desenvolvimento de m todo de an lise de custos dos...
TRANSCRIPT
MAURO BAGGIO R.A. 002200400327
DESENVOLVIMENTO DE MÉTODO PARA ANÁLISE DE CUSTOS DOS DEFEITOS EM EMPRESA COMERCIAL
ITATIBA 2008
MAURO BAGGIO R.A. 002200400327
DESENVOLVIMENTO DE MÉTODO PARA ANÁLISE DE CUSTOS DOS DEFEITOS EM EMPRESA COMERCIAL
Relatório Final apresentado a disciplina de Estágio Supervisionado II do Curso de Administração da Unidade Acadêmica da Área de Administração de Empresas da Universidade São Francisco, como exigência parcial para a obtenção de média semestral. Orientador: Prof. Ms. José Sérgio Bressan
ITATIBA 2008

DEDICO este estudo aos meus pais, Pedro e Nadyr, pelo amor sem medidas, pela educação e ensinamentos que muito me auxiliaram dando-me base necessária para vencer esta e todas as etapas que estão por vir; A minha sempre amiga Cássia, pela amizade, apoio, carinho, atenção e incentivo.

“Sua META é ser o melhor do mundo naquilo que você faz. Não existem alternativas.”
(Vicente Falconi Campos, Ph. D. )

AGRADECIMENTOS
Neste momento importante de minha vida, gostaria de agradecer a minha
família que sempre me apoiou em todos os momentos durante esses anos do curso,
não me deixando esmorecer nos momentos mais difíceis.
Meu pai Pedro e minha mãe Nadyr, que sempre incentivaram meus sonhos,
objetivos e me deram todas as condições necessárias para meus estudos e estar
onde estou hoje;
Minha sempre amiga Cássia, que por muitas vezes me incentivou e me
ajudou nos momentos difíceis deste trabalho, abrindo mão de algumas de suas
preferências para me acompanhar na elaboração e execução deste estudo;
Meus professores onde por todos esses anos me passaram teorias e
conceitos com toda dedicação, me orientando com seus conhecimentos e vivências,
enriquecendo meus estudos.
O meu orientador, Professor Bressan, que me compreendeu e me ajudou com
sua atenção, além de se tornar um amigo que levarei seus ensinamentos e gratidão
por toda minha vida, muito obrigado!
Aos amigos de faculdade, que com eles, os estudos, as experiências
vividas, junto com a amizade me fizeram fortalecer e aprender cada vez mais,
contribuindo em meu aprendizado.
E para finalizar, agradeço a Deus, que me abençoa e me protege em todos
os momentos da minha vida.
SUMÁRIO 1. INTRODUÇÃO ..................................................................................................... 1
1.1 Área...................................................................................................................... 1
1.2 Tema .................................................................................................................... 1
1.3 Organização ......................................................................................................... 1
1.4 Situação Problemática ......................................................................................... 2
1.5 Objetivo Principal ................................................................................................. 2
1.6 Justificativa da Pesquisa ...................................................................................... 3
2. CONCEITOS DE QUALIDADE ............................ ................................................ 4
2.1 Programas ............................................................................................................ 8
2.1.1 Sistema Toyota de Produção ......................................................................... 8
2.1.1.1 Perda por Superprodução ........................................................................... 9
2.1.1.2 Perda por Espera ...................................................................................... 10
2.1.1.3 Perda por Transporte ................................................................................ 11
2.1.1.4 Perda no Próprio Processamento ............................................................. 11
2.1.1.5 Perda por Movimentação .......................................................................... 12
2.1.1.6 Perda por Fabricação de Produtos Defeituosos ....................................... 12
2.1.1.7 Os Pilares do Sistema TOYOTA: JIT e Jidoka .......................................... 12
2.1.2 Qualidade Total ............................................................................................ 14
2.1.2.1 Mapeamento do fluxo de valores .............................................................. 14
2.1.2.2 5 S ............................................................................................................ 14
2.1.2.3 TPM .......................................................................................................... 14
2.1.2.4 Set up........................................................................................................ 15
2.1.2.5 SQS .......................................................................................................... 15
2.1.2.6 Poka Yoke ................................................................................................. 15
2.1.2.7 Kanban...................................................................................................... 15
2.1.2.8 Kaizen ....................................................................................................... 16
2.1.2.9 Seis Sigmas .............................................................................................. 16
2.2 Desenvolvimento do Método de Análise dos Defeitos ....................................... 16
2.2.1 Introdução do Método PDCA ....................................................................... 16
2.2.2 Coleta de Dados nos Departamentos .......................................................... 17
2.2.3 Análise dos Dados Obtidos .......................................................................... 19
2.3 Método para Cálculo do Custo Fixo e Variável .................................................. 26

2.3.1 Sobras e Resíduos de Processamento ........................................................ 27
2.3.2 Materiais Danificados/ Desperdícios ............................................................ 28
2.3.3 Produção Defeituosa .................................................................................... 29
2.4 Os Custos da Qualidade .................................................................................... 29
2.4.1 Custos de prevenção ................................................................................... 29
2.4.2 Custos de Avaliação..................................................................................... 29
2.4.3 Custos com Falhas Internas ......................................................................... 30
2.4.4 Custos com Falhas Externas ....................................................................... 30
2.5 Interpretação dos Custos de Qualidade ............................................................. 30
2.6 Métodos de Custeio ........................................................................................... 35
2.6.1 Custeio ABC ................................................................................................. 36
3. METODOLOGIA ....................................... ......................................................... 38
3.1 Período ............................................................................................................... 38
3.1.1 Processo de Coleta de Dados ...................................................................... 38
3.1.2 Descrição das Funções da Empresa............................................................ 38
3.1.3 Análise dos Processos na Empresa ............................................................. 41
3.1.3.1 Defeitos no Cliente .................................................................................... 41
3.1.3.2 Fluxograma dos Defeitos Internos ............................................................ 42
3.1.4 Fluxograma de Análise dos Defeitos Externos e Internos ............................ 43
3.1.4.1 Fluxograma da Análise dos Dados ........................................................... 44
3.1.4.2 Identificação e Origem dos Defeitos ......................................................... 45
3.1.4.3 Registros dos Custos dos Defeitos ........................................................... 45
3.1.4.4 Análise dos Defeitos Através do Gráfico de Paretto ................................. 48
3.1.4.5 Cálculo do DPMO para determinar Cpk da Empresa ............................... 49
3.2 Análise dos Dados ............................................................................................. 50
3.2.1 Análise do Custo Fixo da Empresa .............................................................. 50
3.2.2 Cálculo do Custo dos Defeitos ..................................................................... 51
3.2.3 Estimativa da Perda de Vendas em Função dos Defeitos ........................... 55
3.2.4 Cálculo do Custo Variável ............................................................................ 56
3.2.5 Impacto nos Resultados ............................................................................... 63
3.2.6 Análise por Origem....................................................................................... 64
3.2.6.1 Análise da Área de Operações ................................................................. 65
3.2.6.2 Análise da Área de Vendas ....................................................................... 66
3.2.6.3 Análise dos Fornecedores ........................................................................ 67

3.2.7 Classificação dos Fornecedores .................................................................. 68
4. CONSIDERAÇÕES FINAIS .............................. ................................................. 69
4.1 Introdução na Empresa do Conceito PDCA ...................................................... 69
4.1.1 As Fases do PDCA ...................................................................................... 70
4.1.2 Fluxo da Metodologia PDCA ........................................................................ 71
4.2 Implantação do MASP........................................................................................ 75
4.2.1 Resultados após Implantação do Método MASP ......................................... 79
4.3 Conclusão após Implantação do MASP ............................................................. 81
5. REFERÊNCIAS BIBLIOGRÁFICAS ........................ .......................................... 82
APÊNDICES ............................................................................................................. 83
RESUMO
BAGGIO, Mauro. Desenvolvimento de método para análise de custo do s defeitos em Empresa comercial com objetivo de se obter redução dos custos operacionais . 2008. Trabalho de Conclusão de Curso. Universidade São Francisco, Itatiba.
No ambiente econômico atual a concorrência por produtos e serviços é acirrada, em que detalhes significam à prosperidade do empreendimento ou sua decadência. A busca por excelência se faz necessário e o conhecimento profundo da empresa é essencial. O projeto de pesquisa elaborado em uma empresa comercial voltada ao segmento de venda de produtos odontológicos foi realizado com o objetivo de se analisar os custos dos defeitos em suas operações. No capítulo II foram apresentadas sínteses de programas de Qualidade direcionados para redução de defeitos como Qualidade Total e Sistema Toyota. Através do conhecimento destes programas foram demonstradas métodos para análises dos defeitos, assim como métodos para elaboração de planos de ação para redução dos defeitos. No capítulo III consta o desenvolvimento da Metodologia para aplicação na análise dos dados, desde os métodos para identificação e quantificação, até os de análise da capacidade dos processos e da empresa em função dos defeitos. Com a aplicação da Metodologia proposta foram analisados os dados sobre defeitos na empresa, o que permitiu o conhecimento dos custos dos defeitos assim como a importância para o desempenho da empresa. No capítulo IV foi apresentado a aplicação do conceito PDCA (Planejar, Executar, Controlar e Implementar), que permitiu a integração dos indicadores de desempenho que analisam o custo dos defeitos e a capacidade dos processos aos planos de ação do método MASP (Método de Análise para Solução de Problemas), com o objetivo de formar um ciclo voltado à melhoria contínua pela medição dos resultados dos planos de ação. Com a demonstração de que ações eficazes por parte da equipe de colaboradores permitiu à redução dos custos dos defeitos elevando a rentabilidade da empresa.
Palavras Chave: Custos dos Defeitos, Capacidade do Processo, Análise de Paretto, Desvio Padrão, Método de Análise de Problemas.
1
1. INTRODUÇÃO
1.1 Área
O projeto a ser elaborado faz parte da Área da Administração Financeira. A
escolha desta área se deve a sua crescente importância nas organizações, devido
ao fato de que o gerenciamento dos recursos realizado de modo eficaz e eficiente é
à condição primordial na continuidade da organização.
O projeto estará focando uma variável na composição do custo de distribuição
do produto, sendo esta atribuição pertinente ao segmento da Controladoria.
1.2 Tema
A composição do custo de distribuição nas organizações é uma atividade
complexa devido à dinâmica dos processos atuais, em que novos clientes,
fornecedores e produtos são incorporados constantemente. Introduzir novos
sistemas de controle para os custos de distribuição é uma atividade de grande
importância no cenário atual.
1.3 Organização
A JUNDENTAL COMÉRCIO ODONTOLÓGICO tem seu depósito e escritório
localizada à Av. Paulo Penteado, nº. 99 no Bairro Vianello na Cidade de Jundiaí,
Estado de São Paulo, e o telefone de contato é (11) 4521-4721.
Em suas instalações são realizadas a distribuição de produtos odontológicos,
através do recebimento de pedidos específicos para clínicas odontológicas,
autarquias públicas, farmácias, protéticos e etc.
Como produtos odontológicos exigem cuidados especiais de manuseio,
transporte e estocagem, todas as etapas do processo exigem controle para
possibilitar rastreabilidade dos produtos fornecidos. Devido à grande diversidade dos
itens disponíveis ser em média de 1.500 e o número de fornecedores em média de
100 o processo de distribuição dos itens demanda alto número de operações e
controles.

2
1.4 Situação Problemática
O estabelecimento de metas de desempenho (entrega, produtividade,
consumo de materiais, refugos e etc.) e seu contínuo acompanhamento pela
Gerência das áreas de Produção e Controladoria impõem a necessidade de se
atingir parâmetros de desempenho crescentes na atividade de distribuição.
Para se analisar a cumprimento de metas é necessária a realização de
medições dos índices de desempenho. Entre os índices de desempenho de maior
visibilidade pela Direção esta o de produtos devolvidos pelos clientes.
Quando os clientes devolvem produtos que não estão conformes ao
requisitado devido à: quantidades incorretas, faltas de itens solicitados, itens
trocados, ocorrem multas ou novos custos com a logística.
Entretanto o distribuidor também e acionado quando ocorre divergência com
utilização dos itens, que são reclamados pelos usuários que não estão tecnicamente
conformes. Quando isto ocorre à empresa procede com a troca do item reclamado
no menor prazo possível e devolve o produto ao responsável do fabricante.
Com o atual cenário econômico favorável esta ocorrendo um incremento no
mercado odontológico devido à disponibilidade de tratamentos odontológicos para
grupos da população que não tinham acesso aos tratamentos, devido ao surgimento
de clínicas voltadas a um segmento da população de menor renda e aos planos
odontológicos com mensalidades reduzidas. Para explorar este mercado, novos
fornecedores e produtos (com preços menores que os tradicionais) que estão
surgindo, o que esta resultando em um aumento de reclamações e devoluções de
materiais e por conseqüência maiores custos para a atividade de distribuição.
Como analisar os custos envolvidos na devolução de produtos rejeitados pelo
cliente?
1.5 Objetivo Principal
Analisar os custos da devolução de produtos rejeitados com o objetivo de se
estabelecer metas de desempenho, que quando não cumpridos demandarão planos
de ação para sua posterior adequação.

3
1.6 Justificativa da Pesquisa
Verificando-se que uma grande parcela dos produtos distribuídos está
agregando operações não previstas em sua estrutura de custos, é possível verificar
que uma pesquisa sobre os custos da devolução dos produtos trará novas
informações para o planejamento das atividades produtivas. A capacidade de se
reduzir custos é conhecida com uma das grandes ferramentas para o aumento do
sucesso do negócio.
A pesquisa é viável devido ao fato de que as informações podem ser reunidas
e catalogadas para análise. Portanto, será definido uma Pesquisa de Soluções para
este projeto.

4
2. CONCEITOS DE QUALIDADE
Um dos grandes desafios enfrentado pelas organizações na atualidade é o de
conciliar alto grau de qualidade com baixos custos operacionais. A combinação
destes dois fatores em resumo resulta em altas taxas de retorno do investimento,
entretanto são poucos as organizações que conquistam esta combinação de
elevada qualidade com baixos custos operacionais.
O razão para esta combinação não seja comum entre as organizações podem
variar entre os diferentes tipos de organizações, contudo à causa raiz pode ser
melhor diagnosticada quando se observa a postura dos membros da alta e baixa
gerência . O posicionamento dos membros da gerência se divide entre duas
categorias com enfoque distinto em: Produção, Qualidade.
Fig 1: Estrutura Gerencial
• Desenvolvimento de Negócios – Envolve os profissionais responsáveis
pelo contato inicial com novos clientes;
Administração e Controladoria
Desenvolvimento de Negócios
Operações
Gerência

5
• Operações – Envolvem os profissionais de vendas, pós–vendas,
desenvolvimento e implantação do projeto, cujo objetivo será a operacionalização no
dia a dia dentro da planta do cliente;
• Administração e Controladoria – Envolvem os profissionais de Recursos
Humanos, Contabilidade e Operações Financeiras.
Fig 2: Estrutura da Organização
Os gestores com enfoque na Produção realizam grandes esforços no sentido
de maximizar os resultados, através de: crescimento da produção, redução de
custos diretos e indiretos, produtividade, busca por maior agilidade nas operações e
etc. Em síntese é possível dizer que estes gerentes buscam maiores margens de
retorno do investimento através de mudanças internas no departamento ou da
própria organização com menor preocupação com o ambiente externo (cliente,
mercado e etc.).
DESENVOVIMENTO DE NEGÓCIOS
OPERAÇÕES
CONTROLADORIA
GERÊNCIA GERAL
PROJETO ESPECÍFICO PARA O CLIENTE
ANÁLISE DA SITUAÇÃO ATUAL E PROPOSTA DE SOLUÇÃO
IMPLANTAÇÃO DO PROJETO
EQUIPES DE CONTROLE
EQUIPES TRABALHANDO DENTRO DAS PLANTAS DOS CLIENTES
RECURSOS HUMANOS HUHUMANOSHUMANOS
CONTABILIDADE
OPERAÇÕES FINANCEIRAS FINANCEIRAS
6
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
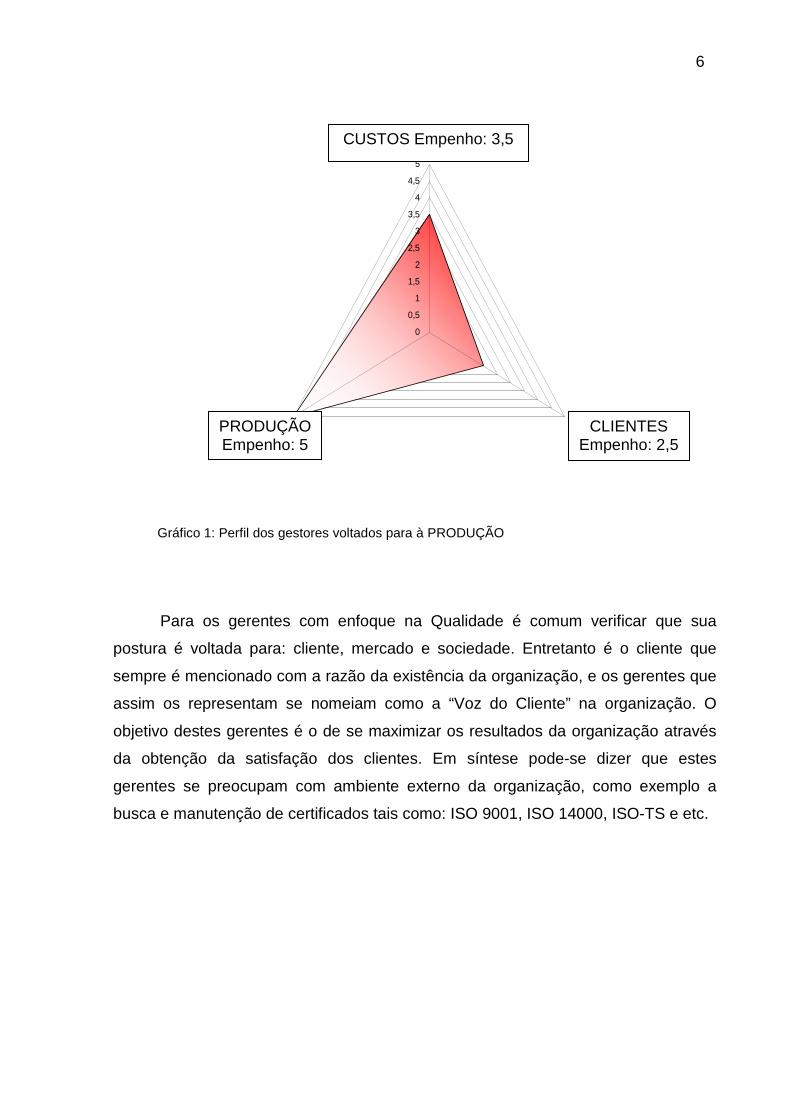
Gráfico 1: Perfil dos gestores voltados para à PRODUÇÃO
Para os gerentes com enfoque na Qualidade é comum verificar que sua
postura é voltada para: cliente, mercado e sociedade. Entretanto é o cliente que
sempre é mencionado com a razão da existência da organização, e os gerentes que
assim os representam se nomeiam como a “Voz do Cliente” na organização. O
objetivo destes gerentes é o de se maximizar os resultados da organização através
da obtenção da satisfação dos clientes. Em síntese pode-se dizer que estes
gerentes se preocupam com ambiente externo da organização, como exemplo a
busca e manutenção de certificados tais como: ISO 9001, ISO 14000, ISO-TS e etc.
CUSTOS Empenho: 3,5
CLIENTES Empenho: 2,5
PRODUÇÃO Empenho: 5

7
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
Gráfico 2: Perfil dos gestores voltados para à QUALIDADE
O grande desafio das organizações para conquistar alto grau de qualidade
junto aos seus clientes e obter os menores custos operacionais é fazer com que
estas classes distintas de gestores trabalhem em sinergia. Para que isto ocorra é
necessário estabelecer um elo (vínculo) em que ambos possam se relacionar.
Este elo pode ser um parâmetro ou indicador que ambos os tipos distintos de
gestores tem de analisar e posteriormente corrigir. Portanto pode presumir que um
parâmetro de falhas é candidato ideal para ser utilizado como indicador para ambos
os tipos de gerentes. Isto se deve ao fato de que na atualidade os principais
programas voltados para aperfeiçoar a Produção e Qualidade têm como parâmetro
de análise das falhas (defeitos).
Para justificar esta abordagem será apresentado algum aspecto dos
programas mais utilizados pelas organizações com o objetivo de se elevar os
parâmetros de Qualidade com reduções de custos.
CUSTOS Empenho: 3,5
CLIENTES Empenho: 5
PRODUÇÃO Empenho: 2,5

8
2.1 Programas
2.1.1 Sistema Toyota de Produção
É uma filosofia de gerenciamento que procura otimizar a organização de
forma a atender as necessidades do cliente no menor prazo possível, na mais alta
qualidade e ao mais baixo custo, ao mesmo tempo em que aumenta a segurança e
o moral de seus colaboradores, envolvendo e integrando não só manufatura, mas
todas as partes da organização.
O Sistema Toyota de Produção (Toyota Production System – TPS) tem sido
mais recentemente, referenciado como “Sistema de Produção Enxuta”. A produção
“enxuta” (do original em inglês, “lean”) é, na verdade, um termo cunhado no final dos
anos 80 pelos pesquisadores do IMVP (International Motor Vehicle Program), um
programa de pesquisas ligado ao MIT, para definir um sistema de produção muito
mais eficiente, flexível, ágil e inovador do que a produção em massa; um sistema
habilitado a enfrentar melhor um mercado em constante mudança. Na verdade,
produção enxuta é um termo genérico para definir o Sistema Toyota de Produção
(TPS).
Na verdade, a essência do Sistema Toyota de Produção é a perseguição e
eliminação de toda e qualquer perda. É o que na Toyota se conhece como “princípio
do não-custo”. Este princípio baseia-se na crença de que a tradicional equação
Custo + Lucro = Preço deve ser substituída por Preço – Custo = Lucro
Segundo a lógica tradicional, o preço era imposto ao mercado como resultado
de um dado custo de fabricação somado a uma margem de lucro pretendida. Desta
forma, era permitido ao fornecedor transferir ao cliente os custos adicionais
decorrentes da eventual ineficiência de seus processos de produção.
Com o acirramento da concorrência e o surgimento de um consumidor mais
exigente, o preço passa a ser determinado pelo mercado. Sendo assim, a única
forma de aumentar ou manter o lucro é através da redução dos custos.
Na Toyota, a redução dos custos através da eliminação das perdas passa por
uma análise detalhada da cadeia de valor, isto é, a seqüência de processos pela
qual passa o material, desde o estágio de matéria-prima até ser transformado em
produto acabado. O processo sistemático de identificação e eliminação das perdas

9
passa ainda pela análise das operações, focando na identificação dos componentes
do trabalho que não adicionam valor.
Na linguagem da engenharia industrial consagrada pela Toyota, perdas
(MUDA em japonês) são atividades completamente desnecessárias que geram
custo, não agregam valor e que, portanto, devem ser imediatamente eliminadas.
Ohno, o grande idealizador do Sistema Toyota de Produção, propôs que as perdas
presentes no sistema produtivo fossem classificadas em sete grandes grupos, a
saber:
• Perda por super-produção (quantidade e antecipada);
• Perda por espera;
• Perda por transporte;
• Perda no próprio processamento;
• Perda por estoque;
• Perda por movimentação;
• Perda por fabricação de produtos defeituosos.
2.1.1.1 Perda por Superprodução
De todas as sete perdas, a perda por super-produção é a mais danosa. Ela
tem a propriedade de esconder as outras perdas e é a mais difícil de ser eliminada.
Existem dois tipos de perdas por superprodução:
• Perda por produzir demais (superprodução por quantidade)
• Perda por produzir antecipadamente (superprodução por antecipação)
Perda por Superprodução por Quantidade é a perda por produzir além do
volume programado ou requerido (sobram peças/produtos). Este tipo de perda está
fora de questão quando se aborda a superprodução no Sistema Toyota de
Produção. É um tipo de perda inadmissível sob qualquer hipótese e está
completamente superada na Toyota.
Perda por Superprodução por Antecipação é a perda decorrente de uma
produção realizada antes do momento necessário, ou seja, as peças/produtos

10
fabricadas ficarão estocadas aguardando a ocasião de serem consumidas ou
processadas por etapas posteriores. Esta é a perda mais perseguida no Sistema
Toyota de Produção.
2.1.1.2 Perda por Espera
O desperdício com o tempo de espera origina-se de um intervalo de tempo
no qual nenhum processamento, transporte ou inspeção é executado. O lote fica
“estacionado” à espera de sinal verde para seguir em frente no fluxo de produção.
Podem-se destacar basicamente três tipos de perda por espera:
• Perda por Espera no Processo
• Perda por Espera do Lote
• Perda por Espera do Operador
Perda por Espera no Processo é quando o lote inteiro aguarda o término da
operação que está sendo executada no lote anterior, até que a máquina, dispositiva
e/ou operador estejam disponíveis para o início da operação (processamento,
inspeção ou transporte);
Perda por Espera do Lote é quando a espera a que cada peça componente
de um lote é submetida até que todas as peças do lote tenham sido processadas
para, então, seguir para o próximo passo ou operação. Esta perda acontece, por
exemplo, quando um lote de 1000 peças está sendo processado e a primeira peça,
após ser processada, fica esperando as outras 999 peças passarem pela máquina
para poder seguir no fluxo com o lote completo. Esta perda é imposta
sucessivamente a cada uma das peças do lote. Supondo que o tempo de
processamento na máquina M seja de 10 segundos, a primeira peça foi obrigada a
aguardar pelo lote todo por 2 horas e 47 minutos (999 pçs. x 10 segundos)
desnecessariamente.
Perda por Espera do Operador é quando a ociosidade gerada quando o
operador é forçado a permanecer junto à máquina, de forma a
acompanhar/monitorar o processamento do início ao fim, ou devido ao
desbalanceamento de operações.

11
2.1.1.3 Perda por Transporte
É quando o transporte é uma atividade que não agrega valor, e como tal,
pode ser encarado como perda que deve ser minimizada. A otimização do transporte
é, no limite, a sua completa eliminação. A eliminação ou redução do transporte deve
ser encarada como uma das prioridades no esforço de redução de custos, pois, em
geral, o transporte ocupa 45% do tempo total de fabricação de um item.
As melhorias mais significativas em termos de redução das perdas por
transporte são aquelas aplicadas ao processo de transporte, obtidas através de
alterações de lay-out que dispensem ou eliminem as movimentações de material.
Somente após esgotadas as possibilidades de melhorias no processo é que,
então, as melhorias nas operações de transporte são introduzidas. É o caso da
aplicação de esteiras rolantes, transportadores aéreos, braços mecânicos, talhas,
pontes rolantes, etc.
2.1.1.4 Perda no Próprio Processamento
São parcelas do processamento que poderiam ser eliminadas sem afetar as
características e funções básicas do produto/serviço. Podem ainda ser classificadas
como perdas no próprio processamento situações em que o desempenho do
processo encontra-se aquém da condição ideal. Exemplos: a baixa velocidade de
corte de um torno por força de problemas de ajuste de máquina ou manutenção; o
número de figuras estampadas em uma chapa metálica menor do que o máximo
possível devido a um projeto inadequado de aproveitamento de material
Perda por Estoque: é a perda sob a forma de estoque de matéria-prima,
material em processamento e produto acabado. Uma grande barreira ao combate às
perdas por estoque é a “vantagem” que os estoques proporcionam de aliviar os
problemas de sincronia entre os processos.
No ocidente, os estoques são encarados como um “mal necessário”. O
Sistema Toyota de Produção utiliza a estratégia de diminuição gradativa dos
estoques intermediários como uma forma de identificar outros problemas no sistema,
escondidos por trás dos estoques.
12
2.1.1.5 Perda por Movimentação
As perdas por movimentação relacionam-se aos movimentos desnecessários
realizados pelos operadores na execução de uma operação. Este tipo de perda pode
ser eliminado através de melhorias baseadas no estudo de tempos e movimentos.
Tipicamente, “a introdução de melhorias como resultado do estudo dos movimentos
pode reduzir os tempos de operação em 10 a 20%”.
A racionalização dos movimentos nas operações é obtida também através da
mecanização de operações, transferindo para a máquina atividades manuais
realizadas pelo operador. Contudo, vale alertar que a introdução de melhorias nas
operações via mecanização é recomendada somente após terem sido esgotadas
todas as possibilidades de melhorias na movimentação do operário e eventuais
mudanças nas rotinas das operações.
2.1.1.6 Perda por Fabricação de Produtos Defeituoso s
A perda por fabricação de produtos defeituosos é o resultado da geração de
produtos que apresentem alguma de suas características de qualidade fora de uma
especificação ou padrão estabelecido e que por esta razão não satisfaçam a
requisitos de uso. No Sistema Toyota de Produção, a eliminação das perdas por
fabricação de produtos defeituosos depende da aplicação sistemática de métodos
de controle na fonte, ou seja, junto à causa-raíz do defeito.
2.1.1.7 Os Pilares do Sistema TOYOTA: JIT e Jidoka
Não há qualquer novidade em afirmar que as “novas” condições de
concorrências que se abateram sobre o mercado mundial, sobretudo após as crises
do petróleo da década de 70, impuseram severas restrições aos ganhos decorrentes
da produção em larga escala. Contudo, deve ser dito que esta foi uma das causas
fundamentais para que a Toyota Motor Co. emergisse como detentora de um
poderoso e eficaz sistema de gerenciamento da produção, perfeitamente sintonizado
com as novas regras. A urgência na redução dos custos de produção fez com que
todos os esforços fossem concentrados na identificação e eliminação das perdas.
Esta passou a ser a base sobre a qual está estruturado todo o sistema de
gerenciamento da Toyota Motor Co.
13
É inegável que o JIT tem a surpreendente capacidade de colocar em prática o
princípio da redução dos custos através da completa eliminação das perdas. Talvez,
por seu impacto sobre os tradicionais métodos de gerenciamento, tenha se criado
uma identidade muito forte com o próprio TPS. No entanto, o TPS não deve ser
interpretado como sendo essencialmente o JIT, o que por certo limitaria sua
verdadeira abrangência e potencialidade. O JIT é nada mais do que uma técnica de
gestão incorporada à estrutura do TPS que, ao lado do jidoka, ocupa a posição de
pilar de sustentação do sistema.
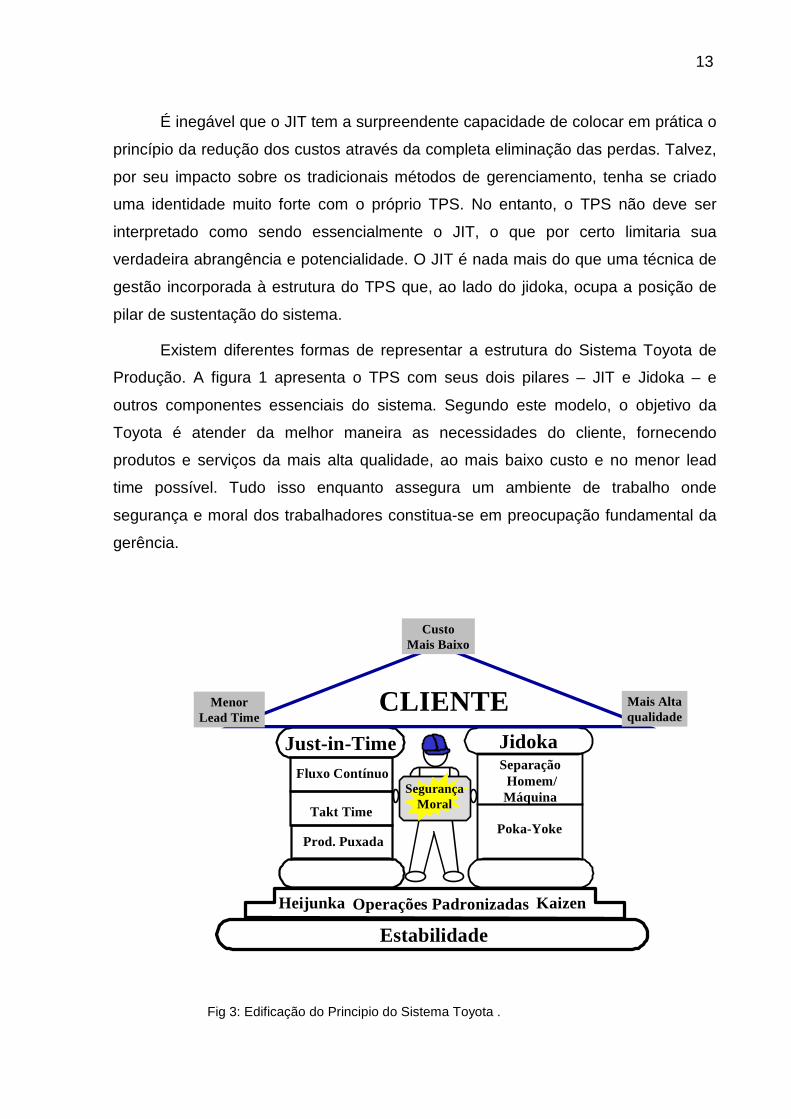
Existem diferentes formas de representar a estrutura do Sistema Toyota de
Produção. A figura 1 apresenta o TPS com seus dois pilares – JIT e Jidoka – e
outros componentes essenciais do sistema. Segundo este modelo, o objetivo da
Toyota é atender da melhor maneira as necessidades do cliente, fornecendo
produtos e serviços da mais alta qualidade, ao mais baixo custo e no menor lead
time possível. Tudo isso enquanto assegura um ambiente de trabalho onde
segurança e moral dos trabalhadores constitua-se em preocupação fundamental da
gerência.
Separação Homem/Máquina
SegurançaMoral
Just-in-Time Jidoka
Operações PadronizadasHeijunka
Estabilidade
CLIENTEMenorLead Time
CustoMais Baixo
Mais Altaqualidade
Kaizen
Fluxo Contínuo
Takt Time
Prod. PuxadaPoka-Yoke
Fig 3: Edificação do Principio do Sistema Toyota .

14
2.1.2 Qualidade Total
Neste programa as ferramentas utilizadas para melhoria são:
• Mapeamento do fluxo de valor;
• 5 S;
• TPM;
• Set up;
• SQS;
• Poka Yoke;
• Kanban;
• Kaizen.
Todas estas ferramentas são acompanhadas por grupos de trabalhos
formados por pessoas do setor em questão que recebem treinamento e são
encarregados de fazer as melhorias e multiplicar este treinamento para os demais
funcionários com os seguintes objetivos.
2.1.2.1 Mapeamento do fluxo de valores
Após executado, em conjunto com a empresa de consultoria contratada para
coordenar o trabalho, o mapeamento serve de base para avaliação da situação atual
do processo produtivo identificando suas deficiências como fluxo de peças não
contínuo devido ao layout atual não ser adequado. Após a avaliação do layout, o
trabalho de mudança em função da nova proposta pode se iniciar.
2.1.2.2 5 S
Destinado à organização e limpeza, com a eliminação de excessos de objetos
que não agregam valor e que ocupam espaço dentro do processo produtivo;
2.1.2.3 TPM
Destinado a garantir melhor performance das máquinas de forma a não
terem grandes paradas, trabalhando preventivamente nas intervenções de maneira
sistemática (com planejamento prévio das paradas e treinando os operadores para

15
pequenas intervenções), com a introdução desta ferramenta tem-se uma melhor
produtividade e eliminação de pulmões de peças antes e após que podem ser
gerados por excesso de manutenção.
2.1.2.4 Set up
Esta ferramenta tem por objetivo reduzir os tempos de paradas de máquinas
por troca de produto ou troca de ferramenta, o time de trabalho destinado a esta
ferramenta usa como técnica de treinamento filmar uma troca de produto e após isto,
reunir todos os operadores desta operação para visualizar e discutir, é medido em
passos, o tempo antes e depois das melhorias implementadas para execução do
trabalho para assim contabilizar os ganhos.
2.1.2.5 SQS
Esta ferramenta tem por objetivo garantir a qualidade do produto na
fabricação para que não haja necessidade de controles posteriores e perda de
capacidade de produção por ter que produzir novamente uma peça defeituosa. Para
isto, o grupo de trabalho de especialistas faz uma análise ABC dos principais
problemas de qualidade para discutir e sugerir ações para sanar o causa raiz do
problema com acompanhamento da evolução diária dos defeitos.
2.1.2.6 Poka Yoke
Esta ferramenta tem como objetivo tornar os processos estáveis, o grupo que
trabalha com esta ferramenta analisa dentro do processo, problemas sistêmicos,
buscando a solução através de introdução de melhorias que garantam que as falhas
não ocorram novamente. Com isto garante-se a continuidade do processo de
produção sem falhas, melhorando a qualidade e a produtividade;
2.1.2.7 Kanban
Esta ferramenta é a principal ação para a eliminação dos grandes estoques e
melhoria do fluxo de peças, possibilitando também uma visualização do quê e
quanto deve ser produzido sem excesso, organizando e flexibilizando o processo
produtivo.

16
2.1.2.8 Kaizen
Na busca da melhoria contínua do aumento da capacidade de produção
pode-se contratar uma empresa de consultoria voltada para a área de análise e
acompanhamento sistemático das paradas de operações. Os acompanhamentos
introduzidos fazem com que os problemas de paradas fiquem de fácil visualização,
possibilitando uma análise clara das causas para tomada de ações, aumentando
assim, a capacidade produtiva.
2.1.2.9 Seis Sigmas
Os Seis Sigmas, que segundo MÁRIO, WILSON, (2000),... Não é uma
metodologia. Ele é um fim, não um meio.O sigma é uma letra grega muito usada
para se representar o desvio padrão de uma distribuição na fabricação de um
produto, serviço ou qualquer outro tipo de transação. Também mede a variabilidade
que possa existir em qualquer etapa da operação, ou seja, se com os dados obtidos
chega-se a um sigma alto, isto quer dizer que o processo tem uma variabilidade alta
e no sentido contrário, se o sigma for baixo, representa que existe pouca
variabilidade e que o processo é uniforme. A Motorola, a partir de janeiro de 1987,
mudou a forma pela qual a Academia e todo o mundo interpretavam os Seis Sigmas.
Antes para se ter um produto dentro das especificações, ou seja, com 99,73% dentro
dos limites de controle, era preciso aplicar os três sigmas, para mais ou para menos
dentro deste mesmo campo, e agora este percentual passou para 99,99%, usando-
se os seis sigmas, também para mais ou para menos dentro dos limites
estabelecidos. Esta é a diferença da maneira atual de se interpretar esta ferramenta
do modelo antigo, ou seja, diminui-se o valor do sigma para se obter tais controles e
metas mais apurados.
2.2 Desenvolvimento do Método de Análise dos Defe itos
2.2.1 Introdução do Método PDCA
PDCA ( Plan, Do, Check, Action): Conhecida também como ciclo ou roda de
Deming, devido ao autor desta ferramenta ser Edward Deming. PDCA significa
Planejar, Executar, Controlar e Implementar. Tem por função o objetivo de facilitar a
análise crítica conseqüente e sistemática pelo uso do ciclo PDCA com clara

17
definição de indicadores de desempenho dos processos, responsabilidade e
autoridade do dono do processo, permitindo identificar e eliminar processos que não
agregam valor, e, também, simplificando-se processos com clara descrição das
interfaces, dando maior transparência dos processos e melhorando o fluxo de
informação.
0
5
10
15
20
25
30
35
40
45
K a izen + P ad rões = M e lho ria E s táve l
M e lho ria sem pad rões = In s tab ilid ade
PDC
A
PDC
A
PDC
A
Gráfico 3. Gráfico comparativo entre o padrão alcançado pelo programa PDCA e sem o programa.
2.2.2 Coleta de Dados nos Departamentos
O primeiro passo é realizar a coleta de dados nos departamentos para os
defeitos, o que é de extrema importância devido ao fato que a qualidade destas
informações é essencial para que ás análises possa ser feito de modo correto. Nesta
fase surgem problemas como a separação entre as áreas (pessoas) de produção
(onde serão coletados os dados) das áreas de análise (Controladoria, Engenharia,
Qualidade, Gerência). Portanto neste momento é necessário criar meios ou adequá-
los de modo que as informações circulem.

18
matéria-prima inventário
A C
A CMaterial
ProdutoAcabado
inventário inventário
B
B
Tradicional (Tipo funcional) - Os trabalhadores estão separados
inventário produto acabado
Fluxo contínuo: Elimina as verdadeiras “estagnações” de trabalho em cada processo e entre
eles, viabilizando a produção 1×1
Fig 4- Ilustra a separação entre as várias áreas de uma organização.
A padronização das operações de coleta de dados obterá o máximo de
produtividade através da identificação e padronização dos elementos de trabalho
que agregam valor. O balanceamento entre os processos de medição e coleta de
dados da padronizarão as operações.
Os defeitos serão analisadas utilizando-se do método analítico denominado
“Espinha de Peixe”. Utilizando-se deste método serão definidos as principais causas
de falhas internas ou externas à empresa.

19
Descrição do DEFEITO
Método
Manuseio
Máquinas
Veículos
Material
Embalagem
Operadores
Moral
Leitura do Código de Barras
Prazo de Validade
Supervisão
Treinamento
Velocidade da Operação
Softwares
Computadores
Figura: Espinha de Peixe
2.2.3 Análise dos Dados Obtidos
Devido aos problemas nos processo produtivo a realização de inspeções
após a finalização do processo produtivo se faz necessário. Os problemas no
processo produtivo podem ser genericamente classificados como falta de
capacidade do processo produtivo. Através de gráficos de controle, mede-se a
capabilidade do processo, ou seja, a aceitabilidade da sua variação. A capabilidade
(Cp) é a razão entre a medida especificada e a variação que realmente ocorre no
processo dentro de três desvios padrão, ou seja, que existe somente 0,3% das
amostras saírem fora dos limites estabelecidos por causas aleatórias.
Fórmula
Cp= (Lst – Lit) / 6s; onde: Lst - limite superior de tolerância;
Lit - limite inferior de tolerância;
S - desvio padrão da variabilidade do processo

20
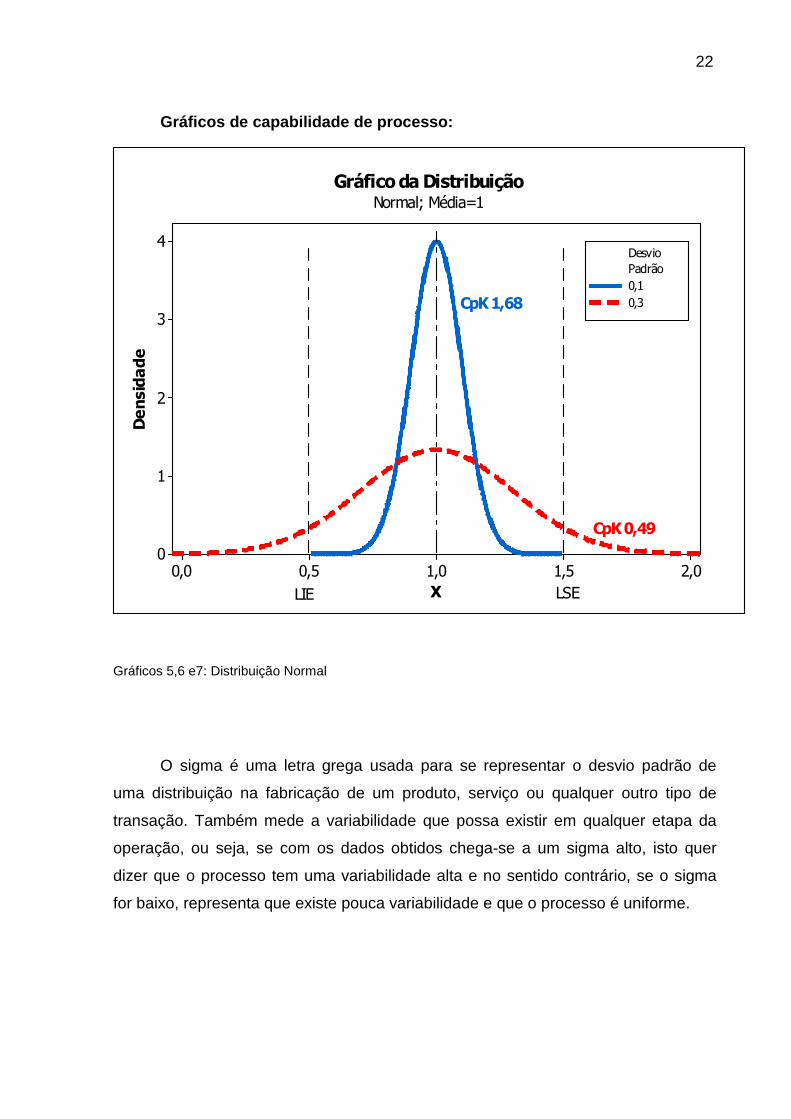
Gráficos de capabilidade de processo:
De modo geral pode-se atribuir que quando há um elevado grau de rejeição
de peças na Inspeção Final (Qualidade) o processo produtivo se encontra nos casos
ilustrados na figura C e D.
Deste modo pode-se demonstrar que ao se diminuir as variações do processo
(Desvio Padrão) obtém um índice de Capacidade (CpK) maior, reduzindo-se a
rejeição por produtos defeituosos.
No exemplo demonstrado abaixo a variação da população do produto esta
com Desvio Padrão 0,3, resultando na rejeição de produtos ilustrados pela área
preenchida em vermelho. Todos os produtos com valores menores que 0,5 ou
maiores que 1,5 estão reprovados. Ao se reduzir a variação dos produtos para um

21
Desvio Padrão de 0,1 resultou que a população esta dentro do campo de aprovação
conforme se observa no segundo gráfico.
1,4
1,2
1,0
0,8
0,6
0,4
0,2
0,0
X
Densidade
0,5
0,0478
1,5
0,0478
1
Gráfico da Distribuição NormalNormal; Média=1; Desvio Padrão=0,3
2,01,51,00,50,0
4
3
2
1
0
Densidade
0,1
0,3
Padrão
Desv io
Gráfico da DistribuiçãoNormal; Média=1
Onde: LSE – Limite Superior da Especificação;
LIE – Limite Inferior da Especificação;
22
Gráficos de capabilidade de processo:
2,01,51,00,50,0
4
3
2
1
0
X
Densidade
0,1
0,3
Padrão
Desvio
Gráfico da DistribuiçãoNormal; Média=1
LIE LSE
CpK 1,68
CpK 0,49
Gráficos 5,6 e7: Distribuição Normal
O sigma é uma letra grega usada para se representar o desvio padrão de
uma distribuição na fabricação de um produto, serviço ou qualquer outro tipo de
transação. Também mede a variabilidade que possa existir em qualquer etapa da
operação, ou seja, se com os dados obtidos chega-se a um sigma alto, isto quer
dizer que o processo tem uma variabilidade alta e no sentido contrário, se o sigma
for baixo, representa que existe pouca variabilidade e que o processo é uniforme.

23
Tabela 1: Níveis de CpK com a taxa de falhas equiva lente.
PROBABILIDADE DE FALHA Taxa de Falhas
Possíveis Cpk Gravidade
Muito Alto: ≥ 1 in 2 < 0.33 10
Falha é quase inevitável 1 em 3 ≥ 0.33 9
Alto: Geralmente associado com processos anteriores
falhos 1 em 8 ≥ 0.51 8
processos que falham freqüentemente
1 em 20 ≥ 0.67 7
Moderado: Geralmente associado com processos 1 em 80 ≥ 0.83 6
Processos prévios falhos 1 em 400 ≥ 1.00 5
Falhas ocasionais observadas, mas não em proporções altas
1 em 2,000 ≥ 1.17 4
Baixo: fracassos Isolados associados com processos
semelhantes 1 em 15,000 ≥ 1.33 3
Muito Baixo: fracassos Só isolados associados com
processos quase idênticos 1 em 150,000 ≥ 1.5 2
Remoto: Fracasso é improvável. Nenhum fracasso
associado com processos quase idênticos
1 em 1,500,000 ≥ 1.67 1
Como norma as empresas com certificação ISO 9001 ou ISO (automotivas)
devem ter processo com CpK de no mínimo 1,33. Apesar de ser uma exigência
muitas vezes não é conseguido de fato no dia – dia das operações.
As falhas registradas nas peças após o processo de inspeção são
introduzidas em uma planilha de apontamento para classificação em forma de
Gráfico de Paretto, como método de priorização em função da quantidade de peças
defeituosas. Segue exemplo da planilha de apontamento.

24
Espessura do cubo maior 71 48,63% 1 98,63%Espessura do cubo menor 38 26,03% 1 99,32%Interferncia no cubo 11 7,53% 1100,00%Parede minima 9 6,16% 0100,00%Furo trava ovalizado / maior/incompleto 8 5,48% 0100,00%Parede maxima no cubo 6 4,11% 0100,00%Furo trava deslocado para maior
Interferancia na sapataFalha de material na face do cuboProfundidade da rosca menorFuro trava deslocado para menor
Furo de trava menor
LINHA 03 - CONTROLE DE REJEIÇÃO
2837
ABRIL
146
5,15
TOTAL INSPECIONADAS
TOTAL REJEITADAS
%
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
Esp
essu
ra d
o cu
bo m
aior
Esp
essu
ra d
o cu
bo m
enor
Inte
rfer
ncia
no
cubo
Par
ede
min
ima
Fur
o tr
ava
oval
izad
o /
mai
or/in
com
plet
o
Par
ede
max
ima
no c
ubo
Fur
o de
trav
a m
enor
Inte
rfer
anci
a na
sap
ata
Fal
ha d
e m
ater
ial n
a fa
ce d
ocu
bo
Gráfico 8: Classificação de Paretto para os defeitos no processo
Com os defeitos registrados será calculado o grau de capacidade do processo
em cada etapa de acordo com os defeitos registrados.
Entre os 20 defeitos possíveis, apenas um único defeito foi responsável por
45% das peças rejeitadas. Quantificar o custo da rejeição e o conseqüente custo do
retrabalho resultará em um melhor controle dos custos diretos de fabricação.
25
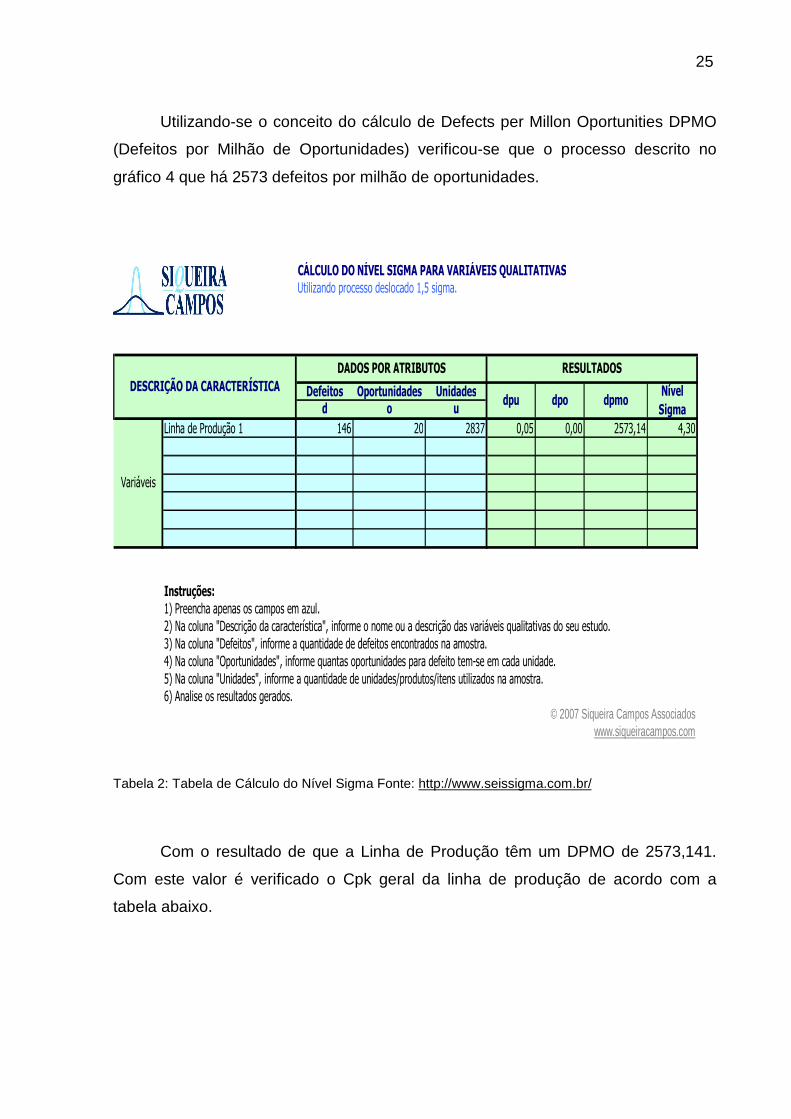
Utilizando-se o conceito do cálculo de Defects per Millon Oportunities DPMO
(Defeitos por Milhão de Oportunidades) verificou-se que o processo descrito no
gráfico 4 que há 2573 defeitos por milhão de oportunidades.
CÁLCULO DO NÍVEL SIGMA PARA VARIÁVEIS QUALITATIVASUtilizando processo deslocado 1,5 sigma.
Defeitos Oportunidades Unidadesd o u
Linha de Produção 1 146 20 2837 0,05 0,00 2573,14 4,30
Instruções:1) Preencha apenas os campos em azul.2) Na coluna "Descrição da característica", informe o nome ou a descrição das variáveis qualitativas do seu estudo.3) Na coluna "Defeitos", informe a quantidade de defeitos encontrados na amostra.4) Na coluna "Oportunidades", informe quantas oportunidades para defeito tem-se em cada unidade.5) Na coluna "Unidades", informe a quantidade de unidades/produtos/itens utilizados na amostra.6) Analise os resultados gerados.
© 2007 Siqueira Campos Associadoswww.siqueiracampos.com
Nível Sigma
RESULTADOS
Variáveis
DESCRIÇÃO DA CARACTERÍSTICADADOS POR ATRIBUTOS
dpu dpo dpmo
Tabela 2: Tabela de Cálculo do Nível Sigma Fonte: http://www.seissigma.com.br/
Com o resultado de que a Linha de Produção têm um DPMO de 2573,141.
Com este valor é verificado o Cpk geral da linha de produção de acordo com a
tabela abaixo.
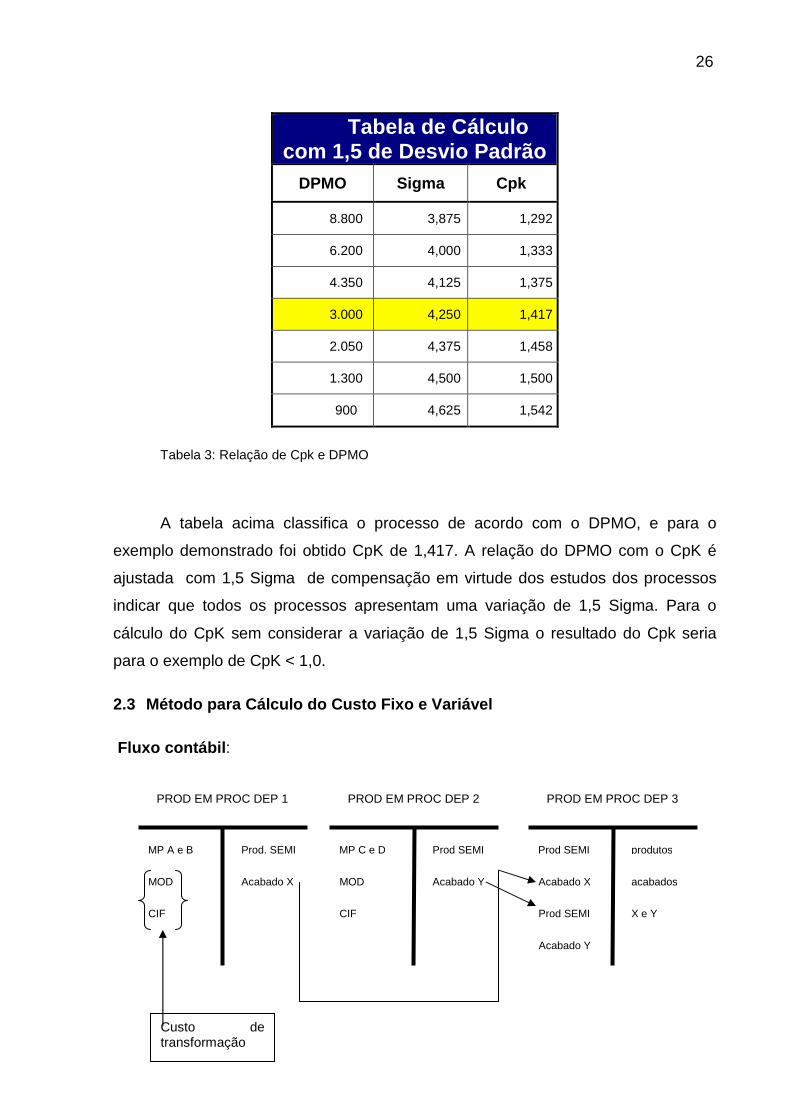
26
Tabela de Cálculo com 1,5 de Desvio Padrão
DPMO Sigma Cpk
8.800 3,875 1,292
6.200 4,000 1,333
4.350 4,125 1,375
3.000 4,250 1,417
2.050 4,375 1,458
1.300 4,500 1,500
900 4,625 1,542
Tabela 3: Relação de Cpk e DPMO
A tabela acima classifica o processo de acordo com o DPMO, e para o
exemplo demonstrado foi obtido CpK de 1,417. A relação do DPMO com o CpK é
ajustada com 1,5 Sigma de compensação em virtude dos estudos dos processos
indicar que todos os processos apresentam uma variação de 1,5 Sigma. Para o
cálculo do CpK sem considerar a variação de 1,5 Sigma o resultado do Cpk seria
para o exemplo de CpK < 1,0.
2.3 Método para Cálculo do Custo Fixo e Variável
Fluxo contábil :
MP A e B Prod. SEMI
MOD Acabado X
CIF
PROD EM PROC DEP 1
MP C e D Prod SEMI
MOD Acabado Y
CIF
PROD EM PROC DEP 2
Prod SEMI produtos
Acabado X acabados
Prod SEMI X e Y
Acabado Y
PROD EM PROC DEP 3
Custo de transformação

27
Figura 4: Balancetes para Calculo de Custos
2.3.1 Sobras e Resíduos de Processamento
Com a comercialização regular (subprodutos):
• Preço e compradores constantes
• Distribui-se aos subprodutos o seu valor liquido de sua finalização (mercado)
Obs.: Quando as sobras e resíduos são destinados a alguma outra empresa,
quando tem utilização em outra empresa.
• Valor líquido de realização. Valor isento de suas despesas de impostos.
• O valor líquido de realização reduz o custo dos produtos principais.
Figura 5: Balancetes para Cálculo de Custo
Produtos
Acabados
X e Y
PRODUTOS ACABADOS
CPV
Subprodutos
Produtos Principais
Est. de
Produção em Processo
MP
MOD
CIF
Produtos
Valor Líquido de realização

28
Com a comercialização eventual (sucata):
• Sem mercado regular
• O valor é inexpressível
• Quando ocorre não atribui valor a sucata (o custo fica nos produtos
principais)
• Quando da venda eventual (ou esporádica) registra-se em outras Receitas
Operacionais
Obs.: Embora existam as sobras, ela não tem preço e compradores
constantes, aprece um comprador e acerta o preço na hora.
2.3.2 Materiais Danificados/ Desperdícios
Decorrentes das condições operacionais da empresa (qualidade do
equipamento, preparo da mão – de – obra).
• Materiais Danificados – CIF
• A produção em processo (OF nº...)
Obs.: abre-se a conta materiais danificados – CIF para proceder ao rateio dos
materiais danificados/desperdiçados á todos os serviços:
• Se tiver valor de recuperação:
• Estoque de materiais danificados.
• Os materiais danificados – CIF
Decorrentes das características do próprio serviço o custo do desperdício fica
no próprio serviço (OF nº...):
• Se tiver valor de recuperação:
• Estoque de Materiais danificados.
• A produção em processo (OF nº...)

29
2.3.3 Produção Defeituosa
Custo adicional de reprocessamento
Obs.: Ao reprocessar a peça ficará em boa condição, pois do contrário ela
será tratada como uma peça danificada.
Decorrente das condições operacionais:
• Produção defeituosa – CIF
• Os diversos
• O estoque matérias – Primas
• O salário a pagar
• O CIF – c/controle
Decorrentes das características do próprio serviço.
• Produção em processo (OFnº ...)
• Os diversos:
• O estoque de matérias – primas
• Os salários a pagar
• O CIF – c/controle
2.4 Os Custos da Qualidade
2.4.1 Custos de prevenção
Estão associados os gastos com as “atividades empreendidas para prevenir
defeitos no design, mais desenvolvimento, compras, mão-de-obra e outros aspectos
do início e criação de um produto ou serviço" (CROSBY, 1985, p. 133).
2.4.2 Custos de Avaliação
Segundo Robles (1994, p. 64), são “gastos com atividades desenvolvidas
para identificação de unidades ou componentes defeituosos antes da remessa do
produto para o cliente. Eles são associados ao sistema de controle da qualidade e

30
visam checar ocorrência de erros ou problemas durante a criação dos produtos.
Concentram-se na adoção de controles estatísticos de processos, amostragens,
tempos e esforços para inspeção, investigação dos problemas de qualidade,
condução de pesquisas junto aos consumidores.”
2.4.3 Custos com Falhas Internas
Para Juran (1991, p. 90), são “aqueles associados às atividades decorrentes
de falhas internas, isto é, defeitos encontrados antes da transferência do produto ao
próximo posto de trabalho ou venda para o usuário final, eles são incorridos nas
dependências da empresa, são custos corrigidos, se possível, na produção de peças
ou produtos defeituosos.”
2.4.4 Custos com Falhas Externas
Para Oliveira (1994, p. 23) “são custos dos defeitos que foram constatados
pelo cliente após o recebimento do produto. O maior desses custos, e o mais difícil
de ser apurado, é a perda da imagem do fornecedor que, em casos extremos, pode
significar a perda do cliente.”
2.5 Interpretação dos Custos de Qualidade
A tabela 2 apresenta os valores dos custos da qualidade apurados no período
de janeiro a abril. Esses meses foram considerados pelo pessoal da empresa como
meses normais, isto é, sem eventos extraordinários que pudessem distorcer as
análises. Os valores são apresentados estruturados por categoria de custos da
qualidade.
Tabela 4 – Custos da Qualidade
Custo da Qualidade
PREVENÇÃO Jan Fev Mar Abril Total
Treinamento 3.979 4.769 3.320 5.789 17.857
Engenharia de MeP 24.443 22.523 22.857 24.798 94.622
ISO 9000 1.971 1.612 1.792 1.792 7.168
Total Prevenção 30.393 28.905 27.969 32.379 119.648
31
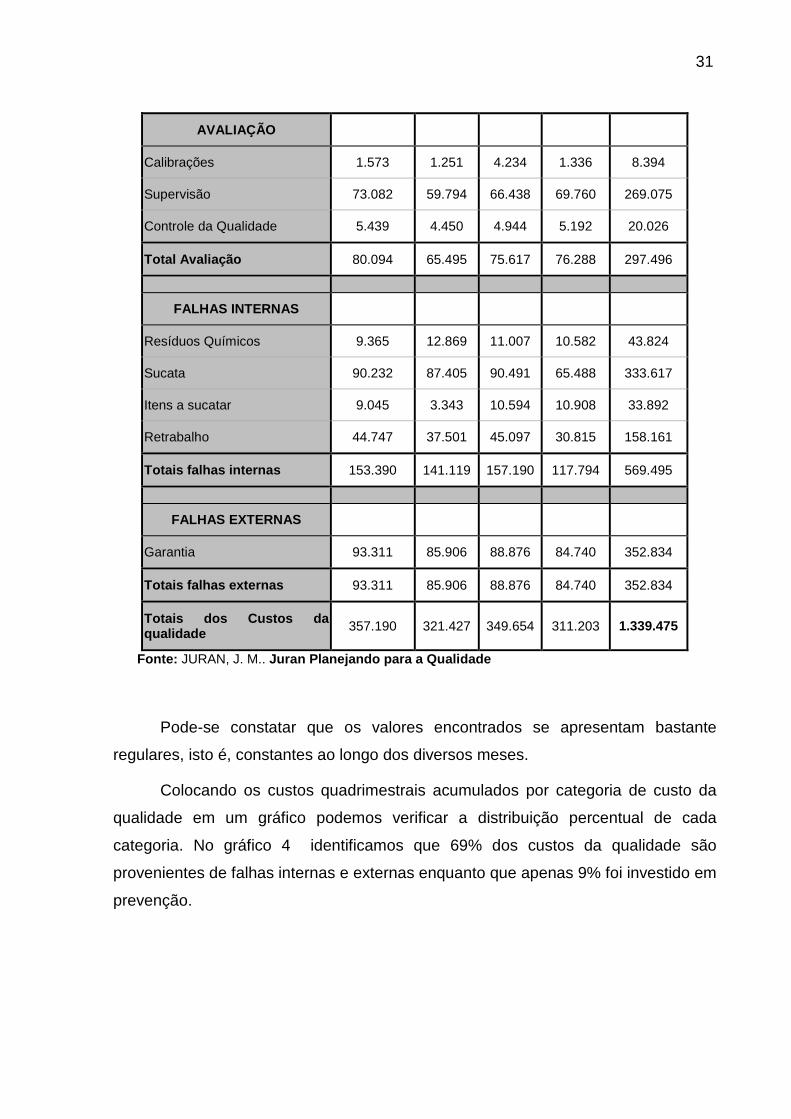
AVALIAÇÃO
Calibrações 1.573 1.251 4.234 1.336 8.394
Supervisão 73.082 59.794 66.438 69.760 269.075
Controle da Qualidade 5.439 4.450 4.944 5.192 20.026
Total Avaliação 80.094 65.495 75.617 76.288 297.496
FALHAS INTERNAS
Resíduos Químicos 9.365 12.869 11.007 10.582 43.824
Sucata 90.232 87.405 90.491 65.488 333.617
Itens a sucatar 9.045 3.343 10.594 10.908 33.892
Retrabalho 44.747 37.501 45.097 30.815 158.161
Totais falhas internas 153.390 141.119 157.190 117.794 569.495
FALHAS EXTERNAS
Garantia 93.311 85.906 88.876 84.740 352.834
Totais falhas externas 93.311 85.906 88.876 84.740 352.834
Totais dos Custos da qualidade 357.190 321.427 349.654 311.203 1.339.475
Fonte: JURAN, J. M.. Juran Planejando para a Qualidade
Pode-se constatar que os valores encontrados se apresentam bastante
regulares, isto é, constantes ao longo dos diversos meses.
Colocando os custos quadrimestrais acumulados por categoria de custo da
qualidade em um gráfico podemos verificar a distribuição percentual de cada
categoria. No gráfico 4 identificamos que 69% dos custos da qualidade são
provenientes de falhas internas e externas enquanto que apenas 9% foi investido em
prevenção.

32
Gráfico 9: Divisão dos Custos da Qualidade
Falhas Externas26%Falhas Internas
43%
Avaliação22%
Prevenção9%
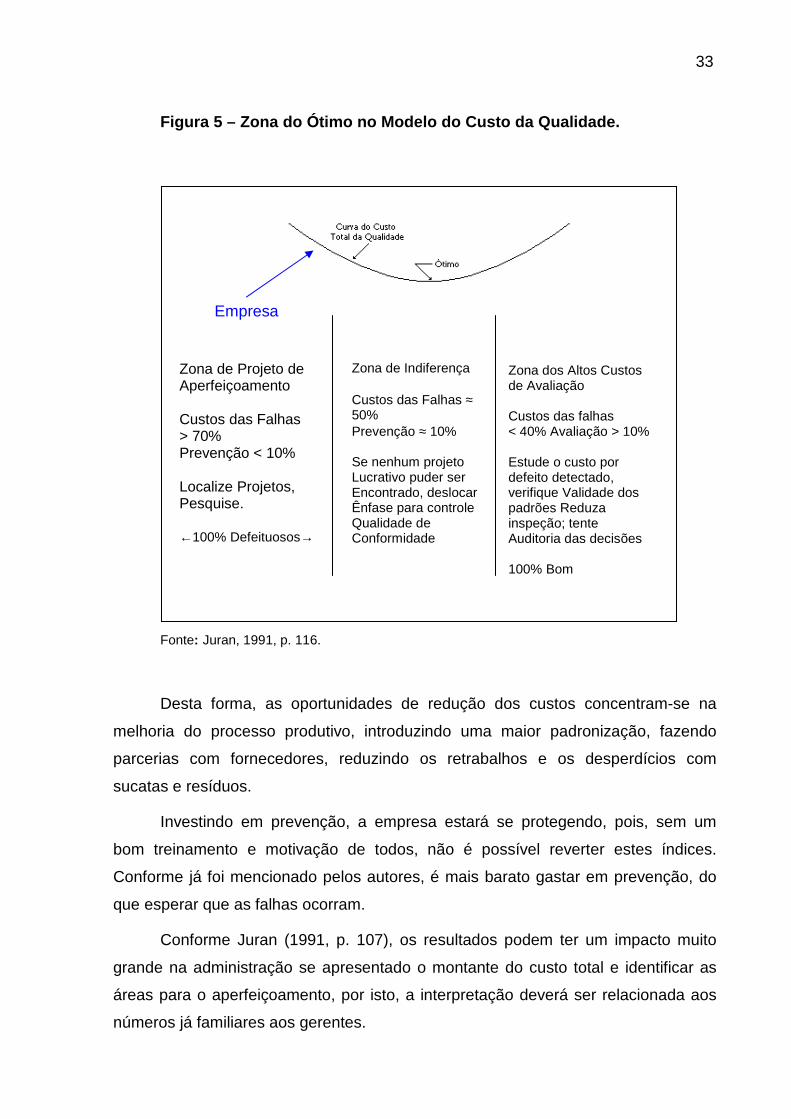
Utilizando-se a classificação estabelecida por Juran (1991, p. 116), verifica-se
na figura 4 que a empresa encontra-se na zona de aperfeiçoamento da qualidade.
Nota-se que, as falhas aproximam-se dos 70%, enquanto os custos de prevenção
estão a baixo dos 10%. Neste caso pode-se dizer que, existe oportunidade para
reduzir os custos totais pela melhoria da qualidade de conformidade. O caminho é
identificar projetos de melhoria específicos e segui-los, a fim de melhorar a qualidade
de conformidade e, com isso, diminuir os custos da não qualidade, especificamente
os custos de falhas.
33
Figura 5 – Zona do Ótimo no Modelo do Custo da Qual idade.
Fonte: Juran, 1991, p. 116.
Desta forma, as oportunidades de redução dos custos concentram-se na
melhoria do processo produtivo, introduzindo uma maior padronização, fazendo
parcerias com fornecedores, reduzindo os retrabalhos e os desperdícios com
sucatas e resíduos.
Investindo em prevenção, a empresa estará se protegendo, pois, sem um
bom treinamento e motivação de todos, não é possível reverter estes índices.
Conforme já foi mencionado pelos autores, é mais barato gastar em prevenção, do
que esperar que as falhas ocorram.
Conforme Juran (1991, p. 107), os resultados podem ter um impacto muito
grande na administração se apresentado o montante do custo total e identificar as
áreas para o aperfeiçoamento, por isto, a interpretação deverá ser relacionada aos
números já familiares aos gerentes.
Zona de Projeto de Aperfeiçoamento Custos das Falhas > 70% Prevenção < 10% Localize Projetos, Pesquise. ←100% Defeituosos→
Zona de Indiferença Custos das Falhas ≈ 50% Prevenção ≈ 10% Se nenhum projeto Lucrativo puder ser Encontrado, deslocar Ênfase para controle Qualidade de Conformidade
Zona dos Altos Custos de Avaliação Custos das falhas < 40% Avaliação > 10% Estude o custo por defeito detectado, verifique Validade dos padrões Reduza inspeção; tente Auditoria das decisões 100% Bom
Empresa

34
Tem-se no gráfico 5, um comparativo dos custos da qualidade com os custos
dos produtos vendidos. Esta análise tem por objetivo a verificação da
representatividade dos custos da qualidade sobre os custos dos produtos
comercializados.
Custos com Falhas
6%Prevenção
1%
Avaliação2%
Outros Custos
91%
Gráfico 10 – Custo da qualidade em relação ao custo dos produtos vendidos (CPV).
CPV = Outros Custos + Custos com Falhas + Prevenção + Avaliação
À primeira vista, os percentuais de falhas parecem razoáveis. Porém, se
comparados os valores dos custos das falhas com os valores totais do produto mais
vendido da empresa, com um faturamento de R$ 5.295.591,00, durante estes quatro
meses tem-se um percentual de 17%. Isto é, se a empresa nestes quatro meses
tivesse produzido com zero de defeito teria um resultado 17% maior nesse produto,
ou poderia ter concedido um desconto a seus clientes, e até mesmo ter ganhado
novas concorrências.
Cada empresa deverá verificar qual a melhor maneira de mensurar os seus
custos da qualidade, porém é muito importante que elas próprias o quantifiquem, ou
pelo menos iniciem um trabalho neste sentido.

35
A empresa possui todos os dados para iniciar uma análise dos custos da
qualidade, pois, os dados utilizados neste trabalho foram todos localizados e
reunidos a partir dos setores pertinentes. Acredita-se que há falta de conscientização
da alta direção, para abordá-los com enfoque mais adequado e objetivo.
2.6 Métodos de Custeio
Os métodos de custeio objetivam identificar os gastos inerentes ao processo
produtivo, acumulando-os de forma organizada aos produtos.
Estes custos podem ser aplicados a diferentes objetos tais como: produtos,
departamentos, atividades, processos, ordem de produção, ou outras formas que o
gestor possa demonstrar interesse.
Os métodos existentes são: pleno, absorção, variável/direto e por atividade.
O custeio pleno, ou integral, é aquele que se caracteriza pela apropriação de
todos os custos e despesas aos objetos.
O custeio por absorção objetiva a apropriação de todos os gastos decorrentes
somente do processo produtivo aos produtos, identificando os fixos, variáveis,
diretos e indiretos.
O custeio variável, ou direto, tem o propósito de alocar aos produtos somente
os custos identificados como variáveis, normalmente compostos pela matéria-prima
e a mão-de-obra direta, consumidos no processo produtivo.
O custeio baseado em Atividades (ABC - Activity Basead Costing) procura
identificar quais os custos das atividades e não dos produtos, pois defende a óptica
de que os produtos consomem atividades e, são estas atividades, e não os
produtos, que consomem recursos.
Além desses métodos, na formação de preço de venda também são utilizados
os custos de transferências e os valores praticados no mercado. Os custos de
transferências são aqueles utilizados nos relacionamentos entre as áreas de
responsabilidade existentes nas empresas. Já os valores de mercado são aqueles
praticados por outras empresas do mesmo ramo.
36
2.6.1 Custeio ABC
Através deste método, busca-se identificar as atividades que contribuem, de
forma específica e a mais direta possível no processo produtivo.
Utilizando ferramentas próprias, procura identificar todos os gastos
relacionados às atividades produtivas, transferindo os recursos consumidos nestas
atividades para o produto.
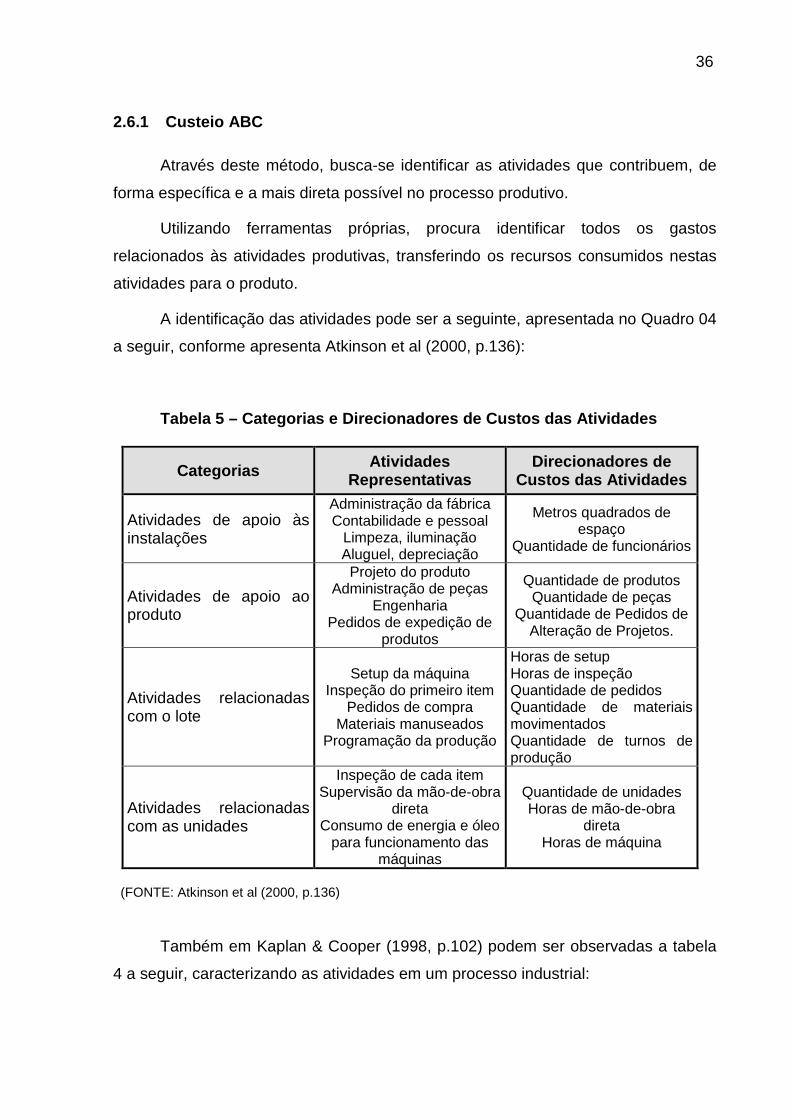
A identificação das atividades pode ser a seguinte, apresentada no Quadro 04
a seguir, conforme apresenta Atkinson et al (2000, p.136):
Tabela 5 – Categorias e Direcionadores de Custos da s Atividades
Categorias Atividades Representativas
Direcionadores de Custos das Atividades
Atividades de apoio às instalações
Administração da fábrica Contabilidade e pessoal
Limpeza, iluminação Aluguel, depreciação
Metros quadrados de espaço
Quantidade de funcionários
Atividades de apoio ao produto
Projeto do produto Administração de peças
Engenharia Pedidos de expedição de
produtos
Quantidade de produtos Quantidade de peças
Quantidade de Pedidos de Alteração de Projetos.
Atividades relacionadas com o lote
Setup da máquina Inspeção do primeiro item
Pedidos de compra Materiais manuseados
Programação da produção
Horas de setup Horas de inspeção Quantidade de pedidos Quantidade de materiais movimentados Quantidade de turnos de produção
Atividades relacionadas com as unidades
Inspeção de cada item Supervisão da mão-de-obra
direta Consumo de energia e óleo
para funcionamento das máquinas
Quantidade de unidades Horas de mão-de-obra
direta Horas de máquina
(FONTE: Atkinson et al (2000, p.136)
Também em Kaplan & Cooper (1998, p.102) podem ser observadas a tabela
4 a seguir, caracterizando as atividades em um processo industrial:

37
Tabela 6: Identificação das Atividades
Atividade Salários e benefícios
(US$)
Ocupação (US$)
Equipamentos e tecnologia (US$)
Materiais e suprimentos
(US$)
Total (US$)
Processar pedidos de
clientes 31.000 5.300 12.600 800 49.700
Comprar materiais
34.000 6.900 8.800 1.500 51.200
Programar ordens de compra
22.000 1.200 18.400 300 41.900
Transferir materiais
13.000 2.100 22.300 3.600 41.000
Preparar máquinas
42.000 700 4.800 200 47.700
Inspecionar itens 19.000 13.000 19.700 800 52.500 Manter
informações sobre produtos
36.000 2.800 14.500 400 53.700
Executar mudanças de engenharia
49.000 32.000 26.900 2.400 110.300
Expedir pedidos 14.000 900 700 500 16.100 Lançar novos
produtos 35.000 44.000 16.100 18.700 113.800
Solucionar problemas de
qualidade 18.000 2.100 1.200 800 22.100
Total 313.000 111.000 146.000 30.000 600.000 Fonte: CORRÊA, Henrique l. e CORRÊA, Carlos A.. Administração de Produção e Operações.
Manufatura e Serviços
Atribuindo aos produtos os custos de cada atividade, o valor unitário pretende
ser o mais correto possível, contribuindo para que o preço de venda a ser formado
guarde relação específica com o resultado deste produto.
Outro objetivo deste método e a identificação das atividades que agregam
valor, e as que não agregam, sob a óptica do mercado que atua.
38
3. METODOLOGIA
3.1 Período
O período é o intervalo de tempo definido no projeto para se realizar a coleta
de dados. O período definido é de 04 meses que estará compreendido entre
01/04/2008 à 30/08/2008.
3.1.1 Processo de Coleta de Dados
Os defeitos foram registrados desde o recebimento dos produtos até sua
posterior utilização pelos clientes. Para a coleta de dados foram utilizados relatórios
preenchidos por todas as áreas como: Vendas , Administração e Operações.
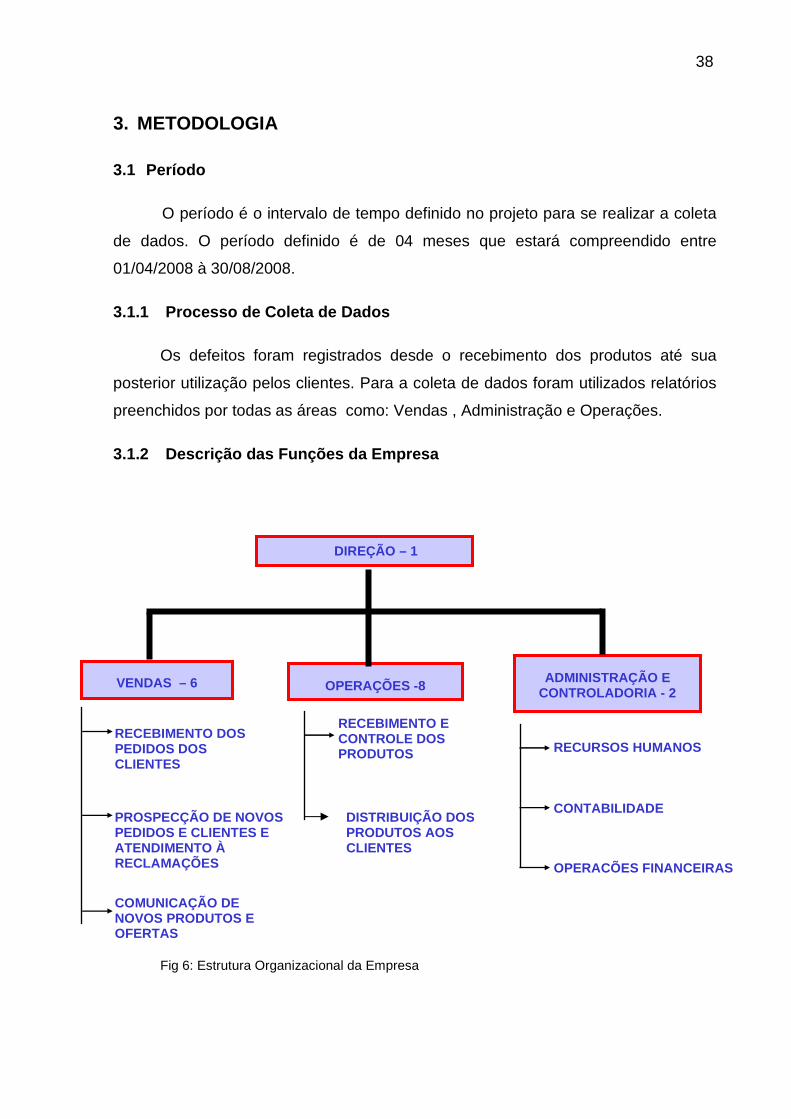
3.1.2 Descrição das Funções da Empresa
Fig 6: Estrutura Organizacional da Empresa
VENDAS – 6
OPERAÇÕES -8
ADMINISTRAÇÃO E CONTROLADORIA - 2
DIREÇÃO – 1
RECEBIMENTO DOS PEDIDOS DOS CLIENTES
PROSPECÇÃO DE NOVOS PEDIDOS E CLIENTES E ATENDIMENTO À RECLAMAÇÕES COMUNICAÇÃO DE NOVOS PRODUTOS E OFERTAS
RECEBIMENTO E CONTROLE DOS PRODUTOS
DISTRIBUIÇÃO DOS PRODUTOS AOS CLIENTES
RECURSOS HUMANOS
CONTABILIDADE
OPERAÇÕES FINANCEIRAS

39
Por ser uma empresa comercial voltada para venda de produtos
odontológicos para: consultórios dentários, clínicas, hospitais, protéticos e clientes
em geral. Em torno de 90% das vendas são realizadas por meio de pedidos sem que
os clientes compareçam à empresa. As vendas são realizadas através de visita dos
vendedores ou por catálogo distribuído aos clientes cadastrados, sendo neste último
caso as vendas são realizadas através do uso de contacto telefônico.
Devido ao perfil da empresa a mesma está dividida em três departamentos:
Vendas, Operações e Administração.
Vendas: é o departamento em que são recebidos os pedidos dos clientes,
principalmente através de visitas e contato telefônico. Este departamento também ter
por responsabilidade receber as reclamações dos clientes.
Operações: é o departamento que solicita, recebe, armazena e distribuí os
produtos dos fornecedores. È o departamento com maior número de atribuições.
Administração: é o departamento que realiza o controle da empresa, sendo
responsável pela contratação de pessoal, serviços, pagamentos, operações
bancárias e etc.

40
Fluxograma 1: Processo de Venda da Empresa
Clie
nte
Ven
das
Ven
das
Ope
raçõ
esO
pera
ções
Ope
raçõ
es
Ordem Gerada
Processo de Pagamento
Ordem Negociada
Problema do Crédito Encontrado
OK ?Ordem
Suspensa
Check Crédito
OK ?Cobrança Preparada
Cobrança Enviada
Ordem Enviada ?
CreditoOK
Ordem Recebida
Entrada da Ordem
Em Estoque?
Pedido ao Fornecedor
Recebimento do
Fornecedor
EstoqueMontagem da
OrdemOrdem Enviada
No
Yes
NoYes
No
Cob
ranç
a
Pro
duto
Yes
NÃOSIM
NÃO
SIM
NÃO
SIM
41
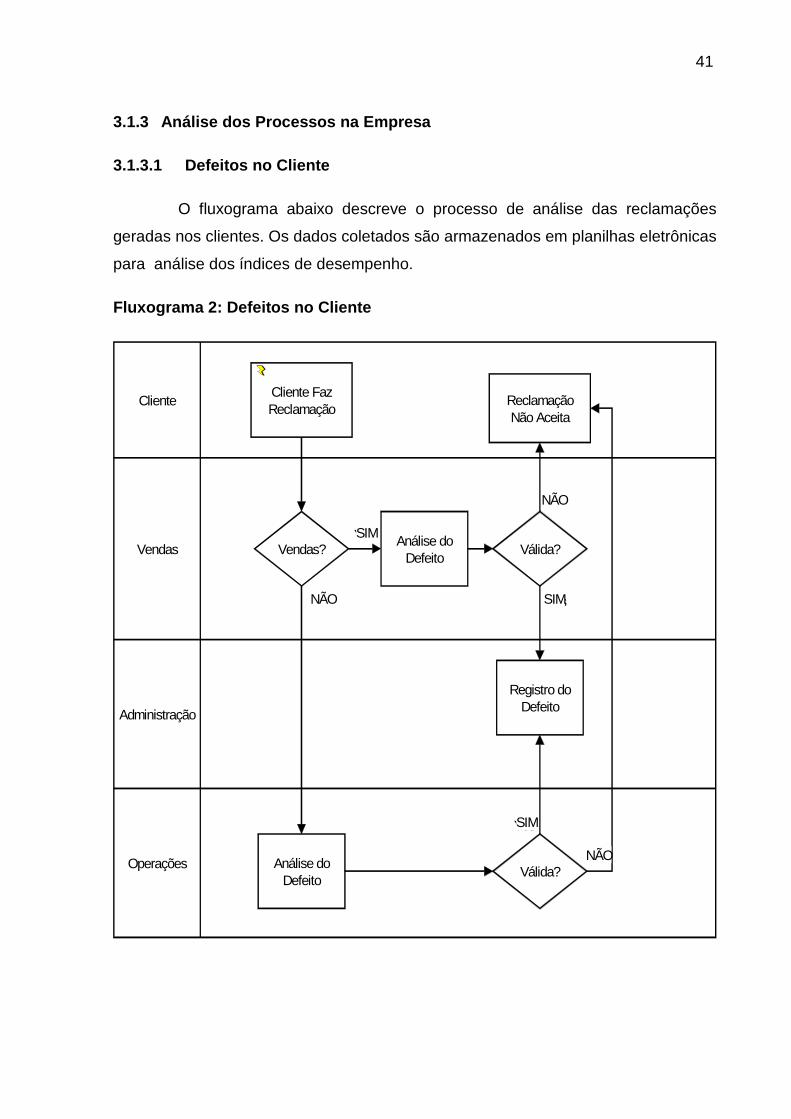
3.1.3 Análise dos Processos na Empresa
3.1.3.1 Defeitos no Cliente
O fluxograma abaixo descreve o processo de análise das reclamações
geradas nos clientes. Os dados coletados são armazenados em planilhas eletrônicas
para análise dos índices de desempenho.
Fluxograma 2: Defeitos no Cliente
Cliente
Vendas
Administração
Operações
Cliente Faz Reclamação
Reclamação Não Aceita
Registro do Defeito
Análise do Defeito
Análise do Defeito
Válida?
Yes
Vendas?
No
YesVálida?
Yes
No
No
NÃO
SIM
NÃO
NÃO SIM
SIM
42
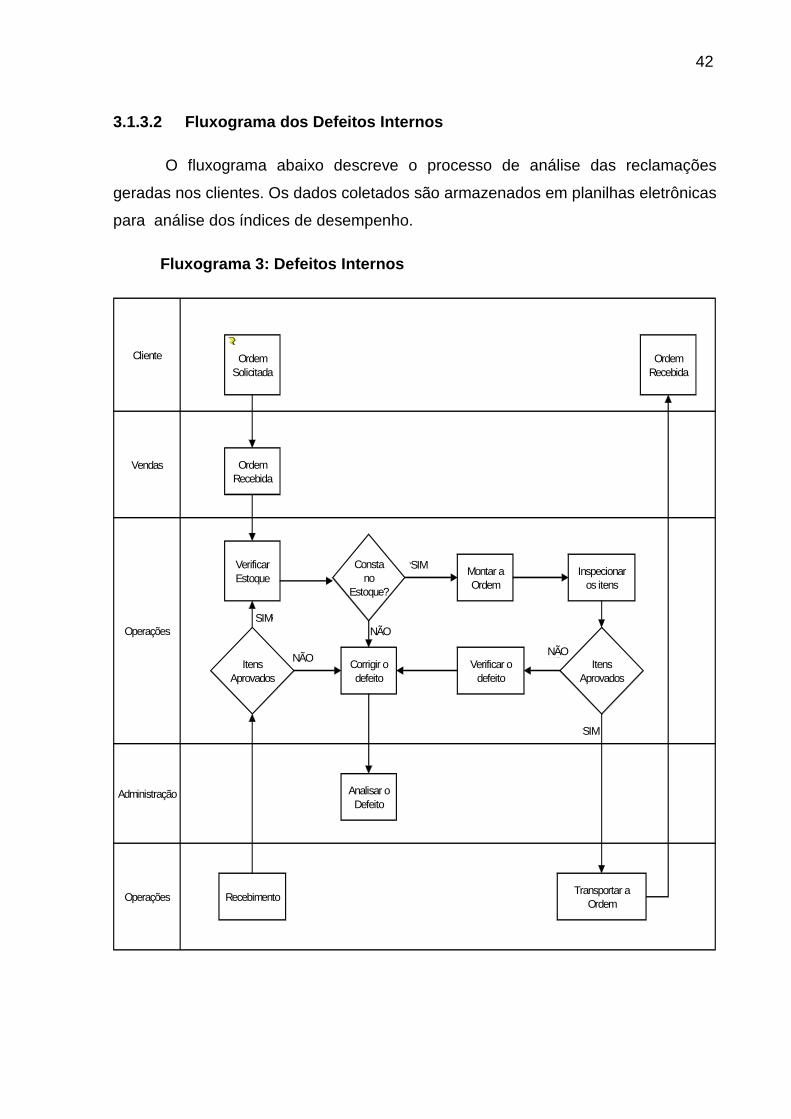
3.1.3.2 Fluxograma dos Defeitos Internos
O fluxograma abaixo descreve o processo de análise das reclamações
geradas nos clientes. Os dados coletados são armazenados em planilhas eletrônicas
para análise dos índices de desempenho.
Fluxograma 3: Defeitos Internos
Cliente
Vendas
Operações
Administração
Operações
Ordem Solicitada
Ordem Recebida
Ordem Recebida
Montar a Ordem
Inspecionar os itens
Verificar o defeito
Itens Aprovados
Verificar Estoque
Corrigir o defeito
Transportar a Ordem
No
Yes
Consta no
Estoque?
No
Yes
Recebimento
Itens Aprovados
No
Yes
Analisar o Defeito
SIM
NÃO
NÃONÃO
SIM
SIM

43
3.1.4 Fluxograma de Análise dos Defeitos Externos e Internos
Fluxograma 4: Análise dos Defeitos
Registro
Atualização
Verificação
Análise
Informe dos Defeitos
Início da Análise dos Defeitos
Atualizar as Planilhas com os
novos dados
Verificar os índices de defeitos históricos na Planilha de resultados
acumulados
Definir os defeitos com
maiores custos para a empresa
Iniciar análise pelos colaboradores
responsáveis pelo defeito
Elaborar Plano de
Ação
Alertar sobre Defeitos
Análise do Plano de Ação pela Direção
Defeito com alto
custo
No
Yes
Aprovado? Implementar
No
Yes
Analisar Eficácia do Plano de
Ação
Reduziu os
defeitos?
Eficiência do processo atingiu
Cpk >1,33
Yes
No
Utilizar os planos de ação como modelos
Yes
No
NÃO
SIM
SIM
NÃO
SIM
NÃO
SIM
NÃO
44
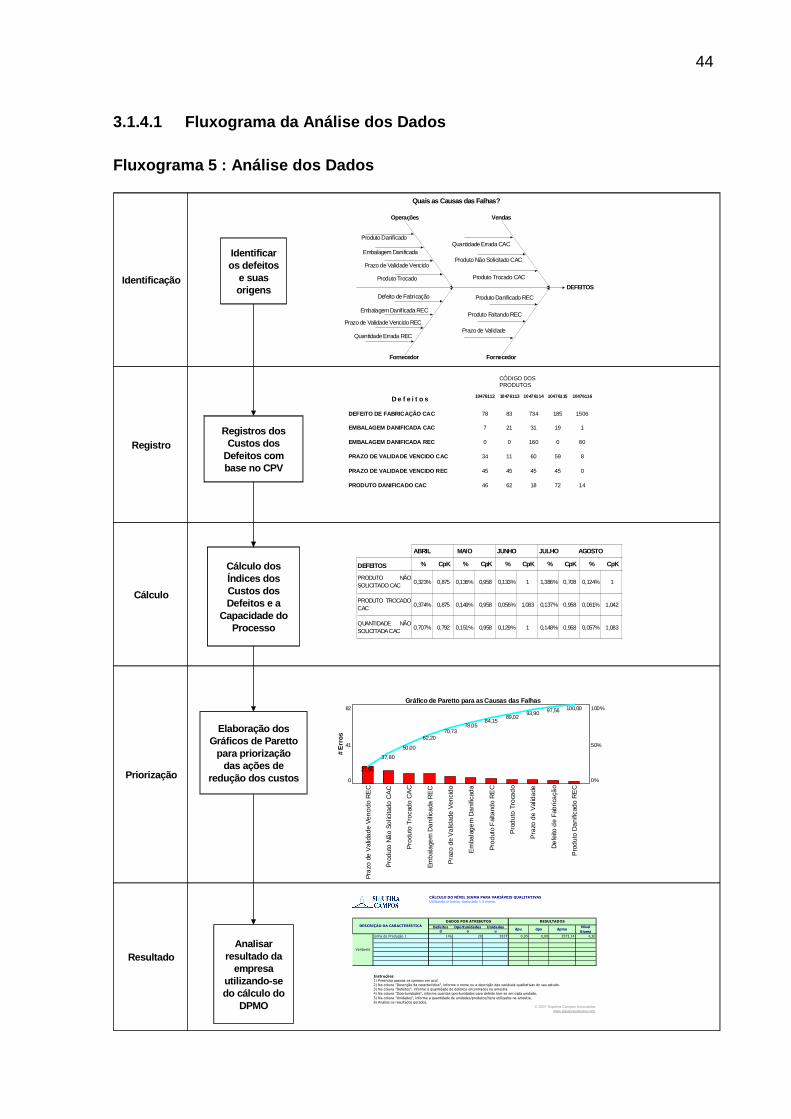
3.1.4.1 Fluxograma da Análise dos Dados
Fluxograma 5 : Análise dos Dados
Identificação
Registro
Cálculo
Priorização
Resultado
Registros dos Custos dos
Defeitos com base no CPV
Cálculo dos Índices dos Custos dos Defeitos e a
Capacidade do Processo
Elaboração dos Gráficos de Paretto
para priorização das ações de
redução dos custos
Identificar os defeitos
e suas origens
Analisar resultado da
empresa utilizando-se do cálculo do
DPMO
CÁLCULO DO NÍVEL SIGMA PARA VARIÁVEIS QUALITATIVASUtilizando processo deslocado 1,5 sigma.
Defeitos Oportunidades Unidadesd o u
Linha de Produção 1 146 20 2837 0,05 0,00 2573,14 4,30
Instruções:1) Preencha apenas os campos em azul.2) Na coluna "Descrição da característica", informe o nome ou a descrição das variáveis qualitativas do seu estudo.3) Na coluna "Defeitos", informe a quantidade de defeitos encontrados na amostra.4) Na coluna "Oportunidades", informe quantas oportunidades para defeito tem-se em cada unidade.
5) Na coluna "Unidades", informe a quantidade de unidades/produtos/itens utilizados na amostra.6) Analise os resultados gerados.
© 2007 Siqueira Campos Associadoswww.siqueiracampos.com
Nível Sigma
RESULTADOS
Variáveis
DESCRIÇÃO DA CARACTERÍSTICADADOS POR ATRIBUTOS
dpu dpo dpmo
DEFEITOS
Vendas
Produto Trocado CAC
Operações
Produto Trocado
Fornecedor
Produto Danificado REC
Fornecedor
Defeito de Fabricação
Produto Faltando REC
Prazo de Validade
Embalagem Danificada REC
Prazo de Validade Vencido REC
Produto Não Solicitado CACPrazo de Validade Vencido
Embalagem Danificada
Quais as Causas das Falhas?
Produto Danificado Quantidade Errada CAC
Quantidade Errada REC
CÓDIGO DOS PRODUTOS
D e f e i t o s 10476112 10476113 10476114 10476115 10476116
DEFEITO DE FABRICAÇÃO CAC 78 83 734 185 1506
EMBALAGEM DANIFICADA CAC 7 21 31 19 1
EMBALAGEM DANIFICADA REC 0 0 160 0 80
PRAZO DE VALIDADE VENCIDO CAC 34 11 60 59 8
PRAZO DE VALIDADE VENCIDO REC 45 45 45 45 0
PRODUTO DANIFICADO CAC 46 62 18 72 14
ABRIL MAIO JUNHO JULHO AGOSTO
DEFEITOS % CpK % CpK % CpK % CpK % CpK
PRODUTO NÃOSOLICITADO CAC
0,323% 0,875 0,136% 0,958 0,133% 1 1,386% 0,708 0,124% 1
PRODUTO TROCADOCAC
0,374% 0,875 0,149% 0,958 0,056% 1,083 0,137% 0,958 0,061% 1,042
QUANTIDADE NÃOSOLICITADA CAC
0,707% 0,792 0,151% 0,958 0,129% 1 0,148% 0,958 0,057% 1,083
21,95
37,80
50,00
62,2070,73
78,0584,15
89,0293,90 97,56 100,00
Gráfico de Paretto para as Causas das Falhas
# E
rros
Pra
zo d
e V
alid
ad
e V
en
cid
o R
EC
Pro
du
to N
ão
So
licita
do
CA
C
Pro
duto
Tro
cad
o C
AC
Em
bal
age
m D
an
ifica
da R
EC
Pra
zo d
e V
alid
ade
Ven
cid
o
Em
bala
ge
m D
ani
ficad
a
Pro
dut
o F
alta
ndo
RE
C
Pro
du
to T
roca
do
Pra
zo d
e V
alid
ade
De
feito
de
Fab
rica
ção
Pro
du
to D
ani
ficad
o R
EC
82
41
0
100%
50%
0%
45
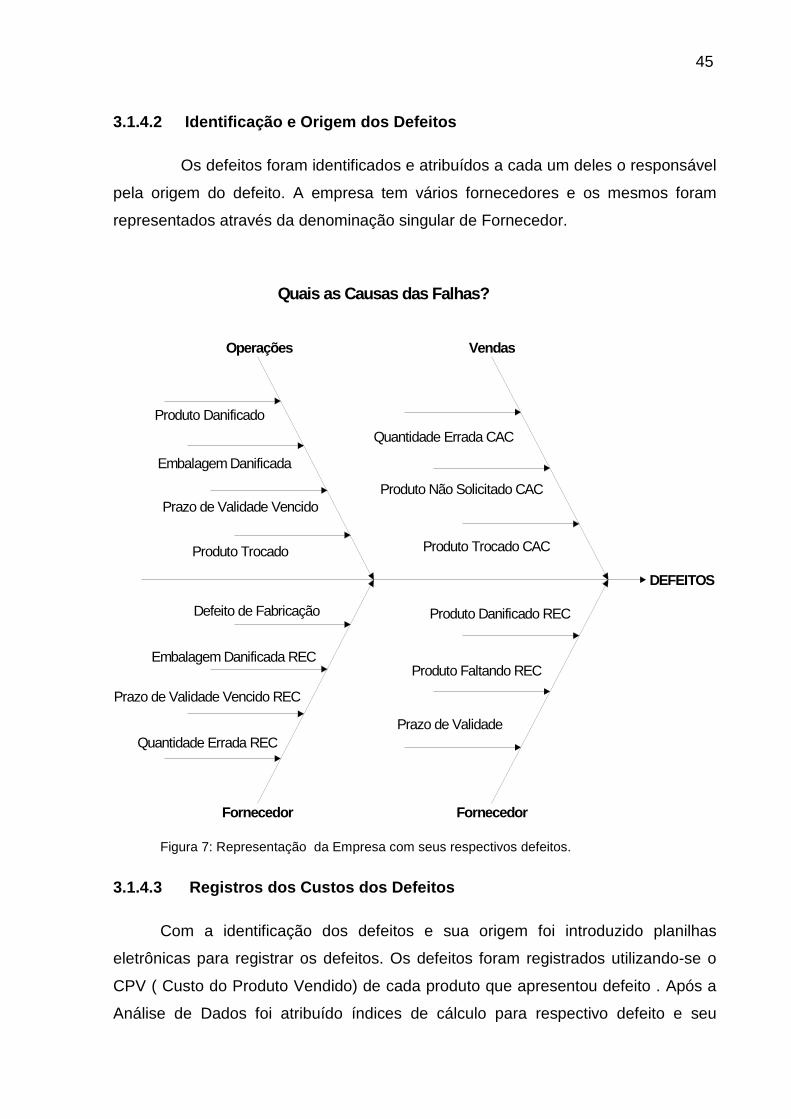
3.1.4.2 Identificação e Origem dos Defeitos
Os defeitos foram identificados e atribuídos a cada um deles o responsável
pela origem do defeito. A empresa tem vários fornecedores e os mesmos foram
representados através da denominação singular de Fornecedor.
DEFEITOS
Vendas
Produto Trocado CAC
Operações
Produto Trocado
Fornecedor
Produto Danificado REC
Fornecedor
Defeito de Fabricação
Produto Faltando REC
Prazo de Validade
Embalagem Danificada REC
Prazo de Validade Vencido REC
Produto Não Solicitado CACPrazo de Validade Vencido
Embalagem Danificada
Quais as Causas das Falhas?
Produto Danificado
Quantidade Errada CAC
Quantidade Errada REC
Figura 7: Representação da Empresa com seus respectivos defeitos.
3.1.4.3 Registros dos Custos dos Defeitos
Com a identificação dos defeitos e sua origem foi introduzido planilhas
eletrônicas para registrar os defeitos. Os defeitos foram registrados utilizando-se o
CPV ( Custo do Produto Vendido) de cada produto que apresentou defeito . Após a
Análise de Dados foi atribuído índices de cálculo para respectivo defeito e seu
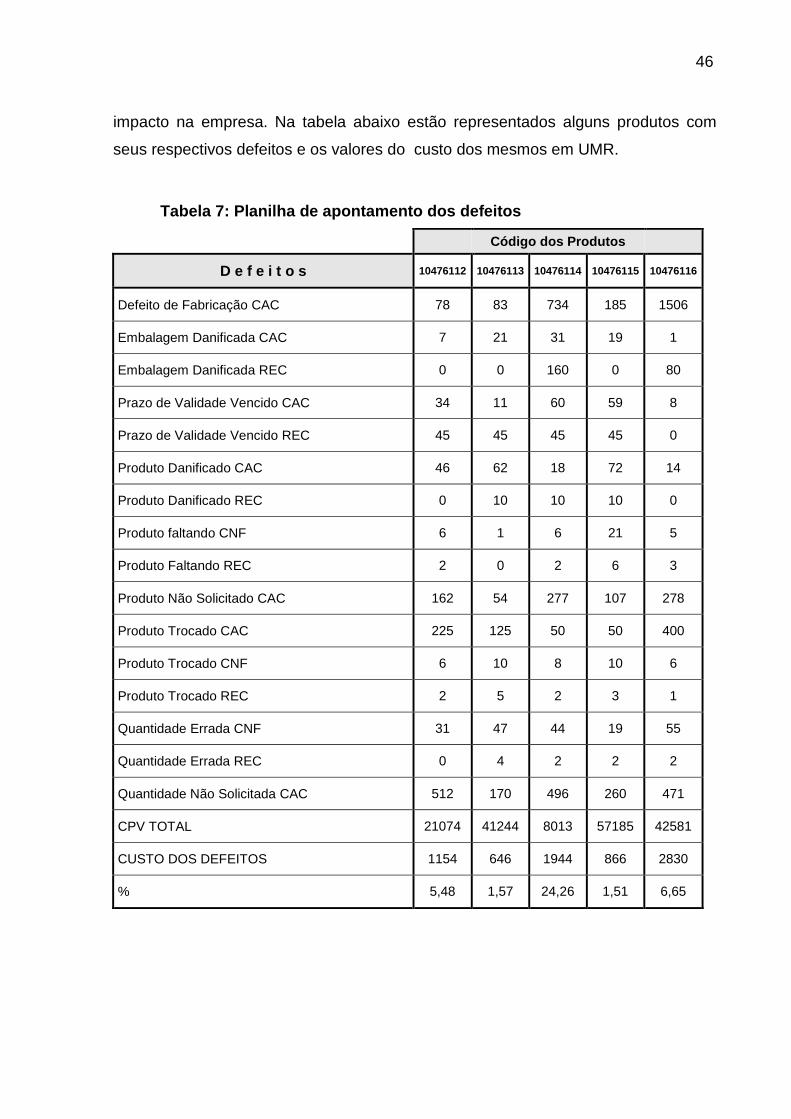
46
impacto na empresa. Na tabela abaixo estão representados alguns produtos com
seus respectivos defeitos e os valores do custo dos mesmos em UMR.
Tabela 7: Planilha de apontamento dos defeitos
Código dos Produtos
D e f e i t o s 10476112 10476113 10476114 10476115 10476116
Defeito de Fabricação CAC 78 83 734 185 1506
Embalagem Danificada CAC 7 21 31 19 1
Embalagem Danificada REC 0 0 160 0 80
Prazo de Validade Vencido CAC 34 11 60 59 8
Prazo de Validade Vencido REC 45 45 45 45 0
Produto Danificado CAC 46 62 18 72 14
Produto Danificado REC 0 10 10 10 0
Produto faltando CNF 6 1 6 21 5
Produto Faltando REC 2 0 2 6 3
Produto Não Solicitado CAC 162 54 277 107 278
Produto Trocado CAC 225 125 50 50 400
Produto Trocado CNF 6 10 8 10 6
Produto Trocado REC 2 5 2 3 1
Quantidade Errada CNF 31 47 44 19 55
Quantidade Errada REC 0 4 2 2 2
Quantidade Não Solicitada CAC 512 170 496 260 471
CPV TOTAL 21074 41244 8013 57185 42581
CUSTO DOS DEFEITOS 1154 646 1944 866 2830
% 5,48 1,57 24,26 1,51 6,65
47
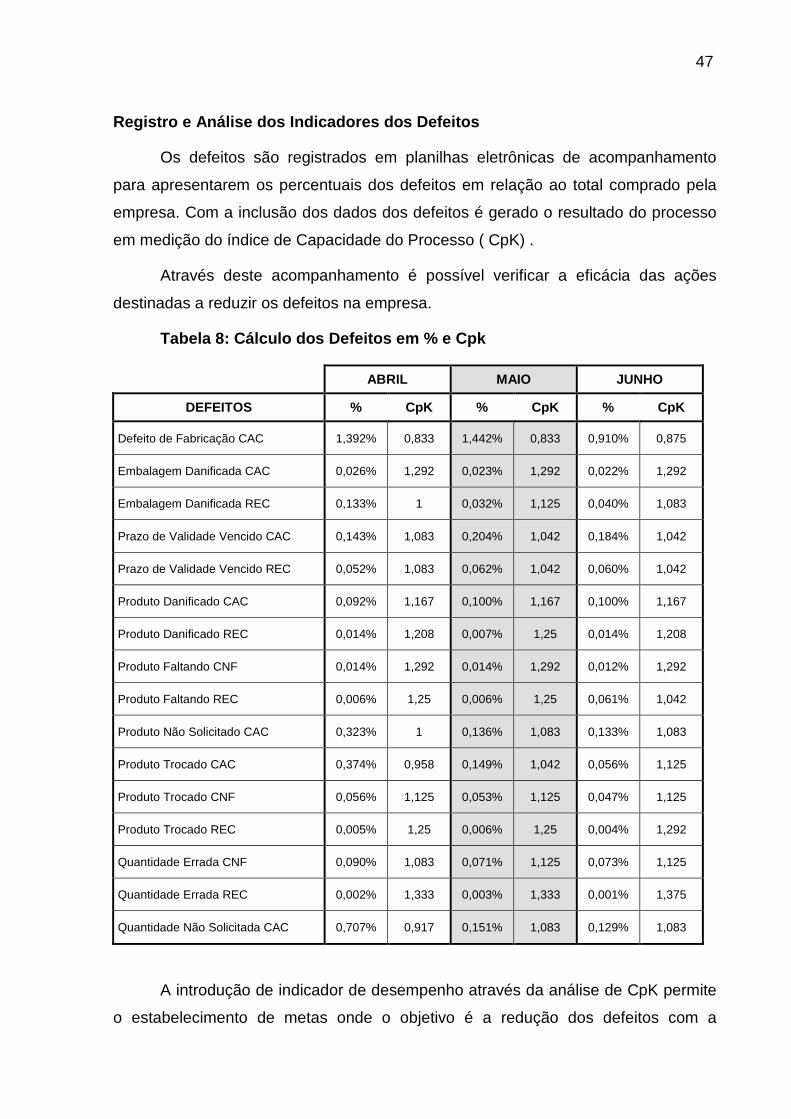
Registro e Análise dos Indicadores dos Defeitos
Os defeitos são registrados em planilhas eletrônicas de acompanhamento
para apresentarem os percentuais dos defeitos em relação ao total comprado pela
empresa. Com a inclusão dos dados dos defeitos é gerado o resultado do processo
em medição do índice de Capacidade do Processo ( CpK) .
Através deste acompanhamento é possível verificar a eficácia das ações
destinadas a reduzir os defeitos na empresa.
Tabela 8: Cálculo dos Defeitos em % e Cpk
ABRIL MAIO JUNHO
DEFEITOS % CpK % CpK % CpK
Defeito de Fabricação CAC 1,392% 0,833 1,442% 0,833 0,910% 0,875
Embalagem Danificada CAC 0,026% 1,292 0,023% 1,292 0,022% 1,292
Embalagem Danificada REC 0,133% 1 0,032% 1,125 0,040% 1,083
Prazo de Validade Vencido CAC 0,143% 1,083 0,204% 1,042 0,184% 1,042
Prazo de Validade Vencido REC 0,052% 1,083 0,062% 1,042 0,060% 1,042
Produto Danificado CAC 0,092% 1,167 0,100% 1,167 0,100% 1,167
Produto Danificado REC 0,014% 1,208 0,007% 1,25 0,014% 1,208
Produto Faltando CNF 0,014% 1,292 0,014% 1,292 0,012% 1,292
Produto Faltando REC 0,006% 1,25 0,006% 1,25 0,061% 1,042
Produto Não Solicitado CAC 0,323% 1 0,136% 1,083 0,133% 1,083
Produto Trocado CAC 0,374% 0,958 0,149% 1,042 0,056% 1,125
Produto Trocado CNF 0,056% 1,125 0,053% 1,125 0,047% 1,125
Produto Trocado REC 0,005% 1,25 0,006% 1,25 0,004% 1,292
Quantidade Errada CNF 0,090% 1,083 0,071% 1,125 0,073% 1,125
Quantidade Errada REC 0,002% 1,333 0,003% 1,333 0,001% 1,375
Quantidade Não Solicitada CAC 0,707% 0,917 0,151% 1,083 0,129% 1,083
A introdução de indicador de desempenho através da análise de CpK permite
o estabelecimento de metas onde o objetivo é a redução dos defeitos com a
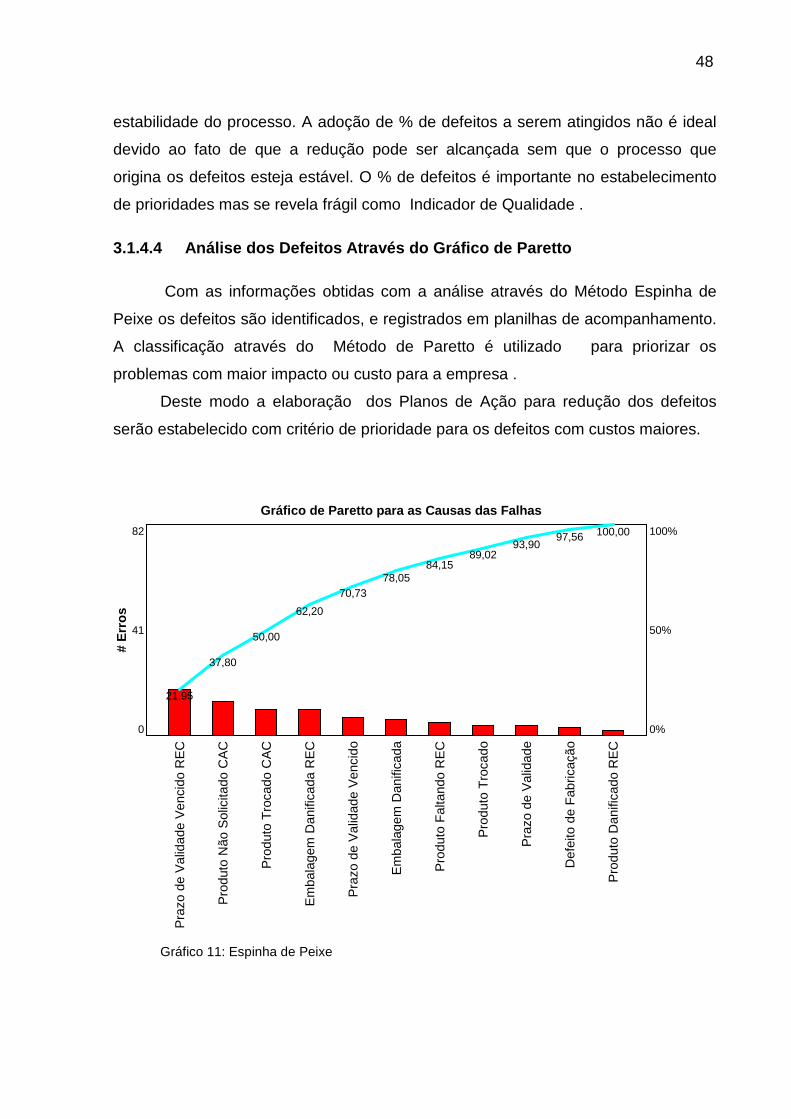
48
estabilidade do processo. A adoção de % de defeitos a serem atingidos não é ideal
devido ao fato de que a redução pode ser alcançada sem que o processo que
origina os defeitos esteja estável. O % de defeitos é importante no estabelecimento
de prioridades mas se revela frágil como Indicador de Qualidade .
3.1.4.4 Análise dos Defeitos Através do Gráfico de Paretto
Com as informações obtidas com a análise através do Método Espinha de
Peixe os defeitos são identificados, e registrados em planilhas de acompanhamento.
A classificação através do Método de Paretto é utilizado para priorizar os
problemas com maior impacto ou custo para a empresa .
Deste modo a elaboração dos Planos de Ação para redução dos defeitos
serão estabelecido com critério de prioridade para os defeitos com custos maiores.
21,95
37,80
50,00
62,20
70,7378,05
84,1589,02
93,9097,56 100,00
Gráfico de Paretto para as Causas das Falhas
# E
rros
Pra
zo d
e V
alid
ade
Ven
cido
RE
C
Pro
duto
Não
Sol
icita
do C
AC
Pro
duto
Tro
cado
CA
C
Em
bala
gem
Dan
ifica
da R
EC
Pra
zo d
e V
alid
ade
Ven
cido
Em
bala
gem
Dan
ifica
da
Pro
duto
Fal
tand
o R
EC
Pro
duto
Tro
cado
Pra
zo d
e V
alid
ade
Def
eito
de
Fab
ricaç
ão
Pro
duto
Dan
ifica
do R
EC
82
41
0
100%
50%
0%
Gráfico 11: Espinha de Peixe
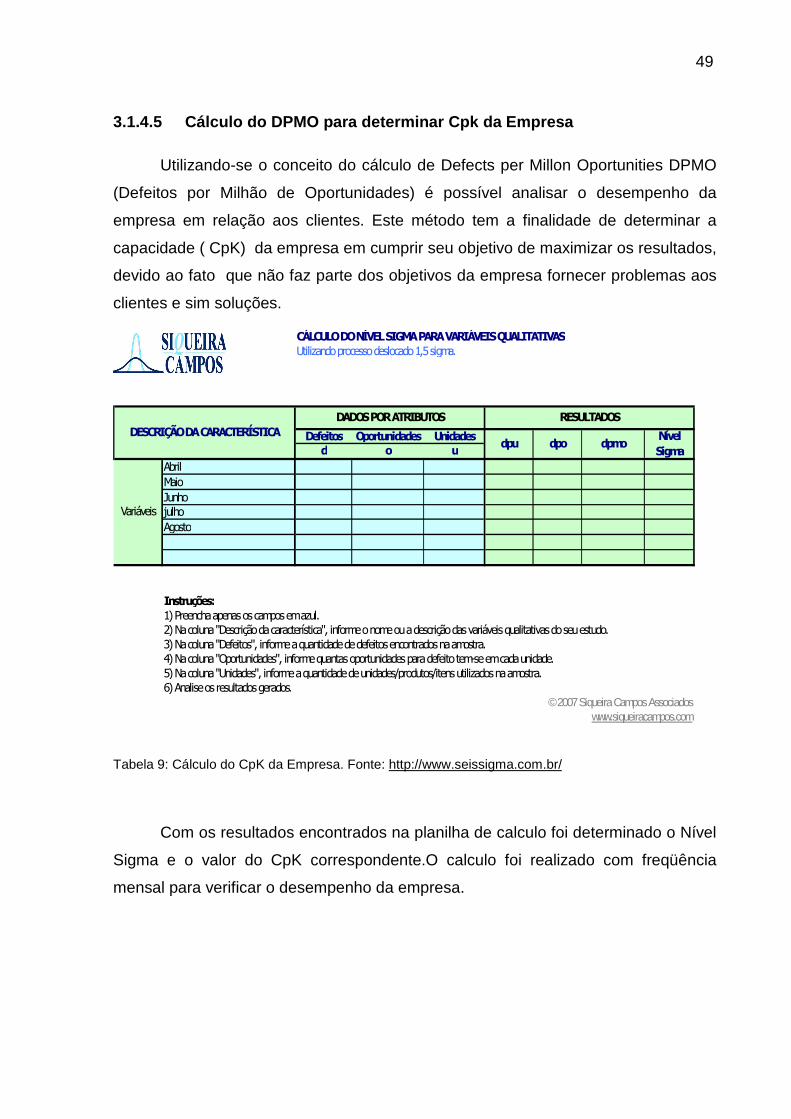
49
3.1.4.5 Cálculo do DPMO para determinar Cpk da Empr esa
Utilizando-se o conceito do cálculo de Defects per Millon Oportunities DPMO
(Defeitos por Milhão de Oportunidades) é possível analisar o desempenho da
empresa em relação aos clientes. Este método tem a finalidade de determinar a
capacidade ( CpK) da empresa em cumprir seu objetivo de maximizar os resultados,
devido ao fato que não faz parte dos objetivos da empresa fornecer problemas aos
clientes e sim soluções.
CÁLCULO DO NÍVEL SIGMA PARA VARIÁVEIS QUALITATIVASUtilizando processo deslocado 1,5 sigma.
Defeitos Oportunidades Unidadesd o u
Abril
Maio
Junhojulho
Agosto
Instruções:1) Preencha apenas os campos em azul.2) Na coluna "Descrição da característica", informe o nome ou a descrição das variáveis qualitativas do seu estudo.3) Na coluna "Defeitos", informe a quantidade de defeitos encontrados na amostra.4) Na coluna "Oportunidades", informe quantas oportunidades para defeito tem-se em cada unidade.5) Na coluna "Unidades", informe a quantidade de unidades/produtos/itens utilizados na amostra.6) Analise os resultados gerados.
© 2007 Siqueira Campos Associadoswww.siqueiracampos.com
Nível Sigma
RESULTADOS
Variáveis
DESCRIÇÃO DA CARACTERÍSTICADADOS POR ATRIBUTOS
dpu dpo dpmo
Tabela 9: Cálculo do CpK da Empresa. Fonte: http://www.seissigma.com.br/
Com os resultados encontrados na planilha de calculo foi determinado o Nível
Sigma e o valor do CpK correspondente.O calculo foi realizado com freqüência
mensal para verificar o desempenho da empresa.

50
3.2 Análise dos Dados
3.2.1 Análise do Custo Fixo da Empresa
Foi necessário determinar a participação de cada departamento da empresa
no rateio do custo fixo. Na tabela abaixo é demonstrado a participação de cada
departamento no custo fixo acumulado no período analisado.
Tabela1: Despesas Operacionais
Despesas Operacionais dos Departamentos Total
Vendas 411.031,27
Despesas com Pessoal 269.930,98
Ocupação (aluguéis, depreciações e outros) 6.134,80
Utilidades (água, luz e outros) 30.673,98
Despesas gerais (inclui serviços) 98.156,72
Impostos e taxas (IPTU, IPVA e outros) 6.134,80
Operações 754.579,79
Despesas com Pessoal 171.774,26
Ocupação (aluguéis, depreciações e outros) 30.673,98
Utilidades (água, luz e outros) 73.617,54
Transporte ( veículos) 147.235,08
Despesas gerais (inclui serviços) 257.661,39
Impostos e taxas (IPTU, IPVA e outros) 73.617,54
Administrativas 61.347,94
Despesas com Pessoal 36.808,77
Ocupação (aluguéis, depreciações e outros) -
Utilidades (água, luz e outros) 6.134,80
Honorários 18.404,37
Despesas gerais (inclui serviços) -
Impostos e taxas (IPTU, IPVA e outros) - Nota: valores em UMR (Unidade Monetária de Referência)
Tabela 10: Contas do Custo Fixo da Empresa

51
Tabela 11: Participação do Custo Fixo
Departamentos Nº. de Funcionários
Valor do Custo Fixo por Departamento
% Valor do Custo Fixo por Departamento
Vendas 8 411.031,27 33,5%
Operações 6 754.579,49 61,5%
Administração 2 61.347,94 5%
TOTAL: 16 TOTAL: 1.226.959,62 TOTAL: 100%
Nota: valores em UMR ( Unidade Monetária de Referência)
3.2.2 Cálculo do Custo dos Defeitos
Na tabela abaixo estão relacionados os departamentos com a respectiva
participação no custo fixo e a taxa de utilização de recursos nas ações votadas para
os defeitos.
Tabela 12: Estrutura de Utilização do Custo Fixo em função dos Defeitos
Departamentos Valor do Custo
Fixo por Departamento
% Utilização dos Recursos do Dep.
com Defeitos
Valor do Custo Fixo Utilizado
com os Defeitos
Vendas 411.031,27 14,4% 59.321,97
Operações 754.579,49 29,1% 219.319,03
Administração 61.347,98 25% 15.337,00
TOTAL 1.226.959,62 24,0% 293.978,00
Nota: valores em UMR ( Unidade Monetária de Referência)
O resultado encontrado de 24,0% do Custo Fixo foi utilizado nas ações
voltadas para os defeitos.
A relação entre o Custo Fixo e o Custo dos Produtos vendidos é no período
analisado de 14,6% do CPV.
Valor do Custo do Produto Vendido = 8.403.833,00
Valor do Custo Fixo = 1.226.959,62

52
Valor Custo Fixo 14,6% do Valor Custo do Produto Vendido
Valor Custo do Produto Vendido
Como 24% do Custo Fixo está sendo consumido com os defeitos , e o Custo
Fixo equivale a 14,6% do Custo dos Produtos Vendidos definiu-se que:
14,6% CPV
Custo Fixo
100% CPV = 8.403.833,00
3,5% CPV = 293.978,00
A participação dos Defeitos no Custo Fixo é de 293.978,00 em UMR
(Unidade Monetária de Referência) o que equivale a 3,5% do Custo do Produto
Vendido (CPV).
Deste modo foi possível determinar que 24% do Valor do Custo Fixo estão
sendo utilizados com os defeitos dos produtos que devem ser adicionados como
Custo do Produto Vendido ( CPV).
Tabela 13: Demonstrativo do Custo Fixo e Variável
Mês
Custo dos Defeitos Abril Maio Junho Julho Agosto Total
Custo Fixo em UMR 38901 17884 17675 47682 16191 138333
Custo Variável em UMR 30788 38245 28279 29506 28826 155645
Total em UMR 69689 56129 45954 77188 45018 293978
Mês
Custo dos Defeitos Abril Maio Junho Julho Agosto
Custo Fixo em % 55,8% 31,9% 38,5% 61,8% 36,0%
Custo Variável em % 44,2% 68,1% 61,5% 38,2% 64,0%
Total % 100,0% 100,0% 100,0% 100,0% 100,0%
═
X ═ 3,5% CPV 24,0% Custo Fixo
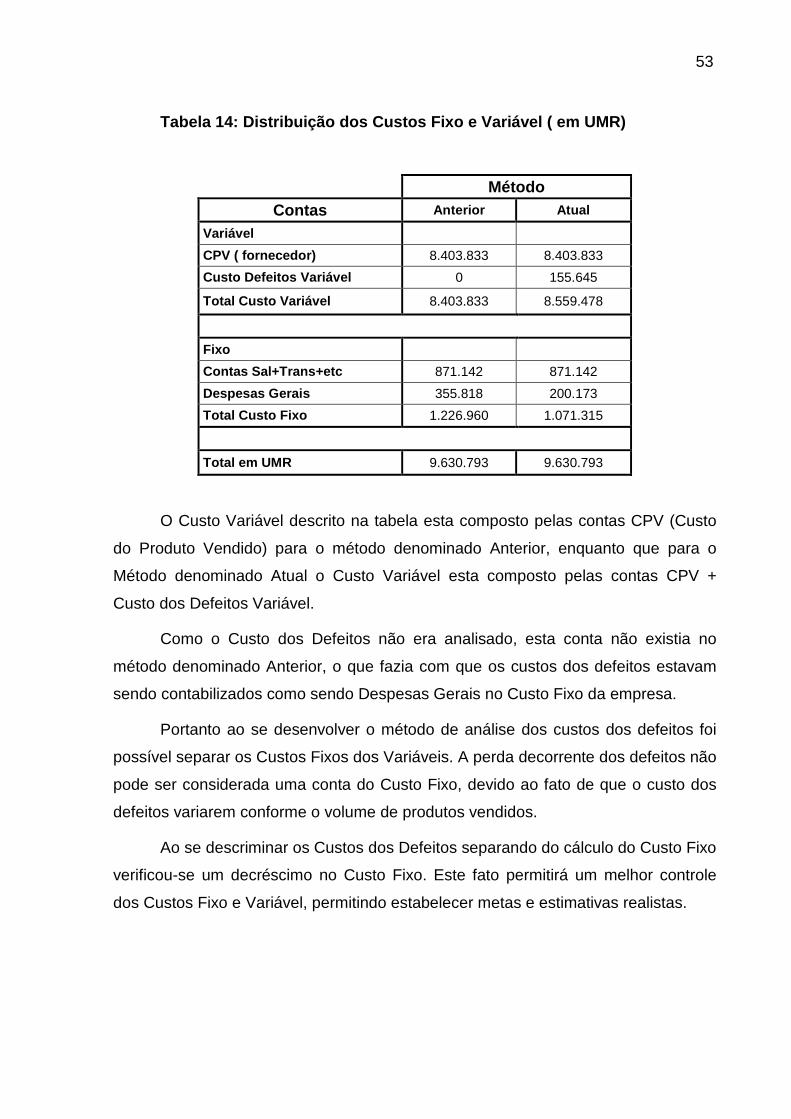
53
Tabela 14: Distribuição dos Custos Fixo e Variável ( em UMR)
Método
Contas Anterior Atual
Variável
CPV ( fornecedor) 8.403.833 8.403.833
Custo Defeitos Variável 0 155.645
Total Custo Variável 8.403.833 8.559.478
Fixo
Contas Sal+Trans+etc 871.142 871.142
Despesas Gerais 355.818 200.173
Total Custo Fixo 1.226.960 1.071.315
Total em UMR 9.630.793 9.630.793
O Custo Variável descrito na tabela esta composto pelas contas CPV (Custo
do Produto Vendido) para o método denominado Anterior, enquanto que para o
Método denominado Atual o Custo Variável esta composto pelas contas CPV +
Custo dos Defeitos Variável.
Como o Custo dos Defeitos não era analisado, esta conta não existia no
método denominado Anterior, o que fazia com que os custos dos defeitos estavam
sendo contabilizados como sendo Despesas Gerais no Custo Fixo da empresa.
Portanto ao se desenvolver o método de análise dos custos dos defeitos foi
possível separar os Custos Fixos dos Variáveis. A perda decorrente dos defeitos não
pode ser considerada uma conta do Custo Fixo, devido ao fato de que o custo dos
defeitos variarem conforme o volume de produtos vendidos.
Ao se descriminar os Custos dos Defeitos separando do cálculo do Custo Fixo
verificou-se um decréscimo no Custo Fixo. Este fato permitirá um melhor controle
dos Custos Fixo e Variável, permitindo estabelecer metas e estimativas realistas.
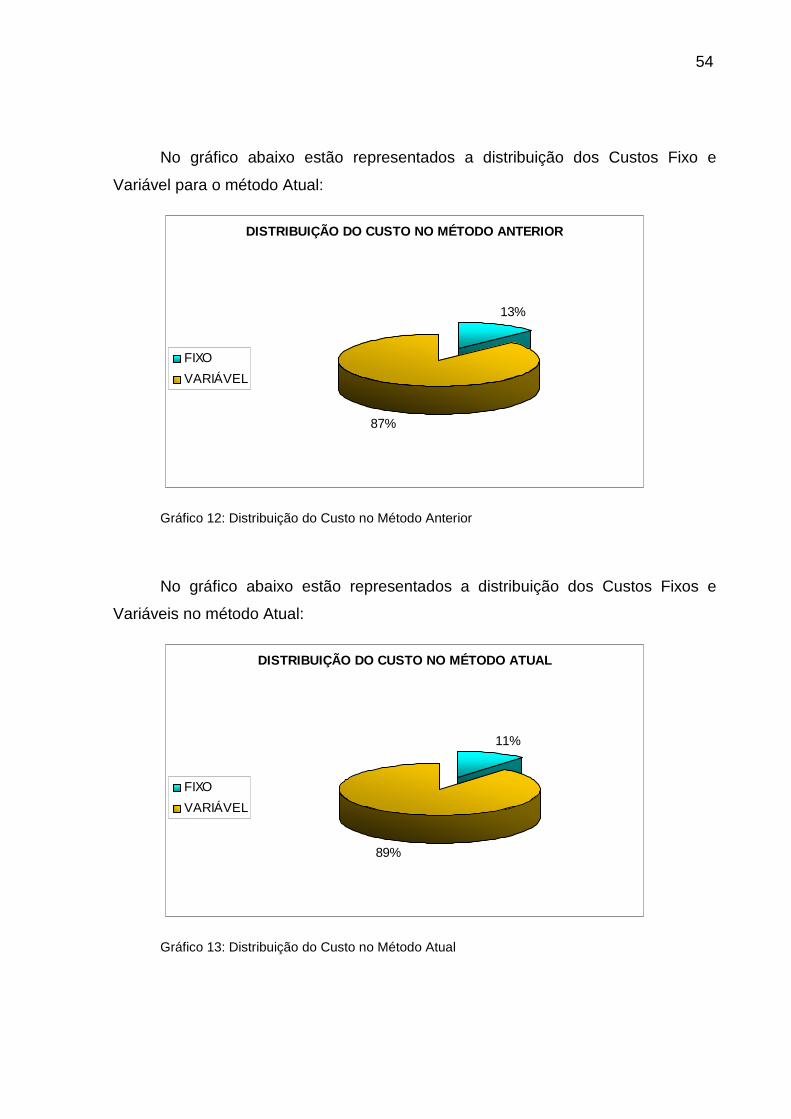
54
No gráfico abaixo estão representados a distribuição dos Custos Fixo e
Variável para o método Atual:
DISTRIBUIÇÃO DO CUSTO NO MÉTODO ANTERIOR
13%
87%
FIXO
VARIÁVEL
Gráfico 12: Distribuição do Custo no Método Anterior
No gráfico abaixo estão representados a distribuição dos Custos Fixos e
Variáveis no método Atual:
DISTRIBUIÇÃO DO CUSTO NO MÉTODO ATUAL
11%
89%
FIXO
VARIÁVEL
Gráfico 13: Distribuição do Custo no Método Atual

55
3.2.3 Estimativa da Perda de Vendas em Função dos D efeitos
Ao se analisar os dados foi possível verificar que o consumo de recursos da
empresa com os defeitos foi em relação ao consumo de recursos para as vendas em
média de quatro vezes maior conforme descrito na tabela a seguir:
Tabela 15 : Relação entre o consumo de recursos com Vendas e Defeitos
% do CPV %Custo Fixo Relação Proporção % de Vendas
%Custo dos Defeitos 3,50% 13% 3,71 4,3 15%
Vendas 100,00% 87% 0,87 0 0
Deste modo é possível evidenciar que o Custo dos Defeitos tem importância
sobre o desempenho das vendas da empresa, uma vez que ao se deslocar recursos
para resolver problemas com os defeitos há menor disponibilidade de recursos para
o esforço de vendas. Como exemplo pode-se citar o fato de que enquanto o
vendedor esta resolvendo um problema de um venda já realizada, este vendedor
não esta atendendo à um novo pedido . No gráfico abaixo esta ilustrada a relação
entre o Custo dos Defeitos e o impacto provável no esforço de vendas:
Projeção das Perdas em Vendas Devido aos Defeitos
3,50%
15,00%
0,00%
2,00%
4,00%
6,00%
8,00%
10,00%
12,00%
14,00%
16,00%
%Custo dos Defeitos %Custo da Perda de Vendas
CP
V
Gráfico 14: Projeção das Perdas

56
3.2.4 Cálculo do Custo Variável
Com a classificação dos defeitos em função da origem dos mesmos foi
possível determinar o custo de cada tipo de defeito. Os defeitos detectados pelo
cliente são considerados de maior gravidade devido ao próprio custo da produto a
ser reposto assim como o custo de transporte. Entretanto foram detectados defeitos
na fase de recebimento dos produtos dos fornecedores, que tem seus produtos
repostos pelos fornecedores mas faz com que seja necessário manter atividades de
inspeção e a indisponibilização do produto com defeito até sua posterior troca pelo
fornecedor. Portanto foi desenvolvido o critério para o custo dos defeitos externos e
internos.
Para demonstrar o princípio do cálculo aplicado foi necessário usar como
referência o Custo do Produto Vendido (CPV) como parâmetro para o cálculo do
custo dos defeitos internos e externos.
CPV (Custo do Produto Vendido): quando o produto necessita ser substituído
é alocado o valor de 100% do custo de aquisição do produto ao fornecedor;
TRF (Taxa de Retorno do Fornecedor): é o índice médio entre todos os
fornecedores que aceitaram a responsabilidade pelos defeitos e realizaram a
reposição dos produtos. Este índice é obtido pelo histórico das reposições de
produtos, sendo que o índice de 50% demonstra que 50% dos produtos enviados
aos fornecedores foram substituídos por outros produtos;
Relação % dos Defeitos no Custo Fixo / CPV: é o total dos recursos utilizados
da empresa (Custo Fixo) no suporte das ações realizadas com as reclamações e os
defeitos registrados em relação ao Custo dos Produtos Vendidos. Sendo que o valor
encontrado foi de 3,5% do CPV.
Os registros dos defeitos foram realizados através de uma planilha eletrônica
específica com a utilização do valor que consta na base de dados dos produtos
recebidos dos fornecedores, sendo este valor referido como Custo do Produto
Vendido. Deste modo buscou-se quantificar os defeitos através dos valores de
compra destes produtos dos fornecedores, sendo que a informação das quantidades
de produtos devolvidos não foi utilizada uma vez que o foco da empresa esta nos
valores reclamados.
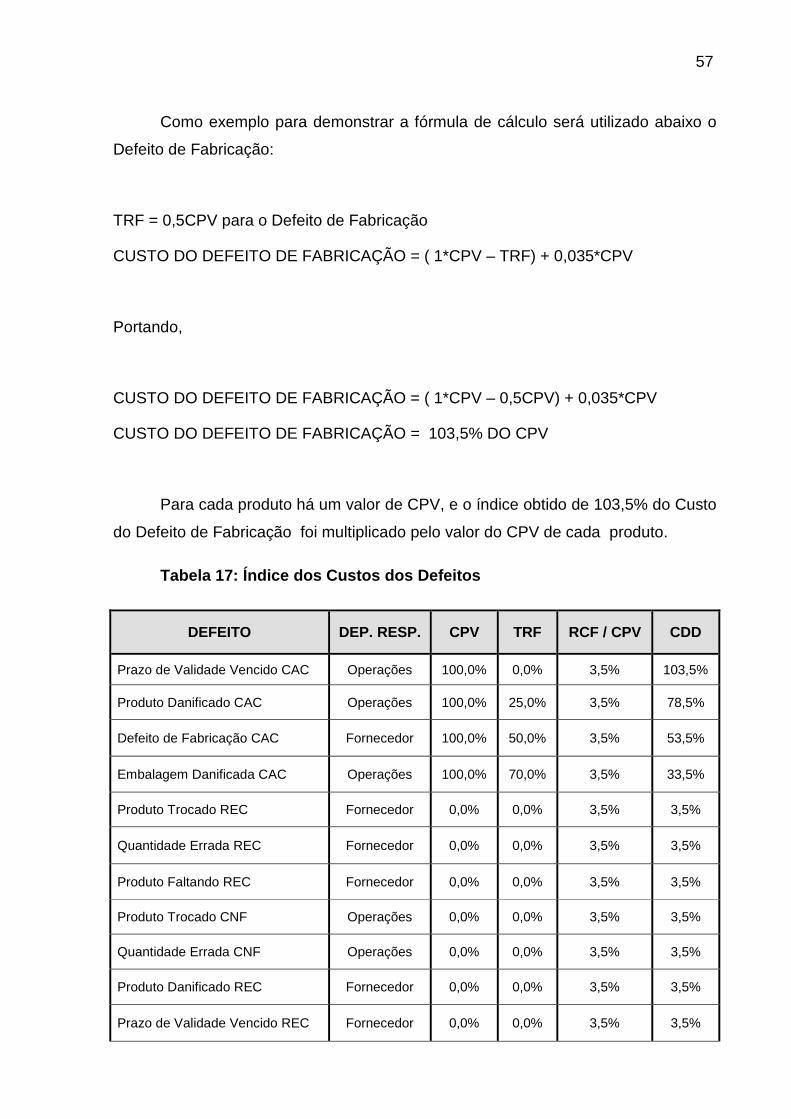
57
Como exemplo para demonstrar a fórmula de cálculo será utilizado abaixo o
Defeito de Fabricação:
TRF = 0,5CPV para o Defeito de Fabricação
CUSTO DO DEFEITO DE FABRICAÇÃO = ( 1*CPV – TRF) + 0,035*CPV
Portando,
CUSTO DO DEFEITO DE FABRICAÇÃO = ( 1*CPV – 0,5CPV) + 0,035*CPV
CUSTO DO DEFEITO DE FABRICAÇÃO = 103,5% DO CPV
Para cada produto há um valor de CPV, e o índice obtido de 103,5% do Custo
do Defeito de Fabricação foi multiplicado pelo valor do CPV de cada produto.
Tabela 17: Índice dos Custos dos Defeitos
DEFEITO DEP. RESP. CPV TRF RCF / CPV CDD
Prazo de Validade Vencido CAC Operações 100,0% 0,0% 3,5% 103,5%
Produto Danificado CAC Operações 100,0% 25,0% 3,5% 78,5%
Defeito de Fabricação CAC Fornecedor 100,0% 50,0% 3,5% 53,5%
Embalagem Danificada CAC Operações 100,0% 70,0% 3,5% 33,5%
Produto Trocado REC Fornecedor 0,0% 0,0% 3,5% 3,5%
Quantidade Errada REC Fornecedor 0,0% 0,0% 3,5% 3,5%
Produto Faltando REC Fornecedor 0,0% 0,0% 3,5% 3,5%
Produto Trocado CNF Operações 0,0% 0,0% 3,5% 3,5%
Quantidade Errada CNF Operações 0,0% 0,0% 3,5% 3,5%
Produto Danificado REC Fornecedor 0,0% 0,0% 3,5% 3,5%
Prazo de Validade Vencido REC Fornecedor 0,0% 0,0% 3,5% 3,5%

58
Produto Trocado CAC Vendas 0,0% 0,0% 3,5% 3,5%
Quantidade Não Solicitada CAC Vendas 0,0% 0,0% 3,5% 3,5%
Embalagem Danificada REC Fornecedor 0,0% 0,0% 3,5% 3,5%
Produto Não Solicitado CAC Vendas 0,0% 0,0% 3,5% 3,5%
Para cada registro de defeito foram lançados os valores do CPV do produto
em uma planilha eletrônica de modo a se calcular o custo do defeito em cada mês
do período analisado. Os valores encontrados em cada mês foram somados em uma
planilha eletrônica de totalização para se obter os valores dos defeitos.
No fluxograma abaixo esta representada o método utilizado:
Fig 8: Fontes de dados do Sistema de Cálculo
Planilha do Custo dos Defeitos Acumulados
no período
Planilha do Mês de Abril /08
Planilha do Mês de Julho/08
Planilha do Mês de Agosto/08
Planilha do Mês de Junho/08
Planilha do Mês de Maio /08

59
Deste modo determinou-se o índice do Custo do Defeito por produto em
relação ao CPV do produto. Na tabela abaixo estão representados alguns produtos
com seus respectivos defeitos e os valores do custo dos mesmos em UMR. As
planilhas dos meses e a planilha de totalização estão no apêndice deste capítulo.
Tabela 18: Planilha de apontamento dos defeitos
CÓDIGO DOS PRODUTOS
D e f e i t o s 104761 104771 104781 104791 104801
DEFEITO DE FABRICAÇÃO CAC 2787 1276 1812 2554 2491
PRODUTO NÃO SOLICITADO CAC 643 826 1119 1740 544
QUANTIDADE NÃO SOLICITADA CAC 652 417 782 543 819
PRAZO DE VALIDADE VENCIDO CAC 283 389 537 585 283
PRODUTO TROCADO CAC 460 445 355 315 550
PRODUTO DANIFICADO CAC 198 218 291 168 199
QUANTIDADE ERRADA CNF 275 224 237 142 249
EMBALAGEM DANIFICADA REC 170 170 250 200 150
PRAZO DE VALIDADE VENCIDO REC 225 135 135 180 90
PRODUTO TROCADO CNF 137 139 143 119 152
PRODUTO FALTANDO REC 151 77 76 141 91
EMBALAGEM DANIFICADA CAC 108 85 141 82 46
PRODUTO DANIFICADO REC 45 75 50 30 45
PRODUTO FALTANDO CNF 29 38 32 52 30
QUANTIDADE ERRADA REC 4 28 6 2 8
PRODUTO TROCADO REC 14 13 11 14 10
0 0 0 0 0
0 0 0 0 0
CPV TOTAL 81757 80816 92394 245744 92801
CUSTOS DOS DEFEITOS 6180 4556 5976 6867 5758
% 7,56 5,64 6,47 2,79 6,20

60
As empresas com certificação ISO 9001 devem possuir processos com
coeficiente CpK de no mínimo 1,33. Ao se atingir este valor é possível afirmar que o
processo está sob controle e estável. Isto não significa que os defeitos não irão
ocorrer mas que sua freqüência será para um valor de CpK 1,33 na proporção de
0,007% , como na empresa os processos são seqüenciais, as falhas são somadas e
o resultado da empresa no geral é inferior ao de cada processo isolado .Na empresa
há 08 tipos de falhas que são reclamadas pelos clientes, sendo que na tabela abaixo
estão representados os resultados da empresa em cada mês no que se refere ao
percentual ( %) do Custo dos Defeitos em relação ao CPV ( Custo do Produto
Vendido) e o índice de CpK utilizando –se o método DPMO.
Tabela 19: Relação entre o Custo dos Defeitos com o Índice de Capacidade da Empresa.
MÊS DEFEITOS CPV % Oportunidades de Falha DPMO Sigma CpK
ABRIL 69689 1565511 4,45 8 4287 2,54 0,833
MAIO 56129 1664767 3,37 8 3077 2,63 0,875
JUNHO 45954 1870318 2,46 8 2311 2,74 0,875
JULHO 77188 1816456 4,25 8 4150 2,55 0,833
AGOSTO 45018 1486780 3,03 8 2755 2,67 0,875
Fonte: Planilhas de Acompanhamento dos Indicadores
No gráfico abaixo esta demonstrado como o processo pode evoluir através da
redução do desvio padrão (Sigma), que consiste nas variações do comportamento
do processo. Com o aperfeiçoamento dos processos da empresa.

61
Gráfico 15: Distribuição Normal
1,751,501,251,000,750,50
4
3
2
1
0
CpK
Densidade
1,33 0,1
1,0245 0,2009
Média Padrão
Desv io
Gráfico da Distribuição Normal
ATUALPROCESSO
APERFEIÇOADOPROCESSO
Fonte: Planilhas de Acompanhamento dos Indicadores
Foram criados índices de acompanhamento para monitorar o desempenho
dos departamentos e fornecedores. Este acompanhamento indica o desempenho à
cada mês de modo a se verificar se as ações realizadas estão sendo eficazes. A
meta é que o processo dos defeitos alcance um índice de Cpk de 1,33. Abaixo as
tabelas com o índice de Cpk para cada processo de defeito;
Tabela 20: Desempenho dos Fornecedores
ABRIL MAIO JUNHO JULHO AGOSTO
DEFEITOS % CpK % CpK % CpK % CpK % CpK
DEFEITO DEFABRICAÇÃO CAC
0,0139 0,7080 0,0144 0,7080 0,0091 0,7500 0,0083 0,7920 0,0093 0,7500
EMBALAGEM DANIFICADA REC
0,0013 1,0000 0,0003 1,1250 0,0004 1,0830 0,0006 1,0420 0,0005 1,0830
PRAZO DE VALIDADEVENCIDO REC
0,0005 1,0830 0,0006 1,0420 0,0006 1,0420 0,0005 1,0830 0,0004 1,0830
PRODUTO DANIFICADO REC
0,0001 1,2080 0,0001 1,2500 0,0001 1,2080 0,0002 1,1670 0,0002 1,1670
PRODUTO FALTANDO REC
0,0001 1,2500 0,0001 1,2500 0,0006 1,0420 0,0007 1,0420 0,0006 1,0420
PRODUTO TROCADOREC
0,0001 1,2500 0,0001 1,2500 0,0000 1,2920 0,0001 1,2920 0,0000 1,2920
QUANTIDADE ERRADA REC
0,0000 1,3330 0,0000 1,3330 0,0000 1,3750 0,0000 1,3330 0,0002 1,1670
Fonte: Planilhas de Acompanhamento dos Indicadores
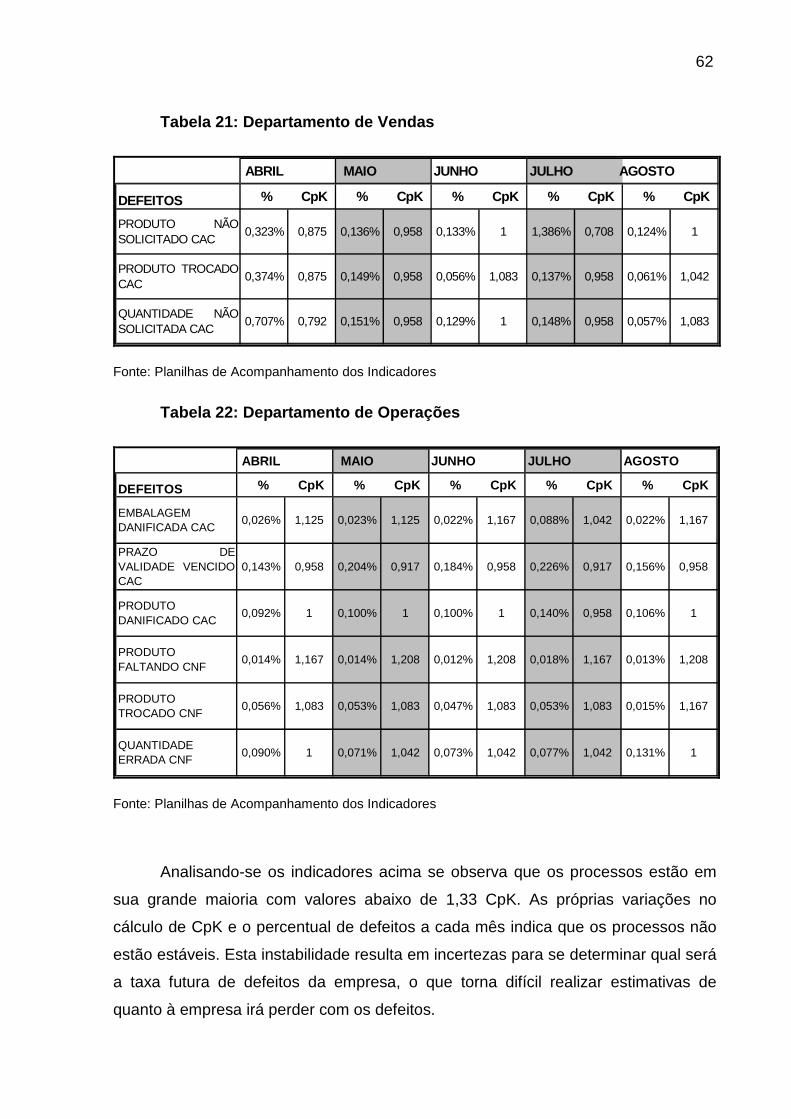
62
Tabela 21: Departamento de Vendas
ABRIL MAIO JUNHO JULHO AGOSTO
DEFEITOS % CpK % CpK % CpK % CpK % CpK
PRODUTO NÃOSOLICITADO CAC
0,323% 0,875 0,136% 0,958 0,133% 1 1,386% 0,708 0,124% 1
PRODUTO TROCADOCAC
0,374% 0,875 0,149% 0,958 0,056% 1,083 0,137% 0,958 0,061% 1,042
QUANTIDADE NÃOSOLICITADA CAC
0,707% 0,792 0,151% 0,958 0,129% 1 0,148% 0,958 0,057% 1,083
Fonte: Planilhas de Acompanhamento dos Indicadores
Tabela 22: Departamento de Operações
ABRIL MAIO JUNHO JULHO AGOSTO
DEFEITOS % CpK % CpK % CpK % CpK % CpK
EMBALAGEM DANIFICADA CAC
0,026% 1,125 0,023% 1,125 0,022% 1,167 0,088% 1,042 0,022% 1,167
PRAZO DEVALIDADE VENCIDOCAC
0,143% 0,958 0,204% 0,917 0,184% 0,958 0,226% 0,917 0,156% 0,958
PRODUTO DANIFICADO CAC
0,092% 1 0,100% 1 0,100% 1 0,140% 0,958 0,106% 1
PRODUTO FALTANDO CNF
0,014% 1,167 0,014% 1,208 0,012% 1,208 0,018% 1,167 0,013% 1,208
PRODUTO TROCADO CNF
0,056% 1,083 0,053% 1,083 0,047% 1,083 0,053% 1,083 0,015% 1,167
QUANTIDADE ERRADA CNF
0,090% 1 0,071% 1,042 0,073% 1,042 0,077% 1,042 0,131% 1
Fonte: Planilhas de Acompanhamento dos Indicadores
Analisando-se os indicadores acima se observa que os processos estão em
sua grande maioria com valores abaixo de 1,33 CpK. As próprias variações no
cálculo de CpK e o percentual de defeitos a cada mês indica que os processos não
estão estáveis. Esta instabilidade resulta em incertezas para se determinar qual será
a taxa futura de defeitos da empresa, o que torna difícil realizar estimativas de
quanto à empresa irá perder com os defeitos.
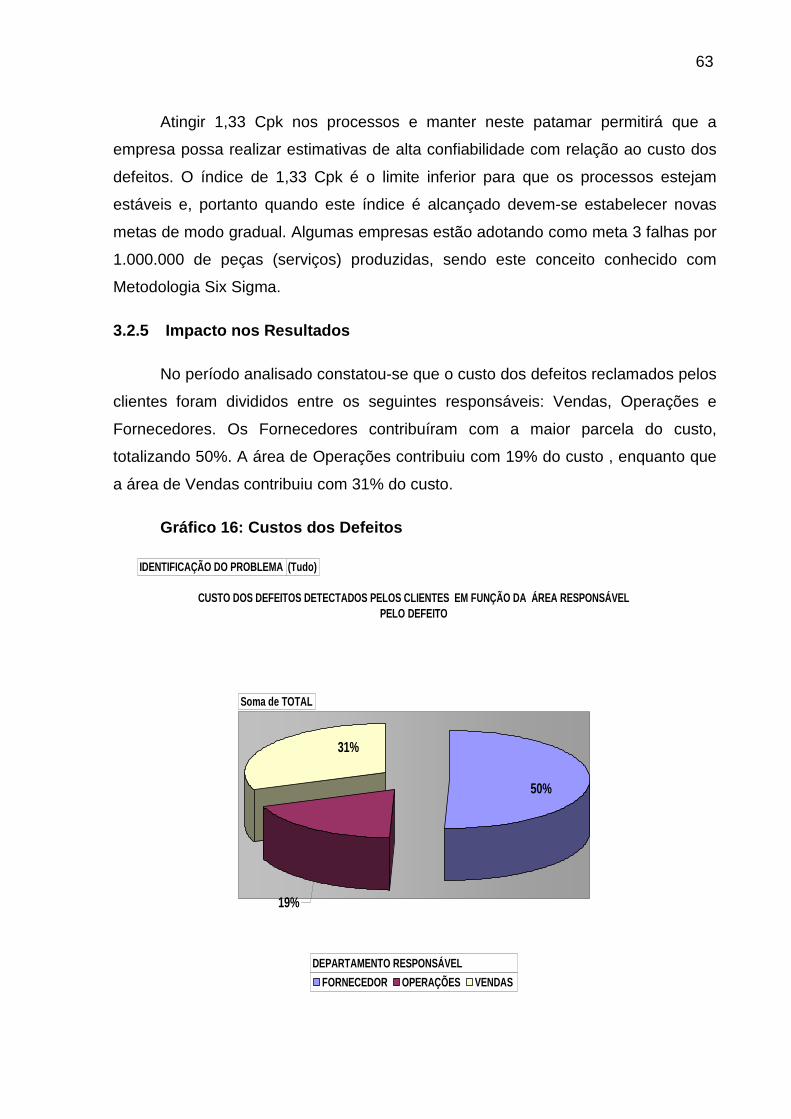
63
Atingir 1,33 Cpk nos processos e manter neste patamar permitirá que a
empresa possa realizar estimativas de alta confiabilidade com relação ao custo dos
defeitos. O índice de 1,33 Cpk é o limite inferior para que os processos estejam
estáveis e, portanto quando este índice é alcançado devem-se estabelecer novas
metas de modo gradual. Algumas empresas estão adotando como meta 3 falhas por
1.000.000 de peças (serviços) produzidas, sendo este conceito conhecido com
Metodologia Six Sigma.
3.2.5 Impacto nos Resultados
No período analisado constatou-se que o custo dos defeitos reclamados pelos
clientes foram divididos entre os seguintes responsáveis: Vendas, Operações e
Fornecedores. Os Fornecedores contribuíram com a maior parcela do custo,
totalizando 50%. A área de Operações contribuiu com 19% do custo , enquanto que
a área de Vendas contribuiu com 31% do custo.
Gráfico 16: Custos dos Defeitos
CUSTO DOS DEFEITOS DETECTADOS PELOS CLIENTES EM FU NÇÃO DA ÁREA RESPONSÁVEL PELO DEFEITO
50%
19%
31%
FORNECEDOR OPERAÇÕES VENDAS
IDENTIFICAÇÃO DO PROBLEMA (Tudo)
Soma de TOTAL
DEPARTAMENTO RESPONSÁVEL
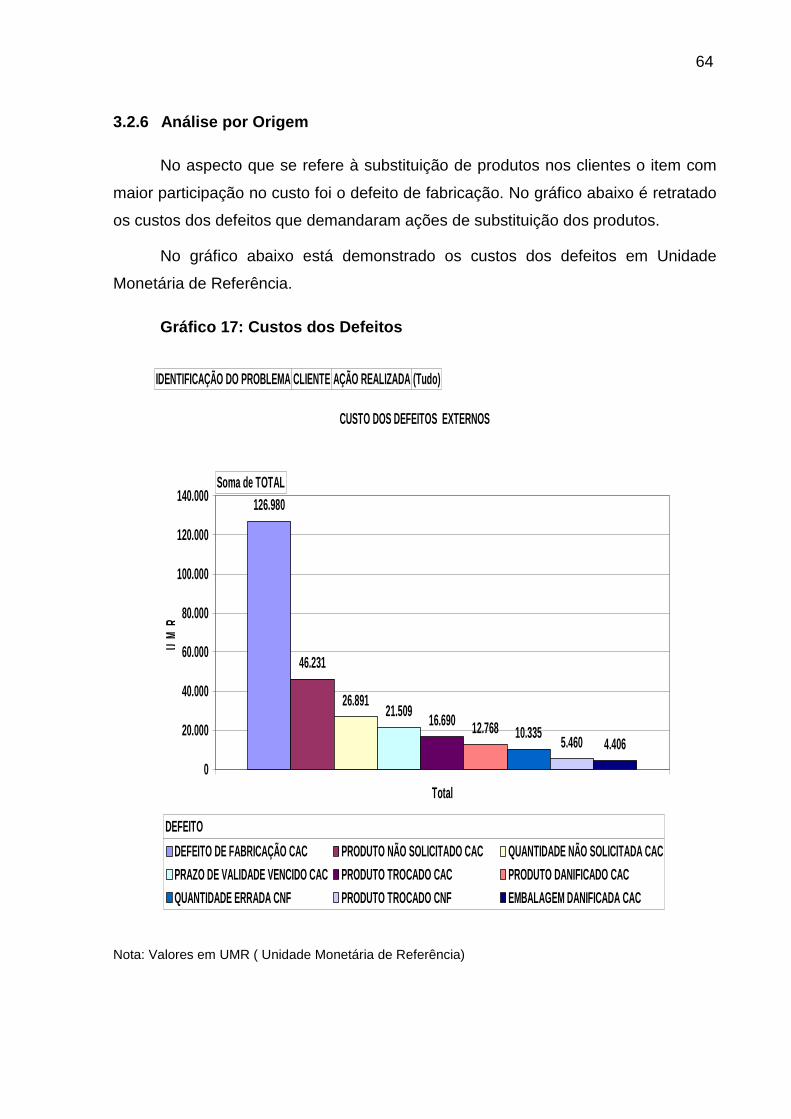
64
3.2.6 Análise por Origem
No aspecto que se refere à substituição de produtos nos clientes o item com
maior participação no custo foi o defeito de fabricação. No gráfico abaixo é retratado
os custos dos defeitos que demandaram ações de substituição dos produtos.
No gráfico abaixo está demonstrado os custos dos defeitos em Unidade
Monetária de Referência.
Gráfico 17: Custos dos Defeitos
CUSTO DOS DEFEITOS EXTERNOS
126.980
46.231
26.89121.509
16.690 12.768 10.3355.460 4.406
0
20.000
40.000
60.000
80.000
100.000
120.000
140.000
Total
UM
R
DEFEITO DE FABRICAÇÃO CAC PRODUTO NÃO SOLICITADO CAC QUANTIDADE NÃO SOLICITADA CAC
PRAZO DE VALIDADE VENCIDO CAC PRODUTO TROCADO CAC PRODUTO DANIFICADO CAC
QUANTIDADE ERRADA CNF PRODUTO TROCADO CNF EMBALAGEM DANIFICADA CAC
IDENTIFICAÇÃO DO PROBLEMA CLIENTE AÇÃO REALIZADA (Tudo)
Soma de TOTAL
DEFEITO
Nota: Valores em UMR ( Unidade Monetária de Referência)

65
3.2.6.1 Análise da Área de Operações
Na análise dos dados da área de Operações (Transporte e Armazenagem)
verificou-se que a maior parte dos custos de defeitos foi decorrente do processo de
armazenagem e/ou transporte, sendo estes responsáveis por 95% do custo dos
defeitos da área de Operações.
Gráfico 18: Custos dos Defeitos devido às Operações
CUSTO DOS DEFEITOS DEVIDO À OPERAÇÕES
21.509
12.768
10.335
5.4604.406
0
5.000
10.000
15.000
20.000
25.000
Total
UM
R
PRAZO DE VALIDADE VENCIDO CAC PRODUTO DANIFICADO CAC QUANTIDADE ERRADA CNF
PRODUTO TROCADO CNF EMBALAGEM DANIFICADA CAC
IDENTIFICAÇÃO DO PROBLEMA (Tudo) AÇÃO REALIZADA (Tudo) DEPARTAMENTO RESPONSÁVEL OPERAÇÕES
Soma de TOTAL
DEFEITO
Nota: Valores em UMR ( Unidade Monetária de Referência)

66
3.2.6.2 Análise da Área de Vendas
A área de Vendas também contribuiu para os custos dos defeitos, apesar dos
custos gerados não alcançaram os valores registrados áreas pelos Fornecedores,
estes são importantes, devido ao fato que estes defeitos resultam em um dispêndio
de recursos pela área de Operações que poderia estar usando estes recursos para
diminuir seus próprios defeitos.
Gráfico 21: Custos dos Defeitos devido à Vendas
CUSTO DOS DEFEITOS DEVIDO À VENDAS
46.231
26.891
16.690
0
5.000
10.000
15.000
20.000
25.000
30.000
35.000
40.000
45.000
50.000
Total
UM
R
PRODUTO NÃO SOLICITADO CAC QUANTIDADE NÃO SOLICITADA CAC PRODUTO TROCADO CAC
IDENTIFICAÇÃO DO PROBLEMA (Tudo) AÇÃO REALIZADA (Tudo) DEPARTAMENTO RESPONSÁVEL VENDAS
Soma de TOTAL
DEFEITO
Nota: Valores em UMR (Unidade Monetária de Referência)
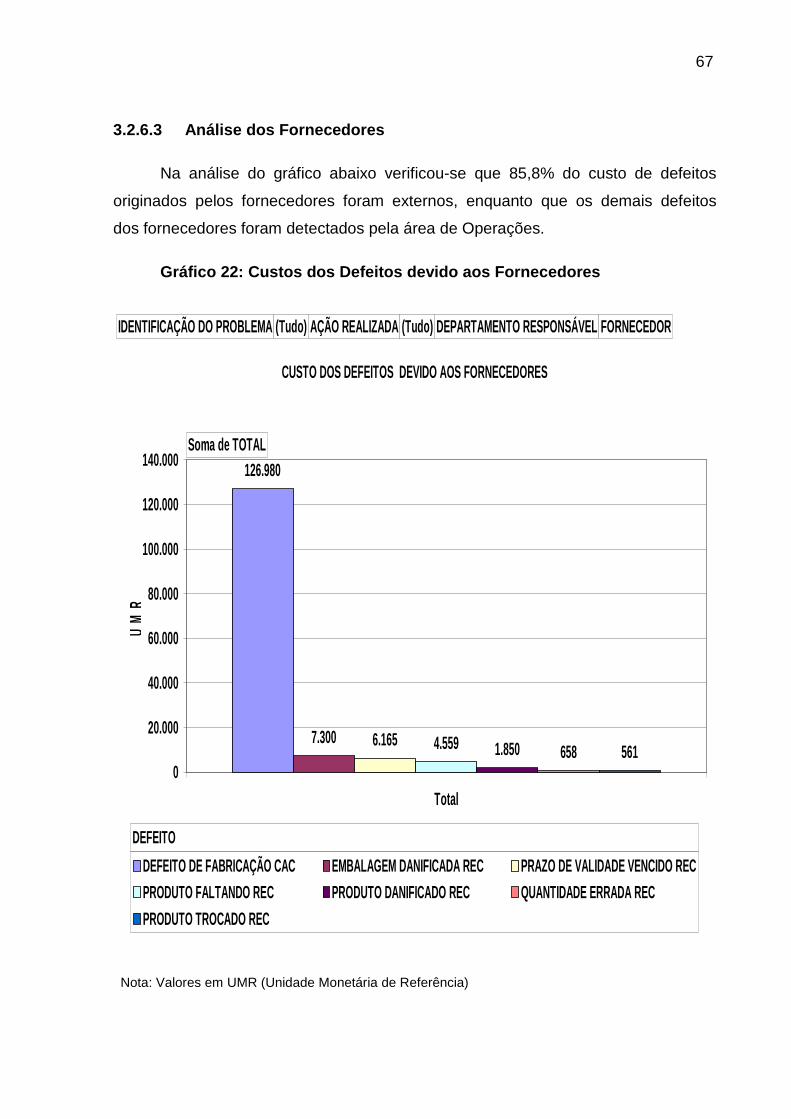
67
3.2.6.3 Análise dos Fornecedores
Na análise do gráfico abaixo verificou-se que 85,8% do custo de defeitos
originados pelos fornecedores foram externos, enquanto que os demais defeitos
dos fornecedores foram detectados pela área de Operações.
Gráfico 22: Custos dos Defeitos devido aos Forneced ores
CUSTO DOS DEFEITOS DEVIDO AOS FORNECEDORES
126.980
7.300 6.165 4.559 1.850 658 5610
20.000
40.000
60.000
80.000
100.000
120.000
140.000
Total
UM
R
DEFEITO DE FABRICAÇÃO CAC EMBALAGEM DANIFICADA REC PRAZO DE VALIDADE VENCIDO REC
PRODUTO FALTANDO REC PRODUTO DANIFICADO REC QUANTIDADE ERRADA REC
PRODUTO TROCADO REC
IDENTIFICAÇÃO DO PROBLEMA (Tudo) AÇÃO REALIZADA (Tudo) DEPARTAMENTO RESPONSÁVEL FORNECEDOR
Soma de TOTAL
DEFEITO
Nota: Valores em UMR (Unidade Monetária de Referência)

68
3.2.7 Classificação dos Fornecedores
Os fornecedores foram divididos em três categorias: Prejuízo, Abaixo da
Margem e Dentro da Margem.
Esta classificação foi realizada de acordo com o total do Custo dos Defeitos
em relação ao total do CPV de cada fornecedor. Para cada fornecedor foi calculado
um índice em %, e este índice foi comparado com o índice geral (todos os
fornecedores) planejado anteriormente da realização deste trabalho. Com estes
índices individualizados constatou-se a real contribuição de cada classe de produtos
de seu respectivo fornecedor para a rentabilidade do negócio.
Na tabela abaixo estão classificados os fornecedores quanto a participação
do CPV total da empresa e a participação no total dos Custos com Defeitos. Nos
fornecedores classificados como Prejuízo verificou-se que os mesmos foram
responsáveis por 15% do total de produtos comprados (CPV) e que estes mesmos
fornecedores foram responsáveis por 36% dos Custos dos Defeitos.
Gráfico 23: Gráfico Comparativo
GRÁFICO COMPARATIVO ENTRE CPV E O CUSTO DOS DEFEITOS
70%
15% 15%
28%22%
36%
0%
10%
20%
30%
40%
50%
60%
70%
80%
DENTRO DA MARGEM ABAIXO DA MARGEM PREJUÍZO
DISTRIBUIÇÃO
% VALOR DO CPV % VALOR DO CUSTO DO DEFEITO
DISTR. FORN. CPV CDD %CPV %CDDDENTRO DAMARGEM
5894423 122459 70% 42%
ABAIXO DA MARGEM 1230649 65067 15% 22%
PREJUÍZO 1278761 106452 15% 36%TOTAL: 8403833 293978 100% 100% Nota: Valores em UMR (Unidade Monetária de Referência)

69
4. CONSIDERAÇÕES FINAIS
O problema decorrente da falta de um método para se analisar os custos dos
defeitos na empresa foi resolvido pela implantação de indicadores de desempenho
no que se refere aos custos dos defeitos. O objetivo de se estabelecer metas de
desempenho, que quando não cumpridos demandarão planos de ação para sua
posterior adequação foram introduzidos na empresa, sendo que a eficácia das ações
a serem implantadas demandará um período de tempo maior do que o atribuído ao
Trabalho.
O Plano proposto foi implantado de modo integral, sendo que para empresas
que não possuem vivência em ambiente voltado para Qualidade Total ou mesmo
certificado ISO 9001 a quase totalidade dos métodos e conceitos apresentados
foram novidade. Dificuldades pelo surgimento de barreiras devido ao
desconhecimento dos conceitos abordados, que foram previstos no início do
trabalho, não ocorreram. O que pode indicar que ao se buscar a certificações
(Qualidade ISO 9001, Ambiental ISO 14000) as empresas deveriam iniciar por
implantar métodos de análise de problemas (PDCA e MASP) antes da própria
certificação. O propósito da certificação é construir um Sistema de Qualidade que os
clientes reconheçam como eficaz, e uma possibilidade de se iniciar o processo é
reduzindo os problemas (falhas) antes da própria efetivação da certificação. A
obtenção de certificações não melhoram os parâmetros de qualidades (sucata,
retrabalho, reclamações de clientes) das empresas sem que sejam implementadas
ações eficazes voltadas a melhoria contínua.
4.1 Introdução na Empresa do Conceito PDCA
PDCA ( Plan; Do; Check; Act) significa: Planejar, Executar, Controlar e
Implementar. Tem por função o objetivo de facilitar a análise crítica conseqüente e
sistemática pelo uso do ciclo PDCA com clara definição de indicadores de
desempenho dos processos, responsabilidade e autoridade do dono do processo,
permitindo identificar e eliminar processos que não agregam valor, e, também,
simplificando-se processos com clara descrição das interfaces, dando maior
transparência dos processos e melhorando o fluxo de informação.

70
4.1.1 As Fases do PDCA
P - identificação do problema a partir da meta de melhoria; reconhecimento
das características do problema; descoberta das causas principais do problema e
estabelecimento de um Plano de Ação com contramedidas para bloquear estas
causas;
D - execução do Plano de Ação, isto é, treinamento e execução das tarefas
do plano e coleta de dados a serem usados na fase C;
C - verificação da efetividade da ação adotada;
A - eliminação definitiva das causas principais do Problema, através de
padronização que adote como padrão as ações que deram certo; revisão das
atividades realizadas e planejamento para o trabalho futuro.
Fig. 9: Representação do ciclo PDCA
A. Act P.
Plan
D.
Do
C. Check
Estudar resultados Estudar process o
planejar melhorias
Implementar a mudança
Observar efeitos

71
4.1.2 Fluxo da Metodologia PDCA
Fluxograma 6: Estrutura do PDCA
QUADRO 6: Método Solução de Problemas
PDCA PROCESSO FLUXO TAREFAS
- Identificação do problema
1
2
3
4
5
1 - Escolha do Problema2 - Histórico do problema3 - Mostrar perdas atuais e
ganhos viáveis4 - Fazer a análise de Pareto5 - Nomear responsável
- Observação
1
2
3
1 - D e s c o b r i r a s características do problema através de coleta de dados2 - D es cob e r t a da s características do problema através de observação no local.3 - Cronograma orçamento e meta.
- Análise
1 - Definição das causas influentes.2 - Escolha das causas mais prováveis.3 - Análise das causas mais prováveis (verificação das hipóteses)? - Houve confirmação de a l g u m a c a u s a m a i s provável?? - Teste de consistência da causa fundamental.
1
2
3
?
?
Sim
SimNão
Pla
nej
ame
nto
(Pla
n)
P
- Plano de Ação
1 - Elaboração da estratégia de ação.2 - Elaboração do Plano de Ação para o bloqueio e revisão do cronograma e orçamento final.
1
2
1
2
3
4
Não

72
PDCA PROCESSO FLUXO TAREFAS
- Ação
1
2
1 - Treinamento2 - Execução da Ação
6- Verificação
1
2
3
1 - Comparação dos resultados.2 - Listagens dos efeitos secundários.3 - Ver i f icação da continuidade ou não do problema.? - Bloqueio foi efetivo?
- Padronização
1 - Elaboração ou alteração do padrão.2 - Comunicação3 - Educação e Treinamento4 - Acompanhamento da utilização do padrão.
1
2
3
Exe
cuçã
o (D
o)
D
- Conclusão
1 - Relação dos problemas remanescentes.2 - Planejamento do ataque a o s p r o b l e m a s remanescentes.3 - Reflexão.
1
2
Che
car
(Che
ck)
C
?
Sim
2
Açã
o (A
ctio
n)
A
4
3
5
7
8
Não
Fonte: Campos, Vicente Falconi.TQC: Controle da Qualidade Total (no estilo japonês) - Belo Horizonte, MG: Fundação Christiano Ottoni, Escola de Engenharia da UFMG, 1992 (Rio de Janeiro: Bloch Ed.) – Adaptação.

73
Fluxograma 7: Ferramentas do PDCA para a empresa:
Registro
Cálculo
Priorização
Ação
Validação
Registros dos Custos dos Defeitos
Cálculo dos ìndices dos Custos dos Defeitos e a
Capacidade do Processo
Elaboração dos Gráficos de Paretto para priorização das
ações
Criar plano de ação para os
defetios priorizados
Analisar resultado da
empresa utilizando-se do cálculo do
DPMO
D e s c r i ç ã o d o D E F E I T O
M é t o d o
M a n u s e i o
M á q u i n a s
V e í c u l o s
M a t e r i a l
E m b a l a g e m
O p e r a d o r e s
M o r a l
L e i t u r a d o C ó d i g o d e B a r r a s
P r a z o d e V a l i d a d e
S u p e r v i s ã o
T r e i n a m e n t o
V e l o c i d a d e d a O p e r a ç ã o
S o f t w a r e s
C o m p u t a d o r e s
21,95
37,80
50,00
62,20
70,7378,05
84,1589,02
93,9097,56 100,00
Gráfico de Paretto para as Causas das Falhas
# E
rros
Pra
zo d
e V
alid
ade
Ven
cido
RE
C
Pro
duto
Não
Sol
icita
do C
AC
Pro
duto
Tro
cado
CA
C
Em
bala
gem
Dan
ifica
da R
EC
Pra
zo d
e V
alid
ade
Ven
cido
Em
bala
gem
Dan
ifica
da
Pro
duto
Fal
tand
o R
EC
Pro
duto
Tro
cado
Pra
zo d
e V
alid
ade
Def
eito
de
Fab
ricaç
ão
Pro
duto
Dan
ifica
do R
EC
82
41
0
100%
50%
0%
ABRIL MAIO JUNHO JULHO AGOSTO
DEFEITOS % CpK % CpK % CpK % CpK % CpK
PRODUTO NÃOSOLICITADO CAC
0,323% 0,875 0,136% 0,958 0,133% 1 1,386% 0,708 0,124% 1
PRODUTO TROCADOCAC
0,374% 0,875 0,149% 0,958 0,056% 1,083 0,137% 0,958 0,061% 1,042
QUANTIDADE NÃOSOLICITADA CAC
0,707% 0,792 0,151% 0,958 0,129% 1 0,148% 0,958 0,057% 1,083
2,01,51,00,50,0
4
3
2
1
0
X
Densidade
0,1
0,3
Padrão
Desvio
Gráfico da DistribuiçãoNormal; Média=1
CÓDIGO DOS PRODUTOS
D e f e i t o s 104761 104771 104781 104791 104801
DEFEITO DE FABRICAÇÃO CAC 2787 1276 1812 2554 2491
PRODUTO NÃO SOLICITADO CAC 643 826 1119 1740 544
QUANTIDADE NÃO SOLICITADA CAC 652 417 782 543 819
PRAZO DE VALIDADE VENCIDO CAC 283 389 537 585 283
PRODUTO TROCADO CAC 460 445 355 315 550
PRODUTO DANIFICADO CAC 198 218 291 168 199
QUANTIDADE ERRADA CNF 275 224 237 142 249
EMBALAGEM DANIFICADA REC 170 170 250 200 150
PRAZO DE VALIDADE VENCIDO REC 225 135 135 180 90
PRODUTO TROCADO CNF 137 139 143 119 152
PRODUTO FALTANDO REC 151 77 76 141 91
EMBALAGEM DANIFICADA CAC 108 85 141 82 46
PRODUTO DANIFICADO REC 45 75 50 30 45
PRODUTO FALTANDO CNF 29 38 32 52 30
QUANTIDADE ERRADA REC 4 28 6 2 8
PRODUTO TROCADO REC 14 13 11 14 10
0 0 0 0 0
0 0 0 0 0
CPV TOTAL 81757 80816 92394 245744 92801
CUSTOS DOS DEFEITOS 6180 4556 5976 6867 5758
% 7,56 5,64 6,47 2,79 6,20

74
As empresas com certificação ISO 9001 devem possuir processos com
coeficiente CpK de no mínimo 1,33. Ao se atingir este valor é possível afirmar que o
processo está sob controle e estável. Isto não significa que os defeitos não irão
ocorrer mas que sua freqüência será para um valor de CpK 1,33 na proporção de
0,007% , como na empresa os processos são seqüenciais, as falhas são somadas e
o resultado da empresa no geral é inferior ao de cada processo isolado . Na tabela
abaixo estão representados os resultados da empresa em cada mês no que se
refere ao percentual (%) do Custo dos Defeitos em relação ao CPV (Custo do
Produto Vendido) e o índice de CpK.
Tabela 23: Relação entre o Custo dos Defeitos com o Índice de Capacidade da Empresa.
MÊS DEFEITOS CPV % Oportunidades de Falha DPMO Sigma CpK
ABRIL 69689 1565511 4,45 8 4287 2,54 0,833
MAIO 56129 1664767 3,37 8 3077 2,63 0,875
JUNHO 45954 1870318 2,46 8 2311 2,74 0,875
JULHO 77188 1816456 4,25 8 4150 2,55 0,833
AGOSTO 45018 1486780 3,03 8 2755 2,67 0,875
Fonte: Planilhas de Acompanhamento dos Indicadores
No gráfico abaixo esta demonstrado como o processo pode evoluir através da
redução do desvio padrão (Sigma), que consiste nas variações do comportamento
do processo. Com o aperfeiçoamento dos processos da empresa.

75
Gráfico 23: Distribuição Normal
1,751,501,251,000,750,50
4
3
2
1
0
CpK
Densidade
1,33 0,1
1,0245 0,2009
Média Padrão
Desv io
Gráfico da Distribuição Normal
ATUALPROCESSO
APERFEIÇOADOPROCESSO
Foram criados índices de acompanhamento para monitorar o desempenho
dos departamentos e fornecedores. Este acompanhamento indica o desempenho à
cada mês de modo a se verificar se as ações realizadas estão sendo eficazes. A
meta é que o processo dos defeitos alcance um índice de Cpk de 1,33. Abaixo as
tabelas com o índice de Cpk para cada processo de defeito;
4.2 Implantação do MASP
MASP (Método de Análise de Solução de Problema): método usado para
resolução de Problemas em equipe, sendo parte integrante do PDCA. O MASP tem
como objetivo padronizar as análises de problemas:
• Identificação do Problema: Estabelece qual processo foi o responsável
pelo problema, identificando sua origem. No formulário este item esta descrito em
detalhes no campo denominado Causa Raiz;
• Obtenção de Dados: Os dados são obtidos do processo responsável
pelo problema. No formulário estes dados estão no campo denominado Valor Atual
de Cpk;

76
• Determinação das Causas: As causas que podem gerar o problema
devem ser pesquisadas e analisadas de modo que estejam vinculadas com o
problema. Neste item será utilizado o Diagrama de Espinha de Peixe do formulário
onde estão relacionadas todas as variáveis de processo que resultaram no
problema. Após este análise as causas são apontadas no formulário no campo
denominado Causas Principais;
• Formulação da Solução: Para formulação da solução será utilizado o
conceito 5W2H (O que?, Onde?, Quando?, Quem?, Como?, Por quê?, Quanto
custa?). O objetivo deste conceito é indicar com clareza as atividades a serem
realizadas e sua importância. O campo “Quanto custa?” não consta no formulário do
Banco de Dados, mas esta presente na planilha de análise e a soma do
investimento necessário para solucionar o problema esta no campo denominado
Investimento. Quando possível será utilizado uma projeção dos custos de defeitos
no período de 12 meses para análise da viabilidade do investimento
(Custo/Benefício).
• Teste Prático da Solução: O teste prático da solução é realizado
através de auditorias internas no processo de modo a se verificar se a solução foi
viável e se a mesma está implantada.
• Avaliação dos Resultados: Neste caso a avaliação será realizada
através de medição do valor de CpK no período após a implantação das ações. Os
períodos analisados serão de: 30, 60, 90 dias após a implantação das ações. O
valor de Cpk destes períodos para o processo deverá ser superior ao registrado na
fase de análise de dados para validação das ações. O valor maior de Cpk significa
que houve redução do custo do defeito para o processo analisado. No formulário
este campo é denominado como Valor Obtido CpK.
• Implementação Definitiva: Após a obtenção de um índice de 1,33 CpK
poderá ser aceito que as ações para o processo estão implementadas em definitivo
( estável). Até que este valor ser alcançado será necessário reavaliar as ações de
modo a se aperfeiçoar o plano. Entretanto como o objetivo é reduzir os custos com
defeitos à prioridade é com os defeitos com maior custo para a empresa, e, portanto
haverá a demanda por vários planos. Como os custos dos defeitos são altos e tempo
de verificação dos resultados é também alto (90 dias), ao invés de se priorizar a
obtenção de 1,33 CpK para cada defeito antes de começar um novo plano será

77
adotado o conceito da Melhoria Contínua. Deste modo serão iniciados planos para
os principais defeitos de modo a corrigir os problemas sistêmicos da empresa. O
objetivo será a melhoria continua dos indicadores com a conseqüente redução dos
custos com defeitos.
• Divulgação e Encerramento: Divulgar os resultados tem o objetivo de
informar a equipe de que o plano foi eficaz. O encerramento deve ser feito de modo
congratular a equipe de modo que esta contemple seu trabalho e se sinta motivada
e reconhecida.
Fig 10: Base de Dados do Método MASP implantado na empresa.
O formulário do Banco de Dados do Masp que será utilizado pela equipe na
solução dos problemas e será demonstrado na página seguinte:
Banco de Dados do MASP
Planilha com o apontamentos dos
custos com defeitos
Planilha com as informações do
Problema
Planilha com Análise do Defeito

78
ACCESS

79
4.2.1 Resultados após Implantação do Método MASP
Através da análise utilizando o método MASP desenvolveram-se Indicadores
de Desempenho dos Fornecedores utilizando-se planilhas eletrônicas, como descrito
na 1º linha do quando ações corretivas no formulário de Análise do Defeito
(pág.12). O desenvolvimento das planilhas eletrônicas permitiu que todos os
produtos comprados dos diferentes fornecedores recebessem hum novo parâmetro
( índice) para a formação do Custo do Produto Vendido.
Este índice é decorrente do histórico dos defeitos registrados, que por sua vez
permitiu que os diferentes produtos e fornecedores fossem analisados em função do
Custo / Benefício em sua aquisição e distribuição. Este critério permitiu discriminar
os produtos dos diferentes fornecedores que em função dos Custos dos Defeitos
não estão contribuindo com a margem prevista na formação do preço de venda.
Gráfico 24: Gráfico Comparativo
GRÁFICO COMPARATIVO ENTRE CPV E O CUSTO DOS DEFEITOS
70%
15% 15%
42%
22%
36%
0%
10%
20%
30%
40%
50%
60%
70%
80%
CPV 70% 15% 15%
CUSTO DOS DEFEITOS 42% 22% 36%
DENTRO DA MARGEM ABAIXO DA MARGEM PREJUÍZO
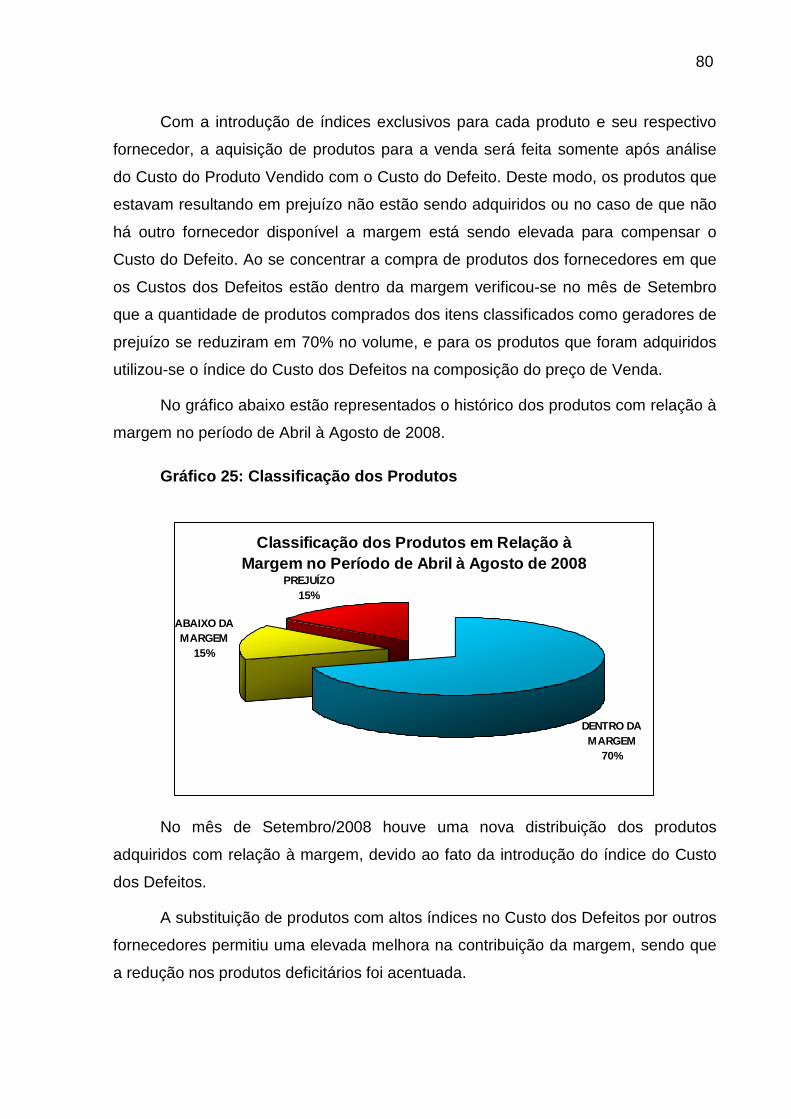
80
Com a introdução de índices exclusivos para cada produto e seu respectivo
fornecedor, a aquisição de produtos para a venda será feita somente após análise
do Custo do Produto Vendido com o Custo do Defeito. Deste modo, os produtos que
estavam resultando em prejuízo não estão sendo adquiridos ou no caso de que não
há outro fornecedor disponível a margem está sendo elevada para compensar o
Custo do Defeito. Ao se concentrar a compra de produtos dos fornecedores em que
os Custos dos Defeitos estão dentro da margem verificou-se no mês de Setembro
que a quantidade de produtos comprados dos itens classificados como geradores de
prejuízo se reduziram em 70% no volume, e para os produtos que foram adquiridos
utilizou-se o índice do Custo dos Defeitos na composição do preço de Venda.
No gráfico abaixo estão representados o histórico dos produtos com relação à
margem no período de Abril à Agosto de 2008.
Gráfico 25: Classificação dos Produtos
Classificação dos Produtos em Relação à Margem no Período de Abril à Agosto de 2008
PREJUÍZO15%
ABAIXO DA MARGEM
15%
DENTRO DA MARGEM
70%
No mês de Setembro/2008 houve uma nova distribuição dos produtos
adquiridos com relação à margem, devido ao fato da introdução do índice do Custo
dos Defeitos.
A substituição de produtos com altos índices no Custo dos Defeitos por outros
fornecedores permitiu uma elevada melhora na contribuição da margem, sendo que
a redução nos produtos deficitários foi acentuada.
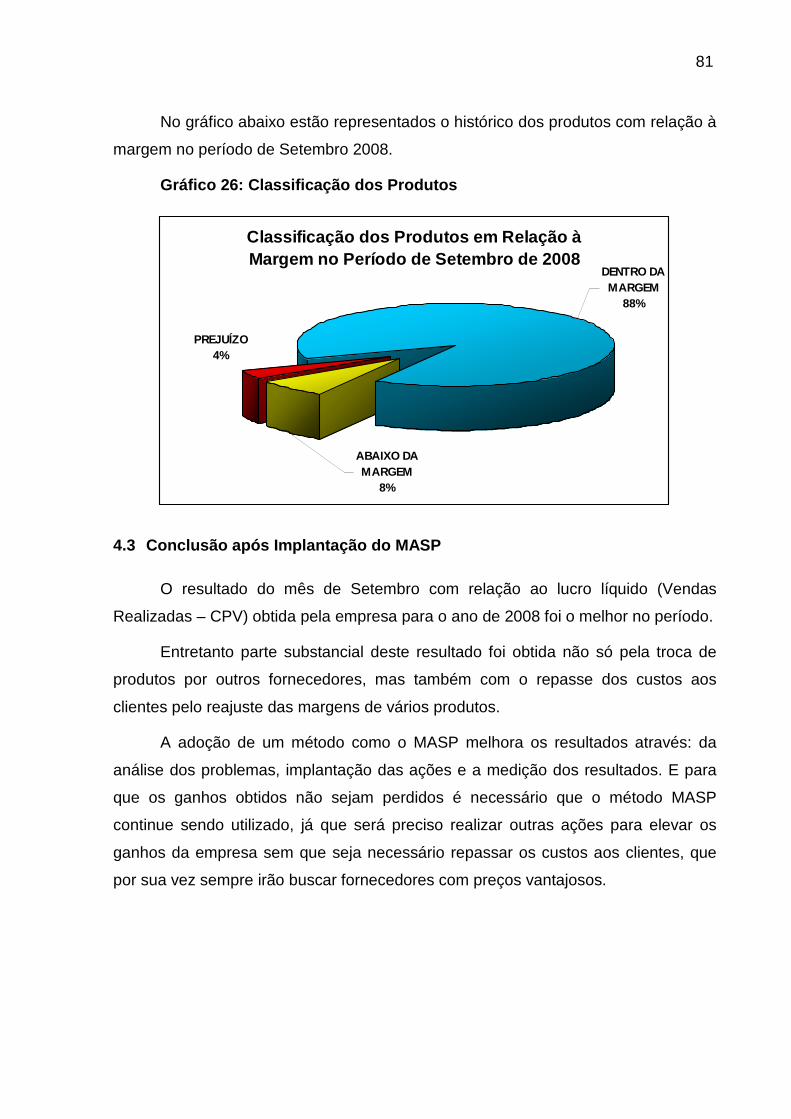
81
No gráfico abaixo estão representados o histórico dos produtos com relação à
margem no período de Setembro 2008.
Gráfico 26: Classificação dos Produtos
Classificação dos Produtos em Relação à Margem no Período de Setembro de 2008
DENTRO DA MARGEM
88%
ABAIXO DA MARGEM
8%
PREJUÍZO4%
4.3 Conclusão após Implantação do MASP
O resultado do mês de Setembro com relação ao lucro líquido (Vendas
Realizadas – CPV) obtida pela empresa para o ano de 2008 foi o melhor no período.
Entretanto parte substancial deste resultado foi obtida não só pela troca de
produtos por outros fornecedores, mas também com o repasse dos custos aos
clientes pelo reajuste das margens de vários produtos.
A adoção de um método como o MASP melhora os resultados através: da
análise dos problemas, implantação das ações e a medição dos resultados. E para
que os ganhos obtidos não sejam perdidos é necessário que o método MASP
continue sendo utilizado, já que será preciso realizar outras ações para elevar os
ganhos da empresa sem que seja necessário repassar os custos aos clientes, que
por sua vez sempre irão buscar fornecedores com preços vantajosos.

82
5. REFERÊNCIAS BIBLIOGRÁFICAS
CAMPOS, Vicente Falconi. Gerenciamento da Rotina do Trabalho do Dia-a-Dia . São Paulo: INDG Tecnologia e Serviços Ltda., 2004. CORRÊA, Henrique l. e CORRÊA, Carlos A.. Administração de Produção e Operações. Manufatura e Serviços: Uma Abordagem Est ratégica . São Paulo: Atlas, 2004. DEMING, Willian Edwards. Qualidade: A Revolução da Administração . Rio de Janeiro: Márquez Saraiva, 1990. DEMING, Willian Edwards. Out of the Crisis . Cambridge: Massachussets Institute of Technology, 1986. DIAS, Marco Aurélio P.. Administração de Materiais. Uma abordagem Logística . Editora Atlas, 1993. JURAN, J. M.. Juran Planejando para a Qualidade . São Paulo: PIONEIRA, 1995 . FLORENTINO, Américo Matheus. Os Custos Podem Acabar com sua Empresa. Rio de Janeiro: FUNAGER, 2003. MOREIRA, Daniel A.. Administração da Produção e Operações . São Paulo: Pioneira, 2002. OHNO, Taiichi. Sistema Toyota de Produção: Além da Produção em Lar ga Escala. Rio de Janeiro: Márquez Saraiva, 1991.
PEREZ JUNIOR, José Hernandes. Gestão Estratégica de Custos . São Paulo: ATLAS, 2003. AUMOND, Carlos Walter. O círculo virtuoso dos serviços. http://www.seissigma.com.br/ . Acesso em: 20 maio. 2008. SIX SIGMA, Questions and Answers. Questões e respostas para análise dos seis desvios padrões. http://www.isixsigma.com/library/content/c010204a.asp. Acesso em: 20 maio. 2008.

83
APÊNDICES
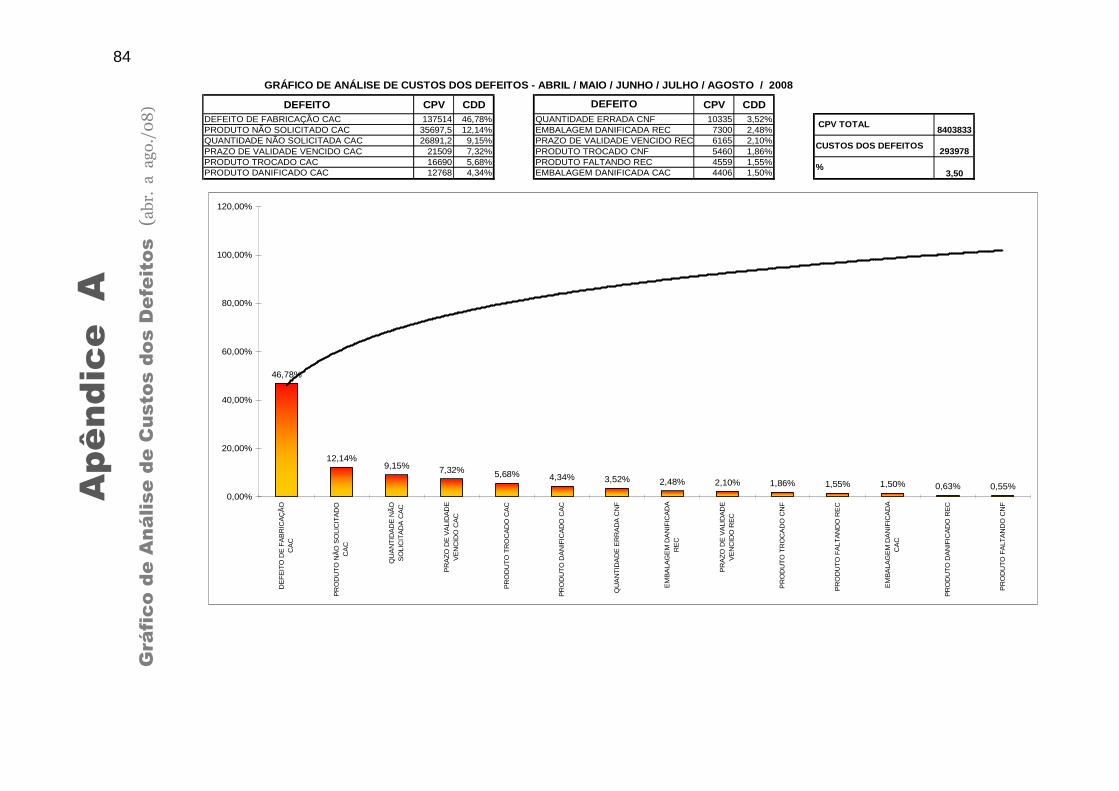
84
Apêndic
e A
Grá
fico d
e A
nálise d
e C
usto
s d
os D
efe
itos (abr. a ago./08) DEFEITO CPV CDD CPV CDD
DEFEITO DE FABRICAÇÃO CAC 137514 46,78% 10335 3,52%PRODUTO NÃO SOLICITADO CAC 35697,5 12,14% 7300 2,48%QUANTIDADE NÃO SOLICITADA CAC 26891,2 9,15% 6165 2,10%PRAZO DE VALIDADE VENCIDO CAC 21509 7,32% 5460 1,86%PRODUTO TROCADO CAC 16690 5,68% 4559 1,55%PRODUTO DANIFICADO CAC 12768 4,34% 4406 1,50%
DEFEITO
EMBALAGEM DANIFICADA CAC
EMBALAGEM DANIFICADA RECPRAZO DE VALIDADE VENCIDO RECPRODUTO TROCADO CNFPRODUTO FALTANDO REC
3,50
CPV TOTAL
CUSTOS DOS DEFEITOS
%
8403833
293978
QUANTIDADE ERRADA CNF
GRÁFICO DE ANÁLISE DE CUSTOS DOS DEFEITOS - ABRIL / MAIO / JUNHO / JULHO / AGOSTO / 2008
46,78%
12,14%9,15% 7,32% 5,68% 4,34% 3,52% 2,48% 2,10% 1,86% 1,55% 1,50% 0,63% 0,55%
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
DE
FE
ITO
DE
FA
BR
ICA
ÇÃ
OC
AC
PR
OD
UT
O N
ÃO
SO
LIC
ITA
DO
CA
C
QU
AN
TID
AD
E N
ÃO
SO
LIC
ITA
DA
CA
C
PR
AZ
O D
E V
ALI
DA
DE
VE
NC
IDO
CA
C
PR
OD
UT
O T
RO
CA
DO
CA
C
PR
OD
UT
O D
AN
IFIC
AD
O C
AC
QU
AN
TID
AD
E E
RR
AD
A C
NF
EM
BA
LAG
EM
DA
NIF
ICA
DA
RE
C
PR
AZ
O D
E V
ALI
DA
DE
VE
NC
IDO
RE
C
PR
OD
UT
O T
RO
CA
DO
CN
F
PR
OD
UT
O F
ALT
AN
DO
RE
C
EM
BA
LAG
EM
DA
NIF
ICA
DA
CA
C
PR
OD
UT
O D
AN
IFIC
AD
O R
EC
PR
OD
UT
O F
ALT
AN
DO
CN
F
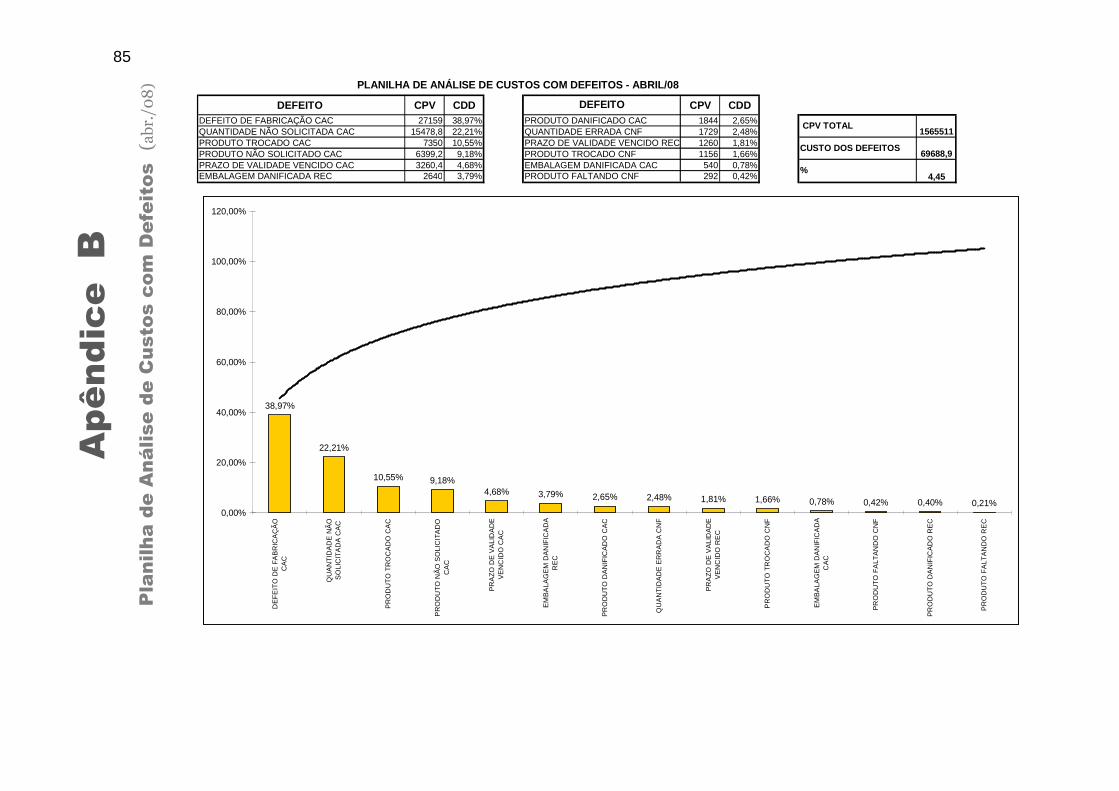
85
DEFEITO CPV CDD CPV CDDDEFEITO DE FABRICAÇÃO CAC 27159 38,97% 1844 2,65%QUANTIDADE NÃO SOLICITADA CAC 15478,8 22,21% 1729 2,48%PRODUTO TROCADO CAC 7350 10,55% 1260 1,81%PRODUTO NÃO SOLICITADO CAC 6399,2 9,18% 1156 1,66%PRAZO DE VALIDADE VENCIDO CAC 3260,4 4,68% 540 0,78%EMBALAGEM DANIFICADA REC 2640 3,79% 292 0,42%PRODUTO FALTANDO CNF
QUANTIDADE ERRADA CNFPRAZO DE VALIDADE VENCIDO RECPRODUTO TROCADO CNFEMBALAGEM DANIFICADA CAC
PRODUTO DANIFICADO CAC
PLANILHA DE ANÁLISE DE CUSTOS COM DEFEITOS - ABRIL/ 08
1565511
69688,9
4,45
CPV TOTAL
CUSTO DOS DEFEITOS
%
DEFEITO
38,97%
22,21%
10,55% 9,18%4,68% 3,79% 2,65% 2,48% 1,81% 1,66% 0,78% 0,42% 0,40% 0,21%
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
DE
FE
ITO
DE
FA
BR
ICA
ÇÃ
OC
AC
QU
AN
TID
AD
E N
ÃO
SO
LIC
ITA
DA
CA
C
PR
OD
UT
O T
RO
CA
DO
CA
C
PR
OD
UT
O N
ÃO
SO
LIC
ITA
DO
CA
C
PR
AZ
O D
E V
ALI
DA
DE
VE
NC
IDO
CA
C
EM
BA
LAG
EM
DA
NIF
ICA
DA
RE
C
PR
OD
UT
O D
AN
IFIC
AD
O C
AC
QU
AN
TID
AD
E E
RR
AD
A C
NF
PR
AZ
O D
E V
ALI
DA
DE
VE
NC
IDO
RE
C
PR
OD
UT
O T
RO
CA
DO
CN
F
EM
BA
LAG
EM
DA
NIF
ICA
DA
CA
C
PR
OD
UT
O F
ALT
AN
DO
CN
F
PR
OD
UT
O D
AN
IFIC
AD
O R
EC
PR
OD
UT
O F
ALT
AN
DO
RE
C
Apêndic
e B
Pla
nilha d
e A
nálise d
e C
usto
s c
om
Defe
itos (abr./08)

86
DEFEITO CPV CPV CDDDEFEITO DE FABRICAÇÃO CAC 33820,2 60,25% 1739 3,10%PRAZO DE VALIDADE VENCIDO CAC 4242 7,56% 1395 2,49%PRODUTO TROCADO CAC 3430 6,11% 1280 2,28%QUANTIDADE NÃO SOLICITADA CAC 3154 5,62% 660 1,18%PRODUTO NÃO SOLICITADO CAC 2937,5 5,23% 491 0,88%PRODUTO DANIFICADO CAC 2183,2 3,89% 335 0,60%
DEFEITO
1664767
56128,7
3,37
CPV TOTAL
CUSTO DOS DEFEITOS
%PRODUTO FALTANDO CNF
PRAZO DE VALIDADE VENCIDO RECPRODUTO TROCADO CNFEMBALAGEM DANIFICADA RECEMBALAGEM DANIFICADA CAC
QUANTIDADE ERRADA CNF
PLANILHA DE ANÁLISE DE CUSTOS COM DEFEITOS - MAIO/0 8
60,25%
7,56% 6,11% 5,62% 5,23% 3,89% 3,10% 2,49% 2,28% 1,18% 0,88% 0,60% 0,27% 0,23%0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
DE
FE
ITO
DE
FA
BR
ICA
ÇÃ
OC
AC
PR
AZ
O D
E V
ALI
DA
DE
VE
NC
IDO
CA
C
PR
OD
UT
O T
RO
CA
DO
CA
C
QU
AN
TID
AD
E N
ÃO
SO
LIC
ITA
DA
CA
C
PR
OD
UT
O N
ÃO
SO
LIC
ITA
DO
CA
C
PR
OD
UT
O D
AN
IFIC
AD
O C
AC
QU
AN
TID
AD
E E
RR
AD
A C
NF
PR
AZ
O D
E V
ALI
DA
DE
VE
NC
IDO
RE
C
PR
OD
UT
O T
RO
CA
DO
CN
F
EM
BA
LAG
EM
DA
NIF
ICA
DA
RE
C
EM
BA
LAG
EM
DA
NIF
ICA
DA
CA
C
PR
OD
UT
O F
ALT
AN
DO
CN
F
PR
OD
UT
O D
AN
IFIC
AD
O R
EC
PR
OD
UT
O F
ALT
AN
DO
RE
C
Apêndic
e C
Pla
nilha d
e A
nálise d
e C
usto
s c
om
Defe
itos (mai./08)

87
DEFEITO CPV CDD CPV CDDDEFEITO DE FABRICAÇÃO CAC 22206 48,32% 1530 3,33%PRAZO DE VALIDADE VENCIDO CAC 4770 10,38% 1530 3,33%QUANTIDADE NÃO SOLICITADA CAC 3288,9 7,16% 1474 3,21%PRODUTO NÃO SOLICITADO CAC 2977,9 6,48% 1328 2,89%PRODUTO DANIFICADO CAC 2536,8 5,52% 1050 2,28%QUANTIDADE ERRADA CNF 1866,9 4,06% 542 1,18%
45954,4
2,46
CPV TOTAL
CUSTO DOS DEFEITOS
%
PRAZO DE VALIDADE VENCIDO REC
PLANILHA DE ANÁLISE DE CUSTOS COM DEFEITOS - JUNHO/ 08
1870318
DEFEITO
EMBALAGEM DANIFICADA CAC
PRODUTO TROCADO CACPRODUTO FALTANDO RECPRODUTO TROCADO CNFEMBALAGEM DANIFICADA REC
48,32%
10,38%7,16% 6,48% 5,52% 4,06% 3,33% 3,33% 3,21% 2,89% 2,28% 1,18% 0,91% 0,60%
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
DE
FE
ITO
DE
FA
BR
ICA
ÇÃ
OC
AC
PR
AZ
O D
E V
ALI
DA
DE
VE
NC
IDO
CA
C
QU
AN
TID
AD
E N
ÃO
SO
LIC
ITA
DA
CA
C
PR
OD
UT
O N
ÃO
SO
LIC
ITA
DO
CA
C
PR
OD
UT
O D
AN
IFIC
AD
O C
AC
QU
AN
TID
AD
E E
RR
AD
A C
NF
PR
AZ
O D
E V
ALI
DA
DE
VE
NC
IDO
RE
C
PR
OD
UT
O T
RO
CA
DO
CA
C
PR
OD
UT
O F
ALT
AN
DO
RE
C
PR
OD
UT
O T
RO
CA
DO
CN
F
EM
BA
LAG
EM
DA
NIF
ICA
DA
RE
C
EM
BA
LAG
EM
DA
NIF
ICA
DA
CA
C
PR
OD
UT
O D
AN
IFIC
AD
O R
EC
PR
OD
UT
O F
ALT
AN
DO
CN
F
Apêndic
e D
Pla
nilha d
e A
nálise d
e C
usto
s c
om
Defe
itos jun./08)
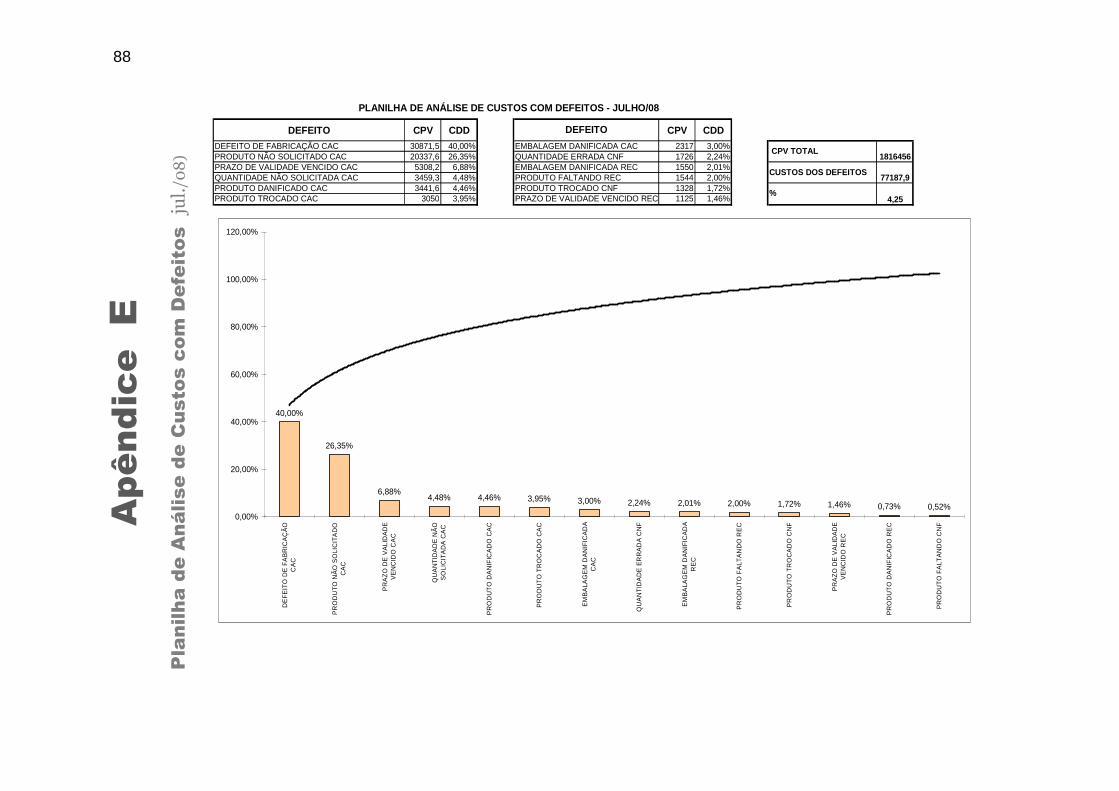
88
DEFEITO CPV CDD CPV CDD
DEFEITO DE FABRICAÇÃO CAC 30871,5 40,00% 2317 3,00%PRODUTO NÃO SOLICITADO CAC 20337,6 26,35% 1726 2,24%PRAZO DE VALIDADE VENCIDO CAC 5308,2 6,88% 1550 2,01%QUANTIDADE NÃO SOLICITADA CAC 3459,3 4,48% 1544 2,00%PRODUTO DANIFICADO CAC 3441,6 4,46% 1328 1,72%PRODUTO TROCADO CAC 3050 3,95% 1125 1,46%PRAZO DE VALIDADE VENCIDO REC
QUANTIDADE ERRADA CNFEMBALAGEM DANIFICADA RECPRODUTO FALTANDO RECPRODUTO TROCADO CNF
DEFEITO
EMBALAGEM DANIFICADA CAC
PLANILHA DE ANÁLISE DE CUSTOS COM DEFEITOS - JULHO/ 08
4,25
CPV TOTAL
CUSTOS DOS DEFEITOS
%
77187,9
1816456
40,00%
26,35%
6,88%4,48% 4,46% 3,95% 3,00% 2,24% 2,01% 2,00% 1,72% 1,46% 0,73% 0,52%
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
DE
FE
ITO
DE
FA
BR
ICA
ÇÃ
OC
AC
PR
OD
UT
O N
ÃO
SO
LIC
ITA
DO
CA
C
PR
AZ
O D
E V
ALI
DA
DE
VE
NC
IDO
CA
C
QU
AN
TID
AD
E N
ÃO
SO
LIC
ITA
DA
CA
C
PR
OD
UT
O D
AN
IFIC
AD
O C
AC
PR
OD
UT
O T
RO
CA
DO
CA
C
EM
BA
LAG
EM
DA
NIF
ICA
DA
CA
C
QU
AN
TID
AD
E E
RR
AD
A C
NF
EM
BA
LAG
EM
DA
NIF
ICA
DA
RE
C
PR
OD
UT
O F
ALT
AN
DO
RE
C
PR
OD
UT
O T
RO
CA
DO
CN
F
PR
AZ
O D
E V
ALI
DA
DE
VE
NC
IDO
RE
C
PR
OD
UT
O D
AN
IFIC
AD
O R
EC
PR
OD
UT
O F
ALT
AN
DO
CN
F
Apêndic
e E
Pla
nilha d
e A
nálise d
e C
usto
s c
om
Defe
itos jul./08)
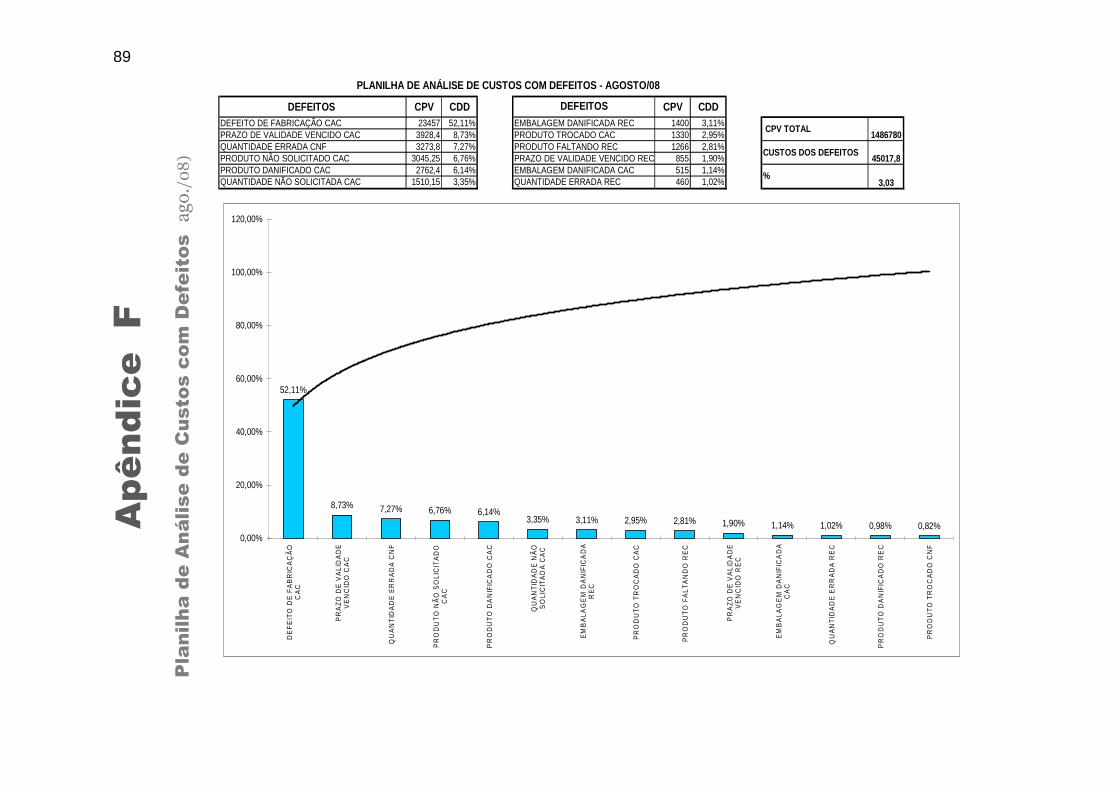
89
DEFEITOS CPV CDD CPV CDDDEFEITO DE FABRICAÇÃO CAC 23457 52,11% 1400 3,11%PRAZO DE VALIDADE VENCIDO CAC 3928,4 8,73% 1330 2,95%QUANTIDADE ERRADA CNF 3273,8 7,27% 1266 2,81%PRODUTO NÃO SOLICITADO CAC 3045,25 6,76% 855 1,90%PRODUTO DANIFICADO CAC 2762,4 6,14% 515 1,14%QUANTIDADE NÃO SOLICITADA CAC 1510,15 3,35% 460 1,02%QUANTIDADE ERRADA REC
PRODUTO TROCADO CAC
45017,8
3,03
CPV TOTAL
CUSTOS DOS DEFEITOS
%
1486780PRODUTO FALTANDO RECPRAZO DE VALIDADE VENCIDO RECEMBALAGEM DANIFICADA CAC
PLANILHA DE ANÁLISE DE CUSTOS COM DEFEITOS - AGOSTO /08
DEFEITOSEMBALAGEM DANIFICADA REC
52,11%
8,73% 7,27% 6,76% 6,14%3,35% 3,11% 2,95% 2,81% 1,90% 1,14% 1,02% 0,98% 0,82%
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
DE
FE
ITO
DE
FA
BR
ICA
ÇÃ
OC
AC
PR
AZ
O D
E V
ALI
DA
DE
VE
NC
IDO
CA
C
QU
AN
TID
AD
E E
RR
AD
A C
NF
PR
OD
UT
O N
ÃO
SO
LIC
ITA
DO
CA
C
PR
OD
UT
O D
AN
IFIC
AD
O C
AC
QU
AN
TID
AD
E N
ÃO
SO
LIC
ITA
DA
CA
C
EM
BA
LAG
EM
DA
NIF
ICA
DA
RE
C
PR
OD
UT
O T
RO
CA
DO
CA
C
PR
OD
UT
O F
ALT
AN
DO
RE
C
PR
AZ
O D
E V
ALI
DA
DE
VE
NC
IDO
RE
C
EM
BA
LAG
EM
DA
NIF
ICA
DA
CA
C
QU
AN
TID
AD
E E
RR
AD
A R
EC
PR
OD
UT
O D
AN
IFIC
AD
O R
EC
PR
OD
UT
O T
RO
CA
DO
CN
F
Apêndic
e F
Pla
nilha d
e A
nálise d
e C
usto
s c
om
Defe
itos ago./08)
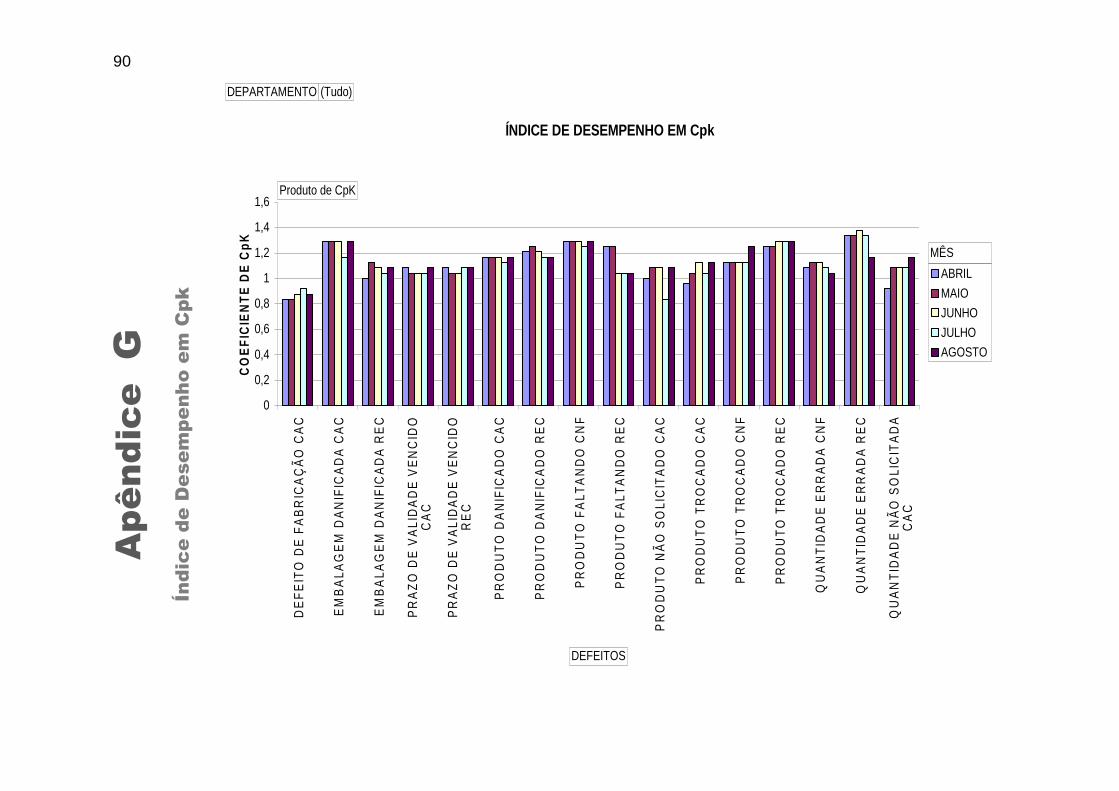
90
ÍNDICE DE DESEMPENHO EM Cpk
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
DE
FE
ITO
DE
FA
BR
ICA
ÇÃ
O C
AC
EM
BA
LAG
EM
DA
NIF
ICA
DA
CA
C
EM
BA
LAG
EM
DA
NIF
ICA
DA
RE
C
PR
AZ
O D
E V
ALI
DA
DE
VE
NC
IDO
CA
C
PR
AZ
O D
E V
ALI
DA
DE
VE
NC
IDO
RE
C
PR
OD
UT
O D
AN
IFIC
AD
O C
AC
PR
OD
UT
O D
AN
IFIC
AD
O R
EC
PR
OD
UT
O F
ALT
AN
DO
CN
F
PR
OD
UT
O F
ALT
AN
DO
RE
C
PR
OD
UT
O N
ÃO
SO
LIC
ITA
DO
CA
C
PR
OD
UT
O T
RO
CA
DO
CA
C
PR
OD
UT
O T
RO
CA
DO
CN
F
PR
OD
UT
O T
RO
CA
DO
RE
C
QU
AN
TID
AD
E E
RR
AD
A C
NF
QU
AN
TID
AD
E E
RR
AD
A R
EC
QU
AN
TID
AD
E N
ÃO
SO
LIC
ITA
DA
CA
C
CO
EF
ICIE
NT
E D
E C
pK
ABRIL
MAIO
JUNHO
JULHO
AGOSTO
DEPARTAMENTO (Tudo)
Produto de CpK
DEFEITOS
MÊS
Apêndic
e G
Índic
e d
e D
esem
penho e
m C
pk

91
ÌNDICE DE DESEMPENHO DOS DEFEITOS
0,00%
0,20%
0,40%
0,60%
0,80%
1,00%
1,20%
1,40%
1,60%
DE
FE
ITO
DE
FA
BR
ICA
ÇÃ
O C
AC
EM
BA
LAG
EM
DA
NIF
ICA
DA
CA
C
EM
BA
LAG
EM
DA
NIF
ICA
DA
RE
C
PR
AZ
O D
E V
ALI
DA
DE
VE
NC
IDO
CA
C
PR
AZ
O D
E V
ALI
DA
DE
VE
NC
IDO
RE
C
PR
OD
UT
O D
AN
IFIC
AD
O C
AC
PR
OD
UT
O D
AN
IFIC
AD
O R
EC
PR
OD
UT
O F
ALT
AN
DO
CN
F
PR
OD
UT
O F
ALT
AN
DO
RE
C
PR
OD
UT
O N
ÃO
SO
LIC
ITA
DO
CA
C
PR
OD
UT
O T
RO
CA
DO
CA
C
PR
OD
UT
O T
RO
CA
DO
CN
F
QU
AN
TID
AD
E E
RR
AD
A C
NF
QU
AN
TID
AD
E N
ÃO
SO
LIC
ITA
DA
CA
C
% D
E D
EF
EIT
OS
ABRIL
MAIO
JUNHO
JULHO
AGOSTO
DEPARTAMENTO (Tudo)
Produto de %
DEFEITOS
MÊS
Apêndic
e H
Índic
e d
e D
esem
penho d
os D
efe
itos