apostila etf de comandos ladder v04
TRANSCRIPT
SERVIÇO PÚBLICO FEDERAL CENTRO FEDERAL DE
EDUCAÇÃO TECNOLÓGICA DE SÃO PAULO
UNIDADE DE ENSINO
DESCENTRALIZADA DE CUBATÃO
EEXXEERRCCÍÍCCIIOOSS DDEE CCOOMMAANNDDOOSS
EEMM LLIINNGGUUAAGGEEMM
LLAADDDDEERR--VV0044
Prof. John Paul Sandall Jr Controle e Automação Industrial - CLP

Exercícios de comandos em Linguagem Ladder
A Linguagem Ladder é uma linguagem denominada de alto nível, por utilizar símbolos de Comandos Elétricos e agir como nós pensamos, portanto é uma linguagem elaborada para se "conversar" com o CLP, independente do fabricante, é o elo de ligação (o programa) entre o módulo de entrada e saída de uma CLP.
Para fins didáticos, no módulo de entrada teremos os atuadores (botões e os sensores) ou simplesmente as entradas E0; E1;....; En, e no módulo de saída teremos os acionadores (contatores, lâmpadas, eletroválvulas) ou simplesmente saídas S0; S1;....; Sn e como usaremos inicialmente o software didático LadSim, e no referido soft as entradas são Input (Ip) e as saídas Output (Op), também usaremos como convenção a tabela:
ENTRADAS SAÌDAS
Ip0 Ip1 Ip2 Ip3 Op0 Op1 Op2 Op3 b11 b01 RT1 fc1/sen1 K1 EV1 L-Vm1 L-Am1
Ip4 Ip5 Ip6 Ip7 Op4 Op5 Op6 Op7 b12 b02 RT2 BE/sen3 K2 EV2 L-Vm2 L-Vd
Ip8 Ip9 Ip10 Ip11 Op8 Op9 Op10 Op11 b13 b03 RT3 fc2/sen2 K3 EV3 L-Vm3 L-Am2
Na figura vemos a interface com os módulos da CLP.
A) Circuito de Selo. (memória virtual)
Todo comando deve ser endereçado ( octal ) adequadamente conforme o software utilizado, pois é pelo endereçamento que a CPU localiza a entrada, e a atualiza a saída conforme o programa.
Prof. John Paul Sandall Jr. 2 Controle e Automação Industrial
Comandos em Linguagem LADDER
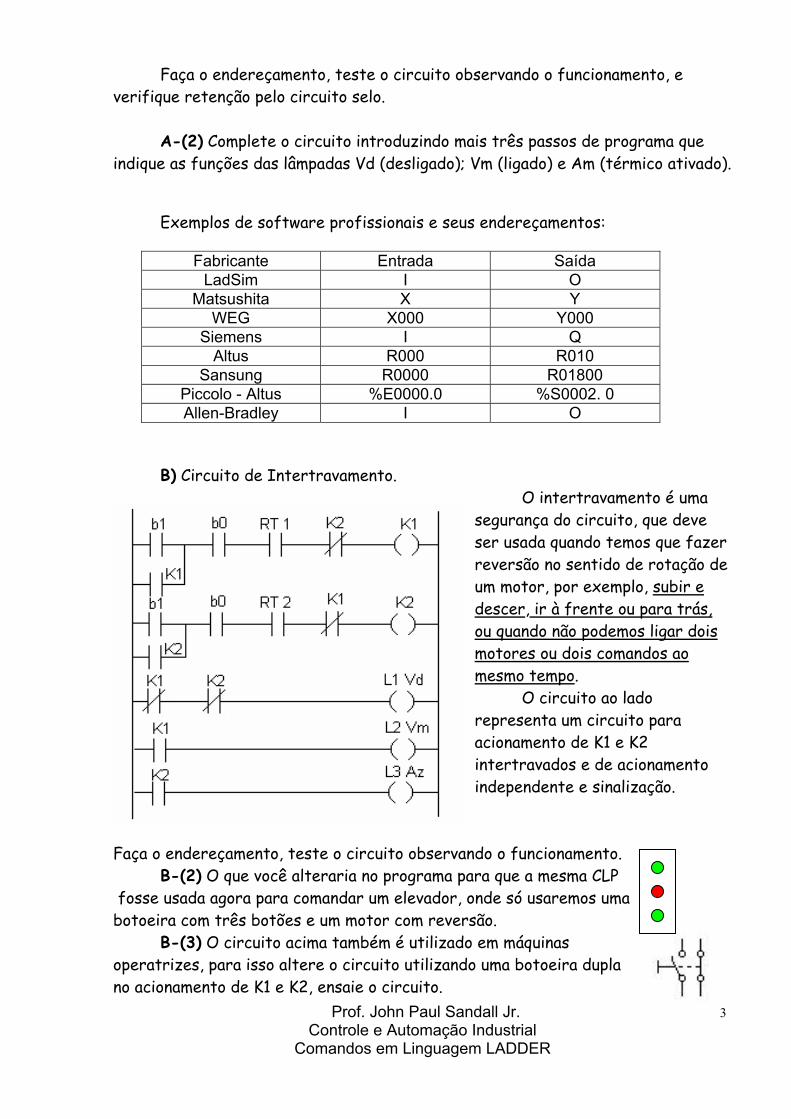
Faça o endereçamento, teste o circuito observando o funcionamento, e verifique retenção pelo circuito selo.
A-(2) Complete o circuito introduzindo mais três passos de programa que
indique as funções das lâmpadas Vd (desligado); Vm (ligado) e Am (térmico ativado).
Exemplos de software profissionais e seus endereçamentos:
Fabricante Entrada Saída LadSim I O
Matsushita X Y WEG X000 Y000
Siemens I Q Altus R000 R010
Sansung R0000 R01800 Piccolo - Altus %E0000.0 %S0002. 0 Allen-Bradley I O
B) Circuito de Intertravamento.
O intertravamento é uma segurança do circuito, que deve ser usada quando temos que fazer reversão no sentido de rotação de um motor, por exemplo, subir e descer, ir à frente ou para trás, ou quando não podemos ligar dois motores ou dois comandos ao mesmo tempo.
O circuito ao lado representa um circuito para acionamento de K1 e K2 intertravados e de acionamento independente e sinalização.
Faça o endereçamento, teste o circuito observando o funcionamento.
Prof. John Paul Sandall Jr. 3 Controle e Automação Industrial
Comandos em Linguagem LADDER
B-(2) O que você alteraria no programa para que a mesma CLP fosse usada agora para comandar um elevador, onde só usaremos uma botoeira com três botões e um motor com reversão.
B-(3) O circuito acima também é utilizado em máquinas operatrizes, para isso altere o circuito utilizando uma botoeira dupla no acionamento de K1 e K2, ensaie o circuito.

C) Circuito de Temporização com Circuito Auxiliar ( Flag )
A função auxiliar (F ou A) é uma das funções mais útil na linguagem Ladder, pois ela facilita a programação, por ser um comando virtual, podendo ser usada a qualquer instante e quantas vezes necessitar.
O circuito ao lado é uma aplicação dos temporizadores, que na Linguagem Ladder pode assumir vários tipos: temporizador de pulso e temporizador de retardo ( TON - timer on delay; TOF - timer off delay ).
Dependendo do tipo de temporizado aplicado, ou do soft, teremos que usar um comando RST (reset) para desligar o temporizado, ou colocar uma saída de bobina RST, com o mesmo endereço do
temporizador. Faça o endereçamento e teste o circuito, observando o funcionamento,
verifique se há a temporização, e o acendimento em seqüência, e faça o desligamento manual por meio de um comando RST.
C-(2) Altere os tempos para 2s, 4s e 6s respectivamente e insira mais um
passo de programa que desligue as saídas K1, K2 e K3 após 5s. C-(3) Com o mesmo tempo do exercício anterior, complete o circuito,
fazendo o desligamento automático de K1 depois K2 e finalmente K3 no mesmo tempo em que foram acionados.
D) Circuito de Contagem CNT( Counter ) O processo de contagem de peças,
objetos e litros, é feito por circuito contadores, circuitos estes que recebem um pulso na entrada a cada contagem proveniente de um sensor ou chaves ligadas ao CLP.
Prof. John Paul Sandall Jr. 4 Controle e Automação Industrial
Comandos em Linguagem LADDER
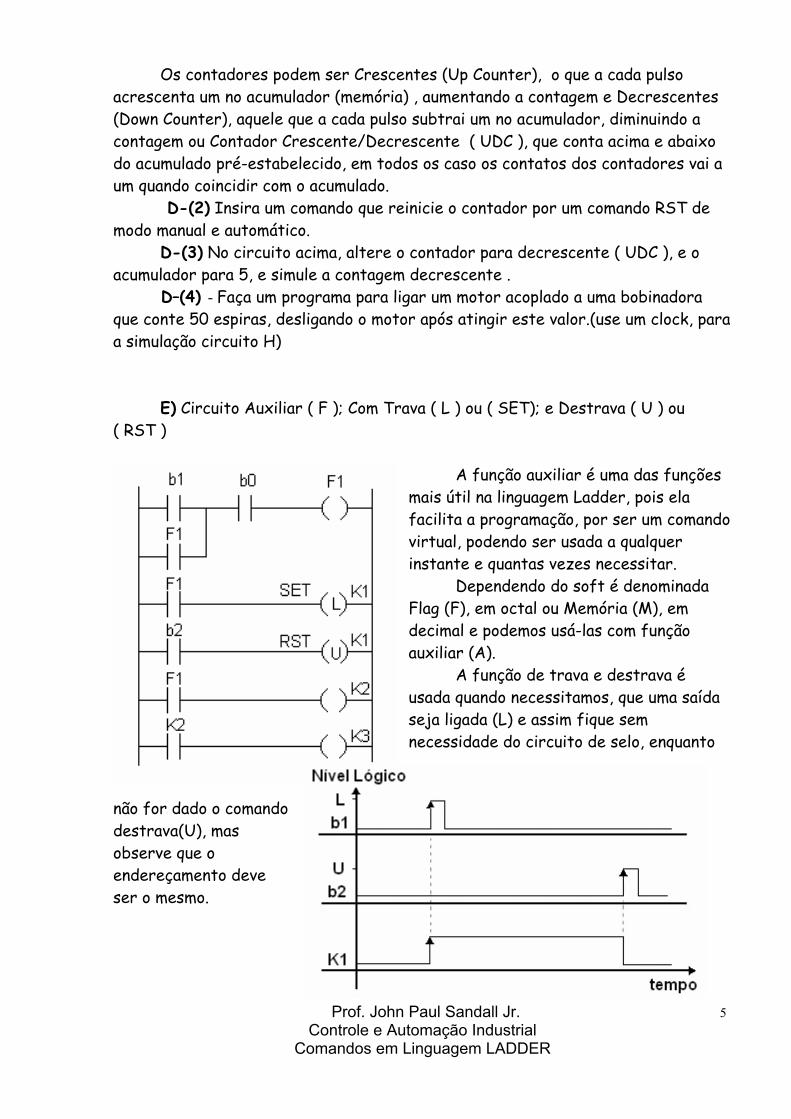
Os contadores podem ser Crescentes (Up Counter), o que a cada pulso acrescenta um no acumulador (memória) , aumentando a contagem e Decrescentes (Down Counter), aquele que a cada pulso subtrai um no acumulador, diminuindo a contagem ou Contador Crescente/Decrescente ( UDC ), que conta acima e abaixo do acumulado pré-estabelecido, em todos os caso os contatos dos contadores vai a um quando coincidir com o acumulado. D-(2) Insira um comando que reinicie o contador por um comando RST de modo manual e automático. D-(3) No circuito acima, altere o contador para decrescente ( UDC ), e o acumulador para 5, e simule a contagem decrescente . D–(4) - Faça um programa para ligar um motor acoplado a uma bobinadora que conte 50 espiras, desligando o motor após atingir este valor.(use um clock, para a simulação circuito H)
E) Circuito Auxiliar ( F ); Com Trava ( L ) ou ( SET); e Destrava ( U ) ou ( RST )
A função auxiliar é uma das funções mais útil na linguagem Ladder, pois ela facilita a programação, por ser um comando virtual, podendo ser usada a qualquer instante e quantas vezes necessitar.
Dependendo do soft é denominada Flag (F), em octal ou Memória (M), em decimal e podemos usá-las com função auxiliar (A).
A função de trava e destrava é usada quando necessitamos, que uma saída seja ligada (L) e assim fique sem necessidade do circuito de selo, enquanto
não for dado o comando destrava(U), mas observe que o endereçamento deve ser o mesmo.
Prof. John Paul Sandall Jr. 5 Controle e Automação Industrial
Comandos em Linguagem LADDER

Faça o endereçamento e teste o circuito, observando funcionamento, verifique se há travamento e destravamento atuando em b0 (NF) e depois em b2 (NA).
E (1) Elabore um programa para controle de nível em um tanque que tenha 2 sensores NA como sensor de nível máximo (SNH) e mínimo (SNL), ativados na presença do produto os sensores controlam de uma eletro-válvula que alimenta o tanque com descarga livre. O programa deve usar um comando Flag que permita o uso dos sensores.
F) Circuito de LIGA/DESLIGA por um único botão (NA). No circuito podemos ver uma
aplicação da função auxiliar interessante, que com comandos elétrico é praticamente impossível e oneroso. Por meio um pulso em b1, liga K1, e por um outro pulso em b1 o circuito é desligado.
Este circuito é utilizado em equipamentos que possuem um único botão para ligar e desligar o equipamento.
Faça o endereçamento e teste o circuito, observando o funcionamento.
G) Circuito Bimanual de acionamento para Prensa Automática.
Prof. John Paul Sandall Jr. 6 Controle e Automação Industrial
Comandos em Linguagem LADDER
O circuito Bimanual é um circuito de total segurança, na proteção do operador da Prensa visto que o operador tem que acionar os dois botões ao mesmo tempo, para dar início ao processo de prensagem, caso contrário a Prensa não se ligará, protegendo o operador de mutilações nos membros superiores.
O circuito usa a técnica intertravamento por bobinas auxiliar e temporizadores.

Faça o endereçamento e teste o circuito, observando o funcionamento, verifique se há o intertravamento como foi dito, pressionando b1 (Ip0) e b4 ( Ip11) no intervalo de 2 segundos, dando condições de K1 ser ativado.
H) Circuito Pisca – sinalização por uma lâmpada ou alarme sonoro.
Os circuitos a baixo foram montados para ser usado no simulador, em outros soft talvez não tenha que usar o comando RST.
O circuito é outra aplicação de temporizados, muito usado em acionamento como alarme sonoro ou visual de apenas uma lâmpada.
No caso de projetos que necessite de um Buzzer (Bz - alarme sonoro de um tom) este circuito pode ser utilizado, suprimindo apenas o primeiro passo e substituído o contato de flag.
Faça o endereçamento e teste o circuito,
observando o funcionamento.
I) Circuito Pisca-Pisca Os alarmes visuais podem ser montados de diversos modos e finalidades, mas
a base será sempre a utilização de temporizadores.
I-(1) Pisca-Pisca sem recurso
Faça o endereçamento e teste o circuito,
observando o funcionamento. I-(2) Pisca-Pisca com recurso Monte o circuito, faça o endereçamento e
teste o circuito, observando o funcionamento. Altere a freqüência da oscilação mudando
os tempos de T1 e/ou T2. Prof. John Paul Sandall Jr. 7
Controle e Automação Industrial Comandos em Linguagem LADDER

RELAÇÃO DE EXERCÍCIOS PARA ENTREGAR APÓS SER TESTADOS E APROVADOS NO
SIMULADOR E OU NA CLP
1º) Em uma industria é necessário à implementação de um semáforo de três lâmpadas Vm (10s), Am (3s) e Vd (7s). O semáforo é comandado por uma botoeira de três botões, liga (NA), desliga (NF) e um liga com retenção para que a lâmpada Am fique piscada com intervalo 1 segundo durante a madrugada. Elabore um programa em linguagem Ladder para que uma CLP possa comandar o semáforo.
2º) Transportador de peças com expulsão automática.
Procedimentos:
• ao acionar o botão B1 (apenas um pulso) ligar o motor M1, isso desde que o botão B0 desliga e/ou botão de emergência BE e o relé térmico RT, não esteja acionado;
• a peça será transportada até encostar no fim de curso 1 (FC1). Ao acionar o fim de curso 1 (FC1) o motor M1 é desligado, parando a esteira e o solenóide S1 (avanço) deve ser energizado para empurrar a peça da esteira; • quando a peça for expulsa da esteira, aciona o fim de curso 2 (FC2) e o pistão deve ser recuado desenergizando a solenóide S1 (avanço) e energizando a solenóide S2 (recuo). Ao desligar o fim de curso 2 (FC2), o motor deve ser ligado iniciando o transporte de uma nova peça;
• em qualquer momento que for pressionado o botão desliga, o motor deve ser
desligado; • em qualquer momento que for pressionado o botão de emergência ou acionado o
RT, todas as saídas devem ser desenergizadas;
Prof. John Paul Sandall Jr. 8 Controle e Automação Industrial
Comandos em Linguagem LADDER
ENTRADAS SAÍDAS
B1 - botão liga (NA); BE - botão de emergência (NF); B0 - botão desliga (NF); Fc1 – fim de curso; Fc2 – fim de curso.
M1 - motor da esteira; S1 - solenóide avança pistão; S2 - solenóide recua pistão; L1 – lâmpada Vd (motor desativado); L2 – lâmpada Vm (motor ativado); L3 – lâmpada Am (fc1 ativado) L4 – lâmpada Az (fc2 ativado) L5 – lâmpada Ab (RT ativado); L6 – lâmpada Br (BE ativado).
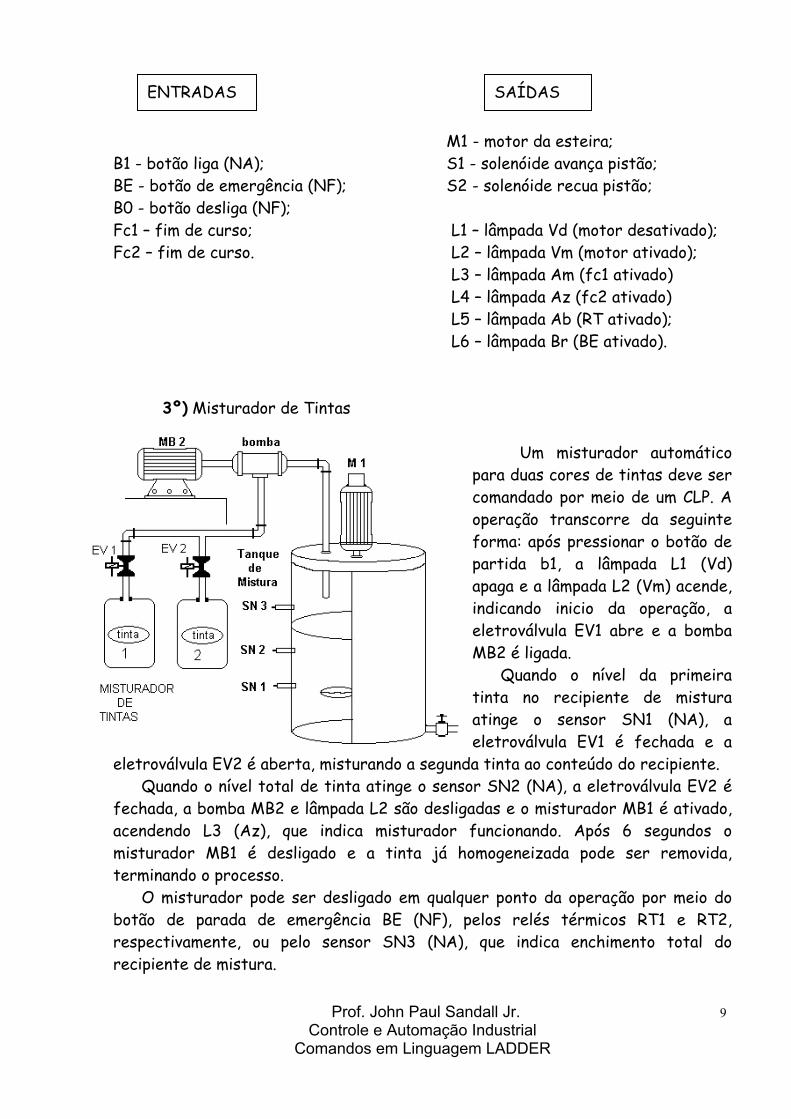
3º) Misturador de Tintas
Um misturador automático para duas cores de tintas deve ser comandado por meio de um CLP. A operação transcorre da seguinte forma: após pressionar o botão de partida b1, a lâmpada L1 (Vd) apaga e a lâmpada L2 (Vm) acende, indicando inicio da operação, a eletroválvula EV1 abre e a bomba MB2 é ligada. Quando o nível da primeira tinta no recipiente de mistura atinge o sensor SN1 (NA), a eletroválvula EV1 é fechada e a
eletroválvula EV2 é aberta, misturando a segunda tinta ao conteúdo do recipiente. Quando o nível total de tinta atinge o sensor SN2 (NA), a eletroválvula EV2 é fechada, a bomba MB2 e lâmpada L2 são desligadas e o misturador MB1 é ativado, acendendo L3 (Az), que indica misturador funcionando. Após 6 segundos o misturador MB1 é desligado e a tinta já homogeneizada pode ser removida, terminando o processo. O misturador pode ser desligado em qualquer ponto da operação por meio do botão de parada de emergência BE (NF), pelos relés térmicos RT1 e RT2, respectivamente, ou pelo sensor SN3 (NA), que indica enchimento total do recipiente de mistura. Prof. John Paul Sandall Jr. 9
Controle e Automação Industrial Comandos em Linguagem LADDER
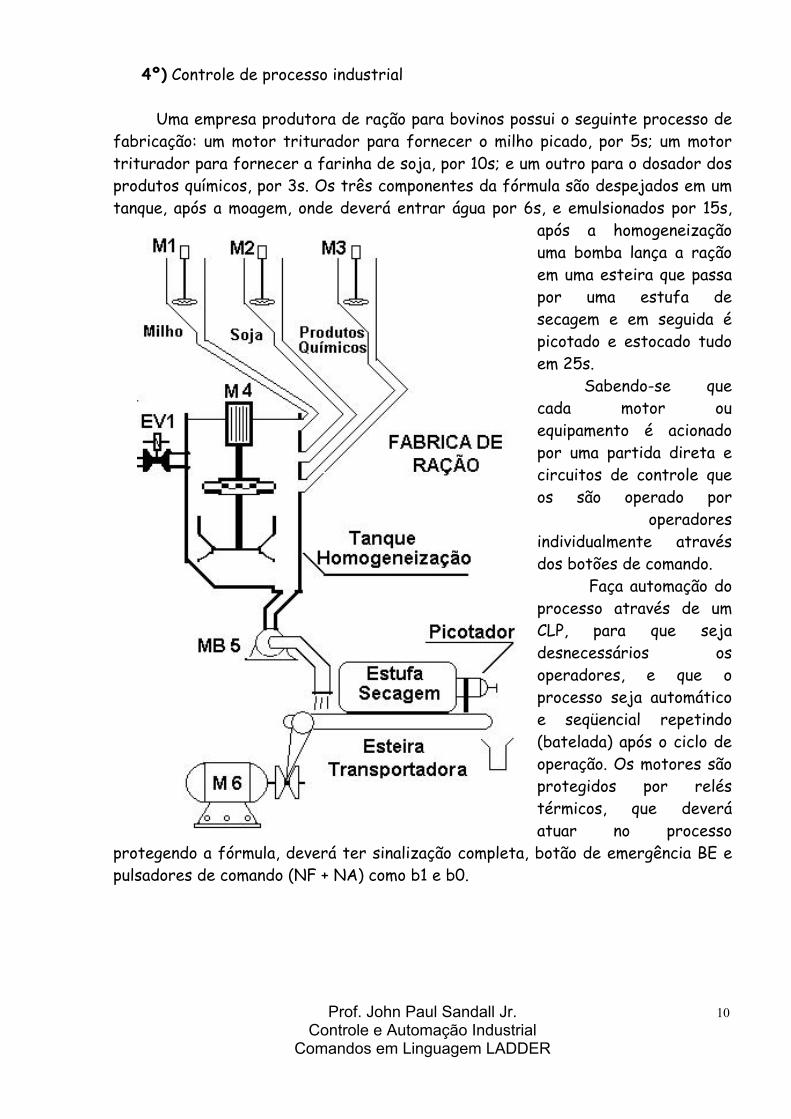
4º) Controle de processo industrial Uma empresa produtora de ração para bovinos possui o seguinte processo de fabricação: um motor triturador para fornecer o milho picado, por 5s; um motor triturador para fornecer a farinha de soja, por 10s; e um outro para o dosador dos produtos químicos, por 3s. Os três componentes da fórmula são despejados em um tanque, após a moagem, onde deverá entrar água por 6s, e emulsionados por 15s,
após a homogeneização uma bomba lança a ração em uma esteira que passa por uma estufa de secagem e em seguida é picotado e estocado tudo em 25s.
Sabendo-se que cada motor ou equipamento é acionado por uma partida direta e circuitos de controle que os são operado por
operadores individualmente através dos botões de comando.
Faça automação do processo através de um CLP, para que seja desnecessários os operadores, e que o processo seja automático e seqüencial repetindo (batelada) após o ciclo de operação. Os motores são protegidos por relés térmicos, que deverá atuar no processo
protegendo a fórmula, deverá ter sinalização completa, botão de emergência BE e pulsadores de comando (NF + NA) como b1 e b0. Prof. John Paul Sandall Jr. 10
Controle e Automação Industrial Comandos em Linguagem LADDER

5º) Contador de caixas.
• ao acionar o botão B1 (apenas um pulso) ligar o motor M1 da esteira, isso desde que o botão de emergência BE e ou o botão B0 desliga não seja acionado;
• nessa esteira existe um sensor SCI contador de caixas, ativado em 1, após este sensor contar um total de 10 caixas, desligar automaticamente a esteira;
• resetar o contador, ao ligar a esteira novamente. B1 - botão liga (NA); BE - botão de emergência (NF); B0 - botão desliga (NF); SCl - sensor contador de caixas; M1 - motor da esteira. Contador de caixas Automático - continuação
No exercício anterior, complete a automação fazendo a indicação luminosa do sistema de contagem indicando quando iniciar a contagem, e com a contagem estiver completada, desligar a esteira, resetando o contador após o tempo de 5s, tempo para o operador retirar a caixa, reiniciando o motor M1, dando continuidade ao processo.
Prof. John Paul Sandall Jr. 11
Controle e Automação Industrial Comandos em Linguagem LADDER

6º) Controle de Bombeamento de Água
Uma empresa capta a água que necessita, de um rio próximo ao seu
reservatório, o nível da caixa dágua não deverá descer abaixo do nível mínimo (sensor SN3 (NA)), caso esta situação ocorra a bomba 2 ( reserva ) deverá ser
acionada. A bomba 1 deve operar em regime normal, desligando no nível máximo (sensor SN1(NA)) e ligado no nível médio (sensor SN2(NA)).
A empresa está numa região de baixo índice pluviométrico e o rio, às vezes, fica tão baixo que não é possível captar água. Caso o sensor de nível critico (SNc4(NA)) do rio for desativado, o sistema de controle deverá impedir o acionamento das bombas 1 e 2, um alarme sonoro intermitente (Bz) deverá ser
acionado, cessando somente com a confirmação do operador pressionando um botão (B0Bz) e só voltará o bombeamento quando for acionado b1.
O projeto deverá ser desenvolvido utilizando comandos trava e destrava, e sensores NA ativados na presença de água
O processo deverá ser ligado por um pulsador b1 (NA) e em caso de emergência por um pulsador BE (NF), e deverá ter sinalização completa indicando o status de funcionamento.
Prof. John Paul Sandall Jr. 12 Controle e Automação Industrial
Comandos em Linguagem LADDER