desenvolvimento e aplicaÇÃo de um mÉtodo que...
TRANSCRIPT

DESENVOLVIMENTO E APLICAÇÃO
DE UM MÉTODO QUE ENGLOBA A
GESTÃO DE RISCOS OCUPACIONAIS
NO MAPEAMENTO DO FLUXO DE
VALOR DA PRODUÇÃO ENXUTA
Cristiano Roos (UFSC)
Edson Pacheco Paladini (UFSC)
O presente artigo descreve um método que visa inserir a gestão de
riscos ocupacionais nos modelos de otimização dos processos
produtivos. O método proposto tanto visa à redução da freqüência com
que os acidentes acontecem quanto à minimizaçção da severidade
destes acidentes. O método também investe na determinação da
probabilidade da ocorrência de acidentes potenciais visando a reduzi-
la. A gênese deste trabalho é um problema de pesquisa de ordem
prática: verificou-se a necessidade de viabilizar procedimentos táticos
e operacionais que promovessem uma integração entre os princípios de
operação da produção enxuta e as técnicas de determinação, análise e
avaliação dos riscos ocupacionais inerentes aos processos de uma
organização distribuidora de derivados de petróleo, cujo ambiente de
trabalho é de alta periculosidade. Em particular, o método foca a
gestão de riscos ocupacionais no âmbito do mapeamento do fluxo de
valor da produção enxuta. A atividade básica considerada foi o
carregamento de combustíveis da organização em questão, no qual o
método foi implementado. A aplicação foi conduzida seguindo os
procedimentos metodológicos de um estudo de caso piloto. Os
resultados obtidos permitem concluir que o método proporcionou mais
dinamismo e praticidade ao processo de prevenção e controle de riscos
ocupacionais presentes nas atividades. O método proporcionou um
controle mais eficiente desses aspectos, fazendo com que a mentalidade
preventiva fosse fortalecida na organização. Como considerações
finais têm-se a verificação que o método pode ser empregado como
meio para melhor gestão de riscos potenciais, mostrando a
importância da integração da gestão de riscos ocupacionais com
outros sistemas de gestão, como a produção enxuta.
Palavras-chaves: Gestão de riscos ocupacionais, produção enxuta,
mapeamento do fluxo de valor
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
2
1. Introdução
Novos sistemas de gestão surgem constantemente em organizações atuantes nos mais
diferentes segmentos da economia, buscado a combinação racional de materiais,
equipamentos, informações, energias, ambientes e pessoas. Os novos sistemas de gestão
buscam basicamente projetar, implantar e melhorar sistemas de produção em operação, com
mais eficiência e eficácia. Neste trabalho, será abordada a gestão de riscos ocupacionais no
contexto de um sistema de gestão em ascensão no cenário técnico: a produção enxuta (Lean
Manufacturing).
De fato, diante do surgimento de novas atividades de trabalho, que requerem novos
procedimentos operacionais e novos equipamentos e, por conseqüência, novos procedimentos
de segurança, percebe-se a necessidade do aprimoramento da gestão de riscos ocupacionais.
Neste contexto está o problema de pesquisa descrito neste trabalho. Trata-se de um problema
de pesquisa de ordem prática, que requer investimentos na gestão de riscos ocupacionais.
Especificamente, verificou-se em uma distribuidora de combustíveis a necessidade de
considerar a gestão de riscos ocupacionais nos procedimentos táticos e operacionais da
produção enxuta. Em outras palavras, a distribuidora está implementando a produção enxuta
em seus processos e necessita englobar a gestão de riscos ocupacionais nos procedimentos
táticos e operacionais do novo sistema de gestão.
A distribuidora de combustíveis, aqui considerada, possui um ambiente de trabalho no qual os
riscos ocupacionais devem ser efetivamente gerenciados. A estabilidade da operação desta
organização está ligada à sua capacidade de planejar e desenvolver ações para evitar a
ocorrência de acidentes de trabalho, doenças ocupacionais e incidentes críticos, que afetam o
equilíbrio das relações sociais, econômicas e ambientais. Neste sentido, o objetivo deste
trabalho é desenvolver e aplicar (em modo piloto) um método que considere a gestão de riscos
ocupacionais no mapeamento do fluxo de valor da produção enxuta.
O texto está organizado como segue: a segunda seção apresenta os procedimentos
metodológicos da pesquisa; a terceira seção traz uma breve revisão teórica sobre gestão de
riscos ocupacionais e sobre produção enxuta; a quarta seção apresenta o método desenvolvido
neste trabalho; a quinta apresenta a aplicação do método desenvolvido, cujos resultados
obtidos estão expostos na sexta seção; a sétima seção traz as considerações finais.
2. Procedimentos metodológicos
A Tabela 1 resume os métodos e as técnicas de pesquisa utilizados para abordar os objetivos e
as metas deste trabalho. Assim, com base nos objetivos, a pesquisa é exploratória (GIL, 2002)
e, com base nos procedimentos técnicos, trata-se de estudo de caso piloto (GIL, 2009).
Seguindo as definições de Bell (2008), a abordagem de pesquisa, que orientou o processo de
investigação e estabeleceu formas de aproximação aos objetivos deste trabalho, foi a
abordagem qualitativa. Segundo Salomon (2001), o método de pesquisa predominante
utilizado para dar sustentação aos resultados foi o indutivo. O método de pesquisa indutivo foi
utilizado porque se partiu de peculiaridades e se direcionou para generalizações.
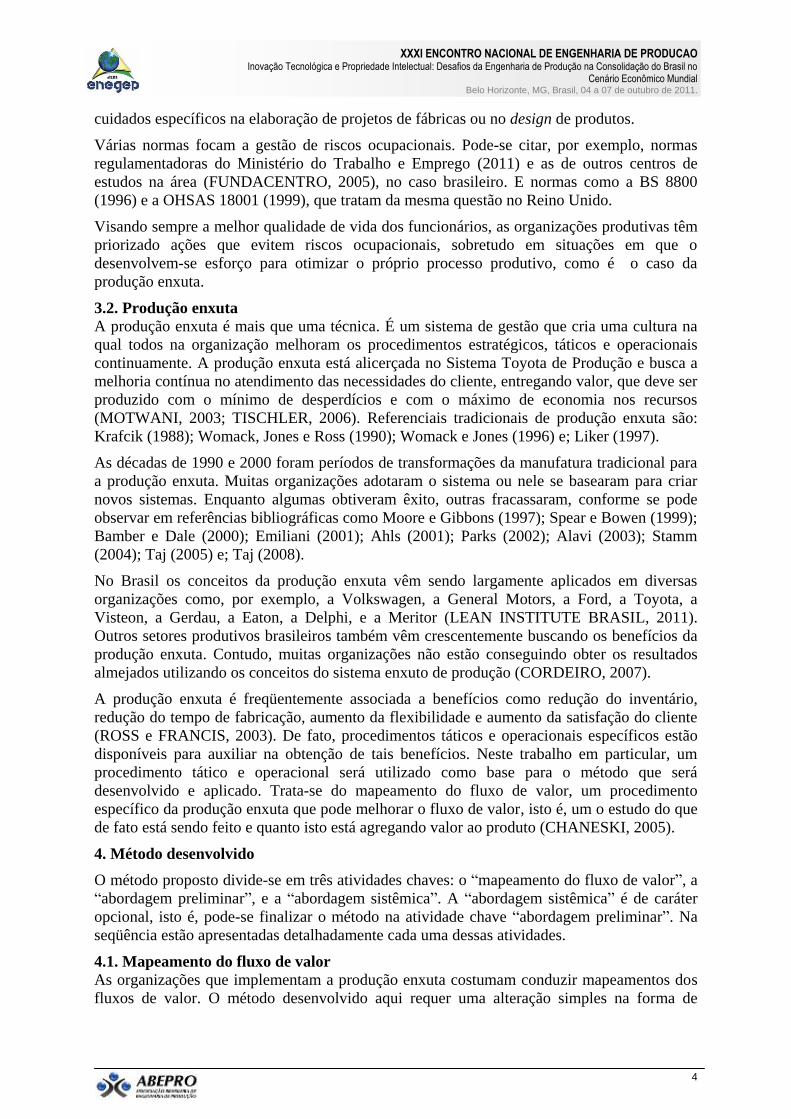
A pesquisa quanto Classificações em relação aos procedimentos metodológicos
À natureza Aplicada
Aos objetivos Exploratória
Aos procedimentos técnicos Estudo de caso piloto
À abordagem Qualitativa

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
3
Ao método Indutiva
Tabela 1 – Classificações do trabalho desenvolvido
Na prática, este trabalho foi desenvolvido por um grupo de pesquisa em conjunto com
engenheiros da distribuidora de combustíveis – apresentada brevemente na introdução deste
texto. O grupo de pesquisa conduziu inicialmente o desenvolvimento de um método a partir
do conhecimento teórico e prático sobre os respectivos assuntos. Na seqüência o grupo de
pesquisa conduziu, juntamente com os engenheiros da distribuidora, a aplicação do método
desenvolvido em um caso prático, classificando o procedimento como estudo de caso piloto.
Para a seleção do caso prático foi utilizada a amostragem de variação máxima (GIL, 2009).
A definição da unidade de análise foi realizada com base em um critério determinante: um
processo em que a gestão de riscos ocupacionais seja de total relevância. Um protocolo de
coleta de dados foi desenvolvido para facilitar o estudo da unidade de análise. As fontes de
evidência primária utilizadas foram os relatos dos engenheiros da distribuidora e as
secundárias referem-se aos dados qualitativos e quantitativos obtidos no decorrer da aplicação
do método desenvolvido. Assim, a construção da base de dados foi realizada, com base nas
evidências, em um armazenamento por unidade de análise. Para a análise das evidências foi
utilizada a estratégia das descrições de caso (YIN, 2005). O detalhamento da pesquisa e os
respectivos resultados, bem como as considerações finais, estão apresentados no texto.
3. Revisão teórica
Buscando atingir o objetivo deste trabalho, inicialmente apresenta-se um suporte teórico para
o método que será desenvolvido e aplicado. Serão descritos, resumidamente, aspectos teóricos
para a gestão de riscos ocupacionais e para a produção enxuta.
3.1. Gestão de riscos ocupacionais
De forma geral, elementos, situações ou circunstâncias de risco são aqueles nos quais a saúde,
o bem estar e/ou a integridade física de um indivíduo (ou de terceiros) tornam-se
comprometidos por variados tipos de ameaças. O risco torna-se particularmente relevante
quando cada uma destas ameaças possui elevado potencial de determinar desconfortos, lesões
ou mesmo doenças e moléstias graves nas pessoas envolvidas no processo.
Variados autores têm definido os riscos ocupacionais e classificaram-nos, caso, por exemplo,
de Berkenbrock e Bassani (2010) e Lapa (2006). Segundo as linhas de pensamento destes
autores, definem-se aqui os riscos ocupacionais como sendo aqueles associados aos ambientes
de trabalho. Há variados tipos de riscos neste contexto. Eles podem envolver, por exemplo,
possíveis contaminações por vírus ou bactérias (riscos biológicos); agressões por radiações,
ruídos intensos, umidade excessiva ou calor muito forte (riscos físicos) ou exposição
exagerada a gases, vapores ou substâncias que podem causar lesões graves (riscos químicos).
A gestão de riscos ocupacionais prioriza o desenvolvimento de atividades nos quais o
trabalhador não se expõe a ameaças de qualquer ordem. Em particular, observam-se situações
do processo produtivo que potencialmente poderiam gerar acidentes (como arranjos físicos
inadequados; acionamento de máquinas sem que os operadores tenham a devida proteção;
exposição a fontes de energia; iluminação insuficiente etc.). Em geral, estas são características
da gestão operacional de riscos ocupacionais. Atenção aos esforços físicos dos operadores;
aos aspectos ergonômicos do trabalho; à adoção de posturas inadequadas ou a longas jornadas
constituem o componente tático da gestão de riscos ocupacionais. A gestão estratégica
associada a riscos ocupacionais envolve comportamentos mais de longo prazo, no sentido, por
exemplo, de criar-se uma cultura de prevenção de acidentes na organização ou de adotar
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
4
cuidados específicos na elaboração de projetos de fábricas ou no design de produtos.
Várias normas focam a gestão de riscos ocupacionais. Pode-se citar, por exemplo, normas
regulamentadoras do Ministério do Trabalho e Emprego (2011) e as de outros centros de
estudos na área (FUNDACENTRO, 2005), no caso brasileiro. E normas como a BS 8800
(1996) e a OHSAS 18001 (1999), que tratam da mesma questão no Reino Unido.
Visando sempre a melhor qualidade de vida dos funcionários, as organizações produtivas têm
priorizado ações que evitem riscos ocupacionais, sobretudo em situações em que o
desenvolvem-se esforço para otimizar o próprio processo produtivo, como é o caso da
produção enxuta.
3.2. Produção enxuta
A produção enxuta é mais que uma técnica. É um sistema de gestão que cria uma cultura na
qual todos na organização melhoram os procedimentos estratégicos, táticos e operacionais
continuamente. A produção enxuta está alicerçada no Sistema Toyota de Produção e busca a
melhoria contínua no atendimento das necessidades do cliente, entregando valor, que deve ser
produzido com o mínimo de desperdícios e com o máximo de economia nos recursos
(MOTWANI, 2003; TISCHLER, 2006). Referenciais tradicionais de produção enxuta são:
Krafcik (1988); Womack, Jones e Ross (1990); Womack e Jones (1996) e; Liker (1997).
As décadas de 1990 e 2000 foram períodos de transformações da manufatura tradicional para
a produção enxuta. Muitas organizações adotaram o sistema ou nele se basearam para criar
novos sistemas. Enquanto algumas obtiveram êxito, outras fracassaram, conforme se pode
observar em referências bibliográficas como Moore e Gibbons (1997); Spear e Bowen (1999);
Bamber e Dale (2000); Emiliani (2001); Ahls (2001); Parks (2002); Alavi (2003); Stamm
(2004); Taj (2005) e; Taj (2008).
No Brasil os conceitos da produção enxuta vêm sendo largamente aplicados em diversas
organizações como, por exemplo, a Volkswagen, a General Motors, a Ford, a Toyota, a
Visteon, a Gerdau, a Eaton, a Delphi, e a Meritor (LEAN INSTITUTE BRASIL, 2011).
Outros setores produtivos brasileiros também vêm crescentemente buscando os benefícios da
produção enxuta. Contudo, muitas organizações não estão conseguindo obter os resultados
almejados utilizando os conceitos do sistema enxuto de produção (CORDEIRO, 2007).
A produção enxuta é freqüentemente associada a benefícios como redução do inventário,
redução do tempo de fabricação, aumento da flexibilidade e aumento da satisfação do cliente
(ROSS e FRANCIS, 2003). De fato, procedimentos táticos e operacionais específicos estão
disponíveis para auxiliar na obtenção de tais benefícios. Neste trabalho em particular, um
procedimento tático e operacional será utilizado como base para o método que será
desenvolvido e aplicado. Trata-se do mapeamento do fluxo de valor, um procedimento
específico da produção enxuta que pode melhorar o fluxo de valor, isto é, um o estudo do que
de fato está sendo feito e quanto isto está agregando valor ao produto (CHANESKI, 2005).
4. Método desenvolvido
O método proposto divide-se em três atividades chaves: o “mapeamento do fluxo de valor”, a
“abordagem preliminar”, e a “abordagem sistêmica”. A “abordagem sistêmica” é de caráter
opcional, isto é, pode-se finalizar o método na atividade chave “abordagem preliminar”. Na
seqüência estão apresentadas detalhadamente cada uma dessas atividades.
4.1. Mapeamento do fluxo de valor
As organizações que implementam a produção enxuta costumam conduzir mapeamentos dos
fluxos de valor. O método desenvolvido aqui requer uma alteração simples na forma de

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
5
apresentação destes mapeamentos, seja no mapa do estado atual ou no mapa do estado futuro.
A Figura 1 ilustra a maneira de apresentação requerida para o método, em que “S” é o valor
associado à severidade do risco ocupacional caso este ocorrer; “O” é o valor associado à
ocorrência no sentido da quantidade de acidentes ocorridos no processo ou sub-processo em
questão; “D” é o valor da probabilidade de se detectar o acidente de caráter ocupacional antes
que este ocorra; “T” corresponde à soma da severidade, ocorrência e detecção; o número que
aparece no canto superior esquerdo de cada retângulo identifica o processo ou sub-processo
em questão. Processos ou sub-processos com os maiores valores de “T” estarão no topo do
ranking e serão prioritários para intervenção com melhorias.
Figura 1 – Alteração requerida no mapeamento do fluxo de valor para o método desenvolvido
Nota-se que o modelo assemelha-se à ferramenta Failure Modes and Effects Analysis
(FMEA) em relação aos índices abordados (severidade, ocorrência e detecção), porém a sua
forma de apresentação tem como vantagens a objetividade, tornando o método dinâmico e
prático. O escopo da ferramenta FMEA é determinar um conjunto de ações corretivas ou
ações que minimizem a ocorrência de modos ou causas de falha em potencial (MORETTI e
BIGATTO, 2006; STAMATIS, 2003; HELMAN, 1995).
A justificativa de se apresentar desta maneira os índices do método desenvolvido é simples:
na produção enxuta tem-se o contato permanente com o mapeamento do fluxo de valor. Ao se
acrescentar os índices a cada processo, os riscos ocupacionais estão sendo qualificados. É
importante que os mapeamentos dos processos estejam visíveis e acessíveis para todos na
organização, alertando quanto aos riscos ocupacionais. Assim, a forma de apresentação torna-
se objetiva e interessante, pois sinaliza os riscos ocupacionais como um kanban.
4.2. Abordagem preliminar
Na abordagem preliminar inicia-se o estudo dos processos ou sub-processos. Essa abordagem
está descrita na seqüência de maneira sucinta. Foram utilizados como base os procedimentos
da ferramenta FMEA, visto tratar-se de uma ferramenta muito utilizada pelas empresas e,
assim, seus respectivos procedimentos são bem conhecidos e difundidos (ROOS et al., 2009).
Ao se iniciar a abordagem preliminar, assim como na FMEA, um dos erros mais comuns da
implantação é a execução de um planejamento deficiente, ou seja, pode-se incorrer em
desvios de objetivo e limitar a utilidade dos resultados do estudo. Assim, apresentam-se os
principais pontos que devem ser planejados antes do inicio da pesquisa: (1) o processo a ser
estudado; (2) as pessoas participantes e formas de participação; (3) a pessoa responsável; (4) o
que se deve avaliar primeiro; (5) o momento de início; (6) o cronograma parcial da pesquisa;
(7) o investimento financeiro necessário e; (8) a aprovação da direção.
FORMULÁRIO ALFA Descrição: Descrição Descrição Descrição
Nome / Cargo: Nome 1/Cargo Nome 2/Cargo Nome 3/Cargo
Abreviações: S: severidade O: ocorrência D: detecção
Página X de X Original: Modificado: Modificação nº.: Número do Formulário:
Risco Potencial Efeitos S Causas O Controles D

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
6
Total: → →
Média arredondada: → →
Figura 2 – Modelo de formulário alfa do método desenvolvido
Após o término do planejamento e das respectivas definições, passa-se à etapa seguinte. Esta
etapa refere-se ao início do preenchimento de um formulário. Este formulário será chamado
de formulário alfa, e é mostrado na Figura 2. Preenche-se o cabeçalho com as informações
pertinentes, tais como título, descrição do processo ou sub-processo, data, participantes do
grupo, e número do processo ou sub-processo ao qual o formulário se refere. Este número
deve constar no canto superior esquerdo de cada retângulo do processo ou sub-processo.
A seguir, preenche-se a coluna„„risco potencial‟‟. Deve-se descrever de maneira sucinta o
modo (ou modos) de riscos ocupacionais associados ao processo ou sub-processo em questão,
considerando-se que os riscos ocupacionais serão sempre reduções do nível de segurança
esperado. Na seqüência preenche-se a coluna„„efeito‟‟, em que se descrevem as conseqüências
de um acidente relacionado aos modos de riscos potenciais. Em outras palavras, como as
pessoas seriam atingidas se um acidente ocorresse. Completa-se a coluna correspondente à
severidade (S), que avalia a gravidade do efeito do acidente de ordem ocupacional, medida
segundo uma escala. Atribui-se valores aos índices de cada processo utilizando-se a escala
proposta na Figura 3, em que, para cada valor, existe uma justificativa e uma cor associada.
Figura 3 – Escalas aplicáveis ao formulário alfa do método desenvolvido
A coluna para indicação das possíveis „„causas‟‟ é preenchida com as condições que
propiciam a ocorrência do acidente relacionado aos modos de riscos ocupacionais. Esta etapa,
mais do que as outras, deve ser sustentada por dados ou registros da empresa, que também
servirão para facilitar o preenchimento da coluna seguinte que é a ocorrência (O). Na coluna
ocorrência apresenta-se uma avaliação que estima com que freqüência um acidente de ordem
ocupacional tem chances de ocorrer. Esta avaliação, como no caso da severidade, também é
feita através de uma escala, Figura 3.
Na coluna„„controle‟‟, identificam-se e descrevem-se as formas de controle existentes para o
acompanhamento do produto, processo ou serviço ou possibilidades que a organização possui
para identificar os acidentes de ordem ocupacional, ou causas destes, antes que estes ocorram.
A coluna detecção (D) está relacionada à anterior, pois é nela que a equipe será solicitada a
avaliar a eficácia de detectar cada acidente ocupacional ou as causas correspondentes.
Calcula-se a média correspondente aos índices de severidade, ocorrência e detecção e os
resultados inteiros, arredondados para mais, são transcritos para os espaços correspondentes
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
7
no mapeamento do fluxo de valor. Para cada processo ou sub-processo calcula-se “T”. É
importante que todos os funcionários da organização tenham acesso aos resultados, de
preferência em murais ou meios digitais, tal como no ambiente principal da intranet, alertando
por meio das cores empregadas a localização e as características dos riscos ocupacionais.
4.3. Abordagem sistêmica
A abordagem sistêmica do método desenvolvido está relacionada com a melhoria do cenário
identificado na abordagem preliminar. Em outras palavras, trata-se de uma abordagem que
visa auxiliar no desenvolvimento do mapa do estado futuro dentro da produção enxuta. Esta é
uma abordagem opcional, ou seja, pode-se utilizá-la como seqüência do método ou não. Nesta
abordagem pretende-se zerar os índices (severidade, ocorrência e detecção) relacionados a
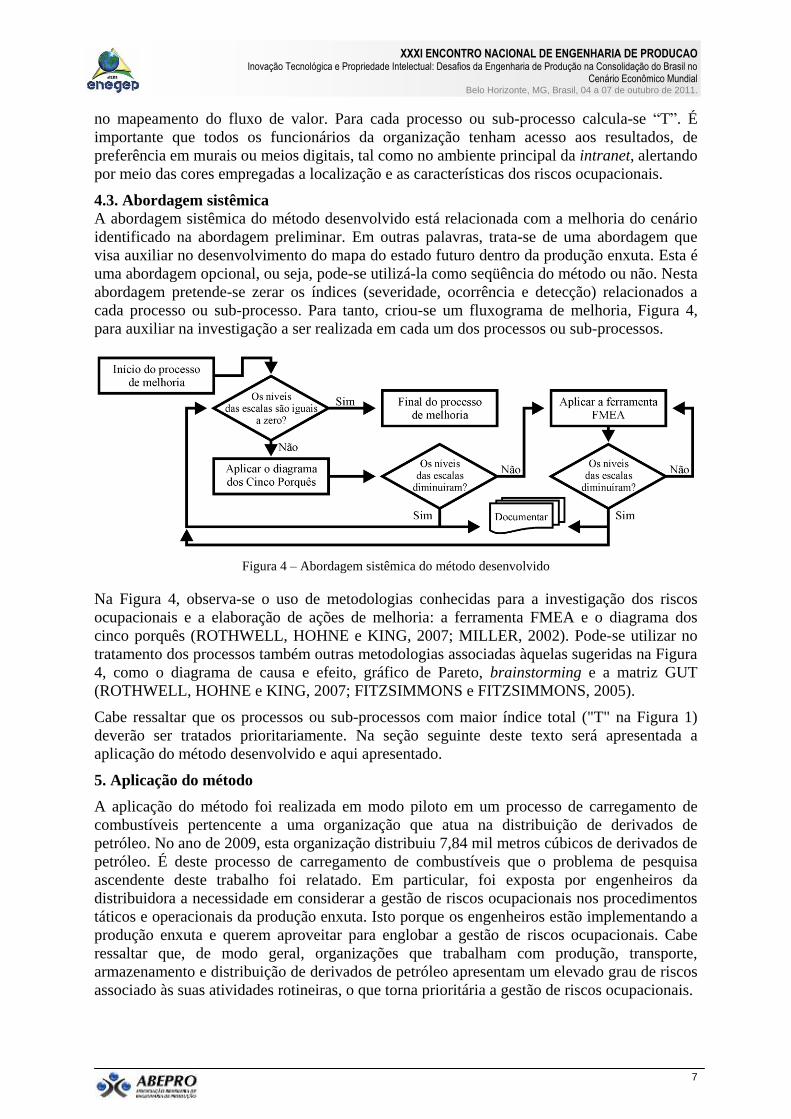
cada processo ou sub-processo. Para tanto, criou-se um fluxograma de melhoria, Figura 4,
para auxiliar na investigação a ser realizada em cada um dos processos ou sub-processos.
Figura 4 – Abordagem sistêmica do método desenvolvido
Na Figura 4, observa-se o uso de metodologias conhecidas para a investigação dos riscos
ocupacionais e a elaboração de ações de melhoria: a ferramenta FMEA e o diagrama dos
cinco porquês (ROTHWELL, HOHNE e KING, 2007; MILLER, 2002). Pode-se utilizar no
tratamento dos processos também outras metodologias associadas àquelas sugeridas na Figura
4, como o diagrama de causa e efeito, gráfico de Pareto, brainstorming e a matriz GUT
(ROTHWELL, HOHNE e KING, 2007; FITZSIMMONS e FITZSIMMONS, 2005).
Cabe ressaltar que os processos ou sub-processos com maior índice total ("T" na Figura 1)
deverão ser tratados prioritariamente. Na seção seguinte deste texto será apresentada a
aplicação do método desenvolvido e aqui apresentado.
5. Aplicação do método
A aplicação do método foi realizada em modo piloto em um processo de carregamento de
combustíveis pertencente a uma organização que atua na distribuição de derivados de
petróleo. No ano de 2009, esta organização distribuiu 7,84 mil metros cúbicos de derivados de
petróleo. É deste processo de carregamento de combustíveis que o problema de pesquisa
ascendente deste trabalho foi relatado. Em particular, foi exposta por engenheiros da
distribuidora a necessidade em considerar a gestão de riscos ocupacionais nos procedimentos
táticos e operacionais da produção enxuta. Isto porque os engenheiros estão implementando a
produção enxuta e querem aproveitar para englobar a gestão de riscos ocupacionais. Cabe
ressaltar que, de modo geral, organizações que trabalham com produção, transporte,
armazenamento e distribuição de derivados de petróleo apresentam um elevado grau de riscos
associado às suas atividades rotineiras, o que torna prioritária a gestão de riscos ocupacionais.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
8
Em função da limitação de espaço físico deste texto, não será apresentada a implementação da
produção enxuta e derivadas conseqüentes, como por exemplo, a redução e eliminação de
desperdícios no fluxo de valor. Será apresentada unicamente a aplicação do método
desenvolvido neste trabalho.
No processo de carregamento de combustíveis em questão tem-se o carregamento de
derivados de petróleo no modal ferroviário. Resumidamente são ações básicas do processo:
(1) verificar se os vagões estacionados estão de acordo com a ordem de carregamento; (2)
acionar os procedimentos de segurança; (3) alinhar os dutos de carregamento com cada vagão;
(4) liberar válvulas para carregar cada vagão; (5) carregar cada vagão de acordo com a ordem
de carregamento; (6) fechar as válvulas após o carregamento dos vagões; (7) obter amostras
dos produtos carregados nos vagões; (8) proceder com as inspeções gerais após o
carregamento dos vagões; (9) retirar os dutos de carregamento; (10) lacrar e liberar os vagões.
O mesmo grupo de pesquisa que conduziu o desenvolvimento do método apresentado neste
trabalho também conduziu a aplicação do método em modo piloto no processo em questão. O
grupo de pesquisa acompanhou o inicio do mapeamento do fluxo de valor, que foi realizado
por engenheiros da distribuidora. Na seqüência, atuou juntamente com os engenheiros
buscando aplicar no mapeamento do fluxo de valor o método desenvolvido, mais exatamente
no mapa do estado atual. O mapa do estado atual foi construído pelos envolvidos sem
limitações de tempo e recursos. Com o mapa do estado atual, Figura 5, foi possível ilustrar
mais fidedignamente os riscos ocupacionais associados ao processo de carregamento em
questão. O resultado apresentado na Figura 5 está associado à primeira e à segunda atividade
chave do método desenvolvido.
A Figura 6 apresenta o formulário alfa desenvolvido para o sub-processo 3. Por limitações de
espaço físico do texto, os demais formulários alfa (demais sub-processos) não puderam ser
apresentados.
O formulário da Figura 6 e os demais documentos desenvolvidos para os outros sub-processos
são o resultado preliminar do estudo piloto na organização, concebido pelo grupo de pesquisa
que atuou no desenvolvimento do método e que participou das atividades de mapeamento do
fluxo de valor, revisão e discussão sobre os riscos ocupacionais presentes no ambiente de
trabalho da distribuidora. Contudo, cabe ressaltar que a direção da distribuidora está
interessada na aplicação completa do método desenvolvido e, deste modo, pretende executar a
terceira atividade chave: a abordagem sistêmica.
6. Resultados
Com a aplicação do método no processo de carregamento de combustíveis, foi realizado o
mapeamento do fluxo de valor e, posteriormente, a análise do processo sob o ponto de vista
da gestão de riscos ocupacionais. Esses procedimentos possibilitaram que os engenheiros da
organização pudessem analisar o processo considerando a gestão de riscos ocupacionais nos
procedimentos táticos e operacionais da produção enxuta. Constatou-se, mesmo em modo
piloto, que o método foi útil para a organização, pois tornou os pontos críticos visíveis e de
fácil interpretação para todos os envolvidos no processo abordado.
De fato, a aplicação do método desenvolvido permitiu adicionalmente observar e constatar o
seguinte perfil da distribuidora de combustíveis: apesar do grande porte da organização, das
atividades envolvendo grandes volumes de derivados de petróleo, o que torna o ambiente de
trabalho altamente perigoso e sujeito a graves acidentes, não existem procedimentos táticos
formais de controle de acidentes e procedimentos operacionais que registrem as ações
preventivas realizadas. No entanto, os funcionários são treinados e preparados para ações

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
9
corretivas e conhecem os procedimentos a serem seguidos em suas funções.
Neste contexto, a visualização dos índices dos riscos ocupacionais diretamente nos
mapeamentos dos fluxos de valor permitiu um entendimento mais rápido do que ocorre no
contexto do risco ocupacional. Em particular, a visualização dos índices despertou a
preocupação dos engenheiros em formalizar as políticas de prevenção de acidentes e
documentar as ações preventivas, já que estes engenheiros são os responsáveis pela segurança
do trabalho na respectiva organização.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
10
Figura 5 – Mapa do estado atual do caso prático considerado para aplicação do método desenvolvido

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
11
FORMULÁRIO ALFA Descrição: Sub-processo 3 Acoplagem do cabo terra
Nome / Cargo: Nome 1/Engenheiro Nome 2/Engenheiro Nome 3/Supervisor Nome 4/Pessoa externa Nome 5/Pessoa externa
Abreviações: S: severidade O: ocorrência D: detecção
Página 3 de 15
Original: 28/fevereiro/2010 Modificado: 16/março/2010 Modificação nº.: 000001 Número do Formulário:2010010
Risco
Potencial Efeitos S Causas O Controles D
Acidente com
pequena descarga
elétrica do vagão
Possível choque
elétrico de baixa
voltagem e
amperagem no
trabalhador
Possível
queimadura de
primeiro grau no
trabalhador
1 Vagão com pequena carga
elétrica 2 Teste prévio de carga elétrica 1
1 Vagão sem manutenção
elétrica 1
Procedimento padrão de
manutenção do vagão 2
1 Trilhos com problemas de
aterramento 0
Manutenção preventiva nos
trilhos 0
1 Trabalhador sem
equipamentos de proteção 1
Auditorias do dep. de
segurança do trabalho 0
1 Erro humano em geral 1 Sem controle aparente 1
1 Falhas elétricas em geral 1 Procedimento padrão de
manutenção elétrica 0
Incidente com
pequena descarga
térmica do vagão
Possível
queimadura de
primeiro grau no
trabalhador
1 Vagão com pequena carga
térmica 2 Teste prévio de carga térmica 1
1 Vagão com problemas
mecânicos 1
Procedimento padrão de
manutenção do vagão 2
1 Trabalhador sem
equipamentos de proteção 0
Auditorias do dep. de
segurança do trabalho 0
1 Erro humano em geral 1 Sem controle aparente 0
Incidente com
desprendimento
do cabo terra do
vagão
Possível
hematoma no
trabalhador
0 Plugue com problemas 1 Manutenção preventiva dos
cabos terra 1
0 Plugue mal acoplado por erro
humano 1
Possível instalação de um
Poka Yoke 1
0 Trabalhador sem
equipamentos de proteção 0
Auditorias do dep. de
segurança do trabalho 1
0 Vagão com problemas no
plugue 1
Procedimento padrão de
manutenção do vagão 1
Total: 10 → 13 → 11
Média arredondada: 1 → 1 → 1
Figura 6 – Formulário alfa do sub-processo 3 do caso prático considerado
Assim, com a aplicação em modo piloto, pode-se afirmar que uma investigação mais
aprofundada sobre a segurança do ambiente de trabalho fez com que as pessoas tivessem a
real percepção da necessidade da utilização de métodos de detecção e avaliação de riscos
ocupacionais. E no que tange a esta necessidade, o método desenvolvido e aplicado aqui se
mostrou adequado, sem gerar custos excessivos à organização. De fato, a organização
considerou os investimentos realizados nesse âmbito como capazes de gerar um retorno de
qualidade e confiabilidade para o cliente, à organização, à sociedade e ao meio ambiente.
7. Considerações finais
Um método que considera a gestão de riscos ocupacionais no mapeamento do fluxo de valor
da produção enxuta foi desenvolvido e aplicado em modo piloto em um caso prático.
Contudo, a continuidade desta pesquisa está sendo conduzida com a aplicação do método em

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
12
outros casos práticos. Esta continuidade é motivada principalmente pela intenção em obter
resultados mais consistentes da real viabilidade em utilizar o método proposto neste trabalho.
De fato, não se pretende sustentar a tese de que o método desenvolvido neste trabalho é um
meio efetivo para a gestão de riscos ocupacionais no mapeamento do fluxo de valor da
produção enxuta. Pretende-se apenas apresentar uma opção, entre tantas disponíveis, para
gerenciar riscos ocupacionais, tendo-se como principal motivador a importância da segurança
do trabalho no contexto dos diferentes sistemas de gestão, como no caso, da produção enxuta.
Verificou-se com a aplicação em modo piloto que o método desenvolvido apresenta baixa
complexidade e baixo custo de utilização, gerando uma análise customizada dos riscos
ocupacionais. Visualizando uma situação prática, observa-se a importância de customizar a
análise. Por exemplo: em uma organização distribuidora de combustíveis, no processo de
verificação do volume contido em tanques de armazenagem, tem-se o risco de incêndio do
tanque quando o trabalhador mergulha o instrumento de medição no combustível. Neste caso,
a organização deve priorizar a detecção deste risco, pois mais importante que saber o quanto
severo é o eventual acidente ou quais as chances de ocorrência deste, é saber quais as chances
que se tem para detectar o acidente antes que este de fato venha a ocorrer.
Assim, a realização deste estudo proporcionou uma reflexão acerca da gestão de riscos
ocupacionais, além de mostrar a importância da utilização do método desenvolvido no sistema
de gestão denominado produção enxuta. A limitação deste estudo são os resultados derivados
de apenas um caso prático – estudo de caso piloto. Ainda que o estudo forneça evidências da
viabilidade em utilizar o método desenvolvido neste trabalho, deve-se reconhecer que são
limitadas a um único caso prático. Metodologicamente, não se podem generalizar as
inconsistências específicas nos resultados para outros contextos. Pesquisas futuras devem
enfocar novas aplicações do método para investigar se existem diferenças significantes nos
resultados quando confrontadas as diversas situações práticas em estudo. De todo modo, o
presente trabalho relata um método que se mostrou viável do ponto de vista de sua aplicação
prática e capaz de alcançar os objetivos pretendidos.
Referências
AHLS, B. Advanced memory and lean change. IIE Solutions, v.33, n.1, p.40-42, 2001.
ALAVI, S. Leaning the right way. Manufacturing Engineer, v.82, n.3, p.32-35, 2003.
BAMBER, L.; DALE, B. G. Lean production: a study of application in a traditional manufacturing
environment. Production Planning and Control, v.11, n.3, p.291-298, 2000.
BELL, J. Projeto de pesquisa: guia para pesquisadores iniciantes em educação, saúde e ciências sociais.
Tradução Magda França Lopes. 4. ed. Porto Alegre: Artmed, 2008.
BERKENBROCK, P. E.; BASSANI, I. A. Gestão do risco ocupacional: uma ferramenta em favor das
organizações e dos colaboradores. Revista Interdisciplinar Científica Aplicada, v.4, n.1, p. 43-56, 2010.
BS 8800. British Standard Institution (BSI). Guide to occupational and safety management systems. London,
1996.
CHANESKI, W. S. Stories from the lean office. Modern Machine Shop, v.78, n.7, p.44-46, 2005.
CORDEIRO, J. V. B. de M. Sistema Toyota de Produção: Novo Paradigma Produtivo ou Estratégia de
Operações? In: Encontro Nacional de Engenharia de Produção, 27., 2007, Foz do Iguaçu. Anais… Foz do
Iguaçu: Abepro, 2007. 1 CD-ROM.
EMILIANI, M. L. Redefining the focus of investment analysis. The TQM Magazine, v.13, n.1, p.34-50, 2001.
FITZSIMMONS, J. A.; FITZSIMMONS, M. J. Administração de serviços: operações, estratégia e
tecnologia da informação. Tradução Jorge Ritter. 4. ed. Porto Alegre: Bookman Editora, 2005.
FUNDACENTRO. Diretrizes sobre sistemas de gestão da segurança e saúde no trabalho. Versão Brasileira

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
13
das Diretrizes da OIT (ILO-OSH 2001). Fundacentro: Brasil, 2005.
GIL, A. C. Como elaborar projetos de pesquisa. 4. ed. São Paulo: Atlas, 2002.
GIL, A. C. Estudo de caso. São Paulo: Atlas, 2009.
HELMAN, H.; ANDERY, P. R. P. Análise de falhas (Aplicação dos métodos de FMEA e FTA). Belo
Horizonte: Fundação Cristiano Ottoni, Escola de Engenharia da UFMG, 1995.
KRAFCIK, J. F. Triumph of the lean production system. Sloan Management Review, v.30, n.1, p.41-52, 1988.
LAPA, R. P. Metodologia de identificação de perigos e avaliação de riscos ocupacionais. Dissertação de
Mestrado. Escola Politécnica, Universidade de São Paulo, São Paulo, 2006.
LEAN INSTITUTE BRASIL. Desenvolvido pela organização sem fins lucrativos Lean Institute Brasil. 2011.
Apresenta o trabalhos da entidade de pesquisa, educação e treinamento dedicados à disseminação de um
conjunto de idéias conhecidas como "Lean Thinking" baseadas no Sistema Toyota de Produção. Disponível em:
<http://www.lean.org.br>. Acesso em: 22 fev. 2011.
LIKER, J. K. Becoming Lean – Inside Stories of U.S. Manufacturers. Portland: Productivity Press, 1997.
MILLER, K. The change agent’s guide to radical improvement. Milwaukee, WI: ASQ Quality Press, 2002.
MINISTÉRIO DO TRABALHO E EMPREGO. Normas Regulamentadoras do Ministério do Trabalho.
Disponível em: <http:// www.mte.gov.br/empregador/segsau/legislacao>. Acesso em: 20 abr. 2011.
MOORE, S.; GIBBONS, A. Is lean manufacturing universally relevant? An investigative methodology.
International Journal of Operations & Production Management, v.17, n.9, p.899-911, 1997.
MORETTI, D. de C.; BIGATTO, B. V. Aplicação do FMEA: estudo de caso em uma empresa do setor de
transporte de cargas. 2006. Disponível em: <http://www.nortegubisian.com.br/ artigos/fmea.pdf>. Acesso em:
10 jun. 2006.
MOTWANI, J. A business process change framework for examining lean manufacturing: a case study.
Industrial Management & Data Systems, v.103, n.5, p.339-346, 2003.
OHSAS 18001. British Standard Institution – BSI. Occupational and safety management systems. Specification.
London, 1999.
PARKS, C. M. Instill lean thinking. Industrial Management, v.44, n.5, p.14-18, 2002.
ROOS, C. et al. Método baseado na teoria Grey para priorização de riscos ocupacionais. In: Encontro Nacional
de Engenharia de Produção, 29., 2009, Salvador. Anais… Salvador: Abepro, 2009. 1 CD-ROM.
ROSS, A.; FRANCIS, D. Lean is not enough. IEE Manufacturing Engineer, v.82, n.4, p.14-17, 2003.
ROTHEL, W. J.; HOHNE, C. K.; KING, S. B. Human Performance Improvement: building practitioner
competence. 2. ed. Boston: Butterworth-Heineman, 2007.
SALOMON, D. V. Como fazer uma monografia. 10. ed. São Paulo: Martins Fontes, 2001.
SPEAR, S.; BOWEN, H. K. Decoding the DNA of the Toyota production system. Harvard Business Review,
v.77, n.5, p.96-106, 1999.
STAMATIS, D. H. Failure Mode and Effect Analysis: FMEA fron theory to execution. 2. ed. Milwaukee,
Winsconsin: ASQ Quality Press, 2003.
STAMM, D. J. Kinda, sorta lean. Industrial Engineer, v.36, n.2, p.22, 2004.
TAJ, S. Applying lean assessment tools in Chinese high-tech industries. Management Decision, v.43, n.4, p.28-
43, 2005.
TAJ, S. Lean manufacturing performance in China: assessment of 65 manufacturing plants. Journal of
Manufacturing Technology Management, v.19, n.2, p.217-234, 2008.
TISCHLER, L. Bringing lean to the office. Quality Progress, v.39, n.7, p.32-38, 2006.
WOMACK, J.; JONES, D. Lean Thinking: Banish Waste and Create Wealth in Your Corporation. New York:
Simon & Schuster, 1996.
WOMACK, J.; JONES, D.; ROSS, D. The Machine that Changed the World. New York: Rawson Associates,
1990.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
14
YIN, R. K. Estudo de caso: planejamento e métodos. Tradução Daniel Grassi. 3. ed. Porto Alegre: Bookman,
2005.