curso de administraÇÃo arno goerl filho - ulbra.br fileorientador: prof. msc. ely lemos ... possui...
TRANSCRIPT
CURSO DE ADMINISTRAÇÃO
ARNO GOERL FILHO
ANÁLISE DE PROBLEMAS DE MOLDES NO PROCESSO DE INJEÇÃO
PLÁSTICA
Manaus/AM
2016

ARNO GOERL FILHO
ANÁLISE DE PROBLEMAS DE MOLDES NO PROCESSO DE INJEÇÃO
PLÁSTICA
Trabalho de Conclusão de Curso II apresentado ao curso de Graduação em Administração do Centro Universitário Luterano de Manaus CEULM/ULBRA, como parte dos requisitos para obtenção do título
de Bacharel em Administração de Empresas no Centro Universitário Luterano de Manaus.
Orientador: Prof. Msc. Ely Lemos
Manaus/AM
2016

Dados Internacionais de Catalogação na Publicação (CIP)
G597a Goerl Filho, Arno. Análise de problemas de moldes no processo de injeção plástica./ Arno Goerl Filho. – 2016.
62 f. il.
Trabalho de conclusão de curso (Graduação em Administração) – Centro Universitário Luterano de Manaus CEULM/ULBRA, Manaus, 2016.
Orientador Prof. Ely Lemos de Oliveira.
1. Plástico. 2. Moldes. 3. Injeção plástica. I. Oliveira, Ely Lemos de. II. Centro Universitário Luterano de Manaus - CEULM/ULBRA. III. Título.
CDU 658.8
Biblioteca Martinho Lutero / Setor de Processamento Técnico / Manaus – AM Bibliotecária Kamile Nascimento CRB11 - 672
ARNO GOERL FILHO
ANÁLISE DE PROBLEMAS DE MOLDES NO PROCESSO DE INJEÇÃO
PLÁSTICA
Trabalho de Conclusão de Curso II apresentado ao curso de Graduação em Administração do Centro Universitário Luterano de Manaus CEULM/ULBRA, como parte dos requisitos
para obtenção do título de Bacharel em Administração de Empresas no Centro Universitário Luterano de Manaus.
Aprovado em _____ de _________________ de 2016.
BANCA EXAMINADORA
_________________________________________________________
Prof° Orientador: Ely Lemos de Oliveira
Centro Universitário Luterano de Manaus – CEULM-ULBRA
__________________________________________________________
Prof. Convidado:
Centro Universitário Luterano de Manaus – CEULM-ULBRA
__________________________________________________________
Prof. Convidado:
Centro Universitário Luterano de Manaus – CEULM-ULBRA

Dedico este trabalho aos meus pais Arno e Claudi pela educação, dedicação e incentivo.
AGRADECIMENTOS
Agradeço em primeiro lugar a Deus, por ter me conduzido e me amparado durante a
realização desta monografia.
Meu agradecimento especial a minha família e a todos os amigos que sempre me
incentivaram e acreditaram no meu trabalho.
Ao Professor Ely Lemos pela orientação, paciência, dedicação e pelo
profissionalismo com que me orientou e ajudou a realizar e finalizar essa
monografia.
Ao Professor Alan dos Santos Ferreira por ter contribuído no projeto e ajudar nos
primeiros passos deste trabalho.
Aos Professores que me ensinaram e incentivaram durante o curso.
.

“por isso não tema, pois estou com você, não tenha medo, pois sou o seu Deus. Eu o fortalecerei e o ajudarei, eu o segurarei com minha mão direita vitoriosa”
Isaías 40:10
RESUMO
Este trabalho apresenta o estudo sobre os três moldes de injeção plástica mais problemáticos em produção na empresa Tutiplast. Com grande experiência na produção de peças plásticas injetadas, possui um departamento de ferramentaria equipado para manter os moldes em funcionamento e prover manutenções preventivas e corretivas. Nas indústrias de injeção plástica, os problemas relacionados a moldes impactam a eficiência produtiva, afetando todo o processo, aumentando custos e gerando atrasos na entrega dos produtos. O presente trabalho tem por objetivo encontrar soluções para os problemas de molde, reduzindo as paradas de máquina. O uso de ferramentas da qualidade tais como Diagrama de Pareto, Brainstorming, GUT, Diagrama de Ishikawa, PDCA, MASP, visam diagnosticar os problemas e encontrar soluções para eliminá-los, atacando a causa raiz. O estudo analisou seis meses de produção, onde os dados foram estratificados seguindo-se a metodologia para solução de problemas. O método utilizado se mostrou eficaz, pois analisando-se os dados após as ações tomadas, os três moldes tiveram redução de problemas, comprovando a importância do uso dessas ferramentas para a melhoria contínua, contribuindo para a eficiência produtiva e gestão eficaz.
Palavras-Chave: Moldes; Injeção Plástica; Plástico; Manutenção.

ABSTRACT
This project presents the study of the three more problematic plastic injection molds at Tutiplast manufacturing. With great plastic parts injection production experience, the company has a tooling department equipped to keep the molds in operation and provide preventive and corrective maintenance. In the plastic injection industry, the problems related to mold impact straight the production efficiency, affecting the whole process, increasing costs and causing delays on product delivery. This study aims to find solutions to mold problems, reducing machine downtime. The use of quality tools such as Pareto Diagram, Brainstorming, GUT, Ishikawa Diagram, PDCA, MASP, aim to diagnose the problems and find solutions to eliminate them by attacking the root cause. The study have been done by a six months production analysis, where the data were stratify following the methodology for troubleshooting. The method used was effective, because analyzing the data after the actions taken, the three molds had it’s problems reduced, proving the importance of using these tools for a continuous improvement, contributing to the production efficiency and effective management.
Keywords: Molds; Plastic injection; Plastic; Maintenance

LISTA DE ILUSTRAÇÕES
Figura 1 - PDCA ................................................................................................................................. 17
Figura 2 - Diagrama de Pareto ......................................................................................................... 18
Figura 3 - Diagrama de Ishikawa ..................................................................................................... 19
Figura 4 - Desenho do molde ........................................................................................................... 23
Figura 5 - Fluxograma do Processo ................................................................................................ 27
Figura 6 - Vazamento de Material.................................................................................................... 36
Figura 7 - Peça presa no molde ....................................................................................................... 37
Figura 8 - Molde batido/Riscado ...................................................................................................... 39
Figura 9 - Injet ..................................................................................................................................... 43
Figura 10 - Monitoramento dos indicadores ................................................................................... 44
Figura 11 - Pareto das paradas de máquinas ................................................................................ 44
Figura 12 - Injet ..................................................................................................................................... 45
Figura 13 - Pareto do molde 117.004 .............................................................................................. 47
Figura 14 - Diagrama de Ishikawa ................................................................................................... 48
Figura 15 - Plano de ação ................................................................................................................. 49
Figura 16 - Diagrama de Pareto ....................................................................................................... 50
Figura 17 - Diagrama de Ishikawa ................................................................................................... 51
Figura 18 - Plano de Ação. ............................................................................................................... 52
Figura 19 - Diagrama de Pareto ....................................................................................................... 53
Figura 20 - Diagrama de Ishikawa ................................................................................................... 54
Figura 21 - Plano de ação. ................................................................................................................ 55
Figura 22 - Diagrama de Pareto ....................................................................................................... 56
Figura 23 - Diagrama de Pareto ....................................................................................................... 57
Figura 24 - Diagrama de Pareto ....................................................................................................... 58
Figura 25 - Diagrama de Pareto ....................................................................................................... 58

LISTA DE QUADROS
Quadro 1 - Moldes Paradas com maiores paradas. .................................................. 46
Quadro 2 - Brainstorming .......................................................................................... 47
Quadro 3 - Matriz GUT .............................................................................................. 48
Quadro 4 - Brainstorming .......................................................................................... 50
Quadro 5 - Matriz GUT .............................................................................................. 51
Quadro 6 - Brainstorming. ......................................................................................... 53
Quadro 7 - Matriz GUT .............................................................................................. 54

SUMÁRIO
1 INTRODUÇÃO ............................................................................................................................ 12
2 REFERENCIAL TEÓRICO ....................................................................................................... 14
2.1. TIPOS DE MANUTENÇÃO ........................................................................................... 14
2.2. BRAINSTORMING ........................................................................................................ 15
2.3. ANÁLISE DE PROBLEMAS .......................................................................................... 15
2.4. PDCA ............................................................................................................................ 16
2.5. MÉTODO DA ANÁLISE DE PARETO ........................................................................... 17
2.6. MASP - MÉTODO DE ANÁLISE E SOLUÇÃO DE PROBLEMAS ................................ 18
2.7. DIAGRAMA ISHIKAWA ................................................................................................ 19
2.8. MOLDES DE INJEÇÃO PLÁSTICA .............................................................................. 20
2.8.1. Características de um molde .............................................................................. 20
3 METODOLOGIA ......................................................................................................................... 24
4 RESULTADO .............................................................................................................................. 26
4.1. MAPEAMENTO DO PROCESSO ................................................................................. 26
4.1.1. Áreas da organização afetadas .......................................................................... 28
4.1.2. Descrição do Processo ....................................................................................... 29
4.1.2.2. Descrição do Processo de Manutenção Preventiva ............................................... 32
4.1.3. Serviços executados ........................................................................................... 34
4.1.3.1. Polimento .............................................................................................................. 34
4.1.3.2. Ajustes de peças ................................................................................................... 34
4.1.3.3. Textura .................................................................................................................. 34
4.1.3.4. Solda TIG .............................................................................................................. 34
4.1.3.5. Solda a Laser ........................................................................................................ 35
4.1.3.6. Problemas de Molde .............................................................................................. 35
4.2. ANÁLISE DO PROCESSO ........................................................................................... 43
4.3. MELHORIA DE PROCESSOS ...................................................................................... 55
4.3.1. Molde 117.004 .............................................................................................................. 55
4.3.2. Molde 108.036 .............................................................................................................. 57
4.3.3. Molde 102.023 .............................................................................................................. 57
5 CONSIDERAÇÕES FINAIS ..................................................................................................... 59
REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................................... 60
GLOSSÁRIO ....................................................................................................................................... 62

12
1 INTRODUÇÃO
As indústrias de injeção plástica apresentam muita dificuldade no processo de
fabricação por problemas relacionados à moldes. A produtividade destas indústrias
e de toda a cadeia produtiva é seriamente impactada, gerando perda de eficiência,
peças rejeitadas, retrabalhos, paradas de máquina, problemas de qualidade, e
consequente aumento nos custos.
A empresa a ser estudada, Tutiplast, possui vasta experiência na injeção de
peças plásticas, seus clientes são empresas de médio e grande porte, fabricantes de
peças automotivas, linha branca, eletroeletrônicos, duas rodas, purificadores de ar e
brinquedos. Os clientes fornecem o molde de injeção plástica. O molde é uma
ferramenta construída em aço especial, e possui o formato da peça desejada. Para
manterem o bom funcionamento, os moldes passam por manutenções corretivas e
preventivas, realizadas pelo setor de ferramentaria. A fábrica possui um setor de
ferramentaria bem equipado e com profissionais especializados, e as correções são
feitas internamente. Quando ocorre um problema com o molde, o setor conserta e
libera para a produção. Porém, a causa do problema muitas vezes não é atacada, e
os problemas voltam a se repetir, gerando grandes transtornos para a empresa.
A fabricação de peças plásticas apresenta muitas variáveis que impactam no
processo de injeção. Uma das variáveis que mais impactam, são os moldes de
injeção. Normalmente os moldes são patrimônio do cliente, e o projeto e fabricação
foram coordenados e acompanhados por especialistas do próprio cliente, do
fabricante do molde e do fornecedor de peças plásticas. Em muitos casos, o cliente
não possui uma equipe de especialistas, e o molde é fabricado sem nenhum
acompanhamento e a qualidade do molde pode apresentar sérios problemas.
Outros problemas de molde estão relacionados a todo o processo, desde a
armazenagem, o setup, a manutenção, o processo de injeção e a matéria prima
injetada.
Os problemas que podem ocorrer em moldes são muitos, diante disso, são
priorizados os principais, os que mais causam paradas de máquina. Através de
metodologias da qualidade, em que a partir das causas encontradas, são
estabelecidas ações que visem eliminar a causa raiz.
Para encontrar ideias e aplicá-las, utilizou-se uma metodologia baseada nas
ferramentas da qualidade. Estas ferramentas possibilitam a estratificação dos dados,
13
o planejamento das tarefas, a busca por soluções, o trabalho em equipe, o
gerenciamento do projeto, o acompanhamento das tarefas e a verificação da eficácia
das ações tomadas.
A competitividade do mercado de injeção plástica, forçando as empresas a
serem cada vez mais eficientes. Os clientes exigindo maior qualidade, prazos de
entrega menores e redução dos preços dos produtos. Os moldes de injeção plástica
vêm apresentando muitos problemas, afetando muito a produtividade da fábrica. A
proposta para reduzir os problemas relacionados a moldes é agir na causa raiz,
eliminando as causas levando em consideração os recursos disponíveis pela
organização.
O presente trabalho tem como objetivo principal, diagnosticar as principais
causas de problemas de moldes de injeção plástica na empresa Tutiplast, e propor
soluções para reduzir as paradas de máquinas relativas a problemas de moldes.
Para isso, levantou-se as paradas de máquinas na empresa Tutiplast no prazo de 6
meses, com base nesses documentos, utilizou-se ferramentas da qualidade para
encontrar causas de problemas das paradas de máquinas e com base nesses
resultados será possível estudar ou sugerir possíveis soluções para os problemas
encontrados.
O Método que foi usado neste trabalho se deu por estudo de caso aplicado na
empresa mencionada com utilização de imagens e documentos, associado ao
método bibliográfico para se fundamentar as ferramentas de qualidades. Outro fato
relevante, é que o autor, faz parte do quadro da empresa mencionada, atuando no
departamento ligado ao estudo, o que pode trazer certo viés, caso haja uma postura
de juízo de valor para com os resultados da pesquisa. Para evitar tal limitações o
autor foi orientado a seguir os métodos de estudo utilizando abordagem neutra, e
assim enriquecer este trabalho de pesquisa e vislumbrar possíveis falhas que até
então não se podiam perceber já que o mesmo estava envolvido no processo.
Diante do exposto, a análise dos dados foi processada através de
documentos extraídos em um período pré-estabelecido e registros de reuniões com
auxílio de ferramentas de gestão da qualidade que pontuassem as decisões
tomadas no sentido de encontrar soluções para os problemas aqui relacionados.
14
2 REFERENCIAL TEÓRICO
2.1. TIPOS DE MANUTENÇÃO
Manutenção é a combinação de todas as ações técnicas e administrativas,
incluindo as de supervisão, destinadas a manter ou recolocar um item em um estado
no qual possa desempenhar uma função requerida, podendo incluir uma
modificação do item (NBR 5462/94)
Aos conceitos da manutenção corretiva, a Norma citada acima, comenta que
o tipo de manutenção mais antiga e mais utilizada, sendo empregada em qualquer
empresa que possua itens físicos, qualquer que seja o nível de planejamento de
manutenção. Segundo a Norma NBR 5462 (1994), manutenção corretiva é “a
manutenção efetuada após a ocorrência de uma pane, destinada a recolocar um
item em condições de executar uma função requerida”.
Já a Manutenção Preventiva é conceituada como a substituição de peças ou
componentes antes que atinjam a idade em que passam a ter risco de quebra.
Segundo Ferreira (1998), pressupõe o serviço de manutenção num momento
programado e preparado antes da data do aparecimento de uma avaria. A base
científica da MP é o conhecimento estatístico da taxa de defeito das peças,
equipamentos ou sistemas ao longo do tempo.
A Manutenção Preventiva também é chamada de manutenção baseada em
intervalos de tempo. Ao contrário da Manutenção Corretiva a Manutenção
Preventiva procura evitar e prevenir antes que a falha efetivamente ocorra. A
definição da NBR 5462(1994) para a Manutenção Preventiva é “manutenção
efetuada em intervalos predeterminados, ou de acordo com critérios prescritivos,
destinada a reduzir a probabilidade de falha ou a degradação do funcionamento de
um item”. Ao contrário da Manutenção Corretiva a Manutenção Preventiva procura
evitar e prevenir antes que a falha efetivamente ocorra. A definição da NBR
5462(1994) para a Manutenção Preventiva é “manutenção efetuada em intervalos
predeterminados, ou de acordo com critérios”.

15
2.2. BRAINSTORMING
O nome de Brainstorming significa “Tempestade de Ideias ou toró de
palpites”, segundo Godoy (1997, p.20).
Esta ferramenta incentiva as pessoas a pensar em muitas ideias, explorando
ideias de todo o grupo, gerando uma sinergia, onde cada ideia exposta alimenta e
expõe ideias de outros participantes.
O Brainstorming tem como característica oferecer resultados menos
tendenciosos que as técnicas individuais, estimulando a utilização do potencial
criativo e de originalidade de cada indivíduo e identificar oportunidades ou melhores
alternativas para o aperfeiçoamento (GODOY, 1997).
Quanto maior o número de ideias, maior a possibilidade de se encontrar a
solução. Se os participantes estiverem envolvidos com o problema e participando do
processo.
Na opinião de Cordioli (2001, apud SCHMOELLER, 2008, p.24), o
Brainstorming é uma técnica muito interessante a ser utilizada para coletar e ordenar
ideias, propostas e opiniões. Pode-se provocar a maior participação de todos
aumentando o intercâmbio e a organização de ideias, além de ser um forte estímulo
à criatividade.
O Brainstorming tem o objetivo de alcançar uma ideia que talvez
não surgisse se dependesse da criatividade e iniciativa de cada um, mas
que coletivamente, por meio da associação de pensamentos, torna-se
visível com mais facilidade (BOND, BUSSE, PUSTILNICK, 2012, p. 64).
2.3. ANÁLISE DE PROBLEMAS
Segundo Meireles (2001), Para a identificação, observação, e análise de
problemas, são utilizadas ferramentas administrativas, como o Brainstorming,
Pareto, Diagrama de Causa e Efeito, PDCA, MASP, Estratificação. Para cada etapa
do Ciclo PDCA, existe a ferramenta apropriada.
Para encontrar as causas de um problema, e a causa raiz para eliminá-lo, é
necessário analisá-lo metodicamente, seguindo um procedimento e utilizando as
ferramentas apropriadas.
16
2.4. PDCA
A melhoria contínua deve fazer parte da filosofia das organizações,
objetivando a eficiência máxima de todos os processos. Gilmore (1990), afirma que
a melhoria contínua é a integração das filosofias organizacionais técnicas e
estruturais para atingir a melhoria de desempenho sustentável em todas as suas
atividades, de forma ininterrupta e constante. Segundo Jorgensen et al (2006), a
definição da melhoria contínua, pode ser definida como um processo planejado,
organizado e sistêmico de caráter contínuo, incremental e de abrangência da
companhia visando melhorar o desempenho. O PDCA é uma excelente ferramenta
de gerenciamento da melhoria contínua, onde as causas dos problemas são
constantemente eliminadas. Conforme Costa (2008, pág. 20), explica que
Geralmente se aplica a sistemática do PDCA em um plano de ação
e esta consiste em uma ferramenta de melhoria contínua, sendo um
instrumento básico de controle gerencial, com o qual se busca a eliminação
dos problemas através das ações de combate às causas que são sua raiz.
(COSTA, 2008, p. 20)
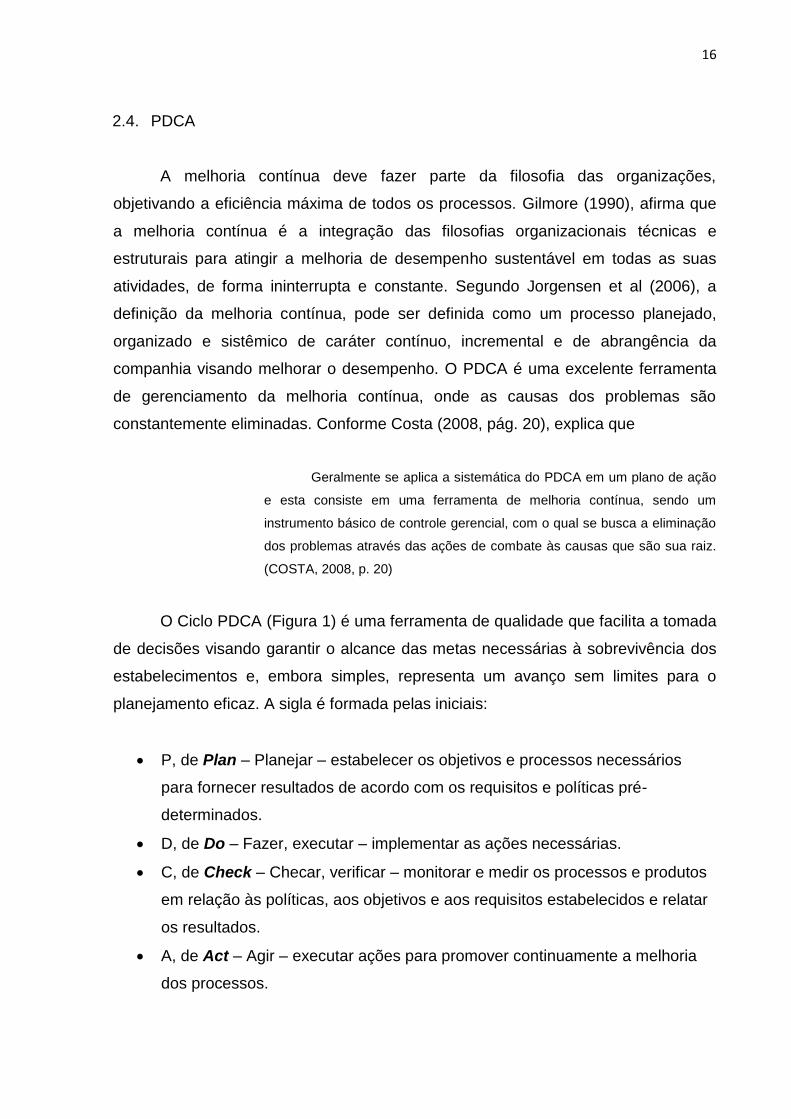
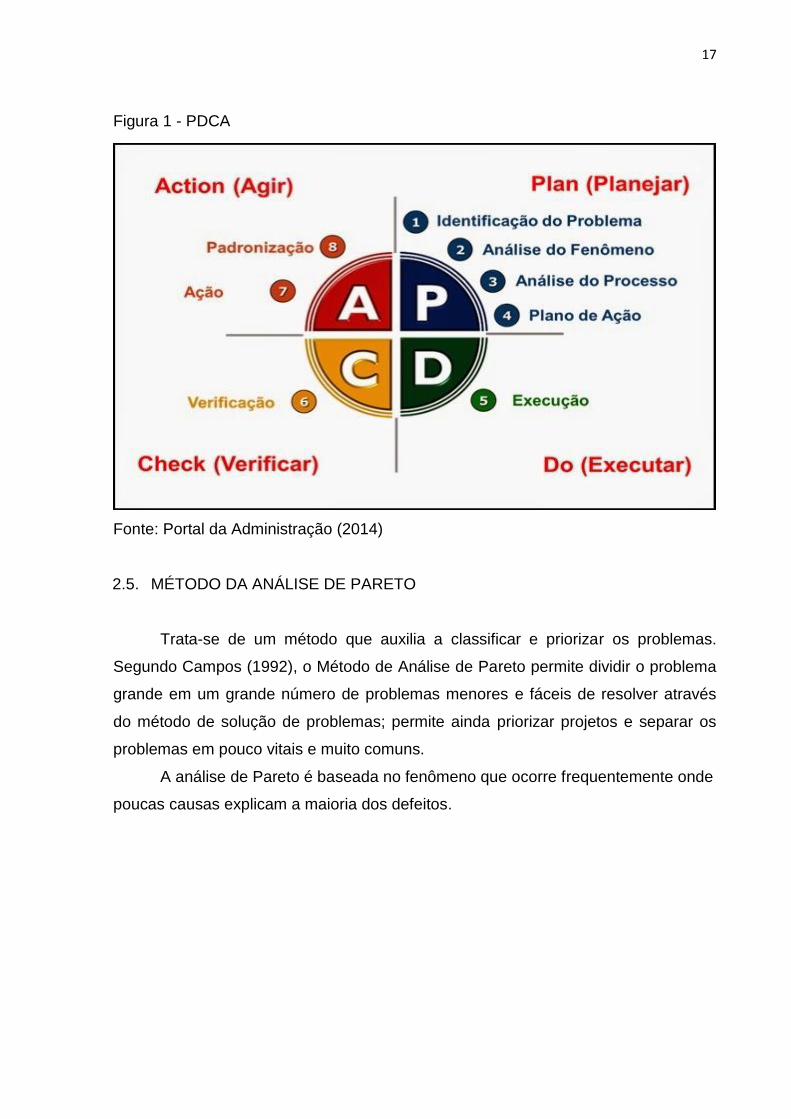
O Ciclo PDCA (Figura 1) é uma ferramenta de qualidade que facilita a tomada
de decisões visando garantir o alcance das metas necessárias à sobrevivência dos
estabelecimentos e, embora simples, representa um avanço sem limites para o
planejamento eficaz. A sigla é formada pelas iniciais:
P, de Plan – Planejar – estabelecer os objetivos e processos necessários
para fornecer resultados de acordo com os requisitos e políticas pré-
determinados.
D, de Do – Fazer, executar – implementar as ações necessárias.
C, de Check – Checar, verificar – monitorar e medir os processos e produtos
em relação às políticas, aos objetivos e aos requisitos estabelecidos e relatar
os resultados.
A, de Act – Agir – executar ações para promover continuamente a melhoria
dos processos.
17
Figura 1 - PDCA
Fonte: Portal da Administração (2014)
2.5. MÉTODO DA ANÁLISE DE PARETO
Trata-se de um método que auxilia a classificar e priorizar os problemas.
Segundo Campos (1992), o Método de Análise de Pareto permite dividir o problema
grande em um grande número de problemas menores e fáceis de resolver através
do método de solução de problemas; permite ainda priorizar projetos e separar os
problemas em pouco vitais e muito comuns.
A análise de Pareto é baseada no fenômeno que ocorre frequentemente onde
poucas causas explicam a maioria dos defeitos.

18
Figura 2 - Diagrama de Pareto
Fonte: Portal da Administração (2014)
2.6. MASP - MÉTODO DE ANÁLISE E SOLUÇÃO DE PROBLEMAS
Segundo a Norma ISO TS 16949 (2009), a organização deve ter um processo
definido para solução de problemas, objetivando a eliminação da causa raiz e que
poderá ser desingnado pelo cliente – requisito 8.5.2.1.
A aplicação da MASP nas organizações pode ser comparada á atuação de
um médico frente a um paciente que apresenta sintomas ou problemas de saúde.
Segundo Santos (2013) a utilização da MASP tem muitas vantagens, todos os
colaboradores são envolvidos, segurança na solução do problema, menor tempo e
custo na realização, e responsabilidades claras.
A MASP é uma ferramenta sistêmica de abordar situações que podem exigir
tomada de decisão em face de uma situação insatisfatória, um desvio do padrão de
desempenho esperado ou de um objetivo estabelecido, reconhecendo a
necessidade de correção, seguindo alternativas de ação. Essas situações são
tratadas utilizando-se de ferramentas da qualidade de maneira sequencial e
padronizada, com o ciclo de definição análise de melhoria, padronização e controle
do problema.
O objetivo da MASP é resolver problemas, atacando a causa raiz, evitando a
sua reincidência, contribuindo para a melhoria contínua.

19
Segundo Meireles (2001), para a identificação, observação e análise de
problemas, são utilizadas ferramentas administrativas, como o Brainstorming,
Pareto, Diagrama de Causa e Efeito, PDCA, MASP, Estratificação. Para cada etapa
do ciclo PDCA, existe a ferramenta apropriada.
2.7. DIAGRAMA ISHIKAWA
A ferramenta Ishikawa, também conhecida como Espinha de Peixe, Diagrama
de Ishikawa, Diagrama de Causa e Efeito e 6M, é muito eficaz para facilitar a busca
por causas e seus efeitos. Separando os tipos de causa, as ideias surgem mais
facilmente, pois analisamos as seis principais separadamente, e não esquecemos
de analisar nenhuma que poderia ser a chave da solução.
Campos (1992 p. 17) “é a essência do gerenciamento em todos os níveis da
empresa. O primeiro passo no entendimento do controle de processo é a
compreensão do relacionamento causa – efeito sempre que ocorre (efeito, fim,
resultado) existe um conjunto de causas (meios) que podem ter influenciado.
Observando a importância da separação das causas de seus efeitos no
gerenciamento e como nós temos a tendência de confundi-los, os japoneses criaram
o diagrama de causa e efeito”.
Figura 3 - Diagrama de Ishikawa
Fonte: Reyes e Vicino (2005)
20
2.8. MOLDES DE INJEÇÃO PLÁSTICA
Segundo Harada (2004) o molde de injeção é uma ferramenta com condições
de produzir peças plásticas moldadas. Suas cavidades possuem as formas e as
dimensões da peça desejada. O molde é colocado na máquina de injeção e recebe,
em sua cavidade, o polímero fundido, introduzido por meio de pressão.
Existem muitos tipos de molde de injeção plástica, mas basicamente todos
são compostos de três partes principais: Sistema de Injeção, Sistema de Extração,
Cavidades.
O projeto dos moldes de injeção é de fundamental importância para o perfeito
funcionamento, sendo que as informações para a execução devem levar em
consideração todo o processo onde o molde será utilizado. No projeto de moldes de
injeção, os principais itens são definidos pelo projetista, e as demais informações
são fornecidas pelo cliente e ou ferramentaria, conforme descreve Sacchelli et al.
(2004).
Conforme citado, o projeto não pode ser definido somente pelo projetista,
para o bom funcionamento da ferramenta, as áreas envolvidas no processo devem
participar da elaboração. Grande parte dos problemas relacionados a molde, tem
origem no projeto, gerando grandes problemas no processo, e até inviabilizando a
produção.
Segundo Esteves (2012), algumas empresas analisam os problemas que
poderão ocorrer em um molde na fase de concepção, evitando problemas quando
estiver em produção.
2.8.1. Características de um molde
Apresenta-se a seguir um molde de injeção com seus componentes básicos.
Denominação dos Itens:
1. Base superior
Serve para fixação da parte (Fixa do Molde) na Injetora.

21
2. Parafuso de fixação
É usado para fixação das placas do molde.
3. Coluna guia
Serve para guiar e centralizar a parte fixa com a parte móvel do molde.
4. Bucha guia
Juntamente com o Item 3 tem a mesma função.
5. Parafuso Allen
Serve para fixação do anel de centragem.
6. Pino de retorno
Serve para retornar a placa extratora quando o molde se fecha.
7. Bucha de Injeção
É usado para conduzir o material plástico à cavidade.
8. Cavidade
É a superfície que dá o formato externo da peça injetada.
9. Anel de centragem
Serve para centralizar o molde na máquina.
10. Macho
É o componente que dá o formato Interno da peça Injetada.
11. Placa da cavidade superior
É a placa onde se encaixam as cavidades.
12. Bico para mangueira
É usado para fixar as mangueiras que mandam água para refrigeração do
molde.
13. Anel de vedação
Serve para vedar o sistema de refrigeração.
14. Placa de cavidade inferior
22
É a placa onde se encaixam os machos e juntamente com o tem 1. faz a linha
de fechamento do molde.
15. Casquilho
Serve para segurar o galho da injeção na parte da extração do molde.
16. Placa suporte
É usada para suportar toda a pressão de injeção exercida no molde.
17. Pino extrator
Serve para extrair a peça que fica agarrada no macho após a abertura do
molde.
18. Extrator de canal de retenção. (Poço frio)
Serve para extrair o canal de retenção.
19. Calço
É usado para dar espaço para o curso de extração.
20. Base Inferior
Serve para fixação da parte móvel do molde na injetora.
21. Parafuso allen
É usado para fixação das placas extratoras.
22. Placa extratora
É usada para acionar os extratores.
23. Porta extratores
Juntamente com o Item 2, serve para alojar os extratores.
24. Pino topo
É usado para apoiar o conjunto extrator diminuindo a área de apoio, dando
melhor assentamento.
25. Parafuso de fixação
Juntamente com o Item 2 tem a mesma função.

23
Figura 4 - Desenho do molde
Fonte: Cruz (2002)
24
3 METODOLOGIA
A metodologia deste trabalho é de natureza quantitativa, exploratória e
documental. Segundo Casarin (2012) a metodologia quantitativa utiliza modelos
matemáticos e dados estatísticos, que demonstram o comportamento de variáveis,
que são estudadas para encontrar as causas do fenômeno. A metodologia
exploratória tem por objetivo proporcionar conhecimento sobre um problema pouco
explorado, ou assunto já conhecido, analisado com outra perspectiva.
Neste trabalho, apresentou-se informações de problemas encontrados em
moldes de injeção de propriedade dos clientes que estão em comodato com a
empresa Tutiplast. Os nomes dos clientes não serão citados pois são confidenciais
da empresa.
Para iniciar a pesquisa, utilizou-se de recurso disponível na empresa, a
ferramenta de gerenciamento de produção Injet, onde os operadores, reguladores
da máquina e técnicos que nela atuam, inserem os códigos dos motivos da parada
de máquina.
Acessando o sistema, realizou-se o levantamento de dados do histórico de
seis meses de produção da área de injeção plástica.
As paradas de máquinas relativas a problemas em moldes de injeção plástica
foram estratificadas por tipo de problema e o tempo de paradas quantificado. O
método utilizado para analisar e priorizar os principais problemas ocorridos no
processo foi o Gráfico de Pareto.
Com base nesses dados, selecionou-se os três moldes que mais causaram
paradas de máquina. Após identificou-se vinte por cento das maiores paradas de
máquina relativas a cada molde e estratificou-se os principais problemas ocorridos.
De acordo com o sistema Injet, estão cadastrados 20 tipos de problemas de molde.
Desses 20, analisaremos os 20% que causam as maiores paradas. Com o objetivo
de encontrar soluções para os problemas encontrados, realizou-se um Brainstorming
com o auxílio da ferramenta Diagrama de Ishikawa, para separar as causas por
grupo, ampliando as possibilidades.
A equipe participante da elaboração de possíveis soluções, foi formada por
técnicos do setor de ferramentaria, produção e engenharia, estes profissionais estão
diretamente envolvidos no processo e tem conhecimento de cada etapa que pode
contribuir para a causa do problema. Cada tipo de problema foi abordado, e com a

25
técnica de Brainstorming e Ishikawa, surgiram ideias e possíveis soluções. Todas
as ideias foram registradas, e com a ferramenta GUT, priorizou-se as soluções de
acordo com a gravidade, urgência e tendência. A fase a seguir é a de planejamento
das ações implementadas, onde utilizou-se o método PDCA, esta ferramenta
permite um gerenciamento de todas as fases, do planejamento, execução,
verificação, e ação corretiva. Em conjunto com o PDCA, utilizou-se a ferramenta de
gestão Plano de Ação 5W2H, que planejará as ações, objetivos, local, tempo,
responsáveis, valores do projeto.
As fases do PDCA foram gerenciadas a melhoria continua. Após tomadas as
ações, verificou-se a eficácia, e novamente o levantamento de paradas do Injet, e a
comparação dos dados através do Histograma. Se houver melhoria, as soluções
implementadas serão procedimentadas para que os problemas eliminados não
ocorram novamente.

26
4 RESULTADO
4.1. MAPEAMENTO DO PROCESSO
Inicialmente foram identificados os principais processos do setor, através de
visitas, questionamentos e levantamentos de dados através do INJET das paradas
de máquinas que fazem parte do Setor Ferramentaria. Foram enumeradas de forma
ampla e posteriormente fez-se um detalhamento das operações até o nível desejado
para a análise. Esses dados contribuirão para entender de que forma o processo é
realizado e principalmente a influência de cada etapa para as paradas de máquinas.
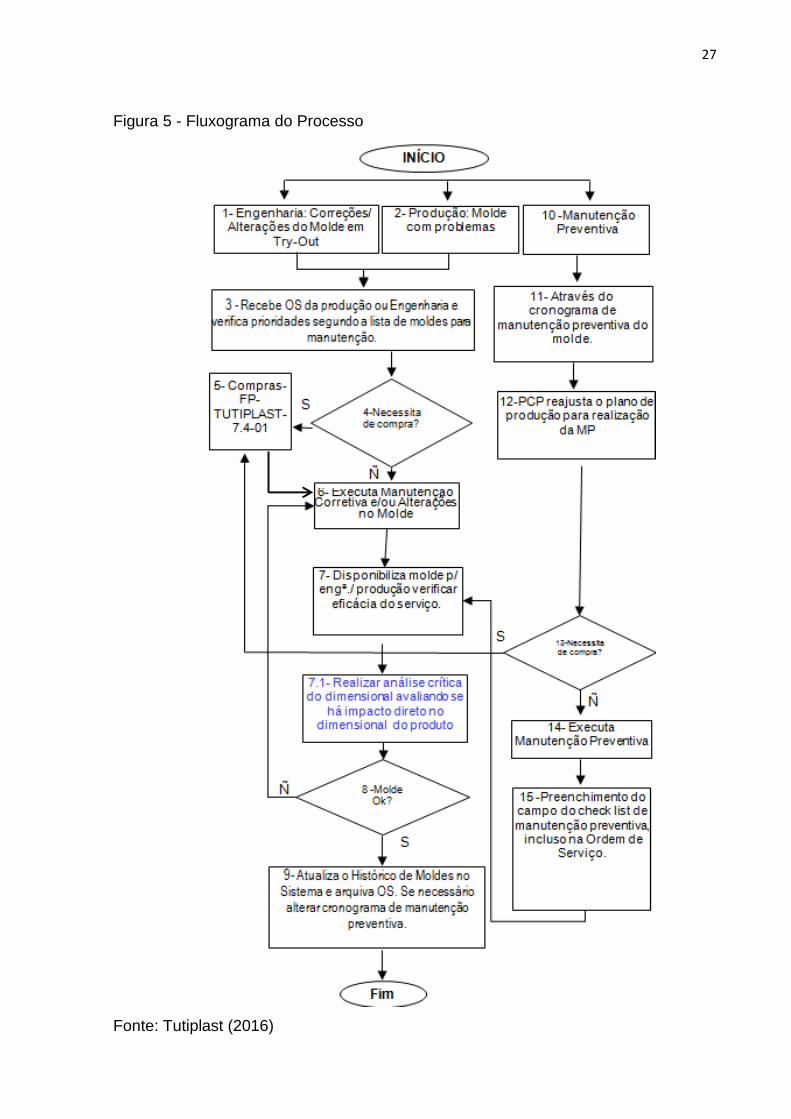
Com o mapeamento do processo, pôde-se identificar a sequência de
atividades desenvolvidas no setor. Esse mapeamento contém as tarefas prioritárias
para a execução dos serviços de manutenção dos moldes. Após o preenchimento
das informações fez-se a representação gráfica utilizando a ferramenta Fluxograma
(Figura 5).
A elaboração deste fluxograma tem a finalidade: de melhorar a visualização
dos processos; o reconhecimento dos processos; iniciar a padronização; e
posteriormente ser utilizada verificar em quais etapas poderão ser inseridos
melhorias para reduzir o índice de paradas de maquinas na Ferramentaria. Além
disso, o fluxograma mostra claramente o que está acontecendo; possibilita a
localização de fraquezas no sistema ou áreas onde podem ser introduzidas as
melhorias. Posteriormente foi realizado um brainstorming para a localização de
falhas e as melhorias necessárias para inserir no processo.
27
Figura 5 - Fluxograma do Processo
Fonte: Tutiplast (2016)
28
4.1.1. Áreas da organização afetadas
O processo de manutenção de moldes é o principal responsável pela
integridade do patrimônio do cliente, pois os moldes de injeção plástica são
projetados e fabricados pelos clientes, no entanto, são diversas as áreas que tem
influência para que isso ocorra de maneira correta, além disso, os setores a seguir
podem ser afetados quando há uma avaria no molde.
a) Produção
Quando um problema de molde ocorre, a máquina injetora pode parar de
produzir, devido à falha mecânica que impeça a continuidade do processo. A
máquina também pode ser parada se o problema for identificado ou informado ao
operador de máquina ou regulador.
b) Qualidade
Quando o molde está avariado, a peça injetada pode sair com algum defeito.
O departamento de qualidade inspecionará as peças e as que não estiverem dentro
das especificações serão escrapeadas. Se o defeito não for detectado logo, a
quantidade de peças escrapeadas poderá ser muito grande.
c) PCP
Toda parada de máquina impacta na programação de produção, que deve ser
reprogramada, gerando atrasos em todo processo.
d) Cliente
É afetado pelos atrasos na entrega, pois se o produto for escrapeado deve
ser produzido novamente ou se possível retrabalhado. Outro problema causado ao
cliente ocorre quando ele recebe peças com defeitos não detectados pela qualidade.
29
e) Comercial
A entrega do produto sofre atrasos, podendo até parar a linha do cliente. Se a
venda for perdida, ocorre perda de faturamento.
f) Matéria Prima
Quando a máquina para durante o processo, a matéria prima que permanece
dentro do canhão da máquina injetora, pode ser degradada e ser inutilizada. Alguns
materiais passam pelo processo de estufagem, e quando a máquina injetora para, o
material pode absorver umidade, devendo ser novamente estufado. Se houver a
necessidade de retirar o molde, e a máquina for ocupada por outro produto com
material diferente do que estava produzindo, o material da máquina deverá ser
trocado.
g) Ferramentaria
O molde avariado deve passar pelo processo de manutenção corretiva,
realizado pelo setor de Ferramentaria. Alguns moldes necessitam apenas de uma
limpeza ou um ajuste em alguma parte. Porém, se a manutenção necessitar de
substituição de peças ou trabalhos complexos, o tempo e custo da correção poderão
ser elevados.
4.1.2. Descrição do Processo
O processo de Ferramentaria está apresentado em um fluxograma, descrevendo
todas as atividades do início ao fim, conforme figura 5. Essas atividades seguem
procedimentos de acordo com os tipos de manutenção nos moldes, ou seja, há três
tipos de intervenção em moldes: modificação de molde, manutenção corretiva e
manutenção preventiva e os procedimentos para cada atividade seguem a ficha de
instrução de trabalho.
A Modificação de Molde e Manutenção Corretiva têm os mesmos
procedimentos, pois utilizam os mesmos métodos e materiais, no entanto, a
modificação de moldes ocorre quando há uma solicitação do cliente para alterar a
30
estrutura do molde ou fazer uma melhoria em determinada parte do molde, já a
manutenção corretiva ocorre quando há um avaria em alguma parte do molde,
sendo este o principal ponto a ser analisado no decorrer do trabalho.
A manutenção preventiva de moldes é definida pela Ferramentaria, na qual é
feito um planejamento de acordo com um cronograma e o controle de Shots, além
de considerar o Forecast do cliente.
Para realização dessas atividades, são utilizados máquinas e equipamentos. O
setor de Ferramentaria é equipado com máquinas operatrizes e equipamentos,
destinados a confecção de peças e serviços de reparo.
Torno Mecânico: Destinado a operações de usinagem cilíndrica externa e
interna, roscas e acabamentos.
Fresadora Universal: Realiza trabalhos tridimensionais. O corte pode ser
realizado em superfícies situadas em planos paralelos, perpendiculares, ou
formando ângulos diversos: construir ranhuras circulares, elípticas, fresagem
em formas esféricas, côncavas e convexas, furos e superfícies planas.
Retífica Plana: Realiza trabalho de retífica em superfície plana, usinando por
abrasão.
Frezadora CNC: Realiza trabalhos de usinagem comandados por computador,
com muita precisão.
Eletroerosão: Máquina de usinagem onde a remoção de material se dá por
descargas elétricas.
Solda a Laser: Equipamento destinado a micro soldagens, em trabalhos de
precisão.
4.1.2.1. Descrição do Processo de Modificação e Manutenção Corretiva
No procedimento de modificação e manutenção corretiva do molde, a
engenharia solicita correções ou alterações nos moldes em tryout e o setor de
produção solicita correções nos moldes em produção, estes identificam o molde com
etiqueta vermelha e emite uma OS (ordem de serviço) e entrega para a
Ferramentaria, que insere na lista de moldes e programa as prioridades.

31
Quando há necessidade, o solicitante entrega uma peça injetada de amostra,
esta é utilizada para análise das condições da peça e identificar as avarias. Quando
houver necessidade de compra de materiais ou serviços externos o setor de
compras é acionado para fazer a compra conforme procedimento.
O serviço é executado conforme solicitado na OS e é disponibilizado para a
engenharia ou produção, para verificar a eficácia do serviço. Caso o molde não seja
aprovado, é emitida uma nova OS e o molde retorna para a Ferramentaria para
correção do problema, quando aprovado, o serviço é registrado no histórico de
moldes no sistema e a OS é arquivada.
Os serviços de modificação e manutenção corretiva seguem o procedimento
descrito na FIT (Ficha de Instrução de Trabalho). As tarefas relacionadas, devem ser
seguidas para evitar danos ou erros, garantindo qualidade ao serviço executado.
Conforme descrito a seguir.
Receber OS e o molde com etiqueta vermelha
Abrir o molde com cuidado para evitar danos, respeitando as normas de
segurança.
Proteger as cavidades contra danos, utilizando papelão ou fita gomada.
Desmontar as partes do molde com cuidado para não danificar, organizando e
protegendo contra corrosão.
Verificar a posição correta das peças se estão marcadas, se não estão
marcadas, marcar posição correta.
Testar as passagens de água e verificar se não estão obstruídas.
Verificar o estado dos orings, se necessário substituí-los.
Corrigir problemas conforme OS e análise do molde.
Substituir as peças danificadas ou recuperá-las, submetendo-as análise
dimensional conforme especificações do desenho, quando interferir em
dimensional do produto.
Verificar a instalação de micros de segurança.
Verificar raio da bucha.
Com um paquímetro medir os orings e verificar se está com pressão entre 0,3 e
0,6mm.
32
Lubrificar as partes móveis com graxa TRIBOTEC WHITE, nos moldes High
Gloss e peças brancas passando uma camada muito fina nos extratores,
cames e gavetas para não contaminar o produto.
Na montagem da placa extratora avançar a placa para coloca a placa base,
evitando danos caso os extratores recuem.
Recuar a placa extratora e conferir a posição dos extratores.
Após concluir o serviço, fazer conferência na montagem do molde.
Solicitar para um ferramenteiro conferir a correta montagem do molde, partes
móveis como: extratores, cames, gavetas etc.
Utilizando o protetivo anti-corrosivo nas cavidades.
Fechar o molde e colocar a trava de segurança.
Preencher a ordem de serviço e colocar etiqueta preta (SERVIÇO
EXECUTADO).
Disponibiliza-lo para a produção.
4.1.2.2. Descrição do Processo de Manutenção Preventiva
O cronograma de manutenção preventiva é definido e a planilha é
disponibilizada na rede SGI (Sistema de Gestão Integrada, para acompanhar as
preventivas).
O PCP (Planejamento e Controle da Produção) reajusta o plano de produção
para realização da preventiva. Se houver necessidade de compra de materiais ou
serviços externos o setor de compras realiza a compra conforme procedimento. A
manutenção preventiva é realizada conforme ficha de instrução de trabalho (FIT).
Preenchimento do checklist de preventiva incluso na OS, seguindo as etapas da
seguinte forma:
Receber OS e o molde com etiqueta vermelha
Abrir o molde com cuidado para evitar danos, respeitando as normas de
segurança.
Proteger as cavidades contra danos, utilizando papelão ou fita gomada.
Desmontar as partes do molde com cuidado para não danificar, organizando e
protegendo contra corrosão.

33
Verificar a posição correta das peças se estão marcadas, se não, marcar
posição correta.
Testar as passagens de água e verificar se não estão obstruídas.
Verificar o estado dos orings, se necessário substituí-los.
Verificar raio da bucha.
Verificar a instalação de micros de segurança.
Verificar o bom funcionamento do sistema de extração, e se apresenta marcas
de desgastes e engripamento, se necessário substituir ou ajustar.
Quando ocorrer problemas na câmara quente, corrigir o problema e testá-la
com o controlador de temperatura.
Limpar todas as partes do molde principalmente as cavidades.
Lubrificar as partes móveis com graxa TRIBOTEC WHITE, nos moldes High
Gloss e peças brancas passando uma camada muito fina nos extratores,
cames e gavetas para não contaminar o produto.
Verificar se as saídas de gás estão limpas e se necessário refazê-las.
Verificar o estado do acoplamento e puxadores.
Correção de eventuais problemas: Verificar se existe OS solicitando alguma
correção.
Corrigir problemas conforme OS e análise do molde.
Substituir as peças danificadas: ou recuperá-las, submetendo-as análise
dimensional conforme especificações do desenho, quando interferir em
dimensional do produto.
Com um paquímetro medir os orings e verificar se está com pressão entre 0,3 e
0,6mm.
Montar o molde conferindo a correta posição de todas as peças.
Solicitar para um ferramenteiro conferir a correta montagem do molde, partes
móveis como: extratores, cames, gavetas etc.
Utilizar o protetivo anti-corrosivo nas cavidades.
Fechar o molde e colocar a trava de segurança.
Preencher a ordem de serviço e colocar etiqueta preta (SERVIÇO
EXECUTADO).
Disponibilizá-lo para a produção ou troca de molde para acomodar no local
indicado.

34
4.1.3. Serviços executados
4.1.3.1. Polimento
O polimento consiste em um processo de alisamento manual ou mecanizado da
superfície com pastas abrasivas, a fim de atingir um nível específico de rugosidade
superficial. O polimento representa um papel fundamental no tratamento final da
superfície dos aços-ferramenta. Essa técnica é utilizada para obter superfícies
polidas ou com alto brilho.
4.1.3.2. Ajustes de peças
São os ajustes necessários de toda a montagem do molde. Este trabalho é
realizado pelo ferramenteiro, que utiliza máquinas, equipamentos e ferramentas
manuais para ajustar as peças do molde. É um trabalho de precisão, e deve
obedecer às tolerâncias estabelecidas. As partes da cavidade do molde devem ter
um ajuste perfeito para evitar o vazamento de material plástico. Folgas a partir de
0,02mm podem gerar rebarbas e comprometer a qualidade do produto injetado.
4.1.3.3. Textura
È o acabamento rugoso na cavidade do molde, chamado de textura, que
transfere ao produto injetado uma superfície áspera ao toque, com acabamentos
especiais. Existem vários tipos de textura, e os processos diferenciam dependendo
do desenho desejado. Os processos de texturização podem ser químico a base de
ácidos, a laser, por eletroerosão, e por jateamento. A empresa pesquisada possui o
processo de jateamento e de eletroerosão.
4.1.3.4. Solda TIG
A solda TIG é utilizada para soldagens pequenas em metais, com acabamento
de alta qualidade. Normalmente utilizada para preencher falhas ou fissuras em
alguma parte do molde. O acabamento é muito bom e a solda tem ótima resistência
35
mecânica. Após o processo de soldagem é feito o acabamento através de máquinas
de usinagem ou ferramentas manuais.
4.1.3.5. Solda a Laser
A solda a laser é utilizada em micro soldagens, com pequena adição de material,
a partir de 0,1mm. O processo é tão minucioso que o equipamento possui uma lente
de aumento para visualização. Proporciona acabamentos de altíssima qualidade,
podendo ser ajustado com ferramentas manuais. Esta solda é muito utilizada para
recuperação de cavidades que sofreram pequenos desgastes ou foram danificadas.
4.1.3.6. Problemas de Molde
Os problemas que podem ocorrer em um molde de injeção são inúmeros, e para
facilitar o gerenciamento através do sistema INJET, as paradas sobre
responsabilidade do setor de ferramentaria, estão agrupadas em vinte tipos
principais.
a) Problema na Câmara Quente obstruída
Este problema envolve qualquer avaria relacionada a câmara quente, como
obstrução da passagem de material, vazamentos, resistências, termopares, ou
qualquer parte deste componente. O molde precisa passar por intervenção dos
setores de ferramentaria e manutenção elétrica e se necessário ter as peças
avariadas substituídas ou consertadas.
Possíveis causas:
Fadiga dos componentes
Bico trincado
Ponta do bico folgada ou sem aperto suficiente
Excesso de pressão de injeção
Matéria-prima contaminada

36
Figura 6 - Vazamento de Material
Fonte: Tutiplast (2016)
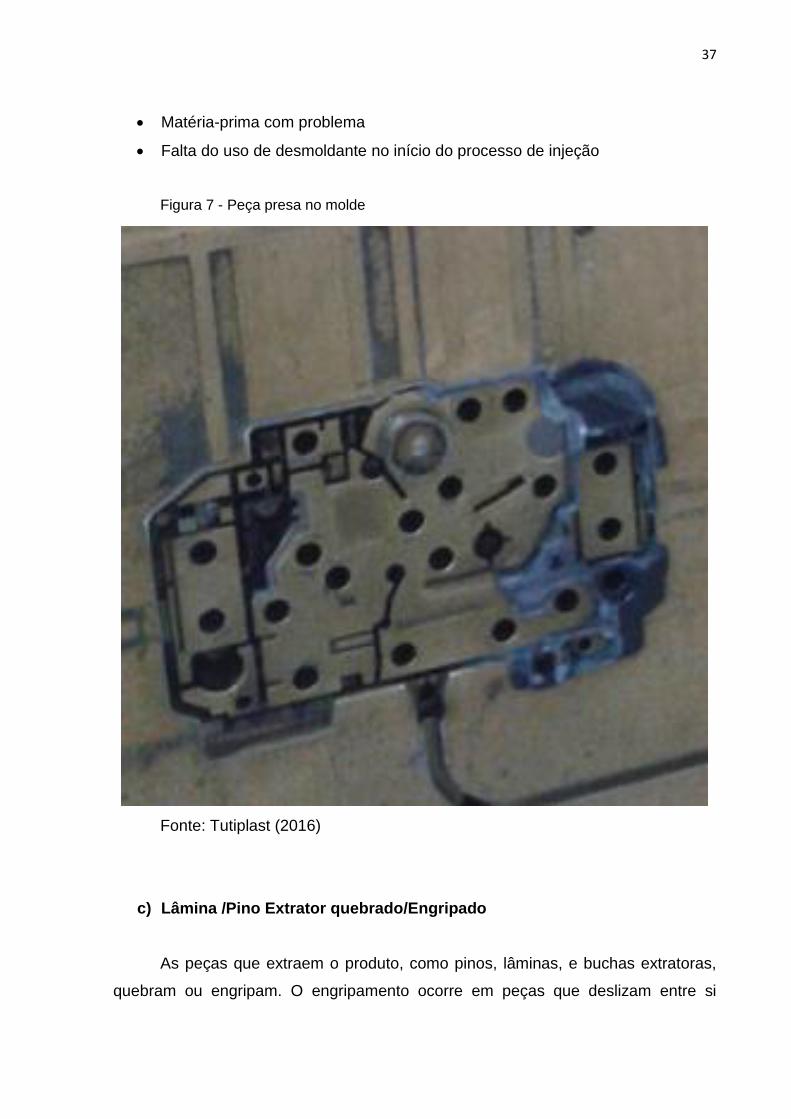
b) Peça Presa no molde /Ferramentaria
No processo de injeção, a peça plástica ou parte dela permanece presa no
molde, necessitando ser retirada manualmente. Em alguns casos o molde deve ser
retirado e desmontado para execução do serviço.
Possíveis causas:
Cavidade com retenção, necessitando de polimento
Falta de retenção na parte do macho
Refrigeração inadequada
Regulagem de máquina inadequada
37
Matéria-prima com problema
Falta do uso de desmoldante no início do processo de injeção
Figura 7 - Peça presa no molde
Fonte: Tutiplast (2016)
c) Lâmina /Pino Extrator quebrado/Engripado
As peças que extraem o produto, como pinos, lâminas, e buchas extratoras,
quebram ou engripam. O engripamento ocorre em peças que deslizam entre si

38
gerando atrito. Neste caso, devem ser substituídas ou ajustadas. Normalmente é
necessária a retirada e desmontagem do molde para correção.
Possíveis causas:
Pinos, lâminas e buchas sem dureza suficiente para resistir ao atrito, a dureza
recomendada é 70 HRC.
Falta de lubrificação
Peças muito frágeis, não resistem à pressão de extração
Ajuste com pouca folga, alojamento pode ter reduzido devido a amassamento
Falta de preventiva
Refrigeração inadequada
Extração recua com canal
d) Canal Preso no molde
O canal de injeção fica preso na bucha de injeção, e deve ser retirado
manualmente, normalmente o molde não precisa ser retirado de máquina.
Possíveis causas:
Ajuste de regulagem de máquina
Bico da máquina com raio danificado ou diferente do molde
Bico da máquina com furo maior que o do molde
e) Molde Sujo/Contaminado
O molde está com a cavidade suja, contaminando o produto. A limpeza é feita
em máquina, mas se necessário o molde deve ser desmontado.
Possíveis causas:
Protetivo anti-corrosão utilizado incorreto, deve-se utilizar protetivo especial
incolor e antipenetrante
Falta de preventiva
Refrigeração gelada ligada com molde parado
Gases ou óleo gerado no processo

39
f) Molde Batido/Riscado
O molde sofreu um dano, alguma parte foi danificada, amassada, quebrada,
riscada. Alguns casos podem ser resolvidos em máquina, outros utilizando os
recursos da Ferramentaria, como soldas especiais, ajustes e polimentos. Mas o
problema pode ser grave e talvez alguma peça necessite ser substituída. Se não
tiver peça de reposição, a peça deverá ser adquirida ou confeccionada internamente
ou externamente.
Possíveis causas:
Erro cometido na colocação do molde em máquina
Erro de regulagem de máquina
Dano ocasionado na limpeza da cavidade ou na retirada de peça presa
Figura 8 - Molde batido/Riscado
Fonte: Tutiplast (2016)
g) Limpeza na face do molde
Limpeza das saídas de ar e das áreas de fechamento, realizada com o molde
em máquina. Esta limpeza é importante para manter o bom estado das linhas de
fechamento do molde e eliminar defeitos no produto gerados pelos gases.
Possíveis causas:

40
Resíduos gerados pelo processo de injeção
h) Postiço Quebrado/Solto
O postiço quebrou ou está solto. Normalmente consertado fora de máquina,
pode ser recuperado com recursos da ferramentaria ou ser substituído.
Possíveis causas:
Postiços frágeis, quebram ou trincam durante o processo
Molde fecha com produto dentro
Parafuso que fixa postiço quebrado
i) Vazamento de água no molde
O molde precisa ser desmontado para trocar os anéis de vedação avariados.
Em casos mais raros, o molde está trincado, e a recuperação é difícil, podendo
necessitar que a parte trincada seja substituída.
Possíveis causas:
Câmara quente ligada com refrigeração desligada
Anéis danificados na montagem
Anéis fora de medida
Anéis desgastados
Alojamento do anel danificado ou com corrosão
j) Pinbridge preso no molde
O Pinbridge é um Inserto metálico colocado em um tipo específico de molde.
Este sofre uma sobreinjeção, ou seja, o plástico é injetado sobre este inserto. Pode
ocorrer que o Pinbridge fique preso na cavidade do molde, e precise ser retirado. Se
não for possível em máquina, o molde deve ser desmontado na ferramentaria para a
retirada do mesmo.
Possíveis causas:
Pinbridge maior que o alojamento

41
k) Polimento na cavidade do molde
A cavidade do molde está com algum risco ou mancha, e necessita de
polimento. Se for possível é feito em máquina, caso contrário o molde é retirado para
correção.
Possíveis causas:
Riscos e manchas gerados durante o processo, pelo material plástico, gases,
na movimentação das partes móveis e no fechamento.
l) Ajuste/Gaveta quebrada/Engripada
Gaveta do molde quebrada ou engripada, necessitando de ajuste ou conserto.
Se necessário o molde é retirado para correção.
Possíveis causas:
Engripamento gerado devido à falta de preventiva e lubrificação
Molde fecha com gaveta fora de posição
Detalhes frágeis
Extração recua com produto no molde
m) Fechar/Abrir cavidade
Em moldes com mais de uma cavidade, quando alguma encontra-se avariada
e o molde necessita produzir, fecha-se a cavidade. Em moldes com mais de um tipo
de produto, quando só é necessário produzir um, fecha-se ou abre-se a cavidade. O
serviço é feito em máquina.
n) Molde com rebarba
O produto injetado apresenta rebarba que não pode ser retrabalhada pelo
operador de máquina, comprometendo a qualidade do produto. O molde precisa ser
retirado para ajuste e se necessário soldagem ou troca de peça.
o) Aguardando ferramenteiro
42
É o tempo em que a máquina fica parada aguardando o ferramenteiro que
realizará o serviço.
p) Troca de Postiço
A troca de postiço não é um problema, mas alguns moldes foram projetados
para injetar mais de um tipo de produto, trocando-se parte do molde. Se não for
possível trocar em máquina o molde é retirado e enviado para a ferramentaria.
q) Análise de Molde
É a análise do molde em máquina para descobrir o que está ocorrendo de
errado, onde busca-se descobrir qual a causa do problema. Neste caso ainda não se
sabe se o problema está relacionado a molde, máquina, matéria- prima, ou outros.
r) Problema Refrigeração de Molde
Ocorre quando os canais de refrigeração estão entupidos e a água não
circula, causando superaquecimento do molde. O molde precisa ser desmontado e
os canais desobstruídos.
s) Molde Oxidado
A cavidade do molde sofreu corrosão, afetando a qualidade do produto ou a
desmoldagem, necessitando de polimento.
Possíveis Causas:
Molde armazenado sem protetivo anti-corrosão.
Cavidade entrou em contato com água.
t) Problema na Bucha de Injeção
A bucha de injeção está com alguma avaria, com riscos internos,
amassamento na área de fechamento ou no assentamento da bucha, necessitando
de polimento ou ajuste.

43
4.2. ANÁLISE DO PROCESSO
Para o desenvolvimento do trabalho apresentado, utilizou-se de fontes
relacionadas ao processo. O Sistema Injet, uma tecnologia de informação que
auxilia na gestão de melhoria contínua do processo de máquinas cíclicas. Índices
mensais de paradas de máquinas por problemas de moldes. Brainstorming realizado
com as partes interessadas.
Figura 9 - Injet
Fonte: Tutiplast (2016)
A empresa trabalha com o sistema SGI (Sistema de Gestão Integrada), que
define os objetivos e metas para cada departamento. O setor de ferramentaria tem
como um de seus objetivos reduzir o índice de horas paradas de ferramentaria e a
meta do período era 3,35%. Conforme figura 10, em apenas quatro meses a meta foi
atingida e na média do ano de 2015 atingiu 3,97%, acima do planejado.

44
Figura 10 - Monitoramento dos indicadores
Fonte: Tutiplast (2016)
Utilizando a ferramenta Diagrama de Pareto, verificaram-se as principais
paradas de máquina por problema de molde do período pesquisado:
Figura 11 - Pareto das paradas de máquinas
Fonte: O autor (2016)
PARETO: PARADAS
DE MÁQUINAS
45
Na figura 11, observou-se que as cinco primeiras correspondem a 54,13%, ou
seja, de 23 tipos, apenas cinco são responsáveis por mais da metade das paradas.
Com esta ferramenta, podem-se verificar os maiores problemas de parada de
máquina e direcionou as principais ações para o foco, auxiliando na solução de
problemas.
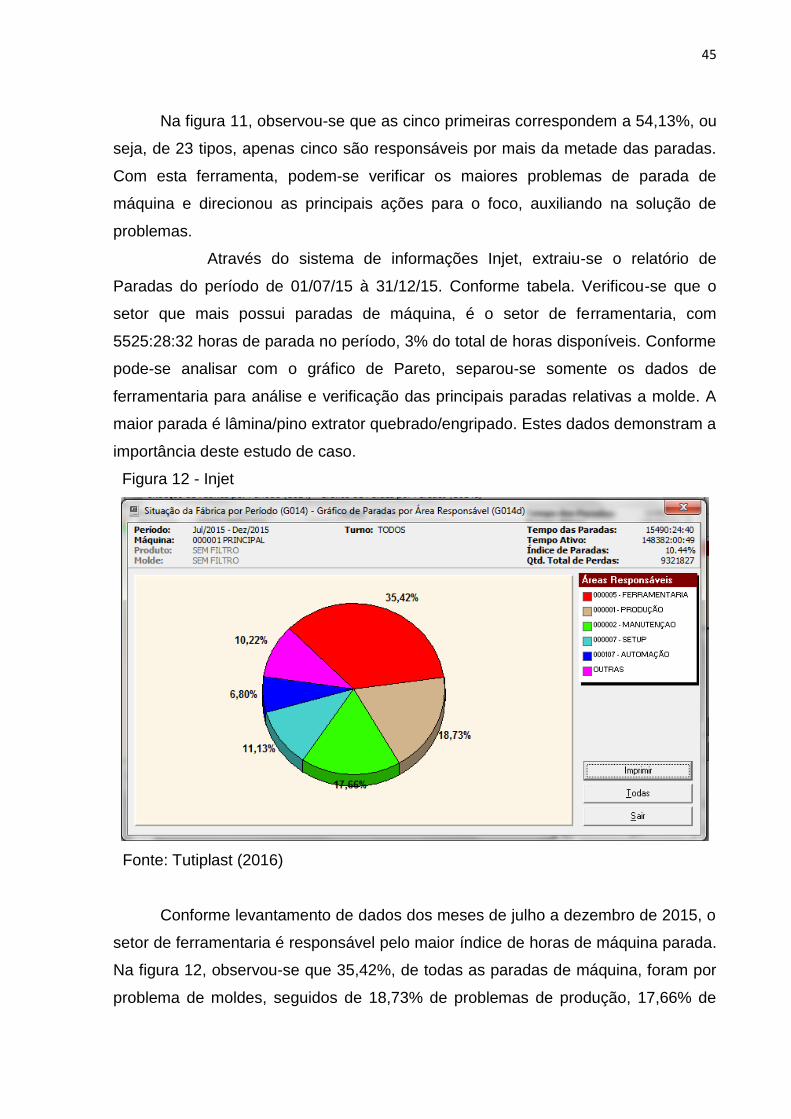
Através do sistema de informações Injet, extraiu-se o relatório de
Paradas do período de 01/07/15 à 31/12/15. Conforme tabela. Verificou-se que o
setor que mais possui paradas de máquina, é o setor de ferramentaria, com
5525:28:32 horas de parada no período, 3% do total de horas disponíveis. Conforme
pode-se analisar com o gráfico de Pareto, separou-se somente os dados de
ferramentaria para análise e verificação das principais paradas relativas a molde. A
maior parada é lâmina/pino extrator quebrado/engripado. Estes dados demonstram a
importância deste estudo de caso.
Figura 12 - Injet
Fonte: Tutiplast (2016)
Conforme levantamento de dados dos meses de julho a dezembro de 2015, o
setor de ferramentaria é responsável pelo maior índice de horas de máquina parada.
Na figura 12, observou-se que 35,42%, de todas as paradas de máquina, foram por
problema de moldes, seguidos de 18,73% de problemas de produção, 17,66% de

46
manutenção de máquinas ou equipamentos, 11,13% devido a Setup, 6,80% para
serviços de automação e 10,22% de outras paradas.
Baseado nestes dados verificou-se a importância do estudo deste caso e o
grande desafio a ser enfrentado. Para o eficaz gerenciamento do processo,
objetivando a contínua redução de horas de máquina parada, utilizou-se de
ferramentas da qualidade na busca de soluções para os problemas encontrados.
A figura 12 mostra o sistema Injet utilizado pela empresa, onde todas as
máquinas injetoras são gerenciadas. O regulador, técnico ou operador da máquina,
insere as informações de produção como operador da máquina, refugos gerados e
motivo da parada. A quantidade de ciclos da máquina, e a parada são informadas
automaticamente. O sistema é monitorado na tela do computador por um operador,
que se comunica via rádio com todos os responsáveis das áreas envolvidas. O
acesso ao sistema está disponível a todos e as informações geradas como números,
gráficos, podem ser estratificadas, e utilizadas para o gerenciamento de todo
processo.
Após estratificação dos dados do Injet, identificou-se os três moldes que mais
causaram paradas de máquina no período, conforme quadro abaixo.
Quadro 1 - Moldes com maiores paradas.
Molde
Tempo
117.004
140:57:14h
108.036
123:45:47h
102.023
119:10:17h
Fonte: O autor
O primeiro molde estudado foi o 117.004, em seis meses de produção foi o
que gerou o maior tempo de paradas, totalizando 140:57:14 horas. Analisando o
Pareto na figura 13, verifica-se que somente duas paradas, polimento e limpeza, são
responsáveis por 54,63% das paradas, e as cinco primeiras juntas somam 82,27%
do total deste molde.

47
Figura 13 - Pareto do molde 117.004
Fonte: O autor
Através dos dados obtidos no Pareto, foi realizado o Brainstorming com as
partes envolvidas no processo. Os principais problemas detectados foram limpeza,
polimento e lâmina pino quebrado. As causas mais prováveis foram relacionadas,
conforme quadro 2.
Quadro 2 - Brainstorming
Brainstorming
Molde 117.004/ 140:57:14 h de paradas
Causas prováveis Setor
Molde armazenado sem protetivo
Troca de molde
Molde riscado na ferramentaria Ferramentaria
Devido a gases da matéria-prima Engenharia
Demora na limpeza do molde Ferramentaria
Extração recua com peça Manutenção
Fechar molde com extração avançada Troca de Molde
Lâmina da gaveta muito frágil Cliente
Curso de abertura da gaveta pequeno Cliente
Fonte: o autor
35,69%
54,63%
65,44%
75,73% 82,27%
86,68% 91,06% 93,67% 96,20% 97,36% 98,35% 99,18% 99,96% 99,99% 100,00%
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
Parada/%
ACM %
MOLDE 117.004

48
A figura 14 mostra o Diagrama de Ishikawa, uma ferramenta que ajuda na
descoberta das causas que geram um efeito, neste caso molde batido, riscado, sujo
e oxidado. Dos seis “ M” estudados com os participantes, três foram detectados,
máquina, mão-de-obra e material.
Figura 14 - Diagrama de Ishikawa
Fonte: o Autor
Após a descoberta das causas, foi utilizada a ferramenta Matriz GUT
(Gravidade, Urgência, Tendência), para definir quais as prioridades, as que mais
impactam no resultado. No quadro 3, três causas são consideradas gravíssimas, e
deve ser tomada uma ação o mais rápido possível.
Quadro 3 - Matriz GUT
Fonte: Autor.
49
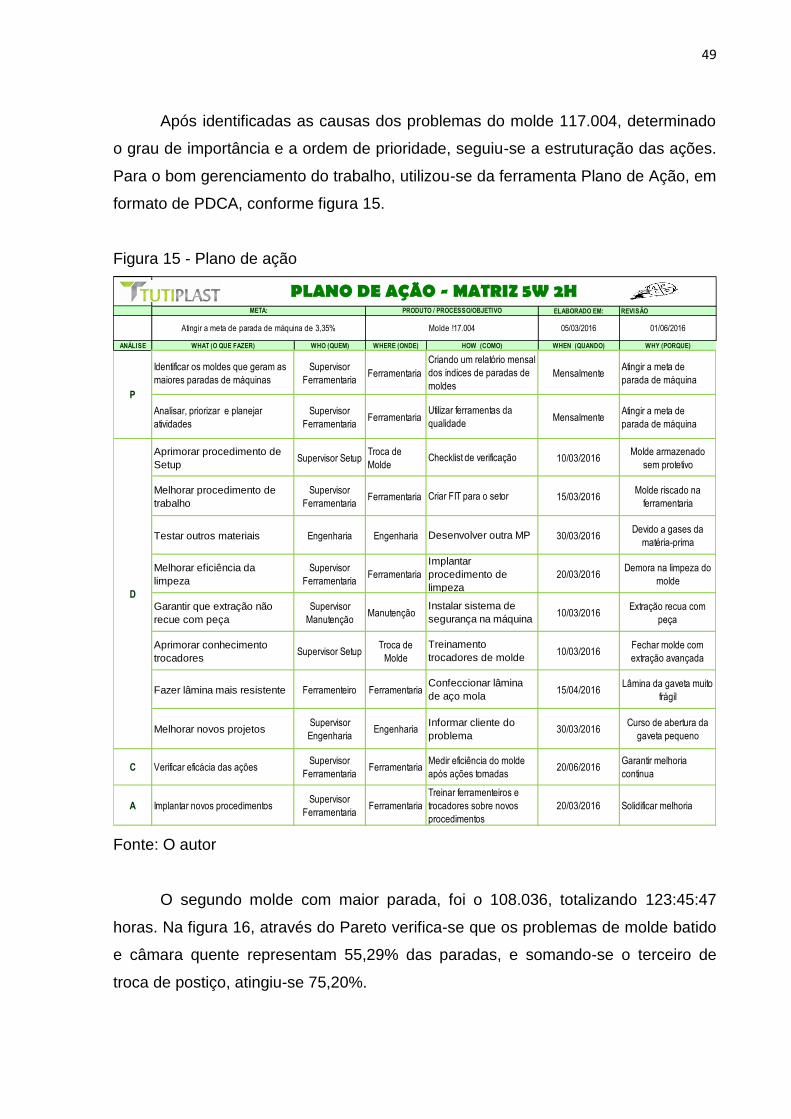
Após identificadas as causas dos problemas do molde 117.004, determinado
o grau de importância e a ordem de prioridade, seguiu-se a estruturação das ações.
Para o bom gerenciamento do trabalho, utilizou-se da ferramenta Plano de Ação, em
formato de PDCA, conforme figura 15.
Figura 15 - Plano de ação
Fonte: O autor
O segundo molde com maior parada, foi o 108.036, totalizando 123:45:47
horas. Na figura 16, através do Pareto verifica-se que os problemas de molde batido
e câmara quente representam 55,29% das paradas, e somando-se o terceiro de
troca de postiço, atingiu-se 75,20%.
ELABORADO EM: REVISÃO
05/03/2016 01/06/2016
ANÁLISE WHAT (O QUE FAZER) WHO (QUEM) WHERE (ONDE) WHEN (QUANDO) WHY (PORQUE)
Identificar os moldes que geram as
maiores paradas de máquinas
Supervisor
FerramentariaFerramentaria Mensalmente
Atingir a meta de
parada de máquina
Analisar, priorizar e planejar
atividades
Supervisor
FerramentariaFerramentaria Mensalmente
Atingir a meta de
parada de máquina
Aprimorar procedimento de
SetupSupervisor Setup
Troca de
Molde10/03/2016
Molde armazenado
sem protetivo
Melhorar procedimento de
trabalho
Supervisor
FerramentariaFerramentaria 15/03/2016
Molde riscado na
ferramentaria
Testar outros materiais Engenharia Engenharia 30/03/2016Devido a gases da
matéria-prima
Melhorar eficiência da
limpeza
Supervisor
FerramentariaFerramentaria 20/03/2016
Demora na limpeza do
molde
Garantir que extração não
recue com peça
Supervisor
ManutençãoManutenção 10/03/2016
Extração recua com
peça
Aprimorar conhecimento
trocadoresSupervisor Setup
Troca de
Molde10/03/2016
Fechar molde com
extração avançada
Fazer lâmina mais resistente Ferramenteiro Ferramentaria 15/04/2016Lâmina da gaveta muito
frágil
Melhorar novos projetosSupervisor
EngenhariaEngenharia 30/03/2016
Curso de abertura da
gaveta pequeno
A Implantar novos procedimentosSupervisor
FerramentariaFerramentaria 20/03/2016 Solidificar melhoria
CGarantir melhoria
continua
Criando um relatório mensal
dos índices de paradas de
moldes
Checklist de verificação
Criar FIT para o setor
Instalar sistema de
segurança na máquina
Treinamento
trocadores de molde
Confeccionar lâmina
de aço mola
Informar cliente do
problema
Desenvolver outra MP
Implantar
procedimento de
limpeza
P
HOW (COMO)
PLANO DE AÇÃO - MATRIZ 5W 2HMETA:
Atingir a meta de parada de máquina de 3,35% Molde !17.004
PRODUTO / PROCESSO/OBJETIVO
Utilizar ferramentas da
qualidade
D
20/06/2016
Treinar ferramenteiros e
trocadores sobre novos
procedimentos
Verificar eficácia das açõesSupervisor
FerramentariaFerramentaria
Medir eficiência do molde
após ações tomadas

50
Figura 16 - Diagrama de Pareto
Fonte: O autor.
O Brainstorming realizado com o molde 108.036, identificou algumas causas
em comum com o molde 117.004, conforme quadro 4, sendo que os moldes
possuem uma similaridade devido ao tipo de produto ser o mesmo.
Quadro 4 - Brainstorming
Brainstorming
Molde 108.036/ 123:45:47 h de paradas
Causas prováveis Setor
Extração recua com peça Manutenção
Fechar molde com extração avançada Troca de Molde
Lâmina da gaveta muito frágil Cliente
Curso de abertura da gaveta pequeno Cliente
Metal na MP Matéria-prima/Manutenção
Troca de postiço frequente PCP
Fonte: O autor.
28,60%
55,29%
75,20%
83,73% 87,60%
90,93% 93,83%
96,52% 97,60% 98,63% 99,39% 99,69% 99,98% 100,00% 100,00%
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
Parada/%
ACM %
Molde 108.036

51
Foi feito o Diagrama de Ishikawa do molde 108.036, figura 17, onde se
apuraram causas que geram molde batido, riscado, problema na câmara e troca de
postiço. Este último não representa um problema de molde, mas quem atua no
serviço é a ferramentaria e o código gera parada de máquina até a conclusão da
troca. As causas de paradas estão relacionadas à máquina, método, material e mão-
de-obra.
Figura 17 - Diagrama de Ishikawa
Fonte: O autor.
Concluído o Brainstorming e o Ishikawa, foram priorizadas as causas que
geram os problemas, através da matriz GUT, conforme quadro 5. Os itens 1 e 2
receberam a pontuação máxima e foram considerados gravíssimos e deve ser
tomada uma ação o mais rápido possível.
Quadro 5 - Matriz GUT
52
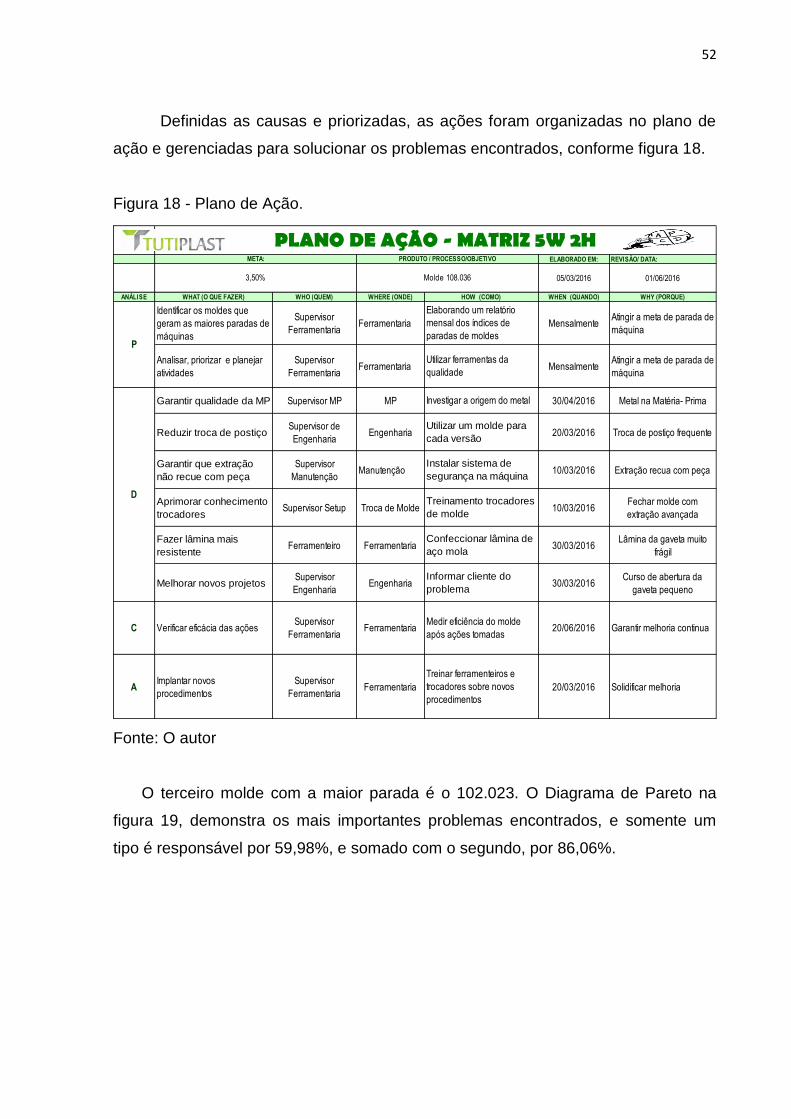
Definidas as causas e priorizadas, as ações foram organizadas no plano de
ação e gerenciadas para solucionar os problemas encontrados, conforme figura 18.
Figura 18 - Plano de Ação.
Fonte: O autor
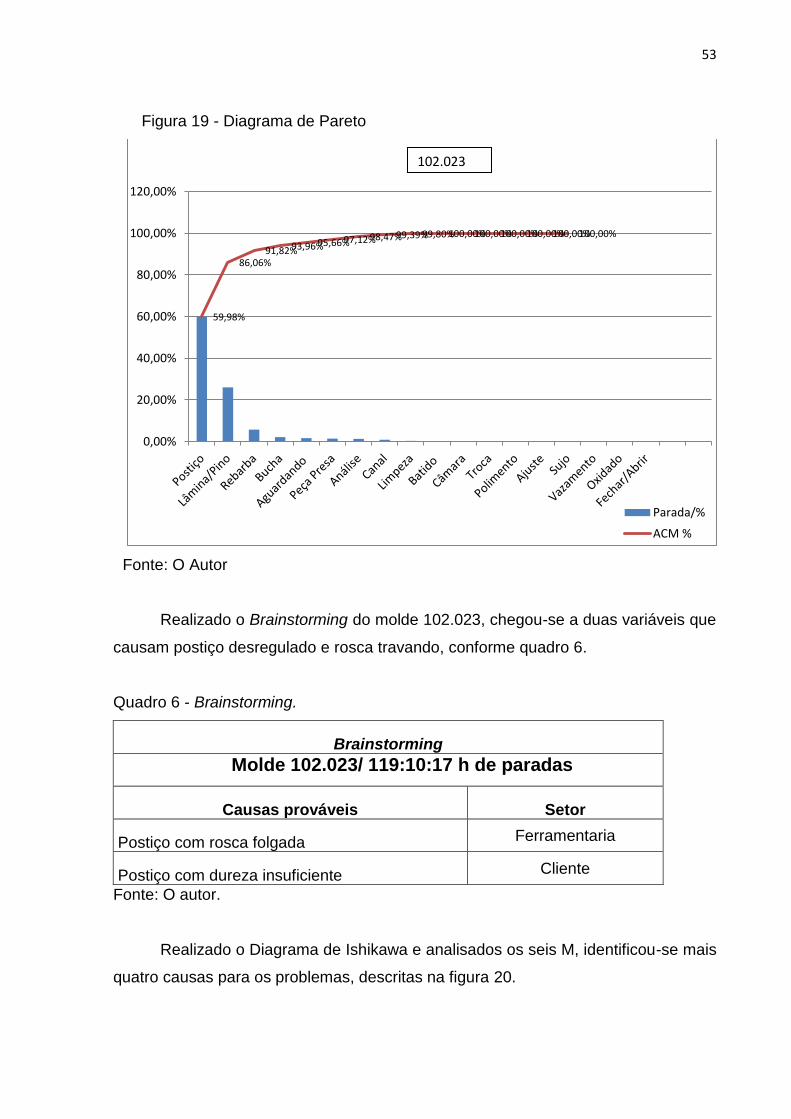
O terceiro molde com a maior parada é o 102.023. O Diagrama de Pareto na
figura 19, demonstra os mais importantes problemas encontrados, e somente um
tipo é responsável por 59,98%, e somado com o segundo, por 86,06%.
ELABORADO EM: REVISÃO/ DATA:
05/03/2016 01/06/2016
ANÁLISE WHAT (O QUE FAZER) WHO (QUEM) WHERE (ONDE) WHEN (QUANDO) WHY (PORQUE)
Identificar os moldes que
geram as maiores paradas de
máquinas
Supervisor
FerramentariaFerramentaria Mensalmente
Atingir a meta de parada de
máquina
Analisar, priorizar e planejar
atividades
Supervisor
FerramentariaFerramentaria Mensalmente
Atingir a meta de parada de
máquina
Garantir qualidade da MP Supervisor MP MP 30/04/2016 Metal na Matéria- Prima
Reduzir troca de postiçoSupervisor de
EngenhariaEngenharia 20/03/2016 Troca de postiço frequente
Garantir que extração
não recue com peça
Supervisor
ManutençãoManutenção 10/03/2016 Extração recua com peça
Aprimorar conhecimento
trocadoresSupervisor Setup Troca de Molde 10/03/2016
Fechar molde com
extração avançada
Fazer lâmina mais
resistenteFerramenteiro Ferramentaria 30/03/2016
Lâmina da gaveta muito
frágil
Melhorar novos projetosSupervisor
EngenhariaEngenharia 30/03/2016
Curso de abertura da
gaveta pequeno
AImplantar novos
procedimentos
Supervisor
FerramentariaFerramentaria 20/03/2016 Solidificar melhoria
C Garantir melhoria continua
Elaborando um relatório
mensal dos índices de
paradas de moldes
Investigar a origem do metal
Instalar sistema de
segurança na máquina
Treinamento trocadores
de molde
Confeccionar lâmina de
aço mola
Informar cliente do
problema
Utilizar um molde para
cada versão
HOW (COMO)
PLANO DE AÇÃO - MATRIZ 5W 2HMETA:
3,50% Molde 108.036
PRODUTO / PROCESSO/OBJETIVO
P
Utilizar ferramentas da
qualidade
D
Treinar ferramenteiros e
trocadores sobre novos
procedimentos
Verificar eficácia das açõesSupervisor
FerramentariaFerramentaria
Medir eficiência do molde
após ações tomadas20/06/2016
53
Figura 19 - Diagrama de Pareto
Fonte: O Autor
Realizado o Brainstorming do molde 102.023, chegou-se a duas variáveis que
causam postiço desregulado e rosca travando, conforme quadro 6.
Quadro 6 - Brainstorming.
Brainstorming
Molde 102.023/ 119:10:17 h de paradas
Causas prováveis Setor
Postiço com rosca folgada Ferramentaria
Postiço com dureza insuficiente Cliente
Fonte: O autor.
Realizado o Diagrama de Ishikawa e analisados os seis M, identificou-se mais
quatro causas para os problemas, descritas na figura 20.
59,98%
86,06% 91,82% 93,96% 95,66% 97,12% 98,47% 99,39% 99,80% 100,00% 100,00% 100,00% 100,00% 100,00% 100,00%
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
Parada/%
ACM %
102.023

54
Figura 20 - Diagrama de Ishikawa
Fonte: O autor.
As causas dos problemas do molde 102.023 foram priorizadas conforme Matriz
GUT no quadro 7, O problema 1 representa o mais grave e deve ser corrigido o mais
breve possível.
Quadro 7 - Matriz GUT
Fonte: O autor.
Para o gerenciamento das ações para eliminar as causas, foi utilizado o Plano
de Ação conforme figura 21.

55
Figura 21 - Plano de ação.
Fonte: O autor.
4.3. MELHORIA DE PROCESSOS
4.3.1. Molde 117.004
Para reduzir a parada de máquina devido à polimento, detectou-se as causas
mais prováveis, oxidação por falta de protetivo e molde riscado na ferramentaria. O
setor responsável por proteger o molde com anti-corrosivo, acabava se esquecendo
e o molde era armazenado sem proteção, gerando oxidação. Para evitar que isso
ocorresse novamente, foi acrescentado no checklist de verificação da troca de molde
o item protetivo, evitando o esquecimento. No caso de molde riscado, foi
acrescentada na FIT da ferramentaria, proteger as cavidades com fita e papelão,
para evitar danos.
A segunda maior parada era por limpeza e as causas levantadas eram por
demora no trabalho realizado em máquina e o excesso de gases gerados pela
matéria-prima. O trabalho de limpeza foi otimizado, definindo-se um horário ao dia
ELABORADO EM: REVISÃO/ DATA:
05/03/2016 01/06/2016
ANÁLISE WHAT (O QUE FAZER) WHO (QUEM) WHERE (ONDE) WHEN (QUANDO) WHY (PORQUE)
Identificar os moldes que
geram as maiores
paradas de máquinas
Supervisor
FerramentariaFerramentaria Mensalmente
Atingir a meta de
parada de máquina
Analisar, priorizar e
planejar atividades
Supervisor
FerramentariaFerramentaria Mensalmente
Atingir a meta de
parada de máquina
Postiço com rosca
padrão
Supervisor
Setup
Troca de
Molde10/04/2016
Postiço com rosca
folgada
Melhorar
procedimento de
Supervisor
Setup
Troca de
Molde15/03/2016
Erro no procedimento
de Setup
Eliminar erros na
instalação
Supervisor
SetupEngenharia 30/03/2016
Ligação das
mangueiras errada
Evitar desgaste do
postiço10/04/2016
Postiço com dureza
insuficiente
AImplantar novos
procedimentos
Supervisor
FerramentariaFerramentaria 20/03/2016 Solidificar melhoria
CGarantir melhoria
continua
Criando um relatório
mensal dos índices de
paradas de moldes
Trocar postiço
Criar FIT para Setup
Adquirir postiço com
dureza padrão
Supervisor
Ferramentaria
Usarr sistema poka-
yoke
P
Utilizar ferramentas da
qualidade
HOW (COMO)
PLANO DE AÇÃO - MATRIZ 5W 2HMETA:
Atingir a meta de parada de máquina de 3,35 102.023
PRODUTO / PROCESSO/OBJETIVO
D
Treinar ferramenteiros e
trocadores sobre novos
procedimentos
Verificar eficácia das
ações
Supervisor
FerramentariaFerramentaria
Medir eficiência do molde
após ações tomadas20/06/2016

56
para a limpeza programada, não perdendo-se tempo com a espera do técnico. O
problema com a matéria-prima, causadora do problema, foi amenizado
desenvolvendo-se outra que gerasse menos gases.
A próxima parada era por lâmina pino quebrado, e as causas apuradas foram
recuo do extrator com peça, fechar o molde com extração avançada e lâmina muito
frágil Para garantir que a extração não retornasse, foi instalado um dispositivo de
segurança na máquina. Para o problema de extração avançada, verificou-se que só
era possível no setup, e o problema ocorria por erro na colocação do molde. Para
resolver isto, os trocadores de molde foram treinados no procedimento correto. A
lâmina frágil era de cobre-berílio e foi substituída por outra de aço mola, material
mais resistente. Para evitar quebra nos novos projetos, o cliente foi informado do
problema e das ações tomadas para solução.
Após ações tomadas, verificou-se que no período de 01/04/16 à 30/06/16, o
problema de polimento não ocorreu mais, demonstrando que a ação foi eficaz. A
maior parada agora é por lâmina pino e a causa é por engripamento, conforme
figura 22.
Figura 22 - Diagrama de Pareto
Fonte: O Autor
75,40% 89,73%
99,12% 99,53% 99,92% 100,00%
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
Parada/%ACM %
Molde 117.004

57
4.3.2. Molde 108.036
Este molde é muito similar ao 117.004, e os problemas que eram comuns aos
dois foram tratados com as mesmas ações. Analisando o Pareto, figura 23, o
problema de metal na matéria-prima foi reduzido somente com a troca de
fornecedor, no mês de junho. A troca de postiço foi eliminada, pois o cliente forneceu
outro molde e cada um trabalha com uma versão, não necessitando troca,
Figura 23 - Diagrama de Pareto
Fonte: O Autor
4.3.3. Molde 102.023
Este molde apresentava problemas devido à rosca folgada, procedimentos de
setup e dureza da rosca. Para evitar ligação errada das mangueiras, foi adaptado
engate com sistema pokayoke, eliminando erros. O problema com a rosca folgada e
com dureza fora da especificação, foi resolvido substituindo-se a peça avariada por
uma dentro das especificações, eliminando o problema, conforme figura 24.
82,56% 94,42% 96,87% 98,13% 99,83% 100,00%
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
Parada/%
ACM %
Molde 108.036

58
Figura 24 - Diagrama de Pareto
Fonte: O Autor
Fazendo a comparação entre o período anterior às ações e após, o gráfico na
figura 25 mostra o molde 117.004 que antes representava 8% do total de máquina
ativa, após as melhorias reduziu para 7%. O molde 108.036 de 7% caiu para 2%. O
molde 102.023 que tinha um índice muito alto de paradas, de 38% reduziu para
15%.
Figura 25 - Diagrama de Pareto
Fonte: O Autor
61,22%
83,21% 99,12% 99,51% 99,76% 99,97% 100,00%
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
Parada/%ACM %
8% 7%
38%
7%
2%
15%
117004 108036 102023
Redução de Paradas
Antes Depois
Molde 102.023
59
5 CONSIDERAÇÕES FINAIS
Conforme o trabalho foi realizado identificou-se que a ferramentaria é o setor
com o maior tempo de paradas de máquinas da empresa, causando grandes
prejuízos para a organização. Tendo em vista isto foi realizado um levantamento
no qual identificou-se que os três moldes que mais causam paradas são 117.004
por polimento, limpeza, lâmina quebrada, 108.036 por batido, câmara quente,
troca de postiço e 102.023 por postiço quebrado, lâmina quebrada. Após três
meses das ações realizadas, foi possível uma redução das paradas dos três
moldes. O molde 117.004 teve uma redução de 12,5%, molde 108.036 reduziu
71,43%. e o molde 102.023 reduziu 39,47%. Os índices comprovam que o uso
correto das ferramentas da qualidade como Pareto, Brainstorming, Ishikawa,
GUT, PDCA, colaboram para ganhos nos processos e operações, tornando-os
mais eficientes.
O desenvolvimento do presente estudo, contribui para as empresas de
injeção plástica, indicando soluções para problemas comuns a todos os
fabricantes de plástico. Indicando caminhos para se atingir resultados, utilizando
as ferramentas da qualidade e buscando a melhoria contínua, essencial para as
organizações.
Este trabalho contribuiu para a organização pesquisada, reduzindo custos
relativos às manutenções, problemas de qualidade, paradas de máquina, custos
com energia, mão-de-obra, e outros. A metodologia pode continuar sendo aplicada
na melhoria contínua de todos os processos, tornando a fábrica mais produtiva.
A contribuição para o engrandecimento profissional e pessoal adquirido em
todas as etapas deste trabalho, incentivando à busca de mais conhecimento e
desafios profissionais.
60
REFERÊNCIAS BIBLIOGRÁFICAS
AGUIAR, Paulo Celso Gonçalves. Aplicação da metodologia de análise e solução de problemas na célula lateral de uma linha de produção automotiva. Disponível em: ˂ http://www.ppga.com.br/mba/2004/aguiar_paulo_celso_goncalves.pdf ˃, acesso em: 21 nov 2015. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5462: confiabilidade e mantenabilidade. Rio de Janeiro: ABNT, 1994. BARBOSA, Priscila Pasti. Ferramentas da qualidade no gerenciamento de processos. Disponível em: ˂http://www.cesumar.br/prppge/pesquisa/epcc2011/anais/sheila_luz2.pdf ˃, acesso em: 10 nov 2015. BARROS, Elsimar; BONAFINI, Fernanda. Ferramentas da qualidade. São Paulo: Pearson Education do Brasil,2014.
BOND, Maria Thereza; BUSSE, Angela; PUSTILNICK, Renato. Qualidade Total: o que é e como alcançar. 1.ed. Curitiba: Editora Intersaberes, 2012. CAMPOS, Vicenti Falconi. TQC – Controle da Qualidade Total. 2. ed. São Paulo: Editora UFMG, 1995. CASARIN, Helen de Castro Silva; CASARIN, Samuel José. Pesquisa científica: da teoria a prática. 1.ed. Curitiba: Editora Intersaberes,2012. COSTA JUNIOR, Eudes Luiz. Gestãoem processos produtivos. 20 ed. Curitiba: Editora Ibpex, 2008. CORDIOLI, S. Enfoque Participativo: um processo de mudança: conceitos, instrumentos e aplicação prática. 1. ed. Porto Alegre: Gênesis, 2001. ESTEVES, Luís Manuel Dias. Manutenção de moldes de injeção de poliamidas com fibra de vidro. Disponível em: ˂http://comum.rcaap.pt/bitstream/10400.26/4309/1/Trabalho_final%20Completo-%2014.04.12%20Corrigido-Luis%20Esteves%20(CD).pdf˃,acesso em: 21 nov 2015. FERREIRA L.A. “Uma Introdução á Manutenção” – Publindústria, Edições Técnicas, Porto,1998. GILMORE, H. L.. Continuous Incremental Improvement: An Operations Strategy for Higher Quality, Lower Costs, and Global Competitiveness. SAM Advanced ,1990 GODOY, Maria Helena Pádua Coelho de. Brainstorming – como atingir metas. Belo Horizonte: FCO, 1997
HARADA, Júlio. Moldes para injeção de termoplásticos: projetos e princípios básicos. São Paulo: Artliber Editora,2004.

61
LU, Liu Shih. Prevenção e tratamento de não conformidades. São Paulo: Pearson Education do Brasil,2015. MEIRELES, Manuel. Ferramentas administrativas para identificar, observar e analisar problemas: organizações com foco no cliente. 1.ed. São Paulo: Editora Arte & Ciência,2001. SACCHELLI, C.M.; OGLIARI, A.; AHRENS, C.H.; SILVA, D. T.; TEIXEIRA, J. A.; Caracterização do Modelo de Gerenciamento e de Desenvolvimento de Moldes em Ferramentarias do Polo Industrial de Joinville-SC. In: CONGRESSO NACIONAL DE ENGENHARIA MECÂNICA, III, Belém do Pará. Anais...Belém do Pará,2004. SANTOS, Jackson Freitas, Ferramentas para gestão estratégica da engenharia de manutenção: Uma aplicação prática da MASP. Disponível em: http://repositorio.ufpa.br/jspui/bitstream/2011/6270/1/Dissertacao_FerramentasGestaoEstrategica.pdf.

62
GLOSSÁRIO
Brainstorming – Tempestade de idéias - técnica utilizada para geração de idéias. Diagrama de Ishikawa – Seis M: Método, máquina, matéria prima, meio–ambiente, medida, mão-de-obra, é também conhecido como diagrama de causa e efeito. FIT – Ficha de Instrução de Trabalho. INJET - Sistema de gerenciamento de produção de máquinas cíclicas. MASP – Metodologia de Análise e Soluções de Problemas. determinação das causas reais, determinação de ações permanentes, implantação. PCP – Departamento de Planejamento e Controle da Produção. SGI - Sistema de Gestão Integrada. 5W2H – Plano de ação – o que será feito (what), quando será feito (when), quem fará (who), onde será feito (where), porque deve ser feito (why), como será feito (how),quanto custa (how much)