

32
Figura 5.11 – Representação esquemática dos deslocamentos axiais do provete de aço
com secção variável
Nas Figuras 5.12, 5.13 e 5.14 são apresentados os desenhos técnicos dos provetes de cobre,
ferro fundido e aço, respectivamente. As dimensões que se observam nestas figuras são o resultado
de pequenos ajustes efectuados após os primeiros testes na máquina de ensaios de fadiga
ultrasónica. Nestes primeiros testes, observou-se que os provetes tinham frequências de ressonância
um pouco diferentes dos valores desejados (20kHz) e para o qual tinham sido dimensionados. Este
facto acaba por ser normal, devido ao erro associado à aproximação efectuada entre os perfis co-
seno hiperbólico e circular, como é referido na secção 3.4, para além de pequenos erros associados
às propriedades dos materiais e às equações utilizadas no dimensionamento analítico.
Figura 5.12 – Desenho Técnico do provete de cobre utilizado nos ensaios de fadiga ultrasónica
Figura 5.13 – Desenho Técnico do provete de ferro fundido utilizado nos ensaios de fadiga ultrasónica

33
Figura 5.14 – Desenho Técnico do provete de aço utilizado nos ensaios de fadiga ultrasónica
5.5 Corneta
Tal como os provetes, a corneta utilizada nos ensaios foi produzida por uma empresa de
maquinagem de precisão, à qual foi requerida a sua maquinação num torno de CNC. Para o fabrico
desta foi comprado um varão de aço com 40 mm de diâmetro.
Dimensionamento 5.5.1
Como já referido na secção 3.6, a corneta escolhida para a realização dos ensaios, tem um
perfil cónico, perfil este, que não tem solução analítica. Assim, o seu dimensionamento foi realizado
através de elementos finitos, utilizando o programa ANSYS.
Em primeiro lugar, foi analisado qual o factor de amplificação (Anexo E) necessário para atingir
os deslocamentos pretendidos. Após alguma análise, constatou-se que seria necessário uma
amplificação de aproximadamente 2 vezes. Assim, definido que estava o diâmetro superior da
corneta, pois foi utilizado o mesmo do booster, de forma a haver uma continuidade, dividiu-se este
valor pelo factor de amplificação, dando o resultado de 19 mm para o diâmetro inferior.
Por razões de acoplamento da corneta ao booster, é necessário que, além da extremidade
roscada que efectua a ligação ao booster, esta tenha uma parte cilíndrica no início, para facilitar a sua
montagem.
Definidos os diâmetros inicial e final da corneta, o comprimento da parte cilíndrica e a rosca
necessária para o acoplamento, procedeu-se ao seu dimensionamento. Para isso, e tal como nos
provetes, foi realizada uma análise modal, utilizando o elemento “solid187”, que permite obter a
frequência natural da corneta para o modo de vibração axial.
Sabendo que, caso fosse completamente cilíndrica, a corneta teria um comprimento de 130
mm, pois este foi o comprimento de ressonância calculado na secção 5.4 para o aço 42CrMo4,
concluiu-se que o comprimento da corneta seria superior a este. Assim, após algumas tentativas,
chegou-se ao valor final de 135 mm (sem rosca). Na Figura 5.15 observa-se o resultado obtido para
a análise modal da corneta, onde no canto superior esquerdo se verifica a frequência natural desta,
para o modo de vibração axial.

34
Figura 5.15 – Representação esquemática dos deslocamentos axiais da corneta
Na Erro! A origem da referência não foi encontrada. encontra-se o desenho técnico com as
imensões finais da corneta. Existem ligeiras alterações em relação ao definido inicialmente, pois após
esta ser testada na máquina de ensaios, observou-se que a frequência de vibração se encontrava um
pouco diferente do desejado.
Figura 5.16 – Desenho técnico da corneta utilizada nos ensaios de fadiga ultrasónica
5.6 Procedimento experimental dos ensaios de fadiga ultrasónica
Numa tentativa de normalizar o ensaio experimental efectuado, foi definido um procedimento
experimental, onde são enumeradas todas as tarefas necessárias para a obtenção de resultados
válidos. Em primeiro lugar são enumeradas as várias tarefas, sendo estas, caso necessário, sujeitas
a uma explicação um pouco mais aprofundada numa fase posterior.
1. Determinar as propriedades do(s) material(ais), nomeadamente a massa específica e o
módulo de elasticidade dinâmico.
2. Com os valores obtidos para a massa específica e o módulo de elasticidade, dimensionar
um provete cilíndrico do(s) material(ais) a estudar e testá-lo(s) na máquina de ensaios de
fadiga ultrasónica, por forma a determinar se a frequência de ressonância é
aproximadamente de 20 kHz. Caso seja, significa que o módulo de elasticidade determinado

35
pelo teste de impacto é o correcto, caso contrário, será calculado um novo valor através da
frequência obtida no teste realizado na máquina de ensaios de fadiga ultrasónica e do
comprimento do provete.
3. De forma a confirmar o novo valor obtido para o módulo de elasticidade, poderá ser
dimensionado e testado um novo provete cilíndrico, sendo verificado se o valor da
frequência se encontra na gama desejada.
4. Realizar o dimensionamento do provete toroidal.
5. Fabricado(s) o(s) provete(s), é necessário realizar um polimento na base e na zona central
do(s) mesmo(s). A razão para este procedimento é clarificada na secção 5.3.
6. Caso seja utilizado o pirómetro, é necessário pintar o centro do provete com uma tinta preta,
de forma a que este fique com uma emissividade elevada (corpo negro ), permitindo
assim, uma boa leitura da temperatura por parte do pirómetro, não sendo necessário
introduzir no software do sensor, o valor para cada material.
7. Após conectar o provete ao sistema de ressonância, é necessário realizar a focagem do
laser utilizado e do pirómetro, bem como definir a gama de temperaturas pretendida para o
ensaio.
8. Preparados todos os instrumentos de medição, é necessário definir alguns parâmetros na
interface do software, nomeadamente o valor da amostragem, o valor inicial e o valor
máximo de potência para excitação do provete, os controlos pretendidos (temperatura e/ou
amplitude), bem como a sua gama de valores, entre outros.
9. Após a realização do setup, inicie-se o ensaio, definindo o nome para o ficheiro txt, onde
serão gravados os dados registados pelo software.
10. Ocorrida a fractura do provete testado, a máquina pára automaticamente, sendo apenas
necessária a recolha e tratamento dos dados obtidos.

36
6 Apresentação e Análise dos Resultados Experimentais
6.1 Introdução
Neste capítulo é realizada a apresentação e análise dos resultados obtidos nos ensaios
experimentais. Inicialmente são apresentados os tipos de controlo possíveis de realizar com a
máquina de ensaios de fadiga ultrasónica e a evolução das variáveis medidas, consoante o(s) tipo(s)
de controlo aplicado(s). Posteriormente são apresentados dados experimentais para validação das
medições efectuadas pelo laser. Esta validação é feita através da colocação de extensómetros no
centro dos provetes, onde a tensão é máxima, de modo a medir a sua extensão, que é depois
convertida para uma amplitude de deslocamento equivalente na extremidade dos mesmos. A
conversão é efectuada através do recurso às fórmulas analíticas já apresentadas e é realizada para
cada material. Por fim é realizada a caracterização dos vários materiais através da apresentação das
curvas S-N e das superfícies de fractura dos mesmos, cumprindo assim os objectivos propostos. Os
resultados são apresentados através de tabelas, imagens ou gráficos, permitindo assim uma melhor
interpretação e análise dos mesmos.
6.2 Controlos
Tal como referido na secção 4.2, a máquina permite efectuar ensaios para diferentes valores
de amplitude e temperatura, definidos pelo utilizador, podendo estes, serem monitorizados e
controlados pelo software desenvolvido. Através destas capacidades podem ser realizados vários
tipos de ensaios, dos quais: ensaios em que apenas é definida a potência fornecida ao actuador
piezoeléctrico, mantendo-se esta constante ao longo dos mesmos, sendo apenas realizada a
monitorização da amplitude e temperatura; ensaios em que é introduzido o intervalo de temperaturas
de operação, designado por controlo de temperatura; ensaios em que é definida a amplitude de
deslocamentos através do designado controlo de amplitude, que altera a potência fornecida ao
piezoeléctrico de modo a que a amplitude se mantenha constante; ou ensaios que combinem os
vários tipos de controlo. Em todos os ensaios efectuados para obtenção das curvas S-N foi utilizado o
controlo de temperatura e, em parte deles, o controlo de amplitude.
Os gráficos da Figura 6.1 representam a evolução da temperatura em dois ensaios distintos.
No primeiro não foi utilizado controlo de temperatura, observando-se o aumento da mesma ao longo
de todo o ensaio, sendo a sua variação mais abrupta no início, mas indicando uma tendência para a
estabilização à medida que o gradiente de temperatura entre o provete e a temperatura ambiente,
permite que a energia dissipada por convecção, se aproxime da gerada pelo amortecimento do
mesmo. O segundo ensaio foi realizado com controlo de temperatura, observando-se o efeito de
“dente de serra”. Este efeito deve-se ao aquecimento e arrefecimento sofridos pelo provete, pois cada
vez que este atinge um valor máximo de temperatura, definido pelo utilizador, o ensaio é interrompido
temporariamente pelo software, sendo apenas reiniciado após este arrefecer até uma temperatura
mínima definida. Na Figura 6.2 podem observar-se os períodos de aquecimento (a) e arrefecimento
(b) entre os limites de temperatura estabelecidos (33ºC e 45ºC), representados por ΔT.

37
Figura 6.1 – Gráficos Temperatura vs Tempo: a) sem controlo de temperatura,
b) com controlo de temperatura
Figura 6.2 – Gráficos Temperatura vs Tempo de um ensaio com controlo de temperatura,
ilustrando as zonas de aquecimento (a) e arrefecimento (b)
A monitorização da temperatura é essencial para os ensaios de fadiga ultrasónica, pois a
elevada frequência e tensão a que são sujeitos os provetes, leva ao aquecimento dos mesmos devido
à energia dissipada pelo amortecimento, o que pode conduzir os ensaios para fora dos parâmetros
pretendidos. Por este facto e pela sua influência na variação da frequência de vibração do provete,
esta deve ser tomada como variável de grande interesse.
Na Figura 6.3 encontram-se dois gráficos da evolução da frequência, um sem controlo de
temperatura a) e outro com b). Em ambos pode observar-se que a frequência varia ao longo do
ensaio, caminhando para a estabilização ao fim de algum tempo, sendo que, no gráfico b) se observa
facilmente a existência do mesmo efeito verificado no gráfico da temperatura (Figura 6.1 – b)). Este
pormenor diz bem da influência da temperatura nesta variável, podendo ainda ser retirado da análise
dos gráficos, que a frequência diminui com o aumento da temperatura. Este facto deve-se ao
aquecimento do provete que, por dilatação térmica, provoca uma alteração na sua geometria e
respectivamente na sua frequência de ressonância. Por esta mesma razão, existe igualmente uma
variação da amplitude de deslocamento, que apesar de ser mais ligeira, é ainda assim observável na
Figura 6.4.
100 200 300 400 50020
30
40
50
60
70
Tempo (s)
Tem
pera
tura
(oC
)a)
Temperatura
0 200 400 600 800 1000 120020
30
40
50
Tempo (s)
Tem
pera
tura
(oC
)
b)
Temperatura

38
Figura 6.3 – Gráficos Frequência vs Número de Ciclos: a) sem controlo de temperatura,
b) com controlo de temperatura
Figura 6.4 – Gráficos Amplitude vs Número de Ciclos: a) sem controlo de temperatura,
b) com controlo de temperatura
Como já referido, além do controlo de temperatura, existe a possibilidade de realização do
controlo da amplitude de deslocamento. Considerando ou não este controlo, existem duas
possibilidades de ensaio:
i. Potência fixa, ou seja, é estabelecido um valor de potência fornecida ao actuador
piezoeléctrico, que será constante ao longo do ensaio, não havendo, desta forma, controlo
da amplitude de deslocamento;
ii. Com controlo de amplitude, ou seja, é definido um valor para o deslocamento da base do
provete que se mantém constante ao longo do ensaio, permitindo assim que a tensão no
centro do provete seja igualmente constante.
Na Figura 6.5 encontram-se as evoluções da amplitude de deslocamento a) e da potência b)
para ambos os casos. No caso i., a azul, observa-se que, apesar de ser ligeiramente, a amplitude de
deslocamento decresce ao longo do ensaio, enquanto que, no caso ii., a verde, é a potência que varia
de forma a garantir que a amplitude de deslocamento se mantenha constante.
1 2 3 4 5 6 7 8 9 10
x 106
19900
19910
19920
19930
19940
19950
#Ciclos
Fre
quência
(Hz)
a)
Frequência
1 2 3 4 5 6 7 8 9 10
x 106
19900
19910
19920
19930
19940
19950
#Ciclos
Fre
quência
(Hz)
b)
Frequência
1 2 3 4 5 6 7 8 9 10
x 106
8
9
10
11
12
#Ciclos
Am
plit
ude (
um
)
a)
Amplitude de deslocamento
1 2 3 4 5 6 7 8 9 10
x 106
8
9
10
11
12
#Ciclos
Am
plit
ude (
um
)
b)
Amplitude de deslocamento

39
Figura 6.5 – Gráficos: a) Amplitude vs Número de Ciclos e b) Potência vs Número de Ciclos,
com e sem controlo de amplitude
Num caso em que ambos os controlos sejam aplicados, é de mais fácil percepção que os
valores de potência aplicados no provete oscilam. Na Figura 6.6 encontra-se a evolução da potência
para dois casos em que existe controlo de temperatura, mas apenas um tem controlo de amplitude.
Facilmente se repara que no caso em que não existe controlo de amplitude (azul), a potência se
mantém constante ao longo de todo o ensaio, sendo o seu valor igual a 18% (percentagem da
potência total do actuador piezoeléctrico). Já no outro caso, a potência sofre oscilações devido a dois
factores. As oscilações com maior período, e assim mais clarividentes, são devidas ao controlo de
temperatura, pois cada vez que o ensaio é interrompido para arrefecimento do provete, este, como
referido anteriormente, sofre uma variação na sua geometria o que provoca uma alteração na
potência necessária para que seja atingido o deslocamento pretendido. Em relação às oscilações
mais pequenas, mas de maior frequência, são devidas ao controlo de amplitude. Estas oscilações
ocorrem porque cada vez que o controlo é realizado, é efectuado um ajuste na potência fornecida ao
piezoeléctrico de forma a manter a amplitude de deslocamentos constante.
Figura 6.6 – Gráfico Potência vs Número de Ciclos com controlo de temperatura
Na Figura 6.7 encontra-se o mesmo gráfico da Figura 6.6, mas apenas com a evolução da
potência entre os 6 e os 7 milhões de ciclos, de modo a se observar os pontos onde é realizado o
controlo de amplitude (pontos cinzentos). Este controlo é efectuado a cada bloco de ciclos, sendo
neste ensaio realizado a cada 0.25 segundos. Este valor é definido pelo utilizador no início do ensaio,
quando na janela de rotina escolhe o número de ciclos por bloco, sabendo que são realizados
aproximadamente 20000 ciclos por segundo (frequência de vibração do provete).
1 2 3 4 5 6 7 8 9 10
x 106
4
4.5
5
5.5
6
#Ciclos
Am
plit
ude (
um
)a)
Sem Controlo de Amplitude
Com Controlo de Amplitude
1 2 3 4 5 6 7 8 9 10
x 106
10
11
12
13
14
#Ciclos
Potê
ncia
(%
)
b)
Sem Controlo de Amplitude
Com Controlo de Amplitude
1 2 3 4 5 6 7 8 9 10
x 106
17
17.5
18
18.5
19
#Ciclos
Potê
ncia
(%
)
Sem Controlo de Amplitude
Com Controlo de Amplitude

40
Durante o ensaio, o software vai gravando a evolução das variáveis, nomeadamente da
amplitude de deslocamento. A taxa de amostragem deste ensaio é de 200000 pontos/segundo, sendo
estes pontos armazenados em blocos de 50000 pontos cada. Como já referido, tem-se 4
blocos/segundo, o que equivale a ter 5000 ciclos/bloco. O controlo de amplitude é efectuado do
seguinte modo: o software calcula a média das amplitudes dos 5000 ciclos do bloco anterior, compara
este valor com a amplitude requisitada, e efectua um ajuste na potência, de modo a que os ciclos do
bloco seguinte, tenham o valor de amplitude desejado. Este processo é efectuado para cada bloco de
ciclos, durante todo o ensaio. O facto da temperatura provocar alterações na geometria do provete e,
consequentemente, na frequência de ressonância do provete, faz com que a potência necessária,
para uma mesma amplitude de deslocamentos, vá variando ao longo do ensaio, causando assim, a
oscilação que se observa na Figura 6.7.
Figura 6.7 – Gráfico Potência vs Número de Ciclos com os pontos de realização do
controlo de amplitude
De notar que os valores da taxa de amostragem e do número de ciclos por bloco podem variar
consoante a opção do utilizador, tendo a taxa de amostragem um limite máximo de 400000
pontos/segundo, para apenas um canal de medição (laser ou extensómetro), caso sejam utilizados
dois (laser e extensómetro), esta apenas será de 200000 pontos/segundo/canal. Nos ensaios que
foram realizados, para obtenção de pontos, para a curva S-N, foi utilizado apenas um instrumento de
medida (laser), de modo a se obter a maior taxa de amostragem possível.
Resultados 6.2.1
Depois de analisados os comportamentos das variáveis medidas nos ensaios, consoante o(s)
tipo(s) de controlo utilizado(s), foi decidida a realização de alguns ensaios de curta duração (até 107
ciclos) por forma a se observar a ocorrência destes mesmos comportamentos. Deste modo definiu-se
a realização de quatro diferentes casos para cada material:
Caso 1:
Sem controlo de amplitude (Potência fixa)
Sem controlo de temperatura
6 6.2 6.4 6.6 6.8 7
x 106
17.5
18
18.5
#Ciclos
Potê
ncia
(%
)
Sem Controlo de Amplitude
Com Controlo de Amplitude

41
Caso 2:
Sem controlo de amplitude (Potência fixa)
Com controlo de temperatura
Caso 3:
Com controlo de amplitude (Potência variável)
Sem controlo de temperatura
Caso 4:
Com controlo de amplitude (Potência variável)
Com controlo de temperatura
Estes ensaios foram efectuados para baixos valores de tensão, pois só assim se garantiria a
não ocorrência de fractura no provete, bem como no extensómetro, que foi utilizado como auxiliar de
medição. Como no caso 4 são aplicados os dois controlos, apenas são aqui apresentados e
analisados os gráficos deste caso, encontrando-se os gráficos dos restantes no anexo F.
Além da observação dos comportamentos das variáveis, consoante o(s) tipo(s) de controlo
utilizado(s), estes ensaios, permitiram igualmente tirar algumas ilações, sobre a fiabilidade dos
aparelhos de medição dos deslocamentos. Para isso, na realização dos ensaios, foram utilizados um
laser e um extensómetro. O laser realizava a medição dos deslocamentos da base do provete,
enquanto o extensómetro, colocado na garganta do mesmo, media as extensões sofridas por este. As
extensões obtidas eram depois convertidas em deslocamentos, através da equação (6.1), permitindo
a comparação com os deslocamentos obtidos pelo laser.
)cosh()cos(
)sinh()0(
21
20
LkL
LA
(6.1)

42
6.2.1.1 Cobre
Figura 6.8 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos,
c) Frequência vs Número de Ciclos e d) Temperatura vs Tempo, com controlo de amplitude
e temperatura (Provete de cobre)
6.2.1.2 Ferro Fundido
Figura 6.9 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos,
c) Frequência vs Número de Ciclos e d) Temperatura vs Tempo, com controlo de amplitude
e temperatura (Provete de ferro fundido)
1 2 3 4 5 6 7 8 9 10
x 106
5
6
7
8
#Ciclos
Am
plit
ude (
um
)
a)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
50
60
70
80
#Ciclos
Tensão (
MP
a)
b)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
19980
19990
20000
20010
20020
#Ciclos
Fre
quência
(H
z)
c)
Laser
Extensómetro
200 400 600 800 1000 120020
25
30
35
40
45
Tempo (s)T
em
pera
tura
(oC
)
d)
Temperatura
1 2 3 4 5 6 7 8 9 10
x 106
3
4
5
6
7
#Ciclos
Am
plit
ude (
um
)
a)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
35
40
45
50
55
60
65
#Ciclos
Tensão (
MP
a)
b)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
19880
19890
19900
19910
19920
19930
#Ciclos
Fre
quência
(H
z)
c)
Laser
Extensómetro
200 400 600 800 1000 120020
30
40
50
60
70
Tempo (s)
Tem
pera
tura
(oC
)
d)
Temperatura

43
6.2.1.3 Aço
Figura 6.10 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos,
c) Frequência vs Número de Ciclos e d) Temperatura vs Tempo, com controlo de amplitude
e temperatura (Provete de aço)
Análise de Resultados 6.2.2
Observando as Figuras 6.8, 6.9 e 6.10 facilmente se percebe a aplicação dos dois controlos
(temperatura e amplitude). Nos gráficos da evolução da temperatura (Figuras 6.8 – d), 6.9 – d) e
6.10 – d)) observa-se facilmente o efeito de “dente de serra”, referido na secção 6.2, que ocorre
devido ao aquecimento e arrefecimento do provete, quando é aplicado o controlo de temperatura. Já
os gráficos da evolução da amplitude de deslocamento (Figuras 6.8 – a), 6.9 – a) e 6.10 – a))
indicam a permanência constante por parte desta, que é o objectivo do controlo de amplitude. De
notar que, como referido na secção 6.2, a temperatura tem alguma influência na amplitude de
deslocamento, não sendo muito evidente neste caso, pois está aplicado o controlo de amplitude.
Ainda assim, notam-se alguns picos nestes gráficos, nomeadamente na Figura 6.8 – a), que se
devem à interrupção temporária dos ensaios para arrefecimento do provete. Ainda nestes gráficos,
pode observar-se o erro existente, entre a medição do laser e a medição do extensómetro, que ronda
os 2%. Este erro mantém-se constante ao longo de todo o ensaio, apesar de, como se verá na
secção 6.3, variar consoante a potência aplicada. De notar que, no caso do ferro fundido (Figura 6.9
– a)), existe algum problema com o extensómetro, pois o valor obtido por este, varia de forma
evidente com a temperatura, o que, devido ao controlo de amplitude aplicado, não deveria acontecer.
Devido ao número limitado de extensómetros disponíveis, não foi possível repetir os ensaios do ferro
fundido. Os gráficos com a evolução da tensão (Figuras 6.8 – b), 6.9 – b) e 6.10 – b)) têm o mesmo
comportamento da amplitude de deslocamento, já que os seus valores são obtidos analiticamente,
através dos valores desta. Quanto aos gráficos da evolução da frequência (Figuras 6.8 – c), 6.9 – c)
e 6.10 – c)), estes têm o comportamento esperado, já que esta diminui com o aumento da
1 2 3 4 5 6 7 8 9 10
x 106
6
8
10
12
#Ciclos
Am
plit
ude (
um
)
a)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
160
180
200
220
240
260
#Ciclos
Tensão (
MP
a)
b)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
19900
19910
19920
19930
19940
19950
#Ciclos
Fre
quência
(H
z)
c)
Laser
Extensómetro
200 400 600 800 1000 120020
30
40
50
Tempo (s)T
em
pera
tura
(oC
)
d)
Temperatura

44
temperatura, tal como referido na secção 6.2. Uma nota final para referir que os valores de frequência
obtidos através do laser e do extensómetro, são iguais.
6.3 Laser vs Extensómetro
A razão principal para a escolha do laser como aparelho de medição do deslocamento, foi a
capacidade deste garantir a monitorização do sinal, ao longo de todo o ensaio, ao contrário do
extensómetro, que poderia partir ao fim de alguns ciclos. Esta opção tem uma desvantagem, que é o
facto da tensão aplicada no centro do provete, ser calculada por fórmulas analíticas, que relacionam o
deslocamento na sua extremidade (base), com a extensão no seu centro. Como a equação que
relaciona estes parâmetros, é obtida para um provete com perfil de co-seno hiperbólico, e o provete
utilizado tem um perfil circular, é desde logo associado um erro máximo de cerca de 1.8%, como se
pode observar na secção 3.4. Além desta desvantagem, existe outra, devido à limitação de medição
por parte do laser utilizado. Este laser, como referido na secção 4.2, apenas mede velocidades até
1250 mm/s, que na frequência de operação utilizada, se traduz em, aproximadamente, 10 μm de
deslocamento máximo. Como forma de contornar este problema, a gama de medição do laser é
aumentada para cerca do dobro, recorrendo à utilização de um algoritmo bastante simples, sendo a
sua base descrita no anexo G. Com este algoritmo consegue-se estar dentro da gama de medições
proposta e com isso realizar a maioria dos ensaios. O facto de, possivelmente, existirem erros
associados às medições efectuadas pelo laser, levou a que se achasse relevante a comparação dos
valores obtidos por este, com os obtidos pelo extensómetro.
Esta comparação tem como objectivo a validação dos valores medidos pelo laser, já que o
extensómetro é considerado um aparelho com boa fiabilidade, desde que a sua colagem no provete
seja bem efectuada. Além disso, o extensómetro obtém valores no centro do provete, local onde se
pretende saber a tensão aplicada, enquanto o laser mede o deslocamento na base do provete, o que,
como já referido, poderá ter erros associados.
Para realização desta comparação, foram realizados pequenos testes, para várias potências,
variando estas, desde 5% até ao valor máximo utilizado nos ensaios, dependendo do material. No
caso do aço, como este material necessita de tensões mais elevadas, o valor máximo da potência foi
de 50%, já o ferro fundido e o cobre têm 30% como valor máximo de potência, pois as tensões
máximas nestes aplicadas, corresponderão a valores de potência inferiores a este.
Resultados 6.3.1
Para comparação dos valores medidos através do laser e do extensómetro, é apresentado um
gráfico potência vs deslocamento, para cada material, e um gráfico com os respectivos erros. Os
gráficos apresentados para cada material, representam a evolução do deslocamento em função da
potência para o laser e para o extensómetro, enquanto o último representa a evolução do erro
existente entre os dois aparelhos em função da potência.

45
6.3.1.1 Cobre
Figura 6.11 – Gráfico Amplitude de Deslocamento vs Potência do cobre
6.3.1.2 Ferro Fundido
Figura 6.12 – Gráfico Amplitude de Deslocamento vs Potência do ferro fundido
6.3.1.3 Aço
Figura 6.13 – Gráfico Amplitude de Deslocamento vs Potência do aço
0
2
4
6
8
10
12
14
16
0 5 10 15 20 25 30 35 40
Am
plitu
de d
e
Deslo
cam
en
to [
um
]
Potência [%]
Extensómetro
Laser
0
2
4
6
8
10
12
14
16
18
0 5 10 15 20 25 30 35 40
Am
plitu
de d
e
Deslo
cam
en
to [
um
]
Potência [%]
Extensómetro
Laser
02468
1012141618202224262830
0 5 10 15 20 25 30 35 40 45 50 55
Am
plitu
de d
e
Deslo
cam
en
to [
um
]
Potência [%]
Extensómetro
Laser

46
6.3.1.4 Erro
Figura 6.14 – Gráfico Erro vs Potência para os três materiais
Análise de Resultados 6.3.2
Observando as Figuras 6.11, 6.12 e 6.13, constata-se que os valores obtidos pelos dois
aparelhos são idênticos, existindo ainda assim um pequeno erro entre eles, sendo este mais evidente
na Figura 6.13, a partir do valor de 35% de potência, local onde é atingido o maior valor do erro, tal
como se pode comprovar através da Figura 6.14. Igualmente nesta figura, pode ser observado que o
valor do erro não é constante com o aumento da potência, dificultando assim, a realização de
qualquer correcção. Ainda assim, foi observado anteriormente, que este erro se mantem constante ao
longo do ensaio, permitindo a correcção dos valores obtidos pelo laser, para a realização das curvas
S-N.
A maior fiabilidade por parte do extensómetro é observada nas Figuras 6.11, 6.12 e 6.13,
através da linearidade da evolução do deslocamento em relação à potência. Nestas figuras, observa-
se igualmente, a sobreposição dos valores medidos pelo extensómetro e pelo laser, até
aproximadamente aos 15% de potência, tal como se confirma pelos valores do erro que se encontram
na Figura 6.14, garantindo que, até este valor de potência, os valores medidos pelo laser são fiáveis.
No caso do ferro fundido, o erro é superior ao dos outros materiais, o que pode indiciar uma má
colagem do extensómetro, ou que a sua posição não era a ideal.
Observando a Figura 6.14, verifica-se que até ao valor de 30% de potência, o erro não
ultrapassa os 5%, sendo este um valor aceitável. Desta forma, é garantida uma razoável fiabilidade,
nos resultados obtidos pelos ensaios de fadiga ultrasónica. Ainda assim, existe um ligeiro aumento do
erro a partir dos 15%. Este aumento, pode ser justificado pela proximidade de saturação do laser,
pois, apesar da aplicação do algoritmo, que levou ao aumento da gama de medição, esta saturação
ainda existe e poderá ter alguma influência nos valores medidos.
Devido à necessidade de imposição de um maior valor de tensão para o aço, foi, para este
material, analisado o erro para valores de potência superiores a 30%. Como se pode observar na
Figura 6.14, os valores do erro para estas potências aumenta consideravelmente, tornando desta
-20
-15
-10
-5
0
5
10
15
20
0 5 10 15 20 25 30 35 40 45 50 55
Err
o [
%]
Potência [%]
Aço
Ferro Fundido
Cobre

47
forma, quase impossível a realização dos ensaios de fadiga ultrasónica para o aço, pois existiria
pouca fiabilidade nos valores obtidos. A justificação para este aumento do erro, poderá estar
novamente ligada às limitações existentes por parte do laser, não tendo sido encontrada nenhuma
justificação credível para este facto.
6.4 Curvas S-N
Resultados 6.4.1
Tal como referido na secção 1.2, este trabalho tinha como principal objectivo a análise da vida
à fadiga dos materiais estudados, num regime de muito elevada frequência. De modo a cumprir este
objectivo foram realizados ensaios de fadiga ultrasónica para os três materiais. Em alguns casos, os
ensaios foram realizados com a utilização dos dois controlos referidos na secção 6.2 (amplitude e
temperatura), e noutros foi apenas utilizado o controlo de temperatura, mantendo-se a potência fixa.
O valor das tensões aplicadas na garganta do provete ( ) foi obtido através da aplicação na
equação (6.2) do valor de amplitude de deslocamento ( ) medido na base do provete.
)sinh(
)cosh()cos()0(
2
210
L
LkLAEd (6.2)
No caso dos ensaios com amplitude constante (controlo de amplitude), o valor da amplitude de
deslocamento, com o qual se calcula a tensão, era o definido para o ensaio. No caso dos ensaios
com potência fixa, este valor era a média dos valores medidos na parte final do ensaio, quando se
atingia alguma estabilização. Com os valores da tensão aplicada e do número de ciclos atingido em
cada ensaio, procedeu-se à realização das curvas S-N para cada material. Nestas curvas são
diferenciados os pontos obtidos por ensaios de potência fixa, dos obtidos com controlo de
temperatura, sendo também distinguidos os ensaios em que não ocorreu fractura do provete
(sinalizados com uma seta). No caso do aço, é apresentada uma curva S-N com pontos obtidos
através de ensaios realizados na máquina servo-hidráulica e outra com todos os pontos (máquina
servo-hidráulica e máquina ultrasónica), sendo o valor da tensão dos pontos obtidos por ensaios
ultrasónicos, calculado de forma particular. De forma a ajudar na compreensão deste cálculo, é
apresentado um outro gráfico (Potência vs Número de Ciclos), pois, devido às limitações de medição
por parte do laser, os ensaios de aço realizados na máquina de ensaios ultrasónica, são todos
efectuados a potência fixa.

48
6.4.1.1 Cobre
Figura 6.15 – Curva S-N do cobre
6.4.1.2 Ferro Fundido
Figura 6.16 – Curva S-N do ferro fundido cinzento
6.4.1.3 Aço
Figura 6.17 – Curva S-N do aço 42CrMo4 com ensaios realizados na máquina servo-hidráulica
60
70
80
90
100
110
120
130
140
150
160
170
1.0E+05 1.0E+06 1.0E+07 1.0E+08 1.0E+09 1.0E+10
Am
plitu
de
de T
en
são
[M
Pa]
# Ciclos
Controlo de Amplitude
Potência Fixa
90
100
110
120
130
140
150
1.0E+05 1.0E+06 1.0E+07 1.0E+08 1.0E+09 1.0E+10
Am
plitu
de
d
e T
en
são
[M
Pa]
# Ciclos
Controlo de Amplitude
Potência Fixa
350
375
400
425
450
475
500
525
550
575
600
625
650
1.0E+04 1.0E+05 1.0E+06 1.0E+07
Am
plitu
de
d
e T
en
são
[M
Pa]
# Ciclos
Servo-Hidráulica

49
Figura 6.18 – Gráfico Potência vs Número de Ciclos do aço 42CrMo4 com ensaios
realizados na máquina ultrasónica
Figura 6.19 – Curva S-N do aço com ensaios realizados nas duas máquinas
Análise de Resultados 6.4.2
O facto da gama de tensões para o regime de VHCF ser muito reduzida, juntamente com a
difícil definição dos valores de tensão aplicados nos ensaios de fadiga ultrasónica, levou a que a
quantidade de pontos obtidos nesse regime, não fosse a desejada.
Observando as curvas S-N do cobre (Figura 6.15) e do ferro fundido (Figura 6.16), observa-se
que, tal como referido, os pontos obtidos no regime de VHCF são muito poucos, havendo ainda assim
os suficientes, para se reafirmar que o conceito de limite de fadiga clássico referido na secção 1.1,
não está correcto, pois, apesar do declive da recta diminuir, continua a existir fractura após os 107
ciclos.
Os pontos obtidos encontram-se na gama esperada, ou seja, as tensões aplicadas nos
provetes encontram-se no regime elástico dos respectivos materiais, e a fractura dos mesmos ocorre
para tensões a rondar os 50% do valor limite de rotura.
30%
32%
34%
36%
38%
40%
42%
44%
46%
48%
50%
1.0E+05 1.0E+06 1.0E+07 1.0E+08 1.0E+09 1.0E+10
Po
tên
cia
[%
]
# Ciclos
Ultrasónica
350
375
400
425
450
475
500
525
550
575
600
625
650
1.0E+04 1.0E+05 1.0E+06 1.0E+07 1.0E+08 1.0E+09 1.0E+10
Am
plitu
de
d
e T
en
são
[M
Pa]
# Ciclos
Servo-Hidráulica
Ultrasónica

50
No caso do cobre, verifica-se que não existe muita dispersão dos pontos obtidos, o que leva a
crer que o material estudado é bastante homogéneo e com poucas porosidades, ao contrário do ferro
fundido que é um material bastante poroso, levando a que os pontos obtidos se encontrem um pouco
mais dispersos, pois, devido à falta de homogeneidade, existe uma menor probabilidade da estrutura
interior dos provetes ser igual, o que leva à variação da sua resistência, mesmo para um igual valor
de tensão.
Para o aço são apresentados três gráficos (Figuras 6.17, 6.18 e 6.19). No primeiro é
apresentada uma curva S-N em regime de HCF, com pontos obtidos nos ensaios realizados na
máquina servo-hidráulica. Analisando o gráfico pode afirmar-se que, tal como no cobre e ferro
fundido, a gama de tensões para a qual existe fractura dos provetes, encontra-se no regime elástico,
sendo os valores de tensão aplicados, cerca de 50% do valor limite de rotura. Além disso, os pontos
estão bastante coerentes e a tendência registada é bastante satisfatória, validando assim os
resultados obtidos. Devido ao facto de não ter ocorrido fractura no provete ao qual se aplicou menor
tensão, é permitida a afirmação, de que é nesta gama de valores, ou um pouco abaixo, que se devem
incidir os ensaios de fadiga na máquina ultrasónica.
Devido ao aço ser um material de elevada resistência, como se pode observar pelas suas
propriedades (Tabela 5.2), é necessário que, para a gama de tensões pretendida, a potência
fornecida ao actuador, ronde os 35/40%. Olhando para os resultados apresentados na secção 6.3,
verifica-se que a potência que se pretende aplicar, encontra-se na zona de maior erro de medição por
parte do laser. Assim, devido a esta limitação, optou-se por realizar os ensaios de aço na máquina
ultrasónica com potência fixa, pois a medição realizada pelo laser e, consequentemente o controlo de
amplitude, não garantiam a fiabilidade necessária para estes ensaios. Na Figura 6.18 estão
representados os pontos obtidos nos ensaios de fadiga ultrasónica, com a utilização de potência fixa.
Pode observar-se que não existem pontos na região de VHCF, devendo-se este facto à reduzida
gama de tensões onde ocorre fractura do provete no regime de VHCF.
Através da linearidade observada na evolução da potência em relação ao deslocamento do
extensómetro (Figura 6.13), foi realizada a conversão de potência para tensão, de forma a enquadrar
e juntar os pontos obtidos nestes ensaios, com os obtidos nos ensaios realizados na máquina servo-
hidráulica. Nesta conversão não foram tidos em conta os efeitos da temperatura, nem da frequência,
ao longo do ensaio, o que estabelece desde logo algum grau de incerteza em relação a estes pontos.
Na Figura 6.19 estão representados todos os pontos obtidos quer na máquina servo-hidráulica,
quer na máquina ultrasónica, podendo observar-se que apesar do grau de incerteza dos últimos,
existe alguma coerência entre eles. Relativamente aos provetes que fracturaram, observa-se que um
deles se encontra um pouco afastado, mas tendo em conta o erro associado à conversão de potência
para tensão, não deixa de ser um ponto coerente, pois além deste erro, o provete pode,
eventualmente, estar sujeito a algumas tensões residuais devido à sua maquinagem e polimento.
Realizando uma comparação entre o último provete fracturado e o primeiro onde não ocorre fractura
(ensaios na máquina ultrasónica), encontra-se uma diferença de apenas 23 MPa, realçando assim a
diminuta gama de tensões onde ocorre fractura, no regime de VHCF.

51
6.5 Superfícies de Fractura
Resultados 6.5.1
Como referido na secção 2.3, as fracturas no regime de VHCF podem ocorrer devido a fendas
interiores ou exteriores. Neste trabalho foi proposta a observação das superfícies de fractura, obtidas
nos ensaios de fadiga ultrasónica, com o intuito de observar o local de ocorrência da fenda. Para isso,
são apresentadas duas imagens de diferentes superfícies de fractura, para cada material.
6.5.1.1 Cobre
Figura 6.20 – Superfície de fractura de um provete de cobre (94.5 MPa; 7.70E7 ciclos)
Figura 6.21 – Superfície de fractura de um provete de cobre (110.3 MPa; 9.06E6 ciclos)

52
6.5.1.2 Ferro Fundido
Figura 6.22 – Superfície de fractura de dois provetes de ferro fundido: a) (112.3 MPa;
7.69E8 ciclos); b) (123.4 MPa; 3.14E6 ciclos)
6.5.1.3 Aço
Figura 6.23 – Superfície de fractura de um provete de aço (45% de potência; 7.37E5 ciclos)
Figura 6.24 – Superfície de fractura de um provete de aço (42% de potência; 4.60E5 ciclos)

53
Análise de Resultados 6.5.2
Observando as Figuras 6.20, 6.21, 6.23 e 6.24 e comparando-as com as características dos
tipos de fenda apresentadas na secção 2.3, facilmente se constata que estas fracturas se deveram a
fendas iniciadas no exterior do provete.
O facto de não terem sido fracturados muitos provetes em regime de VHCF, minimizou a
probabilidade de ocorrência de fracturas devido a fendas interiores.
Analisando as Figuras 6.20 e 6.21, conseguem ser observadas as três fases do processo de
fadiga, sendo ainda observada na Figura 6.20, outra característica das superfícies de fractura
ocorridas devido a fadiga, nomeadamente, as linhas de paragem. A ocorrência deste fenómeno na
Figura 6.20, ao contrário da Figura 6.21, poderá dever-se a alguma variação na carga aplicada, mas
principalmente ao maior tempo de ensaio. Nestas duas figuras encontra-se assinalado o local de
início da fenda, sendo de fácil percepção a orientação da sua propagação, que se inicia neste ponto,
propagando-se até a rotura final. O facto da fenda ocorrer à superfície, para todos os ensaios
realizados, indicia que este é um material com reduzida heterogeneidade.
Na Figura 6.22 são apresentadas duas superfícies de fractura do ferro fundido. Estas
superfícies correspondem a dois provetes ensaiados a diferentes tensões, em que, num caso a
fractura ocorreu bem dentro do regime de VHCF (Figura 6.22 – a)), enquanto noutro, esta ocorreu
em regime de HCF (Figura 6.22 – b)). A opção por colocar estas duas imagens foi tomada devido ao
facto destas serem bastante idênticas, demonstrando assim, que, no caso do ferro, as características
da superfície de fractura não dependem do regime no qual esta ocorre.
Continuando a analisar esta figura, pode verificar-se que nenhuma das superfícies tem as
características relatadas na secção 2.3, não sendo possível identificar o início da fenda. Este
acontecimento deve-se à microestrutura do ferro fundido e à sua elevada fragilidade.
Observando as Figuras 6.23 e 6.24, facilmente se distingue as três fases do processo de
fadiga, bem como algumas linhas de paragem. Na Figura 6.23 observa-se a iniciação de fenda à
superfície, cuja direcção de propagação é indicada pelas linhas de paragem. Durante a propagação
da fenda existe um aquecimento do provete, confirmado pela zona “queimada” e pelos três pontos de
cor azul, que revelam as elevadas temperaturas atingidas. A zona mais clara da imagem,
corresponde aos últimos ciclos do ensaio, onde ocorre uma propagação espontânea, imediatamente
antes da rotura final e interrupção do ensaio. Na Figura 6.24 é facilmente observável, aquilo que
parece uma grande fissura, mas que na verdade, corresponde a duas fendas exteriores em planos
diferentes que após propagação provocam este efeito. Estas fendas iniciaram-se com alguma
proximidade temporal, propagando-se nos respectivos planos até se encontrarem, resultando depois
na propagação num só plano até à rotura final.

54
7 Conclusões e Propostas para Desenvolvimentos Futuros
Neste capítulo são apresentadas as conclusões mais relevantes acerca do trabalho
desenvolvido, bem como, propostas para futuros desenvolvimentos nesta área. Neste subcapítulo,
fornecem-se opções de melhoramento da máquina de ensaios desenvolvida, além de propostas, na
procura de respostas, que não tenham sido encontradas através da realização deste trabalho.
7.1 Conclusões
Após a realização deste trabalho, foram obtidas várias conclusões acerca da máquina de
ensaios de fadiga ultrasónica, bem como, em relação aos materiais estudados no regime de VHCF.
Estas conclusões são apresentadas em seguida:
Como observado pelos ensaios realizados em cobre e ferro fundido, a máquina de ensaios de
fadiga ultrasónica, encontra-se preparada para realizar ensaios em qualquer tipo de material de
baixa resistência, sendo ainda pouco fiável para aplicação de grandes amplitudes de
deslocamento, devido às limitações do instrumento de medição (laser). Este facto causou
algumas dificuldades nos ensaios do aço 42CrMo4.
A possibilidade de efectuar o controlo de temperatura e de amplitude, permite garantir que as
condições de ensaio se mantêm dentro dos parâmetros desejados. A monitorização das
variáveis medidas por parte da máquina, permite a observação e respectiva análise dos seus
comportamentos.
Relativamente às curvas S-N, conclui-se que o conceito de limite de fadiga clássico (tal como
definido em manuais) tem de ser revisto para os materiais estudados, nomeadamente, para o
cobre e ferro fundido, pois existem provetes fracturados no regime de VHCF. Pode constatar-
se também que a gama de tensões, na qual existe fractura em regime de VHCF, é bastante
reduzida. Relativamente ao aço 42CrMo4, como este é um material de alta resistência, ao qual
é necessária a imposição de tensões elevadas e, portanto grandes amplitudes de
deslocamento, os ensaios efectuados em regime de VHCF apresentam um grau de incerteza
que não permite conclusões definitivas.
A análise das superfícies de fractura permite concluir que as suas características não são
iguais para todos os materiais. No caso das superfícies do cobre e do aço, as características
são as típicas de fadiga, com iniciação da fenda, propagação da fenda e rotura final, ao
contrário do ferro fundido, onde estas não são observáveis. A dificuldade na obtenção de
provetes fracturados em regime de VHCF, bem como a inexistência de defeitos interiores nos
mesmos, levou à impossibilidade de observar o efeito de “fish-eye” referido na secção 2.3, pois
todas as fracturas ocorreram devido a fendas iniciadas no exterior do provete.

55
7.2 Propostas para Desenvolvimentos Futuros
Como já referido várias vezes neste trabalho, os ensaios de fadiga ultrasónica são ainda um
tema em desenvolvimento, havendo ainda muito trabalho por realizar até serem obtidos resultados
conclusivos.
Em termos do trabalho aqui desenvolvido, podem ser realizados melhoramentos em termos da
máquina de ensaios, bem como, aprofundamento dos estudos realizados nos materiais aqui
estudados e noutros possíveis de estudar. Assim, seguidamente serão apresentadas algumas
propostas para futuros trabalhos a realizar nesta área:
De modo a obter maior fiabilidade nos deslocamentos medidos e, consequentemente, nas
tensões aplicadas, melhorar o algoritmo aplicado, ou utilizar um laser para medição directa do
deslocamento, onde o erro associado à leitura seja reduzido, sendo esta última a melhor
opção.
A introdução de um sistema de arrefecimento do provete ao longo do ensaio é algo que deve
ser estudado, pois este permitiria uma maior estabilidade na temperatura de ensaio,
diminuindo, ou até eliminando, as interrupções para arrefecimento do provete, o que diminuiria,
ainda mais, o tempo de ensaio.
A utilização de uma câmara termográfica poderia permitir um melhor controlo da temperatura
ao longo do ensaio e igualmente, a obtenção de dados, que permitissem um estudo mais
aprofundado, sobre a influência da temperatura nos ensaios de fadiga ultrasónica.
Uma boa definição da gama de tensões para o regime de VHCF, de cada material a estudar,
é essencial. Para isso, é necessário o ensaio de um maior número de provetes, de modo a esta
ser definida.
O ensaio de mais provetes no regime de VHCF, permitiria um estudo mais aprofundado
deste regime, quer em termos das superfícies de fractura dos materiais ensaiados, quer em
termos do traçamento das respectivas curvas S-N, pois seria obtido um maior número de
pontos.

56
8 Referências Bibliográficas
[1] Stephens, R.I., Fatemi A., Stephens, R.R., & Fuchs, H.O. (2001). Metal Fatigue in Engineering.
2ª ed, Wiley-Interscience. New York.
[2] Branco, C. M. (2006). Mecânica dos Materiais. 4ª ed, Fundação Calouste Gulbenkian. Lisboa.
[3] Hosford, W. F. (2005). Mechanical Behavior of Materials. 1ª ed, Cambridge University Press.
New York.
[4] ASTM E1823 (2002). “Standard Terminology Relating to Fatigue and Fracture Testing – E1823 –
96”, ASTM Standards: 1-21.
[5] Bannantine, J. A., Comer J. J. & Handrock, J. L. (1990). Fundamentals of Metal Fatigue Analysis.
1ª ed, Prentice Hall. New Jersey.
[6] Huang, Z., Wagner, D., Bathias, C. & Paris, P. (2010). “Subsurface crack initiation and
propagation mechanisms in gigacycle fatigue”. Acta Materialia, Vol. 58: 6046-6054.
[7] Bathias, C. & Paris, P. C. (2005). Gigacycle Fatigue in Mechanical Practice. 1ª ed, Marcel
Dekker. New York.
[8] Nicholas, T. (2006). High Cycle Fatigue: A Mechanics of Materials Perspective. 1ª ed, Elsevier.
Oxford.
[9] Schutz, W. (1996). “A History of Fatigue”, Engineering Fracture Mechanics, Vol. 54, No. 2:
263-300.
[10] Tóth, L. (2001). “Fatigue crack growth laws and their material parameters”, Seria: Mechanika
z.67.
[11] Garud, Y. S. (1981). “Multiaxial Fatigue: A Survey of the State of the Art”, Journal of Testing and
Evaluation, Vol. 9, No. 3: 165-178.
[12] Brito, A. (2004). “The Development of Fracture Mechanics”,Proceedings of 9th Portuguese
Conference of Fracture: 305-318.
[13] Meyers, M. & Chawla, K. (2009). Mechanical Behavior of Materials. 2ª ed, Cambridge University
Press. New York.
[14] Kazymyrovych, V. (2010). Very High Cycle Fatigue of Tool Steels, Karlstad University Studies,
Dissertation
[15] Freitas, M., Reis, L., Anes, V., Montalvão, D., Ribeiro, A. M. & Fonte, M. (2011). “Design and
Assembly of an Ultrasonic Fatigue Testing Machine”, Anales de Mecánica de la Fractura, Vol. 1:
335-340.
[16] Bathias, C. (2006). “Piezoelectric fatigue testing machines and devices”. International Journal of
Fatigue, Vol. 28: 1438-1445.
[17] Durer, C. (2011). Do minério ao metal: Produção do Cobre e suas Ligas, Fundação Municipal de
Ensino de Piracicaba, Escola de Engenharia de Piracicaba, Trabalho de Tecnologia e Metalurgia
da Fundição.
[18] Coppermetal web page (2009). Informações Técnicas do Cobre Electrolítico. Disponível em:
www.coppermetal.com.br [Visualizado em Abril de 2012].
[19] MatWeb web page (2012). Material Property Data. Disponível em: www.matweb.com
[Visualizado em Abril de 2012].

57
[20] Ramada, F. web page (2011). Catálogo Interactivo. Disponível em: www.ramada.pt [Visualizado
em Abril de 2012].
[21] Tupy web page (2007). Catálogo Técnico FUCO. Disponível em: www.tupy.com.br [Visualizado
em Abril de 2012].
[22] Reis, L. (2004). Comportamento Mecânico de Aços em Fadiga Multiaxial a Amplitude de Carga
Constante e Síncrona, Universidade Técnica de Lisboa, Instituto Superior Técnico, Tese de
Doutoramento.

58
Anexos
A. Anexo A – Equação de Equilíbrio Dinâmico
Considerando uma barra de secção variável e tendo em conta apenas a vibração longitudinal
(segundo x), o deslocamento é dado por . Para um elemento de comprimento , as forças
existentes ( , e ) são as representadas na Figura A.1.
Figura A.1 – Elemento de comprimento
Realizando um balanço de forças obtém-se:
dFidP (A.1)
Sendo
e a força de inércia elementar
, tem-se:
2
2
)(t
uxA
x
P
(A.2)
A força interna é dada pelo produto da tensão pela área da secção, , aplicando a
lei de Hooke, obtém-se
. Substituindo na equação (A.2), fica-se com:
2
2
)()(t
uxA
x
uxEA
x
(A.3)
Desenvolvendo a equação (A.3) fica-se com:
2
2
2
2
)(
)('
t
u
x
u
xA
xA
x
uE
(A.4)
Sendo a velocidade de propagação de onda dada por √
, pode substituir-se na equação
(A.4) e obtém-se:
2
2
2
22
)(
)('
t
u
x
u
xA
xA
x
uc
(A.5)
Como já visto, a função de deslocamento é uma função simultânea de e . Respeitando as
condições de fronteira da barra, dadas pelas extensões nulas nas suas extremidades, a equação

59
(A.5) toma a forma , verificando-se a variação harmónica por parte do tempo.
Substituindo esta equação em (A.5) fica-se com:
2
2
2
22 )sin()()sin()(
)(
)(')sin()(
t
txU
x
txU
xA
xA
x
txUc
(A.6)
Resolvendo a equação (A.6) obtém-se:
)sin()()sin()(')(
)(')sin()('' 22 txUtxU
xA
xAtxUc
(A.7)
Dividindo a equação por e assumindo
, chegamos à equação diferencial da
amplitude de deslocamento , que é dada por:
0)()(')(
)(')('' 2 xUkxU
xA
xAxU (A.8)

60
B. Anexo B – Dimensionamento provete cilíndrico
No caso do provete cilíndrico , logo
. Assim, substituindo este valor na
equação (A.8), fica-se com:
0)()('' 2 xUkxU (B.1)
Sendo esta uma equação diferencial linear homogénea de segunda ordem com coeficientes
constantes, a sua solução é obtida através da equação característica a si associada, dada por:
022 ks (B.2)
Obtendo as raízes da equação (B.2), verifica-se que estas são duas raízes complexas
conjugadas , sendo a solução geral da equação diferencial dada por:
)sin()cos()( 21 kxCkxCxU (B.3)
As constantes e são calculadas através da aplicação das condições de fronteira do
provete, que são dadas por deslocamentos máximos e tensões nulas nas extremidades do mesmo:
0,0
Lxx
u (B.4)
Resolvendo a equação e obtém-se, respectivamente, e ,
com a ser a amplitude de deslocamento na extremidade do provete. Assim, fica-se com a equação
da amplitude de deslocamento para o provete cilíndrico dada por:
)cos()( 0 kxAxU (B.5)
De modo a obter o comprimento do provete, é aplicada a condição de fronteira dada por:
00 )cos()( AkLALU (B.6)
O sinal menos deve-se ao facto do deslocamento das extremidades do provete terem sentidos
contrários. Assim, resolvendo a equação (B.6) e substituindo
√
, obtém-se:
dE
fL
2
1 (B.7)

61
C. Anexo C – Dimensionamento provete com secção variável
O provete que se pretende dimensionar tem a geometria observada na Figura C.1
Figura C.1 – Representação esquemática do provete com secção variável
De forma a simplificar o caso em estudo, será efectuado o dimensionamento para metade do
provete, dado que este é simétrico. Na Figura C.2 pode observar-se o perfil que se pretende
dimensionar.
Figura C.2 – Perfil do provete com secção variável
Em primeiro lugar é definida a equação da curva , sabendo que a variação de secção tem
um perfil de co-seno hiperbólico e que a restante parte é cilíndrica:
LxLR
LxxRxy
22
21
,
0),cosh()(
(C.1)
Obtida a variação do raio da secção do provete , calcule-se agora a variação da área:
LxLR
LxxRxA
2
2
2
2
22
1
,
0),(cosh)(
(C.2)
De forma a calcular a constante , é aplicada a condição de continuidade em , que é dada
por , obtendo-se:
1
2
2
arccos1
R
Rh
L (C.3)
Dividindo o provete em duas partes (parte cilíndrica e parte de secção variável), é iniciado o
dimensionamento pela parte cilíndrica, cuja solução geral da equação diferencial foi determinada no

62
anexo 0 e é dada pela equação (B.3). Para a parte de secção variável é realizado o procedimento
utilizado no anexo 0 para obtenção da equação (B.3). Assim, em primeiro lugar é calculada a fracção
, obtendo-se:
)tanh(2)(
)('x
xA
xA (C.4)
Substituindo na equação (A.8), fica-se com:
0)()(')tanh(2)('' 2 xUkxUxxU (C.5)
De modo a ajudar na resolução da equação (A.8), é introduzida a função:
)()cosh()( xUxxw (C.6)
Calculando as suas derivadas obtém-se:
)()sinh()()cosh()(')(' xUxxUxxUxw (C.7)
)()(')tanh(2)('')cosh()('' 2 xUxUxxUxxw (C.8)
Observando a equação (C.5) e comparando com a equação (C.8), é obtida a seguinte
equação:
)()(''
)()cosh()()(''
2
22
xwxw
ou
xUxkxw
(C.9)
Sendo:
22 k (C.10)
A solução geral da equação (C.9) é obtida através da equação característica a si associada,
dada por:
22 s (C.11)
Obtendo as raízes da equação (C.11), verifica-se que estas são duas raízes reais e distintas
, sendo a solução geral da equação diferencial dada por:
xx eCeCxw
43)( (C.12)

63
Substituindo pela equação (C.6), obtém-se:
)cosh(
)( 432
x
eCeCxU
xx
(C.13)
Obtidas as soluções das duas partes do provete, é necessário aplicar as condições de fronteira
e de continuidade de forma a calcular as constantes , , e . Aplicando as condições de
fronteira utilizadas no provete cilíndrico (equação (B.4)) são obtidos os valores de e .
Resolvendo , obtém-se:
021 )sin()cos( AkLCkLC (C.14)
Resolvendo , obtém-se:
)tan(12 kLCC (C.15)
Comparando as equações (C.14) e (C.15), obtêm-se os valores de e :
)sin(
)cos(
02
01
kLAC
e
kLAC
(C.16)
Consequentemente, substituindo os valores das constantes na equação (B.3), a solução para a
amplitude de deslocamento da parte cilíndrica é dada por:
)(cos)( 01 xLkAxU (C.17)
Faltando calcular as constantes e , são aplicadas as condições de continuidade em
e a condição de fronteira dada por . Resolvendo esta última tem-se:
00)0cosh(
)0( 43
0
4
0
3
CCeCeC
U (C.18)
Substituindo-se na equação (C.13), obtém-se:
)cosh(
)sinh(2)( 3
2x
xCxU
(C.19)
Resolvendo a condição de continuidade , obtém-se:
)cosh(
)sinh(2)(cos
2
2320
L
LCLLkA
(C.20)

64
Resolvendo a equação (C.20) em ordem a e substituindo na equação (C.19), obtém-se:
)cosh(
)sinh(
)sinh(
)cosh()cos()(
2
2102
x
x
L
LkLAxU
(C.21)
De forma a calcular é resolvida a equação de continuidade
e dividida pela
equação (C.20), obtendo-se:
)tanh()coth()tan( 221 LLkLk (C.22)
Resolvendo em ordem a obtém-se:
)tanh()coth(1
arctan1
221 LLkk
L (C.23)

65
D. Anexo D – Dimensionamento corneta com perfil exponencial
Do anexo A retira-se a equação de equilíbrio dinâmico dada por:
2
2
2
22 )(
)(
1
t
u
x
u
x
xA
xAx
uc
(D.1)
Sendo esta, uma equação às derivadas parciais, em que é uma função simultânea de e de
, a solução é procurada através do método da separação de variáveis, ou seja, será dado pelo
produto de uma função que só depende de (a função de forma) por uma função que só depende de
, , tem-se:
2
2
2
22 )(
)()()()(
)(
1)(
)(
t
tTxtT
x
x
x
xA
xAtT
x
xc
(D.2)
As derivadas parciais podem agora passar a totais, e pode escrever-se tudo o que diz respeito
a no primeiro membro, e o que diz respeito a no segundo:
2
2
2
22 )(
)(
1)(
)(
1)(
)(
1)(
)(
1
dt
tTd
tTdx
xd
xdx
xdA
xAdx
xd
xc
(D.3)
De notar que o primeiro membro não depende de e que o segundo não depende de . No
entanto, o primeiro membro é igual ao segundo e portanto, nenhum deles depende nem de , nem de
, sendo consequentemente iguais a uma constante , dando origem a duas equações, uma em
e outra em :
adt
tTd
tT
2
2 )(
)(
1 (D.4)
adx
xd
xdx
xdA
xAdx
xd
xc
)(
)(
1)(
)(
1)(
)(
12
22
(D.5)
Da equação (D.4), tem-se:
0)()(
2
2
taTdt
tTd
(D.6)
Cuja solução é do tipo , sendo a variável de Laplace. Como
,
substituindo em (D.6), as soluções da equação algébrica resultante são √ . A solução será
a combinação linear das duas:
tata eCeCtT 21)( (D.7)
Esta expressão pode escrever-se alternativamente em termos de senos e co-senos
hiperbólicos, que são funções não-periódicas e portanto não correspondem fisicamente a um

66
movimento vibratório. Isso só acontece se as exponenciais forem complexas, podendo relacionar-se
com senos e co-senos através das fórmulas de Euler. Assim sendo, a constante deverá ser
negativa, digamos, , sendo positivo, dando origem a duas soluções imaginárias √ . A
equação (D.7) passa então a ser:
tditdi eCeCtT 21)( (D.8)
Que pode alternativamente ser escrita como:
tdDtdDtT sincos)( 21 (D.9)
É claro que √ é uma frequência, pelo que e . A variação no tempo é, pois,
harmónica. Voltando à equação (D.5), que pode ser escrita como:
0)()()(
)(
1)(2
2
2
x
cdx
xd
dx
xdA
xAdx
xd
(D.10)
Esta é uma equação diferencial homogénea, de segunda ordem, mas de coeficientes variáveis.
No caso da área da secção transversal ser constante, o segundo termo anula-se e obtemos a solução
clássica para uma barra uniforme. De outra forma, a solução será aproximada, passando pelo recurso
às funções de Bessel. A menos que o termo
seja constante, em que se obtém uma solução
exacta. Explorando essa possibilidade:
bcdx
xdA
xA
te
)(
)(
1
(D.11)
Nesse caso, a equação (D.11), que se pode escrever como:
0)(
)( xbA
dx
xdA (D.12)
Tem uma solução que é . Substituindo em (D.12), resulta , donde:
bxeAxA 0)( (D.13)
Conclui-se, portanto, que uma barra cuja secção varie exponencialmente, tem uma solução
exacta em vibração livre. Assim sendo, a equação (D.10) passa a ser:
0)()()(
2
2
2
x
cdx
xdb
dx
xd
(D.14)

67
A solução continua a ser do tipo , o que dá origem à equação algébrica do segundo
grau:
0
2
2
cbss
(D.15)
Cujas raízes são:
22
22
c
bbs
(D.16)
Como mais adiante se confirmará, o radicando de (D.16) é negativo, conduzindo a raízes
complexas conjugadas:
igfb
ci
bs
22
22
(D.17)
A função de forma será então dada por:
xigfxigf eCeCx )(
2
)(
1)( (D.18)
Ou ainda:
gxCgxCex fx sincos)( 21 (D.19)
Em que e são naturalmente diferentes das constantes da equação (D.18).
A aplicação de duas condições de fronteira permitirá calcular as frequências naturais e os
correspondentes modos de vibração. No caso de uma barra livre-livre, as extremidades não têm
forças aplicadas, logo a tensão é nula e, pela lei de Hooke, a deformação será nula, pelo que as
condições de fronteira serão:
0,0
Lxx
u (D.20)
Uma vez que , obtém-se:
0)()(
,0
tTx
x
Lx
(D.21)
Como as condições de fronteira se mantêm inalteradas no tempo, tem-se:
0)(
,0
Lxx
x (D.22)

68
Derivando (D.19), obtém-se:
gxgCgxgCegxCgxCfe
dx
xd fxfx cossinsincos)(
2121
(D.23)
Aplicando (D.22):
021 gCfC (D.24)
0sincos 1221 glgCfCglgCfC (D.25)
Substituindo (D.24) em (D.25), fica-se com:
0sin22
gl
g
gf (D.26)
De (D.26) conclui-se que, ou
ou . A solução nula, embora
fisicamente possível por se tratar de um sistema semi-definido, não é na prática interessante. As
soluções não nulas correspondem a , o que implica:
,...,2,1,
2
22
nnlb
cngl
(D.27)
Donde são obtidas as frequências naturais:
,...,2,1,)()2(2
22 nnblnl
cn (D.28)
De (D.27),
. Substituindo em (D.19), são obtidos os respectivos modos de vibração:
,...,2,1,sincos)( )(
2
)(
12 nx
l
nCx
l
nCex nn
xb
n
(D.29)
De (D.24),
. Para
e
:
)(
1
)(
22
nn Cn
blC
(D.30)
Substituindo em (D.29), tem-se:
,...,2,1,sin2
cos)( 2)(
1 nxl
n
n
blx
l
neCx
xb
n
n
(D.31)

69
Sendo, em particular para :
xl
blx
leCx
xb
n
sin
2cos)( 2)(
11 (D.32)
Para ,
e ,
. A relação entre as amplitudes em e
é:
l
b
el
2
1
1
)0(
)(
(D.33)
Para cada frequência natural, a resposta no tempo é harmónica:
)()(),( tTxtxu nnn (D.34)
Substituindo (D.9) e (D.31) em (D.34), obtém-se:
tDtDxl
n
n
blx
l
netxu n
n
n
nx
b
n
sincossin
2cos),( )(
2
)(
12
(D.35)
A resposta, em geral, será a sobreposição das respostas em cada modo de vibração:
1
),(),(n
n txutxu (D.36)
e
são calculados a partir das condições iniciais de deslocamento e velocidade.
Exemplo:
Considere-se a barra representada na Figura D.1, com e ,
donde √ .
Figura D.1 – Barra representativa da corneta
Seja e . Da equação (D.13), obtém-se:
67.2019.0005.0 22
01 bleeAA blbl

70
De (D.28), a frequência fundamental é dada por:
srad
llbl
l
c/
924.17643)67.2()2(
2
9.5168)()2(
2
2222
1
Impondo uma frequência natural de 20 kHz, pode ser calculado o comprimento necessário:
mmml 14014.0
200002
924.17643
Nota: As demonstrações efectuadas neste anexo foram retiradas de apontamentos do
Professor Nuno Maia como auxílio ao projecto da máquina de ensaios de fadiga ultrasónica (2009).

71
E. Anexo E – Factor de amplificação da corneta
Devido ao deslocamento imposto pelo piezoeléctrico ser limitado, existe a necessidade de
utilizar uma corneta para amplificação do deslocamento do provete, pois só assim é possível atingir
os valores de tensão requeridos para os ensaios. É devido a este facto que a corneta tem um papel
muito importante nas máquinas de ensaios de fadiga ultrasónica.
Na Figura E.1 pode observar-se a variação do deslocamento ao longo da corneta,
constatando-se que o valor do deslocamento na extremidade mais reduzida da corneta, onde é ligado
o provete, é superior à extremidade oposta, podendo ser calculado o seu factor de amplificação
através da equação (E.1).
2
1
V
VFampl (E.1)
Figura E.1 – Evolução do deslocamento em x ao longo da corneta

72
F. Anexo F – Gráficos da evolução das variáveis nos quatro casos
Cobre
Figura F.1 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos,
c) Frequência vs Número de Ciclos e d) Temperatura vs Tempo, sem controlo de amplitude
e temperatura (Provete de cobre)
Figura F.2 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos,
c) Frequência vs Número de Ciclos e d) Temperatura vs Tempo, sem controlo de amplitude
e com controlo de temperatura (Provete de cobre)
1 2 3 4 5 6 7 8 9 10
x 106
2
3
4
5
6
#Ciclos
Am
plit
ude (
um
)
a)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
30
40
50
60
#Ciclos
Tensão (
MP
a)
b)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
20000
20010
20020
20030
20040
20050
#Ciclos
Fre
quência
(H
z)
c)
Laser
Extensómetro
100 200 300 400 50020
25
30
35
40
45
Tempo (s)
Tem
pera
tura
(oC
)
d)
Temperatura
1 2 3 4 5 6 7 8 9 10
x 106
4
5
6
7
8
#Ciclos
Am
plit
ude (
um
)
a)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
40
50
60
70
80
#Ciclos
Tensão (
MP
a)
b)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
19980
19990
20000
20010
20020
20030
#Ciclos
Fre
quência
(H
z)
c)
Laser
Extensómetro
0 200 400 600 800 1000 1200 140020
25
30
35
40
45
Tempo (s)
Tem
pera
tura
(oC
)
d)
Temperatura

73
Figura F.3 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos,
c) Frequência vs Número de Ciclos e d) Temperatura vs Tempo, com controlo de amplitude
e sem controlo de temperatura (Provete de cobre)
Ferro Fundido
Figura F.4 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos,
c) Frequência vs Número de Ciclos e d) Temperatura vs Tempo, sem controlo de amplitude
e temperatura (Provete de ferro fundido)
1 2 3 4 5 6 7 8 9 10
x 106
3
4
5
6
7
#Ciclos
Am
plit
ude (
um
)
a)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
30
40
50
60
#Ciclos
Tensão (
MP
a)
b)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
19980
19990
20000
20010
20020
20030
#Ciclos
Fre
quência
(H
z)
c)
Laser
Extensómetro
100 200 300 400 50020
25
30
35
40
45
Tempo (s)
Tem
pera
tura
(oC
)
d)
Temperatura
1 2 3 4 5 6 7 8 9 10
x 106
3
4
5
6
7
#Ciclos
Am
plit
ude (
um
)
a)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
30
40
50
60
70
#Ciclos
Tensão (
MP
a)
b)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
19860
19870
19880
19890
19900
19910
19920
#Ciclos
Fre
quência
(H
z)
c)
Laser
Extensómetro
100 200 300 400 50020
40
60
80
100
120
Tempo (s)
Tem
pera
tura
(oC
)
d)
Temperatura

74
Figura F.5 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos,
c) Frequência vs Número de Ciclos e d) Temperatura vs Tempo, sem controlo de amplitude
e com controlo de temperatura (Provete de ferro fundido)
Figura F.6 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos,
c) Frequência vs Número de Ciclos e d) Temperatura vs Tempo, com controlo de amplitude
e sem controlo de temperatura (Provete de ferro fundido)
1 2 3 4 5 6 7 8 9 10
x 106
3
4
5
6
7
#Ciclos
Am
plit
ude (
um
)
a)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
30
40
50
60
70
#Ciclos
Tensão (
MP
a)
b)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
19880
19890
19900
19910
19920
19930
#Ciclos
Fre
quência
(H
z)
c)
Laser
Extensómetro
200 400 600 800 1000 120020
30
40
50
60
70
Tempo (s)
Tem
pera
tura
(oC
)
d)
Temperatura
1 2 3 4 5 6 7 8 9 10
x 106
2
3
4
5
6
#Ciclos
Am
plit
ude (
um
)
a)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
20
30
40
50
60
#Ciclos
Tensão (
MP
a)
b)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
19880
19890
19900
19910
19920
19930
#Ciclos
Fre
quência
(H
z)
c)
Laser
Extensómetro
100 200 300 400 50020
30
40
50
60
70
80
90
Tempo (s)
Tem
pera
tura
(oC
)
d)
Temperatura

75
Aço
Figura F.7 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos,
c) Frequência vs Número de Ciclos e d) Temperatura vs Tempo, sem controlo de amplitude
e temperatura (Provete de aço)
Figura F.8 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos,
c) Frequência vs Número de Ciclos e d) Temperatura vs Tempo, sem controlo de amplitude
e com controlo de temperatura (Provete de aço)
1 2 3 4 5 6 7 8 9 10
x 106
7
8
9
10
11
12
13
#Ciclos
Am
plit
ude (
um
)
a)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
160
180
200
220
240
260
#Ciclos
Tensão (
MP
a)
b)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
19900
19910
19920
19930
19940
19950
#Ciclos
Fre
quência
(H
z)
c)
Laser
Extensómetro
100 200 300 400 50020
30
40
50
60
70
Tempo (s)
Tem
pera
tura
(oC
)
d)
Temperatura
1 2 3 4 5 6 7 8 9 10
x 106
7
8
9
10
11
12
13
#Ciclos
Am
plit
ude (
um
)
a)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
160
180
200
220
240
260
#Ciclos
Tensão (
MP
a)
b)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
19900
19910
19920
19930
19940
19950
#Ciclos
Fre
quência
(H
z)
c)
Laser
Extensómetro
200 400 600 800 1000 120020
30
40
50
60
70
Tempo (s)
Tem
pera
tura
(oC
)
d)
Temperatura

76
Figura F.9 – Gráficos: a) Amplitude vs Número de Ciclos, b) Tensão vs Número de Ciclos,
c) Frequência vs Número de Ciclos e d) Temperatura vs Tempo, com controlo de amplitude
e sem controlo de temperatura (Provete de aço)
1 2 3 4 5 6 7 8 9 10
x 106
7
8
9
10
11
12
13
#Ciclos
Am
plit
ude (
um
)a)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
160
180
200
220
240
260
#Ciclos
Tensão (
MP
a)
b)
Laser
Extensómetro
1 2 3 4 5 6 7 8 9 10
x 106
19900
19910
19920
19930
19940
19950
#Ciclos
Fre
quência
(H
z)
c)
Laser
Extensómetro
100 200 300 400 50020
30
40
50
60
70
Tempo (s)
Tem
pera
tura
(oC
)
d)
Temperatura

77
G. Anexo G – Algoritmo para medição dos deslocamentos do
provete
Podendo a resposta dinâmica da extremidade do provete, ser descrita por um seno, obtêm-se,
as funções de deslocamento, velocidade e aceleração dadas por:
)sin()( 0 tAtx (G.1)
)cos()(')( 0 tAtxtv (G.2)
)sin()(')( 0
2 tAtvta (G.3)
Analisando-as, verifica-se que o deslocamento, velocidade e aceleração máximos
correspondem a , e , respectivamente. Assim, o deslocamento máximo, , pode ser
calculado através da medição de qualquer uma destas variáveis. O ideal seria a medição directa do
deslocamento, utilizando um laser específico para tal, mas devido à elevada imprecisão das
medições efectuadas pelo laser disponível, optou-se pela utilização do laser polytec que, como
referido na secção 4.2, mede velocidades, ou seja, o sinal medido tem a forma da função de
velocidade descrita na equação (G.3). Sabendo os valores de velocidade máxima do provete, ,
apenas seria necessário dividi-los pela sua frequência de vibração, , e seriam obtidos os valores de
deslocamento máximo, . Estaria o problema resolvido, não fosse a gama de medição do laser,
estar limitada a 1250 mm/s, que, para a frequência de operação utilizada, corresponde a cerca de 10
μm de deslocamento, valor este muito pequeno, tendo em conta os valores de deslocamento e,
consequentemente, de tensão, pretendidos para os ensaios. Esta limitação do laser, leva a que o
sinal medido apareça no gráfico de monitorização, truncado acima e abaixo de ±1250 mm/s, como se
pode observar, em título ilustrativo, na Figura G.1. Tendo apenas esta informação disponível para o
cálculo da amplitude de deslocamento, optou-se por um algoritmo capaz de calcular a derivada da
velocidade quando esta é nula, ou seja, quando a aceleração é máxima. O algoritmo calcula, de
forma muito simples, o declive da recta que aproxima os pontos mais próximos do eixo horizontal,
obtendo, da média destes declives, o valor de aceleração máxima. Obtido o valor de aceleração
máxima, este relaciona-se com o deslocamento máximo por:
20
máxa
A (G.4)
Figura G.1 – Ilustração do gráfico com a evolução da velocidade medida pelo laser