curso de engenharia mecânica – automação e sistemas...
TRANSCRIPT
Curso de Engenharia Mecânica – Automação e Sistemas
APLICAÇÃO DE UMA METODOLOGIA PARA
IDENTIFICAÇÃO E PRIORIZAÇÃO DE PROBLEMAS
VISANDO A REDUÇÃO DE DESPERDÍCIOS
RELACIONADOS COM O DESENVOLVIMENTO DE NOVOS
PRODUTOS.
Daniele de Lima Gava
Itatiba – São Paulo – Brasil
Junho de 2009

ii
Curso de Engenharia Mecânica – Automação e Sistemas
APLICAÇÃO DE UMA METODOLOGIA PARA
IDENTIFICAÇÃO E PRIORIZAÇÃO DE PROBLEMAS
VISANDO A REDUÇÃO DE DESPERDÍCIOS
RELACIONADOS COM O DESENVOLVIMENTO DE NOVOS
PRODUTOS.
Daniele de Lima Gava
Monografia apresentada à disciplina Trabalho de Conclusão de Curso, do Curso de Engenharia Mecânica – Automação e Sistemas, da Universidade São Francisco, sob a orientação do Prof. Dr. Marcelo Gozeloto, como exigência parcial para conclusão do curso de graduação. Orientador : Prof. Dr. Marcelo Gozeloto.
Itatiba – São Paulo – Brasil
Junho de 2009

iii
Aplicação de uma metodologia para identificação e p riorização de
problemas visando a redução de desperdícios relacio nados com o
desenvolvimento de novos produtos.
Daniele de Lima Gava
Monografia defendida e aprovada em 20 de Junho de 2009 pela Banca
Examinadora assim constituída:
Prof. Dr. Marcelo Gozeloto (Orientador)
USF – Universidade São Francisco – Itatiba – SP.
Prof. Dr. Fernando César Gentile
USF – Universidade São Francisco – Itatiba – SP.
Prof. Ms. João Batista Ribeiro Ferreira
USF – Universidade São Francisco – Itatiba – SP.

iv
Nossas dúvidas são traidoras e nos fazem perder
o bem que poderíamos conquistar se não fosse o
medo de errar.
(Willian Shakespeare)

v
Primeiramente a Deus, que sempre me deu força
para enfrentar os desafios e que sem a vontade
Dele eu não chegaria até aqui.
A minha mãe, Margarth do Carmo de Lima, que
tanto me apoiou, fazendo com que eu nunca
desistisse de meus objetivos.
Ao meu pai, Cláudio Donizetti Gava, que me
ensinou que devemos sorrir mesmo nos
momentos mais difíceis.
A minha irmã, Mayara Gava, pelos momentos que
não pude lhe dar atenção.
Ao meu namorado, Cleber Luis de Souza, pelo
apoio e companhia.
A todos os amigos que surgiram durante esses
anos e certamente não serão esquecidos.
Sou eternamente grata a todos.

vi
.Agradecimentos
Primeiramente ao Professor Marcelo Gozeloto, meu orientador, que acreditou em mim e
incentivou-me para a conclusão desse trabalho.
Aos Professores Fernando Gentile e Eduardo Balster Martins pela atenção e sugestões de
melhoria para a elaboração desse trabalho.
Aos Srs. Dirceu Antonio Fumach, Norberto Wiederkerhr e Luiz Antonio Traúzola pelo
suporte e pela oportunidade de desenvolver esse trabalho na Bobst Group Latinoamerica do
Sul Ltda.
Aos Srs. Augusto de Toledo Cruz Junior e Francisco Pinto Neto da SPEQUE SENIORS, pela
grande contribuição no desenvolvimento desse trabalho.
A todas as pessoas que direta ou indiretamente contribuíram para a elaboração desse trabalho.
Muito obrigado a todos!
vii
Sumário
Lista de Figuras........................................................................................................................ix
Lista de Tabelas........................................................................................................................xi
Resumo ....................................................................................................................................xii
Abstract..................................................................................................................................xiii
1 Introdução .......................................................................................................................... 1 1.1 Objetivos........................................................................................................................2
1.1.1 Objetivo Geral.........................................................................................................2 1.1.2 Objetivos Específicos..............................................................................................3
2 Revisão Bibliográfica......................................................................................................... 4
2.1 Custo da Qualidade ....................................................................................................... 4 2.1.1 O Significado de “Custo da Qualidade” .................................................................5 2.1.2 Objetivos da Avaliação dos Custos da Qualidade ..................................................5 2.1.3 Categorias de Custos da Má Qualidade ..................................................................6
2.2 Ferramentas da Qualidade............................................................................................. 8 2.2.1 Brainstorming - Tempestade de idéias....................................................................9 2.2.2 Coleta de dados ....................................................................................................10 2.2.3 Gráficos ................................................................................................................11 2.2.4 Ciclo PDCA...........................................................................................................12 2.2.5 Diagrama de Causa e Efeito..................................................................................13 2.2.6 Diagrama de Pareto...............................................................................................15 2.2.7 Plano de Ação........................................................................................................18
2.3 Metodologia para Análise e Solução de Problemas - MASP......................................19 2.3.1 O Método Científico............................................................................................. 19 2.3.2 O Projeto de Análise e Solução de Problemas......................................................20 2.3.3 Os Elementos para Solução dos Problemas..........................................................21 2.3.4 Os Atores do MASP..............................................................................................23 2.3.5 Primeira Etapa do MASP: Definir e Organizar o Projeto.....................................24
2.3.5.1 Listar Projetos Potenciais................................................................................24 2.3.5.2 Priorizar Projetos.............................................................................................25 2.3.5.3 Estabelecer uma Missão para o Projeto...........................................................25 2.3.5.4 Selecionar o Time............................................................................................26
2.3.6 Segunda Etapa do MASP: Jornada de Diagnósticos.............................................27 2.3.6.1 Análise dos Sintomas.......................................................................................27 2.3.6.2 Formular Teorias das Causas...........................................................................27 2.3.6.3 Testar as Teorias Formuladas..........................................................................28 2.3.6.4 Identificar as Causas Primárias........................................................................28

viii
2.3.7 Terceira Etapa do MASP: o Remédio para o Problema........................................29 2.3.7.1 Considerar as Soluções Alternativas...............................................................29 2.3.7.2 Designar Soluções e Controles........................................................................30 2.3.7.3 Identificar as Resistências as Mudanças..........................................................30 2.3.7.4 Implementar Soluções e Controles..................................................................31
2.3.8 Quarta Etapa do MASP: Reter os Benefícios........................................................32 2.3.8.1 Verificar os Benefícios....................................................................................32 2.3.8.2 Padronizar as Atividade...................................................................................32 2.3.8.3 Monitorar o Sistema de Controle.....................................................................32
3 Metodologia.......................................................................................................................34
4 Resultados e Discussões....................................................................................................36
4.1 Resultados Consolidados.............................................................................................36 4.2 Séries de Fabricação....................................................................................................40
4.2.1 Série de Fabricação 1............................................................................................41 4.2.2 Série de Fabricação 2............................................................................................44 4.2.3 Série de Fabricação 3............................................................................................46 4.2.4 Série de Fabricação 4............................................................................................49
4.3 Comparação entre as Séries de Fabricação..................................................................51 4.4 Oportunidades de Melhoria e Correção.......................................................................55
5 Conclusão..........................................................................................................................58
6 Sugestões............................................................................................................................59
Anexo 1 - Máquina “VISIONCUT”......................................................................................60
Anexo 2 - Folha de Verificação..............................................................................................60
Referências Bibliográficas......................................................................................................61
Bibliografia Consultada..........................................................................................................63

ix
Lista de Figuras
FIGURA 1 – Etapas do Ciclo PDCA........................................................................................12
FIGURA 2 – Diagrama de Causa-Efeito mostrando o primeiro nível de causas......................14
FIGURA 3 – Expressão para o cálculo da freqüência relativa (Fr)..........................................17
FIGURA 4 – Plano de Ação estruturado como um diagrama árvore.......................................19
FIGURA 5 – Seqüência do MASP sugerida pelo Instituto Juran.............................................21
FIGURA 6 – O Ciclo do MASP...............................................................................................23
FIGURA 7 – Indicador do custo de cada tipo de desperdício como percentual do lucro
estimado, referente as primeiras quatro séries de fabricação da máquina “VISIONCUT”......37
FIGURA 8 – Diagrama de Causa e Efeito mostrando as causas identificadas.........................37
FIGURA 9 – Indicador do percentual das causas dos desperdícios correspondente às primeiras
quatro séries de fabricação da máquina “VISIONCUT”..........................................................39
FIGURA 10 – Diagrama de Pareto evidenciando as causas que devem ser priorizadas para a
tomada de ações correspondente as primeiras quatro séries de fabricação da máquina
“VISIONCUT”..........................................................................................................................40
FIGURA 11 – Indicador do custo de cada tipo de desperdício como percentual do lucro
estimado, referente a quatro máquinas “VISIONCUT” da série de fabricação 1.....................42
FIGURA 12 – Indicador do percentual das causas dos desperdícios correspondente a série de
fabricação 1...............................................................................................................................42
FIGURA 13 – Diagrama de Pareto evidenciando as causas que devem ser priorizadas para a
tomada de ações, correspondente a série de fabricação 1.........................................................43
FIGURA 14 – Indicador do custo de cada tipo de desperdício como percentual do lucro
estimado, referente a quatro máquinas “VISIONCUT” da série de fabricação 2.....................44
FIGURA 15 – Indicador do percentual das causas dos desperdícios correspondente a série de
fabricação 2...............................................................................................................................45
FIGURA 16 – Diagrama de Pareto evidenciando as causas que devem ser priorizadas para a
tomada de ações correspondente a série de fabricação 2..........................................................46

x
FIGURA 17 – Indicador do custo de cada tipo de desperdício como percentual do lucro
estimado, referente a oito máquinas “VISIONCUT” da série de fabricação 3.........................47
FIGURA 18 – Indicador do percentual das causas dos desperdícios correspondente a série de
fabricação 3...............................................................................................................................47
FIGURA 19 – Diagrama de Pareto evidenciando as causas que devem ser priorizadas para a
tomada de ações correspondente a série de fabricação 3..........................................................48
FIGURA 20 – Indicador do custo de cada tipo de desperdício como percentual do lucro
estimado, referente a oito máquinas “VISIONCUT” da série de fabricação 4.........................49
FIGURA 21 – Indicador do percentual das causas dos desperdícios correspondente a série de
fabricação 4...............................................................................................................................50
FIGURA 22 – Diagrama de Pareto evidenciando as causas que devem ser priorizadas para a
tomada de ações correspondente a série de fabricação 4..........................................................51
FIGURA 23 – Indicador do percentual dos desperdícios em relação à redução do lucro
estimado para cada série de fabricação.....................................................................................52
FIGURA 24 - Indicador do percentual das causas dos desperdícios para cada série de
fabricação..................................................................................................................................53
FIGURA 25 – Indicador do custo das causas dos desperdícios como percentual do lucro
estimado para cada série de fabricação.....................................................................................54
FIGURA 26 – Indicador do percentual do lucro real em relação ao lucro estimado para cada
série de fabricação.....................................................................................................................55

xi
Lista de Tabelas
TABELA 1 – Relação do PDCA com as 7 Etapas e as 7 Ferramentas do Controle da
Qualidade.................................... .............................................................................................13
TABELA 2 – Planilha de Apuração.........................................................................................17
TABELA 3 – Apresentação das duas seqüências do MASP....................................................20

xii
GAVA, Daniele Lima. Aplicação de uma metodologia para identificação e priorização de
problemas visando a redução de desperdícios relacionados com o desenvolvimento de novos
produtos. 2009. 63f. Monografia – Curso de Engenharia Mecânica – Automação e Sistemas,
da Universidade São Francisco, Câmpus de Itatiba.
Resumo
Esse trabalho tem como objetivo aplicar uma metodologia para identificação e
priorização de problemas, baseando-se no processo de desenvolvimento e fabricação da
máquina “VISIONCUT”, visando identificar as principais causas dos desperdícios (refugos e
retrabalho de peças), apontando as que mais colaboram para a redução do lucro estimado, o
que permitirá priorizar as causas para a tomada de ações a fim de corrigir a raiz do problema.
Esse trabalho conta com a elaboração de indicadores, utilização das ferramentas da qualidade
e da metodologia para análise e solução de problemas (MASP), o qual poderá contribuir para
novos projetos de desenvolvimento de produtos, a fim de minimizar a ocorrência dos
desperdícios (refugos e retrabalho de peças) que impactam diretamente na redução do lucro
estimado.
PALAVRAS-CHAVE: Identificação e priorização de problemas, redução dos desperdícios,
ferramentas da qualidade, metodologia para análise e solução de problemas (MASP).
xiii
Abstract
This work, which has the objective to apply a methodology to identify and prioritize
problems, was prepared based on the process of development and manufacture of a machine,
model VISIONCUT. It aims the identification of the main wasting causes (scraps and re-
worked parts) which contribute more importantly for the reduction of the estimated profit.
Then those causes can be prioritized and the proper actions can be taken to find their root
causes. This monograph contains the development of status indicators, quality tools and
analysis methodology for the solution of problems (MASP) which can contribute to new
products development projects, in order to minimize wasting (scraps and re-worked parts),
which directly impact on the estimated profit reduction.
KEY WORDS: Problems identification and prioritization, wasting reduction, quality tools,
analysis methodology for the solution of problems (MASP)

1
1 INTRODUÇÃO
A BOBST GROUP Latinoamerica do Sul Ltda., empresa multinacional de origem Suíça
fundada em 1890, faz parte de um dos maiores grupos mundiais fabricantes de máquinas e
equipamentos para a indústria gráfica de embalagens.
Instalada no Brasil desde 1974, sua principal atividade está voltada para a produção de
máquinas de corte e vinco e máquinas dobradeira-coladeira. É líder mundial no fornecimento
de equipamentos, serviços e soluções para os mercados de papel cartão, cartão ondulado e
embalagem flexível (alumínio, plásticos e papel leve).
A empresa atualmente instalada em Itatiba, interior de São Paulo, possui um centro de
desenvolvimento de projetos, fabricação de módulos e pós-vendas (Assistência Técnica).
Destacam-se como principais clientes no Brasil a Impressora Paranaense S/A,
Gonçalves S/A, Indústria Gráfica Souza Cruz S/A, Editora Abril S/A, Dixie Toga S/A, Rigesa
Celulose, Papel e Embalagens Ltda., Brasilgráfica S/A, Jofer Embalagens Ltda., entre outras.
Um dos fatores do desenvolvimento e do impulsionamento do processo de fabricação de
máquinas se deve ao desenvolvimento de parcerias principalmente com as empresas de
usinagem de peças conforme normas internas BOBST.
Como principais fornecedores podem-se destacar: Schneider Eletric Brasil Ltda., Sew-
Eurodrive Brasil Ltda., Rexroth Hidráulica Ltda., Festo Automação Ltda., Pentair Taunus
Eletrometalurgia Ltda., Weg Equipamentos Elétricos S/A, Siemens Ltda., Indústrias Romi
S/A, BR Metals Fundições Ltda., e empresas parceiras fornecedores de matérias primas e
usinagem (serviços de industrialização), como: W.A. Cardanha Epp, Slup Indústria e
Comércio Ltda-Me, Usinap Comercio e Serviços Ltda., Fundição Itupeva Ltda., entre outros.
No mundo dos negócios, as organizações são cada vez mais pressionadas por uma
concorrência muito forte, e como conseqüência, obrigadas a enfrentar novos desafios visando
não perder mercado. Seus concorrentes estão espalhados pelos 5 continentes e os principais
são: Riccal - Brasil, AF Máquinas - Brasil, Tsair Schuen – Taiwan representada no Brasil pela
distribuidora Furnax, Bnader – China e Heidelberg – Alemanha.
No mundo atual, o mercado exige que as empresas priorizem os aspectos relacionados à
qualidade assegurada e a diminuição do custo do produto.

2
As oportunidades de melhoria são questões pertinentes em qualquer processo produtivo,
sendo assim, a determinação dos pontos que são passiveis de melhoria são imprescindíveis
para uma atuação, a fim de obter resultados satisfatórios para a empresa.
Com base no último produto que a BOBST GROUP Latinoamerica do Sul Ltda.
desenvolveu e lançou no mercado, a máquina “VISIONCUT 1” (ANEXO 1), pôde-se perceber
que ocorreram inúmeros problemas que foram considerados desperdícios, porém o mais grave
foi o alto índice de retrabalhos e refugos em relação às peças que já haviam sidas adquiridas
pela empresa, o que ocasionou atrasos na montagem e o aumento do custo de fabricação do
produto, que conseqüentemente reduziu da margem de lucro que a empresa obteve no ato da
venda de cada máquina.
Como esses desperdícios não eram quantificados, muitos acabavam passando como
despercebidos. Como a empresa não utilizava nenhuma metodologia para a identificação e
priorização de tais problemas, houve a necessidade de se fazer um estudo para que tais
aspectos fossem considerados, utilizando uma metodologia eficaz, que seja capaz de priorizar
as causas que devem ser corrigidas, a fim de evitar a reincidência dos desperdícios durante o
desenvolvimento de novos produtos.
Assim, esse trabalho foi realizado nas dependências da BOBST GROUP Latinoamerica
do Sul Ltda., tendo como base o estudo dos processos de desenvolvimento e fabricação da
máquina “VISIONCUT”, a fim de identificar e priorizar os problemas com vistas na redução
de desperdícios relacionados com o desenvolvimento de novos produtos na fase de projeto.
1.1 Objetivos
1.1.1 Objetivo geral
Aplicar uma metodologia para identificação e priorização de problemas, a fim de
reduzir os desperdícios (refugos e retrabalho de peças) relacionados com o desenvolvimento
de novos produtos na fase de projeto.
1 VISIONCUT. Prensa Automática para Corte e Vinco de Cartão.

3
1.1.2 Objetivos Específicos
• Identificar o custo despendido pela empresa, referente aos refugos e retrabalhos
(internos e externos) de peças, relacionados com o processo de desenvolvimento e fabricação
das primeiras 24 máquinas “VISIONCUT”;
• Identificar as causas dos refugos e retrabalhos (internos e externos);
• Aplicar uma metodologia para identificar e priorizar os desperdícios que são
ocasionados durante o processo de desenvolvimento e fabricação de um novo produto,
através da utilização do MASP2 e das ferramentas da qualidade, incluindo a elaboração de
indicadores que evidenciem os desperdícios e suas causas,
2 MASP. Metodologia para Análise e Solução de Problemas.

4
2 REVISÃO BIBLIOGRÁFICA
2.1 Custo da Qualidade
Conforme Juran & Gryna (1991), todas as organizações se utilizam da identificação dos
custos envolvidos no desempenho de várias funções – desenvolvimento de produto, produção,
etc. Contudo, até os anos 50, esse conceito não se estendia à função qualidade, com exceção
das atividades do departamento de inspeção e testes. Obviamente, existiam muitos outros
custos relacionados à qualidade, porém, eles estavam espalhados entre as várias contas,
principalmente as relativas às “despesas gerais”.
Para Juran (1997) durante os anos 50, surgiram numerosos departamentos com equipes
voltadas para a qualidade. Os chefes desses novos departamentos tinham de “vender” suas
atividades para os gerentes da empresa. Como a principal linguagem desses gerentes era o
dinheiro, surgiu o conceito de se estudar os custos relativos à qualidade como meio de
comunicação entre os Departamentos de Controle da Qualidade e os gerentes da empresa,
sendo que ao longo das décadas, e à medida que os especialistas aprofundavam seus estudos,
surgiram algumas surpresas:
• Os custos relacionados à qualidade eram bem maiores do que fora mostrado nos
relatórios contábeis. Para muitas empresas esses custos oscilavam entre 20% e 40% das
vendas;
• A maior parte dos custos era resultado da má qualidade. Tais custos foram
incorporados aos padrões, porém eles eram evitáveis;
• Ao mesmo tempo em que os custos da má qualidade eram evitáveis, não havia
nenhuma responsabilidade clara pela ação de reduzi-los.
Para Juran & Gryna (1991), essas constatações surgiram lentamente, em meio a muita
confusão. No início, muitos especialistas em qualidade levaram suas empresas a vagos
“programas” de custo de qualidade sem serem claros quanto aos objetivos. Gradualmente os
objetivos surgiram em duas formas principais:
• Estimar o custo da má qualidade como um estudo único, usando posteriormente os
resultados desse estudo para identificar os projetos específicos para o aperfeiçoamento.

5
• Expandir o sistema contábil para quantificar os custos da má qualidade e publicar os
resultados na forma de um quadro demonstrativo contínuo. A expectativa era de que os
números assim publicados estimulassem os gerentes a agir na redução dos custos.
2.1.1 O Significado de “Custo da Qualidade”
Segundo Juran & Gryna (1991), os especialistas em qualidade relacionam os “custos da
qualidade” com o custo da má qualidade (principalmente os custos para se encontrar e corrigir
o trabalho defeituoso), então quando os gerentes usam a expressão “custos da qualidade”, eles
querem dizer o custo da má qualidade.
2.1.2 Objetivos da Avaliação dos Custos da Qualidade
Para Juran (1997), os principais objetivos que levam as empresas a programas de
avaliação dos custos da qualidade são:
• Quantificar o tamanho do problema da qualidade em uma linguagem que tenha
impacto sobre a administração superior: A linguagem do dinheiro melhora a
comunicação entre os gerentes de níveis hierárquicos médios e os gerentes da
administração superior. Em algumas empresas, a necessidade de melhorar as
comunicações a respeito de assuntos relacionados a qualidade tem sido tão aguda a ponto
de se tornar um dos principais objetivos para se empreender um estudo dos custos da má
qualidade. Primeiro, os custos da qualidade são bem maiores do que eles pensavam.
Segundo, a distribuição dos custos da qualidade confirma algumas áreas de problemas que
não haviam sido detectadas antes.
• Identificar as principais oportunidades para a redução dos custos: Os custos da
má qualidade são os resultados de alguns segmentos específicos, cada um com origem em
alguma causa especifica. Esses segmentos são desiguais em tamanho, e uma parte
relativamente pequena deles contribui para o maior volume dos custos. Um subproduto
importante da avaliação dos custos da má qualidade é a identificação desses poucos
segmentos vitais.
• Identificar as oportunidades para diminuir a insatisfação do consumidor e as
respectivas ameaças à facilidade de venda: Alguns dos custos da má qualidade são os

6
resultados de falhas no produto que aparecem somente após a venda. Em parte, esses
custos são pagos pelo fabricante na forma de despesas de garantia, reclamações, etc.
Porém, pagos ou não estes custos pelo fabricante, os defeitos aumentam o custo do
consumidor em virtude do tempo fora de uso e outras formas de inconveniências.
Para Juran & Gryna (1991), os itens acima se tornam o objetivo principal da avaliação,
porém existem os objetivos secundários:
• Expandir os controles orçamentários e de custos: Muitas empresas ainda não
estabelecem controles financeiros para custos tais como sucata, retrabalhos e falhas de
campo, que repercutem em vários departamentos. Como resultado, um dos objetivos em se
avaliar os custos da qualidade é expandir os controles de custos e orçamentos para cobrir
os custos não departamentais da má qualidade.
• Estimular o aperfeiçoamento por meio de divulgação: Algumas empresas se
dispõem a avaliar os custos da má qualidade na esperança de que a divulgação dos dados
sobre o custo estimule os gerentes responsáveis a agir para a redução dos custos. A
verdade é que a divulgação sozinha não oferece previsões para a identificação de
problemas, estabelecimento de responsabilidades bem definidas, fornecimento de recursos
e outras medidas essenciais.
2.1.3 Categorias de Custos da Má Qualidade
Conforme Juran & Gryna (1991) muitas empresas resumem esses custos em quatro
grandes categorias:
� Custos das falhas internas: Esses custos estão associados aos defeitos encontrados
antes da transferência do produto ao consumidor. Eles são custos que desapareceriam caso
não existissem defeitos no produto antes do despacho, que podem ser ocasionados por:
• Sucata: O trabalho, o material e (normalmente) as despesas gerais dos produtos que
não podem ser consertados. Os títulos são numerosos: sucata, rejeições, defeituosos, etc.
• Retrabalho: Os custos para corrigir os defeitos tornando-os adequados ao uso.
• Análise das falhas: Os custos para analisar os produtos não-conformes, para determinar
as causas.

7
• Sucata e retrabalho – fornecedor: Os custos da sucata e do retrabalho devido a
produtos não-conformes recebidos dos fornecedores.
• Inspeção 100% para classificação: Os custos para encontrar unidades defeituosas em
lotes de produtos que contenham níveis altos e inaceitáveis de defeitos.
� Custos das falhas externas: É o custo associado aos defeitos que são encontrados
após o produto ter sido enviado ao cliente. Estes custos desapareceriam se não existissem
defeitos. Exemplos:
• Despesas com garantia: Os custos envolvidos na reposição ou consertos dos produtos
ainda dentro do período de garantia.
• Correção das reclamações: Os custos de investigação e correção de reclamações
justificáveis atribuídas a produto ou instalação com defeito.
• Material devolvido: Os custos com a recepção e substituição de produtos defeituosos
recebidos do campo.
� Custos de avaliação: São os custos incorridos na determinação do grau de
conformidade aos requisitos de qualidade. Exemplos:
• Inspeção e testes no recebimento: os custos para determinar a qualidade do produto
adquirido, sejam através de inspeção no recebimento, ou na fonte, ou por meio de
inspeções independentes.
• Inspeção e teste durante o processo: Os custos da avaliação dos requisitos para a
aceitação do produto.
• Auditoria de qualidade do produto: Os custos para a execução de auditorias durante o
processo ou no produto final.
• Manutenção da precisão dos equipamentos de teste: Os custos para manter calibrados
os instrumentos e equipamentos de medição.
• Serviços e materiais para a inspeção e teste: Os custos de materiais para o trabalho de
inspeção e teste, e para os serviços onde eles sejam significativos.
• Avaliação de estoques: Os custos dos testes dos produtos armazenados para avaliar sua
degradação.
8
� Custos de prevenção: São os custos incorridos para manter em níveis mínimos os
custos das falhas e de avaliação. Exemplos:
• Planejamento da qualidade: Inclui uma ampla gama de atividades que criam
coletivamente o plano global da qualidade e os inúmeros planos especiais. Também inclui
a preparação dos procedimentos necessários para a comunicação desses planos a todos os
envolvidos.
• Análise de produtos novos: Os custos de engenharia da confiabilidade e de outras
atividades ligadas à qualidade associada ao lançamento de novos projetos.
• Planejamento de processos: Os custos dos estudos de aptidão do processo,
planejamento de inspeção e outras atividades ligadas ao processo de fabricação.
• Controle de processo: Os custos da inspeção e teste durante o processo para determinar
o status do processo (mais do que a aceitação do produto).
• Auditorias da qualidade: Os custos de avaliação da execução das atividades no plano
global da qualidade.
• Avaliação da qualidade do fornecedor: Os custos para a avaliação das atividades de
qualidade do fornecedor anteriores à seleção do mesmo; auditorias nas atividades durante
o contrato, e esforço associado com o fornecedor.
• Treinamento: O custo da preparação e realização de treinamento para assuntos da
qualidade.
Para Juran (1997), os custos da má qualidade é o conjunto dos custos incorridos por
muitos departamentos dentro de uma empresa.
2.2 Ferramentas da Qualidade
Segundo Oliveira (1995), em 1968, Kaoru Ishikawa organizou um conjunto de
“ferramentas”, de natureza gráfica e estatística, denominando-as “Sete Ferramentas do
Controle da Qualidade”, objetivando facilitar o estudo dos profissionais da qualidade.
Atualmente, a elas foram incorporadas outras ferramentas, isso se deve ao grande
desenvolvimento da qualidade dos produtos e serviços, que hoje se tornou fundamental para
que as empresas assumam vantagens competitivas no mercado.

9
É importante ressaltar que as ferramentas da qualidade têm a finalidade de definir,
mensurar, analisar e propor soluções para os problemas que interferem no bom desempenho
dos processos de trabalho (KANAMURA et al, 2001).
2.2.1 Brainstorming – Tempestade de idéias
Conforme SEBRAE3 (2005), o Brainstorming é uma técnica desenvolvida por Osborn,
em 1938 que pode ser aplicada em qualquer etapa do processo de solução de problemas. Esta
ferramenta também ajuda na construção do diagrama de causa e efeito (que será visto no item
2.2.5) assim sendo fundamental na identificação e na seleção das questões a serem tratadas, e
na geração de possíveis soluções.
Oliveira (1995) & Hosken (2008) concordam ao dizer que o Brainstorming é o processo
destinado à geração de idéias/sugestões criativas, possibilitando ultrapassar os
limites/paradigmas dos membros da equipe, permitindo avanços significativos na busca de
soluções.
Essa ferramenta é utilizada quando se deseja à participação de todos os membros do
grupo, afinal, a quantidade de idéias é importante, por tanto, ”qualquer tipo de idéia” deve ser
estimulada (BORGES, 2004).
Para Oliveira (1995) & SEBRAE (2005), existem duas formas distintas de se conduzir
os trabalhos, podendo ser:
• Brainstorming estruturado: é realizado obedecendo uma certa ordem, dessa forma,
todas as pessoas do grupo devem dar uma idéia a cada rodada ou “passar” até que chegue
sua próxima vez.
• Brainstorming não-estruturado: os membros do grupo expõem as idéias conforme
elas surgem em suas mentes.
Segundo Oliveira (1995), o sucesso do brainstorming deve ser medido constantemente,
para que sua aplicação seja aprimorada.
3 SEBRAE. Serviço Brasileiro de Apoio à Micro e Pequena Empresa.

10
2.2.2 Coleta de Dados
Segundo Oliveira (1995) & Kanamura et al (2001), uma das etapas mais críticas do
processo de solução de um problema ou de pesquisa, é a coleta de dados. Se não for realizada
corretamente, poderá comprometer toda a análise que possa vir a segui-la e conseqüentemente
as informações, o que pode ocasionar desperdícios de tempo e recursos.
Conforme SEBRAE (2005), para facilitar o trabalho do coletor e do analista, deve-se
utilizar folhas de verificação (ANEXO 2), pois através delas é possível reduzir a variabilidade
dos dados, uniformizando os aspectos relevantes da pesquisa, o conteúdo e o formato das
respostas.
Ferreira (2005) & Mizuno (1993) concordam ao dizer que para planejar o processo da
coleta de dados, é necessário compreender os princípios básicos da geração de informações,
os quais abrangem:
• Necessidades de informação: o foco gerador de todo o processo é a necessidade, que
deve estar claramente definida;
• Formulação das questões: formular boas perguntas, essa é a única forma de converter
a necessidade, muitas vezes incompreensível, em uma expressão bem estruturada do
pensamento daquele que precisa das informações.
• Coleta de dados: Ao coletar os dados, recomenda-se utilizar folhas de verificação,
elaboradas de acordo com o objetivo e técnicas estatísticas escolhidas para a análise;
• Análise: fazer uma boa análise permite obter informações úteis a partir da aplicação de
várias técnicas sobre os dados coletados, o que também permite comparar os dados,
identificar valores suspeitos e fazer interferências úteis ao processo de tomada de decisões;
• Comunicação: é imprescindível saber transmitir as informações, por isso é importante
ter um bom planejamento da apresentação.
Segundo Kanamura et al (2001), todas as pessoas envolvidas no processo de coleta de
dados devem ser treinadas adequadamente, a fim de diminuir a chance de erro durante o
levantamento.

11
2.2.3 Gráficos
Conforme Scholtes (1992), esse tipo de ferramenta é utilizada para visualizar dados
numéricos, favorecendo a compreensão de todos aqueles que estão envolvidos no processo.
Segundo Oliveira (1995), para se fazer uma boa utilização dos gráficos, eles devem:
• Ter objetivos definidos, os quais implicam na escolha do tipo do gráfico a ser
utilizado;
• Revelar a substância dos fatos, sendo que o gráfico escolhido deve mostrar os dados
com suficiente clareza;
• Mostrar dados sem distorção, deve-se estar atento quanto ao uso de traços e cores que
podem evidenciar aspectos pouco relevantes ou que provoquem dúvidas;
• Apresentar muitos dados em pouco espaço, sendo que inúmeras informações podem
ser extraídas dos gráficos, sem a necessidade de explicações adicionais;
• Permitir a comparação entre dados diferentes, porém deve estar atento quanto à
escolha das escalas e outras características dos gráficos;
Segundo SEBRAE (2005), partindo da definição do objetivo, deve-se escolher o tipo do
gráfico que melhor comunique a informação, sendo eles os mais usados:
• Gráfico de barras ou colunas: è utilizado quando se deseja apresentar dados
estratificados em diversas categorias, comparar dados resultantes de um processo de
contagem, ou mostrar tendência, ao longo do tempo, de um determinado processo.
• Gráfico de linha: é utilizado quando se deseja mostrar a evolução dos resultados de
um ou mais processos num determinado intervalo de tempo, ou comparar uma grande
quantidade de dados.
• Gráfico de setores: é utilizado quando se deseja mostrar a contribuição relativa de
diversos itens que compõem a totalidade dos dados.

12
2.2.4 Ciclo PDCA
Segundo Longo (1996), o Ciclo PDCA foi idealizado por W. A. Shewhart e divulgado
no Japão logo após a 2ª Guerra Mundial, por W. E. Deming, quem efetivamente o aplicou, por
isso o Ciclo PDCA é também chamado de Ciclo de Deming da Qualidade.
O Ciclo PDCA é considerado uma proposta de abordagem organizada para qualquer
tipo de problema, que orienta de maneira eficaz/eficiente a preparação e a execução de
atividades planejadas para a solução de um problema (KANAMURA et al, 2001).
Para Oliveira (1995) & Shiba et al (1997), o PDCA simboliza o princípio da iteração na
resolução dos problemas, que permite efetuar melhorias por etapas e repetir o ciclo várias
vezes, sendo que ele otimiza a execução dos processos, possibilita a redução de custos e o
aumento da produtividade. Mesmo os processos considerados satisfatórios são passíveis de
melhorias: o mundo evolui constantemente, assim, a introdução de melhorias gradativas e
contínuas aos processos só tendem a agregar maior valor aos resultados do projeto e a
assegurar maior satisfação dos clientes. O PDCA constitui-se das seguintes etapas, conforme
a figura 1:
Figura 14 - Etapas do Ciclo PDCA.
• “PLAN” – Significa planejar. O primeiro passo é determinar analítica e
quantitativamente quais são os problemas chave em um processo ou atividades existentes
e como eles poderiam ser corrigidos.
• “DO” – Significa executar. O segundo passo é implementar o plano, que consiste no
treinamento dos envolvidos no método a ser empregado, a execução propriamente dita e a
coleta de dados para posterior análise.
4 Fonte: Oliveira, S. T.

13
• “CHECK” – Significa verificar/controlar. O terceiro passo é confirmar quantitativa e
analiticamente se o plano funciona e resulta em melhor desempenho.
• “ACT” ou “ACTION” – Significa agir/aprimorar. O último passo é modificar o
processo anterior adequadamente, documentar o processo revisado e atualizá-lo.
Segundo Shiba et al (1997), durante a utilização do PDCA, é imprescindível que se
utilizem também as 7 ferramentas do Controle da Qualidade. Abaixo, segue de maneira
tabelada a relação do PDCA com as 7 ferramentas do Controle da Qualidade:
Tabela 15 – Relação do PDCA com as 7 Etapas e as 7 ferramentas do Controle da Qualidade.
PDCA 7 Etapas do Controle da Qualidade
7 Ferramentas do Controle da Qualidade
1. Selecionar tema 2. Coletar e analisar dados Planejar 3. Analisar a causa
Lista de verificação, gráficos, diagrama de Pareto, histograma, diagrama de correlação, diagrama de causa-e-efeito.
Executar a solução
4. Planejar e implementar
Verificar 5. Avaliar efeitos
Lista de verificação, gráficos, diagrama de Pareto, histograma, diagrama de correlação, diagrama de causa-e-efeito, carta de controle.
6. Padronizar solução Atuar 7. Refletir sobre o processo seguinte
(e problema seguinte).
2.2.5 Diagrama de Causa e Efeito
Segundo Hosken (2008), o Diagrama de Causa e Efeito, também chamado de Espinha
de Peixe ou Diagrama de Ishikawa, foi desenvolvido em 1943, por Ishikawa, na Universidade
de Tóquio, onde foi usado para explicar como vários fatores poderiam ser comuns entre si e
estar relacionados.
Oliveira (1995) define esta ferramenta como sendo uma representação gráfica, que
permite organizar as informações, possibilitando identificar as possíveis causas de um
determinado problema ou efeito.
Conforme SEBRAE (2005) & Hosken (2008), o Diagrama de Causa e Efeito deve ser
usado:
• Quando necessitar identificar todas as causas possíveis de um problema;
5 Fonte: Shiba, S.; Graham, A.; Walden, D.
14
• Para classificar as causas dividindo-as em subcausas, sobre um efeito ou um resultado;
• Em uma análise dos defeitos: perdas, falhas, desajuste do produto, entre outros, com o
objetivo de identificá-los e melhorá-los.
Segundo Hosken (2008) & Oliveira (1995), para construir um Diagrama de Causa e
Efeito, deve-se:
� Definir o efeito/sintoma: definir o problema a ser analisado de forma objetiva,
desenhar a “espinha-de-peixe” e escrever, no lado direito, o efeito a ser estudado.
� Identificar as possíveis causas: de acordo com as características da equipe, deve-se
escolher um dos caminhos:
• Diretamente sobre o diagrama: na indústria, por exemplo, as “causas primárias
potenciais” são conhecidas como “fatores de manufatura” ou 6 M’s:
Man → Mão de obra/ pessoas
Methods → Métodos
Materials → Materiais
Machines → Máquinas/ Equipamentos
Measurements → Medições
Market → Meio Ambiente/ Ambiente de negócio
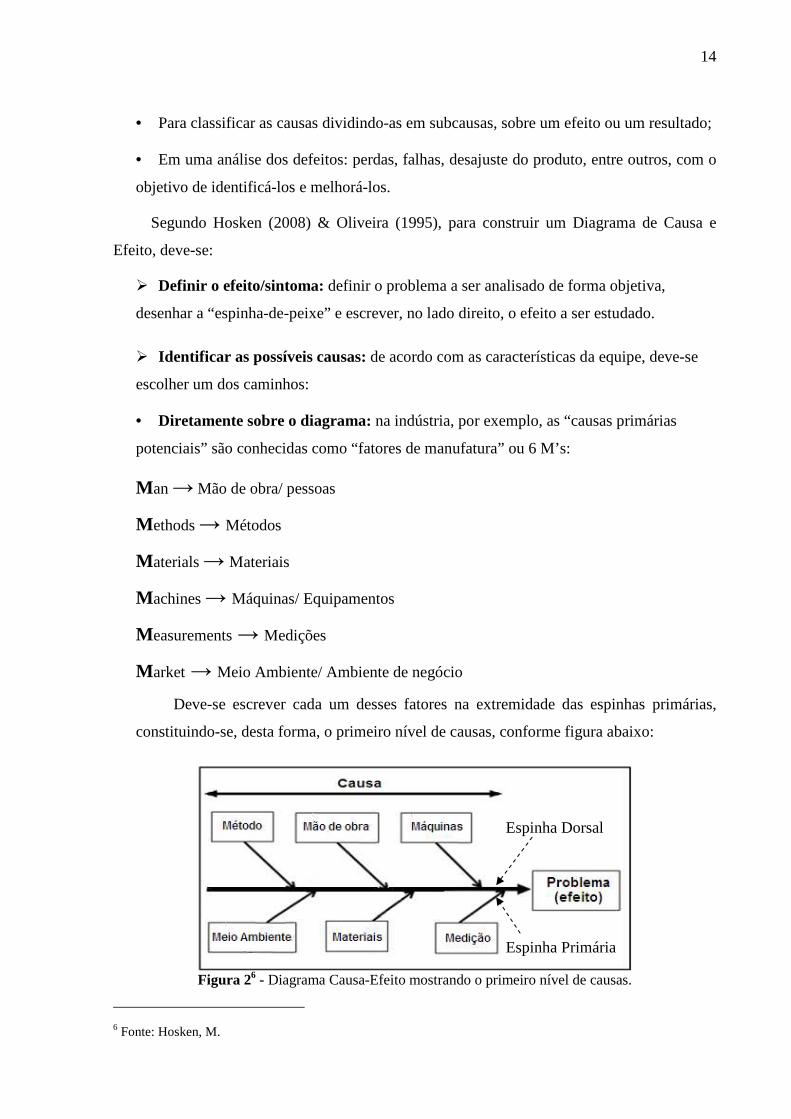
Deve-se escrever cada um desses fatores na extremidade das espinhas primárias,
constituindo-se, desta forma, o primeiro nível de causas, conforme figura abaixo:
Figura 26 - Diagrama Causa-Efeito mostrando o primeiro nível de causas.
6 Fonte: Hosken, M.
Espinha Primária
Espinha Dorsal

15
• A partir de um “brainstorming”: deve-se realizar um “brainstorming” que permita a
geração do maior número de causas possíveis, em curto intervalo de tempo, fazendo a
pergunta: “Quais as causas que, provavelmente, provocaram este efeito?”
As possíveis causas devem ser anotadas em um “flip-chart” para melhor
visualização da equipe. Quando houver um razoável número de idéias, elas devem ser
agrupadas, por afinidade, e deve-se eleger um termo que represente cada grupo, assim,
ficando definidas como as causas de 1° nível. Na maioria dos casos, serão aquelas
expressas pelos 6 M’s.
� Completar as espinhas: com o arranjo das causas sobre as “espinhas” provavelmente
surgirão novas sugestões pelos membros da equipe.
� Revisar todo o diagrama: após a finalização do diagrama, é aconselhável que seja
feita uma investigação para frente, a partir de causa primária, através da cadeia causal a
qual esta ligada, fazendo a pergunta: “Esta causa realmente provoca este efeito?”.
� Encontrar a causa principal: a equipe deve buscar a causa principal através de uma
análise criteriosa do diagrama retroagindo sobre a cadeia causal. Para orientação da
equipe, quanto ao momento de parar o processo de “retroquestionamento”, deve-se estar
atento a três características básicas da causa principal:
• É diretamente controlável;
• Está objetivamente relacionada ao efeito que estamos estudando;
• Sua eliminação implicará no desaparecimento, ou redução, do efeito.
Quando a análise aponta para várias causas é recomendável, em algumas situações, uma
coleta de dados adicional para que seja possível explicar, com razoável objetividade, porque o
problema ocorreu.
2.2.6 Diagrama de Pareto
Segundo Oliveira (1995), em 1897, Vilfredo Pareto, um economista italiano, realizou
estudos e desenvolveu modelos para descrever a distribuição desigual das riquezas. Pareto
calculou matematicamente que 80% da riqueza estavam em mãos de 20% da população,

16
assim, aquele estudo ficou conhecido como o Princípio de Pareto: “poucos mas vitais e muitos
e triviais”.
Juran (1997) discorda da afirmação de Oliveira, afirmando que a generalização do
Princípio de Pareto não se deve á Vilfredo Pareto, e sim á Juran, sendo ele quem cunhou a
expressão “poucos mas vitais e muitos e triviais” e aplicou as curvas de Lorenz para descrever
a universalidade gráfica.
Para Oliveira (1995), as bases do Princípio de Pareto se aplicam as várias áreas do
conhecimento, em particular, no campo da Gestão da Qualidade, onde tem se mostrado uma
ferramenta importante na priorização de ações, minimizando custos operacionais e evitando
fracassos. Assim, é possível atacar os problemas, de forma eficiente, priorizando as causas
que se mostram responsáveis pela maior parte das perdas.
Para Kanamura et al (2001), recomenda-se construir um gráfico específico que mostre a
contribuição relativa de cada elemento considerado, a fim de obter uma melhor visualização
do Diagrama de Pareto.
Segundo Hosken (2008), o gráfico de pareto pode ser utilizado nas seguintes situações:
• Identificação das principais fontes de custo;
• Identificação das principais causas que afetam o processo;
• Verificação da situação antes e depois do problema, devido às mudanças efetuadas no
processo;
• Escolha do projeto de melhoria a ser desenvolvido na empresa, em função do número
de não-conformidades geradas no processo produtivo.
Segundo Kanamura et al (2001), para se fazer um Diagrama de Pareto, deve-se:
• Identificar o problema: deve-se formular corretamente o problema. De acordo com o
tipo de problema a ser analisado, separar por categorias aspectos como: não-
conformidades, causas, entre outras.
• Quantificar os valores para cada categoria: devem-se coletar dados para quantificar
a extensão do problema, evidenciando a contribuição de cada categoria, o qual permite a
comparação e seleção daqueles que têm maior peso e deverão ser atacadas
prioritariamente. Se necessário, utilizar uma folha de verificação adequada (ANEXO 2).

17
• Listar as categorias em ordem decrescente: para facilitar a compreensão, devem-se
listar os itens em função do número de ocorrências em cada categoria, em ordem
decrescente.
• Calcular a freqüência relativa e acumulada para cada categoria: deve-se
determinar a contribuição relativa em relação ao total dos eventos analisados completando
a planilha de apuração conforme a tabela 2, para os valores obtidos em cada categoria.
Tabela 27 - Planilha de apuração
PLANILHA DE APURAÇÃO
NÃO CONFORMIDADE
FREQÜÊNCIA RELATIVA % (Fr)
FREQÜÊNCIA ACUMULADA % (Fa)
PEQUENOS AJUSTES 33,3 33,3
FERRUGEM 22,2 55,5
ROSCA PESADA 20,0 75,5
REBARBAS 11,1 86,6
ZINCO 8,9 95,5
PINTURA 4,5 100,0
O calculo da freqüência relativa (Fr) deverá ser obtida através da expressão:
Figura 38 – Expressão para o cálculo da freqüência relativa (Fr)
Deve-se, também, calcular a freqüência acumulada (Fa).
• Construir um gráfico de colunas: para cada categoria definida no eixo horizontal,
deve-se construir uma coluna, com altura proporcional ao seu número de ocorrências,
onde no lado esquerdo ficarão aquelas que contribuem mais fortemente para o problema
analisado. O titulo do eixo vertical esquerdo indicará, por exemplo: Número de itens
defeituosos, ou Custo.
Para ganhar tempo, se deve construir as colunas com alturas proporcionais à
freqüência relativa, tomando como referencia os valores do eixo vertical direito.
7 Fonte: Oliveira, S. T. 8 Fonte: Kanamura, A. H., et al.
Fr = Número de ocorrências da categoria . 100
Número total de ocorrências

18
• Construir um gráfico de linha: a contribuição acumulativa das categorias será
mostrada no eixo vertical direito, no qual constará, por exemplo: Freqüência Acumulada
(%).
Para Oliveira (1995), será em função desta parte do gráfico de Pareto que serão
feitas as justificativas de priorização das categorias.
2.2.7 Plano de Ação
Segundo SEBRAE (2005) esta ferramenta serve como referência às decisões,
permitindo que seja feito o acompanhamento do desenvolvimento do projeto. É um
documento que, de forma organizada, identifica as ações e responsabilidades pela sua
execução.
Para Hosken (2008), o Plano de Ação deve estar estruturado, para permitir a rápida
identificação dos elementos necessários á implementação do projeto. Os elementos básicos
são chamados de 5W2H, sendo eles:
• Why: Porque deve ser executada a tarefa ou projeto (justificativa).
• What: O que será feito (etapas).
• How: Como deverá ser realizada cada tarefa/etapa (método).
• Where: Onde cada tarefa será executada (local).
• When: Quando cada uma das tarefas deverá ser executada (local).
• Who: Quem realizará as tarefas (responsabilidade).
• How much: Quanto custará cada etapa do projeto (custo).
Para Oliveira (1995), o Plano de Ação pode ser representado de várias formas. Quando
estruturado como um diagrama árvore conforme figura 4, possibilita melhor visualização.

19
Figura 49 – Plano de Ação estruturado como um diagrama árvore.
2.3 Metodologia para Análise e Solução de Problemas - MASP
Para Cerqueira (1995), o grande desafio das organizações modernas é operar e
sobreviver em mercado altamente competitivo e onde a mudança é a única coisa permanente.
Todos os problemas de um negócio giram em torno, ou são uma conseqüência direta, destes
três fatores: aprimorar os níveis da qualidade, reduzir o ciclo do tempo, aperfeiçoar os custos
de produção.
Hoje o papel do gerente, do coordenador ou do supervisor está se modificando, exigindo
deles a participação ativa como líderes e facilitadores de Times de Trabalho, responsáveis
pela solução de seus problemas e pela determinação de seus rumos (SCHOLTES, 1992).
Considera-se como pré-requisito para a aplicação do MASP, o conhecimento das
ferramentas da qualidade, conforme apresentadas no item 2.2.
2.3.1 O Método Científico
Segundo Cerqueira (1995), o método científico é a conseqüência dos estudos de
Descartes, o qual se baseia nas etapas:
1. Defina cuidadosamente o problema e tenha certeza de que é claro o objetivo de estudo ou
análise.
9 Fonte: Oliveira, S. T.

20
2. Estabeleça um plano de coleta de dados necessários e adequados à análise ou estudo que
será feito.
3. Colete os dados.
4. Analise e interprete os dados, formulando hipóteses e estabelecendo teorias que possam,
ao serem comprovadas, se transformar em informações.
5. Confirme as teorias e relate as conclusões de maneira clara, para que possam ser
utilizadas por quem for tomar decisões.
2.3.2 O Projeto de Análise e Solução de Problemas
Para Campos (1992), um dos princípios básicos da qualidade total é reconhecer que toda
organização tem problemas, e que cada um deles é uma oportunidade de melhoria para:
pessoas; processos; produtos e sistemas. Para cada problema identificado e priorizado, em
função de riscos, custos e benefícios para o negócio, estabelece-se um projeto de análise e
solução.
Cerqueira (1995) afirma que para atender aos projetos priorizados utiliza-se o MASP,
que se baseia na obtenção de fatos que justifiquem ou comprovem teorias ou hipóteses
previamente levantadas. Na tabela 3 apresentam-se duas seqüências de MASP utilizados por
autores consagrados:
Tabela 310 – Apresentação das duas seqüências do MASP.
SEQÜÊNCIA DO INSTITUTO JURAN
SEQÜÊNCIA DE HISTOSHI KUME - QC STORY
1. Definir e organizar o projeto; 1. Problema - identificar o problema.
2. Observação - apreciar as características do problema.
2. Diagnosticar as causas; 3. Análise - determinar as causas principais.
3. Remediar o problema; 4. Ação - agir para eliminar as causas.
5. Verificação - confirmar a eficácia da ação.
6. Padronização - eliminar definitivamente as causas. 4. Reter os benefícios.
7. Conclusão - recapitular as atividades desenvolvidas e planejar para o futuro.
10 Tabela 3 – Apresentação das duas seqüências do MASP.

21
Segundo o mesmo autor, o mais comum é adotar a seqüência sugerida pelo Instituto
Juran, por ser considerada mais evidente em relação ao raciocínio lógico natural, conforme a
figura 5. A adaptação para qualquer outra seqüência é simples, não requerendo grande
esforço. Cada organização pode desenvolver sua própria seqüência para o MASP, porém a
necessidade de reinventar a roda é desprezível.
Figura 511 – Seqüência do MASP sugerida pelo Instituto Juran.
2.3.3 Os Elementos para Solução dos Problemas
Para Campos (1992), na utilização do MASP, determinados elementos são de extrema
relevância porque contribuem para efetividade do processo. São eles:
� Os dados e as informações: Os dados devem ser analisados de forma abrangente e
consistente tornando-se informações confiáveis capazes de sustentar hipóteses e teorias. Um
dado para ser considerado confiável tem que atender a três características essenciais:
11 Fonte: Campos, V. F.

22
• Ter sido coletado por operador habilitado;
• Através do método referenciado;
• Utilizando equipamento calibrado.
Uma das dificuldades na coleta de dados é a definição do tamanho da amostra que deve
ser coletada. Se a amostra for pequena pode não ser significante para sustentar a análise dos
dados. Uma coleta de dados significativa, em geral, acarreta tempo. Muitos executivos
esperam resultados a curto prazo por não terem consciência desse fato. Um projeto que utiliza
o MASP precisa alocar tempo para esta atividade, em geral de seis a doze meses.
� As ferramentas: As ferramentas da qualidade são elementos fundamentais no MASP. Os
Times devem estar habilitados para sua utilização. Quando isto não ocorre, cabe o líder
buscar, junto ao facilitador, os meios para prover os treinamentos que habilitem os membros
de sua equipe a utilizarem as ferramentas de forma certa.
� O método estruturado e o trabalho em equipe: Sem a utilização de métodos
estruturados as equipes podem fracassar na coletas de dados, na análise dos dados, na busca
de informações ou na formulação de teoria, prejudicando e complicando o atendimento da
missão recebida.
Segundo Scholtes (1992), em alguns grupos, seus membros não são habilitados para
atuarem, como equipe, na utilização estruturada do MASP. Como conseqüência, as equipes
apesar de comprometidas com a missão, levantam dados e formulam hipóteses mas não
sabem o que fazer com eles.
Para Cerqueira (1995), outro erro é o imediatismo da solução sem a análise criteriosa
dos dados. As pessoas tiram conclusões precoces ao verem os primeiros dados. Muitas vezes,
nem conhecem o processo no qual o problema está ocorrendo, e já tomam ações baseadas em
sentimentos ou opiniões. Outras vezes, se precipitam em agir de forma preventiva evitando
que o problema volte a surgir, sem levar em conta o custo/benefício da ação. Para evitar que
isto aconteça, é importante buscar respostas para as seguintes perguntas:
• Baseado em que fatos são feitas afirmações?
• Qual a base factual para tomada de ações?
• Foi considerada a relação custo/benefício da ação?

23
O método estruturado aplicado com disciplina e paciência, a habilitação para trabalhar
em equipe, e a utilização efetiva de ferramentas, dados e informações, são elementos
fundamentais para solução efetiva de problemas.
2.3.4 Os Atores do MASP
Segundo Scholtes (1992), na aplicação do MASP, três atores da Organização para
Qualidade têm papel relevante:
• Os Conselhos da Qualidade;
• Os Times de Trabalho;
• Os Gestores de Processos.
Cada ator interfere em fases distintas do método e é responsável por um tipo diferente
de mudança de paradigma visando a evoluir em relação ao estado atual da organização.
Para Cerqueira (1995), o ciclo apresentado na figura 6, idealizado pelo Instituto Juran,
ajuda a visualizar a ação dos atores do MASP.
Figura 6 12 – O Ciclo do MASP.
12 Fonte: Cerqueira, J. P.
2 3
4 1

24
2.3.5 Primeira Etapa do MASP: Definir e Organizar o Projeto
2.3.5.1 Listar Projetos Potenciais
Juran (1997) afirma que para se estabelecer uma lista de projetos potenciais, que podem
ser desenvolvidos na organização, visando à melhoria de seus processos em relação à redução
de custos e à diminuição do ciclo do tempo, muitas são as fontes de investigação que podem
ser utilizadas. Por exemplo:
• Realizar auditorias nos processos do negócio, seguindo critérios e padrões previamente
estabelecidos, com objetivo de medir sua adequação e eficácia;
• Analisar criticamente os resultados dessas auditorias para medir o estado atual dos
processos do negócio;
• Analisar relatórios de não-conformidades de produtos, observados nos processos, com
a finalidade de verificar a existência de problemas crônicos, que pelo risco, custo e
benefício, necessitem ser solucionados;
• Analisar os planos do negócio, as metas e estratégias de curto, médio e longo prazo
para identificar os processos críticos cujo desempenho e capabilidade sejam considerados
não satisfatórios;
• Analisar outros projetos de melhoria que precisam ser desdobrados em partes
administráveis, uma vez que, às vezes, a solução de um problema incorre em outro
problema anteriormente encoberto;
• Analisar listas anteriores de projetos potenciais que ainda não foram atendidos;
• Ouvir sistematicamente a voz do cliente interno: empregados, gerentes, supervisores; o
cliente interno é o primeiro a observar efeitos indesejáveis e reconhecer oportunidades de
melhoria.
Nesta etapa não deve ser feito nenhum juízo de valor ou prioridade para solução de
problemas listados. Todos têm potencial para análise e solução.

25
2.3.5.2 Priorizar Projetos
Para Cerqueira (1995), depois de listados, os problemas devem ser priorizados pelo
Conselho da Qualidade, face a sua significância e ao impacto que produzem sobre:
• As expectativas e a satisfação dos clientes externos, atuais ou novos;
• Ao nível de desempenho dos processos quando comparado com a concorrência;
• O custo da má qualidade ou oportunidade de aprimoramento;
• A motivação e a participação do cliente interno.
Todo projeto selecionado, antes de ser priorizado, deve atender certas características
básicas:
• Deve se relacionar a um problema crônico;
• Deve ser significante em relação aos fatores de sucesso do negócio;
• Deve ter dimensão administrável;
• Deve ser passível de ser medido.
Segundo Scholtes (1992), a quantidade de projetos que devem ser escolhidos para
serem atacados depende da capacidade instalada na organização e deve considerar que as
pessoas designadas para analisá-lo continuarão a desenvolver sua rotina normal.
2.3.5.3 Estabelecer uma Missão para o Projeto
Para Juran (1997), um problema para ser identificado de maneira efetiva deve ter uma
descrição que demonstre claramente que ele é:
• Específico - relatando com exatidão o efeito indesejável de forma a distingui-lo de
outros na organização;
• Observável - descrevendo evidências objetivas do problema;
• Mensurável - indicando o problema em termos quantitativos ou demonstrando que ele
é passível de ser quantificado ou medido, através de números ou atributos;

26
• Administrável - indicando ter uma dimensão e complexidade tais que o tornem
passível de ser resolvido no prazo requerido.
Para cada projeto deve corresponder uma missão. Ela deve ser formalmente estabelecida
contendo entre outros elementos os seguintes:
• A descrição clara dos problemas;
• As metas esperadas na solução do problema;
• O prazo esperado para solução;
• A importância ou significância do problema em relação aos objetivos da organização.
2.3.5.4 Selecionar o Time
A seleção dos membros do time que devem ser nomeados, para cumprir determinada
missão, deve basear-se na análise dos setores da organização mais relacionados com o
problema (CERQUEIRA, 1995).
Para Scholtes (1992), o Time não deve ser grande, em média seis pessoas, não devendo,
quando possível, ter menos do que quatro e mais do que oito pessoas. Para sua composição
deve ser verificado:
• Onde o problema é observado ou sentido;
• Onde estão as fontes ou causas dos problemas;
• Quem tem conhecimento, informação ou habilidade para pesquisar as causas primárias
do problema;
• Quem poderia ser útil na implementação das soluções e na remoção de prováveis
barreiras.
27
2.3.6 Segunda Etapa do MASP: Jornada de Diagnósticos
2.3.6.1 Análise dos Sintomas
Para Cerqueira (1995), a fase de análise dos sintomas13 requer ampliação do universo de
observações sobre o problema. Para isto deve-se saber com clareza:
• Qual é a missão?
• Onde ocorre o problema?
• Qual é a terminologia apropriada?
• Qual é o processo em questão?
• Quais as funções envolvidas?
Segundo Campos (1992), para a obtenção de evidências objetivas que possam ser
utilizadas no processo de análise, devem ser estabelecidas medidas no processo visando à
coleta de dados, e para isto deve-se saber o que medir, como medir e quais as unidades
apropriadas para medida.
Tudo deve ser investigado: documentos, testemunhos de pessoas, equipamentos,
materiais e métodos. A pesquisa de dados históricos existentes e confiáveis é uma forma
aconselhável para o início do processo de análise de sintomas (JURAN, 1997).
Para Oliveira (1995), o conhecimento do processo, na sua forma atual, é fundamental. A
partir do conhecimento do processo, é possível avaliar se o projeto foi estabelecido numa
dimensão administrável ou necessita ser desdobrado em novos projetos. A regra básica é se
concentrar nos “poucos mas vitais” relacionados com a missão, e neste particular o Diagrama
de Pareto, conforme apresentado no item 2.2.6, é de extrema utilidade.
2.3.6.2 Formular Teorias das Causas
Baseado nas observações e na análise dos sintomas, as hipóteses ou teorias devem ser
levantadas para as causas primárias do problema. Deve ser evitado o julgamento das teorias
levantadas sem que existam dados e fatos para isto (CAMPOS, 1992).
13 Sintoma. é sempre um resultado observável ou evidência objetiva de um fato.

28
Para Cerqueira (1995), a construção de um diagrama de causa e efeito, conforme
apresentado no item 2.2.5, que organize as idéias e as relacionem com o problema é de
extrema valia. Como nesta fase o número de opiniões é muito grande, há necessidade de
agrupamento de idéias afins e de análise da inclusão de algumas idéias em outras. Todos os
elementos, considerados como relevantes para o problema, devem ser isolados.
2.3.6.3 Testar as Teorias Formuladas
Segundo Campos (1992), para os elementos isolados, com grande possibilidade de
serem as causas primárias, devem ser feitos planos para coleta de dados que possam confirmar
sua real influência e medir a força da relação desses elementos com o problema.
Para Cerqueira (1995), pode haver necessidade de conscientizar ou treinar pessoas para
executarem a coleta de maneira efetiva e não tendenciosa. A coleta de dados tendenciosa pode
induzir o Time a conclusões falsas.
Segundo Scholtes (1992), o Time deve tratar os dados coletados com as ferramentas
adequadas para decidir:
• Que teorias têm sustentação nos dados;
• Que teorias devem ser eliminadas;
• Que novas teorias podem surgir neste ponto.
Esta fase deve ser repetida tantas vezes quantas sejam necessárias para que se consigam
isolar aquelas causas sobre as quais se justifica a tomada de ações.
2.3.6.4 Identificar Causas Primárias
Sobre as teorias isoladas e testadas como prováveis causas primárias há necessidade de
se estabelecer prioridade para atuação. Assim, devem ser reavaliadas a consistência dos dados
e a possibilidade de controle das causas levantadas (CAMPOS, 1992).
Para Cerqueira (1995), validadas as medidas realizadas, aquelas teorias que
demonstrarem ser inconsistentes ou que não puderem ser controladas devem ser descartadas.
Devem ser consideradas como causas primárias, aquelas que, comprovadas pelos dados, têm o
maior impacto sobre o problema em questão.

29
2.3.7 Terceira Etapa do MASP: O Remédio para o Problema
2.3.7.1 Considerar as Soluções Alternativas
Muitas vezes, para cada causa isolada do problema surgem diversas soluções
alternativas que devem ser analisadas antes de se escolher aquela ou aquelas que devem ser
adotadas (OLIVEIRA, 1995).
Para Juran (1997), torna-se importante que os times entendam bem a diferença entre os
tipos de ação que podem ser tomadas a partir do conhecimento dos sintomas (efeitos) e das
causas primárias. Podem ser sugeridos os seguintes tipos de ação:
• Ação Reativa: tratar o efeito, tratar ou remover o sintoma; não assegura que ele não
possa reocorrer, apenas dispõe sobre o que fazer com o efeito indesejado: retrabalhar,
utilizar como está, sucatar, e assim por diante;
• Ação Corretiva: elimina a causa real (caso possa ser isolada) ou minimiza a influência
de uma causa isolada sobre o efeito indesejado; atua sobre o processo de forma a impedir a
reocorrência do problema ou melhorar os índices de desempenho buscados;
• Ação Preventiva: leva em consideração todas as causas potenciais que possam influir
direta ou indiretamente no problema; atua sobre o sistema bloqueando as causas
potenciais, tendo em vista que a correção de um processo pode gerar influência em outros
produzindo novos efeitos indesejáveis.
Para Scholtes (1992), o Time deve estar preparado para propor alternativas para ações
corretivas e preventivas que se façam necessárias, para buscar o aprimoramento dos níveis de
desempenho ou das capacidades dos processos em análise, em função das causas levantadas.
Para Cerqueira (1995), as regras para considerar as soluções alternativas são simples,
mas sua escolha ás vezes é complexa. Há que se levar em conta:
• O custo da implantação;
• O risco envolvido;
• O impacto sobre o problema em face da meta indicada na missão;
• Os benefícios gerados;

30
• As resistências às mudanças que podem surgir;
• O tempo para implementação;
• A segurança e o impacto no meio ambiente envolvido.
2.3.7.2 Designar Soluções e Controles
Segundo Scholtes (1992), comparadas as alternativas de solução com os fatores
considerados relevantes, o Time deve designar os remédios mais adequados para o
atendimento à missão recebida.
Conforme Cerqueira (1995), para cada solução designada devem ser identificadas as
pessoas envolvidas e suas necessidades, isto é:
• Aqueles que farão parte do remédio;
• Aqueles que revisarão os processos;
• Aqueles que serão servidos pelo remédio.
Todo remédio implica tomada de ações e estas requerem recursos que devem ser
previstos: recursos de pessoal, de material, de tempo e de dinheiro (JURAN, 1997).
Para Campos (1992), devem ainda ser consideradas necessidades específicas tais como:
o estabelecimento de novos procedimentos operacionais; o treinamento para aqueles que
devem participar da implementação da solução e do controle do processo.
2.3.7.3 Identificar as Resistências às Mudanças
Segundo Cerqueira (1995), muitas são as resistências às mudanças que podem ser
identificadas e com as quais os Times devem ter habilidade em lidar. Em geral elas existem
por:
• Falta de vontade do usuário para mudar as rotinas;
• Falta de habilidades específicas para atender as novas condições; pode ser difícil,
trabalhoso;

31
• Falta de adotar o remédio por “não ter sido gerado aqui”; ameaça ao poder
estabelecido;
• Negação em reconhecer que o problema existe;
• Custos elevados para o remédio.
Nessa fase, devem ser analisados quais os fatores que reforçam, e quais os que
contrapõem à implantação da solução.
2.3.7.4 Implementar Soluções e Controles
Para Juran (1997), a implementação de uma solução requer planejamento. A regra
básica é: toda solução deve ser validada antes de ser implementada, para comprovar sua
eficácia.
Segundo Campos (1992), durante a realização dos testes de validação, pode haver
necessidade de ajustar o remédio, caso os resultados não sejam satisfatórios.
Para Cerqueira (1995), comprovada a eficácia dos resultados em relação às metas
requeridas na missão, deve ser estabelecido um plano de ação, conforme apresentado no item
2.2.7, para implementação definitiva do remédio. O plano deve prever as definições ligadas
aos 5W + 2H (o que, quando, onde, quem, porque, como e quanto custa),e deve ser tanto mais
detalhado quanto maior for o risco envolvido. O plano deve prever ainda as ações de
continuidade que deverão ser desenvolvidas após a implementação definitiva da solução, isto
é:
• Como manter o controle do processo;
• Como medir novos indicadores;
• Como assegurar o cumprimento de novos procedimentos;
• Como atuar no caso de perda de controle devido a causas acidentais.
Conforme o mesmo autor, para atender à implementação definitiva da solução, esforços
devem ser desenvolvidos no sentido de:
• Conscientizar, envolver e treinar as pessoas ligadas ao problema;

32
• Estabelecer com clareza os novos padrões através de documentação que se torne base
de avaliação confiável;
• Definir com clareza a autoridade e responsabilidade daqueles envolvidos no processo;
• Identificar a adequação dos equipamentos, dos materiais, do ambiente de trabalho;
• Monitorar os resultados.
2.3.8 Quarta Etapa do MASP: Reter os Benefícios
2.3.8.1 Verificar os Benefícios
Segundo Campos (1992), para medir a eficácia das soluções, há necessidade da
aplicação de controles efetivos, com objetivo de verificar se:
• O desempenho esperado está sendo alcançado;
• Está sendo feita a coisa certa da forma certa, conforme os novos padrões estabelecidos;
• Estão sendo tomadas ações corretivas, em função de não-conformidades ou desvios
observados no processo.
2.3.8.2 Padronizar as Atividades
Para Cerqueira (1995), confirmada a eficácia da solução, deve-se buscar a retenção dos
ganhos e benefícios alcançados. Isto pode ser conseguido estabelecendo-se, em definitivo,
procedimentos documentados contendo os novos padrões e rotinas já aprovadas.
Os procedimentos devem conter os níveis de autoridade e responsabilidade pelas ações
envolvidas no processo, e a descrição clara das atividades necessárias para monitoração do
processo em seus novos níveis (SCHOLTES, 1992).
2.3.8.3 Monitorar o Sistema de Controle
Para Campos (1992), a monitoração do novo processo visa a assegurar seu controle
efetivo, impedindo sua degradação, assegurando a tomada de ações corretivas e a manutenção
dos novos níveis conseguidos no projeto.

33
O bloqueio das causas anteriores dos problemas deve ser efetivo. Caso contrário, todo o
esforço despendido será perdido (OLIVEIRA, 1995).
Segundo Cerqueira (1995), o processo deve ser avaliado constantemente para análise de
problemas remanescentes ou verificação da possibilidade de obtenção de níveis de
desempenho mais audaciosos, a partir dos ganhos já obtidos. O investimento na manutenção
dos níveis atuais não assegura sua efetividade ao longo do tempo. È preciso sempre buscar o
aprimoramento.

34
3 METODOLOGIA
Esse trabalho foi realizado com base no último produto que a BOBST GROUP
Latinoamerica do Sul Ltda. desenvolveu e lançou no mercado, a máquina “VISIONCUT”
(ANEXO 1), devido aos altos índices de desperdícios (refugos e retrabalho de peças) que
foram detectados durante o desenvolvimento e fabricação das quatro primeiras séries de
máquinas, que impactaram diretamente na redução do lucro estimado.
Para a realização desse trabalho foram coletados dados a partir dos relatórios do
Departamento Financeiro, Departamento de Controle da Qualidade e do Departamento de
Custos, que foram arquivados no sistema BOBSIS14.
A fim de analisar criteriosamente o desenvolvimento e fabricação do produto,
primeiramente foram estudadas as primeiras quatro séries de fabricação (totalizando 24
máquinas), o que permitiu fazer o estudo consolidado, depois cada série foi estudada a parte,
assim o intuito foi individualizar cada série distinta do produto, ainda que as causas dos
desperdícios possam ser comuns entre uma ou mais séries, e por último, fazer a comparação
entre elas.
Para fazer o estudo consolidado e de cada série foi necessário verificar o impacto que os
desperdícios representaram no custo de fabricação da máquina e, conseqüentemente, na
margem de lucro obtida, sendo que primeiramente foi feita a classificação dos tipos dos
desperdícios e após o levantamento do custo referente a eles, o que possibilitou elaborar um
indicador que evidenciasse o custo de cada tipo de desperdício como percentual do lucro
estimado.
A partir dos dados coletados foi feita a identificação das causas dos desperdícios através
da utilização do Diagrama de Causa e Efeito (conforme o item 2.2.5). Em seguida, foi
elaborado um indicador que evidenciasse as causas dos desperdícios que tiveram maior
ocorrência, entretanto, através deste indicador, não é possível saber se as causas que mais
ocorreram são aquelas que causaram maior impacto no lucro estimado, assim foi necessário
fazer um Diagrama de Pareto (conforme o item 2.2.6) capaz de relacionar o percentual das
causas dos desperdícios com o custo referente a eles, permitindo identificar as causas que
14 Sistema BOBSIS é um sistema informatizado desenvolvido especificamente para a BOBST, utilizado para o gerenciamento de dados, logística, histórico, criação de relatórios e etc.

35
devem ser priorizadas, baseando-se naquelas que mais colaboram para a redução do lucro
estimado.
Para fazer a comparação entre as séries de fabricação, foi necessário elaborar um
indicador que evidenciasse o custo de cada tipo de desperdício como percentual do lucro
estimado para cada série de fabricação, o que também possibilita monitorar os índices de
desperdícios ao longo das séries.
A partir da identificação das causas dos desperdícios, foi necessário elaborar um
indicador capaz de evidenciar as causas que tiveram maior ocorrência para cada série de
fabricação, entretanto, através deste indicador, não é possível saber se as causas que mais
ocorreram são aquelas que causaram maior impacto no lucro estimado, assim foi necessário
fazer um gráfico que evidenciasse série a série o custo de cada causa de desperdício como
percentual do lucro estimado.
Por último, foi feito um indicador capaz de evidenciar o lucro real comparando-o com o
lucro estimado, permitindo verificar se o lucro real atingiu a meta estimada.
Os indicadores elaborados a partir desse estudo são capazes de evidenciar qual o valor
que os desperdícios representam quando comparado ao lucro obtido de cada máquina,
identificando o lucro real e comparando-o com o lucro estimado. Tais indicadores também
possibilitaram identificar as causas dos desperdícios que devem ser priorizadas na tomada de
ações para uma futura correção.
Após a priorização das causas, foram feitas algumas análises que permitiram que
fossem apontadas algumas sugestões de correção e melhoria visando a redução dos
desperdícios relacionados com o desenvolvimento de novos produtos na fase de projeto.
No decorrer deste trabalho foi necessário fazer o uso da metodologia para análise e
solução de problemas (MASP) e de algumas ferramentas da qualidade, para que os problemas
fossem identificados e priorizados, visando a tomada de ações para a correção das causas dos
desperdícios, com vistas à redução dos refugos e retrabalho de peças, relacionados com o
desenvolvimento de novos produtos na fase de projeto.

36
4 RESULTADOS E DISCUSSÕES
Neste capítulo são apresentados os indicadores que foram elaborados a partir dos dados
coletados referentes aos desperdícios detectados durante o desenvolvimento e fabricação da
máquina “VISIONCUT” e após, as análises feitas a partir deles, identificando e priorizando os
tipos e as causas dos desperdícios que mais impactaram na redução do lucro estimado.
De modo a facilitar o entendimento cada série foi estudada a parte, assim o intuito foi
individualizar cada série distinta do produto, ainda que as causas dos desperdícios possam ser
comuns entre uma ou mais séries.
Com o estudo realizado, também foram evidenciados alguns aspectos que permitiram
que fossem feitas algumas sugestões de melhoria e correção, visando à redução dos
desperdícios relacionados com o desenvolvimento de novos produtos na fase de projeto.
4.1 Resultados Consolidados
Primeiramente foram coletados dados a partir dos relatórios arquivados no sistema
BOBSIS, o que possibilitou classificar os desperdícios relacionados com o desenvolvimento e
fabricação das primeiras 24 máquinas “VISIONCUT” em:
• Refugo: Quando se faz necessário sucatar a peça, devido à mesma não ser mais
utilizada ou não oferecer condições de retrabalho.
• Retrabalho Interno: Quando se faz necessário retrabalhar a peça na própria empresa
(Bobst) pelo setor de Montagem, sendo que o tempo do retrabalho é custeado pela Bobst.
• Retrabalho Externo: Quando se faz necessário retrabalhar a peça por um fornecedor
externo á Bobst, sendo que o valor do retrabalho é custeado pela Bobst.
Após a classificação acima, foi feito o levantamento do custo referente a cada tipo de
desperdício, o que possibilitou fazer a comparação com o lucro estimado das 24 máquinas,
conforme a figura 7.

37
GRÁFICO GERALTIPOS DE DESPERDÍCIOS X LUCRO ESTIMADO
Retrabalho Externo2,24%
Retrabalho Interno0,48%
Refugo4,17%
Lucro Real93,11%
Na figura 7 pode-se verificar que os desperdícios ocasionados durante a fabricação das
primeiras 4 séries (totalizando 24 máquinas) implicaram um custo equivalente a 6,89% do
lucro estimado fazendo com que o lucro real seja na verdade 93,11% do estimado. Observa-se
ainda que o refugo foi o tipo de desperdício que mais colaborou para tal redução.
Após a coleta dos dados referentes aos desperdícios (Refugo, Retrabalho Externo e
Retrabalho Interno) ocasionados durante o processo de desenvolvimento e fabricação das
primeiras 24 máquinas “VISIONCUT”, foi feito um estudo a fim de identificar as causas de
tais desperdícios, onde os dados foram coletados e em seguida organizados no Diagrama de
Causa e Efeito (item 2.2.5) conforme a figura 8.
Figura 7 – Indicador do custo de cada tipo de desperdício como percentual do lucro estimado, referente às primeiras quatro séries de fabricação da máquina “VISIONCUT”.
Figura 8 – Diagrama de Causa e Efeito mostrando as causas identificadas.

38
Pode-se identificar na figura 8 que existem duas famílias de causas potenciais
relacionadas com o problema: Mão de obra e Método, sendo que a partir delas, as causas dos
desperdícios foram classificadas em:
• Erro na lista: Quando gera a necessidade de descartar uma peça adquirida pela lista
errada e novo processo de aquisição para uma peça correta, de maneira a poder executar a
montagem de um conjunto.
• Falha no projeto: Quando gera a necessidade de retrabalhar ou substituir a peça
devido às modificações que ocorreram no projeto.
• Falha na descrição de compras: Quando gera a necessidade de retrabalhar ou
substituir a peça devido a uma falha humana,
� no lançamento de informações sobre a sua especificação no Sistema BOBSIS, ou
� do Setor de Compras não ter requisitado a peça conforme a descrição estabelecida.
• Erro de desenho: Quando gera a necessidade de fazer a correção do desenho devido o
mesmo estar confuso ou ocasionando dupla interpretação, sendo necessário retrabalhar ou
substituir a peça que já foi fabricada a partir dele.
• Desenho desatualizado no fornecedor: Quando houve alguma modificação no
projeto/desenho, porém, devido a uma falha humana não foi providenciada a substituição
do desenho da peça no fornecedor, fazendo com que a peça fosse fabricada de acordo com
a edição antiga do desenho.
• Especificação de fornecedor incorreta: Quando gera a necessidade de retrabalhar ou
refazer a peça em outro fornecedor, devido a uma falha humana do Setor de Compras, que
definiu um fornecedor que não foi capaz de atender as especificações da peça.
Após a classificação acima, foi feito um levantamento a fim de identificar quais foram
as causas dos desperdícios que tiveram maior ocorrência durante o desenvolvimento e
fabricação das primeiras 24 máquinas “VISIONCUT”, conforme a figura 9.

39
Gráfico Geral das Causas dos Desperdícios
Falha na Descrição de Compras
6,31%
Falha no Projeto32,74%
Erro na Lista48,79%
Desenho Desatualizado no
Fornecedor5,15%
Especificação de Fornecedor
Incorreta4,99%
Erro de Desenho2,02%
Na figura 9 pode-se identificar que as causas dos desperdícios que mais ocorreram
foram Erro na Lista e Falha no Projeto, porém isto não significa que elas são as que causam
maior impacto no lucro estimado. Assim, foi necessário fazer um Diagrama de Pareto,
conforme a figura 10, que relaciona o percentual das causas dos desperdícios com o custo
referente a eles, permitindo identificar as causas que devem ser priorizadas, baseando-se
naquelas que mais colaboram para a redução do lucro estimado.
Figura 9 – Indicador do percentual das causas dos desperdícios correspondente as primeiras 4 séries de fabricação da máquina “VISIONCUT”.

40
GRÁFICO DE PARETODESPERDÍCIOS X CUSTO
48,79%
32,74%
6,31% 5,15% 4,99%2,02%
R$ 149.143,37R$ 146.126,23
R$ 138.688,13R$ 131.000,62
R$ 72.759,49
R$ 121.590,40
0%
10%
20%
30%
40%
50%
60%
Erro na Lista Falha noProjeto
Falha naDescrição de
Compras
DesenhoDesatualizadono Fornecedor
Especificaçãode Fornecedor
Incorreta
Erro deDesenho
Causas dos Desperdícios
R$ 0
R$ 20.000
R$ 40.000
R$ 60.000
R$ 80.000
R$ 100.000
R$ 120.000
R$ 140.000
R$ 160.000
Porcentual das Causas dos Desperdícios Frequencia Acumulada %
Analisando a figura 10 pode-se identificar que as causas responsáveis por 81,5% do
custo dos desperdícios são realmente Erro na Lista e Falha no Projeto, que seguindo o
principio de Pareto “poucas mas vitais e muitos e triviais”, essas causas são consideradas
“poucas mas vitais”. Isso significa que devemos priorizar essas causas para a tomada de
ações, já que elas são responsáveis pela maior parte das perdas.
Quanto às demais causas, que são responsáveis por apenas 18,5% do custo dos
desperdícios, seguindo o principio acima, são as consideradas “muitos e triviais”. Quanto a
elas, nada impede que sejam desenvolvidas ações para eliminá-las, desde que não sejam
despendidos recursos e tempo excessivos.
4.2 Séries de Fabricação
Sabe-se que para o lançamento de qualquer projeto, exige-se que se tenha um protótipo,
e qualquer modificação, acerto e ajuste devem ser feitos nesta fase do projeto. Com o projeto
da máquina “VISIONCUT” não podia ser diferente, porém o protótipo não foi feito em site
(no Brasil), e sim feito na Suíça.
18,5% 81,5%
Figura 10 – Diagrama de Pareto evidenciando as causas que devem ser priorizadas para a tomada de ações correspondente as primeiras 4 séries de fabricação da máquina “VISIONCUT”.
41
Por isso, prevendo que ocorreriam divergências durante a fabricação da máquina no
Brasil, a produção foi dividida em séries:
• Série 1: Quantidade de 4 máquinas a serem fabricadas. A quantidade de máquinas a
serem fabricadas foi reduzida, prevendo modificações, acertos e ajustes no projeto;
• Série 2: Quantidade de 4 máquinas a serem fabricadas. A quantidade de máquinas a
serem fabricadas permaneceu reduzida, para que fosse verificado se as modificações,
acertos e ajustes feitos na serie anterior foram eficazes, para que em seguida seja feita a
validação do projeto, liberando-o para as próximas séries como produção normal (séries
com a quantidade de 8 máquinas a serem fabricadas). É somente a partir desta fase que se
libera a compra de todos os itens para a fabricação das próximas séries;
• Série 3: Quantidade de 8 máquinas a serem fabricadas. Com o projeto validado, as
peças devem estar disponíveis para a montagem das máquinas, sendo assim, a
possibilidade de haver modificações, acertos e ajustes no projeto são mínimas;
• Série 4: Quantidade de 8 máquinas a serem fabricadas. As peças devem estar
disponíveis para a montagem das máquinas, de acordo com o projeto validado;
Para identificar quais os desperdícios que foram detectados ao longo da produção,
houve a necessidade de analisar cada série de fabricação, conforme segue ao longo deste
capítulo.
4.2.1 Série de Fabricação 1
Após feita a classificação dos tipos dos desperdícios conforme o item 4.1, foi feito o
levantamento do custo referente a eles, o que possibilitou fazer a comparação com o lucro
estimado das quatro máquinas referente à série 1, conforme a figura 11.
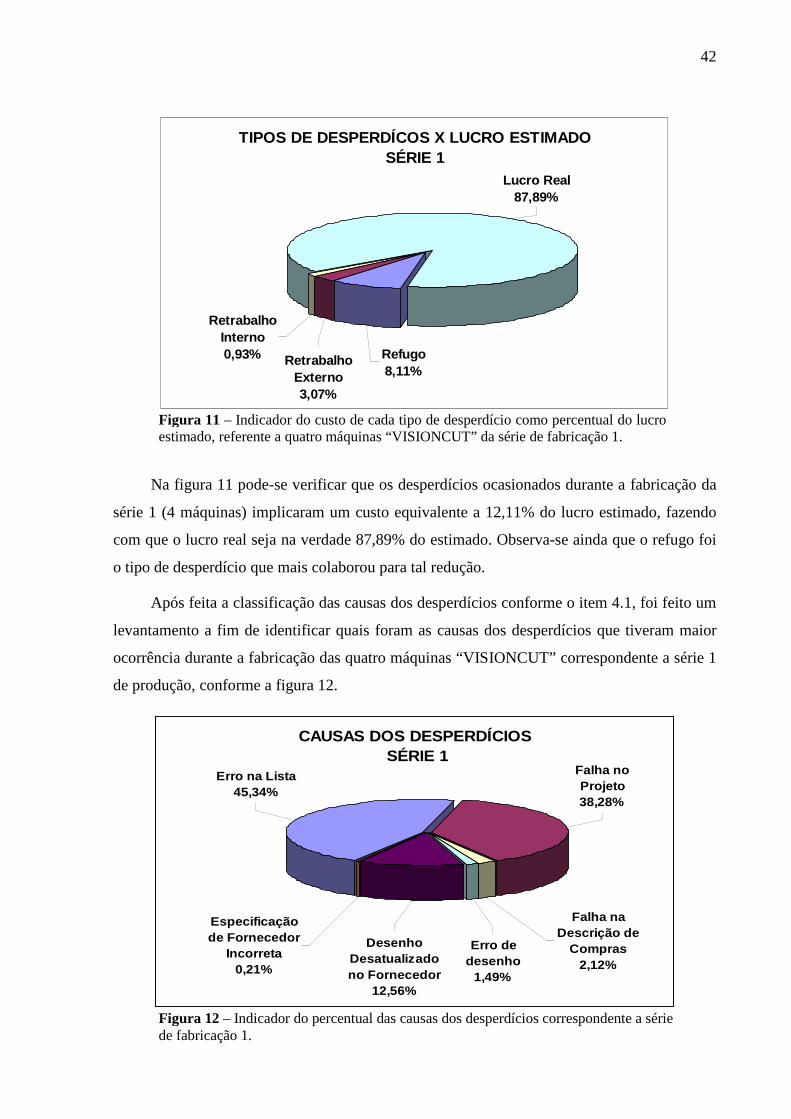
42
TIPOS DE DESPERDÍCOS X LUCRO ESTIMADO SÉRIE 1
Lucro Real87,89%
Retrabalho Interno 0,93% Refugo
8,11%Retrabalho
Externo3,07%
Na figura 11 pode-se verificar que os desperdícios ocasionados durante a fabricação da
série 1 (4 máquinas) implicaram um custo equivalente a 12,11% do lucro estimado, fazendo
com que o lucro real seja na verdade 87,89% do estimado. Observa-se ainda que o refugo foi
o tipo de desperdício que mais colaborou para tal redução.
Após feita a classificação das causas dos desperdícios conforme o item 4.1, foi feito um
levantamento a fim de identificar quais foram as causas dos desperdícios que tiveram maior
ocorrência durante a fabricação das quatro máquinas “VISIONCUT” correspondente a série 1
de produção, conforme a figura 12.
CAUSAS DOS DESPERDÍCIOS SÉRIE 1
Falha na Descrição de
Compras2,12%
Erro de desenho
1,49%
Desenho Desatualizado no Fornecedor
12,56%
Especificação de Fornecedor
Incorreta0,21%
Falha no Projeto38,28%
Erro na Lista45,34%
Figura 11 – Indicador do custo de cada tipo de desperdício como percentual do lucro estimado, referente a quatro máquinas “VISIONCUT” da série de fabricação 1.
Figura 12 – Indicador do percentual das causas dos desperdícios correspondente a série de fabricação 1.

43
Na figura 12 pode-se identificar que as maiores causas dos desperdícios foram Erro na
Lista e Falha no Projeto, porém isto não significa que elas são as que causam maior impacto
no lucro estimado. Assim, foi necessário fazer um Diagrama de Pareto, conforme a figura 13,
que relaciona o percentual das causas dos desperdícios com o custo referente a eles,
permitindo identificar as causas que devem ser priorizadas, baseando-se naquelas que mais
colaboram para a redução do lucro estimado.
GRÁFICO DE PARETO - SÉRIE 1 DESPERDÍCIOS X CUSTO
45,34%
38,28%
12,56%
2,12% 1,49% 0,21%
R$ 46.723,92R$ 46.626,77R$ 45.930,70R$ 44.939,70
R$ 39.070,22
R$ 21.183,32
0%
5%
10%
15%
20%
25%
30%
35%
40%
45%
50%
Erro na Lista Falha no Projeto
DesenhoDesatualizadono Fornecedor
Falha naDescrição de
Compras
Erro deDesenho
Especificação deFornecedor
Incorreta
Causas dos Desperdícios
R$ 0
R$ 5.000
R$ 10.000
R$ 15.000
R$ 20.000
R$ 25.000
R$ 30.000
R$ 35.000
R$ 40.000
R$ 45.000
R$ 50.000
Percentual das Causas dos Desperdícios Frequencia Acumulada %
Analisando a figura 13 pode-se identificar que as causas responsáveis por 83,6% do
custo dos desperdícios são realmente Erro na Lista e Falha no Projeto, que seguindo o
principio de Pareto “poucas mas vitais e muitos e triviais”, essas causas são consideradas
“poucas mas vitais”. Isso significa que devemos priorizar essas causas para a tomada de
ações, já que elas são responsáveis pela maior parte das perdas.
Quanto às demais causas, que são responsáveis por apenas 16,4% do custo dos
desperdícios, seguindo o principio acima, são as consideradas “muitos e triviais”. Quanto a
elas, nada impede que sejam desenvolvidas ações para eliminá-las, desde que não sejam
despendidos recursos e tempo excessivos.
16,4% 83,6%
Figura 13 – Diagrama de Pareto evidenciando as causas que devem ser priorizadas para a tomada de ações correspondente a série de fabricação 1.

44
4.2.2 Série de Fabricação 2
Após feita a classificação dos tipos dos desperdícios conforme o item 4.1, foi feito o
levantamento do custo referente a eles, o que possibilitou fazer a comparação com o lucro
estimado das quatro máquinas referente à série 2, conforme a figura 14.
TIPOS DE DESPERDÍCIOS X LUCRO ESTIMADO SÉRIE 2
Lucro Real92,68%
Refugo3,51%
Retrabalho Interno0,81% Retrabalho
Externo3,00%
Na figura 14 pode-se verificar que os desperdícios ocasionados durante a fabricação da
série 2 (4 máquinas) implicaram um custo equivalente a 7,32% do lucro estimado, fazendo
com que o lucro real seja na verdade 92,68% do estimado. Observa-se ainda que o refugo e o
retrabalho externo foram os tipos de desperdícios que mais colaboraram para tal redução.
Após feita a classificação das causas dos desperdícios conforme o item 4.1, foi feito um
levantamento a fim de identificar quais foram as causas dos desperdícios que tiveram maior
ocorrência durante a fabricação das quatro máquinas “VISIONCUT” correspondente a série 2
de produção, conforme a figura 15.
Figura 14 - Indicador do custo de cada tipo de desperdício como percentual do lucro estimado, referente a quatro máquinas “VISIONCUT” da série de fabricação 2.
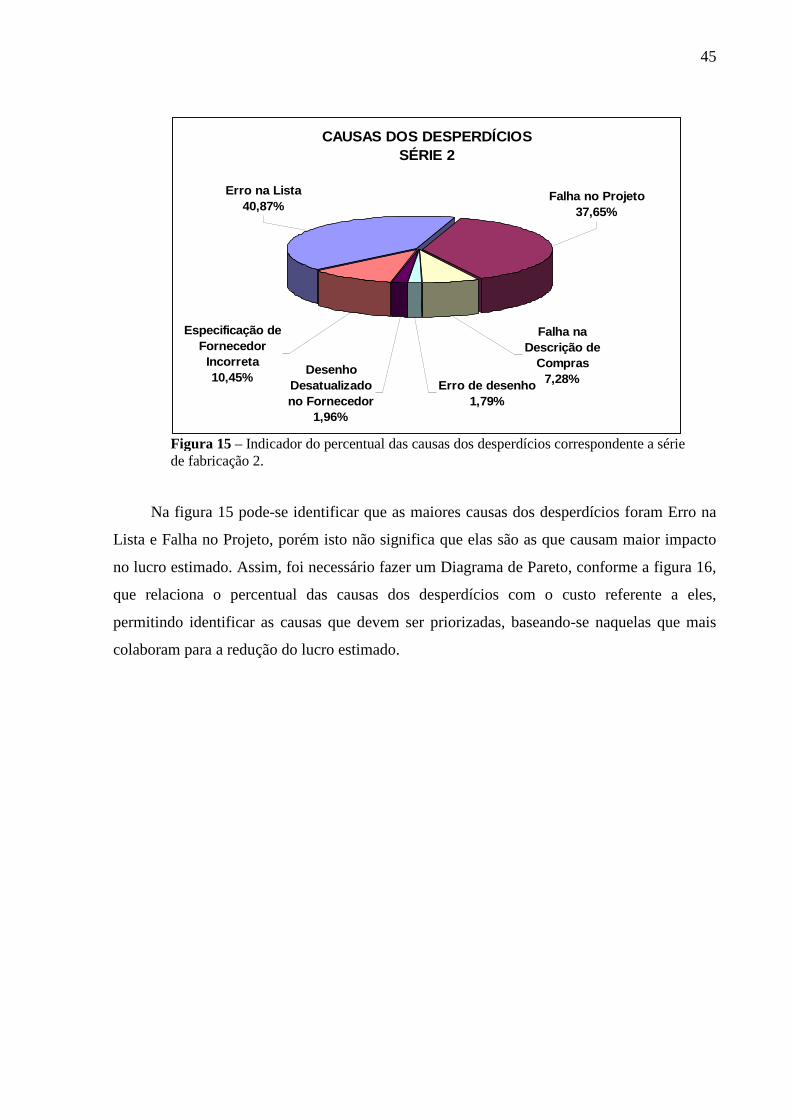
45
CAUSAS DOS DESPERDÍCIOS SÉRIE 2
Falha na Descrição de
Compras7,28%
Desenho Desatualizado no Fornecedor
1,96%
Erro de desenho1,79%
Falha no Projeto37,65%
Especificação de Fornecedor
Incorreta10,45%
Erro na Lista40,87%
Na figura 15 pode-se identificar que as maiores causas dos desperdícios foram Erro na
Lista e Falha no Projeto, porém isto não significa que elas são as que causam maior impacto
no lucro estimado. Assim, foi necessário fazer um Diagrama de Pareto, conforme a figura 16,
que relaciona o percentual das causas dos desperdícios com o custo referente a eles,
permitindo identificar as causas que devem ser priorizadas, baseando-se naquelas que mais
colaboram para a redução do lucro estimado.
Figura 15 – Indicador do percentual das causas dos desperdícios correspondente a série de fabricação 2.

46
GRÁFICO DE PARETO - SÉRIE 2DESPERDÍCIOS X CUSTO
1,79%1,96%
7,28%10,45%
37,65%40,87%
R$ 28.229,43R$ 27.723,25R$ 27.171,69
R$ 25.115,97
R$ 22.166,58
R$ 11.537,61
0%
5%
10%
15%
20%
25%
30%
35%
40%
45%
Erro na Lista Falha no Projeto
Especificaçãode Fornecedor
Incorreta
Falha naDescrição de
Compras
DesenhoDesatualizadono Fornecedor
Erro deDesenho
Causas dos Desperdícios
R$ 0
R$ 5.000
R$ 10.000
R$ 15.000
R$ 20.000
R$ 25.000
R$ 30.000
Percentual das Causas dos Desperdícios Freqüencia acumulada
Analisando a figura 16 pode-se identificar que as causas responsáveis por 78,5% do
custo dos desperdícios são realmente Erro na Lista e Falha no Projeto, que seguindo o
principio de Pareto “poucas mas vitais e muitos e triviais”, essas causas são consideradas
“poucas mas vitais”. Isso significa que devemos priorizar essas causas para a tomada de
ações, já que elas são responsáveis pela maior parte das perdas.
Quanto às demais causas, que são responsáveis por apenas 21,5% do custo dos
desperdícios, seguindo o principio acima, são as consideradas “muitos e triviais”. Quanto a
elas, nada impede que sejam desenvolvidas ações para eliminá-las, desde que não sejam
despendidos recursos e tempo excessivos.
4.2.3 Série de Fabricação 3
Após feita a classificação dos tipos dos desperdícios conforme o item 4.1, foi feito o
levantamento do custo referente a eles, o que possibilitou fazer a comparação com o lucro
estimado das oito máquinas referente à série 3, conforme a figura 17.
78,5% 21,5%
Figura 16 – Diagrama de Pareto evidenciando as causas que devem ser priorizadas para a tomada de ações correspondente a série de fabricação 2.

47
TIPOS DE DESPERDÍCIOS X LUCRO ESTIMADO SÉRIE 3
Lucro Real93,70%
Retrabalho Interno0,46%
Refugo3,89%
Retrabalho Externo1,95%
Na figura 17 pode-se verificar que os desperdícios ocasionados durante a fabricação da
série 3 (8 máquinas) implicaram um custo equivalente a 6,30% do lucro estimado, fazendo
com que o lucro real seja na verdade 93,70% do estimado. Observa-se ainda que o refugo foi
o tipo de desperdício que mais colaborou para tal redução.
Após feita a classificação das causas dos desperdícios conforme o item 4.1, foi feito um
levantamento a fim de identificar quais foram as causas dos desperdícios que tiveram maior
ocorrência durante a fabricação das oito máquinas “VISIONCUT” correspondente a série 3 de
produção, conforme a figura 18.
CAUSAS DOS DESPERDÍCIOS SÉRIE 3
Erro de Desenho
2,00%
Desenho Desatualizado no Fornecedor
1,35%Especificação de
Fornecedor Incorreta
9,04%
Falha na Descrição de
Compras10,11%
Falha no Projeto28,88%
Erro na Lista48,62%
Figura 17 - Indicador do custo de cada tipo de desperdício como percentual do lucro estimado, referente a oito máquinas “VISIONCUT” da série de fabricação 3.
Figura 18 – Indicador do percentual das causas dos desperdícios correspondente a série de fabricação 3.

48
Na figura 18 pode-se identificar que as maiores causas dos desperdícios foram Erro na
Lista e Falha no Projeto, porém isto não significa que elas são as que causam maior impacto
no lucro estimado. Assim, foi necessário fazer um Diagrama de Pareto, conforme a figura 19,
que relaciona o percentual das causas dos desperdícios com o custo referente a eles,
permitindo identificar as causas que devem ser priorizadas, baseando-se naquelas que mais
colaboram para a redução do lucro estimado.
GRÁFICO DE PARETO - SÉRIE 3DESPERDÍCIOS X CUSTO
1,35%2,00%
9,04%10,11%
28,88%
48,62%R$ 48.585,79R$ 47.928,39R$ 46.956,95
R$ 42.565,39
R$ 37.651,99
R$ 23.622,77
0%
10%
20%
30%
40%
50%
60%
Erro na Lista Falha no Projeto
Falha naDescrição de
Compras
Especificaçãode Fornecedor
Incorreta
Erro deDesenho
DesenhoDesatualizadono Fornecedor
Causas dos Desperdícios
R$ 0
R$ 5.000
R$ 10.000
R$ 15.000
R$ 20.000
R$ 25.000
R$ 30.000
R$ 35.000
R$ 40.000
R$ 45.000
R$ 50.000
Percentual das Causas dos Desperdícios Freqüencia acumulada
Analisando a figura 19 pode-se identificar que as causas responsáveis por 77,5% do
custo dos desperdícios são realmente Erro na Lista e Falha no Projeto, que seguindo o
principio de Pareto “poucas mas vitais e muitos e triviais”, essas causas são consideradas
“poucas mas vitais”. Isso significa que devemos priorizar essas causas para a tomada de
ações, já que elas são responsáveis pela maior parte das perdas.
Quanto às demais causas, que são responsáveis por apenas 22,5% do custo dos
desperdícios, seguindo o principio acima, são as consideradas “muitos e triviais”. Quanto a
elas, nada impede que sejam desenvolvidas ações para eliminá-las, desde que não sejam
despendidos recursos e tempo excessivos.
77,5% 22,5%
Figura 19 – Diagrama de Pareto evidenciando as causas que devem ser priorizadas para a tomada de ações correspondente a série de fabricação 3.

49
4.2.4 Série de Fabricação 4
Após feita a classificação dos tipos dos desperdícios conforme o item 4.1, foi feito o
levantamento do custo referente a eles, o que possibilitou fazer a comparação com o lucro
estimado das oito máquinas referente à série 4, conforme a figura 20.
TIPOS DE DESPERDÍCIOS X LUCRO ESTIMADO SÉRIE 4
Refugo2,00%
Retrabalho Externo1,32%
Lucro Real96,68%
Analisando a figura 20 pode-se perceber que só existem dois tipos de desperdícios,
sendo refugo e retrabalho externo, faltando o retrabalho interno. Isso ocorreu porque ainda
não se iniciou a montagem da série 4, sendo impossível prever a quantidade de retrabalho
interno que será despendido pela empresa.
Pode-se verificar que os desperdícios ocasionados durante a fabricação da série 4 (8
máquinas) implicaram um custo equivalente a 3,32% do lucro estimado, fazendo com que o
lucro real seja na verdade de 96,68% do estimado. Observa-se ainda que o refugo foi o tipo de
desperdício que mais colaborou para tal redução.
Após feita a classificação das causas dos desperdícios conforme o item 4.1, foi feito um
levantamento a fim de identificar quais foram as causas dos desperdícios que tiveram maior
ocorrência durante a fabricação das oito máquinas “VISIONCUT” correspondente a série 4 de
produção, conforme a figura 21.
Figura 20 - Indicador do custo de cada tipo de desperdício como percentual do lucro estimado, referente a oito máquinas “VISIONCUT” da série de fabricação 4.

50
CAUSAS DOS DESPERDÍCIOSSÉRIE 4
Falha na Descrição de
Compras5,66%
Desenho Desatualizado no Fornecedor
2,38% Erro de desenho
3,30%
Especificação de Fornecedor
Incorreta0,00%
Falha no Projeto24,55%
Erro na Lista64,11%
Na figura 21 pode-se identificar que as maiores causas dos desperdícios foram Erro na
Lista e Falha no Projeto, porém isto não significa que elas são as que causam maior impacto
no lucro estimado. Assim, foi necessário fazer um Diagrama de Pareto, conforme a figura 22,
que relaciona o percentual das causas dos desperdícios com o custo referente a eles,
permitindo identificar as causas que devem ser priorizadas, baseando-se naquelas que mais
colaboram para a redução do lucro estimado.
Figura 21 – Indicador do percentual das causas dos desperdícios correspondente a série de fabricação 4.

51
GRÁFICO DE PARETO - SÉRIE 4DESPERDÍCIO X CUSTO
64,11%
24,55%
5,66% 3,30% 2,38% 0,00%
R$ 16.415,79
R$ 22.701,61R$ 24.151,66 R$ 24.995,26 R$ 25.604,33 R$ 25.604,33
0%
10%
20%
30%
40%
50%
60%
70%
Erro na Lista Falha no Projeto
Falha naDescrição de
Compras
Erro de Desenho
DesenhoDesatualizado no Fornecedor
Especificaçãode Fornecedor
Incorreta
Causas dos Desperdícios
R$ 0
R$ 5.000
R$ 10.000
R$ 15.000
R$ 20.000
R$ 25.000
R$ 30.000
Percentual das Causas dos Desperdícios Freqüencia acumulada
Analisando a figura 22 pode-se identificar que as causas responsáveis por 88,7% do
custo dos desperdícios são realmente Erro na Lista e Falha no Projeto, que seguindo o
principio de Pareto “poucas mas vitais e muitos e triviais”, essas causas são consideradas
“poucas mas vitais”. Isso significa que devemos priorizar essas causas para a tomada de
ações, já que elas são responsáveis pela maior parte das perdas.
Quanto às demais causas, que são responsáveis por apenas 11,3% do custo dos
desperdícios, seguindo o principio acima, são as consideradas “muitos e triviais”. Quanto a
elas, nada impede que sejam desenvolvidas ações para eliminá-las, desde que não sejam
despendidos recursos e tempo excessivos.
4.3 Comparação entre as Séries de Fabricação
Quaisquer modificações, acertos e ajustes deveriam ter sido feitos na série 1 e validados
na série 2, contudo, a partir do estudo realizado no presente trabalho pôde-se verificar que eles
continuaram a persistir nas séries 3 e 4, sendo que ainda eram feitas modificações, acertos e
ajustes no projeto, fazendo com que os desperdícios ainda fossem altos, conforme a figura 23.
11,3% 88,7%
Figura 22 – Diagrama de Pareto evidenciando as causas que devem ser priorizadas para a tomada de ações correspondente a série de fabricação 4.

52
8,11%
3,07%
0,93%
3,51%
3,00%
0,81%
3,89%
1,95%0,46%
2,00%
1,32%
0%
2%
4%
6%
8%
10%
12%
14%
1 2 3 4
Série de Fabricação
DESPERDÍCIOS X REDUÇÃO DO LUCRO ESTIMADO
Refugo Retrabalho Externo Retrabalho Interno
Analisando a figura 23 pode-se verificar que a redução do lucro estimado devido a
retrabalho externo na série 1 é de 3,07%, enquanto que na série 2 é de 3,00%, assim, podemos
afirmar que o valor praticamente se manteve, tendo uma redução de apenas 0,07%. Outro
aspecto que se pode verificar é que a redução do lucro estimado devido a refugo na série 2 é
de 3,51%, enquanto que na série 3 é de 3,89%, assim pode-se afirmar que houve um aumento
de 0,38%. Tais aspectos evidenciam que os desperdícios ainda estão persistindo mesmo após
a série 2, quando deveria ser feita a validação do projeto.
A partir do estudo realizado, também se pôde verificar que como não existiam
indicadores que evidenciassem tais desperdícios, nem sempre foram realizadas ações para a
sua correção, por isso, muitos problemas acabavam reincidindo.
Um aspecto que não pode ser desprezado é em relação à série 4 que, como ainda não foi
iniciada sua montagem, pode-se verificar que existe uma tendência em aumentar ainda mais
os desperdícios, sendo que muitos deles somente são detectados durante a montagem da
máquina.
Sabendo que os desperdícios persistiram mesmo após a série 2, quando deveria ser feita
a validação do projeto, foi necessário evidenciar suas causas série á série, para facilitar a
visualização das que mais foram detectadas, conforme a figura 24.
12,11 %
7,32% 6,30%
3,32%
Figura 23 – Indicador do custo de cada tipo de desperdício como percentual do lucro estimado para cada série de fabricação.

53
0%
10%
20%
30%
40%
50%
60%
70%
CAUSAS DOS DESPERDÍCIOS SÉRIE A SÉRIE
Série 1 45,34% 38,28% 2,12% 1,49% 12,56% 0,21%
Série 2 40,87% 37,65% 7,28% 1,79% 1,96% 10,45%
Série 3 48,62% 28,88% 10,11% 2,00% 1,35% 9,04%
Série 4 64,11% 24,55% 5,66% 3,30% 2,38% 0,00%
Erro na ListaFalha no Projeto
Falha na Descrição de
Compras
Erro de desenho
Desenho Desatualizado no Fornecedor
Especificação de Fornecedor
Incorreta
Analisando a figura 24 fica evidente que em todas as séries de fabricação, as maiores
causas dos desperdícios foram Erro na Lista e Falha no Projeto, porém fazer apenas está
análise não significa que elas são as que causam maior impacto no lucro estimado, assim, foi
necessário fazer um gráfico que evidenciasse o percentual da redução do lucro estimado em
relação às causas dos desperdícios, conforme a figura 25.
Figura 24 – Indicador do percentual das causas dos desperdícios para cada série de fabricação.

54
0%
1%
2%
3%
4%
5%
6%
CAUSAS DOS DESPERDÍCIOS X LUCRO ESTIMADOSÉRIE A SÉRIE
Série 1 5,49% 4,64% 0,26% 0,18% 1,52% 0,02%
Série 2 2,99% 2,76% 0,53% 0,13% 0,14% 0,77%
Série 3 3,06% 1,82% 0,64% 0,13% 0,08% 0,57%
Série 4 2,13% 0,81% 0,19% 0,11% 0,08% 0%
Erro na ListaFalha no Projeto
Falha na Descrição de
Compras
Erro de Desenho
Desenho Desatualizado no Fornecedor
Especificação de Fornecedor
Incorreta
Analisando a figura 25 pode-se identificar que as causas dos desperdícios que mais
interferem na redução do lucro estimado são realmente Erro na Lista e Falha no Projeto. Isso
significa que devemos priorizar essas causas para a tomada de ações, já que elas são
responsáveis pela maior parte das perdas.
Quanto às demais causas, nada impede que sejam desenvolvidas ações para eliminá-las,
desde que não sejam despendidos recursos e tempo excessivos.
Durante o estudo realizado, para calcular o lucro estimado de cada máquina, foi
estipulado pelo Departamento Financeiro que poderíamos considerar o valor de 16% do seu
preço de venda.
Como hoje não existe a contabilização dos desperdícios, a empresa os considera como
despesas gerais. Porém, com o levantamento feito durante este trabalho, pode-se concluir que
até hoje, todas as máquinas “VISIONCUT” vendidas obtiveram um lucro abaixo do estimado,
conforme a figura 26.
Figura 25 – Indicador do custo das causas dos desperdícios como percentual do lucro estimado para cada série de fabricação.

55
Analisando a figura 26 pode-se verificar que mesmo após a validação do projeto, que
deveria acontecer na série de fabricação 2, o lucro real não atingiu a meta estimada. Isso se
deve ao alto índice de desperdícios ocorridos.
Durante o estudo realizado pode-se verificar que ao invés de efetuar a compra de todos
os itens que compõem a máquina para as séries 3 e 4 somente após a validação do projeto ( a
partir da série 2), eles foram comprados antes da validação (junto com os itens da série 1),
sendo assim, se uma peça foi modificada na série 1, conseqüentemente as peças das outras
séries também deveriam ser modificadas. Assim, pode-se concluir que tal aspecto foi o que
mais contribuiu para a ocorrência dos desperdícios e, conseqüentemente, para a redução do
lucro, fazendo com que os índices de desperdícios se elevassem ao longo das séries de
fabricação.
4.4 Oportunidades de Melhoria e Correção
O estudo realizado permitiu que fossem evidenciados certos aspectos que devem ser
melhorados ou corrigidos, a fim de diminuir ou eliminar a ocorrência dos desperdícios
durante o desenvolvimento e fabricação de um novo produto, sendo necessário que a empresa
deva:
LUCRO ESTIMADO X LUCRO REAL
15,47%14,99%14,83%14,06%
0%
4%
8%
12%
16%
20%
1 2 3 4
Série de Fabricação
Per
cent
ual d
os V
alor
es
Lucro Real Lucro Estimado
Figura 26 – Indicador do percentual do lucro real em relação ao lucro estimado para cada série de fabricação.

56
� Criar um plano de ação notificando ao setor de Engenharia que a maior parte dos
desperdícios é devido a Erro na Lista e Falha no Projeto, para que através da utilização do
MASP e das ferramentas de qualidade, seja identificada a causa mais provável desses
problemas e a ação que deverá ser tomada para corrigir sua causa. De acordo com os itens
anteriores, quanto às demais causas (falha na descrição de compras, erro de desenho, desenho
desatualizado no fornecedor e especificação de fornecedor incorreta) nada impedem que
sejam desenvolvidas ações para eliminá-las, desde que não sejam despendidos recursos e
tempo excessivos.
� Utilizar os indicadores elaborados a partir desse estudo para evidenciar os índices de
desperdícios que estão sendo detectados, os quais devem ser feitos logo após o encerramento
de cada série de fabricação. Isso permitirá que seja feito o monitoramento dos índices de
desperdícios detectados durante cada série de fabricação, para criar planos de ação para a
correção dos problemas e até para verificar a eficácia das ações tomadas.
� Estabelecer um programa de treinamento para as pessoas dos setores envolvidos, a fim
de que elas tomem consciência da importância de registrar uma não conformidade ao se
deparar com algum problema que seja necessário retrabalhar a peça internamente ou
externamente à Bobst e a importância de efetuar o cadastro da peça como refugo, quando a
mesma não for mais utilizada ou não oferecer condições de retrabalho. Em ambos os casos é
imprescindível que o problema e sua causa mais provável sejam descritos. Tais aspectos
fazem com que durante a coleta de dados, muitos desperdícios não sejam contabilizados,
mascarando seu valor real e como conseqüência, acabam comprometendo os indicadores
elaborados que são utilizados para análise, a fim de identificar ações que possam eliminar a
causa dos problemas.
� Criar uma instrução de trabalho que contenha uma metodologia a ser seguida durante o
desenvolvimento e fabricação de novos produtos, a fim de padronizar as atividades a serem
executadas, prevendo que elas não trarão nenhum risco para a ocorrência de novos
desperdícios. A empresa deve reunir Times de Trabalhos que possam colaborar com a
identificação de tais atividades, porém nesta instrução deverá conter no mínimo, que para todo
projeto de desenvolvimento de um novo produto, a empresa deve ter seu protótipo produzido
preferencialmente no site (local) em que o produto passará a ser fabricado, assim:
• Em casos onde o protótipo for produzido no site (local) em que o produto passará a ser
fabricado (no caso, na Bobst Brasil), a empresa poderá providenciar os seguintes aspectos:

57
� Ter um local reservado para executar a montagem do protótipo;
� Analisar criteriosamente todos os desenhos e listas de peças, antes que seja efetuada a
compra de todos os itens que serão utilizados no protótipo.
� Registrar todas as modificações, acertos e ajustes feitos no protótipo.
� Somente liberar a compra dos itens para a fabricação do produto após a validação do
protótipo.
• Em casos onde o protótipo não for produzido no site (local) em que o produto passará
a ser fabricado (no caso, em outras empresas do grupo), a empresa poderá providenciar os
seguintes aspectos:
� Ter um local reservado para executar a montagem das séries de fabricação 1 e 2;
� Analisar criteriosamente todos os desenhos e listas de peças, antes que seja efetuada a
compra de todos os itens que serão utilizados na série de fabricação 1.
� Iniciar a produção da série 1 com apenas uma máquina a ser fabricada, assim, todas as
modificações, acertos e ajustes no projeto serão feitos em apenas uma única máquina.
� Registrar todas as modificações, acertos e ajustes feitos na série de fabricação 1;
� Após o término da série 1, liberar a compra de todos os itens que serão utilizados na
série de fabricação 2.
� Também iniciar a produção da série 2 com apenas uma máquina a ser fabricada, para
que, tendo como base os registros feitos na série anterior, seja feita a verificação da
eficácia das modificações, acertos e ajustes realizados, fazendo a validação do projeto.
� Somente liberar a compra dos itens para a fabricação do produto para as demais séries
após a validação do projeto.
Tais aspectos citados anteriormente só visam melhorar a estrutura da empresa, criando
uma base mais sólida, fazendo com que o gasto despendido pela empresa com desperdícios
possa ser revertido em lucro, ou até mesmo em descontos ao cliente que, devido à “crise
mundial”, por muito pouco, muitos acabam abrindo mão da qualidade e acabam tendo
preferência por um produto mais barato de nossos concorrentes.
58
5 CONCLUSÃO
A pesquisa desenvolvida ao longo deste trabalho buscou identificar e priorizar os
problemas que ocorreram ao longo do desenvolvimento e fabricação do produto, para uma
futura tomada de ação, a fim de corrigir a causa do problema.
A falta da aplicação de uma metodologia para identificação e priorização dos problemas
ao longo de toda a cadeia produtiva pode levar, muitas vezes, as empresas ao fracasso. Por
isso, este trabalho buscou identificar os desperdícios detectados através da utilização do
Diagrama de Causa e Efeito e elaborar indicadores que os evidenciassem, priorizando-os de
acordo com o impacto que ocasionaram no lucro estimado, através da utilização do Diagrama
de Pareto, a fim de que a empresa BOBST GROUP utilize essa metodologia em sua rotina.
Pôde-se concluir que os resultados obtidos através da aplicação da metodologia
apresentada ao longo deste trabalho foram conforme o esperado, pois possibilitou identificar e
priorizar os desperdícios através da utilização da metodologia para análise e solução de
problemas e de algumas ferramentas da qualidade, as quais foram imprescindíveis para o
sucesso deste trabalho.
Cabe a empresa decidir sobre a aplicação da metodologia apresentada neste trabalho,
visando uma futura tomada de ações a fim de diminuir ou eliminar os problemas, fazendo
com que seu lucro real seja maior ou igual ao lucro estimado.
É importante ressaltar que este trabalho poderá contribuir para outros projetos de
desenvolvimentos de novos produtos, a fim de minimizar a ocorrência dos desperdícios
(refugos e retrabalho de peças) que impactam diretamente na redução do lucro estimado.

59
6 SUGESTÕES
Este trabalho poderá ser continuado estendendo a novos projetos de desenvolvimento de
produto, a outras áreas da empresa, ou até mesmo a outros locais cuja intenção é identificar e
priorizar os problemas que são detectados durante qualquer processo produtivo, visando a
redução dos desperdícios que interferem diretamente no lucro estimado.
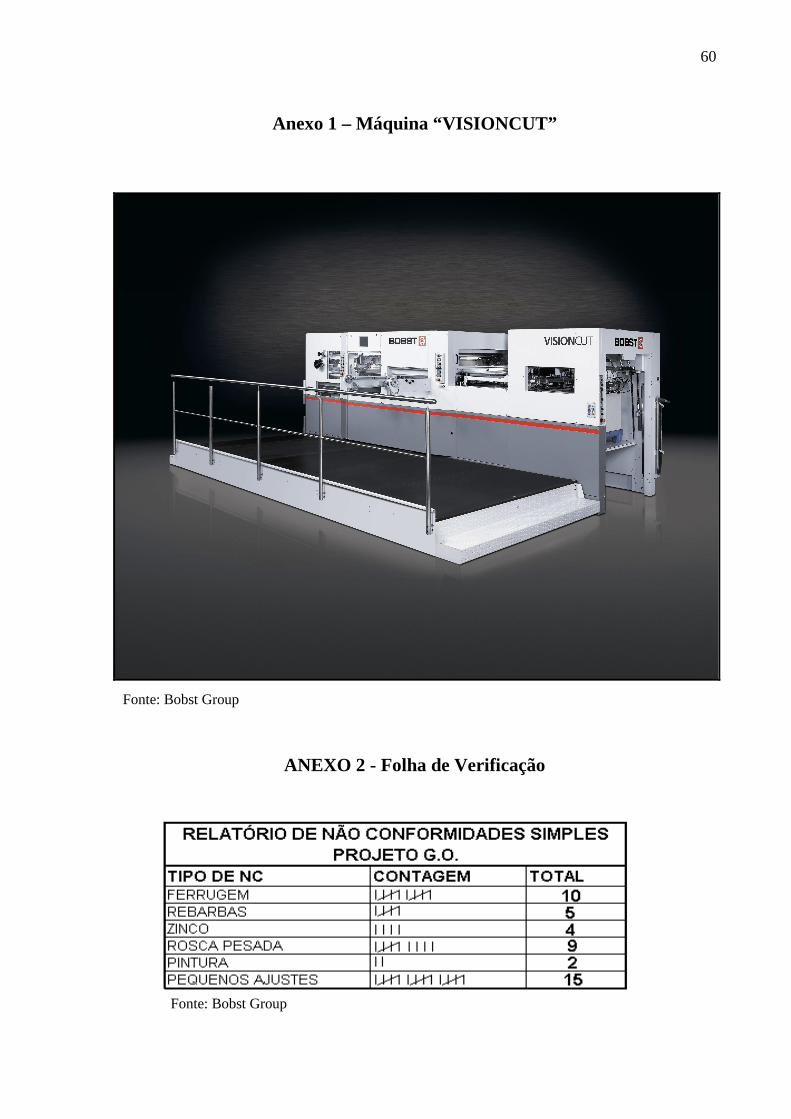
60
Anexo 1 – Máquina “VISIONCUT”
ANEXO 2 - Folha de Verificação
Fonte: Bobst Group
Fonte: Bobst Group

61
REFERÊNCIAS BIBLIOGRÁFICAS
BORGES, M. Treinamento Faenquil: Ferramentas da Qualidade. Disponível em:
<http://www.eel.usp.br/copg/des_arq/messias/ferramentas.pdf>. Acesso em: 29 set. 2008.
CAMPOS, V. F. TQC: Controle da Qualidade Total (no estilo japonês). Belo Horizonte, MG:
Fundação Christiano Ottoni. Escola de Engenharia da UFMG, 1992.
CERQUEIRA, J. P. A Metodologia de Análise e Solução de Problemas. Rio de Janeiro:
Pioneira, 1995.
FERREIRA, E. Metodologia para Análise e Solução de Problemas. Disponível em:
<http://www.gerenciamento.ufba.br/Disciplinas_arquivos/M%C3%B3dulo%20XVI%20Ferra
mentas/Ferramentas%20da%20Qualidade.pdf>. Acesso em 04 out. 2008.
HOSKEN, M. Anexo A – Ferramentas da Qualidade. Disponível em:
<http://www.qualidade.adm.br/uploads/qualidade/ferramentas.pdf>. Acesso em 14 nov. 2008.
JURAN, J. M. A Qualidade desde o Projeto. São Paulo: Editora Pioneira, 1997.
JURAN, J. M.; GRYNA, F. M. Controle da Qualidade: Conceitos, politicas e filosofia da
qualidade. São Paulo: Makron, 1991.
KANAMURA, A. H. et al. Anexo 1 – Ferramentas de Qualidade I: Manual do Programa
de Gestão da Qualidade do Hospital das Clínicas da Universidade de São Paulo. Disponível
em:<http://www.saude.sc.gov.br/gestores/sala_de_leitura/saude_e_cidadania/ed_03/pdf/07_0
1.pdf>. Acesso em: 23 set. 2008.
LONGO, R. M. J. Gestão da Qualidade: Evolução Histórica, Conceitos Básicos e
Aplicação na Educação. Disponível em:
<http://www.dcce.ibilce.unesp.br/~adriana/ceq/Material%20complementar/historia.pdf>.
Acesso em: 25 set. 2008.
MIZUNO, Shigeru. Gerência para Melhoria da Qualidade – As Sete Novas Ferramentas
do Controle da Qualidade. Rio de Janeiro: Livro Técnico e Científico Ed., 1993.

62
OLIVEIRA, S. T. Ferramentas para o aprimoramento da qualidade. São Paulo: Pioneira,
1995.
SCHOLTES, P. R. Times da Qualidade: como usar equipes para melhorar a qualidade. Rio de
Janeiro: Qualitymark Ed., 1992.
SEBRAE. Manual de Ferramentas da Qualidade. Disponível em:
<http://remonato.pro.br/documents/Manual%20De%20Ferramentas%20Da%20Qualidade%2
0-%20Sebrae.pdf>. Acesso em: 27 set. 2008.
SHIBA, S.; GRAHAM, A.; WALDEN, D. TQM – Quatro Revoluções na Gestão da
Qualidade. Porto Alegre: Bookman, 1997.

63
BIBLIOGRAFIA CONSULTADA
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR ISO 9001:2008: Sistemas
de gestão da qualidade – Requisitos. Rio de Janeiro, 2008.
INFOESCOLA. Disponível em: <http://www.infoescola.com/administracao_/pdca-plan-do-
check-action/>. Acesso em: 05 out. 2008.
SLACK, N. et al. Administração da Produção. São Paulo: Atlas, 1996.
SOUSA, J. P. A. Ciclo PDCA: Um instrumento para melhoria contínua. Disponível em:
<http://www.pmies.org.br/v2/centraladm/artigos/arquivos/20-09_Ciclo_PDCA_-
_Um_instrumento_para_melhoria_continua.pdf>. Acesso em: 04 out. 2008.