apostila de tec. confecção
TRANSCRIPT
UNIVERSIDADE FEDERAL DO CEARÁCENTRO DE CIÊNCIAS AGRÁRIAS
DEPARTAMENTO DE ECONOMIA DOMÉSTICACURSO DE ESTILISMO E MODA
SUMÁRIO
Pg.
CAPÍTULO 1- A INDÚSTRIA DE CONFECÇÕES 05-29
CAPÍTULO 2 – ADMINISTRAÇÃO E AS FUNÇÕES ADMINISTRATIVAS 30-34
CAPÍTULO 3 –A ORGANIZAÇÃO DAS EMPRESAS DE CONFECÇÃO 35-50
CAPÍTUILO 4 –O PROCESSO DE TRABALHO NA INDÚSTRIA DE CONFECÇÃO 51- 93
CAPÍTULO 5 –CLASSIFICAÇÃO DE MÁQUINAS E DE AGULAS 94 -96
3
Esta apostila foi elaborada exclusivamente para ser utilizada em sala de aula na Disciplina de
Tecnologia da Confecção do Curso de Estilismo e Moda, na Universidade Federal do Ceará – UFC.
A disciplina é ministrada pela Professora Dijane Maria Rocha Victor desde 1999-2, também autora
da apostila. A iniciativa de elaborar esta apostila surgiu da dificuldade em encontrar material
relacionado especificamente a confecção, e têm como base material científico, como tese,
dissertação e monografia, com temas relacionados ao Setor de Confecção e atividades correlatas. A
Professora aplicou também conhecimentos de experiências adquiridas ao longo da vida como
professora, como confeccionista e principalmente, como assessora e consultora no Setor de
Confecção, pelos órgãos SEBRAE – Serviço Brasileiro de Apoio Pequena Empresa, IEL – Instituto
Euvaldo Lodi, SENAC – Serviço Nacional do Comércio e NUTEC – Fundação Núcleo de
Tecnologia do Ceará. Com os quais já trabalhou no Setor de Confecção em diversos segmentos de
produto, como jeans, moda praia, moda íntima, moda noite, moda feminina casual, moda surf wear
e modinha, somando um total de 68 empresas beneficiadas diretamente. Através de projetos
específicos a melhoria de tempos e métodos e de processos de trabalho, implantação de layout,
padronização, adequação de produtos para a exportação, modelagem, desenvolvimento de produto e
qualidade técnica do produto.
A reprodução de partes ou do todo deste material fica permitido somente seguindo as normas
da ABNT.
Síntese do Histórico
Graduada em Economia Doméstica – UFC, Especialista em Estratégia e Gestão Empresarial – UFC,
Especialista em Engenharia da Produção – UFC e Mestranda em Engenharia da Produção – UFPB.
Professora na Universidade Federal do Ceará desde 1999. Ministrou aulas na Faculdade Marista
Fortaleza em 2004, no Curso de Estilismo e Moda e foi professora extra-quadro no Curso Técnico
em Vestuário no SENAI – CE. Já prestou consultorias e assessorias no Setor de Confecções pelos
órgãos SEBRAE – Serviço Brasileiro de Apoio a Pequena Empresa, IEL – Instituto Euvaldo Lodi,
SENAC – Serviço Nacional do Comércio e NUTEC – Fundação Núcleo de Tecnologia do Estado
do Ceará, abrangendo um total de 68 empresas de todos os segmentos de produtos, localizadas em
Fortaleza e região metropolitana, e cidades do interior do Estado do Ceará.
4
CAPÍTULO 1 – A INDÚSTRIA DE CONFECÇÕES
1.1 Breve Histórico: Evolução
A evolução da indústria de confecção é aqui representada pelo seu desenvolvimento em função de
três grandes fatos históricos: a Revolução Francesa, a Revolução Industrial e a II Guerra Mundial,
que significativamente influenciaram no progresso da cadeia têxtil e conseqüentemente nas
indústrias de confecção. A grande participação da Revolução Francesa para a construção deste
contexto, advém de uma estratégia que Napoleão Bonaparte usou para tirar a França de uma crise
econômica através do movimento da moda, contratando um famoso costureiro para difundir a moda
francesa para todas as mulheres do mundo e induzindo indiretamente o consumo de tecidos. A partir
de então, especificamente na França ficou entendido que repetir roupa seria o mesmo que estar “fora
da moda”. Desse modo, Napoleão Bonaparte influenciou diretamente a cadeia têxtil: acelerando a
produção de tecidos e a produção de roupas para a aristocracia francesa. O consumo era exclusivo a
quem detinha o poder e as roupas eram confeccionadas à mão, no sistema de produção totalmente
artesanal e sem nenhum processo industrial, no sistema de produção de peça completa. Com a
Revolução Industrial, também chamada de Revolução Tecnológica veio a invenção de grandes
máquinas que impulsionou tecnologicamente o setor têxtil e de confecção, e incrementou os
sistemas de produção.
Outro fato que ocorreu e que contribuiu para a evolução do setor têxtil e de confecção foi a
descoberta das tintas acrílicas que proporcionou uma segmentação de produtos segundo o sexo, em
função da produção de tintas com cores diferenciadas para os dois sexos: masculino e feminino.
Segundo Lever (1996), até então, o que diferenciava a roupa masculina da roupa feminina era
somente o modelo, pois não havia opções de cores para fazer esta segmentação, no entanto, ressalva
o mesmo autor, as crianças continuaram a vestirem-se como adultos em miniaturas, porque os
modelos eram iguais para todas as idades. Aliada a estes inventos surge em 1851 por Isaac Singer, a
máquina de costura, que, segundo Nunes (2001, p.17), “foi o ponto decisivo para o desenvolvimento
das confecções e a abertura de mais um espaço para as mulheres trabalharem em todo o mundo”. A
partir de então, as roupas passaram a ser confeccionada em processo semi-artesanal com mais opção
de cores e de estampas, despertando o interesse do consumidor e estimulando ainda mais o consumo
de tecidos.
A Revolução Industrial acelerou a produção favorecendo o desenvolvimento do modelo capitalista
e estimulando a concentração de riquezas, que ficou conhecida como acumulação primitiva de
5
capital. O modelo capitalista continuou e tornou-se mais forte após a II Guerra Mundial, provocando
um consumo desenfreado de tudo e induzindo as empresas ao aumento de produção. Nesse
contexto, Silva (2002, p. 33), apresenta que as “fábricas brasileiras ampliaram o turno de trabalho
atendendo além do mercado interno, o mercado Europeu e dos Estados Unidos, triplicando o
número de empregados”. O momento levou a indústria de confecção a produzir de forma mais
organizada em relação aos métodos, fragmentando o produto em operações e distribuindo para os
operadores. Tem inicio a criação de oficinas de subcontratação. Concomitantemente, surgem outras
máquinas para dar suporte a esta demanda, proporcionando o aumento da produção, como as
máquinas de acabamento (overlock com três fios e overlock com cinco fios, comercialmente
identificada de interlock), a máquina de corte e a máquina de passar. As peças passaram a ser
cortadas em grande quantidade e divididas em lotes, e a produção passou a ter um considerável
aumento.
De acordo com Max (apud GOULARTI e JENOVEVA, 1997, p.104), “As manufaturas do ramo de
vestuário devem sua origem principalmente à necessidade do capitalista de ter à mão um exército de
trabalhadores, pronto a atender a qualquer flutuação da procura”.
Com o tempo o setor foi crescendo com indústrias mais dinâmicas e mais estruturadas. Esse
crescimento está atrelado a vários fatores, tais como: à facilidade com que se estrutura uma indústria
de confecção, a oferta de mão-de-obra, a simplicidade dos processos de trabalho e principalmente
aos incentivos governamentais.
Sobre essa questão Goularti e Jenoveva (1997, p. 104) argumentam:
A técnica de produção é amplamente conhecida, e o equipamento básico utilizado, a
máquina de costura, é de operação simples e custo reduzido, o que facilita a entrada
de produtores de porte heterogêneos (micro, pequenos, médios e grandes
empresários). Além disso, a indústria do vestuário é caracterizada pelo emprego
intensivo de mão-de-obra e baixo nível de concentração industrial por unidade.
A prática de abrir pequenas indústrias continuou, e o panorama atual, mostra que a grande maioria
destas indústrias tem inicio no seio familiar, organizadas em pequenos grupos, com as decisões
centradas na pessoa do proprietário. Do ponto de vista organizacional, precisam evoluir, pois
algumas ainda são administradas como nos séculos passados, onde os produtos eram produzidos no
6
domicilio. No entanto, do ponto de vista tecnológico, evoluíram bem, saindo da máquina mecânica
para máquinas eletrônicas, acopladas a computadores e a mão-de-obra tornou-se mais qualificada,
atingindo nível de polivalência. Segundo Goularti e Jenoveva (1997), a indústria têxtil e de
confecção é um setor que propicia o desenvolvimento em conjunto de outras atividades, como
representação, vendas, bordados, pinturas e beneficiamento, pelo seu feito multiplicador,
especialmente para o comércio e serviços que se estruturam para atenderem dadas necessidades do
setor.
1.2 A Indústria de Confecção e a Moda
Para Goularti e Jenoveva (1997), a indústria de confecção constitui o produto final da cadeia
produtiva têxtil vestuário. É composta por um elevado número de empresas com fragmentação de
produtos, diversidade de escalas produtivas e uma grande heterogeneidade das suas unidades fabris,
na sua maioria micro e pequenas empresas. Ainda segundo os autores não existem barreiras que
impeçam o surgimento de novas empresas, porque o setor não apresenta problemas relativos à
escala de produção, à tecnologia de processo ou de produto, ao montante do volume dos recursos
necessários, ao seguimento de produto e nem à especialização de mão-de-obra, empregando
basicamente mão-de-obra feminina. Em relação ao sexo do trabalho na indústria de confecção, Rech
(2002), apresenta que no Brasil o setor de moda, no qual está inserida a indústria de confecção, é a
maior fonte de empregos para mão-de-obra feminina.
No contexto atual a indústria de confecção representa a principal produtora de bens finais do
complexo têxtil e se configura como a indústria da moda1, que segundo Nunes (2001, p.13) “é
influenciada pelos costumes, a cultura, as inovações tecnológicas, os eventos internacionais e locais
[...] e apresenta movimentos rápidos de variação dos padrões de vestir de determinadas classes
sociais”. O fato é que a moda é um indutor da socialização muito forte na história da humanidade,
que pode levar ou não a um novo comportamento. Segundo Caldas (2004), a moda é a fórmula
perfeita que o sistema capitalista encontrou para sobreviver, em função de ser efêmera e de
constituir um sistema que alimenta todos os outros setores da economia. Tendo ainda como forte
aliada à classe “A” do mercado consumidor, que detém maior concentração de renda e movimenta o
1 Larouse (apud Pearson), “Moda é o uso passageiro que rege de acordo com o gosto e o momento, a maneira de viver e de vestir-se”
7
sistema. Para Nunes (2001), a moda constitui um movimento que é descendente na pirâmide de
distribuição de renda.
No Brasil, a moda chegou com a Família Imperial Portuguesa quando aqui desembarcou em 1808,
aos modos e moda francesa, pois na época o que não era francês, não era elegante (elegância era
estar na moda). Muito embora os trajes não fossem adequados ao nosso clima tropical, a moda já
mostrava o seu caráter de seleção através da hierarquia das classes sociais e o seu preço que era o
desconforto pela elegância. Assim, até os séculos XIX e XX foi o vestuário que mais
ostensivamente representou o processo de moda, tendo a indústria do vestuário como principal
agente nesta contextualização.
De acordo com Caldas (2004, p. 53), “A indústria de confecção, desde os seus primórdios, teve um
importante papel na difusão das tendências. Desenvolveu-se antes da alta-costura, em função dos
progressos tecnológicos que o setor têxtil conheceu no começo do século XIX”. O mesmo autor
define tendência como uma força que não se realiza inteiramente, por que ao mesmo tempo em que
dirige para um fim, não é 100% certo que atinja o seu objetivo. Neste contexto, “a indústria de
confecções opera em um ambiente de continua incerteza. O que se quer hoje pode não ser o mesmo
daqui a uma semana” (NUNES 2001, p.14). Contudo, somente através do estudo de tendências é
que pode prever o futuro e reduzir esta incerteza.
Segundo Caldas (2004), é através da observação e da análise do comportamento humano, que se
definem as tendências. Tendo como base o estudo do comportamento de consumo, que permite
estabelecer conceitos e prever a aceitação em relação ao que está se definindo como tendência,
servindo para nortear também as ações de marketing e diminuir os riscos de inversão de
investimentos ao longo da cadeia têxtil e de confecções, possibilitando acompanhar as novas trilhas
do consumo e as configurações ambientais do gasto do consumidor.
Nesse sentido, o estudo de tendência é a essência para a construção dos fluxos de orientação que
determina a moda, do que advém de pesquisas de comitês internacionais de cores, birôs de estilos e
salões profissionais, dando respaldo para os produtores estabelecerem um padrão para seguir à
produção. O sistema conta também com o apoio da mídia especializada e a adesão do varejo, o que
acaba permitindo a previsão do que será moda num determinado tempo, abrindo um espaço para as
indústrias de confecções desenvolverem produtos em forma de coleção, que normalmente
acontecem de uma a quatro, coincidindo com as estações do ano.
8
Neste contexto, o mesmo autor considera imprescindível a difusão das tendências para a existência
da moda e deixa evidente a contribuição da indústria de confecção, que, com o advento da máquina
de costura em 1851, possibilitou a democratização da moda através da produção em grande escala,
posteriormente acelerando a difusão das tendências. Contudo, nem todos os produtos desenvolvidos
na indústria de confecção seguem as tendências da moda, como é o caso dos produtos que
constituem o seguimento do vestuário padrão, que será abordado ainda neste capitulo.
De acordo com os autores Goularti e Jenoveva (1997), as atividades desenvolvidas na indústria de
confecção envolvem a confecção de roupas elaboradas tanto com tecido natural, quanto artificial ou
ainda à mistura de ambos.
Abreu (apud GOULARTI e JENOVEVA,1997), destaca as características gerais das industrias de
confecção:
1. O baixo impacto das inovações técnicas, embora nos anos recentes muitos avanços tecnológi
cos tenham ocorrido nas áreas de modelagem, corte e costura, as suas aplicações, porém, se
restringem às grandes empresas, ou produção de vestuário padrão, cuja produção em escala
justifica os elevados custos com tais investimentos.
2. Estrutura industrial altamente heterogênea, muito influenciada pelo tipo de produto fabricado, na
qual predomina a existência de pequenas unidades de produção e a elevada competição devido às
mudanças da moda e ao ciclo sazonal de produção, principalmente no ramo do vestuário feminino,
cuja obsolescência programada do produto contribui para expandir ainda mais o mercado.
3. O processo de produção da indústria de confecções do vestuário é altamente divisível, ou seja,
pode ser paralisado em uma multiplicidade de pequenas tarefas, cujo sucesso dependerá do grau de
controle administrativo, embora tal diversidade seja mais difícil nas pequenas empresas.
4. O ciclo de vida dos produtos faz com que seja ressaltada a importância fundamental das formas
de comercialização ou marketing para alcançar o sucesso do empreendimento, particularmente nas
áreas em que a moda acaba diminuindo a vida comercial do produto.
Atualmente, com a inserção do designer de moda, a indústria de confecções mudou o seu
panorama e destaca-se como uma indústria empregadora, que proporciona desenvolvimento ao
setor têxtil. Estes profissionais proporcionam aos fabricantes, estilo ao produto, caracterizando a
9
indústria de confecção como a indústria da moda, e na proporção em que produz moda, alimenta
simultaneamente a cadeia têxtil e outros setores da economia.
Nesse contexto, a moda representa um dos mercados mais importante para economia do país, e a
indústria de confecção é essencialmente necessária para a transformação de seus produtos.
1.3 A evolução da industrialização
1.3.1 Conceito de produção
Produção é o conjunto de atividades que transformam um bem em outro de maior utilidade, com o
auxílio das mãos, ferramentas ou máquinas. Ao polir uma pedra para transformá-la em uma faca
rudimentar, o homem primitivo realizava uma atividade de produção. Nessa fase inicial, as
ferramentas, utensílios e armas produzidos eram usados apenas por quem os produzia, pois
inexistia qualquer forma de troca ou comércio.
1.3.2 O artesanato
Os produtos manufaturados iniciam com o artesanato na Europa Medieval e permanecem como a
principal forma de produção até a chegada da Revolução Industrial, na segunda metade do século
XVIII.
As pessoas mais habilidosas na produção de determinados bens especializavam-se e passavam a
produzir para terceiros. Surgiam, então, os artesãos que produziam de acordo com as solicitações e
especificações dos “clientes”.
No artesanato, a primeira forma de produção organizada, o proprietário ou o mestre, junto de
alguns aprendizes, em sua própria oficina, especializava-se na produção de diversos tipos de
utensílios, sapatos, armas, carroças etc. Esse sistema produtivo caracterizava-se por utilizar mão-
de-obra qualificada, baixo volume de produção e qualidade variável, pois cada trabalhador
produzia o produto inteiro em processo manual.
A produção artesanal ainda persiste em alguns setores como roupas, calçados e móveis, podendo
incorporar novas tecnologias e equipamentos que a tornam competitiva.
1.3.3 A Revolução Industrial
10
Inicia-se na segunda metade do século XVIII, na Inglaterra, com a introdução da máquina a vapor e
de teares mecânicos, que dão origem à indústria têxtil. No entanto, é nos Estados Unidos, no início
do século XIX, que se acelera o desenvolvimento industrial.
As primeiras fábricas caracterizavam-se por agrupar um grande número de trabalhadores em um
único local, pela crescente divisão do trabalho e mecanização, substituindo as tarefas anteriormente
executadas de forma manual por um único trabalhador. Essa mudança exigiu a padronização dos
produtos e dos processos de fabricação, com a conseqüente habilitação da mão-de-obra e o
desenvolvimento de técnicas de planejamento, de supervisão e de controle. Neste contexto, o
empresário preocupava-se com o domínio da tecnologia e com o capital necessário para novos
investimentos; detinha o poder e o controle, e permanecia próximo das operações enquanto o
capataz cuidava da produção.
1.3.4 A Administração Científica
No final do século XIX e início do século XX, os Estados Unidos reuniram condições favoráveis
para a ampliação da produção industrial, através da expansão territorial, da implantação de grandes
ferrovias, da melhoria das comunicações (introdução do telégrafo e telefone), do desenvolvimento
de novos materiais (aços especiais), e do surgimento do conceito de componentes intercambiáveis
etc.
Esses e outros fatores propiciaram a criação de novos mercados, diminuíram as distâncias,
facilitaram a comunicação e ocasionaram uma demanda maior de pedidos.
Surge então a chamada Administração Científica, para atender a necessidade de sistematizar
métodos e processos industriais:
Projetar máquinas e equipamentos adequados aos volumes de produção crescentes;
Selecionar e treinar a mão de obra para operar processos cada vez mais complexos;
Estudar tempos e métodos, para descobrir “a melhor e a única maneira de realizar uma
tarefa”, e técnicas para aumentar a produtividade;
Planejar e controlar os estoques de matérias-primas, produtos em processo e produtos
acabados, bem como da armazenagem e distribuição;
Remunerar o trabalhador de acordo com a eficiência (diferença entre a produção padrão
e a produção alcançada);
Separar o planejamento do trabalho, que passa a ser de responsabilidade dos engenheiros
industriais, das operações, que é função de supervisores e operários.
11
1.3.5 A Produção em Massa
A introdução da produção em série e da linha de montagem na indústria automobilística, em 1910,
revolucionou os métodos e processos industriais até então existentes dando origem à denominada
produção em massa, que se caracterizava por:
Alta divisão do trabalho;
Elevado grau de repetitividade;
Grandes volumes de produtos padronizados, que se deslocavam ao longo das instalações
enquanto os postos de trabalho permaneciam fixos;
Competição baseada na produção de baixo custo, explorando economias de escala.
Surgiram novos conceitos tais como posto de trabalho, produtos em processo, estoques
intermediários, balanceamento de linha, manutenção preventiva, controle estatístico de qualidade,
fluxogramas de processos, planejamento e controle de produção, monotonia do trabalho, motivação
etc.
1.3.6 O declínio da indústria americana e a entrada de novos concorrentes
A indústria americana mantém-se hegemônica durante todo o período da segunda guerra mundial e
do pós-guerra até a década de sessenta, quando começam a surgir novas técnicas produtivas com a
introdução da informática na produção e principalmente das técnicas industriais japonesas, como o
just in time (JIT).
1.3.7. A Produção Enxuta ou Sistema Toyota de Produção
Dentre os fatores que induziram aos japoneses a desenvolver novas tecnologias de manufatura,
destacamos dois: o mercado japonês era limitado e muito segmentado, exigindo a produção de uma
grande variedade de produtos em baixa quantidade e a indústria japonesa não dispunha de recursos
financeiros para investir maciçamente em tecnologia de produção em massa como a americana.
Diante desse impasse, Toyoda e Ohno buscaram outra opção estratégica que se adequasse melhor às
circunstâncias: produzir veículos em lotes menores e desenvolver um processo que fosse mais
12
produtivo e apresentasse produtos de melhor qualidade do que os métodos artesanais. Surgia então a
produção enxuta ou o Sistema Toyota de Produção.
A produção enxuta caracteriza-se por:
Melhor utilização de velhas e novas tecnologias, buscando um ritmo uniforme de produção, com
a redução do tempo de preparação e substituindo a produção “empurrada” pela produção
“puxada”;
Melhor comunicação interdepartamental com equipes treinadas para resolver problemas
em grupo;
Valorização dos empregados, criando um ambiente de contínua aprendizagem que
favorece a participação e o comprometimento, e buscando sempre novos padrões de desempenho
e de melhoria da qualidade;
Ampliação e disseminação por toda a fábrica de um novo conceito de qualidade
envolvendo a reorganização do ambiente de trabalho, a melhoria contínua do processo e a
redução ou eliminação de desperdícios: refugos e retrabalho; tempos de espera; processamento
inadequado; movimentos ou deslocamentos desnecessários ou muito longos; e estoques além dos
necessários;
Desdobramento da função qualidade – metodologia que visa incluir no projeto do
produto todas as principais exigências do mercado consumidor com o objetivo de satisfazê-las ou
superá-las;
Engenharia simultânea – participação de todas as áreas funcionais da empresa no
desenvolvimento do projeto do produto com o objetivo de reduzir prazos, custos e problemas na
fabricação e comercialização;
Tecnologia de grupo – identificação de similaridades físicas de produtos ou
componentes (famílias de produtos ou componentes com roteiros de fabricação semelhantes),
agrupando-os em processos produtivos comuns, facilitando a definição de células de produção;
Células de produção – unidades de manufatura formadas pelos equipamentos necessários
para processar completamente os componentes de determinada família (por exemplo, preparação,
costura e montagem), dispostos segundo um roteiro de fabricação característico, com
mecanismos de transportes e de estoques intermediários entre os postos de trabalho; buscando
maior velocidade de produção e melhoria da qualidade; exigindo funcionários polivalentes e
integrados com a equipe de trabalho; e detectando e sanando os defeitos na própria estação de
trabalho.
Sistemas flexíveis de produção, possibilitando a passagem rápida da produção de um
produto para outro, com a rápida troca de leiautes, máquinas e ferramentas (aparelhos);
13
Manufatura integrada por computador – integração total da organização da produção por
meio de sistemas informatizados;
Redução do tamanho dos lotes de produção e conseqüente aumento na variedade de
produtos oferecidos aos clientes;
Relação com fornecedores visando à uniformização dos padrões de qualidade e a
diminuição dos lotes e do tempo de entrega;
Ênfase na competição por baixos custos e alta qualidade.
A produção enxuta ideal teria como metas: zero defeitos, tempo zero de preparação (set up),
estoque zero, quebra zero, lead time zero e lote unitário (uma peça).
1.3.8 Produção focada, customização em massa e empresa de classe mundial.
Atualmente surgem novos modelos de gestão de produção tais como:
Produção Focada – a fabricação concentra-se numa combinação reduzida de produtos destinada a
um nicho de mercado particular, obtendo assim um desempenho superior a uma empresa conven-
cional que tenha um objetivo de produção mais amplo;
Customização em massa ou Produção Customizada – fornecimento de produtos e serviços proje
tados individualmente para cada consumidor através de altíssima agilidade, flexibilidade e inte-
gração do processo produtivo e a um custo próximo dos itens fabricados pela manufatura de mas
sa;
Empresa de classe mundial – empresa voltada para o cliente, sem perder as características de em
presa enxuta, com indicadores de produtividade que a colocam no topo da concorrência mundial.
1.4 Inovações Tecnológicas
Segundo Goularti e Jenoveva (1997), a fase da costura é a mais importante do processo produtivo,
concentrando a maior parte do valor agregado. A costura é realizada em uma unidade produtiva
básica, constituída por operadores de máquinas, por meio de operações, algumas simples e outras
complexas que em uma seqüência de fluxo vão construindo a peça até definir completamente o
modelo. Neste contexto, à máquina de costura representa participação efetiva no processo produtivo
da indústria de confecção, chegando a ser o principal equipamento para a produção.
Os mesmos autores afirmam que as máquinas de costura podem ser classificadas segundo o grau de
desenvolvimento tecnológico, em:
14

1ª Geração: máquinas de costura simples, com motor acoplado e funcionamento por fricção
mecânica ou outro elemento similar.
2ª Geração: máquinas dotadas de acessórios para corte de linha, posicionamento de agulha e
arremates automáticos.
3ª Geração: máquinas semi-automatizadas em que a operação de costura é controlada por
microprocessador, requerendo a presença do operador para o manuseio do tecido.
4ª Geração: as operações são totalmente automáticas, dispensando o operador. Os equipamentos são
agrupados nas chamadas “Ilhas de automação”, mas as operações não estão ainda integradas entre
si.
5ª Geração: as operações são integradas entre si. O processo produtivo é executado por máquinas
automáticas e robôs. A presença do operador é praticamente dispensada, com exceção dos técnicos
especializados na operação do sistema.
Os primeiros indicadores de evolução tecnológica, de fato referem-se às propriedades da máquina
de costura. Primeiro, em relação à velocidade da operação, na medida em que a máquina evoluiu de
semi-industrial para industrial, com motor capaz de suportar longas jornadas de trabalho. Segundo,
em relação aos acessórios (aparelhos) que foram instalados para dar mais qualidade em operações
diferenciadas (Exemplo: aparelhos de fazer passante, viés, espaguete, entre outros) e em terceiro,
em relação às máquinas com aplicação específica, como é o caso da caseadeira, da travete e da
fechadeira.
Atualmente as indústrias de confecção contam com máquinas de velocidade que podem atingir de
seis a dez mil pontos por minutos, e, com especificidades diferentes que variam entre máquinas de
ponto fixo e máquinas de ponto corrente, para confeccionar roupas em tecidos plano ou com fio
elastano.
O avanço das máquinas em relação à tipologia de ponto e a especificidade de operação
possibilitaram ao setor de confecções abrirem novos mercados, como o de moda praia e de moda
íntima; e ampliou oportunidades de emprego, além de ter contribuído para o desenvolvimento da
polivalência de mão-de-obra, devido à diversificação de máquina e do número de indústrias que
aumentou consideravelmente. Pode-se dizer que atualmente há máquinas e mão-de-obra disponíveis
para trabalhar cada segmento de produto, de acordo com a necessidade de operação que cada
produto apresenta.
15
Outra tecnologia muito importante para o setor de confecção foi à introdução dos Sistemas CAD
(Computer Aided Design) e CAM (Computer Aided Manufacturing) com programas interativos
computadorizados específicos para o vestuário. O CAD permite a graduação dos moldes e a
definição do risco marcador. Este sistema possibilita o encaixe dos moldes feito no programa
AUDACES (existem outros como o LECTRA e o INVESTRONICA ) e a reprodução em folha de
papel no tamanho e largura das folhas de tecidos que serão enfestados para o corte, proporcionando
melhor aproveitamento da área do tecido e maior quantidade de peças encaixadas, além de
minimizar consideravelmente o tempo gasto com o planejamento de risco.
Quanto ao uso dos Sistemas CAD/CAM na indústria de confecção, Silva (2002, p. 6) considera que
“estes são os responsáveis, a princípio, por diminuir o tempo de operação nas fases de criação, de
modelagem e de corte, reduzindo o tempo de operação e o desperdício de matéria-prima, além de
aumentar a flexibilidade produtiva nessas fases”. Para Slack (1997) a vantagem mais óbvia do
sistema CAD, especificamente, é justamente a capacidade que ele oferece para armazenar e
recuperar dados de projeto com maior rapidez, bem como a sua capacidade de manipulação dos
detalhes de projeto, possibilitando aumentar consideravelmente a produtividade na fase de
desenvolvimento do projeto do produto.
De acordo com Goularti e Jenoveva (1997), a introdução do CAD nas indústrias de confecção
causou alguns impactos como:
1. Na utilização do tecido: o custo do tecido representa em média de 40 a 60% do custo total de
uma roupa, tornando relevante qualquer redução no seu gasto.
2. Na mão-de-obra: embora considerando que o custo da mão-de-obra no planejamento de risco e
encaixe seja pequeno em relação ao custo total da produção, o sistema proporciona mais veloci
dade na execução da tarefa e requer pouco tempo de treinamento. Estes são alguns dos fatores
que têm levado os empresários a implantar o sistema automatizado.
3. Na redução de tempo e no aumento da flexibilidade: o sistema CAD apresenta grandes vanta
gens principalmente para as empresas que operam em mercados mais sujeitos às variações da
moda.
4. Na reorganização e no gerenciamento: a introdução do sistema CAD condiciona reorganização da
produção, com novas rotinas e novas tarefas.
16
Outro impacto muito importante que deve ser considerado com a introdução do sistema CAD nas
indústrias de confecção, está relacionado ao aumento de produtividade no setor de montagem. O
sistema permite contornar os moldes com as linhas dos riscos na mesma espessura, possibilitando
corte mais definido e de melhor qualidade, principalmente quando o mesmo é realizado a laser. A
introdução deste tipo de corte surgiu no final da década de 70, apresentando vantagens tanto em
relação à qualidade do corte como em relação à velocidade e ao volume de peças cortadas. Nesse
caso o sistema garante melhor qualidade de encaixe na hora de unir as partes da peça para efetuar as
costuras, otimizando o tempo operacional e proporcionando ganho de até 5% na produção. Outro
avanço relacionado ao corte refere-se ao Sistema de Corte com Controle Numérico baseado em
tecnologia microeletrônica.
Para as indústrias de confecção que trabalham tipicamente com o produto de moda, os Sistemas
CAD/CAM oferecem uma ferramenta de competitividade, que está diretamente ligada à capacidade
de arquivar modelos com a possibilidade de criar modelos novos, introduzindo no modelo antigo as
alterações indicadas pelas tendências do mercado. O resultado desta operação dependerá
basicamente do grau de afinidade que o designer de moda tem com o sistema e principalmente do
conhecimento que terá sobre as tendências atuais. É importante salientar que apesar dos ganhos com
toda essa tecnologia, o setor de confecção, especificamente, enfrentou grandes problemas com a
falta de profissionais qualificados para trabalharem com essas novas ferramentas, principalmente,
em relação as atividades ligadas a modelagem.
1.5 A Cadeia Têxtil e a Indústria de Confecções
A origem da indústria têxtil confunde-se com a origem da Revolução Industrial, que tem como
marco a introdução do tear mecânico com propulsão a vapor, proporcionando aumento na produção
de tecidos.
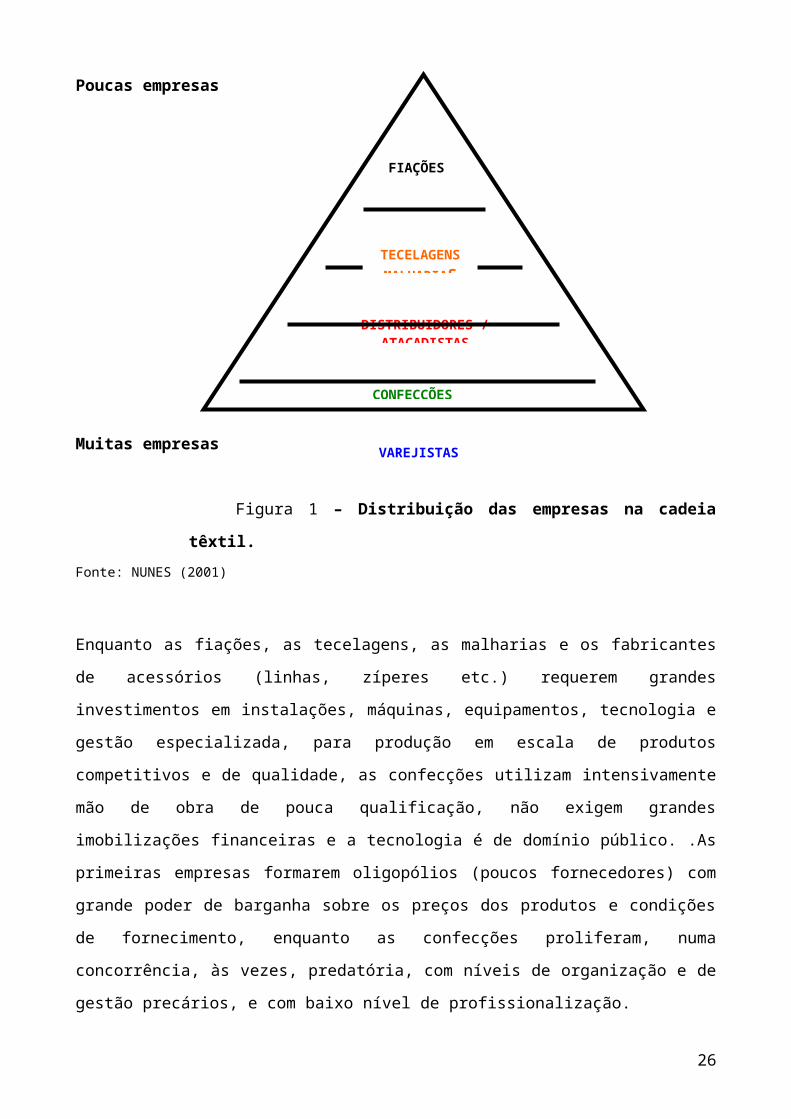
Neste contexto, a indústria de confecções insere-se dentro da cadeia têxtil, cujas etapas operacionais
vão desde o beneficiamento das fibras, passando pela fiação, tecelagem, até a confecção e
comercialização de peças prontas. A distribuição das empresas dentro da cadeia têxtil vai das
fiações aos varejistas (Figura 2).
Poucas empresas
17
FIAÇÕES
Muitas empresas
Figura 1 – Distribuição das empresas na cadeia têxtil.
Fonte: NUNES (2001)
Enquanto as fiações, as tecelagens, as malharias e os fabricantes de acessórios (linhas, zíperes etc.)
requerem grandes investimentos em instalações, máquinas, equipamentos, tecnologia e gestão
especializada, para produção em escala de produtos competitivos e de qualidade, as confecções
utilizam intensivamente mão de obra de pouca qualificação, não exigem grandes imobilizações
financeiras e a tecnologia é de domínio público. .As primeiras empresas formarem oligopólios
(poucos fornecedores) com grande poder de barganha sobre os preços dos produtos e condições de
fornecimento, enquanto as confecções proliferam, numa concorrência, às vezes, predatória, com
níveis de organização e de gestão precários, e com baixo nível de profissionalização.
O setor de confecções é intensivo em mão de obra (BNDES Setorial, 1997), e o investimento
necessário à geração de cada emprego na indústria de confecções, é um dos mais baixos de todas as
indústrias. A fraca imobilização financeira, a tecnologia de domínio popular e a pouca qualificação
requerida pela mão de obra, facilitam a proliferação de empresas neste setor. A sedução do mundo
da moda atrai empresários para gerir empresas de confecções, alguns sem nenhum conhecimento,
outros com pouco conhecimento. A concorrência, em conseqüência, é predatória. As empresas de
confecções de Fortaleza e região metropolitana, na grande maioria vendem uma imagem ao público
diferente de sua realidade. Mostram-se como empresas bem organizadas, fortes e conhecedoras dos
rumos da moda, quando na realidade podem estar completamente perdidas. Os clientes, sentindo a
situação, fazem circular somente as más informações a respeito do mercado e dos seus
fornecedores, e tiram proveito da confusão reinante.
18
CONFECÇÕES
DISTRIBUIDORES / ATACADISTAS
VAREJISTAS
TECELAGENS MALHARIAS
O processo de desenvolvimento de novos produtos na cadeia têxtil, que trabalha em função da moda
e necessita de constantes inovações, tem como fator restritivo o tempo. Segundo Pearson (1996), a
duração do tempo normal de planejamento, em todo o mundo, é a seguinte: (1) 36 meses para a
criação e desenvolvimento de novas fibras e filamentos têxteis, naturais, artificiais ou sintéticos, nas
associações e institutos industriais, químicos e petroquímicos; (2) 28 meses para a planificação dos
centros de moda; (3) 28 a 36 meses para a planificação dos bureaus de estilo; (4) 24 a 28 meses
para a planificação das fiações, tecelagens e malharias; (5) 12 meses para as confecções; (6) 3 a 4
meses para os retalhistas de moda; e (7) de imediato para o consumidor final. (Figura 3).
1.Desenvolvimento de Novas Fibras
2.Centro de Moda
3. Bureaus de Estilo
4. Fiações / Tecelagens / Malharias
5. Confecções
6. Distribuição
7. Consumidor Final
(1) (2) (3) (4) (5) (6) (7)
36 meses 28 meses 28 a 36 meses 24 a 28 meses 12 meses 3 a 4 meses imediatamente
Figura 3 - Tempos de planificação na cadeia têxtil
Fonte: PEARSON (1996)
As confecções estão situadas na posição final da parte industrial da cadeia têxtil, tem empresas
industriais a montante e empresas comerciais a jusante. Elas tratam com duas formas distintas de
organização. Os fornecedores são empresas industriais, que querem a continuidade dos negócios e
buscam a eficiência através da produção padronizada. Os clientes são empresas comerciais, que
buscam a variedade e são oportunistas para conseguir bons negócios, mesmo em prejuízo das
relações com as confecções que os suprem.
19
Seu mercado, à exceção de alguns monopólios técnicos, se constitui em um mercado de
concorrência perfeita e determina o preço que aceita pagar por cada produto (Rossetti, 1997).
Nenhuma empresa detém mais de 2% do mercado. A demanda de confecções é elástica ao preço,
mas, principalmente à situação da economia. Em tempos a demanda de vestuário é reprimida pelos
consumidores. A venda é sazonal, sendo mais importante no segundo semestre.
A mão de obra nas confecções é essencialmente feminina. A maioria das operárias começa a
trabalhar entre os 18 e os 35 anos de idade. A grande variedade de modelos requer um treinamento
contínuo. A moda exerce forte pressão sobre os prazos e, para evitar atrasos, que são inaceitáveis
em produtos de moda, se trabalha uma grande quantidade de horas extra. Tudo isto causa uma taxa
de rotação da mão de obra de valor bastante elevado, 34% na média entre janeiro de 1994 e
novembro de 1997 e 38,7% entre dezembro de 1997 e setembro de 2000, segundo dados oficiais do
Ministério do Trabalho.
As confecções trabalham abastecidas por oligopólios que fornecem as principais matérias primas,
tais como tecidos, malhas, linhas e zíperes. Seu produto é altamente elástico e volátil, uma vez que
acompanha os ditames da moda. Com tantos fornecedores, o planejamento das compras, a
estocagem e o transporte são pontos vitais para o bom funcionamento do setor. A competência
produtiva da empresa fica dependente da habilidade dos seus administradores em coordenar a
chegada dos materiais e serviços necessários à produção.
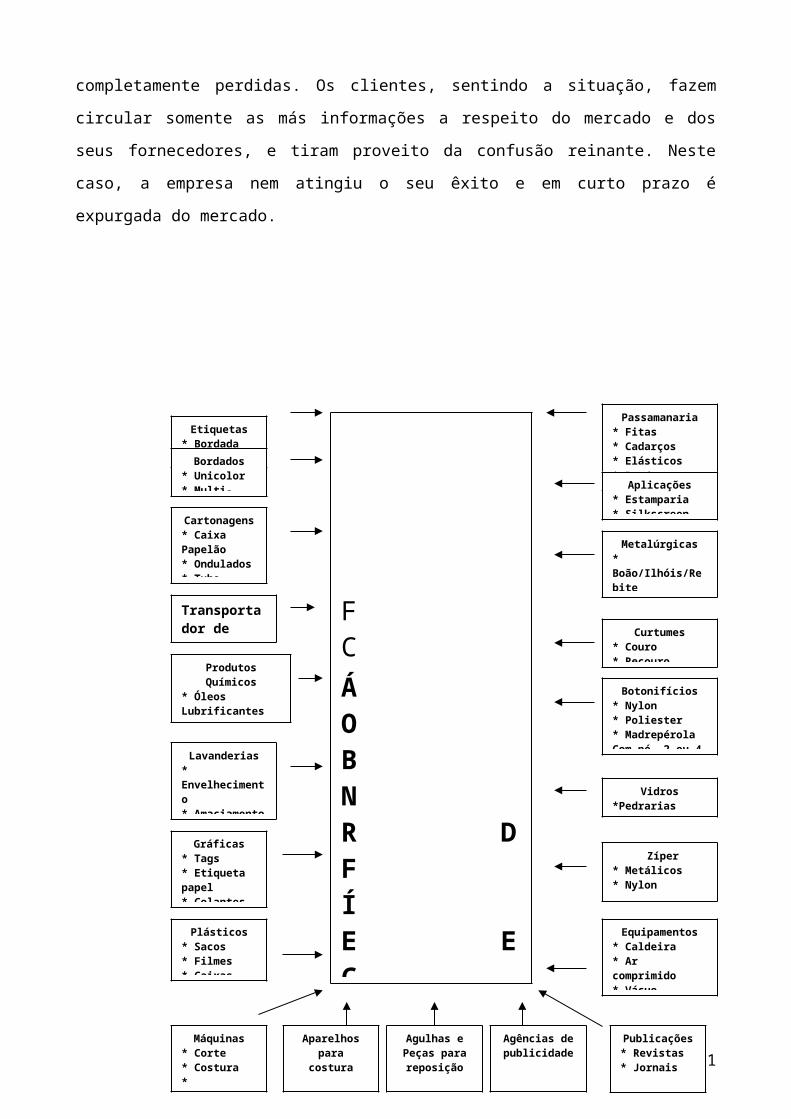
O processo de confecção compreende o corte e a transformação de tecidos planos e malhas em
peças prontas, que são confeccionadas com a utilização de máquinas, equipamentos e aviamentos
específicos, tais como: linhas, botões, zíperes, vieses, fitas, gregas, passamanarias, apliques e etc.
As confecções trabalham, portanto, com muitos fornecedores e com uma grande diversidade de
produtos, cuja demanda varia com a dinâmica da moda, com os preços e principalmente, com a
situação econômica no momento em que a empresa está desenvolvendo novos produtos. (Figura 4).
da moda atrai facilmente empresários para gerir empresas de confecções, alguns sem nenhum
conhecimento para administrar a empresa. A concorrência, em conseqüência, é predatória. As
empresas de confecções vendem uma imagem ao público diferente de sua realidade. Mostram-se
como empresas bem organizadas, fortes e conhecedoras dos rumos da moda, quando na realidade
podem estar completamente perdidas. Os clientes, sentindo a situação, fazem circular somente as
20
más informações a respeito do mercado e dos seus fornecedores, e tiram proveito da confusão
reinante. Neste caso, a empresa nem atingiu o seu êxito e em curto prazo é expurgada do mercado.
Figura 4 - Relações entre as confecções e seus fornecedores
Fonte: NUNES (2001)
O mercado de confecções caracteriza-se pela sazonalidade, prevalecendo às vendas no segundo
semestre. Portanto, precisam planejar e executar muito bem suas coleções e sua produção,
21
Etiquetas* Bordada* EstampadaBordados* Unicolor* Multi-colorido
Cartonagens* Caixa Papelão* Ondulados* Tubo papelão* Peitilho/Tira
Plásticos* Sacos* Filmes* Caixas rígidas
Gráficas* Tags* Etiqueta papel* Colantes* Fita gomada
Lavanderias* Envelhecimento* Amaciamento* Limpeza* Tingimento
Transportador de carga
Produtos Químicos* Óleos Lubrificantes* Tira ferrugem* Silicone
Passamanaria* Fitas* Cadarços* Elásticos* Rendas* VelcroAplicações* Estamparia* Silkscreen
Metalúrgicas* Boão/Ilhóis/Rebite* Fivela/Aplique* Estante metálica
Curtumes* Couro* Recouro
Botonifícios* Nylon* Poliester* MadrepérolaCom pé, 2 ou 4 furos
Vidros*Pedrarias
Zíper* Metálicos* Nylon
Equipamentos* Caldeira* Ar comprimido* Vácuo* Ar condicionado
F C Á OB NR D FÍ E EC CA ÇS Ã O
Máquinas* Corte* Costura* Passadoria
Aparelhospara
costura
Agulhas ePeças parareposição
Agências depublicidade
Publicações* Revistas* Jornais
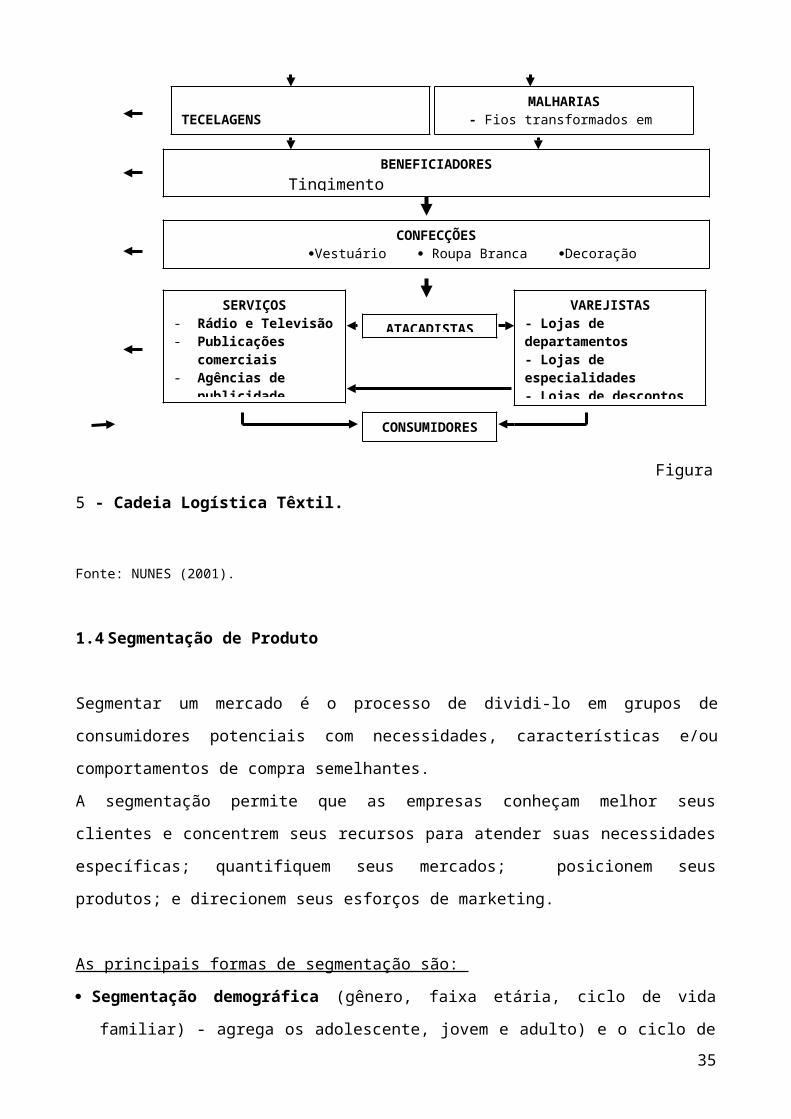
sincronizando compras, recebimento das matérias primas e fabricação, bem como, reduzindo
desperdícios de materiais e de tempo, para que as entregas possam ocorrer dentro do programado e
favoreça também o desenvolvimento e crescimento da cadeia têxtil (Figura 5)
As confecções podem ter marca próprias e comercializarem seus produtos diretamente com os
varejistas, ou através de representações comerciais, distribuidores ou atacadistas. É muito comum
também empresas fabricarem para marcas de terceiros (private labels) de acordo com as
especificações e condições desses clientes, que podem ser lojas de departamentos, supermercados
etc.
No Brasil, a indústria têxtil, tem início com a chegada da família real ao Brasil em 1808, com a
importação dos primeiros teares mecânicos. Mas, durante muito tempo os melhores produtos têxteis
eram importados da Europa, principalmente, da Inglaterra. No Nordeste, a indústria têxtil foi
implantada pelos ingleses, aproveitando a existência do algodão arbóreo de fibra longa, uma espécie
nativa e encontrada em grande quantidade. Posteriormente, foi introduzido o algodão herbáceo, de
fibra curta, mas de grande produtividade.
A indústria têxtil no Brasil, sofreu com as políticas governamentais, ora de restrição, ora de
liberação às importações de máquinas industriais e de produtos manufaturados. Durante muitos
anos, as barreiras impostas criaram uma reserva de mercado para as empresas do setor, mas que, em
contrapartida, gerou uma acomodação, com a conseqüente desatualização tecnológica e do baixo
nível de produtividade. Com a abertura indiscriminada à importação, no início dos anos 90, ocorreu
à entrada em grande escala de manufaturados estrangeiros, o que provocou uma crise no setor.
Entretanto, a possibilidade de importar máquinas e equipamentos de ponta, atrelada a uma política
agressiva de incentivos fiscais dos estados nordestinos, atraiu capitais do centro do País, e
promoveu a relocalização de empreendimentos no Nordeste, que, gradativamente, vai se tornando o
maior pólo têxtil do Brasil.
A indústria de confecções ou de peças prontas tem cerca de duzentos anos e a invenção da máquina
de costura foi fundamental para seu desenvolvimento. Até então, a produção do vestuário tinha
caráter artesanal e dependia da habilidade de alfaiates e costureiras. Geralmente, as peças eram
cortadas e encaminhadas às casas onde as mulheres as costuravam.
Na América, as primeiras roupas foram camisas e calças produzidas nos Estados Unidos, no início
do século XIX, por pequenos comerciantes e vendidas a marinheiros em trânsito.
22
As primeiras fábricas de confecções caracterizavam-se pelos ambientes insalubres com más
condições de ventilação e temperatura, longas jornadas de trabalho (de 60 a 84 horas semanais),
baixos salários e nenhuma legislação que amparasse as trabalhadoras, pois eram em sua grande
maioria costureiras; aos homens, eram reservadas funções de corte e supervisão. Em muitas
fábricas, os operários cozinhavam e até dormiam no local, reproduzindo uma espécie de trabalho
semi-escravo. Essa prática tende a ressurgir nos dias de hoje, geralmente, com imigrantes ilegais.
No Ceará, existe uma prática bastante difundida que é a facção, que consiste em serviços industriais
prestados por terceiros, em pequenas fábricas ou casas de família, para indústrias de confecção ou
lojas. No interior do Estado, esse tipo de terceirização ocorre também sob a forma de cooperativa de
trabalhadores.
23
MATÉRIAS PRIMASFIBRAS
Naturais Químicas
Vegetais Animais Artificiais Sintéticas Minerais Algodão Seda Viscose Polietileno Vidro Linho Lã Acetato Acrílico Amianto Ramí Alpaca Caseína Nylon Metais Juta Mohair Poliester Cânhamo Angorá Lycra Sisal Vicunha Coco Cachemire
PREPARADORES (MAQUINISTAS)Preparam as fibras para as fiações
- Desfiar Caules - Separar sementes das fibras e Separar pelos
FIAÇÕES - Fibras transformadas em fios
TECELAGENS - Fios transformados em tecidos planos
MALHARIAS - Fios transformados em malhas elásticos
BENEFICIADORES Tingimento Acabamento Estamparia
CONFECÇÕES Vestuário Roupa Branca Decoração Acessórios Produtos Industriais
SERVIÇOS- Rádio e Televisão- Publicações comerciais- Agências de publicidade- Escritórios de compras- Consultores
ATACADISTAS
VAREJISTAS- Lojas de departamentos- Lojas de especialidades- Lojas de descontos- Supermercados- Reembolso postal- Venda porta-a-porta
CONSUMIDORES
Figura 5 - Cadeia Logística Têxtil.
Fonte: NUNES (2001).
1.4 Segmentação de Produto
Segmentar um mercado é o processo de dividi-lo em grupos de consumidores potenciais com
necessidades, características e/ou comportamentos de compra semelhantes.
A segmentação permite que as empresas conheçam melhor seus clientes e concentrem seus recursos
para atender suas necessidades específicas; quantifiquem seus mercados; posicionem seus
produtos; e direcionem seus esforços de marketing.
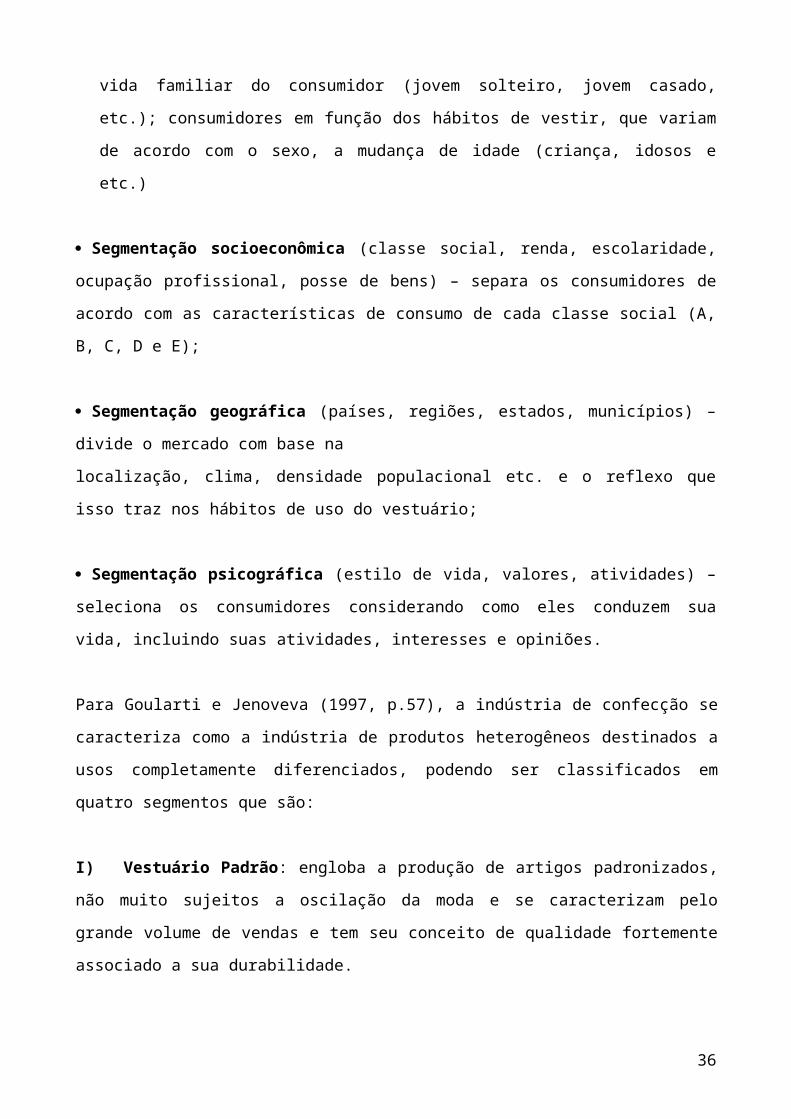
As principais formas de segmentação são:
Segmentação demográfica (gênero, faixa etária, ciclo de vida familiar) - agrega os adolescente,
jovem e adulto) e o ciclo de vida familiar do consumidor (jovem solteiro, jovem casado, etc.);
consumidores em função dos hábitos de vestir, que variam de acordo com o sexo, a mudança de
idade (criança, idosos e etc.)
Segmentação socioeconômica (classe social, renda, escolaridade, ocupação profissional, posse
de bens) – separa os consumidores de acordo com as características de consumo de cada classe
social (A, B, C, D e E);
Segmentação geográfica (países, regiões, estados, municípios) – divide o mercado com base na
localização, clima, densidade populacional etc. e o reflexo que isso traz nos hábitos de uso do
vestuário;
Segmentação psicográfica (estilo de vida, valores, atividades) – seleciona os consumidores
considerando como eles conduzem sua vida, incluindo suas atividades, interesses e opiniões.
Para Goularti e Jenoveva (1997, p.57), a indústria de confecção se caracteriza como a indústria de
produtos heterogêneos destinados a usos completamente diferenciados, podendo ser classificados
em quatro segmentos que são:
24
I) Vestuário Padrão: engloba a produção de artigos padronizados, não muito sujeitos a
oscilação da moda e se caracterizam pelo grande volume de vendas e tem seu conceito de qualidade
fortemente associado a sua durabilidade.
II) Vestuário da Moda: abrange artigos cuja produção é fortemente fragmentada em pequenos
lotes, obedecendo a desenhos, cores, formas, estruturas e detalhes, ditados pela tendência da moda.
Essas indústrias se caracterizam pela flexibilidade e enorme agilidade para que possam atender e
acompanhar os movimentos rápidos, fugazes, e não raro, erráticos da moda [...] O conceito de
qualidade nesses artigos está fortemente ligado a atualidade dos modelos.
III) Artigos para o Lar: abarcam a fabricação de produtos da linha cama, mesa e banho e da linha
de produtos decorativos. Nesses produtos, o sentido de qualidade está mais ligado à durabilidade
dos produtos, ao respeito às dimensões mínimas e ao bom gosto e criatividade na aplicação de
bordados ou composição da padronagem dos tecidos utilizados.
IV) Artigos Técnicos/Industriais: abrangem uma linha extremamente
diversificada de
produtos, muitos dos quais são produzidos sob padrões extremamente rígidos, que vão desde níveis
muito elevados de resistência a agentes agressivos, até a total assepsia. Nesses produtos, o conceito
de qualidade flui da obediência às rígidas especificações técnicas requeridas.
Na indústria de confecção os produtos estão também associados à segmentação do mercado
consumidor, que Nunes (2001, p.28), assim define:
a) Segmentação por idade: a segmentação por idade reflete a mudança do hábito e do gosto de
vestir que se processa conforme a idade dos consumidores.
O primeiro sub-segmento é o infantil. Nesta idade meninos e meninas têm o mesmo formato de
corpo. Este sub-segmento apresenta três subdivisões: (1) bebês de zero a 24 meses, onde as roupas
são largas para caber as fraldas; (2) crianças de 3 a 6 anos, onde as roupas são confortáveis e têm
possibilidades de aumentar conforme o crescimento; (3) infantis de 6 a 12 anos, onde as roupas são
resistentes e permitem liberdade de movimentos para suportar os exercícios e brincadeiras diárias.
O segundo sub-segmento é o dos adolescentes. Este sub-segmento apresenta duas subdivisões: (1)
infanto juvenil, de 12 a 15 anos, época em que o corpo feminino se forma; (2) juvenil, de 15 a 18
25
anos, época em que o corpo masculino toma forma. Esta é a época em que as “tribos” se formam e o
vestuário identifica os membros de cada grupo.
b) Segmentação por sexo: Esta é a segmentação mais evidente. A anatomia feminina é diferente da
masculina e necessita de produtos com ajustes diferentes. Os tecidos são mais macios, as cores mais
extravagantes, e têm menos resistência [...] as roupas masculinas são mais simples em geral,
enquanto as roupas femininas são mais detalhadas.
c) Segmentação por nível social: Esta é a segmentação mais seletiva. Ela separa os consumidores
segundo sua renda, sua educação e seu modo de vida. Ela classifica como “A” os consumidores que
buscam a exclusividade, como pertencentes à alta sociedade. A classe “B” classes média alta, é a
real formadora de opinião. A classe “C” é a classe média baixa, a classe “D” é o povo em geral e a
classe “E” são os operários.
A segmentação por produto apresenta uma propriedade que é inerente à segmentação de mercado.
Refere-se ao ciclo de vida dos produtos que se caracterizam como vestuário da moda.
De acordo com Kotler (apud RECH, 2002), existem três ciclos de vida especiais e que são perfeitos
para o ciclo de vida do produto de moda: Estilo, moda e modismo. Os produtos de ciclos longos,
denominados produtos de Estilo, permanecem durante gerações, estando ou não na moda. Os
produtos de ciclos médios, que são aceitos pelos consumidores no espaço de tempo de uma estação
a outra, seguindo o calendário de lançamento de coleção, denominados produtos de Moda. E os
produtos de ciclos curtos, que são os produtos que entram rapidamente no mercado, é adotado com
grande entusiasmo, atingem seu auge em pouco tempo e declina na mesma velocidade.
1.5 Produtos e Linhas de Produtos
Produto é um objeto tangível ou intangível que satisfaz necessidades e desejos dos consumidores.
Com a proliferação de produtos e de marcas de produtos, aumenta a concorrência entre as empresas
que precisam disputar os compradores.
Aqueles produtos que agregam mais valor (os benefícios auferidos são maiores que os custos
envolvidos no processo de aquisição) reúnem maiores possibilidades de serem os escolhidos.
Conforme o tipo de produtos fabricados, as empresas de confecções podem ser classificadas em
diferentes indústrias: vestuário, roupa branca, decoração, acessórios e produtos industriais.
26
Composto de produtos é o conjunto completo de produtos da empresa. O composto de produtos
pode ser dividido em linhas de produtos.
Linha de produtos são categorias de produtos que estão relacionados entre si e que são vendidos aos
mesmos grupos de clientes, comercializados pelos mesmos tipos de pontos de venda e/ou dentro de
uma mesma faixa de preço.
1.6 A Situação da Indústria de Confecções no Brasil e no Ceará
A indústria de confecções no Brasil caracteriza-se por:
Heterogeneidade de produtos,
Diversidade de processos industriais;
Diversidade de mercado consumidor;
Não exigência de grande aporte de capital para a entrada no setor;
Pouca automação, com baixa tecnologia de produção,baseada na relação máquina de costura /
operador;
Infinidade de pequenas e médias empresas;
Nítida separação do processo de criação/design, e mesmo de modelagem e corte, do processo de
produção;
Tendência à terceirização da produção, com fábricas de tamanhos variados, até pequenas
oficinas
de costura;
Mudanças permanentes ditadas pela moda e pelos ciclos sazonais;
Competitividade diferenciada segundo o mercado consumidor.
A indústria de confecções teve um papel de destaque no processo de industrialização do Brasil.
Segundo uma pesquisa do SEBRAE, de 1996, o estado de São Paulo concentrava o maior número
de empresas de confecções, cerca de 54,3% do setor, em sua maioria, pequenas e médias. Rio de
Janeiro detinha 12,8%, Minas Gerais, 6,0%, Ceará, 4,3% e o restante dos estados ficava com 23,0%
do mercado brasileiro.
Em 1999, segundo dados da SEFAZ-CE, o número de empresas de confecção no Estado era de
1520, menor do que em 1998, que era de 1555, e de 1997, que somava 1540. Isso mostra que o
surgimento de novas empresas do setor é inferior ao número das que deixam de operar. A
mortalidade acentuada de nossas empresas de confecção deriva de diversos fatores que acabam por
inviabilizar o negócio:
27

Distância dos principais mercados de insumos e de consumo: como esses mercados situam-se
principalmente no sudeste e sul do País, existe um custo suplementar de transportes para importar
insumos e exportar manufaturados, que se reflete nos custos e podendo tornar os preços não-
competitivos;
Administração não profissional: praticamente “qualquer um” pode montar uma pequena
indústria de confecção, já que a tecnologia é de domínio popular; é intensiva de mão-de-obra – que
é barata e pouco qualificada; e não se exige grande imobilização de capital; dessa forma surgem
aventureiros que desconhecem técnicas de produção e administração básicas: tempos e métodos,
programação e controle de produção, custos e formação de preços, marketing, fluxo de caixa etc;
Processo produtivo: realizado de forma empírica, com deficiência no planejamento (paradas
freqüentes na produção por falta de componentes, descumprimento de prazos, controles
inadequados etc.) pouca utilização de técnicas de racionalização industrial (estudo de tempos e
métodos, eficiência, produtividade) e de gestão da qualidade (redução de desperdícios, retrabalhos
etc.)
Falta de capital de giro: em função do descompasso entre os prazos de pagamento das compras
(entre 30 e 45 dias) e de recebimento das vendas (em torno de 75 e 90 dias);
Estruturas de comercialização deficientes: produzir é relativamente fácil, o problema é como
distribuir o produto de forma competitiva e lucrativa; essa deficiência propiciou o surgimento do
“corretor de confecções”, agente externo que promove o encontro entre o fabricante e o varejista,
sem maior comprometimento com os resultados e visando prioritariamente o recebimento de sua
comissão (pagos pelo fabricante, em torno de 10% e à vista).
CAPÍTULO 2 – A ADMINISTRAÇÃO E AS FUNÇÕES ADMINISTRATIVAS
2.1. Conceito de administração
Administração é uma função gerencial que advém do processo de trabalhar com pessoas e recursos
para realizar objetivos comuns. Bons administradores administram com eficácia (atingir os
28
objetivos organizacionais) e eficiência (atingir os objetivos com um mínimo de desperdício e
otimizando a utilização dos recursos disponíveis). (Fig. 6).
Para que a administração seja eficaz e eficiente, os administradores precisam desenvolver de forma
coordenada uma série de atividades: Planejar, Organizar, Liderar tais como planejar, Organizar,
dirigir e controlar.
Utilização de Recursos
Má Boa
Alcance de objetivos
Alto
Eficaz, mas não eficiente.
Atinge os objetivos, mas
com algum desperdício de
recursos.
Eficaz e eficiente.
Os objetivos são atingidos
e os recursos são bem
utilizados.
Alta produtividade e
elevado desempenho.
Baixo
Nem eficaz, nem eficiente.
Os objetivos não são
atingidos e os recursos são
desperdiçados no processo.
Desempenho precário.
Eficiente, mas não eficaz.
Os recursos são bem
aplicados, mas os objetivos
não alcançados.
Desempenho precário.
Figura . 6 – Eficácia x Eficiência
Fonte: Adaptada de CHIAVENATO (1999)
2.2. Planejamento
Planejamento é a função administrativa que define o que a organização pretende realizar no futuro e
como deverá fazê-lo. Planejar, portanto, significa especificar os objetivos ou metas a serem
atingidos e decidir antecipadamente as ações apropriadas e os recursos necessários para alcançar
esses objetivos.
Em relação ao horizonte de tempo, o planejamento poderá ser de longo, médio e curto prazo.
Quanto a sua amplitude, pode ser classificado em:
29
Planejamento Estratégico – é orientado para o futuro, aborda a organização como um todo e
está relacionado com sua adaptação a um ambiente que está em constante mudança);
Planejamento Administrativo – transforma as decisões estratégicas em planos concretos a nível
departamental, abordando cada unidade organizacional em separado; exemplo: plano mestre de
produção;
Planejamento Operacional – desdobra os planos departamentais em planos para a execução de
atividades definidas, abordando cada operação em separado; exemplo: programa de produção.
O resultado do processo de planejamento é o plano de ação. Geralmente um bom plano de ação
deve responder as seguintes questões:
Onde? Define onde se quer chegar, os objetivos e as metas.
Para que? Explicita a finalidade ou a justificativa do plano, dos objetivos e das metas a alcançar.
Como? De que maneira atingir os objetivos: a seqüência de atividades, os métodos e os recursos
que serão necessários.
Quando? Estabelece a data limite para atingir os objetivos ou metas e o os períodos em que cada
atividade deverá ser realizada.
Quem? Define os responsáveis por cada atividade.
Quanto? Estima o custo de cada atividade e o total do plano.
2.3. Organização
Organização é a função administrativa que reúne e coordena os recursos humanos, financeiros,
físicos (prédios, equipamentos, materiais), de informação e outros necessários para que a
organização atinja os objetivos propostos.
Organizar é dividir e agrupar as atividades a realizar em unidades de trabalho (operacionais ou
administrativas), especificar as responsabilidades pelas atividades, definir as relações de autoridade
entre os responsáveis, alocar recursos e criar condições tais que as pessoas, máquinas e
equipamentos possam alcançar o máximo de eficiência e eficácia.
2.4. Gerenciamento
30
É uma função administrativa que exige muita habilidade e competência para unir todos os esforços
em favor da empresa. Exige sensibilidade e conhecimento para interpretar a necessidade do sistema
e das pessoas envolvidas direto e indiretamente com ele. Tendo de seguir os planos de crescimento
e de desenvolvimento de forma harmoniosa e satisfatória. É função de um gerente transmitir aos
subordinados o que deve ser feito para se atingir os objetivos propostos, bem como, proporcionar
condições para a realização plena de todas as atividades planejadas. As determinações ou instruções
advindas de um gerente devem possuir três características básicas: ser realizáveis, ser explícitas e
possuir procedimentos padronizados. Contudo, ainda convém explicar a razão e o por quê da
ordem, pois facilita a compreensão e a participação mais efetiva das pessoas
No contexto atual a figura do gerente está sendo substituída pela a figura do líder. Com um perfil
diferente de até então e com características de domínio pessoal e de confiança para orientar, ajudar,
apoiar e estimular as pessoas a atingirem os objetivos da empresa e a buscarem desafios na vida
profissional e na vida pessoal.
A liderança é uma característica essencial em um administrador, sem ela praticamente será
impossível conduzir a dinâmica de uma empresa, assim como atingir os objetivos. Depois de
traçados os planos, definida a estrutura organizacional, preenchidas as funções e alocados os demais
recursos é preciso fazer acontecer, passar à ação para que se alcancem os resultados esperados. Isso
ocorre através da função administração.
Nenhuma tarefa é bem realizada se não houver motivação por parte de quem a executa. Portanto,
ainda que uma pessoa seja qualificada e competente é essencialmente necessário que ela queira
realizar a tarefa, com um estímulo próprio e voluntário. Assim, entende-se que motivação é uma
força que energiza, dirige e sustenta os esforços de uma pessoa sobre algo que precisa ser realizado.
Os dirigentes devem então criar condições que estimulem a motivação de seus funcionários:
melhorando as relações de trabalho e a remuneração pelo trabalho executado, tornando o trabalho
interessante, oferecendo oportunidade de crescimento profissional e pessoal, tratando de forma
humana, ouvindo opiniões sobre a melhor forma de executar o trabalho, ou seja, proporcionar a
geração do conhecimento, sendo justo e, principalmente coerente na rotina do trabalho.
O processo de administrar pode ser simplificado quando se adotam procedimentos-padrões para
operações de rotina. No entanto, existe vários modelos de sistemas empresariais:
Autoritário-coercitivo – é o sistema mais fechado, duro e arbitrário. Baseia-se na
desconfiança em relação às pessoas; as decisões são monopolizadas na cúpula; impõe regras e
31
regulamentos e exige obediência cega; as comunicações são verticais e fluem num único sentido
– de cima para baixo; utiliza punições para gerar intimidação e medo e reforçar a submissão –
motivação negativa.
Autoritário-paternalista – é mais benevolente e menos fechado do que o anterior; permite
alguma decisão nos níveis mais baixos; utiliza também punições, mas jse preocupa com
recompensas, geralmente materiais e salariais.
Consultivo – é mais aberto do que os anteriores; deixa de ser impositivo e admite que as
pessoas contribuam no processo de tomada de decisão; as comunicações ocorrem tanto
verticalmente (em ambos os sentidos) como horizontalmente; utiliza mais recompensas e poucas
punições.
Participativo – é o sistema mais aberto e democrático de todos; apóia-se em total confiança
nas pessoas, estimulando a responsabilidade e o trabalho em equipe; incentiva a descentralização
das decisões e a delegação de autoridade, exigindo apenas o controle dos resultados; utiliza
amplamente as recompensas salariais pelo alcance de metas, bem como recompensas sociais e
simbólicas.
Geralmente, não há um só modelo dentro de uma empresa, em função das características e do nível
de maturidade das pessoas que formam a personalidade coletiva. O que exige dos novos gerentes
mais habilidade cognitiva para agir de forma centralizadora ou participativa, dependendo da
situação e da necessidade. Fato que evidencia a liderança como uma característica indispensável na
pessoa do gerente atual.
2.5. Controle
Controle é a função que assegura que os objetivos sejam atingidos. No entanto, depende de que as
outras funções da administração sejam implementadas. Quanto melhor executadas essas fases, mais
fácil será o controle. O processo de controle compreende três etapas essenciais
1. O estabelecimento de objetivos, metas, padrões e pontos de controle, definindo a
responsabilidade pela execução;
2. O acompanhamento da execução, comparando o desempenho efetivo com as metas e os padrões
estabelecidos, definindo quando proceder às verificações, quem deve realizá-las e como devem
ser registradas as ocorrências (fichas de ocorrência, relatórios de não-conformidades etc.);
3. A adoção de medidas corretivas, quando a comparação dos resultados obtidos está em
desacordo com as metas e os padrões estabelecidos. Deve-se também buscar as causas do
32
desempenho inferior, às expectativas para a adoção de medidas preventivas (processos,
métodos, materiais, treinamento entre outros).
O controle funciona através do acompanhamento de todas as atividades desenvolvidas na empresa.
Com o objetivo de informar através da retroação, se as atividades estão sendo desenvolvidas de
acordo ao planejamento e de identificar alguma possibilidade de falha, ou de defeito para a correção
imediata através do replanejamento, funciona portanto, como um feedback (Figura 7).
Figura 7 – Fluxograma da Função Controle
Fonte: Criação do autor.
CAPÍTULO 3 - ORGANIZAÇÃO DAS EMPRESAS DE CONFECÇÕES
A finalidade industrial de uma empresa de confecções é de transformar materiais (tecidos, malhas e
aviamentos) em peças de vestuário e colocá-las à disposição dos consumidores. A finalidade social
é de proporcionar empregos diretos e indiretos a milhares de pessoas, gerando crescimento e
desenvolvimento ao Setor Têxtil e de Confecção, bem como a economia do país.
3.1. As principais características das indústrias de confecções
A indústria de confecções, mais especificamente a do vestuário, caracteriza-se pela grande
variedade de produtos, de processos industriais e de mercado consumidor, que assim complementa
os setores de fiação e têxtil. Como não se exige grande aporte de capital para o ingresso,
encontramos empresas de confecções de todos os tamanhos e de produção variada, até pequenas
oficinas de costura com trabalho semi-artesanal.
33
Planejamento Execução
Controle Feedback Reajuste

A grande variedade de tecidos e as especificidades de manuseio dificultam a automação industrial
do setor e a base tecnológica fundamenta-se ainda na relação operador/máquina de costura. Existe
no setor uma separação nítida entre os processos produtivos típicos: criação, modelagem, corte,
montagem e comercialização. Enquanto algumas empresas realizam todas as atividades, outras
desvinculam totalmente o processo de criação de modelos, que acompanha as tendências da moda
em termos de comercialização, estilo, design, e mesmo modelagem e corte, outras realizam apenas a
montagem das peças de acordo com as especificações e prazos de entrega negociados (facções de
costura). Em alguns casos, o fornecimento de matérias primas pode ficar a cargo também do
subcontratado, que negocia com o contratante (geralmente, loja de departamentos) o preço final da
peça e não apenas as operações de corte e montagem; ficando com o contratante o processo de
criação de modelos e marketing da marca.
3.2. As Principais Funções nas Indústrias de Confecções
A função produção é uma das três funções-chave para uma indústria de confecções porque é
responsável pela produção de bens (peças de vestuário), que são a razão de sua existência. As
outras funções centrais são marketing e desenvolvimento de produto, enquanto recursos humanos,
administração e finanças são considerados funções de apoio.
Nas facções, a função de produção predomina devido às mesmas receberem por peças produzidas,
enquanto nos ateliês de costura de moda feminina, é a função de desenvolvimento de produtos que
apresenta maior destaque devido à diversidade de modelos que precisam ser desenvolvidos para
atender a demanda no estilo de roupa personalizada.
3.2.1. Função Marketing
É a função empresarial que cria continuamente valor para o cliente e gera vantagem competitiva
duradoura para a empresa por meio da administração do composto de marketing (variáveis
controláveis de marketing): produto, preço, comunicação e distribuição. Busca identificar
oportunidades lucrativas de negócios através da oferta de peças de vestuário que atendam as
necessidades e desejos não satisfeitos do mercado consumidor. Engloba uma série de atividades
logicamente encadeadas tais como: pesquisa de mercado, análise da concorrência, seleção de canais
de distribuição, definição de preços dos produtos, venda pessoal e comunicação com o mercado
(propaganda, merchandising, promoção).
34
Partindo-se do pressuposto que produzir roupas é relativamente fácil e que existe uma concorrência
bastante acirrada no setor, a comercialização dos produtos fabricados, diretamente nos pontos-de-
venda ou através de empresas de representação, distribuidores e atacadistas, torna-se bastante crítica
para a indústria do vestuário.
A montagem de uma estrutura de comercialização regionalizada exige o conhecimento do potencial
dos diversos mercados e dos canais de distribuição disponíveis, bem como de uma administração de
vendas que coordene todo o processo de vendas: recebimento e atendimento de pedidos, expedição
e transporte até o cliente, definição de cotas de vendas para os representantes, treinamento e
motivação da equipe de vendas etc.
No Estado do Ceará a função de comercialização é muitas vezes delegada ao “corretor de
confecções”, que concretiza a aproximação entre clientes em potencial e os fabricantes, mediante ao
pagamento de uma comissão quando a venda se concretiza. A comissão é determinada pelo
sindicato da categoria.
As pequenas empresas de confecções, geralmente, não possuem uma área especificamente
configurada para as atividades de marketing. Assim, a pesquisa de mercado pode ser realizada pela
área de desenvolvimento de produto; a de comunicação, que, na maior parte das vezes, se resume
em propaganda que geralmente é terceirizada; e a de seleção de canais de distribuição que é
executada pela gerência de vendas.
As empresas de confecções, que trabalham com marcas próprias e disputam um mercado mais
“elitizado”, investem mais na imagem da marca e na identificação do produto na mente do
consumidor, em função do próprio mercado ser mais seletivo e pagar pelo diferencial.
3.2.2. Função Desenvolvimento de Produto
É responsável pela criação de novos produtos ou de modificá-los a fim de gerar demanda para a
empresa. É uma atividade complexa que exige planejamento e controle.. Ttrata-se de uma
abordagem interdisciplinar, abrangendo ferramentas de marketing e de engenharia de produto, tais
como, pesquisa, geração e seleção de novas idéias, desenvolvimento e teste do conceito de produto
(definição de benefícios e características), desenvolvimento e teste de protótipo, desenvolvimento
das estratégias e programas de marketing, desenvolvimento final do produto, teste de mercado,
35
lançamento e monitoramento dos resultados. No entanto, envolve também diversos interesses e
habilidades:
Os consumidores - que desejam novidades e melhores produtos a preços razoáveis;
Os vendedores - que desejam produtos diferenciados da concorrência e vantagens
competitivas;
Os engenheiros de produção - que desejam simplicidade na fabricação e facilidade na
montagem;
Os estilistas - que desejam experimentar novos materiais e processos;
Os empresários - que desejam poucos investimentos e custos baixos.
3.2.3. Função Produção
Produzir peças do vestuário é a finalidade básica das empresas de confecções. Tem grande
responsabilidade por adicionar valor ao produto através da qualidade da execução, da produtividade
e da redução de quaisquer tipos de desperdícios no processo produtivo.
Os custos de fabricação diretos ou indiretos são significativos na formação do preço e precisam ser
monitorados constantemente para que os produtos sejam competitivos.
A função produção é de extrema importância para uma organização ou sistema produtivo em
virtude de afetar diretamente o nível pelo qual se pretende satisfazer o consumidor. No entanto, a
Função Produção deve ter como grande aliada às outras funções como: a Função de Marketing, a
Função Financeira e a Função Desenvolvimento de Produto, bem como, as funções administrativas,
mas diretamente a Função Recursos Humanos, a Função Compras e a Função Engenharia, que
representa o suporte técnico para a produção se desenvolver com maior desempenho e
lucratividade.
Alguns serviços industriais e a produção podem ser terceirizados, em parte ou em sua totalidade,
dependendo da estratégia de negócios da empresa.
Fatores que influenciam no desenvolvimento da produção:
Administração dos recursos
Distribuição dos produtos
Capacidade fabril
Layout
36
Estoque de produto acabado
Estoque de matéria-prima
Aprazamento dos pedidos
Tecnologia utilizada
Controle da qualidade
Capacitação de mão-de-obra
Classificação dos tipos de produção segundo o tipo de indústria:
a) Tipo Contínuo: Contínuo puro
Contínuo com montagem e desmontagem
Contínuo com diferenciação
b) Tipo Intermitente: Fabricação por encomenda de produtos diferentes (romaneio de pedidos)
Fabricação repetitiva dos mesmos lotes de produtos
3.2.4 Função Administrativa
Compreendem as atividades de compras, almoxarifado de matérias primas, serviços gerais (limpeza,
segurança, transportes), pessoal (recrutamento, seleção, folha de pagamento, assistência ao
empregado).
3.2.5. Função Financeira
Engloba uma série de atividades indispensáveis: controles financeiros, tesouraria/caixa/bancos,
crédito, contas a receber, contas a pagar e contabilidade.
3.3. Estrutura Organizacional das Empresas de Confecção
A indústria de confecções, como toda empresa, representa um organismo vivo, social e dinâmico,
que precisa está em constante adaptação às mudanças do mundo dos negócios, no qual está inserida.
Esta é a única estratégia que de fato garante a sua permanência no setor, e consequentemente a sua
sobrevivência. Esta mudança envolve mudança de cultura organizacional, mudança nas funções
gerenciais, mudança no sistema de produção e às vezes até mudança de produto e de mercado.
37
Tem estrutura tipicamente funcional, com características bem específicas, onde um dos modelos
mais rudimentar começa com o proprietário e algumas costureiras, contudo e apesar do porte ou
tamanho, têm presentes às funções básicas: produção, marketing/vendas e finanças, embora de
uma forma mais simples, diferentemente de uma empresa de médio ou de grande porte, onde estas
funções tornam-se muito complexas e bem definidas.
3.3.1. Origens e Cultura Organizacional
A maioria das empresas de confecção do Estado do Ceará tem origem familiar e nasceram de
pequenas facções ou ateliês de costura, mantendo um crescimento natural até atingirem maior porte,
que advém com o aumento da produção ou da linha de produtos. No entanto, o seu crescimento e
desenvolvimento ocorrem de forma desordenada e desorganizada. Em alguns casos, existe a
preocupação de melhorar o produto na sua estética, no seu valor e no seu posicionamento de
mercado. Geralmente isso ocorre quando a empresa preocupa-se com a concorrência ou pretende
abrir novos nichos de mercado No entanto, tudo isso é pensado de forma isolada do sistema como
um todo, e a produção, que representa uma função importante, porque garante a sobrevida da
empresa, não é contemplada com nenhum tipo de melhoria. Nesse modelo de administração a
situação se agrava e muitas vezes conduz a empresas a uma total exclusão do mercado, porque não
adianta ter produtos bom, bonito e “barato” se não chegam no cliente no prazo preciso e pré-
determinado. Esse prazo é determinado pela necessidade do mercado consumidor.
Em função de a cultura organizacional ser genuinamente familiar, as decisões são centralizadas na
pessoa do proprietário, e os estilos gerenciais que mais predominam são os do tipo autoritário.
Neste contexto, a relação de lealdade entre empregado-patrão talvez represente o requisito mais
importante para o preenchimento de um cargo em detrimento até mesmo da competência requerida.
Este quadro passa a mudar quando a empresa implanta novos modelos gerenciais, admite
profissionais mais qualificados, melhora a capacidade fabril e estende novas atividades no sistema.
Desta forma naturalmente a empresa se estende, tanto em seu espaço físico, como nas funções e
atividades. .As decisões se fragmentam pelos setores, os quais adquirem autonomia com a
permissão da gerência e da administração e o sistema torna-se mais complexo.
Esta cultura organizacional familiar que se apresenta imponente, principalmente nas pequenas
empresas de confecção, representa também um grande desafio para os profissionais que pretendem
se inserir no setor de confecções, principalmente para os estudantes de moda, pois exige dos
38
mesmos uma adequação momentânea e um esforço para tentar mudar o quadro,. Isso ocorre através
do desenvolvimento da confiança, da competência e da ética profissional.
A ampliação da capacidade produtiva pode ocorrer através da terceirização, isto é, transfere-se para
outras empresas a responsabilidade de algumas atividades-meio como: montagem, bordado,
estamparia, lavanderia etc. Essas atividades geralmente não constituem a parte principal do negócio,
passam a ser considerada de atividade-fim para o terceirizado e de atividades-meio para o
terceirizante. Dessa forma se estabelece uma rede de subcontratados que precisam ser
eficientemente administrados, principalmente em relação à montagem de peças terceirizadas, para
que as mesmas mantenham o mesmo nível de qualidade das peças produzidas dentro da própria
empresa, de tal modo, que o consumidor não perceba essa distribuição de produção e o produto não
tenha o seu valor comprometido. Outro ponto importante a ser considerado com o uso da
terceirização refere-se ao cumprimento das especificações técnicas do produto e ao cumprimento
dos prazos.
Com o crescimento, o empresário obriga-se a delegar algumas funções: se tem maior afinidade com
vendas, delega a um supervisor a função de produção; se a identificação é com produção, contrata
um vendedor. A última função a ser delegada é a financeira por ser mais difícil de transferir.
A estrutura organizacional de uma empresa de confecções de médio porte pode ser representada
pelo um modelo de organograma representado na figura 8.
Figura 8 - Exemplo de organograma funcional de uma empresa de confecções de porte médio.
Fonte: CAETANO DIAS (2006)
39
PRESIDENTE
Ger.Industrial Ger. Marketing Ger. Administrativo Ger. Financeiro
PCP
Risco
Corte
Qualidade
Engenharia
Produção
Manutenção
Des. Produtos
Vendas
Propaganda
Compras
Estoques MP
Serv. Gerais
Pessoal
Contas. a Pagar
Contas a Receber
Contabilidade
Caixa
A função de “pessoal” pode evoluir para “recursos humanos”, isto é, já existe uma preocupação da
empresa em definir o perfil do empregado para ocupar determinada função, assim, orienta o
processo de recrutamento, seleção e treinamento, e facilita a busca. Em algumas empresas há uma
preocupação em oferecer alguns benefícios ao trabalhador, esses benefícios são também
considerados de responsabilidade social por parte da empresa com os seus colaboradores, tais como
alimentação, transporte, cestas básicos e planos de saúde de subsidiados. Outras possuem lojas de
fábrica franqueadas aos empregados que compram peças a preço de custo.
3.3.2. Posição de Planejamento e Controle de Produção na Organização
A posição mais usualmente encontrada de PCP é como um setor de apoio da gerência industrial ou
de produção. Nas empresas que trabalham com uma área específica de logística, pode estar
subordinada a esse setor.
Em empresas que terceirizam totalmente seu processo de produção, já nos deparamos com PCP
sendo responsável pela administração dos serviços de facção e ligada diretamente à diretoria.
Encontramos também PCP como responsável por compras, almoxarifados de materiais e de
produtos acabados e até mesmo pelo risco e corte.
3.4. A Dinâmica da empresa de confecções
Toda a indústria de confecções desenvolve alguns processos-chave que podem ser executados em
sua totalidade por ela própria ou terceirizados: processo de desenvolvimento de
produto/elaboração de coleções, processo de fabricação do produto e dos métodos para
fabricá-lo (projeto do produto e de projeto do processo), processo de comercialização, processo
de planejamento e controle da produção, processo de compras, processo de corte e processo
de fabricação. Cada processo obedece a um ciclo determinado e deve estar em sincronia com os
demais (Figura 9)
D. Prod. D. Prod. D. Prod.
Compras Compras Compras Compras
Receb. Receb. Receb. Receb. Receb.
Produção Produção Produção Produção Produção
Vendas Vendas Vendas Vendas Vendas
40
Figura 9 - Representação esquemática dos ciclos dos processos empresariais e suas defasagens
Fonte: CAETANO DIAS (2006)
3.4.1. O processo de elaboração das coleções
Uma empresa de confecções gira em torno do ciclo das coleções. As coleções de modelos são
produzidas ao longo do ano em função das estações ou das datas consideradas significativas no
calendário comercial, seguindo um cronograma que deve ser cumprido rigorosamente. As coleções
são elaboradas no setor de desenvolvimento de produtos com a participação da área de vendas e de
engenharia.
Cada coleção tem duração definida e é produzida a partir de tendências da moda, pesquisadas em
publicações especializadas, via eletrônica, produtos concorrentes, cartelas de cores de tecidos,
fabricantes de aviamentos e acessórios, desfiles e feiras especializadas, análise de coleções
anteriores e etc. O resultado dessas pesquisas é utilizado para elaborar os temas das coleções e criar
os modelos básicos, que devem estar de acordo com os desejos e gostos do mercado em potencial.
Definidos os modelos básicos, são desenhados os detalhes de cada produto dentro de cada linha ou
família e elaborado o projeto e o cronograma da coleção, que, em algumas empresas é submetido à
aprovação de um comitê composto pelos proprietários e representantes das áreas de marketing,
vendas e desenvolvimento de produtos.
Em seguida, utilizando-se amostras de tecidos escolhidos, passa-se à elaboração da modelagem e da
fabricação de protótipos. Os protótipos representam à materialização das idéias e da criatividade dos
estilistas e resultam do trabalho interativo entre estilista, modelista, costureira de protótipos
(pilotista) e cronoanalista. Nessa fase, realizam-se as provas de roupa, analisam-se os aspectos
estéticos e funcionais do produto, o consumo de materiais, as dificuldades de corte e costura e são
efetivados os ajustes e as alterações necessários.
Feito os protótipos, os mesmos são submetidos à avaliação de um “comitê”, composto por
representantes de setores de produção, engenharia industrial, custos e marketing/vendas, que realiza
análises de viabilidade técnica, econômica e comercial. Alguns “comitês” reúnem-se
periodicamente, à medida que os protótipos vão se concluindo.
41
Os protótipos aprovados transformam-se em peças-piloto. A seguir, são elaboradas as fichas
técnicas de cada referência, calculados os consumos de materiais e aviamentos, estimados os
tempos das operações e os custos.
As peças-piloto reunidas por linhas e famílias são submetidas à área de marketing da empresa, que
estabelece alternativas de preços e elabora a previsão inicial de vendas. A partir dessas quantidades
previstas, é realizada, pelo PCP, a explosão de materiais e determinadas as quantidades de materiais
necessários a produção da coleção. São colocados os pedidos de compras e elaborada a
programação de recebimento dos materiais. À medida que chegam, inicia-se a confecção de
mostruários e, em seguida, passa-se à produção normal para o atendimento dos pedidos. (Fig. 15).
O setor de desenvolvimento de produtos compreende duas áreas básicas a de estilismo e a de
gerência.
a ) Estilismo – .Dentre as atribuições do setor de estilo da empresa destacam-se: pesquisar
tendências da moda e de novos materiais; elaborar os temas das coleções; pesquisar o mercado alvo;
analisar o desempenho de coleções passadas e de produtos concorrentes; participar da elaboração do
planejamento da coleção, dos catálogos e de material de propaganda e da organização de desfiles.
Como também desenvolver o desenho dos modelos, estampas, bordados, etiquetas, combinações de
aviamentos etc.; participar das provas de roupa e aprovar protótipos junto ao comitê de avaliação
de novos produtos.
c) Gerência de Produto – À gerência de produto ou de linha de produtos, compete a coordenação
do processo de desenvolvimento de produtos, ou seja, a execução da coleção. Suas principais
atribuições são: elaborar o cronograma anual das coleções (Anexo 1); elaborar a programação
detalhada de cada fase da coleção; solicitar compra de materiais para protótipos; coordenar os
setores de modelagem e prototipia (essa atribuição, em algumas empresas, é realizada pela
engenharia); programar e controlar a execução de moldes, protótipos, provas de roupa; solicitar
serviços industriais para protótipos; cadastrar referências; elaborar ficha técnica e de consumo
de materiais e aviamentos (essa atribuição, em algumas empresas, é realizada pela engenharia);
encaminhar protótipos aprovados ao PCP.
Ao gerente de produto compete o acompanhamento do desenvolvimento do produto em diversos
setores da empresa: i) A modelagem é o setor responsável pela elaboração dos moldes para o corte
de acordo com os materiais utilizados na confecção das peças e os processos de produção da
42
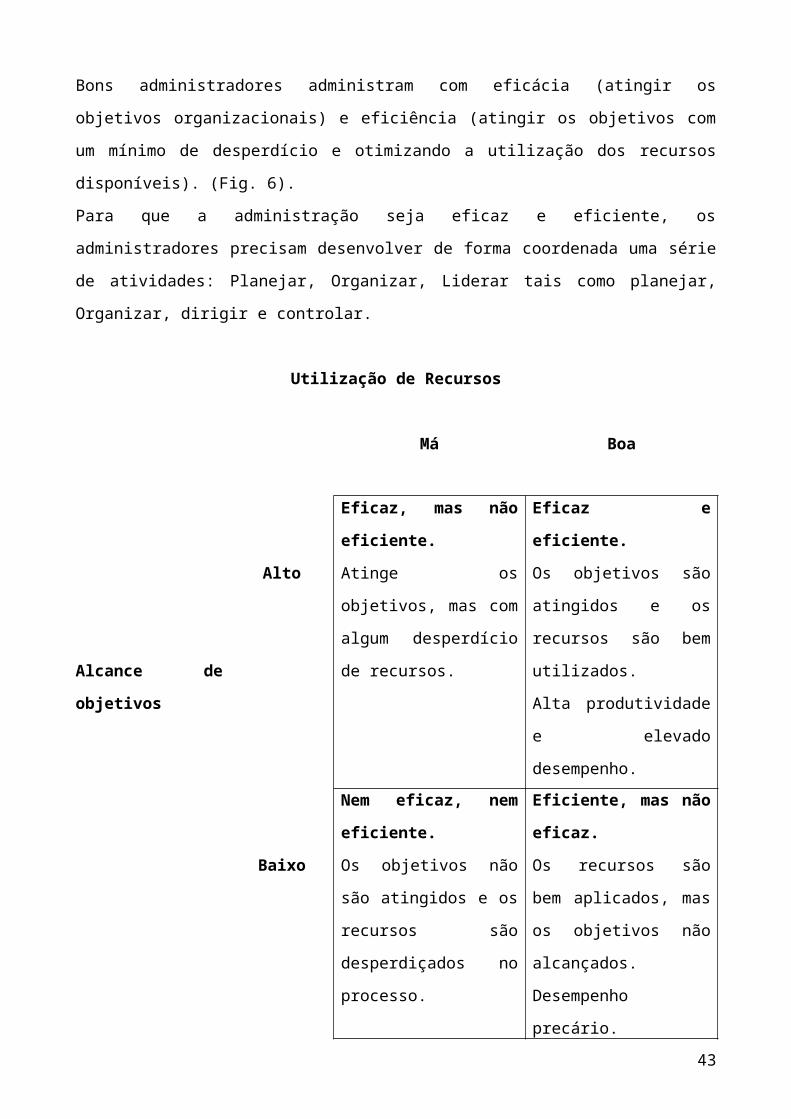
empresa. Atualmente, utiliza-se de recursos do CAD para a elaboração e ampliação de moldes; ii).A
prototipia reúne costureiras especializadas em diversas operações e que realizam a montagem dos
modelos experimentaise iii) A engenharia participa dessa fase realizando o levantamento prévio da
seqüência de operações de produção, a estimativa de tempos para fins de custos, a avaliação da
disponibilidade de máquinas e equipamentos de produção (próprias ou de terceirizados) e as
possíveis dificuldades e restrições de fabricação (Figura 10).
Figura 10 - Ciclo da coleção: Projeto – Produção – Venda – Entrega
Fonte: Nunes (2001) adaptada por CAETANO DIAS (2006)
3.4.2. Os Processos e os Métodos de Fabricação
Numa empresa de confecções, a engenharia realiza duas funções básicas: concretizar o
desenvolvimento do produto em termos físicos e operacionais (projeto do produto) e definir o
processo de fabricação de cada produto (projeto do processo).
A partir dos protótipos, desenvolve para cada modelo:
A seqüência de operações ou o fluxo de produção – a partir dos protótipos fabricados e do cadas
43
PESQUISA DE TENDÊNCIAS DA MODARevistas, sites, concorrência etc.
PESQUISA JUNTO A FORNECEDORES DE
MATERIAIS
PROJETO DA COLEÇÃO
VIABILIDADE TÉCNICA
VIABILIDADE FINANCEIRA
VIABILIDADE COMERCIAL
COMPRAS
VISITAS FEIRAS, DESFILES,
LANÇAMENTOSTecidos, acessórios, aviamentos
FABRICAÇÃO DOS PROTÓTIPOS
FABRICAÇÃO DE MOSTRUÁRIOS
PREVISÃO INICIAL DE VENDAS
VENDASBALANCEAMENTO DAS LINHAS DE PRODUÇÃO
PRODUÇÃO
RISCO E CORTE
ENTREGA
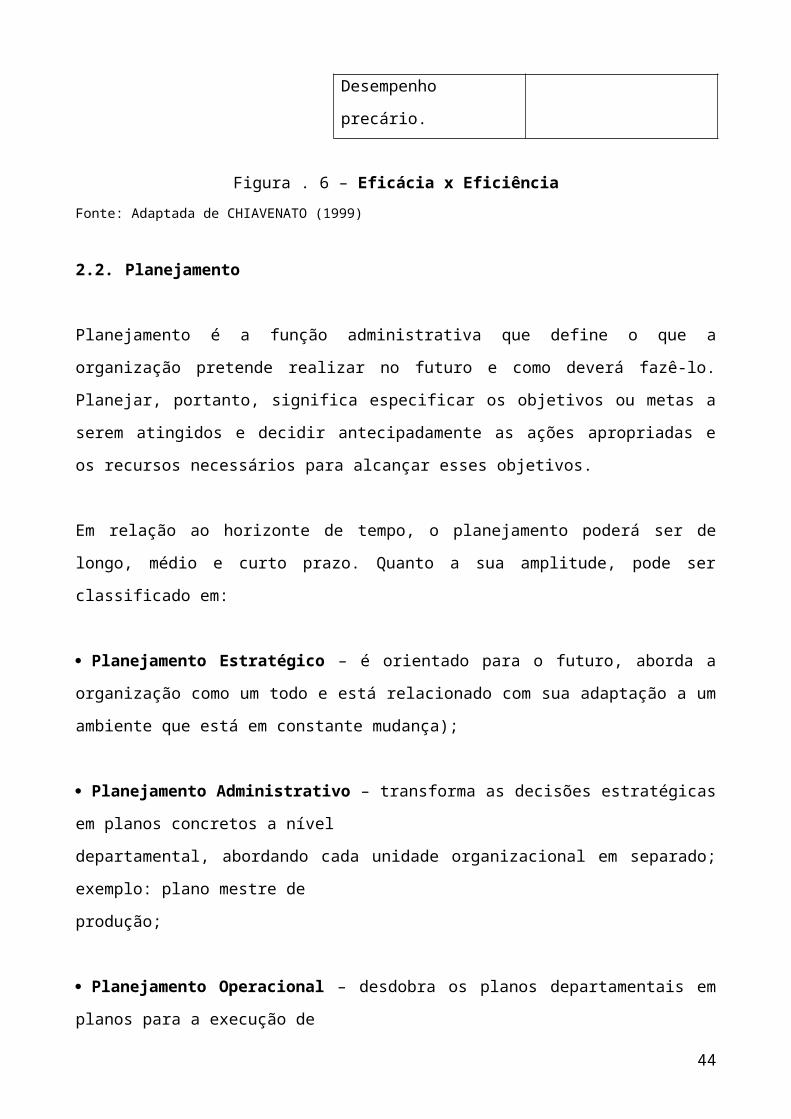
tro de operações padronizadas, define as operações necessárias e a seqüência operacional (Anexo
2);
Os métodos de trabalho para cada operação, os tempos de ciclo individuais e do ciclo completo
de produção; (Anexo 3).
A seleção de máquinas equipamentos apropriados e projetando, se for o caso, dispositivos e apa
relhos ;
As especificações de qualidade e as tolerâncias admitidas para os diversos tipos de operações;
O balanceamento de linhas de produção, que consiste na alocação dos elementos de trabalho às
operações necessárias a fabricação de um produto, de forma que todas tenham durações de uma
baseado na ocupação média de cada posto de trabalho (NUNES, 2001, p. 28); (ANEXOS 4 e 5).
A complementação da ficha técnica do produto; (ANEXO 6).
O cálculo da eficiência do trabalho;
A capacidade normal de cada dentro de produção no tempo disponível e corrigido pela eficiência
estimada;
A movimentação e transportes internos etc.
A organização das filas de espera de modelos para entrada em produção e as alternativas possi
veis.
O layout de acordo com cada seqüência de operações ou fluxo de produção; os leiautes podem
ser em linha, por célula ou por máquina; (ANEXO 9).
3.4.3 Terceirização
O panorama atual no mundo dos negócios aponta a terceirização como uma forte aliada para manter
as empresas em competitividade. Em geral, a terceirização se constitui de uma relação de trabalho
que se estabelece quando uma empresa recorre a “fontes externas” para atender à sua demanda com
serviços e responsabilidades estendidas as empresas especialistas e de menor porte. Independente
do nível de relação a terceirização apresenta-se como tendência mundial para toda e qualquer
atividade econômica, constituindo-se como o novo paradigma no universo das organizações. Apesar
de parecer uma relação fácil de concretizar requer cuidados por parte do terceirizado, bem como do
terceirizante.
Watanabe e Buiar (2004) consideram a terceirização uma relação delicada por envolver questões
legais, de segurança, de qualidade e de custos. Contudo, observa-se que atualmente é uma prática
comum nas relações inter-empresas, sendo a terceirização até considerada uma ferramenta de
inovação tecnológica. Para Franceschine et. al (2004 p.75) isso se deve a conveniência de que “ao
44
terceirizar as empresas podem concentrar seus esforços em seu negócio principal, nas metas de
médio e de longo prazo e na diversificação de oportunidade”.
O fato é que, atualmente a terceirização é uma estratégia de competitividade muito usada por
empresas de todos os setores da economia mundial, com mais intensidade e freqüência nas
empresas dos países economicamente desenvolvidos.
Para Martins (2005) nos anos 90 a terceirização virou uma “onda”, no entanto, a freqüência e as
formas de uso começaram a preocupar o Ministério do Trabalho – MT, porque a relação mostrou
fraudes, fato que estimulou o Ministério do Trabalho a editar uma Instrução Normativa de nº7/90,
que posteriormente foi revogada pela Instrução Normativa nº3, de 29/8/1997. A partir de então o
Ministério do Trabalho passou a fiscalizar o trabalho nas empresas de prestação de serviços a
terceiros e nas empresas de trabalho temporário.
Outro ganho para a terceirização com a implementação da Instrução Normativa de nº. 3/97 refere-se
à discriminação conceitual que a norma faz em relação à constituição da empresa contratante e da
empresa contratada, bem como das responsabilidades e do limite de ação do de cada uma e, assim
determina:
Empresa de prestação de serviços a terceiros como a pessoa jurídica de direito
privado, de natureza comercial legalmente constituída, que se destina a realizar
determinado e específico serviço a outra empresa fora do âmbito das atividades-fim
e normais para que se constitui esta última. Considera contratante a pessoa física ou
jurídica, de direito público ou privado, que celebrar contrato com empresas de
prestação de serviços a terceiros. (art. 2º da Instrução Normativa nº. 3/97) (ibdem,
p.1666)
.
Para Byron et. al (2004), o que mais avança na relação terceirizante-terceirizado não são
efetivamente os números ou o tamanho dos acordos estabelecidos entre empresas, mas sim, a
natureza desses acordos e a forma de utilização do serviço terceirizado.
Neste contexto, torna-se importante conhecer as características e os modelos desta relação, bem
como, os contratos e os valores que a transformam em uma parceria genuína.
Modelos de Terceirização:
Terceirização Tradicional – Consiste em uma prática simplista de transferir para outros, no caso
os terceirizados, as despesas relacionadas aos encargos sociais e as responsabilidades tributárias,
45
através da subcontratação de serviços ou de atividades consideradas “não-essenciais” para a
organização, mas integrantes de suas necessidades.
Características do modelo:
Objetivo: Repassar funções de apoio para um fornecedor especialista a fim de reduzir custos e
concentrar os executivos nas questões centrais.
Papel do Parceiro: Executar a função de apoio.
Abordagem: Serviços padronizados/ Taxa de serviços baseada em transações/ Escala e escopo de
serviços reduzidos.
Benefícios Típicos: 20% de redução de custos/ Acesso as melhores práticas/ Melhores
oportunidades de carreira/ Melhor enfoque gerencial/ Nível de serviços iguais, mas uniforme/ Risco
financeiro compartilhado.
Terceirização Estratégica – Nesse modelo a empresa terceiriza várias atividades, inclusive as
atividades consideradas essenciais e que exigem habilidades específicas como às atividades
relacionadas a processos administrativos (cálculo de salário, de imposto e gestão das reclamações
dos clientes) preservando apenas aquelas que de fato lhe podem gerar uma vantagem competitiva,
como forma de manter a parte fundamental do negócio.
Características do modelo:
Objetivo: Atualizar processos não-centrais com o objetivo de reduzir despesas e propiciar maior
flexibilidade para responder às constantes mudanças do negócio.
Papel do Parceiro: Responsabilizar-se pelo o redesenho e pelo gerenciamento dos processos não-
centrais.
Abordagem: Serviços flexíveis e personalizados / Preço baseado no valor obtido / Serviços
escalonáveis para atender as constantes mudanças do negócio.
Benefícios Típicos: 50% de redução de custos / Acesso a qualificações competitivas / Melhoria das
oportunidades de carreira / Melhoria do foco gerencial / Nível de serviço mais alto e uniforme /
Maior flexibilidade e velocidade/ Risco operacional compartilhado.
46
Terceirização Transformacional – Se constitui de uma empresa dentro de outra empresa
funcionando para atender os seus objetivos em função dos objetivos da empresa contratante. Esse
modelo de terceirização apresenta as características:
Características do modelo:
Objetivo: Transformar a maneira pela a qual a empresa funciona, de forma a alcançar uma melhoria
de desempenho drástica e sustentável por toda a empresa.
Papel do Parceiro: Colaborar para transformar o negócio.
Abordagem: Serviços integrados para mudar o negócio radicalmente / Estrutura financeira baseada
em resultados / Compartilhamento de riscos / Prestação de serviço acelerada.
Benefícios Típicos: 50% de redução de custos / Acesso a qualificações críticas / Melhores
oportunidades de carreira / Melhor enfoque gerencial / Nível de serviços superior e uniforme /
Maior flexibilidade e velocidade / Risco estratégico compartilhado /50% de aumento de
participação no mercado / Duplicação da receita / Mudança na base de concorrência.
3.4.4 O Processo de Comercialização
O processo de comercialização envolve duas atividades que se complementam: o atendimento ao
cliente (venda) e o atendimento do pedido (distribuição). A venda busca identificar os produtos ou
modelos que os clientes desejam e as quantidades demandadas, bem como negociar prazos de
entrega, preços e condições de pagamento. A atividade de distribuição complementa a venda no
sentido de fazer com que os produtos comprados cheguem até o cliente. Envolve a administração do
estoque de produtos acabados, o faturamento, emissão de notas fiscais e o embarque das
mercadorias através de empresas transportadoras selecionadas.
A área de vendas desenvolve estratégias, monitora constantemente o mercado-alvo e as ações da
concorrência e avalia o desempenho de sua força de vendas. Realiza também as previsões de
demanda e controla o giro dos estoques de produtos acabados, para evitar que determinados itens
encalhem nos depósitos.
A área de vendas gera as previsões de demanda que podem ser de longo, médio e curto prazo.
47
3.4.5 O Processo de Planejamento e Controle de Produção - PCP
O processo de planejamento e controle de produção visa administrar a capacidade de produção, em
termos de recursos, informações e prazos, a fim de atender às necessidades de produtos ou modelos
específicos solicitados pelos planos de vendas.
3.4.6 O Processo de Compras
O processo de compras tem por função negociar e adquirir matérias-primas, aviamentos, acessórios,
materiais indiretos e serviços necessários à produção, pelo melhor preço, no prazo definido e de
acordo com as quantidades e especificações pré-estabelecidas.
O processo de compras normalmente é desencadeado após a elaboração do plano de produção. A
partir da estrutura analítica de cada produto é realizada a explosão de materiais, isto é, relacionam-
se todos os componentes e partes de cada modelo e multiplicam-se pelas quantidades programadas.
Posteriormente, as quantidades demandadas de cada item são subtraídas dos estoques existentes e o
resultado são as necessidades a comprar.
O processo de compra envolve também a busca de novos materiais e novos fornecedores; a
negociação para obtenção de melhores preços e condições de pagamento; a colocação dos pedidos,
o acompanhamento e o recebimento das compras; a compra de serviços industriais e a venda de
resíduos.
CAPÍTULO 4 – O PROCESSO DE TRABALHO NA INDÚSTRIA DE CONFECÇÃO
Segundo Fleury e Vargas (1993), até 1981 o processo produtivo da indústria de confecção tinha
inicio com o desenvolvimento do molde, sendo até considerado como a “criação” dos modelos a
serem fabricados. Neste sentido a concepção do produto limitava-se a copiar e/ou alterar os
produtos já confeccionados. Em um contexto onde para a grande maioria das empresas não havia a
preocupação com o desenvolvimento de um estilo próprio, que personalizasse a marca do produto,
limitando-se apenas em reproduzir. O design de moda2 mudou esse panorama, proporcionando aos
fabricantes, estilo ao produto, e caracterizando a indústria de confecção como a indústria da moda,
com forte representação na cadeia têxtil, e na mesma proporção em que produz moda, alimenta
simultaneamente outros setores da economia. Isto se deu com a inserção do profissional de moda no 2 O design de moda é uma divisão do design industrial (RECH, 2002, p. 49)
48
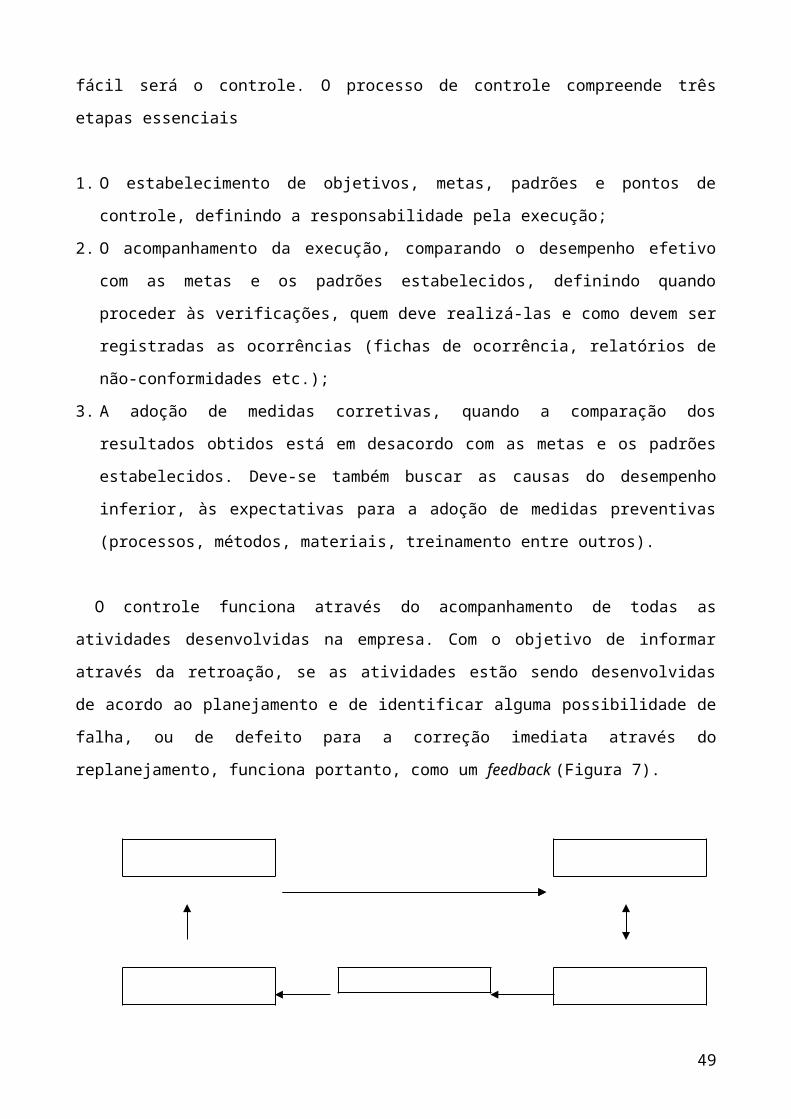
setor de confecção. A partir de então o processo de trabalho neste tipo de indústria tornou-se mais
complexo, porém, mais definido em relação às etapas do processo de desenvolvimento, de execução
e de finalização do produto, proporcionando definir um fluxo de atividades em ordem de
necessidades, e de criar interdependência de processos entre os setores.
Independente do tipo de indústria, e do segmento de produto, o processo de trabalho na indústria de
confecção tem um só caminho a seguir, podendo ter maior grau de complexidade em função do
porte da empresa, se micro, pequena, média ou grande empresa. O fluxo do processo segue: (1)
Criação; (2) Modelagem; (03) Pilotagem; (4) Graduação; (5)Encaixe; (6)Risco; (7)Enfesto;
(8)Corte; (9)Separação; (10) Colecionamento; (11) Montagem; (12) Acabamento; (13) Expedição.
No entanto, no segmento do jeans, o beneficiamento de lavagem é incluído antes do processo de
acabamento, como uma operação característica na produção deste tipo de produto, e as etapas do
processo assim se definem:
CRIAÇÃO – MODELAGEM – PILOTAGEM – GRADUAÇÃO – ENCAIXE - RISCO-ENFESTO –
CORTE – SEPARAÇÃO – COLECIONAMENTO – SUB-MONTAGEM E MONTAGEM –
LAVANDERIA - ACABAMENTO E EXPEDIÇÃO.
4.1 Descrição do Processo de Trabalho na Indústria de Confecção
O processo de trabalho na indústria de confecção geralmente tem uma divisão em dez etapas com
atividades específicas e interdependentes, podendo ser acrescentado de outras atividades,
dependendo do produto, mas nunca reduzido, porque esse processo constitui o que é básico e
fundamental para a fabricação do produto na indústria de confecção do vestuário, e assim se
representa:
a) Criação: Processo de desenvolvimento do modelo ou design seguindo as últimas tendências da
moda, nas formas e nas cores do momento.
b) Modelagem: Consiste na interpretação do modelo e na transposição para o papel do tipo Kraft ou
semi-kraft em forma de representação plana.
49
c) Pilotagem: Consiste na confecção de uma peça teste, também chamada de piloto, para depois de
pronta ser analisada em relação à viabilidade de mercado, viabilidade de custos e viabilidade de
produção. Geralmente é produzida no tamanho médio da grade de tamanhos que a empresa trabalha
para atender o seu consumidor.
d) Graduação: É a ampliação e redução dos moldes a partir do tamanho médio, para a definir os
tamanhos em que será cortado o modelo.
e) Encaixe e Risco: É o processo de dispor e de encaixar os moldes sobre uma folha de papel na
largura e no comprimento do tecido que será cortado visando a redução do consumo e o seu melhor
aproveitamento. Em seguida são desenhados todos os moldes no papel formando o risco marcador
que servirá de guia para o corte em grande escala. Atualmente existem máquinas eletrônicas e
sistemas interativos computadorizados para fazer a graduação e o risco marcador, com mais
precisão e maior rendimento do tecido.
f) Enfesto: Consiste na superposição das folhas de tecidos sobre uma mesa plana, para o corte em
maior escala mantendo uma borda igualada.
g) Corte: É o corte do tecido já enfestado, feito através de tesoura elétrica de lâmina circular ou de
serra vertical.
h) Sub-montagem e Montagem: É a união das partes da peça e fechamento por meio de costuras.
i) Acabamento: Consiste nas operações finais da peça, como pregamento de botão, de ribites e de
etiquetas. Inclui também a limpeza e o corte de sobras de linha e o refilamento (aparas) de tecidos.
j) Expedição: É a operação em seguida ao acabamento, que consiste no dobramento da peça, no
empacotamento e na separação dos lotes via romaneio de pedido ou controle de DPA
(Departamento de Produto Acabado).
k) Beneficiamento de Lavagem: No segmento do jeans é um processo que se tornou obrigatório
em função do movimento da moda, que revitaliza os produtos com efeitos de beneficiamento,
seguindo as novas tendências do mercado. Este processo envolve: a) Desengomagem-que consiste
em tirar o excesso da goma para tornar o tecido flexível e pronto para o beneficiamento; b)
Desbotamento-que consiste no clareamento do tecido através da tirada do excesso do corante índigo
que permeia a superfície do jeans. Este processo é feito manualmente através do uso de lixas ou de
50
permanganato de potássio, para o desbotamento localizado, ou mecânico com o uso de produtos
químicos na máquina de lavar, para o desbotamento total; c) Apelo Visual-que consistem em
processos de lavagens com desenhos localizados (exemplo: “bigode de gato”).
Existem outros processos que atualmente são comuns nas indústrias que trabalham com produtos de
moda, tais como bordados, aplicações e pinturas, através dos processos de sublimação, policromia,
transfer e silks, feitos na grande maioria em peças ainda cortadas, ficando para o setor de corte e de
colecionamento a responsabilidade de separar estas peças para estes processos que geralmente são
desenvolvidos fora da empresa, serviços terceirizados, e depois de pronto, agrupá-las novamente aos
seus lotes de referência. Isto ocorre com freqüência nas indústrias que trabalham com o segmento
esportivo (Surf wear) e principalmente com segmento de moda feminina, com mais intensidade na
produção da modinha3, que representa o sub-segmento do segmento feminino com características de
produtos com ciclos de vida curta.
4..2 Desenho e Distribuição de Cargos e Funções na Indústria de Confecções
a) Estilista – Responsável pela criação das coleções. Profissional com grande criatividade e
sensibilidade e bem informado sobre assuntos relacionados à moda. Um artista por excelência. O
estilista deve conhecer bem as necessidades de consumo do mercado e as expectativas do
consumidor.
b) Modelista – Técnico responsável pela elaboração dos moldes para o corte e a fabricação das
pecas. Ele deve conhecer as proporções do corpo humano, ter grande capacidade de visualização
espacial e conhecer muito bem o processo de produção da empresa. Durante a fase de criação da
coleção assessora o estilista, adaptando os modelos aos métodos de fabricação e elaborando formas
que diminuam o consumo de tecido e o tempo de operação, adaptando a peça para uma produção
em grande escala.
c) Pilotista ou Piloteira – Operador responsável em confeccionar o protótipo, a peça que servirá de
referência para a produção em maior escala. Para tanto, faz-se necessário que o mesmo seja
polivalente para operar em todas as máquinas que envolve a confecção da peça e conhecedor de
processos para escolher o melhor fluxo de operações.
3 Modinha é um sub-segmento do segmento feminino, especificamente blusas, que seguem as tendências da mídia através de imagens reproduzidas pelos meios de comunicação, principalmente pela televisão.
51
d) Responsável pela Engenharia do Produto e do Processo – Técnico com experiência em
produto, para acompanhar o desenvolvimento de novos produtos, realizar estudos de tempos e
métodos, definir fluxo de produções e fazer o balanceamento das linhas de fabricação. Ele deve
conhecer o arranjo físico da fábrica, as máquinas disponíveis, a eficiência dos operários, os tempos
das operações de fabricação, o fluxograma (Figura 9) e a organização administrativa.
e) Responsável pelo Planejamento e Controle da Produção (PCP) – Técnico responsável pela
planificação das quantidades e prazos de entrega das matérias primas, da coordenação entre venda-
fabricação-entrega e o controle do nível de estocagem de matérias primas e produtos acabados. Ele
deve conhecer os estoques reais de matérias primas e produtos acabados, os pedidos de compra dos
clientes, os prazos de entrega dos fornecedores, as quantidades mínimas de compra e de fabricação,
a situação dos estoques em processamento e a previsão de vendas por modelo.
f) Responsável pelo Planejamento do Corte – Técnico com grande experiência no corte de
tecidos, excelente capacidade de memorização e visualização espacial. Ele deve conhecer a largura
e o comprimento das mesas de corte e dos rolos de tecido a cortar, o número máximo de folhas, por
tipo de tecido, as características dos tecidos (padronagem, a estrutura e direção das fibras que
constitui o tecido) e como eles se comportam durante o corte que é realizado pelo pessoal que
trabalha no setor de corte. Geralmente esse profissional representa a figura do líder do setor, porque
detem conhecimentos relacionados ao planejamento de corte, a enfesto, e a todas as atividades
desenvolvidas no setor, bem como os equipamentos e manuseios dos mesmos. Para o planejamento
de corte ser desenvolvido com mais desempenho e melhor aproveitamento do tecido, é fundamental
o conhecimento de modelagem, pois facilita o encaixe das peças durante a construção do risco
marcador, que representa um guia para o cortador.
g) Supervisor ou gerente de Produção – Técnico responsável em puxar à produção. Precisa ter
experiência em relação a tudo que envolve uma produção em grande escala, como: processos,
fluxos operacionais, tempos e métodos, polivalência operacional, estoques em processos,
distribuição de produtos, na sub-montagem e montagem, qualidade técnica do produto e capacidade
de produção do setor ou dos grupos, bem como conhecer os equipamentos e as máquinas envolvidas
na fabricação do produto e de preferência saber também realizar operações e fazer regulagem de
pontos, que se faz necessário a cada troca de tecido. Atrelado a estes conhecimentos, precisa ainda
ser dotado de conhecimentos sobre relacionamento inter e intra-pessoal e relacionamento inter-
grupal, para conduzir as pessoas a trabalharem motivadas e em prol do desenvolvimento pessoal e
52
do desenvolvimento da empresa, bem como saber administrar conflitos que ocasionalmente possam
ocorrer durante a rotina do trabalho.
h) Operários Polivalentes – São os operários que conhecem todas as operações do setor onde
trabalham. São fundamentais porque podem substituir os faltosos, mantendo as linhas balanceadas.
i) Operário Curinga – É um operário polivalente que substitui a falta de outro operário em
qualquer operação e máquina. O curinga contribui para a empresa não ter desequilíbrio no
balanceamento de máquinas e nas metas de produção.
j) Almoxarife – Pessoa responsável em receber e armazenar todos os materiais, bem como,
alimentar as ordens de fabricação (OF) com todos os materiais necessários a fabricação do produto.
Trabalha em sintonia com o PCP. Existe também o almoxarife de produtos acabados, que é
responsável em receber e organizar os produtos prontos para estoque.. Geralmente estes produtos
são encaminhados ao setor de expedição. Neste caso o almoxarifado passa a ser chamado de DPA
(Departamento de Produto Acabado).
k) Analista de Métodos – Técnico responsável em acompanhar o desenvolvimento do produto para
analisar o método no qual o produto será fabricado e a sua viabilidade de manufatura. Este
acompanhamento ocorre na fabricação da peça piloto, para definir padrões e prossegue na
fabricação em maior escala, para analisar e modificar os métodos, caso seja necessário. A mudança
de método tem que trazer benefícios para o operador, para o produto e para a empresa.
l) Inspetor de Qualidade – Técnico responsável pelo o acompanhamento do produto em todos os
setores da empresa, com o objetivo de identificar falhas que comprometam a qualidade do produto e
a padronização do mesmo. O inspetor de qualidade deve ter cochecimento de todo o fluxograma
operacional (Figura ll).
53
Figura 11 – Fluxograma operacional de uma empresa de confecções
Fonte:NUNES(2001)
CORTE
ACABAMENTO
CLIENTES REPRESENTANTE
ANALISTA DE CONTRATOS
COMPRADOR
FORNECEDORES
PCP
ALMOXARIFADO MAT.PRIMA
GERENTE DE PRODUÇÃO
CORTE
ENGENHARIA
CÉLULAS
ACABAMENTO
ALMOXARIFADO PROD.ACABADO
EXPEDIÇÃO
MODELAGEM
PROTÓTIPOS
INSTRUÇÃO
QUALIDADE
ESTILISTA
54
4.3 - Etapas que Constituem o Processo de Trabalho
O processo de trabalho na indústria de confecção pode ser dividido em duas etapas: (1)
Desenvolvimento do produto – que envolve as atividades do processo de criação de modelagem
e de pilotagem; (2) Produção – que tem inicio na graduação dos moldes, que corresponderão aos
tamanhos da grade a ser trabalhada e prossegue até o produto acabado. Consideram-se fases
distintas, uma vez que a primeira etapa trabalha com uma unidade de produto de cada modelo
para análise, e a segunda, trabalha com a multiplicidade dos modelos escolhidos para a
produção.
Na etapa de desenvolvimento de produto, a empresa concentra todos os seus esforços em prol de
uma definição do cronograma de produtos. “Cronograma é uma tabela que cruza atividades e
datas” (TREPTOW, 2003, p, 96). Constitui em uma ferramenta importante para o planejamento
das atividades a serem desenvolvidas dentro da indústria, e direciona para o cumprimento dos
prazos junto aos clientes. Este processo fica bem definido nas empresas que trabalham com
lançamentos de coleção4. No desenvolvimento de produto incluem-se os processos de
modelagem e de pilotagem, seguindo da aprovação de cada peça da coleção. Quando a empresa
não trabalha com coleção ela segue o processo de trabalho citado no item anterior.
a) Desenvolvimento de Produto
Nesta fase destaca-se o processo de criação, como o processo que dá início à concepção do
produto e a sua representação gráfica em forma de desenho. É de fundamental importância para
nortear a empresa, quanto às decisões técnicas e administrativas do produto, e geralmente é
desenvolvido por um estilista. É um processo individualizado que envolve conhecimentos
diversos sobre marketing, tecnologia e processos específicos do setor de confecção. Contudo, é
também muito subjetivo, pois o elemento que compõem o processo criativo advém da
experiência que cada ser acumula no seu dia-a-dia e principalmente de como percebem a
construção deste contexto em que viveu. Esta é a razão do estilo que cada profissional atribui ao
produto que, portanto, vêm dá singularidade de cada profissional.
No entanto, no desenvolvimento de produto, concentram-se as atividades relacionadas
diretamente a modelagem e a prototipagem, onde os esforços concentram-se em definir métodos
4 Coleção é a reunião ou conjunto de peças de roupas e/ou acessórios que possuam alguma relação entre si (GOMES apud TREPTOW 2003, p.43)
de trabalho, características de qualidade do produto, estudo da viabilidade da coleção,
elaboração da ficha técnica de produto e elaboração do mostruário.
Apostando no estilo como estratégia de marketing, as indústrias de confecção abrem as portas
para os estilistas criarem peças de modo a estabelecerem a familiaridade entre a empresa e o
consumidor através da imagem estética das peças, como uma espécie de afinidade à marca,
através do desenvolvimento de coleções. De acordo com Treptow (2003), a criação e o
desenvolvimento de uma coleção seguem uma seqüência lógica e necessária para atingir o seu
objetivo, podendo ser: (1) Pesquisa de Mercado; (2)Planejamento da coleção; (3) Apresentação
da coleção; (4) Modelagem e Prototipagem; (5) Viabilidade da coleção; (6) Ficha Técnica; (7)
Elaboração do mostruário; (8) Reunião com equipe de vendas; (9) Campanha publicitária; (10)
Lançamento da coleção; (11) Vendas; (12) Produção (Figura 9).
Modelagem e Prototipagem: Nesta fase a coleção começa a pegar forma. Cada peça é
modelada e confeccionada para corpo de prova que pode ser feito em manequim (forma) ou em
modelo vivo, para estudo de aspectos referentes à criação e matéria-prima como: caimento,
equilíbrio e harmonia da peça da peça, bem como aspectos referentes à viabilidade de
produção, de custo e de mercado. A peça piloto como assim é chamada, deve ser produzida em
tamanho intermediário da grade (Exemplo: Grade com tamanhos PP, P e M – o tamanho médio
da grade é o P).
A fase de desenvolvimento da peça piloto emana informações de grande importância para a
coleção, e para a empresa, tanto em relação à modelagem e aos processos de produção, quanto
em relação à estética do produto. É quando o design se ajusta para uma produção em grande
escala. Por isto cada peça é analisada separada em famílias entre si, para ter uma visão geral da
imagem e do espírito da coleção.
56
Figura 9 – Fluxo de desenvolvimento do produto
Fonte: VÌCTOR (2006)
Viabilidade da Coleção: Cada produto da coleção deve atender a três aspectos
fundamentais para a empresa: Aspectos mercadológicos, Aspectos financeiros e Aspectos de
produção. Neste contexto o estudo de viabilidade da coleção, é tão importante quanto o seu
planejamento, e deve ser analisado com conhecimento técnico e bastante responsabilidade, pois
envolve custos e esforços conjuntos. O estudo de viabilidade é feito na peça piloto, desde o
momento da sua confecção até a peça pronta e acabada. A análise da peça compete aos
“representantes da produção, vendas e finanças” (Nunes, 2001, p. 36) incluindo também o
profissional de estilo, quem desenvolveu a peça. O objetivo é de avaliar se o produto atende as
57

necessidades e expectativas do consumidor, se a empresa dispõe de verbas para a sua produção e
principalmente se a peça pode ser produzida em escala industrial. A quantidade de vezes que se
repete à pilotagem do mesmo modelo depende da política de cada empresa, normalmente as
empresas só aprovam fazer duas vezes a pilotagem da mesma peça. O processo é criterioso e
quando aprovado define e orienta a qualidade técnica do produto. Para Araújo (1996), o design
dá inicio ao ciclo de qualidade da peça de vestuário, pois trás em si os processos, a tecnologia e
a mão-de-obra necessária para torná-lo um produto.
Ficha Técnica: A ficha técnica de produto é um documento interno que registra as
informações do projeto do produto. Serve para direcionar o produto aos processos em um
fluxo progressivo. Deve ser preenchida com a terminologia conhecida para as pessoas que
irão desenvolver o produto, e funciona como uma receita para repetição do processo,
proporcionando a padronização. Portanto, as informações contidas devem ser precisas,
principalmente no que dizem respeito às quantidades da matéria-prima e dos aviamentos.
A ficha técnica de produto deverá ser composta do desenho plano representando a frente, as
costas e a lateral do produto, e ainda do desenho em destaque caso o modelo tenha algum
detalhe, e de todas as informações e especificações técnicas necessárias à sua produção, tais
como:
a) Quanto à identificação do produto
- Descrição do produto (exemplo: calça corsário);
- Desenho técnico (não estilizado) frente e costas;
- Grade Definitiva (tamanhos)
- Nome da coleção (ex. verão 2005)
b) Quanto ao Tecido
- Tipo de tecido e amostra (exemplo: sarja, chiffon, simplex e expandex)
- Composição do tecido;
- Fornecedor;
- Metragem e Quantidade (consumo)
- Variante de cores (amostras)
58
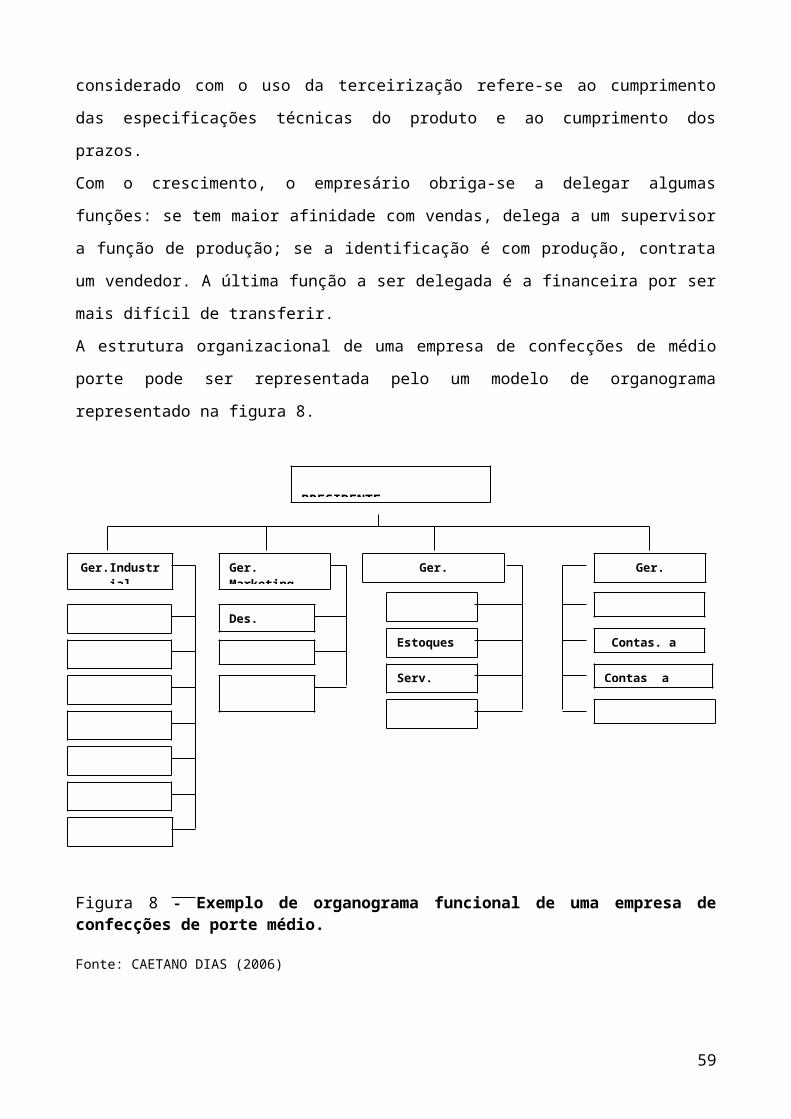
c) Quanto aos Aviamentos
- Tipo de aviamento e amostra (exemplo: renda, botões, ilhós);
- Quantidade e/ou Metragem;
- Localização na peça (visualização em destaque)
d) Quanto a Costura
- Fluxo operacional;
- Especificação de medidas (exemplo: barra/ 2,5 cm)
- Tipo de máquina (exemplo: galoneira, duas agulhas)
- Tipo de agulha (nº /ponta)
- Operação (exemplo: barra, braguilha e encaixe de pala)
- Tempo Padrão (estimativa)
e) Complemento (também chamado de apelo visual)
- Bordado: tipo e localização;
- Silk: tipo e localização;
- Aplicação: tipo e localização;
- Viés – localização, medida e processo (medida em centímetro da entrada e da saída do
aparelho)
f) Processo de Lavagem
- Caso ocorra é importante informar qual o processo escolhido para constar na ficha técnica..
g) Etiquetas
- Interna de Composição e de Tamanho (localização)
- Bandeirola (altura e lado da peça)
- Tag (localização)
- Fantasia (localização)
h) Assinatura de aprovação do estilista / modista / gerente de produção
i) Data de aprovação do modelo.
59
Elaboração do Mostruário: O mostruário é de fundamental importância para as empresas
que trabalham com representação, e se configura no elo de ligação entre o cliente e o
fornecedor. “É composto por réplicas dos protótipos aprovados e representa a coleção como
um todo” (TREPTOW, 2003, p. 188). Cada peça do mostruário deverá ser acompanhada de
um tag com informações sobre o modelo: referência da na coleção, tecido e composição,
variantes de cor, grade de tamanhos e preço (ibdem).
b) Produção
Segundo Russomano (1995), a produção de uma organização fabril é um processo organizado
que utiliza matérias primas e as transforma em bens tangíveis, sendo de importância central, pois
determina a razão de sua existência. Este processo envolve todas as atividades desenvolvidas na
organização, sejam relacionadas à manufatura ou aos serviços que alimentam o sistema. Neste
contexto é importante ressaltar que logo após o lançamento do mostruário, a empresa desenvolve
uma dinâmica de sobrevivência com o setor de produção, produzindo parte do que foi lançado.
Para Nunes (2001, p.31) “um terço da previsão de vendas é usualmente fabricado antes do início
das vendas aos retalhistas. Após os primeiros resultados das vendas se promove um ajuste nas
seqüências de fabricação para totalidade dos produtos que restam”.
Na indústria de confecção a produção tem início com o corte do tecido que será enviado para o
setor de manufatura. Seguindo uma seqüência de processos que envolvem: Corte, Sub-
montagem e Montagem, Acabamento, Expedição e Distribuição. Em alguns segmentos de
produtos o processo de produção é intercalo por outros processos de beneficiamento, como:
lavagem, bordados e pinturas, os quais geralmente são desenvolvidos por outra empresa
especialista. O corte do tecido exige um planejamento preciso de tal modo que atenda as
necessidades de produção da empresa, tanto do ponto de vista de manufatura, como de demanda.
Nunes (2001) descreve a atividade de corte em duas etapas: O plano de corte e o risco. Sendo
que o risco é também chamado de risco-marcador porque serve de guia para a operação de corte
do tecido. O plano de corte segundo o mesmo autor tem três funções importantes no processo de
produção:
1. O plano de corte consiste em dividir a Ordem de Fabricação em uma quantidade ótima de
lotes de corte. Esta divisão leva em conta o comprimento da mesa de corte, a largura e
comprimento dos rolos de tecido, a quantidade máxima de folhas de tecido que a máquina de
60

corte e/ou o operador pode cortar e a distribuição das quantidades por tamanho em cada corte, o
que pode levar a um consumo mínimo de tecido. Este trabalho se baseia no consumo do
tamanho médio de venda e visa obter, no menor número de lotes de corte possível, a combinação
de quantidades por tamanho que elimine o total de peças requerido na Ordem de Fabricação,
sem sobras de retalhos dos rolos de tecido usados (Anexo 7).
2. O risco consiste em distribuir sobre a área da folha de tecido determinada para cada lote de
corte, os moldes correspondentes às diversas partes da peça final, de forma a minimizar o
desperdício e ter o menor consumo possível. Calças, bermudas e saias têm partes simétricas e o
corte se faz em pares de folhas. Um par de folhas consiste em duas peças de tecido no tamanho
do risco, estendidas uma sobre a outra com a face direita de uma voltada para a face direita da
outra. Desta forma, a quantidade de partes riscadas é somente a metade da quantidade de corpos
do risco, pois a cada parte riscada em uma folha, sai o seu simétrico na folha que faz par com
ela. Blusas, jardineiras, salopetes e macacões têm partes assimétricas e o corte é feito em folhas
individuais (corte aberto). Tem-se que riscar tantas vezes uma mesma parte quantas sejam a
quantidade de corpos existentes no risco (Anexo 7).
3. O trabalho de fazer moldes para cada tamanho de peça se chama escalonamento e segue uma
proporção entre as diversas medidas. Este trabalho pode ser feito manualmente pelo modelista
ou automaticamente através dos sistemas especialistas de escalonamento e risco (sistemas
CAD). Cada tipo de peça tem uma medida principal, a partir da qual se faz a proporção das
outras medidas e o escalonamento.
Ao planejamento de corte e riscos, segue-se o processo de corte que tanto pode ser manual como
com equipamentos automáticos ou semi-automáticos de enfesto e de corte.
Após o corte, seguem a revisão do corte, a separação, o colecionamento e a etiquetagem com o
objetivo de:
Agrupar todas as partes das peças por tamanho, cor, referência (modelo), quantidade e
cliente;
Montar os lotes de referências em pacotes com identificação para ser encaminhadas ao
setor de montagem;
Separar as peças ou partes, que irão para pintura, bordados ou lavagem;
Colecionar os lotes de peças que irão para o setor de montagem.
61
4.4 O Processo de Fabricação
O processo de produção tem por função satisfazer às solicitações dos consumidores através da
transformação de matérias-primas em produtos, que devem ser entregues nas quantidades e nos
prazos determinados.
É, portanto, um processo planejado e controlado que recebe materiais, pessoal, capital,
informações e serviços, modifica-os e transforma-os em peças prontas, que são avaliadas em
termos de aceitabilidade, quantidade, custo e qualidade.
É o processo que concentra o maior número de recursos humanos, e portanto, mais predisposto a
falhas, em função do recurso humano ser uma variável difícil de controle dentro de um sistema
de manufatura, em função de problemas relacionados a motivação, ao absenteísmo e demandas
trabalhistas. Em muitas empresas, o processo de fabricação é terceirizado na sua totalidade nas
facções de costura - preparação, montagem e acabamento, ou em parte: costura e serviços de
serigrafia, lavanderia, bordada etc.
Segundo sistema de produção da empresa é definido o arranjo físico (layout) do setor de costura:
por célula, por ilha etc., e cada lote de peças é encaminhado a um determinado local onde se
realizam as operações específicas (preparação de dianteiros, preparação de traseiros, braguilhas,
etc.). Os lotes de peças se movimentam segundo a seqüência de operações estabelecida e são
montados casando as peças cuja numeração na ficha de identificação coincidem.
A montagem da peça pode ser executada por uma única costureira ou por diversas onde cada
realiza uma determinada operação conforme está definido na seqüência de produção da peça.
O acompanhamento dos lotes em processo pode ser realizado por operação ou por subsetor.
“O acompanhamento da posição das peças dentro dos subsetores pode ser feito por operação,
se a empresa utilizar etiquetas com códigos de barra e leitores óticos, ou por subsetor, se a
empresa faz uma inspeção de qualidade e quantidades ao final de cada um, registrando a
passagem na folha de romaneio que é preparada no setor de corte.” (NUNES, 2001).
62
O acabamento é a atividade que pode diferenciar o produto de uma empresa. As operações de
revisão, eliminação de pontas de linha, fixação de botões, passadoria, dobragem cuidadosa e
embalagem podem agregar um valor percebido pelo cliente que se traduz em satisfação e
acréscimo nas vendas.
O lead time ou o tempo de ciclo de fabricação é um ponto crítico e deve atender as necessidades
de rapidez de entrega requerida pelo mercado. É determinado pela soma dos tempos despendidos
em cada operação, a quantidade de peças por lote e das demoras na movimentação dos lotes
entre os postos de trabalho durante o processo de produção.
Existem dois tipos básicos de produção: a produção para estoque e a produção sob encomenda.
Produção para estoque. É a fabricação de produtos padronizados em lotes repetitivos de
acordo com as previsões de venda e que serão encaminhados aos clientes médiante pedidos e
colocados em pontos-de-venda à disposição dos consumidores.
Produção sob encomenda. É a fabricação de produtos de acordo com as especificações
do cliente e após sua aprovação e autorização. Conhecem-se as quantidades a serem
produzidas antes de se iniciar o processo de produção (demanda conhecida).
O processo de fabricação também exige que algumas funções de produção sejam
executadas sistematicamente tais como a manutenção e controle de qualidade.
O setor de manutenção deve cuidar de forma adequada tanto das máquinas,
equipamentos e instalações como dos edifícios e terrenos. Deverá atender aos pedidos de
regulagens e de consertos eventuais, bem como desenvolver planos de manutenção
preventiva para evitar possíveis interrupções da produção. A manutenção também pode
responsabilizar-se pela produção de aparelhos, principalmente os mais simples.
O setor de controle da qualidade, embora o conceito de trabalhar com qualidade
esteja disseminado pela fábrica inteira como filosofia de trabalho, pode ser encarregado tanto
de estabelecer padrões e normas de qualidade como de verificar se aqueles especificados
pela engenharia estão sendo acatados. O controle de qualidade é acionado na especificação e
na realização de testes e revisões na chegada dos materiais, liberando-os posteriormente para
63
a produção. O controle de qualidade realiza também inspeções de qualidade em produtos
acabados fabricados interna ou externamente.
4.5 Sistemas de Produção
Conforme Slack et al. (1997), a produção significa muito para a organização porque produz os
bens e serviços através do processo de transformação conforme o modelo, input-transformação-
output, com atividades correlatas de modo a tender e satisfazer plenamente os consumidores.
Constituindo-se como de vital importância para a sobrevivência do sistema organizacional. O
mesmo autor distingue o significado da produção sob dois aspectos:
I) Produção como Função: é a produção dos bens e serviços para os consumidores externos da
organização.
II) Produção como Atividade: é a produção de bens e serviços pela transformação de recursos
de input para atender clientes internos ou externos da organização.
Entretanto, neste trabalho aborda-se a produção sob o segundo significado, mais especificamente
sobre manufatura, como um sistema de produção. Nesse contexto, Gomes (2002) argumenta que
o layout é o principal foco, e acrescenta que o mesmo tem o poder de flexibilizar o sistema
através da localização física dos recursos de transformação. Podendo minimizar os custos de
processamento, de transporte e de armazenamento de materiais ao longo do sistema de
produção, quando projetado corretamente. Para Gaither & Fraizer (apud GOMES, 2002, P. 93),
“no sistema de manufatura o layout pode ser projetado segundo quatro modalidades: 1) Layout
Funcional por Processo (job shop); 2) Layout em Linha (flow shop); 3) Layout de Manufatura
Celular; 4) Layout de Posição Fixa (project shop)”. No entanto, Barreto (2002), considera que as
características dos três primeiros tipos de layout estão mais relacionados com o sistema de
produção da indústria do vestuário:
1) Layout Funcional: (job shop) “é um sistema projetado para acomodar uma variedade de
projeto e de processamento, sendo freqüentemente utilizado em plantas de manufatura de
baixos volumes que têm um processo intermitente” (GOMES, 2002, p. 93).
64
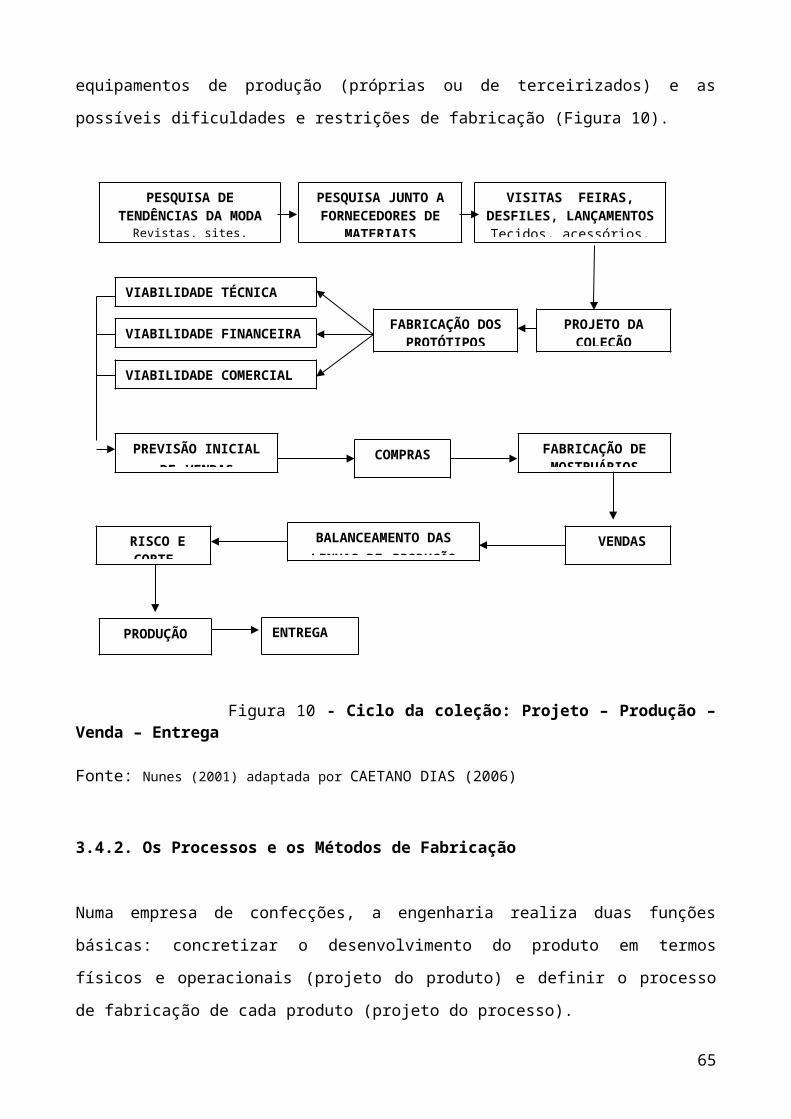
Na indústria do vestuário esse tipo de layout é bastante utilizado pelas empresas que trabalham
com o segmento feminino, mais especificamente com a modinha, que apresenta características
de uma produção intermitente.
O mesmo autor evidencia a utilização e difusão deste sistema de layout pelas empresas, devido a
facilidade de elaboração, a concentração de habilidade e ao conceito contábil de valor agregado
aceito pelas empresas convencionais. E apresenta duas características básicas que definem a sua
configuração, a saber:
Máquinas e equipamentos de uso genérico, mas que desempenham a mesma função e são
agrupadas em determinados locais da fábrica, formando os departamentos.
Máquinas e equipamentos fixos, enquanto o material se desloca buscando diferentes
processos.
Na indústria do vestuário esse tipo de layout é bastante utilizado pelas empresas que trabalham
com o segmento feminino, mais especificamente com a modinha, que apresenta características
de uma produção intermitente.
2) Layout Linear (flow shop): “é um sistema projetado, de modo que o processo de trabalho e
equipamentos são dispostos de acordo com as etapas progressivas pelas as quais o produto é
produzido” (GOMES, 2002, p.96).
De acordo com Ferreira (1996), na indústria do vestuário este sistema de fabricação de peças é
organizado em cadeia onde o trabalho é totalmente parcelado de modo que a operadora realiza o
menor número possível de operações. Segundo o mesmo autor este sistema de produção segue o
modelo Taylorista – Fordista, com adaptações.
Para Gomes (2002), a escolha por layout linear está diretamente relacionada à padronização dos
produtos que possibilitam “a montagem de uma estrutura produtiva altamente especializada e
pouco flexível, onde os investimentos possam ser amortizados durante um longo prazo”
(Tubino, apud GOMES, 2002, p. 96). Esta argumentação justifica a utilização do layout linear
na confecção de camisaria e de calça social, devido aos modelos se constituírem de operações
padronizadas e repetitivas, estabelecendo um processo contínuo de produção de grandes lotes de
produtos. Enfoca-se este segmento de produto, devido à variação das peças ocorrer mais
65

especificamente em relação às cores dos tecidos, que normalmente seguem as tendências da
moda, fato que não modifica os métodos de montagem das peças.
Gomes (2002) apresenta as vantagens e também as desvantagens para as empresas que utilizam
o sistema de linha de montagem, e abaixo transcreve-se:
Vantagens do Layout Linear
Tempo total de produção pequeno, devido à proximidade das máquinas e a rapidez em
realizar tarefas que compõem cada produto;
Facilidade em balancear a linha, uma vez que estes sistemas utilizam a linha de acionamento
contínuo;
Supervisão e mão-de-obra não especializada e com um mínimo de investimento em
treinamento;
Controle de produção simplificado, pois o fluxo de produtos e de informações é muito claro
e previsível, o que torna um sistema relativamente fácil de controlar.
Desvantagens do Layout Linear
Baixa flexibilidade, decorrente da especialização do equipamento de produção, sendo quase
impossível adaptar a linha para a produção de um componente daquele para o qual foi
projetado;
Alto custo de quebra de máquina e falhas de equipamento de linha, que podem produzir
grandes prejuízos, devido à interdependência existente;
Papel limitado do operário que executa repetidamente uma estreita variedade de atividades
em alguns projetos do produto;
Utilização de estoques amortecedores (buffers) de componentes para alimentar o processo.
Nesse contexto, Ferreira (1996), apresenta outra desvantagens do layout linear, que está
diretamente relacionada a fragmentação das operações e, argumenta que neste sistema de
produção a empresa precisa disponibilizar de maior número de máquinas e de operadores para
fazer o sistema funcionar, elevando assim o custo com equipamentos e com mão-de-obra. O
mesmo autor acrescenta que a produção em linha de montagem limita o operador à execução de
uma só operação durante toda a jornada de trabalho. Fato que interfere na aprendizagem de
outros processos operacionais e dificulta ou até mesmo impede o desenvolvimento da
polivalência.
66
Entretanto, nenhum dos autores nega a importância que esse tipo de layout tem para as indústrias
de transformação, principalmente para as indústrias que trabalham com processos contínuos de
produção. Contudo, segundo Gomes (2002, p. 97), “o layout linear vem passando por
modificações para se adequar à nova concepção de sistema flexível de produção”.
3) Layout de Manufatura Celular: “é o agrupamento de máquinas diferentes em um mesmo
local, focalizando a fabricação completa de um produto, ou famílias de produtos com roteiros de
fabricação semelhantes” (GOMES, 2002, p. 98).
O mesmo autor argumenta que o surgimento do layout celular advém da necessidade de
mudança frente ao avanço tecnológico e da intensificação da competição acompanhada do
aumento e variedade dos materiais e dos produtos, da proliferação de novos processos e da
demanda de consumidores mais exigentes em relação à qualidade dos produtos e ao prazo de
entrega. Neste contexto, Shafer et. al. ( apud GOMES, 2002, p. 98) defendo que “o objetivo da
manufatura celular é adquirir os benefícios comumente associados à produção em massa com
menos lotes repetitivos”.
Em relação à configuração do layout celular Heragu e Gupta (apud GOMES, 2002, p.100)
apresentam alguns elementos básicos e ressaltam a importância que cada um representa:
1. Dimensionamento da capacidade de máquinas, de modo que produtos ou peças de uma
mesma família possam ser processados na mesma célula de produção;
2. Definição do limite máximo para o tamanho da célula e, por conseguinte, para o número de
máquinas na célula, tendo em vista o número de operadores e sua multifuncionalidade
operacional;
3 .Determinação da quantidade máxima de células, considerando a disponibilidade de
operadores polivalentes, de modo que o sistema minimize os deslocamentos intercelulares;
4. Adequação do sistema celular às necessidades impostas pela tecnologia, segurança,
flexibilidade e movimentação do fluxo de materiais.
67
Após a organização e definição do layout celular, que normalmente tem forma de “U”, observa-
se que o sistema funciona como mine fábricas dentro de um mesmo setor fabril, formado por
grupos compactos de produção, nos quais a fabricação das peças percorre por um reduzido
número de operadores que têm conhecimento de toda a seqüência operacional e do ciclo de
produção de um determinado produto. Desse modo, “A célula em si pode ser arranjada segundo
um arranjo físico por processo ou por produto” (SLACK, 1997. p. 214). Nesse sentido, Elias e
Tubino (2003), ressaltam que para as indústrias de confecção, principalmente para as que
possuem um processo produtivo por lotes, caracterizando-se como uma produção intermitente,
esse tipo de layout proporciona aumento nos níveis de produtividade, frente às vantagens que o
sistema oferece, e assim as definem:
Flexibilidade quanto à variedade de produto e tamanho dos lotes;
Redução dos estoques intermediários;
Diminuição da movimentação de materiais;
Menor ciclo de produção;
Melhor aproveitamento de mão-de-obra (polivalência);
Menor supervisão.
É importante lembrar que ao organizar uma célula de produção, vários aspectos devem ser
considerados, não necessariamente restritos a uma boa distribuição dos equipamentos, mas
também, em relação à escolha dos operadores que irão compor o grupo. Neste sentido, deve-se
avaliar a polivalência de cada um, e considerar a afinidade e o relacionamento existente entre
eles. Pois é preciso que haja uma boa interação entre os operadores, para que o arranjo físico e a
polivalência proporcionem efeito favorável.
Aliado a esses Sistemas de Produção, Ferreira (1996), apresenta o Sistema de Produção Semi-
Artesanal que ainda é usado por algumas indústrias de confecção do vestuário, principalmente,
as que trabalham com exclusividade de modelos, mais restritamente as indústrias do segmento
feminino, que trabalham com lotes muito reduzidos, chegando a fazer uma unidade por modelo,
como é o caso das empresas que trabalham com roupas em estilo voltado para festas, também
chamado de esporte fino.
68
Nesse tipo de produção, o tempo operacional da peça não tem a mesma importância que tem em
uma produção em série, e a base do custo está diretamente relacionada à qualidade e a estética
da peça depois de pronta. Apresenta como desvantagens elevado tempo de fabricação, de
transporte de material e de setups. Além de máquinas ociosas, devido ao processo ser
desenvolvido apenas por um operador. Em contra partida apresenta como vantagem maior
flexibilidade da produção, polivalência de mão-de-obra, maior integração do grupo e funcionário
com conhecimento de todo o processo produtivo. No entanto, a automação dos processos é
menos aplicável e conseqüentemente não há padronização nos processos, devido ao fato do
sistema trabalhar com produtos que na grande maioria são sobre medida.
O mesmo autor acrescenta que o Sistema de Produção da Indústria do Vestuário encontrou uma
maneira de aumentar a sua produção através da transferência de algumas atividades produtivas,
principalmente em relação à montagem das peças, para outras unidades produtivas através da
subcontratação da mão-de-obra, também chamadas de facção.
Segundo Ferreira (1996), este sistema de produção consiste nos serviços que uma unidade
produtiva presta a outra empresa sem nenhum vinculo jurídico, sendo remunerada por peça
confeccionada, com preços diferenciados das peças confeccionadas na própria empresa. Para o
mesmo autor esta prática é usada como uma forma de ampliar a capacidade produtiva nos
períodos de “pico” de demanda e/ou para reduzir os custos de fabricação, através da redução de
encargos sociais com funcionários e de impostos. Ainda segundo o mesmo autor isto ocorre
devido ao fato de que a maioria das oficinas de facção não é cadastrada na Junta Comercial e por
isto não emitem Nota Fiscal. Neste contexto, no setor confeccionista há duas espécies de
Unidades Produtivas que prestam serviços de facção: A Unidade Produtiva Habitual e a
Unidade Produtiva Ocasional. A primeira é estruturada exclusivamente com esta finalidade,
dispondo apenas dos equipamentos e da mão-de-obra essenciais à atividade de confecção da
peça. A segunda normalmente é uma estrutura indústria de confecção de pequeno porte 5 que em
período de baixa demanda, presta este tipo de serviços para outras indústrias como uma
estratégia de manter o seu quadro de pessoal. De qualquer modo, a terceirização no setor de
confecção tem se estruturado no “Modelo de Terceirização Tradicional”, onde o terceirizante, ou
o contratente, tem interesse concentrado na redução dos custos fixos e na transferência de
encargos sociais.
5 De acordo com o SEBRAE as empresas podem ser classificadas pelo número de funcionários: Micro – de 1 a 19; Pequena – de 20 a 99; Média – de 100 a 499 e Grande – acima de 500 funcionários.
69
Goularti e Jenoveva (1997) referem-se à facção como um processo de subcontratação dividido
em “facção industrial” e “facção domiciliar” ou “costureiras domiciliares” e considera que se
tornou um mecanismo que visa principalmente contornar obrigações tributárias e trabalhistas,
sempre associada à idéia de corte de custos, possibilitada pela redução de encargos sociais, e não
por ganho de produtividade.
Segundo Souza (apud GOULARTI e JENOVEVA, 1997), a sub-contratação pode ser: 1) de
Economia: quando o seu objetivo maior é a redução de custos; (2) de Especialização: quando a
empresa contratante busca um “especialista” – empresa ou pessoa – o qual dispõe de
conhecimentos e equipamentos adequados para efetuar a produção ou serviço que ela própria
não pode ou não deseja executar; (3) de Capacidade: quando a empresa contratante embora
equipada para efetuar determinado trabalho, busca outra empresa, ocasional ou habitualmente,
para atender a sobrecarga de pedido ou algum incidente técnico.
A sub-contratação no setor de confecção tem ganhado grandes proporções sobre todos os
modelos de prestação de serviços. E em todos os segmentos de produtos, há sempre alguma
parte do processo que é terceirizado, incluindo entres estes serviços: bordados, pinturas, corte,
costura e/ou acabamento (limpeza da peça) e, outros que são semiterceirizados, como ocorre do
contratante enviar ao contratado os lotes de peças cortados com todos os aviamentos
acompanhados da ficha técnica do produto, da peça piloto e até de etiquetas referentes à marca
da empresa. Nesse caso a relação é contratual, como uma forma de garantir a entrega do
produto, o que proporciona segurança ao contratado, quanto à folha de pagamento do seu
pessoal. Na situação inversa, o contratado tem uma relação informal com o contratante, sem
nenhuma garantia de serviço, ficando a disposição do contratante, o que provoca insegurança, e
em alguns casos esta situação chega a desestruturar o contratado, que se vê obrigado a vender
equipamentos para saldar dívidas com funcionários, que na grande maioria acaba perdendo para
o mercado de trabalho. Neste sentido as facções funcionam como “escolinha” de treinamento
para as grandes empresas.
Independente do tipo de facção e do segmento de produto percebe-se que o grande problema
nesta relação reflete na qualidade técnica da peça terceirizada, que precisa manter o mesmo
padrão, de modo que os lotes de produtos acabados mantenham as mesmas especificações de
produção. Talvez esse problema esteja atrelado às relações contratuais e as relações de trabalho
entre as empresas que trabalham com terceirização.
70
4. 6 Planejamento e Controle de Produção
O planejamento e controle de produção – PCP - compreende um conjunto de funções inter-
relacionadas, que visam dirigir o processo produtivo e coordená-lo com os demais setores da
empresa, a fim de atender as previsões de vendas ou as encomendas dos clientes.
É um setor eminentemente administrativo e de coordenação, que transforma informações de
vários setores em ordens de produção e requisições de materiais. Isso leva os diversos
departamentos da empresa a desenvolverem expectativas pelos resultados do trabalho de PCP:
Departamento de Vendas – deseja que PCP exerça pressão sobre a produção e que
“seja seu intérprete dentro da fábrica, tornando a produção tão flexível quanto possível, a fim de
atender as oscilações das vendas e mudanças de prioridade no atendimento dos clientes”.
(Russomano, 1986).
Departamento de Produção – deseja que os programas de produção solicitem grandes
quantidades dos mesmos modelos para aumentar a eficiência e diminuir os custos.
Departamento Financeiro – deseja que sejam cumpridos os planos de produção para que
possa se atingir o faturamento previsto e o conseqüente ingresso de recursos monetários na
empresa.
Fases do processo de PCP
a) Planejamento - No planejamento, procura-se responder as seguintes questões:
O que vai ser produzido?
Quanto vai ser produzido?
Como vai ser produzido?
Onde vai ser produzido?
Quem vai produzir e
Quando vai ser produzido?
Na fase de planejamento algumas informações são de extrema necessidade, como:
As informações sobre as necessidades a produzir, que é igual à demanda menos os estoques e
os produtos em processo;
As informações sobre as necessidades de materiais e serviços para produzir o plano de
produção, que é igual ao total de materiais necessários menos os estoques e os pedidos pendentes;
71

As informações sobre o número de máquinas e equipamentos necessários para fabricar os
produtos solicitados, ou seja, as capacidades, disponibilidades e eficiência de cada centro
produtivo;
As necessidades de pessoal para atender ao processo produtivo, considerando o número de
turnos, política de horas extras, banco de horas etc.
As informações sobre a prioridade de produção, se por cliente ou por data de romaneio.
b) Controle - No controle faz-se o acompanhamento e análise se do que foi feito e se de fato
está de acordo com o planejado e tomam-se as medidas corretivas caso seja necessário ( feedback).
Quando ocorrem resultados divergentes, verificar se as falhas estão nos planos ou na execução,
para que sejam aplicadas medidas preventivas que evitem ou reduzam a probabilidade de
acontecerem novamente. Neste contexto o controle é uma função administrativa que tem por
objetivo seguir de perto todas as etapas de execução de um plano de produção – fornecendo ao
administrador as informações sobre seu andamento e possibilitando as correções necessárias, para
que o cumprimento dos objetivos traçados sejam atingidos.
Características de um controle
Capacidade de adaptação
Flexibilidade
Possibilidade ajustes
Fatores que precisam ser considerados antes de se iplantar um sistema de controlelimitantes de
um controle
Tipo de indústria
Demanda
Disponibilidae de verbas para o controle
Tipo de produção
Arranjo físico de máquinas e de equipamentos
Relação entre conceitos fundamentais e elementos de controle
Conceito Fundamental Elemento de Controle Localização na Organização1. Trabalho a ser executado 1. a) Previsão
b) Planejamento c) Programação
1. Departamento de Controle da Produção
72
2. Fase de Execução 2. a) Execução b) Informação
2. Departamento de Produção e Departamento de Controle da Produção
3.Avaliação Retroativa 3.a) Acompanhamento 3. Direção Superior, Direção Intermediária e Departamento de Controle da Produção
4.7. As funções do Planejamento e Controle da Produção – PCP
O objetivo final de PCP, como órgão auxiliar da produção, é coordenar a organização e a
movimentação de recursos humanos, materiais, máquinas e equipamentos, de modo a atingir os
resultados previstos em termos de quantidade, qualidade, produtividade, prazos e lugar.
Para realizar esse objetivo, PCP precisa desempenhar as seguintes funções:
a) Planejamento e controle da produção
b) Planejamento e controle de estoque
4.8. Planejamento de Risco e Corte
O desperdício de matéria-prima em industrias de confecção é um fato comum e grave. Ele ocorre em
praticamente todas as etapas do processo de produção, e as operações de corte geralmente são
responsáveis por todo ele ou parte dele.
É ou pelo menos deveria ser, de conhecimento geral que maior consumo de matéria-prima, e falta de
racionalização acarretam incremento no preço de custo, compromete a competitividade do produto no
mercado. Como um bom planejamento evita ou reduz ao mínimo o desperdício de material e conduz á
maior eficiência e melhor qualidade do produto, muita atenção deve ser dada a esta etapa. Ela envolve
desde a criação do modelo até a sua aprovação, passando por uma análise de viabilidade técnica,
modelagem, análise de modelagem, encaixe racional e análise de viabilidade econômica.
O planejamento de risco e corte segue:
ENFESTAR ENCAIXAR RISCAR INSPECIONAR CORTAR
SEPARAR COLECIONAR LOTEAR
73

Para um bom planejamento de risco e corte faz-se necessário saber:
a) Tipos de moldes para guiar o corte
b) Tipos de tecidos que serão cortados
c) Tipos de enfesto para distribuir os moldes e fazer o planejamento de corte
d) Tipos de risco marcador que irá guiar o corte
e) Percentual de reajuste do corte
a) Tipos de Moldes
Os moldes são peças em papel, que procurando seguir as formas do corpo humano, servem de base
para corte de tecidos. Eles podem ser Simétricos e Assimétricos:
Simétricos – São aqueles que servem para cortar peças em pano que vestem de maneira igual
os dois lado do corpo humano (direito e esquerdo) porem separadamente.
Assimétricos – São aqueles que servem para cortar peças em panos que se prestam para vestir um
único lado do corpo (o direito ou o esquerdo), porem formando peça única ou que apresente
algum detalhe no lado direito que seja diferente do lado esquerdo ou vice-versa.
b) Tipo de Tecido
Para efeito de posicionamento dos moldes de uma peça sobre um pano que deva ser cortado com eles,
é necessário classificar esse pano quanto a sua aparência :
Se muda de cor quando examinado visualmente de ângulos diferentes;
Se mantém inalterada sua cor ou tonalidade independente do angulo de onde esteja sendo
analisado;
Se muda de tonalidade de acordo com o sentido para onde forem deslocados os seus pêlos;
Se tem direito e avesso;
Se não tem direito e avesso;
Se é estampado, observar se a estampa tem pé;
Se é estampado, observar se a estampa não tem pé.
c) Tipos de Enfesto
74
Para conhecermos os tipos de enfestos, primeiro faz-se necessário saber o que é enfesto ou
enfestamento. Chama-se enfestamento a operação manual ou mecânica, pela qual o pano é estendido e
sobreposto em camadas ou folhas completamente planas e alinhadas nas bordas.
O enfestamento mecânico é de qualidade e rendimento superior ao manual, porem exige um
investimento grande em equipamentos. A maior parte das indústrias brasileiras prefere o enfestamento
manual, em virtude da abundância de mão-de-obra e de seu baixo custo. Todavia, a seleção de mão-
de-obra deve ser criteriosa, uma vez que a qualidade do enfesto tem muita influência no corte.
Características de um enfesto ideal:
Bom alinhamento nas bordas laterais e nas extremidades do enfesto;
Pouca tensão: o pano deve ficar bem esticado, sem ser forçado, especialmente ser
for malha ou pano de lycra;
Ausência de bolhas, dobras e danos entre as camadas ou folhas do pano
enfestando;
Comprimento indicado pelo encaixe dos moldes;
Fio reto ou curso paralelos as laterais da mesa (na caso da malha);
Mesma tonalidade em toda a extensão do enfesto e em todas as camadas da mesma
cor.
Durante o enfestamento é comum os tecidos apresentarem defeitos, os quais podem ser eliminados, ou
desviados durante o encaixe dos moldes. O grau de aceitabilidade e de tolerância de defeitos nos
tecidos depende da política da qualidade que a empresa adota em relação aos tecidos que usa e do
relacionamento com o seu fornecedor. Geralmente, se estabelece uma tabela com critérios de valores
para se aceitar ou rejeitar uma peça de tecido, ou até mesmo, para devolver ao fornecedor. Os defeitos
mais comuns são:
Defeitos localizados num ponto do pano: buracos, fios grossos, sujeira, etc.
Defeitos no pano em toda a sua largura;
Defeitos no pano em todo o seu comprimento;
Zonas manchadas no pano.
Como Eliminar os Defeitos:
75
Por superposição: o defeito é cortado fora, e as extremidades do pano são sobrepostas;
Por reposição de partes: o defeito é localizado e marcado, o pano é cortado normalmente, e depois
repõem-se as partes que coincidiram com o defeito.
Para auxiliar no alinhamento das laterais do pano enfestado, existem grampos ou garras apropriadas
para firmar o pano na mesa, conservando as dimensões determinadas pelo encaixe, existem também
apropriados que são parafusados por um cabo, controlam o comprimento do pano.
No enfestamento manual a primeira camada ou folha do pano, deve ser estendida sobre um papel no
tamanho e largura do enfesto programado, o mesmo serve para dar deslocamento das partes do molde
a ser cortado.
Características de um bom enfesto:
Bom alinhamento nas bordas lateriais e nas extremidades do enfesto;
Pouca ou nenhuma tensão: o tecido deve ficar bem esticado de forma natural sem ser forçado
os seus fios de largura e de urdimento, ou mesmo alças e colunas, no caso de malhas;
Ausência de bolhas de ar, dobras e danos entre as camadas ou folhas do tecido enfestado;
Comprimento indicado pelo o risco marcador;
Fio reto ou curso (no caso de malhas) paralelos as laterais da mesa de corte;
Mesma tonalidade em toda
A extensão do enfesto e em todas as camadas da mesma cor;
Enfesto proporcional ao tamanho e largura da mesa de corte ou de preferência menor 10cm
para favorecer a mobilidade do mesmo.
Tipos de enfesto:
Enfesto único: é aquele em que todas as camadas ou folhas do tecido são superpostas com a
mesma face (direito ou avesso) voltada para o mesmo lado.
76
Enfesto par: é aquele em que as camadas ou folhas do tecido estão com essa mesma face para
baixo (lado direito voltado para o lado direito e lado avesso do pano, voltado para o lado avesso)
(Figura 10)
Figura 10 Enfesto par de tecidos (ideal para peças simétricas)
Fonte: NUNES (2001)
d) Tipos de Risco Marcador
É a maneira como os moldes são riscados sobre a área do pano enfestado ou sobre um papel na
largura e comprimento úteis do enfesto, sobre os quais são transportados os contornos e marcações de
diferente moldes correspondentes a tamanho e/ou modelos distintos.
Para definição de um risco marcador é preciso conhecer técnicas relacionadas aos moldes, ao pano a
ser cortado, ao tipo de modelagem e ao tipo de enfesto.
O risco marcador é, portanto, o traçado dos moldes com todas as indicações cabíveis, para guiar a
tesoura de corte.
e) Percentual de Reajuste do Corte
É o percentual de peças de qualidade inferior às demais peças. Por apresentarem diferentes defeitos de
fabricação e que portanto são separados das peças perfeitas.
DIREITO DO TECIDO
77
4.9 Enciaxe e Risco – Corte e Desperdício
O setor de risco e corte é considerado um setor estratégico na indústria de confecção, pois dele
depende o padrão técnico e o nível de qualidade do produto, sendo responsável por parte do
assentamento da peça, pois o encaixe deve ser feito obedecendo ao sentido do fio do pano
(especificamente tecidos planos) conforme indicação que devem fazer parte de cada molde.
Neste setor, todas as atividades desenvolvidas devem ser executadas com bastante critério, pois o
planejamento e execução de risco e corte é um processo complexo e cuidadoso e uma falha ainda que
milimétrica leva erros de encaixe para a preparação e de confecção na montagem das peças, causando
paradas no processo produtivo, retrabalho, baixa no nível da qualidade do produto, eleva o tempo
operacional, eleva o custo total da peça e consequentemente ocasiona perda de produtividade.
Existe também o sistema de corte computadorizado, onde o computador produz um disquete para
comandar o sistema de corte automático. Contudo a realidade das indústrias de confecção em
Fortaleza é outra, bem diferente e o planejamento de risco e corte segue as etapas já citadas
anteriormente pelo processo manual de:
Enfestar – sobrepor duas ou mais folhas de pano sobre a mesa de corte até a altura do enfesto
planejado. Quanto maior o comprimento do pano enfestado, tanto maior o aproveitamento e
rendimento em peças.
Encaixar – arranjar os moldes, misturando os diversos tamanhos de acordo com a ordem de
fabricação. Segundo todas as indicações dos moldes, procurando reduzir ao máximo o desperdício do
pano.
Riscar – reproduzir o melhor encaixe obtido, na ultima folha do enfesto ou em papel formando uma
espécie de gabarito.
Inspecionar – revisar o risco, conferindo todos os componentes da peça e todos os manequins da
grade. Verificar as indicações (furos e piques).
Cortar – guiar a máquina de corte seguindo os riscos do encaixe.
78
Etiquetar – identificar a referencia do modelo, manequim e o nome da parte da peça, com etiqueta
auto-adesiva.
Lotear – reunir todas as partes da peça em um pacote ou lote identificado. A quantidade de peças em
cada lote depende da especificidade do modelo e do sistema de produção utilizado.
A atividade de enfestar tecido requer do operador conhecimentos em relação à padronagem dos
tecidos, pois cada tecido tem comportamento diferente na hora do enfesto e principalmente, durante o
corte. Geralmente todos os tecidos precisam ser distencionados antes de serem enfestados, em alguns
casos têm tecidos que exige a distenção, o fraldamento e descanso a antes de serem cortados, como é
o caso dos tecidos em malhas, principalmente as malhas que contêm elastanos em sua composição. As
características dos tecidos têm forte influência na padronização dos moldes e principalmente no
encaixe das peças na hora da montagem. Portanto, um bom corte garante a qualidade técnica das
peças. É bom lembrar que na maioria das vezes a matéria-prima representa mais de 50% do custo do
produto. E um dos aspectos importantes a considerar para a redução de custos é o desperdício de
material causado principalmente no encaixe dos moldes.
4.10 Estudo de tempos – Cronometragem
Objetiva determinar os tempos padrão de operação para cada operação industrial. Eles servem como
base para determinar a meta das operações, o cálculo dos incentivos salariais, a eficiência das
operadoras, o balanceamento das células e o custo de fabricação.
Terminologia usada em cronometragem:
Ciclo: é a realização completa de uma operação.
Elementos: subdivisão dos ciclos (exemplo: pegar e posicionar, costurar, descartar)
Tipos de elementos: Constante – o tempo cronometrado é sempre o mesmo (exemplo: tempos de
máquinas semi-automáticas como travete, botão e caseado)
Variáveis – o tempo varia embora as condições de trabalho sejam as mesmas
(exemplo: elemento de trabalho feito em velocidade diferente dependendo da
operadora)
Cíclico – repetido toda vez que a operação é realizada (exemplo: pegar e
79
posicionar a peça)
Não cíclico – não ocorre a cada ciclo, mas é necessário à operação (exemplo:
troca de pacote)
Divisão da operação em elementos: A operação pode ser dividida em partes menores, chamadas
elementos. A razão para efetuar esta divisão é:
1. Separar o trabalho manual daquele feito pela máquina e determinar sua duração;
2. Separar os elementos cíclicos dos não cíclicos;
3. Separar os elementos variáveis dos constantes;
4. Determinar em qual elemento a operadora sente mais dificuldade, para retreina-la.
Avaliação do ritmo: Determinação a constância da velocidade com que a operadora realiza seus
movimentos ao executar a operação.
Tipo de cronômetro:
1. Sexagesimal – Dividido em 60 segundos, tal como um relógio;
2. Centesimal – Dividido em 100 partes. As operações centesimais são mais fáceis de realizar,
pois não precisão de conversão da base, tal como quando é sexagesimal.
Métodos de Cronometragem
a) Leitura contínua com cronômetro de 1 só coroa – O cronômetro não vai zerado a não ser no final
dos ciclos de observação da operação. O cronometrista anota o tempo referente ao final de cada
elemento e calcula por subtração o seu valor.
b) Leitura repetitiva com um só cronômetro de duas coroas (A e B) – O cronômetro vai
zerado a cada elemento observado. Há uma dificuldade para ler o valor, já que o cronometrista tem
que ser rápido ao zerar e reiniciar o cronômetro.
c) Leitura repetitiva com três cronômetros de uma só coroa – Posicionados em uma prancheta com
uma alavanca que aciona os três cronômetros ao mesmo tempo. Regula-se para o primeiro iniciar, o
segundo parar e o terceiro retornar a zero. A cada elemento se aciona a alavanca, o que possibilita
anotar o tempo com o cronômetro parado.
80
Para que serve a Cronometragem
1) Para calcular metas de produção de acordo com a sua capacidade produtiva;
2) Para fazer balanceamento de máquinas;
3) Para avaliar o tempo médio de produção de uma peça;
4) Para executar a venda de acordo com a sua capacidade fabril;
5) Para avaliar métodos de trabalho;
6) Para padronizar a produção;
7) Para fazer recrutamento de pessoal;
8) Para avaliar custo operacional de uma peça;
9) Para otmizar processos;
A cronometragem proporciona muitas informações que facilitarão na toma de decisões,
principalmente nas decisões relacionadas à engenharia de produto. No entanto, é também importante
para o setor de desenvolvimento de produto, pois o mesmo precisa saber o tempo de peças da coleção
para facilitar o equilíbrio de modelos. Para as indústrias de confecção é fundamental uma coleção
equilibrada, tanto do ponto de vista de manufatura, como de mercado. Uma coleção industrial deve
manter o sistema funcionado de forma sincronizada com todos os setores.
4.11. Qualidade na Indústria de Confecção
Segundo Araújo (1996), o design dá início ao ciclo de qualidade da peça do vestuário, pois trás em si
e de forma tridimensional todos os processos, a tecnologia e a mão-de-obra necessários para o seu
desenvolvimento e manufatura, e acrescenta ainda que o mesmo deve ser compatível à capacidade
fabril. Portanto, não pode conter traços ou linhas estilísticas com movimentos que impossibilitem ou
comprometam a sua interpretação durante o seu desenvolvimento, uma vez que entre o design e
produto pronto e acabado existe um longo caminho a ser seguido. Por isto deve ser expresso em forma
de desenho técnico com todas as especificações necessárias, para facilitar a elaboração dos
procedimentos de fabricação e estabelecer um padrão. Neste contexto torna-se imprescindível ao
designer de moda conhecer a estrutura da fábrica antes ou enquanto desenvolve o projeto da coleção.
Slack et.al. (1997) considera que o controle da qualidade partindo do projeto proporciona o
detalhamento de ações que são fundamentais para nortear a produção: (1) Definição das características
de qualidade do produto; (2) Definição da medida de cada característica; (3) Estabelecimento de
padrões de qualidade; (4) Controle da qualidade em relação aos padrões estabelecidos anteriormente;
(5) Detecção e correção das causas da baixa qualidade; (6) Continuação permanente de melhoria.
81

Estes são pontos fundamentais que contribuem decisivamente para a produção atender as
especificações da qualidade, e acrescenta que a garantia de que um produto ou serviço esteja conforme
as especificações é uma tarefa
chave da produção.
.
Rech (2002) defende que a qualidade no produto de moda deve atender a cinco fatores principais (com
valores distintos em um produto): (a) Qualidade Estética – envolve os aspectos das influências da
moda e a sua adequação às tendências do gosto do consumidor; (b) Qualidade Onerosa – envolve a
adequação da matéria-prima e o melhor aproveitamento dos recursos produtivos; (c) Qualidade
Conceitual – envolve a função específica da peça e a sua adaptação à solicitação para o uso final; (d)
Qualidade de Produção envolve as técnicas e os processos de produção usados na fabricação para
desenvolver um padrão; (e) Qualidade Comercial – envolve a apresentação do produto acabado, prazo
de garantia, lançamento do produto, serviço pós-venda (entrega e assistência ao consumidor) e o
preço.
4.12 Áreas de Controle da Qualidade
Lisboa (1987, p.23), afirma que “o Controle de Qualidade objetiva produzir itens de produção a níveis
satisfatórios, ao invés de apenas separá-los ao cabo de sua feitura. Pode-se afirmar, de modo simples e
resumido, que o Controle de Qualidade abrange quatro tarefas inter-relacionadas”:
1º As especificações iniciais do produto
Ela começa antes de ser dado início à produção, ou seja, quando do estudo do projeto do produto, na
fase do desenho (criação da peça).
2º Controle na compra e na recepção dos materiais a serem usados na produção
- Determinação das especificações para a compra;
- Confronto do material recebido com as especificações preestabelecidas no ato da compra;
- Aceitação ou rejeição dos materiais.
3º Controle durante o processo de fabricação
- Análise das possibilidades de fabricação com qualidade;
- Orientação quanto às técnicas de fabricação a serem usadas;
- Garantia da identificação e da correção das irregularidades tão logo ocorram.
82
4º Controle do produto acabado
- Garantir um nível de qualidade uniforme e satisfatório para cada artigo;
- Reduzir o percentual de defeitos que possam ocorrer ao sair da fábrica.
4.13. Especificações de Qualidade na Fabricação
De acordo com Lisboa (1987), para se formar uma base comum de inspeção, devem ser desenvolvidas
as Especificações de Qualidade, que fornecem condições para uma avaliação uniforme por todas as
pessoas envolvidas na inspeção. As mesmas devem ser estabelecidas antes da fabricação do produto,
tendo o cuidado com a linguagem para a comunicação e com os padrões determinados, que sejam
possíveis de serem atingidos.
Na fabricação de um produto, é comum existir operações mais complicadas que outras, as vezes, isto
está associado ao grau de risco que expõe à estética ou as medidas de tamanho da peça. Para estas
operações é importante uma descrição simples de todo o procedimento, e um parâmetro para a
tolerabilidade em relação aos níveis da qualidade. Para a construção deste parâmetro é importante a
empresa identificar os possíveis defeitos dentro de grupos que serão classificados como: (1) Defeitos
Críticos – qualquer defeito que põe em risco a venda do produto e que se mostre de natureza
irreparável; (2) Defeitos Grandes – qualquer defeito que põe em risco a venda do produto, mas que é
de natureza reparável, normalmente são defeitos percebidos pelo consumidor; (3) Defeitos Pequenos –
qualquer defeito que não põe em risco a venda do produto, que pode ou não exigir conserto e que só é
percebido pelo operador. Neste contexto, Nunes (2003) considera que a qualidade é fruto de
informação efetiva, do treinamento e da conscientização dos objetivos de quem produz. E evidencia
que esta comunicação deve ser formal por meio de especificações. Segundo o mesmo autor, somente
as especificações definem com clareza o que se espera como resultado final do processo produtivo.
Contudo, de acordo com a finalidade, a forma e o conteúdo, estas especificações variam, admitindo-se
três tipos: especificações de matérias primas, especificações de produtos acabados e especificações de
fabricação (ibdem).
a) Especificação de matéria-prima – Visa identificar tudo que está relacionado aos materiais, e tem
como elementos essenciais:
1. O tipo e a unidade do material
2. A identificação dos lotes
83
3. As características do material
4. O plano de inspeção
5. Os métodos de ensaio
6. A embalagem, o manuseio e o armazenamento.
b) Especificação do produto final – Visa determinar as causas da falta de conformidade no produto
acabado e propiciar as possíveis correções.
O mesmo autor esclarece que a normalização é a única maneira de garantir o desenvolvimento do
produto com qualidade, porque generaliza os procedimentos para toda a empresa e estabelece as
rotinas de trabalho, ao mesmo tempo em que minimiza os riscos de não conformidade dos produtos e
dos processos. Nesse contexto as especificações assumem função importante dentro dos processos de
fabricação, a exemplo da questão segue um modelo de especificações de uma calça jeans (Tabela 2).
1) Medidas Finais
Medidas depois da lavagem 3 5 7 9 11 13
Entrepernas 31 31 31 31 31 31
Cintura (no topo) 26 27 28 29 30 31 1/2
Quadril ( 8” abaixo da borda da cintura) 36 1/4 37 1/4 39 1/4 39 1/4 40 1/4 41 3/4
Coxa (1” abaixo do cotovelo) 21 1/4 22 22 3/4 23 1/2 24 1/2 25 1/4
Joelho ( 13” abaixo do cavalo) 16 16 1/2 17 17 1/2 18 185/8
Boca 21 1/2 21 3/4 22 22 1/4 22 1/2 22 7/8
Gancho dianteiro 1 0 1/4 10 5/8 11 11 3/8 11 3/4 12 1/8
Gancho traseiro 13 1/4 13 5/8 14 14 3/4 14 3/4 15 1/8
Tabela 2 – Medidas Finais de uma calça jeans
Fonte: NUNES ( 2003)
2) Características Visuais
a) Costuras: Tolerância de ½” em todas as costuras do corpo, exceto 3/8” na borda do cós, centro do
dianteiro e abertura em V para os ilhoses e bocas de bolso dianteiro;
b) Pesponto: Na borda da abertura em V e nas quinas. A ¼ ” em 1 agulha ao redor da cintura e ao
redor e do zíper no centro do traseiro. A ¼ ” em dupla costura nas aberturas dos bolso dianteiro,
84
gancho dianteiro e traseiro abaixo das aberturas, e nos laterais. A 1” com 1 agulha ao redor da
abertura em V dos ilhoses;
c) Bainha: ½ “ de tecido abaixo do pesponto duplo de ¼ “ para desfiar;
3) Folha de operações (Tabela 3)
Produto: Calça jeans masculina.
Referência: 5035
Especificações Técnicas Operacionais
Departamento Operação Nº
Descrição da Operação Material Máquina Tempo
Traseiros 001 Riscar aplique traseiro Traseiro Serviço Manual 0,31
” 002 Pregar aplique Aplique traseiro. 1ag.Cost. RT 1001 0,46
” 003 Fazer prega pala Traseiro 2 ag. c/ aparelho 2001
0,45
” 004 Bainha bolso traseiro Bolso traseiro 2 ag. c/ aparelho 2001
0,21
” 005 Pranchar bolso traseiro Bolso traseiro Serviço Manual 0,73
” 006 Fechar fundilho Traseiro Fechadeira 4001 0,30
” 007 Marcar altura bolso traseiro
Traseiro Serviço Manual 0,33
” 008 Pregar bolso traseiro Bolso e traseiro 2 Agulhas 2002 1,20
” 009 Pregar etiquetas Traseiro 1 Agulha 1002 0,88
Tabela 3 – Especificações de operações
Fonte: NUNES (2003)
4) Ensaios de Controle de Fabricação
a) Controle no Corte: 1. Checagem dos moldes
2. Recuperação de peças defeituosas / reposição
b) Controle na Preparação: Checagem da fixação dos bolsos dianteiros e braguilha nos piques.
85
c) Controle na Montagem: Medição da cintura, quadril, coxa e entre-pernas antes da lavagem
d) Controle no Acabamento: 1. Medição da cintura, quadril coxa e entre-pernas após
lavagem
2. Controle da tonalidade da lavagem
e) Regulagem das máquinas: 1. Costuras - 3,5 pontos por cm
2. Botão metálico – 25 lbs/pol
3. Engomado – Vapor a 100ºC
4.14. Controle da Qualidade na Fabricação
No entendimento de Lisboa (1987), o Controle da Qualidade é a investigação e a análise das causas
dos efeitos e da reação do mercado. Procura proporcionar o êxito de um produto através da relação
custo/benefício, de forma a adequar os padrões de qualidade desse produto a esse mercado.
Considera o planejamento a base para se atingir em níveis mais econômicos a qualidade desejada do
ponto de vista da empresa e principalmente do consumidor.
O Controle da Qualidade na indústria de confecção é desenvolvido através da inspeção que pode ser:
(1) Com relação às características pesquisadas; (2) Com relação as quantidades inspecionadas
(ibdem).
1) Com relação às características pesquisadas
a) Por atributo: neste caso a unidade do produto é classificada como boa ou má, verificando a
presença ou a ausência de determinadas características qualitativas.
b) Por variáveis: é a inspeção onde se pesquisam às variáveis, isto é, a grandeza assumida por
determinados valores numa mesma escala continua.
2) Com relação às quantidades inspecionadas
a) Inspeção total (ou a 100%) consiste em inspecionar todas as peças do lote
b) Inspeção por amostragem: é a inspeção realizada sobre uma fração do lote
86

Considerando que a inspeção é de muito uso nas indústrias de confecção, é bom lembrar que não
pode ser confundida com o controle da qualidade, porque se restringe à parte e não ao todo. Portanto,
caracteriza-se como uma das etapas do controle. Neste contexto, é importante ressaltar que a prática
mais usada nas indústrias de confecção é a de inspecionar o produto por atributo, de tal modo que
separa as peças boas no final da fabricação. Esta prática coloca em risco os resultados e a quantidade
de produtos que poderão competir no mercado. Contudo, se a inspeção ocorrer no recebimento da
matéria-prima, no processo de fabricação, no equipamento e na finalidade do produto, os resultados
serão favoráveis à qualidade. Neste sentido, o acompanhamento em todas as etapas do processo
corresponderá às atividades do controle, e proporcionará a garantia da qualidade.
A melhor forma de atingir os níveis de qualidade em produto ou serviço é de fato através do
comprometimento das pessoas envolvidas direta ou indiretamente, “Que ligadas por uma mesma
filosofia e treinadas nos mesmos moldes procuram atingir os objetivos predeterminados” (ibdem).
Isto é possível através de uma conscientização voltada para o autocontrole e para o respeito com o
cliente interno.
4.15. Ferramentas de Controle da Qualidade na Indústria de Confecção
O conceito de controle da qualidade está também diretamente associado ao conceito de
acompanhamento, portanto, controlar é acompanhar o processo durante todo o seu desenvolvimento,
com o objetivo de prevenir qualquer irregularidade e de impedir a produção de itens não conforme.
Na indústria de confecções a Inspeção por Amostragem e o Controle Estatístico da Qualidade (CEQ)
apresentam o diagnóstico de como o processo está se desenvolvendo e dá previsibilidade para
qualquer ocorrência não desejável. A inspeção pode ocorrer em período sistemático, retirando do
processo o mesmo número de amostra para análise e correções (caso seja necessário) ainda em
processo.
Quanto aos dados estatísticos para acompanhamento do comportamento do processo uma boa
ferramenta da qualidade é a Lista de Verificação (Tabela 4), que permite fazer uma planilha para
coleta de dados, de forma a facilitar a identificação de um problema, a freqüência em que ele ocorre e
o percentual em proporção ao lote em processo. O processo consiste em listar em forma de planilha
todas as operações que serão inspecionadas, o número de peças da amostra, o tipo e número de
defeitos, bem como o seu percentual em relação à amostra. Os dados coletados na Carta de
Verificação permitem um estudo quanto aos tipos de defeitos e a freqüência em que eles ocorrem,
87
possibilitando identificar as causas e nortear ações para treinamento e qualificação. Deve ser aplicada
para coleta de dados das operações mais críticas do processo durante a fabricação e na inspeção final
do produto, para identificar a quantidade de peças não conforme e manter o processo sob controle.
Operação Verificação Total de Peças Nº de Defeitos % de Defeitos
Pregar zíper ok 10 1 10 %
Pregar cós ok 10 2 20 %
Fazer barra ok 10 3 30 %
Fechar gancho traseiro ok 10 2 20 %
Pregar pala ok 10 2 20 %
Total 50 10 20 %
88

Tabela 4 – Lista de verificação
Fonte: Criação da autora
4.16. Máquinas e Equipamentos
Em função da tecnologia, existem atualmente máquinas de costuras para funções específicas, com
nomeclaturas diferentes, que variam de ponto fixo para ponto corrente e máquinas com circuito
programado como a máquina de casear, a máquina de travete e a máquina de lifigrana, máquinas
de base plana, de base elevada, máquinas de coluna, máquinas de base cilíndrica, máquina de
braço... È fundamental antes de desenvolver um produto conhecer a tecnologia que dispõe a
empresa para garantir a qualidade técnica do produto através da padronização das operações. A
adequação de máquinas, de agulhas e de linhas garante a qualidade da costura e o caimento da
peça ao corpo. Portanto, antes de começar a trabalhar em uma empresa é indispensável ao
profissional de moda conhecer toda estrutura da empresa, tanto em relação à tecnologia
disponível, como em relação à mão-de-obra e a sua capacidade fabril.
CAPÍTULO 5 – CLASSIFICAÇÃO DE MÁQUINAS E DE AGULHAS
89
90
91
REFERÊNCIAS BIBLIOGRÁFICAS
CAETANO DIAS, Luiz Paulo. Planejamento e Controle da Produção. PRODIC _ Programa de
Desenvolvimento da Indústria de Confecção. Apoio CNPq – PROJETO RHAE INOVAÇÃO. 2006
CAVALCANTE, Sergio Lopes. Manual de Planejamento e Controle de Produção. Confederação
Nacional da Indústria. Departamento de Assistência à Média e Pequena Indústria.
GOMES, M. de L. B, Um modelo de nivelamento da produção à demanda para a indústria de
confecção do vestuário segundo os novos paradigmas da melhoria dos fluxos de processos. Tese
de Doutorado. UFSC, 2002.
NUNES, Fernando Ribeiro de Melo. Curso de Confecções. Apostila de sala de aula. Fortaleza.2001.
VÍCTOR, Dijane Maria Rocha. O processo de Trabalho na Indústria de Confecção do Jeans –
Uma proposta de procedimentos para a padronização. Monografia. de Especialização em Engenharia
de Produção Universidade Federal do Ceará.- Departamento de Engenharia Mecânica e de Produção.
CETREDE, 2006.
VICTOR, Dijane Maria Rocha.Relações de Trabalho e Produtividade em Empresas Terceirizadas Estudo de caso no setor de confecção de Fortaleza. Dissertação de Mestrado em Engenharia de Produção –UFPB – João Pessoa; 2007. (in curso)
92
93