departamento de engenharia de produÇÃo arthur...
TRANSCRIPT

ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO
DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO
ARTHUR RIBEIRO DE AQUINO FIGUEIREDO MELLO
PROGRAMAÇÃO DE TAREFAS PARA UMA EMPRESA DE MANUFATURA EM UM AMBIENTE FLOW-SHOP FLEXÍVEL
Trabalho de Formatura apresentado à Escola Politécnica da Universidade de São Paulo para obtenção do Diploma de Engenheiro de Produção
São Paulo 2004

ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO
DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO
ARTHUR RIBEIRO DE AQUINO FIGUEIREDO MELLO
PROGRAMAÇÃO DE TAREFAS PARA UMA EMPRESA DE MANUFATURA EM UM AMBIENTE FLOW-SHOP FLEXÍVEL
Trabalho de Formatura apresentado à Escola Politécnica da Universidade de São Paulo para obtenção do Diploma de Engenheiro de Produção
Orientadora: Profa. Doutora Débora Pretti Ronconi
São Paulo 2004

Para a minha pequena, Carol

AGRADECIMENTOS
A professora Dra. Débora Pretti Ronconi, pela orientação durante o ano, pela
paciência nesse último semestre e pelos conhecimentos divididos, que fizeram esse
trabalho ser o que é.
Ao Romeu e a Sílvia, por me ajudarem dentro da Metalúrgica.
Aos meus pais, pelos conselhos, pelas broncas e pelo apoio em todos os
momentos difíceis nesses 23 anos.
Aos meus irmãos, Marcelo, Andre e Flavio, pelas risadas e pelo companheirismo.
Aos amigos da faculdade: Tiago, Thiago, Danilo, André, Assis, João, Cacá e Cris
Cross, pela companhia nos anos da Produção.
Ao Marco, pela ajuda na realização do programa e ao Thierry, pelos
ensinamentos valiosos e pelo reconhecimento.
Aos comparsas Guto, Felipe, Felipe , Pedro, Juliana e Fabi , pelos longos anos de
amizade sincera.
Aos meus avôs e avós que tenho certeza torceram muito e ainda torcem por mim.
À quem devo muito da minha própria essência, minha maior amiga e minha
melhor companheira, Carol, que sempre fez de todos nossos momentos juntos, (e às
vezes separados) momentos encantadores e inesquecíveis. Obrigado por quase 6 anos de
convivência maravilhosa, pelo apoio nunca negado, pelo abraço acolhedor nas horas
difíceis e pela alegria sempre contagiante.

“All work and no play makes jack a dull boy”
Jack Torrance
“ Alguém certamente havia caluniado Josef K., pois uma manhã ele foi detido sem ter feito mal algum”
Franz Kafka
“Quando nasci, um anjo torto, desses que vivem na sombra disse: Vai Carlos! Ser gauche na vida.”
Poema de Sete Faces

Resumo
O objetivo desse trabalho é fornecer a programação de tarefas para uma empresa
utilizando-se como critério de desempenho o atraso na entrega dos produtos. O ambiente
de trabalho é conhecido e caracterizado como Flow-Shop Flexível.
O ambiente de Flow-Shop foi definido por PINEDO (2002) como um grupo de
máquinas colocadas em série onde cada um dos trabalhos seguem uma mesma rota de
processamento. Em seguida Nowicki e Smutnicki (1998) definem o Flow-Shop Flexível
como a união do ambiente “Flow-Shop” e o de máquinas paralelas. Isto é, m estágios
com uma ou mais máquinas em cada estágio..
O problema tratado é conhecido na literatura com sendo do tipo NP-hard (DU e
LEUNG, 1990) e, por ser praticamente impossível obtermos uma solução ótima em
tempo razoável parte-se para a utilização de um método heurístico que fornecerá uma
solução aceitável (mas não necessariamente ótima).
A partir de alguns métodos encontrados na literatura, foram selecionados aqueles
que mais se adaptavam à realidade da Metalúrgica Onix. Entre elas, a heurística
idealizada por Ronconi e Armentano (1999), LB. Está regra de despacho, inicialmente
proposta para um ambiente Flow-Shop, explora a minimização da somatória dos atrasos
totais de cada produto previsto pelo programa de produção. É avaliada também a regra
LB* uma adaptação da LB, proposta por Henrique e Ronconi (2004).
São utilizadas regras como a SPT e LPT utilizada por Hunsucker e Shah (1994)
além da regra EDD (BARRET e KADIPASAOGLU, 1990) e sua adaptação, EDD*,
proposta nesse trabalho.
São efetuadas simulações que utilizam como base um mês de produção na
Metalúrgica Onix. Os atrasos obtidos com as regras de despacho propostas são
comparados com os atrasos verificados atualmente na fábrica. Os resultados obtidos
representam uma diminuição do atraso médio da ordem de 20%

Abstract
The purpose of this work is to find a Schedule to an enterprise using as
performance criteria the tardiness of its products. We work in an environment known as
Flexible Flow-Shop.
The Flow-Shop environment was defined by PINEDO (2002) as a group of
machines put in a serie where each work follows the same processing route.
Subsequently, Nowicki and Smutnicki (1998) defined the Flexible Flow-Shop as the
union between the Flow-Shop environment and parallel machines. That is, each
processing stage with one or more processor.
The problem is shown to be NP-hard (DU e LEUNG, 1990) and, being
impossible to obtain an optimal solution in a reasonable time, we choose to use an
heuristic method to find out an acceptable solution.(not necessarily the optimal one)
From diverse examples found in the literature, those that were capable to be
adapted to Metalúrgica Onix reality were selected. Between them, the heuristic the
heuristic proposed by Ronconi e Armentano (1999), LB. This priority rule, firstly
designed to a Flow-Shop environment, uses as performance criteria the sum of each
product´s tardiness. The LB*, an adaptation of the LB rule, proposed by Henrique e
Ronconi (2004) is also used.
We use priority rules such as SPT e LPT used by Hunsucker e Shah (1994), the
EDD rule (BARRET e KADIPASAOGLU, 1990) and its adaptation, EDD*, proposed in
this work.
Several simulation are made based in a monthly production of Metalúrgica Onix.
The tardiness obtained with the proposed rules are compared with the present tardiness
verified in the factory. The results obtained represent a gain of approximately 20%.

INTRODUÇÃO.................................................................................................................1
CAPÌTULO 1. DESCRIÇÃO DO AMBIENTE DE PRODUÇÃO..............................4
1.1 Descrição da Empresa................................................................................................4
1.2 Descrição do Ambiente de Produção ........................................................................8
1.3 Descrição Técnica do Processo Produtivo..............................................................22
CAPITULO 2. DESCRIÇÃO DO PROBLEMA........................................................ 29
CAPÍTULO 3. ESTRATÉGIA DE RESOLUÇÃO.................................................... 33
3.1 Métodos Heurísticos .................................................................................................33
3.2 Descrição das Heurísticas Avaliadas ......................................................................34
3.3 Descrição das Regras de Priorização......................................................................39
CAPITULO 4. TESTES PRELIMINARES................................................................ 41
4.1 Descrição do Sistema................................................................................................41
4.2 Ambiente de Simulação ...........................................................................................42
4.3 Saída da Simulação ..................................................................................................44
4.4 Características da Simulação ..................................................................................46
4.5 Simulação Inicial......................................................................................................50
4.6 Simulação Teste da Produção .................................................................................51
4.7 Resultados Iniciais....................................................................................................52
4.8 Discussão dos Resultados Preliminares..................................................................54
CAPITULO 5 SIMULAÇÃO DO PROBLEMA REAL............................................. 57
5.1 Considerações Iniciais ..............................................................................................57
5.2 Mudanças Observadas.............................................................................................58
5.3 Cenário de Simulação ..............................................................................................59
5.4 Resultados Obtidos ..................................................................................................68
5.5 Análise dos Resultados.............................................................................................70
CAPITULO 6. CONCLUSÕES................................................................................... 72
BIBLIOGRAFIA............................................................................................................ 75
ANEXOS ........................................................................................................................ 78
1. Programação em VBA ...............................................................................................78
1.2 Tempo de Lead-Time ...............................................................................................86

LISTA DE TABELAS Tabela 1 Participação relativa dos clientes no faturamento (Elaborada pelo autor) .........7 Tabela 2 Tela de inserção dos dados de entrada (Elaborada pelo autor) (a)Tabela de
inserção dos tempos de processamento (b)Tabela de inserção dos estágios de produção...................................................................................................................43
Tabela 3 Exemplo de cadastro de produtos (Elaborada pelo autor)................................47 Tabela 4 Resumo dos produtos hipotéticos (Elaborada pelo autor).................................50 Tabela 5 Tempo de Lead-Time e entrega dos produtos hipotéticos (Elaborada pelo
autor) ........................................................................................................................51 Tabela 6 Resumo dos parâmetros dos produtos simulados (Elaborada pelo autor)........51 Tabela 7 Datas de entrega dos produtos (Elaborada pelo autor).....................................52 Tabela 8 Comparação entre as heurísticas na simulação dos dados hipotéticos
(Elaborado pelo autor)..............................................................................................53 Tabela 9 Comparação entre as heurísticas na simulação dos dados hipotéticos (Elaborada
pelo autor) ................................................................................................................53 Tabela 10 Portfolio de produção (Elaborada pelo autor) ...............................................59 Tabela 11 Lote Padrão, Lote Econômico e Produção Prevista (Elaborada pelo autor) ..61 Tabela 12 Tempo de Lead-Time em horas do lote padrão dos produtos simulados
(Elaborada pelo autor) ..............................................................................................66 Tabela 13 Tempo previsto de entrega (Elaborada pelo autor) .........................................67 Tabela 14 Atraso verificados (EDD e EDD*) (Elaborada pelo autor).............................68 Tabela 15 Atrasos Verificados (LB e LB*) (Elaborada pelo autor) ................................69 Tabela 16 Resultados Obtidos (Elaborado pelo autor).....................................................70

LISTA DE FIGURAS Figura 1 Layout das Instalações (Elaborada pelo autor)....................................................5 Figura 2 Fluxograma dos materiais e produtos (Elaborada pelo autor) ............................6 Figura 3 Hierarquia de planejamento de uma empresa (Retirado de Santoro (2001)).......9 Figura 4 Exemplo de Flow-Shop Flexível (Retirado de Nowicki e Smutinicki (1997) )30 Figura 5 Saída de dados simulados (Elaborada pelo autor) .............................................46

1
INTRODUÇÃO
Em uma empresa que trabalha basicamente com execução de encomendas especificas de
clientes, a existência de um estoque de segurança de produtos acabados pode trazer
benefícios que impactam diretamente no prazo de entrega e portanto na satisfação do
cliente. (BALLOU, 1992)
Por outro lado, a existência desse mesmo estoque provoca resultados financeiros
negativos além de prejudicar aspectos que dizem respeito à movimentação e
armazenagem da fábrica.
Além disso, em um ambiente de produção saturado cada tonelada de estoque processada
em um momento errado pode eventualmente implicar em uma perda de uma nova ordem
de serviço e, num cenário pessimista na perda de um cliente.
A Metalúrgica Onix se encaixa em cada um desses cenários; É uma empresa que
trabalha por encomenda de um portfolio razoavelmente fixo de clientes, a gerência geral
adota atualmente um política de diminuição de estoques ao longo da cadeia produtiva e,
por fim, trabalha para que os prazos de entrega acordados sejam cumpridos. Podemos
até mesmo dizer que esse indicador é seu principal fator crítico de sucesso e é
responsável tanto pela manutenção dos atuais clientes como pela prospecção de novas
encomendas. A falha na entrega no prazo impacta diretamente na satisfação dos
mesmos.
Sabendo-se que o número de tarefas a serem executadas pela produção é bastante grande
e com um ambiente de produção sendo caracterizado como Flow-Shop Flexível o
número de variáveis e combinações possíveis da ordem de entrada das tarefas no
sistema cresce exponencialmente. Cabe ao planejamento da fábrica fornecer um plano
de produção a ser seguido que, indicando a ordem dos produtos e o tamanho do lote dos
2
mesmos, minimize a soma dos atrasos dos prazos de entrega acordados previamente
com os clientes.
No caso da Metalúrgica Onix, o planejamento da produção é, basicamente executado
pelo diretor de produção. A tomada de decisão é feita a partir do conhecimento técnico
adquirido pelo mesmo no passado. Teoricamente, aspectos como priorização de cliente,
padrões de lotes, tempo de lead-time e prazo de entrega são levados em conta quando o
plano de produção é feito. Claramente o planejamento é calcado no saber técnico do
diretor de produção, não existindo uma ferramenta matemática que vise a minimização
dos atrasos nos prazos de entrega.
Esse trabalho tem como objetivo propor uma ferramenta que, baseada em uma heurística
escolhida, forneça um plano de produção para um horizonte pré-determinado e que
busque minimizar os atrasos das entregas. Não faz parte do escopo desse trabalho a
indicação de uma solução ótima.
É importante ressaltar que o ambiente em que a ferramenta será construída deve ser de
fácil acesso e de fácil entendimento por parte da própria direção da Metalúrgica Onix.
No caso, foi escolhido o ambiente Excel.
O presente trabalho é dividido da seguinte maneira:
CAPITULO 1 – Descrição do Ambiente de Produção : Neste capítulo a empresa onde o trabalho é realizado será apresentada assim como a maneira com que a produção é planejada.
CAPITULO 2 – Descrição do Problema : Neste capítulo o problema a ser solucionado é apresentado e discutido e comparado com outros problemas semelhantes encontrados na literatura.

3
CAPITULO 3 – Estratégia de Resolução: Neste capítulo é mostrada a forma como o problema será resolvido.
CAPITULO 4 – Testes Preliminares : Neste capítulo são efetuados testes preliminares para que uma heurística seja escolhida para a resolução do problema apresentado.
CAPITULO 5 – Simulação do Problema Real : Neste capítulo o problema real é efetivamente simulado, utilizando a heurística escolhida. E feita uma comparação da solução obtida com o atual cenário encontrado na Metalúrgica Onix.
CAPITULO 6 – Conclusão : Neste capítulo serão apresentadas as conclusões obtidas e serão sugeridos pontos de melhoria no trabalho.

4
CAPÌTULO 1. DESCRIÇÃO DO AMBIENTE DE PRODUÇÃO
1.1 Descrição da Empresa
A metalúrgica ONIX foi inaugurada em 1956 e inicialmente era voltada para a
fabricação de peças estampadas em aço ou fundidas em alumínio, bronze ou latão,
destinadas às linhas de transmissão de energia elétrica e redes aéreas para estradas de
ferro e ônibus elétrico, além de torres de transmissão e outras estruturas metálicas.
Nessa época os principais clientes da ONIX eram a CMTC, FEPASA e CESP.
Em 1959 a empresa montou sua forjaria e passou a se dedicar à fabricação de peças
forjadas e/ou usinadas em aço carbono, inox titânio, alumínio e latão. A partir daí a
ONIX passou a focar sua atividade para a indústria de tratores agríco las, máquinas
rodoviárias e de construção civil, caminhões, empilhadeiras, automóveis, motocicletas,
próteses ortopédicas. Atualmente os principais clientes são a Caterpillar, Case, Fiat
Allis, New Holland, Engrecon e outras empresas montadoras de conjuntos.
Podemos afirmar que a metalúrgica ONIX tem uma estrutura bastante enxuta e flexível,
fazendo com que pedidos de curto prazo sejam bem atendidos, o que certamente é um
diferencial de mercado. Além disso, a empresa se compromete a entregar lotes
pequenos, diferentemente de muitas outras forjarias
Nos itens a seguir, aspectos relevantes da fábrica serão apresentados

5
Layout das Instalações O layout físico das instalações e suas respectivas linhas de processos estão mostradas na
figura 1 a seguir:
Figura 1 Layout das Instalações (Elaborada pelo autor)
Entrada de Matéria Prima
Corte
Forno
Forjamento
Rebarbamento
Soldagem
Gerência
Refeitório Forjamento
Material em Processamento - Armazenagem Usinagem
Jato
Acabamento
Expedição
Moldes / Ferramentaria

6
Fluxogramas dos Materiais e Produtos Na figura 2 a seguir, é mostrado o caminho que cada produto produzido pela
Metalúrgica segue dentro da fábrica, sendo ou não uma nova encomenda.
Figura 2 Fluxograma dos materiais e produtos (Elaborada pelo autor)
LEGENDA:
1. USINAGEM
2. INSPEÇÃO FINAL
3. COMITÊ DA QUALIDADE
4. LIXA
5. JATO
6. SUB-CONTRATO
INSPEÇÃO - CÓDIGOS
L. Análise Químico
D. Dimensional
V. Visual
A. Aprovado
RT. Retrabalho
RJ. Rejeitado
R. Registrado
M. Análise Matalúrgico
OK ?
RECEBIMENTODE MP
3
CORTE
OK ? 3
NÃO
SIM
RT
NÃO
SIMA
FORJARREBARBAR
OK ? 3
RT
NÃO
SIM
D.V.R.
D.V.R.
A
OPERAÇÃO DE SUB-CONTRATO ?
6SIM
NÃO
NÃO
SIM
USINAGEM ?
4
5
USINAGEM1
OK ? 3NÃO
SIM
RTD.V.R.
OPERAÇÃO DE SUB-CONTRATO ?
NÃO
4
5
6
SIM
A
FORNECEDORD.L.R.M.
OPERAÇÃO DE SUB-CONTRATO
D.R.M.
OK ?SIM
NÃO
1
2
COMITÊ DA QUALIDADE3
A RT RJ
D.V.
OK ? 3NÃO
SIMA
LIXAR
SUCATAR
JATEAR
VisualOK ?
3NÃO
SIMA
INSPEÇÃO FINAL
2 RTD.V.R.
VisualOK ?
3NÃO
SIMA
EMBALAGEM EESTOQUE
DE PEÇAS PRONTASEXPEDIÇÃO
6
4RT
4 RT
LEGENDA:
1. USINAGEM
2. INSPEÇÃO FINAL
3. COMITÊ DA QUALIDADE
4. LIXA
5. JATO
6. SUB-CONTRATO
INSPEÇÃO - CÓDIGOS
L. Análise Químico
D. Dimensional
V. Visual
A. Aprovado
RT. Retrabalho
RJ. Rejeitado
R. Registrado
M. Análise Matalúrgico
OK ?
RECEBIMENTODE MP
3
CORTE
OK ? 3
NÃO
SIM
RT
NÃO
SIMA
FORJARREBARBAR
FORJARREBARBAR
OK ? 3
RT
NÃO
SIM
D.V.R.
D.V.R.
A
OPERAÇÃO DE SUB-CONTRATO ?
6SIM
NÃO
NÃO
SIM
USINAGEM ?
4
5
USINAGEMUSINAGEM1
OK ? 3NÃO
SIM
RTD.V.R.
OPERAÇÃO DE SUB-CONTRATO ?
NÃO
4
5
6
SIM
A
FORNECEDORD.L.R.M.
OPERAÇÃO DE SUB-CONTRATO
D.R.M.
OK ?SIM
NÃO
1
2
COMITÊ DA QUALIDADE3
A RT RJ
D.V.
OK ? 3NÃO
SIMA
LIXAR
SUCATAR
JATEAR
VisualOK ?
3NÃO
SIMA
INSPEÇÃO FINAL
2 RTD.V.R.
VisualOK ?
3NÃO
SIMA
EMBALAGEM EESTOQUE
DE PEÇAS PRONTASEXPEDIÇÃO
6
4RT
4 RT

7
Produtos Fabricados
Os principais produtos fabricados pela ONIX são:
• Garfos
• Olhais
• Terminais de Direção
• Castanhas de roda
• Hastes Tubulares Conificadas
• Mancais
• Munhões
Participação dos Clientes no Faturamento
Na tabela 1 a seguir, é mostrada a participação relativa de cada um dos clientes em
função do faturamento total da Metalúrgica Ônix. Pode-se notar que os 3 principais
clientes correspondem a aproximadamente 60% do faturamento atual da empresa.
Caterpillar 23% New Holland
20%
Case 18% Inepar 10% Fiat Allis 8% Engrecom 7% ZF do Brasil 5% Outros 9%
Tabela 1 Participação relativa dos clientes no faturamento (Elaborada pelo autor)

8
Capacidade Produtiva / Instalações
Atualmente a Onix produz aproximadamente 200 ton/mês com 65 funcionários . A área
total da metalúrgica é de 5000 m2 e sua área construída é de 2300 m2 .
1.2 Descrição do Ambiente de Produção
O objetivo desse capítulo é apresentar alguns conceitos de PPCP (Planejamento,
Programação e Controle da Produção) que permitirão o melhor entendimento desse
trabalho e que são aplicados no cotidiano de trabalho da Metalúrgica ONIX.

9
Planejamento Estratégico
Na figura 3 abaixo, retirada de uma publicação de SANTORO (2001), a hierarquia do
planejamento de uma empresa é mostrada:
Figura 3 Hierarquia de planejamento de uma empresa (Retirado de Santoro (2001))
A partir do fluxo descrito acima, podemos caracterizar os 3 horizontes de planejamento
estratégico de uma empresa como a metalúrgica Onix
restriçõesPlanejamento
estratégico decisões
restrições Planejamento da produção
decisões
restriçõesProgramação da produção
decisões
Execução
Realim
entação
Aum
ento de detalhe
TEMPO
HP
PR
HP
PR
PR
HP
HP = horizonte de planejamento PR = período de planejamento

10
• Planejamento estratégico : é o que representa as decisões que devem ser
tomadas a fim de se alcançar os objetivos da organização, quais devem ser estes
objetivos e todo o planejamento das instalações da empresa. Este planejamento
define a instalação da capacidade no sistema de produção da empresa, possui
horizonte de planejamento longo e é decidido pela alta hierarquia. Por se tratar
de decisões de longo prazo, torna-se difícil à realização de replanejamentos
constantes. Trabalha com informações agregadas, com pequeno detalhamento,
além disso, existe grande risco e incerteza nas decisões tomadas. No caso da
Metalúrgica, o planejamento estratégico é definido pela alta hierarquia da
fábrica, isto é, o chefe de produção e a presidente da empresa. São tomadas
decisões principalmente no âmbito da produção. Isto é, aumento da capacidade
produtiva, aquisição de novas máquinas, etc
• Planejamento da produção: o estágio intermediário da hierarquia, as restrições
neste nível serão definidas pelas decisões do planejamento estratégico. Trata-se
de um processo de decisão baseado em informações agregadas, devido ao grande
número de variáveis ainda é impossível chegar a um grande detalhamento. Este
planejamento fornece os dados básicos para que possa ser executada a
programação da produção. Controla e assegura que os recursos sejam utilizados
de maneira correta, direcionando as verbas para que o planejamento estratégico
seja atingido. Possui um horizonte de planejamento menor do que o
planejamento estratégico, podendo ser considerado de médio prazo. Neste nível,
a busca resultados ocorre dentro da fábrica, sendo que as pessoas envolvidas
devem possuir um bom grau de instrução. O replanejamento pode ser feito em
uma freqüência média e o grau de risco, bem como o nível de precisão, também
podem ser considerados em um nível intermediário quando comparados com o
planejamento estratégico e a programação da produção. Nesse caso, as decisões
continuam a ser tomadas principalmente pelo chefe de produção, mas envolve
também pessoas de outras áreas como Qualidade, Compras , Vendas.
11
• Programação da produção: processo que envolve informações individualizadas
para cada pedido. Decisões definidas no planejamento passam a ser detalhadas.
São definidas as quantidades exatas de cada produto a serem produzidas, bem
como a data em que isso deve ocorrer e quanto isto deve durar. As decisões são
tomadas em curto prazo, determinadas por funcionários menos qualificados do
que os envolvidos no planejamento estratégico e planejamento da produção.
Existe a necessidade de uma grande precisão e detalhamento das informações. A
quantidade de replanejamentos é alta e o risco destas decisões é relativamente
baixo.
Tipo de Produção
Baseado nas publicações de SANTORO (2001), foram encontrados diversos tipos de
indústrias, dentre eles podemos destacar seis:
• Estoque puro : nestas empresas não existe a produção, a organização apenas
compra os produtos e os revende, sendo apenas um intermediário do negócio.
• Contínua pura: empresa que produz apenas um produto, não existindo
diferenciação. A demanda por este produto geralmente é grande, não existe
variação no roteiro da produção e há uma grande quantidade de intermediários
entre a empresa e o consumidor.
• Contínua com diferenciação: empresa que produz poucos produtos, existindo
pouca diferenciação. A demanda por estes produtos geralmente é grande, existe
pouca variação no roteiro da produção e há uma grande quantidade de
intermediários entre a empresa e o consumidor.

12
• Intermitente repetitiva: empresa que produz uma quantidade razoável de
produtos, conseqüentemente existe uma certa diferenciação na produção. A
demanda por estes produtos geralmente é menor que na indústria contínua, existe
uma variação média no roteiro da produção e há uma pequena quantidade de
intermediários entre a empresa e o consumidor.
• Intermitente sob-encomenda: empresa que produz uma quantidade grande de
produtos, conseqüentemente existe uma grande diferenciação na produção. A
demanda por estes produtos é pequena, existe uma variação de média para
grande no roteiro da produção e geralmente não há intermediários entre a
empresa e o consumidor.
• Projetos: empresa que produz uma quantidade grande de produtos, cada produto
é único, dificilmente dois produtos iguais serão produzidos, desta forma a
diferenciação entre os produtos produzidos é imensa. A demanda por estes
produtos é pequena, existe uma grande variação no roteiro da produção e não há
intermediários entre a empresa e o consumidor.

13
Os tipos de produção que uma empresa pode possuir foram aqui descritos, pois através
deles, podemos localizar facilmente onde a Metalúrgica Onix está inserida. No caso,
podemos concluir que a Metalúrgica é do tipo intermitente sob encomenda, pois
apresenta alta gama de produtos com grande diferenciação entre eles a diferenciação
entre seus roteiros de produção pode ser considerado alta.
Tipos de Estoque Segundo SLACK,CHAMBERS, JOHNSTON (1997), todo estoque pode ser classificado
segundo sua função na cadeia produtiva de uma empresa. Nos itens abaixo são
elencados os diferentes tipos de estoques que podem ser encontrados na Metalúrgica
Onix:
• Estoque em processo: esse tipo de estoque está relacionado com o período de
permanência no sistema enquanto ocorre a montagem ou processamento. Um
alto estoque em processo pode demonstrar uma baixa velocidade de passagem
na cadeia produtiva ou então uma capacidade de produção saturada.
• Estoque isolador o u de segurança: este estoque é mantido para que possíveis
compradores do produto não o deixem de fazê- lo por sua falta. Sua existência
pode ser útil em casos de erros no modelo de previsão de demanda ou a outros
motivos, como falhas em equipamentos.
A quantidade de estoque de segurança dentro da Metalúrgica Onix é bastante variável de
acordo com o tipo de produto. O tamanho do estoque de segurança é proporcional a sua
importância relativa à produção. Podemos notar que os produtos mais produzidos e mais
vendidos têm um estoque de segurança maior se comparados com os produtos de baixa
saída.
• Estoque no canal ou de distribuição: este é o produto a caminho do destino.
Quando algum consumidor faz um pedido, a empresa a fornecer este produto

14
deve separá- lo para entregar, a partir deste momento este estoque não está
disponível para outro cliente a não ser para o cliente que o encomendou,
entretanto o produto ainda não foi entregue, logo, ainda é de responsabilidade
da empresa produtora.
O estoque de canal é bastante pontual na Metalúrgica. Pode-se afirmar que o mesmo se
resume basicamente ao estoque de produtos acabados que ainda não foram entregues
pelo fato que parte do lote de produção ainda estar sendo processado.
• Estoque de antecipação ou sazonal: este estoque geralmente é usado com
produtos que possuem demanda sazonal. Quando as vendas de um produto são
bem maiores em um período do que em outro, pode se fazer estoque para
conseguir satisfazer a demanda no período de maiores vendas, para evitar que
a empresa fique ociosa durante o período de menor demanda ou que se
aumente à capacidade da empresa no período de maior demanda.
Esse tipo de estoque é praticamente inexistente dentro da Metalúrgica dado que a
sazonalidade para os tipos de produtos produzidos é praticamente inexistente: O que
ocorre eventualmente é, por saber que em determinada época do ano determinado
cliente costuma necessitar de um determinado produto, a Metalúrgica se antecede ao
pedido e confirma a demanda com o cliente. Se a resposta for positiva a produção
fabrica um lote de produtos.
• Estoques de componentes intermediários: estoque que reduz a dependência
entre as etapas do processo produtivo. São os estoques permanentes dentro da
fábrica, evitando que um distúrbio em algum setor se propa gue para o restante
da linha. A definição deste estoque parece ser semelhante à de estoques em
processo, entretanto a de se notar uma diferença sutil, enquanto que o estoque
em processo existe porque o processamento seguinte ainda não pode ser
executado, o estoque de componentes intermediários existe exatamente para

15
que o processo seguinte não fique ocioso esperando que o processo anterior
encerre o processamento.
O estoque de componentes intermediários raramente é encontrado na Metalúrgica pois
dada a alta gama de produtos processados, esse tipo de estoque representa alto capital
relacionado com um só tipo de produto. É possível encontrar esse tipo de estoque em
etapas básicas para qualquer tipo de produto como o Corte, por exemplo. Para efeitos de
simulação, que será descrita nos próximos capítulos, admitiremos um buffer ilimitado.
Isso significa que o espaço para o estoque intermediário entre as máquinas será
considerado como infinito. Ou seja, a Metalúrgica Onix é capaz de armazenar ao longo
de sua cadeia produtiva uma quantidade “infinita” de peças ou produtos intermediários.
Os modelos de estoque Existem diversos tipos de modelos de estoque utilizados pelas diversas empresas. A
Metalúrgica Onix utiliza basicamente um único modelo para seus estoques. Sabendo-se
que os tipos de produtos fabricados seguem padrões bastante desiguais, o estoque de
produtos acabados não segue nenhum modelo pré-definido. Normalmente os produtos
acabados em estoque se resumem a pedidos cancelados ou então a lotes de produtos
“quebrados”, que foram processados em maior quantidade pois seriam economicamente
inviáveis de se produzir apenas a quantidade desejada pelo cliente em questão.
Em casos como o descrito acima, cabe ao chefe de produção se o lote do produto será
produzido. Obviamente outras questões que não econômicas serão avaliadas como:
• Possibilidade de se vender o produto posteriormente
• Importância estratégica do cliente
• Estratégia de fidelização e conquista de novos mercados e produtos
Em relação ao estoque de matéria –prima, obviamente menos diversificada que os
produtos, utiliza-se um modelo de estoque mínimo, descrito a seguir:

16
Modelo do estoque mínimo : nesta situação é mantido sempre um estoque mínimo de
segurança que garantirá que a produção nunca pare. Quando o estoque chega neste
nível, deve ser feito outro pedido. O estoque mínimo deve ser suficiente para suprir a
demanda durante o intervalo de tempo necessário para a reposição do estoque. Neste
modelo o período entre as reposições não é constante.
O dimensionamento de um lote
Mesmo sabendo-se que a Metalúrgica não utiliza nenhum modelo para o
dimensionamento de seus lotes-padrão, é necessário discutir esse tópico, mesmo que não
seja de uma maneira aprofundada.
O modelo mais simples , e talvez aquele que seja mais utilizado pelas áreas de produção
na indústria seja o lote econômico. Este procura dimensionar o lote a ser comprado em
cada uma das ordens de compra, minimizando o custo total, que é composto
basicamente pelo custo de aquisição e pelo custo de armazenamento do material. E um
modelo bastante simples largamente utilizado dado sua simplicidade e razoável
eficiência. A Metalúrgica, apesar de não utilizar nenhum modelo, utiliza informações da
produção e avalia o tamanho do lote de matéria prima a ser adquirido baseando-se
essencialmente em aspectos econômicos como disponibilidade de capital e volume de
produção esperada.
A Previsão da Demanda De forma geral, podemos classificar uma previsão de demanda de acordo com seu
horizonte de previsão, detalhe e modelo. Quanto ao horizonte de previsão, pode-se dizer
que quanto mais longa, mais importante ela será para as decisões estratégicas,
entretanto, também existirá mais chance de ela estar incorreta devido a grande exposição
a fatores externos incontroláveis. Quanto ao detalhe, uma observação pertinente é que

17
não se pode detalhar muito algo que leva em consideração muitos fatores incontroláveis,
portanto, ao se fazer uma previsão, é necessário saber quão longe se pode chegar.
Quanto ao modelo, podemos citar basicamente dois tipos: qualitativos e quantitativos.
Os modelos qualitativos são baseados em predições e portanto partem do pressuposto
que o futuro não guarda relações com o passado. Assim as previsões devem ser geradas
pelo julgamento de especialistas, bem como pela análise de conhecimento acumulado.
Os modelos quantitativos se baseiam no passado e na existência de alguma relação
deste com o futuro. Para poder aplicar estes modelos é necessária a existência de
informações disponíveis sobre o passado além da possibilidade de quantificação dessas
informações em dados numéricos e a existência de continuidade, ou seja, que algum
padrão do passado será repetido no futuro.
Podemos notar, que na atual estrutura da Metalúrgica Onix, a previsão de demanda é
baseada principalmente em aspectos qualitativos. Obviamente, existem clientes com
uma demanda de determinados produtos que variam pouco. Para esse casos , são usadas
projeções que indicam a quantidade que deverá ser produzida em um horizonte de
planejamento de aproximadamente 3 meses.
No entanto, é bastante difícil de se prever com acuracia a demanda de produção em um
ambiente regido por encomendas. Nesse caso, o Gerente de Produção, baseando-se em
sua experiência adquirida, estima a quantidade total (em kg) que será produzida. Ao
longo do mês essa mesma estimativa é recalculada de acordo com os pedidos já
efetuada.
Vale ressaltar que muitas vezes essa estimativa pode estar errada e a conseqüência direta
desse erro é um acúmulo de estoque, tanto de produtos acabados como de matéria-
prima.

18
Estrutura dos Produtos O conceito de estrutura de produtos é apresentado por SLACK,CHAMBERS,
JOHNSTON (1997) e foi considerado bastante útil para que exista um entendimento das
conseqüências sobre a estrutura da empresa frente ao produto produzido. Existem
quatro estruturas de produto definidas: “A”, “T”, “V”, “X”. Essas diferentes estruturas
foram assim definidas devido ao formato das letras A, T, V e X. A seguir serão
explicadas cada uma destas. Basicamente a base da letra representa a variedade de
produtos que entra para ser processada, o topo da letra representa a variedade de
produtos que sai da empresa e finalmente o meio indica a variedade dos processos
utilizados.
• Estrutura de produto em forma de “A”: nesta estrutura uma grande
quantidade de matéria-prima entra na empresa para ser processada. A cada
etapa esses materiais vão se combinando para ao final resultarem em um ou
poucos produtos finais. Essa estrutura é muito utilizada em montadoras que
recebem uma grande quantidade de peças e as juntam culminando em apenas
um produto final. Esse tipo de produto pode ser produzido para estoques.
• Estrutura de produto em forma de “T”: esta estrutura é típica de empresas
que possuem um pequeno número de matérias primas passando por um
processo padronizado e a etapa final do processo gerará uma grande
variedade de produtos. Neste tipo de empresa não é possível estocar o
produto final já que este dependerá de encomendas.
• Estrutura de produto em forma de “V”: esta estrutura também possui uma
pequena quantidade de matéria-prima e uma grande variedade de produtos
finais. A diferença desta estrutura para a em “T” é que nela existe uma menor
padronização dos processos, ou seja para se iniciar a produção é necessário

19
saber o que se pretende produzir, isso porque as primeiras etapas do
processamento já restringirão a quantidade de produtos que poderão ser
produzidas.
• Estrutura do produto em forma de “X”: neste tipo de empresa uma grande
quantidade de produtos é produzida, chega-se então a um produto
intermediário padrão e em seguida ocorrem processos que farão com que este
produto se diferencie, culminando em uma grande quantidade de produtos
finais. Montadoras de veículos são um bom exemplo para esta estrutura, pois
recebem uma grande quantidade de peças, fazem a montagem até um certo
estágio e a partir daí se inicia uma etapa de diferenciação de acordo com o
pedido.
Não é muito difícil notar que a estrutura que encontramos na Metalúrgica Onix é a
estrutura de produto em forma de “T” . Se for feita uma comparação entre o quantidade
de bitolas utilizadas pela metalúrgica e os quantidade de produtos produzidos pela
mesma notaremos um diferença discrepante. A Estrutura em “V” não se aplica pois a
mesma restringe a quantidade de produtos finais produzidos.
Uma diferença encontrada na realidade da Metalúrgica Onix e daquela proposta por
SLACK, CHAMBERS, JOHNSTON (1997) é o fato do autor afirmar que na estrutura
de produtos em “T” é impossível de estocar os produtos finais pois os mesmos
dependem de encomendas e como foi dito anteriormente a Metalúrgica de fato estoca
seus produtos finais
Uma quantidade pequena de bitolas passa por basicamente 2 processos padrões: O corte
e o aquecimento no forno. A seguir as diferentes etapas serão capazes de produzir uma
quantidade quase que ilimitada de produtos finais. Por isso a forma em “T” de
produção.
20
Fixação para o prazo de entrega
Continuando a análise segundo a visão de ZACCARELLI (1973), a previsão de término
de um produto encomendado é composta de duas fases distintas:
• tempo necessário para a obtenção dos materiais
• tempo necessário para a produção
O tempo para obtenção dos materiais é relacionado com o mercado fornecedor.
Podemos afirmar que para a Metalúrgica Onix o impacto desse tempo para a fixação do
prazo de entrega é zero.
Em relação ao tempo de produção, segundo o mesmo ZACCARELLI (1973), existem
diferentes maneiras do mesmo ser calculado, que são mostradas a seguir.
• Método do julgamento pessoal.
Este método se baseia na existência de uma pessoa com conhecimento de toda carga de
trabalho existente dentro da empresa, capaz de mensurar qual a carga acrescida pelo
novo pedido, quando este poderá ser processado em cada unidade, para então estimar
qual será o prazo de té rmino da produção. Em muitos casos é o único que pode ser
utilizado devido à inexistência de condições de aplicação dos outros métodos. No caso
de uma indústria de porte maior, o julgamento pessoal se torna cada vez mais
inapropriado devido ao grande número de detalhes que começam a influenciar na
estimativa.
• Método das fichas ou dos gráficos de carga

21
Este pode ser considerado como uma forma mais elaborada e formalizada de representar
o método anterior. Para realizá-lo, é necessária à utilização de um gráfico de Gantt, no
qual o registro do número de horas necessárias em cada setor produtivo será atualizado
no decorrer do tempo. Ao receber um novo pedido, deve-se estimar qual o tempo
necessário para a passagem do pedido por cada setor, em seguida utiliza-se o gráfico
para saber em quanto tempo os diversos setores estarão livres possibilitando a execução
dos trabalhos. No caso da existência de um gargalo, esse processo será o que ditará o
tempo necessário já que este processo não trabalha com folgas.
• Método estatístico
Este método pode assumir uma grande variedade de formas, mas basicamente consiste
em considerar o tempo de espera de uma ordem de fabricação para ser processado em
cada unidade produtiva como uma variável aleatória com densidade de probabilidade
conhecida. É recomendável a utilização deste método em detrimento aos anteriores
quando a quantidade de operações para um produto for muito grande.
Novamente, a realidade encontrada na Metalúrgica Onix pode ser considerada pouco
elaborada. A estimativa dos prazos de entrega é estritamente baseada no que
ZACCARELLI (1973) afirma ser método do julgamento pessoal. O mesmo Gerente de
Produção responsável pela previsão de demanda é responsável agora pela fixação do
prazo de entrega.
Nesse caso, além de aspectos técnicos como tempo de lead-time e o próprio tempo de
passagem do produto pelo seu respectivo caminho de produção, a fixação do prazo de
entrega obrigatoriamente deve levar em conta os outros produtos fabricados pela
Metalúrgica.
Por fim, aspectos estratégicos também devem ser levados em conta. A importância
relativa do cliente, a necessidade do produto e o impacto do lote na

22
produção/faturamento são avaliadas. No caso, o comitê, composto pelos gerentes de
cada uma das áreas além da presidente da fábrica é responsável pela decisão.
1.3 Descrição Técnica do Processo Produtivo
Recebimento de Matéria-Prima
O processo de produção inicia-se com o recebimento de matéria-prima de diversos
fornecedores. A descrição do fornecedor e seus respectivos produtos estão descritos a
seguir:
• Aço Tubo Industrial e Comércio Ltda. – Tubos / Barras de aço
• Aços Morumbi – Barras de Aço
• Aços Formosa - Barras de Aço
• Trefita - Barras de Aço
• Trefilação Bandeirantes - Barras de Aço
• Aços F. Sacchelli - Barras de Aço
• Jomaço - Barras de Aço
• Assis Pires – Tubos / Barras de Aço
• Ferralva - Barras de Aço
• Piratini - Barras de Aço
A Ônix mantém procedimentos documentados para assegurar que os produtos
adquiridos estejam em conformidade com os requisitos especificados, bem como o
controle de entregas e performance dos fornecedores. Os documentos de compra contêm
dados que descrevem claramente o produto pedido, tais como desenho, especificações,
características dimensionais, físicas e químicas.

23
As matérias-primas são compradas de usinas e ou de distribuidores qualificados pela
Onix através de questionários de avaliação ou certificados pela ISSO 9000 / QS 9000. A
Ônix solicita aos seus fornecedores o envio do Certificado de Qualidade que é
comparado com as normas do material. Trimestralmente a Ônix envia amostra para
análise em laboratório aprovado para análise do material.
Corte
Após a aprovação da matéria-prima, o produto segue em direção à área de corte. O corte
é feito por guilhotina ou serra, sendo caracterizado, portanto, por ser um processo
manual. As principais máquinas utilizadas são serras de fita, serra alternativa e disco de
corte. As barras de aço são colocadas manualmente na máquina, sendo continuamente
repostas com o passar do tempo. Os pequenos pedaços são retirados pelos próprios
funcionários que os armazenam em caixas ao lado das máquinas. Caso o corte não esteja
de acordo com os requisitos solicitados, o pedaço de aço vai ser retrabalhado.
Pré-aquecimento
O próximo passo é o aquecimento das bitolas. Os produtos intermediários são aquecidos
em fornos a óleo e máquinas de aquecimento resistivo. Os trabalhadores colocam e
retiram o aço com pás, ou seja, manualmente. Na máquina resistiva o aquecimento se dá
através de uma corrente que passa pelo produto, entretanto, existe uma restrição de
tamanho, somente pequenas bitolas são utilizadas.
Forjamento
O forjamento é um processo de conformação mecânica, ou seja, mediante aplicação de
esforços mecânicos altera-se plasticamente a forma dos materiais com controle e
obtenção adicional de suas propriedades físicas e mecânicas.
De todos os processos de fabricação, a conformação mecânica tem um fundamental
papel porque produz peças com excelentes propriedades mecânicas com a mínima perda
de material, oferecendo assim um menor custo de fabricação. Parte-se de uma geometria
24
relativamente simples, que após prévio aquecimento ou não, e uma ou mais operações,
podemos gerar uma ou mais peças com a mais complexa geometria.
O processo de forjamento pode ser classificado quanto à temperatura de trabalho, ou
seja, o material a ser conformado é ou não previamente aquecido a uma determinada
temperatura. Sendo assim podemos ter duas classificações fundamentais, a chamada
conformação a quente ou a morno e a conformação a frio, conforme podemos observar
abaixo através das suas principais características.
Conformação após aquecimento (quente/morno):
• Permite grandes deformações.
• Menores valores de esforços
• Boa precisão dimensional
• Ótimas propriedades físicas e mecânicas.
Conformação sem aquecimento (frio):
• Deformações limitadas.
• Necessita maiores esforços mecânicos.
• Ótima precisão.
• Boas propriedades físicas e mecânicas.
Existem vários processos de conformar mecanicamente uma peça após aquecimento
prévio, porém os mais importantes são o chamado forjamento em matriz fechada e o
forjamento em matriz aberta.
O processo de forjamento em matriz fechada proporciona as melhores condições de
obtenção de peças totalmente isentas de qualquer alteração interna ou externa, devido a

25
não destruição da estrutura do material e dado a pouca alteração do estado físico da
matéria-prima original durante a conformação.
Para atender todos os requisitos acima, a Metalúrgica Onix utiliza o processo de
forjamento com pré-aquecimento em matriz fechada.
Os moldes são feitos na própria metalúrgica e devem estar de acordo com as exigências
do cliente que é responsável pelo layout da peça. Existe uma área própria (centro de
usinagem) para a criação destes moldes chamada de Ferramentaria. Os engenheiros são
bastante qualificados e representam uma porcentagem bem significativa do quadro de
funcionários. Os processos envolvidos são a eletro erosão, o polimento e ajustes finais.
De longe o material mais largamente empregado na conformação mecânica é o aço. O
aço tanto pode ser deformado a frio como a quente, sendo que o emprego de um ou
outro procedimento influência diretamente na qualidade do mesmo, ou seja, que tipo de
material empregar quanto as suas propriedades químicas, físicas e mecânicas originais.
Os tipos de aço utilizados são aços ligados e estão anexados no final do relatório.
As máquinas observadas são prensas de fricção e prensas excêntricas, mais utilizadas
nos processos de rebarba. Os funcionários são responsáveis pela manutenção das bitolas
e pelo funcionamento das prensas. Os produtos intermediários são armazenados em lotes
ao lado das máquinas.
Temos dois exemplos de prensas utilizadas no forjamento e rebarba das peças
produzidas na empresa. Após o forjamento, são removidas as rebarbas e os produtos
destinam-se a usinagem se for preciso ou para os processos de lixa e jato.

26
Usinagem
A maioria das peças que saem do processo de forjamento já apresenta uma configuração
próxima à requisitada no projeto. Para os demais acabamentos são utilizados os tornos,
fresas, soldas e furadeiras.
O torneamento é um processo convencional de remoção de material que produz
superfícies através da revolução da peça. Semelhante a outras operações de usinagem, o
torneamento remove material por um processo de corte por arranque de apara, dando a
forma, tamanho e superfície finais desejados. É equipado com ferramentas de corte, de
geometrias variadas que trabalham separadamente, sendo os movimentos dos eixos
precisos relativamente à rotação da peça. Na metalúrgica são comuns operações de
torneamento, tais como facejamento, entalhes, mandrilagem, torneamento cônico,
furação, furos cônicos. A trajetória da ferramenta é controlada numericamente,
permitindo movimentos automáticos contínuos.
Existe bastante trabalho de perfuração (área própria para as furadeiras) e uma área
conjunta de fresas e soldas. As máquinas utilizadas estão a seguir.
Acabamento Final
O acabamento final consiste em três processos: jateamento com granalha de aço,
lixamento e retífica. Devido ao tamanho e aos formatos comp lexos das peças, estas
requerem um procedimento e precauções especiais, diferentes dos fundidos e usinados.
Considerando-se as propriedades inerentes das peças demandam-se considerações
especiais em cerca de todas as operações secundárias, principalmente limpeza e
rebarbação.
As rebarbas são formadas nas junções de ferramentas, no diâmetro externo, furos ou
superfícies paralelas a direção de compactação. Para retirar as rebarbas indesejáveis e as
superfícies da peça, o jateamento com granalhas de aço é muito usada, isto é feito em
máquinas especiais onde as peças ficam girando enquanto um jato de granalha é

27
propulsionado sobre ela. Além de retirar as rebarbas a um pequeno aumento quanto à
resistência a corrosão, pela formação de tensão a compressão na superfície da peça.
Entretanto, deve-se evitar ao máximo a retificação de superfícies que necessitam ser
autolubrificantes, já que partículas abrasivas podem ficar retidas nos poros diminuindo
acentuadamente a vida do equipamento. Se essa operação for absolutamente necessária,
deve-se proceder a uma limpeza ultra-sônica posterior. Os líquidos refrigerantes usados
devem estar bem limpos e conter inibidores de corrosão. Placas magnéticas,
normalmente utilizadas em retificas planas não funcionam adequadamente para peças
ferrosas de baixa densidade. O lixamento é feito com esmeril e lixas.
Tratamento Térmico
São realizadas operações de aquecimento de um material a uma dada temperatura e
esfriamento após certo tempo, em condições controladas com a finalidade de dar ao
material propriedades especiais. São executados por alteração da velocidade de
esfriamento e da temperatura de aquecimento ou da temperatura a que são esfriados ou
de ambos. Esses tratamentos são realizados fora da Metalúrgica Onix.
Os tratamentos utilizados são:
• Normalização: objetivo de uniformizar e refinar a granulação. É obtida
uma melhor homogeneização do que o recozimento, pois a temperatura
de tratamento é mais alta. A granulação mais fina é conseguida no
resfriamento mais rápido. O método utilizado é o aquecimento da peça
forjada a temperaturas acima da sua zona crítica, mantendo-a nessa
temperatura para homogeneização e resfriamento ao ar.
• Têmpera: utilizada para aumentar a dureza e resistência mecânica,
entretanto há uma diminuição da ductilidade, aumento da fragilidade e
aumento da resistência ao desgaste. O método utilizado é o aquecimento

28
a temperatura acima da zona crítica, manutenção a temperatura de
tratamento para homogeneização e resfriamento brusco.
• Cementação: tratamento termo-químico que consiste em aumentar-se o
teor de carbono na superfície do material, mantendo-se um núcleo dúctil.
Consiste no aquecimento e manutenção do material a altas temperaturas,
em atmosfera rica em carbono, ocorrendo à difusão do carbono da
superfície para o centro da peça. É um processo dispendioso, pois o
consumo de energia e de mão-de-obra é alto.
Inspeção Final
Após todos os processos, algumas peças dos lotes são testadas e verificadas de acordo
com os requisitos necessários exigidos pelos diversos clientes. Após sua liberação os
lotes são armazenados até o momento de expedição.

29
CAPITULO 2. DESCRIÇÃO DO PROBLEMA
O ambiente de trabalho que encontramos na Metalúrgica Onix, isto é, sua forma de
organização para a execução das diversas tarefas encomendadas pode ser considerado
como Flow-Shop Flexível.
Flow-Shop é definido por PINEDO(2002) como um grupo de máquinas colocadas em
série onde cada um dos trabalhos segue a mesma rota de processamento.
Segundo Sacchi (1997), “O Flow-Shop como máquinas paralelas pode ser considerado
como uma extensão de dois ambientes clássicos da manufatura; o Flow-Shop e o de
máquinas paralelas”, que pode ser descrito, segundo Nowicki e Smutnicki (1998), como
um conjunto de trabalhos a serem executados em um conjunto de estágios de
processamento. Onde cada um desses estágios pode ou não conter um número n de
máquinas idênticas em paralelo e cada tarefa deverá passar por esses estágios na mesma
ordem, podendo ser processada em qualquer uma dessas máquinas sem distinção.
De acordo com Nowicki e Smutnicki (1998), o Flow-Shop com máquinas paralelas é o
modelo básico dos problemas chamados na literatura de flow-shop flexível, obtido
através de algumas suposições adicionais como a possibilidade de algumas tarefas não
necessariamente passarem por algum estágio de execução.
Analisando a realidade encontrada na Metalúrgica Onix, onde nem todos os produtos
forjados passam necessariamente por todos estágios de execução, fica claro que o
ambiente encontrado na literatura que mais se parece com aquele encontrado na
empresas estudada é o flow-shop flexível.
30
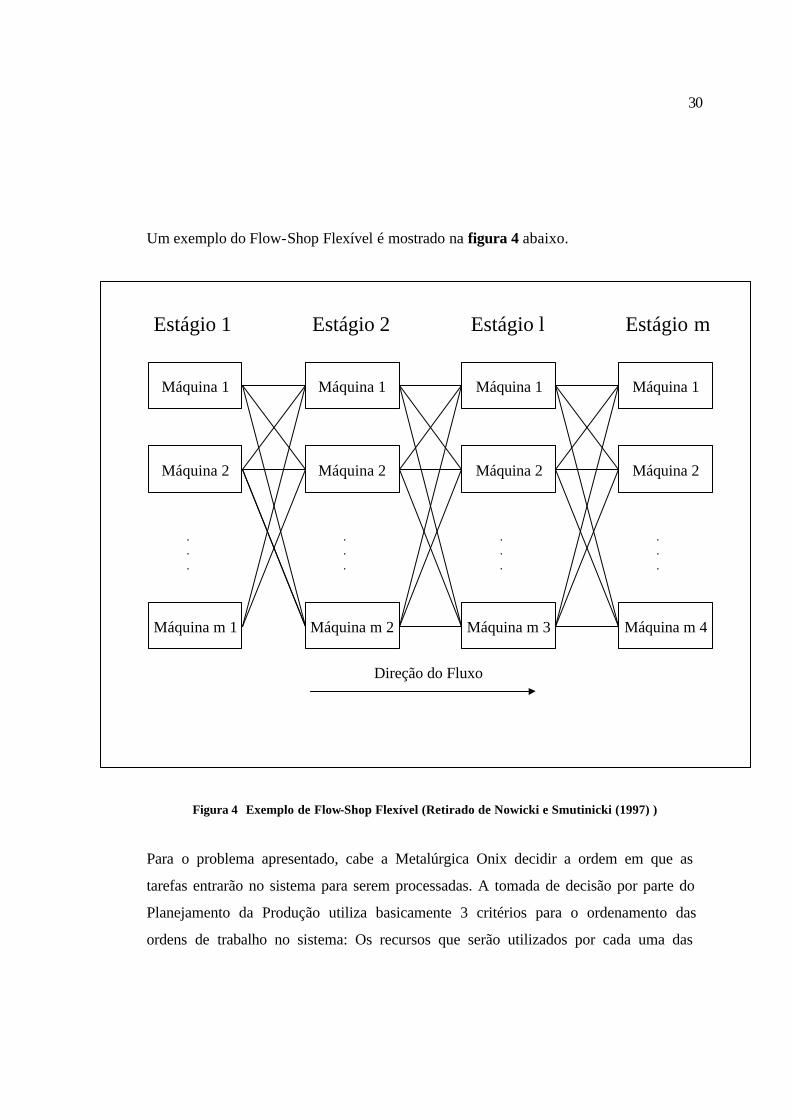
Um exemplo do Flow-Shop Flexível é mostrado na figura 4 abaixo.
Figura 4 Exemplo de Flow-Shop Flexível (Retirado de Nowicki e Smutinicki (1997) )
Para o problema apresentado, cabe a Metalúrgica Onix decidir a ordem em que as
tarefas entrarão no sistema para serem processadas. A tomada de decisão por parte do
Planejamento da Produção utiliza basicamente 3 critérios para o ordenamento das
ordens de trabalho no sistema: Os recursos que serão utilizados por cada uma das
Estágio 1 Estágio 2 Estágio l Estágio m
Máquina 1
Máquina 2
Máquina m 1
.
.
.
Máquina 1
Máquina 2
Máquina m 2
.
.
.
Máquina 1
Máquina 2
Máquina m 3
.
.
.
Máquina 1
Máquina 2
Máquina m 4
.
.
.
Direção do Fluxo

31
tarefas, os recursos disponíveis atualmente no sistema e o prazo final de entrega das
mercadorias.
Fundamentalmente trata-se de um problema de programação de tarefas que, segundo
Hunsucker e Shah (1994), pode ser definida como a alocação dos recursos disponíveis
às várias tarefas de um horizonte de planejamento, com o objetivo de melhor satisfazer
um ou mais critérios de performance.
Apesar de ser encontrado com freqüência na literatura, a maioria dos estudos relativos
ao Flow-Shop Flexível são voltados para a minimização do flow-time (Azizoglu,
Cakmak, Kondakci, 2001) e do makespan (Gupta e Tunc, 1994).
O problema em questão e o objetivo desse trabalho é fornecer uma ordem de produção
que minimize a soma dos atrasos (critério de performance). Ou seja a somatória dos
valores maiores que zero da diferença entre o prazo de entrega das mercadorias e seu
prazo efetivo de término.
Segundo Armentano e Ronconi (1999) critérios de desempenho envolvendo datas de
entrega são de grande importância nos sistemas de manufatura pois podem existir uma
série de custos quando uma tarefa é entregue com atraso. Dentre esses custos, podemos
citar: penalidades contratuais, perda de credibilidade, resultando em uma probabilidade
de perder o cliente para algumas ou até todas as possíveis futuras tarefas e danos na
reputação da empresa que implicam no afastamento de futuros clientes (SEN e GUPTA,
1984)
Apesar da definição do flow-shop flexível ser aparentemente simples, sua resolução a
partir de um algorítmo exato é razoavelmente problemática. O problema de minimização
do atraso em apenas uma máquina já é conhecido na literatura como NP-Hard (DU e
LEUNG, 1990). Essa sigla, traduzida para o português como NP-Difícil mostra que,

32
para o problema que está sendo estudado, é praticamente impossível obter uma solução
ótima em um tempo razoável.
Resultados computacionais mostram que o algoritmos do tipo branch-and-bound se
tornam ineficazes para mais de 10 trabalhos. Modelos de programação inteira são
impraticáveis pelo seu tamanho até mesmo para um pequeno número de trabalhos e
estágios (Nowicki e Smutnicki , 1998).
Assim, em casos com o da Metalúrgica Onix apresentado, parte-se para a utilização de
um método heurístico que fornecerá uma solução aceitável (mas não garantidamente
ótima) com um tempo de processamento computacional razoável.

33
CAPÍTULO 3. ESTRATÉGIA DE RESOLUÇÃO
3.1 Métodos Heurísticos
Conforme visto no tópico anterior, problema estudado é considerado do tipo NP-Hard.
Este título significa, na prática, que é impossível utilizarmos softwares de otimização
para se resolver o problema, pois o tempo computacional requerido, quando o número
de variáveis é grande, se torna inviável. Assim, parte-se para a busca de um método
heurístico.
O campo de pesquisa relacionado à utilização de métodos heurísticos na resolução de
problemas de otimização vem se tornando cada vez mais importante (ZANAKIS et al.,
1989). Tal crescimento deriva da capacidade deste tipo de método de fornecer soluções
de boa qualidade rapidamente.
Brah e Loo (1999) e Thornton e Hunsucker (2004), utilizam heurísticas para a resolução
do problema de alocação de tarefas em um ambiente Flow-Shop com múltiplos
processadores (Flow-Shop Flexível), com e sem estoques intermediários,
respectivamente.
A grande diferença entre um método heurístico e um exato é que, dentre todas as
soluções possíveis, a heurística analisa apenas uma parte delas, obtendo-se um ótimo
local, que não necessariamente representa um ótimo global, mas pode ser considerado
como uma boa solução. (RINALDI, 2001).
Dessa forma, o tempo computacional gasto por um método heurístico é muito inferior ao
tempo gasto pelos softwares de otimização usuais. Para decisões de devem ser tomadas
no curto prazo, normalmente associadas a problemas reais, tal tempo e flexibilidade é
fundamental.

34
3.2 Descrição das Heurísticas Avaliadas
O problema de minimização do atraso no ambiente de Flow-Shop Flexível foi pouco
explorado através de métodos heurísticos. Apesar do problema ser do tipo NP-Hard, o
que nos leva necessariamente à utilização de métodos heurísticos na resolução, há pouca
literatura disponível sobre o problema.
Serão apresentados nesse capítulo três diferentes trabalhos utilizados tanto na resolução
de problemas em ambientes Flow-Shop como para o Flow-Shop Flexível e que aqui
foram adaptados para a realidade encontrada na Metalúrgica Onix.
Esse diferentes métodos são, na verdade, diferentes regras de despacho (também
conhecida como regras de liberação), que, utilizadas ao longo da produção, criam uma
ordem de priorização das n tarefas a serem executadas nos m estágios de produção.
Hunsucker e Shah (1994), propuseram uma série de comparações entre diversas regras
de prioridade (FIFO, LIFO, SPT, e LPT entre outras) em um Flow-Shop restrito,
utilizando como medidas de performance a minimização do Makespan, além da
minimização do tempo médio e máximo de passagem dos produtos ao longo da cadeia
produtiva. No caso a restrição para o Flow-Shop era o total de produtos processados
simultaneamente no sistema de produção.
A seguir, foi criada por Armentano e Ronconi (1999) uma regra de despacho visando a
minimização do atraso total da produção em um ambiente Flow-Shop. Analisando
simultaneamente o tempo de lead-time e de entrega de cada um dos produtos, foi
proposta a regra de despacho conhecida como Lower- Bound.

35
Uma nova regra de prioridade foi proposta por Henrique e Ronconi (2004) e pode ser
considerada uma evolução da regra Lower-Bound pois analisa dinamicamente em cada
estágio de processamento a sobra entre o tempo de entrega previsto, o tempo de
disponibilização em cada um dos estágios e a sobra do tempo de lead-time das tarefas.
Nesse trabalho, a regra de despacho Lower-Bound dinâmica utilizará a notação LB*, por
ser uma adaptação da regra originalmente proposta.
Outra regra de despacho também utilizada em problemas de minimização de atraso é
conhecida como EDD (erliest due date) (BARRET e KADIPASAOGLU, 1990). Nesse
caso, a prioridade é dada para as tarefas que tenham menor tempo de entrega previsto.
Por fim, é proposta uma adaptação dessa mesma regra EDD, onde serão comparados os
tempos de lead-time e o tempo de entrega de cada uma das tarefas. Essa regra é
particularmente útil para a realidade da metalúrgica pois ocorrem freqüentemente casos
onde o tempo de lead-time restante é superior ao tempo de entrega previsto. Para efeitos
práticos, utilizaremos para a regra EDD adaptada a notação EDD*.
Estratégia Utilizada
Para a utilização das regras de priorização descritas anteriormente, é necessário o
desenvolvimento de um algoritmo que, baseado nessas regras de despacho, indique a
ordem de produção dos diversos produtos a serem processados em cada uma das
máquinas.
A seguir, será apresentado o algoritmo proposto para a implementação da heurística na
produção da Metalúrgica Onix, onde serão usados basicamente os seguintes parâmetros:
pij : tempo de processamento da tarefa i no estágio j
di : data limite para a tarefa i ser entregue sem atraso
36
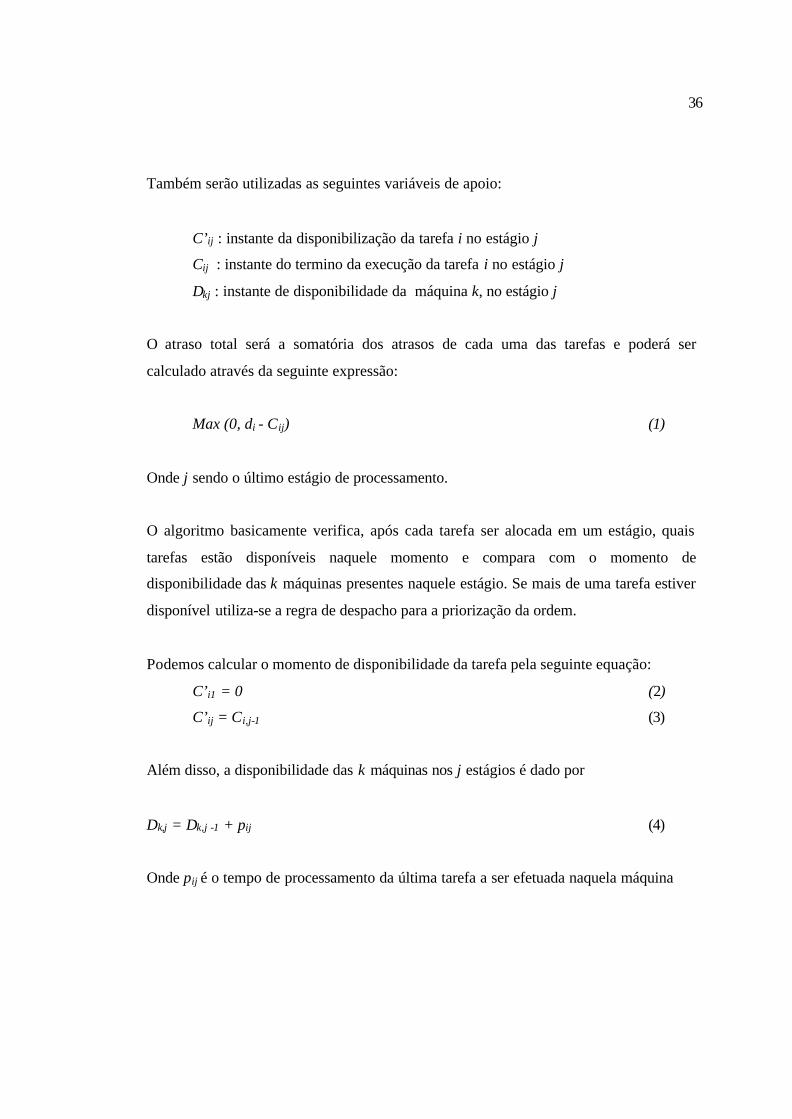
Também serão utilizadas as seguintes variáveis de apoio:
C’ij : instante da disponibilização da tarefa i no estágio j
Cij : instante do termino da execução da tarefa i no estágio j
Dkj : instante de disponibilidade da máquina k, no estágio j
O atraso total será a somatória dos atrasos de cada uma das tarefas e poderá ser
calculado através da seguinte expressão:
Max (0, di - Cij) (1)
Onde j sendo o último estágio de processamento.
O algoritmo basicamente verifica, após cada tarefa ser alocada em um estágio, quais
tarefas estão disponíveis naquele momento e compara com o momento de
disponibilidade das k máquinas presentes naquele estágio. Se mais de uma tarefa estiver
disponível utiliza-se a regra de despacho para a priorização da ordem.
Podemos calcular o momento de disponibilidade da tarefa pela seguinte equação:
C’i1 = 0 (2)
C’ij = Ci,j-1 (3)
Além disso, a disponibilidade das k máquinas nos j estágios é dado por
Dk,j = Dk,j -1 + pij (4)
Onde pij é o tempo de processamento da última tarefa a ser efetuada naquela máquina

37
Devemos ressaltar que o tempo de disponibilidade da máquina no início de cada estágio
é dado pelo tempo de término de execução da primeira tarefa no estágio anterior. No
início da simulação, no primeiro estágio, todos esses tempos são iguais a zero.
O algoritmo inicia -se no primeiro estágio e fornece toda a ordem de execução das
tarefas naquele estágio. Após a alocação de todas as tarefas, passa-se ao estágio
subseqüente e repete-se o processo até o último estágio de processamento.
Para um melhor entendimento do algoritmo utilizado, mostraremos a seguir seu
funcionamento passo a passo.
Etapa 1
Ordenar os produtos em ordem crescente de acordo com a regra de prioridade escolhida para cada um dos estágios.
Etapa 2
Selecionar o produto que tenha a prioridade e alocar na a tarefa na máquina que tenha o
menor tempo de disponibilidade de acordo com a expressão (4)
Etapa 3
Atualizar o tempo de disponibilidade para a máquina selecionada de acordo com a
expressão (4) e para o produto processado de acordo com expressão (3)
Etapa 4
Repetir a etapa 2 até que todas as tarefas do primeiro estágio tenham sido processadas.
Ao término da repetição, passar para a análise do estágio subseqüente.

38
Etapa 5
Selecionar o produto que tenha prioridade de processamento. Comparar a
disponibilidade do produto analisado de acordo com a expressão (3) com o menor tempo
de disponibilidade das máquinas (calculado a partir da expressão (4)) do estágio em
estudo.
Etapa 6
Se o tempo de disponibilidade do produto for maior que o tempo de disponibilidade da
máquina, retornar à etapa 5 . Se menor ou igual, prosseguir para a etapa 7.
Etapa 7
Atualizar o tempo de disponibilidade para a máquina selecionada de acordo com a
expressão (4) e para o produto processado de acordo com expressão (3)
Etapa 8
Se existirem produtos a serem processados no estágio em estudo, retornar à etapa 5. Se
não restarem produtos, prosseguir para a etapa 9.
Etapa 9
Enquanto restarem estágios de processamento, retornar à etapa 5. Se todos estágios já
tiverem sido processados,a simulação está simulação terminada.
Para a validação do algoritmo e a própria escolha da regra de priorização, uma análise
preliminar deverá ser efetuada. Isto é, será analisado um mini programa na Metalúrgica
Onix, utilizando-se uma capacidade parcial de processamento. Dessa forma, poderemos
avaliar qual regra de despacho que fornece a melhor solução e, baseando-se nesse
experimento, fazer a programação de tarefas de toda a produção da Metalúrgica Onix.
39
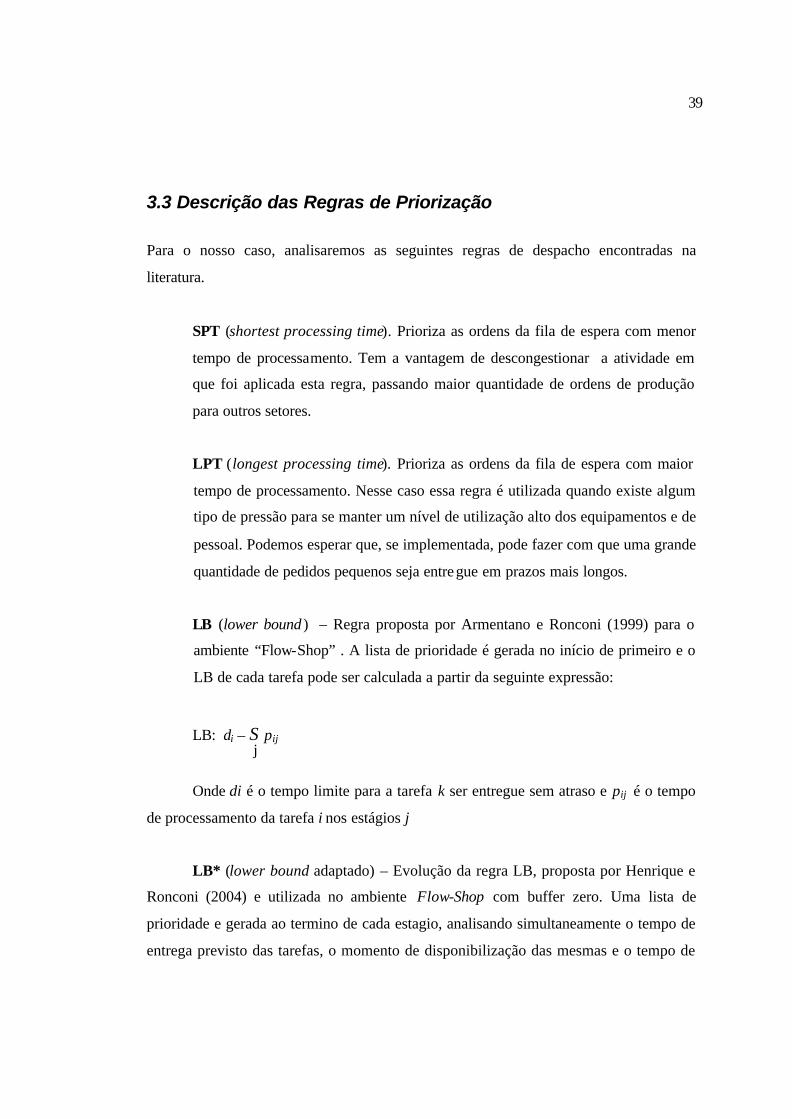
3.3 Descrição das Regras de Priorização
Para o nosso caso, analisaremos as seguintes regras de despacho encontradas na
literatura.
SPT (shortest processing time). Prioriza as ordens da fila de espera com menor
tempo de processamento. Tem a vantagem de descongestionar a atividade em
que foi aplicada esta regra, passando maior quantidade de ordens de produção
para outros setores.
LPT (longest processing time). Prioriza as ordens da fila de espera com maior
tempo de processamento. Nesse caso essa regra é utilizada quando existe algum
tipo de pressão para se manter um nível de utilização alto dos equipamentos e de
pessoal. Podemos esperar que, se implementada, pode fazer com que uma grande
quantidade de pedidos pequenos seja entregue em prazos mais longos.
LB (lower bound ) – Regra proposta por Armentano e Ronconi (1999) para o
ambiente “Flow-Shop” . A lista de prioridade é gerada no início de primeiro e o
LB de cada tarefa pode ser calculada a partir da seguinte expressão:
LB: di – Σ pij
Onde di é o tempo limite para a tarefa k ser entregue sem atraso e pij é o tempo
de processamento da tarefa i nos estágios j
LB* (lower bound adaptado) – Evolução da regra LB, proposta por Henrique e
Ronconi (2004) e utilizada no ambiente Flow-Shop com buffer zero. Uma lista de
prioridade e gerada ao termino de cada estagio, analisando simultaneamente o tempo de
entrega previsto das tarefas, o momento de disponibilização das mesmas e o tempo de
j

40
lead-time restante das tarefas. Diferentemente da LB tradicional, esta regra de prioridade
pode ser considerada como uma regra de despacho dinâmica e por isso tende a priorizar
as tarefas de uma forma mais eficiente.
Após cada estagio, deve-se gerar uma lista de prioridade baseada na seguinte
equação.
LB*= di - C’ij -Σ pij
Onde di é o tempo limite para a tarefa k ser entregue sem atraso e pij é o tempo
de processamento da tarefa i nos j estágios restante de produção e C’ij e o momento de
disponibilização da tarefa i no estagio de processamento a ser avaliado.
EDD (earliest due date). Utilizada para flow-shops dinâmicos por Barrett e
Kadipasaoglu (1990), prioriza as ordens da fila de espera com menor tempo previsto de
entrega. Tem a vantagem de, teoricamente, permitir que as tarefas com tempo de entrega
mais curtos e portanto passiveis de um maior atraso serem processadas antes.
EDD* Adaptação da regra EDD. Nesse caso, para cada tarefa serão analisados
os tempos previstos de entrega e o tempo total de lead time. Primeiro seleciona-se o
menor entre o tempo de entrega e o tempo de lead-time. Em seguida prioriza-se as
ordens da fila de espera com o menor tempo. Essa regra é excelente para a realidade
encontrada atualmente na Metalúrgica Ônix, pois analisa não apenas o tempo de entrega
mas também se a tarefa já esta atrasada independentemente de ser processada antes.
Nesse caso o tempo de processamento será maior que o tempo de entrega, priorizando-
se as tarefas com menor tempo de entrega.
41
CAPITULO 4. TESTES PRELIMINARES Neste capítulo, as heurísticas previstas são avaliadas de acordo com suas performances.
São realizados testes preliminares que utilizam como base apenas parte da produção da
Metalúrgica Onix. Além disso, outra simulação é realizada utilizando dados gerados
aleatoriamente pelo Excel.
4.1 Descrição do Sistema
O programa que definirá a programação da produção na metalúrgica Onix deve ser
funcional e acima de tudo, de simples utilização. Além disso, o mesmo deve ser capaz
de ser facilmente manipulado em eventuais mudanças na produção (principalmente
devido a novas encomendas não previstas).
Por fim, deve ser capaz de mostrar visualmente qual a ordem de entrada de cada um dos
produtos nos diversos estágios de produção, ou seja: O programa deve ser capaz de
gerar, a cada uma das simulações o Gráfico de Gantt do cenário previsto.
Os dados de entrada são:
• Produtos a serem processados
• Tempo de processamento em cada um dos estágios
• Número de máquinas em cada um dos estágios
• Prioridade de processamento em cada um dos estágios
A prioridade de processamento será utilizada apenas em casos de empate, isto é: No
início de cada estágio um dos estágios avalia-se, para todos os produtos, o tempo de
termino da tarefa no estagio imediatamente anterior. A prioridade será sempre dada
42
para a tarefa com menor tempo de término e, em caso de empate, a prioridade será
levada em conta.
Um dos objetivos desse trabalho é exatamente avaliar o impacto que a regra de
prioridade tem no atraso global da fábrica.
4.2 Ambiente de Simulação
O ambiente escolhido para a simulação e inserção dos dados foi o Excel. Por apresentar
uma interface conhecida além de bastante funcional e clara. A grande vantagem do
Excel em relação ao ambiente C, por exemplo, é a facilidade e rapidez que se permite
uma mudança nos dados de simulação.
Essa característica é extremamente importante para a Metalúrgica, pois os impactos
causados por uma máquina quebrada, por exemplo, poderão ser rapidamente avaliados
pela Área de Produção.
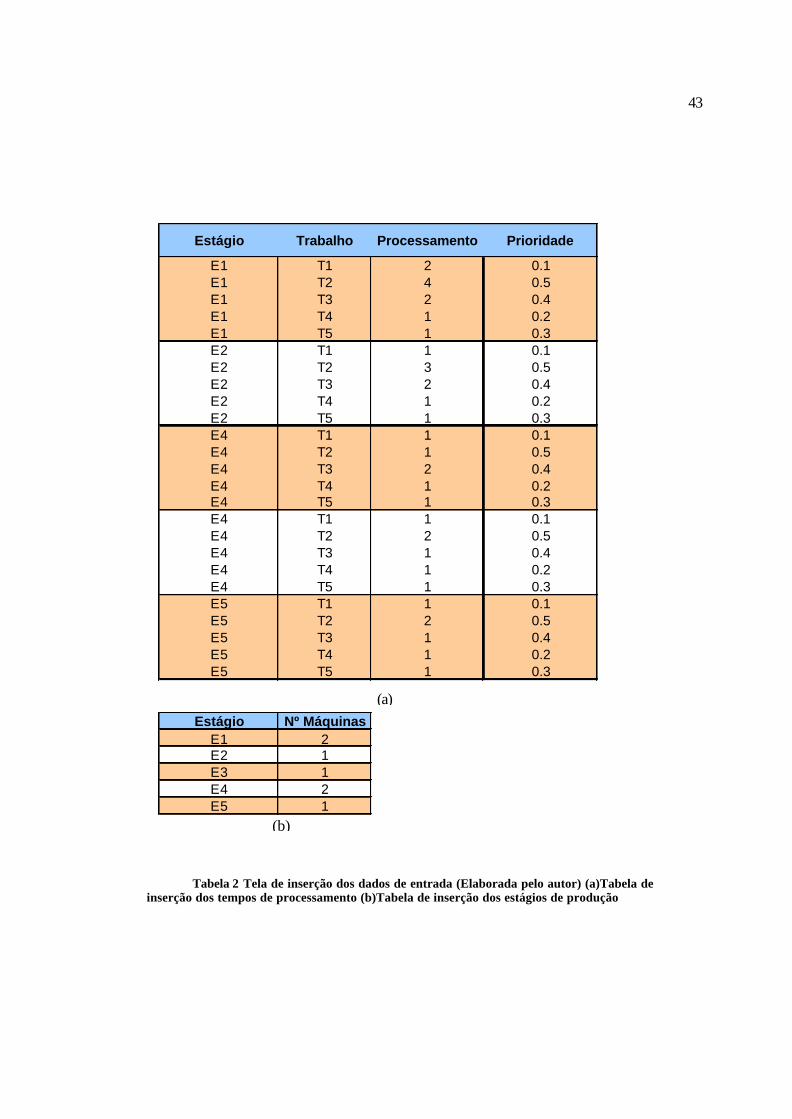
A tela para inserção dos parâmetros de produção é mostrada na Tabela 2
43
Tabela 2 Tela de inserção dos dados de entrada (Elaborada pelo autor) (a)Tabela de inserção dos tempos de processamento (b)Tabela de inserção dos estágios de produção
Estágio Trabalho Processamento Prioridade
E1 T1 2 0.1E1 T2 4 0.5E1 T3 2 0.4E1 T4 1 0.2E1 T5 1 0.3E2 T1 1 0.1E2 T2 3 0.5E2 T3 2 0.4E2 T4 1 0.2E2 T5 1 0.3E4 T1 1 0.1E4 T2 1 0.5E4 T3 2 0.4E4 T4 1 0.2E4 T5 1 0.3E4 T1 1 0.1E4 T2 2 0.5E4 T3 1 0.4E4 T4 1 0.2E4 T5 1 0.3E5 T1 1 0.1E5 T2 2 0.5E5 T3 1 0.4E5 T4 1 0.2E5 T5 1 0.3
Estágio Nº MáquinasE1 2E2 1E3 1E4 2E5 1
(a)
(b)

44
A primeira coluna se destina aos estágios de produção os quais os produtos estão
relacionados. Em seguida, na segunda coluna, os trabalhos a serem executados pela
produção seguidos pelos seus respectivos tempos de processamento (terceira coluna).
Por fim, na ultima coluna são relacionadas as regras de prioridades. Para efeitos
práticos, a ordem de prioridade foi colocada como números decimais, onde a ordem de
sequenciamento será dada pela ordem crescente dos mesmos.
Na tabela menor, são discriminadas o número de máquinas encontradas em cada estágio
de produção. Para efeitos de simulação, o limitante superior de máquinas por estágio é o
número de tarefas a serem executadas. Obviamente, em um exemplo preliminar onde
são executadas poucas tarefas esse número pode eventualmente ser inferior à realidade.
No entanto, em uma simulação que se aproxime da realidade, com dezenas de produtos
sendo processados, esse fator limitante não será alcançado.
4.3 Saída da Simulação
Existem muitas formas de realizar uma programação e controlá- la. Segundo
ZACCARELLI (1973), uma delas é a utilização do Gráfico de Gantt. O gráfico de Gantt
é uma ferramenta bastante útil tanto para o controle, como para a programação e
acompanhamento da produção. Essa ferramenta exerce um papel fundamental, que é o
de facilitar o entendimento do processo de programação.
ZACCARELLI (1973) afirma que o gráfico de Gantt apresenta uma maneira clara de
estabelecer e representar a programação. Entretanto, o próprio autor afirma que estes
não são usados com muita freqüência. Isso se deve ao fato de o procedimento para
preparação destes gráficos, apesar de simples, é muito trabalhoso e sujeito a erros. Cada
vez que ocorrem eventos imprevisíveis como: quebra de ferramentas, falta de operários,
cancelamentos de ordens de produção, entre outros, um grande número de alterações nos

45
gráficos deverá ser feita. Cada alteração afetará um grande número de trabalhos gerando
um grande retrabalho para o programador.
Mesmo sabendo que Grafico de Gantt é extremamente trabalhosa e pouco flexível em
ambientes de constantes mudanças (caso da Metalúrgica Onix), consideramos que o
mesmo é uma ferramenta valiosa na programação e principalmente no acompanhamento
da produção.
Dessa forma, o resultado da simulação será exatamente o Grafico de Gantt da produção.
Acreditamos que o ambiente previsto de simulação permite uma grande flexibilidade
operacional e, em casos de eventos não previstos, o tempo necessário para a correção
desse Gráfico será pequeno. Portanto, os operadores poderão ser informados com a
rapidez necessária em uma eventual mudança na programação da produção.
O método de simulação no Excel ainda proporciona extrema flexibilidade para qualquer
tipo de mudança abrupta na programação da produção. A maneira como o software foi
construído permite ao usuário a total manipulação das tarefas a serem operadas. Em um
eventual pedido de emergência, a produção processada pode ser “esquecida”. Isto é,
pode-se avaliar o impacto do que ainda resta ser processado apenas com algumas
mudanças no tempo de processamento e dos próprios estágios de operação restantes.
Por fim, o Gráfico de Gantt é uma ferramenta conhecida por todos os operadores da
Metalúrgica Onix e extremamente simples de ser compreendida. Caberá apenas ao
Departamento de Planejamento informar à Produção que a Programação foi alterada e
que um novo roteiro de produção foi gerado.

46
Na figura 5 a seguir, mostramos um exemplo de resultado que será plotado ao término
da simulação da produção:
Figura 5 Saída de dados simul ados (Elaborada pelo autor)
4.4 Características da Simulação
A Metalúrgica Ônix trabalha fundamentalmente por encomendas e por isso, cada nova
peça passa por uma avaliação prévia por parte do Departamento Técnico.
É nessa fase que o caminho de produção de cada um dos produtos é previsto. No caso,
além dos estágios de processamento, é feita uma estimativa de diversos fatores que
influenciarão diretamente o tempo de produção e portanto possíveis atrasos. Entre eles:
• Lote Mínimo de Produção
• Tempo de Set-Up das Máquinas
• Construção do Ferramental Necessário
• Tempo de Passagem do Lote em cada estágio
• Terceirização de Processos
Estagio Máquina Trabalhos
E1 M11 T1 T5 T2
E1 M12 T4 T3
E2 M21 T4 T1 T5 T3 T2
E3 M31 T4 T1 T5 T3 T2
E4 M41 T4 T5 T2
E4 M42 T1 T3
E5 M51 T4 T1 T5 T3 T2
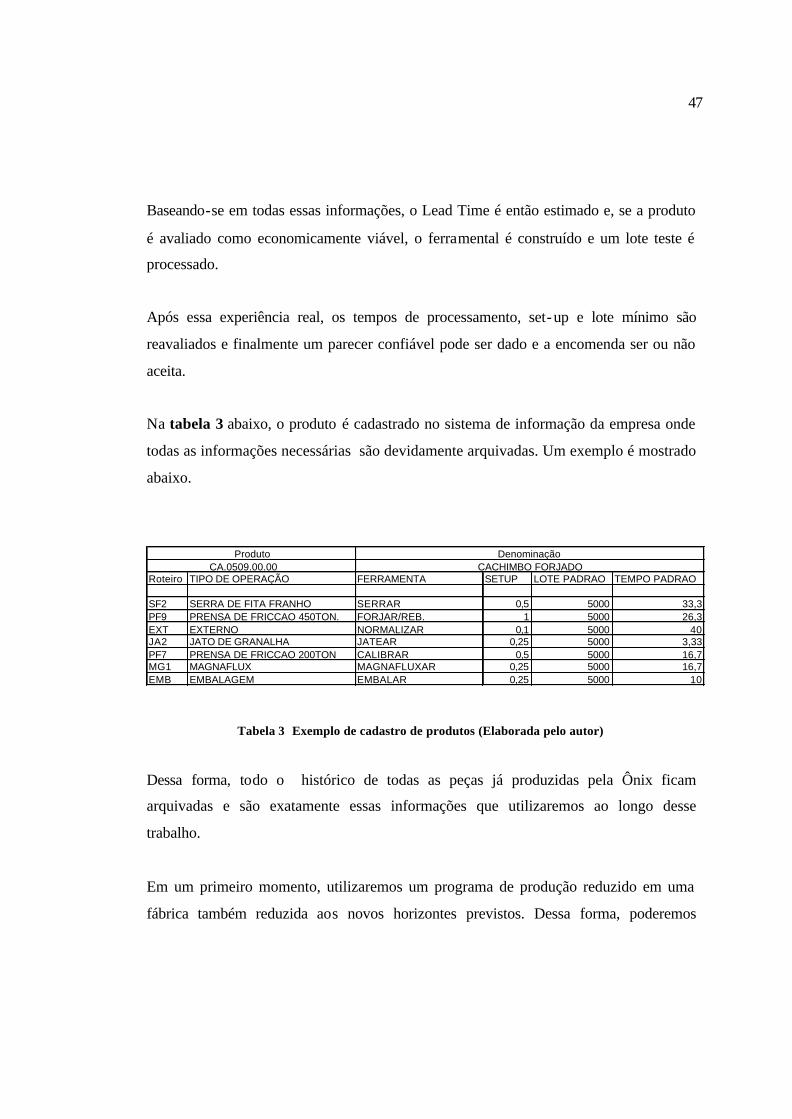
47
Baseando-se em todas essas informações, o Lead Time é então estimado e, se a produto
é avaliado como economicamente viável, o ferramental é construído e um lote teste é
processado.
Após essa experiência real, os tempos de processamento, set-up e lote mínimo são
reavaliados e finalmente um parecer confiável pode ser dado e a encomenda ser ou não
aceita.
Na tabela 3 abaixo, o produto é cadastrado no sistema de informação da empresa onde
todas as informações necessárias são devidamente arquivadas. Um exemplo é mostrado
abaixo.
Tabela 3 Exemplo de cadastro de produtos (Elaborada pelo autor)
Dessa forma, todo o histórico de todas as peças já produzidas pela Ônix ficam
arquivadas e são exatamente essas informações que utilizaremos ao longo desse
trabalho.
Em um primeiro momento, utilizaremos um programa de produção reduzido em uma
fábrica também reduzida aos novos horizontes previstos. Dessa forma, poderemos
Roteiro TIPO DE OPERAÇÃO FERRAMENTA SETUP LOTE PADRAO TEMPO PADRAO
SF2 SERRA DE FITA FRANHO SERRAR 0,5 5000 33,3PF9 PRENSA DE FRICCAO 450TON. FORJAR/REB. 1 5000 26,3EXT EXTERNO NORMALIZAR 0,1 5000 40JA2 JATO DE GRANALHA JATEAR 0,25 5000 3,33PF7 PRENSA DE FRICCAO 200TON CALIBRAR 0,5 5000 16,7MG1 MAGNAFLUX MAGNAFLUXAR 0,25 5000 16,7EMB EMBALAGEM EMBALAR 0,25 5000 10
CACHIMBO FORJADODenominaçãoProduto
CA.0509.00.00

48
avaliar qual das heurísticas apresenta melhor resultado em um ambiente real de
produção.
Isto é, com uma fábrica com recursos reduzidos processando um programa também
menor, seremos capazes de criar um cenário próximo da realidade. Ou seja, gargalos de
produção e atrasos poderão ser simulados e posteriormente avaliados. Selecionaremos
então uma solução que minimize a somatória dos atrasos totais.
Naturalmente é necessário que a simulação se aproxime a máximo possível da realidade
encontrada na Metalúrgica Onix. Dessa forma, com a ajuda da Diretoria Técnica, foram
selecionados alguns produtos considerados relevantes e criou-se uma fábrica em formato
reduzido que fosse capaz de processar essa nova realidade.
Na seleção dos produtos foram levados em conta os seguintes parâmetros:
• Importância no orçamento total da metalúrgica
• Importância no peso ponderado da produção total
• Produto com relevância nos gargalos encontrados atualmente no
processo produtivo
• Passagem do produto pelos diversos estágios de produção
Baseando-se nesses aspectos foram selecionados os produtos desejados, mostrados a
seguir.
• Cubo Forjado
• Cachimbo Forjado
• Anel Forjado
• Flange Forjada
• Porca Hexagonal

49
Como dito anteriormente, cada produto dispõe de uma ficha cadastral particular, onde
ficam armazenadas informações específicas dos mesmos. Poderemos encontrar outras
informações relevantes sobre os produtos.
Com base nos produtos selecionados, a simulação será baseada a partir dos seguintes
recursos produtivos:
• Serra de Fita (2 máquinas)
• Prensa 450 Toneladas
• Jato de Granalha
• Prensa 200 Toneladas (2 máquinas)
• Magnaflux
Além disso, uma vez que, apesar do cenário previsto ser próximo à realidade, alguns
fatores que podem influenciar os resultados obtidos como tamanho da produção e
número de máquinas por estágio, não serão levados em conta. Dessa forma, além da
simulação com dados reais, é necessário uma outra visão que leve em consideração os
fatores descritos acima.
Assim, a seleção da regra de prioridade mais adequada para a realidade da Metalúrgica
Onix levará em conta tanto um cenário de produção que se aproxima daquele
encontrado na fábrica como um outro cenário “idealizado”, que levará em conta outros
fatores que deixarão de serem avaliados.
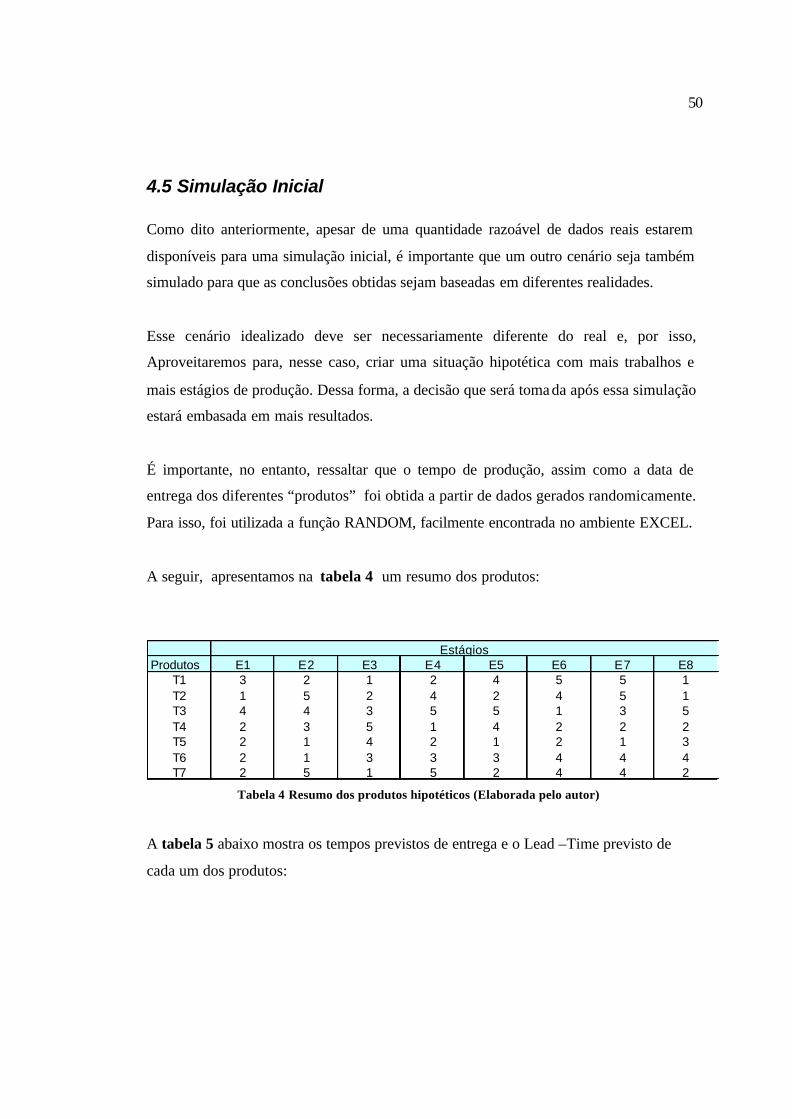
50
4.5 Simulação Inicial Como dito anteriormente, apesar de uma quantidade razoável de dados reais estarem
disponíveis para uma simulação inicial, é importante que um outro cenário seja também
simulado para que as conclusões obtidas sejam baseadas em diferentes realidades.
Esse cenário idealizado deve ser necessariamente diferente do real e, por isso,
Aproveitaremos para, nesse caso, criar uma situação hipotética com mais trabalhos e
mais estágios de produção. Dessa forma, a decisão que será toma da após essa simulação
estará embasada em mais resultados.
É importante, no entanto, ressaltar que o tempo de produção, assim como a data de
entrega dos diferentes “produtos” foi obtida a partir de dados gerados randomicamente.
Para isso, foi utilizada a função RANDOM, facilmente encontrada no ambiente EXCEL.
A seguir, apresentamos na tabela 4 um resumo dos produtos:
Tabela 4 Resumo dos produtos hipotéticos (Elaborada pelo autor)
A tabela 5 abaixo mostra os tempos previstos de entrega e o Lead –Time previsto de
cada um dos produtos:
Produtos E1 E2 E3 E4 E5 E6 E7 E8T1 3 2 1 2 4 5 5 1T2 1 5 2 4 2 4 5 1T3 4 4 3 5 5 1 3 5T4 2 3 5 1 4 2 2 2T5 2 1 4 2 1 2 1 3T6 2 1 3 3 3 4 4 4T7 2 5 1 5 2 4 4 2
Estágios

51
Tabela 5 Tempo de Lead-Time e entrega dos produtos hipotéticos (Elaborada pelo autor)
4.6 Simulação Teste da Produção
Sabendo-se que as heurísticas serão avaliadas a partir de somatória dos atrasos, é
necessário, como no caso anterior, definir qual a data de entrega de cada um dos
produtos. Na tabela 6 a seguir mostraremos um resumo de cada um deles.
Tabela 6 Resumo dos parâmetros dos produtos simulados (Elaborada pelo autor)
O tempo de set-up das máquinas para cada um dos produtos foi adicionado ao tempo
efetivo de produção de um lote. Nota-se que existem máquinas onde o produto não é
processado.
Na tabela 7 abaixo, são mostradas as datas previstas de entrega de cada um dos
produtos. Pode-se notar que se cada um dos produtos fosse processado separadamente,
seríamos capazes de entregar cada um deles no tempo hábil. A princípio esse cenário
pode ser considerado como padrão, isto é, a data de entrega ser menor que o Lead Time
dos produtos.
Produto Serra de Fita Prensa 450 Jato de Granalha Prensa 200 Magnaflux Lead Time (Dias)Cubo Forjado 2.00 1.00 1.00 0.00 0.00 4.00Cachimbo Forjado 4.00 3.00 1.00 2.00 2.00 12.00Anel forjado 2.00 2.00 2.00 0.00 0.00 6.00Flange forjada 1.00 1.00 1.00 0.00 0.00 3.00Porca hexagonal 1.00 1.00 1.00 0.00 0.00 3.00
Produto Entrega Lead-TimeT1 40 23T2 27 24T3 35 30T4 25 21T5 20 16T6 25 24T7 26 25

52
Tabela 7 Datas de entrega dos produtos (Elaborada pelo autor)
Mesmo assim, sabendo-se que um dos objetivos do programa é fornecer uma solução
rápida em casos onde parte da produção tenha sido alterada, é fácil notar que,
poderemos nos deparar freqüentemente com um cenário onde o tempo total de
produção seja maior do que o tempo de entrega.
4.7 Resultados Iniciais Os resultados obtidos com cada uma das heurísticas serão avaliados de acordo com a
somatória dos atrasos gerados por cada uma das tarefas previstas pela produção. Como
dito, o resultado fornecido pelo software será o Grafico de Gantt dos diversos cenários
simulados.
Para a simulação com os dados virtuais, ou seja, aqueles obtidos a partir da função
Random do Excel, foram obtidos os seguintes atrasos totais, mostrados na tabela 8 a
seguir :
Produto Data de EntregaCubo Forjado 5.00Cachimbo Forjado 15.00Anel forjado 10.00Flange forjada 8.00Porca hexagonal 10.00
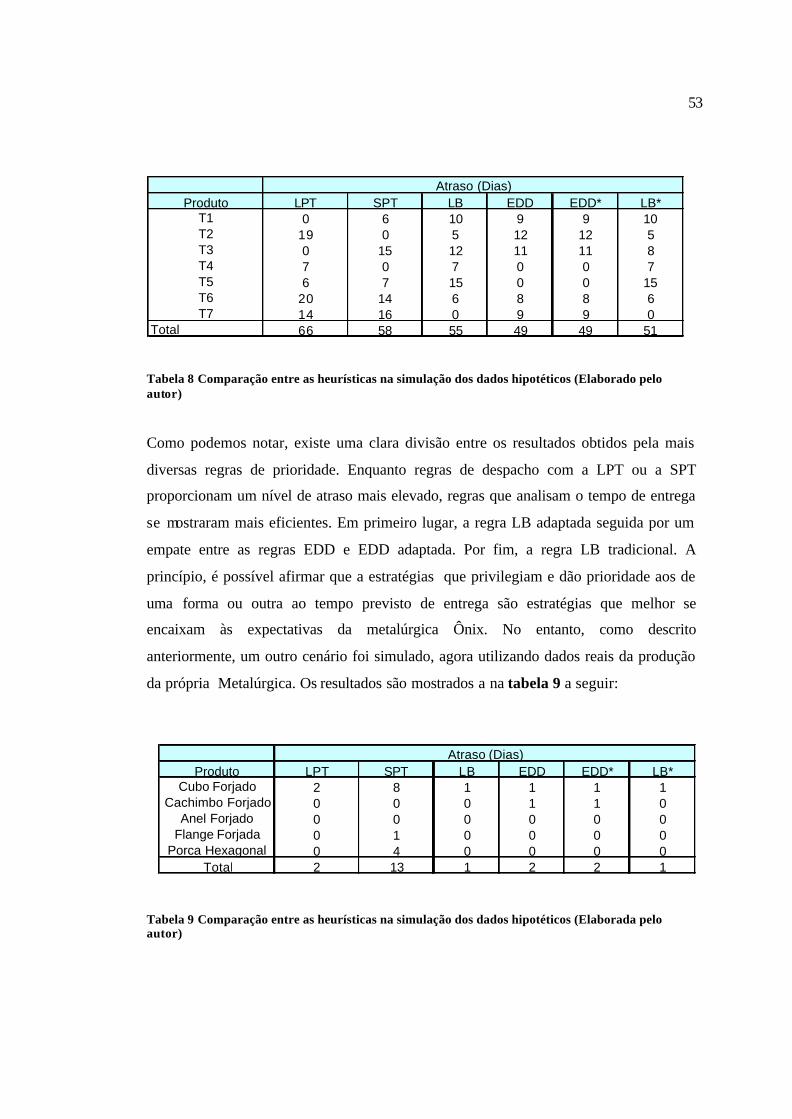
53
Tabela 8 Comparação entre as heurísticas na simulação dos dados hipotéticos (Elaborado pelo autor)
Como podemos notar, existe uma clara divisão entre os resultados obtidos pela mais
diversas regras de prioridade. Enquanto regras de despacho com a LPT ou a SPT
proporcionam um nível de atraso mais elevado, regras que analisam o tempo de entrega
se mostraram mais eficientes. Em primeiro lugar, a regra LB adaptada seguida por um
empate entre as regras EDD e EDD adaptada. Por fim, a regra LB tradicional. A
princípio, é possível afirmar que a estratégias que privilegiam e dão prioridade aos de
uma forma ou outra ao tempo previsto de entrega são estratégias que melhor se
encaixam às expectativas da metalúrgica Ônix. No entanto, como descrito
anteriormente, um outro cenário foi simulado, agora utilizando dados reais da produção
da própria Metalúrgica. Os resultados são mostrados a na tabela 9 a seguir:
Tabela 9 Comparação entre as heurísticas na simulação dos dados hipotéticos (Elaborada pelo autor)
Atraso (Dias)Produto LPT SPT LB EDD EDD* LB*
T1 0 6 10 9 9 10T2 19 0 5 12 12 5T3 0 15 12 11 11 8T4 7 0 7 0 0 7T5 6 7 15 0 0 15T6 20 14 6 8 8 6T7 14 16 0 9 9 0
Total 66 58 55 49 49 51
Atraso (Dias)Produto LPT SPT LB EDD EDD* LB*
Cubo Forjado 2 8 1 1 1 1Cachimbo Forjado 0 0 0 1 1 0
Anel Forjado 0 0 0 0 0 0Flange Forjada 0 1 0 0 0 0
Porca Hexagonal 0 4 0 0 0 0Total 2 13 1 2 2 1
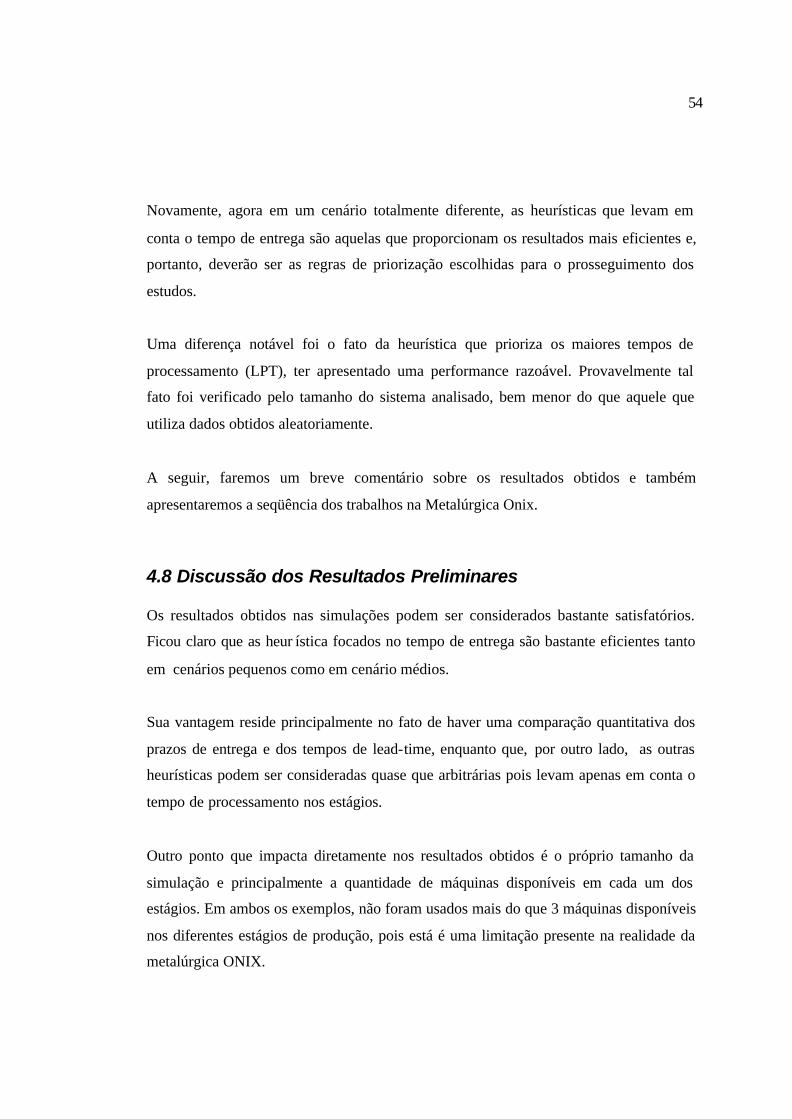
54
Novamente, agora em um cenário totalmente diferente, as heurísticas que levam em
conta o tempo de entrega são aquelas que proporcionam os resultados mais eficientes e,
portanto, deverão ser as regras de priorização escolhidas para o prosseguimento dos
estudos.
Uma diferença notável foi o fato da heurística que prioriza os maiores tempos de
processamento (LPT), ter apresentado uma performance razoável. Provavelmente tal
fato foi verificado pelo tamanho do sistema analisado, bem menor do que aquele que
utiliza dados obtidos aleatoriamente.
A seguir, faremos um breve comentário sobre os resultados obtidos e também
apresentaremos a seqüência dos trabalhos na Metalúrgica Onix.
4.8 Discussão dos Resultados Preliminares Os resultados obtidos nas simulações podem ser considerados bastante satisfatórios.
Ficou claro que as heur ística focados no tempo de entrega são bastante eficientes tanto
em cenários pequenos como em cenário médios.
Sua vantagem reside principalmente no fato de haver uma comparação quantitativa dos
prazos de entrega e dos tempos de lead-time, enquanto que, por outro lado, as outras
heurísticas podem ser consideradas quase que arbitrárias pois levam apenas em conta o
tempo de processamento nos estágios.
Outro ponto que impacta diretamente nos resultados obtidos é o próprio tamanho da
simulação e principalmente a quantidade de máquinas disponíveis em cada um dos
estágios. Em ambos os exemplos, não foram usados mais do que 3 máquinas disponíveis
nos diferentes estágios de produção, pois está é uma limitação presente na realidade da
metalúrgica ONIX.

55
A tendência esperada é, quanto maior o cenário e, portanto maior sua complexidade, é
necessário utilizar algum embasamento, senão teórico ou quantitativo, algum tipo de
controle baseado na experiência, no caso da Metalúrgica, do gerente de produção da
fábrica.
Assim, se utilizarmos apenas uma regra de despacho que baseia sua prioridade apenas
em um fato isolado (no caso, tempo de produção nos estágios) é esperado que os atrasos
causados por esse tipo de estratégia seja maior, o que realmente foi verificado.
Além disso, em cenários onde não existam muitas máquinas trabalhando em paralelo, é
esperado que a regra de prioridade seja pouco usada, pois esta só fará sentido se 2 ou
mais produtos estiverem disponíveis no mesmo momento para a mesma máquina.
Assim, com poucas máquinas em paralelo, essa situação raramente aparece tornando
ordem de prioridade do primeiro estágio de produção praticamente ditará a ordem de
produção dos estágios subseqüentes.
Dessa forma, no caso de utilizarmos, por exemplo, as heurísticas SPT ou LPT, onde o
tempo de processamento no primeiro estágio não necessariamente está relacionada com
os estágios subseqüentes e portanto com lead-time, este será responsável pela ordenação
de boa parte da produção.
Nesse ponto que residem as vantagens das heurísticas LB e LB*, pois estas analisam a
diferença entre o tempo de lead-time e o tempo de entrega. A priorização será
exatamente dada àqueles produtos onde o tempo livre ocioso for o menor.
As vantagens das heurísticas EDD e EDD* residem no fato das mesmas analisarem
exclusivamente o tempo de entrega das tarefas. No caso da regra EDD dá-se prioridade
às tarefas que apresentarem um menor tempo previsto de entrega, já na EDD* a

56
comparação entre o lead-time e o tempo de entrega tenta adaptar a realidade da
Metalúrgica para uma regra de despacho.
Para o prosseguimento desse trabalho, pelo fato dos testes preliminares não mostrarem a
superioridade nítida de uma regra de despacho em relação às outras, utilizaremos para a
simulação da produção real da Metalúrgica Ônix todas as 4 regras que utilizam, de
alguma forma, o tempo de entrega dos produtos para a seleção da ordem de priorização
das tarefas. Ou seja, serão efetuadas 4 simulações diferentes, onde utilizaremos as regras
LB, LB*, EDD e EDD*.
57
CAPITULO 5 SIMULAÇÃO DO PROBLEMA REAL
5.1 Considerações Iniciais
Escolhida a melhor heurística, agora devemos passar para a simulação de um horizonte
maior de produção e fazer a comparação com a programação prevista pela Metalúrgica e
identificar os pontos onde existe espaço para agregação de valor e uma diminuição dos
atrasos acumulados.
O cenário escolhido é relativo à produção prevista para o mês de setembro. Atualmente,
a Metalúrgica Onix conta com aproximadamente 450 produtos em seu portfolio e no
mês de setembro foram produzidos aproximadamente 50 tipos de forjados.
Poderemos notar na notar na tabela 10 a seguir que alguns produtos possuem o mesmo
nome, apesar de serem classificados de forma diferente. Isso se deve basicamente pelos
seguintes motivos:
• Diferenças nos tratamentos do produto final.
• Matéria-prima diferente, exigindo caminhos de produção diferentes.
Como a produção foi baseada principalmente na demanda acumulada de setembro,
muitas vezes os lotes a serem fabricados não são propriamente os lotes econômicos dos
produtos. Para efeitos da simulação, essa característica não foi levada em conta e não
será motivo de questionamento pois a mesma foge do escopo desse trabalho.
58
5.2 Mudanças Observadas Ao longo dos últimos meses, a Metalúrgica Onix aumentou de forma sensível sua
produção, aproveitando-se principalmente da ociosidade de suas máquinas ,aumento de
pedidos e reaquecimento do mercado de produtos forjados. clientes e os atrasos na
produção tornaram-se repetitivos.
Dessa forma, a capacidade produtiva já não era mais capaz de satisfazer com a mesma
qualidade seus clientes, os atrasos na produção tornaram-se repetitivos e um aumento da
capacidade tornou-se necessário.
Uma prensa de fricção mais robusta foi adquirida e muitos dos gargalos de produção,
concentrados principalmente na parte da forjaria propriamente dita foram reduzidos.
Mesmo assim, as duas prensas já existentes continuaram bastante carregadas, pois novos
produtos foram adicionados ao portfolio de produção da Metalúrgica Onix,
impulsionados pelo fato da capacidade produtiva ter sido aumentada e porque muitas
ordens não eram aceitas por falta de capacidade técnica: As prensas existentes não eram
capazes de trabalhar com todos os tipos de bitolas.
Como a instalação da nova prensa de fricção é recente, sua produtividade é
razoavelmente baixa pois fica boa parte do tempo em manutenção e pois é usada apenas
para produtos que devem necessariamente ser forjados nela. Mesmo sabendo-se que a
simulação não será prejudicada futuramente esse novo cenário deverá ser levado em
conta, ou seja, haverá uma outra alternativa para o caminho de produção dos produtos.

59
5.3 Cenário de Simulação Portfolio de Produtos
Como dito anteriormente, a produção prevista para setembro engloba aproximadamente
50 produtos diferentes entre hastes, mancais e terminais entre outros mostrados na
tabela 10 abaixo.
Tabela 10 Portfolio de produção (Elaborada pelo autor)
Código NomeHÁ.0318 HASTEHÁ.0352 ENGATE P/ CORRENTELU.0599 LUVA SELETORAMA.0304 MANCALMA.0332 MANCALMA.0408 MANCALMA.0409 CAPA DE MANCALMA.0422 MANCALMA.0444 MANCALMA.0464 MANCALMA.0604 BEARINGMN.0541 MANILHA RETAMN.0563 MANILHA RETAMN.0578 CORPO DE MANILHAMN.0601 MANILHAMN.0614 MANILHA RETAMU.0301 MUNHÃOMU.0404 GRANADAMU.0458 MUNHÃOMU.0613 MUNHÃOPA.0431 PARAFUSO FORJADOPC.0517 PORCA HEXAGONALPC.0533 PORCA
Código NomePC.0538 PORCA SEXTAVADAPA.0323 HASTEPC.0542 PORCA MXPE.0429 PEDAL BOQUEPE.0430 BRAÇO COMANDOPI.0619 PINO DUPLO BRUTOPI.0622 PINO FORJADOPI.0623 PINO FORJADOPI.0654 PINO DUPLO
PO.0499 PONTEIRAPR.0571 PROTESE SPOACSU.0327 SUPORTESU.0491 SUPORTETA.0325 TAMPATE.0337 TERMINALTE.0338 TERMINALTE.0360 ARTICULAÇÃOTE.0361 HASTETE.0362 PINOTE.0379 HASTETE.0388 TERMINALTE.0389 TERMINALTE.0452 HASTE

60
Lote Econômico , Lote Padrão e Lote de Produção
Ao longo desse trabalho, pode-se notar que a produção não é necessariamente baseada
no lote econômico ou no lote padrão, apesar dos mesmos serem calculados pelo gerente
de produção. A tabela a seguir mostra a quantidade de produtos que deverão ser
produzida no mês de setembro para cada um dos produtos em comparação tanto com os
lotes econômicos como com os lotes econômicos dos mesmos.
É importante notarmos a diferença de tamanho de cada um dos lotes pelo fato dos
tempos de produção previstos são baseados no lote padrão de produção. Assim, o tempo
previsto para cada uma das operações será uma fração do tempo que visualizamos na
base de dados da Metalúrgica Onix. Os produtos, como notamos na tabela 11 abaixo,
foram renumerados com algarismos de 2 dígitos simplesmente para facilitarmos a leitura
dos produtos ao termino da simulação.

61
Tabela 11 Lote Padrão, Lote Econômico e Produção Prevista (Elaborada pelo autor)
Número Código Nome Lote Padrão. Lote Econõmico Produção Prevista1 HÁ.0318 HASTE 750 750 5002 HÁ.0352 ENGATE P/ CORRENTE 750 100 503 LU.0599 LUVA SELETORA 650 100 1004 MA.0304 MANCAL 100 45 455 MA.0332 MANCAL 250 45 906 MA.0408 MANCAL 40 45 907 MA.0409 CAPA DE MANCAL 50 45 908 MA.0422 MANCAL 250 45 459 MA.0444 MANCAL 250 100 15010 MA.0464 MANCAL 250 750 75011 MA.0604 BEARING 100 100 10012 MN.0541 MANILHA RETA 2000 1000 50013 MN.0563 MANILHA RETA 2000 1000 50014 MN.0578 CORPO DE MANILHA 200 300 35015 MN.0601 MANILHA 200 200 10016 MN.0614 MANILHA RETA 4500 1000 50017 MU.0301 MUNHÃO 250 200 10018 MU.0404 GRANADA 250 200 5019 MU.0458 MUNHÃO 30 120 3020 MU.0613 MUNHÃO 100 200 10021 PA.0431 PARAFUSO FORJADO 2000 2000 20022 PC.0517 PORCA HEXAGONAL 1000 1000 100023 PC.0533 PORCA 400 500 40024 PC.0538 PORCA SEXTAVADA 1000 1000 75025 PA.0323 HASTE 30 30 3026 PC.0542 PORCA MX 1000 1000 50027 PE.0429 PEDAL BOQUE 500 500 25028 PE.0430 BRAÇO COMANDO 750 500 50029 PI.0619 PINO DUPLO BRUTO 1600 1000 80030 PI.0622 PINO FORJADO 2000 1000 100031 PI.0623 PINO FORJADO 3500 1000 100032 PI.0654 PINO DUPLO 1000 500 50033 PO.0499 PONTEIRA 1000 500 50034 PR.0571 PROTESE SPOAC 70 35 3535 SU.0327 SUPORTE 200 100 20036 SU.0491 SUPORTE 500 500 100037 TA.0325 TAMPA 300 300 10038 TE.0337 TERMINAL 1000 500 30039 TE.0338 TERMINAL 1000 500 50040 TE.0360 ARTICULAÇÃO 750 300 75041 TE.0361 HASTE 750 120 30042 TE.0362 PINO 1000 500 50043 TE.0379 HASTE 750 50 5044 TE.0388 TERMINAL 750 500 25045 TE.0389 TERMINAL 1000 500 30046 TE.0452 HASTE 750 250 250

62
Base de Comparação Nas simulações preliminares, onde o objetivo principal era apenas a identificação da
heurística que melhor se adaptava ao ambiente de produção da Metalúrgica Onix, não
era necessário utilizar nenhuma base de comparação pois eram as próprias heurísticas
que competiam entre si.
No entanto, a partir do momento que os métodos de sequenciamento da Metalúrgica
serão comparados com a heurística proposta, é necessário utilizarmos uma mesma base
de comparação.
A Metalúrgica Onix utiliza como indicador base para a medição do atraso de produção a
média de atrasos totais dos produtos. Para o cálculo desse indicador, o gerencia de
produção simplesmente soma a o tempo de atraso verificado de cada produtos e divide
pelo total de produtos produzido em determinado intervalo de tempo.
São calculados então 2 indicadores distintos: Tempo em atraso do Cliente e Tempo em
atraso da Metalúrgica.
• Média do tempo em atraso do Clientes: Média de atraso total dos produtos
atrasados utilizando a data inicial requerida pelo cliente
• Média do tempo em atraso da Metalúrgica: Média de atraso total dos produtos
utilizando a data de entrega prevista pela metalúrgica Onix no momento em que
a encomenda foi aceita.
Atualmente, por utilizar praticamente toda sua capacidade produtiva, a Metalúrgica é
obrigada a negociar os prazos de entrega das encomendas com seus clientes. Dessa
forma , é necessário haver uma distinção entre a real necessidade do cliente para a
63
entrega no prazo previsto e a capacidade que a metalúrgica se diz capaz de honrar suas
encomendas.
Nesse trabalho, utilizaremos com base de comparação para a heurística o indicador que
fornece a médias dos atrasos totais baseando-se na data de entrega que a Metalúrgica se
comprometeu a disponibilizar as mercadorias encomendas por seus clientes.
Atualmente, os patamares se encontram nos seguintes níveis:
• Tempo em atraso do Clientes: 6,5 dias
• Tempo em atraso da Metalúrgica: 4,5 dias
Como a simulação da produção utiliza como base horas de produção, devemos
transformar o indicador utilizado pela Metalúrgica Onix em dias de produção. Sabendo-
se que atualmente a fábrica opera com um turno de 8 horas , 4,2 dias de atraso médio
equivalem a aproximadamente 34 horas de atraso que será, no caso, a base de
comparação de performance que utilizaremos nesse trabalho.
Maquinário Disponível Como dito anteriormente, a simulação inicial do cenário encontrado na Metalúrgica
Onix contava apenas com parte do maquinário disponível para a produção das
encomendas mensais. Na simulação do cenário completo, além do aumento natural do
número de produtos, é esperado da mesma forma um crescimento tanto do número de
estágios quanto do número de máquinas por estágio.
É importante ressaltar o fato que no cenário gerado aleatoriamente pelo Excel,
contávamos com um número de estágios bastante próximo do encontrado na produção
real, e por isso pode-se esperar que os testes preliminares forneceram uma idéia bastante
razoável da regra de despacho mais eficiente para o problema encontrado.

64
A seguir a lista dos estágios de produção além da quantidade de máquinas disponíveis
por estágio.
• Serra de Fita (2 unidades)
• Prensa de Fricção (2 unidades)
• Prensa Excêntrica (2 unidades)
• Jato de Granalha (1 unidade)
• Furadeira (3 unidades)
• Torno (3 unidades)
• Retífica (1 unidade)
• Lixadeira (2 unidades)
• Solda de Topo (1 unidade)
• Fresadora (2 unidades)
• Embalagem (3 postos de trabalho)
Como podemos notar, além das diferente máquinas incorporadas ao inventário da
Metalúrgica, encontramos um estágio onde os produtos são embalados. Dessa forma, no
lugar de máquinas em paralelo, devemos analisar o número de postos de trabalho que
trabalham em conjunto no término da cadeia de produção.
Não podemos esquecer que cada produto não passa necessariamente por todos os
estágios de produção, característica fundamental do flow-shop flexível.
Tempo de Produção Neste tópico, serão apresentados os tempos de produção de cada um dos produtos para
cada um dos estágios de produção. Os tempos aqui apresentados são referentes aos

65
tempos de processamento dos lotes-padrão. Os tempos utilizados na simulação poderão
ser encontrados nos anexos.
Na tabela 12 a seguir, são listados o número de horas que o lote padrão que cada
produto necessita para ser produzido no seu respectivo estágio de produção.
Nº
Peç
a
Ser
ra d
e Fi
ta
Pre
nsa
Fric
ção
Pre
nsa
Exc
êntri
ca
Jato
de
Gra
nalh
a
Fura
deira
Torn
o
Ret
ífica
Lixa
Sol
da
Fre
sa
Em
bala
gem
Tem
po d
e Le
ad-T
ime
1 7 12 7 3 9 9 9 0 0 0 7 632 1 5 0 7 20 0 0 8 20 0 8 693 7 8 0 6 0 0 0 0 0 0 6 274 5 3 0 2 0 0 0 0 0 4 3 175 2 2 0 1 5 0 0 0 0 0 2 126 2 2 0 3 2 0 0 0 0 6 2 177 2 1 0 1 3 0 0 0 5 0 3 158 6 1 0 1 2 0 0 0 0 0 3 139 6 3 0 2 5 15 0 9 6 0 2 48
10 10 3 3 2 6 10 0 0 0 0 2 3611 7 3 0 1 3 0 0 0 0 0 1 1512 16 16 0 3 20 0 0 0 8 0 4 6713 15 13 0 3 10 0 0 0 0 0 4 4514 2 3 0 1 0 0 0 2 0 0 3 1115 2 2 0 2 0 0 0 0 0 0 30 3616 20 20 0 10 30 0 0 15 0 0 10 10517 3 5 2 0 0 0 0 0 0 0 2 1218 3 2 0 2 0 0 0 0 0 5 3 1519 3 0 0 4 0 0 0 0 0 4 1 1220 1 3 0 2 0 2 0 0 6 9 2 2521 16 15 0 4 0 0 0 0 8 0 2 4522 10 8 0 3 0 0 0 3 4 0 2 3023 11 9 9 4 0 0 0 20 0 0 2 5524 2 15 0 0 0 0 8 0 0 0 2 2725 11 6 0 4 0 0 0 2 0 0 2 2526 4 6 7 2 17 20 0 0 0 0 7 6327 9 7 0 7 15 15 0 0 7 0 5 6528 7 8 0 5 0 0 0 0 0 0 1 2129 18 15 5 2 0 0 0 0 0 0 2 4230 10 25 8 4 0 0 0 0 0 0 5 5231 2 10 0 0 0 0 9 0 0 0 2 2332 12 8 0 3 0 20 0 0 0 0 1 4433 3 2 2 1 0 0 0 0 0 4 2 1434 6 4 0 2 0 0 0 0 0 0 2 14

66
Tabela 12 Tempo de Lead-Time em horas do lote padrão dos produtos simulados (Elaborada pelo autor) Tempo Previsto de Entrega
Como dito anteriormente, a produção simulada nesse trabalho faz parte da produção
prevista da Metalúrgica Onix referente ao mês de Setembro. Pelo fato da empresa
trabalhar com dois tipos de prazos de entrega, o desejado inicialmente pelo cliente e o
tempo entrega prometido, os prazos de entrega de cada um dos produtos diferem entre
si.
Na tabela 13 abaixo são mostrados os prazos de entrega para os produtos de acordo com
a data prometida pela Metalúrgica. A base de comparação utilizada nesse trabalho será a
medição do atraso médio dos produtos comparando-se com o
Nº
Peç
a
Ser
ra d
e Fi
ta
Pre
nsa
Fric
ção
Pre
nsa
Exc
êntri
ca
Jato
de
Gra
nalh
a
Fura
deira
Torn
o
Ret
ífica
Lixa
Sol
da
Fre
sa
Em
bala
gem
Tem
po d
e Le
ad-T
ime
35 4 5 0 2 10 25 0 0 4 0 2 5236 3 2 2 0 0 0 0 5 0 8 8 2837 5 12 7 2 0 0 0 0 0 0 8 3438 3 10 6 3 0 0 0 0 3 0 2 2739 2 7 1 1 4 0 0 0 6 4 7 3240 2 7 1 1 5 0 8 0 0 0 7 3141 3 10 6 6 0 0 0 0 0 0 2 2742 2 7 1 1 4 0 0 0 0 0 7 2243 6 7 7 20 0 0 0 0 0 5 2 4744 3 10 7 3 0 0 0 0 0 4 2 2945 1 7 1 2 0 0 9 0 0 4 2 2646 20 30 20 8 0 0 0 0 0 0 2 80

67
Tabela 13 Tempo previsto de entrega (Elaborada pelo autor)
Nº Peça Código Data de entrega (horas) Data de entrega (dias)1 HÁ.0318 80 102 HÁ.0352 32 43 LU.0599 64 84 MA.0304 48 65 MA.0332 48 66 MA.0408 112 147 MA.0409 64 88 MA.0422 48 69 MA.0444 64 8
10 MA.0464 80 1011 MA.0604 64 812 MN.0541 64 813 MN.0563 48 614 MN.0578 48 615 MN.0601 48 616 MN.0614 48 617 MU.0301 64 818 MU.0404 64 819 MU.0458 64 820 MU.0613 64 821 PA.0431 80 1022 PC.0517 48 623 PC.0533 32 424 PC.0538 48 625 PA.0323 48 626 PC.0542 64 827 PE.0429 80 1028 PE.0430 64 829 PI.0619 48 630 PI.0622 48 631 PI.0623 64 832 PI.0654 16 233 PO.0499 64 834 PR.0571 48 635 SU.0327 48 636 SU.0491 80 1037 TA.0325 32 438 TE.0337 32 439 TE.0338 48 640 TE.0360 48 641 TE.0361 32 442 TE.0362 16 243 TE.0379 16 244 TE.0388 32 445 TE.0389 48 646 TE.0452 48 6
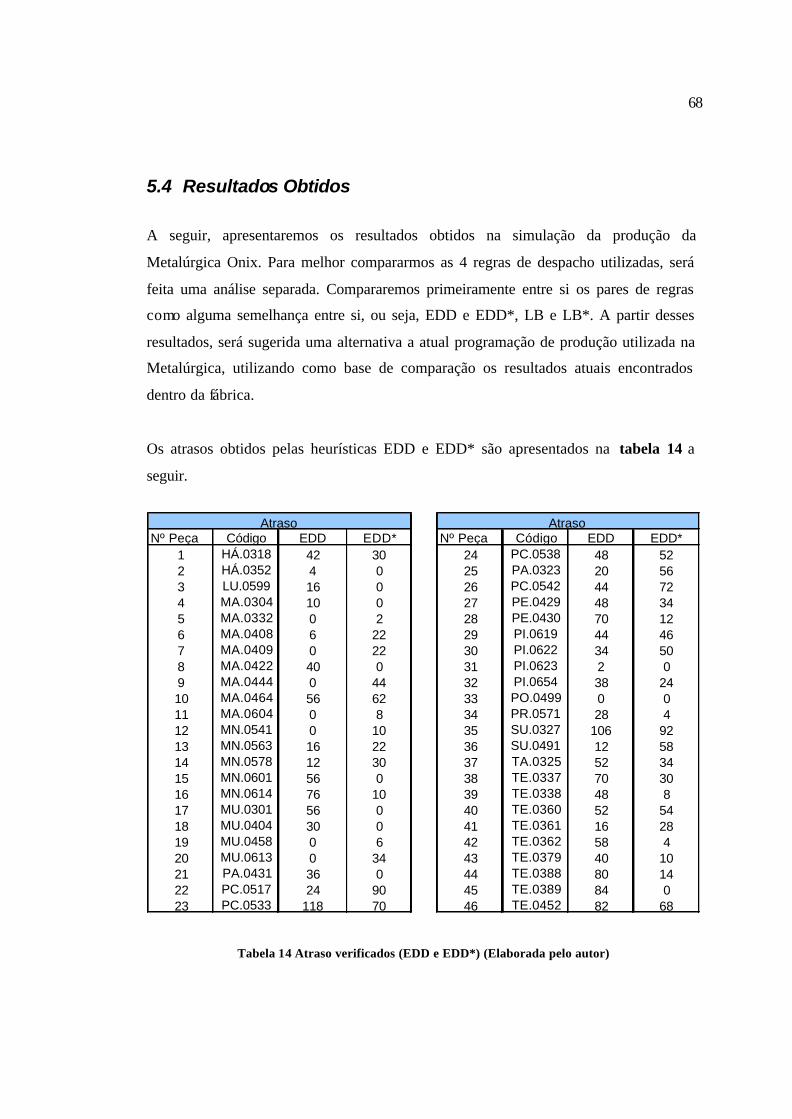
68
5.4 Resultados Obtidos
A seguir, apresentaremos os resultados obtidos na simulação da produção da
Metalúrgica Onix. Para melhor compararmos as 4 regras de despacho utilizadas, será
feita uma análise separada. Compararemos primeiramente entre si os pares de regras
como alguma semelhança entre si, ou seja, EDD e EDD*, LB e LB*. A partir desses
resultados, será sugerida uma alternativa a atual programação de produção utilizada na
Metalúrgica, utilizando como base de comparação os resultados atuais encontrados
dentro da fábrica.
Os atrasos obtidos pelas heurísticas EDD e EDD* são apresentados na tabela 14 a
seguir.
Tabela 14 Atraso verificados (EDD e EDD*) (Elaborada pelo autor)
Atraso Nº Peça Código EDD EDD*
1 HÁ.0318 42 302 HÁ.0352 4 03 LU.0599 16 04 MA.0304 10 05 MA.0332 0 26 MA.0408 6 227 MA.0409 0 228 MA.0422 40 09 MA.0444 0 4410 MA.0464 56 6211 MA.0604 0 812 MN.0541 0 1013 MN.0563 16 2214 MN.0578 12 3015 MN.0601 56 016 MN.0614 76 1017 MU.0301 56 018 MU.0404 30 019 MU.0458 0 620 MU.0613 0 3421 PA.0431 36 022 PC.0517 24 9023 PC.0533 118 70
Atraso Nº Peça Código EDD EDD*
24 PC.0538 48 5225 PA.0323 20 5626 PC.0542 44 7227 PE.0429 48 3428 PE.0430 70 1229 PI.0619 44 4630 PI.0622 34 5031 PI.0623 2 032 PI.0654 38 2433 PO.0499 0 034 PR.0571 28 435 SU.0327 106 9236 SU.0491 12 5837 TA.0325 52 3438 TE.0337 70 3039 TE.0338 48 840 TE.0360 52 5441 TE.0361 16 2842 TE.0362 58 443 TE.0379 40 1044 TE.0388 80 1445 TE.0389 84 046 TE.0452 82 68

69
Como podemos notar a regra EDD*, proposta nesse trabalho é mais eficiente na
realidade da Metalúrgica Onix. O atraso médio verificado pela heurística EDD foi de 36
horas. Se comparado com o atraso verificado pela regra de priorização EDD*, de 26
horas, e a seguir com o cenário de comparação proposto anteriormente, fica claro que a
solução EDD* é melhor que atualmente usada na Metalúrgica, que proporciona um
atraso médio de 34 horas
Na tabela 15 abaixo, são mostrados os resultados obtidos pelas regras de despacho LB e
LB*.
Tabela 15 Atrasos Verificados (LB e LB*) (Elaborada pelo autor)
Atraso Nº Peça Código LB LB*
1 HÁ.0318 84 382 HÁ.0352 46 03 LU.0599 98 04 MA.0304 78 125 MA.0332 46 926 MA.0408 66 07 MA.0409 92 08 MA.0422 82 529 MA.0444 54 9010 MA.0464 62 011 MA.0604 76 612 MN.0541 74 813 MN.0563 40 3214 MN.0578 52 4215 MN.0601 62 016 MN.0614 44 017 MU.0301 86 018 MU.0404 80 019 MU.0458 94 220 MU.0613 72 2421 PA.0431 58 022 PC.0517 8 9223 PC.0533 20 72
Atraso Nº Peça Código LB LB*
24 PC.0538 28 6425 PA.0323 24 5826 PC.0542 42 6427 PE.0429 68 2028 PE.0430 74 029 PI.0619 42 5030 PI.0622 12 5231 PI.0623 78 632 PI.0654 18 3433 PO.0499 70 034 PR.0571 60 035 SU.0327 20 8836 SU.0491 48 5837 TA.0325 8 3838 TE.0337 38 2839 TE.0338 56 1040 TE.0360 38 5241 TE.0361 26 3842 TE.0362 12 1443 TE.0379 30 444 TE.0388 32 845 TE.0389 48 046 TE.0452 14 70

70
A regra de priorização LB foi a aquela que apresentou piores resultados na realidade da
Metalúrgica Ônix. Sua média de atrasos foi de 51 horas. No entanto, a mesma regra
adaptada, LB*, mostrou-se bastante eficiente, sendo melhor inclusive que a solução
utilizada atualmente na fábrica. A LB* conta com uma média de atraso de 28 horas,
contrapondo-se com um atraso médio de 34 horas verificado atualmente.
5.5 Análise dos Resultados
Como podemos notar na tabela 16 abaixo, existem basicamente 2 regras de despacho
que se destacam em relação as outras, LB* e EDD*. Em ambos os casos, apesar dos
resultados obtidos ainda não serem totalmente adequados pois de alguma forma
apresentam atraso (34 horas ou 4,25 dias no caso de LB* e 26 horas ou 3,25 dias no caso
de EDD*), pode-se afirmar que ambas soluções se mostraram mais eficientes do que
aquela implementada atualmente na Metalúrgica Ônix.
Tabela 16 Resultados Obtidos (Elaborado pelo autor)
Percentualmente, se comparadas à atual realidade da Metalúrgica, as heurísticas LB* e
EDD* são responsáveis por uma diminuição da ordem de 7% e 20% respectivamente.
Além disso, é indiscutível que as soluções propostas claramente se destacaram em
relação a seus pares, pois, de uma forma ou de outra se adaptaram com mais eficiência
no ambiente de trabalho da Metalúrgica.
No caso da regra de despacho EDD*, proposta nesse trabalho, sua eficiência se deve ao
fato de analisar além do tempo entrega, o tempo de lead-time simultaneamente,
Atraso MédioEDD EDD* LB LB*36 26 51 34

71
priorizando a tarefa que apresentar ou menor tempo de entrega, ou menor tempo de
processamento. Como tal situação acontece com freqüência, as tarefas mais passíveis de
serem atrasadas são priorizadas, diminuindo-se o tempo médio de atraso final.
Em relação a heurística LB*, seu sucesso reside principalmente no fato da mesma
analisar dinamicamente os possíveis atrasos da produção. Dessa forma, seu resultado,
bem mais eficiente do que a regra LB era já esperado, pois muitas vezes um
determinado produto acabava sendo priorizado no início mas, com a seqüência dos
estágios de produção, outro produto passava a ser prioritário mas o arranjo dos estágio e
o número de máquinas disponíveis em cada em desses estágios não permitiam que o
produto prioritário tivesse efetivamente a preferência, já que a regra de despacho só é
utilizada quando existe um empate entre produtos disponíveis para a produção.
Como não existiu uma diferença grande entre as duas heurísticas mais eficientes e pelo
fato de ambas apresentarem resultados mais satisfatórios do que aqueles encontrados
atualmente na Metalúrgica Ônix, a solução proposta para a Metalúrgica nesse trabalho
utilizará ambas as heurísticas. Além disso, contamos ainda com a solução em Excel,
que certamente facilitará o trabalho da área de produção pois possibilita a construção do
Gráfico de Gantt com razoável rapidez.
72
CAPITULO 6. CONCLUSÕES
Foi apresentada a construção de um modelo para a resolução de um problema de
minimização da soma dos atrasos de um ambiente de máquinas paralelas conhecido com
Flow-Shop Flexível. Esse problema foi encontrado em uma forjaria, a Metalúrgica Onix,
que se disponibilizou a fornecer todos os dados necessários para a resolução do
problema.
Pelo fato do problema estudado ser caracterizado como do tipo NP-Hard, não foi
possível a utilização de softwares de otimização e por uso decidiu-se pela utilização de
métodos heurísticos para sua resolução que, apesar de não necessariamente garantir a
solução ótima do problema, apresentou um ganho sobre o método utilizado atualmente
na Metalúrgica Onix
A partir da construção de um algoritmo, foram apresentadas diversas regras de
priorização encontradas na literatura que são utilizadas para a resolução de problemas
semelhantes e, entre elas, escolheu-se aquela que apresentou melhores resultados na
simulação de um mês de produção da Metalúrgica Onix. As regras de priorização
escolhidas foram LB* (Henrique e Ronconi, 2004) e EDD*, proposta nesse trabalho. A
utilização dessa heuríst ica pode ser considerada bastante positiva para o trabalho por
diversos fatores , entre eles:
• Simplicidade na construção do método
• Rapidez na resolução do problema proposto
• Adequação dos dados coletados às necessidades do método
• Alta flexibilidade na operação do método
Além disso, a heurísticas implementada foi formulada na linguagem visual basic,
operando em interface com o EXCEL, um software amplamente usado, conhecido e de
73
fácil utilização. Podemos dizer que é altamente que a empresa utilize este modelo, pois o
mesmo pode proporcionar:
• Redução no atraso da entrega de produtos
• Melhoria de imagem em relação aos clientes pela redução no atraso
• Utilização de um método científico para a definição da programação da
produção.
No entanto, e importante ressaltar que as soluções geradas pelo algoritmo desenvolvido
dependem razoavelmente das diversas características do problema a ser avaliado. Para
algumas situações, a solução obtida pode ate chegar perto da solução ótima, mas por se
tratar de um método fundamentalmente heurístico, não e possível garantir que as
soluções apresentadas sejam sempre necessariamente boas.
De qualquer formula, o modelo proposto nesse trabalho apresentou soluções melhores
que as soluções implementadas atualmente na Metalúrgica Ônix e apenas esse fato já
torna sua implementação bem-vinda.
Como eventuais melhorias para esse trabalho, podemos destacar.
• Apresentação de exemplos maiores com dados reais. Dessa forma poderíamos
avaliar com maior propriedade a capacidade do método desenvolvido para a
resolução dos possíveis problemas encontrados na realidade da Metalúrgica Onix
• Elaboração de um método mais eficiente para o fato de determinadas tarefas não
passarem por todos os estágios de processamento. Apesar do modelo atual prever
essa situação o mesmo não desconsidera a tarefa no estagio e a coloca na fila de
prioridade.
• Um eventual método de refinamento da solução proposta.

74
Apesar disso, chegamos a conclusão que a utilização de métodos como o utilizado nesse
trabalho para a resolução de problemas reais e altamente positivo. O modelo proposto e
extremamente flexível e possibilita a utilização de qualquer regra de priorização
imaginada pela Gerencia de Produção da Metalúrgica Ônix.
Por fim, no especifico caso estudado, o método empregado obteve um desempenho
superior ao método atualmente aplicado pela empresa, podendo-se destacar o baixíssimo
tempo computacional empregado para a resolução do problema.
75
Bibliografia
• ARMENTANO, V. RONCONI, D.: Minimização do Tempo Total de Atraso no
Problema de Flow-Shop com Buffer Zero Através de Busca Tabu. Computer &
Operations Research n.26, p.219-235, 1999
• AZIZOGLU, M., CAKMAK, E., KONDAKCI, S. A flexible flow-shop with
total flow time minimization. European Journal of Operational Research,
n.132, p.528-538, 2001.
• BALLOU, R.H. Logística Empresarial. São Paulo: Editora Atlas, 1992
• BARRETT, R. T.; KADIPASAOGLU, S.N. Dispatching Rules for a Dynamic
Flow-Shop. Production and Inventory Management Journal, n.31, p 54-58.
1990
• BRAH, S.A., LOO, L.L., Heuristics for scheduling in a flow-shop with multiple
processors. European Journal of Operational Research, n.113, p.113-122
• DU, J.; LEUNG, J.Y.T. Minimizing Total Tardiness on One Machine is NP-
hard. Mathematics of Operations Research, n. 15, 1990
• HENRIQUE, L.R.S., RONCONI, D. Uma heurística construtiva para o Problema
do Atraso Total no Ambiente Flow-Shop com Buffer Zero. Simpósio Brasileiro
de Pesquisa Operacional, 2004
76
• HUNSUCKER, J.L. SHAH, J.R. Comparative Performance Analysis of Priority
Rules in a Constrained Flow-Shop with Multiples Processors Environment
European Journal of Operational Research, n.72, p. 102-114
• NOWICKI,E; SMUTNICKI,C. The Flow-shop with parallel machines: A tabu
search approach. European Journal of Operational Research, n.106, p. 226 –
253, 1998.
• PINEDO, M Scheduling: Theory, Algorithms and Systems. Prentice Hall,
2001
• RINALDI, F. Programação de Tarefas em um Ambiente de Máquinas Paralelas.
Trabalho de Formatura. Escola Politécnica da Universidade de São Paulo.
USP, 2001.
• SANTORO, M.C. Planejamento, Programação e Controle da Produção.
Apostila. Escola Politécnica da Universidade de São Paulo.USP, 2001
• SACCHI, L.H. Algoritmos Genéticos para Minimização de Makespan em um
FLOW-SHOP Flexível, 1997- Tese de Mestrado – Faculdade de Engenharia
Elétrica e de Computação da Universidade de Campinas. UNICAMP, 1997
• SEN, T; GUPTA, S.K. A State-of- Art Survey of Static Scheduling with
Earliness and Tardiness Penalties. Computers & Operations Research, n.26,
p.773-787, 1999
• GUPTA, J.N.D., TUNC, E. Scheduling a two-stage hybrid flow-shop with
separable setup and removal times. European Journal of Operational
Research, n.77, p.415-428, 1994

77
• SLACK, N., CHAMBERS, S., JOHNSTON,R. Administração da Produção.
São Paulo: Atlas, 1997
• THORNTON, H.W., HUNSUCKER, J.L. A new heuristic for minimal
makespan in flow-shops with multiple processors and no intermediate storage.
European Journal of Operational Research, n.152, p.96-114, 2004
• ZANAKIS, S.H. et al Heuristic Methods and Applications: A Categorized
Survey. European Journal of Operational Research, n 43, p. 88 – 110, 1989.
• ZACCARELLI, S. B. Programação e Controle da Produção. São Paulo:
Pioneira, 1973.

78
Anexos
1. Programação em VBA Option Explicit Option Base 1 'Constantes Private Const colEstagio As Integer = 1 Private Const colTrabalho As Integer = 2 Private Const colTempoProcessamento As Integer = 3 Private Const colPrioridade As Integer = 4 Private Const colMaquina As Integer = 2 'Classes Private cTrabalhos As clsTrabalho Private cMaquina As clsMaquina Private cEstagio As clsEstagio 'Variável Private iIncrementaLinhaGrafico As Integer 'Collection Private clTrabalhos As colTrabalhos Private clMaquinas As colMaquinas Private clEstagios As colEstagios Private clEstagiosComPrioridade As colEstagios Public Sub voltarPaginaParametros() Worksheets("Parametros").Activate Range("A1").Select End Sub Public Sub scheduling() Dim iEstagio As Integer 'Carrega maquinas disponiveis para cada estagio Call carregarMaquinasNosEstagios Call limparGrafico 'Processar estágios For iEstagio = 1 To clEstagios.Count Call carregarPrioridadeDosTrabalhos(iEstagio) Call processarEstagio(iEstagio)

79
Call pintarEstagio(iEstagio) Next End Sub Private Sub limparGrafico() Worksheets("Resultado").Activate Range("limpaArea").Select Selection.Copy Range("A2:A17").Select ActiveSheet.Paste Application.CutCopyMode = False Range("A1").Select iIncrementaLinhaGra fico = 1 End Sub Private Sub processarEstagio(ByVal iEstagio As Integer) Dim sKeyTrabalho As String Dim sKeyEstagio As String Dim sKeyEstagioAnterior As String Dim sKeyMaquina As String Dim sKeyTrabalhoComPrioridade As String Dim iMaquina As Integer Dim iTrabalho As Integer Dim cTrabalhoComPrioridade As clsTrabalho Dim iTempoProcessamento As Integer Dim iFimProcessamentoUltimoTrabalhoMaquina As Integer Dim iTempoProcessamentoUltimoTrabalhoMaquina As Integer Set clTrabalhos = New colTrabalhos Dim sMaquinaAnterior As String Dim iIncremento As Integer 'Key para o Estagio sKeyEstagio = "E" + CStr(iEstagio) 'Verifica se existem máquinas disponíveis para o estágio If clEstagios.Item(sKeyEstagio).Maquinas.Count = 0 Then MsgBox "Não existem máquinas disponíveis para esse estágio!", vbInformation, "Erro" Exit Sub End If For iMaquina = 1 To clEstagios.Item(sKeyEstagio).Maquinas.Count 'Key da máquina sKeyMaquina = "M" + CStr(iEstagio) + CStr(iMaquina) 'Existe trabalhos na fila de prioridade para o estágio em questão? If clEstagiosComPrioridade.Item(sKeyEstagio).Trabalhos.Count <> 0 Then If clEstagios.Item(sKeyEstagio).Maquinas.Item(sKeyMaquina).Trabalho Is Nothing Then 'Associa uma nova coleção de trabalhos ao estágio e máquina Set clEstagios.Item(sKeyEstagio).Maquinas.Item(sKeyMaquina).Trabalho = New colTrabalhos End If 'Armazena a key do primeiro trabalho da fila de prioridade para retirá -lo sKeyTrabalho = clEstagiosComPrioridade.Item(sKeyEstagio).Trabalhos.Item(1).nome

80
'Tempo de processamento do último trabalho da máquina iTempoProcessamentoUltimoTrabalhoMaquina = clEstagios.Item(sKeyEstagio).Maquinas.Item(sKeyMaquina).Trabalho.Item(clEstagios.Item(sKeyEstagio).Maquinas.Item(sKeyMaquina).Trabalho.Count).fimProcessamento 'Se o for o segundo estágio ou posterior devemos levar em conta o estágio anterior para o processamento If iEstagio > 1 Then sKeyEstagioAnterior = "E" + CStr(iEstagio - 1) 'Maquina onde o trabalho estava no estágio anterior sMaquinaAnterior = retornaMaquina(sKeyEstagioAnterior, sKeyTrabalho) If clEstagios.Item(sKeyEstagioAnterior).Maquinas.Item(sMaquinaAnterior).Trabalho(sKeyTrabalho).fimProcessamento <= iTempoProcessamento Or _ clEstagios.Item(sKeyEstagio).Maquinas.Item(sKeyMaquina).Trabalho.Count = 0 Or (iTempoProcessamentoUltimoTrabalhoMaquina <= clEstagios.Item(sKeyEstagioAnterior).Maquinas.Item(sMaquinaAnterior).Trabalho(sKeyTrabalho).fimProcessamento And clEstagios.Item(sKeyEstagioAnterior).Maquinas.Item(sMaquinaAnterior).Trabalho(sKeyTrabalho).inicioProcessamento >= iTempoProcessamentoUltimoTrabalhoMaquina) Then If clEstagios.Item(sKeyEstagioAnterior).Maquinas.Item(sMaquinaAnterior).Trabalho(sKeyTrabalho).fimProcessamento < iTempoProcessamentoUltimoTrabalhoMaquina Then iIncremento = iTempoProcessamentoUltimoTrabalhoMaquina Else iIncremento = clEstagios.Item(sKeyEstagioAnterior).Maquinas.Item(sMaquinaAnterior).Trabalho(sKeyTrabalho).fimProcessamento End If iTempoProcessamento = clEstagiosComPrioridade.Item(sKeyEstagio).Trabalhos.Item(1).tempoProcessamento + iIncremento clEstagiosComPrioridade.Item(sKeyEstagio).Trabalhos.Item(1).fimProcessamento = iTempoProcessamento clEstagiosComPrioridade.Item(sKeyEstagio).Trabalhos.Item(1).inicioProcessamento = iTempoProcessamento - clEstagiosComPrioridade.Item(sKeyEstagio).Trabalhos.Item(1).tempoProcessamento 'Adiciona o trabalho que está na fila em uma das máquinas Call clEstagios.Item(sKeyEstagio).Maquinas.Item(sKeyMaquina).Trabalho.Add(clEstagiosComPrioridade.Item(sKeyEstagio).Trabalhos.Item(1), sKeyTrabalho) 'Remove o trabalho que já foi alocada em uma máquina da fila Call clEstagiosComPrioridade.Item(sKeyEstagio).Trabalhos.Remove(1) Else iTempoProcessamento = iTempoProcessamento + 1 End If Else iTempoProcessamento = clEstagiosComPrioridade.Item(sKeyEstagio).Trabalhos.Item(1).tempoProcessamento + iTempoProcessamentoUltimoTrabalhoMaquina 'Colocar o fim de processamento clEstagiosComPrioridade.Item(sKeyEstagio).Trabalhos.Item(1).fimProcessamento = iTempoProcessamento

81
clEstagiosComPrioridade.Item(sKeyEstagio).Trabalhos.Item(1).inicioProcessamento = iTempoProcessamento - clEstagiosComPrioridade.Item(sKeyEstagio).Trabalhos.Item(1).tempoProcessamento 'Adiciona o trabalho que está na fila em uma das máquinas Call clEstagios.Item(sKeyEstagio).Maquinas.Item(sKeyMaquina).Trabalho.Add(clEstagiosComPrioridade.Item(sKeyEstagio).Trabalhos.Item(1), sKeyTrabalho) 'Remove o trabalho que já foi alocada em uma máquina da fila Call clEstagiosComPrioridade.Item(sKeyEstagio).Trabalhos.Remove(1) End If 'Se Existem trabalhos para esse estágio na fila de prioridade e o número da máquina em questão 'for igual ao número de máquinas disponíveis nesse estágio precisamos zerar a variável iMaquina If iMaquina = clEstagios.Item(sKeyEstagio).Maquinas.Count And clEstagiosComPrioridade.Item(sKeyEstagio).Trabalhos.Count <> 0 Then iMaquina = 0 End If End If Next End Sub Private Function retornaMaquina(ByVal sKeyEstagioAnterior As String, ByVal sKeyTrabalho As String) As String Dim iMaquina As Integer For iMaquina = 1 To clEstagios.Item(sKeyEstagioAnterior).Maquinas.Count If clEstagios.Item(sKeyEstagioAnterior).Maquinas.Item(iMaquina).Trabalho.Exists(sKeyTrabalho) Then retornaMaquina = clEstagios.Item(sKeyEstagioAnterior).Maquinas.Item(iMaquina).key Exit For End If Next End Function Private Sub carregarPrioridadeDosTrabalhos(ByVal iEstagio As Integer) 'Inicia a collection para armazenamento dos trabalhos (auxiliar) Set clEstagiosComPrioridade = New colEstagios Dim iPrioridadeCount As Integer Dim cTrabalhoComPrioridade As clsTrabalho Dim sKeyTrabalho As String Dim sKeyEstagio As String Dim sKeyEstagioAnterior As String Dim sKeyMaquina As String Dim iTrabalho As Integer Dim iTrabalhoCount As Integer Dim vPrioridade() As Variant Dim iCount As Integer Set cEstagio = New clsEstagio Set clTrabalhos = New colTrabalhos

82
'Retorna um vetor ordenado vPrioridade = retornarEstagioOrdenado(iEstagio) iTrabalhoCount = UBound(vPrioridade, 2) For iTrabalho = 1 To iTrabalhoCount sKeyEstagio = "E" + CStr(iEstagio) 'O primeiro estágio é tra tado diferentemente Set cTrabalhoComPrioridade = New clsTrabalho sKeyTrabalho = vPrioridade(1, iTrabalho) cTrabalhoComPrioridade.nome = sKeyTrabalho cTrabalhoComPrioridade.tempoProcessamento = vPrioridade(3, iTrabalho) sKeyTrabalho = cTrabalhoComPrioridade.nome cTrabalhoComPrioridade.key = sKeyTrabalho Call clTrabalhos.Add(cTrabalhoComPrioridade, sKeyTrabalho) Next Set cEstagio.Trabalhos = clTrabalhos Call clEstagiosComPrioridade.Add(cEstagio, sKeyEstagio) End Sub Private Function retornarEstagioOrdenado(ByVal iEstagio As Integer) As Variant Dim atemp() As Variant Dim iMaquina As Integer Dim iTrabalho As Integer Dim sKeyTrabalho As String Dim sKeyMaquina As String Dim sKeyEstagioAnterior As String Dim iTrabalhoCount As Integer sKeyEstagioAnterior = "E" + CStr(iEstagio - 1) iTrabalhoCount = Range("Estagios").Rows.Count / clEstagios.Count For iTrabalho = 1 To iTrabalhoCount ReDim Preserve atemp(3, iTrabalho) As Variant sKeyTrabalho = Range("Estagios")(iTrabalho + ((iEstagio - 1) * iTrabalhoCount), colTrabalho) atemp(1, iTrabalho) = sKeyTrabalho If iEstagio = 1 Then 'No coluna 2 será armazenado o que vai ser ordenado 'No primeiro estágio a ordem é pelo tempo de processamento atemp(2, iTrabalho) = Range("Estagios")(iTrabalho + ((iEstagio - 1) * iTrabalhoCount), colPrioridade) 'Tempo de processamento atemp(3, iTrabalho) = Range("Estagios")(iTrabalho + ((iEstagio - 1) * iTrabalhoCount), colTempoProcessamento) Else sKeyMaquina = retornaMaquina(sKeyEstagioAnterior, sKeyTrabalho) 'Do segundo em diante é pelo final de processamento. atemp(2, iTrabalho) = clEstagios.Item(sKeyEstagioAnterior).Maquinas.Item(sKeyMaquina).Trabalho.Item(sKeyTrabalho).fimProcessamento + Range("Estagios")(iTrabalho + ((iEstagio - 1) * iTrabalhoCount), colPrioridade) 'Tempo de processamento
83
atemp(3, iTrabalho) = Range("Estagios")(iTrabalho + ((iEstagio - 1) * iTrabalhoCount), colTempoProcessamento) End If Next retornarEstagioOrdenado = Sort(atemp) End Function Private Sub carregarMaquinasNosEstagios() Dim iEstagio As Integer Dim iNume roMaquinasNoEstagio As Integer Dim iMaquina As Integer Set clEstagios = New colEstagios For iEstagio = 1 To Range("Maquinas").Rows.Count iNumeroMaquinasNoEstagio = Range("Maquinas")(iEstagio, colMaquina).Value Set clMaquinas = New colMaquinas For iMaquina = 1 To iNumeroMaquinasNoEstagio 'Define a máquina Set cMaquina = New clsMaquina cMaquina.nome = "M" + CStr(iEstagio) + CStr(iMaquina) cMaquina.key = cMaquina.nome Call clMaquinas.Add(cMaquina, cMaquina.key) Next 'Define o estágio Set cEstagio = New clsEstagio cEstagio.nome = "E" + CStr(iEstagio) cEstagio.key = cEstagio.nome Set cEstagio.Maquinas = clMaquinas 'Adiciona a máquina ao estagio Call clEstagios.Add(cEstagio, cEstagio.key) Next End Sub Private Sub pintarEstagio(ByVal iEstagio As Integer) Dim iTrabalho As Integer Dim iMaquina As Integer 'Ativa a worksheet de resultado Worksheets("Resultado").Activate For iMaquina = 1 To clEstagios.Item(iEstagio).Maquinas.Count iIncrementaLinhaGrafico = iIncrementaLinhaGrafico + 1 Cells(iIncrementaLinhaGrafico, 1) = clEstagios.Item(iEstagio).nome Cells(iIncrementaLinhaGrafico, 2) = clEstagios.Item(iEstagio).Maquinas.Item(iMaquina).nome 'Para cada trabalho For iTrabalho = 1 To clEstagios.Item(iEstagio).Maquinas.Item(iMaquina).Trabalho.Count 'Cola o Trabalho que está sendo realizado Cells(iIncrementaLinhaGrafico, 2 + clEstagios.Item(iEstagio).Maquinas.Item(iMaquina).Trabalho.Item(iTrabalho).fimProcessamento).Value = clEstagios.Item(iEstagio).Maquinas.Item(iMaquina).Trabalho.Item(iTrabalho).nome 'Seleciona o Range para aplicar as cores e as bordas
84
Range(Cells(iIncrementaLinhaGrafico, 3 + clEstagios.Item(iEstagio).Maquinas.Item(iMaquina).Trabalho.Item(iTrabalho).inicioProcessamento), Cells(iIncrementaLinhaGrafico, 2 + clEstagios.Item(iEstagio).Maquinas.Item(iMaquina).Trabalho.Item(iTrabalho).fimProcessamento)).Select 'Pinta o Range Selection.Interior.ColorIndex = 40 Selection.Interior.Pattern = xlSolid 'Coloca a borda Selection.Borders(xlDiagonalDown).LineStyle = xlNone Selection.Borders(xlDiagonalUp).LineStyle = xlNone With Selection.Borders(xlEdgeLeft) .LineStyle = xlContinuous .Weight = xlThin .ColorIndex = xlAutomatic End With With Selection.Borders(xlEdgeTop) .LineStyle = xlContinuous .Weight = xlThin .ColorIndex = xlAutomatic End With With Selection.Borders(xlEdgeBottom) .LineStyle = xlContinuous .Weight = xlThin .ColorIndex = xlAutomatic End With With Selection.Borders(xlEdgeRight) .LineStyle = xlContinuous .Weight = xlThin .ColorIndex = xlAutomatic End With Selection.Borders(xlInsideVertical).LineStyle = xlNone Next Next End Sub Private Function Sort(tempArray As Variant) As Variant Dim MaxVal As Variant Dim MaxElement1 As Variant Dim MaxElement2 As Variant Dim MaxIndex As Integer Dim i, j As Integer ' Step through the elements in the array starting with the ' last element in the array. If Not IsEmpty(tempArray) Then For i = UBound(tempArray, 2) To 1 Step -1 ' Set MaxVal to the element in the array and save the ' index of this element as MaxIndex. MaxVal = tempArray(2, i) MaxElement1 = tempArray(1, i) MaxElement2 = tempArray(3, i) MaxIndex = i
85
' Loop through the remaining elements to see if any is ' larger than MaxVal. If it is then set this element ' to be the new MaxVal. For j = 1 To i If tempArray(2, j) > MaxVal Then MaxVal = tempArray(2, j) MaxElement1 = tempArray(1, j) MaxElement2 = tempArray(3, j) MaxIndex = j End If Next j ' If the index of the largest element is not i, then ' exchange this element with element i. If MaxIndex < i Then tempArray(3, MaxIndex) = tempArray(3, i) tempArray(2, MaxIndex) = tempArray(2, i) tempArray(1, MaxIndex) = tempArray(1, i) tempArray(2, i) = MaxVal tempArray(1, i) = MaxElement1 tempArray(3, i) = MaxElement2 End If Next i End If Sort = tempArray End Function
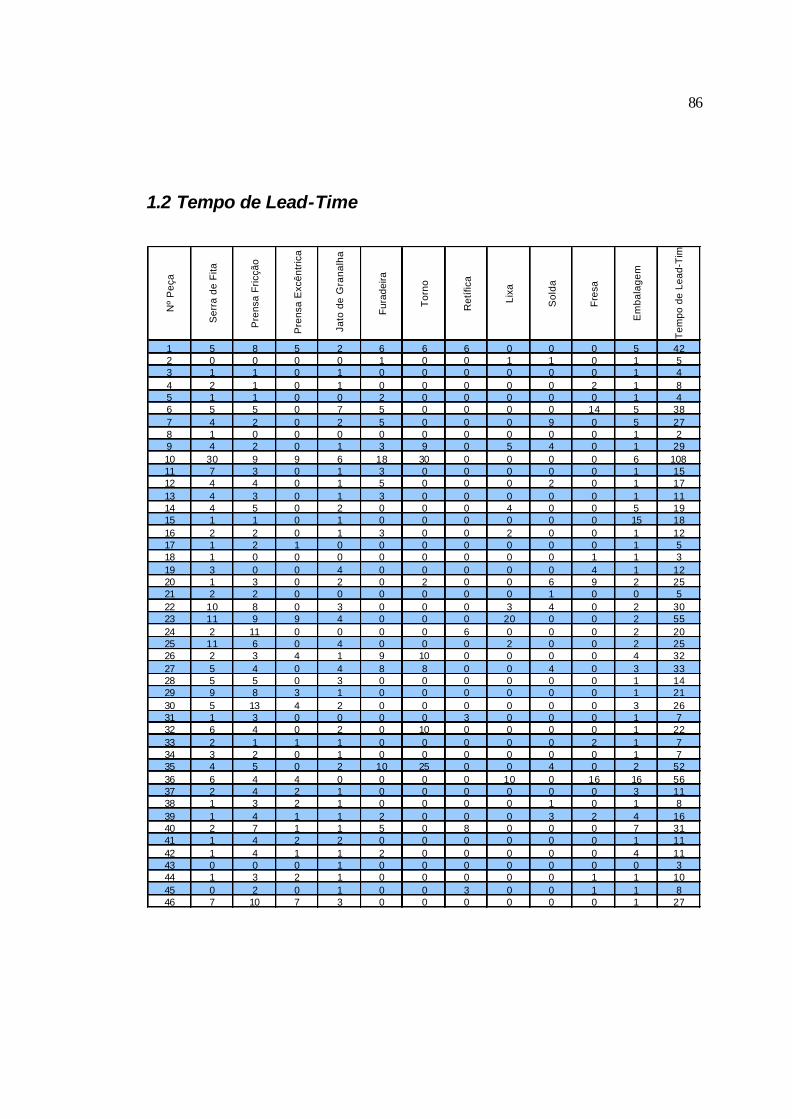
86
1.2 Tempo de Lead-Time
Nº
Peç
a
Ser
ra d
e F
ita
Pre
nsa
Fric
ção
Pre
nsa
Exc
êntr
ica
Jato
de
Gra
nalh
a
Fur
adei
ra
Tor
no
Ret
ífica
Lixa
Sol
da
Fre
sa
Em
bala
gem
Tem
po d
e Le
ad-T
ime
1 5 8 5 2 6 6 6 0 0 0 5 422 0 0 0 0 1 0 0 1 1 0 1 53 1 1 0 1 0 0 0 0 0 0 1 44 2 1 0 1 0 0 0 0 0 2 1 85 1 1 0 0 2 0 0 0 0 0 1 46 5 5 0 7 5 0 0 0 0 14 5 387 4 2 0 2 5 0 0 0 9 0 5 278 1 0 0 0 0 0 0 0 0 0 1 29 4 2 0 1 3 9 0 5 4 0 1 2910 30 9 9 6 18 30 0 0 0 0 6 10811 7 3 0 1 3 0 0 0 0 0 1 1512 4 4 0 1 5 0 0 0 2 0 1 1713 4 3 0 1 3 0 0 0 0 0 1 1114 4 5 0 2 0 0 0 4 0 0 5 1915 1 1 0 1 0 0 0 0 0 0 15 1816 2 2 0 1 3 0 0 2 0 0 1 1217 1 2 1 0 0 0 0 0 0 0 1 518 1 0 0 0 0 0 0 0 0 1 1 319 3 0 0 4 0 0 0 0 0 4 1 1220 1 3 0 2 0 2 0 0 6 9 2 2521 2 2 0 0 0 0 0 0 1 0 0 522 10 8 0 3 0 0 0 3 4 0 2 3023 11 9 9 4 0 0 0 20 0 0 2 5524 2 11 0 0 0 0 6 0 0 0 2 2025 11 6 0 4 0 0 0 2 0 0 2 2526 2 3 4 1 9 10 0 0 0 0 4 3227 5 4 0 4 8 8 0 0 4 0 3 3328 5 5 0 3 0 0 0 0 0 0 1 1429 9 8 3 1 0 0 0 0 0 0 1 2130 5 13 4 2 0 0 0 0 0 0 3 2631 1 3 0 0 0 0 3 0 0 0 1 732 6 4 0 2 0 10 0 0 0 0 1 2233 2 1 1 1 0 0 0 0 0 2 1 734 3 2 0 1 0 0 0 0 0 0 1 735 4 5 0 2 10 25 0 0 4 0 2 5236 6 4 4 0 0 0 0 10 0 16 16 5637 2 4 2 1 0 0 0 0 0 0 3 1138 1 3 2 1 0 0 0 0 1 0 1 839 1 4 1 1 2 0 0 0 3 2 4 1640 2 7 1 1 5 0 8 0 0 0 7 3141 1 4 2 2 0 0 0 0 0 0 1 1142 1 4 1 1 2 0 0 0 0 0 4 1143 0 0 0 1 0 0 0 0 0 0 0 344 1 3 2 1 0 0 0 0 0 1 1 1045 0 2 0 1 0 0 3 0 0 1 1 846 7 10 7 3 0 0 0 0 0 0 1 27