desenvolvimento de soluções lean manufacturing aplicadas ... · setup com base na ferramenta...
TRANSCRIPT

Desenvolvimento de Soluções Lean Manufacturing
Aplicadas num Sistema Produtivo de Moldes
Diogo Pina Jorge
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Orientadores: Prof. Paulo Miguel Nogueira Peças
Profª. Elsa Maria Pires Henriques
Júri
Presidente: Prof. Rui Manuel dos Santos Oliveira Baptista
Orientador: Prof. Paulo Miguel Nogueira Peças
Vogais: Profª Inês Esteves Ribeiro
Engº Pedro Jorge Ferreira Oliveira
Novembro 2016

ii

iii
Agradecimentos
O meu longo percurso académico finda com a realização desta dissertação de mestrado. Sendo
assim, não posso deixar de agradecer a todos os que direta ou indiretamente contribuíram para o
meu progresso académico.
Em primeiro lugar quero agradecer ao professor Paulo Peças, pela sua boa disposição, suporte e
motivação, mas principalmente pela sua orientação e grande ajuda na construção deste trabalho.
Agradeço ainda às professoras Inês Ribeiro e Elsa Henriques pelo apoio.
Em segundo lugar quero agradecer à empresa que me acolheu e me proporcionou uma experiência
inesquecível, através da qual consegui desenvolver este trabalho. Obrigado a todo o pessoal, pela
boa disposição, vontade e disponibilidade. Agradeço ainda ao Miguel Barroso, com quem vivi durante
o estágio, pelo companheirismo e entreajuda.
Agradeço aos meus colegas e amigos, Gonçalo Cardeal, João Aguiar, Tiago Palma, Vasco Abreu e
irmão Bernardo, pelas batalhas e conquistas travadas juntos, durante o percurso académico nesta
instituição. Não posso deixar de agradecer à Ana, pelo apoio, preocupação e compreensão, por tudo!
Por fim, agradeço aos meus pais e avós, que foram os que desempenharam o incansável papel, de
apoio e de esforço, sem o qual não teria conseguido terminar esta longa jornada. É a eles que dedico
esta dissertação em agradecimento por todo o meu percurso académico.

iv
Resumo
A globalização provocou um aumento na acessibilidade e na variedade da oferta de produtos. Por
isso, hoje em dia, a necessidade de ser competitivo é essencial. O tema de Lean Manufacturing surge
em resposta à necessidade de produzir o que o cliente pretende, com o mínimo desperdício
associado, visando o aumento da competitividade e da eficiência produtiva. É senso comum presumir,
que o desperdício está somente associado ao desperdício material. No entanto, no contexto Lean
desperdício significa também tempo perdido em esperas, retrabalho, transporte, etc.
Este caso de estudo realizou-se numa empresa do sector e aplicaram-se os princípios e ferramentas
Lean. Este trabalho compreendeu a realização de um diagnóstico à cadeia produtiva de moldes
usando a ferramenta VSM, onde se identificaram vários tipos de desperdícios e foi dado especial
enfase à fase de planeamento e à operação de setup. Posteriormente, desenvolveram-se soluções
concretas que visaram a eliminação dos desperdícios identificados. Criou-se uma ferramenta para o
auxílio na tomada de decisão do planeamento da produção, que serve para o Mapeamento do
processo e inclui a definição pormenorizada do progresso de produção de moldes e a definição de
marcos temporais para a produção. Desenvolveram-se soluções para a melhoria da operação de
setup com base na ferramenta SMED, definiu-se um procedimento standard e desenvolveu-se um
sistema de aperto rápido, Easyfix. Para monitorizar esta operação, usaram-se ainda métodos Lean:
5S e o Visual Management. O potencial das soluções foi confirmado pelos resultados, que se
obtiveram na implementação de algumas destas soluções.
Palavras-chave: Lean Manufacturing, VSM, Setup, Mapeamento do processo, SMED, 5S e Visual
management.

v
Abstract
Globalization brought a raise in accessibility and in the range of products offered. So, nowadays, the
need of being competitive is crucial. Lean Manufacturing has emerged in response to the goal of
producing exactly what the consumer wants with the minimum waste related, aiming towards
competitiveness and to a raise in the production effectiveness. It is common sense to presume that
wastes are only material related. However, in the Lean context, waste also means time spent on
waiting, reworking, transportation, etc.
This case study was held in a company from this industrial sector and the Lean principles and tools
were applied. This work comprises the execution of a diagnose of the productive chain using the Lean
tool VSM, where wastes were identified and special attention was given to the setup process. Then, in
order to eliminate the identified wastes, real solutions were developed. With the objective of seeking
aid for the decision making of the production planning, a tool to map the process flow was created and
production milestones were defined. Based on SMED, solutions were also developed to improve the
setup process, a standard procedure was written and a quick release system was developed, called
Easyfix. In order to monitor this setup process, tools such as 5S and visual management were used.
The potential of the solutions was confirmed by the results that were obtained when some of these
measures were implemented.
Key-words: Lean Manufacturing, VSM, Setup, Mapping of the process flow, SMED, 5S and Visual
management.
vi
Índice
Agradecimentos ................................................................................................................................... iii
Resumo.................................................................................................................................................. iv
Abstract .................................................................................................................................................. v
Índice ..................................................................................................................................................... vi
Índice de figuras ................................................................................................................................... ix
Índice de tabelas ................................................................................................................................... xi
Nomenclatura ....................................................................................................................................... xii
1. Introdução ...................................................................................................................................... 1
2. Revisão bibliográfica ..................................................................................................................... 2
2.1. Lean Manufacturing ............................................................................................................... 2
2.1.1. Desperdícios ............................................................................................................. 3
2.1.2. Lean Thinking: .......................................................................................................... 4
2.2. As ferramentas Lean ............................................................................................................. 5
2.2.1. Value Stream Mapping (VSM) .................................................................................. 5
2.2.2. – Single Minute Exchange of Die (SMED) ................................................................ 7
2.2.3. 5S .............................................................................................................................. 8
2.3. Lean Manufacturing nos moldes de injeção ........................................................................ 10
3. Caso de estudo e metodologia ....................................................................................................11
3.1. Caso de estudo .................................................................................................................... 11
3.1.1. A empresa .............................................................................................................. 11
3.1.2. O fabrico dos moldes .............................................................................................. 12
3.2. Metodologia ......................................................................................................................... 15
3.2.1. Metodologia aplicada no diagnóstico ..................................................................... 15
3.2.2. Metodologia aplicada no desenvolvimento de soluções ........................................ 17
4. O diagnóstico ............................................................................................................................... 18
4.1. Tratamento de dados........................................................................................................... 19
4.1.1. Operações e sobreposições ................................................................................... 20
4.1.2. Nomenclatura ......................................................................................................... 21
4.1.3. Esperas, inventário e transporte ............................................................................. 23
4.2. O VSM ................................................................................................................................. 25
4.2.1. Disposição gráfica dos valores do VSM ................................................................. 25

vii
4.2.2. Tabelas resumo do VSM ........................................................................................ 26
4.3. Aspetos críticos detetados durante o diagnóstico à empresa e construção do VSM ......... 29
4.3.1. Aspetos críticos: Registos indevidamente efetuados ou ausentes ........................ 29
4.3.2. Aspetos críticos: Planeamento ............................................................................... 30
4.3.3. Outros aspetos críticos ........................................................................................... 31
4.4. Análise aos setups .............................................................................................................. 32
4.4.1. Estratégia de análise .............................................................................................. 32
4.4.2. Resultados e aspetos críticos dos setups na secção CNC: ................................... 33
4.4.3. Resultados e aspetos críticos dos setups na secção EDM.................................... 35
4.4.4. Outros aspetos críticos no procedimento de Setup ............................................... 38
4.5. Conclusão dos resultados obtidos ...................................................................................... 39
5. As soluções Lean ........................................................................................................................ 40
5.1. Mapeamento do Progresso dos Moldes para apoio à decisão de planeamento ................ 40
5.1.1. Planeamento atual .................................................................................................. 40
5.1.2. Mapeamento do progresso de moldes (MPM) ....................................................... 41
5.1.3. Definição de marcos temporais na produção ......................................................... 47
5.2. Definição de um procedimento standard ............................................................................. 49
5.2.1. Estratégia ................................................................................................................ 49
5.2.2. Kaizen Events ......................................................................................................... 51
5.2.3. Procedimento standard final ................................................................................... 55
5.2.4. Resultados esperados com a aplicação da ferramenta SMED .............................. 58
5.2.5. Implementação do novo procedimento .................................................................. 59
5.3. Monitorização dos setups .................................................................................................... 61
5.3.1. Gestão de mãos nos bolsos: gestão visual e sonora ............................................. 62
5.3.2. Armários de ferramentas: ....................................................................................... 63
5.3.3. Gráficos de registo – Visual Management Board ................................................... 64
5.4. Melhoria do sistema de ajuste – Easyfix ............................................................................. 65
5.4.1. Requisitos do sistema Easyfix ................................................................................ 66
5.4.2. Desenvolvimento do sistema Easyfix ..................................................................... 67
5.4.3. Sistema de aperto de componentes médio-grandes - Análise de investimento .... 74
5.4.4. Resultados esperados com a aplicação da ferramenta SMED .............................. 75
6. Conclusão ..................................................................................................................................... 77
7. Trabalho futuro............................................................................................................................. 79
Referências .......................................................................................................................................... 79
Anexos .................................................................................................................................................. 81
Anexo 1 .......................................................................................................................................... 81

viii
Anexo 2 .......................................................................................................................................... 82
Anexo 3 .......................................................................................................................................... 83
Anexo 5 .......................................................................................................................................... 84
Anexo 6 .......................................................................................................................................... 85

ix
Índice de figuras
Figura 1 - Casa TPS [3]. .......................................................................................................................... 3
Figura 2 - Metodologia VSM [Adaptado, 8] ............................................................................................. 6
Figura 3 - Simbologia VSM...................................................................................................................... 6
Figura 4 - Metodologia SMED [Adaptado, 12]......................................................................................... 8
Figura 5 - 6S ............................................................................................................................................ 9
Figura 6 - Ilustração alguns dos componentes de moldes e peças injetadas que a empresa produz. 12
Figura 7 - Sequência de operações. ..................................................................................................... 12
Figura 8 - Representação da fábrica de moldes. .................................................................................. 14
Figura 9 - Esquema representativo da metodologia aplicada ............................................................... 15
Figura 10 – Esquerda: 2 das cavidades do molde representativo escolhido, já maquinadas; Direita:
Vista da secção moldante (CAD). ......................................................................................................... 18
Figura 11 - Excerto do PHC das buchas do molde. .............................................................................. 19
Figura 12 - Sequência de operações (folha de desenho técnico)......................................................... 20
Figura 13 – Sequência de operações. .................................................................................................. 20
Figura 14 - Tratamento do PHC das buchas. ........................................................................................ 21
Figura 15 - Nomenclatura que caracteriza uma operação. ................................................................... 22
Figura 16 - Análise dos tempos de espera e inventário das cavidades. ............................................... 23
Figura 17 - Representação do inventário. ............................................................................................. 24
Figura 18 - Representação de um transporte. ...................................................................................... 24
Figura 19 - Disposição dos valores e transição de operações. ............................................................ 25
Figura 20 - VSM final - esquema gráfico simplificado ........................................................................... 26
Figura 21 - Análise temporal dos setups CNC. ..................................................................................... 33
Figura 22 - Setup CNC1. ....................................................................................................................... 34
Figura 23 - Setup CNC4 ........................................................................................................................ 34
Figura 24 - Análise ao acumulado percentual de cada tarefa nos setups observados na secção CNC.
............................................................................................................................................................... 35
Figura 25 - Análise temporal dos setups EDM. ..................................................................................... 36
Figura 26 – Representação do movimento que o operador realizava (a verde) para alcançar o PC, em
contraste com o movimento que realiza atualmente (a vermelho). ...................................................... 37

x
Figura 27 - Setup EDM5 ........................................................................................................................ 37
Figura 28 - Análise ao acumulado percentual de cada tarefa nos setups observados, na secção EDM.
............................................................................................................................................................... 38
Figura 29 - Esquema do planeamento atual. ........................................................................................ 41
Figura 30 - Esquema representativo do funcionamento do MPM. ........................................................ 42
Figura 31 - Sequência de operações e pesos correspondentes........................................................... 43
Figura 32- Categorias de componentes e os respetivos pesos. ........................................................... 44
Figura 33 - Sugestão de apresentação do layout do MPM. .................................................................. 45
Figura 34 - Sugestão de apresentação do layout pormenorizado do MPM. ......................................... 46
Figura 35 - Esquema visual da definição de marcos temporais. .......................................................... 48
Figura 36 - Procedimento final .............................................................................................................. 57
Figura 37 - Implementação do novo procedimento - novo estudo dos setups. .................................... 60
Figura 38 – Representação dos avisos e do procedimento nas máquinas: (1)- Avisos luminosos; (2)-
Aviso sonoro; (3)- Procedimento afixado. ............................................................................................. 62
Figura 39 - Proposta para a organização da bancada de trabalho. ...................................................... 63
Figura 40 - Gráficos registo dos tempos de setup – secção CNC. ....................................................... 65
Figura 41 - Sistema EROWA e a ideia para o sistema Easyfix. 1-Base EROWA; 2-Presa EROWA; 3-
Elétrodo de cobre; 4- Componente pequeno de aço ............................................................................ 67
Figura 42 - Desenho técnico da base original EROWA. ....................................................................... 68
Figura 43 - Base Easyfix concluída. 1- Seis furos para os parafusos; 2-Dois furos para as cavilhas; 3-
Castelos de encaixe para componentes pequenos; 4- Castelos de encaixe para componentes médios.
............................................................................................................................................................... 69
Figura 44 - Chapa de fixação à máquina com as nove bases que lhe correspondem. ........................ 69
Figura 45 - 1- Parafuso M10 enroscado ao sistema de aperto de componentes; 2 - Encosto do
sistema de aperto aos castelos das bases. .......................................................................................... 69
Figura 46 - Presa EROWA, usada no sistema de aperto de componente pequenos. .......................... 70
Figura 47 - Presa EROWA e as cavilhas; 1- Dois furos para as cavilhas; 2- Furo roscado M10 ......... 71
Figura 48 – Esquerda: O conceito; Centro: O CAD; Direita: Desenho técnico. .................................... 72
Figura 49 - O esquadro concluído com exemplo de aperto. ................................................................. 72
Figura 50 – Superior esquerda: A primeira tentativa numa máquina CNC; Superior direita: O resultado
do controlo; Inferior esquerda: O resultado após erosão por fio; Inferior direita: aplicação do conceito a
8 conjuntos de componentes ................................................................................................................ 73

xi
Índice de tabelas
Tabela 1 - Países e segmentos de exportação ...................................................................................... 11
Tabela 2 - Somatório das horas despendidas para cada conjunto de componentes, nos estágios
apresentados; LeadTime de produção e LeadTime real. ...................................................................... 27
Tabela 3 - Somatório das horas e respetivas percentagens em relação ao LeadTime de produção, do
conjunto de todos os componentes estudados, nas fases apresentados. ........................................... 27
Tabela 4 - Percentagem dos diferentes estágios em relação ao Lead Time produtivo. ....................... 28
Tabela 5 - Discriminação dos diferentes constituintes do tempo de produção (TVA, TPC, Setup) e
respetivas percentagens. ...................................................................................................................... 28
Tabela 6 - Aspetos críticos-causas-soluções Lean ............................................................................... 39
Tabela 7 – Classificação de tarefas internas / externas. Procedimento standard preliminar. ............... 50
Tabela 8 - Tipos de trabalho nas máquinas CNC e EDM com os tempos previstos por tarefa e tempo
total. ....................................................................................................................................................... 51
Tabela 9– Tabela final que foi construída com o auxilio dos operadores nos dois Kaizen Events
realizados. ............................................................................................................................................. 54
Tabela 10 - Tabela de registo temporal das operações de setup. ......................................................... 55
Tabela 11 - – Resultados da solução desenvolvida, baseada na ferramenta SMED. .......................... 59
Tabela 12 - Lista dos valores necessários para o cálculo do payback period. ..................................... 74
Tabela 13 – Resultados das soluções desenvolvidas, baseadas na ferramenta SMED. ..................... 76

xii
Nomenclatura
CAD – (Computer Aided Design) Desenho assistido por computador
CNC – (Computer Numeric Control) Controlo numérico computadorizado
EDM – Electric discharge machining;
LT - Lead time;
MPM – Mapeamento do progresso de moldes;
Nap – Número de apertos;
SID – Sistema de indicadores de desempenho;
SMED - Single Minute Exchanged Die;
TP – Tempo de permanência;
TPC – Tempo para controlo;
TProd – Tempo de produção;
TPS - Toyota Production System;
TVA - Tempo de Valor Acrescentado;
VSM - Value Stream Mapping.

1
1. Introdução
O contexto de competitividade atual tem sido definido pela globalização. Aumentou a acessibilidade e
a oferta de serviços, e os consumidores tornaram-se mais exigentes e pretendem obter produtos
customizados, de qualidade e a baixo custo. Por isso, as empresas foram obrigadas a desenvolver
sistemas produtivos de resposta rápida e prontos para a aceitação de novos desafios.
Houve, então, a necessidade de restruturar o sistema produtivo e começar a fazer uma introspeção
para identificar potenciais focos de desperdício e controlar o fluxo de valor na produção. O tema de
Lean Manufacturing, que até há pouco tempo era considerado inaplicável na indústria dos moldes
pelos dirigentes de empresas deste sector, começou a ser encarado com outros olhos. O Lean surge,
precisamente, em resposta a esta nova necessidade, a de produzir o que o cliente pretende, com o
mínimo desperdício associado, visando a competitividade e o aumento da eficiência produtiva.
A filosofia Lean assume-se como sendo capaz de melhorar a eficiência produtiva de qualquer
empresa. Nesse sentido, esta tese visa explorar o potencial da filosofia, aplicado numa empresa
produtora de moldes, na qual foi efetuado um estágio de três meses. No início deste trabalho
(capítulo 2) é feita uma pequena introdução da filosofia Lean com o intuito de apresentar as suas
origens, os seus princípios e ferramentas que usa para proporcionar as tão desejadas melhorias e
eliminação de desperdício. É ainda neste capítulo, que se investiga o estado e a aplicabilidade do
Lean Manufacturing, na indústria produtora de moldes. No capítulo 3 são apresentados o caso de
estudo e a metodologia que se usou para concretizar este trabalho.
O capítulo 4 explana a abordagem e os resultados obtidos no diagnóstico efetuado à cadeia produtiva
de moldes. Usou-se a ferramenta de mapeamento da cadeia de valor (VSM), através da qual se
identificaram vários aspetos críticos (desperdícios). Durante o diagnóstico, foi dado especial enfase à
operação de setup, que não traz valor acrescentado ao produto final, mas que é de caracter
necessário.
Para os desperdícios identificados no diagnóstico, que padeciam de uma resolução considerada mais
urgente, no capítulo 5, são apresentadas soluções concretas, que se desenvolveram e que visaram a
eliminação dos desperdícios. Criou-se um método de auxílio à tomada de decisão de planeamento –
Mapeamento do Progresso de Moldes - que inclui a definição pormenorizada do progresso atual de
produção de moldes e a definição de marcos temporais para a produção. Desenvolveram soluções
para a melhoria da operação de setup com base na ferramenta SMED e usaram-se ainda os 5S e o
Visual Management. O potencial das soluções foi confirmado pelos resultados que se obtiveram, na
implementação de algumas destas e que são apresentados no final deste capitulo 5.

2
2. Revisão bibliográfica
Serve o presente capítulo para explicar, de forma sucinta, a perspetiva histórica que antecedeu a
filosofia do Lean Manufacturing. Apresentam-se, ainda os princípios e as ferramentas que sustentam
esta filosofia e que se aplicam, neste caso de estudo, à indústria dos moldes.
2.1. Lean Manufacturing
O termo Lean Manufacturing foi introduzido pela primeira vez quando Womack, Jones e Roos
publicam em 1990 o livro “The machine that changed the world” [1], que foi baseado num estudo que
realizaram acerca do desenvolvimento da indústria automóvel, comparando o sistema de produção
em massa ocidental com o Toyota Production System (TPS).
Lean Manufacturing ou Lean Production é definido por Shingo como sendo:
O Toyota Production System (TPS) ou Toyotismo remonta ao final do séc. XIX no japão. Sakichi
Toyoda (1867-1930) era um empresário japonês que revolucionou a indústria no japão. Possuía um
negócio de tecelagem e inventou um sistema de sensores mecânicos Jidoka (autonomação), que
permitia que as máquinas parassem automaticamente assim que detetassem erros na tecelagem. Em
1929, Kiichiro Toyoda visitou os EUA e a Europa, tendo ficado fascinado com o sistema de produção,
linhas de montagem e produção em massa, em 1933 decidiu usar o dinheiro angariado pela venda da
patente dos teares do seu pai em investigação automóvel e funda a Toyota Motors Company.
Como a lógica Lean Manufacturing se baseou no sistema TPS, é importante explicar os conceitos que
o formam. O TPS é comumente representado por uma casa (Figura 1), em que na base está o
Heijunka que significa produção nivelada, produzindo quantidades menores de produtos variados, e o
trabalho uniformizado e a gestão visual, que permitem que o trabalho e a comunicação fluam entre
operadores e responsáveis da produção. Nos pilares encontram-se as ferramentas Jidoka (sistema
de deteção de defeitos), e o Just-in-time, que visa produzir o que é estritamente necessário, na
quantidade necessária, e ser entregue no momento certo. Estes pilares sustentam o telhado, que
representa o objetivo do TPS: obter elevada qualidade na produção com um baixo custo e um
reduzido Lead Time. No centro encontram-se as pessoas e o trabalho em equipa que, orientado para
a redução do desperdício, contribui para a melhoria contínua e estabilidade do sistema produtivo.
“Uma visão filosófica aplicada a um negócio, que é baseada na
satisfação do cliente (interno ou externo), produzindo produtos de
qualidade que são precisamente o que o cliente pretende, quando ele
pretende e na quantidade necessária, usando o mínimo de materiais,
equipamento, espaço, trabalho e tempo.” [2]

3
Figura 1 - Casa TPS [3].
2.1.1. Desperdícios
A filosofia Lean Manufacturing visa produzir o produto que o cliente deseja, através de um processo
de criação de valor com o mínimo de desperdício associado. Womack e Jones propõem sete tipos de
desperdício (MUDA), baseados no livro que Taiichi Ohno publicou em 1988, “Toyota Production
System: Beyond Large-Scale Production” [4][5].
Sobreprodução: Significa produzir demasiado ou produzir demasiado cedo. Ocorre normalmente
quando se produzem lotes muito grandes e provoca um grande acumulado de aprovisionamento
(stock).
Defeito: É o desperdício mais óbvio, mas pode não ser o mais fácil de resolver. Os defeitos no
produto incorrem em retrabalho, e é por isso necessário o reescalonamento da produção, que como
consequência se traduz no aumento dos custos da mesma.
Esperas: Representa o tempo de espera de uma resposta de departamento para departamento ou
da transição do produto de uma secção para a outra.
Transportes: Este desperdício traduz o transporte de matéria-prima ou produtos de um local para
outro.
Inventário: O stock de produto, seja ele de matéria-prima ou de produto acabado custa dinheiro. O
inventário ocupa espaço, precisa de ser transportado e pode ser danificado enquanto está
armazenado.
Movimentos excessivos: Reflete o tempo perdido em movimentos desnecessários realizados pelo
operador ou pela máquina.

4
Retrabalho ou sobreprocessamento: Representa o desperdício do trabalho repetido ou do trabalho
que é realizado e já não acrescenta valor ao produto.
2.1.2. Lean Thinking:
A introdução do Lean com o livro “The machine that changed the world” foi um sucesso, mas apesar
dos benefícios significativos, implementar esta filosofia é uma tarefa enorme. Por isso, a indústria
queria algo mais concreto e prático, como que um guia para a sua implementação. Womack e Jones
publicam em 1996 o livro “Lean Thinking: Banish waste and create wealth in your corporation”. O
termo Lean Thinking, foi usado pela primeira vez pelos autores que tinham como objetivo tornar o
Lean Manufacturing transversal a todas as indústrias seguindo cinco princípios [6]:
1. Especificar valor - A especificação do valor produto é o primeiro passo a dar para esta
implementação. É o cliente que define exatamente as características que procura e para as
quais está disposto a pagar;
2. Identificar o fluxo de valor - O passo seguinte é identificação do fluxo de valor, ou seja,
mapear todas as operações que são necessárias e os desperdícios associados, para que a
matéria-prima se transforme em produto acabado e seja entregue ao cliente.
3. Criar fluxo no processo – O terceiro passo é a identificação e eliminação dos desperdícios no
fluxo de valor do processo. Eliminando-os, é possível criar um fluxo no processo sem
interrupções.
4. Produção “puxada” pelos clientes – A produção puxada é o quarto passo para a
implementação do Lean. O princípio desta estratégia é produzir só o que é consumido pelo
cliente, caso seja pedido. Desta forma, todos os recursos da empresa são usados e
transformados imediatamente em lucro com a venda do produto ao cliente e as encomendas
tornam-se mais estáveis quando os clientes sabem que podem conseguir o que querem num
curto espaço de tempo. O cliente pode ser o consumidor final (cliente externo) e pode ser a
secção de produção seguinte (cliente interno). O sistema de produção puxada funciona no
sentido contrário ao da produção, ou seja, o consumidor final encomenda determinada
quantidade, a empresa recebe o pedido, transmite à última secção de produção e assim
sucessivamente, até ao produtor de matéria-prima [6][7].
5. Procura pela perfeição – Segundo Womack e Jones [6], o último dos passos é a procura da
perfeição. Tendo os quatro princípios iniciais a funcionar, estes interagem entre si com uma
ligação cada vez mais forte, permitindo que o valor flua cada vez mais depressa. Esta maior
fluência expõe os desperdícios mais facilmente, os quais, numa procura pela perfeição, se
eliminam, com objetivo de ter uma produção cada vez mais eficaz.
A definição destes princípios tornou mais intuitiva e fácil a aplicação do Lean Manufacturing às várias
indústrias interessadas.

5
2.2. As ferramentas Lean
O Lean Manufacturing tem várias ferramentas e técnicas, cuja execução e desenvolvimento de
soluções necessita da intervenção de vários participantes do sistema produtivo. Os Kaizen Events
têm um papel motor no desenrolar destas ferramentas e na melhoria contínua. São muito importantes
porque são pequenas reuniões, onde se combinam diferentes talentos, e as diferentes perspetivas
dos participantes criam um mecanismo de melhoria, que visa eliminar o desperdício, aumentando a
eficiência na produção.
De seguida serão apresentadas as ferramentas VSM, SMED e 5S, que vão ser usadas neste
trabalho.
2.2.1. Value Stream Mapping (VSM)
Rother e Shook publicaram o livro “Learning to See: value stream mapping to add value and eliminate
muda” em 1999, com o intuito de desbloquear o aspeto que as entidades produtivas consideravam
mais difícil na implementação do Lean, e que é um dos seus princípios, a identificação do fluxo de
valor e a criação de um fluxo sem desperdícios [8].
O Value Stream Mapping, ou em português, mapeamento da cadeia de valor, é uma ferramenta Lean
que representa o fluxo de valor de um determinado produto, em que todas as ações realizadas para o
seu fabrico, com valor acrescentado ou não, são dispostas num mapa, desde o primeiro contacto com
o cliente, até que o mesmo o receba. Por outras palavras, é como tirar uma grande fotografia ao
processo produtivo de um componente.
O objetivo do VSM é permitir a leitura de cada operação individual no processo produtivo, dando uma
visão geral do fluxo de valor através de uma linguagem comum. O VSM reúne informação, que além
de ajudar a encontrar o desperdício e a origem deste, cria uma ligação entre o fluxo de informação e
o fluxo de material [8].
A sequência de passos para a construção de um VSM começa com a recolha de informação
preliminar acerca dos processos produtivos da empresa e pela escolha de uma família de produtos
que se considere urgente trabalhar, ou que represente a área produtiva em que a empresa escolheu
trabalhar. Esta escolha é talvez o aspeto mais difícil de avaliar, devido à disparidade de tempos de
ciclo, mudança de ferramenta e tempos de espera, em produtos da mesma família. Segue-se o
delineamento da sequência de operações para o fabrico dessa família e o caminhar no shop floor
para recolher informações, para que se disponham os dados nas “caixas” de processo, e finalmente
construir o VSM. Por fim, sumarizam-se as informações obtidas na construção do VSM e identificam-
se os desperdícios existentes na linha produtiva para que se idealize um estado futuro e um plano
que se seguirá para o atingir [8][9].

6
Na Figura 2, são apresentados os passos gerais na construção de um VSM. Nesta figura dá-se
ênfase à passagem do estado atual para o estado futuro. À medida que o estado futuro se vai
tornando realidade, deve-se desenhar um novo estado futuro, e a isso se chama melhoria contínua.
Figura 2 - Metodologia VSM [Adaptado, 8]
A construção de um VSM obedece a uma simbologia usada como uma linguagem comum, garantindo
a homogeneidade dos mapas e a fácil compreensão dos gestores, trabalhadores associados à
produção, responsáveis pelo planeamento, etc. Na Figura 3, estão representados alguns dos
símbolos usados no VSM, com o correspondente significado [10].
Processo Inventário/
stock
Seta de produção
empurrada
Fornecedor/
cliente
Transporte de material
Dados na caixa de processo
Informação eletrónica
Informação manual
Supermercado Transporte por
camião
Figura 3 - Simbologia VSM
O mapeamento do fluxo de valor deverá ser uma prática constante nas empresas, porque à medida
que o estado atual se vai tornando no estado futuro, um novo estado futuro deverá ser desenhado.
Isto permite a identificação dos desperdícios e o desenvolvimento de soluções visando a sua
eliminação, que consequentemente, se reflete na melhoria contínua do fluxo das linhas de produção
[11].

7
2.2.2. – Single Minute Exchange of Die (SMED)
Como um dos grandes objetivos da filosofia Lean é a flexibilidade na produção, o principal foco está
centrado na capacidade de resposta ao cliente e na redução de custos. Por isso, é importante que as
empresas tenham pequenos lotes de produção. Estes, por seu lado, obrigam em geral à realização
de muitos setups, sendo, portanto, muito importante que o tempo de setup seja o menor possível. A
redução dos tempos de setups e a minimização da ocupação de espaços com stocks implicam,
finalmente, uma redução de custos com a produção dos produtos.
Foi em 1950 que Shingeo Shingo deu os primeiros passos na idealização da ferramenta SMED.
Nessa altura, Shingo trabalhava na Mazda em Hiroshima e começou por tentar resolver o tempo de
máquina parado das grandes prensas, distinguindo operações internas (operações que só podem ser
realizadas com a máquina parada), das operações externas (operações que podem ser realizadas
com a máquina a funcionar) [12]. Em 1955, a Toyota contratou Shingeo Shingo para resolver a
problemática da troca rápida de ferramenta, tornando a produção mais flexível, o que teve um papel
fundamental na definição do TPS.
Em 1985, Shingo lançou um livro com a sua metodologia, que denominou de SMED (Single Minute
Exchange of Die), “A Revolution in Manufacturing, The SMED System”. O SMED é então um método
que visa a eliminação do desperdício num processo de troca de ferramenta, molde ou matriz de
produção, num tempo inferior a 10 minutos, daí o termo “Single Minute”, único digito [13]. Quando em
1990, Womack e Jones publicam o livro “The machine that changed the world”, apresentaram ao
mundo a ferramenta SMED, adaptada de Shingo, como sendo uma ferramenta Lean Manufacturing.
O SMED ou quick changeover significa pôr em prática a redução temporal da troca da produção de
um determinado produto, numa linha ou máquina, para produzir o próximo produto, que se traduz
num tempo de setup. É precisamente o tempo de setup que o SMED visa reduzir, por ser uma
operação sem valor acrescentado, mas de caráter necessário.
Segundo Shingo, a implementação do SMED deverá seguir as seguintes etapas [12]:
Etapa 0 – Estudo do processo aplicado atualmente, realização de observações, entrevistas
informais, e cronometragem das operações, com o auxílio de filmagens.
Etapa 1 – Identificação e separação das tarefas internas, das externas. Criação de uma
sequência para a realização das tarefas, de modo a que as tarefas externas se realizem ainda com a
máquina a funcionar. Segundo Shingo, esta etapa permite reduzir o tempo de setup de 30% a 50%
[12]. Esta etapa tem um custo normalmente nulo.
Etapa 2 – Externalização das tarefas internas. Implica, normalmente, investimento monetário
moderado. Como exemplo, o aquecimento de um molde de injeção de plástico, que é feito já montado
na máquina, pode passar a ser realizado ou executado previamente a esta montagem, com o recurso
a um equipamento próprio.

8
Etapa 3 – Melhoria de todas as tarefas de um setup, internas ou externas. E elaboração de
procedimentos para garantir que as tarefas, agora externas, sejam feitas a tempo da paragem da
máquina [12] [14].
Figura 4 - Metodologia SMED [Adaptado, 12].
Shingo [15] afirma que com a aplicação do SMED, os tempos de setup reduzem e,
consequentemente, as taxas de operação das máquinas aumentam. Além disso, esta redução
temporal possibilita a produção de lotes mais pequenos, o que facilita na resposta às flutuações da
procura.
2.2.3. 5S
O método dos 5S é originário do Japão e cada S representa a inicial de 5 palavras japonesas
(posteriormente traduzidas para inglês) [16]:
Seiri/Sort – Classificar e separar o que é necessário do que não é, na área de trabalho;
Seiton/Set – Organizar os utensílios que são necessários, para que eles estejam prontos a
usar. Identificar claramente os locais de todos os utensílios para que qualquer pessoa possa
encontrá-los e arrumá-los;

9
Seiso/Shine – Limpar o local de trabalho regularmente, para que se evitem anomalias no
produto ou avarias no equipamento de trabalho;
Seiketsu/Standardize – Padronizar um sistema de monitorização dos três primeiros S’s;
Shitsuke/Sustain – Manter um ambiente de trabalho estável com base nas regras padrão e
visar a melhoria continua.
Atualmente, praticam-se os 6S. O termo que provém do inglês – Safety - diz respeito à segurança no
local de trabalho, e tem o objetivo de identificar e eliminar os perigos no local de trabalho [17].
Figura 5 - 6S
Segundo Parrie [18], os 5S são a base para o sucesso da implementação do Lean Manufacturing. O
método dos 5S apela a um ambiente de trabalho limpo e organizado em que a delineação clara dos
fluxos de matéria permite observar e concluir imediatamente se está algo fora do contexto. A
participação dos operadores na organização do seu próprio local de trabalho é fundamental para que
se sintam confortáveis com a facilidade do alcance dos utensílios necessários e passem a ser, eles
próprios, os agentes de mudança e melhoria do seu local de trabalho [11]. Desta forma, os trabalhos
tornam-se mais simples, satisfatórios e com menos obstáculos, diminuindo a probabilidade de lesões
e aumentando a eficiência de produção.

10
2.3. Lean Manufacturing nos moldes de injeção
A indústria de moldes é uma das indústrias mais exigentes, cada molde é único e possuí centenas de
componentes, a grande maioria com diferentes geometrias e ordens de fabrico. A produção de cada
componente é de elevada precisão, e as tolerâncias dimensionais atingem, nalguns casos, as
milésimas de milímetro. Aliado a este rigor, estão as exigências dos clientes, que após a receção dos
primeiros componentes de plástico injetados reclamam ou propõem pequenas correções, o que
implica muito retrabalho.
Por isso, a aplicação do Lean Manufacturing nesta indústria sempre foi recebida de forma muito
cética pelos seus dirigentes. Aos seus olhos, o Lean e as suas ferramentas são para indústrias
repetitivas e de elevada cadência, não para a indústria dos moldes [19].
No entanto, segundo Pereira [20], faz todo o sentido aplicar o Lean Manufacturing nos moldes, visto
que durante todo o seu processo de fabrico, há inúmeros desperdícios e etapas que não acrescentam
valor ao molde. Um diagnóstico e estudo de soluções Lean aplicados às empresas poderão significar
uma enorme redução de custos e a diminuição do Lead Time em cerca de 30%.
Recentes estudos têm confirmado a aplicabilidade do Lean nesta indústria. Em 2012, Peças et al.
[21], concluiu que os trabalhos de setup, que nem sempre são considerados como importantes na
indústria dos moldes podem ser definidos em vários tipos. Posteriormente, pode tirar-se partido dessa
definição fazendo análises de comparação, o que permite o levantamento de desperdícios e posterior
desenvolvimento de soluções de melhoria, com ferramentas como o SMED. Além disso, em 2013,
Peças et al. [22] desenvolveu um método chamado Sistema de Indicadores de Desempenho (SID),
que foi baseado num estudo de setups realizado com componentes de moldes. Este método consiste
em classificar as dezenas de tarefas que constitui um setup, por tipo de operação, a partir das quais
se podem extrair indicadores, que permitam controlar o processo.
No ano de 2012, Costa realizou um estudo acerca da aplicação do VSM ao processo de produção de
moldes e concluiu, que apesar de não ser possível fazer um mapa standard para vários moldes, nem
a definição correta de um estado futuro, causado pela exclusividade de cada molde, o mapeamento
do estado atual da produção de certos componentes considerados críticos é um processo eficaz no
levantamento e identificação de desperdícios, permitindo a definição de ações de melhoria [19].
A aplicação da filosofia Lean era muito reduzida por parte de empresas produtoras de moldes, até há
pouco tempo. No entanto, com a globalização e o consequente advento de mercados emergentes
concorrentes, como o chinês, instalou-se uma grave crise neste setor, os preços reduziram e a
procura diminuiu. O Lean começa a surgir finalmente nestas empresas, como solução de
sustentabilidade e competitividade, como se pode comprovar pelos estudos recentes apresentados e
pelo caso de estudo que se apresenta de seguida.
11
3. Caso de estudo e metodologia
Este capítulo, está dividido em duas partes. Na primeira parte, é apresentado o caso de estudo, onde
se descreve a empresa, as áreas de produção e se apresenta qual a sequência geral de fabrico dos
componentes integrantes de um molde. Na segunda parte, é exposta a metodologia que se seguiu na
realização deste trabalho, tanto no diagnóstico, como no desenvolvimento de soluções, usando
ferramentas Lean.
3.1. Caso de estudo
Para a realização deste estudo foi necessário um estágio de aproximadamente quatro meses numa
empresa, com o intuito de estar em contacto com esta indústria e melhor conhecer o seu
funcionamento.
3.1.1. A empresa
A empresa tem mais de 30 anos de história e dedica-se ao desenvolvimento e fabrico de moldes
técnicos de alta precisão e desempenho na injeção de peças plásticas. Tem cerca de 200
colaboradores e exporta para diversos países e em áreas diferentes (Tabela 1).
Tabela 1 - Países e segmentos de exportação
Segmento País %
Automóvel Alemanha, Argentina, China, Espanha, EUA, França, Hungria, Israel, Polónia, Rep. Checa
29,0%
Portugal 43,6%
Elétrica Espanha 1,2%
Embalagem Bélgica 5,5%
Suíça 0,3%
Farmacêutica Alemanha 0,3%
Houseware Israel 0,3%
Portugal 19,5%
Resíduos Portugal 0,2%
Esta empresa tem vindo ainda a reforçar o seu estatuto, com a aposta em novos mercados, tendo
dado o primeiro passo na internacionalização, com a abertura de uma sucursal no México.
Atualmente, a empresa (em Portugal) tem dois tipos clientes: o cliente que adjudica a produção de
um molde à empresa e o cliente, que não só pretende que a empresa fabrique o molde, mas que

12
também injecte peças, numa empresa pertencente ao grupo. Alguns dos componentes e peça, que a
empresa fabrica estão representados na Figura 6.
Figura 6 - Ilustração alguns dos componentes de moldes e peças injetadas que a empresa produz.
O Lean Manufacturing, ou produção magra é uma filosofia de gestão focada na redução do
desperdício. Eliminando o desperdício, melhora-se a qualidade, o tempo e o custo de produção
diminuem. A empresa tem tentado apostar nesta, por acreditarem que a sua cultura se adequa a esta
filosofia, embora não tenham o Lean Manufacturing formalmente implementado.
3.1.2. O fabrico dos moldes
Apesar de haver uma lógica sequencial de operações, que é seguida no fabrico dos componentes
dos moldes, cada um é um caso. Consoante o tipo de componentes e consoante a necessidade dos
clientes, os constituintes do molde podem ou não ir ao tratamento térmico, e, dependendo do seu
tamanho e função, podem ou não ser furados para a passagem do líquido de refrigeração, etc. No
entanto, a sequência de operações apresentada na Figura 7 é a mais comum.
Figura 7 - Sequência de operações.

13
Esta empresa de moldes é constituída por várias secções com diferentes finalidades na construção
de um molde. É a sequência de operações que determina qual a direção, que a produção dos
diversos componentes deve seguir, passando pelas várias secções, que de seguida são descritas.
A secção de máquinas convencionais é composta por uma galgadora, dois tornos, uma furadora que
realiza as furações de águas (por onde passa o líquido refrigerante), duas fresadoras que tratam de
alguns componentes de menores dimensões e fazem também algumas furações, quando necessário.
O centro de maquinação CNC é composto por sete máquinas, duas que operam em 5 eixos e cinco
que operam em 3 eixos, uma das quais de alta precisão. Nesta secção, as máquinas subdividem-se
por tarefas semelhantes. Normalmente duas máquinas estão responsáveis pelo fabrico das chapas
estruturais do molde, que operam em 3 eixos e têm uma grande área de trabalho. Existe
normalmente uma máquina (3 ou 5 eixos) destacada para o fabrico de elétrodos de cobre,
satisfazendo a necessidade da secção de erosão. As restantes quatro (nas quais se incluem a
máquina de alta precisão e pelo menos uma de 5 eixos) realizam operações de desbaste, pré-
acabamento e acabamento nos vários componentes dos moldes.
A sala de controlo é composta por quatro máquinas de controlo rudimentares e duas máquinas com
tecnologia de ponta, que possuem sonda e funcionam em 5 eixos. Alguns componentes do molde
necessitam de tratamento de têmpera, que é realizado numa empresa externa. Como o tratamento
térmico origina desvios dimensionais com frequência, é necessário que antes e depois do tratamento,
os componentes vão à sala de controlo. Depois da erosão, as peças seguem também para o controlo,
afim de assegurar que a geometria pretendida foi atingida. É ainda nesta sala, que se encontra uma
máquina laser, com a qual são feitas pequenas soldaduras, e também a gravação da numeração dos
componentes.
Após a têmpera ou no final da sequência de operações, os componentes seguem geralmente para a
retificação e polimento. Esta secção é composta por 8 retificadoras com capacidades diferentes, que
fazem os acertos dimensionais nas faces planas exteriores, e por uma sala equipada com pequenos
utensílios, destinados ao polimento dos componentes mais pequenos e das caixas interiores.
A secção EDM é responsável por três tipos de operação. A erosão por fio é destinada à maquinagem
dos contornos passantes através do corte por fio, existindo três máquinas disponíveis para este
efeito. Existem sete máquinas de erosão por penetração, duas das quais estão inseridas num núcleo
de erosão com um robot, cuja função é a troca de ferramentas (neste caso elétrodos), a par de uma
máquina CNC de 5 eixos, responsável pelo fabrico dos elétrodos de grafite e elétrodos mistos (cobre
e grafite).
É na bancada que é feita a montagem final do molde. É aqui que todos os componentes do molde
terminados se juntam para a montagem. Esta secção é composta por oito bancadas e possui também
uma zona destinada à inspeção microscópica, para que, caso determinado componente não esteja
apto a ser montado, possa ser imediatamente inspecionado e polido, ou se necessário enviado de
novo para outra secção.

14
Figura 8 - Representação da fábrica de moldes.
15
3.2. Metodologia
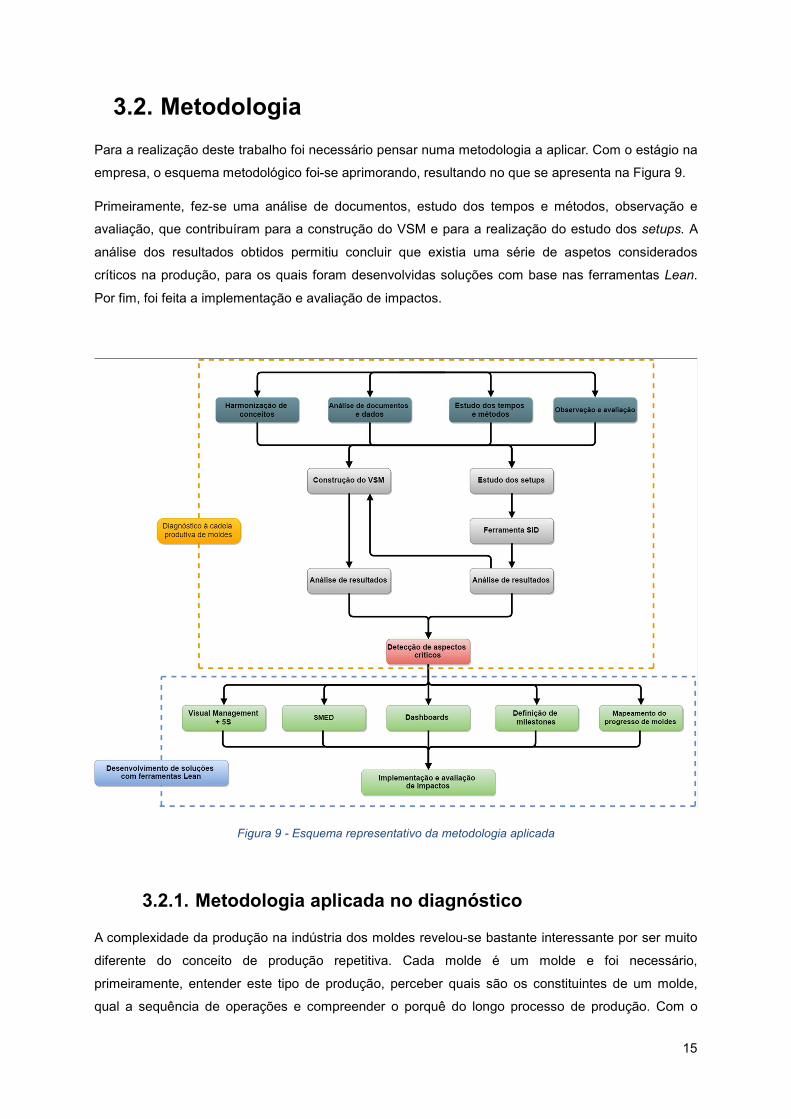
Para a realização deste trabalho foi necessário pensar numa metodologia a aplicar. Com o estágio na
empresa, o esquema metodológico foi-se aprimorando, resultando no que se apresenta na Figura 9.
Primeiramente, fez-se uma análise de documentos, estudo dos tempos e métodos, observação e
avaliação, que contribuíram para a construção do VSM e para a realização do estudo dos setups. A
análise dos resultados obtidos permitiu concluir que existia uma série de aspetos considerados
críticos na produção, para os quais foram desenvolvidas soluções com base nas ferramentas Lean.
Por fim, foi feita a implementação e avaliação de impactos.
Figura 9 - Esquema representativo da metodologia aplicada
3.2.1. Metodologia aplicada no diagnóstico
A complexidade da produção na indústria dos moldes revelou-se bastante interessante por ser muito
diferente do conceito de produção repetitiva. Cada molde é um molde e foi necessário,
primeiramente, entender este tipo de produção, perceber quais são os constituintes de um molde,
qual a sequência de operações e compreender o porquê do longo processo de produção. Com o

16
intuito de criar alguma empatia e aproximação aos operários e à própria indústria, a primeira
abordagem feita foi o contacto pessoal. Desta forma, a curiosidade dos operários em conhecer o
método ou ferramenta Lean e a curiosidade deste lado, em conhecer esta complexa indústria,
proporcionou uma excelente empatia e interação entre as partes.
A ferramenta de Lean Manufacturing, VSM (Value Stream Mapping), com a sua simbologia, foi usada
de forma a mapear a cadeia de valor. Por outras palavras, é como tirar uma grande “fotografia” a um
processo. Neste caso, a ideia é transmitir graficamente (incluindo as informações essenciais) todas
as operações a que os componentes de um molde são sujeitos, desde o início até à conclusão do seu
fabrico. Para isso, sendo um molde composto por inúmeros componentes metálicos, o VSM vai
transmitir a cadeia de valor dos componentes mais significativos do molde, os que interagem de facto
com o produto final desejado pelo cliente - a peça injetada. Assim, foram selecionados a apresentar
um exemplar das buchas, um exemplar das cavidades e os respetivos postiços.
O ideal seria acompanhar a produção completa de um molde, desde a sua adjudicação por parte de
um cliente, até que este estivesse pronto e fosse entregue. Ora, o problema é que, o fabrico dos
moldes demora alguns meses, e o estágio de quatro meses na empresa, não era suficiente. A
estratégia adotada foi, então, a de escolher um molde representativo e atual na produção da
empresa, que já estivesse concluído ou em vias de o estar e mapear a cadeia de valor. Para a
construção do VSM foi então necessário realizar uma série de tarefas, nomeadamente, a análise do
registo de horas de produção, cronometragens, observação por secção, comunicação com os
operadores, com o intuito de criar alguma empatia e chegar a um consenso de definições, análise de
documentos existentes, simulação de transportes e análise do retrabalho (com auxilio da análise de
dados). Outra tarefa bastante importante foi o go to gemba (ir para o chão de fábrica), para que se
tivesse uma melhor perceção da realidade fabril e do sistema produtivo da empresa,
O outro foco deste diagnóstico é a análise às operações de setup, que, sendo consideradas como
tempo sem valor acrescentado, mas de caráter necessário, a sua redução temporal é importante.
Este estudo incide nas máquinas pertencentes ao centro de maquinação CNC e à secção EDM. O
método aqui aplicado foi semelhante ao descrito para a realização do VSM. Realizaram-se
observações, medições e principalmente, fez-se o registo e cronometragem de todas as tarefas
realizadas pelo operador e pela máquina, durante este tempo de paragem. Posteriormente, foi feito o
tratamento deste registo aplicando a metodologia SID (Sistema de Indicadores de Desempenho) [22],
que resumidamente, seleciona um número limitado de operações consideradas abrangentes e
engloba as dezenas ou centenas de tarefas nestes indicadores para posterior apresentação e análise
dos resultados.
À medida que o diagnóstico era realizado, os resultados iam sendo apresentados à empresa de
forma regular, tendo sido validados com os responsáveis da empresa. Alguns aspetos diagnosticados
foram imediatos implementados, pois não careciam de desenvolvimento de soluções complexas.

17
3.2.2. Metodologia aplicada no desenvolvimento de soluções
No seguimento do diagnóstico, considerando os aspetos críticos detetados durante o mesmo,
usaram-se algumas das ferramentas Lean no sentido de desenvolver soluções, visando a melhoria do
sistema produtivo da empresa.
No decorrer do diagnóstico, através da construção do VSM, foram detetados problemas que sugerem
que o planeamento é pouco eficaz. Por isso, houve a necessidade de criar ferramentas que
auxiliassem a tomada de decisão no planeamento da produção. Através de algumas sessões Kaizen
Events, promovidas pelo autor desta dissertação, que tiveram como intervenientes o diretor dos
moldes e os responsáveis pela produção, foi possível a recolha de dados suficientes para que se
desenvolvessem soluções como a definição de marcos temporais para cada molde, e o
desenvolvimento de um mapa de progresso de moldes com dashboards, que permitem um rastreio
contínuo da produção.
Ainda no seguimento do diagnóstico, mas desta vez relacionado com o estudo dos setups,
detetaram-se vários aspetos críticos. Aplicaram-se as etapas 0 e 1 da ferramenta SMED, em conjunto
com a realização de novos Kaizen Events, promovidos também pelo autor desta dissertação. Estas
ações permitiram um nível de implementação real com o envolvimento dos operadores.
Visando a aplicação da solução 3 do SMED foi desenvolvido um conceito de monitorização dos
setups baseado na ferramenta 5S e Visual Management Boards.
Por fim, as operações internas nos setups dos moldes são demoradas devido ao elevado rigor da
introdução dos componentes nas máquinas. No entanto, é sempre possível melhorar, e neste sentido,
com base ainda na ferramenta SMED, etapa 2, foi prestado auxílio no desenvolvimento e produção
de um sistema de aperto rápido, e foi realizada uma análise a um investimento de uma máquina para
apertos e desempenos feitos externamente às máquinas CNC e EDM.

18
Figura 10 – Esquerda: 2 das cavidades do molde representativo escolhido, já maquinadas; Direita: Vista da secção moldante (CAD).
4. O diagnóstico
Este capítulo dedica-se à elaboração do diagnóstico da linha produtiva de moldes da empresa,
seguindo a filosofia Lean. Apresenta-se em primeiro lugar o tratamento e disposição de dados usados
para a construção do VSM, seguida da apresentação dos resultados e do levantamento dos aspetos
críticos detetados na linha produtiva. Na segunda parte deste capitulo apresenta-se o estudo da
operação setup, que foi feito seguindo a metodologia SID, e posteriormente são apresentados os
resultados e conclusões.
Houve a necessidade de escolher um molde que representasse a produção da empresa. Como tal,
escolheu-se um molde cuja produção estivesse em vias de ser concluída, para que com os registos já
existentes, se pudesse traçar o VSM e ao mesmo tempo observá-lo ainda na produção. O molde
apresentado na Figura 10 foi o escolhido. Este molde tem como função produzir botões para o rádio
de vários automóveis e foi encomendado por uma empresa subcontratada por um reconhecido grupo
automóvel.
As razões da escolha deste molde passaram pelo seu considerável grau de complexidade, devido à
recente necessidade do cliente, e consequente resposta da empresa, de produzir um molde que
possua várias, mas diferentes, cavidades/buchas. Ou seja, tem sido recorrente um cliente
encomendar um molde que possa produzir várias peças diferentes, com cadências diferentes. Para
isso, um simples fecho de uma válvula resolve o problema, mas este sistema e as diferentes
geometrias das zonas moldantes a produzir, tornam o molde bastante mais complexo.

19
Como se pode ver na Figura 10 (Vista da secção moldante (CAD)), este molde possui seis conjuntos
cavidade/bucha lado esquerdo e lado direito respetivamente, e pode produzir simultaneamente dois
botões de cada um dos seis diferentes (numerados a vermelho).
Este molde é composto por diversos componentes: suportes, barras de transporte, chapas de reforço,
anel de centragens, extrator, interlock, barra de encosto, casquilho do gito, elementos móveis,
postiços, cavidades e buchas.
Como referido no capítulo anterior, a análise à produção do molde é feita incidindo no conjunto de
postiços das buchas e das cavidades e nas seis cavidades e seis buchas que constituem este molde,
porque são os componentes que estão mais ligados ao produto que o cliente deseja, as peças
injetadas.
4.1. Tratamento de dados
O primeiro passo na construção do VSM consistiu no tratamento de dados e perceber qual seria a
melhor forma de os expor. Para cada molde existe um ficheiro PHC, e foi através deste que o trabalho
começou a ganhar forma. É neste ficheiro que são introduzidas todas as informações acerca do
molde, como a que secção e máquina frequentou determinado componente e em que data,
contabilizando também as horas de trabalho. A análise deste documento foi exaustiva, as cerca de
1000 linhas informativas foram analisadas cuidadosamente, com o intuito de rastrear corretamente e
compor os dados no VSM de esperas, inventários, horas produtivas, e mais sensivel ainda, das horas
de retrabalho.
Figura 11 - Excerto do PHC das buchas do molde.
A Figura 11 mostra várias peças, secções, máquinas, datas de início e fim de operações, resultando
nas horas de trabalho despendidas no molde. Aparentemente, a análise deste registo é bastante

20
intuitiva, podendo filtrar-se por máquina, secção ou peça, sendo fácil o mapeamento desta forma.
Porém, detetou-se aqui, o primeiro grande problema:
Após análise, verificou-se que não existiam no registo as 6
buchas e 6 cavidades mas apenas 3 ou 4 de cada. A coluna
selecionada com cor verde na Figura 11 mostra que só
existem três buchas, codificadas como 201, 202 e 203.
Posteriormente, falando com alguns responsáveis, chegou-se
à conclusão que para os operadores é indiferente selecionar
bucha ou cavidade 1, 2, etc. desde que seja uma bucha ou
cavidade, a seleção está correta. Assim, a primeira linha de
pensamento, a de expor no VSM uma bucha e uma cavidade,
foi posta de parte.
A estratégia mudou. Houve a necessidade de admitir e expor
no VSM cada conjunto como um todo, o das cavidades, o das
buchas e o dos postiços. Por outro lado, a existência de
desenhos técnicos no chão de fábrica, nos quais é criada uma
sequência de operações (Figura 12), que é posteriormente
datada e assinada pelos operadores, após a realização de
cada operação, revelou-se também útil. Os desenhos
serviram não só como complemento ao PHC, mas também
como base para a construção do primeiro esquema de
sequência de operações (Figura 13). Posteriormente verificou-se, que este esquema dizia apenas
respeito às cavidades, mas serviu de base para traçar os esquemas sequenciais dos restantes
componentes, que se revelaram semelhantes.
Figura 13 – Sequência de operações.
4.1.1. Operações e sobreposições
A construção do VSM implica a disposição das operações necessárias para a produção dos
componentes, para que posteriormente se possam analisar os dados introduzidos. Esta tarefa
revelou-se complicada. A distinção de operações começou com análise detalhada do PHC, mas foi
detetado mais do que um caso de sobreposição de operações registada na mesma peça.
Figura 12 - Sequência de operações (folha de desenho técnico).

21
Figura 14 - Tratamento do PHC das buchas.
A Figura 14 mostra o tratamento de dados realizado ao conjunto das buchas. O preenchimento
colorido representa a presença das buchas nas várias máquinas: Laranja – 7009; Azul – 4004;
Amarelo – 7010; Cinzento – 8000; Verde – 6008. As três linhas selecionadas no retângulo preto
mostram a estadia da mesma bucha 203 em duas máquinas simultaneamente, estando evidenciado
na transição diagonal (a vermelho): a bucha entrou na máquina 7009, dia 14/10/2015 às 7:29, só
tendo acabado a operação às 14:04 e, no mesmo dia 14/10/2015, às 08:55, deu entrada na máquina
7010, o que corrobora a teoria do mau registo das cavidades e buchas. À semelhança do problema
de registo anteriormente explicado, que resulta na inexistência de algumas cavidades e buchas no
ficheiro PHC, surge este novo problema, a permanência do mesmo componente em duas máquinas,
simultaneamente.
4.1.2. Nomenclatura
Após a distinção das operações, houve a necessidade de expor os dados no VSM em caixas de
operações (Figura 15), que dizem respeito à permanência dos componentes numa determinada
secção, podendo ou não incluir a entrada em mais do que uma máquina. Decidiu-se que os seguintes
termos serviriam para caracterizar a estadia do conjunto de componentes, numa determinada secção:
• - Representa o número de operadores necessários para realizar determinada operação;
• Fim –. Esta data foi escolhida, assumindo que corresponde à data e hora do fim do tempo de
produção. Todas as operações na mesma secção, posteriores a esta data, foram
consideradas como retrabalho;

22
Figura 15 - Nomenclatura que caracteriza uma operação.
• NAp - Número total de apertos necessários ao conjunto das peças nas máquinas que
realizam determinada operação. Foi tido em conta que certas máquinas permitem a
introdução de mais do que uma peça;
• TP - Tempo de permanência na máquina ou máquinas
que realizem o mesmo tipo de operações;
�� = ������ + ��������ℎ� + �����
• Espera - Tempo de espera dentro da secção. Este tempo
contabiliza o somatório dos tempos que os componentes
esperam numa máquina ou entre máquinas que realizem
o mesmo tipo de operações consecutivas e em horário
útil (8h/dia de semana);
• Retrabalho – Tempo de retrabalho. O retrabalho ocorre
quando a peça chega à secção seguinte e as geometrias
e dimensões não correspondem ao pretendido e, por
isso, a peça tem que voltar à máquina anterior. A análise
ao retrabalho foi feita através do registo PHC e inclui o
novo tempo de setup necessário, tpc e novo tempo de
maquinagem (detalhados nos pontos seguintes);
• Tprod - Tempo de produção necessário para realizar as operações de maquinagem de uma
determinada peça, numa máquina, à primeira;
����� = ��� + ��� + �����
• TVA- Tempo de valor acrescentado. Parte do tempo de processo que corresponde à criação
de valor visto pelos olhos do cliente. Representa o tempo de maquinagem propriamente dito;
• TPC- Tempo para controlo. Tempo despendido na verificação/controlo do processo de
maquinagem ou do resultado final da mesma;
• Setup – O tempo de setup está compreendido entre a paragem da máquina e retirada da
peça anterior, até ao início da maquinagem da nova peça. O tempo de setup apresentado nas
caixas (Figura 15) diz respeito ao tempo total despendido em setup no conjunto das
buchas/cavidades/postiços, respetivamente para cada operação;
• Máquina – Número da (s) máquina (s) onde se realizaram as operações de maquinagem.
Os termos seguintes dizem respeito à produção em geral, já não estão incluídos nas caixas de
operação, mas usam-se para a discussão dos resultados que se apresenta no próximo subcapítulo.

23
• Lead Time produção – intervalo temporal 24h/dia, em que as máquinas estão disponíveis, e
compreende a primeira e a última operação nas máquinas (Convencionais, CNC, EDM,
retificadoras, etc.). Este intervalo não inclui fins-de-semana nem feriados.
• Lead Time real – intervalo temporal (em dias de calendário) compreendido entre a
adjudicação do molde e a conclusão da sua primeira montagem, na bancada.
4.1.3. Esperas, inventário e transporte
O tempo que determinada peça espera para que a sequência de operações prossiga foi subdividido
em dois.
A mesma espera da peça numa máquina de determinada secção, que se introduz nas caixas de
operação da Figura 15, compreende o hiato temporal entre o final da última operação naquela
máquina e o início da operação seguinte na mesma sem que, entretanto, tenha tido outra operação
noutra secção. No tempo de espera só se considera o horário laboral dos dias úteis. Na Figura 16, a
diferença entre dois retângulos em diagonal (a branco) representam uma espera na secção/máquina.
Repare-se, por exemplo, que nas duas primeiras linhas a azul-escuro há uma espera de 4,5 horas
úteis (11h25 até as 16h56); ou por exemplo, nas últimas duas linhas a azul: as máquinas 7010 e
7014, que realizam o mesmo tipo de operação, têm uma espera de 39,72 horas úteis.
Figura 16 - Análise dos tempos de espera e inventário das cavidades.
À espera entre secções foi dado o nome de inventário, que foi contabilizado pela diferença temporal
entre os retângulos em diagonal (a cinzento), representados na Figura 16. Esta espera foi
contabilizada em dias úteis e em dias de calendário e foi disposta no VSM de acordo com a Figura
17, que apresenta o valor do inventário para a última transição diagonal a cinzento da Figura 16.

24
IDias calendário
Dias úteis
6.125
4.125
Figura 17 - Representação do inventário.
A contabilização dos transportes no VSM discrimina não só a distância entre as máquinas que a
sequência do PHC exibe, mas também o tempo que o trabalhador demora a ir buscar e arrumar o
carro de transporte, tempos perdidos em diálogo e o transporte, de facto, da peça. A contabilização
temporal baseou-se na simulação de transportes entre estes postos, na medição de transportes de
componentes de outros moldes, realizados pelos operadores e na suposição dos tempos
despendidos em conversa, tendo por base os tempos observados. Os valores apresentados
representam a média da duração habitual dos transportes.
Figura 18 - Representação de um transporte.

25
4.2. O VSM
4.2.1. Disposição gráfica dos valores do VSM
Com todas as condições reunidas, o passo seguinte foi a introdução dos dados que se iam retirando
e concluindo, nas caixas e locais anteriormente expostos. A transição da peça, de uma determinada
operação para outra, foi exposta como na Figura 19.
Figura 19 - Disposição dos valores e transição de operações.
Posteriormente, reuniram-se as quatro linhas de valor do molde, expostas no VSM, centro da Figura
20 em mais pormenor no anexo 2, as cavidades (amarelo), postiços das cavidades (roxo), buchas
(azul) e postiços das buchas (cor de laranja).
Todo o restante conteúdo do VSM foi construído à volta das quatro linhas. No canto superior direito,
está identificado o cliente que adjudica o molde à empresa através de um contacto, representado pela
seta de informação eletrónica, que liga à caixa com cabeçalho cor-de-laranja (planeamento e direção
da empresa). A partir daqui o trabalho segue para os desenhadores (caixa de processo no centro com
cabeçalho verde - CAD), que após o contacto com o cliente e a aprovação do desenho, delega
trabalho ao CAM (representado pelas três caixas de processo com cabeçalho verde) e solicita a
encomenda de matéria-prima (canto superior esquerdo – fornecedor). O transporte da matéria-prima
é feito e, após alguns dias, iniciam-se as operações produtivas, representadas pelas quatro linhas.
Terminadas todas as operações de maquinagem nos componentes do molde, juntos seguem para a
bancada (caixa com cabeçalho verde, no lado direito) onde é feito o assembly. Posteriormente, o
molde é enviado para a empresa que o testa e faz as primeiras injeções. Só após um vai e vem da
empresa para a empresa de testes, com o intuito de realizar correções e novos testes de injeção, é
que o molde é finalmente enviado para o cliente (seta a azul que liga a bancada ao cliente), estando
assim concluída a cadeia de valor deste.

26
Figura 20 - VSM final - esquema gráfico simplificado
4.2.2. Tabelas resumo do VSM
A informação tratada e transmitida no VSM é vasta e, com o intuito de a resumir, apresentam-se as
tabelas seguintes (recorda-se que a nomenclatura está descrita no subcapítulo 4.1.2).
A Tabela 2 apresenta o somatório dos tempos de produção, retrabalho, espera e inventário de todas
as operações e transições de operações, para os quatro conjuntos de componentes. O inventário foi
convertido em horas, no horário útil (8h/dia de semana), à semelhança do tempo de espera, para que
se pudesse fazer uma comparação com os restantes valores nas tabelas.
ND1
Cavidades
1
Postiços Cavidades
Cliente
1
CAD
Projeto, orçamento, planeamento
Empresa Moldes
Data da adjudicação do molde: 15/06/2015
Encomenda Aço: 23/07/2015
Fornecedor aço
4 dias 1
CAM Bucha
1
CAM Postiços
1
CAM Cavidades
Aprovação do desenho: 20/07/2015
1
Bancada
SmartInject
Chegada do aço: 27/07/2015
1
Buchas
1
Postiços Buchas
21 dias

27
Tabela 2 - Somatório das horas despendidas para cada conjunto de componentes, nos estágios apresentados; LeadTime de produção e LeadTime real.
Tprod
[h]
Retrabalho
[h]
Espera
[h]
Inventário
[h]
LeadTime
produtivo
[dias úteis]
LeadTime
real [dias]
Cavidades 45.9 13.8 84.1 82.5 29 189.5
Postiços
cavidades 27.2 0.0 16.0 44.8 10 189.5
Buchas 199.8 41.1 289.7 274.1 77 189.5
Postiços
buchas 159.6 5.7 202.5 0.0 28 189.5
Ao contrário da Tabela 2, em que para cada tipo de componentes existia um Lead Time produtivo,
que se sobrepunha com os restantes, na Tabela 3 foi definido um único para o conjunto dos quatro
conjuntos de componentes, isto porque se pretende fazer uma avaliação global. Considerou-se que o
Lead Time produtivo (neste caso convertido em horas) compreendia um período 24h diárias, que
representa a disponibilidade das máquinas, para que se pudesse calcular a sua relação com o
somatório dos vários estágios dos conjuntos de componentes.
É na Tabela 3 que surge um novo estágio, a espera não laboral. Ao contrário da espera e do
inventário, que contabilizam as horas laborais dos trabalhadores, foi preciso criar este estágio, que
contabilizasse todas as restantes horas em que não se estivesse a produzir e que não coincidissem
com o horário laboral.
Tabela 3 - Somatório das horas e respetivas percentagens em relação ao LeadTime de produção, do conjunto de todos os componentes estudados, nas fases apresentados.
Tprod Retrabalho Espera
Espera
não
laboral
Inventário LeadTime
produtivo
Total [h] 432.5 60.7 592.3 361.1 401.4 1848
Total 23.4% 3.3% 32.1% 19.5% 21.7% 100%
Observando as Tabelas 2 e 3, é possível concluir que o inventário, que representa o tempo que
decorreu na transição entre secções, é elevado, mas é compreensível, já que na transição é
necessária a recolha de relatórios, materiais e programas, etc., e tendo outros componentes em
produção, a empresa tende a usar o first-in-first-out. Os valores da espera são, no entanto, mais
preocupantes, já que esta espera quantifica o tempo que decorreu desde a primeira maquinação

28
naquela secção até à saída, e valores tão elevados sugerem um planeamento pouco eficiente, o que
está também traduzido pelo elevado valor do retrabalho.
A Tabela 4, apresenta a percentagem das diferentes fases em relação ao Lead Time produtivo,
discriminado nos quatros conjuntos de componentes, e é dado ênfase à relação com o tempo de
valor acrescentado. A reduzida fração de TVA em relação ao Lead Time de produção das cavidades,
está evidenciado na Tabela 4, e o mesmo acontece nas buchas e nos postiços das cavidades.
Tabela 4 - Percentagem dos diferentes estágios em relação ao Lead Time produtivo.
Tprod/
LTprod
Retrabalh
o/ LTprod
Espera/
LTprod
Espera não
laboral/
LTprod
Inventário/
LTprod
TVA/
LTprod
Cavidades 6.6% 2.0% 12.1% 67.5% 11.9% 4.1%
Postiços
cavidades 11.3% 0.0% 6.7% 63.3% 18.7% 10.1%
Buchas 10.8% 2.2% 15.7% 56.5% 14.8% 10.0%
Postiços
buchas 23.7% 0.9% 30.1% 45.3% 0.0% 20.3%
Como dito anteriormente, o tempo de produção (Tprod) está subdividido em três tempos, o tempo de
valor acrescentado (TVA), o tempo para controlo (TPC) e o tempo de setup. Estes valores e as
respetivas relações com o tempo de produção estão expostos para os quatro conjuntos, na Tabela 5.
Tabela 5 - Discriminação dos diferentes constituintes do tempo de produção (TVA, TPC, Setup) e respetivas percentagens.
Tprod [h] TVA [h] TPC [h] Setup [h] TVA/Tprod TPC/Tprod Setup/Tprod
Cavidades 45.9 28.2 5.4 12.34 61.5% 11.6% 26.9%
Postiços
cavidades 27.2 24.2 0.7 2.33 88.8% 2.6% 8.6%
Buchas 199.8 185.1 1.0 13.75 92.6% 0.5% 6.9%
Postiços
buchas 159.6 136.6 0.5 22.5 85.6% 0.3% 14.1%
O setup, que é uma operação necessária, mas que em nada contribui para o valor acrescentado do
componente, representa uma elevada percentagem no tempo produtivo, principalmente no caso das
cavidades, mas também no caso dos postiços das buchas. Estes valores indicam que poderá haver

29
uma falta de organização na realização desta operação e por essa razão, este estudo será
aprofundado no subcapítulo 4.4. Também a fração do tempo para controlo (TPC), em relação ao
tempo produtivo das cavidades, apresenta um valor bastante elevado.
4.3. Aspetos críticos detetados durante o
diagnóstico à empresa e construção do VSM
Os valores apresentados nas tabelas anteriores foram obtidos através do mapa da cadeia de valor e
estão diretamente implicados com a eficiência da empresa. Além da eficiência, no decorrer da
construção do VSM identificaram-se vários aspetos que poderão ser a causa de alguns problemas na
produção dos moldes da empresa.
4.3.1. Aspetos críticos: Registos indevidamente efetuados ou
ausentes
A construção do VSM ganhou forma com a análise dos registos disponibilizados pela empresa, sendo
o PHC o principal registo utilizado. Os operadores sempre que trabalham numa peça de determinado
molde deveriam fazer o registo correto da peça e molde em que estão a trabalhar, a partir do
momento em que pegam nessa mesma peça, introduzindo-a na base de dados PHC.
Como brevemente referido anteriormente, um dos aspetos levantados foi o registo indevido de
elementos da mesma família, no PHC. Exemplificando, para um operador, registar as cavidades com
o código 101 ou 102 é indiferente, já que, no seu entender, está a ser feito o registo de uma cavidade.
Compreende-se essa despreocupação no que diz respeito ao registo, tendo em conta todo trabalho
restante e o mais importante, que consiste em executar/ concluir a peça. No entanto, num dia em que
a empresa queira rastrear determinado componente de um molde devido a algum imprevisto, poderá
ficar surpreendida por este não existir no PHC. Além disso, para dar continuidade a este trabalho e
posterior utilidade à empresa, seria vantajoso que este registo estivesse correto.
Analisando o PHC detalhadamente, observou-se que havia registos de horas de trabalho em vez de
horas de produção. O tempo de maquinagem de determinada peça corresponde, neste caso,
precisamente ao horário laboral dos trabalhadores, o que muito provavelmente, não representa a
realidade. Esta situação foi verificada principalmente nas máquinas convencionais e em algumas
retificadoras.
O tempo de setup, que foi rigorosamente estudado (detalhado no próximo subcapítulo), e a
disposição dos dados trabalhados no VSM contribuíram para a deteção de mais um aspeto
relacionado com o registo: o tempo produtivo é mal contabilizado no PHC. Verificou-se que o tempo
produtivo (que inclui o setup) e está exposto no PHC não correspondeu à realidade. Ou seja, em mais
do que uma situação, o tempo produtivo foi inferior ao tempo de setup estimado, o que demonstra

30
novamente a falta de sensibilidade dos operadores no registo de horas, causando uma contabilização
de horas de trabalho no molde, inferior à realidade.
O tempo de setup e retrabalho são indistintos no PHC. Para que a empresa consiga fazer estudos de
eficiência posteriores, estes dois indicadores são cruciais na melhoria do sistema e redução do
desperdício.
Durante a construção do mapa da cadeia de valores, houve a necessidade de estudar outro tipo de
registos que não os de produção. No entanto, a ausência de alguns destes registos dificultou este
processo.
Uma operação que é necessário realizar em todos os moldes, quando a sua conclusão está próxima,
é o teste de injeção para que o cliente estude a peça e informe das não conformidades do produto
final, para que, posteriormente, sejam feitas correções ao molde. Ora, tendo em conta que a empresa
não tem total disponibilidade para testar os moldes, há a necessidade de os testar numa empresa
externa e, para o molde representativo escolhido, esta ida e volta do molde para testes de injeção
externos não está registada. Os relatórios dos ensaios feitos ao molde, bem como as correções feitas
de novo nesta empresa estão disponíveis, mas seria importante estudar a colaboração entre as
empresas, verificar quando é feita a entrega e qual resposta e, para isso, seria, então, necessária a
existência deste registo com dia e hora de entrada e saída do molde. Este trabalho foca a situação
interna da empresa, pelo que se optou por não abordar esta questão.
As manutenções preventivas efetuadas às máquinas são de caráter obrigatório e existe uma folha de
registo para cada máquina, com o tipo de manutenções a realizar e quais as suas periodicidades,
sendo necessária uma assinatura semanalmente. Acontece que em média, sensivelmente 50% das
semanas que passaram até à data da averiguação das folhas, não estavam assinadas. Numa
tentativa de obter esclarecimentos junto dos operadores, concluiu-se que em alguns casos a
manutenção era feita e a folha não era preenchida e noutros, as manutenções não eram feitas.
Os desenhos técnicos com a sequência de trabalho existem para cada componente ou conjunto de
componentes e estão disponíveis no chão de fábrica. Durante a construção do VSM, usaram-se os
desenhos técnicos como complemento e comparação com o registo do PHC. No entanto, o desenho
dos postiços das cavidades, para o molde estudado não existe. Além disso, alguns dos desenhos
disponíveis não tinham a sequência de operações assinada.
Regra geral, sabe-se que depois da fresagem e erosões, principalmente as cavidades, buchas e
postiços seguem para a sala de controlo. Ora, verificou-se que só no caso das cavidades é que o
controlo foi contabilizado no PHC. Nenhum controlo dos restantes componentes tem registo,
implicando novamente numa contabilização de horas despendidas no molde inferior à realidade.
4.3.2. Aspetos críticos: Planeamento
A construção do VSM permitiu concluir que a percentagem do tempo de espera no Lead Time
produtivo é muito grande, o que indica que o planeamento é crítico. O planeamento da produção nos

31
moldes é um processo bastante complexo devido às constantes correções, seja a pedido do cliente,
seja devido às correções de componentes, que foram maquinados e não ficaram com as cotas
corretas. Por esta razão, os responsáveis desta área optaram pela estratégia de maquinar os
componentes que são mais urgentes e não propriamente fazer uma gestão e planeamento da
produção. Como evidenciado pelos números da espera, esta estratégia levanta alguns problemas que
serão apresentados de seguida.
A falta de elétrodos foi um dos problemas detetados. Inicia-se o setup e na altura de introduzir as
ferramentas (elétrodos, neste caso), estas ainda não se encontram disponíveis. Existem várias
razões para o aparecimento deste problema:
O operador que inicia o setup deve sempre verificar se as ferramentas estão prontas;
Quem maquina os elétrodos pode não ter cumprido com o prazo dado ou então os
responsáveis pelo planeamento poderão ter realizado um plano não concretizável;
A frequente produção de elétrodos para componentes de moldes que não são
urgentes maquinar, estando outros componentes mais urgentes a aguardar a
maquinação dos elétrodos.
A programação incorreta ou em falta é muito frequente na empresa. Muito semelhante ao problema
anterior, é a constatação de que no fim do setup e na altura de começar a maquinar, o programa
ainda não estava disponível ou continha erros. Desta forma, o operador tem de se dirigir à sala CAM
e enquanto se resolve a programação, a máquina está parada.
A entrada e saída da mesma peça múltiplas vezes na máquina é outra questão que se levanta e diz
respeito às urgências e à necessidade de interromper determinado processo numa peça, para que se
maquine outra prioritária. O problema é que, nas máquinas que não possuem armazém, há a
necessidade de refazer um setup aquando do recomeço da maquinagem da primeira peça. As
urgências são inevitáveis, mas também este setup é desnecessário pelo que seria vantajoso fazer um
pequeno estudo antes da interrupção e averiguar o quão urgente é essa nova peça, quanto tempo
demoraria o novo setup e quanto tempo faltaria para concluir a primeira peça.
4.3.3. Outros aspetos críticos
Após algum contacto com os operadores e análise aos setups, constatou-se que a identificação de
alguns elétrodos é pouco visível ou inexistente, o que atrasa a introdução dos elétrodos na máquina,
atrasando, por sua vez, a produção.
Durante a observação feita na produção dos moldes, reparou-se que os carros de transporte são
insuficientes e não têm local fixo. Os operadores que necessitam do carro de transporte têm primeiro
que ir procurá-lo. Com menor frequência, há esperas por parte de um operador para que outro
termine o uso do carro (insuficiência de carros).

32
4.4. Análise aos setups
Como definido anteriormente, o setup representa o tempo desde a paragem da máquina e retirada da
peça anterior, até à introdução da nova e início da maquinagem, que apesar de ser uma operação
sem valor acrescentado, é de caráter necessário. Assim, quanto mais breves forem os setups, mais
eficiente se torna o sistema produtivo.
4.4.1. Estratégia de análise
O estudo dos setups requer muita observação, registo de operações e cronometragem das mesmas.
Um aspeto muito importante durante um estudo destes é a aproximação com o operador. Se não
houver uma harmonização prévia entre as partes e o entender dos conceitos técnicos para o
operador e para o observador, o estudo pode não corresponder à realidade, podendo ser influenciado
com o nervosismo do operador, que poderá acelerar o processo para ser rápido ou atrasá-lo para ser
perfecionista, com receio de sofrer consequências.
Os setups são compostos por dezenas ou mesmo centenas de pequenas tarefas. Por exemplo, para
apertar um parafuso, é preciso ir buscar uma chave, o que implica a deslocação do operador e, só
aqui, estão duas tarefas. Assim, para facilitar o estudo, foi desenvolvida no Instituto Superior Técnico
uma ferramenta de análise chamada SID [22] (Sistema de Indicadores de Desempenho). A ideia do
SID é definir um número limitado de tarefas distintas, mas que sejam abrangentes e caracterizem o
setup de determinada indústria. Desta forma, é possível englobar as centenas de tarefas em grupos
indicadores, facilitando a sua análise.
Posto isto, o primeiro passo neste diagnóstico foi a observação de dois setups para que se
encontrasse um padrão de tarefas agrupáveis e, posteriormente, aplicar a metodologia SID. O
conjunto de operações consideradas universais no setup dos moldes foi o seguinte:
1- Limpeza: Limpeza simples com um pano, sopro de ar, jato de água e alisamento com
pedra;
2- Movimento do OP: Alcançar alguma ferramenta, utensílios ou informação. Inclui o diálogo
com outros operadores;
3- Transporte: Movimentação da peça maquinada e da peça a maquinar. Inclui a deslocação
do operador para alcançar o carro ou a ponte.
4- Posicionar: Remoção da peça processada e posicionamento da nova, incluindo a
disposição de palhetas/calços;
5- Ferramenta: Aferição das ferramentas, verificação do conjunto necessário e suas posições
na máquina, respigar a ferramenta (termo fabril que significa repor a altura da fresa), trocas de
pastilha, etc;
6- Ajuste: Desempenar (alinhar), apertar e centrar a peça a maquinar;

33
7- Programa: Tempo despendido na introdução/alterações do programa na máquina, ou
deslocação à sala CAM com necessidades corretivas.
As tarefas acima listadas são internas, ou seja, durante o estudo realizado foram executadas sempre
com as máquinas paradas. No entanto, todas exceto o posicionamento, o ajuste e a limpeza da
máquina são externalizáveis, pelo que é do interesse da empresa, que as restantes tenham valores
nulos no tempo de setup. As tarefas internas devem ser, também, tanto quanto possíveis, de curta
duração.
4.4.2. Resultados e aspetos críticos dos setups na secção
CNC:
Foram analisados 7 setups nas máquinas CNC. Durante a realização do estudo dos setups, surgiram
vários aspetos críticos provenientes da observação e análise aos resultados.
A Figura 21 apresenta graficamente a quantificação de cada tarefa (representado pelas cores), na
duração total em minutos (valor no topo de cada barra) dos vários setups CNC.
Figura 21 - Análise temporal dos setups CNC.
Ao comparar o setup CNC2 com o CNC4, que dizem respeito à introdução de uma bucha e de uma
cavidade nas máquinas, respetivamente, com dimensões e apertos semelhantes, conclui-se que a
disparidade temporal de 31 minutos (CNC2) para 52 minutos (CNC4) pode ser causada pela
ausência de um procedimento standard de setup. Também o CNC5 e o CNC6 são comparáveis
porque representam a introdução de duas chapas estruturais semelhantes e, tal como os CNC2 e
CNC4, as suas durações foram bastante dispares, 94 minutos e 31 minutos, respetivamente. Por
outro lado, no CNC5 realizaram-se mais tarefas do que no CNC6, como por exemplo a tarefa
ferramenta, o que corrobora a falta de um procedimento standard para secção ou máquina.

34
Após a análise macro ao conjunto dos setups observados na secção CNC, apresenta-se de seguida,
em maior detalhe, os setups que foram constituídos por tarefas consideradas criticas e que
contribuíram para a sua maior duração.
No setup CNC1, como se pode observar pela Figura 22, é despendido muito tempo em programação,
que é uma operação externa, e neste caso atingiu 62% do tempo total. O programa iria desbastar
uma área que não era suposta, podendo danificar o componente e foi o próprio operador que teve
que corrigir a programação, visto que estava no turno noturno e o programador CAM da peça já não
se encontrava na empresa. Por vezes, também acontece o contrário, os programas deveriam
maquinar determinada área que não foi selecionada e o operador tem que se deslocar à sala CAM
para que o programador a resolva. A empresa pretende eliminar este tipo de atividades, que ocorre
com frequência, porque os programas chegam errados da sala de programação CAM.
O tempo de mudança de ferramenta elevado pode ser observado no caso exposto na Figura 23,
CNC4. O operador que realizou o setup teve dificuldades na tarefa “ferramenta” porque trocaram as
ferramentas no armazém da máquina e por isso, despendeu imenso tempo a corrigir o problema.
Conclui-se que é necessária a eliminação dos tempos de troca de ferramenta durante a operação de
setup, já que esta é uma operação externa.
O ajuste, ao contrário das operações mencionadas anteriormente, é uma operação interna, que é
composta pelo desempeno, aperto e centragem, e atingiu elevados valores temporais em todos os
setups observados. Claro que, sendo o ajuste uma operação interna, à semelhança do
posicionamento e da limpeza da máquina, o ideal é que a percentagem que esta representa no setup
seja a maior possível e, de facto houve dois casos em que isto aconteceu, CNC6 e CNC7, Figura 21.
Figura 22 - Setup CNC1.
Figura 23 - Setup CNC4

35
Porém, há que refletir sobre o sistema de ajuste dos componentes, já que esta representa muito
tempo desta operação sem valor acrescentado. A empresa pretende tornar o sistema de ajuste
polivalente e rápido com o intuito de diminuir o tempo de setup.
A Figura 24, pretende representar de outra forma, a relação entre as tarefas e os setup. Por isso, foi
feito o somatório dos valores percentuais de todos setups por tarefa, resultando num acumulado
percentual para as sete tarefas. É bem visível que a acumulação de pontos percentuais é enorme na
“ferramenta” e na “programação”, e é do interesse da empresa eliminá-las. Reforça-se que o ideal
seria que praticamente só existissem valores nas tarefas de “ajuste”, “posicionamento” e valores
muito reduzidos na “limpeza” e no “transporte” (de componentes grandes).
Figura 24 - Análise ao acumulado percentual de cada tarefa nos setups observados na secção CNC.
4.4.3. Resultados e aspetos críticos dos setups na secção
EDM
Na secção EDM foram estudados 5 setups. A Figura 25 apresenta graficamente a quantificação de
cada tarefa (representada pelas cores), na duração total em minutos (valor no topo de cada barra)
dos vários setups EDM.

36
Figura 25 - Análise temporal dos setups EDM.
Não é possível fazer uma comparação temporal entre setups da secção EDM devido às diferenças de
componentes introduzidos nas máquinas.
Os valores da tarefa de “ajuste” são novamente bastante elevados (como se pode ver pelas tarefas a
verde no gráfico de barras da Figura 25), isto porque é frequente a introdução de componentes
pequenos, e estes componentes necessitam de maior rigor no desempeno. Além disso, a introdução
de componentes nas máquinas de erosão por fio é bastante difícil, porque é limitada pela secção
passante que será maquinada. À semelhança da secção CNC, também as tarefas de ajuste dos
setups da secção EDM deveriam ser melhoradas com o desenvolvimento de um sistema de aperto
mais rápido e eficaz.
Ao contrário da secção CNC, não foram detetados problemas de maior com a programação (até
porque é bastante fácil), no entanto o movimento do operador é muito excessivo. O movimento do
operador elevado chega a atingir uma percentagem de 25% (EDM4), neste caso, o diálogo com
outros operadores foi a principal causa. No setup EDM3, realizado na máquina 1 (ver Figura 26),
observou-se que o operador tinha que dar a volta ao núcleo de erosão porque a única outra via de
caminho foi impedida por um armário instalado recentemente. Por essa razão, os 7,35 minutos
despendidos no movimento do operador (que representam cerca de 15% do setup) são em grande
parte causados pelo problema enunciado.

37
Figura 26 – Representação do movimento que o operador realizava (a verde) para alcançar o PC, em contraste com o movimento que realiza atualmente (a vermelho).
Em máquinas que possuam paletes, é de esperar que se montem componentes e se armazenem na
máquina para que, caso o operador não conclua a preparação de um novo trabalho, a tempo da hora
de almoço ou da hora de saída, o operador possa trocar de palete e produzir. No setup EDM5, o
operador tinha um trabalho inacabado numa palete e começou outro setup perto da hora de almoço.
Como resultado, nenhum dos trabalhos ficou concluído, pelo que a máquina esteve parada uma hora,
como está representado na Figura 27, pelo elevado valor de “movimento do OP” (67%). A empresa
pretende que este tipo de situações deixe de acontecer, pois resulta em tempo produtivo que acaba
por não ser utilizado. As máquinas de paletes têm que ficar a trabalhar à hora de almoço e após a
hora de saída dos trabalhadores.
Figura 27 - Setup EDM5

38
À semelhança da análise aos setups da secção CNC, foi feito o somatório dos valores percentuais de
todos os setups por tarefa, como representado graficamente na Figura 28.
Este gráfico evidencia também o movimento do operador, que é bastante elevado nesta secção,
quando comparado com o da secção CNC. O movimento do operador tão elevado e a realização da
programação, que neste caso é executada pelo operador, mas que pode ser feita com as máquinas a
funcionar, comprovam a falta de um procedimento.
Figura 28 - Análise ao acumulado percentual de cada tarefa nos setups observados, na secção EDM.
4.4.4. Outros aspetos críticos no procedimento de Setup
Houve, ainda, outros aspetos críticos que foram observados indiretamente durante o estudo dos
setups, que também deveriam ser revistos.
O EDM1 foi realizado numa máquina de erosão por fio e após inúmeras tentativas de desempeno
sem sucesso, o operador desistiu do setup e deu início a uma manutenção, que segundo o mesmo, já
estava em atraso. Com isto, a máquina esteve parada cerca de 45 minutos em vão. Chama-se aqui,
novamente, à atenção para a importância do planeamento de produção e da realização de
manutenções, que se tivesse sido feita na altura devida, ter-se-ia evitado este tempo parado.
O núcleo de erosão possui um braço robot que é comum a três máquinas. A sua função é de realizar
a troca de ferramentas (elétrodos) e possui duas garras para o efeito, uma que deveria trazer a nova
ferramenta a utilizar e a segunda para retirar a ferramenta já utilizada. No entanto, só uma das garras
é que está, de momento, a ser utilizada, isto porque há certos elétrodos que ultrapassam os 100 mm
de comprimento e, por essa razão, podem embater na área disponível para o braço entrar na
máquina, aquando da troca de ferramenta. No entanto, a maioria dos elétrodos tem um comprimento
inferior a 100 mm, e para estas ferramentas, que respeitam a área disponível, o braço tem que fazer
duas viagens extra, estando a máquina parada desnecessariamente durante as mesmas.

39
4.5. Conclusão dos resultados obtidos
No sentido de concluir o diagnóstico à linha produtiva dos moldes da empresa, apresenta-se a
seguinte tabela que visa ligar os principais aspetos críticos encontrados, às possíveis causas para o
seu aparecimento e qual a proposta de solução baseada na filosofia Lean Manufacturing, que será
desenvolvida no próximo capítulo.
Tabela 6 - Aspetos críticos-causas-soluções Lean
Aspetos críticos detetados Possíveis causas Proposta de soluções Lean
Programas em falta ou
errados;
Falta de elétrodos;
Elevados tempos de espera;
Retrabalho elevado.
Planeamento pouco eficiente;
Falta de comunicação entre
responsáveis das secções.
Mapeamento do progresso dos
moldes;
Dashboards;
Definição de marcos temporais
de produção para os moldes.
Tarefas externas realizadas
como internas na operação
de setup;
Disparidade temporal;
Realização de tarefas
diferentes em setups
semelhantes
Falta de interesse dos
operadores;
Falta de ações de
sensibilização por parte da
empresa;
Falta de um procedimento.
Deteção das tarefas internas /
externas;
Definição de um procedimento
standard.
Monitorização da operação
de setup inexistente.
Não existem meios para esta
monitorização.
Visual management + 5S;
Registo do tempo de setup
pelos operadores + Visual
management board.
Tarefas internas na operação
de setup com tempos
elevados.
Intrínseco no fabrico de moldes.
Desenvolvimento de um
sistema de aperto rápido;
Normalização do aperto.

40
5. As soluções Lean
Através do diagnóstico exposto no capítulo 4, identificaram-se várias oportunidades de melhoria.
Neste capítulo, serão apresentadas as soluções de melhoria, que respondem aos principais aspetos
críticos.
O capítulo está dividido da seguinte forma:
1. Mapeamento do Progresso dos Moldes para apoio à decisão de planeamento;
2. Definição de um procedimento standard;
3. Monitorização dos setups;
4. Melhoria do sistema de ajuste – Easyfix.
5.1. Mapeamento do Progresso dos Moldes para
apoio à decisão de planeamento
Com a realização do diagnóstico à empresa, foi possível concluir que o planeamento pouco eficiente
é uma das grandes causas para problemas como a falta de elétrodos no início da erosão por
penetração, elevados tempos de espera e de retrabalho, etc. No molde representativo estudado, o
retrabalho e a espera atingiram valores de 61 horas e de 592 horas, respetivamente, que contrastam
com o tempo produtivo que atingiu 433 horas. A solução que, de seguida, se apresenta tem o intuito
de prestar auxílio aos responsáveis que têm como tarefa a definição do planeamento.
5.1.1. Planeamento atual
O planeamento atual está divido em duas grandes etapas, representado na Figura 29.
A primeira etapa passa por enquadrar no plano de produção anual, a adjudicação de um
molde novo à empresa. É aqui que a empresa discute as datas dos primeiros ensaios e a
data de entrega com o cliente. Posteriormente, define-se o período de produção (estimativa
do número de semanas de produção). Por fim, caso a empresa esteja no limite da sua
disponibilidade produtiva, o fabrico de componentes é adjudicado a empresas externas.

41
A segunda tarefa é a definição do escalonamento diário e semanal da produção de
componentes. Os responsáveis pelo planeamento, que definem à priori a sequência de
fabrico dos componentes, consultam-na e consultam também a disponibilidade das máquinas
no chão de fábrica, ou seja, máquina a máquina, para que posteriormente tomem uma
decisão acerca de qual a prioridade dos componentes e qual a máquina em que os
componentes vão dar entrada.
Como foi dito anteriormente, identificam-se vários desperdícios associados a este planeamento,
existe por isso um grande potencial de melhoria. Como o próprio diretor dos moldes afirmou, o
escalonamento diário ou semanal é um “escalonamento bombeiro”. Ou seja, quando o prazo de
entrega de determinado molde se aproxima, os componentes desse molde passam a ter prioridade, e
caso seja necessário, retiram-se componentes de outros moldes, que estejam a ser produzidos, para
lhes dar prioridade, dando origem assim a um retrabalho.
Por isso, a atual falta de informação acerca do progresso dos moldes e das operações que ainda falta
realizar, bem como a quantificação dos dias de atraso ou avanço, que o molde tem em relação ao
prazo estipulado com o cliente, seriam uma grande mais-valia no apoio à decisão do planeamento e
escalonamento.
5.1.2. Mapeamento do progresso de moldes (MPM)
Mapeamento do progresso de moldes, ou MPM, foi o nome dado ao método desenvolvido como
solução, que pretende responder às lacunas de informação identificadas, na tomada de decisão de
planeamento e escalonamento da produção de moldes. O método tem o objetivo de dar a conhecer,
em tempo real, o estado da produção dos moldes, permitir o cálculo do desvio potencial de dias em
Figura 29 - Esquema do planeamento atual.

42
relação ao prazo definido com o cliente e permitir a definição de marcos temporais na produção de
um molde. Com este mapeamento, os responsáveis terão maior facilidade em acomodar novos
moldes no planeamento anual, poderão identificar as prioridades de forma atempada e fazer um
planeamento semanal de produção detalhado, tendo em conta o progresso real dos mesmos.
Este método só é possível com a integração do sistema Sinex, que a empresa adotou recentemente,
sistema este que regista as operações e os tempos de fabrico respetivos, que os componentes já
realizaram e regista, ainda, a posição dos componentes. O MPM foi pensado, admitindo que este
sistema existe e que é bem alimentado.
O mapeamento do progresso de moldes proposto está representado de forma esquemática na Figura
30. Após a introdução de vários inputs, desde a definição da sequência de operações, até ao check
do sistema Sinex, que informa acerca da passagem de determinado componente pela máquina e
realização da consequente operação, o método apresenta vários outputs como alertas de criticidade,
o progresso do molde e dos componentes e o desvio potencial de avanço ou atraso em relação às
datas limite estipuladas. O ciclo é fechado com a realização de reuniões periódicas de afinação dos
inputs do MPM.
Desta forma, com base na informação disponibilizada pelo MPM, que permite saber o estado atual da
produção, torna-se possível o reajuste informado do escalonamento e do planeamento de produção,
através da realização de reuniões, que deverão ser diárias.
Figura 30 - Esquema representativo do funcionamento do MPM.

43
O primeiro input é a definição da sequência de operações, que cada componente ou conjuntos de
componentes, que constituem um molde terá de ser sujeito para atingir a sua configuração final. A par
desta sequência, para cada operação terá de ser definido um peso em percentagem, cujo valor é
definido em função de uma estimativa da distribuição do tempo de produção, que cada operação ou
conjunto de operações representa. Esta estimativa não necessita de uma definição com a precisão do
minuto. A ideia é utilizar a experiência dos elementos ligados ao planeamento e produção para atribuir
uma carga percentual (os pesos).
Na Figura 31, está representada a sequência de operações mais comum à maioria dos componentes.
A divisão das operações em 4 grupos e a atribuição dos pesos foram propostos pelo autor desta
dissertação, que se baseou nas observações e ilações tiradas durante o estágio na empresa.
Posteriormente, as percentagens típicas foram validadas pelos responsáveis do setor, e claro que
poderão ser facilmente alteradas.
Figura 31 - Sequência de operações e pesos correspondentes.
À medida que cada componente vai avançando na sequência de fabrico, as percentagens (pesos)
das operações vão sendo somadas no progresso do componente. Ou seja, assim que determinado
componente tiver sido sujeito a uma operação, à qual determinada máquina está atribuída, o Sinex
envia um check para o MPM, indicando que aquela operação está concluída, aumentando,
consequentemente, o progresso do componente com o peso que corresponde à operação.
Finalmente, este progresso é somado no progresso de cada categoria de componentes do molde.
No MPM, propõem-se 6 categorias (ver Figura 32) que agrupam os componentes do molde
consoante a sua função:
1. A primeira categoria é composta pelo conjunto de componentes com a função
moldante (da peça de plástico injectada), ou seja o conjunto das buchas, cavidades e
os respectivos postiços. Como muitos destes componentes são sujeitos à operação
de erosão por penetração, também os eletrodos são inseridos nesta categoria, já que
são essenciais a essa operação e, sem eles, os componentes moldantes não atigem
a sua configuração final.
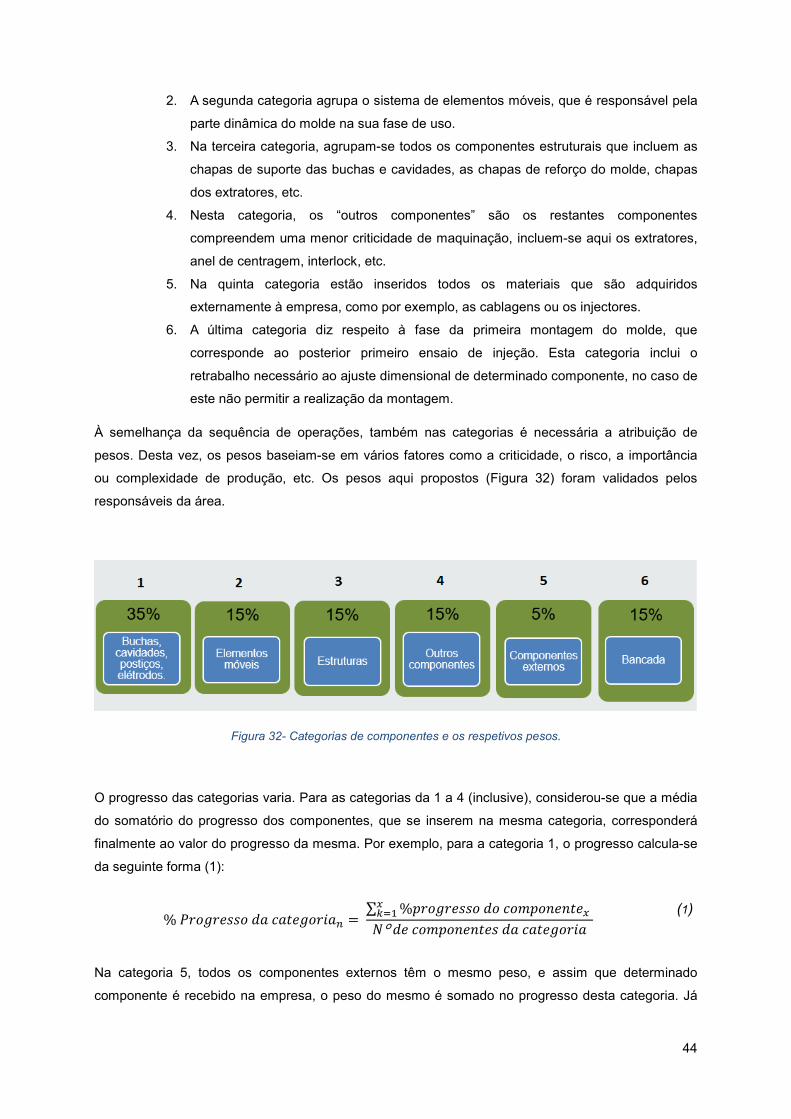
44
2. A segunda categoria agrupa o sistema de elementos móveis, que é responsável pela
parte dinâmica do molde na sua fase de uso.
3. Na terceira categoria, agrupam-se todos os componentes estruturais que incluem as
chapas de suporte das buchas e cavidades, as chapas de reforço do molde, chapas
dos extratores, etc.
4. Nesta categoria, os “outros componentes” são os restantes componentes
compreendem uma menor criticidade de maquinação, incluem-se aqui os extratores,
anel de centragem, interlock, etc.
5. Na quinta categoria estão inseridos todos os materiais que são adquiridos
externamente à empresa, como por exemplo, as cablagens ou os injectores.
6. A última categoria diz respeito à fase da primeira montagem do molde, que
corresponde ao posterior primeiro ensaio de injeção. Esta categoria inclui o
retrabalho necessário ao ajuste dimensional de determinado componente, no caso de
este não permitir a realização da montagem.
À semelhança da sequência de operações, também nas categorias é necessária a atribuição de
pesos. Desta vez, os pesos baseiam-se em vários fatores como a criticidade, o risco, a importância
ou complexidade de produção, etc. Os pesos aqui propostos (Figura 32) foram validados pelos
responsáveis da área.
Figura 32- Categorias de componentes e os respetivos pesos.
O progresso das categorias varia. Para as categorias da 1 a 4 (inclusive), considerou-se que a média
do somatório do progresso dos componentes, que se inserem na mesma categoria, corresponderá
finalmente ao valor do progresso da mesma. Por exemplo, para a categoria 1, o progresso calcula-se
da seguinte forma (1):
% ��������� �� ���������� = ∑ %��������� �� ����������� �
���
�º �� ����������� �� ���������
(1)
Na categoria 5, todos os componentes externos têm o mesmo peso, e assim que determinado
componente é recebido na empresa, o peso do mesmo é somado no progresso desta categoria. Já

45
na categoria 6, o progresso varia linearmente com o tempo, que os responsáveis definiram como
sendo o necessário para realizar a montagem.
Reunindo o progresso de todas as categorias, é possível calcular o progresso atual de cada molde, a
partir do somatório da multiplicação dos pesos das categorias, pelo progresso respetivo de cada uma
(Progresso do molde, equação (2)).
( 2 )
Após o input da data de entrada em produção e da data de saída (data esta que corresponde à data
do primeiro ensaio de injeção), o MPM tem tudo reunido para calcular e apresentar o desvio potencial
de atraso ou avanço na produção dos moldes (equação (3)).
������ ��������� =���� ������ ���� �� �������
%��������� �����− (���� �� ��í�� − ���� �� �������) ( 3 )
Na Figura 33, está representada uma sugestão de apresentação do layout principal do MPM. À
esquerda, estão enumerados os vários moldes em produção, seguido dos progressos (em
percentagem) das várias categorias, bem como o alerta colorido indicando o nível de criticidade. Nas
duas colunas, a cinzento, são apontadas as datas de entrada e de saída. Por fim, na penúltima e na
última coluna são identificados, respetivamente, o progresso e o desvio potencial atualizados para
cada molde em produção na empresa.
De referir, que esta Figura 33 é meramente ilustrativa e não representa nenhum molde nem
progresso real da empresa. No entanto, serve como exemplo, e os progressos e os desvios dos
vários moldes apresentados correspondem a um resultado correto, calculado a partir dos valores
provenientes das colunas anteriores.
Molde 1-Buchas, Cavidades e postiços2-E. móveis 3-Estruturas 4-Outros 5-Comp. externos6-Bancada Data da entrada em ProduçãoData de saída Progresso [%]Desvio potencial [dias]
2099 90 60 40 10 0 0 03/04/2016 02/06/2016 48 17
2100 80 40 90 20 100 0 05/03/2016 05/07/2016 55,5 -3
2103 100 100 100 100 100 90 07/02/2016 15/05/2016 98,5 -4
2104 40 20 0 0 100 0 15/04/2016 17/08/2016 22 -10
2105 100 90 50 100 50 0 27/03/2016 26/05/2016 73,5 0
Legenda progresso [0%] [1%-49%] [50%-90%] [90%-99%] [100%]
Legenda Desvio Atraso Sem atraso Avanço Avanço>5 dias
Figura 33 - Sugestão de apresentação do layout do MPM.
%Progresso do molde = ∑ �����× %��������� �� ��������������

46
O progresso dos moldes é expresso à semelhança dos restantes indicadores do progresso, em
percentagem e com um alerta de criticidade colorido. Já o desvio potencial é apresentado em dias.
Um valor positivo, como o caso do molde 2099, que indica 17 dias, significa que a produção já está
atrasada 17 dias, em relação à data de saída. Um valor negativo, como por exemplo, o valor do
desvio potencial do molde 2100, mostra que o molde está adiantado 3 dias em relação à data de
saída.
O layout principal sugerido para o Mapeamento do Progresso de Moldes (Figura 33) representa de
forma macro o progresso de todos os moldes, que a empresa tem atualmente em produção. No
entanto, esta informação não é suficiente para perceber, se por exemplo, o molde 2099, que tem a
segunda categoria a 60%, a tem porque todos os elementos móveis estão a 60% (imaginemos que
são dez) ou se tem seis elementos concluídos, a 100%, e os outros quatro ainda não se iniciaram nas
operações de fabrico.
Assim, foi necessário pensar numa forma de apresentar pormenorizadamente o progresso de cada
categoria, que contribui para o estado atual do molde. A ideia é permitir que, quando o MPM for
informatizado, os responsáveis com um simples click passem da avaliação do estado macro de
progresso dos moldes, para o estado pormenorizado do molde selecionado.
Na Figura 34 está representada a sugestão de apresentação do layout pormenorizado do MPM, para
o molde 2099. Sugere-se a exposição de manómetros para evidenciar a percentagem de cada
categoria, e por baixo de cada um, sejam numerados todos os componentes constituintes, cujos
progressos se dispõem sob a forma de gráficos barras numa escala de 0 a 100%, com a
correspondência de alertas de criticidade coloridos. Os componentes foram numerados para facilitar a
representação gráfica e existe, por isso, uma legenda para esta numeração.
Figura 34 - Sugestão de apresentação do layout pormenorizado do MPM.

47
O layout pormenorizado do MPM expõe rácio de itens concluídos em relação ao número total de
componentes do molde. No exemplo da Figura 34, conclui-se, que dos 43 componentes que o molde
possuí, 13 já estão concluídos.
Por fim, este layout apresenta também o rácio entre o tempo de máquina realmente gasto e o tempo
total de maquinação estimado pelos orçamentistas. No molde 2099, dado como exemplo na Figura
34, o rácio entre horas gastas e horas estimadas corresponde a 0,55 do total do molde. No entanto, o
MPM indica que o progresso atual do molde é de 0,48 (48%), o que revela a subvalorização das
horas totais estimadas pelos orçamentistas. Este método permite assim, que com base nestes
valores, os responsáveis pela produção e pela orçamentação comparem e estimem o número de
horas de maquinação e o consequente preço que indicarão aos clientes em futuros moldes
A categoria 5 salienta a data de encomenda, a data prevista de chegada da encomenda e a data de
aquisição. Como a categoria 6 corresponde a um só processo, a existência de um manómetro é
desnecessária, e está somente presente na linha do molde do layout principal do MPM.
De forma a tornar o MPM sempre acessível, sugere-se que exista um dashboard disponível no
gabinete de planeamento, facilitando a sua análise e avaliação sem necessidade de se ter que
aceder a programas no computador.
5.1.3. Definição de marcos temporais na produção
Com o MPM, tornou-se possível a permanente monitorização do estado atual de cada molde tendo
em conta o progresso dos vários componentes e o desvio potencial do prazo até à montagem. A
definição de marcos temporais na produção é outro dos objetivos desta solução e visa precisamente
prevenir que o desvio potencial atinja valores indesejáveis. Assim, com a definição destas metas a
atingir em datas estipuladas, minimizam-se as probabilidades de uma entrega de produto atrasada ao
cliente, ou de um avanço na produção, que por vezes também não é viável, já que se pode estar a
penalizar outra produção em prol deste avanço.
Para esta solução, os responsáveis pelo planeamento e pela produção definiram quatro marcos, e
para cada um dos moldes, terão que ser atribuídas as datas limite.
1. O primeiro marco é atingido com a aquisição da matéria-prima. Por vezes, há moldes com
dimensões extraordinárias que necessitam de chapas não normalizadas e é possível que a
chegada do material demore. Já que o molde não inicia a produção sem a matéria-prima,
definiu-se este como sendo o primeiro marco.
2. O desenvolvimento do projeto (CAD) é constantemente alvo de alterações, seja por parte do
cliente, seja por necessidade da empresa, que não pode produzir o molde exatamente com a
especificação do cliente, por questões de ejeção da peça injetada, por exemplo. Este vai e
vem de informação entre o cliente e a empresa é demorado, e por isso, definiu-se que o
segundo marco temporal corresponderia à percentagem mínima de conclusão do projeto, a

48
partir da qual a produção se poderia iniciar. Esta percentagem é difícil de definir em geral,
pelo que deverá ser definida para cada molde. No exemplo da Figura 35, o valor definiu-se
como sendo 80%.
3. O terceiro marco temporal é a conclusão da produção do molde, que arranca a partir do
marco dos 80% do projeto e termina com o fim da montagem do molde, na bancada. O
progresso da produção está detalhado no MPM.
4. A partir da primeira montagem, inicia-se a fase de testes, o último marco atinge-se com o fim
desta fase e corresponde à data de entrega ao cliente.
Figura 35 - Esquema visual da definição de marcos temporais.
Na Figura 35, são apresentados os esquemas visuais da definição dos marcos temporais para dois
moldes, o molde 2099 e o molde 2100, dados como exemplo no subcapítulo anterior, cujos marcos
temporais estão assinalados pelas barras vermelhas e as datas correspondentes imediatamente
acima. Como legenda, os marcos estão ainda identificados pelos números 1, 2, 3 e 4, e
correspondem à enumeração descrita anteriormente. Sugere-se que exista um gráfico semelhante ao
desta figura para os vários moldes adjudicados à empresa.
O progresso visual das fases evolui linearmente em função do tempo que foi estabelecido para cada
uma, e para cada molde. Apesar da barra de produção variar em função do tempo, o valor de
progresso que aparece nesta é extraído diretamente do MPM, ao contrário das restantes barras, cujo
valor de progresso varia também em função do tempo. Como se pode observar ainda na Figura 35,
no molde 2099, a barra de produção já ultrapassou a primeira metade intervalo temporal definido,
mas o valor de progresso não, ou seja, o estado da produção deste molde deveria corresponder
sensivelmente a 65%, tendo em conta o tempo estabelecido. No entanto, houve atrasos na produção,
que causaram um desvio potencial de 17 dias de atraso e o progresso real do molde é afinal de 48%.
Este atraso vai falhar com o cumprimento do terceiro marco temporal e, possivelmente, com o último,
a entrega ao cliente. Por isso, quando o desvio potencial de produção do molde é positivo, é
automaticamente emitido um sinal de perigo e criado um segmento temporal extra, à frente da barra
de produção, que coincide com o desvio potencial. No caso do molde 2100, a barra de produção está

49
a 50% e o progresso a 56% porque o molde está com um avanço de três dias. Neste caso, não é
emitido qualquer sinal de perigo.
O sucesso e viabilidade do MPM e do cumprimento dos marcos temporais, para o apoio à decisão de
planeamento, só será alcançado com a realização de reuniões sistemáticas de análise aos métodos,
permitindo aos responsáveis tomar decisões informadas no refinamento da produção de
componentes, na adjudicação de novos moldes no plano anual, sempre tendo em conta o progresso
real de toda a produção de moldes da empresa. Estes métodos apresentados são ainda
fundamentais na deteção de possíveis origens de desperdícios.
5.2. Definição de um procedimento standard
No seguimento do diagnóstico feito às operações de setup, constatou-se que as operações
consideradas externas, como o “movimento do operador”, a “ferramenta” e a “programação”,
representavam uma grande fatia do tempo da operação. Na secção EDM, “o movimento do operador”
atingiu 67% de um setup de 100 minutos. Já na secção CNC, num setup de 52 minutos, 33%
corresponderam a tarefas relacionadas com a “ferramenta” e noutro caso, a “programação” atingiu
62% de um setup de 171 minutos. Os elevados valores que as tarefas externas representam, aliados
a uma grande disparidade temporal, correspondente à introdução de componentes semelhantes nas
máquinas, sugerem que a falta de um procedimento standard poderia resolver o problema, nivelando
os vários tipos de trabalho semelhantes e, principalmente, diminuindo o tempo de setup.
5.2.1. Estratégia
Através da metodologia SID [22], foi possível agrupar as dezenas de tarefas de um setup em 7
grandes operações, como descrito no capitulo anterior. Com base na ferramenta SMED, deu-se início
ao desenvolvimento desta solução, e por isso, os 7 grupos de operações originais, foram separados
em operações internas e externas. Posteriormente, sequenciaram-se estas operações definindo o
procedimento standard preliminar. As tarefas externas passaram a ter que se realizar com a máquina
ainda a funcionar.
Na Tabela 7 está representado o procedimento standard preliminar com as várias operações internas
e externas. Esta tabela foi validada pelos responsáveis de produção e pelo diretor, e foi-lhes
apresentada com o objetivo de pedir autorização para se organizar reuniões de melhoria (Kaizen
Events) com os operadores, em cada secção. O objetivo destes Kaizen Events era envolver os
operadores no desenvolvimento do procedimento final, para que, através da tabela e das sugestões
destes, se pudessem enumerar as mais variadas tarefas de cada operação, ordena-las
cronologicamente, e principalmente, para deixar os operadores motivados com a sua participação,
para posterior implementação do procedimento.

50
Tabela 7 – Classificação de tarefas internas / externas. Procedimento standard preliminar.
Seguidamente, houve a necessidade de definir os tempos previstos para as novas operações de
setup, para que, posteriormente, os responsáveis possam realizar novas análises, comparando os
novos tempos de setup, que serão registados pelos operadores, com estes tempos previstos.
Os vários tipos de trabalhos e os tempos das operações foram definidos de acordo com os trabalhos
observados durante a fase de diagnóstico. Em primeiro lugar, definiram-se os vários tipos de
trabalhos existentes nas duas secções. Na secção CNC, definiram-se quatro tipos de trabalho, A, B,
C e D e três para a secção EDM, E, F e G. De seguida, fez-se uso da Tabela 7, e para todos os tipos
de trabalho, excluíram-se as tarefas externas, e estabeleceram-se os tempos previstos para cada
operação interna, em cada trabalho, com base nos registos do diagnóstico. No entanto, o leque de
setups observado durante o diagnóstico é consideravelmente reduzido, por isso, de futuro, estes
valores deverão ser afinados com a medição de mais setups. Finalmente, somando os tempos
previstos de cada operação, chegou-se ao tempo previsto para cada tipo de setup.
Na Tabela 8 fazem-se corresponder os vários trabalhos, com as operações e tempos previstos
respetivos.
Tarefas externas Tarefas internas
1.Movimento do operador 6.Controlo da peça anterior
2.Programação 7.Limpeza da máquina
3.Transporte 8.Posicionamento
4.Limpeza da peça 9.Ajuste
5.Ferramenta 10.Aferição da ferramenta

51
Tabela 8 - Tipos de trabalho nas máquinas CNC e EDM com os tempos previstos por tarefa e tempo total.
Ao contrário das operações externas, a grande maioria dos tempos das operações internas avaliadas
durante o diagnóstico eram similares em trabalhos semelhantes, por isso, o tempo previsto para cada
uma dessas operações foi obtido com a média dos tempos registados. No entanto, para os trabalhos
A e G (Tabela 8), que dizem respeito à introdução de várias peças (N), nas máquinas, o tempo de
duração das tarefas de posicionar, desempenar, apertar e centrar depende do número de peças que
são introduzidas. Assim, para os trabalhos A e G, reuniram-se todos os setups observados de cada
um e traçou-se uma reta de aproximação. Porém, em ambos os casos, o leque de setups observado
foi muito curto, observaram-se três para o trabalho A e dois para o trabalho G, e por isso, as retas
traçadas deverão ser tomadas como um ponto de partida para a aferição de dezenas de trabalhos
semelhantes, para uma definição mais real deste tipo de trabalhos, que compreende a introdução de
N componentes.
Por fim, os valores e as tabelas com os trabalhos e tempos previstos foram apresentados e validados
pelos responsáveis e pelo diretor da produção de moldes, e criou-se uma apresentação de
diapositivos que serviu de base na realização dos Kaizen Events com os operadores.
5.2.2. Kaizen Events
A realização dos Kaizen Events foi de extrema importância. Um dos objetivos principais do
desenvolvimento desta solução era tornar os operadores parte integrante da mesma, já que são
estes, os principais agentes na operação de setup. A ideia foi tornar a sua participação também um
agente, mas neste caso, de motivação dos operadores, no posterior cumprimento do procedimento.
Trabalho/
Operação
Controlo
[min]
Limpeza
[min]
Posicionar /
desempenar
/ apertar /
centrar
[min]
Ferramenta
[min]
Tempo
previsto
[min]
A – N peças
(postiços, etc.)3 3 5.1N + 9.9 2 5.1N+17.9
B - Estruturas 3 6 28 2 39
C – Cavidades /
Buchas3 3 15 2 23
D – Elétrodos 0 2 0 1 3
E – Fio postiços ----------- 1 19 --------------- 20
F – Fio
Cavidades /
Buchas
----------- 1 47 --------------- 48
G – Penetração
– N peças----------- 1 2.2N+11.4 --------------- 2.2N+12.4

52
Realizaram-se dois Kaizen Events, um com os operadores da secção de CNC e outro com os
operadores da secção EDM, e cada um dividiu-se em três partes:
1. Introdução e objetivo:
Na primeira parte, foi necessário introduzir o significado do termo setup aos operadores e mostrar,
que durante esta operação, as máquinas estão paradas, e que é do interesse da empresa minimizar
este tempo.
Posteriormente, apresentou-se o objetivo da reunião. Começou-se por exemplificar o que se
pretendia melhorar na operação de setup, ilustrando com um vídeo comparativo de uma pitstop de
F1, que em 1950 esta paragem demorava 67 segundos e só cinco pessoas e o piloto é que
participavam, em contraste com o record estabelecido em 2013, que demorou 2 segundos e
passaram a participar vinte e duas pessoas. Com este pequeno vídeo foi possível mostrar aos
operadores, que com a definição de uma sequência de tarefas seria possível também a melhoria dos
tempos de introdução de componentes na máquina, minimizando o tempo de máquina parada. Fez-
se assim a comparação do carro de F1 com as máquinas CNC ou EDM e a equipa com o operador
motivado em introduzir os componentes na máquina com método e ciente do procedimento e das
tarefas que poderiam ser realizadas antes da máquina parar.
Era de esperar, que a reação de alguns operadores mais velhos não fosse a melhor, sendo a reunião
gerida por um orador novo, que estava na empresa a realizar a sua dissertação de mestrado. De
facto, no inicio da reunião, os operadores mostraram-se hesitantes, mas com a apresentação do
vídeo das pitstops e com algum humor, o autor desta dissertação foi capaz de atrair a atenção dos
mesmos.
2. Processo de definição do procedimento standard:
Para conseguir tirar o maior proveito da ferramenta SMED, a forma de definir o novo procedimento de
operações teve um papel fulcral no desenvolvimento desta solução. Através de uma técnica de
psicologia adquirida no workshop “Técnicas de criatividade aplicadas à resolução de problemas e
dinâmica de grupos”, incentivaram-se os operadores a participarem no Kaizen Event guiados pelo
orador e, sem que soubessem, fossem os próprios a construir o novo procedimento seguindo a
metodologia SMED.
A Tabela 9 pretende representar o quadro que se construiu com o auxilio dos operadores, nesta
segunda fase da reunião. O autor da presente dissertação começou por escrever no quadro branco
disponível na sala, os sete grupos de operações, que foram adaptados do diagnóstico dos setups
para a realidade do operador (ver coluna da esquerda da Tabela 9).
A partir daqui, foi pedido aos operadores que assumissem um papel participativo na reunião, e
começassem a enumerar as várias tarefas, que os grupos de operações incluíam (ver coluna da
direita da Tabela 9).

53
Posteriormente, foi pedido aos operadores, que distinguissem as tarefas que podiam ser realizadas
com a máquina ainda a funcionar no componente anterior (tarefas externas), das tarefas, que tinham
obrigatoriamente que ser realizadas com a máquina parada (tarefas internas), distinguindo-se assim,
de acordo com a etapa 1 do SMED. Portanto, a distinção de tarefas ou grupos de tarefas foi feita,
evidenciando com certos (verdes) as tarefas externas e com cruzes (vermelhas) as tarefas internas
(Tabela 9).
Por fim, ainda com o auxílio dos operadores, numeraram-se as tarefas cronologicamente, de modo a
criar uma sequência de tarefas a realizar antes de a máquina parar, representada pelos números
verdes na Tabela 9, e uma sequência de tarefas a realizar assim que a máquina parasse,
representada pelos números pintados de vermelho.
Esta fase dos Kaizen Events foi particularmente difícil porque apenas os operadores mais novos é
que davam sugestões e foi necessário solicitar aos mais velhos, em tom de brincadeira, que
participassem, salientando que aquela reunião não era uma aula e que a ajuda e participação dos
mais experientes era fundamental.

54
Tabela 9– Tabela final que foi construída com o auxilio dos operadores nos dois Kaizen Events realizados.
3. Sensibilização dos operadores para o registo temporal dos setups.
É muito importante que a empresa comece a analisar permanentemente o estado dos setups. Por
isso, a última parte dos Kaizen Events teve como assunto o registo dos tempos desta operação sem
valor acrescentado. Uma vez registado, a empresa poderá comparar os tempos de setups atuais,
com os que foram registados durante a fase de diagnóstico e também com os tempos previstos pela
Tabela 8, referente à definição dos vários trabalhos setup e às respetivas operações e tempos de
operação.
A Tabela 8 foi apresentada aos operadores e foi-lhes explicado o método usado para a atingir. Além
disso, foi-lhes novamente pedido que sugerissem alterações ou validassem os tempos incutidos nas
operações. Uma vez de acordo, os Kaizen Events terminaram com a apresentação Tabela 10, e foi
pedido aos operadores que passassem a registar o tempo da operação de setup.

55
Tabela 10 - Tabela de registo temporal das operações de setup.
No preenchimento desta tabela, os operadores terão que ser rigorosos na indicação da hora de início
e da hora de fim, e terão que indicar qual o tipo de trabalho que irão realizar. Caso o trabalho
compreenda a introdução de N peças, terão ainda de indicar qual o número de peças.
Como referência, no fim da tabela de registo existe outra tabela com o tipo de trabalho e o tempo
previsto para cada um. Espera-se que os operadores tomem este tempo como um objetivo a atingir, e
que através de reuniões frequentes entre operadores e responsáveis, se percebam que dificuldades
existiram e se encontrem soluções, visando a melhoria continua.
5.2.3. Procedimento standard final
O principal fator que causou os elevados tempos de setup observados durante a fase de diagnóstico
foi a falta de método por parte dos operadores, na realização destas tarefas. Ao realizar os setups,
não era costume prepararem os trabalhos antecipadamente e não seguiam uma ordem fixa na
realização das tarefas, o que se pôde comprovar pelas disparidades temporais em trabalhos
semelhantes e pelos enormes valores de operações externas realizadas durante o setup.
A inclusão das sugestões dos operadores foi fulcral na definição do procedimento final, que está
apresentado na figura 36. O procedimento está divido em dois quadros. O primeiro quadro (a verde)
representa o conjunto de tarefas, ordenadas cronologicamente, que os operadores terão que realizar
antes de a máquina parar. No segundo quadro (a vermelho), é salientado o novo procedimento de
setup. Está em evidência o STOP para alertar os operadores que, durante a realização destas
Registo do trabalho SETUP
(desde a paragem da máquina até à ao arranque da nova
peça)Nº Hora inicio
[hh:mm]
Hora fim
[hh:mm]
Trabalho N peças
1
2
3
4
5
6
7
8
9
…..
Legenda Tipo de trabalho Tempo previsto
[min]
A N peças 5.1N+17.9
B Estrutura 39
C Cavidades / Buchas 23
D Elétrodos 3
E Fio postiços/peça 20
F Fio Cavidades / Buchas 48
G Penetração N peças 2.2N+12.4

56
tarefas, a máquina está parada e devem ser breves, obviamente sem nunca comprometer o rigor do
trabalho. O procedimento inclui, ainda, três notas importantes que visam guiar o operador antes e
após a realização das tarefas a verde e a vermelho.
Foi criado um procedimento standard para a secção de EDM e outro para a secção CNC. No entanto,
pela similaridade de ambos, o procedimento CNC final é o único exposto (Figura 36). O procedimento
da secção EDM encontra-se no anexo 5.

57
Nº Preparação de trabalho – Máquina
SEMPRE a
funcionar
Descrição
1 Recolha de informações / material
Recolher peça e verificar os desenhos técnicos; Saber se a máquina é adequada; Recolher todo o tipo de material que possa vir a ser
necessário: paquímetro, comparador, cobre, apoios, garras, palhetas, parafusos, material de limpeza, calculadora, etc.
1h
2 Operações no PC
Dar entrada da peça (Sinex inclusive); Verificar CAM; Questionar no CAD/CAM dúvidas que surjam na
verificação; Copiar programa para a máquina; Programar.
3 Transporte
Trazer carro / ponte; Trazer os componentes a maquinar.
4
Limpeza
Limpar dos componentes a maquinar; Passar a pedra; Eventuais defeitos / “mossas”.
5
Posicionar
Medir; Refletir na forma de posicionar e no sistema de
aperto.
6 Ferramenta
Verificar ferramentas; Confirmar, substituir ou montar ferramentas
armazém A, B ou C, respetivamente; Respigar; Trocar as pastilhas.
Nº Setup - STOP – A
máquina pára
Descrição
1 Autocontrolo Controlar o trabalho feito, antes de o retirar da máquina.
2 Limpeza Limpar a máquina.
3 Posicionar Posicionar; Desempenar; Apertar; Centrar.
4 Ferramenta Aferição das ferramentas.
Notas importantes:
Depois do início da maquinação, o operador deve entregar a peça anterior concluída à
secção seguinte e procurar o novo trabalho, repetindo o procedimento;
Só depois do arranque é que o operador deve arrumar o material usado, que já não
necessite para o novo trabalho;
Todas as máquinas com armazém de paletes devem, sem exceção, ficar a trabalhar
durante a hora de almoço e, dentro dos possíveis, também as restantes.
Figura 36 - Procedimento final

58
Com o intuito de tornar viável esta realização de tarefas antecipadamente, não prejudicando assim o
tempo de setup, e tendo em mente a etapa 3 do SMED, decidiu-se incluir no quadro verde pequenas
imagens, com o objetivo de facilitar os operadores no seguimento do procedimento, bastando assim
que olhem para as imagens para se certificarem se já realizaram ou não aquele grupo de tarefas
externas. Ainda visando a realização das tarefas antecipadamente, na coluna da direita deste quadro
está uma marca temporal, que representa o tempo máximo previsto na realização das tarefas a
verde. Como é evidente, este tempo depende de trabalho para trabalho, mas ficou decidido que
mesmo nos casos mais complexos, uma hora é suficiente para a realização das operações externas.
Esta medida servirá de referência para que uma hora antes da realização de um setup, o operador
seja avisado que terá que começar a preparar o novo trabalho.
5.2.4. Resultados esperados com a aplicação da ferramenta
SMED
Foi, anteriormente, explicada toda a estratégia que se seguiu para atingir o procedimento final. Este
subcapítulo pretende mostrar os resultados que a empresa pode esperar, caso o procedimento, que
teve por base a metodologia SMED, seja cumprido.
Para esta solução de redução temporal dos setups, foram então usadas as soluções 0, 1 e 3 do
SMED. Como apontado no capitulo 2, resumidamente, na solução 0 retiram-se das dezenas de
tarefas de um setup, todos os desperdícios ligados à organização, como ausência dos operadores do
posto de trabalho ou a má manutenção dos equipamentos. Na solução 1, eliminam-se as operações
externas do processo de setup, passando estas a ser realizadas com as máquinas ainda a funcionar.
Por fim, a solução 3 tem como objetivo reduzir o tempo das operações externas e garantir que estas
se realizem a tempo da paragem da máquina.
Os resultados obtidos têm por base os 12 setups originalmente observados durante o diagnóstico.
Foram todos sujeitos às soluções do SMED acima descritas, que resultou da classificação em
grandes operações seguindo a metodologia SID. Posteriormente, foram identificadas todas as
operações internas e externas, como na Tabela 7, e por fim, eliminaram-se as operações externas.
Os resultados obtidos encontram-se na Tabela 11.
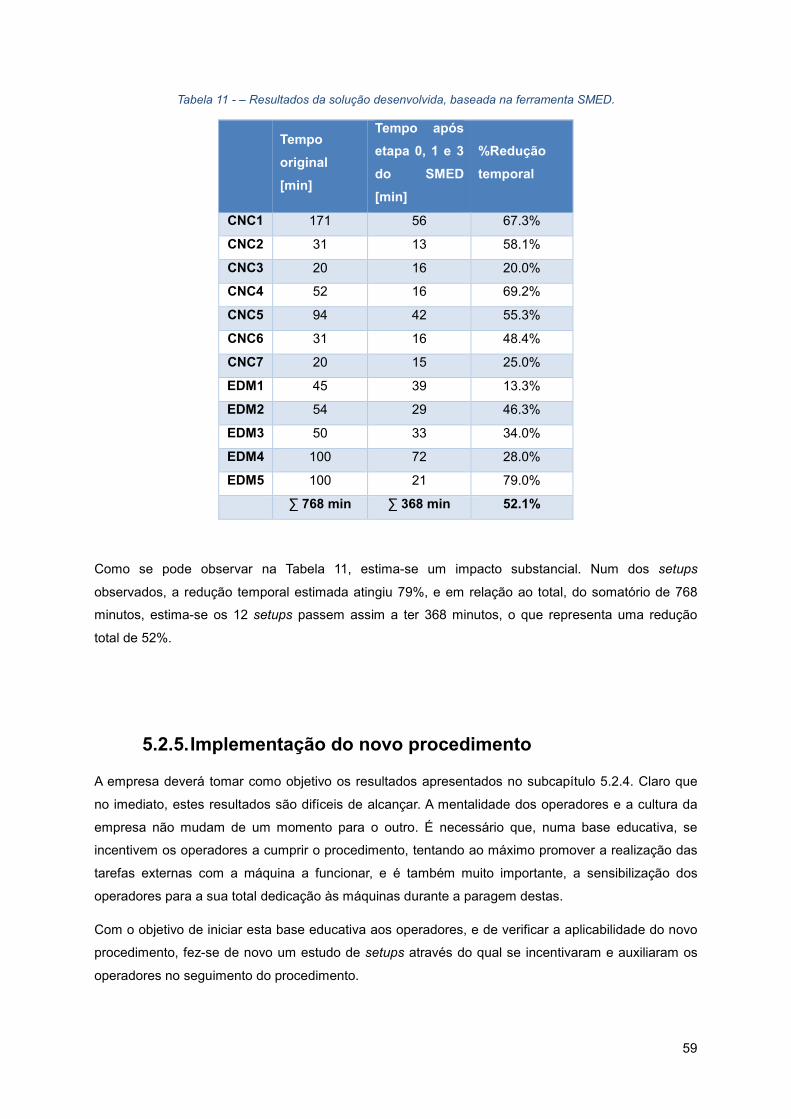
59
Tabela 11 - – Resultados da solução desenvolvida, baseada na ferramenta SMED.
Tempo
original
[min]
Tempo após
etapa 0, 1 e 3
do SMED
[min]
%Redução
temporal
CNC1 171 56 67.3%
CNC2 31 13 58.1%
CNC3 20 16 20.0%
CNC4 52 16 69.2%
CNC5 94 42 55.3%
CNC6 31 16 48.4%
CNC7 20 15 25.0%
EDM1 45 39 13.3%
EDM2 54 29 46.3%
EDM3 50 33 34.0%
EDM4 100 72 28.0%
EDM5 100 21 79.0%
∑ 768 min ∑ 368 min 52.1%
Como se pode observar na Tabela 11, estima-se um impacto substancial. Num dos setups
observados, a redução temporal estimada atingiu 79%, e em relação ao total, do somatório de 768
minutos, estima-se os 12 setups passem assim a ter 368 minutos, o que representa uma redução
total de 52%.
5.2.5. Implementação do novo procedimento
A empresa deverá tomar como objetivo os resultados apresentados no subcapítulo 5.2.4. Claro que
no imediato, estes resultados são difíceis de alcançar. A mentalidade dos operadores e a cultura da
empresa não mudam de um momento para o outro. É necessário que, numa base educativa, se
incentivem os operadores a cumprir o procedimento, tentando ao máximo promover a realização das
tarefas externas com a máquina a funcionar, e é também muito importante, a sensibilização dos
operadores para a sua total dedicação às máquinas durante a paragem destas.
Com o objetivo de iniciar esta base educativa aos operadores, e de verificar a aplicabilidade do novo
procedimento, fez-se de novo um estudo de setups através do qual se incentivaram e auxiliaram os
operadores no seguimento do procedimento.

60
Na Figura 37, estão expostos três trabalhos, que compreendem a introdução dos componentes nas
máquinas até ao fim da sua maquinagem. Cada trabalho está representado por um número, ao
qual correspondem três barras verticais:
A primeira diz respeito às tarefas que foram realizadas enquanto a máquina ainda trabalhava
no componente anterior, denominadas de tarefas externas, estando por isso circundadas por
um retângulo a verde, à semelhança do procedimento delineado, cujas tarefas externas estão
precisamente inseridas num retângulo, também verde;
Na segunda barra, está representada a operação de setup, cujas tarefas estão, por sua vez,
circundadas por um retângulo vermelho;
A terceira barra de cada trabalho corresponde ao tempo de máquina, a que cada componente
foi sujeito posteriormente.
Figura 37 - Implementação do novo procedimento - novo estudo dos setups.
O primeiro setup observado foi um trabalho de introdução de uma cavidade / bucha, que tem um
tempo previsto na Tabela 8, de 23 minutos e demorou neste caso 22 minutos. Além disso, este
trabalho é comparável com os CNC2 e CNC4, cuja redução temporal com a aplicação do SMED
(identificada na Tabela 11), resultou em 13 e 16 minutos, respetivamente.
O segundo e o terceiro setup foram trabalhos de introdução de estruturas nas máquinas, que
segundo a Tabela 8, têm um tempo previsto de 39 minutos e demoraram respetivamente 32 e 23
minutos. Estes dois setups são ainda comparáveis com o CNC5, cujo resultado após SMED é de 42
minutos (Tabela 11). O desvio temporal do terceiro setup em relação ao tempo previsto é um desvio
considerável. É um caso excecional, já que a estrutura que foi inserida anteriormente tinha uma
geometria semelhante, e toda a instalação do sistema de aperto tinha sido realizada no setup
anterior.
Como referido anteriormente, pôr em prática as condições que se definiram é uma tarefa difícil, e há
certas tarefas externas, como por exemplo o transporte, que dependem da disponibilidade da ponte.

61
É por isso que os resultados não correspondem exatamente aos tempos de trabalho definidos na
Tabela 8 e aos esperados na Tabela 11. Assim, neste estudo de introdução do novo procedimento, foi
possível observar algumas tarefas externas que foram realizadas durante o setup:
No primeiro setup (barra “1- setup”), a tarefa de programação durou 9.33 minutos, e durante
6.33 minutos foi necessário parar a máquina. No entanto, nos restantes 3 minutos, a tarefa
podia ter sido realizada externamente. Por outro lado, por indisponibilidade da ponte de
transporte, houve 2 minutos gastos;
No segundo setup, a tarefa de limpeza da peça foi realizada com a máquina parada, e durou
3,8 minutos;
No terceiro setup, não houve nada a apontar.
De notar que, com este estudo, é visível a semelhança entre valor do tempo de maquinação dos
componentes com tempo de setup (barras marcadas a vermelho), ou por outras palavras, o tempo de
valor acrescentado é por vezes inferior ao tempo sem valor acrescentado. Este facto realça a
necessidade da aplicação urgente deste procedimento, já que sem ele, a diferença neste estudo seria
ainda mais preocupante. Com a presença de uma pessoa responsável pela execução do
procedimento, os valores poderão estar influenciados, mas analisando a Figura 37, é possível dizer
que o procedimento definido foi um sucesso, os tempos de setup foram reduzidos 67.6%, 28.9%,
39.5%, respetivamente, o que, em termos globais, representa 49%, valor que se aproxima dos 52,1%
definido na Tabela 11, e foi respeitada a realização de tarefas externas a tempo da conclusão da
maquinagem anterior.
5.3. Monitorização dos setups
Este subcapítulo pretende apresentar propostas de soluções de garantia da realização do trabalho
preparatório do procedimento, com base na solução do 3 do SMED, e de monitorização dos trabalhos
de setup.
A operação de setup da empresa não era monitorizada, até então. Assim, já que se vai passar a usar
um procedimento standard nas máquinas das secções CNC e EDM, será interessante monitorizar a
evolução desta operação, que é de caráter necessário, mas que não traz valor acrescentado ao
produto. Desta forma, será possível avaliar, se aplicando o procedimento, os tempos desta operação
se aproximam dos tempos previstos, que foram determinados previamente. É, ainda, importante
apresentar soluções que viabilizem a realização das tarefas externas, para que não interfiram com o
tempo de setup, ou seja, para que já estejam concluídas antes da paragem da máquina.

62
5.3.1. Gestão de mãos nos bolsos: gestão visual e sonora
Em Lean Manufacturing, fala-se frequentemente de uma técnica que se chama “gestão de mãos nos
bolsos”. Ora, é precisamente esse o objetivo desta solução. Espera-se, que usando o sistema, que de
seguida se apresentará, os responsáveis, diretores ou até o CEO passem pelo chão de fábrica e, “de
mãos nos bolsos”, consigam interpretar se o operador já está avançado ou não na fase de
preparação do trabalho seguinte.
Nesse sentido, para facilitar a gestão da operação de setup, seria interessante que as máquinas
tivessem um sistema de avisos luminosos, aliado a um sistema sonoro, que alerte os responsáveis e
os operadores em função do tempo que resta da maquinação da peça anterior, e em função do tempo
de preparação definido no procedimento necessário à realização das tarefas externas. O valor do
tempo de preparação foi apresentado aos operadores como sendo de 1 hora, mas na realidade foi
avaliado em 45 minutos, ou seja, foi sobrevalorizado em 15 minutos, para que os operadores
consigam concluir a preparação no tempo correto. De futuro, o tempo poderá ser ajustado, se o
desempenho dos operadores for melhorando. A ideia é que o sistema funcione da seguinte forma:
Verde Tempo de maquinação ≥ Tempo de preparação= 1 hora;
Amarelo + 1
alerta sonoro Tempo de preparação> Tempo de maquinação ≥ Tempo de preparação− 15 min;
Vermelho + 3
alertas sonoro Tempo de maquinação ≤ Tempo de preparação− 15 min;
Durante o alerta verde, os operadores têm mais
do que uma hora para realizar o trabalho
preparatório com as tarefas externas. Com o
alerta amarelo e um aviso sonoro, o operador
está no período dos 15 minutos excedentes e
ainda consegue realizar toda a preparação a
tempo da paragem da máquina, mas deve
começar logo a dirigir-se para a mesma. Assim
que o alerta atingir o vermelho e os três avisos
sonoros forem lançados, o operador já não
conseguirá realizar o procedimento
preparatório, antes do final da maquinagem da
peça anterior e deverá dirigir-se imediatamente
para junto da máquina, a fim de minimizar o
impacto causado no setup.
Para maior facilidade no cumprimento do
Figura 38 – Representação dos avisos e do procedimento nas máquinas: (1)- Avisos luminosos; (2)-Aviso sonoro; (3)- Procedimento afixado.

63
procedimento definido, seria interessante afixá-lo nas máquinas. Desta forma, os operadores estarão
mais aptos a segui-lo.
Na Figura 38, encontra-se uma possível representação para a disposição de (1) sinais luminosos, (2)
sinal sonoro e (3) procedimento afixado nas máquinas.
Propõe-se que o sistema de gestão visual e sonora seja aliado à organização da bancada com uma
possível representação na Figura 39. A ideia é que, durante a maquinação anterior, enquanto o
operador vai realizando o procedimento verde, os elementos preparatórios sejam colocados de forma
organizada na bancada de trabalho. Caso o tempo de maquinação que resta e o espaço na bancada
o permitam, o operador poderá, ainda, preparar mais do que um trabalho, como representado na
Figura 39 pelo “Trabalho1” e “Trabalho2”. No lado direito da Figura 39, denominado “Outros”, estão
representados os itens que costumam estar permanentes na bancada.
Figura 39 - Proposta para a organização da bancada de trabalho.
Aliando o sistema de avisos sonoros e luminosos à organização da bancada, é possível que, de mãos
nos bolsos, os responsáveis controlem mais facilmente a realização da preparação dos trabalhos, a
tempo do início do setup.
5.3.2. Armários de ferramentas:
A troca de ferramenta na secção CNC foi um aspeto considerado crítico durante o diagnóstico. Por
isso, esta proposta de solução visa complementar o procedimento standard, no sentido de tornar
mais rápida a realização desta tarefa e garantir que é feita antes da paragem da máquina.
Na empresa, existem três tipos de armários de ferramentas CNC. Os armários A são os armários que
cada máquina possui, e têm em média 37 slots para ferramentas. Alguns destes slots estão vazios e
servem para a introdução das ferramentas menos comuns. Além disso, para estes armários, existe
uma lista normalizada das várias ferramentas mais comuns que serve para todas as máquinas CNC.

64
Existem, também, dois armários de recente aquisição, externos às máquinas, armários estes que se
pretende que sirvam de apoio aos armários das máquinas.
A pedido da direção da empresa, em conjunto com um técnico e com o responsável da produção
pensou-se em qual seria a melhor solução para disposição e função dos armários. Os armários foram
denominados de B e C.
Propõe-se, então, que a função do armário B seja ter preparadas as ferramentas menos comuns, de
forma a preencher o carrossel das máquinas, que são responsáveis pelo fabrico das estruturas, para
uma maior rapidez na troca. É importante que este armário inclua também ferramentas de
substituição de corte com pastilhas. Num dos setups observados durante a fase de diagnóstico, no
fabrico de uma estrutura foram despendidos 30 min para o tratamento de ferramentas em que a
substituição de pastilhas foi a principal causa.
A função atribuída ao armário C é ter ferramentas de substituição novas ou já respigadas (termo fabril
que significa repor a altura da fresa) para a lista normalizada do armário A. Por outras palavras,
significa ter um carrossel inteiro de substituição do armário A, no armário C. Num dos setups
observados, foram gastos 17 min para tratar de ferramentas, que incluíram operações de respigue.
Já que as ferramentas são muito caras, é ainda importante a sensibilização dos operadores para que
as ferramentas tenham o uso devido e o próprio responsável pelos stocks de ferramentas deverá
fazer uma monitorização mais acentuada, de forma a controlar o desperdício.
5.3.3. Gráficos de registo – Visual Management Board
Esta solução de monitorização dos setups, entre outros aspetos, visa a comparação do tempo real de
operação com os tempos previstos na Tabela 8, através dos quais se pode desenhar um gráfico como
os da Figura 40 (inscrito no retângulo verde, e cujos os pontos marcados são meramente ilustrativos),
que correspondem aos trabalhos da secção CNC. No anexo 6, encontram-se os gráficos dos
trabalhos da secção EDM.

65
Figura 40 - Gráficos registo dos tempos de setup – secção CNC.
A ideia desta solução é que os responsáveis pelo planeamento recolham os registos temporais das
operações de setup (Tabela 10) que os operadores realizaram, para que, posteriormente, sejam
marcados nos gráficos e expostos num Visual Management Board. O objetivo é mostrar a todos os
intervenientes na produção, de forma intuitiva, o desvio que os tempos reais de setup estão a ter em
relação ao tempo esperado. É também importante, que caso os valores ultrapassem o tempo
esperado, sejam realizadas reuniões no dia seguinte, entre responsáveis e operadores, para que lhes
sejam transmitidas as dificuldades na realização desta operação. Se os valores estiverem abaixo do
esperado, então, reúne-se semanalmente.
É do interesse dos responsáveis, o desenvolvimento de técnicas que permitam aos operadores a
melhoria contínua desta operação, e para isso, a permanente monitorização da operação de setup é
fulcral.
5.4. Melhoria do sistema de ajuste – Easyfix
Os resultados do diagnóstico feito aos setups revelaram que os elevados tempos dispensados na
realização das operações internas de posicionamento e de ajuste derivavam da enorme diversidade
de formatos de componentes e da ausência de um sistema de aperto, tanto quanto possível
universal. Neste caso, não se pode representar o problema associando a ele uma percentagem
correspondente ao valor destas operações num setup, já que o que se pretende atingir, é

66
precisamente ter estas, como as duas únicas operações do setup. No entanto, este trabalho não se
torna perfeito atingindo esse feito. É necessário encontrar soluções que viabilizem a rapidez na troca
de componentes, agilizando tarefas como o aperto, desempeno e o centramento, diminuindo assim o
tempo destas.
De facto, as operações de posicionamento e ajuste representam elevados valores nos setups e é na
introdução de componentes mais pequenos que o problema é mais grave. Foram observados três
setups para este tipo de componentes. O CNC1 correspondeu à introdução de 9 componentes
pequenos e teve a duração de 171 minutos (relembra-se que neste trabalho houve um problema na
programação, cuja duração da operação foi de 105 minutos). Portanto, se se eliminar a programação,
sobram 66 minutos, dos quais 56 minutos corresponderam às operações de posicionamento e ajuste
destes componentes! Em outros dois casos, nos CNC3 e CNC7, que corresponderam à introdução de
uma única peça pequena, ambos tiveram a duração de 20 minutos e estas operações internas
representaram 15 minutos, também em ambos os casos.
Havia, por isso, a necessidade de melhorar o sistema de aperto, e através de uma discussão com os
responsáveis e com o diretor identificou-se, na empresa, o desenvolvimento insipiente de um sistema
de aperto que tinha potencial. Assim, com a devida autorização, o autor desta dissertação decidiu
retomar este projeto, tendo por base a solução 2 do SMED, que visa a redução do tempo das tarefas
internas, que neste caso, se pretende atingir com a eliminação das operações de ajuste.
5.4.1. Requisitos do sistema Easyfix
O sistema, daqui em diante denominado de Easyfix, precisava de respeitar alguns requisitos e
solucionar as limitações:
Universal – Devido à exclusividade de formatos, cada componente é diferente do
seguinte e é importante que o sistema seja, tanto quanto possível universal;
Permita a eliminação das tarefas de desempeno, aperto, e centramento das
operações de setup;
Versátil – Pretende-se que o sistema seja versátil na transição entre as secções
CNC, erosão por penetração, erosão por fio e secção de controlo;
Resistente – Principalmente na operação de desbaste das máquinas CNC, o
componente e o sistema de aperto sofre grandes forças de corte, e um dos requisitos
é que o sistema resista;
Funcione em componentes pequenos e médios, que representam cerca de 60% da
produção.
No decorrer do próximo subcapítulo, a satisfação destes requisitos será marcada a negrito.

67
5.4.2. Desenvolvimento do sistema Easyfix
Na altura do desenvolvimento desta solução, o estágio na empresa já estava próximo do seu término.
Apesar disso, como este sistema tinha um grande potencial, o facto dos intervenientes se terem
focado em poucos dias neste objetivo permitiu uma atenção forte e motivada no desenvolvimento,
tendo em conta que viam, de imediato, os efeitos de contribuição da solução. Por isso, a realização
de curtas reuniões (Kaizen Events), nas várias secções que participaram no desenvolvimento do
projeto, facilitaram o trabalho dos intervenientes, já que lhes eram questionadas, quais as dificuldades
que estavam a surgir para, posteriormente, serem encontradas soluções visando a sua resolução.
O desenvolvimento do sistema Easyfix teve cinco grandes fases:
1. Desenvolvimento do conceito;
2. Maquinagem da chapa e de nove bases;
3. Easyfix para componentes pequenos;
4. Easyfix para componentes médios;
5. Teste de implementação do sistema, primeiras maquinagens.
1. Desenvolvimento do conceito:
Nesta fase, foram discutidas as semelhanças entre o sistema Easyfix e o sistema da EROWA.
Basicamente, a ideia deste projeto era usar o sistema de aperto do fabrico elétrodos de cobre da
marca EROWA, como base para o desenvolvimento de um sistema semelhante para o fabrico de
componentes de aço (ver Figura 41).
O cobre é colocado em bruto numa presa de latão do sistema da EROWA (Nº2 e Nº3 da legenda da
Figura 41), e uma vez apertado (fora da máquina), as operações de desempeno já não terão que se
realizar porque o elétrodo é maquinado em bruto e nunca mais é desapertado até à sua reciclagem.
Com este método também o centramento é eliminado, já que este sistema EROWA tem bases fixas
(Nº1 da legenda da Figura 41), cujo centro coincide com o centro das presas de latão e este está já
programado na máquina.
Figura 41 - Sistema EROWA e a ideia para o sistema Easyfix. 1-Base EROWA; 2-Presa EROWA; 3- Elétrodo de cobre; 4- Componente pequeno de aço

68
Por isso, o potencial deste sistema, aplicado ao fabrico de componentes de aço, era enorme, já que
seriam eliminadas da operação de setup, as tarefas de desempeno, aperto e centramento.
2. Maquinagem de nove bases e da chapa:
Houve a necessidade de maquinar bases alternativas. Como referido no início do capitulo, este era
um projeto estagnado numa fase primordial, tendo o CAD destas bases e da chapa de fixação à
máquina e posterior realização das primeiras operações de desbaste das mesmas sido o único
progresso do desenvolvimento deste projeto.
Na Figura 42, apresenta-se o desenho das bases originais EROWA, a partir do qual, a empresa
desenhou as bases do sistema Easyfix.
Figura 42 - Desenho técnico da base original EROWA.
O responsável pela secção CNC rapidamente procurou as bases com as primeiras operações já
realizadas, verificou o CAD, enquanto o programa de maquinagem estava a ser elaborado e, pouco
depois começou uma série de 9 setups, que corresponderam ao fabrico de 9 bases Easyfix, idênticas
às da Figura 43.
As bases Easyfix são apertadas a uma chapa por intermédio de seis parafusos e têm, para esse
efeito, seis furos (ver Nº1 da Figura 43). Os dois furos restantes servem para a introdução de
cavilhas, que permitem que as bases sejam retiradas e colocadas de novo sem que haja a
necessidade de um novo desempeno. Estas bases têm ainda quatro castelos (Nº 3 e Nº4 da Figura
43) para o encaixe do sistema de aperto de componentes pequenos e quatro para os componentes
médios (a sua função será explicada de seguida).

69
Figura 43 - Base Easyfix concluída. 1- Seis furos para os parafusos; 2-Dois furos para as cavilhas; 3- Castelos de encaixe para componentes pequenos; 4- Castelos de encaixe para componentes médios.
Ainda nesta fase, foi necessário concluir a chapa de fixação das bases à máquina, que como foi
referido anteriormente, já tinha sido sujeita à primeira maquinação de desbaste. As dimensões desta
chapa são 350x350x25mm e permitem o aperto de 9 bases Easyfix, que lhe passaram a
corresponder (ver Figura 44).
Antes de abordar os sistemas de aperto de componentes pequenos e médios, é necessário explicar o
modo de aperto desses sistemas às bases:
A chapa com as nove bases Easyfix apertadas está fora da
máquina. Apertam-se todos os componentes aos seus
sistemas de aperto. Imagine-se que o sistema de aperto do
componente está representado pelo latão, na Figura 45, e
este encaixa no castelo da base (número 2 da Figura 45), é
posteriormente apertado por um parafuso M10, que
atravessa a chapa, e a base, e enrosca-se finalmente, no
sistema de aperto de componentes (número 1 na Figura
45). De referir que tanto o Easyfix para componentes
pequenos, como para componentes médios (que de
seguida se apresentarão) são apertados de igual forma,
encostados nos castelos e apertados à chapa e às bases pelo parafuso M10.
Figura 45 - 1- Parafuso M10 enroscado ao sistema de aperto de componentes; 2 - Encosto do sistema de aperto aos castelos das bases.
Figura 44 - Chapa de fixação à máquina com as nove bases que lhe correspondem.

70
Por fim, transporta-se a chapa para a máquina, estando assim os componentes prontos para a
maquinação.
A versatilidade do sistema Easyfix é atingida pela existência das bases nas várias secções, cujos
castelos e o aperto de um único parafuso, permitem o encaixe rápido de qualquer componente
pequeno e médio, nas principais secções.
3. Easyfix para componentes pequenos:
Neste ponto, será explicado o sistema de aperto Easyfix para os componentes pequenos.
Ao contrário das bases EROWA, as presas EROWA são de baixo
custo e por essa razão, decidiu-se que estas passariam a fazer
parte do sistema Easyfix. São estas presas que são apertadas às
bases (ver Figura 46), no caso dos componentes pequenos. Este
processo já se usava no fabrico de elétrodos de cobre, como
referido no início, e sendo estes de pequenas dimensões, foi um
bom ponto de partida, na decisão do sistema Easyfix para este
tipo de componentes de aço (exemplo do aperto de um
componente de aço na Figura 41).
Além disso, estas bases têm uma secção de aperto normalizada e por isso, os componentes que
sejam apertados nestas bases terão que ter uma secção correspondente de material excedente, a
desbastar findas as operações de maquinagem. Na Figura 46, é visível a secção de aperto das
presas com as dimensões de 50.8x20.5x12.5. Com o uso deste tipo de sistema de aperto, a secção
normalizada permite uma universalidade de aperto de componentes pequenos.
Levantam-se duas questões. O aperto dos componentes nas presas é unidirecional e é feito por 4
parafusos, e numa base de latão, este aperto pode não ser suficiente, já que o latão tem um regime
elástico superior ao do aço. Como as operações de CNC são de corte por arranque de apara, é
possível a ocorrência de desvios dimensionais. Além disso, se for necessário retirar os componentes
das garras para que, por exemplo, sejam sujeitos ao tratamento térmico, seria necessário um
desempeno e centramento, já que o centro do componente iria deixar de corresponder ao centro da
base já programado na máquina, o que não é desejável.
A forma de resolver estes dois problemas levantados passa por furar previamente os componentes
pequenos ainda em bruto e furar também as bases de aperto para a introdução de duas cavilhas
nestes furos (ver Figura 47). Assim, cada vez que se queira retirar os componentes das garras, ao
reintroduzi-los, serão guiados pelas cavilhas, que têm a dupla função de restringir o movimento do
aço em duas direções (eliminando os desvios) e evitar o desempeno e centramento.
Figura 46 - Presa EROWA, usada no sistema de aperto de componente pequenos.

71
4. Easyfix para componentes médios:
Posteriormente, deu-se início ao desenvolvimento do sistema de aperto de componentes médios. À
semelhança das presas EROWA, era imperativa a flexibilidade na transição entre máquinas,
principalmente porque as máquinas de erosão por fio têm o sistema de aperto limitado pela
passagem do fio. O conceito representado na imagem da esquerda da Figura 48 mostra como o
esquadro (assim denominado daqui em diante) se torna flexível, permitindo que os componentes
(traçados a vermelho, na mesma imagem da Figura 48) sejam erodidos por fio em duas posições
diferentes.
No caso dos componentes médios, não é possível definir uma área de aperto normalizada devido à
variabilidade do tamanho dos mesmos. No entanto, recentemente, este tipo de componentes passou
a incluir uma secção destinada a dois furos roscados para servirem de aperto e agilizar a transição
dos componentes de secção em secção. Estes furos têm a distância de centro-a-centro normalizada,
o que facilita a introdução de componentes médios de vários tamanhos e findas todas as operações
de maquinação, a secção é eliminada por desabaste. Aproveitou-se, por isso, o recente uso destes
furos para desenvolver o esquadro em torno da necessidade do aperto Easyfix e de manter a
versatilidade na transição de secções.
A solução pensada que melhor viabiliza esse aperto está representada na imagem do centro e direita
da Figura 48. O esquadro possuí vários furos com as distâncias normalizadas e secções furadas
permitindo o aperto à maioria dos componentes médios.
Figura 47 - Presa EROWA e as cavilhas; 1- Dois furos para as cavilhas; 2- Furo roscado M10

72
Posteriormente, levantou-se a mesma necessidade de desapertar os componentes, para uma
eventual ida ao tratamento térmico. De igual modo, a solução encontrada foi a adição de furos na
secção furada dos componentes e na parte superior e parte
inferior do esquadro, para a introdução de cavilhas permitindo,
que à semelhança dos componentes pequenos, também estes
pudessem ser retirados do sistema de aperto, sem serem sujeitos
à tarefa de desempeno, na sua reintrodução.
Na Figura 49, está representado um exemplo de aperto de um
componente médio, no esquadro já maquinado e pronto a usar.
Neste caso, os componentes terão sempre que ser centrados, já
que o centro do esquadro marcado no computador nunca
corresponderá ao centro do componente a maquinar, como se
pode reparar ainda nesta figura.
5. Teste de implementação do sistema, primeiras maquinagens:
A par do desenvolvimento do esquadro para o aperto de componentes médios, foi realizada a
primeira tentativa de maquinação CNC com o sistema Easyfix. Um conjunto de pequenos elementos
móveis de um molde em produção (imagem superior esquerda da Figura 50) foi sujeito às operações
de desbaste e de acabamento CNC.
Findas estas operações, o conjunto seguiu sem desmontar (como pretendido) para a sala de
controlo, e segundo os operadores e responsáveis, os resultados confirmaram o sucesso deste
sistema (imagem superior direita da Figura 50). Todos os pontos controlados corresponderam ao
expectável, como se pode ver pelos indicadores a verde, excetuando os pontos nos extremos da
barra de aço (a vermelho), que eram já esperados pelos responsáveis, isto porque neste primeiro
ensaio, ainda não se usaram as cavilhas e, por isso, o centro da barra não corresponde exatamente
ao centro da base Easyfix.
Figura 48 – Esquerda: O conceito; Centro: O CAD; Direita: Desenho técnico.
Figura 49 - O esquadro concluído com exemplo de aperto.

73
Com os resultados ditados pelo controlo, este conjunto de elementos móveis pôde seguir para a
erosão fio, uma vez mais sem ser desmontado. O resultado da erosão está representado na
imagem inferior esquerda da Figura 50. Após novo controlo, de novo com bons resultados, e com o
aval do diretor da produção de moldes e dos responsáveis, deu-se início ao fabrico de oito conjuntos
de componentes (imagem inferior direita da Figura 50).
O conjunto de imagens da Figura 50 comprova a versatilidade deste sistema. Com um único aperto,
que foi realizado fora da máquina, o conjunto de componentes transitou da secção CNC para a
secção de controlo, terminando na secção EDM. A sua movimentação foi ainda exequível, sem ser
necessária a realização das operações de desempeno e centramento. Além disso, o resultado do
controlo feito após a operação de desbaste CNC e as 8 maquinações CNC posteriores, confirmam a
resistência do sistema.
Este sistema Easyfix é um sistema inovador e bastante diferente do sistema de aperto ordinário. Por
isso, no desenrolar do desenvolvimento, houve uma grande dificuldade a ser ultrapassada, a
resistência à mudança por parte de alguns intervenientes. Foi, então, necessário abordá-los de uma
maneira subtil, explicar-lhes que este sistema fazia parte do projeto da tese, e transmitir-lhes a
grande possibilidade de ocorrência de erros, que, no entanto, nunca se descobrirão se não se o
projeto não avançar. E com esta abordagem, foi possível avançar com o projeto, minimizando os
protestos.
Figura 50 – Superior esquerda: A primeira tentativa numa máquina CNC; Superior direita: O resultado do controlo; Inferior esquerda: O resultado após erosão por fio; Inferior direita: aplicação do conceito a 8 conjuntos de componentes

74
5.4.3. Sistema de aperto de componentes médio-grandes -
Análise de investimento
Também, nos setups de componentes médio-grandes (como por exemplo buchas e cavidades), as
operações de ajuste atingem tempos elevados. No entanto, estes componentes ultrapassam as
dimensões possíveis de aperto no esquadro do sistema Easyfix, e por isso, pensou-se que as tarefas
de aperto, desempeno e centramento poderiam ser realizadas externamente às máquinas CNC e
EDM, (ou seja, efetuadas noutra máquina). Assim sendo, sabendo que as máquinas que realizam
este tipo de tarefas externamente são muito caras, em alternativa ponderou-se a adaptação de uma
máquina de fresagem convencional. Esta máquina convencional não permite o centramento, mas
torna possível que as tarefas de aperto e desempeno passem a externas, o que já representa uma
melhoria.
Uma das máquinas convencionais que a empresa tem, está a precisar de uma manutenção grande,
ou então de ser trocada por uma máquina mais moderna. O investimento numa máquina nova de
fresagem convencional permitiria que a máquina antiga passasse a realizar as tarefas de aperto e
desempeno, cujos mecanismos para esse efeito estão perfeitamente funcionais, e um aumento
produtivo nesta secção de fresagem. Pôs-se a questão: compensa comprar uma máquina nova, para
que se possam fazer estas tarefas internas na antiga? Ao fim de quanto tempo se atingiria o payback
financeiro?
Através do diagnóstico, concluiu-se que o conjunto das tarefas de aperto e desempeno para este tipo
de componentes representam cerca de 5 minutos em cada setup, e que além disso, se realizam
cerca de 5 setups diários em cada secção CNC e EDM por penetração. É então possível calcular o
tempo que se poupa mensalmente, se se passarem a realizar os apertos e desempenos fora das
máquinas CNC e EDM, resultando em 9.17 horas extra (∆��������� = ∆���������) disponíveis em
22 dias úteis mensais.
Para realizar os cálculos que de seguida se apresentarão, foram ainda aferidos os seguintes valores:
Tabela 12 - Lista dos valores necessários para o cálculo do payback period.
Custo por hora CNC ���� 35€/h
Custo por hora EDM ���� 35€/h
Custo por hora Fresagem
Conv.
������ 25€/h
Aumento produtivo F. Conv. -------- 15%
Horas produtivas F. Conv. �.���� 7h/dia

75
O período de retorno do investimento (n) foi calculado usando os valores dispostos na Tabela 12, para
uma taxa de juro anual de � = 3.5%, que foi convertida em taxa de juro mensal ��� = 3.45%, para que
o resultado seja obtido em meses. A formulação usada foi a seguinte:
∆�� = ����× ∆��������� + ����× ∆��������� + 0.15× ������× �.����(������)
= 1219€/�ê�
(5)
������������ = ∆��×�
�����
× �1 −�
��������
��� ⟺ � =8.7 meses
(6)
Apesar de este sistema ser vantajoso, e de o período de recuperação ser atingido em
aproximadamente 9 meses, é preciso, primeiro, moldar a cultura da empresa para o funcionamento a
“100%” das máquinas, ou seja, convém primeiro que o sistema Easyfix e o procedimento sejam
realmente eficazes. Só quando se atingir um estado de produção, em que as máquinas,
praticamente, não param durante o período laboral, é que se deveria pensar em apostar numa
máquina para realizar este tipo de tarefas externamente. Além disso, é importante frisar a relevância
da determinação do sistema de aperto aliado à peça modelada, no CAM, que minimizará os tempos
de posicionamento deste tipo de componentes, sem ser necessária a realização de um investimento.
5.4.4. Resultados esperados com a aplicação da ferramenta
SMED
Este subcapítulo pretende apresentar o impacto estimado nos setups observados durante o
diagnóstico, que se conseguiria atingir, respeitando na íntegra o procedimento standard, desenvolvido
no subcapítulo 5.2 com base na solução 0, 1 e 3 do SMED e considerando o total funcionamento do
sistema Easyfix e a disponibilidade da máquina para apertos e desempenos de componentes médio-
grandes, desenvolvidos com base na solução 2 do SMED.
De relembrar que os sistemas desenvolvidos neste subcapítulo funcionam em componentes
pequenos, médios e médio-grandes, na secção CNC, estando por isso eliminadas as estruturas. Já
na secção EDM, o sistema está previsto funcionar em componentes pequenos e médios. Na
transição da coluna 3 para a coluna 4 da Tabela 13, todos os valores que permanecem inalterados
correspondem aos componentes que não se enquadram no sistema, como acima referido.
������������ = 18000 (���ç� �á�.����)− 7500 (���ç� �� �������çã� �� �á�.������)
= 10500€
(4)

76
Tabela 13 – Resultados das soluções desenvolvidas, baseadas na ferramenta SMED.
Tempo
original
[min]
Tempo após
etapa 0, 1 e 3
do SMED
[min]
Tempo após
etapa 0, 1, 2 e 3
do SMED [min]
%Redução
temporal
total
CNC1 171 56 25 85.4%
CNC2 31 13 10 67.7%
CNC3 20 16 6 70.0%
CNC4 52 16 11 78.8%
CNC5 94 42 42 55.3%
CNC6 31 16 16 48.4%
CNC7 20 15 1 95.0%
EDM1 45 39 39 13.3%
EDM2 54 29 29 46.3%
EDM3 50 33 7 86.0%
EDM4 100 72 72 28.0%
EDM5 100 21 6 94.0%
∑ 768 min ∑ 368 min ∑ 264 min 65.6%
Para trabalhos como o CNC7 e o EDM5, estima-se que a redução temporal atinja 95% e 94%,
respetivamente. O CNC7 correspondeu a um trabalho de introdução de um componente pequeno,
cuja operação de ajuste demorou um tempo consideravelmente elevado, por isso, o Easyfix poderia
ter reduzido este trabalho em 14 minutos. Por outro lado, no EDM5, além de um valor elevado na
operação de ajuste, as atividades externas representaram 79 minutos, isto devido à paragem para
almoço do operador, que demorou 67 minutos, período durante o qual a máquina esteve parada, e
que não é suposto acontecer. Se os operadores respeitarem o procedimento, casos como o EDM5
serão minimizados.
Em termos gerais, revendo todos os setups avaliados durante a fase de diagnóstico e aplicando as
várias soluções concretas, o resultado estimado final corresponde à redução do somatório dos
tempos dos 12 setups observados, de 768 minutos para um valor de 264 minutos, o que representa
uma redução temporal na ordem dos 65.6%.
Ao longo deste capítulo, foram apresentadas soluções concretas, umas que permitem o auxílio na
tomada de decisão informada para o planeamento de produção, outras que abordam todas as etapas
do SMED. Como é óbvio, a implementação de ferramentas novas, como o MPM, o procedimento
standard delineado, ou a utilização do sistema de aperto Easyfix não é instantânea. Requer, por isso,
alguma prática e afinação para que seja eficaz, e por esta razão, a enorme redução dos valores de
setup estimados na Tabela 13 deverá servir de marco a atingir pela empresa, à semelhança dos
tempos dos vários tipos de trabalho definidos anteriormente.

77
6. Conclusão
O trabalho realizado na empresa teve por base a filosofia Lean e teve como objetivo identificar
desperdícios para que posteriormente se desenvolvessem soluções visando a sua eliminação, tendo
no horizonte a eficiência do processo produtivo, contribuindo para o aumento da produtividade da
empresa.
Este trabalho compreendeu a realização de um diagnóstico, e para o concretizar, fez-se o
mapeamento da cadeia de valor (VSM). Selecionaram-se os conjuntos de componentes de um molde
representativo de maior criticidade e importância para a empresa e para o cliente, ou seja, os
componentes que entram em contacto direto com a peça injetada – cavidades, buchas e respetivos
postiços. Após a análise de dados disponibilizadas pela empresa, identificou-se o valor e o fluxo
destes conjuntos, e finalmente construiu-se o mapa da cadeia de valor – VSM.
A informação obtida na construção VSM permitiu o reconhecimento de vários desperdícios e
oportunidades de melhoria. Os elevados tempos de retrabalho e espera, que representaram
respetivamente, 3,3% e 32% do lead time produtivo de 1848 horas, bem como a falta de elétrodos ou
de programa na altura de maquinar, indicaram que o planeamento estava a ser pouco eficaz e que
havia falta de comunicação entre secções. Ainda com os resultados obtidos do VSM, durante a fase
de diagnóstico foi dada especial atenção ao estudo das operações de setup. Aferiu-se que esta
atividade chegou a atingir 27% do tempo produtivo, no conjunto das cavidades. Relembra-se que o
tempo produtivo é composto pelo tempo de valor acrescentado, tempo para controlo (normalmente
reduzido ou nulo) e tempo de setup. Os valores deste último constituinte foram considerados muito
elevados.
O estudo dos setups foi realizado nos principais setores produtivos, na secção CNC e na secção
EDM. Os resultados obtidos permitiram concluir que existia uma grande disparidade nos tempos de
setup na introdução de componentes semelhantes, no caso mais grave a diferença foi de 31 minutos
para 94 minutos. Detetaram-se ainda enormes valores temporais de tarefas externas realizadas
durante o mesmo, por exemplo, a tarefa de programação, atingiu 106 minutos num setup de 171
minutos. Todos estes aspetos identificados sugerem a falta de monitorização desta operação e a falta
de um procedimento standard. Ainda durante o diagnóstico aos setups verificou-se que as tarefas de
ajuste representavam elevados valores nas tarefas internas, e estavam implicados pela inexistência
de um sistema de aperto padronizado.
Identificadas as potenciais causas para os desperdícios, o trabalho prosseguiu com o
desenvolvimento de soluções que visavam a eliminação destes.
Considerou-se fundamental a conceção de uma ferramenta que auxiliasse os responsáveis nas
tomadas de decisão de planeamento. Criou-se por isso um método chamado Mapeamento do
Progresso de Moldes (MPM), que apresenta pormenorizadamente o progresso dos moldes e dos

78
seus constituintes, e o atraso ou avanço na produção, em relação à data estipulada com os clientes.
Esta solução foi ainda formada pela definição de marcos temporais na produção, de forma a garantir
que a data de expedição do molde seja cumprida. Concluiu-se através de uma reunião realizada com
a direção da empresa, que este rastreio do progresso, até então inexistente e propiciado pelo MPM,
traz um grande benefício na tomada de decisão informada no planeamento da produção, por parte
dos responsáveis.
Com o intuito de melhorar a operação de setup, com base na solução 1 do SMED, definiu-se um
procedimento em conjunto com os operadores, cuja inclusão foi proporcionada pela realização de
dois Kaizen Events. A participação dos operadores foi fundamental não só para a motivação dos
mesmos no posterior seguimento do procedimento, mas também pelas sugestões que apresentaram,
tendo contribuído positivamente na definição do procedimento. Com a conceção do procedimento,
definiram-se ainda os tempos previstos para os vários trabalhos de setup. Além disso, averiguou-se
qual o potencial impacto da solução 1 do SMED nos setups observados durante o diagnóstico.
Concluiu-se, que o somatório temporal de 768 minutos dos 12 trabalhos observados no diagnóstico,
ao aplicar a solução 1 do SMED, reduzem para 368 minutos, ou seja, uma redução de 52%.
A mentalidade dos operadores e a cultura da empresa não muda de um momento para o outro. É
necessário que, numa base educativa, se incentivem os operadores a cumprir o procedimento. Por
isso, com o intuito de introduzir o procedimento e de verificar aplicabilidade do mesmo, realizaram-se
3 setups com 2 dois operadores diferentes. Neste caso de implementação, os resultados apontaram
para o sucesso do procedimento, já que no total dos 3 trabalhos observados, a redução do tempo de
setup correspondeu a 49%, o se aproxima do valor de 52% esperado.
Com o objetivo de garantir a realização das tarefas externas, a tempo da paragem das máquinas, e
com vista na solução 3 do SMED, propôs-se um sistema de aviso sonoro e luminoso. A ideia é que
trabalhe em função do tempo disponível até à paragem da máquina, e em função do tempo esperado
para a preparação dos trabalhos. Espera-se que com estes avisos e aliando a organização da
bancada de trabalho, os operadores e responsáveis se apercebam, se o trabalho de preparação vai
concluir a tempo da paragem da máquina. De referir ainda, que a permanente monitorização das
operações de setup é fundamental no processo de melhoria continua.
Desenvolveu-se ainda um sistema de aperto padronizado, a que se chamou Easyfix. Este sistema foi
pensado, visando a melhoria da introdução de componentes de pequenas e médias dimensões, com
base na solução 2 do SMED. Esta solução pretende eliminar as tarefas internas de desempeno,
aperto e centramento, e permitir a transição dos entre as secções CNC, EDM e de controlo, sem a
necessidade de realizar estas tarefas. Durante este processo, realizaram-se vários Kaizen Events
com operadores e responsáveis, e a resistência à mudança e duvidas acerca do sucesso do sistema,
por parte de alguns intervenientes foi uma constante. No entanto, o sucesso foi aferido com a
realização de testes de controlo nos ensaios realizados na secção CNC, cujos resultados foram
positivos. Os provetes ensaiados puderam transitar, de seguida, entre secções sem necessitar de
realizar tarefas internas de aperto, desempeno e centramento. Averiguou-se, posteriormente, o
potencial desta solução aplicado aos setups observados durante o diagnóstico, cujo resultado foi

79
somado ao já aferido para a solução do procedimento (solução 1 do SMED). Concluiu-se, que
aplicando as duas soluções, o somatório temporal de 768 minutos dos 12 setups observados,
passaria agora a ser 264 minutos, ou seja, uma redução de 66%, em relação ao tempo original.
A filosofia Lean, com os seus preciosos princípios e ferramentas, revelaram-se fundamentais no
desempenho deste trabalho. De referir, que a posição cética por parte de alguns dirigentes de
empresas deste sector e as várias indicações da complexidade da produção e da exclusividade dos
componentes, indicavam a possível inviabilização da aplicação desta filosofia. Pelo contrário, os
resultados deste trabalho comprovam que o Lean é claramente aplicável na produção de moldes.
7. Trabalho futuro
Este trabalho é apenas o início de uma longa caminhada de melhoria. A criação de um departamento
Lean seria bastante interessante para a empresa sendo assim possível dar continuidade ao trabalho
começado.
Sugere-se, que o mapeamento do progresso de moldes seja implementado, o quanto antes. A
realização de iniciativas de incentivo ao seguimento do procedimento standard e de monitorização ao
estado dos setups e da cadeia produtiva, contribuirá para a permanente identificação de desperdícios
e posterior definição de soluções que os eliminem. O sistema Easyfix necessita de um maior
desenvolvimento, para que se propicie a sua implementação a um nível global no fabrico de
componentes.
Referências
[1] Womack, J.P., Jones, D.T., Ross, D. “The machine that changed the world”, New York:
Macmillan Publishing Company, 1990;
[2] McKellen, C., “Lean manufacturing and lean thinking?”, Metalworking Production Equipment
Directory, 2004;
[3] PINTO, Francisco, “Balanced Scorecard, Alinhar Mudança, estratégia e performance nos
serviços públicos”, Edições Silabo, Lisboa, 2007.ISBN 978-9726184591;
[4] Ohno, T., “Toyota Production System: Beyond Large-Scale Production”, Portland, Oregon:
Produtivity Press, 1988;
[5] Lean Manufacturing Tools. Disponível em: <http://leanmanufacturingtools.org/77/the-seven-
wastes-7-mudas/>. Acedido em agosto de 2016 ;
[6] Womack, J.P., Jones, D.T., “Lean thinking: banish waste and create wealth in your
corporation”. Free Press Business, 2003;

80
[7] Lian, Y., Landeghem, H.V., “An application of simulation and value stream mapping in lean
manufacturing”. Department of Industrial Management, Ghent University, Technologiepark, 903, B-
9052, Ghent, Belgium, 2002;
[8] Rother, M., Shook, J., “Learning to See: Value Stream Mapping to Add Value and Eliminate
Muda”, Brookline: The Lean Enterprise Institute, Inc., 2009;
[9] The Fabricator. Disponível em: <http://www.thefabricator.com/article/shopmanagement/10-
steps-to-successful-value-stream-mapping/>. Acedido em agosto de 2016 ;
[10] Kaizen. Disponível em: <https://www.kaizen.com/knowledge-center/value-stream-
mapping.html/>. Acedido em agosto de 2016 ;
[11] Bertholey, F., Bourniquel, P., Rivery, E., Coudurier, N., Follea, G., “Méthodes d´amélioration
organisationnelle appliquées aux activités des établissements de transfusuion sanguine (ETS): Lean
Manufacturing, VSM, 5S”. Transfusion Clinique et Biologique 16, 2009, pp. 93-100;
[12] S. Shingo, “A Revolution in Manufacturing: the SMED System,” MA Cambridge, Productivity
Press, 1985;
[13] Y. Dave, N. Sohani, “Single Minute Exchange of Dies: Literature Review”, j. Lean Thinking,
vol. 3, 2012, pp. 27-37,
[14] J. Morgado, A. Costa, P. Peças, E. Henriques. Setups no Sector do Engineering & Tooling, O
Molde, nº 97, 2013, pp. 26-29;
[15] S. Shingo, “A study of the Toyota Production System from an Industrial Engeneering
Viewpoint”, Productivity Press, Inc, 1989;
[16] Kaizen. Disponível em: <https://www.kaizen.com/knowledge-center/what-is-5s.html/>. Acedido
em agosto de 2016 ;
[17] J. Leite, “F-16MLU – Melhoria da Qualidade do Processo de Modificação”. Dissertação
(Mestrado), IST/UTL, AFAP, Lisboa, 2008;
[18] Parrie, J. “Minimize waste with the 5S system”, PFM Production, 2007;
[19] A. Costa, E. Henriques, and P. Peças, “Mapping the mould production process : a work tool for
improvement,” in PMI Conference, 2012, pp. 315–323;
[20] Pereira, D., “A lean production na indústria de moldes”. Revista “O molde”, 2007;
[21] P. Peças, J. Morgado, A. Jorge, E. Henriques, “Milling Machines Setup Process
Characterization in the context of Mould Making Industry”, in PMI conference, 2012, pp. 151-159;
[22] P. Peças, J. Morgado, C. Cardeira, R. Cernadas, “Redução dos Tempos de Setup – A
abordagem do Projeto Mobilizador Produtech PSI”, j. Tecno Metal, vol. 207, 2013, pp. 20-28.

81
Anexos
Anexo 1 - Tratamento de dados PHC – somatório de horas nos diferentes estados dos vários
conjuntos de componentes
SOMA
Cavidade Espera 0 0 5,45 49,62 0 29
84,07
Retrabalho 0 0 4,7 9,13 0 0
13,83
Tprod 6,54 5,7 7,46 10,97 4,33 10,93
45,93
setup 2 0,67 2 4,5 2,5 0,67
12,34
Tpc 0,51 0 1,67 3,17 0 0
5,35
tva 4,03 5,03 3,79 3,3 1,83 10,26
28,24
Inventário [dias] 0,5 1,375 2,313 2 4,125 0
10,313
Espera nãolaboral 469,666
SOMA
P.cavidade Espera 0 0 0 16
16
Retrabalho 0 0 0 0
0
Tprod 14,17 2,73 2,47 7,85
27,22
setup 0,33 0,5 1 0,5
2,33
Tpc 0,37 0,17 0 0,17
0,71
tva 13,47 2,06 1,47 7,18
24,18
Inventário [dias] 2,916 2 0,688 0
5,604
Espera nãolaboral 151,948
SOMA
Bucha Espera 0 0 42,58 19,28 50,88 21 156 289,74
Retrabalho 6,98 13,98 1,72 0 7,07 5,33 6 41,08
Tprod 23,39 9,92 29,11 40,91 22,25 60,42 13,82 199,82
setup 1,5 1,5 1,5 3,75 3 2 0,5 13,75
Tpc 0 0 0 0 1 0 0 1
tva 21,89 8,42 27,61 37,16 18,25 58,42 13,32 185,07
Inventário [dias] 0 10 0 0,59 0,92 22,75 0 34,26
Espera nãolaboral 1043,28
SOMA
P.bucha Espera 0 11 131,64 7,25 52,06 0,5
202,45
Retrabalho 0 0 4,55 1,19 0 0
5,74
Tprod 10,97 8,8 42,73 9,41 74,35 13,3
159,56
setup 0,75 1,5 7,5 4,5 3,75 4,5
22,5

82
Tpc 0 0 0 0 0 0,5
0,5
tva 10,22 7,3 35,23 4,91 70,6 8,3
136,56
Inventário 0 0 0 0 0 0
0
Espera nãolaboral 304,25
Anexo 2 – VSM 2043 completo
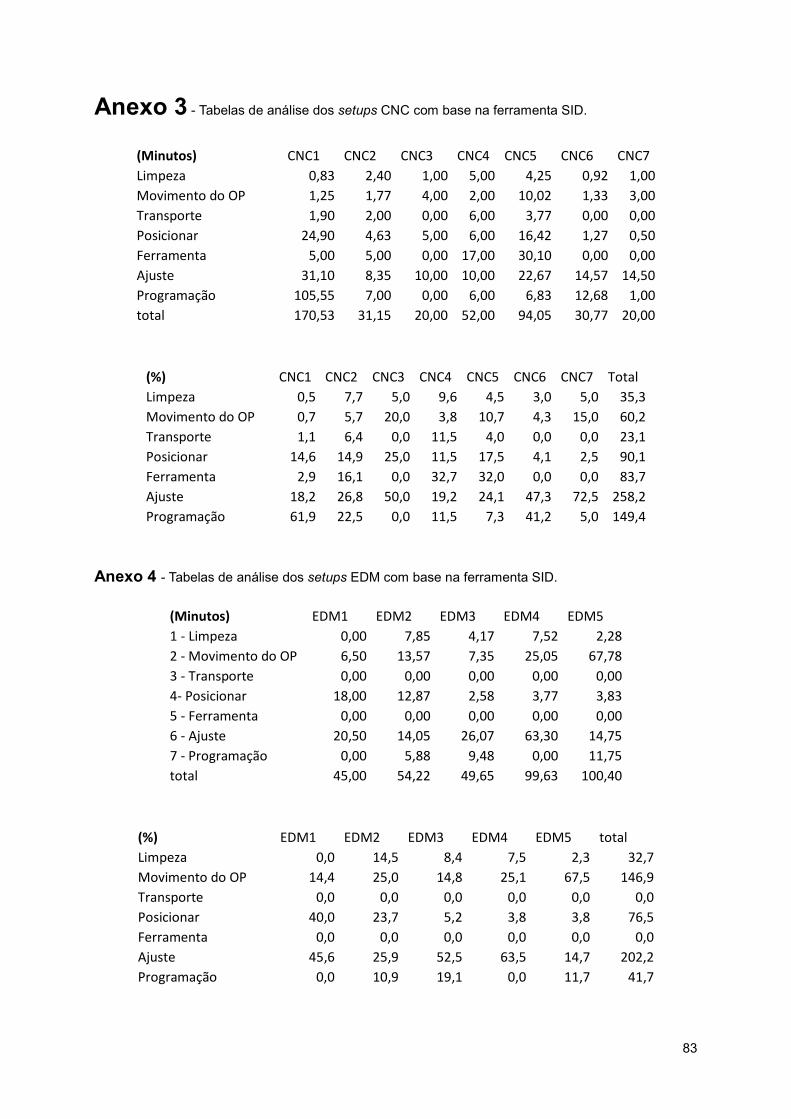
83
Anexo 3 - Tabelas de análise dos setups CNC com base na ferramenta SID.
(Minutos) CNC1 CNC2 CNC3 CNC4 CNC5 CNC6 CNC7
Limpeza 0,83 2,40 1,00 5,00 4,25 0,92 1,00
Movimento do OP 1,25 1,77 4,00 2,00 10,02 1,33 3,00
Transporte 1,90 2,00 0,00 6,00 3,77 0,00 0,00
Posicionar 24,90 4,63 5,00 6,00 16,42 1,27 0,50
Ferramenta 5,00 5,00 0,00 17,00 30,10 0,00 0,00
Ajuste 31,10 8,35 10,00 10,00 22,67 14,57 14,50
Programação 105,55 7,00 0,00 6,00 6,83 12,68 1,00
total 170,53 31,15 20,00 52,00 94,05 30,77 20,00
(%) CNC1 CNC2 CNC3 CNC4 CNC5 CNC6 CNC7 Total
Limpeza 0,5 7,7 5,0 9,6 4,5 3,0 5,0 35,3
Movimento do OP 0,7 5,7 20,0 3,8 10,7 4,3 15,0 60,2
Transporte 1,1 6,4 0,0 11,5 4,0 0,0 0,0 23,1
Posicionar 14,6 14,9 25,0 11,5 17,5 4,1 2,5 90,1
Ferramenta 2,9 16,1 0,0 32,7 32,0 0,0 0,0 83,7
Ajuste 18,2 26,8 50,0 19,2 24,1 47,3 72,5 258,2
Programação 61,9 22,5 0,0 11,5 7,3 41,2 5,0 149,4
Anexo 4 - Tabelas de análise dos setups EDM com base na ferramenta SID.
(Minutos) EDM1 EDM2 EDM3 EDM4 EDM5
1 - Limpeza 0,00 7,85 4,17 7,52 2,28
2 - Movimento do OP 6,50 13,57 7,35 25,05 67,78
3 - Transporte 0,00 0,00 0,00 0,00 0,00
4- Posicionar 18,00 12,87 2,58 3,77 3,83
5 - Ferramenta 0,00 0,00 0,00 0,00 0,00
6 - Ajuste 20,50 14,05 26,07 63,30 14,75
7 - Programação 0,00 5,88 9,48 0,00 11,75
total 45,00 54,22 49,65 99,63 100,40
(%) EDM1 EDM2 EDM3 EDM4 EDM5 total
Limpeza 0,0 14,5 8,4 7,5 2,3 32,7
Movimento do OP 14,4 25,0 14,8 25,1 67,5 146,9
Transporte 0,0 0,0 0,0 0,0 0,0 0,0
Posicionar 40,0 23,7 5,2 3,8 3,8 76,5
Ferramenta 0,0 0,0 0,0 0,0 0,0 0,0
Ajuste 45,6 25,9 52,5 63,5 14,7 202,2
Programação 0,0 10,9 19,1 0,0 11,7 41,7

84
Anexo 5 - Procedimento standard EDM.
Nº Operações externas –
Máquina SEMPRE a
funcionar
Descrição
1 Operações no PC
Dar entrada da peça (Sinex inclusive); Relatório de medição; Programar.
1h
2 Transporte
Trazer carro / ponte; Trazer os componentes a maquinar.
3 Ferramenta (fresas, elétrodos)
Saber se já estão todos prontos; Saber se já estão controlados; Verificar ferramentas; Passar a lixa; Tirantes; Codificar os elétrodos Verificar o fio.
4 Recolha de informações / acessórios
Recolher e verificar os desenhos técnicos; Questionar no CAD dúvidas que surjam na
verificação; Saber se a máquina é adequada; Recolher todo o tipo de material que
possa vir a ser necessário: cola, cobre, pedra, garras, sistema de aperto, olhais, material de limpeza, calculadora, paquímetro, etc.
5 Limpeza Limpar componentes a maquinar (incluindo rebarbas);
Passar a pedra.
6 Autocontrolo Controlar a peça que vai ser maquinada.
Nº Operações internas -
STOP – parar a máquina
Descrição
1 Autocontrolo Controlar a peça maquinada;
2 Limpeza Limpar a máquina.
3 Posicionamento e ajuste
Posicionar; Desempenar; Apertar; Centrar.
Notas importantes:
Depois do início da maquinação, o operador deve entregar a peça anterior concluída à
secção seguinte e procurar o novo trabalho, repetindo o procedimento;
Só depois do arranque é que o operador deve arrumar o material usado, que já não
necessite para o novo trabalho;
Todas as máquinas com armazém de paletes devem, sem exceção, ficar a trabalhar durante
a hora de almoço e, dentro dos possíveis também as restantes.

85
Anexo 6 - Gráficos de registo temporal das operações de setup – secção EDM.